Biooprocesos Necesidades de Modelado Para La Evaluacion Del Proceso y La Sostenibilidad

of 9
-
Upload
comoquenosepuede23 -
Category
Documents
-
view
214 -
download
0
Transcript of Biooprocesos Necesidades de Modelado Para La Evaluacion Del Proceso y La Sostenibilidad
-
8/16/2019 Biooprocesos Necesidades de Modelado Para La Evaluacion Del Proceso y La Sostenibilidad
1/9
Computers and Chemical Engineering 34 (2010) 1009–1017
Contents lists available at ScienceDirect
Computers and Chemical Engineering
j o u r n a l h o m e p a g e : w w w . e l s e v i e r . c o m / l o c a t e / c o m p c h e m e n g
Review
Bioprocesses: Modeling needs for process evaluation and sustainabilityassessment
Concepción Jiménez-González a, John M. Woodley b,∗
a GlaxoSmithKline, Sustainability and Environment, 5 Moore Drive, CS.1152, Research Triangle Park, NC 27709-3398, USAb Center for Process Engineering and Technology, Department of Chemical and Biochemical Engineering, Technical University of Denmark,
Søltofts Plads, DK-2800 Lyngby, Denmark
a r t i c l e i n f o
Article history:Received 3 September 2009
Received in revised form 14 March 2010
Accepted 17 March 2010
Available online 25 March 2010
Keywords:
Bioprocesses
Biocatalysis
Fermentation
Modeling
Simulation
Life cycle assessment (LCA)
Environmental footprint
Sustainability
a b s t r a c t
The next generation of process engineers will face a new set of challenges, with the need to devise newbioprocesses, with high selectivity for pharmaceuticalmanufacture, and for lower value chemicals man-
ufacture based on renewable feedstocks. In this paper the current and predicted future roles of process
system engineering and life cycle inventory and assessment in the design, development and improve-
ment of sustainable bioprocesses are explored. The existing process systems engineering software tools
will prove essential to assist thiswork. However, the existing tools will also require further development
suchthat they can also be used to evaluate processes against sustainability metrics, as well as economics
as an integral part of assessments. Finally, property models will also be required based on compounds
not currently present in existing databases. It is clear that many new opportunities for process systems
engineering will be forthcoming in the area of integrated bioprocesses.
© 2010 Elsevier Ltd. All rights reserved.
Contents
1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1009
2. Scope . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1010
3. Industrial biotechnology processes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1010
3.1. Fermentation processes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1010
3.2. Microbial catalysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1011
3.3. Enzyme processes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1011
4. The role of process systems engineering . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1011
4.1. Evaluation of process options . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1011
4.2. Evaluation of platform chemicals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1012
4.3. Process integration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1012
4.4. Biorefinery design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1012
4.5. Biocatalyst design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1012
5. Assessing the sustainability of bioprocesses . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10135.1. Life cycle inventory and assessment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1014
6. Mapping modeling needs of bioprocesses—an example . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1015
7. Future outlook . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1016
Acknowledgements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1016
R e f e r e n c e s . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1016
∗ Corresponding author.
E-mail address: [email protected] (J.M. Woodley).
1. Introduction
Process systems engineering offers many tools for the chemi-
cal engineer. Today, for example, modeling, simulation and process
evaluation tools are routinely applied to optimization problems in
0098-1354/$ – see front matter © 2010 Elsevier Ltd. All rights reserved.
doi:10.1016/j.compchemeng.2010.03.010
http://www.sciencedirect.com/science/journal/00981354http://www.elsevier.com/locate/compchemengmailto:[email protected]://localhost/var/www/apps/conversion/tmp/scratch_6/dx.doi.org/10.1016/j.compchemeng.2010.03.010http://localhost/var/www/apps/conversion/tmp/scratch_6/dx.doi.org/10.1016/j.compchemeng.2010.03.010mailto:[email protected]://www.elsevier.com/locate/compchemenghttp://www.sciencedirect.com/science/journal/00981354
-
8/16/2019 Biooprocesos Necesidades de Modelado Para La Evaluacion Del Proceso y La Sostenibilidad
2/9
1010 C. Jiménez-González, J.M. Woodley / Computers and Chemical Engineering 34 (2010) 1009–1017
the bulk chemicals and fuels sector, where small process improve-
ments yield significant economic returns. In the last 20 years
bioprocesses have become more common. In particular they have
found application in the production of high value products such as
pharmaceuticals (and their intermediates). The process engineer-
ing emphasis in these cases is on rapid process implementation
(rather than optimized development). However, in recent years
bioprocesses have also been applied to bigger volume products
such as fine chemicals, bulk chemicalsand fuels.In these cases pro-
cess improvement is the emphasis since this will yield significant
returns. In addition to the direct process improvements, biopro-
cesses have also frequently been justified on the basis that they
are processes with potentially lower environmental impact than
their chemical synthetic counterparts. The main synthetic oper-
ations in bioprocesses include fermentation, microbial catalysis
and enzyme catalysis. Downstream options are dependent on the
nature of the product (macromolecular or low molecular weight
compounds (‘small molecules’)). Small molecules are frequently
processed in a similar way to other chemical products, although
dilute aqueous solutions bring specific problems which need to be
addressed,both fromthe viewpoint of process optimizationand the
environmental footprint. For instance, the downstream processing
of some small molecule bioprocesses could include large amounts
of organic solvents for extraction from aqueous solutions. In thesecases, the organic solvents require processing, recycle, control and
ultimately safe disposal. Macromolecules require more specialist
operations such as filtration or chromatography. However, in all
cases the molecules are frequently sensitive to extremes of pH and
temperature, placing specific restrictions and constraints on pro-
cessing methods. Biocatalyst recovery (frequently for recycle) also
necessitates filtration and centrifugation.
From this discussion it is clear that engineers and others
involved in implementing new processes need to address a range
of questions. For example: when should a bioprocess, rather than a
chemical process, be implemented? If a bioprocess is to be imple-
mented, can the existing infrastructure (feedstock, utilities and
plant) be used? How can process plant be adapted for different
biomass in different geographical regions? What is the optimumbiorefinery? What options exist for process integration? What are
the environmental, health andsafety issues of bioprocesses in com-
parison with chemical processes? What is the environmental foot-
printof a bioprocesscomparedwith its chemicalcounterpart? How
can bioprocesses be designed to maximize process efficiency, min-
imize environmental impact, as well as maximize sustainability?
Many of these questions can currently be addressed qualita-
tively, but to have real value it is necessary to assess the questions
on a quantitativebasis. In order to achieve thiseffectively therefore,
computer-based tools are required. Over the last decades, process
systems engineering has already developed many of the appropri-
ate tools. Nevertheless, some further developments are required.
Forexample,in the case of bioprocessesan extra optionavailable to
the engineer is the improvement of the catalyst itself. This requiresmodels which takeinto accountcatalyst properties. In addition, one
can see life cycle inventory and assessment (LCI/A) modeling tools
and methods as a logical extension of process systems engineer-
ing.LCI/A methodologiesallow for the estimation of environmental
impactacross theentire life cycleof a process or product. LCI/A esti-
mations rely heavily on the characterization of the process and its
unit operations using process systems engineering modeling and
simulation techniques.
Hence we are nowat the point where process engineering tools
need to be applied to the complete set of bioprocesses, includ-
ing pharmaceuticals, fine chemicals, bulk chemicals and fuels. In
this paper the specific role of process systems engineering and life
cycle inventory and assessment in the development, design and
improvement of sustainable bioprocesses will be discussed.
2. Scope
Biotechnology is an enormous sector of industry from high
value, low volume products(such as pharmaceuticals)to low value,
high volume products (such as biofuels). To date the majority of
implemented bioprocesses have focused on the former group. The
emphasis here has been on implementing processes effectively to
meetthe tough regulatory demands placed on suchproducts. Rapid
process implementation, rather than optimization, has been the
necessary focus of process engineering (e.g. Pollard & Woodley,
2007; Woodley, 2008). The latter group of bio-based products (and
associated processes), represent a different challenge. These are
the new sectors of industrial (also called ‘white’) biotechnology
where new opportunities exist for alternative feedstocks based on
renewable resources such as biomass and clean processes with
reduced solvent inventories, renewable catalysts and mild con-
ditions for reaction and separation (e.g. Dale, 2003). Here there
remain some significant hurdles to achieve full-scale implemen-
tation. For example, for cost-effective synthesis one can start from
fermentation of starch or sugars (ultimately from biomass given
suitablycost-effective pretreatment). However, fermentationby its
very nature is a ratherinefficient process with a significant amount
of substrate/reactant required for cell energy, cell growth and
other products. This inherent weakness foruse in chemicalsynthe-sis has stimulated genetic and metabolic engineering methods to
improve strains. A parallel development with protein engineering
has developed around enzymatic catalysis. Furthermore, the new
‘bio-economy’ will require the development of a suitable infras-
tructure and, like the oil-based counterpart will demand very high
yield processes meaning that process engineering for the future
implementation and development of these processes will have an
increasingly important role, alongside the biological methods for
biocatalyst improvement. In addition, the timely identification of
environmental, healthand safety issues to be managed will be cru-
cial to facilitate the development of sustainable bioprocesses. Most
importantly it is imperative that any claims of ‘greenness’ are con-
sidered in the wider framework of sustainability. Attempting to
assess and compare the sustainability of bioprocesses must have aholistic scope based on life cycle thinking, which is strongly based
on the output of systems engineering modeling and simulation
techniques. Given the maturity of thefield of process systems engi-
neering it is clear thatmany newopportunitieswill be forthcoming.
3. Industrial biotechnology processes
Three major types of bioprocess can be identified dependent on
the nature of the biocatalyst. These are outlined beneath and the
key process features are outlined in Table 1.
3.1. Fermentation processes
For a significant number of chemicals, the use of fermenta-tion has become a standard alternative to fossil-based feedstocks
and technology. Nevertheless the possibility of growing microbial
cells on a variety of sugars (derived from renewable biomass) has
re-invigorated interest in this area. The consequence is that fer-
mentationat a large-scale will become more commonin the future
chemical industry. Many different types of fermentation process
(using different strains to produce different products) can take
place in thesame process plant which is a significant advantage. The
plant is relatively simple and the challenges lie in adequate mixing
(sometimes withmaterials havingcomplexrheology),suitableoxy-
gen input (for aerobic processes)and process control. Downstream,
the separation process depends on the product, but will nearly
always need to avoid high temperatures and extremes of pH. The
solvent is water, meaning that thedilute product streamcombined
-
8/16/2019 Biooprocesos Necesidades de Modelado Para La Evaluacion Del Proceso y La Sostenibilidad
3/9
C. Jiménez-González, J.M. Woodley / Computers and Chemical Engineering 34 (2010) 1009–1017 1011
Table 1
Process features of the three major types of bioprocess for chemicals production. (I) represents options for immobilized enzyme.
Feature Fermentation Microbial catalysis Enzymatic catalysis
Yield on substrate Low Medium High
Catalyst recycle Potentially via a continuous process Via filtration Via immobilization
Reactor options Stirred tank Stirred tank Stirred tank
Bubble column Bubble column Packed bed (I)
Fluidised bed (I)
Membrane
with the presence of many other products presents a significant
process engineering challenge. Both large molecular weight and
low molecular weight products can be made by fermentation. The
processes either focus on low molecular weight productswhich can
subsequentlybe used as platform chemicals or fuels or high molec-
ular weight compounds such as enzymes (for application in a range
of industries, including detergents, textiles and foodingredients)or
therapeutic proteins.
3.2. Microbial catalysis
In fermentation, by definition, the catalyst is growing during the
process. This means that some of the reactant (or substrate) willinevitably be diverted from the product towards the catalyst, low-
eringthe yield. An alternative (fornon-growthassociated products)
is to grow the cells first and subsequently carry out the reaction
to increase the yield. This also enables the possibility of growth
and reaction on different substrates (reactants) or under different
conditions (such as temperature or pH) in each stage. Likewise the
optimal cellconcentrationfor conversion canbe selected(Woodley,
2006) after growth and suitable media for effective product recov-
ery have been chosen. For processes requiring oxygen it can be
highly important to select the optimal cell concentration in order
to avoid mass transfer limitations. Several tools are now available
for evaluating the oxygen supply issues in such reactions (Baldwin
& Woodley, 2006; Law, Baldwin,Chen, & Woodley, 2006). The three
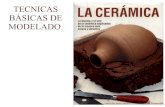
potential routes using microbial catalysis are shown in Fig. 1.
3.3. Enzyme processes
The presence of so many products at the end of fermentation
or microbial catalysis is a consequence of the complexity of cells,
where manyenzymescatalyze reactionsgiving a spectrumof prod-
ucts as well as decreasing the yield of the desired product on
the reactant. An alternative, for short pathways, is to isolate the
enzymes and then immobilize them on a solid support or behind
a membrane or via aggregation, such that they are large enough
and have the right properties to be recycled (like a heterogeneous
catalyst). In this way a yield of product on the catalyst of around
5–10tonnes/kg immobilized biocatalyst can be achieved, which
typically enables industrial implementation. Such an approach has
been widely used to assist in the synthesis of high value com-
pounds such as pharmaceuticals and a more limited number of
well-known lower value products such as high fructose corn syrup
(HFCS). Many of theseprocesses have also been modeled (e.g.Chen,
Baganz, & Woodley, 2007). Enzymatic processes can also be carried
out using soluble enzymes (i.e., non-immobilized), although these
present challenges in terms of separating and recycling the cat-
alysts (enzymes) when compared with the immobilized enzyme
processes.
4. The role of process systems engineering
4.1. Evaluation of process options
For some higher value products a bioprocess may be the only
route to a given product (to ensure correct folding of a therapeutic
protein for example or the synthesis of an optically pure phar-
maceutical intermediate). However, the more usual situation is
that there are other competing routes to the same product. There-
fore, for now, biotechnology is just one of a number of options
for the production of chemicals and fuels. The economic drivers
for implementation depend on existing infrastructure, feedstock
costs, feedstock availability as well as the efficiency of the relevant
(bio)catalyst and (bio)process technology. At the same time, there
are environmental drivers and, in the wider sense, sustainability
drivers for the selection of different process alternatives.
One example of the current applications of process systemsengineering is the estimation of global warming potential and the
design of processesthat minimizethis impact.Glasser, Hildebrandt,
Hausberger, Patel, and Glasser (2009) f or instance have recently
proposed using process systems engineering tools such as mass
and energy balances, thermodynamics and process work balances
to minimize energy use and green house gas equivalents. This is an
example of howprocess system engineering togetherwith thermo-
dynamics can be used to set metrics and targets against important
aspects or impacts. It is also an example of current methodolo-
gies that tend to focus on one impact andits corresponding leading
metric (in this case, energy consumption).
However, the sustainability drivers normally cover several
impacts and are by no means simple, as they require the balance
of different sets of goals and metrics that can present trade-offs in
Fig. 1. Alternative process scenarios for use of microbial cells for non-growth associated biocatalysis. (Route 1—combined fermentation and microbial catalysis; Route
2—fermentationseparated frommicrobial catalysis;Route3—fermentation separatedfrommicrobialcatalysis withintermediateprocessingto change catalystconcentration.)
-
8/16/2019 Biooprocesos Necesidades de Modelado Para La Evaluacion Del Proceso y La Sostenibilidad
4/9
1012 C. Jiménez-González, J.M. Woodley / Computers and Chemical Engineering 34 (2010) 1009–1017
some cases. Objective functions to be optimized should not exclu-
sively be basedon economics but increasingly alsoon sustainability
metrics (e.g. Henderson, Jimenez-Gonzalez, Preston, Constable, &
Woodley, 2008) and integrated with life cycle analysis. This will
need to include evaluation of feedstocks and products as well as
processes, including energy and mass integration. This presents a
fascinating set of alternative routes and technologies from a given
feedstockand/or to a given product(s). Process systems engineering
has a particular role to enable such evaluations on a quantitative
basis, notonly fromthe process perspective, butalso fromthe wider
sustainability aspect. Quantitation is key since it enables rigorous
comparisons and assessments, which build confidence in decision-
making. Process systems engineering also brings the advantages
of rapid computational methods. Such simulations allow alterna-
tives to be quickly evaluated. This is important to enable the use of
toolsearly in process and product development.Finally,the answer
in a specific case to the problem formulated here will in addition
depend on regional factors. Feedstock availability and cost is highly
dependent on geographical location. A parallel set of evaluations
concerning the need to retrofit existing plant, or build new plant,
is also required.
4.2. Evaluation of platform chemicals
While the increasing cost of oil is driving particular interest
in the production of new fuels from biomass there is little doubt
that today of equal importance is the production of chemicals from
biomass. Indeed for thesupply of fuels in the future there are many
potential sources aside from biomass. In a world with limited (or
very expensive) oil it is less clear where the chemicals of the future
will originate. Thereis currently an existing infrastructure basedon
the use of the seven established platform chemicals (toluene; ben-
zene; xylene; 1,3-butadiene; propylene; ethene; methane). In the
short term onecould consider if we can use the same infrastructure
andjust create the seven chemicals from alternative sources. How-
ever, in thelonger term it will be necessaryto devisenew processes
based on a different set of platform chemicals. One group will be
based around glucose (the hydrolytic product of starch and cellu-lose and therefore readily available from biomass). In a biorefinery
itwillbe necessaryto develop a structurewhich canmanagea range
of feedstocks, a range of technologies and a range of products. This
presents a considerable challenge for design and optimization as
well as process integration. An interesting example which illus-
trates the complexity and the challenge that lies ahead is the use
of glucose or fructose to produce 5-hydroxymethylfurfural (HMF)
or 2,5-furandicarboxylic acid (FDA) (Boisen et al., 2009). Greatest
value is obtained by going the whole way from glucose to FDA.
However even in this small reaction pathway there are many alter-
native technologies.Some canbe integrated together,some givethe
required yield and selectivity, some are difficult to implement and
others are untested at scale. This illustrates very well the challenge
that design engineers face.
4.3. Process integration
The primary solvent for most bioprocesses, with a few excep-
tions, is water. Consequently the downstream process is frequently
difficult and this is emphasized by the need to carry out sepa-
rations at moderate temperatures. Given the dilute nature of the
streams it is frequently the case that the majority of the costs
and environmental, health and safety impacts are therefore in the
downstream process. The dilute nature of the streams has his-
torically also driven the need for energy-intensive separation. For
instance, in some fine chemical and pharmaceutical applications
of biocatalysis, large amounts of organic solvents may be used in
the extraction and purification of products from an aqueous biocat-
alytic reaction stream. For higher volume products, such as liquid
fuels, removal of water becomes an essentialrequirement to reduce
costs and avoid transporting significant amounts of water. In other
cases the product may be integrated within a biorefinery concept
although at some point water will need to be removed. Conse-
quently the integration of water use, and reuse via recycle, is an
essential part of the design of industrial bioprocess facilities. In
addition, bioprocesses need to be designed with process synthesis
and process integration approaches, thus avoiding a process that
is efficient in one part and inefficient in another. Existing tools of
mass and energy integration such as pinch technology will have
an important role. The issue of water integration in a biorefinery
is in many ways analogous to the issue of heat integration in a
conventional refinery.
4.4. Biorefinery design
Two major types of biorefinery have been identified for the
future, based on lignocellulose biomass utilization to provide a
range of sugars (for subsequent (bio)catalysis or fermentation) and
oil-basedmaterial(from biomass).In eachcase thecurrentresearch
emphasis on biorefineries is to ensure all the fractions of a par-
ticular biomass in a given situation are fully exploited. Likewise
the development of downstream products is now being explored.For example glycerol (as a byproduct of biodiesel production) can
be used as a platform chemical (for example via fermentation to
produce 1,3-propanediol). Another interesting example concerns
the production of bio-ethanol. This is widely developed as a fuel
although there is considerable economic incentive for develop-
ing a range of other products (e.g. acetic acid) from ethanol, in
other words using it as a platform chemical ( Rass-Hansen, Falsig,
Jørgensen, & Christensen, 2007). It is clear that evaluating integra-
tion of product and feed streams in this way, as well as the use of
products as fuels or platform chemicals will be an important role
for process systems engineering.From thesustainability viewpoint,
the utilization of lignocellulosic material has perhaps the highest
desirability, since these materials are typically of low value as a
waste from other processes (e.g. bagasse). There is little doubt thatthe increasing range of technologies and opportunities as a result
of enzyme-basedor fermentation-basedcatalysis willgive complex
integration problems, which may require new tools.
4.5. Biocatalyst design
A particular feature of bioprocesses is the use of biocatalysts,
which may exist in several forms as indicated earlier and where
options existfor modification.At thesimplestlevel as a protein (iso-
lated enzyme), the options for swapping amino acids via protein
engineering exist. New enzymes which have been modified may
display newtolerance to reactor conditions such as temperature or
pH and may also have improved selectivity or reactivity (activity)
on a given (non-natural)substrate or reactant. Order-of-magnitudeimprovements have been found in a number of cases although
understanding the most effective method of making changes to
the enzyme depends on past precedent and, to some extent, struc-
tural knowledge (e.g. Hibbert et al., 2005). In the case of microbial
catalysts, individual enzymes can be over-expressed (increasing
reactionrate of a given cell) andthe regulatory control scheme fixed
to direct the carbon to giveimproved ratesand yields (viametabolic
engineering). Some start has also been made to the development
of pathways where enzymes coming from a variety of sources are
clonedintosingle host to make a newpathwayvia a combination of
genetic engineering and de-novo pathway engineering (e.g. Chen et
al., 2006). In all these areas it is clear that those involved in process
systems engineering need to inform the biological engineers about
what is required in a given case and setsuitabletargets.Philosophi-
-
8/16/2019 Biooprocesos Necesidades de Modelado Para La Evaluacion Del Proceso y La Sostenibilidad
5/9
C. Jiménez-González, J.M. Woodley / Computers and Chemical Engineering 34 (2010) 1009–1017 1013
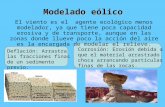
Fig. 2. The three spheres of sustainability through a triple bottom line assessment.
cally it is interesting to notethat process implementation maycome
via process improvements or alternatively via catalyst improve-
ments. In many cases both will be required. Understanding the
necessary balance between these areas, as well as their integra-
tion with each other will be important for the future development
of the field. Process systems engineering is particularly powerful in
its ability to predict and can therefore be used to direct decision-
making and process development.
5. Assessing the sustainability of bioprocesses
As discussed before, bioprocesses have frequently been high-
lighted as greener chemistry or engineering, since they address
many of the green chemistry and green engineering principles
(Anastas & Warner, 2000) by offering reactions that are potentially
more atom economic, operate under mild conditions, use mostly
non-hazardous chemicals and have less protection/deprotection
steps. However, this tends to be true mostly when looking at
the reaction part of the process, in other words, the biocatalysis.
However, it cannot be generalized when analyzing the entire pro-
cess that in some cases may include the use of a large amount of
organic solventsfor downstream processing. Thisis one of the areas
in which systems engineering, in conjunction with a transparent
application of life cycle inventory and assessment methodologies
can (and must) play a pivotal role.
Determining whether a process is sustainable (or ‘green’) is by
no means a simple feat. It is more akin to a multi-variable opti-
mization that is very familiar to systems engineers, and for which
several proposals and methods have been presented (Carvalho,
Gani, & Matos, 2006;Gani, Jørgensen, & Jensen, 2005; Grossmann &
Daichendt, 1996; Uerdingen, Gani, Fisher, & Hungerbuhler, 2003).
For an objective assessment of the sustainability of a process, there
is the need to utilize the tools that system engineers have devel-
oped duringrecentyearsand apply them with a life cycle approach.
It is necessaryto move from thebasicanalysis of the biocatalysis by
itself (or reactions) and discreet unit operations (separations) anduse a systems engineering approach. This implies utilizing multi-
variate optimization techniques coupled withlife cycle assessment
methodologies for a more objective analysis of their ‘greenness’ or
sustainability. This would allowus to develop bioprocesses thatare
sustainable by design, in such a way that they:
• optimize the use of material and energy resources,• eliminateor minimize environment,health and safety hazards by
design, and• integrate life cycle thinking in the design.
In a more general sense, sustainable bioprocesses in particular,
and processes in general are/will be the processes that:
• minimize environmental impacts,• are economically viable, and• are socially responsible (OECD, 2002).
Analyzing and comparing sustainability will require a com-
prehensive assessment that balances the three different spheres
of sustainability (see Fig. 2). This can only be achieved through
a multi-variate optimization that will account for environmentalperformance, economic viability and social responsibility (which
includes health and safety aspects). In addition, these assessments
needto leveragethe toolsof systems engineeringto ensure theinte-
gration of a holistic approach that considers the entire life cycle of
the process.
Another important concept when assessing the efficiency and
the sustainability of processes is the differences between new
process performance and retrofit performance. For instance, in
comparing the sustainability or performance of a well-known pro-
cess with a new bioprocess, a situation that one often encounters
is the fact that initially, the new process may not have the same
levelof performance as the established technology, mainly because
they areat differentpoints in the development curve, andtherefore
the new process is sub-optimal. On the other hand, the establishedprocess can be retrofitted to increase its performance. Retrofitting
and new process development is not a new concept from the sys-
tems engineering viewpoint. However, additional modeling work
is needed to estimate the achievable performance limits of a
fully developed process and an established process that under-
goesretrofit.This willallow moremeaningful comparisons without
unnecessarily penalizing the new process for its lack of develop-
ment, or the established process for the lack of timely retrofitting.
Inthe recentpasttherehavebeenmanyattemptsto measure the
‘greenness’ of syntheticroutes, and the approaches have generated
a seriesof ‘greenmetrics’. Most of theapproacheshavesearchedfor
a simple metric in an attempt to provide a low resolution view of
how‘green’ is a givenprocess.E-factorwasone ofthe first measures
of greenness proposed to highlight the amount of waste gener-atedin order to produce 1 kg ofproduct (Sheldon, 1992, 2007). This
metric, while simple to understand, has several key drawbacks by
focusingon waste instead of efficiency, neglecting a viewof thetype
of waste generated, notaccountingfor the relative impacts, and the
lackof life cycle thinking. For instance, bioprocesses have in general
large amounts of wastewater produced, which would indicate an
extremely large E-factor, but at the same time the actual impact of
the effluent mightnot beas largeas anE-factorwould suggest,since
the waste is relatively benign. Additional metrics have focused on
efficiency, especially on mass efficiency (or its inverse, mass inten-
sity) which addresses the first part of the disadvantages of the E-
factor (Constable, Curzons, & Cunningham, 2002; ACS GCI PR, 2008;
Constable, Jimenez-Gonzalez,& Lapkin, 2008). However,it has been
widely recognized that measuring the sustainability or even the
-
8/16/2019 Biooprocesos Necesidades de Modelado Para La Evaluacion Del Proceso y La Sostenibilidad
6/9
1014 C. Jiménez-González, J.M. Woodley / Computers and Chemical Engineering 34 (2010) 1009–1017
‘greenness’ of a process is a multi-objective optimization problem
that must take into consideration the efficiency of the entire pro-
cess regardingthe useof mass and energy, the environment, health
and safety characteristics of materials, and the inclusion of life cycle
thinking amongst others (Constable et al., 2001).
Some efforts have been made to comprehensively address and
compare the sustainability of processes in general and biopro-
cesses in particular. These methodologies have been employed in
some instances to assess the sustainability, environmental, health
and safety aspects of bioprocesses (Cowan, Oxenbøll, & Holm,
2008; Jimenez-Gonzalez, Constable, Curzons, & Cunningham,
2001; Jimenez-Gonzalez,Constable, Curzons,& Cunningham,2002;
Jodicke, Zenklusen, Weidenhaupt, & Hungerbuhler, 1999; Kim &
Dale, 2005, 2006; Kim, Jimenez-Gonzalez, & Dale, 2009; OECD,
2002; Patel et al., 2006; Wolf, 2005). These methodologies attempt
to measure the sustainabilityof bioprocesses and in some instances
they compare bioprocesses with their chemical alternatives.
For instance, a technology comparison framework ( Jimenez-
Gonzalez et al., 2002) that accounts for environment, health, safety
and life cycle assessment impacts, was used to compare the estab-
lished chemical process and a two-enzyme biocatalytic process
for the production of 7-ACA (Henderson et al., 2008). The con-
clusion of this assessment was that the bioprocess was ‘greener’
when compared with the chemical process. This was driven bythe fact that the chemical process uses more hazardous materials,
requires about 25% more process energy than the enzymatic pro-
cess and, has a larger life cycle environmental impact: for instance,
uses approximately 60% more energy, 16% more mass (excluding
water), has double the greenhouse gas impact andabout 30%higher
photochemical ozone creation potential and acidification potential
impacts. However, although this type of assessment is useful and
more common as time passes, there is an ongoing need for mod-
eling methodologies that will seamlessly integrate sustainability
factors during bioprocess design and development. Normally eco-
nomic factors are an integral consideration, and since the 1970s
environmental factors at the unitoperationand sometimes process
levels have been considered. Nevertheless the need for integrat-
ing and embedding sustainability principles into bioprocess designstill remains an area of opportunity for process engineers. Systems
thinking and systems engineering are the skill and the discipline
that will need to play an important role to make this happen, and a
holistic view of bioprocesses and their interrelations will be imper-
ative.
5.1. Life cycle inventory and assessment
Oneof thetools to analyze systems holistically is lifecycle inven-
tory and assessment (LCIA). LCIA is a methodology used to evaluate
the environmental profile of an activity or process from the extrac-
tion of raw materials to its end-of-life. The resource consumption
and emissions are inventoried and assessed from the perspective of
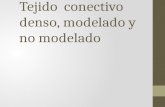
extraction of raw materials, production, transportation, sales, dis-tribution, use, and final fate (Fig. 3). Depending on the goal and
scope of the assessment, the boundaries can be set differently; for
instance a ‘cradle-to-gate’ assessment might be adequate when
comparing two alternative processes to the same product; or a
‘gate-to-grave’ assessment may suffice when comparing two dif-
ferent end-of-life technologies. The results of these assessments
can be reported as direct inventory data (for example life cycle
energy, life cycle mass, life cycle emissions), measures of individual
potential impacts (such as global warming or acidification), or as
an aggregatescore or index forhigh-levelcomparison (for example
Eco-Indicator 99). LCIA methodologies and standards are described
in detailin theliterature (CML, 2002; Heijungs, 1992; Hendrickson,
Lave, & Matthews, 2006; ISO, 1997, 2006; PRé Consultants, 2001;
US EPA, 2003).
Fig.3. Lifecycle assessment to evaluate theenvironmentalprofileof a process from
the extraction of raw materials, production, transportation, sales, distribution, use,
and final fate.
LCIA methodologies are in a way an extension of systems engi-
neering and provide a directly applicable framework to assessthe sustainability of processes. In addition to the traditional envi-
ronmental life cycle assessment (which has increasingly included
health and safety impacts), life cycle costing (LCC, or total cost
assessment, TCA) and the more recent social life cycle assess-
ment (SLCA) attempt to complete the holistic view of sustainability
(Heinrich, 2006; Hochschorner & Finnveden, 2006; Hunkeler &
Rebitzer, 2005; Jørgensen, Le Bocq, Nazarkina, & Hauschild, 2008;
Jørgensen, Hauschild, Jørgensen, & Wangel, 2009; Klöpffer, 2003;
Rebitzer & Seuring, 2003).
In the area of bioprocesses, the application of LCIA is still not a
widespread practice. There are however, examples on how several
practitioners have applied LCA metrics primarily usingcase studies
to better understand the wider environmental implications of bio-
processes and to compare them with chemical routes. This typeof assessment has provided some key insights, such as the role
of separations, a more systematic and holistic method to evalu-
ating waste impacts, and the nuances of renewability (Cowan et
al., 2008; Kim & Dale, 2005, 2006; Patel et al., 2006; Vink, Rabago,
Glassner, & Gruber, 2003; Wolf, 2005). For instance, a comparison
of a process using metal catalysts and one using biocatalysts for
the enantioselective reductionof ketoestersin pharmaceutical syn-
thesis was performed using a streamlined LCIA methodology. The
analysis identifiedunit operations and reaction conditions thathad
the largest significance on the impact of the synthesis. It was also
concluded that whether the metal catalysts were better than bio-
catalysts depended mainly on the work-up from the use of organic
solvents and energy-intensive steps ( Jodicke et al., 1999).
One typical example of the application of LCIA is the relation-ship of bioprocesses and the utilization of renewable resources.
While the use of renewable resources is indeed a goal from a
sustainability viewpoint, there is more complexity in evaluating
‘renewability’. For example, there are the material resources and
the energy required to produce renewable materials, whichin turn
may (or may not) be renewable. There might also be other envi-
ronmental impacts such as the use of toxic compounds such as
herbicides that might pose environmental trade-offs. Therefore it
is necessary to assess renewability from a life cycle standpoint.
For instance, desired materials that are extracted from plants may
be separated using organic solvents, and then isolated from the
extraction solvent through a series of purification steps (for exam-
ple additional solvent extraction or distillation). Another example
is the proportion of non-renewable feedstocks as part of a material
-
8/16/2019 Biooprocesos Necesidades de Modelado Para La Evaluacion Del Proceso y La Sostenibilidad
7/9
C. Jiménez-González, J.M. Woodley / Computers and Chemical Engineering 34 (2010) 1009–1017 1015
supply chain and the contribution of those feedstocks to the over-
all renewability of the materials used in a bioprocess. For instance,
the production process of furfural based on biomass utilizes mate-
rials such as sulfuric acid, methanol or carbon monoxide which are
often derived from fossil sources; in addition to the energy which
is sourced from renewable and non-renewable energy carriers. A
further factorto consider is the potentialcompeting useof land and
the impact derived from potential land-use change, which at this
time is an area of ongoing debate (Fargione, Hill, Tilman, Polasky,
& Hawthorne, 2008; Kløverpris, Wenzel, & Nielsen, 2008).
Developing life cycle inventories and assessing the LCIAimpacts
of bioprocesses is not a simple endeavor given the large amount
of data needed from different sources. The more materials that are
involved in thebioprocesses, the more life cycleinventory data will
need to be collected, verified and analyzed. On the other hand, the
life cycle inventory data for biomaterials is not always available.
While there have been efforts to increase the body of knowledge of
life cycle inventories and impacts of bioprocesses and materials
either derived from biomass or needed in bioprocesses, consid-
erable challenges remain. These challenges have influenced the
development and use of streamlined life cycle assessment method-
ologies and ab initio modeling approaches to estimate the life cycle
impacts of bioprocesses and bio-derived materials. This is precisely
oneof theopportunitiesfor systems engineeringto addvalue, as thedevelopment of reliable,consistent,transparent, accurateand easy-
to-use modeling and streamlined techniques for LCIA will continue
to be an important need to be able to routinely assess the sustain-
ability of bioprocesses.
In the future, the development of true sustainability assess-
ments,with an embedded LCIA approach will be necessary, aligned
with the early modeling needs highlighted in this article. In order
to routinelyassess sustainabilityof bioprocesses and to embedsus-
tainability principles into bioprocess design and development, the
following modeling needs can be highlighted:
• Better deterministicmodelsof unitoperationsthat arepart of bio-
processes, such as fermentation, biocatalysis. This would need to
include fundamental design parameters to design more resourceefficient bioprocesses.
• Development and enhancement of property prediction pack-
ages that would facilitate estimations of resources (e.g.
energy requirement) and the utilization of optimization
techniques.• More extensive use of process integration techniques on biopro-
cesses, especially at the development phase.• Better understanding of life cycle inventory and impacts of bio-
processes and bio-derived materials.• Increased understanding of the uncertainties in modeling bio-
processes, both from the viewpoint of process design and
sustainability assessment.• Improved consistency and transparency of LCIA methodologies
as applied to bioprocesses.• Improved streamlined LCIA methodologies that are easy to use
by academia and industry alike.• More routine application of multi-objective optimization tech-
niques for sustainability assessments of bioprocesses.• Enhanced understanding of the interactions of the environmen-
tal,social and economicaspects of bioprocesses for a holisticview
of sustainability.
Addressing these modeling and process understanding needs
will make it possible to integrate sustainability principles into pro-
cess design and development in a far more rigorous manner.
6. Mapping modeling needs of bioprocesses—an example
Henderson et al. (2008) compared the chemical process and a
two-enzyme biocatalytic process for the production of 7-ACA. We
have discussed briefly the results of the assessment in terms of
the life cycle impacts of both synthetic routes. We will now use
that example to map some of the modeling needs of bioprocesses
discussed in this paper.
Fig. 4 depicts the different phases evaluated in the assess-
ment, which include the extraction of the raw materials and the
production processes with their corresponding energy and waste
treatment requirements. As can be seen in Fig. 4, the production of
the final API, formulation, distribution, use and end-of-life consid-
erations are not included in the assessment.
In terms of models used for rawmaterials, the life cycle impactsof the materials was modeled using a combination of life cycle
inventory data developed by ab initio methodologies based on
chemical engineering methods and principal component analysis
Fig. 4. Use of models in the 7-ACA evaluation (Henderson et al., 2008).
-
8/16/2019 Biooprocesos Necesidades de Modelado Para La Evaluacion Del Proceso y La Sostenibilidad
8/9
1016 C. Jiménez-González, J.M. Woodley / Computers and Chemical Engineering 34 (2010) 1009–1017
to fill the data gaps. For most common chemicals and solvents,
most of the life cycle information was available. However, for the
bioprocess, as mentioned above, the availability of life cycle inven-
tory data of substrates, enzymes and feedstocks was limited and
remains under development.
The information describing the production processes was in its
entirety taken from process descriptions, internal reports, batch
records and process data, and no models were used. This type
of data was available since the bioprocess had been run at the
commercial scale. However, if the same type of comparison was
intendedto berepeatedwitha process ineither a conceptual design
stage or a process with limited development, it would not be pos-
sible given the lack of models.
Relatively standard models were available and used to estimate
the life cycle impacts of energy production and waste treatment.
The waste amounts and compositionswere estimatedbased on the
process descriptions using mass balances directly. Energy require-
ments were also estimated based on process descriptions using
typical heat transfer models. To calculate energy requirements,
pure component physical property data gaps (e.g. heats of forma-
tion) were estimated using molecular modeling based on group
contribution methods, specifically the Marrero and Gani method
(Marrero & Gani, 2001). Nevertheless, there remains a need to
increase the accuracy of the models to estimate pure componentproperties for complex molecules and enzymes.
7. Future outlook
The development of newbioprocesses as a complement to exist-
ing chemical and fuel production methods is an exciting endeavor
that will occupy many process engineers in the future. There will
be a particular role for process systems engineers in this devel-
oping sector with the advantages of quantitative decision-making
toolsand rapid simulation thatthis brings, including process design
and sustainability principles. In the future suitable models will
inform developments at the infrastructural level (evaluation of
biorefineries, feedstocks and integration), the process level (evalu-
ation of alternative technologies and process integration) as wellas the catalyst level (evaluation of alternatives for protein and
metabolic engineering). In addition, these models will allow the
integration of sustainability principles into process design and
development.
The further development of process systems engineering tools
(including property prediction packages and the development of
a database for bio-based molecules) will be required. To rou-
tinely assess sustainability of bioprocesses will require as well
more robust and transparent environmental life cycle inventory
databases of bio-derived materials; as well as better modeling
and understanding of the social and economic aspects of sus-
tainability and their relationships. Finally, an increasing dialogue
amongst the biochemical engineers, biologists and other disci-
plines with related areas of expertise will be necessary to enablethe vision of sustainable industrial biotechnology to be fully
exploited.
Acknowledgements
The authors wish to thank GlaxoSmithKline’s Biotransforma-
tions Team in general, and Peter Sutton, JosephAdamsand Andrew
Collis in particular for their contributions, input andsupport to this
article and the development of bioprocesses.
References
A.C.S./G.C.I. P.R.(2008).AmericanChemical Society,GreenChemistry Institute, Phar-
maceutical Roundtable website www.acs.org/greenchemistry.
Anastas, P. T., & Warner, J. C. (2000). Green chemistry: Theory and practice . Oxford:Oxford University Press.
Baldwin, C. V. F., & Woodley, J. M. (2006). On oxygen limitation in a whole-cellbiocatalytic Baeyer–Villigeroxidation process. Biotechnologyand Bioengineering ,95, 362–369.
Boisen, A., Christensen, T. B., Fu, W., Gorbanev, Y. Y., Hansen, T. S., Jensen, J. S., et al. (2009). Process integration for the conversion of glucose to2,5-furandicarboxylic acid. Chemical Engineering Research and Design, 87 ,1318–1327.
Chen, B. H., Baganz, F., & Woodley, J. M. (2007). Modelling and optimisation of atransketolasemediatedcarbon–carbon bondformationreaction. Chemical Engi-
neering Science, 62, 3178–3184.Chen, B. H.,Sayar, A.,Kaulmann, U.,Dalby, P.A., Ward, J. M.,& Woodley, J. M. (2006).
Reaction modelling and simulation to assess the integrated use of transketo-lase and -transaminase for the synthesis of an aminotriol. Biocatalysis andBiotransformation, 24, 449–457.
C.M.L. (2002). In J. Gunée (Ed.), Life cycle assessment. An operational guide to the ISOstandards. NL: Centrum voor Milieukunde Leiden, Leiden University.
Carvalho, A., Gani, R., & Matos, H. (2006). Design of sustainable processes: System-atic generation & evaluation of alternatives. In W. Marquardt, & C. Pantelides(Eds.), 16th European symposium on computer aided process engineering and 9thinternational symposiumon process systems engineering 2006 Elsevier B.V., vol. 2,(pp. 817–822).
Constable, D. J. C., Curzons, A. D., & Cunningham, V. L. (2002). Metrics to ‘GreenChemistry’—Which are the best? Green Chemistry, 4, 521–527.
Constable, D. J. C., Curzons, A. D., Freitas dos Santos, L. M., Geen, G. R., Kitteringham, J., Smith, P., et al. (2001). Green chemistry measures for process research anddevelopment. Green Chemistry, 3, 7–9.
Constable, D. J. C., Jimenez-Gonzalez, C., & Lapkin, A. (2008). Process metrics. In A.Lapkin, & D. J. C. Constable (Eds.), Green chemistry metrics (p. 352). Blackwell
Publishers.Cowan, D., Oxenbøll, K. M., & Holm, H. C. (2008). Oil Mill Gazeeter , 113, 10–13.Dale, B. E. (2003). ‘Greening’ the chemical industry: Research and development
priorities for bio-based industrial products. Journal of Chemical Technology andBiotechnology, 78, 1093–1103.
Environmental Protection Agency. (2003). Tool for the reduction and assessment of chemical and other environmental impacts (TRACI): User’s guide and system doc-umentation. EPA 600/R-02/052. Cincinnati, OH, USA: National Risk ManagementResearch Laboratory.
Fargione,J., Hill, J.,Tilman, D.,Polasky,S., & Hawthorne, P. (2008). Land clearing andthe biofuel carbon debt. Science, 319, 1235–1238.
Gani, R., Jørgensen, S. B., & Jensen, N. (2005). Design of sustainable processes: Sys-tematic generation & evaluationof alternatives. In 7thworld congressof chemicalengineering
Grossmann, I. E., & Daichendt, M. M. (1996). Computers and Chemical Engineering , 20(6/7), 665–683.
Glasser, D., Hildebrandt, D., Hausberger, B., Patel, B., & Glasser, B. J. (2009). Systemsapproach to reducing energy usageand carbon dioxide emissions. AIChE Journal,
55, 2202–2207.Heijungs, R. (1992). Environmental life cycle assessment of products, Guide andbackgrounds. NOH report 9266 and 9267, commissioned by the National Reuseof Waste Research Programme (NOH), in collaboration with CML, TNO and B&G.Leiden.
Heinrich,A. (2006). Socialimpactsin product lifecycles—Towards lifecycle attributeassessment. International Journal of LCA, 1(Special issue 1), 97–104.
Henderson, R. K., Jimenez-Gonzalez, C., Preston, C., Constable, D. J. C., & Woodley, J. M. (2008). C omparison of biocatalytic and chemical synthesis: EHS and LCAcomparison for 7-ACA synthesis. Industrial Biotechnology, 4, 180–192.
Hendrickson, C. T., Lave, L., & Matthews, H. S. (2006). Environmental life cycle assess-mentof goodsand services:An input–output approach. Washington,DC: Resourcesfor the Future. ISBN:1-933115r-r23-8.
Hibbert, E. G., Baganz, F., Hailes, H. C., Ward, J. M., Lye, G. J., Woodley, J. M., et al.(2005). Directed evolution of biocatalytic processes. Biomolecular Engineering ,
22, 11–19.Hochschorner, E., & Finnveden, G. (2006). Life cycle approach in the procurement
process: The case of defence material. LCA, 11(3), 200–208.Hunkeler, D., & Rebitzer, G. (2005). The future of life cycle assessment. International
Journal of LCA, 10(5), 305–308.International Organization of Standardization. (2006). ISO 14044–Environmental
management—Life cycle assessment—Requirements and guidelines. Geneva,Switzerland: ISO.
International Organization of Standardization. (1997). ISO 14040–Environmentalmanagement—Life cycle assessment—Principles and framework. Geneva, Switzer-land: ISO.
Jimenez-Gonzalez, C., Constable, D. J. C., Cu rzons, A. D., & Cunningham, V. L. (2002).Developing GSK’s green technology guidance: Methodology for case-scenariocomparison of technologies. Journal of Clean Technologies and EnvironmentalPolicy, 4, 44–53.
Jimenez-Gonzalez, C., Constable, D. J. C., Cu rzons, A. D., & Cunningham, V. L. (2001).How do you select the ‘greenest’ technology? Development of guidance for thepharmaceutical industry. Clean Products and Processes, 3, 35–41.
Jodicke, G., Zenklusen, O., Weidenhaupt, A., & Hungerbuhler, K. (1999). Journal of Cleaner Production, 7 , 159–166.
Jørgensen,A., Hauschild, M., Jørgensen,M. S., & Wangel, A. (2009). Relevance and fea-sibility of social life cycleassessment froma company perspective. International
Journal of LCA, 14(3) (online first).
http://www.acs.org/greenchemistryhttp://www.acs.org/greenchemistryhttp://www.acs.org/greenchemistry
-
8/16/2019 Biooprocesos Necesidades de Modelado Para La Evaluacion Del Proceso y La Sostenibilidad
9/9
C. Jiménez-González, J.M. Woodley / Computers and Chemical Engineering 34 (2010) 1009–1017 1017
Jørgensen, A., Le Bocq, A., Nazarkina, L., & Hauschild, M. (2008). Methodologies forsocial life cycle assessment. International Journal of LCA, 13(2), 96–103.
Kim, S., & Dale, B. (2005). Life cycle assessment study of biopolymers(polyhydroxyalkanoates)—Derived from non-tilled corn. International Journal of LCA, 10, 200–210.
Kim, S., & Dale, B. (2006). Ethanol fuels: E10 or E85—Life cycle perspectives. Inter-national Journal of LCA, 11, 117–121.
Kim, S., Jimenez-González, C., & Dale, B. E. (2009). Enzymes for pharmaceuticalapplications—A cradle-to-gate life cycle assessment. International Journal of LifeCycle Assessment , 14(5), 392–400.
Klöpffer,W. (2003). Life-cyclebased methods for sustainable product development.
International Journal of LCA, 8(3), 157–159.Kløverpris,J. H.,Wenzel,H., & Nielsen,P. H.(2008). Life cycle inventorymodelling of
landuse induced by cropconsumption.Part 1. Conceptualanalysisand method-ological proposal. International Journal of LCA, 13, 13–21.
Law, H.E. M.,Baldwin, C.V. F.,Chen, B.H.,& Woodley,J.M. (2006). Processlimitationsin a whole-cell catalysed oxidation: Sensitivity analysis. Chemical Engineering Science, 61, 6646–6652.
Marrero, J., & Gani, R. (2001). Group contribution based estimation of pure compo-nent properties. Fluid Phase Equilibria, 183–184, 183–203.
O.E.C.D.(2002). Theapplication of biotechnology toindustrialsustainability—Aprimer .Organization for Economic Cooperation and Development.
Patel, M., Dornburg, V., Hermann, B., Roes, L., Hüsing, B., Overbeek, L., et al. (2006).Medium and long term opportunities and risks of the biotechnological produc-tion of bulk chemicals from renewable resources. The BREW project – Finalreport – The Potential of White Biotechnology, Utrecht. 452pp.
Pollard,D. J., & Woodley,J. M. (2007). Biocatalysis forpharmaceuticalintermediates:The future is now. Trends in Biotechnology, 25, 66–73.
PRé Consultants. (2001). Eco-Indicator 99. A damage oriented method for life cycleimpact assessment . PRé Consultants.
Rass-Hansen, J., Falsig, H., Jørgensen, B., & Christensen, C. H. (2007). Bioethanol:Fuel or feedstock. Journal of Chemical Technology and Biotechnology, 82,329–333.
Rebitzer, G., & Seuring, S. (2003). Life cycle costing: A new SETAC Europe workinggroup. International Journal of LCA, 8(2), 110–111.
Sheldon, R. A. (1992). Organic synthesis—Past, present and future. Chemistry andIndustry, 23, 903–906.
Sheldon, R. A. (2007). The E factor: Fifteen years on. Green Chemistry, 9, 1273–1283.Uerdingen, E., Gani, R., Fisher, U., & Hungerbuhler, K. (2003). A new screening
methodology for the identification of economically beneficial retrofit optionsfor chemical processes. AIChE Journal, 49(9), 2400–2418.
Vink, E. T. H., Rabago, K. R., Glassner, D. A., & Gruber, P. R. (2003). Application of lifecycleassessment to Natureworks© polylactide production. Polymer Degradationand Stability, 80, 403–419.
Wolf, O. (Ed.). (2005). Techno-economic feasibility of large-scale production of bio-based polymers in Europe. Seville, Spain: European Commission. Joint ResearchCenter, 256pp.
Woodley, J. M. (2006). Microbial biocatalytic processes and their development. Advances in Applied Microbiology, 60, 1–15.
Woodley, J. M. (2008). New opportunities for biocatalysis: Making pharmaceuticalprocesses greener. Trends in Biotechnology, 26, 321–327.