Autor Sebastián Ayala Ospina Universidad de Antioquia ...
29
1 FORTALECIMIENTO DEL PILAR DE MANTENIMIENTO PLANEADO EN LAS ACTIVIDADES DE PASO 1 EN LA EMPRESA ALICO S.A Autor Sebastián Ayala Ospina Universidad de Antioquia Facultad de Ingeniería, Ingeniería mecánica Medellín, Colombia 2020
Transcript of Autor Sebastián Ayala Ospina Universidad de Antioquia ...

1
FORTALECIMIENTO DEL PILAR DE MANTENIMIENTO
PLANEADO EN LAS ACTIVIDADES DE PASO 1 EN LA EMPRESA
ALICO S.A
Autor Sebastián Ayala Ospina
Universidad de Antioquia
Facultad de Ingeniería, Ingeniería mecánica Medellín, Colombia
2020
2
FORTALECIMIENTO DEL PILAR DE MANTENIMIENTO PLANEADO EN
LAS ACTIVIDADES DE PASO 1 EN LA EMPRESA ALICO S.A
Sebastián Ayala Ospina
Informe de práctica como requisito para optar al título de: Ingeniero Mecánico
Asesores (a) Viviana Andrea Ramírez Ingeniera en Productividad y Calidad; Universidad
de Antioquia
Juan Pablo Rodríguez Ingeniero Mecánico; Alico S.A
Universidad de Antioquia Facultad de Ingeniería, Ingeniería Mecánica
Medellín, Colombia 2020.

3
Tabla de contenido
● FORTALECIMIENTO DEL PILAR DE MANTENIMIENTO PLANEADO EN LAS
ACTIVIDADES DE PASO 1 EN LA EMPRESA ALICO S.A 5
1. Resumen 5
2. Introducción 5
3. Objetivos 6
3.1 Objetivo general 6
3.2 Objetivos específicos 6
3.2.1 Investigar y contextualizar la situación actual de las actividades de paso 1; registro de equipos e indicadores de mantenimiento. 6
3.2.2 Levantar un diagnóstico de los indicadores de mantenimiento. 6
3.2.3 Aprender, entender e interpretar el uso de la calculadora CMD. 6
3.2.4 Diseñar herramientas para su despliegue en la planta. 6
3.2.5 Recolección de información para construir taxonomía de equipo piloto. 6
4. Marco Teórico 6
4.1 Registro de equipos (Taxonomía) 8
4.2 Indicadores de mantenimiento (MTTR y MTBF) 8
5. Calculadora CMD (Confiabilidad, Mantenibilidad, Disponibilidad) 9
5.1 Relación entre los indicadores 10
6. Metodología 10
6.1 Situación actual de la implementación de TPM en Alico S.A. 10
6.2 Situación actual del pilar de mantenimiento planeado 11
6.2.1 Registro de equipos (Taxonomía) 13
6.2.2 Indicadores de mantenimiento (MTTR y MTBF) 16
6.2.3 Información necesaria para el uso de la calculadora CMD 17
7. Resultados 23
8. Conclusiones 27
9. Referencias bibliográficas 29

4
Listado de Figuras
Figura 1: Inventario de sistemas de la CR03. 13
Figura 2: Inventario de subsistemas de la CR03. 13
Figura 3: Formato Estándar de mantenimiento (Información tomada de la base de datos de la empresa Alico S.A.) 13
Listado de tablas
Tabla 1: relación entre mantenimiento planeado y mantenimiento autonomo
(información tomada del libro TPM en industrias de proceso publicado por el JIPM
(Japan Institute of Plant Maintenance))………………………………………………….10
Tabla 2: Informe 1 de epicor (información tomada le da base de datos de la empresa Alico S.A.) 16
Tabla 3: Informe 2 epicor (información tomada le da base de datos de la empresa Alico
S.A.) 17
Tabla 4: Informe de epicor, tiempo del operario (información tomada le da base de datos
de la empresa Alico S.A.) 18
Tabla 5: Calculadora CMD (información tomada le da base de datos de la empresa Alico
S.A.) 19
Tabla 6: Resultados de la calculadora CMD (información tomada le da base de datos de la empresa Alico S.A.) 19
Tabla 7: Informe de epicor con información incompleta (información tomada le da base de datos de la empresa Alico S.A.) 20
Tabla 8: Indicador de cierre de órdenes (información tomada le da base de datos de la empresa Alico S.A.) 21
Tabla 9: Taxonomía CR03 23
Tabla 10: Medición MTTR, MTBF y disponibilidad mensual y trimestral (información tomada le da base de datos de la empresa Alico S.A.) 24
Tabla 11: Formato difusión indicadores (información tomada le da base de datos de la empresa Alico S.A.). 25
5
Listado de gráficos Gráfico 1: Diagnóstico actividades de paso 1 del pilar de mantenimiento planeado
(Información tomada del diagnóstico realizado por la consultoría punto guía).
Gráfico 2: Actividad 1 de paso 1 del pilar de mantenimiento planeado (información
tomada del diagnóstico realizado por la consultoría punto guía).
Gráfico 3: Actividad 5 de paso 1 del pilar de mantenimiento planeado (información
tomada del diagnóstico realizado por la consultoría punto guía).
● FORTALECIMIENTO DEL PILAR DE MANTENIMIENTO PLANEADO EN LAS ACTIVIDADES DE PASO 1 EN LA EMPRESA ALICO S.A
1. Resumen
Alico S.A. es una empresa del sector industrial dedicada a la fabricación de empaques
de barrera para alimentos, fármacos y cosméticos, bajo su proceso da cumplimiento con
diferentes estándares de inocuidad. Realizando desde el diseño del empaque hasta la
fabricación de éste según requerimientos del cliente.
Alico S.A. es una empresa ubicada en la ciudad de Medellín, y cuenta además con
centros de distribución en 8 ciudades de Colombia y en 13 países de América latina y
Estados Unidos con toda su amplia variedad de productos.
Cuenta con 4 plantas según el producto terminado, las cuales son: empaques,
termoformado, fundas y sellado y aditamentos.
En la actualidad, La división fundas mejora continuamente los procesos a través del
sistema de gestión integral y la implementación de TPM (total productive maintenance).
2. Introducción
El pilar de mantenimiento planeado tiene algunas falencias en las actividades de paso1
como: los registros de equipos (Taxonomía) e indicadores de mantenimiento (MTTR y
MTBF), que se deben empezar a cerrar para mantener el proceso normal en los otros
pasos de los demás pilares como el pilar de mantenimiento autónomo; además de alinear
y articular con un proyecto que se viene realizando con RCM “diseño e implementación
de un modelo de programación de mantenimiento planeado basado en confiabilidad”;
cuyo objetivo es desarrollar e implementar un modelo de programación de
mantenimiento preventivo y predictivo en los equipos productivos de la compañía basado
en la gestión de activos confiables, con el fin de mejorar la confiabilidad de estos mediante
6
la reducción y/o prevención de las averías que incurren y a su vez mejorar la
disponibilidad de los equipos en las diferentes líneas de producción.
Por tal razón la importancia de fortalecer el pilar de mantenimiento planeado garantizando
las condiciones básicas para el desarrollo del proyecto y el avance normal de la
implementación de los pilares del TPM.
3. Objetivos
o
3.1 Objetivo general
Desarrollar el proceso metodológico necesario para el fortalecimiento de las
actividades del paso 1 de mantenimiento planeado en la unidad de negocio fundas,
estableciendo los indicadores de mantenimiento MTBF y MTTR, como también el
avance en el registro de un equipo (taxonomía).
3.2 Objetivos específicos
3.2.1 Investigar y contextualizar la situación actual de las actividades de paso 1; registro de equipos e indicadores de mantenimiento.
3.2.2 Levantar un diagnóstico de los indicadores de mantenimiento.
3.2.3 Aprender, entender e interpretar el uso de la calculadora CMD.
3.2.4 Diseñar herramientas para su despliegue en la planta.
3.2.5 Recolección de información para construir taxonomía de equipo piloto.
4. Marco Teórico
TPM es una filosofía japonesa de mantenimiento cuyo objetivo es eliminar las pérdidas en producción debidas al estado de los equipos, aumentando la productividad y la eficiencia de los procesos. TPM mejora de forma dramática los resultados de las empresas y estimula la creación de lugares de trabajos seguros, gratos y productivos, optimizando las relaciones entre las personas y el equipo que emplean [1]. Dicha filosofía está fundamentada en ocho pilares que son sus cimientos, orientando prácticas y herramientas que fortalecen la estrategia de la compañía y busca una correcta implementación de programas de mantenimiento preventivo.
7
El mantenimiento progresivo es uno de los pilares de confiabilidad más importantes en la
búsqueda de beneficios en una organización industrial. El JIPM (Japan Institute of Plant
Maintenance) le ha dado a este pilar el nombre de Mantenimiento Planificado. Se
considera que este término puede comunicar mejor el propósito de este pilar, que
consiste en la necesidad de avanzar gradualmente hacia la búsqueda de la meta “cero
averías” para una planta industrial. [3].
El JIPM (Japan Institute of Plant Maintenance) sugiere realizar dos actividades previas
antes de iniciar un programa de mantenimiento planificado en un equipo, para que éste,
sea económico y eficaz. Las actividades antes mencionadas son:
Etapa 1. Hacer "predecible" el MTBF
En esta etapa se pretende eliminar en forma radical el deterioro acumulado que posee el
equipo y que interviene como causa en la pérdida de estabilidad del MTBF. Un plan de
mantenimiento realizado sobre un equipo que no cuente con un MTBF estable, es poco
económico y poco efectivo para prevenir los problemas de fallos. Con las acciones de
esta etapa se busca que la fluctuación del MTBF sea en lo posible (teóricamente) debida
al desgaste natural de los componentes del equipo. Al ser estable el MTBF el
comportamiento de los fallos será más predecible y el tiempo asumido para la
intervención planificada del equipo será la más próxima al comportamiento real futuro. [3]
Propósitos:
● Reducir la variabilidad de los intervalos de fallo.
● Eliminar deterioro acumulado.
● Hacer más predecible los tiempos potenciales en que se pueden presentar los
fallos.
Acciones
● Eliminar errores de operación, negligencias y limitaciones del personal.
● Mantener condiciones básicas de operación.
Etapa 2. Incrementar el MTBF
En esta etapa, de búsqueda de eliminación de fallos en equipos, se pretende eliminar
las causas de deterioro acelerado ya sea por mala operación del equipo, debilidades
del diseño original, o mala conservación. [3]
Propósito
● Aumentar la expectativa de duración del equipo.

8
● Eliminar fallos esporádicos.
● Restaurar deterioro de apariencia o externo.
Acciones
● Eliminar los fallos debidos a debilidades de diseño del equipo: Realización de
proyectos Kaizen para la mejora de materiales, construcción y puesta en
marcha del equipo.
● Eliminar posibilidades de sobre carga de equipos mejorando los estándares
en caso de no poder mejorar el equipo para que pueda aceptar las nuevas
exigencias.
● Eliminar fallos por accidentes: Es necesario realizar el entrenamiento
necesario para reparar adecuadamente el equipo, realizar proyectos Kaizen
sobre métodos de intervención. Estandarizar métodos de operación e
instalación de dispositivos a prueba de errores que evitan accidentes.
● Restaurar el deterioro: Inspección del estado general del equipo, deterioros
que se pueden observar con inspecciones visuales.
Las anteriores dos etapas se deben considerar como parte de las acciones de un
mantenimiento preventivo efectivo. [3]
Siempre se debe tener en cuenta lo siguiente: cuando el mantenimiento periódico se
realiza antes de que la duración de la vida del equipo sea estable, los costos de
mantenimiento son mayores y el proceso no es eficaz [3].
4.1 Registro de equipos (Taxonomía)
El registro de los equipos nos proporciona datos como una definición más técnica de la
composición (sistema, subsistema, componente) para evaluar los equipos, que facilita la
localización de activos [1].
4.2 Indicadores de mantenimiento (MTTR y MTBF)
Los indicadores son métodos de control de seguimiento en temas de mantenimiento para
tomar acciones y corregir y/o mejorar de manera oportuna una brecha en una meta
propuesta.
MTTR Mean Time Through Repair, en español se traduce como tiempo
medio hasta haber reparado la avería esto indica cuáles paradas son las más
graves para un proceso [1]. El método matemático básico según el libro de
TPM en industrias de proceso publicado por el JIPM (Japan Institute of Plant
Maintenance) para calcularlo es el siguiente:[4]

9
𝑀𝑇𝑇𝑅 = 𝑇𝑖𝑒𝑚𝑝𝑜 𝑡𝑜𝑡𝑎𝑙 𝑑𝑒 𝑙𝑎𝑠 𝑟𝑒𝑝𝑎𝑟𝑎𝑐𝑖𝑜𝑛𝑒𝑠 (𝑡𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑖𝑛𝑎𝑐𝑡𝑖𝑣𝑖𝑑𝑎𝑑)
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑟𝑒𝑝𝑎𝑟𝑎𝑐𝑖𝑜𝑛𝑒𝑠 (1)
MTBF Mean time between failures en español se traduce como tiempo medio
entre fallas; indica el tiempo medio entre cada ocurrencia de una parada
específica de un proceso o máquina. El método matemático básico según el
libro de TPM en industrias de proceso publicado por el JIPM (Japan Institute
of Plant Maintenance) para calcularlo es el siguiente [4].
Método 1: 𝑀𝑇𝐵𝐹 =𝑇𝑖𝑒𝑚𝑝𝑜 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑣𝑜
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑓𝑎𝑙𝑙𝑎𝑠 (2)
Método 2: 𝑀𝑇𝐵𝐹 =𝑇𝑖𝑒𝑚𝑝𝑜 𝑡𝑜𝑡𝑎𝑙 𝑑𝑒 𝑙𝑎𝑠 𝑓𝑎𝑙𝑙𝑎𝑠
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑓𝑎𝑙𝑙𝑎𝑠 (3)
5. Calculadora CMD (Confiabilidad, Mantenibilidad, Disponibilidad)
La empresa Alico S.A. cuenta con la calculadora de Excel montada y desarrollada por el
ingeniero Heider Anaya Bedoya en su trabajo de grado de práctica académica en el área
de Mantenimiento e Ingeniería. Esta herramienta calcula el MTBF y MTTR por medio de
la distribución de Weibull que una es una distribución exponencial de series de tiempo
de probabilidad continua, se trata de un modelo continuo asociado a variables del tipo
tiempo de vida, tiempo hasta que un mecanismo falla y a partir de unos datos de tiempo
registrados en epicor que es un ERP (Enterprise Resource Planning- Planificación de
recursos empresariales) calcula con mucha precisión los indicadores.
El Enterprise Resource Planning (ERP) se refiere al tipo de software que usan las
organizaciones para administrar las actividades empresariales diarias, como
la contabilidad, el abastecimiento, la administración de proyectos, el cumplimiento y la
gestión de riesgos y las operaciones de la cadena de suministro. Una suite ERP completa
también incluye enterprise performance management, software que ayuda a planificar,
presupuestar, predecir e informar sobre los resultados financieros de una organización.
Los sistemas de ERP están diseñados con una estructura simple de datos definida que
suelen poseer una base de datos única. De esta manera, se garantiza que se normalice
la información utilizada en toda la empresa. Estas construcciones centrales se
interconectan con procesos de negocios impulsados por flujos de trabajo en todos los
departamentos comerciales (P. ej., finanzas, recursos humanos, ingeniería, marketing,
operaciones), al conectar sistemas y las personas que los utilizan. En pocas palabras,
ERP es un vehículo para integrar personas, procesos y tecnologías en una empresa
moderna [5].

10
5.1 Relación entre los indicadores
La CONFIABILIDAD de un equipo se define como la probabilidad de que un dispositivo
realice adecuadamente su función a lo largo del tiempo cuando opera en el entorno para
el cual ha sido diseñado sin presentar averías [4]. (Relacionado al MTBF).
La MANTENIBILIDAD de un equipo o sistema es la probabilidad de que pueda ser
restaurado a uno de sus estados operacionales en un periodo de tiempo dado [4].
(Relacionado al MTTR).
La DISPONIBILIDAD se utiliza para medir el efecto combinado de la confiabilidad y la
mantenibilidad La "disponibilidad" de un equipo es, matemáticamente: [4]
Disponibilidad = (𝑀𝑇𝐵𝐹
(𝑀𝑇𝐵𝐹 + 𝑀𝑇𝑇𝑅)) 𝑥100 (4)
6. Metodología
Se realiza un proceso de auditoría de la empresa Alico S.A. con el fin de conocer el
estado del pilar de mantenimiento planeado para establecer lo que se ha hecho en el
tema de implementación de la metodología TPM y focalizar los recursos de manera
oportuna a las brechas detectadas; además de la búsqueda de información para elaborar
un marco teórico teniendo como base el libro Total Productive Maintenance (TPM); el
cual es la guía para recopilar información acerca de cómo implementar esta metodología.
Como primer objetivo se hace una búsqueda documentada en la base de datos de la
empresa además de reuniones periódicas con las diferentes áreas (área de
mantenimiento, área de ingeniería, área de TPM ) para hacer un diagnóstico y encontrar
cuales son las actividades del paso 1 del mantenimiento planeado que tienen falencias y
hacer un perfeccionamiento de la implementación del pilar.
6.1 Situación actual de la implementación de TPM en Alico S.A.
En la empresa Alico S.A. existen equipos iniciando su implementación en paso 4 de
mantenimiento autónomo, la metodología del libro de TPM en industrias de proceso
publicado por el JIPM (Japan Institute of Plant Maintenance) sugiere estas fases de
implementación para implantar un sistema sólido y eficaz de mantenimiento planeado las
cuales son siguientes:
11
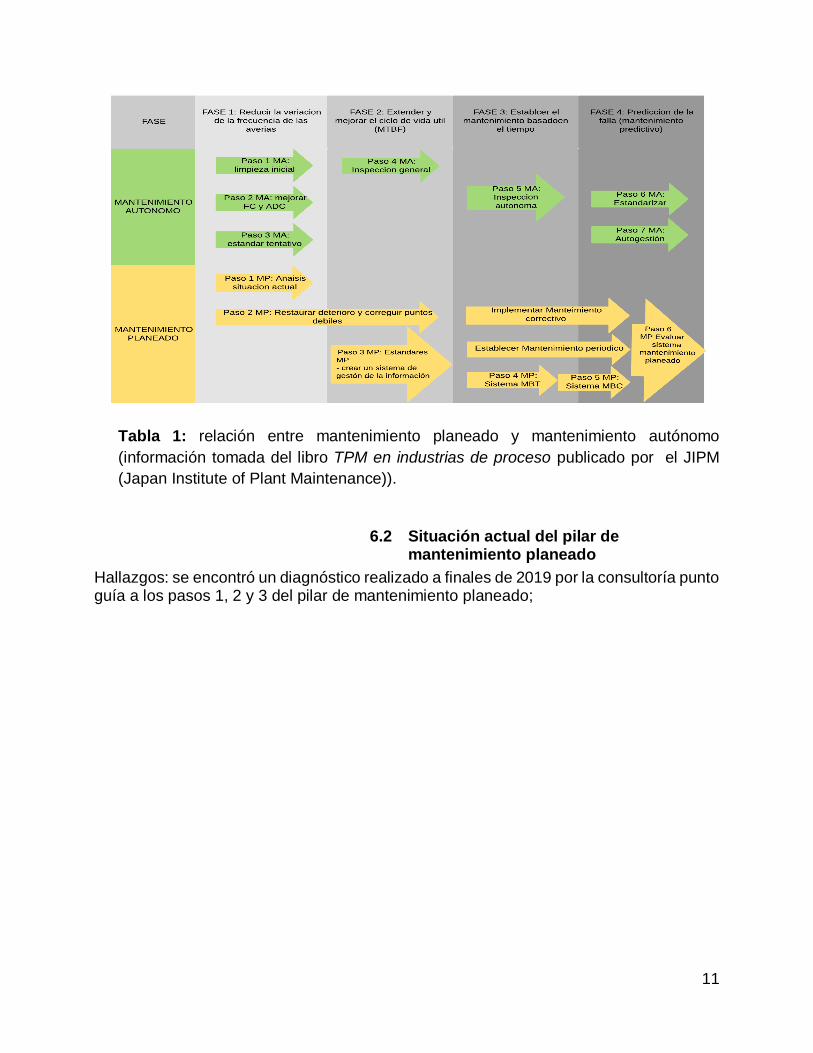
Tabla 1: relación entre mantenimiento planeado y mantenimiento autónomo
(información tomada del libro TPM en industrias de proceso publicado por el JIPM
(Japan Institute of Plant Maintenance)).
6.2 Situación actual del pilar de mantenimiento planeado
Hallazgos: se encontró un diagnóstico realizado a finales de 2019 por la consultoría punto guía a los pasos 1, 2 y 3 del pilar de mantenimiento planeado;
12
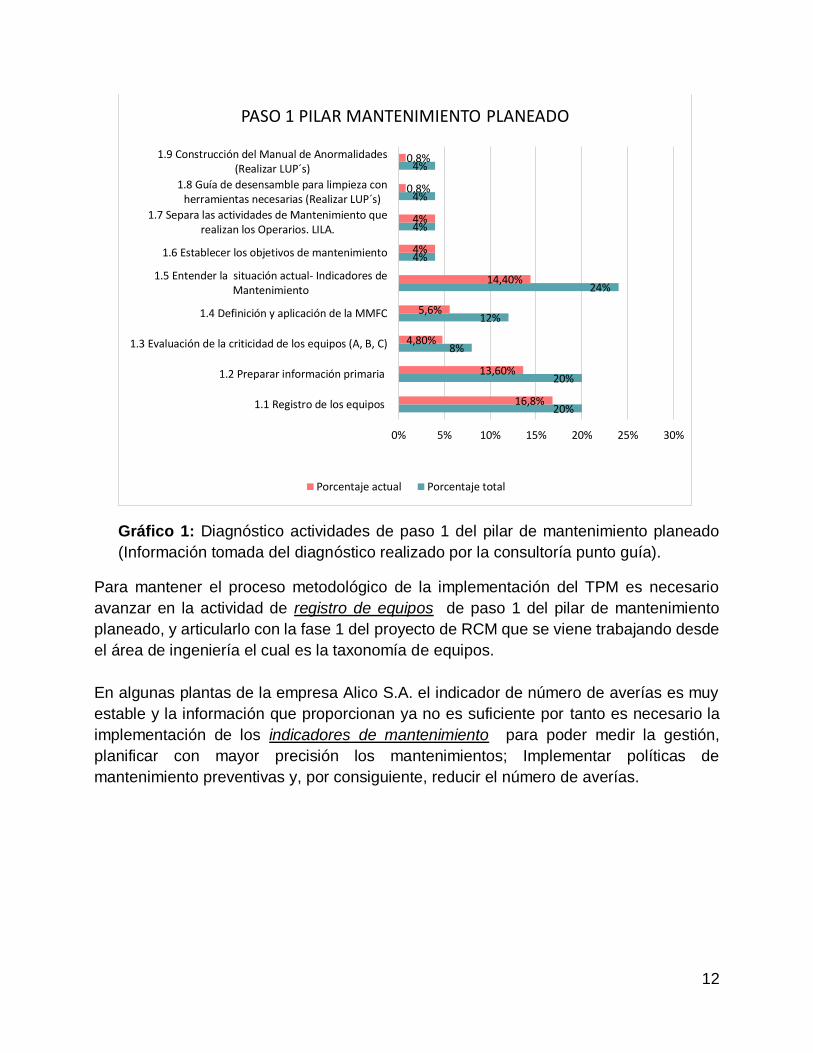
Gráfico 1: Diagnóstico actividades de paso 1 del pilar de mantenimiento planeado
(Información tomada del diagnóstico realizado por la consultoría punto guía).
Para mantener el proceso metodológico de la implementación del TPM es necesario
avanzar en la actividad de registro de equipos de paso 1 del pilar de mantenimiento
planeado, y articularlo con la fase 1 del proyecto de RCM que se viene trabajando desde
el área de ingeniería el cual es la taxonomía de equipos.
En algunas plantas de la empresa Alico S.A. el indicador de número de averías es muy
estable y la información que proporcionan ya no es suficiente por tanto es necesario la
implementación de los indicadores de mantenimiento para poder medir la gestión,
planificar con mayor precisión los mantenimientos; Implementar políticas de
mantenimiento preventivas y, por consiguiente, reducir el número de averías.
20%
20%
8%
12%
24%
4%
4%
4%
4%
16,8%
13,60%
4,80%
5,6%
14,40%
4%
4%
0,8%
0,8%
0% 5% 10% 15% 20% 25% 30%
1.1 Registro de los equipos
1.2 Preparar información primaria
1.3 Evaluación de la criticidad de los equipos (A, B, C)
1.4 Definición y aplicación de la MMFC
1.5 Entender la situación actual- Indicadores deMantenimiento
1.6 Establecer los objetivos de mantenimiento
1.7 Separa las actividades de Mantenimiento querealizan los Operarios. LILA.
1.8 Guía de desensamble para limpieza conherramientas necesarias (Realizar LUP´s)
1.9 Construcción del Manual de Anormalidades(Realizar LUP´s)
PASO 1 PILAR MANTENIMIENTO PLANEADO
Porcentaje actual Porcentaje total

13
6.2.1 Registro de equipos (Taxonomía)
Gráfico 2: Actividad 1 de paso 1 del pilar de mantenimiento planeado (información
tomada del diagnóstico realizado por la consultoría punto guía).
Haciendo un análisis del gráfico 2 se evidencia la brecha en taxonomía de equipos, por
tanto es necesario avanzar en esta actividad.
La planta Fundas tiene tres procesos principales lo cuales son: Extruder, Impresión y
Corrugado, desde el proyecto de RCM el piloto fue la taxonomía de la Extrusora BO02
perteneciente al proceso de Extruder y en la búsqueda documentada se encontró un
trabajo adelantado de la Flexo gráfica FL13 perteneciente al proceso de Impresión,
realizado por Juan Rendón actual líder de extrusión en la planta de Empaques,el cual fue
su trabajo de especialización, desarrollando un RCM en la FL13 , por tal motivo y para
dar cubrimiento a la planta se decide avanzar en la taxonomía de algún equipo del
proceso de Corrugado específicamente la Corrugadora CR03.
Para avanzar en taxonomía de equipos, es necesario la máquina parada y por motivos
de contingencia esta acción se realiza en horarios extra laborales, motivo por el cual se
hizo necesario proponer una alternativa de trabajo para poder avanzar en esta actividad.
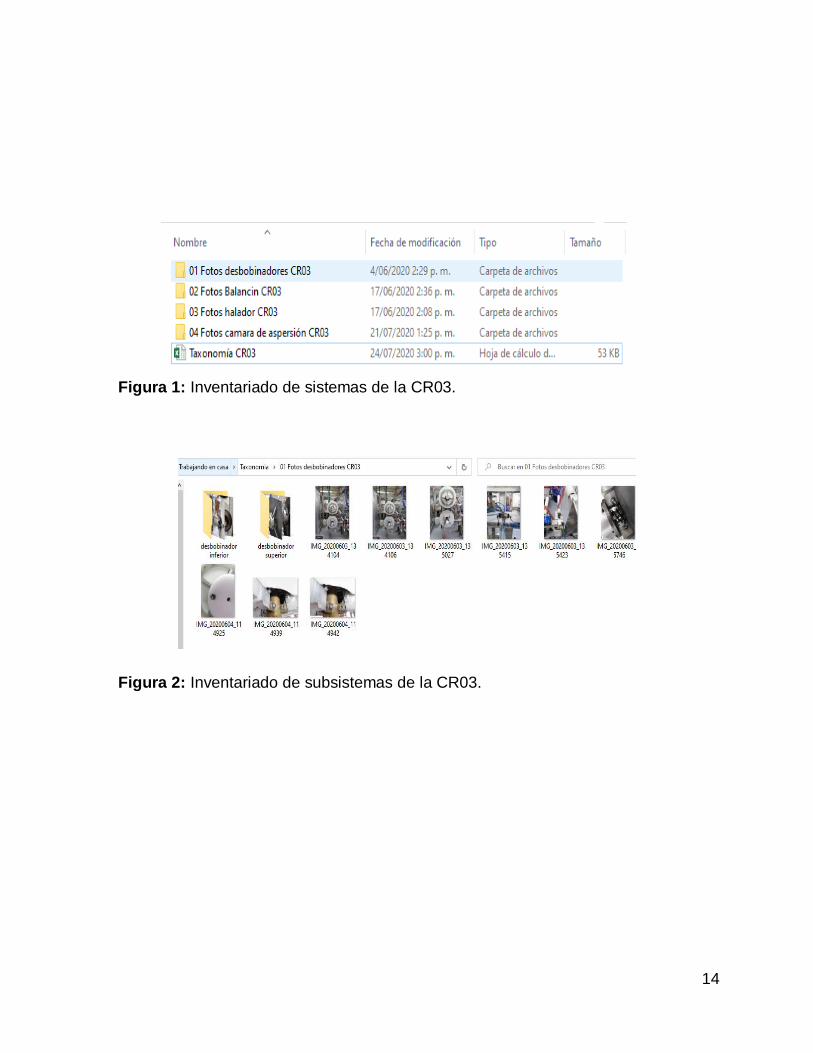
Como alternativa se propuso registrar fotográficamente cada uno de los sistemas y
subsistemas que componen el equipo, luego de este proceso se procede hacer un
inventario de las piezas las cuales se registraron en el formato Estándar de
mantenimiento y semanalmente se revisa con el coordinador de mantenimiento para
validar la información consignada allí.
4%
4%
4%
4%
0,80%
0% 1% 2% 3% 4% 5%
1.1.1 Levantar el inventario de equipos
1.1.2 Asignar las clases de los equipos
1.1.3 Codificar los equipos
1.1.4 Marcar los equipos en planta
1.1.5 Recolectar la información técnicade catálogos (Taxonomia)
1.1 Registro de los equipos
14
Figura 1: Inventariado de sistemas de la CR03.
Figura 2: Inventariado de subsistemas de la CR03.
15
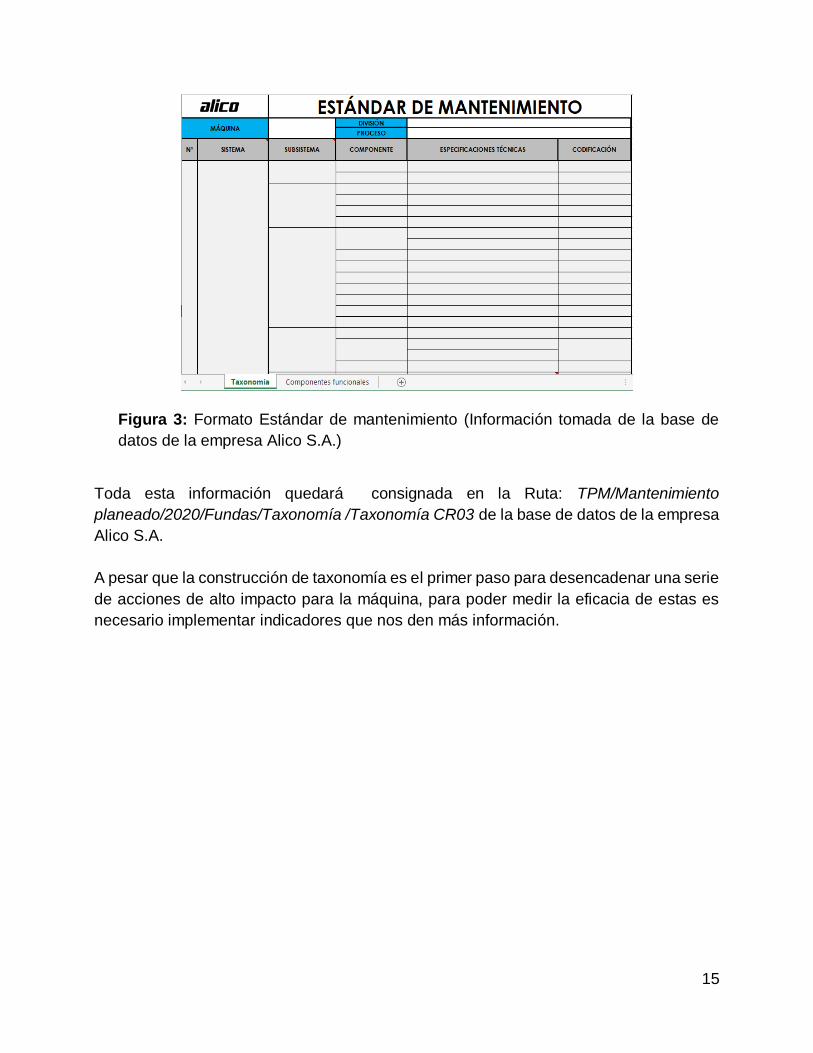
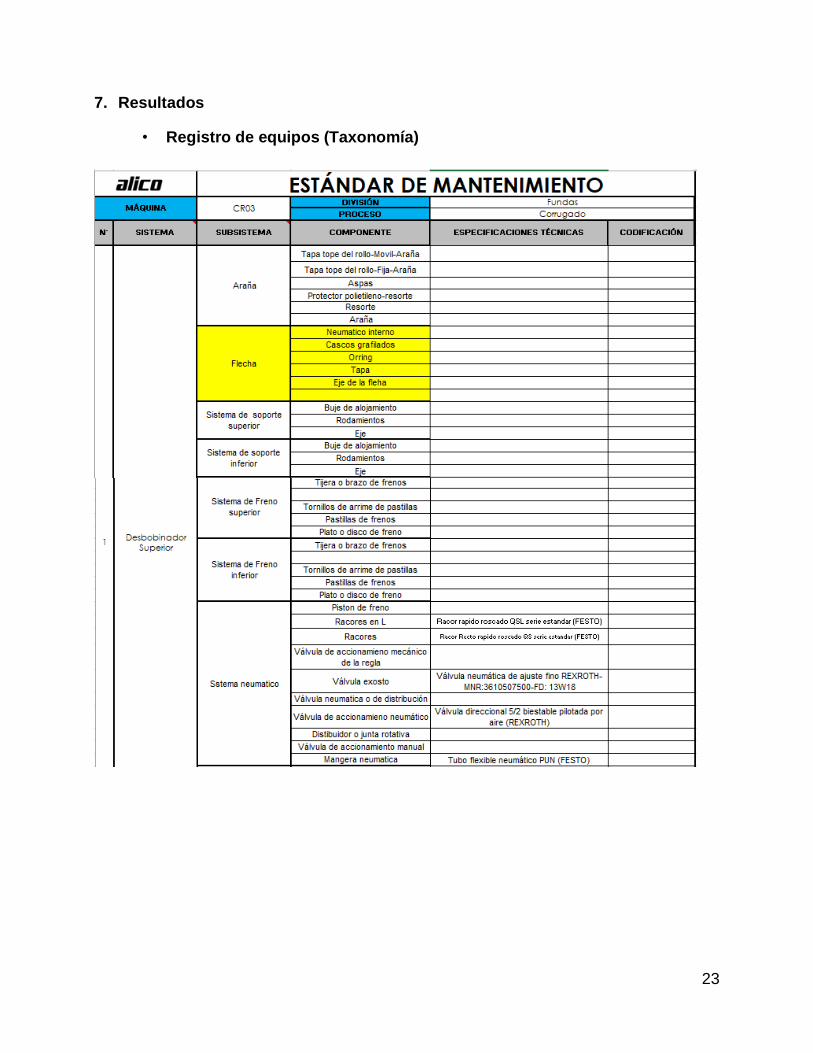
Figura 3: Formato Estándar de mantenimiento (Información tomada de la base de
datos de la empresa Alico S.A.)
Toda esta información quedará consignada en la Ruta: TPM/Mantenimiento
planeado/2020/Fundas/Taxonomía /Taxonomía CR03 de la base de datos de la empresa
Alico S.A.
A pesar que la construcción de taxonomía es el primer paso para desencadenar una serie
de acciones de alto impacto para la máquina, para poder medir la eficacia de estas es
necesario implementar indicadores que nos den más información.

16
6.2.2 Indicadores de mantenimiento (MTTR y MTBF)
Gráfico 3: Actividad 5 de paso 1 del pilar de mantenimiento planeado (información
tomada del diagnóstico realizado por la consultoría punto guía).
Haciendo un análisis del gráfico 3 y tomando en cuenta que ya existe la herramienta
para calcular estos indicadores de mantenimiento se evidencia una brecha enorme ya
que el porcentaje de avance es muy bajo. A partir de esta información se hará un
análisis del uso de la calculadora CMD para darle continuidad y avance al cálculo de
los indicadores MTTR y MTBF.
4%
2,40%
2,40%
0,80%
0,80%
4%
0% 1% 2% 3% 4% 5%
1.5.1 Número de Averías
1.5.2 Índice de severidad de Fallas
1.5.3 Aplicación del índices deseveridad de fallas
1.5.4 Tiempo Medio entre Fallas. MTBF.
1.5.5 Tiempo Medio Duración de lasReparaciones. MTTR.
1.5.6 Costos de Mantenimiento porequipo
1.5 Entender la situación actual-Indicadores de mantenimiento

17
6.2.3 Información necesaria para el uso de la calculadora CMD
1. El operario genera una solicitud de servicio y queda en una cola de solicitudes
(avería).
2. El técnico la aprueba y la convierte en una orden de trabajo.
3. Luego el técnico realiza la operación (reparación).
4. La información queda registrada en los informes del epicor.
●
Tabla 2: Informe 1 de epicor (información tomada le da base de datos de la empresa
Alico S.A.)
18
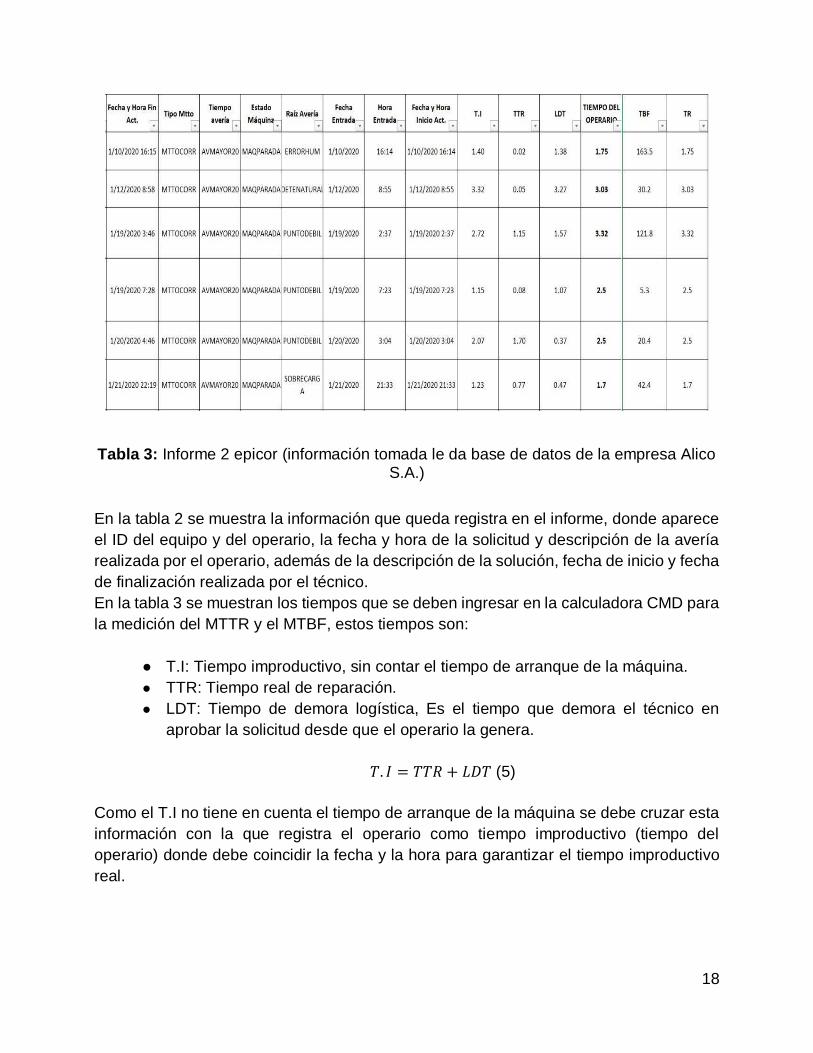
Tabla 3: Informe 2 epicor (información tomada le da base de datos de la empresa Alico S.A.)
En la tabla 2 se muestra la información que queda registra en el informe, donde aparece
el ID del equipo y del operario, la fecha y hora de la solicitud y descripción de la avería
realizada por el operario, además de la descripción de la solución, fecha de inicio y fecha
de finalización realizada por el técnico.
En la tabla 3 se muestran los tiempos que se deben ingresar en la calculadora CMD para
la medición del MTTR y el MTBF, estos tiempos son:
● T.I: Tiempo improductivo, sin contar el tiempo de arranque de la máquina.
● TTR: Tiempo real de reparación.
● LDT: Tiempo de demora logística, Es el tiempo que demora el técnico en
aprobar la solicitud desde que el operario la genera.
𝑇. 𝐼 = 𝑇𝑇𝑅 + 𝐿𝐷𝑇 (5)
Como el T.I no tiene en cuenta el tiempo de arranque de la máquina se debe cruzar esta
información con la que registra el operario como tiempo improductivo (tiempo del
operario) donde debe coincidir la fecha y la hora para garantizar el tiempo improductivo
real.

19
Tabla 4: Informe de epicor, tiempo del operario (información tomada le da base de datos
de la empresa Alico S.A.)
En la tabla 4 se muestra el tiempo que registra el operario como tiempo improductivo,
donde aparece la máquina, el ID del operario, hora, fecha inicial y final de la inactividad,
duración de la inactividad y descripción de la inactividad.
Después de validar esta información se toma el TBF (Tiempo entre fallas), TTR y LDT de
la tabla 3 y se ingresa en la calculadora CMD para la medición del MTTR y MTBF.
TBF= (Fecha avería actual – fecha avería anterior)* horas que trabajo la máquina (6)
20
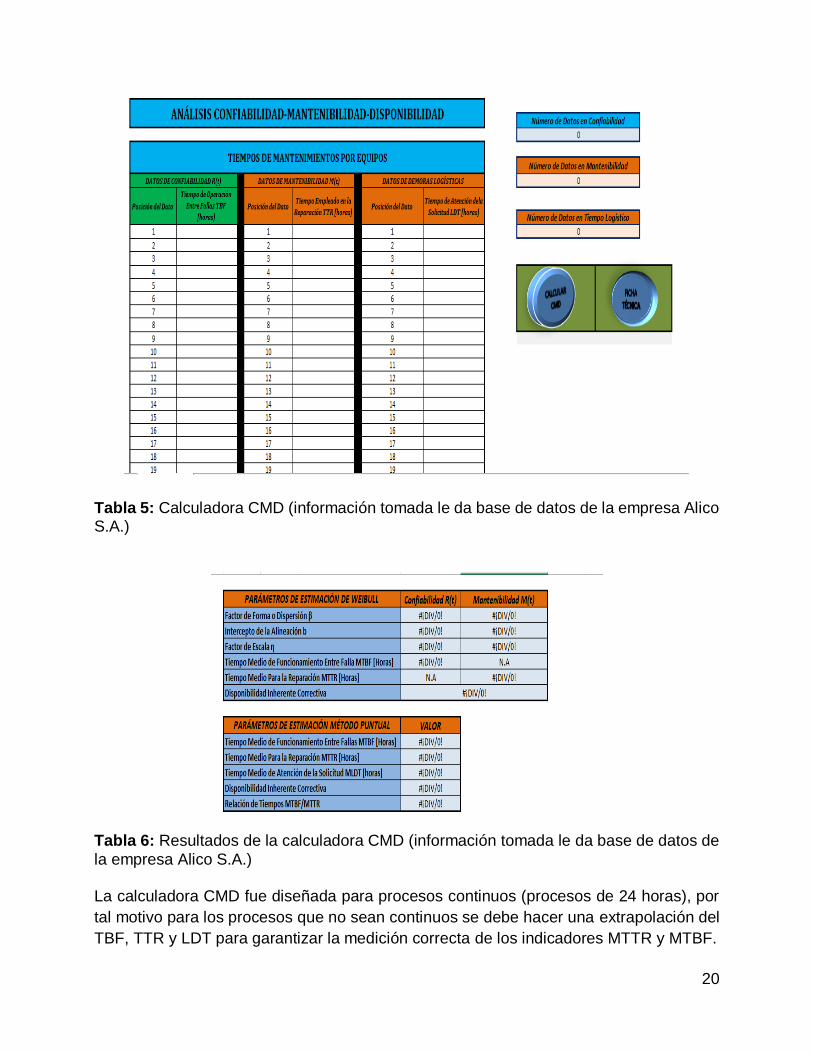
Tabla 5: Calculadora CMD (información tomada le da base de datos de la empresa Alico S.A.)
Tabla 6: Resultados de la calculadora CMD (información tomada le da base de datos de
la empresa Alico S.A.)
La calculadora CMD fue diseñada para procesos continuos (procesos de 24 horas), por
tal motivo para los procesos que no sean continuos se debe hacer una extrapolación del
TBF, TTR y LDT para garantizar la medición correcta de los indicadores MTTR y MTBF.
21
Factores que afectan el uso de la calculadora CMD
Lo ideal sería que el técnico apruebe la orden luego empiece inmediatamente a trabajar
y una vez reparada la máquina cierre la orden, pero los técnicos olvidan cerrar las
órdenes, en algunos casos la emergencia de la avería los obliga a intervenir rápidamente
la máquina por tanto no aprueban la orden, por este motivo la información registrada en
los informes de epicor no es verídica.
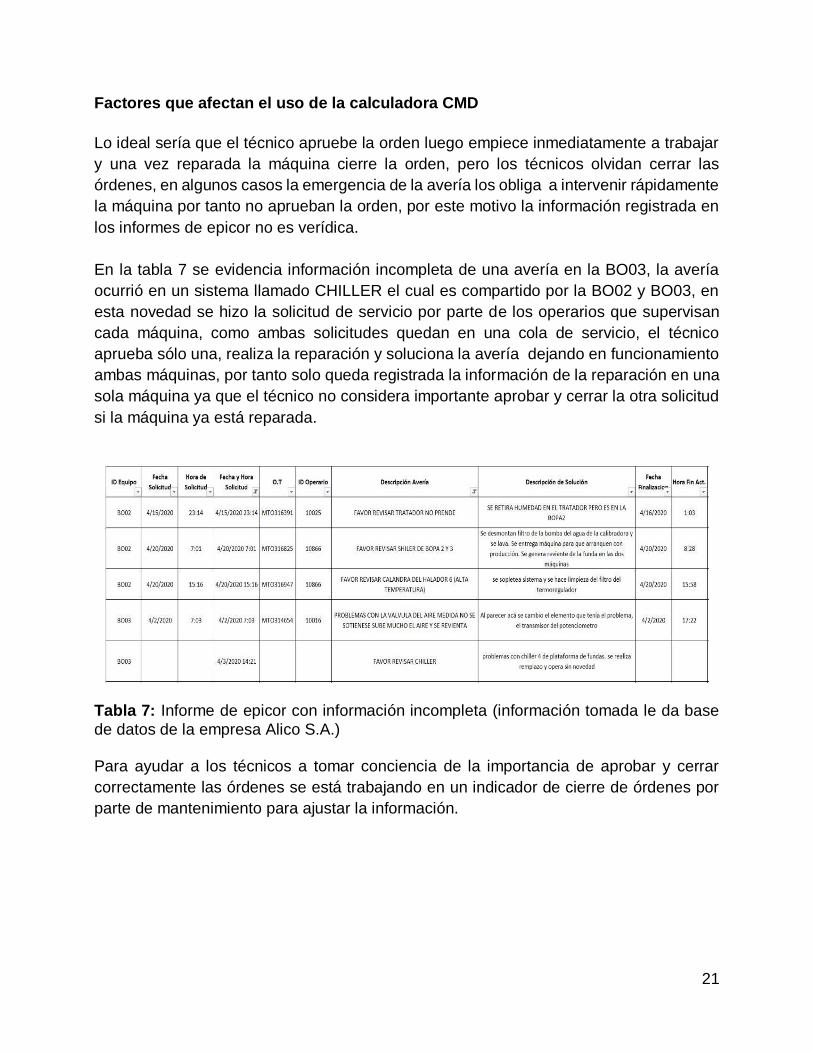
En la tabla 7 se evidencia información incompleta de una avería en la BO03, la avería
ocurrió en un sistema llamado CHILLER el cual es compartido por la BO02 y BO03, en
esta novedad se hizo la solicitud de servicio por parte de los operarios que supervisan
cada máquina, como ambas solicitudes quedan en una cola de servicio, el técnico
aprueba sólo una, realiza la reparación y soluciona la avería dejando en funcionamiento
ambas máquinas, por tanto solo queda registrada la información de la reparación en una
sola máquina ya que el técnico no considera importante aprobar y cerrar la otra solicitud
si la máquina ya está reparada.
Tabla 7: Informe de epicor con información incompleta (información tomada le da base
de datos de la empresa Alico S.A.) Para ayudar a los técnicos a tomar conciencia de la importancia de aprobar y cerrar
correctamente las órdenes se está trabajando en un indicador de cierre de órdenes por
parte de mantenimiento para ajustar la información.

22
Tabla 8: Indicador de cierre de órdenes (información tomada le da base de datos de la
empresa Alico S.A.) Por lo anteriormente mencionado y considerando que la calculadora CMD es para
procesos continuos no es recomendable usarla hasta ajustar los tiempos que se
necesitan para el cálculo de los indicadores, todo con el fin de disminuir los errores en la
medición del MTTR y MTBF; por tanto se sugiere una herramienta de cálculo alternativa
con las ecuaciones matemáticas básicas para hacer un piloto en el área de negocio
fundas.
23
7. Resultados
• Registro de equipos (Taxonomía)
24

25
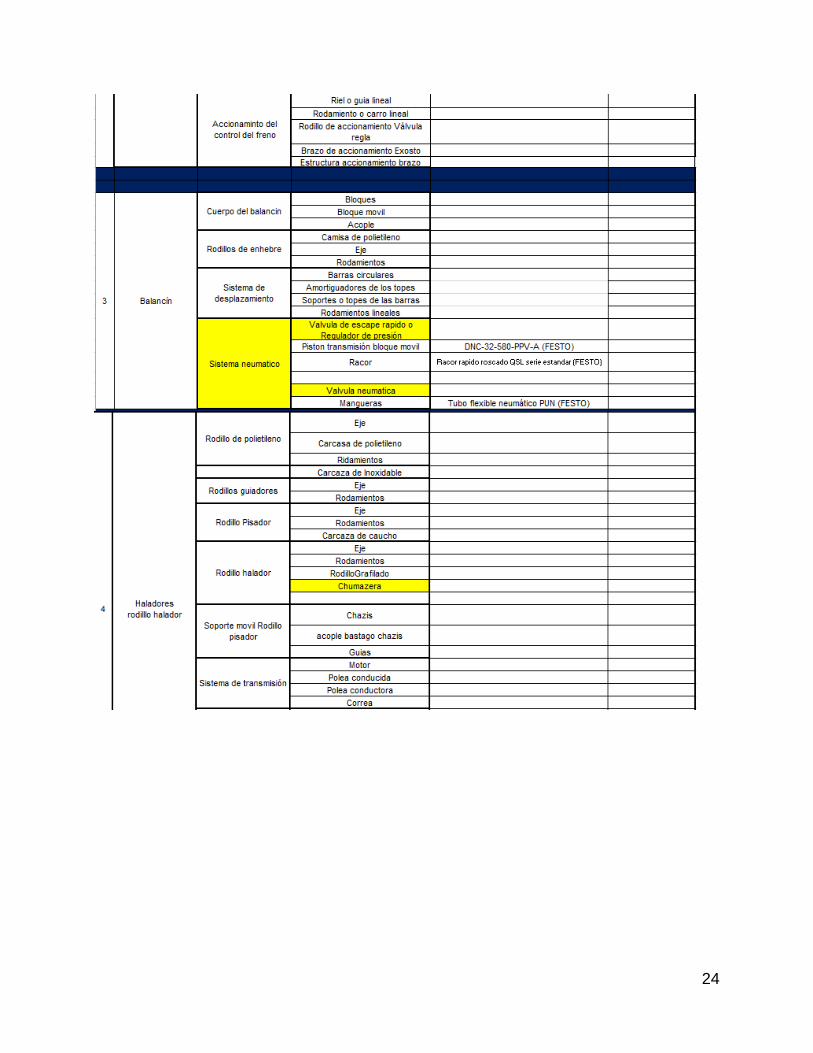
Tabla 9: Taxonomía CR03 A pesar de las restricciones impuestas por el municipio y las medidas adoptadas por la
empresa Alico S.A. para evitar la propagación del virus SRAS-CoV-2 la alternativa de
trabajo funcionó de manera eficiente logrando un avance significativo en la taxonomía de
la CR03; como se evidencia en la tabla 10 se logró construir la taxonomía de 5 sistemas
con sus respectivos subsistemas y componentes además de algunas especificaciones
técnicas, demostrando una alta efectividad en el método de trabajo propuesto.

26
● Indicadores de mantenimiento
Alternativa para calcular el MTTR, MTBF y disponibilidad
Tabla 10: Medición MTTR, MTBF y disponibilidad mensual y trimestral (información tomada le da base de datos de la empresa Alico S.A.) La tabla 19 calcula los indicadores usando las ecuaciones, (1) para el MTTR, (3) para el
MTBF y (4) para la disponibilidad; se recomienda usar la ecuación (2) para calcular el
MTBF ya que es mucho más acertada por que toma en cuenta el tiempo productivo de la
máquina, para esto es necesario validar con producción los tiempos productivos de los
procesos que no son continuos.

27
● Alternativa de difusión
Tabla 11: Formato difusión indicadores (información tomada le da base de datos de la empresa Alico S.A.). En la tabla 11 se muestra una alternativa donde los operarios puedan interactuar con los indicadores; donde se les entrega el valor medido del MTTR y MTBF y ellos llenan la información en el formato, todo con el fin de que conozcan el estado de las máquinas.
8. Conclusiones

28
• El indicador MTTR debe llevarse por alguien con la experiencia de un coordinador
de mantenimiento, ya que debe estar enterado de todo lo que pasa en la planta,
para que no haya pérdida de información.
• Con la información más ajustada se podría iniciar con la toma de decisiones en
compañía de producción, ya que conociendo la disponibilidad de las máquinas se
puede programar los pedidos con más precisión.
• Es necesario validar con producción los tiempos productivos de los procesos que
no son de 24 horas para ajustar la medición del MTBF.
• Darle seguimiento al indicador de cierre de órdenes, ya que ayudará a los técnicos
a tomar conciencia de la importancia de cerrar y aprobar las órdenes
correctamente, para ajustar la medición de MTTR.
• Establecer metas alcanzables para los indicadores de mantenimiento las cuales
podrían ser:
✔ Disminuir las averías por deterioro forzado a cero; ya que equipos en paso
4 de MA (mantenimiento autónomo) las fallas por condiciones básicas
limpieza inspección, lubricación y ajuste deberían ser cero.
✔ Meta comparativa, revisar el histórico de datos cual es el mejor mes y
estabilizar los indicadores en ese valor.
✔ Estandarizar las formas de trabajo de los técnicos de mantenimiento.
✔ Estrategia de negocio, tener en cuenta costos de repuestos y de cuanto se
está dejando de producir por máquina parada.
• Difusión de los indicadores en otras plantas.
• Continuar con la taxonomía de la CR03.
• La construcción de taxonomía es importante para cerrar la brecha de paso 1 del
pilar de mantenimiento planeado y como punto de articulación de la etapa 1 del
proyecto de RCM que está desarrollando el área de ingeniería.
• Por la cantidad de máquinas en la unidad de negocio Fundas es necesario una
cantidad de tiempo considerable para avanzar en la taxonomía de los equipos.
29
9. Referencias bibliográficas
[1] T. SUZUKI, TPM en Industrias de Procesos, TGP Hoshin, 1995.
[2] M. RAMON, «Los 8 pilares del TPM,» Mantenimiento industrial , 30 Enero 2017.
[En línea]. Available: https://blog.kriptongroup.com/los-ocho-pilares-del-tpm/.
[Último acceso: 25 03 2020].
[3] J. F. MORALES ZAMORA, «Pilar mantenimiento prgresivo o planificado,» [En
línea]. Available:
http://www.mantenimientoplanificado.com/tpm_archivos/Pilar%20Mantenimiento
%20Progresivo%20o%20Planificado%20de%20Juan%20francisco.pdf. [Último
acceso: 25 03 2020].
[4] C. SIERRA FERNANDÉZ,E. A. CALVO, Técnicas de mantenimiento en
instalaciones mineras, «ESCUELA POLITÉCNICA DE INGENIERÍA DE MINAS Y
ENERGÍA UNIVERSIDAD DE CANTABRIA MASTER UNIVERSITARIO EN
INGENIERÍA DE MINAS,» [En línea]. Available:
https://ocw.unican.es/pluginfile.php/2489/course/section/2495/Mantenimiento_2
%20.pdf. [Ultimo acceso: 17 08 2020].
[5] Oracle Colombia, Aplicaciones, ERP, [En linea]. Available:
https://www.oracle.com/co/applications/erp/what-is-erp.html. [Ultimo acceso:
18 08 2020].