Balanceo de líneas en Servicio de Partes-Prototipos ...revistacid.itslerdo.edu.mx/coninci2017/08...
6
Revista Ciencia, Ingeniería y Desarrollo Tec Lerdo 2017 Año: 3 Núm.:3 ISSN: 2448-623X 42 Resumen— La empresa ATR (Autosistemas de Torreón S.A. de C.V.) establecida desde el 2001 se especializa en la fabricación de arneses automotrices. Dando servicio a empresas como Toyota, Honda, Subaru, Kawasaki, Mazda. Actualmente en el área de servicio de partes-prototipos se cuenta con problemas de cumplimiento de producción y productividad por estos motivos se propone realizar un cambio en las áreas, se experimentó agregando una formación de 23 personas durante dos semanas con operadores de experiencia y de nuevo ingreso alcanzando una producción de 1.2 kilos en las últimas semanas del producto (Arnés) y una productividad del 85%, de los dos principales clientes. Obteniendo mejoras en los tiempos de producción. Palabras claves—List Scheduling, Balanceo de líneas, Productividad y Producción. XXVIII. INTRODUCCIÓN El objetivo de este estudio es el balanceo de líneas y ajuste de las formaciones para cumplir con la meta de producción y productividad del área de arneses (Figura 1), en la empresa ATR. Los datos, presentados en este artículo se basan en la información recopilada mediante la observación directa en el campo de trabajo, estos datos son aplicados utilizando el método list scheduling y mediante la información generada del balanceo de líneas. Para mejorar la producción y la productividad de la línea 1. List Scheduling se ocupa de los requerimientos numéricos de ejecución (recursos, donde el tiempo también es un recurso) de las acciones o tareas del proceso. La secuenciación o programación de las tareas en un solo proceso consiste en encontrar una secuencia “S” de tratamiento de las “n” tareas, con el fin de minimizar el tiempo total de flujo [1]. Sin embargo, la selección de una tarea usualmente está condicionada a restricciones temporales, así como a la disponibilidad de los recursos y al criterio de optimización, donde en base a los datos obtenidos del balanceo de líneas del proceso del arnés. 1 Autosistemas de Torreón S.A. de C.V. Blvd. Pedro Rdz. Triana 2143 sur col. Villas de la Merced C.P, 27297, Torreón Coahuila, México. 2 Instituto Tecnológico Superior de Lerdo. Av. Tecnológico N° 1555, Periférico Lerdo Km. 14.5, Placido Domingo, 35150 Cd Lerdo, Durango. * [email protected]. Mediante el balanceo de líneas se pretende resolver el problema de la baja cantidad de producción y productividad del producto Arnés. Actualmente existen 6 áreas donde se realiza el proceso del producto arnés. El balanceo de líneas se llevó acabo en la línea 1 donde se realizaron los experimentos para demostrar las ventajas de asignar una configuración de 23 personas, además de contar con personal de experiencia y nuevo ingreso juntos en el mismo proceso. Y de acuerdo al modelo de tareas de los resultados gráficos del modelo de tareas de List Schedulling se realizó un balance llevando acabo un aumento del personal laborando, porque definir cuál es la configuración productiva más adecuada para una empresa, representa un compromiso fundamental en el establecimiento de la estrategia corporativa [2]. El objetivo de un balanceo de líneas en el proceso del producto es una serie de tareas y recursos disponibles [3]. Este artículo está organizado de la siguiente manera: Sección II presenta Arquitectura de herramienta list scheduling y notación básica. La siguiente sección describe los experimentos y los resultados del balanceo de líneas para alcanzar la meta de producción y de la productividad. En la sección IV se concluye el trabajo. Figura. 1. Lay-out del área de producción del arnés. Figura. 2. List Scheduling. Balanceo de líneas en Servicio de Partes-Prototipos aplicando List-Scheduling Jorge Eduardo Loya Reyes 1 , Santiago Tello-Mijares 2 ,*, Jesús Linares Aranda 2 .
Transcript of Balanceo de líneas en Servicio de Partes-Prototipos ...revistacid.itslerdo.edu.mx/coninci2017/08...

RevistaCiencia,IngenieríayDesarrolloTecLerdo 2017Año:3Núm.:3ISSN:2448-623X
42
Resumen— La empresa ATR (Autosistemas de Torreón S.A. de C.V.) establecida desde el 2001 se especializa en la fabricación de arneses automotrices. Dando servicio a empresas como Toyota, Honda, Subaru, Kawasaki, Mazda. Actualmente en el área de servicio de partes-prototipos se cuenta con problemas de cumplimiento de producción y productividad por estos motivos se propone realizar un cambio en las áreas, se experimentó agregando una formación de 23 personas durante dos semanas con operadores de experiencia y de nuevo ingreso alcanzando una producción de 1.2 kilos en las últimas semanas del producto (Arnés) y una productividad del 85%, de los dos principales clientes. Obteniendo mejoras en los tiempos de producción.
Palabras claves—List Scheduling, Balanceo de líneas, Productividad y Producción.
XXVIII. INTRODUCCIÓN El objetivo de este estudio es el balanceo de líneas y ajuste de las formaciones para cumplir con la meta de producción y productividad del área de arneses (Figura 1), en la empresa ATR.
Los datos, presentados en este artículo se basan en la información recopilada mediante la observación directa en el campo de trabajo, estos datos son aplicados utilizando el método list scheduling y mediante la información generada del balanceo de líneas. Para mejorar la producción y la productividad de la línea 1.
List Scheduling se ocupa de los requerimientos numéricos de ejecución (recursos, donde el tiempo también es un recurso) de las acciones o tareas del proceso.
La secuenciación o programación de las tareas en un solo proceso consiste en encontrar una secuencia “S” de tratamiento de las “n” tareas, con el fin de minimizar el tiempo total de flujo [1]. Sin embargo, la selección de una tarea usualmente está condicionada a restricciones temporales, así como a la disponibilidad de los recursos y al criterio de optimización, donde en base a los datos obtenidos del balanceo de líneas del proceso del arnés. 1 Autosistemas de Torreón S.A. de C.V. Blvd. Pedro Rdz. Triana 2143 sur col. Villas de la Merced C.P, 27297, Torreón Coahuila, México. 2 Instituto Tecnológico Superior de Lerdo. Av. Tecnológico N° 1555, Periférico Lerdo Km. 14.5, Placido Domingo, 35150 Cd Lerdo, Durango. * [email protected].
Mediante el balanceo de líneas se pretende resolver el problema de la baja cantidad de producción y productividad del producto Arnés.
Actualmente existen 6 áreas donde se realiza el proceso del producto arnés. El balanceo de líneas se llevó acabo en la línea 1 donde se realizaron los experimentos para demostrar las ventajas de asignar una configuración de 23 personas, además de contar con personal de experiencia y nuevo ingreso juntos en el mismo proceso. Y de acuerdo al modelo de tareas de los resultados gráficos del modelo de tareas de List Schedulling se realizó un balance llevando acabo un aumento del personal laborando, porque definir cuál es la configuración productiva más adecuada para una empresa, representa un compromiso fundamental en el establecimiento de la estrategia corporativa [2].
El objetivo de un balanceo de líneas en el proceso del producto es una serie de tareas y recursos disponibles [3].
Este artículo está organizado de la siguiente manera: Sección II presenta Arquitectura de herramienta list scheduling y notación básica. La siguiente sección describe los experimentos y los resultados del balanceo de líneas para alcanzar la meta de producción y de la productividad. En la sección IV se concluye el trabajo.
Figura. 1. Lay-out del área de producción del arnés.
Figura. 2. List Scheduling.
Balanceo de líneas en Servicio de Partes-Prototipos aplicando List-Scheduling
Jorge Eduardo Loya Reyes1, Santiago Tello-Mijares2,*, Jesús Linares Aranda2.

RevistaCiencia,IngenieríayDesarrolloTecLerdo 2017Año:3Núm.:3ISSN:2448-623X
43
XXIX. ARQUITECTURA DE HERRAMIENTA LIST SCHEDULING Y NOTACIÓN BÁSICA
Aplicamos el algoritmo de list scheduling [4, 5] para programar el modelo de tareas propuesto para la sección de proceso del arnés (Figura 2). En [6] prueban y demuestran que algoritmo de planificación es una técnica iterativa para datos de tareas de orden, con variaciones múltiples algoritmos.
La programación de operaciones en una rama de la optimización combinatoria que ha desarrollado su propia metodología utilizando herramientas matemáticas y computacionales muy variadas [3]. Existen diferentes notaciones para diferentes aplicaciones problemas de programación [6]; por la naturaleza del problema definido en la sección I, se caracterizaron los problemas como (P|prec|Cmaxj) donde: P, es m máquinas idénticas en paralelo; prec, es la matriz de precedencia Ji → Jk; Cmaxj → es el tiempo de finalización ([makespan] = max {Ci}).
El algoritmo list scheduling [7] depende de una lista de prioridades de las tareas a ejecutar; se construyó una lista de tareas para un caso simple cuando todas las tareas toman la misma cantidad de tiempo.
Aplicamos el algoritmo list scheduling [4], [5] para programar el balanceo de las líneas con las formaciones nuevas debido a su simplicidad y sólidos fundamentos teóricos:
1. Elija una tarea arbitraria Tk tal que T de tal manera que S(Tk)=0, y definir que α(Tk) sea 1
2. for i ← 2 to n do a. R es el conjunto de tareas sin etiqueta sin sucesores sin etiqueta b. Dejar que T* ser la tarea en R de tal manera que N(T*) es lexicográficamente más pequeño que N(T) para todas las T en R c. Dejar α(T*) ← i end for
3. Construir una lista de tareas L = {Un, Un-1,…, U2, U1} de tal manera que α(Ui) =i para todos i donde 1 ≤ i ≤ n
4. Teniendo en cuenta (T<L) usar algoritmo list scheduling para organizer T.
En la siguiente sección se aplica el algoritmo list scheduling [4, 5] para el balanceo de líneas con la nueva formación para cumplir con las metas de producción y productividad.
XXX. TAREAS REALIZADAS EN EL BALANCEO DE LÍNEAS La principal aportación del presente trabajo es el
balanceo de líneas aplicando un List Scheduling con una configuración de 23 personas en la línea 1.
Para este balanceo de líneas, realizado en el proceso de elaboración del producto (arnes), se ha dividido en 34 tareas a realizar y que a su vez podemos dividir en 3 subprocesos: 1) subensamble (recepción de circuitos,
Figura 3. Subensamble, recepción de circuitos.
Figura 4. Ensamble, encinte.
Figura 5. Offline, prueba eléctrica.

RevistaCiencia,IngenieríayDesarrolloTecLerdo 2017Año:3Núm.:3ISSN:2448-623X
44
separación por estación, T1-T6, Figura 3), 2) ensamble (ruteo, encinte, T7-14, Figura 4) y 3) offline (clips, eléctrica, accesorios, reparación y calidad, y empaque, T8-T34 Figura 5).
En la subsección de las tareas Tj a realizar en Pj tiempo en (minutos) son: T1 confirmar la cantidad de circuitos de todas las ordenes de circuitos; T2 confirmar el número de kanban que tienen los circuitos; T3 confirmar el color de los circuitos mediante el kanban; T4 separar por estación todos los circuitos (Tabla 1); T5 colocar los circuitos después de haber sido confirmados con los puntos anteriores a un buggy; T6 solicitar estándares a ingeniería (Tabla 2); T7 surtir material en mesa (circuitos, componentes) de sub-ensamble para poder empezar a trabajar; T8 realizar las inserciones correspondientes en cada conector (Tabla 3).
Para el segundo proceso de ruteo, encinte y clips las tareas son: T9 rutear el arnés mediante el plano (Tabla 4); T10 pasar el arnés al área de encinte; T11 confirmar material del área de encinte (corrugados, vinil, tape); T12 empezar a marcar el plano con todas las dimensiones de encinte; T13 empezar a realizar el encinte de todas las ramas según el componente que aplique o si va encinte sobre circuitos o el tipo de tape; T14 volver a confirmar los componentes y dimensiones que sean correctas (Tabla 5); T15 pasar el arnés al área clips; T16 confirmar el material (clips, pistola de clips); T17 empezar a marcar el plano con las dimensiones donde van colocados cada clips y revisar aplicaciones del componente; T18 empezar a colocar los componentes correspondientes indicados por el plano y cortar las corbatas largas; T19 volver a confirmar dimensiones y componentes que aplican (Tabla 6).
Para el tercer proceso: prueba eléctrica, accesorios, reparación, calidad y empaque, se realizaron las siguientes
TABLA 1 TAREAS DE RECEPCIÓN DE CIRCUITOS
PJ TJ 1 2 3 4 5 1 0 1 1 1
3 2 0 0 1 1 2 3 0 0 0 1 7 4 0 0 0 0
TABLA 2
SEPARACIÓN POR ESTACIÓN. PJ TJ 5 6
3 5 1 0 2 6 0 1
TABLA 3
TAREAS PARA REALIZAR SUB-ENSAMBLE. PJ TJ 7 8 6 7 1 0
15 8 0 1
TABLA 4 RUTEO ACTIVIDADES.
PJ TJ 9 20 9 1
TABLA 5
ACTIVIDADES ENCINTE. PJ TJ 10 11 12 13 14 1 10 0 1 1 1 1 3 11 0 0 1 1 1 4 12 0 0 0 1 1 3 13 0 0 0 0 1 1 14 0 0 0 0 0
TABLA 6
ACTIVIDADES CLIPS. PJ TJ 15 16 17 18 19 1 15 0 1 1 1 1 3 16 0 0 1 1 1 3 17 0 0 0 1 1
10 18 0 0 0 0 1 4 19 0 0 0 0 0
TABLA 7
TAREAS PRUEBA ELÉCTRICA. PJ TJ 20 21 22 23 24 25 26 1 20 1 0 0 0 0 0 0
2.5 21 0 1 0 0 0 0 0 3 22 0 1 1 0 0 0 0
12 23 0 0 0 1 0 0 0 5 24 0 0 0 1 1 0 0
20 25 0 0 0 0 0 1 0 11 26 0 0 0 0 0 1 1
TABLA 8 TAREAS ACCESORIOS.
PJ TJ 28 29 30 31 1 28 1 0 0 0 3 29 0 1 0 0
10 30 0 1 1 0 5 31 0 0 0 1
TABLA 9
ACTIVIDADES DE CALIDAD. PJ TJ 32 25 32 1
TABLA 10 TAREAS DE REPARACIONES.
PJ TJ 33 25 33 1
TABLA 11 ACTIVIDADES DE EMPAQUE.
PJ TJ 34 25 34 1

RevistaCiencia,IngenieríayDesarrolloTecLerdo 2017Año:3Núm.:3ISSN:2448-623X
45
tareas: T20 pasar el arnés al área de prueba eléctrica; T21 confirmar el material (componentes, fusibles, holders, cableado y cajas realy box); T22 surtir el material en el área; T23 colocar los holders mediante el arnés en una posición correcta; T24 verificar y marcar en el plano todos los holders que apliquen; T25 empezar a realizar todo el cableado de cada holder con las galletas del daynalab mediante el fixture; T26 empezar a realizar pruebas con el arnés colocado y verificar que el arnés no cuente con cortos o fallas en los holders; T27 colocar componentes después de haber realizado el punto anterior y verificar que no estén invertidos los conectores o falten componentes (Tabla 7); T28 pasar el arnés a accesorios; T29 marcar plano con los accesorios que llevara el arnés (protectores, aditamentos extras) con las dimensiones específicas por el plano; T30 colocar protectores y asegurarse que están bien ensamblados; T31 confirmar las dimensiones ya marcadas en el punto anterior que no se cuenten con errores (Tabla 8); T32 pasar el arnés a inspección donde se verificara las especificaciones del plano (dimensiones, componentes, circuitos, protectores) (Tabla 9); T33 en caso de existir error se envía a reparación donde se modificara la parte incorrecta (Tabla 10); T34 volver a pasar a calidad para revisar el punto reparado y empacar el producto (Tabla 11).
Con estas tareas propuestas se cumplió con lo indicado disminuyendo la configuración del área de 30 a 23 personas, además las tareas resultaron mejor distribuidas, y los tiempos de cada actividad disminuyeron, todas las actividades fueron revisadas paso a paso con el fin de que cumplieran con la calidad y los tiempos adecuados, esto se muestra en fotos de cada actividad.
XXXI. RESULTADOS Después de haber aplicado el método matemático de list scheduling al modelo de tareas propuesto, observamos y analizamos los subprocesos a mejorar. Los procesos a mejorar fueron dos áreas específicas donde se realizaron movimientos con las actividades para mejorar los tiempos y cumplir con los objetivos del área de accesorios.
A. Mejora de los tiempos del proceso por list scheduling Aunado a los resultados anteriores en el área de clips se
mejoraron los tiempos y se realizan actividades a la par, tarea T16 con la T15 y T17 (Figura 6), se mejoran los tiempos en 3 minutos.
Además se realizó mejoras en el área de prueba eléctrica quedado la realización de la T20 y T21 a la par, además de la T23 y T24 (Figura 7), mejorando el proceso en al menos 10 minutos.
Para el proceso del área de accesorios, como mejora se propone realizar a la par las tareas T28 y T29, además de
las tareas T30 y T31 (Figura 8). Mejoramos el tiempo presentado en más de 5 minutos.
B. Mejora de Inprocess Como resultados de productividad, calidad e Inprocess
(Defectos en línea) se obtuvo los siguientes resultados (Figuras 9-11).
Figura 6. Mejora del área de clips.
Figura 7. Mejora del área de prueba eléctrica.
Figura 8. Mejora del área de accesorios.

RevistaCiencia,IngenieríayDesarrolloTecLerdo 2017Año:3Núm.:3ISSN:2448-623X
46
Conforme a todas las mejoras realizadas, en el Inprocess los resultados muestran una disminución en los defectos en los flujos.
La figura anterior muestra el día 25 del mes de abril como el más alto en defectos con un 500% del flujo 1,2, y el más bajo lo podemos ver en el día tres con 10 pza., embarcadas y 0 defectos por parte del flujo 3,4 (Figura 9).
Una vez realizadas las mejoras los resultados muestran el aumento en todos los flujos en la productividad, como se puede ver el 10 de abril se tiene un 81%, el total de
todos los flujos de ese día no se logró superar la meta de un 87%, pasada una semana se logró un resultado de 101.93% superando la meta de productividad por más de un 14% (Figura 10).
El impacto de aplicar este proyecto es sobrepasar la meta y tener un mejor control de la productividad.
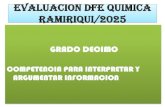
En cuestión a resultados de empaque fueron muy satisfactorios ya que se logró embarcar lo indicado (Figura 11).
Figura.9. Porcentaje de Productividad.
Figura.10. Porcentaje de Productividad.
RevistaCiencia,IngenieríayDesarrolloTecLerdo 2017Año:3Núm.:3ISSN:2448-623X
47
XXXII. CONCLUSIÓN Nos centramos en el algoritmo List Scheduling debido a su simplicidad y sólidos fundamentos teóricos; para basados en los resultados gráficos del modelo de tareas propuesto realizamos el balanceo de líneas. Definimos los modelos de tareas adecuados del proceso del arnés dando como resultado e impactando en la productividad, calidad y producción de la planta.
XXXIII. REFERENCIAS Para artículos en revistas:
[76] Pinedo M. Scheduling: Theory, Algorithms and Systems. Englewood Cliffs, Prentice Hall, 1995 pp 15-22.
[77] Solano, M. A., Bravo, J. J., & Giraldo, J. A.. Metodología de mejoramiento en el desempeño de sistemas de producción. Aplicaciones en Pymes de la confección. (Spanish). Ingeniería Y Competitividad, 14(2), 37-52, (2012).
[78] Conway RW, Maxwell WL y Miller LW., Theory of Scheduling. New York, Dover Publications 1967 pp 53-67.
[79] Graham, R. L.. Bounds for certain multiprocessing anomalies. Bell System Technical Journal, 45(9), pp. 1563-1581, (1966).
[80] Blazewicz, J. (Ed.). Scheduling computer and manufacturing processes. Springer, (2001).
[81] Sucha, P., Kutil, M., Sojka, M., & Hanzálek, Z. (2006, October). TORSCHE scheduling toolbox for Matlab. In Computer Aided Control System Design, 2006 IEEE International Conference on Control Applications, 2006 IEEE International Symposium on Intelligent Control, 2006 IEEE, pp. 1181-1186 (2006).
[82] Blazewicz J, et al., Heuristic Algorithms for the Two-Machine Flowshop with Limited Machine Availability. Omega, 2001; 29: 599–608.
XXXIV. BIOGRAFÍA Jorge Eduardo Loya Reyes. Actualmente es egresado de la carrera de Ingeniería Industrial en el Instituto Tecnológico Superior de Lerdo, en la ciudad de Lerdo Durango, México, además labora como supervisor de ingeniería en Autosistemas de Torreón S.A. de C.V desde 2015.
Santiago Tello-Mijares. Recibió el título de Ingeniero en Electrónica en 2006, y el de Doctor en Ciencias Eléctricas en 2013, por parte del Instituto Tecnológico de la Laguna, México; y en 2017 recibió el título de Doctor en Ingeniería Informática y de Telecomunicación por parte de la Universidad Autónoma de Madrid, España, obteniendo Mención Cum Laude. En la actualidad es Profesor Titular A e Investigador Científico del Departamento de Postgrado de Mecatrónica del Instituto Tecnológico Superior de Lerdo, México. Es candidato al SIN por parte del CONACYT. Sus intereses de investigación son el procesamiento de imágenes biomédicas y la inteligencia artificial.
Jesús Linares. Recibió su grado de Ingeniero Industrial en Producción del ITL, Torreón Coahuila, México. Actualmente trabaja en la obtención del grado de la maestría en ciencias de Ingeniería Industrial del ITL. Tiene el puesto de profesor investigador titular A del departamento de Ingeniería Industrial en el ITSL, Lerdo Durango, México. Ha sido asesor de titulación desde 2002 a la fecha y coordinador interno CACEI. Su interés está en la Manufactura avanzada.
Figura.11. Empaque de pieza