Caracterización de la corrosión por picaduras y evaluación de su ...
226
DEPARTAMENTO DE ENERGÍA INDUSTRIAL II TESIS DOCTORAL CARACTERIZACIÓN DE LA CORROSIÓN POR PICADURAS Y EVALUACIÓN DE SU INFLUENCIA EN LA RESISTENCIA A FATIGA DE LA ALEACIÓN DE ALUMINIO 6082-T6 Alejandro Fernández Muñoz A Coruña, Junio de 2013
Transcript of Caracterización de la corrosión por picaduras y evaluación de su ...

DEPARTAMENTO DE ENERGÍA INDUSTRIAL II
TESIS DOCTORAL
CARACTERIZACIÓN DE LA CORROSIÓN POR PICADURAS Y
EVALUACIÓN DE SU INFLUENCIA EN LA RESISTENCIA A
FATIGA DE LA ALEACIÓN DE ALUMINIO 6082-T6
Alejandro Fernández Muñoz
A Coruña, Junio de 2013


UNIVERSIDADE DA CORUÑA
DEPARTAMENTO DE ENERGÍA INDUSTRIAL II
TESIS DOCTORAL
Caracterización de la corrosión por picaduras y evaluación
de su influencia en la resistencia a fatiga de la aleación de
aluminio 6082-T6
Autor:
Alejandro Fernández Muñoz
Licenciado en Máquinas Navales
Directores:
José Luis Mier Buenhombre
Mar Toledano Prados


A mis padres,


AGRADECIMIENTOS
Quiero agradecer a todas las personas que de alguna manera estuvieron
en mi vida durante la realización de esta tesis. También quiero agradecer
en gran medida a mi familia y amigos, a mis directores de tesis y
compañeros de departamento. Por último un fuerte agradecimiento a mi
compañera, que me ha soportado y ayudado durante todo el tiempo de
trabajo.
A todos, un fuerte agradecimiento.


Resumo
As aliaxes Al-Si-Mg son utilizadas en moitos campos da enxeñaría, especialmente en
aplicacións navais pola súa resistencia mecánica, excelente soldabilidad e resistencia á
corrosión, con todo no deseño das estruturas é importante ter en conta que ademais de
estar sometidas a ambientes mariños, poden estar a soportar cargas cíclicas. Por tanto, é
moi importante adquirir un maior coñecemento sobre o seu comportamento a fatiga
cando existen na superficie picaduras provocadas por corrosión. O obxectivo principal
deste traballo será caracterizar a influencia do grao de corrosión na resistencia e vida a
fatiga das aliaxes AA6082-T6 precorroidas. O material de estudo é unha aliaxe de aluminio
da serie Al-Si-Mg. Nos últimos anos converteuse no material máis utilizado dentro das
aliaxes de resistencia media, desbancando a outras aliaxes como a aliaxe AA6061. Para
levar a cabo esta investigación dispúxose como material de referencia a aliaxe sen corroer
(R) e como materiais obxecto de estudo a fatiga tres aliaxes do mesma material base con
distinto grado de corrosión por picaduras (C1, C2 e C3).
Resumen
Las aleaciones Al-Si-Mg son utilizadas en muchos campos de la ingeniería, especialmente
en aplicaciones navales por su resistencia mecánica, excelente soldabilidad y resistencia a
la corrosión, sin embargo en el diseño de las estructuras es importante tener en cuenta
que además de estar sometidas a ambientes marinos, pueden estar soportando cargas
cíclicas. Por tanto, es muy importante adquirir un mayor conocimiento sobre su
comportamiento a fatiga cuando existen en la superficie picaduras provocadas por
corrosión. El objetivo principal de este trabajo será caracterizar la influencia del grado de
corrosión en la resistencia y vida a fatiga de las aleaciones AA6082-T6 precorroidas. El
material de estudio es una aleación de aluminio de la serie Al-Si-Mg. En los últimos años se
ha convertido en el material más utilizado dentro de las aleaciones de resistencia media,
desbancando a otras aleaciones como la aleación AA6061. Para llevar a cabo esta
investigación se dispuso como material de referencia la aleación sin corroer (R) y como
materiales objeto de estudio a fatiga tres aleaciones del mismo material base con distinto
grado de corrosión por picaduras (C1, C2 y C3).
Summary
The alloys Al-Si-Mg are used in many fields of engineering, especially in naval applications
for its mechanical strength, excellent weldability and corrosion resistance, however the
design of the structures is important to note that in addition to being subjected to marine
environments, may be supporting cyclic loads. It is therefore very important to acquire
more knowledge about their fatigue behavior when there is pitting corrosion on the
surface. The main objective of this work is to characterize the influence of the degree of
corrosion in resistance and fatigue life of the alloys AA6082-T6 pre-corroded. The study
material is an aluminum alloy Al-Si-Mg. In recent years it has become the most widely used
material in half strength alloys, for instance the AA6082 has replaced the use of the
AA6061 alloy. Uncorroded alloy (R), was available as reference material to carry out this
investigation, and three alloys of the same base material with varying degrees of pitting
(C1, C2 and C3)were used to identify the influence of corrosion on the fatigue properties.


1
ÍNDICE
1. INTRODUCCIÓN ............................................................................................................... 5
1.1. ALEACIONES DE LA SERIE AA6xxx ............................................................................ 7
1.1.1. Importancia de las aleaciones Al-Mg-Si en el sector industrial ....................... 7
1.1.2. Microestructura ............................................................................................. 10
1.1.3. Mecanismos de endurecimiento ................................................................... 12
1.2. CORROSIÓN EN ALEACIONES DE ALUMINIO ......................................................... 15
1.2.1. Pasivación natural del aluminio ..................................................................... 16
1.2.2. Mecanismos de corrosión en aleaciones Al-Mg-Si ........................................ 19
1.2.3. Factor de concentración de tensiones y de intensidad en picaduras ............ 27
1.2.4. Influencia de los precipitados en la corrosión de sistemas AlSiMg ............... 30
1.3. FATIGA BAJO CARGAS DE AMPLITUD CONSTANTE................................................ 33
1.3.1. Aproximaciones al estudio de la fatiga .......................................................... 35
1.3.2. Etapas en el crecimiento de grietas de fatiga ................................................ 46
1.3.3 Evaluación del límite de fatiga por métodos estadísticos............................... 52
1.4. CARACTERÍSTICAS Y PROPIEDADES DE LA ALEACIÓN AA6082 .............................. 56
1.4.1. Tratamientos térmicos .................................................................................. 57
1.4.2. Microestructura ............................................................................................. 59
1.4.3. Soldabilidad y Maquinabilidad ...................................................................... 62
1.4.4. Propiedades físicas y mecánicas .................................................................... 63

2
2. OBJETIVOS .................................................................................................................... 69
2.1. OBJETIVOS ............................................................................................................ 71
2.1.1. Objetivos generales ...................................................................................... 71
2.1.2. Objetivos particulares ................................................................................... 72
3. METODOLOGÍA EXPERIMENTAL ................................................................................... 75
3.1. TÉCNICAS INSTRUMENTALES EMPLEADAS ........................................................... 77
3.1.1. Perfilometría ................................................................................................. 77
3.1.2. Técnicas de microscópica ............................................................................. 80
3.1.3. Análisis químico por difracción de rayos X (XRD) .......................................... 85
3.1.4. Ensayos mecánicos ....................................................................................... 86
3.1.5. Ensayos de corrosión en cámara de niebla salina ......................................... 88
3.2. INSTRUMENTACIÓN Y PROGRAMAS INFORMÁTICOS .......................................... 89
3.2.1. Perfilómetro.................................................................................................. 89
3.2.2. Microscopio confocal .................................................................................... 89
3.2.3. Equipo para SEM y EDS ................................................................................. 90
3.2.4. Difractómetro ............................................................................................... 91
3.2.5. Máquina de tracción y fatiga ........................................................................ 91
3.2.6. Cámara de niebla salina ................................................................................ 92
3.3. PROCEDIMIENTOS OPERATIVOS ........................................................................... 94
3.3.1. Ensayos de corrosión .................................................................................... 94
3.3.2. Medidas de rugosidad con el perfilómetro de contacto ............................... 95
3.3.3. Ensayos con el microscopio confocal ............................................................ 97
3.3.4. Análisis por SEM y EDS .................................................................................. 99

3
3.3.5. Análisis por difracción de rayos X ................................................................ 100
3.3.6. Ensayos mecánicos ...................................................................................... 100
3.3.7. Estudio fractográfico ................................................................................... 105
3.4. DESCRIPCIÓN DE LA MATERIA PRIMA EMPLEADA .............................................. 106
3.4.1. Tipo de material .......................................................................................... 106
3.4.2. Nomenclaturas ............................................................................................ 107
3.4.3. Mecanizado de las probetas ........................................................................ 107
4. RESULTADOS Y DISCUSIÓN .......................................................................................... 111
4.1. RUGOSIDAD ......................................................................................................... 113
4.1.1. Parámetros de rugosidad para el material sin decapar ............................... 113
4.1.2. Parámetros de rugosidad para el material decapado.................................. 119
4.2. ESTUDIO MICROSCÓPICO DE LA MORFOLOGÍA DE LAS SUPERFICIES ................. 122
4.2.1. Material de referencia (R) ........................................................................... 122
4.2.2 Material corroído.......................................................................................... 127
4.2.3. Comparación de los datos de picaduras y datos de rugosidad .................... 146
4.3 RESULTADOS DE LOS ANÁLISIS POR XRD .............................................................. 150
4.4. ENSAYOS A TRACCIÓN ......................................................................................... 153
4.4.1. Curva tensión-deformación ......................................................................... 153
4.4.2. Parametrización del comportamiento a tracción ........................................ 155
4.5 ENSAYOS A FATIGA ............................................................................................... 160
4.5.1. Resultados globales de los ensayos de fatiga .............................................. 160
4.5.2. Ajuste de Basquin para las curvas S-N ......................................................... 168
4.5.3. Evaluación del límite de fatiga ..................................................................... 174

4
4.5.4. Comparativa de parámetros de picaduras y rugosidad con la fatiga .......... 177
4.6 FRACTOGRAFÍA .................................................................................................... 184
4.6.1 Material de Referencia (R) ........................................................................... 185
4.6.2 Material corroído 1 mes (C1) ....................................................................... 189
4.6.3 Material corroído 2 meses ........................................................................... 192
4.6.4 Material corroído 3 meses ........................................................................... 195
5. CONCLUSIONES .......................................................................................................... 199
5.1 CORROSIÓN POR PICADURA ................................................................................ 201
5.2 RESPUESTA MECÁNICA ........................................................................................ 203
6. REFERENCIAS .............................................................................................................. 205

5
CAPÍTULO 1
1. INTRODUCCIÓN

6

INTRODUCCIÓN
7
1.1. ALEACIONES DE LA SERIE AA6xxx
Las aleaciones de la serie 6xxx se conocen también con el nombre de aleaciones
Al-Mg-Si. Son aleaciones de aluminio para forja con la principal característica de
que son tratables térmicamente por la presencia del compuesto Mg2Si [1].
1.1.1. Importancia de las aleaciones Al-Mg-Si en el sector industrial
Las aleaciones de aluminio de esta serie se caracterizan por tener una excelente
capacidad de conformado, soldabilidad, mecanizado, resistencia a la corrosión y
resistencia media (no es tan elevada como las aleaciones de las serie 7xxx y
2xxx) [2]. Junto a estas propiedades, su baja densidad y las excelentes
propiedades mecánicas que les confieren los tratamientos térmicos [3], las
convierten en candidatos ideales para reemplazar a materiales más pesados,
como el acero o el titanio en aplicaciones estructurales y en la industria del
transporte [4,5,6].
Por ejemplo, las aleaciones de la serie 6xxx más usadas en USA para la
construcción de aviones y barcos de combate son las aleaciones 6061, y las
aleaciones 6005 y 6063 para ubicaciones sometidas a menor nivel tensional. En
cambio, en Europa y Australia las aleaciones que más se usan en este sector son
las del tipo 6082 [7]. En todos estos casos, lo más frecuente es su uso como
planchas y con formas y secciones extruidas (figura 1) [8]. En la figura 2 se
muestra el esquema de un avión de combate F-35 “Joint Strike Fighter (JSF)”
donde se muestran los componentes realizados en aleaciones de aluminio. En la
figura 3 se muestra la carrocería del nuevo prototipo de coche eléctrico
desarrollado por la empresa Tesla [9].

INTRODUCCIÓN
8
Figura 1. Sistemas estructurales realizados con aleaciones de aluminio de la
serie 6xxx con formas extruidas [8].
Figura 2. Esquema de los componentes ligeros de un JSF (en desarrollo por el
Departamento de Defensa de USA en colaboración con Alcoa) [7].

INTRODUCCIÓN
9
Figura 3. Carrocería del vehículo eléctrico Alpha Tesla (model S), fabricado en
aluminio extruido [4].
Otro de los motivos que está favoreciendo que en los últimos años se
incremente de manera exponencial el uso de las aleaciones de aluminio en los
sectores industriales son las nuevas reglamentaciones y acuerdos
internacionales [10,11], que obligan a determinados sectores a innovar sus
productos para alcanzar las cuotas de emisiones acordadas en pactos
internacionales. Frente a estas nuevas legislaciones, el uso de las aleaciones de
aluminio se ha convertido en una de las alternativas más atractivas y factibles
de implementar [12,13,14]. Por ejemplo, en la industria del automóvil se estima
que una reducción del 10% del peso supone aproximadamente una mejora
entre el 8% y el 10% [15] en la eficiencia energética asociada al consumo de
combustible, con un importante impacto medioambiental al reducir la emisión
de elementos contaminantes a la atmósfera.
Esta creciente demanda que se ha producido en el sector industrial durante la
última década, ha estado asociada a un incremento de los proyectos de
investigación dentro de empresas, centros tecnológicos y universidades, con
objeto de comprender mejor el comportamiento de estas aleaciones con

INTRODUCCIÓN
10
distintos tipos de tratamientos térmicos, y su respuesta en diferentes tipos de
solicitaciones mecánicas, procesos de soldadura,… [16,17,18,19,20].
1.1.2. Microestructura
Los principales elementos aleantes de estas aleaciones de aluminio son el Mg y
Si. El Mg se adiciona para producir la formación de precipitados coherentes
precursores del componente intermetálico Mg2Si. Este compuesto se forma in
situ durante el proceso de solidificación de la aleación, conforme a la reacción
(1.1).
(1.1)
En la figura 4 se muestra el diagrama binario del Al-Mg2Si [21]. De este esquema
se deduce que la máxima solubilidad del compuesto Mg2Si en la matriz de Al es
de 1,85% a la temperatura 595ºC, y la proporción estequiométrica ideal de
ambos elementos (Mg:Si) es de 1.73:1.
Figura 4. Diagrama de equilibrio del sistema binario Al-Mg2Si [21].
22Mg Si Mg Si+ →

INTRODUCCIÓN
11
En función de esta relación estequiométrica, las aleaciones comerciales de la
serie 6xxx pueden ser divididas en tres grupos [22].
• El primer grupo comprende las aleaciones que están equilibradas en Mg y Si,
con valores máximos comprendidos entre un 0.8% y 1.2%. En este grupo
destacan las aleaciones 6063, que con el tratamiento térmico T6 alcanzan
valores de límite elástico entre 215 MPa y 245 MPa para la resistencia a
tracción.
Los otros dos grupos contienen Mg y Si en cantidades superiores al 1.4%, lo que
favorece el aumento de la resistencia después del tratamiento térmico.
• El segundo grupo comprende las aleaciones del tipo 6061 (Al-1Mg-0.6Si) que
son las más utilizadas en USA. En estas aleaciones la composición está
equilibrada, y por lo general suelen contener cantidades de Cu del orden del
0.25% para mejorar la resistencia a la corrosión.
• En el tercer grupo se incluyen las aleaciones que contienen más Si del
necesario para formar el compuesto Mg2Si. Las aleaciones diseñadas con un
exceso de Si dan lugar a una mayor resistencia mecánica sin pérdida de
hechurabilidad y soldabilidad [23] debido a que promueven el refinamiento
del tamaño de las partículas de Mg2Si y además se produce la precipitación
de partículas de Si. Por ejemplo, a una aleación con 0.8% Mg2Si, si se le
añade un 0.2% de Si, se consigue incrementar la resistencia mecánica en
unos 70 MPa. Mayores cantidades de Si no son beneficiosas, porque
provocan la segregación de este elemento en el borde de grano, causando
fragilidad en las estructuras recristalizadas. La adición de magnesio, cromo o
circonio contrarrestan el efecto del silicio previniendo la recristalización

INTRODUCCIÓN
12
durante los tratamientos térmicos. Algunas aleaciones que cumplen estas
características son la 6351 y las más recientemente introducidas 6262, 6009,
6010 y 6082.
Otros de los componentes que aparecen en proporciones inferiores al 1% son:
Cu, Mn, Cr, Fe, Ti y B, aunque la cantidad total de estos elementos no suele
superar el 3%. En el caso de que exista suficiente cantidad de Cu y de Si, el
compuesto Mg2Si puede ser remplazado parcialmente por otros precipitados
cuaternarios de la forma: Al5Cu2Mg8Si6. También es posible encontrar entre las
dendritas del Aluminio otros compuestos de Fe del tipo: α-Al12Fe3Si, α-Al9 Fe2Si2
(también llamado β-Al5FeSi). Sin embargo, las adicciones de Mn y Cr, pueden
sustituir al Fe y estabilizar la formación de α-Al12(FeMn)3Si, o bien α-
Al12(FeCr3)Si [24,25, 26].
1.1.3. Mecanismos de endurecimiento
En las aleaciones de aluminio de la serie 6xxx el mecanismo de endurecimiento
se basa en la precipitación de los constituyentes intermetálicos Mg2Si.
La secuencia de precipitación y morfología en estas aleaciones es complejo,
aunque está bien definido en la literatura [27]. La posibilidad de obtención de
una estructura de precipitación en las aleaciones de aluminio está íntimamente
ligada a la pérdida de solubilidad del aleante al disminuir la temperatura
[28,29], como se muestra en la Figura 4.
Básicamente el tratamiento de endurecimiento por precipitación en las
aleaciones estudiadas consta de dos etapas en el tratamiento térmico:
a) Solubilización de los elementos endurecedores (Si-Mg) mediante un
calentamiento del material durante el tiempo preciso a la temperatura superior

INTRODUCCIÓN
13
a la de solvus para conseguir la disolución total o parcial de la fase secundaria y
la homogeneización química de la fase estable. Después se realiza un
enfriamiento rápido hasta la temperatura ambiente con objeto de mantener en
solución sólida sobresaturada a los elementos de aleación.
b) Descomposición de la solución sólida metaestable para formar la estructura
de precipitado. Esta descomposición puede ser a temperatura ambiente
(envejecimiento natural) o puede ser necesario un calentamiento (a una
temperatura inferior a la de solvus) para favorecer la precipitación
(envejecimiento artificial). La precipitación de segundas fases a partir de una
solución sólida sobresaturada (α) tiene lugar según la secuencia (1.2):
α → GP→ β´´→ β´→ β (1.2)
Donde:
α es la solución sólida sobresaturada.
GP son las zonas de Guinier-Preston de primer orden, que consisten en
clusters de átomos de Mg y Si y vacantes, coherentes con la matriz y
con forma esférica.
β´´ Es la zona de Guinier-Preston de segundo orden. Es una fase
metaestable que aparece en forma de finas agujas orientadas en la
dirección [1 0 0]. Estas zonas no se forman por encima de 220ºC, y son
coherentes con la matriz. La composición es próxima a MgSi.
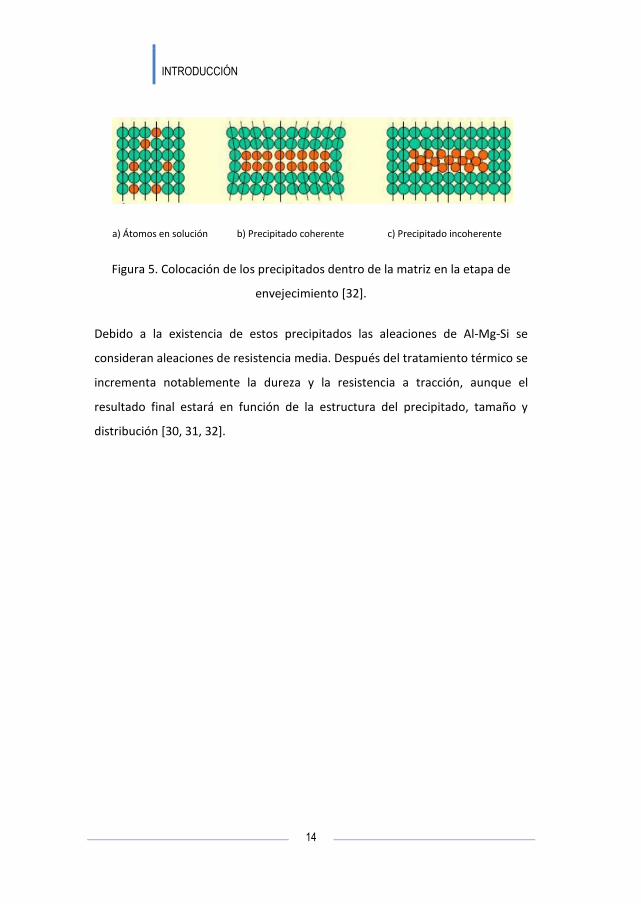
β´ es una fase parcialmente coherente con la matriz, con forma
cilíndrica. Su composición es próxima a Mg1.7Si.
β es la fase final estable y totalmente incoherente con la matriz Figura
5). Se corresponde al compuesto intermetálico Mg2Si con una
estructura cúbica centrada en caras.
INTRODUCCIÓN
14
Figura 5. Colocación de los precipitados dentro de la matriz en la etapa de
envejecimiento [32].
Debido a la existencia de estos precipitados las aleaciones de Al-Mg-Si se
consideran aleaciones de resistencia media. Después del tratamiento térmico se
incrementa notablemente la dureza y la resistencia a tracción, aunque el
resultado final estará en función de la estructura del precipitado, tamaño y
distribución [30, 31, 32].
a) Átomos en solución b) Precipitado coherente c) Precipitado incoherente

INTRODUCCIÓN
15
1.2. CORROSIÓN EN ALEACIONES DE ALUMINIO
El aluminio tiene más resistencia a la corrosión que muchos otros metales
debido a la protección conferida por una fina capa de oxido de aluminio o
alúmina (Al2O3), de entre 20 y 100Å de espesor, que se crea sobre su superficie
con carácter continuo y homogéneo [33].
Las aleaciones de aluminio son, por lo general, menos resistente a la corrosión
que el metal de alta pureza. Es debido a que las aleaciones metálicas están
constituidas por fases con distinta composición química que la matriz [34]. En
estos casos, pueden aparecer problemas de corrosión galvánica con ataque
selectivo sobre la fase más activa. Los elementos y fases con mayor
electronegatividad (más negativos) son los que serán disueltos (oxidación) por
la solución corrosiva. En la figura 6, se indican los potenciales normales de
reducción de algunos sistemas.
Electrodo Potencial (V)
Au3+ + 3e- �� Au +1.50
Ag+ + e- � � Ag +0.80
Cu2+ + 2e- � � Cu +0.34
2H+ + 2e- � � H2 0.00
Pb2+ +2 e- � � Pb -0.13
Fe2+ + 2e- � � Fe -0.44
Zn2+ + 2e- � � Zn -0.76
Al3+ + 3e- � � Al -1.67
Mg2+ + 2e- � � Mg -2.34
Figura 6. Serie electroquímica de potenciales normales de reducción.

INTRODUCCIÓN
16
Se observa que el potencial normal del aluminio es relativamente bajo, -1.6 V
en comparación con otros elementos. Por tanto, el comportamiento del
aluminio a la corrosión será sensible a pequeñas cantidades de impurezas en el
metal, todas las cuales, a excepción del Mg, tienden a ser catódicas con relación
al Al.
1.2.1. Pasivación natural del aluminio
La capa de óxido natural que se desarrolla en la superficie del aluminio se
genera conforme a la reacción química (1.3):
2 2 3
32 Al
2Al O O+ →
(1.3)
Esta capa de pasivación se compone de 2 subcapas, presentadas en la figura 7.
Figura 7. Representación esquemática de las partes de la capa de pasivación de
alúmina en Al. (También se muestra el efecto del sellado) [33].
• Capa barrera: Es la subcapa interior, que se desarrolla en contacto con el
metal base. Es una capa compacta y amorfa. Actúa como barrera protectora
frente a la corrosión, bloqueando el intercambio de iones.

INTRODUCCIÓN
17
• Capa porosa. Es una subcapa permeable en contacto con el ambiente y por
encima de la capa barrera. Está formada por alúmina hidratada (AlO (OH) ó
Al(OH)3).
Algunas de las características de esta capa de alúmina son las siguientes:
• La concentración de elementos aleantes en la aleación puede influenciar de
manera positiva o negativa sobre la susceptibilidad a la corrosión, porque
estos aleantes tienen capacidad para modificar las propiedades de la capa
de óxido natural (figura 8). Algunos elementos pueden reforzar la resistencia
a la corrosión produciendo una mezcla de óxidos en la superficie con
estructura coherente. Por ejemplo el Mg tiene un efecto positivo en la
respuesta a la corrosión de las series 5000 y 6000. Por el contrario,
elementos como el Cu provocan problemas de corrosión en aleaciones de la
serie 2000 y 7000 [35,36,37].
Figura 8. Alteración de la capa anódica por la presencia de constituyentes (unos
se disuelven formando burbujas y otros permanecen) [33].
• La disolución de la capa protectora de alúmina depende de la magnitud del
pH de la solución corrosiva [38]. El proceso de disolución puede acelerarse
en medios fuertemente ácidos o de alta alcalinidad. Normalmente, esta

INTRODUCCIÓN
18
capa de óxido es estable en medios con pH entre 4.0 y 8.5. Los límites de
este rango varían con la temperatura, con la forma específica de la capa de
óxido y con la presencia de sustancias que puedan formar complejos
solubles o sales insolubles con el aluminio. La condición para la estabilidad
de la capa protectora de Al2O3 está representada por la gráfica de Pourbaix
en la figura 9, donde se representa el potencial frente al pH [39].
Figura 9. Diagrama de Pourbaix para Al [39].
• La capa se repara con rapidez ante cualquier daño por abrasión o golpe. La
peor condición para el aluminio frente a la corrosión es aquella en la que se
está destruyendo la capa pasiva continuamente y minimice la cantidad de
oxígeno para que se regenere.
• La diferente densidad entre la capa de alúmina y el aluminio genera en la
superficie tensiones residuales de compresión, que favorecen los procesos
de mecanizado.
Corrosión ácida
Corrosión alcalina
Pasivación

INTRODUCCIÓN
19
1.2.2. Mecanismos de corrosión en aleaciones Al-Mg-Si
Las aleaciones del sistema Al-Mg-Si (serie 6xxx) se caracterizan por tener una
moderada resistencia mecánica y una excelente resistencia a la corrosión. Estos
motivos hacen de estas aleaciones una buena opción para ser utilizadas en
aplicaciones industriales, y en particular en estructuras marinas [40].
A pesar de las buenas prestaciones en corrosión estas aleaciones son
susceptibles de sufrir corrosión intergranular como resultado de la precipitación
de distintas fases en los bordes de grano después del tratamiento térmico.
Cuando estas fases se disuelven producen cavidades que pueden actuar como
lugares de nucleación de picaduras.
Atendiendo a estos procesos a continuación se presenta una breve descripción
de los mecanismos de corrosión intergranular y corrosión por picaduras, para
pasar a describir cómo se desarrollan estos fenómenos en las aleaciones objeto
de estudio en este trabajo de investigación.
1.2.2.1. Corrosión intergranular
La corrosión intergranular es un tipo de corrosión selectiva que se produce
cuando el ataque se localiza en los bordes de grano del material metálico.
Los bordes de grano son zonas en las que se produce la precipitación y
segregación de segundas fases. Se trata por tanto, de regiones física y
químicamente distintas de la matriz, lo que da lugar a la formación de
microceldas galvánicas.
Cuando el material está expuesto a un medio agresivo se puede producir la
disolución selectiva de los bordes de grano, mientras el grano de la matriz

INTRODUCCIÓN
20
queda sin atacar [41]. Como consecuencia de ello, se pierde la coherencia entre
granos y el material reduce significativamente los valores de sus constantes
mecánicas habituales.
La corrosión intergranular dependerá de la composición de la aleación y de los
procesos termomecánicos que se hayan producido en ella.
• Los precipitados pueden ser zonas electroquímicamente activas, o bien
puede darse el caso contrario, haciendo que las zonas de bordes de grano
sean catódicas. En general, si se trata de una fase precipitada por
transformación en estado sólido a partir de la matriz, el ataque tiene lugar
preferentemente en la proximidad de la interfase, y es más severo si se trata
de interfases coherentes debido a las tensiones internas derivadas de la
distorsión reticular que sufre la fase matriz para adaptarse a la retícula de la
fase precipitada. Por ejemplo, en el caso de las aleaciones Al-Cu-Mg las
partículas intermetálicas del tipo Al3Fe y Al2Cu son catódicas respecto a la
matriz produciendo un acoplamiento galvánico muy severo [42, 43].
• Los tratamientos térmicos de solubilización como el T3 y T4 son menos
sensibles que los procesos térmicos de envejecimiento del tipo T6, debido a
que en este caso es más probable la existencia de intermetálicos en las
proximidades del borde de grano. En este último caso, para evitar mejorar la
respuesta frente a la corrosión, se suele realizar un segundo tratamiento
térmico (tipo T65) para conseguir una redistribución uniforme de las
partículas intermetálicas. Por ejemplo, las aleaciones de la serie 7xxx (Al-Zn-
Mg-Cu) son más resistentes a la corrosión intergranular porque los
precipitados que se forman después de los tratamientos térmicos tienen un
potencial de electrodo similar al de la matriz.
INTRODUCCIÓN
21
1.2.2.2. Corrosión por picaduras
Este tipo de corrosión se da preferentemente en los materiales metálicos
pasivables, como es el caso del aluminio y sus aleaciones [44]. La corrosión se
inicia por la rotura localizada de la película pasiva y se propaga por la acción del
medio corrosivo disolviendo la matriz.
La resistencia a la corrosión por picaduras está determinada por dos factores
[45, 46]:
• La presencia de determinados aniones en el electrolito (fundamentalmente
halogenuros, Cl-, F-,..) en contacto con el metal.
• La energía de picadura, Ep, que representa la estabilidad electroquímica de
la película. Es la energía mínima de una solución particular para que se
produzca corrosión por picadura. Si el material trabaja por debajo de este
potencial, la picadura pierde su actividad y deja de progresar. Para el
aluminio, el potencial de picadura en presencia de cloruros es de -0.4 V. Es
un valor muy bajo y por tanto es un material con alto riesgo de ataque por
picadura en estos medios. Por el contrario metales como el Ti y Ta tienen
potenciales de picadura en presencia de cloruros del orden de 10 y 25 V,
respectivamente, lo que significa que prácticamente son inmunes a este tipo
de corrosión.
Estudio realizados para examinar la influencia de algunos parámetros
atmosféricos sobre la formación y crecimientos de picaduras durante la
corrosión del aluminio, han demostrado que la densidad de picaduras
evoluciona de diferente manera en el tiempo, en función del tipo de elementos
contenidos en el medio donde trabaja el material [47, 48, 49]. En la figura 10 se
INTRODUCCIÓN
22
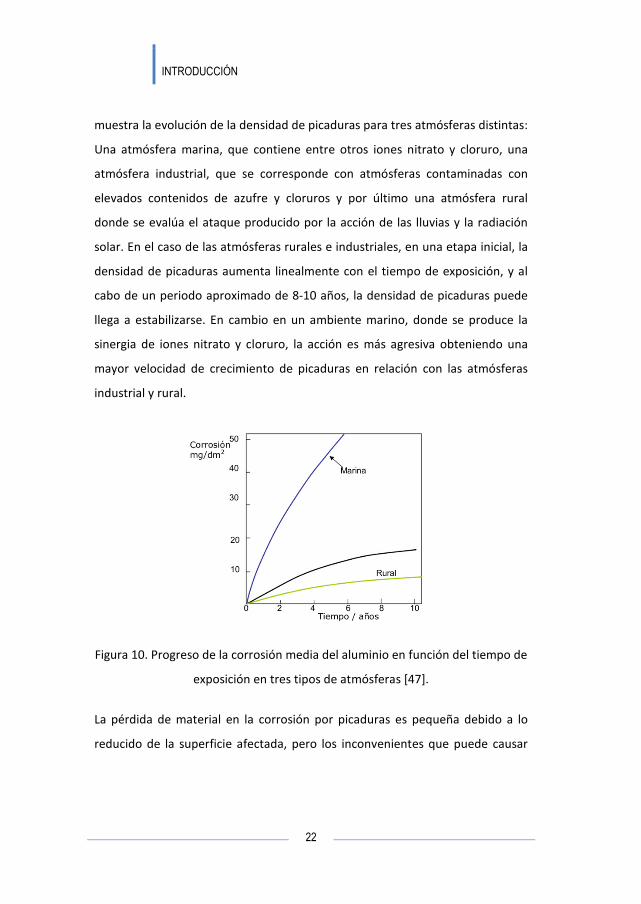
muestra la evolución de la densidad de picaduras para tres atmósferas distintas:
Una atmósfera marina, que contiene entre otros iones nitrato y cloruro, una
atmósfera industrial, que se corresponde con atmósferas contaminadas con
elevados contenidos de azufre y cloruros y por último una atmósfera rural
donde se evalúa el ataque producido por la acción de las lluvias y la radiación
solar. En el caso de las atmósferas rurales e industriales, en una etapa inicial, la
densidad de picaduras aumenta linealmente con el tiempo de exposición, y al
cabo de un periodo aproximado de 8-10 años, la densidad de picaduras puede
llega a estabilizarse. En cambio en un ambiente marino, donde se produce la
sinergia de iones nitrato y cloruro, la acción es más agresiva obteniendo una
mayor velocidad de crecimiento de picaduras en relación con las atmósferas
industrial y rural.
Figura 10. Progreso de la corrosión media del aluminio en función del tiempo de
exposición en tres tipos de atmósferas [47].
La pérdida de material en la corrosión por picaduras es pequeña debido a lo
reducido de la superficie afectada, pero los inconvenientes que puede causar
INTRODUCCIÓN
23
pueden ser más importantes que en el caso de la corrosión uniforme, porque el
ataque profundiza con mayor rapidez.
La densidad de picaduras dependerá del tipo de aluminio, y puede estimarse en
una media de (104 - 1010) picaduras/cm2. A pesar de este número tan elevado
de picaduras incipientes en la superficie del material, sólo algunas de ellas
crecerán y continuarán propagándose en el metal base, conforme a las
siguientes reacciones químicas:
• Oxidación (reacción anódica): En una primera fase el Al pierde 3 e-, para
convertirse en ión disuelto en el medio acuoso Al3+.
32 2 3Al Al e+ −→ + (1.4)
Los cationes se hidrolizan según la reacción del tipo:
32 33 ( ) 3Al H O Al OH H
+ ++ → + (1.5)
Simultáneamente a estas reacciones anódicas se producirán otras reacciones
catódicas en las que se recogerán los e- liberados.
• Reducción (reacción catódica): En el medio corrosivo serán posibles tres
tipos de reacciones termodinámicas en función del pH del medio.
o Soluciones alcalinas y neutras: Como pueden ser el agua de mar y la
humedad atmosférica. Se producen iones hidróxido.
2( ) 2 ( ) ( )
23 6 6
3g l aq
O H O e OH− −+ + → (1.6)
INTRODUCCIÓN
24
o Soluciones muy ácidas. Soluciones con un alto contenido de iones
hidrógeno (H+), como pueden ser soluciones de nítrico, sulfúrico, etc. En
esos casos se produce Hidrógeno molecular.
( ) 2( )6 6 3aq gH e H
+ −+ →
(1.7)
o Medios ácidos débiles. En este caso los iones de oxígeno e hidrógeno se
combinan para formar agua.
2 24 4 2 0O H e H+ −+ + → (1.8)
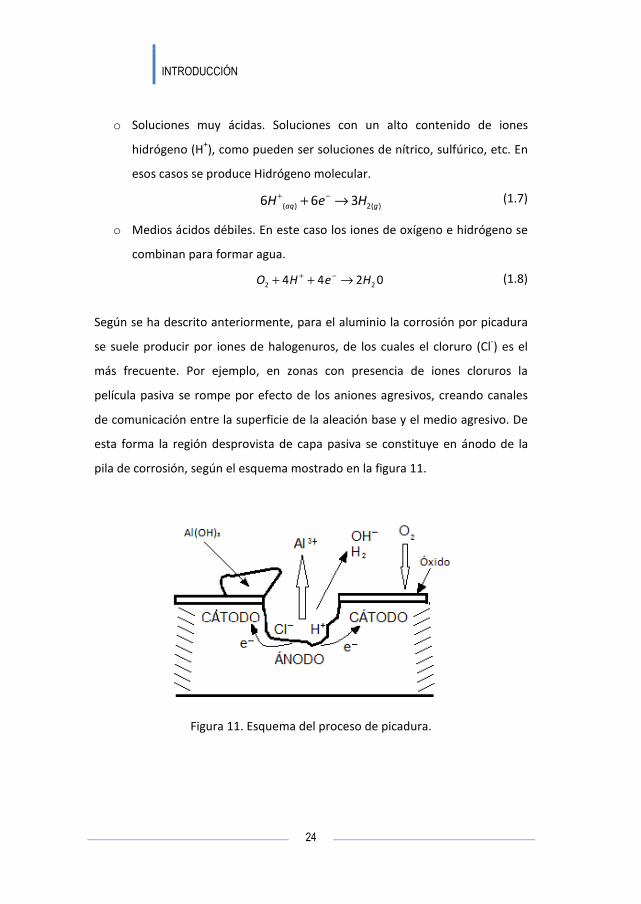
Según se ha descrito anteriormente, para el aluminio la corrosión por picadura
se suele producir por iones de halogenuros, de los cuales el cloruro (Cl-) es el
más frecuente. Por ejemplo, en zonas con presencia de iones cloruros la
película pasiva se rompe por efecto de los aniones agresivos, creando canales
de comunicación entre la superficie de la aleación base y el medio agresivo. De
esta forma la región desprovista de capa pasiva se constituye en ánodo de la
pila de corrosión, según el esquema mostrado en la figura 11.
Figura 11. Esquema del proceso de picadura.

INTRODUCCIÓN
25
Como resultado de la hidrólisis de los cationes descrita en la ecuación (2) se
produce la acidificación local en la cavidad por la reducción del pH, lo que sitúa
a esta región fuera de la zona de pasividad del diagrama de Pourbaix (Figura 9),
concretamente en la zona de corrosión ácida, lo que significa que ya no es
posible la regeneración de la capa pasiva.
Una vez iniciada la cavidad, el proceso de corrosión prosigue hacia el interior.
Para balancear el exceso de iones con carga positiva (cationes y protones)
producida por las reacciones (1) y (2), los iones de cloro migran hacia el interior
de la picadura, resultando en la formación de HCl y causando la aceleración de
la propagación de la picadura (en ambiente ácido).
En el caso de las aleaciones, en las que está presente más de una fase con
distinta composición química, la resistencia a la corrosión por picaduras será
diferente en cada una de ellas [50, 51]. De manera que algunas tendrán un
potencial de picadura inferior, serán más débiles y sobre ellas tendrá lugar
antes y con mayor facilidad la nucleación y desarrollo de picaduras. En otros
casos, como las fases que contienen Fe actuarán como cátodos provocando la
disolución de la matriz de Al. Alrededor de estas partículas catódicas se
producirán reacciones de reducción con la consiguiente alcalinización, y como
se ha mencionado anteriormente la capa de óxido no es estable en ambientes
alcalinos, así que se disolverá (picaduras alcalinas).
1.2.2.3. Morfología de las picaduras
El ataque por picaduras se localiza en zonas aisladas de la superficie, afectando
a un porcentaje pequeño de ésta. Su tamaño no suele superar más de 1 o 2
mm2 por cada picadura, y se propaga hacia el interior del metal formando
pequeños túneles que avanzan con bastante rapidez, ya que en las zonas

INTRODUCCIÓN
26
afectadas la velocidad de corrosión suele ser alta. La corrosión por picaduras
puede producir picaduras con la boca abierta (no cubiertas) o cubiertas por una
semipermeable capa de productos de corrosión.
Las picaduras pueden tener distintas morfologías, semiesféricas, con forma de
copa. Otras veces son anchas y abiertas, revelando así la estructura cristalina
del metal, o pueden tener una forma totalmente irregular [52, 53]. En las
figuras 12 y 13 se muestran las formas comunes de picaduras divididas en dos
grupos: picaduras verticales y laterales.
Figura 12. Tipos de picaduras verticales [52].
Figura 13. Tipos de picaduras laterales [52].
INTRODUCCIÓN
27
1.2.3. Factor de concentración de tensiones y de intensidad en picaduras
Este método permite tratar una picadura como una grieta de fatiga (grieta
equivalente), asumiendo que la picadura no seguirá aumentado por el
fenómeno de corrosión [54]. La grieta equivalente tiene la profundidad de la
picadura más profunda b y el diámetro de la picadura de diámetro máximo 2c,
incluyendo la coalescencia de picaduras.
1.2.3.1. Concentración de tensiones basado en la teoría de elasticidad lineal
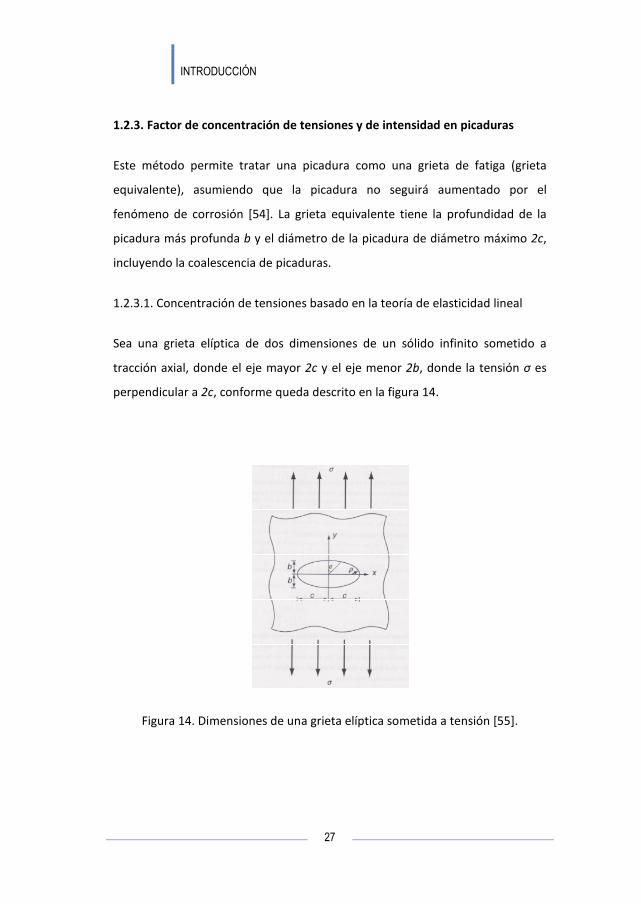
Sea una grieta elíptica de dos dimensiones de un sólido infinito sometido a
tracción axial, donde el eje mayor 2c y el eje menor 2b, donde la tensión σ es
perpendicular a 2c, conforme queda descrito en la figura 14.
Figura 14. Dimensiones de una grieta elíptica sometida a tensión [55].

INTRODUCCIÓN
28
La superficie elíptica queda descrita por la ecuación:
1
2
2
2
2
=+b
y
c
x
(1.9)
La tensión σyy en el borde agudo de la grieta se puede expresar según la
ecuación de Inglis:
)
21(
b
cyy +=σσ
(1.10)
Donde σ es la tensión remota aplicada de manera perpendicular al eje mayor de
la elipse.
El radio de curvatura en el extremo de la grieta perpendicular al semieje mayor
se puede expresar en función de b y c como:
c
b 2=ρ
(1.11)
Combinando las ecuaciones anteriores se tiene:
)21()0,(ρ
σσc
ycxyy +==±=
(1.12)
De esta manera, se puede definir el factor de concentración de tensiones kt:
1 2yy
t
ck
σ
σ ρ= = +
(1.13)

INTRODUCCIÓN
29
1.2.3.2. Factor de intensidad de tensión para planchas grandes con grietas
elípticas y semi-elípticas
Considerando una plancha que contiene una grieta elíptica. Vamos a suponer
que tiene como eje mayor y menor de la elipse 2c y 2b respectivamente. El
factor de intensidad de tensiones, KI, para la elipse embebida en la plancha
variará a lo largo de la grieta en función del ángulo ø. Cuando las dimensiones
de la plancha son mucho más grandes que b y c se tiene que:
( )4
122 cossin φφ
πσ+
Ψ=
bK I
(1.14)
Donde Ψ es la integral elíptica de segundo orden:
1
222
2
2
0
1 1 sinb
dc
π
ψ ϕ ϕ
= − −
∫ (1.15)
KI es máximo cuando ø= 90º, siendo en este caso particular:
+=
2
2
88
3
c
bππψ
(1.16)
Sin embargo, las picaduras se deben considerar como aproximadamente como
grietas semielípticas [55]. En este caso el factor de intensidad de tensiones
viene dado por:
Q
bI
πσ12.1=Κ
(1.17)

INTRODUCCIÓN
30
Donde, el múltiplo 1.12 es el factor de superficie, σ es la tensión aplicada, Q es
el parámetro de forma de la grieta extraído de Ψ, de manera que Q= Ψ2 en el
límite elástico, σ/ σ0�0, donde σ0 es el límite elástico del material. Si se
sustituye la ecuación (1.16) en (1.17) tenemos que:
2
88
3
12.1
+
=Κ
c
b
bI
ππ
πσ
(1.18)
Donde KI es el factor de intensidad de tensiones en el modo I de fractura (modo
de tracción), σ en el caso de un ensayo de fatiga es la máxima tensión de
tracción alcanzada durante los ciclos aplicados, b es la profundidad de la
picadura y c es el radio de apertura de la picadura en la superficie.
1.2.4. Influencia de los precipitados en la corrosión de sistemas AlSiMg
A pesar de las buenas prestaciones en corrosión estas aleaciones son
susceptibles de sufrir corrosión intergranular como resultado de la precipitación
de distintas fases en los bordes de grano después del tratamiento térmico. En la
bibliografía [56, 57] se propone que esta tendencia puede ser debido a
concentraciones en exceso de Si en comparación con la relación
estequiométrica Mg/Si en la fase Mg2Si y la consiguiente precipitación de
partículas de Si, o la precipitación de fases asociadas a la adicción de elementos
aleantes como el Cu en pequeñas proporciones, o por la disolución anódica de
la fase intermetálica Mg2Si en los bordes de grano.
Estudios preliminares [58, 59] demuestran que las partículas de tipo Mg2Si
tienden a ser anódicas con respecto a la matriz y actúan como lugares
preferenciales para el inicio de la corrosión. Cuando estas fases se disuelven

INTRODUCCIÓN
31
producen cavidades, que pueden actuar como lugares de nucleación de
picaduras.
En estudios posteriores, Zeng F.L. et al. [60] proponen que en un estadio inicial
del proceso de corrosión los precipitados de Mg2Si son anódicos con respecto a
la matriz de Al, y la disolución anódica tiene lugar preferentemente en la
superficie de estos precipitados. Sin embargo durante el proceso de corrosión,
el Mg es el principal elemento disuelto debido a su mayor potencial
electroquímico, lo que da lugar al enriquecimiento de Si. Esto hace que la fase
Mg2Si se mueva hacia un potencial más positivo. Como resultado la fase
corroída de Mg2Si se convierte en catódica respecto a la matriz de Al,
favoreciendo la disolución anódica y corrosión del Al en la región periférica de
esta fase.
Además, estos autores proponen que los mecanismos de corrosión en las
aleaciones Al-Mg-Si, serán diferentes en función del ratio Mg/Si.
• En las aleaciones con una relación Mg/si mayor que 1.73 solamente la fase
Mg2Si precipita en los bordes de grano y el proceso de corrosión tiene lugar
según el mecanismo descrito en el párrafo anterior. Además, y debido a que
la fase Mg2Si precipita en los bordes de grano de manera discontinua, no
existe un canal de corrosión continuo en el borde de grano. Por este motivo,
la aleación es insensible a la corrosión intergranular. En la figura 15 se
muestra un esquema de este mecanismo de corrosión.

INTRODUCCIÓN
32
Figura 15. Mecanismo de corrosión en Al-Mg-Si con n(Mg)/n(Si)>1.7 [60].
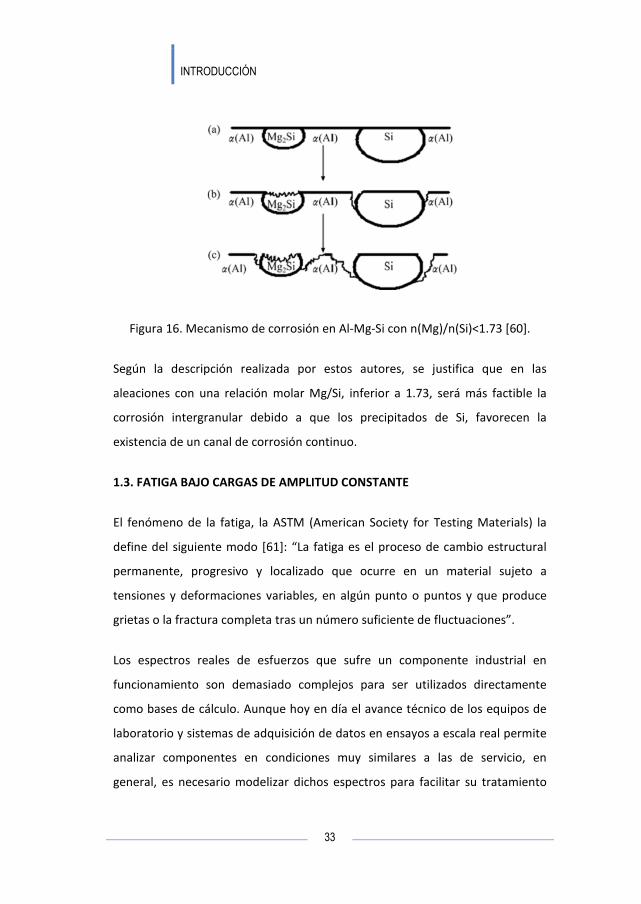
• En aleaciones con una relación molar de Mg/Si menor que 1.73 (como es el
caso de la aleación 6082, objeto de estudio en esta tesis), se produce la
precipitación en los bordes de grano de las partículas de Mg2Si y de Si. En
una primera etapa como el potencial de corrosión de Mg2Si es negativo con
respecto a la matriz de Al y de Si, la corrosión ocurre en la superficie de las
partículas de Mg2Si. Además, debido al carácter catódico de las partículas de
Si, se producirá la disolución anódica y corrosión de la matriz en la periferia
de estas partículas. Esto es, la corrosión se inicia en los bordes de grano, en
las partículas de Mg2Si y también en la matriz que circunda las partículas de
Si, según se muestra en la figura 16. Según continúa el proceso se corrosión,
la fase de Si sigue actuando como zona catódica, y continúa acentuando el
proceso de corrosión de la matriz de Al en el entorno de estas partículas.
Mientras que en la fase Mg2Si, el Si que favorece la disolución del Mg,
transforma el potencial de la fase Mg2Si en catódico con respecto a la
matriz, dando lugar a la corrosión del Al.
INTRODUCCIÓN
33
Figura 16. Mecanismo de corrosión en Al-Mg-Si con n(Mg)/n(Si)<1.73 [60].
Según la descripción realizada por estos autores, se justifica que en las
aleaciones con una relación molar Mg/Si, inferior a 1.73, será más factible la
corrosión intergranular debido a que los precipitados de Si, favorecen la
existencia de un canal de corrosión continuo.
1.3. FATIGA BAJO CARGAS DE AMPLITUD CONSTANTE
El fenómeno de la fatiga, la ASTM (American Society for Testing Materials) la
define del siguiente modo [61]: “La fatiga es el proceso de cambio estructural
permanente, progresivo y localizado que ocurre en un material sujeto a
tensiones y deformaciones variables, en algún punto o puntos y que produce
grietas o la fractura completa tras un número suficiente de fluctuaciones”.
Los espectros reales de esfuerzos que sufre un componente industrial en
funcionamiento son demasiado complejos para ser utilizados directamente
como bases de cálculo. Aunque hoy en día el avance técnico de los equipos de
laboratorio y sistemas de adquisición de datos en ensayos a escala real permite
analizar componentes en condiciones muy similares a las de servicio, en
general, es necesario modelizar dichos espectros para facilitar su tratamiento
INTRODUCCIÓN
34
max min
max min
min
max
2
2
+=
∆ = = −
=
m
a
S SS
S S S S
SR
S
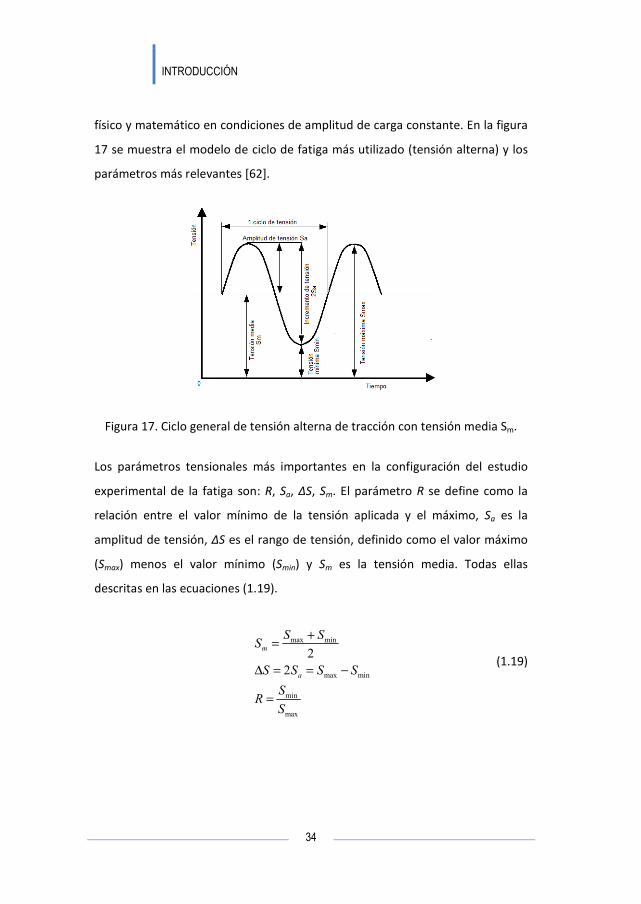
físico y matemático en condiciones de amplitud de carga constante. En la figura
17 se muestra el modelo de ciclo de fatiga más utilizado (tensión alterna) y los
parámetros más relevantes [62].
Figura 17. Ciclo general de tensión alterna de tracción con tensión media Sm.
Los parámetros tensionales más importantes en la configuración del estudio
experimental de la fatiga son: R, Sa, ΔS, Sm. El parámetro R se define como la
relación entre el valor mínimo de la tensión aplicada y el máximo, Sa es la
amplitud de tensión, ΔS es el rango de tensión, definido como el valor máximo
(Smax) menos el valor mínimo (Smin) y Sm es la tensión media. Todas ellas
descritas en las ecuaciones (1.19).
(1.19)
INTRODUCCIÓN
35
1.3.1. Aproximaciones al estudio de la fatiga
El conocimiento del comportamiento del material frente a cargas variables con
el tiempo es una herramienta fundamental para el diseño y desarrollo de
máquinas y estructuras sometidas a fatiga. Siendo necesaria su cuantificación,
en los programas experimentales de laboratorio se utilizan diversos tipos de
ensayos de fatiga sobre probetas. Los tres tipos de metodologías más
extendidos para caracterizar el comportamiento a fatiga de los materiales bajo
cargas de amplitud constante son los siguientes.
1.3.1.1. Curvas S-N. Fatiga de alto número de ciclos (HCF)
Las curvas S-N o curvas de Wöhler, representan el número de ciclos (N) hasta la
fractura final que se pueden aplicar sobre el material a un nivel de amplitud o
rango de tensión (S), por debajo del límite elástico. Dado que las cargas son
relativamente bajas y que la deformación cíclica está confinada en el rango
elástico, la vida a fatiga hasta rotura puede ser bastante elevada. En este
sentido el estudio de las curvas S-N se aplican al estudio de la fatiga a vidas
largas (HCF, High Cicles Fatigue).
Las curvas S-N proporcionan la información de la resistencia a fatiga para cada
duración, es decir, valor máximo de la tensión alternante para cada número de
ciclos, o bien la duración esperada para cada valor de la tensión alternante. En
este diagrama existe un valor de la tensión por debajo del cual la duración es
infinita, es decir, la probeta no rompe por causa del esfuerzo. Este límite es lo
que se conoce como límite de fatiga Se (figura 18). Asociado a esta tensión
límite, existe una duración, un número de ciclos, que una vez alcanzada,
asegura que la probeta no romperá con esa tensión. Esta duración marca el
límite entre la duración limitada y la duración infinita.

INTRODUCCIÓN
36
Figura 18. Comparativa de curvas S-N (escala log) para diferentes tipos de
aleaciones [63].
En el caso de los aceros, el límite de fatiga representa claramente la parte del
diagrama en la cual la tendencia de la curva S-N es una línea horizontal. Este
límite de fatiga se localiza en el entorno de los 106 ciclos [63].
Para las aleaciones no ferrosas, como ocurre con las aleaciones de aluminio, los
ensayos de laboratorio parecen indicar que no existe un límite de fatiga, o una
rama asintótica en la curva S-N. En estos casos se establece por convenio que el
límite de fatiga se alcanza a un número determinado de ciclos en función de la
pieza, material o sector de aplicación. Esta duración que marca teóricamente el
límite entre la duración finita e infinita se denomina Número de Ciclos
Tecnológico, Ng.
La curva de Wöhler puede ser modelizada utilizando la relación paramétrica
conocida como ley de Basquin [64]. El ajuste de Basquin equivale a expresar la

INTRODUCCIÓN
37
resistencia a fatiga como una recta de pendiente b en un diagrama S-N en
escala bi-logarítmica.
( )2
b b
fS S N AN= =
(1.20)
Donde S es la amplitud de la tensión, N el número de ciclos en el que se
produce el fallo de la muestra, A y m son los coeficientes de ajuste
característicos del material y de las condiciones de ensayo, que se determinan
de forma experimental. A representa el coeficiente de resistencia a fatiga, esto
es, la tensión necesaria para producir la rotura del material cuando se aplica un
ciclo de carga (para la mayoría de los metales aproximadamente igual a la
tensión verdadera de fractura, corregida por estricción) y b, es el exponente de
fatiga o exponente de Basquin, que caracteriza la sensibilidad del cambio en el
número de ciclos a rotura, cuando se aplica un determinado nivel de tensión.
Para la mayoría de los metales se encuentra en el rango -0.05 a -0.12.
En el método S-N se contempla la fatiga como un todo y no se distingue inicio y
propagación de grieta. Esto ha conducido a profundizar en la construcción de
modelos teóricos que se adapten mejor a las características físicas del
fenómeno de la fatiga. El primer paso en este sentido ha sido el estudio y
evaluación por separado de las vidas de inicio y de propagación de grieta. La
primera a través del método de la deformación local y la segunda mediante la
mecánica de la fractura.
1.3.1.2. Curvas ε-N. Fatiga de bajo número de ciclos (LCF)
La diferencia entre LCF y HCF se basa en la cantidad relativa de deformación
elástica y plástica presente en el material. Si la deformación elástica es
relativamente pequeña en comparación con la deformación plástica, es más

INTRODUCCIÓN
38
adecuado realizar el análisis en control de deformación, asociado a la
evaluación de las curvas deformación (ε) frente al número de ciclos a rotura (N).
Posiblemente la justificación práctica más común para trabajar en LCF es el
estudio de materiales sometidos a cargas cíclicas en los que existen defectos
superficiales. Estos defectos pueden ser asimilados a entallas o concentradores
de tensiones. Debido a estas entallas, cuando el material es solicitado a un
determinado nivel de carga, aparecen deformaciones plásticas a nivel local en el
entorno de la entalla. El efecto de constricción que produce la existencia de un
volumen grande de material deformado elásticamente alrededor del pequeño
volumen de material en el entorno del vértice del concentrador, puede
provocar que las tensiones y deformaciones en los concentradores se
incrementen en un factor 3 ó 4 respecto a las zonas remotas.
Las condiciones en esa región del concentrador son de deformación impuesta
más que de tensión impuesta, aún cuando las cargas nominales actuantes se
encuentren controladas por tensión. En estos casos, resulta más apropiado
considerar la vida a fatiga del componente bajo condiciones de deformación
controlada [65].
Para determinar las curvas ε-N, lo más preciso es realizar ensayos
experimentales de laboratorio. Otra alternativa es abordar el cálculo mediante
la Ecuación de la Pendiente Universal o de Manson-Hirschberg.
Este ajuste puede ser empleado como una primera aproximación a la curva
deformación-vida a la fatiga para ciclos de carga alternativos (totalmente
reversibles) para probetas sin entalla. La ventaja de esta metodología es que
permite caracterizar la respuesta a fatiga en deformación utilizando los
parámetros del ensayo estático de tracción (resistencia a tracción σu, ductilidad,

INTRODUCCIÓN
39
D, y módulo de elasticidad, E). En función de estos valores, el rango de
deformación se expresa como:
0.12 0.6 0.63.5 uf fN D N
σε − −∆ = +
Ε (1.21)
Donde la ductilidad, D, se expresa en función del % de reducción de área (%RA):
100ln100 %
= −
DRA (1.22)
Los primeros estudios en esta línea fueron realizados en 1965 [66],
correlacionando los resultados de 29 tipos de materiales. En el año 1986 se
realizó una nueva propuesta para los coeficientes de ajuste con 50 tipos de
materiales [67]. En ambos casos los resultados demostraron que ambas
aproximaciones eran igualmente buenas, debido a que en general, se mantiene
la relación inversamente proporcional entre resistencia a tracción y ductilidad.
Según esta aproximación y de manera similar al estudio presentado por
Morrow [68], el rango de deformación total queda dividido en una rama
elástica y otra plástica. La rama elástica sigue un comportamiento similar al
propuesto por Basquin, y el comportamiento plástico se ajusta a la tendencia de
la ecuación de Coffin-Manson [69]. Combinando estas dos ecuaciones se
describe la relación entre la amplitud total de deformación y el número de
ciclos a rotura, según se muestra en la figura 19.

INTRODUCCIÓN
40
Figura 19. Rango de deformación frente a número de ciclos a fatiga [69].
El valor de la vida a fatiga donde las componentes de deformación elástica y
plástica son iguales se denomina Transición de la Vida a Fatiga, NT. Según
Ladgraf y Manson [70, 71] la vida de transición depende de la dureza y puede
ser expresada por la ecuación:
( )
5
/10007
3.436 10
2.555 10=T HB
xN
x
(1.23)
En los aceros, teniendo en cuenta la relación entre la resistencia a tracción y la
dureza Brinell:
( ) 500σ =u psi HB (1.24)
Se obtiene la relación:
( )
53.444
20.13γ
=TN
(1.25)
Esta misma expresión es válida para otro tipo de aleaciones ajustando en el
valor de γ el módulo de elasticidad:

INTRODUCCIÓN
41
33 10σ
γ
=
uxE
(1.26)
Para vidas inferiores a NT la deformación es principalmente plástica, mientras
que para vidas a fatiga mayores, la deformación se produce en el régimen
elástico. Para la mayoría de los materiales su valor es del orden de 102 – 104.
Por este motivo, las curvas S-N, que representan el régimen elástico se grafican
normalmente a partir de 103 ciclos. En la tabla 1 se muestran los datos
tabulados para el valor de NT de algunas aleaciones de aluminio y aceros.
También se incluyen los valores de resistencia a tracción, σu y reducción de área
(%RA).
Tabla 1. Transición de vida a fatiga para distintos materiales.
Material 2N T
(Ciclos)
σσσσu
(MPa)
RA
(%)
AA-2014-T6 658 510 25
AA-2024-T351 314 469 25
AA-6082-T6 105 311 29
AA-7075-T6 368 579 33
SAE 1045 8,222 724 65
SAE 5160 1,624 1,669 42
AISI-310 24,722 641 64

INTRODUCCIÓN
42
La ecuación propuesta por Manson para describir la curva e-N a partir de los
ensayos de tracción y los datos de tensión-deformación verdadera, es la
siguiente:
0.12 0.6 0.63.5σ
ε ε− −∆ = +Εuts
f f fN N
(1.27)
Si se representan sobre un mismo gráfico la superposición de las curvas ε-N
correspondientes a materiales de distintas características, (figura 20), se
observa que los materiales dúctiles presentan, en la zona de vidas cortas, un
mejor comportamiento que los más resistentes, mientras que en la zona de
vidas largas sucede al contrario. Por desgracia ductilidad y resistencia suelen
estar reñidas por lo que el compromiso óptimo entre ambas características,
desde el punto de vista de la fatiga debe evaluarse con cierto detenimiento, en
especial cuando sobre un mismo componente actúan solicitaciones de muy
diversa magnitud.
Figura 20. Ejemplo de curvas correspondientes a materiales dúctiles y
resistentes. Ductilidad y resistencia, aspectos contrapuestos.

INTRODUCCIÓN
43
1.3.1.3. Aproximación de la mecánica de la fractura. Curvas da/dN
La mecánica de la fractura permite abordar el estudio del fallo de materiales
introduciendo como variable la longitud de grieta. En esta aproximación el
material no es perfecto; se asume que pueden existir pequeños defectos, que
actúan como concentradores de tensiones modificando el campo tenso-
deformacional en zonas localizadas del material con respecto a las zonas
alejadas de estos defectos.
Según los desarrollos matemáticos basados en las disciplinas de resistencia de
materiales [72] y mecánica de la fractura [73], se puede demostrar que el
estado de tensión en el extremo de una grieta, en régimen elástico, es función
de un término denominado factor de intensidad de tensión K, que en el caso de
grietas del modo I (modo normal al plano de grieta) está definido por la
ecuación:
σ π=IK Y a (1.28)
Donde σ es la tensión remota aplicada, a es la longitud de la grieta e Y es un
factor adimensional que tiene en cuenta la geometría de la misma.
En el caso de las solicitaciones de fatiga, como los esfuerzos varían entre dos
valores (uno máximo y otro mínimo), el factor de intensidad de tensión variará
entre un valor máximo Kmax y otro mínimo Kmin con un rango de variación
definido por:
max min∆ = −K K K (1.29)
INTRODUCCIÓN
44
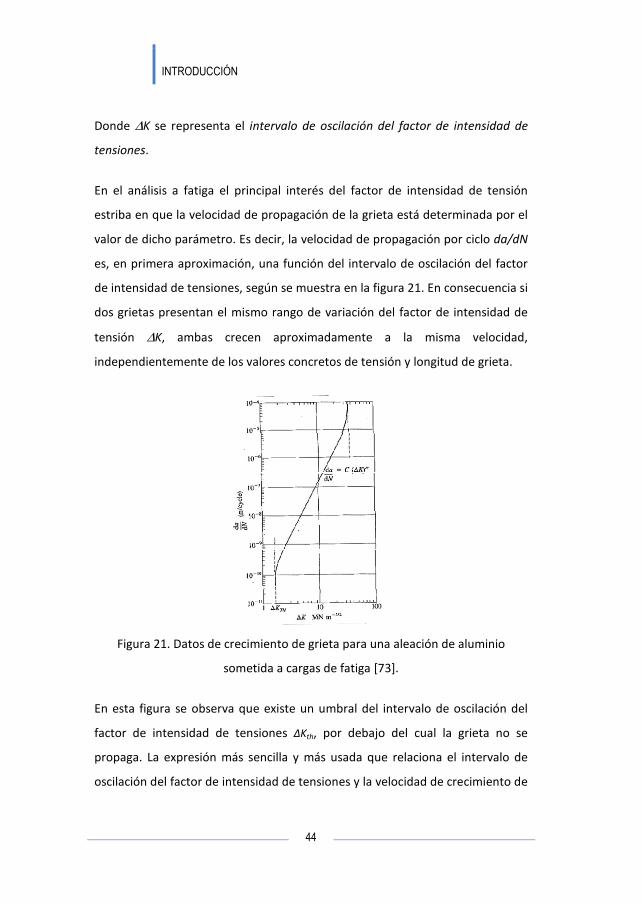
Donde ∆K se representa el intervalo de oscilación del factor de intensidad de
tensiones.
En el análisis a fatiga el principal interés del factor de intensidad de tensión
estriba en que la velocidad de propagación de la grieta está determinada por el
valor de dicho parámetro. Es decir, la velocidad de propagación por ciclo da/dN
es, en primera aproximación, una función del intervalo de oscilación del factor
de intensidad de tensiones, según se muestra en la figura 21. En consecuencia si
dos grietas presentan el mismo rango de variación del factor de intensidad de
tensión ∆K, ambas crecen aproximadamente a la misma velocidad,
independientemente de los valores concretos de tensión y longitud de grieta.
Figura 21. Datos de crecimiento de grieta para una aleación de aluminio
sometida a cargas de fatiga [73].
En esta figura se observa que existe un umbral del intervalo de oscilación del
factor de intensidad de tensiones ΔKth, por debajo del cual la grieta no se
propaga. La expresión más sencilla y más usada que relaciona el intervalo de
oscilación del factor de intensidad de tensiones y la velocidad de crecimiento de

INTRODUCCIÓN
45
grieta es la ecuación de Paris-Erdogan, que toma la forma definida en la
siguiente ecuación:
( )= ∆
mdaC K
dN (1.30)
Donde C y m son constantes de los materiales que dependen de factores
ambientales o de tensiones residuales.
La resistencia a la fractura queda determinada por un valor crítico de K, al que
se denomina tenacidad a la fractura, KIC (en modo I) que depende del material,
temperatura, velocidad de deformación, factores ambientales, espesor, etc…
= ICK K (1.31)
El parámetro KIC se utiliza como criterio de diseño a la fractura estática, pero
también representa el valor del factor de intensidad de tensión máximo Kmax en
el último ciclo de una rotura por fatiga.
Valores típicos de C, m y ΔKth se pueden ver en la tabla 2[74].
Tabla 2. Constantes de la curva ( )da dN f K= ∆ .
Material ΔKth
(MNm-3/2
) m
C
(x10-11
)
Acero estructural 2.0 - 5.0 3.8 - 4.2 0.07 - 0.11
Aleación de aluminio 1.0 - 2.0 2.6 - 3.9 3 - 19

INTRODUCCIÓN
46
1.3.2. Etapas en el crecimiento de grietas de fatiga
La fractura de materiales que están sometidos a cargas cíclicas se puede
estudiar como un proceso que se produce en dos etapas (o tres si incluimos la
rotura final) según la descripción realizada por Forsyth [75], cada una de las
cuales se manifiesta de modo distinto sobre la superficie de fractura [76].
En este punto se describen las tres fases, prestando especial atención a la fase
de inicio y a los factores que favorecen la nucleación de microgrietas.
1.3.2.1. Fase de incubación e inicio de microgrietas
El proceso de fallo por fatiga se inicia por la nucleación de una grieta en el
interior o en la superficie del material. Estas microgrietas actuarán como
concentradores de tensiones y serán lugares preferenciales para el desarrollo
de las grietas de fatiga.
Los lugares de inicio de las grietas de fatiga son muy reducidos de tamaño, por
lo general no se extienden más de 2 o 5 granos desde el origen [77]. En esta
etapa las microgrietas avanzan en planos muy alineados con las direcciones de
la tensión cortante máxima (en planos de deslizamiento) y la superficie de
fractura en este nivel refleja una apariencia cristalina. Durante esta etapa los
límites de grano actúan como obstáculos al crecimiento de la grieta por lo que
las estructuras de grano fino presentan mejor comportamiento frente a la fatiga
que las de grano grueso.
Por otra parte, el inicio de una microgrieta o la existencia de un defecto
superficial no están vinculados estrictamente con el fin de la vida a fatiga del
material. En algunos casos las grietas pueden desarrollarse en un estadio inicial
en la vida del componente, y sin embargo, la rotura puede producirse al cabo
INTRODUCCIÓN
47
de un número de ciclos muy elevado. En otros casos las grietas críticas no se
desarrollan hasta alcanzado casi el final de la vida del componente. Y otras
veces, para un nivel tensional determinado, es posible que las grietas aparezcan
pero que no crezcan (non-propagating cracks), siendo necesario un incremento
del nivel de tensión el cual puede reactivar la grieta en el grano vecino,
continuando su crecimiento.
Factores que controlan el inicio de grietas.
El desarrollo de las microgrietas en fatiga está vinculado básicamente a tres
factores. Aunque estos tres aspectos están, por lo general, vinculados entre sí
(por ejemplo las irregularidades superficiales pueden desarrollarse por flujo
plástico) para acometer su estudio es preferible analizarlos por separado:
• Deformación plástica y deslizamiento:
Como resultado del movimiento alternativo, propio del proceso de fatiga, en el
interior del material se generan zonas con deformaciones plásticas por efecto
de los esfuerzos cortantes en los planos cristalinos, mediante un mecanismo
denominado deslizamiento (movimiento de dislocaciones). Este deslizamiento
repetido genera lugares vacantes en la red cristalina que, coincidiendo en un
punto dado y en número suficiente, pueden originar huecos en el interior del
material, y ser focos potenciales de posteriores grietas. Los mecanismos que
gobiernan la manera en que las dislocaciones interactúan para producir nuevas
dislocaciones y defectos cristalinos está ampliamente desarrollado en la
literatura [78,79]. En la figura 22 se muestra un ejemplo de uno de los modelos
propuestos en la interacción de defectos.
INTRODUCCIÓN
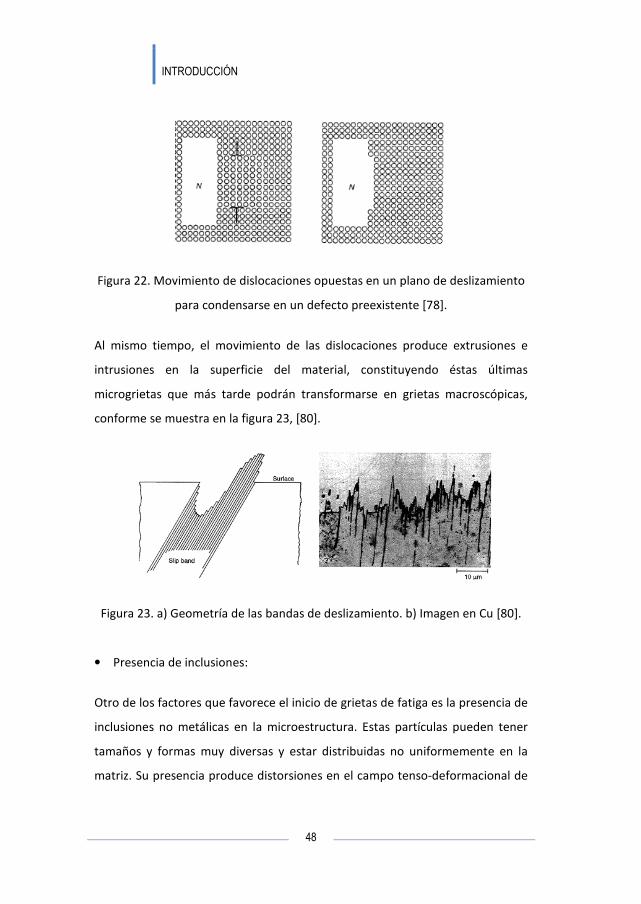
48
Figura 22. Movimiento de dislocaciones opuestas en un plano de deslizamiento
para condensarse en un defecto preexistente [78].
Al mismo tiempo, el movimiento de las dislocaciones produce extrusiones e
intrusiones en la superficie del material, constituyendo éstas últimas
microgrietas que más tarde podrán transformarse en grietas macroscópicas,
conforme se muestra en la figura 23, [80].
Figura 23. a) Geometría de las bandas de deslizamiento. b) Imagen en Cu [80].
• Presencia de inclusiones:
Otro de los factores que favorece el inicio de grietas de fatiga es la presencia de
inclusiones no metálicas en la microestructura. Estas partículas pueden tener
tamaños y formas muy diversas y estar distribuidas no uniformemente en la
matriz. Su presencia produce distorsiones en el campo tenso-deformacional de

INTRODUCCIÓN
49
la matriz debido a las diferencias estructurales, y pueden ser consideradas
como concentradores de tensiones locales
partículas frágiles que pueden fracturar a un nivel de tensiones bajo. A estos
factores hay que añadir que la interfase partícula
producirse fácilmente la descohesión entre ambas fases.
Figura 24. Inicio de grieta de fatiga en la superficie de una partícula de segunda
fase en la aleación AA2024-T4, trascurrido un 5% de la vida a fatiga
• Estado de la superficie del material:
Dado que el fenómeno de la fatiga empieza
estado mecánico de la superficie resulta determinante en la posterior vida a
fatiga del componente.
Por este motivo es necesario tener presente la existencia de
aunque tan solo sea cualitativamente, a fin de
que en unas ocasiones pueden aprovecharse intencionadamente para
aumentar la vida a fatiga (como es el caso de las tensiones residuales de
compresión, que se superponen a la tensión media aplicada exteriormente,
la matriz debido a las diferencias estructurales, y pueden ser consideradas
locales (figura 24). Además suelen ser
partículas frágiles que pueden fracturar a un nivel de tensiones bajo. A estos
factores hay que añadir que la interfase partícula-matriz es débil y puede
producirse fácilmente la descohesión entre ambas fases.
. Inicio de grieta de fatiga en la superficie de una partícula de segunda
T4, trascurrido un 5% de la vida a fatiga [81].
Dado que el fenómeno de la fatiga empieza generalmente en la superficie, el
estado mecánico de la superficie resulta determinante en la posterior vida a
necesario tener presente la existencia de dicho estado
unque tan solo sea cualitativamente, a fin de controlar sus efectos. Efectos
pueden aprovecharse intencionadamente para
(como es el caso de las tensiones residuales de
compresión, que se superponen a la tensión media aplicada exteriormente,
INTRODUCCIÓN
50
restando la tensión nominal real que soporta la pieza), mientras que en otras,
son claramente perjudiciales, como es el caso de las picaduras en materiales
precorroídos [82].
Las picaduras en la superficie del material tienen su origen por la presencia de
un medio agresivo en contacto con el material. Tienen gran influencia en su
posterior comportamiento frente a la fatiga, debido a que se pueden producir
cambios significativos en el trazado de las curvas S-N e incluso en la existencia o
no del límite de fatiga que, a veces, disminuye tanto que difícilmente se
consigue que el material en una aplicación determinada pueda trabajar
sometido a un valor de tensión tan bajo que se asegure una vida indefinida en
servicio [83, 84].
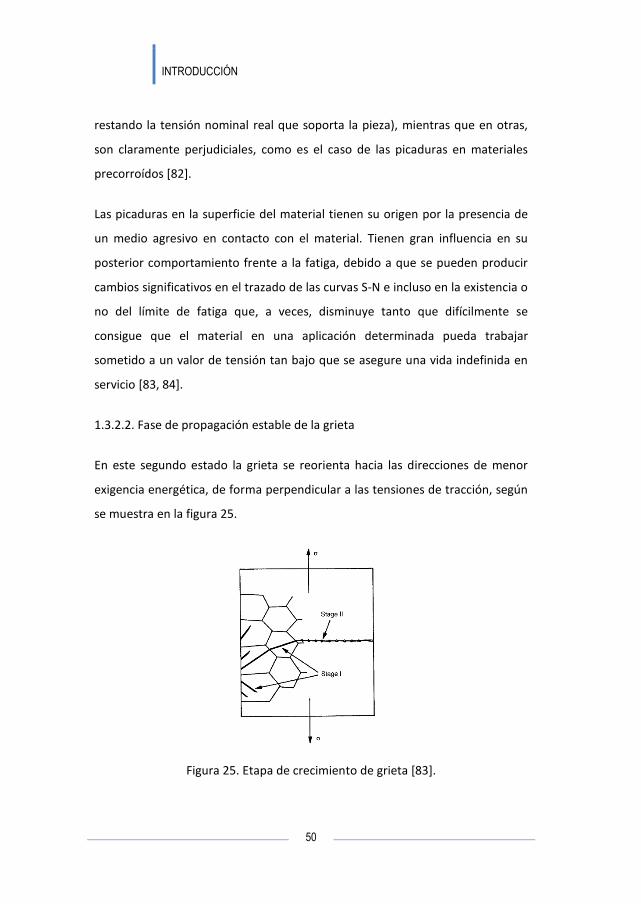
1.3.2.2. Fase de propagación estable de la grieta
En este segundo estado la grieta se reorienta hacia las direcciones de menor
exigencia energética, de forma perpendicular a las tensiones de tracción, según
se muestra en la figura 25.
Figura 25. Etapa de crecimiento de grieta [83].

INTRODUCCIÓN
51
El mecanismo de crecimiento se basa en el enromamiento del extremo de la
grieta para reducir la concentración de tensiones y el flujo plástico asociado.
Como resultado se produce el avance de la grieta para equilibrar la tensión
aplicada y la concentración de tensiones en el extremo de la grieta. Desde el
punto de vista de la superficie de fractura este proceso queda reflejado en las
estrías de fatiga, que reflejan el avance de la grieta en cada ciclo, y que en
muchos casos pueden ser observadas mediante microscopía electrónica de
barrido.
El proceso de crecimiento de la grieta con el número de ciclos se aprecia en la
figura 26. Para un mismo nivel de tensión la grieta crece lentamente al principio
y va aumentando su velocidad de crecimiento de modo progresivo hasta llegar
a la rotura. Dicha velocidad es mayor al aumentar el nivel de tensión.
Figura 26. Longitud de grieta frente a número de ciclos.
Estas curvas describen cualitativamente el fenómeno de la propagación de
grieta pero no son útiles para cuantificarlo, en su lugar se recurre a la mecánica
de la fractura, y en particular a las curvas da/dN y la ley de Paris (mostradas en
el apartado anterior).

INTRODUCCIÓN
52
1.3.2.3. Fase de rotura final de la sección remanente
Cuando el tamaño de la grieta es suficientemente grande, el máximo factor de
intensidad de tensiones durante el ciclo se aproxima a KIC (figura 21). Para estos
niveles de ∆K los “poppings” (pequeñas zonas rotas por clivaje) son frecuentes y
la velocidad de crecimiento se acelera aun más por estas contribuciones frágiles
a su propagación. Llega un momento en que se alcanza el valor de KIC y la
propagación se convierte en catastrófica: la pieza rompe por clivaje (frágil) o
coalescencia de microcavidades (dúctil).
Este último estadio de la fatiga, en general, carece de interés. La velocidad de
crecimiento es tan grande que el número de ciclos consumidos en esta fase
apenas cuenta en la vida de la pieza.
1.3.3 Evaluación del límite de fatiga por métodos estadísticos
En muchas aplicaciones industriales el límite de fatiga, Se, es en un criterio de
selección de materiales porque define el margen de seguridad con el que puede
trabajar un componente.
Su determinación experimental implica la realización de una gran cantidad de
ensayos, con elevados costes de ejecución y tiempo. Además, por muy cuidadas
que sean las condiciones de ensayo, los defectos internos o las irregularidades
de mecanizado entre otras causas, provocan que los resultados presenten
siempre cierta dispersión, como se muestra en la figura 27. Por estos motivos
para la determinación práctica del límite de fatiga es preciso el empleo de
herramientas estadísticas.
En la literatura existen publicadas diferentes metodologías estadísticas para
realizar el cálculo del límite de fatiga [85, 86, 87]. En este apartado se analizará

INTRODUCCIÓN
53
el método de la escalera, que es la metodología convencional utilizada en estos
cálculos y el de máxima verosimilitud, que ha sido el método elegido en este
trabajo de investigación [88]. Esta metodología de cálculo estadístico resulta ser
mucho más versátil y además permite hacer ensayos a niveles intermedios de
tensiones, aprovechando toda la información disponible incluso de niveles de
tensión lejanos al límite de fatiga.
Figura 27. Distribución normal del límite de fatiga [88].
1.3.3.1. Método de la escalera (staircase)
El método de la escalera comienza prefijando un valor de tensión So al que se
someterá a la primera probeta, superior al valor aproximado esperado para Se,
a partir de hipótesis basadas en referencias previas. Si la probeta falla antes del
valor de Ng definido por convenio para Se, el siguiente ensayo se realiza a un
nivel de tensión inferior calculado con un escalón determinado. Si esta
sobrevive a ese número de ciclos en el siguiente ensayo se aumenta en un
escalón. Es decir, los ensayos bajan o suben de tensión, según rompan antes de
alcanzar la vida prevista como límite de fatiga o no. Las ecuaciones propuestas

INTRODUCCIÓN
54
en 1985 por Rice [89] para determinar el límite de fatiga en función del número
de fallos nf y del número de supervivientes (“run-outs”, nr) son las siguientes:
0
0
1* ,
2
1* ,
2
= + ∆ − <
= + ∆ − >
∑
∑
ie f r
f
ie f r
r
fS S S i n n
n
rS S S i n n
n
(1.32)
Donde Se es el límite de fatiga, S0 es la tensión al mínimo nivel de tensión
considerado que contenga al menos un fallo (nivel i=0), ΔS es el salto de tensión
entre escalones consecutivos e i indica los diferentes niveles de tensión.
En el mejor de los casos, si los incrementos entre escalones son pequeños, el
resultado será una buena estimación, en caso contrario, se introducirá una
excesiva inexactitud en el valor del límite. Esto es debido a que resulta un
procedimiento de ensayo excesivamente rígido, ya que sólo se puede ensayar
un escalón más alto o bajo que el predeterminado, sin posibilidad de ensayar a
niveles intermedios, ni redefinir el incremento de los escalones.
1.3.3.2 Método de máxima verosimilitud (Likelihood function)
En el método de máxima verosimilitud se adopta la hipótesis de normalidad en
la distribución del límite de fatiga, es decir se supone que para un número de
ciclos de vida dados, la tensión de ensayo de las probetas supervivientes se
distribuye de forma normal [90].
La función de verosimilitud se define como la probabilidad de obtener la
muestra observada, y para una función de distribución normal dada de media ��
y desviación típica ∆, dicha función de verosimilitud se representa mediante la
ecuación:

INTRODUCCIÓN
55
1
[1 ( , , )] [ ( , , )]=
= − ∆ ∆∏nstresses
ri fi
i i
i
V F S x F S x
(1.33)
donde ri representa el número de “run-outs” al nivel de carga i-ésimo, y fi el
número de fallos observados al mismo nivel de carga, F es la probabilidad
acumulada de fallo, correspondiente a una función normalmente distribuida de
media �� y desviación típica ∆:
21 1
( , , ) exp[ ( ) ]22π
−∞
−∆ = ∫ −
∆∆
S x xF S x dx
(1.34)
Para hacer máxima la verosimilitud, se deben calcular los valores de �� y ∆ que
hacen máxima la probabilidad definida en la ecuación (1.33), es decir, la
posición del máximo en la superficie que define la función (1.34). Una manera
de hacerlo consiste en hacer máximo su logaritmo neperiano, en lugar de su
valor absoluto, porque el logaritmo es una función monótona creciente en el
valor de la variable y resulta mucho más sencillo de calcular, disponiendo de las
adecuadas herramientas informáticas.
1
ln [ ln(1 ) ln ]nstresses
i i i i
i
V r F f F=
= − +∑
(1.35)
Donde, por simplicidad, Fi representa F(Si, ��, ∆).
Para calcular el máximo de la ecuación (1.35) hay que obtener las derivadas
parciales con respecto a las incógnitas �� y ∆ e igualarlas a cero. Con este
planteamiento, se obtiene un sistema de dos ecuaciones no lineales con dos
incógnitas, �� y ∆. La resolución del sistema, permite calcular el límite de fatiga y
la desviación asociada.

INTRODUCCIÓN
56
1.4. CARACTERÍSTICAS Y PROPIEDADES DE LA ALEACIÓN AA6082
Son aleaciones de aluminio de la serie 6xxx. Conforme a las especificaciones de
la norma ISO (International Standards Organization) se denominan aleaciones
AlSi1MgMn. Se trata de una aleación relativamente nueva, que en los últimos
años ha reemplazado a la aleación A6061 (AlSiMgCu) en numerosas
aplicaciones, convirtiéndose en una de las aleaciones más importantes de la
serie 6xxx. En la figura 28 se muestra la posición de la aleación 6082 en relación
al resto de las aleaciones de la serie 6xxx en función del contenido de Si y Mg.
Figura 28. Rango de composición en % de Mg y Si para las aleaciones 6xxx [91].
La composición química que se recoge en las normas para la aleación 6082 se
muestra en la tabla 3. El contenido estimado de Mg2Si es de 1.4%. Este valor
está por debajo del límite máximo de solubilidad, que es de 1.85% a 595ºC. Las
fases principales que se esperan encontrar son: α-Al, Mg2Si. Además, en su
composición cabe destacar la elevada cantidad de manganeso. Este elemento

INTRODUCCIÓN
57
es el que controla la estructura de grano de la aleación y permite obtener una
aleación de elevada resistencia.
Tabla 3. Rango de composición química de la aleación AlSi1MgMn (6082).
(Cantidades expresadas en % en peso)
Si Mg Mn Fe Cr Zn Cu Ti Otros Al
Mínimo 0.7 0.6 0.4 -- -- -- -- -- --
Máximo 1.3 1.2 1 0.5 0.25 0.2 0.1 0.1 0.10 Resto
Las aplicaciones más comunes son en los siguientes sectores: En el sector naval
(construcciones navales y plataformas marítimas) [91], obras civiles y militares,
estructuras ligeras de ferrocarril, elementos de suspensión y componentes del
chasis en vehículos, tecnología nuclear, sistemas hidráulicos, equipamiento de
minas, calderería, mástiles y timones para barcos (especialmente agua dulce),
andamios y estructuras para carpas y pabellones, tornillería, remaches,
moldes,…
Cabe destacar el importante incremento, que ha tenido en la última década, el
consumo de este material en forma de láminas de espesor medio y para
extrusiones en el sector naval.
1.4.1. Tratamientos térmicos
Con objeto de conseguir las máximas prestaciones en cuanto a la respuesta
mecánica de las aleaciones de aluminio termoendurecibles, es importante
controlar las variables del procesado termomecánico, que de manera global

INTRODUCCIÓN
58
consisten en un tratamiento térmico de solubilización, temple y maduración.
Los tratamientos más comunes para la aleación AA6082 son los siguientes:
• O: Recocido y recristalizado.
• T4: Consiste en un tratamiento térmico de solubilización a 530 oC, seguido
de un proceso de temple en agua a 40 oC. Finalmente el envejecimiento
natural hasta alcanzar la condición estable (8 días mínimo).
• T6: El tratamiento térmico o de bonificación T6 consta de tres fases [92],
según se muestra en la figura 29.
a) Recocido por disolución. La aleación se calienta a una temperatura en
la que aumenta la cantidad de soluto en la solución sólida. El término
recocido indica que el calentamiento también reblandece la aleación.
En estas aleaciones la solubilización se realiza en el intervalo de 520 oC a
550 ºC, durante un periodo de 4-6 horas. En estas condiciones se
consigue tener una concentración máxima de Si y Mg en la red de Al, sin
llegar al punto de fusión.
b) Templado. Se realiza para formar una solución sobresaturada a
temperatura ambiente. Es la etapa más crítica de la serie de
procedimientos de tratamiento térmico. La velocidad de templado debe
ser mayor que la velocidad de enfriamiento crítico para conservar la
composición a la temperatura de recocido por disolución y para formar
una solución sobresaturada del soluto o fase. El templado se realiza en
agua a 40 oC.

INTRODUCCIÓN
59
c) Precipitación del soluto o fase de forma artificial (bonificado). El
endurecimiento de la aleación se consigue precipitando la fase
sobresaturada mediante un calentamiento del material a una
temperatura moderada superior a la ambiente. De esta forma se
producen fases incoherentes con la matriz que dificultan las
deformaciones plásticas y endurecen la aleación. La maduración
artificial se puede producir calentando entre 175º y 300 ºC durante un
tiempo entre 6 a 8 horas.
Figura 29. Esquema con las etapas de tratamiento térmico T6 [92].
1.4.2. Microestructura
La figura 30 representa la microestructura típica de la aleación comercial
AA6082 en el estado T6, donde se observa los granos alargados alineados en la
dirección del laminado, y la dispersión uniforme de las partículas de segunda
fase del tipo Mg2Si.

INTRODUCCIÓN
60
Figura 30. Imagen de la microestructura del material AA6082-T6 [93].
En los últimos años son numerosos los estudios enfocados a estudiar la
microestructura de estas aleaciones y su evolución según diferentes tipos de
tratamientos [94, 95, 96]. Entre estos estudios destacan las investigaciones
realizadas por Mrówka-Nowotnik G. [97] sobre la aleaciones para moldeo
AA6082. Los resultados publicados indican que en el estado de fundición
pueden aparecer hasta cinco tipos diferentes de compuestos intermetálicos en
los bordes de grano. En las siguientes figuras se muestran las metalografías de
la aleación AA6082 después de los tratamientos térmicos. La figura 31
representa una imagen general del aspecto que se observa con una escala de
100 µm. Los diferentes tipos de estructuras que aparecen corresponden a
partículas o clusters de compuestos intermetálicos.
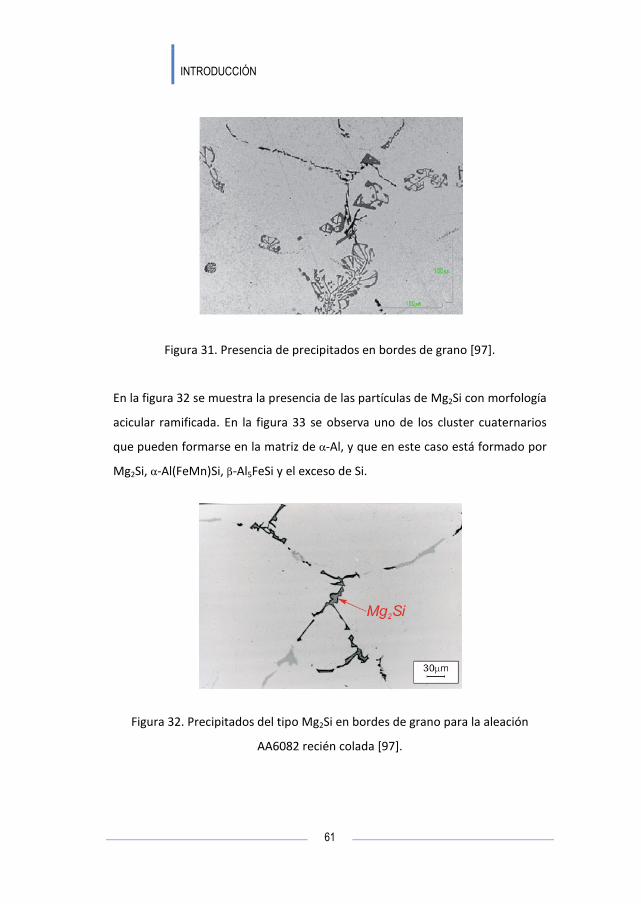
INTRODUCCIÓN
61
Figura 31. Presencia de precipitados en bordes de grano [97].
En la figura 32 se muestra la presencia de las partículas de Mg2Si con morfología
acicular ramificada. En la figura 33 se observa uno de los cluster cuaternarios
que pueden formarse en la matriz de α-Al, y que en este caso está formado por
Mg2Si, α-Al(FeMn)Si, β-Al5FeSi y el exceso de Si.
Figura 32. Precipitados del tipo Mg2Si en bordes de grano para la aleación
AA6082 recién colada [97].

INTRODUCCIÓN
62
Figura 33. Clusters de precipitados en la aleación AA6082 recién colada [97].
1.4.3. Soldabilidad y Maquinabilidad
La aleación AA6082 tiene una buena soldabilidad pero las propiedades
mecánicas se reducen hasta un 30% en la zona de la soldadura y en la zona
afectada por el calor ZAC. Por este motivo es aconsejable hacer un tratamiento
de envejecimiento tras la soldadura para recuperar las características perdidas.
En la figura 34 se observan los resultados de fatiga rotatoria obtenidos por
Missori S. [98], donde se cuantifica el efecto que la soldadura tiene en la
resistencia a fatiga con respecto a la aleación sin soldar. En el rango de 105-106
ciclos los niveles de tensión de fallo para el material sin soldar varían entre 130-
280 MPa, en cambio para el material soldado disminuye hasta 70-100 MPa.
Mg2Si

INTRODUCCIÓN
63
Figura 34. Comparativa de ensayos de fatiga rotatoria en probetas de aluminio
6082-T6 soldadas y sin soldar [99].
1.4.4. Propiedades físicas y mecánicas
Siendo una aleación de la serie 6000 tiene una resistencia mecánica media, a
diferencia del resto de las aleaciones de esta serie. La aleación AA6082-T6 es la
de mayor resistencia mecánica y por este motivo se le considera una aleación
estructural.
En la tabla 4 se han incluido algunas de las propiedades físicas más relevantes
de esta aleación y en la tabla 5 se presentan los datos encontrados en la
bibliografía asociados a sus propiedades mecánicas [99].
En relación a la respuesta frente a cargas dinámica también se le considera una
aleación de resistencia media a la fatiga. En la figura 35 se compara la
resistencia a fatiga en el rango de LCF de la aleación para forja AlSi1MgMn-T6
frente a las aleaciones de moldeo del tipo AlSi7Mg0.3-T6. La mejor resistencia
se debe a la ausencia de porosidad y una microestructura conformada por una
fina y homogénea red de precipitados [100, 101].

INTRODUCCIÓN
64
Tabla 4. Propiedades físicas de la aleación AA6082-T6 a 25ºC.
Propiedad Valor
Peso específico 2.71 g/cm3
Módulo de elasticidad 70 GPa
Intervalo de fusión (575 -650) ºC
Coeficiente de dilatación lineal 23.1x10-6 K
Resistividad eléctrica 3.9 Ohm.m
Conductividad térmica 172 W/m.K
Potencial de disolución -0.83 V
Tabla 5. Propiedades mecánicas de la aleación AA6082-T6 a 25ºC.
Propiedad Valor
Resistencia a tracción 315 MPa
Límite elástico 280 MPa
Alargamiento 12 %
Exponente de resistencia a fatiga -0.07
Coeficiente de resistencia a fatiga 487 MPa
Resistencia a cizalladura 190 MPa
Dureza Vickers 100 HV

INTRODUCCIÓN
65
Figura 35. Comparativa de la vida a fatiga en el rango de bajo número de ciclos
para la aleación de forja AlSi1MgMn (6082) y la aleación de moldeo AlSi7Mg0.3
[102].
La respuesta dinámica frente a medios agresivos ha sido estudiada por Heuler P.
et al. [102] para aleaciones del tipo Al-Mg-Si. La investigación fue realizada en
fatiga rotatoria a frecuencia de 20 Hz sobre probetas sin entallas. En la figura 36
se muestran las curvas S-N de la aleación de forja 6082-T6 frente a otras
aleaciones para moldeo, en aire y en ambiente agresivo correspondiente a un
medio de 5% NaCl. De estas curvas se deduce la mayor resistencia a fatiga de la
aleación A6082-T6 y al mismo tiempo su mayor sensibilidad al fenómeno de
corrosión-fatiga.
En relación al estudio de la propagación de grietas de fatiga y umbrales de
fatiga, destacan los trabajos de Borrego L.P et al. [103, 104]. Estos autores han
evaluado la influencia del coeficiente R en la velocidad de crecimiento de grieta,
cuando el material está sometido a cargas de amplitud constante. Los
resultados se muestran en la figura 37, donde se grafica la velocidad de
crecimiento de grieta, da/dN, frente al intervalo de oscilación del factor de

INTRODUCCIÓN
66
intensidad de tensione, ∆K. En esta figura se aprecia una importante influencia
de R tanto en la vida a fatiga, como en los valores del umbral de fatiga, ∆Kth.
Para un valor de R de -0.25 el umbral se sitúa en 2.39 MPa, mientras que para
ensayos cíclicos de tracción con un valor de R de 0.4 el umbral se desplaza hasta
1.75 MPa, debido al cierre de grieta. Los resultados que estos autores han
obtenido cuando se compara la velocidad de crecimiento de grieta en las
aleaciones 6082-T6 y 6061-T651 se presenta en la figura 38. Estos datos fueron
obtenidos con muestras de 3 mm de espesor y un ratio de carga de 0.05. Se
observa que la velocidad de crecimiento de grieta es inferior en la aleación
6061-T651 que para la aleación 6082-T6, y por tanto en el primer caso la
resistencia a la propagación de grietas es mayor.
Figura 36. Comparativa de la vida a fatiga en el rango de bajo número de ciclos
para la aleación de forja AlSi1MgMn (6082) [103].
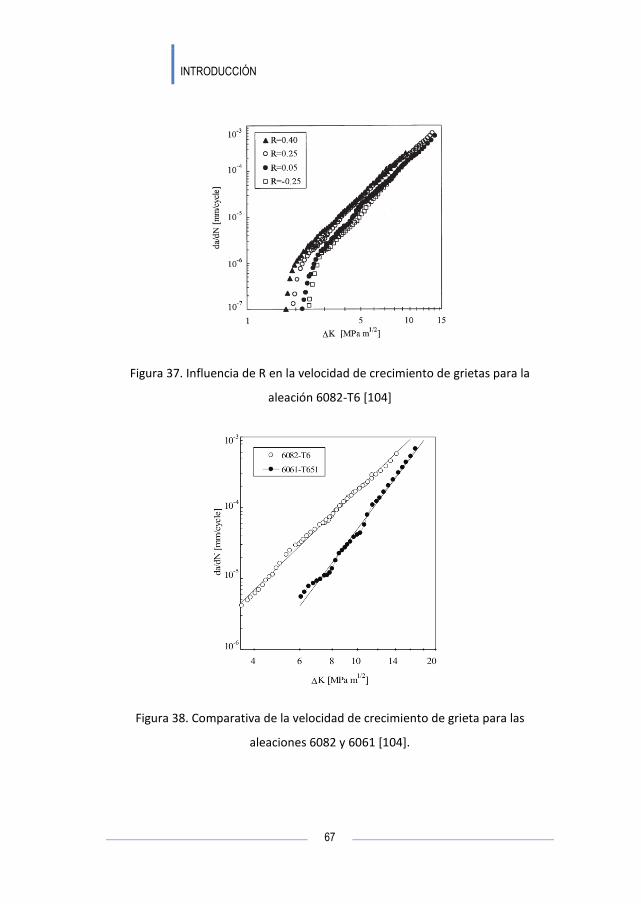
INTRODUCCIÓN
67
Figura 37. Influencia de R en la velocidad de crecimiento de grietas para la
aleación 6082-T6 [104]
Figura 38. Comparativa de la velocidad de crecimiento de grieta para las
aleaciones 6082 y 6061 [104].

68

69
CAPÍTULO 2
2. OBJETIVOS

70
OBJETIVOS
71
2.1. OBJETIVOS
En este apartado se pretende describir el objetivo general que ha motivado el
desarrollo de esta tesis de investigación, así como los objetivos particulares, en
los que se ha buscado generar nuevo conocimiento.
2.1.1. Objetivos generales
El auge del empleo de aleaciones de aluminio en ingeniería, sobre todo a partir
de la segunda mitad del siglo XX, se debe principalmente a su alta resistencia
mecánica específica (relación resistencia/peso) y su buen comportamiento
frente a la corrosión. Dentro de la gama de aleaciones de aluminio endurecibles
por precipitación, las del grupo Al-Mg-Si resultan muy versátiles en un amplio
abanico de industrias por las elevadas prestaciones mecánicas que pueden
alcanzar tras los adecuados tratamientos de envejecimiento. En la última
década han sido muy numerosas las publicaciones orientadas al estudio de la
influencia de los tratamientos térmicos y el contenido del porcentaje en peso
de Si sobre la microestructura de las aleaciones Al-Mg-Si. En estos materiales
con el tratamiento térmico de envejecimiento se consigue una estructura de
precipitado coherente con la matriz que confiere al material las mayores
resistencias a la fatiga.
Ahora bien, se sabe que el comportamiento a la fatiga depende de la
homogeneidad del material y, fundamentalmente, de la uniformidad de la
superficie. Cualquier irregularidad presente puede dar lugar a la iniciación de
grietas haciendo que los valores de resistencia a la fatiga disminuyan de manera
importante, lo que conlleva una drástica disminución de la vida en servicio del
material. Es de prever que las curvas tensión-número de ciclos a rotura (S-N) de
aleaciones de aluminio precorroídas muestren una bajada en los valores de la

OBJETIVOS
72
tensión variable a la que se presenta el fallo después de un determinado
número de ciclos de carga debido a la presencia de las picaduras originadas
durante la corrosión. A parte de las picaduras, otra alteración superficial que
puede afectar a los resultados de fatiga es la presencia de productos de
corrosión distribuidos de manera no uniforme sobre la superficie. Sin embargo,
hay que especificar que aunque la corrosión antes de someter al material a
condiciones de fatiga reduce la tensión variable que las muestras puedan
resistir, la acción simultánea de la corrosión y la fatiga tienen frecuentemente
un efecto marcadamente mayor, por lo que el presente trabajo sólo ofrece una
dimensión parcial del problema que deber ser continuada en estudios
posteriores. Según todo esto, el objetivo fundamental de este trabajo es
caracterizar la influencia del grado de precorrosión en la resistencia a la fatiga
de la aleación Al-Mg-Si 6082.
2.1.2. Objetivos particulares
Como objetivos particulares se plantean los siguientes estudios:
• Caracterización de la rugosidad superficial generada durante la corrosión en
cámara de niebla salina mediante perfilometría de contacto y microscopía
confocal. Se estudiarán las variaciones de diversos parámetros de rugosidad
(Rz, Ra, Rt, etc.,) en función del tiempo de exposición al ambiente salino. En
este caso, con objeto de reproducir la influencia de la rugosidad generada
durante el servicio del material en la resistencia a la fatiga, se evaluarán
tales parámetros sin eliminar los productos de corrosión generados sobre su
superficie.
• En una segunda etapa, se relacionará la rugosidad superficial con los
parámetros de picadura (profundidad de picadura, diámetro superficial de
OBJETIVOS
73
picadura, etc.). En este caso, el estudio se llevará a cabo con la superficie
libre de productos de corrosión. Aunque los valores de rugosidad pueden
deberse a la existencia de numerosos defectos superficiales [105], se puede
considerar que fundamentalmente la corrosión de la superficie y la
generación de picaduras son los principales factores que determinan la
variación de rugosidad en el actual estudio, por lo que se discutirá la
utilización de la rugosimetría como técnica de caracterización del nivel de
corrosión del material estudiado. Se determinarán perfiles en 2D y 3D
generados por microscopía confocal, que permitan determinar con precisión
las morfologías de las picaduras y calcular a partir de ellas sus parámetros
geométricos más importantes (profundidad de picadura, diámetro medio de
picadura en superficie, superficie de la boca de picadura y factor de
concentración de tensiones) con objeto de relacionarlas con la resistencia a
la fatiga de la aleación de aluminio 6082-T6.
• Estudio de la distribución estadística de las picaduras mediante la
microscopia confocal con la utilización de los programas de análisis de
imagen Sensomap y Gwyddion, así como el estudio de la evolución de la
morfología de las picaduras por microscopia confocal y microscopia
electrónica de barrido (SEM).
• Análisis de la evolución de la distribución de los elementos químicos
existentes sobre la superficie del material y de fases presentes antes y
después del proceso de corrosión con objeto de determinar la composición
de los productos de corrosión que se forman durante el proceso.
• Previamente a los ensayos de fatiga, se realizarán ensayos de tracción con el
material sin corroer y corroído con objeto de evaluar las pérdidas de la
resistencia mecánica estática del material y determinar el límite de
OBJETIVOS
74
elasticidad, a partir del cual se referencian los niveles de carga variable que
se utilizarán en los ensayos de fatiga.
• Determinar experimentalmente el comportamiento a fatiga de alto número
de ciclos (HCF) de la aleación corroída y sin corroer. A partir de este estudio
se puede definir un parámetro de diseño para el cálculo del límite de fatiga
relacionado con la corrosión por picaduras con objeto de prever el efecto de
este fenómeno en la pérdida de la resistencia de la aleación. Así mismo se
evaluará estadísticamente por el criterio de máxima verosimilitud la
variabilidad en el límite de fatiga en función del grado de corrosión.
• En las estructuras y componentes que poseen picaduras, éstas actúan como
concentradores de tensión y/o deformación. Estos campos de tensión y de
deformación en la proximidad del concentrador juegan un papel esencial en
la nucleación de fisuras por fatiga y eventualmente en su propagación. Las
cargas cíclicas pueden producir discontinuidades superficiales microscópicas
a partir de escalones producidos por deslizamiento de dislocaciones, los
cuales actuarán como concentradores de la tensión y, por tanto, como
lugares de nucleación de grietas. La etapa de propagación se realiza en dos
etapas. En la primera etapa después de la nucleación la grieta se propaga
muy lentamente y, en una segunda etapa, la velocidad de propagación de la
grieta aumenta de manera considerable y deja de crecer en el eje del
esfuerzo aplicado para comenzar a crecer en dirección perpendicular al
esfuerzo aplicado. Con todo esto, se ha propuesto como último objetivo de
esta tesis un estudio fractográfico de la superficie de fallo para realizar un
análisis cualitativo de las condiciones de generación y propagación de las
grietas originadas. Este estudio se realizará mediante microscopía
electrónica de barrido (SEM).

75
CAPÍTULO 3
3. METODOLOGÍA
EXPERIMENTAL

76
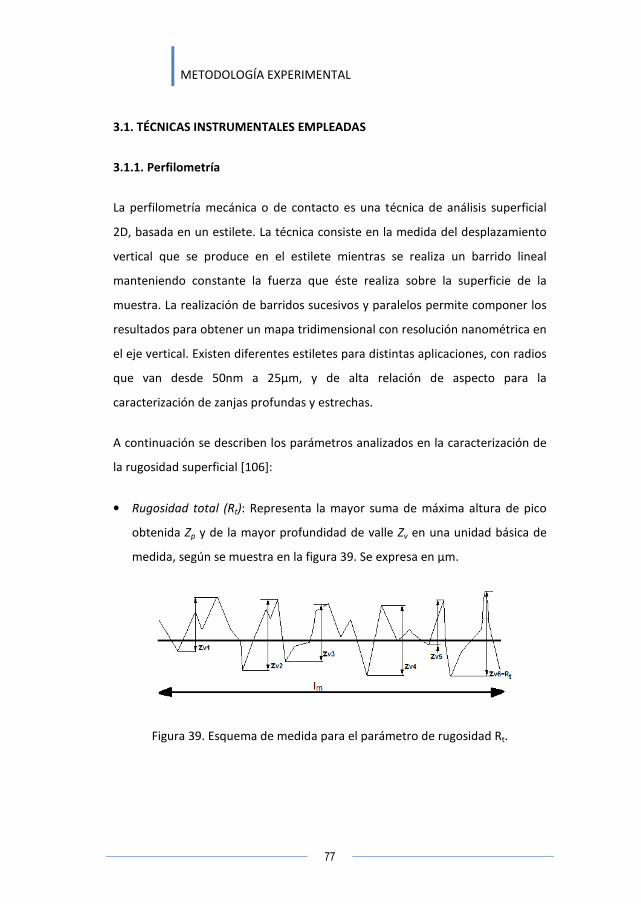
METODOLOGÍA EXPERIMENTAL
77
3.1. TÉCNICAS INSTRUMENTALES EMPLEADAS
3.1.1. Perfilometría
La perfilometría mecánica o de contacto es una técnica de análisis superficial
2D, basada en un estilete. La técnica consiste en la medida del desplazamiento
vertical que se produce en el estilete mientras se realiza un barrido lineal
manteniendo constante la fuerza que éste realiza sobre la superficie de la
muestra. La realización de barridos sucesivos y paralelos permite componer los
resultados para obtener un mapa tridimensional con resolución nanométrica en
el eje vertical. Existen diferentes estiletes para distintas aplicaciones, con radios
que van desde 50nm a 25μm, y de alta relación de aspecto para la
caracterización de zanjas profundas y estrechas.
A continuación se describen los parámetros analizados en la caracterización de
la rugosidad superficial [106]:
• Rugosidad total (Rt): Representa la mayor suma de máxima altura de pico
obtenida Zp y de la mayor profundidad de valle Zv en una unidad básica de
medida, según se muestra en la figura 39. Se expresa en µm.
Figura 39. Esquema de medida para el parámetro de rugosidad Rt.
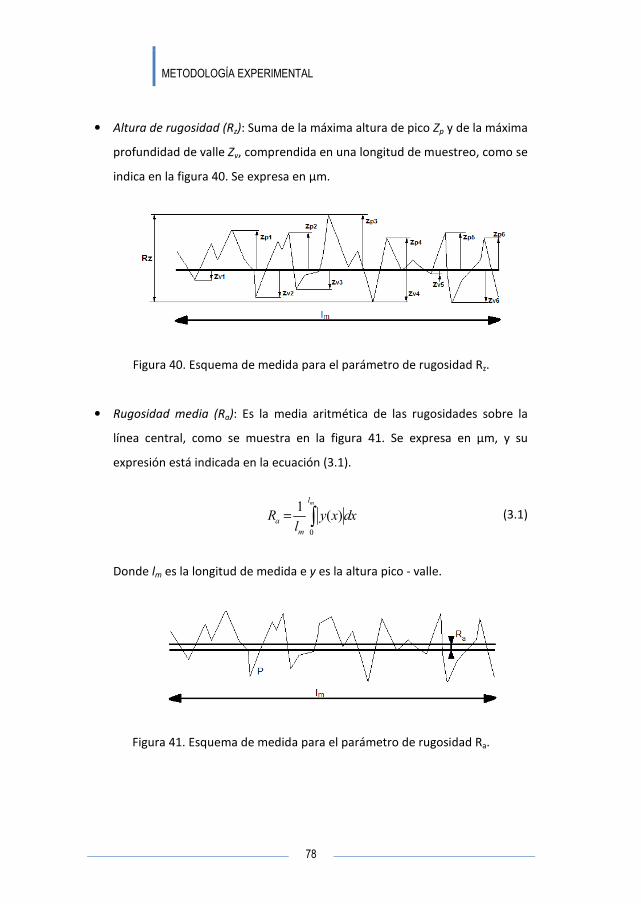
METODOLOGÍA EXPERIMENTAL
78
• Altura de rugosidad (Rz): Suma de la máxima altura de pico Zp y de la máxima
profundidad de valle Zv, comprendida en una longitud de muestreo, como se
indica en la figura 40. Se expresa en µm.
Figura 40. Esquema de medida para el parámetro de rugosidad Rz.
• Rugosidad media (Ra): Es la media aritmética de las rugosidades sobre la
línea central, como se muestra en la figura 41. Se expresa en µm, y su
expresión está indicada en la ecuación (3.1).
0
1( )
ml
a
m
R y x dxl
= ∫
(3.1)
Donde lm es la longitud de medida e y es la altura pico - valle.
Figura 41. Esquema de medida para el parámetro de rugosidad Ra.
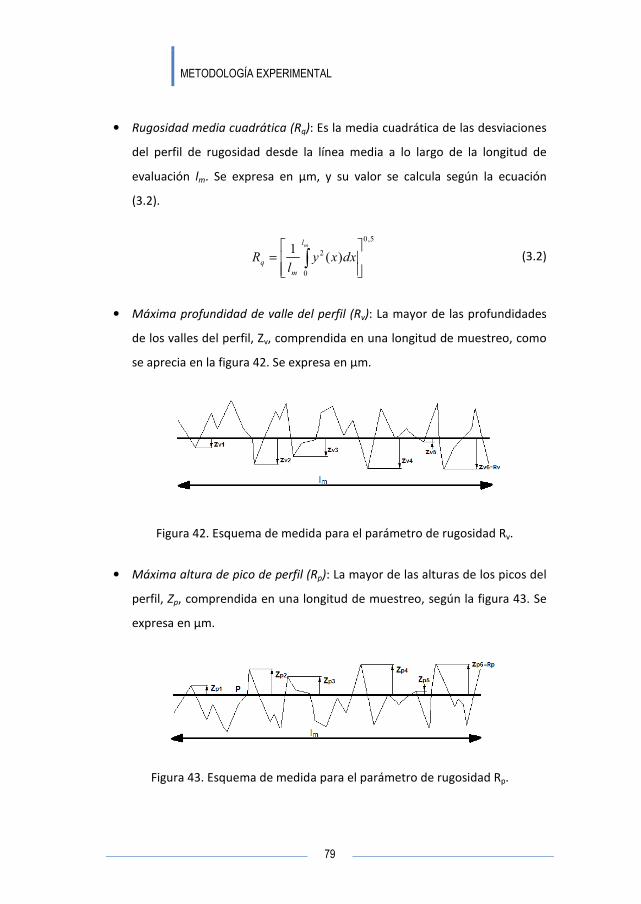
METODOLOGÍA EXPERIMENTAL
79
• Rugosidad media cuadrática (Rq): Es la media cuadrática de las desviaciones
del perfil de rugosidad desde la línea media a lo largo de la longitud de
evaluación lm. Se expresa en µm, y su valor se calcula según la ecuación
(3.2).
0,5
2
0
1( )
ml
q
m
R y x dxl
= ∫
(3.2)
• Máxima profundidad de valle del perfil (Rv): La mayor de las profundidades
de los valles del perfil, Zv, comprendida en una longitud de muestreo, como
se aprecia en la figura 42. Se expresa en µm.
Figura 42. Esquema de medida para el parámetro de rugosidad Rv.
• Máxima altura de pico de perfil (Rp): La mayor de las alturas de los picos del
perfil, Zp, comprendida en una longitud de muestreo, según la figura 43. Se
expresa en µm.
Figura 43. Esquema de medida para el parámetro de rugosidad Rp.

METODOLOGÍA EXPERIMENTAL
80
3.1.2. Técnicas de microscópica
3.1.2.1. Microscopía confocal
La microscopía confocal supone una extensión de la microscopía convencional
con la posibilidad de realizar la caracterización tridimensional de la muestra
observada [107, 108, 109].
Esta técnica fue desarrollada en su origen por las ciencias biológicas, sin
embargo, en los últimos 10 años, la ciencia de los materiales ha mostrado un
gran interés en esta técnica debido a que ofrece una nueva visión de las
superficies reflectantes, en particular para el estudio de la corrosión superficial.
Con esta metodología sin contacto es posible examinar muestras que son de
difícil estudio por otros métodos. La obtención de imágenes tridimensionales es
un gran potencial para la cuantificación e interpretación de la topología
superficial, lo que permite hacer una mejor descripción de la rugosidad del
material. Gracias a su mayor resolución lateral, es posible obtener detalles más
finos de la rugosidad de una superficie. Esta mayor resolución tendrá como
causa el menor diámetro del elemento medidor y como principal resultado un
aumento del valor de la mayoría de los parámetros que se pueden calcular.
La imagen 3D se origina de la compilación de imágenes 2D, en un intervalo de
altura determinado y constante a lo largo del eje óptico del microscopio. La
imagen 3D se reconstruye digitalmente. En la microscopía confocal, la
resolución en la dirección z es muy alta, no así la resolución lateral. La mayoría
de los microscopios confocales sacrifican la resolución en x, y por la velocidad
de escaneo en profundidad.
METODOLOGÍA EXPERIMENTAL
81
Los dos modos de funcionamiento más usados son la fluorescencia y la
reflexión. En el campo de la investigación el modo más común es el de la
reflexión, aunque algunas aplicaciones usan la fluorescencia para delimitar
grietas o imperfecciones en materiales.
En la figura 44 se pueden ver los principios de funcionamiento para las dos
técnicas. Son parecidas en todo excepto en el filtro utilizado para seleccionar la
longitud de onda de la luz en foco. En un caso la luz de iluminación se expande a
través de un filtro donde una porción es refractada hacia la probeta por medio
de una lente (modo reflexión) o a través de un espejo dicroico (modo
fluorescencia). Es importante que toda la lente o espejo, quede cubierta por la
luz que se focalizará en una “mancha” de la probeta.
La luz será reflejada por la probeta o bien excitará las moléculas que emitirán
una fluorescencia.
La luz emitida por fluorescencia o reflejada por la probeta se concentrará por
las lentes del objetivo y se focalizará en la apertura o “pin hole”. La luz en foco
pasará por la apertura o “pin hole” y será detectada por un tubo
fotomultiplicador. En el caso del modo fluorescencia, un filtro barrera localizado
después del espejo filtrará cualquier luz refractada dejando pasar solo la
longitud de onda de la luz de fluorescencia. Es por esto que el filtro barrera
debe ser seleccionado para cada tipo de luz de fluorescencia emitida por las
moléculas para así asegurar la máxima sensibilidad.
El “pin hole” es una apertura localizada delante del fotomultiplicador que evita
el paso de luz de las regiones de la muestra que no están en foco. La luz que
proviene de regiones localizadas por encima o por debajo del plano focal no
converge en el “pin hole” y no es detectada por el fotomultiplicador.
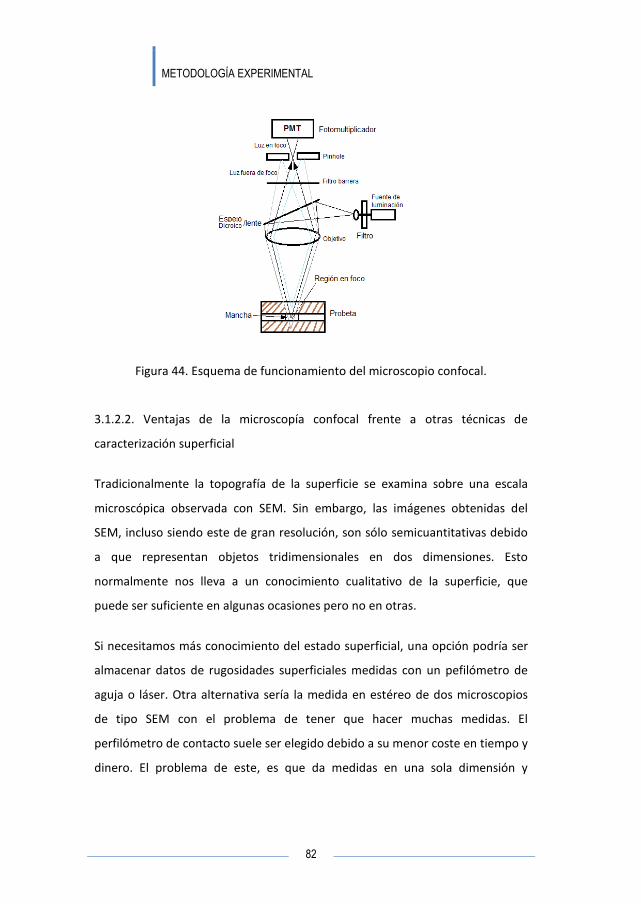
METODOLOGÍA EXPERIMENTAL
82
Figura 44. Esquema de funcionamiento del microscopio confocal.
3.1.2.2. Ventajas de la microscopía confocal frente a otras técnicas de
caracterización superficial
Tradicionalmente la topografía de la superficie se examina sobre una escala
microscópica observada con SEM. Sin embargo, las imágenes obtenidas del
SEM, incluso siendo este de gran resolución, son sólo semicuantitativas debido
a que representan objetos tridimensionales en dos dimensiones. Esto
normalmente nos lleva a un conocimiento cualitativo de la superficie, que
puede ser suficiente en algunas ocasiones pero no en otras.
Si necesitamos más conocimiento del estado superficial, una opción podría ser
almacenar datos de rugosidades superficiales medidas con un pefilómetro de
aguja o láser. Otra alternativa sería la medida en estéreo de dos microscopios
de tipo SEM con el problema de tener que hacer muchas medidas. El
perfilómetro de contacto suele ser elegido debido a su menor coste en tiempo y
dinero. El problema de este, es que da medidas en una sola dimensión y

METODOLOGÍA EXPERIMENTAL
83
además modifica el estado de la superficie por donde ha pasado, haciendo
imposible la repetición del ensayo.
La técnica de la microscopía confocal ofrece imágenes 3D con una alta
velocidad de captación y sin preparación de muestra, que la hace más
competitiva para el estudio de la morfología superficial y es por esto que se ha
elegido como metodología principal de estudio morfológico en esta tesis.
3.1.2.3. Microscopía electrónica de barrido (SEM). Espectrometría de rayos X de
energía dispersada (EDS)
Ambos estudios utilizan como base la misma técnica que consiste en la emisión
de un haz de electrones sobre la superficie de un sólido.
La técnica consiste en enviar un haz de electrones sobre la muestra y mediante
un detector apropiado registrar el resultado de esta interacción. Estas señales
se pueden usar para obtener información sobre la naturaleza de la muestra
(morfología, composición, estructura cristalina, etc.) [110, 111, 112].
Las imágenes que se obtienen en el SEM corresponden a electrones secundarios
o electrones retrodispersados emitidos tras la interacción con la muestra de un
haz incidente de entre 5 y 30 KeV. La señal de electrones secundarios se forma
en una delgada capa superficial, de 50 a 100 Å. En cuanto a la señal de
electrones retrodispersados, que se debe a choques de tipo elástico y por tanto
con energía del mismo orden que la de los electrones incidentes, depende
fuertemente del número atómico de la muestra. Esto implica que dos partes de
la muestra que tengan distinta composición se revelan con distinta intensidad
aunque no exista ninguna diferencia de topografía entre ellas. Los electrones
retrodispersados salen de la muestra en mayor cantidad en las direcciones
METODOLOGÍA EXPERIMENTAL
84
próximas a la de incidencia, por lo que su detección se hace mejor en las
proximidades del eje de incidencia.
Finalmente, los rayos X que se generan en una muestra sometida a bombardeo
electrónico permiten identificar los elementos presentes y establecer su
concentración (EDS). Cuando un haz electrónico suficientemente acelerado
incide sobre la superficie de un sólido, se produce la ionización de los átomos
presentes, esto es, la pérdida de electrones internos. En este estado un electrón
de una capa más externa salta inmediatamente a la capa deficitaria, y rellena el
hueco producido. Este salto implica una liberación de energía, cuyo valor es
igual a la diferencia entre las energías que tenía cada electrón en su orbital
correspondiente. Esta energía se manifiesta de dos formas: electrones Auger o
rayos X y es única para cada elemento. Cuando se representa la intensidad de
esta radiación electromagnética frente a su energía, se obtiene un espectro de
rayos X constituido por una serie de picos designados como líneas de intensidad
variable, a los que se denomina rayos X característicos. Estos rayos X están
superpuestos a un fondo continuo de menor intensidad (Rayos X continuos). En
algunos casos aparecen además unas líneas satélites asociadas a las líneas
características.
En el EDS el detector recibe el espectro total emitido por todos los elementos
de la muestra a la vez. Para cada fotón de rayos X incidente el detector genera
un impulso eléctrico cuya altura será proporcional a la energía del fotón. Los
distintos impulsos eléctricos generados son separados y almacenados en
función de su valor con ayuda de un analizador de altura de impulsos
multicanal.

METODOLOGÍA EXPERIMENTAL
85
3.1.3. Análisis químico por difracción de rayos X (XRD)
Esta técnica basada en rayos X quizás es la más utilizada para la caracterización
de materiales, tanto en laboratorios de investigación como en la industria y
control de calidad [108].
La interacción entre el vector eléctrico de la radiación X y los electrones de la
materia por la que pasa da lugar a una dispersión. Cuando los rayos X son
dispersados por el entorno ordenado de un cristal tienen lugar interferencias
entre los rayos dispersados, debido a que las distancias entre los centros de
dispersión son del mismo orden de magnitud que la longitud de onda de la
radiación. El resultado es la radiación.
El estudio de las direcciones de rayos X sobre la superficie de un cristal fue
desarrollado por W.L. Bragg en 1912. Según este autor, los rayos X son
reflejados por el cristal cuando el ángulo de incidencia satisface la condición:
sin
2
n
d
λθ =
(3.3)
Las muestras utilizadas para esta técnica, deben ser en polvo compuesto de
granos finos de material monocristalino o policristalino, aunque es aplicable a
partículas en suspensiones líquidas o sólidas de películas delgadas, materiales
compactos como aleaciones, materiales cerámicos, etc.
El diagrama de difracción de un material viene determinado por el
ordenamiento de los átomos constituyentes. Actualmente es recogido por un
detector puntual. Idealmente, la muestra debe tener sus dominios cristalinos
orientados al azar, por lo que el difractograma en dos dimensiones que le

METODOLOGÍA EXPERIMENTAL
86
correspondería presentará anillos concéntricos correspondientes a los rayos
difractados asociados a los distintos espaciados en la red cristalina.
El área de aplicación más conocida de esta técnica es la identificación de fases
cristalinas presentes en la muestra sólida o de polvo. La identificación se realiza
comparando el difractograma de la muestra a identificar (posiciones, anchuras
e intensidades de los picos), con los patrones experimentales almacenados en
una base de datos de difracción de polvo, teniendo en cuenta, además, que no
hay dos compuestos que presenten el mismo difractograma.
3.1.4. Ensayos mecánicos
3.1.4.1. Ensayo de tracción
El ensayo de tracción de un material consiste en someter a una probeta
normalizada un esfuerzo axial de tracción creciente hasta que se produce la
rotura de la probeta.
Algunas de los parámetros que se determinan en un ensayo de tracción axial
para caracterizar los materiales [113, 114] son los siguientes: Módulo de
elasticidad E, límite de proporcionalidad σp, límite elástico σo, resistencia a la
tracción σu, y reducción de la sección donde se produce la rotura RA (%).
Las probetas pueden tener sección circular o rectangular y sus extremos son
más anchos, con la finalidad de que se puedan coger de mejor manera por las
mordazas de la máquina y evitar que rompan por esa zona al tener mayor
sección y por lo tanto menor tensión.
El ensayo se realiza a velocidad de desplazamiento constante. Para obtener la
tensión aplicada en un momento del ensayo habrá que dividir la carga P

METODOLOGÍA EXPERIMENTAL
87
aplicada en ese momento, entre la sección inicial de la probeta. La medida del
desplazamiento, ΔL, se realiza sobre el cuello de la probeta con un
extensómetro con base de medida definida por el parámetro Lo.
La curva que se obtiene entre la relación de la tensión y la deformación varía
ampliamente dependiendo del material ensayado. Comportamientos frágiles
darán como resultado gráficas con roturas con deformaciones pequeñas. Los
materiales con comportamiento dúctil, darán como resultado gráficas con
grandes deformaciones antes de la rotura. La tensión última de rotura, σu,
también llamada resistencia a la tracción, es la tensión más alta recogida en el
ensayo de tracción. En los materiales frágiles, esta coincidirá con la tensión de
fractura, σf, y en los materiales dúctiles no se cumplirá que σu > σf.
El límite elástico, σo, es un parámetro muy importante debido a que es la
tensión límite de comportamiento elástico. A partir de esta tensión el material
sufrirá deformaciones permanentes. Esta deformación en un componente
ingenieril implicará la perdida de las dimensiones o formas originales. El
método más empleado para calcular el límite elástico ingenieril consiste en
trazar una recta paralela a la del ensayo realizado pero con un incremento en la
elongación del 0,2%. Así se adopta como límite elástico la tensión a la cual el
material tiene una deformación plástica del 0,2%.
3.1.4.2. Ensayo de fatiga axial
El ensayo de fatiga axial consiste en la repetición periódica de cargas sobre los
extremos de una probeta en el sentido axial de la dimensión principal de la
probeta, tal como se muestra en la figura 45 [115].

METODOLOGÍA EXPERIMENTAL
88
Figura 45. Esquema del ensayo de fatiga axial.
3.1.5. Ensayos de corrosión en cámara de niebla salina
El ensayo en cámara de niebla salina consiste en un ataque corrosivo acelerado
por una niebla salina artificial de composición definida, en las condiciones
precisas de temperatura y presión. Una importante característica de este tipo
de ensayos sobre otros de simulación de condiciones ambientales, es la de su
perfecta reproducibilidad, pudiendo realizar de una forma controlada, cómoda
y práctica los ensayos corrosivos según las normas en vigor. Estos ensayos
suelen utilizarse para evaluar el comportamiento de recubrimientos metálicos,
pinturas y tratamientos y pretratamientos en metales recubiertos.

METODOLOGÍA EXPERIMENTAL
89
3.2. INSTRUMENTACIÓN Y PROGRAMAS INFORMÁTICOS
3.2.1. Perfilómetro
Para obtener las rugosidades de las muestras, se empleó un rugosímetro o
perfilómetro, TESA-rugosurf90G, en el Departamento de Ingeniería Industrial II
de la Escuela Politécnica Superior de La Coruña. Lo podemos ver en la figura 46
dotado con una punta de diamante de 10 μm de diámetro ubicada en el
extremo de un brazo que adelanta longitudinalmente a velocidad constante de
0,5 ó 1 mm/s. Está acoplado a un transductor de desplazamiento que
proporciona una señal eléctrica representativa de los desniveles encontrados
en la superficie a explorar.
Figura 46. Perfilómetro de contacto.
3.2.2. Microscopio confocal
Microscopio dual Sensofar PLµ 2300, del Servicio de Apoyo a la Investigación
(SAI) de la universidad de la Coruña (figura 47).
Este equipo funcionando como confocal utiliza objetivos 10x, 20x, 50x y 100x y
como interferómetro con objetivos 10x y 20x. La adquisición de datos se realizó
utilizando los paquetes informáticos Gwyddion y SensoMAP.

METODOLOGÍA EXPERIMENTAL
90
Figura 47. Microscopio confocal.
3.2.3. Equipo para SEM y EDS
En ambos casos se usó el microscopio electrónico de barrido modelo JEOL JSM
6400, disponible en los servicios de apoyo a la investigación (SAI) de la
Universidad de la Coruña (figura 48).
Este equipo dispone de un cátodo termoiónico con filamento de tungsteno, y
con detectores de electrones secundarios y de electrones retrodispersados, con
el que es posible realizar además el análisis elemental cualitativo EDS con una
resolución de 133 eV.
Figura 48. Imagen del microscopio electrónico de barrido (SEM).

METODOLOGÍA EXPERIMENTAL
91
3.2.4. Difractómetro
Para el análisis XRD se utilizó un difractómetro de rayos X D5000 SIEMENS,
disponible en los servicios de apoyo a la investigación (SAI) de la Universidad de
La Coruña (figura 49). Para complementar la adquisición y tratamiento de datos
se utilizó el software de identificación Diffractplus V.8.0 y Bruker-AXS.
Figura 49. Imagen del difractómetro de rayos X.
3.2.5. Máquina de tracción y fatiga
Los ensayos de tracción y fatiga se llevaron a cabo en el laboratorio de Ciencia
de Materiales de la E.T.S.I de Caminos de la Universidad de La Coruña (UDC).
El equipo utilizado tanto en tracción como en fatiga es una máquina de ensayos
universales servohidráulica de la marca Instron actualizada con un controlador
de torre “Fast Track” de la serie 8800 (figura 50). El programa empleado para el
diseño de los ensayos es el software “WaveMaker”. La célula de carga de 100kN
utilizada tanto en los ensayos de tracción como en los de fatiga está calibrada
por patrones con trazabilidad en un laboratorio acreditado por la entidad UKAS
del Reino Unido. Como resultado de estas calibraciones se determinó que la

METODOLOGÍA EXPERIMENTAL
92
incertidumbre relativa del sistema de fuerza en todo el intervalo de medida es
del 0.22%.
Figura 50. Máquina de ensayo servohidráulica para ensayos dinámicos.
3.2.6. Cámara de niebla salina
Para el presente trabajo se utilizó una cámara DYCOMETAL SSC 400 construida
en Chapa de Acero Inoxidable AISI 304(18/8), sobre una estructura en Tubo de
Acero Inoxidable AISI 304 (18/8) (figura 51). Los ensayos se llevaron a cabo en
la empresa multinacional General Dynamics (Santa Bárbara).
Figura 51. Cámara de niebla salina.
METODOLOGÍA EXPERIMENTAL
93
La cuba interior de ensayos estaba construida de una sola pieza en fibra de
vidrio y resina de poliéster, conformada en molde y totalmente invulnerable a
la atmósfera salina. También poseía resistencias calefactoras inyectadas a la
cuba, que aseguraban una gran uniformidad en la dispersión del calor. La tapa
superior estaba fabricada en metacrilato incoloro de 7 mm de grosor. Su forma
de tejado de doble vertiente con una inclinación de 30º por lado hace que las
gotas de condensación se deslicen de forma natural hacia las paredes
interiores, evitando que caigan sobre las muestras.

METODOLOGÍA EXPERIMENTAL
94
3.3. PROCEDIMIENTOS OPERATIVOS
3.3.1. Ensayos de corrosión
Las muestras para los ensayos de fatiga fueron colocadas en la cámara de niebla
salina para su corrosión conforme a la norma ASTM B117 [116]. La solución
salina se preparó con un pH de 6.5 y en el interior de la cámara la temperatura
fue de 35ºC. Las muestras se colocaron individualmente, paralelas unas a otras
en unos soportes plásticos, como se observa en la figura 52.
Figura 52. Ubicación de las probetas en el interior de la cámara de niebla salina
Después de la exposición de las muestras en la cámara de niebla salina, la
superficie de las probetas estaba cubierta con costras de los productos de
corrosión. Para analizar la morfología y el tamaño de las picaduras y determinar
la rugosidad superficial de la superficie subyacente a los productos de
corrosión, estos se eliminaron mediante un decapante comercial compuesto
por hidrocarburos alifáticos, hidrocarburos aromáticos, hidróxido de amonio y
agua seguido de un tratamiento con ultrasonidos en agua destilada.
METODOLOGÍA EXPERIMENTAL
95
3.3.2. Medidas de rugosidad con el perfilómetro de contacto
Los aspectos determinantes que se han considerado para la caracterización de
la rugosidad de la superficie han sido:
• Se han seleccionado y referenciado de forma exhaustiva las variables de los
métodos de caracterización utilizados con el objeto de poder comparar
adecuadamente los parámetros calculados para cuantificar la rugosidad.
• El valor de los parámetros calculados es dependiente del valor de la longitud
de corte del filtro corrector de fase seleccionado. Este hecho es
determinante para la correcta discriminación entre la ondulación y la
rugosidad.
• Los parámetros calculados son dependientes de la longitud de muestra
ensayada y, por lo tanto, es imposible una cuantificación de la rugosidad
“real” de la superficie en todos los órdenes de longitud desde cero a infinito.
Como consecuencia, los parámetros de rugosidad obtenidos con diferentes
métodos sólo son comparables dentro del mismo dominio de frecuencia
espacial.
• Se han seleccionado, siempre que ha sido posible, un grupo de parámetros
de caracterización suficientemente representativo.
Para realizar la prueba se utilizó una base perfectamente rectificada para evitar
influencias en las medidas, encima de ésta se ubicaron las probetas a
experimentar. Para la adquisición de los datos se dispuso de un ordenador en
comunicación con el transductor.

METODOLOGÍA EXPERIMENTAL
96
Las variables más relevantes que se han tenido en cuenta en la perfilometría de
contacto son las siguientes:
• Zona de muestra ensayada. Este dato es de especial interés cuando se
caracterizan superficies anisotrópicas en las que la dirección de ensayo
puede influir en los valores de rugosidad calculados. Este es el caso de las
planchas de aluminio que se han usado, donde existe una dirección de
mayores propiedades mecánicas, que es la dirección de laminación.
• Distancia entre lecturas. Esta distancia es importante porque en los
rugosímetros de contacto la superficie se ve afectada por la medición.
• Número de lecturas a realizar. En nuestro caso se realizaron cuatro medidas
transversales y otras cuatro longitudinales a la dirección de laminación para
cada probeta. Se hallaron valores medios para así obtener unos resultados
más precisos.
• La precisión del perfil (pixels por unidad de longitud). Tomando en
consideración que la perfilometría de contacto tiene menor resolución que
las técnicas ópticas, se ha elegido la mayor precisión posible de 1 pixel/µm.
También se han considerado otras variables normalizadas, reflejadas en las
normas ISO 11562, ISO 4287 [103]. De estas variables depende que el valor de
los parámetros calculados sea correcto y comparable. Estas variables son:
• Longitud de corte del filtro corrector (cut off). En general, la regla que se
sigue para elegir este valor, es que a valores de rugosidad superiores, mayor
es el valor de cut off que se ha de utilizar.

METODOLOGÍA EXPERIMENTAL
97
• Longitud de muestra. La normativa estipula que la longitud de muestra debe
ser igual al valor de cut off. En cada longitud de muestra, se calcula el
parámetro correspondiente y, como valor final del parámetro se calcula la
media aritmética de, al menos, cinco longitudes de muestra, lo cual fija la
longitud total de ensayo. El hecho de fijar la longitud de muestra evita los
problemas derivados de que el valor del parámetro es dependiente de la
longitud de ensayo.
• Longitud total del ensayo. La longitud de exploración, distancia longitudinal
recorrida por el palpador, fue de 4mm.
Una vez realizado el ciclo se obtuvo un perfil de la superficie representando los
desniveles encontrados.
3.3.3. Ensayos con el microscopio confocal
3.3.3.1. Adquisición de imágenes
Debido a la reciente incorporación de la microscopía confocal en la
caracterización tridimensional de superficies metálicas, no existen normativas
unificadas que describan la metodología a seguir en el proceso de
caracterización de las superficies, aunque existen algunos trabajos muy
exhaustivos proponiendo metodologías y cálculo de parámetros que permitan
mediciones comparativas con la perfilometría de contacto.
Se realizaron topografías extendidas del material (zona del cuello de las
probetas) en sus diferentes estados de corrosión, de 12x4 topografías,
decapadas y sin decapar con el objetivo de 10x, para obtener superficies
representativas en la toma de rugosidades. Después de ser identificadas las

METODOLOGÍA EXPERIMENTAL
98
picaduras más profundas en las probetas seleccionadas así como picaduras de
tipo medio y tras el decapado de las probetas, se realizaron topografías
individuales a las picaduras de más interés para el estudio morfológico, con
objetivos de más aumentos como 20x, 50x y 100x.
3.3.3.2. Medida de la rugosidad
Las medidas de rugosidad que se realizaron fueron con el material en cada uno
de los estados de corrosión, decapados y sin decapar.
La metodología empleada fue la de hacer medidas de rugosidad en sentido
longitudinal y transversal a la dirección de laminación, utilizando la norma ISO
4287, con un cut-off de 0.08 mm y una longitud de medida total (Lm) de 4 mm.
Se realizaron tres medidas en cada probeta, una en la parte alta, otra en la
media y otra en la baja, calculando el valor medio para cada parámetro de estas
tres medidas.
3.3.3.2. Caracterización de las picaduras
Con objeto de caracterizar la severidad del defecto, es decir estimar el factor de
concentración de tensiones, se han utilizado las relaciones: P/Dm y P/Sm. Donde
P es la profundidad de picadura en µm, Dm es el diámetro medio de la superficie
de la picadura en µm y Sm es el área transversal de la picadura en la superficie
en µm2.
La profundidad de los defectos se mide tomando como referencia la línea
media formada por los picos y valles de la superficie del material, que es línea
cero de referencia.

METODOLOGÍA EXPERIMENTAL
99
Según estas expresiones, cuanto mayor sea su valor, más intenso será el efecto
de concentración de tensiones y, por lo tanto, mayor será su influencia sobre la
disminución de la resistencia a la fatiga.
Para evaluar la corrosión sufrida en el material corroído se usó el factor de
picadura, Fp, definido de la forma:
_ _
_
penetración más profundaFp
penetración media=
(3.4)
Este factor representa una medida de la susceptibilidad de los materiales a
corroerse por picadura. Un factor de picadura de 1, representa la corrosión
uniforme. Cuanto más grande sea el factor de picadura, mayor será la
profundidad de picadura. Este factor no es de aplicación en los casos en que la
corrosión por picadura es muy pequeña, porque podríamos obtener valores
próximos a cero o infinito debido al valor del cociente.
3.3.4. Análisis por SEM y EDS
Los estudios realizados por SEM (microscopía electrónica de barrido) se
utilizaron para describir la morfología de las picaduras, así como para el análisis
fractográfico de la fractura por fatiga.
Los análisis por EDS se llevaron a cabo para el estudio de las picaduras. En
particular se trató de caracterizar la superficie, así como las partículas
encontradas dentro de las picaduras, y otras zonas de interés.
Para ambos tipos de análisis las muestras fueron cortadas en una minicortadora
Struers con disco de diamante refrigerado, para poder ser colocadas en el
porta-muestras.

METODOLOGÍA EXPERIMENTAL
100
Para el estudio morfológico de las picaduras las dimensiones de las probetas
fueron de 12x10 mm. En caso del estudio fractográfico la sección de las
probetas fue de 12x2 mm.
3.3.5. Análisis por difracción de rayos X
En la tabla 6 se indican las principales condiciones de medida aplicadas para la
adquisición de los difractogramas mediante la técnica de EDX.
Tabla 6. Parámetros del difractómetro de rayos X.
Parámetro Valor
Longitud de onda 1.540596 Å (CuKa1) e 1.544493 Å (CuKa2)
Parámetros de tubo. 40 kV, 30 mA
Intervalo de barrido (2θ) 2-80º
Duración total de barrido 1.1 horas
Monocromador secundario Grafito
Rendija de recepción 0.2 mm
Rendija de monocromador 0.6 mm
3.3.6. Ensayos mecánicos
3.3.6.1. Tracción
Estos ensayos se realizaron siguiendo las indicaciones de la norma americana
ASTM-E8M-92 [110] a temperatura ambiente en control de desplazamiento e
imponiendo una velocidad de movimiento del actuador de posición de
1mm/min. Para la medida de la deformación se empleó un extensómetro
Instron con base de medida 50 mm y un recorrido de +25 mm.
METODOLOGÍA EXPERIMENTAL
101
Los ensayos de fatiga se realizaron con el material de referencia y con el
material en sus tres niveles de corrosión. Antes del ensayo las probetas fueron
lavadas por ultrasonidos en agua destilada para eliminar las costras de sales,
aunque no se eliminó la capa de óxidos de las probetas por hacer el ensayo en
las condiciones más próximas a las condiciones de trabajo del material en su
estado real de uso.
Para determinar las propiedades a tracción de los materiales se realizaron dos
ensayos de tracción para cada tipo de probeta y se calculó el valor medio de los
datos obtenidos.
Además de calcular los parámetros asociados a la curva tensión deformación
ingenieril, se calcularon los parámetros P y n que permiten modelizar el
comportamiento mecánico a tracción de los materiales por el ajuste de
Ramberg-Osgood.
Descripción del ajuste de Ramberg-Osgood.
Para el modelizado matemático de la curva tensión deformación se usó la
ecuación de Ramberg Osgood [117], que estima la deformación total como
suma de la deformación elástica por un lado y la plástica por otro:
n
E P
σ σε
= +
(3.5)
El primer término pertenece a la rama elástica de la curva tensión deformación,
y el segundo a la rama plástica. El parámetro E es el módulo de elasticidad
(módulo de Young) y los parámetros P y n son los coeficientes de ajuste de la
rama plástica, que representan el coeficiente de resistencia y de
endurecimiento por deformación, respectivamente.
METODOLOGÍA EXPERIMENTAL
102
Para la obtención de las constantes P y n, se procede de la siguiente manera:
Siendo:
n
pP
σε
=
(3.6)
Se calcula el logaritmo neperiano en ambos miembros de la ecuación y se
despeja el término asociado a la tensión.
[ ]ln ln ln ln ln ln
1ln ln ln
σε σ σ
σ ε
= = − = − ⇒
= +
n n P n n PP
Pn
(3.7)
Es decir, que el tramo plástico en escala bilogarítmica puede ser ajustado por
una recta de pendientes 1/n y lnP. De tal forma que n representa el coeficiente
de endurecimiento y P la resistencia a tracción de la nueva curva modelizada.
3.3.6.2. Fatiga
Los estudios de fatiga se realizaron sobre el material de referencia, y sobre los
tres niveles de corrosión. Las probetas fueron lavadas antes de ensayar en
ultrasonidos con agua destilada para eliminar las costras de sales. Además, se
decidió no eliminar la capa de óxido de las probetas con objeto de hacer el
ensayo en las condiciones más próximas a las de trabajo del material en su
estado de uso real.
Los ensayos se realizaron aplicando una onda en control de carga a la
frecuencia de 15 Hz y con razón de carga R de 0.1 (ciclo simétrico de tensión-

METODOLOGÍA EXPERIMENTAL
103
tensión). Este valor de R se eligió con objeto de no provocar el cierre de la grieta
durante el ensayo.
Las probetas fueron amarradas con unas mordazas hidráulicas asegurando el
alineamiento de las mismas con el eje de carga. Las condiciones de temperatura
y humedad fueron las ambientales.
Para cada probeta ensayada se registró el número de ciclos hasta fractura.
Como criterio para la finalización de los ensayos, se consideró la fractura de las
probetas o bien cuando se alcanzara el límite tecnológico el cual se fijó en 2x106
ciclos.
Los niveles de carga ensayados se eligieron de forma que la carga máxima
estuviera en el rango entre el 30% y el 95% del límite elástico, con objeto de
que en los ensayos se mantuvieran el nivel de tensión en la probeta por debajo
del nivel de plastificación, y siempre dentro del régimen elástico. Para cada tipo
de material se ensayó un mínimo de 4 niveles de carga y un mínimo de 3
probetas por cada nivel.
Los resultados de los ensayos de fatiga se dividieron en dos grupos con objeto
de evaluar de forma separada la pendiente de la curva S-N entre 103 y 106 ciclos
y, por otra parte evaluar el límite de fatiga por el método de máxima
verosimilitud descrito en el capítulo de la introducción.
El cálculo estadístico asociado al cálculo del límite de fatiga por el método de
máxima verosimilitud se realizó utilizando el programa informático Matlab. Con
este software la codificación de la formulación resulta extraordinariamente
breve usando los comandos “likelihood” y “fminsearch”. A continuación se
muestra el código utilizado para los cálculos del límite de fatiga en Matlab.

METODOLOGÍA EXPERIMENTAL
104
Según la nomenclatura utilizada en esta programación, los datos que se
introducen para cada material son los asociados a los niveles considerados, S, el
número de fallos f y run-outs, r, del nivel S correspondiente. Los resultados son
almacenados en la variable optmusig, donde se recogen los datos de la variable
mu, asociada al límite de fatiga y la variable sigma correspondiente a la
desviación.
Código en Matlab
>> S=data(:,1);
>> f=data(:,2);
>> r=data(:,3);
>> mu=S(fix(length(S)/2));
>> sigma=S(2)-S(1);
>> mu0_sig0=[mu sigma];
>> [optmusig]=fminsearch(@likelihood,mu0_sig0,[],S,f,r)
edit function like.m
function like= likelihood(mu0_sig0,S,f,r)
mu=mu0_sig0(1);
sigma=mu0_sig0(2);
like=-1;
for i=1:length(S);
like=like*(1-normcdf(S(i),mu,sigma)).^r(i).*normcdf(S(i),mu,sigma).^f(i);
end

METODOLOGÍA EXPERIMENTAL
105
3.3.7. Estudio fractográfico
Las superficies fracturadas de las probetas ensayadas a fatiga fueron evaluadas
mediante microscopía electrónica de barrido, realizándose imágenes con las
lentes de 20x, 55x, 200x, 600x y 1700x. La imagen tomada con la lente de 20x es
una imagen general donde se puede apreciar dos zonas distintas, una asociada
con la rotura por fatiga y la otra con una rotura abrupta de crecimiento
inestable de grieta. La imagen tomada con la lente de 55x, se centra en la zona
de rotura por fatiga, la de 600x trata de focalizar el inicio de grieta y la zona
aledaña, y la imagen de 1700x la zona de inicio de grieta.
Las probetas fracturadas por fatiga que se emplearon para el estudio
fractográfico fueron de dos tipos para cada nivel de corrosión. Unas las
ensayadas a fatiga con bajo intervalo de carga, siendo estos: 161, 99, 112 y 68
MPa para material de referencia y corroído uno, dos y tres meses. Y las otras
para alto intervalo de carga de 235 MPa para material de referencia y el
corroído uno y dos meses y 218 MPa para material corroído tres meses.

METODOLOGÍA EXPERIMENTAL
106
3.4. DESCRIPCIÓN DE LA MATERIA PRIMA EMPLEADA
3.4.1. Tipo de material
El material de ensayo seleccionado para este trabajo de tesis doctoral es la
aleación AA6082 o AlMgSi1 en estado T6. El término T6 es indicativo de un
tratamiento térmico que comprende los procesos de solubilizacion, templado y
endurecimiento por maduración artificial.
El material fue suministrado por la empresa Alu-Stock. La composición química
facilitada por el fabricante se muestra en la tabla 2. En su composición cabe
destacar la elevada cantidad de manganeso. Este elemento es el que controla la
estructura de grano de la aleación y permite obtener una aleación de elevada
resistencia.
Entre los datos presentados en el capítulo 1, se incluyen las propiedades
mecánicas en tracción de la aleación objeto de estudio, obtenidas de la
bibliografía consultada (tabla 5). Debido a la importancia de los datos referidos
a las propiedades mecánicas en tracción, como los valores de resistencia y
límite elástico, necesarios para el programa de ensayos de fatiga, se ha
preferido realizar la caracterización mecánica monotónica de cada material
para obtener los datos reales que definen el comportamiento de las probetas
disponibles para este trabajo de investigación. También cabe destacar que los
datos que se presentan para fatiga en esa misma tabla corresponden a
resultados obtenidos por otros autores en el ensayo de fatiga en flexión
rotativa, y estos datos no son asimilables a los que pueden obtenerse en el
ensayo de fatiga axial.
METODOLOGÍA EXPERIMENTAL
107
Se estudió el material en su estado de recepción que corresponde al
tratamiento térmico T6 (envejecimiento artificial) y el material corroído a tres
edades diferentes: a720 h (1 mes), 1440 h (2 meses) y 2160 h (3 meses).
Para el análisis de las muestras mediante la técnica de microscopía confocal se
utilizó el material corroído a diferentes tiempos sin decapar y decapado.
3.4.2. Nomenclaturas
La nomenclatura elegida para denominar a cada uno de estos materiales es la
siguiente:
• AA 6082-T6 referencia: R
• AA 6082-T6 corroído 1 mes: C1
• AA 6082-T6 corroído 2 mes: C2
• AA 6082-T6 corroído 3 mes: C3
3.4.3. Mecanizado de las probetas
La materia prima utilizada fue suministrada en forma de planchas de 2 mm de
espesor. El material se mecanizó para obtener las probetas de los ensayos de
tracción y fatiga en la forma descrita en la figura 53, según la norma ASTM E-8/E
8M-08.

METODOLOGÍA EXPERIMENTAL
108
Figura 53. Esquema de mecanizado de las probetas
En la figura 54 se muestra las probetas utilizadas como material de referencia y
en la figura 55 se indica la orientación en la que fueron mecanizadas con
respecto a la dirección de laminado.
Figura 54. Geometría de las probetas usadas en los ensayos
Figura 55. Orientación del mecanizado en relación con la dirección de
. Esquema de mecanizado de las probetas
das como material de referencia y
se indica la orientación en la que fueron mecanizadas con
de las probetas usadas en los ensayos
en relación con la dirección de laminado.

METODOLOGÍA EXPERIMENTAL
109
En el mecanizado de las probetas se han tenido en cuenta las siguientes
consideraciones:
• Se tuvo el máximo cuidado en la operación de mecanizado, con el objeto de
que el cuello de la probeta estuviera libre de acritud, entallas, o
rugosidades.
• Las probetas fueron obtenidas en zonas representativas y en las condiciones
finales de los tratamientos del material base.
• La orientación de las probetas se eligió de modo que el eje principal de la
probeta fuese paralelo a la dirección de laminación.
• Todas las probetas fueron ensayadas en las mismas condiciones y
dimensiones.

110
111
CAPÍTULO 4
4. RESULTADOS Y
DISCUSIÓN

112
RESULTADOS Y DISCUSIÓN
113
4.1. RUGOSIDAD
Como se describe en la norma EN ISO 8785 [1], la aparición de picaduras sobre
la superficie del material, entre otros factores, contribuye a aumentar su
rugosidad. Con objeto de reproducir las condiciones de servicio, en primer
lugar, las medidas de rugosidad se determinaron sin eliminar la capa de
productos de corrosión. Posteriormente, se realizaron medidas de rugosidad sin
presencia de compuestos de corrosión para procurar que el factor más
influyente en las medidas de rugosidad correspondiera a la presencia de
picaduras y, de esta manera, procurar que el factor más influyente en las
medidas de rugosidad correspondiera a la presencia de picaduras, de esta
manera se establecerá una relación más directa entre ambos fenómenos.
4.1.1. Parámetros de rugosidad para el material sin decapar
Desde la figura 56 hasta la figura 59 se puede ver la evolución de la superficie
en el material en estado de suministro o referencia (R) y en el material corroído
sin decapar durante uno, dos y tres meses (C1, C2, C3). Se incluyen tanto los
perfiles bidimensionales en sentido transversal (T) como en sentido longitudinal
(L) respecto a la dirección de laminación de la aleación.
En las tablas 7 y 8, se presentan los parámetros de rugosidad (Ra, Rp, Rq, Rt, Rv
y Rz) obtenidos por perfilometría de contacto y microscopía confocal del
material de referencia y el material corroído sin eliminación del óxido en el
sentido transversal (T) y longitudinal de laminación (L), respectivamente.
También, con objeto de poder facilitar la comparación entre todos los
parámetros se han representado mediante diagramas de barras dichos valores
obtenidos, en las figuras 60 y 61 para la perfilometría de contacto y en las
figuras 62 y 63 para la microscopía confocal.
RESULTADOS Y DISCUSIÓN
114
En los datos obtenidos por perfilometría de contacto se observa, en el material
de referencia, mayores valores de los parámetros de rugosidad en la
orientación transversal de laminación que en la longitudinal. Esto es debido a la
existencia de las estrías de laminación. También se comprueba que en el
sentido transversal de laminación existe una velocidad uniforme de aumento de
la rugosidad durante los dos primeros meses de corrosión, para después
estabilizarse durante el tercer mes. En sentido longitudinal de laminación
(figura 61) el principal aumento en los parámetros de rugosidad se registra
durante el primer mes, para posteriormente producirse variaciones menos
significativas. El parámetro Rp incluso presenta una ligera disminución de sus
valores con el tiempo.
Los datos obtenidos por microscopía confocal reflejan una mayor rugosidad en
la dirección transversal de laminación que en la longitudinal. Sin embargo, los
datos en la dirección transversal (figura 62), indican que se produce una ligera
disminución de la rugosidad en las probetas corroídas durante uno y dos meses,
para aumentar de forma importante al cabo del tercer mes. En el sentido
longitudinal se observa que apenas hay diferencias entre la rugosidad de la
probeta sin corroer R y las probetas C1 y C2 (figura 63). En cambio, existe un
importante incremento al cabo del tercer mes, especialmente en los
parámetros Rp, Rt, Rv y Rz.
Comparando los resultados obtenidos por ambas técnicas, la perfilometría de
contacto muestra unas variaciones en los datos muy grandes en los dos
primeros meses de ensayo, mientras que en ese mismo periodo de tiempo no
se apreciaron importantes diferencias en los parámetros determinados por
microscopía confocal. De la misma manera que ocurría con la perfilometría de
contacto, en microscopía confocal.
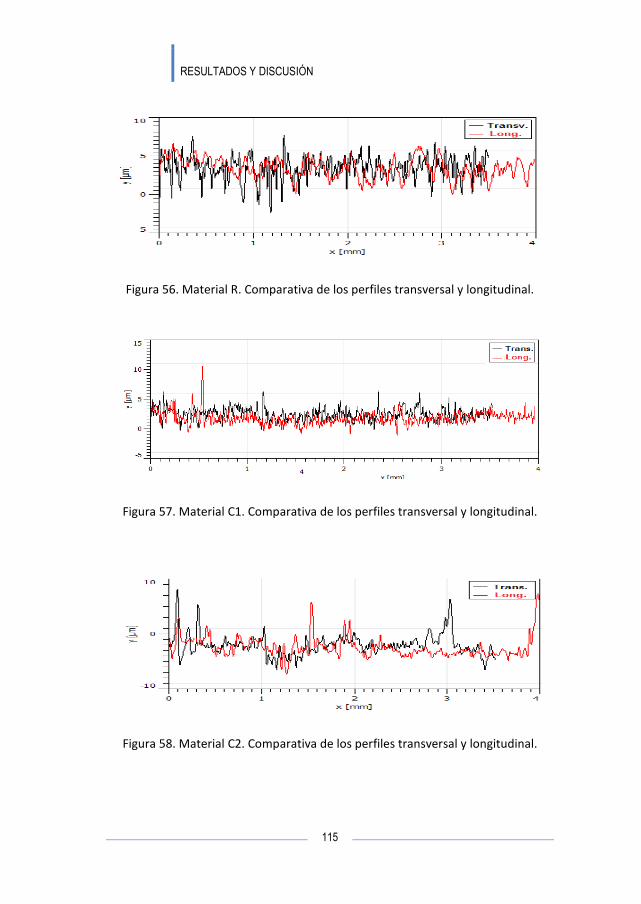
RESULTADOS Y DISCUSIÓN
115
Figura 56. Material R. Comparativa de los perfiles transversal y longitudinal.
Figura 57. Material C1. Comparativa de los perfiles transversal y longitudinal.
Figura 58. Material C2. Comparativa de los perfiles transversal y longitudinal.
R. Comparativa de los perfiles transversal y longitudinal.
. Material C1. Comparativa de los perfiles transversal y longitudinal.
parativa de los perfiles transversal y longitudinal.

RESULTADOS Y DISCUSIÓN
116
Figura 59. Material C3. Comparativa de los perfiles transversal y longitudinal.
Tabla 7. Parámetros de rugosidad en las probetas R, C1, C2 y C3. Orientación T.
Rugosidad en sentido transversal a la dirección de laminación (µm)
R C1 C2 C3
Contacto Confocal Contacto Confocal Contacto Confocal Contacto Confocal
Ra 0.40 0.75 0.65 0.40 1.11 0.41 0.99 0.66
Rp 1.10 2.73 2.13 2.53 3.79 2.88 3.63 4.95
Rq 0,48 0.98 0.83 0.50 1.45 0.55 1.33 0.97
Rt 3.39 5.77 6.56 4.37 12.53 4.94 13.67 10.26
Rv 1.30 2.73 2.31 1.87 3.15 2.06 3.26 5.30
Rz 2.40 4.48 4.44 3.87 6.94 3.22 6.89 6.51
Tabla 8. Parámetros de rugosidad en las probetas R, C1, C2 y C3. Orientación L.
Rugosidad en el sentido de laminación (µm)
R C1 C2 C3
Contacto Confocal Contacto Confocal Contacto Confocal Contacto Confocal
Ra 0.09 0.42 0.84 0.33 0.96 0.38 1.03 0.63
Rp 0.33 2.10 3.71 2.23 3.43 2.80 3.09 10.66
Rq 0.12 0.50 1.13 0.43 1.25 0.52 1.37 1.16
Rt 1.46 3.36 8.83 4.30 10.96 4.77 11.40 17.87
Rv 0.48 1.58 2.47 2.03 2.83 1.97 4.16 7.21
Rz 0.81 2.80 6.18 3.43 6.26 3.88 7.25 10.94
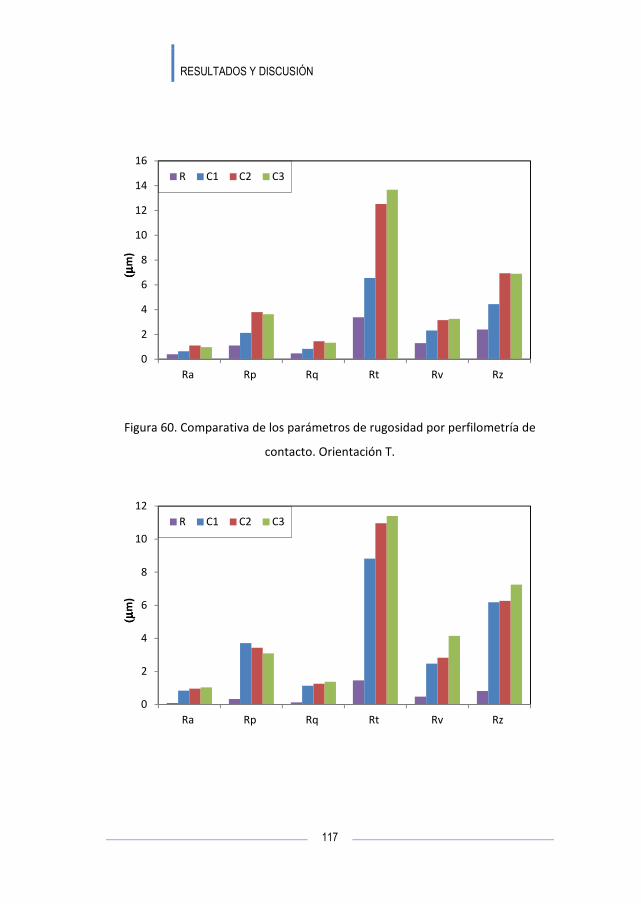
RESULTADOS Y DISCUSIÓN
117
Figura 60. Comparativa de los parámetros de rugosidad por perfilometría de
contacto. Orientación T.
0
2
4
6
8
10
12
14
16
Ra Rp Rq Rt Rv Rz
(µ(µ (µ(µm
)
R C1 C2 C3
0
2
4
6
8
10
12
Ra Rp Rq Rt Rv Rz
(µ(µ (µ(µm
)
R C1 C2 C3

RESULTADOS Y DISCUSIÓN
118
Figura 61. Comparativa de los parámetros de rugosidad por perfilometría de
contacto. Orientación L.
Figura 62. Comparativa de parámetros de rugosidad por microscopía confocal.
Orientación T.
0
2
4
6
8
10
12
Ra Rp Rq Rt Rv Rz
(µ(µ (µ(µm
)
R C1 C2 C3
0
2
4
6
8
10
12
14
16
18
20
Ra Rp Rq Rt Rv Rz
(µ(µ (µ(µm
)
R C1 C2 C3

RESULTADOS Y DISCUSIÓN
119
Figura 63. Comparativa de parámetros de rugosidad por microscopía confocal.
Orientación L.
4.1.2. Parámetros de rugosidad para el material decapado
En la tabla 9 y en la figura 64 se muestran los valores de rugosidad obtenidos
mediante microscopía confocal en la dirección transversal de laminación para el
material de referencia y las probetas C1, C2 y C3 decapadas. En ella se puede
observar que sus diferencias entre sí son más pequeñas que en las probetas sin
decapar. De hecho, salvo en el caso del parámetro Rz, los valores de los
parámetros apenas presentan variaciones significativas entre C1 y C3. Es
notable la disminución de los parámetros Rp, Rt, Rv y Rz con respecto al material
no decapado en el tercer mes de ensayo.
En la dirección longitudinal de laminación (figura 65), la disminución de Rp, Rt, Rv
y Rz con respecto al material sin decapar es aún más acusada. Posteriormente
hay un aumento mayor en los valores de Rp, Rt, Rv y Rz entre C2 y C3, lo que
pone de manifiesto una mayor severidad de corrosión en la probeta C3. El
aumento de rugosidad quedaría atenuado en sentido transversal debido al
suavizado de las estrías de laminación durante el proceso de corrosión, lo que
indica una cierta anisotropía en el proceso de degradación del material.

RESULTADOS Y DISCUSIÓN
120
Tabla 9. Parámetros de rugosidad para material decapado. Orientación T.
Rugosidad en sentido transversal a la dirección de laminación (µm)
R C1 C2 C3
Ra 0.75 0.70 0.80 0.80
Rp 2.73 2.80 2.90 3.00
Rq 0.98 0.90 0.90 1.00
Rt 5.77 6.00 6.10 6.20
Rv 2.73 2.90 3.20 3.30
Rz 4.48 4.70 5.00 5.50
Figura 64. Comparativa de los parámetros de rugosidad. Orientación T.
0
1
2
3
4
5
6
7
Ra Rp Rq Rt Rv Rz
(µ(µ (µ(µm
)
R C1 C2 C3

RESULTADOS Y DISCUSIÓN
121
Tabla 10. Parámetros de rugosidad para el material decapado. Orientación L.
Rugosidad en el sentido de laminación (µm)
R C1 C2 C3
Ra 0.42 0.30 0.40 0.40
Rp 2.10 1.40 1.50 3.30
Rq 0.50 0.40 0.40 0.50
Rt 3.36 3.00 3.20 6.20
Rv 1.58 1.60 1.70 2.90
Rz 2.80 2.50 2.60 4.10
Figura 65. Comparativa de los parámetros de rugosidad. Orientación L.
0
1
2
3
4
5
6
7
Ra Rp Rq Rt Rv Rz
(µ(µ (µ(µm
)
R C1 C2 C3
RESULTADOS Y DISCUSIÓN
122
4.2. ESTUDIO MICROSCÓPICO DE LA MORFOLOGÍA DE LAS SUPERFICIES
4.2.1. Material de referencia (R)
Tanto la resistencia a la fatiga como el ataque por picaduras de una aleación se
ven influidos de manera considerable por su acabado superficial por lo que es
importante una caracterización inicial del material de partida. En la figura 66 se
puede observar la representación en tres dimensiones del material de
referencia donde se pueden ver perfectamente las estrías de laminación según
la dirección x. En la figura 67 se representa el perfil bidimensional de la
superficie en la dirección transversal a la laminación, es decir, según el eje y. La
anchura media de estas estrías es de 23.5 μm y su profundidad media de 4 μm.
Como se puede ver en las figuras 68 y 69, también se han podido localizar
microgrietas con una profundidad de hasta 10 μm producidas probablemente
durante el proceso de laminación. Estas microgrietas no se distribuyen de
manera uniforme por la superficie, sino que aparecen de manera muy
localizada. Estos defectos pueden constituir zonas anódicas con respecto al
resto del material donde la corrosión por picaduras pueda ser más intensa y por
lo tanto disminuir considerablemente la resistencia a la fatiga del material.
En la figura 69 se tiene una imagen tomada por microscopía confocal de una
microgrieta de tamaño medio, junto con los perfiles bidimensional de la
superficie tomado en la dirección x e y. Estos perfiles se han determinado según
los segmentos 1 y 2 que aparecen en la micrografía. El software del microscopio
tiene la opción de poder desplazar los segmentos a lo largo de la superficie
material, lo que hace posible calcular con exactitud la profundidad del defecto
en un punto particular. En la tabla 11 se muestran los valores promedio de
profundidad (Pm), diámetro del defecto a nivel cero (Dm), superficie a dicho nivel

RESULTADOS Y DISCUSIÓN
123
(Sm) de las distintas microgrietas observadas, así como las relaciones Pm/Dm y
Pm/Sm que dan una indicación de la severidad media del defecto.
En la figura 70 se muestra el análisis EDS de la superficie de la probeta sin
corroer (R), en donde se aprecia un marcado pico de aluminio, y las señales más
débiles correspondientes al magnesio, silicio y oxígeno. Esto último estaría de
acuerdo con el hecho de que la capa de Al2O3 formada sobre la superficie de la
aleación es muy fina (entre 20 y 100Å), por lo que gran parte de la radiación X
captada por el detector EDS, provienen de capas inferiores a estas, donde el
aluminio no se ha oxidado. En la micrografía SEM de la figura 71 (a), se puede
ver un detalle de la superficie en la que se aprecian defectos de laminación
junto con la distribución homogénea del magnesio (b), aluminio (c) y silicio (d)
sobre su superficie.
En la figura 71 se presenta el mapeo de una zona de la superficie. La zona
elegida se presenta en la imagen (a). En esta imagen se pueden apreciar algunas
microgrietas producidas en el proceso de laminación. Las siguientes imágenes
b), c) y d) indican la distribución homogénea de los elementos Mg, Al y Si.
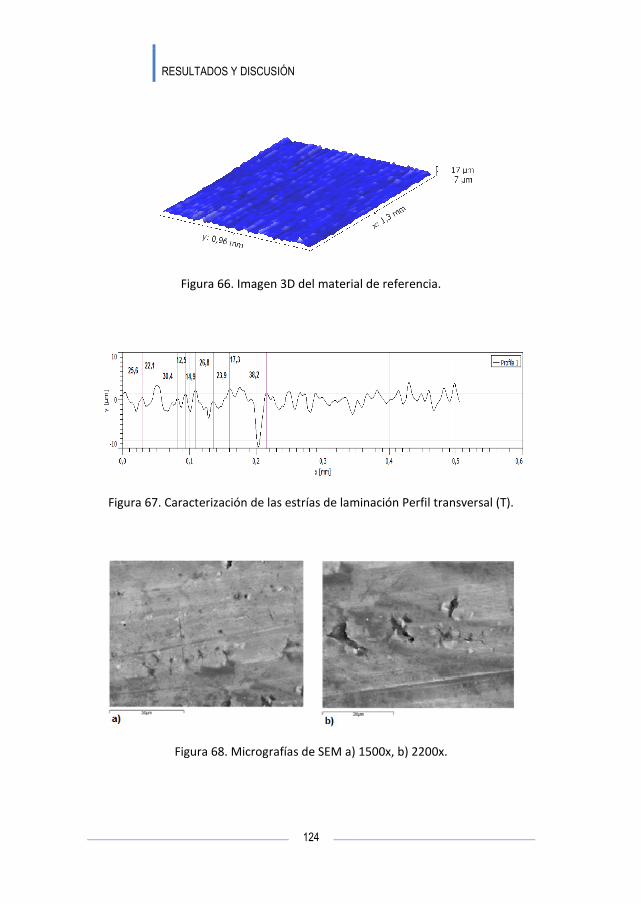
RESULTADOS Y DISCUSIÓN
124
Figura 66. Imagen 3D del material de referencia
Figura 67. Caracterización de las estrías de laminación
Figura 68. Micrografías de SEM a)
. Imagen 3D del material de referencia.
Caracterización de las estrías de laminación Perfil transversal (T).
a) 1500x, b) 2200x.

RESULTADOS Y DISCUSIÓN
125
Figura 69. Imagen confocal y perfil de una
Tabla 11. Tabla de caracterización de defecto
Figura 70. Material R. Análisis EDS.
Parámetro
Pm (µm)
Dm (µm)
Sm (µm2)
Pm/Dm
Pm/Sm (1/µm)
erfil de una microgrieta de tamaño medio.
defecto en material de referencia, R.
. Material R. Análisis EDS.
R_pmed
8.62
74
400
0.12
0.02

RESULTADOS Y DISCUSIÓN
126
Figura 71. Material R. a) Imagen SEM de la superficie estudiada. Las imágenes
b), c) y d) muestran la distribución de los elementos: Mg, Al y Si.
de la superficie estudiada. Las imágenes
muestran la distribución de los elementos: Mg, Al y Si.
RESULTADOS Y DISCUSIÓN
127
4.2.2 Material corroído
El ataque estuvo caracterizado por numerosas picaduras superficiales y, en
menor grado, por picaduras mayores. La mayoría de los defectos están
formados por coalescencia de dos o más picaduras, acentuándose este
fenómeno a partir del segundo mes. Para la caracterización morfológica de las
picaduras se han elegido dos picaduras tipo a partir de las observaciones
realizadas por microscopía confocal: la más profunda localizada (picadura máx.)
y otra de tamaño medio (picadura media). Al igual que en las muestras sin
corroer, el programa informático aplicado permite el trazado de perfiles
bidimensionales de la superficie, así como establecer la morfología de la
picadura y sus parámetros dimensionales. La nomenclatura para designar a
estas picaduras se indica en la tabla 12:
Tabla 12. Nomenclatura de las picaduras para cada nivel de corrosión.
Material Picadura Nomenclatura
C1 Picadura máx. C1_pmax
Picadura media C1_pmed
C2 Picadura máx. C2_pmax
Picadura media C2_pmed
C3 Picadura máx. C3_pmax
Picadura media C3_pmed
Mediante la técnica de microscopía confocal se ha podido estudiar la
morfología de las picaduras en diferentes aspectos. Para cada material se
incluyen los datos de área total proyectada (St), superficie media (Sm), diámetro
medio (Dm), volumen total de picadura (Vt), profundidad máxima (Pmax), así
como las relaciones Pmax/Dm y Pmax/Sm.

RESULTADOS Y DISCUSIÓN
128
4.2.2.1. Probetas corroídas durante un mes (C1)
Picadura C1_pmax
En la probeta corroída durante un mes (C1) las picaduras aparecieron de
manera uniforme sobre la superficie de la aleación y se desarrollaron de
manera individual sin apenas coalescencia entre ellas, ni mucha profundidad. Se
escogieron diversas zonas para su observación y evaluación. En la figura 72 a) y
b) se muestran las imágenes digitales en 2D y 3D de la zona correspondiente a
la picadura más profunda detectada (picadura C1_pmax) tomadas mediante
microscopía confocal. La imagen digital está coloreada de tal forma que las
zonas con tonalidad rojo-negro, representan la profundidad máxima. Las zonas
más elevadas aparecen con tonalidades azules-violetas. Sobre la imagen en dos
dimensiones se han superpuesto los segmentos que corresponden al análisis
del perfil de superficie que se muestran en la figura 72 c), a partir de la cual se
obtuvieron los parámetros característicos de la picadura C1_pmax. En la tabla
13 se muestran los resultados obtenidos por microscopía confocal para el perfil
del segmento 2 de la imagen en dos dimensiones, 2D. Su profundidad máxima
es de 39 μm, mientras que los valores Pmax/Dm y Pmax/Sm son 1.29 y 0.02 µm-1
respectivamente.
Analizando los perfiles de la figura 72 c) y según la norma ASTM G 46 se tiene
que las picaduras son principalmente de morfología elíptica, pero no muy
profundas. Sin embargo, es imposible determinar la existencia de morfologías
en las que el crecimiento por debajo de la picadura sea paralelo con respecto a
la superficie (véase figura 13) por la limitación de la propia técnica de
observación.

RESULTADOS Y DISCUSIÓN
129
Figura 72.Picadura C1_pmax. a) Imagen digital 2D, b) imagen digital 3D, c)
perfiles para los segmentos 1, 2, 3, 4, 5 y 6.
Tabla 13. Datos de la morfología para la picadura C1_pmax.
Parámetro C1_pmax
St (µm2) 27,500
Sm (µm2) 2,120
Dm (µm) 30.2
Vt (mm3) 0.51*10-3
Pmax (µm) 39
Pmax/Dm 1.29
Pmax/Sm (m-1) 0.02
a) b)
c)

RESULTADOS Y DISCUSIÓN
130
Picadura C1_pmed.A y C1_pmed.B
El segundo estudio morfológico corresponde al tamaño promedio encontrado
sobre la superficie de la aleación. En la figura 73 a) se muestran dos picaduras
muy próximas, una de morfología ancha y abierta (C1_pmed.A) y otra más
estrecha de mayor profundidad (C1_pmed.B). La profundidad máxima de la
primera es 12 µm, mientras que en la segunda se alcanzan los 16 µm. En la
figura 73 c) se presenta el perfil 2D de ambas picaduras para los segmentos 1, 2
y 3 de la figura 73 a). En la tabla 14 se muestran los valores de los parámetros
característicos. Como se puede ver el volumen total de la picadura C1_pmed.A
es casi cien veces mayor que el de C1_pmed.B, sin embargo, los parámetros
Pmax./Dm y Pmax./Sm son considerablemente mayores en C1_pmed.B, lo que
indicaría una mayor concentración de tensiones en el fondo de dicha picadura si
la probeta se somete a tensión.
En las micrografías tomadas por SEM se puede observar una picadura
plenamente desarrollada rodeada de otras picaduras incipientes de pocas
micras de diámetro y profundidad (figura 74 a), así como la coalescencia de dos
picaduras con un diámetro aproximado de 100 μm cada una de ellas (figura 74
b). En la figura 74 c) se observa el interior de una de las picaduras, y en la figura
74 d) se presenta la imagen ampliada de la partícula hallada dentro de la
picadura. En la figura 75 se presenta el análisis por EDS realizado por enfoque
puntual sobre la partícula de 20 µm de la figura 74 d), donde se aprecia el
elevado contenido en Si. La presencia de estas partículas se debe al exceso de Si
en la aleación con respecto al que se necesita estequiométricamente para
formar el compuesto Mg2Si. La distribución elemental de la figura 76 muestra
una alta concentración superficial de Si en el entorno de la picadura (compárese
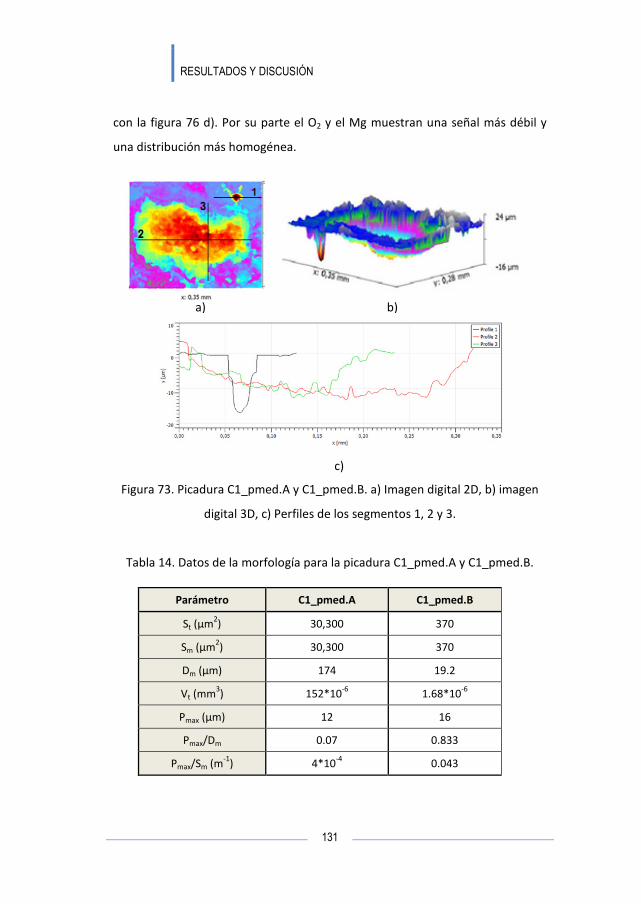
RESULTADOS Y DISCUSIÓN
131
con la figura 76 d). Por su parte el O2 y el Mg muestran una señal más débil y
una distribución más homogénea.
Figura 73. Picadura C1_pmed.A y C1_pmed.B. a) Imagen digital 2D, b) imagen
digital 3D, c) Perfiles de los segmentos 1, 2 y 3.
Tabla 14. Datos de la morfología para la picadura C1_pmed.A y C1_pmed.B.
Parámetro C1_pmed.A C1_pmed.B
St (µm2) 30,300 370
Sm (µm2) 30,300 370
Dm (µm) 174 19.2
Vt (mm3) 152*10-6 1.68*10-6
Pmax (µm) 12 16
Pmax/Dm 0.07 0.833
Pmax/Sm (m-1) 4*10-4 0.043
a) b)
c)

RESULTADOS Y DISCUSIÓN
132
Figura 74. Micrografías SEM del material C1. a) 150x,
de partícula analizada por EDS (
Figura 75. Material C1. Análisis EDS de la partícula mostrada en la
Si
del material C1. a) 150x, b) 400x; c) 850x, d) detalle
analizada por EDS (5500x).
partícula mostrada en la figura 74 d).

RESULTADOS Y DISCUSIÓN
133
Figura 76. Material C1. a) Imagen SEM de la zona analizada para el mapeo
(850x). Las imágenes b), c), d), e) muestran la distribución de O
de la zona analizada para el mapeo
(850x). Las imágenes b), c), d), e) muestran la distribución de O2, Mg, Si y Mn.
RESULTADOS Y DISCUSIÓN
134
4.2.3.4. Probetas corroídas durante dos meses (C2)
Picadura C2_pmax
En la figura 77 a) y b) se presentan las imágenes digitales bidimensionales y
tridimensionales de la zona donde se detectó la picadura de mayor profundidad
en el material corroído durante dos meses. Como se puede apreciar la
representación 3D corresponde a una coalescencia de al menos dos picaduras,
en donde el punto más profundo corresponde al punto de intersección de los
segmentos 1 y 2 que se han dibujado en la imagen de dos dimensiones. En la
figura 77 c) se representa el perfil 2D de la superficie para los segmentos 1 (en
gris) y 2 (en rojo) que muestra una picadura relativamente ancha de diámetro
superficial, y estrecha y profunda en la parte inferior. La profundidad máxima es
de 57 μm con un diámetro medio de 60 μm en la parte superior o boca de la
picadura. Nos encontramos ante una picadura de morfología elíptica o
semiesférica según la norma [52].
En la tabla 15 se incluyen los datos topográficos asociados a la picadura
C2_pmax. Comparando esta picadura con la más profunda detectada en las
probetas corroídas durante un mes (C1_pmax), se puede observar que la
superficie media y el diámetro medio han sufrido un considerable aumento. Sin
embargo, el aumento de la profundidad máxima no es tan grande, lo que trae
consigo que las relaciones Pmax/Dm y Pmax/Sm tengan valores menores que en la
picadura máxima estudiada en C1_pmax.

RESULTADOS Y DISCUSIÓN
135
Figura 77. Picadura C2_pmax. a) Imagen digital 2D, b) imagen digital 3D,
perfiles de los segmentos 1 y 2.
Tabla 15. Datos de la morfología para la picadura C2_pmax
Parámetro
St (µm2)
Sm (µm2)
Dm (µm)
Vt (mm3)
Pmax (µm)
Pmax/Dm
Pmax/Sm (m-1)
c)
a)
magen digital 2D, b) imagen digital 3D, c)
perfiles de los segmentos 1 y 2.
Datos de la morfología para la picadura C2_pmax.
C2_pmax
38,000
12,600
66
1.81*10-3
57
0.86
0.004
b)

RESULTADOS Y DISCUSIÓN
136
Picadura C2_pmed
La figura 78 representa una imagen típica del ataque de esta probeta. En la
imagen en dos dimensiones 78 a) se observa la coalescencia de varias picaduras
que aparecen coloreadas en rojo y negro. Este tipo de coalescencia se ha
generalizado durante el segundo mes de ataque corrosivo. Como se puede ver
en la imagen en tres dimensiones las picaduras tienen una morfología de tipo
elíptico. En la figura 78 c) se muestra los perfiles de las superficies
correspondientes a los segmentos de la figura 78 a) donde se observa que la
profundidad máxima de las mayores picaduras es muy similar, no superando en
ningún caso las 20 µm.
Los valores medios de los parámetros de las picaduras detectadas en la probeta
C2_pmed se representan en la tabla 16. En la figura 78 c) se puede ver una
profundidad máxima media (Pmax) de 19 μm. En este caso los valores de las
relaciones Pmax/Dm y Pmax/Sm son 1.81 y 0.0152 µm-1, respectivamente. En las
micrografías de la figura 79 a) y b) se observa la morfología típica de dos de las
picaduras en la probeta C2_pmed. en la que se apreciaron partículas de Si e
hidróxidos de aluminio en su interior. En la figura 79 c) se observa la
distribución homogénea de las picaduras sobre la superficie de la probeta.
En la figura 80 se ofrece una imagen de otra picadura de tipo medio en el
material C2 junto con la distribución elemental de oxígeno, aluminio y silicio. Se
puede ver una alta concentración de los dos primeros elementos aunque no es
muy homogénea. Hay zonas donde existe una alta concentración de aluminio
que coincide con una disminución importante de la concentración de oxígeno,
lo que indicaría una discontinuidad en la capa de óxido u hidróxidos de aluminio
en el entorno de la picadura.

RESULTADOS Y DISCUSIÓN
137
Figura 78. Picadura C2_pmed. a) Imagen digital 2D, b) imagen digital 3D, c)
perfiles de los segmentos 1, 2, 3, 4 y 5.
Tabla 16. Datos de la morfología para la picadura C2_pmed
Parámetro C2_pmed
St (µm2)
Sm (µm2)
Dm (µm)
Vt (mm3)
Pmax (µm)
Pmax/Dm
Pmax/Sm (m-1)
a)
c)
Picadura C2_pmed. a) Imagen digital 2D, b) imagen digital 3D, c)
perfiles de los segmentos 1, 2, 3, 4 y 5.
Datos de la morfología para la picadura C2_pmed.
C2_pmed
198,000
1,250
10.5
4.0*10-3
19
1.81
0.0152
b)

RESULTADOS Y DISCUSIÓN
138
Figura 79. Micrografías SEM del material C2
c)
2. a) 220x; b) 130x y c) 500.

RESULTADOS Y DISCUSIÓN
139
Figura 80. Material C2. a) Imagen SEM analizada por mapeo (850x). Las
imágenes b), c), d), e) muestran la distribución de O
analizada por mapeo (850x). Las
nes b), c), d), e) muestran la distribución de O2, Al, Mn, Si y Cu.
RESULTADOS Y DISCUSIÓN
140
4.2.3.6. Probetas corroídas durante tres meses (C3)
Picadura C3_pmax
En las figura 81 se puede observar la zona de la picadura más profunda
encontrada en la probeta C3_pmax (segmento 1) a la que corresponde una
profundidad máxima de 130 μm. Como se muestra en la tabla 17 se trata de
una picadura muy estrecha y aguda, a la cual correspondería un factor de
concentración de tensiones elevado como se deduce de los altos valores de las
relaciones Pmax/Dm y Pmax/Sm (9.42 y 0.33 µm-1, respectivamente). En la figura 85
podemos ver los perfiles correspondientes a los segmentos 1 y 2, en donde se
observa la morfología de picadura estrecha y aguda.

RESULTADOS Y DISCUSIÓN
141
Figura 81. Picadura C3_pmax. a) Imagen d
perfiles de los segmentos 1 y 2.
Tabla 17. Datos de la morfología para la picadura C3_pmax
Parámetro
St (µm2)
Sm (µm2)
Dm (µm)
Vt (mm3)
Pmax (µm)
Pmax/Dm
Pmax/Sm (m-1)
a)
c)
Picadura C3_pmax. a) Imagen digital 2D, b) imagen digital 3D, c)
perfiles de los segmentos 1 y 2.
Datos de la morfología para la picadura C3_pmax.
C3_pmax
1,940
390
13.8
65*10-6
130
9.42
0.33
b)

RESULTADOS Y DISCUSIÓN
142
Picadura C3_pmed
En la figura 82 se presenta la picadura C3_pmed, que alcanza la profundidad
máxima de 82 μm. Los factores Pmax/Dm y Pmax/Sm alcanzan los valores de 7.9 y
0.051 µm-1. En la figura 82 c) se observa el perfil bidimensional de la muestra en
donde se puede apreciar que los valores máximos de profundidad no coinciden
debido a que el punto de intersección se encuentra a distinta longitud con
respecto a origen de medición de los segmentos 1 y 2.
En la figura 83 se muestran las micrografías obtenida por SEM de una picadura
en la muestra C3_pmed. En la imagen a) se observa una zona de coalescencia
de picaduras rodeada de picaduras individuales más incipientes. En la imagen b)
se observa como la zona de coalescencia está formada, al menos, por cuatro
focos de picaduras. Las imágenes c) y d) se pueden ver con mayor nitidez los
productos de corrosión en el interior de los defectos, fundamentalmente
hidróxidos de aluminio.
En la figura 84 se muestra la imagen de una picadura en la cual, como se puede
ver en el análisis EDS (figura 85) se localizaron partículas de silicio junto con
compuestos oxidados de aluminio, así como la presencia de sodio proveniente
de la atmósfera salina utilizada durante el ensayo. En la figura 84 b) se observa
con más detalle una partícula de silicio de aproximadamente 20 µm de
diámetro, que es el tamaño promedio de las partículas de silicio encontradas.
Como se observa en la figura 86, la distribución de los elementos delimita
perfectamente el borde de la picadura y pone de manifiesto la concentración de
silicio y, sobre todo, aluminio sobre la superficie. Aquellas zonas del mapa de
distribución en donde la cantidad de puntos es mayor estarían relacionadas con
la localización de partículas de Si y mayores cantidades de compuestos oxidados
de aluminio.

RESULTADOS Y DISCUSIÓN
143
Figura 82. Picadura C3_pmed. a) Imagen digital en 2D, b) imagen digital 3D, c)
perfiles de los segmentos 1 y 2.
Tabla 18. Datos de la morfología para la picadura C3_pmed.
Parámetro C3_pmed
St (µm2) 1,620
Sm (µm2) 1,620
Dm (µm) 10.4
Vt (mm3) 1.94*10-3
Pmax (µm) 82
Pmax/Dm 7.9
Pmax/Sm (m-1) 0.051
a) b)
c)
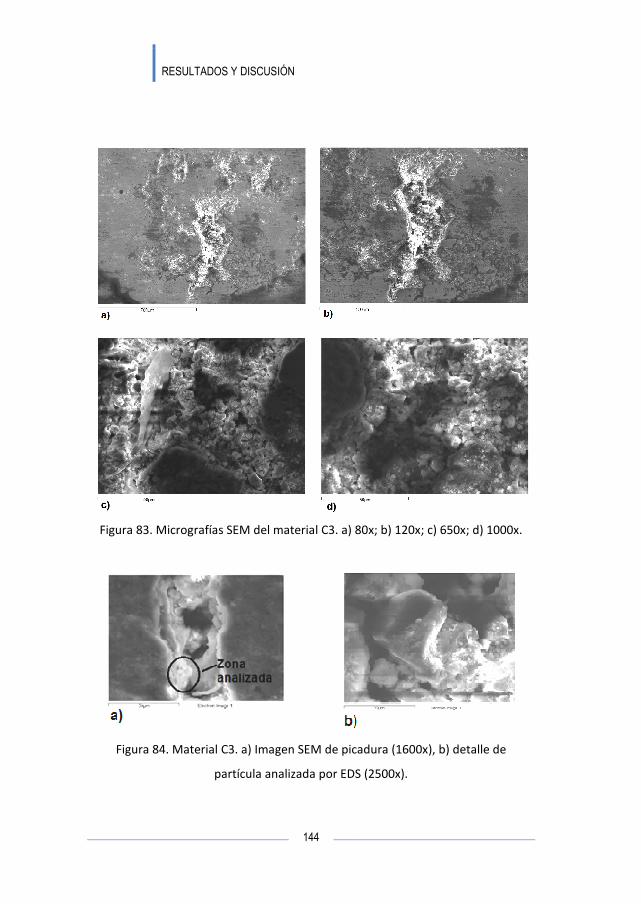
RESULTADOS Y DISCUSIÓN
144
Figura 83. Micrografías SEM del material C3. a) 80x; b) 120x; c) 650x; d) 1000x.
Figura 84. Material C3. a) Imagen SEM de picadura (1600x), b) detalle de
partícula analizada por EDS
. Micrografías SEM del material C3. a) 80x; b) 120x; c) 650x; d) 1000x.
de picadura (1600x), b) detalle de
analizada por EDS (2500x).

RESULTADOS Y DISCUSIÓN
145
Figura 85. Material C3. Análisis EDS de la partícula mostrada en la
Figura 86. Material C3. a) Imagen SEM de la zona analizada por mapeo (850x).
Las imágenes b), c), d), e) muestran la distribución de
. Material C3. Análisis EDS de la partícula mostrada en la Figura 84b.
de la zona analizada por mapeo (850x).
nes b), c), d), e) muestran la distribución de Al, O2, Fe, Si.

RESULTADOS Y DISCUSIÓN
146
4.2.3. Comparación de los datos de picaduras y datos de rugosidad
En la tabla 19 se muestra la evolución de los parámetros promedio de picadura
para la aleación de aluminio AA6082-T6. Estas picaduras son el resultado de la
corrosión de la aleación en una cámara de niebla salina durante un periodo de
tres meses.
Los parámetros promedio se determinaron por microscopía confocal para un
área total de la imagen confocal (Sima_conf) de aproximadamente 33 mm2. Para el
cálculo de los valores se tuvieron en cuenta aquellas picaduras con una
profundidad superior a 10 µm, ya que se pretendió hacer un estudio de las
picaduras por corrosión sin tener en cuenta los defectos de laminación,
microgrietas, que como vimos tenían una profundidad máxima de 10 µm.
En esta tabla comparativa se incluyen los datos del número de picaduras
utilizadas en los cálculos promedios Np, el área total la imagen confocal Sima_conf,
el área total de picadura proyectada St , el porcentaje de área total de picadura
proyectada St(%), el área media de picadura Sm, el diámetro medio de picadura
Dm, el volumen de picadura Vt, la densidad de picadura ρp, la profundidad
máxima de picadura Pmax, la profundidad media (Pm), el factor de picadura Fp,
las relaciones Pm/Dm, Pm/Sm, y los valores de (P/D)max, (P/S)max, asociados con la
picadura más profunda.
Se observa cómo los parámetros de picadura aumentan con el tiempo de
corrosión, sobre todo en las probetas C3. El diámetro medio Dm de picadura
apenas ha tenido variación durante los dos primeros meses en las probetas C2.
En cuanto a la densidad de picadura ρp, se triplica cada mes, o, lo que es lo
mismo, existe una velocidad constante de aparición de picaduras sobre la
superficie de la aleación. También existe un aumento de las relaciones Pm/Dm y
RESULTADOS Y DISCUSIÓN
147
Pm/Sm con el tiempo de corrosión, siendo más acusado el incremento en la
primera de ellas. Un comportamiento similar se observa en el factor de
picadura Fp, estando las variaciones relativas de este parámetro mucho más
cerca de las correspondientes a la relación Pm/Sm que de Pm/Dm. Teniendo en
cuenta que el factor Fp, es igual a uno cuando se produce una corrosión
uniforme del material, existe un alto grado de ataque localizado desde el primer
mes de ensayo (FP = 2.00). Todo esto conlleva que la severidad de las picaduras
aumenta considerablemente a partir del tercer mes de ensayo, lo que
produciría una mayor concentración de tensiones promedio en el fondo de ellas
y por lo tanto una posible disminución de la resistencia a la fatiga del material
como se analizará en la segunda parte de esta tesis. Dentro de estos valores,
desde el punto de vista de las tensiones puntuales, los parámetros a considerar
serían las relaciones (Pm/Dm)max y (Pm/Sm)max, que de acuerdo con la ecuación
(1.10) nos darían la máxima concentración de tensiones en el material. Por otra
parte, los valores de la profundidad máxima de picadura, Pmax tienen que
tenerse en cuenta para la estimación de la máxima tensión de sección neta que
soporta el material, es decir considerando solamente la sección transversal no
agrietada de la probeta.
En la tabla 20 se relacionan varios parámetros de picadura (densidad de
picadura ρ, profundidades máximas Pmax y medias Pmed , el factor de picadura Fp,
y la relación Pm/Sm) con los valores de los parámetros de rugosidad obtenidos
por microscopía confocal para el material decapado, con objeto de establecer
una relación entre ellos. Salvo el parámetro Ra, que se mantiene prácticamente
constante, todos los demás mostraron una disminución de sus valores durante
el primer mes de ensayo. Se observa que los parámetros de rugosidad Rp, Rt, Rv
y Rz experimentan un mayor aumento al tercer mes del ataque corrosivo. Estos
parámetros miden la amplitud pico-valle comprendidos en una determinada

RESULTADOS Y DISCUSIÓN
148
longitud de muestreo, por lo que estarían influidos por las picaduras de mayor
profundidad encontrados en la medición. Sin embargo, los parámetros de
amplitud que miden los valores medios de ordenada en una determinada
longitud de medida (Ra y Rq), apenas muestran variaciones en sus valores entre
el primer mes de ensayo y el tercero. Aunque en la tabla se reflejan las medidas
aritméticas de los resultados de rugosidad obtenidos en sentido longitudinal y
transversal, la rugosidad experimenta un mayor incremento en la dirección
longitudinal de laminación que en la transversal (véase tablas 9 y 10), lo que
indicaría un cierto carácter anisótropo del ataque corrosivo.
Tabla 19. Comparativa de los datos de picaduras de C1, C2 y C3.
C1 C2 C3
NP 4 15 42
Sima_conf (mm2) 33.39 33.58 33.35
St (μm2) 720 3,060 12,090
St (rel.) (%) 0.00 0.01 0.04
Sm (µm2) 179 204 307
Dm (µm) 11.5 10.7 14.1
Vt (mm3) 2.15*10-6 13.90*10-6 27.90*10-6
ρp (pic./mm2) 0.12 0.44 1.25
Pmax (μm) 39 57 130
Pm (μm) 19.50 26.03 50.00
FP 2.00 2.19 2.60
Pm/Dm 1.69 2.43 3.54
Pm/Sm (µm-1) 0.11 0.127 0.162
Pmax/D 1.29 0.86 9.42
Pmax/S (µm-1) 0.02 0.004 0.33
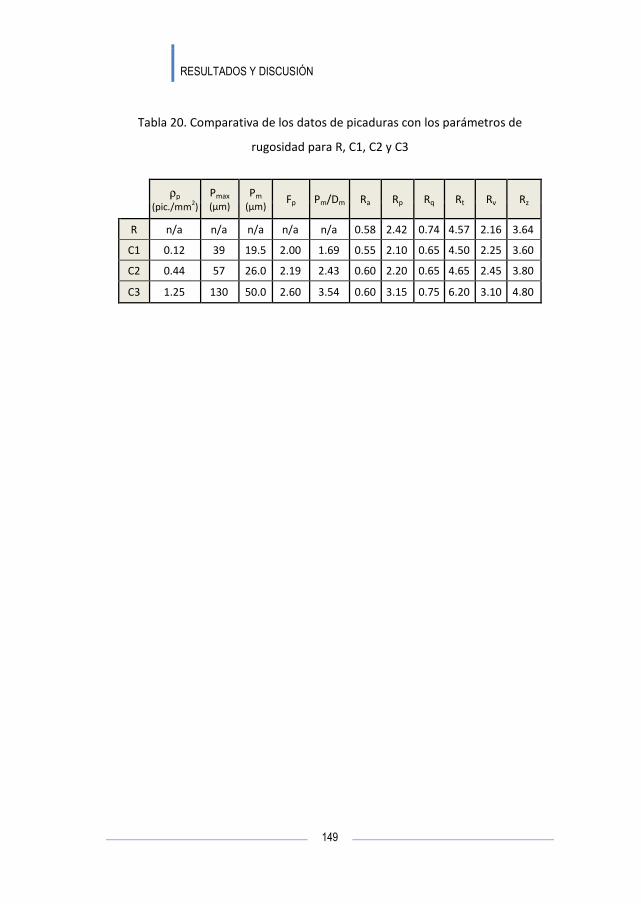
RESULTADOS Y DISCUSIÓN
149
Tabla 20. Comparativa de los datos de picaduras con los parámetros de
rugosidad para R, C1, C2 y C3
ρp (pic./mm2)
Pmax (μm)
Pm
(μm) Fp Pm/Dm Ra Rp Rq Rt Rv Rz
R n/a n/a n/a n/a n/a 0.58 2.42 0.74 4.57 2.16 3.64
C1 0.12 39 19.5 2.00 1.69 0.55 2.10 0.65 4.50 2.25 3.60
C2 0.44 57 26.0 2.19 2.43 0.60 2.20 0.65 4.65 2.45 3.80
C3 1.25 130 50.0 2.60 3.54 0.60 3.15 0.75 6.20 3.10 4.80

RESULTADOS Y DISCUSIÓN
150
4.3 RESULTADOS DE LOS ANÁLISIS POR XRD
Los resultados de los análisis por XRD fueron similares durante los tres meses
que duraron los ensayos de corrosión. En las figuras 87, 88 y 89, se puede ver
los difractogramas asociados a las muestras, C1, C2 y C3, respectivamente.
Los análisis muestran que la capa de productos de oxidación está formada
principalmente por hidróxidos de aluminio: bayerita α-[Al(OH)3], gibbsita β-
[Al(OH)3] diásporo α-[AlO(OH)]. La bayerita es un compuesto metaestable que
constituye una etapa intermedia entre el hidróxido de aluminio amorfo y la
gibbsita 118[118]. Por su parte, la gibbsita o hidrargilita, de estructura
monoclínica, es otro compuesto común en la corrosión atmosférica de las
aleaciones de aluminio, en especial cuando existen iones alcalinos en el medio.
En todos los difractogramas aparece una reflexión del ángulo 2θ de 41.65º y
21.7º, que coincide con las reflexiones secundarias de la bayerita pero que tiene
una intensidad suficiente como para indicar que pudiera tratarse de otra fase
que no se pudo asignar. Esta reflexión no coincide con ningún óxido o hidróxido
de aluminio de los que se encuentran en la base de datos del equipo disponible,
por lo que serían precisos datos analíticos adicionales para completar la
identificación. También cabe destacar que, en el difractograma correspondiente
a la muestra corroída C3, figura. 89, se obtuvieron unos picos de bayerita a 2θ
con valor de 19° y 40.5°, más intensos que en las otras muestras, lo que indica
el mayor nivel de oxidación de dicha probeta.

RESULTADOS Y DISCUSIÓN
151
Figura 87. Análisis XRD en C1.
Figura 88. Análisis XRD en C2.
. Análisis XRD en C1.
. Análisis XRD en C2.
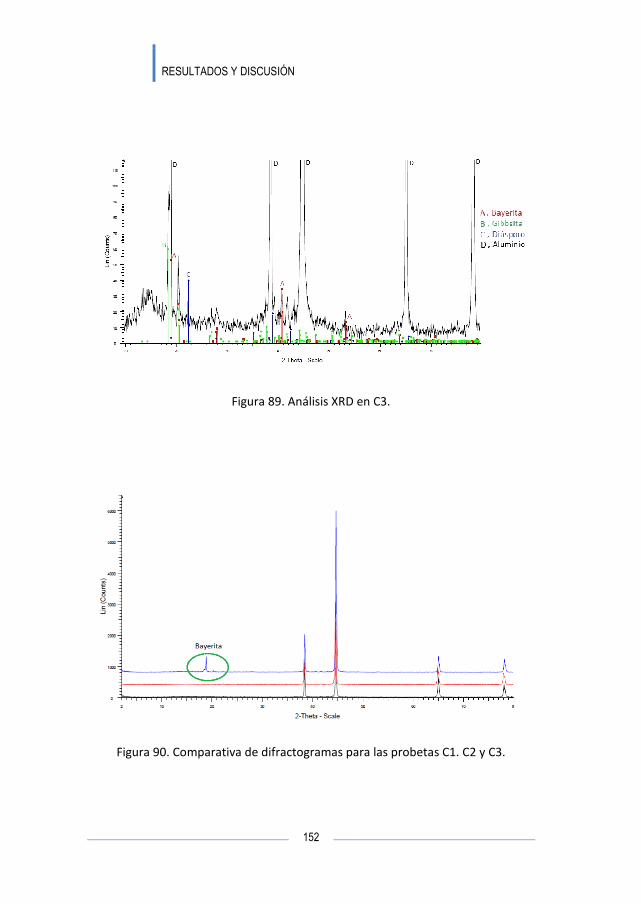
RESULTADOS Y DISCUSIÓN
152
Figura 89. Análisis XRD en C3.
Figura 90. Comparativa de difractogramas para las probetas C1. C2 y C3.
. Análisis XRD en C3.
Comparativa de difractogramas para las probetas C1. C2 y C3.

RESULTADOS Y DISCUSIÓN
153
4.4. ENSAYOS A TRACCIÓN
4.4.1. Curva tensión-deformación
Para caracterizar el comportamiento mecánico de los materiales en primer
lugar se procedió a realizar los ensayos de tracción y obtener las curvas tensión-
deformación, σ-ε. Las gráficas obtenidas para cada material se presentan en la
figura 91, donde la tensión se presenta en el eje de ordenadas MPa y la
deformación en el eje de abcisas en % tomando como base de medida la “gauge
length” del extensómetro de 50 mm. A partir de estas curvas, se obtuvieron los
valores del límite elástico σo, resistencia a tracción σu y deformación hasta la
rotura εu para cada material. Los valores obtenidos se incluyen en la tabla 21.
Los datos obtenidos para la resistencia y límite elástico del material de
referencia R coinciden con los valores encontrados en la bibliografía (ver tabla
5). Los resultados obtenidos son de 311 MPa para la resistencia a tracción, σu y
275 MPa para el límite elástico, σo. En las probetas corroídas C1 y C2, los datos
de resistencia a tracción σu, y el límite elástico σo no experimentan cambios con
respecto al material de referencia R. En cambio, para las probetas precorroídas
durante 3 meses, C3, se produce una disminución de la resistencia, bajando a
286 MPa, un 8% inferior al valor de referencia R, e igualmente disminuye el
límite elástico hasta los 255 MPa, un 7% menos que en R.
La deformación bajo carga máxima es el parámetro más sensible al proceso de
corrosión. En los datos de la tabla 21 se observa que para el material de
referencia R, εu está en torno al 17%, para C1 es del 15,5% y para C2 y C3 es
aproximadamente del 11%. En el primer mes la reducción en εu es del 9%, en el
segundo mes del 32% y en el tercer mes de corrosión la disminución es del 34%.
Según estos resultados se deduce que a partir del primer mes de corrosión

RESULTADOS Y DISCUSIÓN
154
comienza a producirse una importante disminución de ductilidad con la
consiguiente pérdida de tenacidad en el material.
Otro de los aspectos interesantes del ensayo de tracción fue definir el valor del
límite elástico para cada material, porque este valor es el máximo que se utiliza
para definir las cargas en fatiga. Es decir, el programa de ensayos de fatiga se
planifica en función de un porcentaje del límite elástico, con objeto de evitar
que las tensiones aplicadas durante los primeros ciclos del ensayo sean
suficientemente altas para producir deformaciones plásticas en el material.
Teniendo en cuenta que para los tres estados R, C1 y C2 los valores del límite
elástico fueron muy similares, con diferencias muy pequeñas que están más
relacionadas con la propia metodología del ensayo que con un cambio real en la
propiedad mecánica del material, el valor que se adoptó para σo en estos casos
fue de 275 MPa y para el estado C3 el valor de σo fue de 255 MPa.
Figura 91. Curvas experimentales σ-ε para los materiales R, C1, C2 y C3.
0
50
100
150
200
250
300
350
0 5 10 15 20
σ(M
Pa)
ε(%)
R
C1
C2
C3

RESULTADOS Y DISCUSIÓN
155
Tabla 21. Resultados del ensayo de tracción.
Material σσσσo (MPa) σσσσu (MPa) εεεεu (%)
R 275 311 17.0
C1 271 311 15.5
C2 276 309 11.6
C3 255 286 11.2
4.4.2. Parametrización del comportamiento a tracción
Una vez realizados los ensayos experimentales que permiten definir las curvas
tensión-deformación ingenieril de cada material, se procedió a parametrizar su
comportamiento, hasta el valor de la tensión máxima, según la ecuación de
Ramberg-Osgood. Esta ecuación es la más utilizada para predecir el
comportamiento elastoplástico de metales dúctiles, principalmente en el caso
del aluminio, y consiste básicamente en el ajuste de los curvas experimentales a
una ecuación de tres parámetros (ecuación 3.5), hasta el punto donde se
produce la estricción.
En las gráficas de las figuras 92, 93, 94 y 95 se presentan las curvas
experimentales y las curvas modelizadas por la ecuación de Ramberg Osgood,
para los valores de tensión-deformación de los cuatro tipos de probetas
estudiadas. En todos los casos el ajuste y la gráfica experimental se solapan
perfectamente.
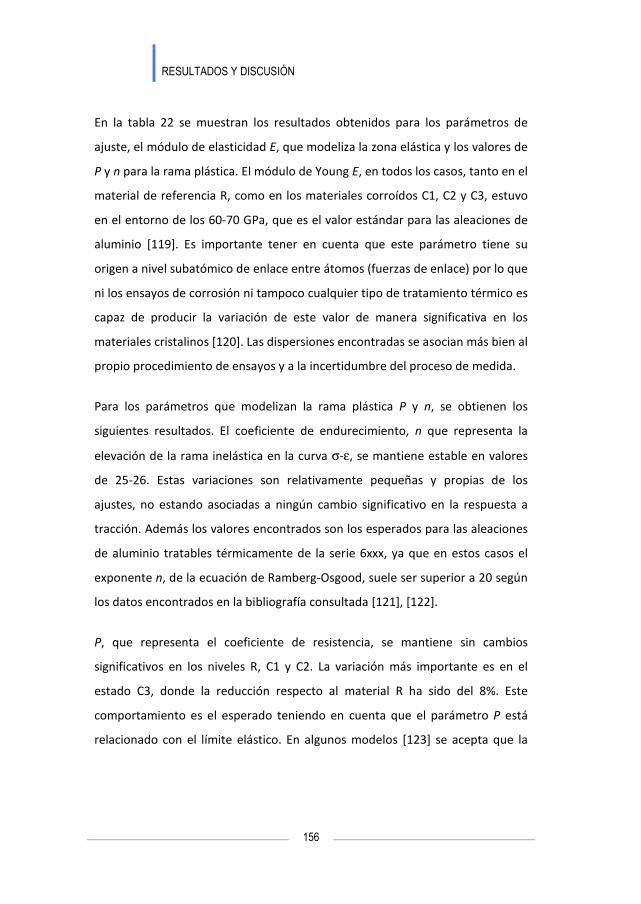
RESULTADOS Y DISCUSIÓN
156
En la tabla 22 se muestran los resultados obtenidos para los parámetros de
ajuste, el módulo de elasticidad E, que modeliza la zona elástica y los valores de
P y n para la rama plástica. El módulo de Young E, en todos los casos, tanto en el
material de referencia R, como en los materiales corroídos C1, C2 y C3, estuvo
en el entorno de los 60-70 GPa, que es el valor estándar para las aleaciones de
aluminio [119]. Es importante tener en cuenta que este parámetro tiene su
origen a nivel subatómico de enlace entre átomos (fuerzas de enlace) por lo que
ni los ensayos de corrosión ni tampoco cualquier tipo de tratamiento térmico es
capaz de producir la variación de este valor de manera significativa en los
materiales cristalinos [120]. Las dispersiones encontradas se asocian más bien al
propio procedimiento de ensayos y a la incertidumbre del proceso de medida.
Para los parámetros que modelizan la rama plástica P y n, se obtienen los
siguientes resultados. El coeficiente de endurecimiento, n que representa la
elevación de la rama inelástica en la curva σ-ε, se mantiene estable en valores
de 25-26. Estas variaciones son relativamente pequeñas y propias de los
ajustes, no estando asociadas a ningún cambio significativo en la respuesta a
tracción. Además los valores encontrados son los esperados para las aleaciones
de aluminio tratables térmicamente de la serie 6xxx, ya que en estos casos el
exponente n, de la ecuación de Ramberg-Osgood, suele ser superior a 20 según
los datos encontrados en la bibliografía consultada [121], [122].
P, que representa el coeficiente de resistencia, se mantiene sin cambios
significativos en los niveles R, C1 y C2. La variación más importante es en el
estado C3, donde la reducción respecto al material R ha sido del 8%. Este
comportamiento es el esperado teniendo en cuenta que el parámetro P está
relacionado con el límite elástico. En algunos modelos [123] se acepta que la

RESULTADOS Y DISCUSIÓN
157
expresión de Ramberg-Osgood para la rama plástica pueda ser escrita de la
forma:
0.002
n
p
o
σε
σ
=
Donde σο es el límite elástico del 0,2%.
Conforme a esta expresión, y teniendo en cuenta que el coeficiente n es
constante entre los distintos niveles de corrosión, la variación del parámetro P
estaría ligada a los cambios encontrados para el límite elástico.
( )
1/0.002
o
nP
σ= (4.1)
Comprobando los datos, se observa que la desviación entre los datos
experimentales de P y los teóricos, resultado de utilizar la ecuación (4.1), son
del 2% - 3% en para todos los materiales. El margen de diferencia es lo
suficientemente pequeño, por debajo del 5%, para poder considerar que esta
expresión sigue teniendo validez cuando se produce la corrosión del material.
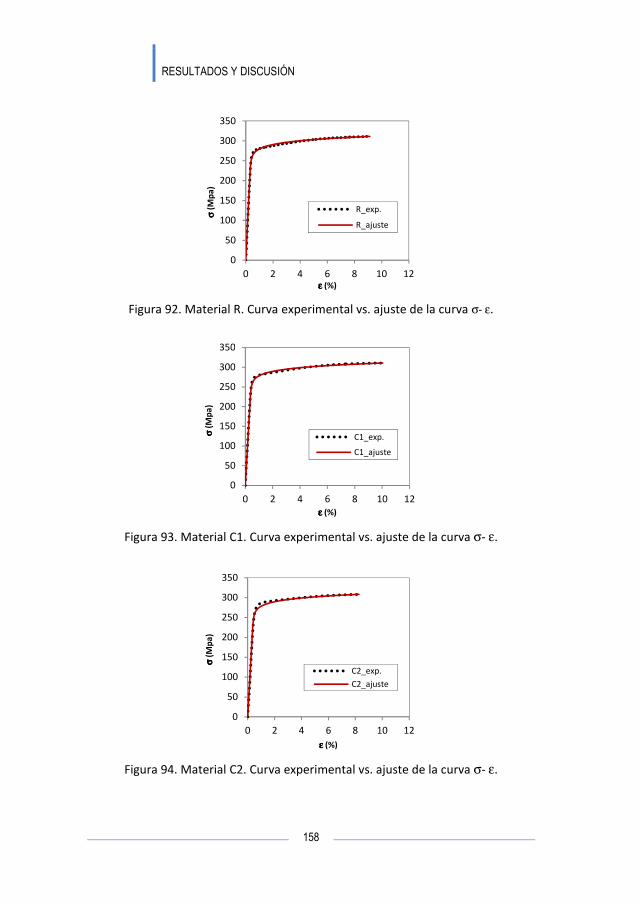
RESULTADOS Y DISCUSIÓN
158
Figura 92. Material R. Curva experimental vs. ajuste de la curva σ- ε.
Figura 93. Material C1. Curva experimental vs. ajuste de la curva σ- ε.
Figura 94. Material C2. Curva experimental vs. ajuste de la curva σ- ε.
0
50
100
150
200
250
300
350
0 2 4 6 8 10 12
σσ σσ(M
pa)
εεεε (%)
R_exp.
R_ajuste
0
50
100
150
200
250
300
350
0 2 4 6 8 10 12
σσ σσ(M
pa)
εεεε (%)
C1_exp.
C1_ajuste
0
50
100
150
200
250
300
350
0 2 4 6 8 10 12
σσ σσ(M
pa)
εεεε (%)
C2_exp.
C2_ajuste
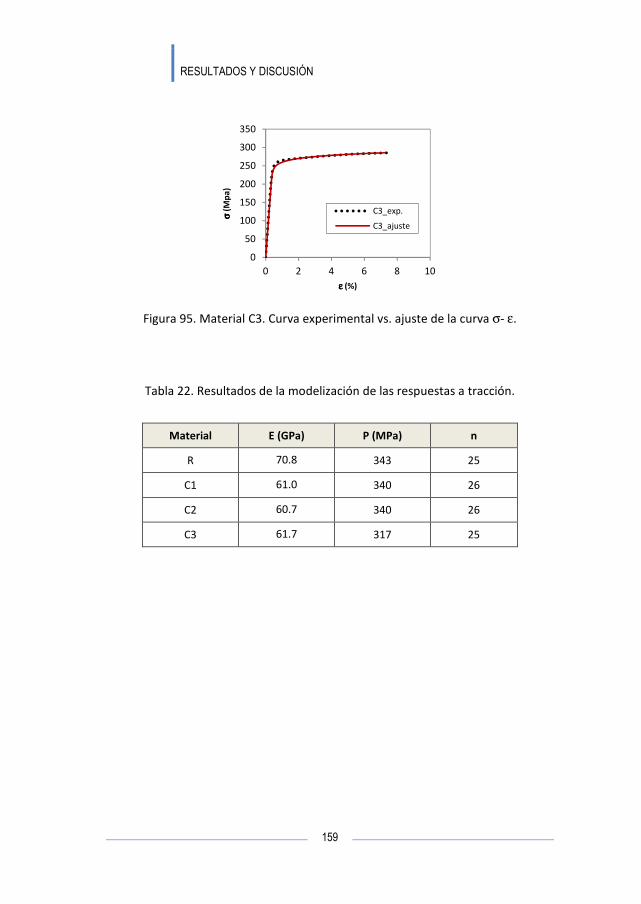
RESULTADOS Y DISCUSIÓN
159
Figura 95. Material C3. Curva experimental vs. ajuste de la curva σ- ε.
Tabla 22. Resultados de la modelización de las respuestas a tracción.
Material E (GPa) P (MPa) n
R 70.8 343 25
C1 61.0 340 26
C2 60.7 340 26
C3 61.7 317 25
0
50
100
150
200
250
300
350
0 2 4 6 8 10
σσ σσ(M
pa)
εεεε (%)
C3_exp.
C3_ajuste

RESULTADOS Y DISCUSIÓN
160
4.5 ENSAYOS A FATIGA
4.5.1. Resultados globales de los ensayos de fatiga
En las tablas 23, 24, 25 y 26 se presentan los resultados de los ensayos de fatiga
para las probetas R, C1, C2 y C3 respectivamente. En estas tablas se incluyen los
datos del nivel de ensayo en función del tanto por ciento del límite elástico %σ0
tensión máxima aplicada Smax, rango de tensiones ΔS, y número de ciclos hasta
rotura o 2.106 de ciclos, que ha sido el límite tecnológico Ng utilizado en este
trabajo de investigación N. Los rangos de tensiones ΔS para los materiales R, C1
y C2 se calcularon tomando como límite elástico el valor de 275 MPa, mientras
que para las probetas de tipo C3 se consideró un valor de 255 MPa.
Las tablas están divididas en dos partes de modo que la parte superior son los
datos que se utilizan para trazar la curva S-N ajustada por la ecuación de
Basquin y el grupo de los dos últimos nivel de carga de cada tabla son los datos
utilizadas para el cálculo del límite elástico por el método de probabilidad de
máxima verosimilitud.
El nivel más alto de carga se estableció en el 95%σ0 para evitar la plastificación
del material y el nivel de carga más bajo ensayado está asociado con el nivel
donde todas las probetas ensayadas superan el valor de Ng. Para el material de
referencia R se ensayaron los niveles del 95%, 90%, 80%, 70%, 65% y 55% del
límite elástico. Para el material corroído C1 se hicieron ensayos en los niveles
del 95%, 70%, 55%, 45%, 40% y 35%. Para el material corroído dos meses C2 se
ensayaron los niveles 95%, 70%, 55%, 45%, 40% y 35%, y por último, para las
probetas corroídas durante tres meses C3 se tomaron los niveles 95%, 70%,
55%, 45%, 30% y 27%, respecto al límite elástico
RESULTADOS Y DISCUSIÓN
161
Para cada nivel se hizo un mínimo de 3 ensayos y el número máximo de ensayos
estuvo en función de la dispersión obtenida en cada caso. En la bibliografía
asociada a la fatiga, uno de los temas más importantes a tener en cuenta es la
dispersión de los resultados, en general se acepta que para un nivel de carga
determinado, la dispersión asociada al número de ciclos hasta la rotura, es
bastante grande, debido a la multitud de variables que influyen en la respuesta
y al proceso intrínseco de la fatiga [124]. En particular, destacar que esta
dispersión es mayor cuanto mayor es el número de ciclos hasta rotura.
Las gráficas asociadas a los datos experimentales obtenidos en los ensayos de
fatiga se presentan en las figuras, 96, 97, 98 y 99. En nuestro caso, se observó
que el material de referencia R tiene la mayor dispersión de todos los estados
analizados, C1, C2 y C3. Esto se debe a la presencia aleatoria de microgrietas en
el material, originadas en el proceso de laminación, como se observó en el
análisis de las superficies de los materiales estudiados. Por este motivo en el
material de referencia R, además de los niveles 95%σ0, 70%σ0, y 55%σ0,
comunes a todos los estados de corrosión, se tomaron niveles intermedios en
zonas de altos niveles de carga, 90%σ0 y 80%σ0 (ver tabla 23) que ayudaron a
graficar con mayor exactitud la curva S-N para el material de referencia.
Además, para el nivel de carga del 65%σ0, utilizado para el cálculo del límite de
fatiga, se realizaron hasta nueve ensayos, con objeto de reducir la dispersión en
el cálculo probabilístico.

RESULTADOS Y DISCUSIÓN
162
Tabla 23. Resultados de fatiga para material de referencia (R)
Referencia ( R )
%σ0 Smax (MPa) ΔS (MPa) N
95% 261 235 75,147
95% 261 235 28,189
95% 261 235 76,510
95% 261 235 71,087
95% 261 235 38,208
95% 261 235 38,119
95% 261 235 39,766
90% 248 223 117,440
90% 248 223 36,326
90% 248 223 66,868
90% 248 223 56,912
90% 248 223 64,475
80% 220 198 152,687
80% 220 198 155,018
80% 220 198 142,995
80% 220 198 138,230
70% 193 174 432,736
70% 193 174 136,290
70% 193 174 630,517
70% 193 174 235,490
70% 193 174 306,431
65% 179 161.1 428,528
65% 179 161.1 2,000,000
65% 179 161.1 136,856
65% 179 161.1 2,000,000
65% 179 161.1 2,000,000
65% 179 161.1 426,471
65% 179 161.1 337,000
65% 179 161.1 314,461
65% 179 161.1 390,022
55% 168 151 2,000,000
55% 168 151 2,000,000
55% 168 151 2,000,000
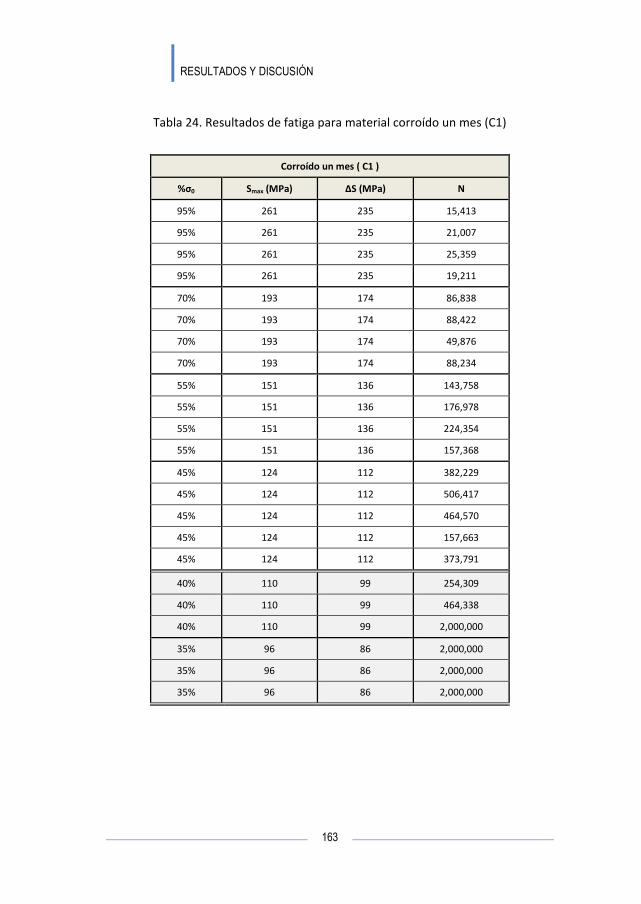
RESULTADOS Y DISCUSIÓN
163
Tabla 24. Resultados de fatiga para material corroído un mes (C1)
Corroído un mes ( C1 )
%σ0 Smax (MPa) ΔS (MPa) N
95% 261 235 15,413
95% 261 235 21,007
95% 261 235 25,359
95% 261 235 19,211
70% 193 174 86,838
70% 193 174 88,422
70% 193 174 49,876
70% 193 174 88,234
55% 151 136 143,758
55% 151 136 176,978
55% 151 136 224,354
55% 151 136 157,368
45% 124 112 382,229
45% 124 112 506,417
45% 124 112 464,570
45% 124 112 157,663
45% 124 112 373,791
40% 110 99 254,309
40% 110 99 464,338
40% 110 99 2,000,000
35% 96 86 2,000,000
35% 96 86 2,000,000
35% 96 86 2,000,000

RESULTADOS Y DISCUSIÓN
164
Tabla 25. Resultados de fatiga para material corroído 2 meses (C2)
Corroído dos meses ( C2 )
%σ0 Smax (MPa) ΔS (MPa) N
95% 261 235 18,663
95% 261 235 24,951
95% 261 235 23,400
95% 261 235 20,760
70% 193 174 78,836
70% 193 174 90,171
70% 193 174 80,250
70% 193 174 70,688
55% 151 136 119,923
55% 151 136 135,622
55% 151 136 146,113
55% 151 136 154,041
45% 124 112 288,215
45% 124 112 266,588
45% 124 112 232,913
45% 124 112 270,550
40% 110 99 607,569
40% 110 99 651,097
40% 110 99 743,236
40% 110 99 318,589
35% 96 86 2,000,000
35% 96 86 2,000,000
35% 96 86 2,000,000

RESULTADOS Y DISCUSIÓN
165
Tabla 26. Resultados de fatiga para material corroído 3 meses (C3)
Corroído tres meses ( C3 )
%σ0 Smax (MPa) ΔS (MPa) N
95% 242 218 33,715
95% 242 218 28,125
95% 242 218 20,996
95% 242 218 30,227
70% 178 160 70,205
70% 178 160 49,804
70% 178 160 80,262
55% 140 126 205,570
55% 140 126 109,587
55% 140 126 128,887
45% 114 103 214,160
45% 114 103 334,966
45% 114 103 161,059
35% 76 68 696,796
35% 76 68 2,000,000
35% 76 68 2,000,000
27% 69 62 2,000,000
27% 69 62 2,000,000
27% 69 62 2,000,000

RESULTADOS Y DISCUSIÓN
166
Figura 96. Puntos experimentales de fatiga para el material de referencia, R.
Figura 97. Puntos experimentales de fatiga para el material corroído, C1.
0
50
100
150
200
250
300
1,E+04 1,E+05 1,E+06 1,E+07
ΔS
(MP
a)
N (escala log)
0
50
100
150
200
250
300
1,E+04 1,E+05 1,E+06 1,E+07
ΔS
(MP
a)
N (escala log)

RESULTADOS Y DISCUSIÓN
167
Figura 98. Puntos experimentales de fatiga para el material corroído, C2.
Figura 99. Puntos experimentales de fatiga para el material corroído, C3.
0
50
100
150
200
250
300
1,E+04 1,E+05 1,E+06 1,E+07
ΔS
(MP
a)
N (escala log)
0
50
100
150
200
250
300
1,E+04 1,E+05 1,E+06 1,E+07
ΔS
(MP
a)
N (escala log)

RESULTADOS Y DISCUSIÓN
168
4.5.2. Ajuste de Basquin para las curvas S-N
En las tablas 27, 28, 29 y 30 se presentan los datos utilizados para el cálculo de
la curva S-N de cada material. Los datos que se incluyen en esta tabla son el
nivel de carga ensayada %σ0, rango de tensión aplicada ΔS, el número medio de
ciclos, Nm (promedio de los diferentes ensayos realizados), la desviación
cuadrática media y la desviación expresada en porcentaje respecto a la media.
Para el material de referencia R, podemos ver en la tabla 27 cuatro niveles
(95%σ0, 90%σ0, 80%σ0 y 70%σ0). Estos niveles tan próximos se deben a la gran
dispersión que encontramos en el material en estado sin corroer (R). Se observa
que los valores más altos de desviación se dan para este estado del material con
un valor relativo máximo de 55% en el nivel del 70%σ0.
En las tablas 28 y 29 se incluyen los datos de fatiga de las probetas de tipo C1 y
C2. Se comprueba que en los dos niveles de carga más altos (95%σ0 y 70%σ0) los
números de ciclo promedio fueron muy similares para los dos estados de
corrosión. Para el material C1, al 95%σo se obtuvo un Nm de 20,248, mientras
que para C2 fue de 21,944. De manera similar para C1, al 70%σo el número
medio de ciclos Nm fue de 78,343 y para C2 de 79,986. Además, es importante
notar que habiéndose realizado el mismo número de ensayos en cada caso (4
por nivel), la desviación relativa fue mayor para C1 que para C2, lo que puede
ser indicativo de que para el nivel C1 todavía se mantiene la influencia del
acabado superficial inicial de la superficie afectando a la dispersión de los
resultados en el proceso de fatiga. Para los niveles de carga del 55% σ0 y del
45% σ0 se observa que la tendencia es a disminuir el número de ciclos hasta
rotura en C2 con respecto al material C1.

RESULTADOS Y DISCUSIÓN
169
Para el material corroído tres meses C3, los datos se muestran en la tabla 30. El
valor del límite elástico utilizado fue de 255 MPa, por este motivo, los datos del
rango de tensiones ∆S recogidos en la tabla son inferiores a los mostrados para
los otros materiales. El porcentaje de desviación en todos los niveles es superior
al asociado al material C2, pero hay que tener en cuenta que para C3 se
realizaron 3 ensayos para cada nivel de carga, excepto para el primer nivel que
se hicieron 4.
En la figura 100 se presenta la gráfica S-N que recoge los datos experimentales
promedios de los cuatro tipos de estados de corrosión ensayados, con escala
semilogarítmica para el eje de abscisas. En esta gráfica se puede apreciar como
a medida que el material se va corroyendo las gráficas se van desplazando hacia
la izquierda y hacia abajo del gráfico, indicativo de la pérdida de resistencia a la
fatiga. Lo más destacado en esta gráfica es la importante reducción que se
produce en la resistencia a fatiga cuando la corrosión es de tan sólo 1 mes,
estado C1. Entre el estado C1 y C2 los cambios son más apreciables para alto
número de ciclos, dado que para altos niveles de carga (bajo número de ciclos)
las dos curvas se solapan, en parte debido a la dispersión encontrada en C1 por
la influencia del acabado superficial del proceso de laminación. Para el material
C3 la curva comienza un nivel de tensión inferior porque su límite elástico está
por debajo del resto de los materiales, y ensayar a un nivel superior podría
haber enmascarado el proceso de crecimiento de grietas de fatiga con el
proceso de plastificación.
En la tabla 31 se incluyen los coeficientes del ajuste de Basquin (ecuación 1.20),
resultado de modelizar las curvas S-N de cada uno de los materiales estudiados
(R, C1, C2 y C3). En esta tabla se presenta el coeficiente de resistencia a fatiga,
A, el exponente de Basquin b, y el coeficiente de regresión R2. Para el material

RESULTADOS Y DISCUSIÓN
170
C2 el coeficiente de regresión es de 0.98, mientras que para el resto es al menos
0.99, lo que es indicativo de que el número de niveles de carga utilizados son
suficientes para una aproximación elevada de la ecuación de Basquin. En
relación al coeficiente A, se obtiene un aumento progresivo con el grado de
corrosión, entre R y C1 se observa el mayor aumento para A, que es del 134% y
para los casos de C1 a C2 y de C2 a C3 el incremento es del 61% y 55%
respectivamente.
Tomando datos de ΔS intermedios, por ejemplo de 200 MPa y 150 MPa, y
conocidos los coeficientes de la ecuación de Basquin es posible comparar la
influencia del nivel de tensión en la vida a fatiga con la evolución del proceso de
corrosión. Los datos obtenidos se presentan en la figura 100. Para el valor de
200 MPa, se calcula que la vida estimada para R es de 141,251 ciclos mientras
que para C1 y C2 baja aproximadamente a 42,000 ciclos lo que supone una
disminución respecto de R de casi un 72%. Para C3, la vida hasta rotura es de
36,108 ciclos que es una una disminución del 74% con respecto a la vida de R y
del 12% respecto a la vida de C1 y C2 que en este rango de tensiones
prácticamente se solapan. Volviendo a hacer la comparativa de la vida a fatiga
para una tensión inferior, cogemos un valor de ΔS igual a 150 MPa. En este
caso, para el material en estado R se obtiene una vida de 882,630 ciclos,
mientras que para C1 y C2 se obtienen respectivamente las vidas de 123,775 y
106,567 ciclos que suponen una disminución frente a R de aproximadamente el
86% para C1 y del 88% para C2. El material en estado C3 tiene una disminución
del 91% respecto de R con una vida de 83,068 ciclos y del 22% respecto a C2. Se
comprueba como existe una disminución clara entre los valores de resistencia a
la fatiga a medida que el material sufre más corrosión, la mayor de las
diferencias encontradas se da entre el material de referencia R y el material
corroído un mes, C1. De hecho, se observa que la corrosión es tan importante

RESULTADOS Y DISCUSIÓN
171
incluso en los primeros estadios del proceso, que la probeta corroída durante
un mes reduce significativamente la capacidad de carga a fatiga del material.
Por ejemplo, para una vida a fatiga de 130,000 ciclos, se calcula que el material
de referencia tendrá asociada una resistencia a fatiga de 200 MPa, mientras que
si el material ha sufrido un proceso de corrosión durante un mes, la resistencia
a fatiga para ese misma vida se reduce un 30%, hasta un valor aproximado de
150 MPa. Entre los estados de corroído uno y dos meses la diferencia es escasa
y para el material corroído tres meses la disminución en la resistencia será del
37%, es decir, que para alcanzar la misma duración del componente sometido a
cargas cíclicas, será necesario disminuir la carga hasta 130 MPa.
Tabla 27. Resultados promedio de fatiga para altos niveles de carga. R.
%σ0 ΔS
(MPa) Nm
(ciclos) Desviacion
Desviacion (%)
95 235 52,432 20,813 40
90 223 68,404 29,931 44
80 198 147,233 7,945 5
70 174 348,293 191,183 55
Tabla 28. Resultados promedio de fatiga para altos niveles de carga. C1.
%σ0 ΔS (MPa) N medio Desviacion Desviacion
(%)
95 235 20,248 4,129 20
70 174 78,343 18,991 24
55 136 175,615 35,238 20
45 112 376,934 134,688 36
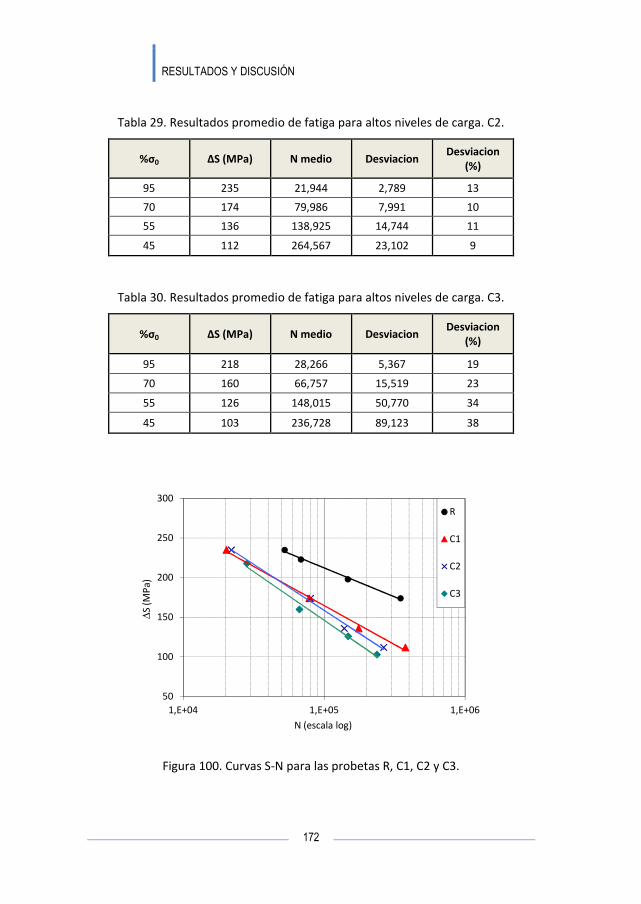
RESULTADOS Y DISCUSIÓN
172
Tabla 29. Resultados promedio de fatiga para altos niveles de carga. C2.
%σ0 ΔS (MPa) N medio Desviacion Desviacion
(%)
95 235 21,944 2,789 13
70 174 79,986 7,991 10
55 136 138,925 14,744 11
45 112 264,567 23,102 9
Tabla 30. Resultados promedio de fatiga para altos niveles de carga. C3.
%σ0 ΔS (MPa) N medio Desviacion Desviacion
(%)
95 218 28,266 5,367 19
70 160 66,757 15,519 23
55 126 148,015 50,770 34
45 103 236,728 89,123 38
Figura 100. Curvas S-N para las probetas R, C1, C2 y C3.
50
100
150
200
250
300
1,E+04 1,E+05 1,E+06
∆S
(MP
a)
N (escala log)
R
C1
C2
C3

RESULTADOS Y DISCUSIÓN
173
Tabla 31. Coeficientes del ajuste de Basquin.
Material A b R2
R 1,287 -0.1570 0.999
C1 3,008 -0.2557 0.996
C2 4,846 -0.3002 0.983
C3 7,495 -0.3453 0.997
Figura 101. Variación de la vida a fatiga con el grado de corrosión para dos
niveles de tensión intermedios.
R
C1 C2 C3
R
C1C2
C3
1,E+04
1,E+05
1,E+06
N (e
scal
a lo
g)
200 MPa
150 MPa

RESULTADOS Y DISCUSIÓN
174
4.5.3. Evaluación del límite de fatiga
La zona sombreada de las tablas 23, 24, 25 y 26 recoge los resultados de los
ensayos de fatiga que han sido utilizados para el cálculo del límite de fatiga por
el método de máxima verosimilitud, para cada uno de los estados de corrosión
objeto de estudio. Los niveles de carga que se han utilizado para este análisis
son los que han producido algún valor del número de ciclos por encima del
límite tecnológico (run-outs), excepto para el caso C2, donde a pesar de la
proximidad de los niveles 40% y 35%, todos los ensayos alcanzaron el límite
tecnológico para el nivel 35% y ninguno para 40%.
Para el material de referencia R, (tabla 23), se ensayaron un número de nueve
probetas para el nivel 65%, debido al grado de dispersión encontrado, como ya
se ha comentado el material en estado de referencia fue el que obtuvo mayor
dispersión de todos. Para el material corroído C1, ver tabla 24, se ensayaron
tres probetas por nivel, 40% y 35%, en el primer nivel se obtuvo un run-out y en
el segundo todos los resultados llegaron al límite tecnológico o run-out. Para el
material corroído C2, ver tabla 25, se ensayaron cuatro probetas para el nivel
40%, en ningún caso se obtuvo el límite tecnológico y tres probetas para el nivel
35% donde en todos los casos se obtuvo run-outs. Para el material corroído C3,
(tabla 26), se hicieron tres ensayos para el nivel 35% donde dos ensayos fueron
run-outs y tres ensayos para el nivel 27% donde los tres fueron run-outs.
En la tabla 32 se presentan los datos introducidos en el programa Matlab, para
el cálculo del límite de fatiga, Se y la desviación estándar asociada ∆ (%). Los
datos introducidos son el nivel de tensión S, y el número de fallos, f, así como
de run-outs, r, asociados a ese nivel.

RESULTADOS Y DISCUSIÓN
175
Tabla 32. Datos de fallos y run-outs en los niveles de alto número de ciclos de
cada material (R, C1, C2 y C3) utilizados para el cálculo de Se.
Material S
(MPa) f r
R 161 6 3
151 0 3
C1 99 2 1
86 0 3
C2 99 4 0
86 0 3
C3 68 2 1
62 0 3
En la tabla 33 se incluyen los resultados del límite de fatiga Se, y la desviación
porcentual (Δ %) obtenidos por el método de máxima verosimilitud, calculados
considerando un nivel de vida tecnológico de 2x10 6 ciclos. El valor obtenido
para el límite de fatiga del material R es de 161 MPa. En el caso del material C1
el límite es de de 98 MPa, lo que supone una reducción en el límite de fatiga del
39%. De igual manera que en el análisis de la resistencia a fatiga, es en esta
primera etapa de la corrosión donde se produce la reducción más acusada en la
respuesta a fatiga. Entre los materiales C1 y C2 la disminución no es tan
acusada, solo de un 4%. Hasta las probetas corroídas durante tres meses, C3
donde vuelve a existir una diferencia significativa del 29% respecto al material
en estado C1 y C2, pasando de los valores de 98, 94 respectivamente a 68 MPa.
La disminución total sufrida entre el material R y C3 fue del 57.4%, esta
evolución se puede ver de manera más visual en la figura 102.

RESULTADOS Y DISCUSIÓN
176
Tabla 33. Límite de fatiga y desviación porcentual de cada material.
Material Se
(MPa)
∆ ∆ ∆ ∆
(%)(%)(%)(%)
R 161 1.55
C1 98 1.47
C2 94 0.21
C3 68 0.76
Figura 102. Comparativa de límites de fatiga y tanto por ciento de disminución
para R, C1, C2 y C3.
0
20
40
60
80
100
120
140
160
180
R C1 C2 C3
38.6%
28.8%
4.3%

RESULTADOS Y DISCUSIÓN
177
4.5.4. Comparativa de parámetros de picaduras y rugosidad con la fatiga
Para estudiar la correlación entre los resultados de fatiga y las medidas de
rugosidad y morfología de las picaduras, se eligió como parámetro
representativo del comportamiento a fatiga el límite de fatiga Se normalizado
en función del límite elástico del material So (recordar que para los materiales R,
C1, C2 el límite elástico es el mismo 275 MPa y para C3 es de 250 MPa). En
todas las gráficas de este estudio comparativo se ha representado Se/So en el
eje de ordenadas.
En la figura 103 se presenta el parámetro de fatiga Se/So frente a la relación
Pm/Dm (promedio de profundidad/diámetro del defecto a nivel cero) para cada
uno de los 4 materiales, R, C1, C2 y C3. Los datos del material R han sido
tomados de la tabla 11 y para los estados corroídos los incluidos en la tabla 20.
En esta gráfica se observa que todos los datos pueden ser correlacionados por
una curva logarítmica. El coeficiente de correlación es 0,984, lo que indica un
buen ajuste. Considerando sólo los materiales C1, C2 y C3 (figura 104) es posible
correlacionar los datos a través de un ajuste lineal. En este caso el coeficiente
de correlación toma el valor de 0,935. Lo más destacado de este análisis es que
se ha encontrado un factor en la morfología de la picadura, que es Pm/Dm, que
proporciona una muy buena correlación con el límite de fatiga normalizado
Se/So, permitiendo incluso integrar en el ajuste los datos del material de
referencia. Este resultado tiene sentido considerando que la relación Pm/Dm es
indicativa de la concentración de tensiones en el borde de la picadura,
aminorando la capacidad resistente del material a fatiga. El resto de los
parámetros estudiados asociados con la morfología de la picadura no
proporcionan tan buenos ajustes de correlación con la fatiga.

RESULTADOS Y DISCUSIÓN
178
Figura 103. Evolución de Se/So frente a Pm/Dm para R, C1, C2 y C3.
Figura 104. Ajuste lineal de Se/So en función de frente a Pm/Dm para C1, C2 y C3.
y = -0,088ln(x) + 0,3989R² = 0,9836
0
0,2
0,4
0,6
0,8
1
0 1 2 3 4 5 6
S e /
So
Pm/Dm
y = -0,05x + 0,4493R² = 0,9354
0
0,2
0,4
0,6
0 1 2 3 4 5 6
S e /
So
Pm/Dm

RESULTADOS Y DISCUSIÓN
179
Para analizar la relación entre la rugosidad superficial y el límite de fatiga, se
consideraron los distintos datos disponibles de rugosidad asociados a los
materiales. De esta forma se plantearon tres escenarios:
a) Rugosidad del material sin decapar medida por microscopía confocal.
a.1. Rugosidad longitudinal (R_L)
a.2. Rugosidad transversal (R_T)
a.3. Rugosidad promedio de la longitudinal y transversal (R_L+T)
b) Rugosidad del material decapado medida por microscopía confocal
b.1. Rugosidad longitudinal (R_L)
b.2. Rugosidad transversal (R_L)
b.3. Rugosidad promedio de la longitudinal y transversal (R_L)
c) Rugosidad del material sin decapar medida por perfilometría de contacto.
c.1. Rugosidad longitudinal (R_L)
c.2. Rugosidad transversal (R_L)
c.3. Rugosidad promedio de la longitudinal y transversal (R_L+T)
En los casos (a) y (b), asociados con el estudio de los materiales por microscopía
confocal, se comprobó que no había mucha diferencia en las relaciones de Se/So
y los datos de R_L, R_T y R_L+T, por este motivo se prefirió expresar las
correlaciones en función de la rugosidad promedio, R_L+T. Por otra parte, en
ninguno de los supuestos considerados fue posible correlacionar los cuatro
tipos de materiales (R, C1, C2 y C3). En cambio se obtuvieron buenos resultados
correlacionando los tres niveles de corrosión C1, C2 y C3.

RESULTADOS Y DISCUSIÓN
180
En el caso (c), se comprobó que la mejor correspondencia entre la respuesta a
fatiga y los parámetros de rugosidad se obtenía con las medidas realizadas en el
sentido longitudinal de la laminación. Por este motivo, cuando se establece la
asociación entre la respuesta a fatiga y la rugosidad medida por perfilometría
de contacto se usan los datos de rugosidad longitudinal (R_L).
En las figuras 105, 106 y 107 se presentan las gráficas correspondientes a los
datos de rugosidad que proporcionaron los mejores ajustes para los casos (a),
(b) y (c) presentados anteriormente.
En la figura 105 los datos de rugosidad corresponden al material sin decapar y
los parámetros de rugosidad media están medidos por microscopía confocal.
Los datos de rugosidad que se presentan son Rv, Rp, Rz, Rt. Los coeficientes del
ajuste lineal R2 para Rp, y Rt son del 0,99, y para Rz y Rv de 0,97 y 0,98
respectivamente. En esta gráfica además de comprobar como el límite de fatiga
disminuy con el grado de corrosión, y que además la tendencia es lineal, se
comprueba que las pendientes para Rv, Rp, Rz son similares y ligeramente
inferior la de Rz.
En la figura 106 se presentan los datos de fatiga de cada material Se/So frente a
la rugosidad de los materiales decapados y medidas por microscopía confocal.
Los valores de rugosidad presentados son Rv, Rp, Rz, Rt, con valores del
coeficiente de correlación R2, de 0,994, 0,996, 1, y 0,995, respectivamente. Es
decir, los ajustes son mejores que los obtenidos para el material sin decapar.
También se observa que las rectas de ajuste presentan aproximadamente la
misma pendiente, independientemente del tipo de parámetro de rugosidad
valorado.

RESULTADOS Y DISCUSIÓN
181
Finalmente, en la figura 107 se presentan los resultados obtenidos de la
valoración de las diferentes opciones planteadas en el caso (c). Lo más
importante de esta gráfica es que con perfilometría de contacto ha sido posible
correlacionar los datos de fatiga de los cuatro materiales estudiados (R, C1, C2 y
C3) con los datos de rugosidad. Los parámetros de rugosidad presentados en
esta gráfica Rq, Rv, Rz, Rt, son los que han proporcionado mejores coeficientes de
correlación mediante esta técnica de contacto. (0,984, 0,958, 0,962, 0,979). Es
importante notar que aunque los coeficientes de correlación son inferiores a los
obtenidos por la técnica de confocal, en este caso, la correlación se está
realizando con cuatro puntos, mientras que en con microscopía confocal, fue
imposible establecer un ajuste lineal coherente utilizando los valores de
rugosidad de los materiales corroídos y del material de referencia. Otro aspecto
a destacar en esta gráfica, a diferencia de las gráficas de las figuras 105 y 106 es
que en este caso las pendientes de los ajustes no son paralelas, lo que por otra
parte pone de manifiesto que los parámetros de rugosidad medidos por el
software de análisis del microscopio confocal sigue un patrón de cálculo
diferente del utilizado en la perfilometría de contacto.
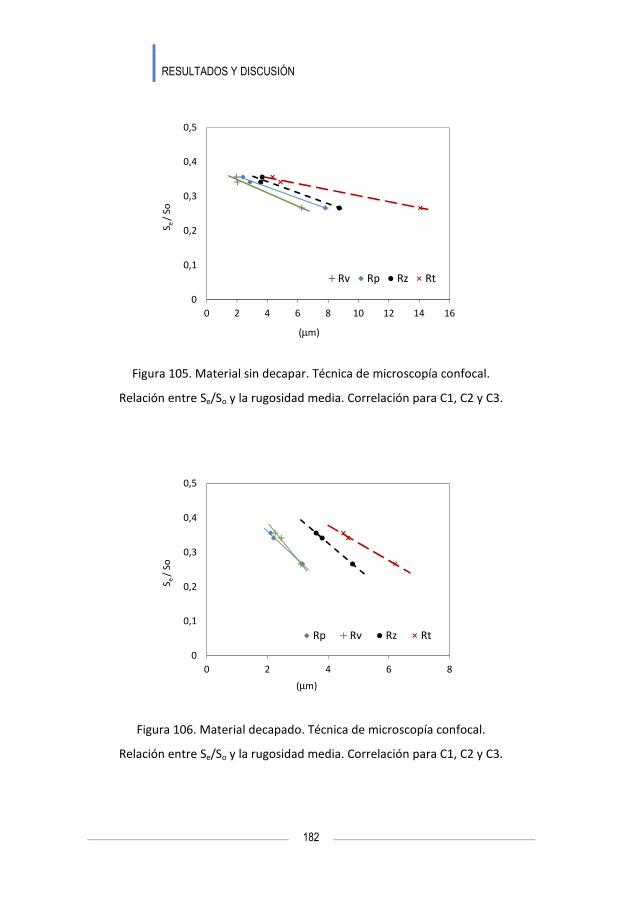
RESULTADOS Y DISCUSIÓN
182
Figura 105. Material sin decapar. Técnica de microscopía confocal.
Relación entre Se/So y la rugosidad media. Correlación para C1, C2 y C3.
Figura 106. Material decapado. Técnica de microscopía confocal.
Relación entre Se/So y la rugosidad media. Correlación para C1, C2 y C3.
0
0,1
0,2
0,3
0,4
0,5
0 2 4 6 8 10 12 14 16
S e /
So
(µm)
Rv Rp Rz Rt
0
0,1
0,2
0,3
0,4
0,5
0 2 4 6 8
S e /
So
(µm)
Rp Rv Rz Rt

RESULTADOS Y DISCUSIÓN
183
Figura 107. Material sin decapar. Técnica de contacto.
Relación entre Se/So y la rugosidad longitudinal. Correlación para R, C1, C2 y C3.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0 2 4 6 8 10 12 14
S e /
So
(µm)
Rq Rv Rz Rt
RESULTADOS Y DISCUSIÓN
184
4.6 FRACTOGRAFÍA
Las probetas ensayadas con intervalos de tensión alto (ej. 95%σ0) presentan
una zona de rotura por fatiga menor que las probetas ensayadas a menor
intervalo de tensión. Esto se debe a que la superficie efectiva crítica para la
rotura por crecimiento inestable de grieta es mayor a intervalos altos de
tensión, y a que un aumento en el rango de tensiones, ΔS, implica un aumento
en el incremento del factor de concentración de tensiones, Δk. La relación que
justifica la proporcionalidad entre ΔS y ΔK no es otra que:
K F S aπ∆ = ∆ (4.1)
Donde F es un valor adimensional dependiente de la geometría de la probeta y
de la aplicación de la tensión, y a es la profundidad de la grieta.
Las imágenes tomadas por la técnica del SEM se hicieron a 20x, 55x, 200x y
700x o 1700x dependiendo del caso. En estas imágenes se presenta la zona de
rotura por fatiga y de crecimiento inestable de grieta, así como la zona de
iniciación de grieta que fueron ocasionadas por picaduras de corrosión.
También se pueden observar en las imágenes de más aumento (1700x) como
hay unas cavidades, que pueden ser aquellas en las que se encuentra el
precipitado que da dureza a este tipo de aleación Mg2Si, aunque no fue posible
reconocer este precipitado con los análisis EDS. La distribución de las picaduras
sobre la superficie de las probetas tiene un gran efecto sobre el camino de
propagación de las grietas de fatiga. Hay una relación directa entre el camino
seguido por las grietas de fatiga y la combinación de los parámetros tamaño de
las picaduras, distribución de estas sobre la superficie y los bordes de grano del
material [125].

RESULTADOS Y DISCUSIÓN
185
Para facilitar la comprensión de las fractografías se ha empleado la siguiente
nomenclatura en las figuras:
Zona A: Zona de crecimiento de grieta inestable
Zona B: Zona de rotura por fatiga
4.6.1 Material de Referencia (R)
4.6.1.1. Probeta ensayada en el nivel 95%σ0
En la imagen SEM de la figura 108 asociada a la fractura 20x para el material R
(probeta A6-R31) ensayado con un rango de tensiones de 235 MPa, se observan
las zonas A y B de fractura por crecimiento inestable de grieta y de fractura por
fatiga respectivamente. En esta fractografía se observa como la zona A es
relativamente grande, entre un 30-40% de la superficie total. En la imagen 55x
de la zona B se puede ver con más detalle las estrías de fatiga y la zona de inicio
de grieta. La imagen 200x de la zona de inicio de grieta nos muestra con más
detalle la picadura que originó la grieta, en este caso no se observa
coalescencia. En la imagen a 1700x podemos ver con claridad las cavidades
relacionadas con el precipitado Mg2Si así como estrías dúctiles propias de los
ensayos de fatiga [126]. Las partículas de precipitado Mg2Si u otras inclusiones
pueden provocar el cambio en el camino de crecimiento de grieta creando así
espacios de estrías de fatiga dúctiles.
4.6.1.2. Probeta ensayada en el nivel 65%s0
En la imagen SEM (figura 109) de la fractura 20x para material R (probeta A6-
R29) ensayado con un rango de tensiones de 161.1 MPa, observamos las zonas
A y B. Aquí se puede ver como la zona B predomina sobre la zona A, siendo esta

RESULTADOS Y DISCUSIÓN
186
de un 5-10% respecto de la superficie total. Esto se debe a un menor rango de
tensiones aplicado, lo que implica que la superficie efectiva crítica (zona A) para
la rotura frágil será menor que si aplicamos rangos mayores, como en el
apartado anterior. En la imagen 200x de la zona de inicio de grieta podemos ver
las marcas de fatiga dúctil, y unas manchas negras relacionadas con zonas
donde ha comenzado a oxidarse el material. En la imagen 600x de la zona B, se
observa el defecto inicial en la superficie que originó la propagación de la grieta
de fatiga, con una profundidad máxima aproximada de 90 µm. La imagen de
1700x tomada en las proximidades del inicio de grieta se aprecia las cavidades
relacionadas con los precipitados Mg2Si y las marcas de fatiga.

RESULTADOS Y DISCUSIÓN
187
Figura 108. Imagen SEM probeta A6-R31.
Zona B Zona A
a)
c)
Inicio de grieta
. a) 20x b) 55x c) 200x d) 1700x.
Zona B
b)
Cavidades
d)

RESULTADOS Y DISCUSIÓN
188
Figura 109. Imagen SEM A6-R29. a) 20x b) 200x c) 600x d) 1700x
a)
c)
Cavidades
Zona B
Inicio de grieta
Zona A
20x b) 200x c) 600x d) 1700x.
b)
d)
Cavidades
Zona B

RESULTADOS Y DISCUSIÓN
189
4.6.2 Material corroído 1 mes (C1)
4.6.2.1. Probeta ensayada en el nivel 95%σ0
En la figura 110 se presentan las imágenes SEM de la fractura para material C1
(probeta C13-95) ensayado a un rango de tensiones de 235 MPa. Se aprecian las
zonas A y B. La zona B de fractura por fatiga es de un tamaño inferior,
aproximadamente el 25%, y la zona A ocupa un 75% (figura 109 a). En la imagen
55x de la zona B, se observa el inicio de grieta y las marcas de fatiga dúctil. En la
imagen 200x vemos en detalle la picadura de inicio de grieta en superficie. La
imagen 1700x nos muestra la morfología interna de la picadura con un aspecto
granulado y posibles partículas de silicio o productos de corrosión.
4.6.2.2. Probeta ensayada en el nivel 40%σ0
En la imagen SEM (figura 111) de la fractura 20x para material el material C1
(probeta C7-40(2)), ensayado a un rango de tensiones de 99 MPa, podemos ver
las zonas A y B, así como manchas negras relacionadas con la oxidación de la
superficie (después de cortar la probeta para el análisis SEM). Para la imagen
55x de la zona B, inicio de grieta se aprecian las estrías de laminación y manchas
de corrosión. La imagen 200x de la zona de inicio de grieta nos muestra las
marcas de fatiga y en la imagen 1700x se observa claramente la picadura del
inicio de grieta y su morfología.

RESULTADOS Y DISCUSIÓN
190
Figura 110. Imagen SEM C13-95. a) 20x b) 55x c) 200x d) 1700x
a) b)
c)
Inicio de grieta
Zona B
Zona A
a) 20x b) 55x c) 200x d) 1700x.
d)
b)

RESULTADOS Y DISCUSIÓN
191
Figura 111. Imagen SEM C7-40(2). a) 20x b) 55x c) 200x d) 1700x
a)
c)
Zona A
Inicio de grieta
a) 20x b) 55x c) 200x d) 1700x.
b)
d)
Zona B
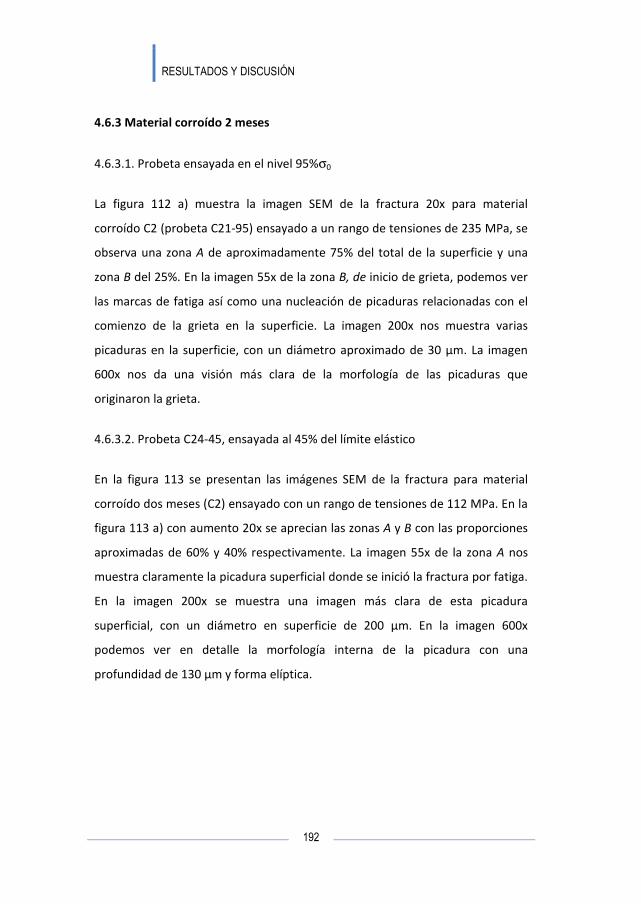
RESULTADOS Y DISCUSIÓN
192
4.6.3 Material corroído 2 meses
4.6.3.1. Probeta ensayada en el nivel 95%σ0
La figura 112 a) muestra la imagen SEM de la fractura 20x para material
corroído C2 (probeta C21-95) ensayado a un rango de tensiones de 235 MPa, se
observa una zona A de aproximadamente 75% del total de la superficie y una
zona B del 25%. En la imagen 55x de la zona B, de inicio de grieta, podemos ver
las marcas de fatiga así como una nucleación de picaduras relacionadas con el
comienzo de la grieta en la superficie. La imagen 200x nos muestra varias
picaduras en la superficie, con un diámetro aproximado de 30 µm. La imagen
600x nos da una visión más clara de la morfología de las picaduras que
originaron la grieta.
4.6.3.2. Probeta C24-45, ensayada al 45% del límite elástico
En la figura 113 se presentan las imágenes SEM de la fractura para material
corroído dos meses (C2) ensayado con un rango de tensiones de 112 MPa. En la
figura 113 a) con aumento 20x se aprecian las zonas A y B con las proporciones
aproximadas de 60% y 40% respectivamente. La imagen 55x de la zona A nos
muestra claramente la picadura superficial donde se inició la fractura por fatiga.
En la imagen 200x se muestra una imagen más clara de esta picadura
superficial, con un diámetro en superficie de 200 µm. En la imagen 600x
podemos ver en detalle la morfología interna de la picadura con una
profundidad de 130 µm y forma elíptica.

RESULTADOS Y DISCUSIÓN
193
Figura 112. Imagen SEM C21-95. a) 20x b) 55x c) 200x d) 600x
a)
Zona A
c)
Inicio de grieta
a) 20x b) 55x c) 200x d) 600x.
b)
Zona B
d)
Inicio de grieta

RESULTADOS Y DISCUSIÓN
194
Figura 113. Imagen SEM C24-45. a) 20x b) 55x c) 200x d) 600x
a)
c)
Zona B
Inicio de grieta
Zona A
20x b) 55x c) 200x d) 600x.
b)
d)
Zona B
Inicio de grieta

RESULTADOS Y DISCUSIÓN
195
4.6.4 Material corroído 3 meses
4.6.4.1. Probeta ensayada en el nivel 95%σ0
Las imágenes SEM de la fractura para el material corroído C3 (probeta C34-95)
ensayado con un rango de tensiones de 218 MPa, se observan en la figura 114.
En la imagen 114 a) realizada a 20x se presentan las dos zonas A y B con unas
proporciones aproximadas del 60% y 40% respectivamente. La imagen 55x de la
zona B nos muestra las marcas de fatiga y manchas negras de óxido. En la
imagen 200x de la zona B podemos ver con mayor claridad las marcas de fatiga
y por último en la imagen 600x se observa el perfil de la picadura que originó el
inicio de grieta con un diámetro de 30 µm y una profundidad de 20 µm.
También se observan cavidades relacionadas con el precipitado Mg2Si.
4.6.4.2. Probeta ensayada en el nivel 35%σ0
En la imagen SEM (figura 115 a) de la fractura 20x para material corroído C3
(probeta C31-35) ensayado con un rango de tensiones de 68 MPa se observa
una gran zona B de fractura por fatiga y una zona A pequeña de
aproximadamente un 5% de la superficie total. En la imagen 55x de la zona B
podemos ver con claridad la zona de inicio de grieta en una coalescencia de tres
picaduras. Para la imagen 200x de la zona de inicio de grieta podemos ver las
tres picaduras y su morfología. En la imagen 1700x se puede ver con gran
aumento la morfología de las picaduras y microgrietas originadas por el ensayo
de fatiga así como cavidades del precipitado Mg2Si.
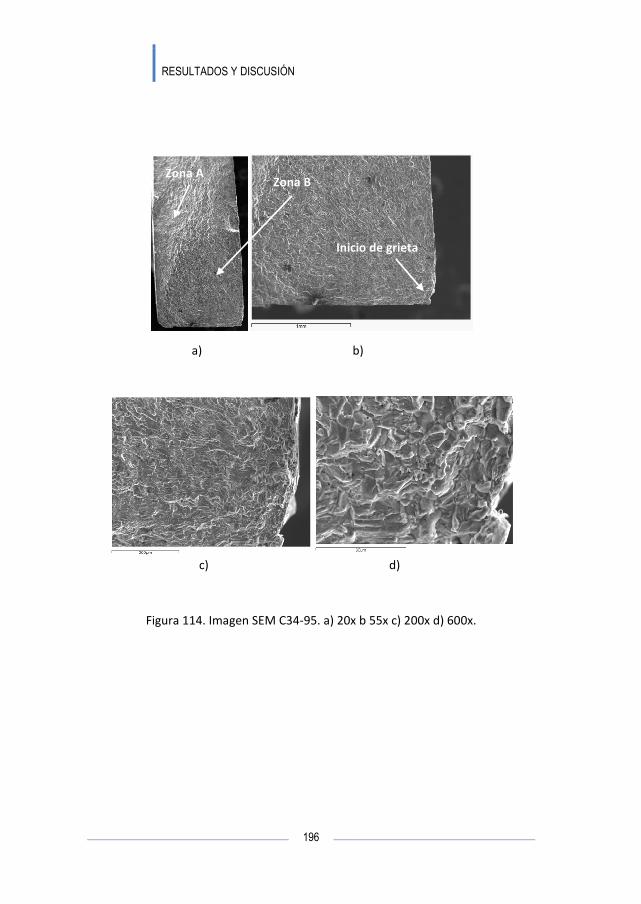
RESULTADOS Y DISCUSIÓN
196
Figura 114. Imagen SEM C34-95. a) 20x b 55x c) 200x d) 600x
a) b)
c)
Zona B Zona A
Inicio de grieta
a) 20x b 55x c) 200x d) 600x.
b)
d)
Inicio de grieta
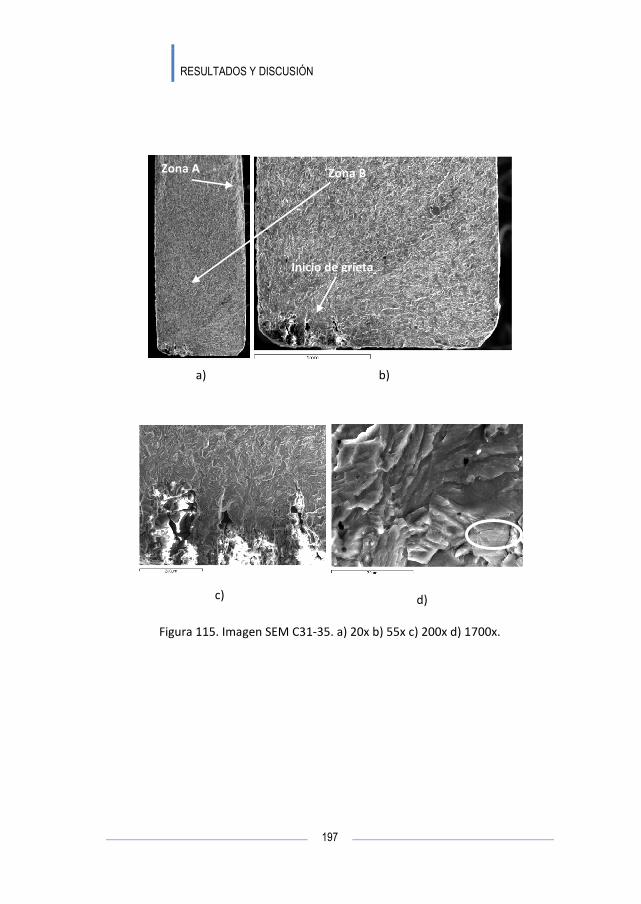
RESULTADOS Y DISCUSIÓN
197
Figura 115. Imagen SEM C31-35. a) 20x b) 55x c) 200x d) 1700x
a)
c)
Zona A
Inicio de grieta
Zona B
a) 20x b) 55x c) 200x d) 1700x.
b)
d)
Inicio de grieta
Zona B

198

199
CAPÍTULO 5
5. CONCLUSIONES

200

CONCLUSIONES
201
5.1 CORROSIÓN POR PICADURA
• En el material de referencia R se detectaron microgrietas de laminación que
influyen en los parámetros de rugosidad del material de partida. Se
obtienen mayores valores de rugosidad en la dirección transversal de
laminación que en la longitudinal.
• La capa de productos de corrosión contribuye notablemente al aumento de
la rugosidad superficial al tercer mes de corrosión. Todos los parámetros de
rugosidad, determinados tanto por perfilometría de contacto como por
microscopía confocal, sufren un apreciable aumento en ese tiempo. En los
estados de corrosión más avanzados llena y recubre la mayor parte de las
picaduras. Debido a esto es necesaria su eliminación completa para
caracterizar perfectamente los parámetros de picadura e intentar relacionar
los parámetros de rugosidad de la superficie libre de óxido con la severidad
del ataque por picaduras.
• Los resultados de rugosidad del material sin decapar obtenidos por
perfilometría de contacto no siguen la misma evolución que los
determinados por microscopía confocal. La perfilometría de contacto
muestra unas variaciones en los datos muy grandes en los dos primeros
meses de ensayo, mientras que en ese mismo período de tiempo, no se
apreciaron importantes diferencias en los parámetros determinados por
microscopía confocal.
• En las muestras decapadas el aumento de rugosidad media, determinado
por microscopía confocal, ha sido notable durante el tercer mes de
corrosión. Los parámetros de rugosidad disminuyen en la dirección
transversal de laminación durante los dos primeros meses de corrosión en

CONCLUSIONES
202
cámara de niebla salina y aumenta en sentido longitudinal poniendo de
manifiesto el carácter anisótropo del fenómeno.
• No se ha encontrado una morfología uniforme de las picaduras en las
probetas corroídas. Se observa una coalescencia de picaduras a partir del
primer mes de corrosión, generalizándose a partir del segundo mes.
• El crecimiento de las picaduras en profundidad no es lineal con el tiempo de
corrosión. Para la profundidad máxima entre el material corroído C1 y C2
hay un aumento del 42%. Entre el material corroído C2 y C3 se observa un
aumento del 128%. En el caso de la profundidad media, entre el material C1
C2 hay un aumento del 33%, y entre el material corroído C2 y C3 hay un
aumento del 92%. Estos datos muestran que las picaduras aumentan en
profundidad de manera considerable en el tercer mes de corrosión.
• La severidad de las picaduras aumenta con el tiempo de corrosión, lo que
supone un aumento del factor de concentración de tensiones (Kt) y un
mayor debilitamiento del material. Esto queda manifiesto en las relaciones
Pm/Dm y Pm/Sm, que aumentan un 44% de C1 a C2 y un 46% de C2 a C3.
Pm/Sm, presenta un incremento de un 14% entre C1 y C2 y un 50% de C2 a
C3.
• Durante los ensayos de corrosión se formó una capa muy adherente de
productos de corrosión que cubría toda la superficie de la probeta. Los
análisis por difracción de rayos X mostraron que estaba compuesta por una
mezcla de diversos hidróxidos de aluminio (bayerita, diásporo y gibbsita). El
análisis por EDX determinó la existencia de partículas de Si, provenientes del
exceso estequiométrico de este elemento respecto al Mg para formar
Mg2Si.

CONCLUSIONES
203
5.2 RESPUESTA MECÁNICA
• El primer parámetro de tensión afectado por las picaduras en la superficie
del material es la ductilidad con una pérdida de elongación del 9% en el
primer mes, y del 32% y 35 % en los meses sucesivos.
• En cambio, la resistencia a tracción y el límite elástico no son parámetros
que se vean afectados desde el primer momento por la corrosión en cámara
de ambiente salino. Es a partir del tercer mes, en el estado C3, cuando se
reduce la resistencia a tracción en un 8% y el límite elástico en un 7%.
• El límite de fatiga sufrió una pérdida del 39% entre el material en estado R y
C1 y se estabilizó entre los niveles de corrosión C1 y C2, con una pérdida de
apenas 4%, para volver a bajar considerablemente en el material corroído
C3 con una diferencia del 29%. La pequeña diferencia de pérdida de
resistencia a la fatiga entre el estado de corrosión C1 y C2 se debe a que en
ese tiempo las picaduras han ido creciendo en tamaño, debido a la
coalescencia entre ellas pero no en profundidad. De igual modo, las
relaciones Pm/Dm y Pm/Sm presentan una ligera disminución entre C1 y C2,
mientras que el factor de picadura Fp experimenta un pequeño aumento. Sin
embargo, los tres parámetros sufren un notable incremento para el material
C3.
• Se comprueba que para los cuatro materiales analizados (R, C1, C2 y C3) las
relaciones Pm/Dm se correlacionan perfectamente con los valores del límite
de fatiga (Se/So) mediante un ajuste logarítmico. Relacionando únicamente
los parámetros de picaduras y de fatiga en los tres estados de corrosión C1,
C2 y C3 el ajuste se satisface igualmente, pero en este caso el mejor acuerdo
entre los datos de picadura y de fatiga es por una regresión lineal.

204
205
CAPÍTULO 6
6. REFERENCIAS

206
REFERENCIAS
207
1 Aluminum and Aluminum Alloys. ASM International. Specialty Handbook, 2002.
2 Aluminum: Properties and Physical Metallurgy. ASM International, 1984.
3 Ismail, Z.H. “Microstructure and mechanical-properties developed by thermomechanical treatment in an AlMgSi alloy”. Scripta Metallurgica et Materialia, 1995, Vol. 32(3), pp. 457-462.
4 Miller W.S., Zhuang L., Bottema J., Wittebrood A.J. et al. “Recent development in aluminium alloys for the automotive industry”. Materials Science and Engineering A280, 2000, pp. 37-49.
5 Novelis. http://www.novelis.com/en-us/Pages/Home.aspx.
6 Bottema J., Lahaye R., Baartman R., Zhuang L., De Smet P., “Recent developments in AA6016-T4 aluminium type body sheet product”. SAE Technical Paper Series 981007, 1998.
7 Alcoa. http://www.alcoa.com/defense/en/home.asp.
8 Talat Lecture 1302. Aluminium extrusion: Alloys, shapes and properties. http://www.alueurope.eu/talat.
9 Tesla. http://www.teslamotors.com/models/technology.
10 Fiorino D.J., The New Environmental Regulation. Editorial MIT Press, 2006.
11 Vig, N.J., Kraft. M.E., Environmental Policy: New Directions for the Twenty-First Century. Editorial Cq Press, 2010.
12 Baartman R., Atzema E.H., Bottema J. “Optimization of the hemming process for 6016-T4 aluminium body sheet”. SAE Technical Paper Series 98NM056, 1998.
13 Lahaye C., Janson I., Olofsson A., Maurus N. “Influence of the application of dry lubricant on the production route for aluminum hang on part at Volvo. Conference Proccedings IBEC’98, SAE Technical Paper Series 982304, 1998.
14 Lahaye C., Soderlund J. Koelewijn G. “Development of an aluminium bonnet for SAAB 9-3. Conference Proccedings of 32nd ISATA, SAE Technical Paper Series 99NM065, 1999.

REFERENCIAS
208
15 Morita A., “Alluminum alloys for automobile applications”. Proc. of ICAA-6,
Toyohashi, Japan. Aluminium Alloys, 1998, Vol. 1, pp. 25-32.
16 European Aluminium Association. http://www.alueurope.eu
17 Bjornbakk, E.B. et al. "The Influence of homogenisation cooling rate, billet preheating temperature and die geometry on the T5-Properties for three 6XXX alloys extruded under industrial conditions." Aluminum Alloys 2002- ICAA8. Materials Science Forum, pp. 405-410.
18 Serradj, F. et al. "Study of mechanical and electrical properties of AlMgSi allos." Annales de Chimie-Science Des Materiaux, 2010, Vol. 35 (1), pp. 59-69.
19 Scott C.E. “Aluminium sheet for autobody construction: the need for weight saving” Matériaux et Techniques 10-11, 1995, Vol. 83 (10-11), pp. 21-27.
20 Missori S., Sili A. “Mechanical behavior of 6082-T6 aluminium alloy welds”. Metallugical Science and Technology, 2000, Vol. 18 (1), pp. 12-18.
21 Hocheid B., Poupeau P. Diagrammes d’ équilibre, Materiaux Metalliques: Ètude et Propiétes. Techniques de l’Ingenieur, MB2, 2000, M761.
22 Polmear I., Light Alloys. From Traditional Alloys to Nanocrystals. 4th Edition. Elsevier, 2006.
23 Lutts, A., “Pre-precipitation in Al-Mg-Ge and Al-Mg-Si”, Acta Metallurgica, 1961, Vol. 9 (6), pp. 577-586.
24 Mrówka G., Sieniawski J., Wierzbinska M., “Intermetallic phase particles in 6082 aluminium alloy”. Archives of Materials Science and Engineering, 2007, Vol.28 (2), pp. 69-76.
25 Yassar, RS, DP Field, and H. Weiland. "The Effect of Predeformation on the Beta '' and Beta ' Precipitates and the Role of Q ' Phase in an Al-mg-Si Alloy; AA6022." Scripta Materialia, 2005, Vol. 53 (3), pp. 299-303.
26 Zhen, L., et al. "Precipitation Behaviour of Al-mg-Si Alloys with High Silicon Content." Journal of Materials Science, 1997, Vol. 32 (7), pp. 1895-1902.
27 Heat Treating. ASM Handbook, Volumen 4. ASM International, 1997 .
REFERENCIAS
209
28 Shercliff, H.R., Ashby, M.F., “A process model for age hardening of
aluminium alloys-I. The model”, Acta metallurgica et Materiala, 1990, Vol. 38 (10), pp. 1789-1802.
29 Shercliff, H.R., Ashby, M.F., “A process model for age hardening of aluminium alloys-II. Applications of the model”, Acta metallurgica et Materiala, 1995, Vol. 38 (10), pp. 1803-1812.
30 Hatch, J. E., (editor) Aluminium-Properties and physical metallurgy, Am. Soc. Metals, Metals Park, Ohio, 1984.
31 Mrowka-Nowotnik, G.; Sieniawski, J.; Nowotnik, A. “Influence of precipitation strengthening process on the mechanical properties of 6082 wrought aluminium alloy” Archives of Metallurgy and Materials, 2006, 51(1), pp. 33-36.
32 Ravi, C.; Wolverton, C. “First-principles study of crystal structure and stability of Al-Mg-Si-(Cu) precipitates” Acta Materialia, 2004, 52(14), pp. 4213-4227.
33 Otero E. , Corrosión y Degradación de Materiales. Editorial Síntesis, 1997
34 Birbilis N, Buchheit R.G. “Electrochemical characteristics of intermetallic phases in aluminum alloys”. Journal of Electrochemical Society, 2005, 152 (4), B140-B151.
35 Varge C. Corrosion of Aluminum. Dunod, Paris, Industries et technicques-Matériaux, 1999.
36 Davis J.R., Corrosion of aluminum and Aluminum alloys. ASM International, 1999, pp. 102-103.
37 Cramer S., Covino, B. “Evaluating corrosion-fatigue”. ASM Handbook, Vol. 13A. Corrosion fundamentals, testing and protection, ASM International, 2003, pp. 625.
38 Garrigues L, Pebere N, Dbosi F. “An investigation of the corrosion inhibition of pure aluminum in neutral and acidic chloride solutions”. Electrohimica Acta, 1995, Vol. 41 (7), pp. 1209-1215.
39 Pourbaix M., Atlas of Electrochemical Equilibria in Aqueous Solutions. Pergamon Press, Oxford, 1974.

REFERENCIAS
210
40 Ezuber H., El-Houd A. El-Shawesh F., “A study on the corrosion behavior of
aluminum alloys in seawater”. Materials and Design, 2008, Vol.29, pp.801-805.
41 Damborenea J.J., Conde A. “Intergranular corrosion of 8090 Al-Li: interpretation by electrochemical impedance spectroscopy”. British Corrosion Journal, 2000 , Vol. 35 (1), pp.48-53.
42 Baboian, R. Corrosion tests and standards, ASTM Manual Series, ASTM International, 2005, pp. 230.
43 Conde A., Damborenea J. “An electrochemical impedance study of a natural aged Al-Cu-Mg alloy in NaCl”. Corrosion Science, 1997, Vol. 39 (2), pp. 295-303.
44 Asphahani, A.I., Silence W.L. Corrosion: Localized Corrosion, Metals Handbook, Vol. 13, ASM International, 1992.
45 Foley R.T., “Localized corrosion of aluminum alloys- A review”. Corrosion, 1986, Vol. 42 (5), pp. 277-288.
46 Wood G.C. Sutton W.H., Richardson J.A., et al. “The mechanism of pitting of aluminum and ists alloys” Localized corrosion NACE 3, National Association Corrossion Engineers, 1974, pp. 526-539.
47 Elola A.S., Otero T.F., Porro A., “Evolution of the pitting of aluminum exposed to the atmosphere”. Corrosion Engineering, 1992, Vol. 48 (10), pp. 854-863.
48 Yasuyuki U., “Study on corrosion of insulated aluminum wires due to salt contamination” Japan Iere Council, R-8420, Japón, 1984.
49 Handbook of Corrosion Data, 2nd Edition. Editors, B.Craig and D. Anderson. ASM International. The Materials Information Society, 1995.
50 Koroleva E.V., Thompson G.E., Hollrigl G., Bloeck M. “Surface morphological changes of aluminuium alloys in alkaline solution: effect of second phase material”. Corrosion Science, 1999, Vol. 41, 1475-1495.
51 Szklarska-Smialowska Z. “Insight into the pitting corrosion bebaviour of aluminum alloys”. Corrosion Science, 1992, Vol. 33,(8). pp. 1193-1202.
52 Standard Guide for Examination and Evaluation of Pitting Corrosion, ASTM, G 46-94, Vol. 3, 1999.
REFERENCIAS
211
53 http://www.corrosionclinic.com/types_of_corrosion/pitting_corrosion.htm
54 Rudd J.L., Gray T.D. “Quantification of Fastener-Hole Quality”, Journal of Aircraft, 1978, 15(3), 143-147.
55 Raju I.S., Newman J.C. “Stress-intensity factors for a wide range of semi-elliptical surface cracks in finite-thickness plates”, Engineering Fracture Mechanics, 1979, 4, 817-829.
56 Guillaumin V., Mankowski G., “Localized corrosion of 6056-T6 aluminium alloy in chloride media”. Corrosion Science, 2000, Vol.42 (1), pp. 105-125.
57 Larsen M.H., Walmsley J.C. Lunder O. and Nisancioglu K. “Effect of excess silicon and small copper content on intergranular corrosion of 6000 series aluminum alloys”. Journal of the Electrochemical Society, 2010, Vol. 155 (2), pp. C61-C68.
58 Andreatta F., Terryn H. De Wit J.H. “Effect of solution heat treatment on galvanic coupling between intermetallics and matrix in AA7075-T6”. Corrosion Science, 2003, Vol. 45, pp. 1733-1746.
59 Wloka J., Bürklin G., Virtanen S., “Influence of second particles on initial electrochemical properties of AA7010-T76”. Electrochim Acta, 2007, Vol. 53, pp. 2055-2059.
60 Zeng F.L, Wei Z.L, Li J.F et al. “Corrosion mechanism associated with Mg2Si and Si particles in Al-Mg-Si alloys”. Transactions of Nonferrous Metals Society of China(2011), Vol.21, pp.2559-2567.
61 Handbook of Fatigue Testing. ASTM Committee E-9 on Fatigue. American Society for Testing and Materials, 1974.
62 Callister, W.D. Ciencia e Ingeniería de los Materiales. Editorial Reverté, S.A. 2002.
63 Puértolas J.A., Ríos R., Castro M., Casals J.M., Tecnología de Materiales. Editorial Sintesis, 2009.
64 Basquin O.H. “The exponential law of endurance test”. Proceedings of American Society for Testing and Materials, 1910, Vol. 10 (II), pp. 625-630.
65 Benham P.P., Crawford R.J., Mechanics of Engineering materials. Editorial Longman Scientific &Technical, 1987.

REFERENCIAS
212
66 Manson S.S., Fatigue – A Complex Subject. Exp. Mech. 1965, Vol. 7 (7), pp.
193-226.
67 Muralidharan U., Manson S.S., “A modified universal slopes equation for estimation of fatigue characteristics of metals” presented at the Winter Annueal Meeting of the American Society of Mechanical Engineers, 1986, preprint 86-WA/Mats-17.
68 Morrow J. Fatigue Properties of Metals. Presented at a meeting of Division 4 of the SAE Iron and Steel Technical Committee, 1964.
69 Coffin L.F., Jr, Tavernelli J.F. “The cyclic straining and fatigue of metals”. Transaction American Institute for Mining and Metallurgical Engineering, 1959,. Vol. 215, pp. 794-807.
70 Landgraf W.W. Control of fatigue resistance through microstructure-ferrous alloys”. Fatigue and Microstructure. American Society for Metals, 1978, pp. 439-466.
71 Manson S.S. “Predictive analysis of metal fatigue in the high cycle life range”. Methods for Predicting Material Life in Fatigue, American Society of Mechanical Engineers, 1979, pp. 145-182.
72 Ortiz L., Resistencia de Materiales. Mc Graw Hill, 2007.
73 Meizoso, A.M., Martínez-Esnaola, J.M. Mecánica de la Fractura. TECNUM, 1999.
74 Collins J.A. Failure of materials in mechanical design. Editorial John Wiley&Sons, 1992.
75 Forsyth P.J.E. “A two stage process of fatigue-crack growth”. Proceedings Symposium on Crack Propagation (Cranfield, UK), 1961, pp. 76-94.
76 Manson S.S., Halford G.R. Fatigue and Durability of Structural Materials, ASM International, 2005.
77 Failure Analysis and Prevention. ASM Handbook, 1986, Vol 11.
78 G.M. Sinclair, H.T. Corten, “Buble raft model of crystal fatigue”. T.&A.M. Report 86, Department of Theoretical and Applied Mechanics, University of Illinois, Urbana, IL, June 1955.

REFERENCIAS
213
79 J.P. Hirth, J. Lothe. Theory of Dislocations, 2nd ed. John Wiley & Sons, Inc.,
1982.
80 W.A.Wood, S. McK. Cousland, K.R. Sargent, “Systematic microstructural changes peculiar to fatigue deformation”. Acta Metallurgica, 1963, Vol. 11(7), pp. 643-652.
81 Grosskreutz J.C. “Fatigue mechanisms in the sub-creep range”. Metal Fatigue Damage: Mechanism, detection, avoid and repair, ASTM STP 495, American Society for Testing and Materials, 1971, pp. 5-60.
82 Genel K., “The effect of pitting on the bending fatigue performance of high-strength aluminum alloy”. Scripta Materialia, 2007, 57, pp. 297-300.
83 Pyun S.I, Orr S.J, Nam S.W. “Corrosion fatigue crack initiation of Al-Zn-Mg-Mn alloy in 0.5 M Na2SO4 solution”. Materials Science and Engineering A241, 1998, pp. 281-284.
84 Medved J.J., Breton M., Irving P.E., “Corrosion pit size distributions and fatigue lives-a study of the EIFS technique for fatigue design in the presence of corrosion”. International Journal of Fatigue, 2004, Vol. 26, pp. 71-80.
85 Monsalve A., Páez M., Toledano, M. et. al. S-N-P curves in 7075 T7351 and 2024 T3 aluminium alloys subjected to surface treatments. Fatigue and fracture of engineering materials & structures, 2007, Vol. 30 (8), pp.748-758.
86 Conway, J.B., Sjodahl, L.H., “Analysis and representation of fatigue data”. ASM International, Materials Park, Ohio, 1991.
87 Little, R.E. Jebe E.H., Statistical Design of Fatigue Experimentes. Applied Science Publishers Ltd., 1975.
88 Martín Meizoso, A., Martínez-Esnaola, J.M., Gil Sevillano, J. “Cálculo del límite de fatiga mediante el método de máxima verosimilitud ”. Anales de Mecánica de la Fractura 26 , 2009.
89 Rice, R.C., “Fatigue data analysis”. Metals Handbook, 9th Edition. Vol 8. Mechanical Testing American Society for Metals. Metals Park, 1985.
REFERENCIAS
214
90 Engler-Pinto C., Lasecki, J., Frisch R.J., Dejack M.A., Allison J.E. “Statistical
approaches applied to fatigue test data analysis”. SAE Technical Paper 2005-01-0802.
91 G.M. Raynaud, Ph.Gomireo, “Aluminium alloys for the marine marcket”. Aluminium and its alloys, Nº70, 1996.
92 http://www.alu-stock.es/tecnica/tratamientos.html
93 Liu D., Atkinson H.V., Kapranos P. et al. “Microstructural evolution and tensile mechanical properties of thixoformed high performance aluminium alloys”. Materials Science and Engineering A361, 2003, pp. 213-224.
94 Birol Y. “The effect of processing and Mn contento n the T5 and T6 properties of AA6082 profiles”. Journal of Materials Processing Technology 2006, Vol. 173, pp. 84-91.
95 Marioara C.D., Andersen S.J., Jansen J. “The influence of temperature and storage time at RT on nucleation of the beta phase in a 6082 Al-Mg-Si Alloy “ Acta Materialia, 2003, Vol. 51, pp. 789-796.
96 Man J., Li J. Shao G. “The effects of Cu addition on the microstructure and thermal stability of an Al-Mg-Si alloy” Journal of Alloys and Compounds, 2007, 437, 1-2, pp. 146-150.
97 Mrowka-Nowotnik G., Sieniawski J., Wierzbinska M. “Analysis of intermetallic particles in AlSi1MgMn aluminium alloy” Journal of Achievements in Materials and Manufacturing Engineering, 2007, Vol. 20, pp. 155-158.
98 Mossori S., Sili A., “Mechanical behaviour of 6082-T6 aluminium alloy welds”. Metallurgical Science and Technology, 2000, Vol 18 (1), pp. 12-18.
99 www.alu-stock.es/catalogo/pdf/.../Alu-Stock-LA4-11-Aleaciones.pdf
100 The Aluminium Automotive Manual. Applications-Chassis & Suspension-Wheels. Version 2002. European Aluminium Association.
101 Fuchs. http://www.otto-fuchs.com/
102 Heuler P., Birk O. “Durability assessment of automotive aluminium parts”. Fatigue and Fracture of Engineering Materials and Structures, 2002, Vol. 25, pp. 1135-1148.

REFERENCIAS
215
103 Borrego L.P., Ferreira J. M., Costa J. M., “Fatigue crack growth and crack
closure in an AlMgSi alloy”. Fatigue and Fracture of Engineering Materials and Structures, 2001, Vol. 24, pp. 255-265.
104 Borrego L.P., Costa J. M., Ferreira J. M., Ribeiro A. S., “Comparison of the crack growth behaviour of AA6082-T6 and AA6061-T651 aluminium alloys”, Anales de Mecánica de la Fractura 28, 2011, Vol. 1, pp. 353-358.
105 UNE-EN ISO 4287:1999. Especificación geométrica de productos (GPS). Calidad superficial: Método del perfil. Términos, definiciones y parámetros del estado superficial.
106 UNE-EN ISO 3274: 1998. Especificación geométrica de productos (GPS). Calidad superficial: Método del perfil. Características nominales de los instrumentos de contacto (palpador).
107 http://www10.uniovi.es/tutoriales/confocal/. Martínez A., Microscopía Láser Confocal. Servicio de Proceso de Imágenes. Universidad de Oviedo.
108 Webb R.H., “Confocal optical microscopy”, Reports on Progress in Physics, 1996, Vol. 59, pp. 427-471.
109 Brown J.M., Newton C.J. “Quantified three-dimensional imaging of pitted aluminium surfaces using laser scanning confocal microscopy”, British Corrosion Journal, 1994, Vol. 29, No.4, pp. 261-269.
110 Goldstein J., et. al., Scanning Electron Microscopy and X-Ray Microanalysis. Editorial Springer, 2007.
111 CSIC, Microscopía Electrónica de Barrido y Microanálisis por Rayos X. Editorial Rueda, 1996.
112 Skoog D.A., Holler F.J., Rouch S.R., Principios de Análisis Instrumental, 6ª Edición. Editorial Cengage Learning, 2008.
113 Dowling N.E., Mechanical Behavior of Materials. Ed. Pearson Prentice Hall, 2007.
114 ASTM-E8M-11. Standard Test Methods for Tension Testing of Metallic Materials.
115 ASTM E 466-07. Standard Practice for Conducting Force Controlled Constant Amplitude Axial Fatigue Tests of Metallic Materials.

REFERENCIAS
216
116 ASTM B117-11. Standard Practice for Operating Salt Spray (Fog)
Apparatus.
117 Ramberg W., Osgood W. “Determination of steel-strain curves by three parameters”. National Advisory Committee for Aeronautics. Technical note 902., 1943.
118 Setiadi A., Milestone N.B., Hill J., and Hayes M., “Corrosion of aluminum and magnesium in BFS composite cements,” Institute of Materials, Minerals and Mining, 2006.
119 Properties of aluminum alloys: Tensile, creep and fatigue data at high and low temperatures. ASM International, 1999.
120 Hosford W.F. Mechanical behavior of materials. Cambridge University Press, 2005.
121 Mazzolani F., Alumnium alloy structures. E & FN Spon, London, 1995.
122 http://www.eurocodes.co.uk/ (Eurocode 9 – Aluminium).
123 Atlas of stress-strain curves. ASM international, 2nd ed, 2002.
124 Suresh, S. Fatigue of materials. Cambridge University Press, 1998.
125 Li Xu-Dong, Wang Xi-Shu, Ren Huai-Hui, Chen Yin-Long, Mu Zhi-Tao, “Effect of prior corrosión state on the fatigue small cracking behaviour of 6151-T6 aluminum alloy”, Tsinghua University, 2011.
126 Jogi B.F., Brahmankar P.K., Nanda V.S., Prasad R.C., “Some studies on fatigue crack growth rate of aluminum alloy 6061” Technological University, Lonere, Raigad, Indian Institute of Technology, Bombay, 2007.