bal linea.pptx
54
Balanceo de la celda de trabajo, de la línea de ensamble y de la planta (UN VERDADERO FLUJO CONTINUO)
-
Upload
nohemy-cast -
Category
Documents
-
view
38 -
download
0
Transcript of bal linea.pptx

Balanceo de la celda de trabajo, de la línea de ensamble y de la planta
(UN VERDADERO FLUJO CONTINUO)

Introducción Tal vez no lo sepamos, pero las
líneas de montaje tuvieron una repercusión importante en nuestras vidas, al reducir costos y elaborar
productos a precios más razonables.
Vestimos, usamos, respiramos y manejamos productos fabricados en
las líneas de montaje
Henry Ford popularizo el termino al hacer accesible al famoso automóvil Ford T para la población en general.

¿Qué son las Líneas de Ensamble?Definición:
Una serie de estaciones de trabajo de montaje (ensamble) manual o automatizado, en las cuales se ensamblan en secuencia un producto o varios.
H. A. Maynard Es una disposición de áreas de trabajo donde las operaciones consecutivas
están colocadas inmediata y mutuamente adyacentes, donde el material se mueve continuamente y a un rimo uniforme a través de una serie de operaciones equilibradas que permiten la actividad simultanea en todos los puntos, moviéndose el producto hacia el fin de su elaboración a lo largo de un camino razonadamente directo.
Roberto García Criollo El Balanceo de líneas consiste en la agrupación de las actividades
secuenciales de trabajo en centros de trabajo, con el fin de lograr el máximo aprovechamiento de la mano de obra y equipo y de esa forma reducir o eliminar el tiempo ocioso.

LINEA DE FABRICACION Y LINEA DE ENSAMBLE
La línea de fabricación construye componentes, tales como llantas para automóvil o partes metálicas para un refrigerador, en una serie de máquinas.
Una línea de ensamble junta las partes fabricadas en una serie de estaciones de trabajo.
Ambas pertenecen a los procesos repetitivos y en ambos casos la línea debe ser balanceada. Es decir, el trabajo llevado a cabo en una máquina o con por el operario, debe balancear el trabajo realizado en la siguiente máquina en la línea de fabricación.
La meta de la administración es crear un flujo continuo suave
sobre la línea de ensamble, con un mínimo de tiempo ocioso en cada estación de trabajo de la persona. Una línea de ensamble bien balanceada tiene la ventaja de la gran utilización del personal, y de la instalación y equidad entre las cargas de trabajo de los empleados.

¿Qué es el Balanceo?
La idea fundamental de una línea de ensamble es que un producto se arma progresivamente a medida que es transportado, pasando frente a estaciones de trabajo relativamente fijas, por un dispositivo de manejo de materiales, por ejemplo una banda transportadora.
Los principios básicos en línea son los siguientes:
Principio de la mínima distancia recorrida. Principio del flujo de trabajo. Principio de la división del trabajo. Principio de la simultaneidad o de las operaciones simultáneas. Principio de trayectoria fija. Principio de mínimo tiempo y del material en proceso. Principio de ínter cambiabilidad.
Si los tiempos productivos que se requieren en todas las estaciones de trabajo fuesen iguales no existirían tiempos muertos, y la línea estaría perfectamente equilibrada. El problema de diseño para encontrar las formas de igualar los tiempos de trabajo en todas las estaciones se denomina problema de balanceo de línea.

Condiciones de una línea de ensamble
Deben existir ciertas condiciones para que la producción en línea sea práctica:
1.- Cantidad: El volumen o cantidad de producción debe ser suficiente para cubrir el costo de la preparación de la línea. Esto depende del ritmo de producción y de la duración que tendrá la tarea.
2.- Equilibrio: Los tiempos para cada operación en la línea deben ser aproximadamente iguales.
3.- Continuidad: Una vez puesta en marcha deben continuar pues la detención en un punto, corta la alimentación del resto de las operaciones. Esto significa que deben tomarse precauciones para asegurar un aprovisionamiento continuo del material, piezas, subensambles, etc., y la previsión de fallas en el equipo.

Beneficios
1. Reducción de costos y estandarización.
2. Sistema de pago por productividad.
3. Alcanzar la producción esperada en el tiempo requerido.
4. Administración de la producción.
5. Aumento de productividad general y motivación del personal.

Estudio de tiempos y movimientos para distribuir cargas de trabajo.
Eliminar inventarios y cuellos de botella.
Dar continuidad a los flujos de los procesos.
Se involucra al personal en la eliminación de los 7 desperdicios más comunes (sobreproducción, tiempos de espera, transporte, procesos, inventarios, movimientos, productos defectuosos).

Consideraciones Al diseñar y equilibrar una línea el ing. ind. Debe considerar:
1) La configuración de la línea2) Características de las estaciones de trabajo y de los operarios3) Tareas asignadas a las estaciones de trabajo4) Velocidad de la línea
El desafío del equilibrio es asignar paquetes de trabajo para reducir al mínimo los costos operativos e incrementar la productividad .

Balance de línea El objetivo es un ciclo de tiempo constante en
todas las estaciones.
Capacidad: tiempo disponible para producción. Una línea de producción esta balanceada cuando
la capacidad de producción de cada una de las operaciones del proceso tienen la misma capacidad de producción.
En cada etapa (operación) del proceso debe existir la misma capacidad de procesamiento para lograr el balance.
Un buen balanceo de línea significa tener todas las estaciones a un 95% de balance.

Criterios utilizados para el balanceo de líneas
Se requiere cambios en la línea de producción. Repartir las tareas de ensamble en las estaciones
afectadas. Evaluar el sistema actual de producción para el área
afectada. Encontrar áreas de oportunidad de mejora, verificar
los equipos e instalaciones, herramientas y dispositivos necesarios.
Los cambios se deben ir utilizando poco a poco sin interrumpir el flujo de la línea de producción.
Se requiere aplicar herramientas como la simulación (para saber si hay disminución o aumentos de tiempos de producción, cuellos de botella, falta o sobra de operarios).
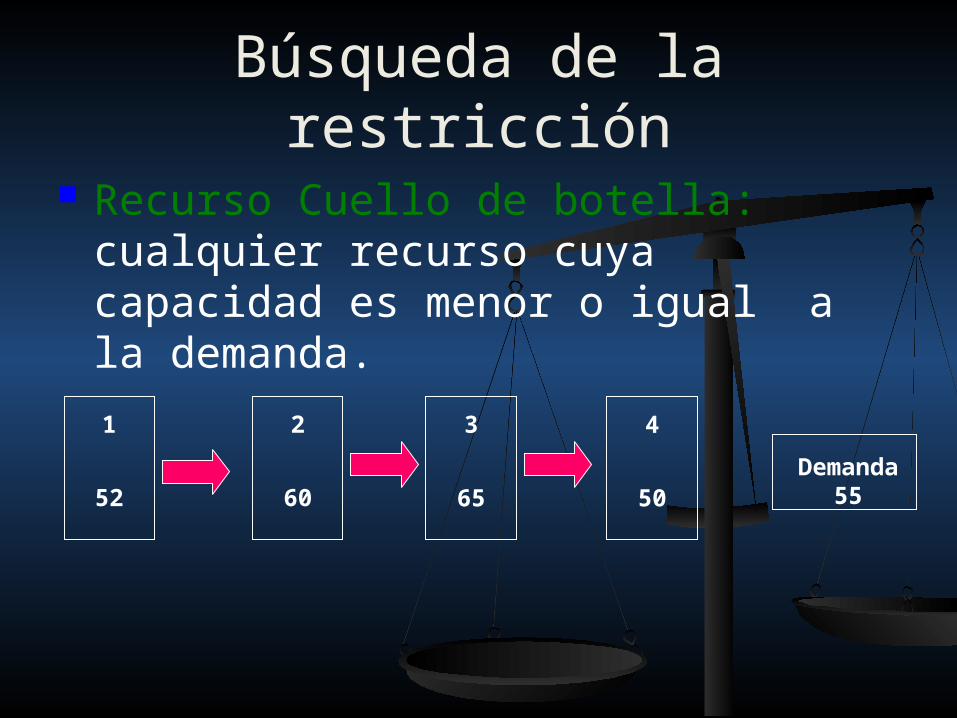
Búsqueda de la restricción
Recurso Cuello de botella: cualquier recurso cuya capacidad es menor o igual a la demanda.
1
52
2
60
4
50
3
65Demanda
55

Tiempos de producción Tiempo estándar de operación: tiempo
promedio permisible requerido para elaborar un producto en una estación de trabajo, bajo las siguientes condiciones: (1) un operador calificado y bien capacitado, (2) que trabaja a una velocidad o ritmo normal,
y (3) hace una tarea especifica.
Cuando el tiempo estándar del operador es mayor que el tiempo de ciclo crea restricciones para que el flujo sea continuo.

Tiempos de producción
Takt time.
Cycle time.
Lead time.

Tiempos de producción

Takt time, Cycle Time and Lead Time
+ + + + + =Lead Time
Takt TimeCycle Time
Lead time: periodo de tiempo que se da entre el pedido del cliente y la entrega del producto final. Es el plazo de entrega.

Puntos clave para recordar
La determinación del número óptimo de operadores se llama balanceo de línea. Este es el proceso en el que se distribuyen los elementos de trabajo entre todos los operadores.
Cuando determinemos el número de operadores requeridos: Si el decimal es mayor que 0.5, redondear al
entero superior. Si el decimal es menor a 0.5, redondear al
entero inferior. Utilizar kaizen para reducir los tiempos de ciclo
lo más que se pueda.

Pasos para un Balance de Líneas de Ensamble
Especificar las relaciones secuenciales.
Determinar el tiempo del ciclo requerido.
Determinar el número de estaciones de trabajo.
Seleccionar las reglas de asignación. Asignar tareas, una a la vez, a la
primera estación de trabajo hasta que la suma de los tiempos sea igual al trabajo del ciclo.
Evaluar la Eficiencia.

Elemento de trabajo. Es la unidad más pequeña de trabajo productivo
que es separable de las demás actividades; su naturaleza debe ser tal que pueda efectuarse en forma relativamente independiente, y posiblemente en secuencias diferentes.
Operación. Es un conjunto de elementos de trabajo asignados
a un puesto de trabajo. Puesto o estación de trabajo.
Es un área adyacente a la línea de ensamble, donde se ejecuta una cantidad dada de trabajo (una operación).
DETERMINACIÓN DEL NÚMERO DE OPERADORES NECESARIOS PARA CADA OPERACIÓN

Al balanceo de línea de ensamble también se le conoce como la asignación de elementos de trabajo a los puestos de trabajo.
Estación de Trabajo Agrupación de operaciones o elementos consecutivos, en
donde el material se mueve continuamente a un ritmo uniforme.
Tiempo de ciclo. Es el tiempo máximo que permanece el producto en cada
estación de trabajo.
Demora de balance. Es la cantidad total de tiempo ocioso en la línea que resulta
de una división desigual de los puestos de trabajo
DETERMINACIÓN DEL NÚMERO DE OPERADORES NECESARIOS PARA CADA OPERACIÓN

DETERMINACIÓN DEL NÚMERO DE OPERADORES NECESARIOS PARA CADA OPERACIÓN
Para calcular el número de operadores necesarios para el arranque de la operación, se aplica la siguiente formula:
IP = unidades a fabricar (producción deseada) Tiempo disponible
NO = TE X IP E
en donde: NO=numero de operadores para la líneaTE=tiempo estándar de la piezaIP=índice de productividad (Cantidad de Piezas Producidas por Unidad de Tiempo)
E=eficiencia planeadaT = TardanzaNOR = Número de Operadores Reales
T = T.E./NOR

EJEMPLO # 1
Se debe de balancear la línea de ensamble que se muestra en la figura 1. La producción
requerida es de 1200 piezas.
El turno de trabajo es de 8 horas.
El analista planea una eficiencia de 90%.
OPERACION TE (MIN)
1 1.25
2 0.95
3 2.18
4 1.1
5 0.83
SUMA 6.31

IP = 1200 unid = 2.5 (8hr) (60min)
El día consiste en 480 minutos (8hrs*60 minutos). El número de operadores teórico para
cada estación será:NO 1 = (1.25) (2.5) /.90 = 3.47NO 2 = (.95) (2.5) /.90 = 2.64NO 3 = (2.18)(2.5)/.90 = 6.06NO 4 = (1.10)(2.5)/.90 = 3.06NO 5 = (.83)(2.5)/.90 = 2.31

Aplicando los resultados en la tabla 2.
OPERACION TE(MIN) NO TEORICO NO REALES
1 1.25 3.47 3
2 0.95 2.64 3
3 2.18 6.06 6
4 1.1 3.06 3
5 0.83 2.31 2
TOTAL 17
TABLA 2

Se puede pensar en reajustar los tiempos de tal manera que no existan tiempos muertos.
Para este ejemplo se consideran las restricciones de que los operadores no pueden moverse de una estación de trabajo a otra; debido al proceso ningún tiempo puede ser cambiado.
Se desea que un trabajo donde participan varios operadores, cada uno de los cuales lleva a cabo operaciones consecutivas como una sola unidad, genera que la velocidad de producción a través de la línea dependa del operador más lento.

OPERACION TE (MIN)MIN. ESTANDAR
ASIGNADOS
1 1.25 / 3 =0.416 0.416
2 0.95 / 3 =0.32 0.416
3 2.18 / 6 =0.36 0.416
4 1.1 / 3 =0.36 0.416
5 0.83 / 2 =0.415 0.416
TABLA 3

Como se observa en la tabla 3, la operación 4 es la que tiene el mayor número de minutos asignados y es la que determina la producción de la línea.Piezas por día =
(3 operadores x 480 minutos) / 1.25 tiempo estándar = 1,152 pzs.
La eficiencia de esta línea es:E = Minutos estándar por operador x 100
Minutos estándar asignados x no. De operarios
E = 6.31 X 100 = 89% (.416)(17)

MINIMIZACION DEL NÚMERO DE ESTACIONES DE TRABAJO
DIAGRAMA DE PRECEDENCIA. Es una grafica donde se establece el número limitado de las secuencias de elementos que sean física o económicamente factibles de realizar en un procedimiento.
Por ejemplo, si para el ensamble final de un televisor son necesarias las siguientes operaciones.
OPERACION CONCEPTO TIEMPO
1 limpiar el gabinete 0.5
2colocar bocinas en el
gabinete 1
3colocar tablero de
control 3.5
4colocar cinescopio en
el gabinete 3
5colocar el yugo en el
cinescopio 1.5
6colocar la tapa del
gabinete 1
7 ajustar el aparato 3.5
8 empacarlo 3

1
3
2
4
5
6 871
4
5
2 6 7
FIGURA 5 diagrama de precedencia.
3
8
El siguiente paso será calcular el peso posicional por cada unidad de trabajo.

El peso posicional se obtiene calculando la sumatoria de
cada unidad de trabajo y de todas aquellas unidades de trabajo que deben seguirse.
ELEMENTOS DE TRABAJO DESORDENADOS
PESO POSICIONAL
1 17
2 8.5
3 11
4 12
5 9
6 7.5
7 6.5
8 3
ELEMENTOS DE TRABAJO:
1= 1,2,3,4,5,6,7,8 =17
2= 2,6,7,8 =8.5
3= 3,6,7,8 =11
4= 4,5,6,7,8 =12
5= 5,6,7,8 =9
6= 6,7,8 =7.5
7= 7,8 =6.5
8= 8 =3

Ordenados en siguiente tabla con respecto al orden decreciente de los pasos posicionales, tenemos.
ELEMENTOS DE
TRABAJOPESO
POSICIONAL
1 17
4 12
3 11
5 9
2 8.5
6 7.5
7 6.5
8 3

Asignar los elementos de trabajo a las diversas estaciones, basados en los pesos de posición y en el tiempo de ciclo del sistema.Tiempo de ciclo tiempo disponible de un operador
del sistema = Producción diaria
Se supone que la producción diaria es de 50 unidades y se espera un factor de eficiencia de 95%.Tiempo de ciclo del sistema = 480 x .95 = 9.12
50 9 es el más aproximado al tiempo del ciclo del
sistema que es 9.12 y será el número a tomar para determinar la producción diaria.
Producción diaria = (480) (.95) = 51 aparatos
9
X eficiencia

ELEMENTOS DE
TRABAJO
PESOPOSICIONAL
PREDECESORES
INMEDIATOS
TIEMPO DEL ELEMENTO
DE TRABAJO
TIEMPO ACUMULADO
DE ESTACION
ESTACION DE TRABAJO NO. 1
1 17 - 0.5 0.5
4 12 1 3 3.5
3 11 1 3.5 7
5 9 1,4 1.5 8.5
ESTACION DE TRABAJO NO. 2
2 8.5 1 1 1
6 7.5 1,2,3 1 2
7 6.5 1,2,3,6 3.5 5.5
8 3 1,2,3,6,7 3 8.5
TABLA 9.

ASIGNACION DE ELEMENTOS DE TRABAJO A LAS ESTACIONES DE TRABAJO
No con mucha dificultad se encuentra fabricas donde debido a su distribución resulta inconveniente cambiar el modelo de un producto.
Resulta mas fácil trabajar con las estaciones de trabajo ya existentes asignándoles elementos de trabajo.

Ejemplo
ELEMENTOS TE (MIN)
1 0.2
2 0.36
3 0.18
4 0.47
5 0.62
6 0.58
7 0.49
8 0.22
9 0.58
TOTAL 3.7
En una fábrica existen 4 estaciones de trabajo y los tiempos estándar elementales para elaborar un nuevo modelo.
La única restricción que se ha planteado es que las operaciones no pueden cambiar de orden.
Para calcular el tiempo de ciclo por estación, debe dividirse el tiempo total entre el número de estaciones (aproximada).
Tiempo del ciclo = 3.70 = .93 minutos
4

Por lo anterior cada estación deberá tener elementos de trabajo lo mas cercano a .93.
ELEMENTOS TIEMPO ELEMENTAL TIEMPO ACUMULADO
ESTACION 1
1 0.2 0.2
2 0.36 0.56
3 0.18 0.74
ESTACION 2
4 0.47 0.47
5 0.62 1.09
ESTACION 3
6 0.58 0.58
7 0.49 1.07
ESTACION 4
8 0.22 0.22
9 0.58 0.8
El tiempo de la estación 2 es el que nos va a determinar la producción de la línea ya que es el tiempo mayor de todas las estaciones.
La capacidad diaria = 480/1.09= 440 piezas por turno por operador.

Líneas de ensamble En la distribución por producto, el equipo, la
maquinaria, la mano de obra y otras instalaciones están destinadas a una línea de producción específica conocida como "Línea de Ensamble".
Una línea de ensamble es un ensamble progresivo de artículos, unido por un dispositivo de manejo de materiales.
La línea de ensamble más común es una banda transportadora que pasa por una serie de estaciones o centros de trabajo en un intervalo de tiempo (tiempo de ciclo).

Balanceo de una línea de ensamble
La vagoneta ww debe ensamblarse sobre una cinta transportadora. Se requiere 500 unidades diarias, el tiempo de producción real por día es de 420 minutos.
Encontrar el balanceo que minimice:1. el número de estaciones de trabajo, sujeto
al tiempo de ciclo y a las restricciones de precedencia.
2. calcular la eficiencia de la línea.3. asignar las tareas por estación.

TareasTiempo
de la tarea(en segundos)
Tareas de precedencia
A 45 -
B 11 A
C 9 B
D 50 -
E 15 D
F 12 C
G 12 C
H 12 E
I 12 E
J 8 F,G,H,I
K 9 J
195

Paso 1. Especificar las relaciones secuenciales entre las tareas utilizando un diagrama de precedencia.
A
D
B
E
C
H
I
F
G
J K
45 seg
11 seg
9 seg
12 seg
12 seg
8 seg 9 seg
50 seg 15
seg
12 seg
12 seg

Paso 2: Determinar el tiempo de ciclo.
C= Tiempo de producción por día
Producción diaria requerida (en unidades)
C= ( 60 segundos)(420 min) = 25,200 = 50.4 seg por unidad.
500 piezas 500
Necesario convertir a seg. Por cuanto los tiempos para
tareas están en segundos
TIEMPO EN QUE DEBO PRODUCIR
UNA UNIDAD

Paso 3.
Numero teórico mínimo de estaciones de trabajo requeridas (el numero real puede ser mayor).N= Suma de los tiempos de las tareas (T)
Tiempo del ciclo (C).
N= 195seg = 4 estaciones (recomendado)
50.4seg

PASO 4. Seleccionar reglas de asignación.1. Asignar las tareas en orden descendente,
desde el mayor numero de tareas que siguen.TAREAS
NUMERO DE TAREAS QUE LE SIGUEN
A 6
B,D 5
C,E 4
F,G,H,I 2
J 1
K 0
Realizar asignaciones de tareas para formar laestación de trabajo 1,
la estación de trabajo 2, y así sucesivamente hasta que todas
las tareas hayan sido asignadas.

Balanceo logrado de acuerdo con la regla del número mas largo de tareas que siguen:
ESTACION TAREA TIEMPO DE LA TAREA (EN SEGUNDOS)
TIEMPO RESTANTE
NO ASIGNADO
1 A 45 5.4 inactivo
2 D 500.4 inactivo
3 B 11 39.4
E 15 24.4
C 9 15.4
F 123.4 inactivo
4 G 12 38.4
H 12 26.4
I 12 14.4
J 86.4 inactivo
5 K 941.4 inactivo
TABLA 14.
t.c. = 50.4 seg. – tiempo tarea
Regla primaria

Grafica de precedencia
Hay un total de 57 seg de inactividad, y se debe
decidir que hacer con la estación de
trabajo 5
Apretar perno y tuerca
A
D
B
E
C
H
I
F
G J
K
45 seg
11 seg 9 seg
12 seg
12 seg 8 seg 9 seg
50 seg
15 seg
12 seg
12 seg
Estación de trabajo 1
Estación de trabajo 5
Estación de trabajo 4
Estación de trabajo 3
Estación de trabajo 2

PASO 5. Calculo de la eficiencia.
E = T = 195 = 077= 77% N X C (5) (50.4)
Si quisiéramos utilizar solamente cuatro estaciones de trabajo y eliminar la quinta estación y se contara con todas las herramientas se haría lo siguiente: Se puede utilizar sobrante de las estaciones de
trabajo 1, 3, y 4. ya que únicamente se requiere un tiempo de 9 segundos.
Si no se tuviera todo lo necesario se tendría que trabajar tiempo extra.
Una eficiencia de 77% indica un desequilibrio o
tiempo de inactividad de 23% a través de
toda la línea.

¿Existe la posibilidad de un mejor equilibrio?

En este caso, si. Trate de equilibrar la línea con la regla b y rompa los nexos con la regla a (esto le dará un equilibrio factible de cuatro estaciones).
La regla secundaria que se invoca cuando existen nexos con la regla primaria es:
2. Asignar tareas en orden desde el tiempo mas largo de la tarea.

Regla secundaria
ESTACION TAREA TIEMPO DE LA TAREA (EN SEGUNDOS)
TIEMPO RESTANTE
NO ASIGNADO
1 A 45 5.4 inactivo
2 D 500.4 inactivo
3 E 15 35.4
I 12 23.4
H 12 11.4
B 110.4 inactivo
4 C 9 41.4
F 12 29.4
G 12 17.4
J 89.4
K 90.4 inactivo
Balanceo logrado de acuerdo con la regla de tiempo de la tarea mas larga :

Grafica de precedencia
A
D
B
E
C
H
I
F
G J K
45 seg
11 seg 9 seg
12 seg
12 seg 8 seg 9 seg
50 seg
15 seg
12 seg
12 seg
Estación de trabajo 1
Estación de trabajo 4
Estación de trabajo 3
Estación de trabajo 2

Calculo de la eficiencia
Con cuatro estaciones se incrementaría la eficiencia de la línea N = T = 195 = .97 = 97%
N X C (4)(50.4)

Estrategias al balancear una línea de ensamble
1. Compartir los elementos de trabajo. Dos operarios o más con algún tipo ocioso en su ciclo de trabajo pueden compartir el trabajo de otra estación para lograr mayor eficiencia en toda la línea.
2. Una segunda posibilidad para mejorar el balanceo de una línea de ensamble es dividir un elemento de trabajo.
3. Una secuencia de ensamble distinta puede producir resultados más favorables.
En general, el diseño del producto determina la secuencia de ensamble.
Sin embargo, no deben ignorarse las alternativas.

Métodos para lograr el balance de operaciones de ensamble
Dividir las operaciones y proporcionar los elementos.
Combinar las operaciones y equilibrar los grupos de trabajo.
Hacer que se muevan los operarios. Mejorar las operaciones, eliminando
movimientos inútiles. Crear un buffer de productos y operar las
maquinas mas lentas en horas extras. Mejorar el desempeño del operario, en
particular, en la operación de cuello de botella.
![Lu%c3%8d sa+bal..[1]](https://static.fdocuments.es/doc/165x107/559395f21a28ab0c348b4797/luc38d-sabal1.jpg)