Carro de carga dual
34
CORPORACIÓN EDUCACIONAL DE ASIMET LICEO INDUSTRIALCHILENO ALEMÁN CARRO DE CARGA DUAL Integrantes: JesusYañez BranislavMarinkovic Profesor guía: Cristian Bustamante Ñuñoa, Chile 2012
-
Upload
calumnoslichan -
Category
Documents
-
view
1.119 -
download
0
Transcript of Carro de carga dual

CORPORACIÓN EDUCACIONAL DE ASIMET LICEO INDUSTRIALCHILENO ALEMÁN
CARRO DE CARGA DUAL
Integrantes: JesusYañez BranislavMarinkovic Profesor guía: Cristian Bustamante
Ñuñoa, Chile 2012

Agradecimientos Queremos agradecer: A nuestros padres por el apoyo que nos han brindado estos 3 años en este camino de formación académica técnico profesional Profesor guía Cristian Bustamante por su cooperación, ayuda y paciencia para que nuestro proyecto se lograra con éxito Liceo industrial chileno-alemán por brindarnos un taller en el cual está capacitado con todas las herramientas y maquinas necesarias para realizar nuestro proyecto Víctor Garay por entregar las herramientas cuando nosotros solicitábamos de ellas Profesores Eduardo Basaure, Vladimir Sánchez, Jorge Gonzales, Hernán mesa y Cristian Bustamante por entregarnos sus conocimientos y hacer de nosotros unos mejores técnicos

Tabla de contenidos

Introducción
Este proyecto fue efectuado por la necesidad de poder alivianar los tiempos de trabajo de algunas personas y de no tener que recurrir al método de cargar los implementos usando la fuerza de uno. Este carro es diferente ya que cuenta con dos sistemas de uso y esto puede alivianar según desee el trabajador o persona su uso correspondiente

Análisis F.O.D.A
Fortalezas
Facilita el transporte y traslado de objetos en menos tiempo
Oportunidades
Si posee este medio de transporte el usuario no tendrá que recurrir a un flete de menor carga
Debilidades Si posee este medio de transporte el usuario no tendrá que recurrir a un flete de menor carga
Amenazas Si posee este medio de transporte el usuario no tendrá que recurrir a un flete de menor carga

Perfiles tubulares
Para uso estructural: la fabricación de estos perfiles, debido ala función estructural que van a cumplir. Se utiliza acero estructural soldable el cual garantiza cifras mecánicas, para resistencia a la tracción, limite de fluencia, alargamiento y además de valores de composición química máximo, lo cual le da como resultado soldabilidad y doblabilidad

Base: Cortar perfiles tubular estructural 1 ¼ a 1500 mm Verificar las medidas y sacar las rebabas de los perfiles para no dañarse Colocar el perfil en la dobladora de tubos Doblar a 90° el perfil
Eje: Cortar perfil estructural 1 ¼ a 500 mm Sacar las rebabas para no dañarse Instalar las ruedas y soldarlas a los mangos

Soportes: Cortar perfil estructural 11/4 a 550mm Hacer un destaje en la puntas del perfil a 300m Pegar con el martinete para que queden planas Soldar el contorno Esmerilar

Perforaciones Marcar mangos .desde el área inferior marcar 30mm hacia arriba usar un punto de marcar con el martillo y golpear para que quede marcada Pedir el taladro portátil poner una broca de 6,5mm .afirmar y perforar hasta cruzar las dos caras dando así dos perforaciones Marcar los dos mangos de 1600 mm. Desde parte superior a 40 mm marcar el centro y perforar con el taladro portátil con una broca de 6,5mm de diámetro hasta pasar y dar dos perforaciones Limar los bordes de las perforaciones de los mangos para que así pueda pasar bien el perno Comprar los pernos de 6mm con tuercas Ya comprados los pernos ponerlos para ver como queda la articulación y hacer unos pequeños retoques

Proceso de pintado Una vez terminado todo el proceso de estructura y pasar de forma concreta el proyecto de carro de carga dual es hora de pintar. Pasos a ejecutar: Limpiar con diluyente las partes con aceite y suciedad para no estropear la pintura Pasar lija para dejar el acero más limpio Pintar con anticorrosivo negro con un movimiento de arriba hacia abajo dejar secando el carro de carga dual por al menos 6 horas y la pintura se seque bien pintar la segunda detalladamente para lograr una pintura en optimas condiciones , dejar que se seque la pintura por al menos un día

Inconvenientes e imprevistos
Hubieron una serie de inconvenientes ya que fue un trabajo complejo por ejemplo las articulaciones que van al mango no cerraban como correspondían y se levantaban hacia que las articulaciones se pusieron a revés y cerraran hacia abajo La base del carro de carga dual iba hacer una plancha de acero diamantada pero por su valor monetario se hizo del mismo perfil que se uso en todo el armazón Los pernos también fueron un problema ya que era muy largos e impedían el cierre del mango movible así que se tuvieron que cortar

Resumen
El objetivo de este proyecto es crear un carro de carga dual poniendo a prueba los distintos tipos de trabajos hechos en el taller de Construcciones Metálicas (soldadura en acero al carbono, armado con pernos y tornillos, y trazado de planos y bocetos). El
Objetivoespecífico de este trabajo es dar la facilitación de un trabajador la
rapidez y eficiencia de poder trasladar cosas en un reducido tiempo

Conformado
Conformado se puede definir, fabricar modificando plásticamente la forma de cuerpo solido, esto puede aplicarse por traccióncompresión o flexión, en caliente o en frio Conformado por compresión: el laminador por compresión la pieza se conforma de modo continuo o por fases, aplicando compresión a través de herramientas giratorias .el trefilador permite obtener acero trefilado de alta calidad y presión Fabricación de tubos: en el tren laminador oblicuo dos cilindros en forma de doble cono hacen girar el lingote lo abatanan y abren el núcleo el cuerpo hueco que se forma adquiere la dimensión deseada laminándolo por el medio de un mandril Plegado de atracción de atraccióncilíndrico: la aplicación, se hace por medios de unos rodillos o cilindros, con este método doblando un fleje de acero en sentido longitudinal, pueden formarse tubos Embutido por extracción: es un proceso de fabricación en serie, por ejemplo para corte de chapa de distintos metales. Molde macho presiona sobre la presiona sobre lapieza en bruto el material desplazando sube porque el molde dando como resultado una pieza embutida de gran exactitud y precisión con una alta calidad superficial El conformado de los perfiles se realiza en maquinas roladoras o conformadoras. El rolado consiste en dar forma gradual al producto a medida que avanza a través de una serie de estaciones o pasos de conformado de acuerdo al rodillaje con que se equipe, las maquinas pueden lograr diferentes tipos de perfiles que pueden cambiar tanto en su forma como en el espesor o longitud

Fibra neutra
Sección longitudinal de una viga en reposo y flexionada: su fibra neutra (x) está
indicada con una línea segmentada. F es la flecha (distancia máxima entre el
estado de reposo y el de carga).
La fibra neutra, línea neutra o «eje neutro» es la superficie material curva, de
una pieza alargada o de una placa, deformada por flexión, que separa la zona
comprimida de la zona traccionada.
Propiedades
La fibra neutra se caracteriza por tener las siguientes particularidades:
Geométrica: si consideramos una curva contenida totalmente en la fibra
neutra, las distancias a lo largo de esa curva no varían antes y después de la
deformación por flexión.
Tensional: en una viga de material elástico e isótropo sometida a flexión, la
tensión sobre una sección transversal es proporcional a la distancia a la fibra
neutra.
Representación bidimensional: en una sección transversal bidimensional de
una viga o pieza prismáticasometida a flexión la fibra neutra queda reducida a
una línea recta, es decir, la intersección de la fibra neutra con una sección
transversal es una recta.

Radio de curvatura
Se realizan en caños cuyos diámetros van de ¼” a 14” nominales. El radio mínimo de curvatura depende del diámetro del tubo, ejemplos: ¼” a 4” una vez y media el diámetro exterior del mismo. Pudiendo en casos muy especiales obtener curvas de hasta 1 diámetro el radio de la curva.
De más de 4” a 6” nominales, el radio mínimo será de 3 diámetros aproximadamente.
De 7” a 14” nominales, deberá considerarse como radio mínimo 5 veces el diámetro nominal del mismo. Esta última puede evitarse pero depende de fabricación, matricería especial.
Sobre un mismo material se pueden realizar distintas curvas, entre ellas debe existir una parte recta mínima, esta última puede evitarse pero depende del material y forma de curva requerida.
Las curvas se realizan sin arrugas en el material. La ovalación oscilará en el orden del 4 a 6 %.
En todos los puntos anteriores las normas establecidas dependen del diámetro, espesor y calidad del material.
Choco la micro

Pintura anticorrosiva
Pintura anticorrosiva
Reja oxidada.
La pintura anticorrosiva es una base o primera capa de imprimación de pintura que se ha de dar a una
superficie, que se aplica directamente a los cuerpos de acero, y otros metales. Para ello puede usarse
un proceso de inmersión o de aspersión, (dependiendo del funcionamiento de la planta de trabajo y de
la geometría de la estructura). Éste tiene el propósito principal de inhibir la oxidación del material, y
secundariamente el de proporcionar una superficie que ofrezca las condiciones propicias para ser
pintada con otros acabados, esmaltes y lustres coloridos. La pintura anticorrosiva generalmente se
presenta de color rojo “ladrillo” o naranja rojizo, aunque también se encuentran en color gris y en negro.
El color rojizo, (encontrado comúnmente en vigas, por ejemplo) toma su pigmentación del óxido de
hierro que es empleado como componente en su elaboración. En algunos lugares, a esta película
anticorrosiva, se la ha llamado 'minio' cuando su función es, principalmente la de evitar la degradación
del hierro.
Esta pintura anticorrosiva se constituye por componentes químicos básicos tales como el silicato de
sodio (que inhibe la corrosión), y el EDTA (un secuestrarte activo) y tiene la primordial función de
proteger el acero (y otros metales como el hierro), y para ello, no sólo se adhiere a la superficie, sino
que procura reaccionar químicamente con la superficie metálica con la que toma contacto para
modificarla y compenetrarse químicamente. Con los avances de la bioquímica, la susodicha pintura es
cada vez es más sofisticada, de mejor calidad, con un secado más rápido y capaz de actuar sobre una
mayor cantidad y variedad de metales, así como en general un proceso de pintado anticorrosivo más
fiable y fácil de los componentes de acero.
Herramientas y maquinas utilizadas

1) Punto de marca
2) Marco de sierra
3) Reglilla de 60 mm
4) Esmeril de pedestal
5) Esmeril angular
6) Lima bastarda y semi fina
7) Martillo de 500 grs
8) Escuadra plana 600
9) Tornillo mecánico
10) Maquina de soldar mig-mag
11) Tronzadora
12) Taladro de pedestal
13) Broca de 6mm
14) Escuadra falsa
15) Transportador de grado
16) Huincha de medir
Descripción de maquinas

Tronzadora: El disco de corte es de un material hss-dmos su diámetro es de 275x2,5 de espesor del disco de x32 y tiene 220 dientes . Sus velocidades son dos, una de 1420 rpm y una de 700 rpm, tiene un motor eléctrico de 380w. En el momento de cortar, la maquina funciona con refrigerante que sirve para enfriar el disco y la pieza que se esta cortando Esmeril de pedestal: La herramienta es un cuerpo amolador que cuenta con dos piedras abrasivas que constan de granos pequeños en forma de cuñas, los granos asumen el trabajo de arrancar viruta , los poros que se encuentran en medio levantan las virutas, al pulir se embotan los granos, la fuerza de corte aumenta y con esto las virutas, al pulir se embotan los granos, la fuerza de corte aumenta y con esto la acción de la fuerzas se vuelve mayor desde afuera sobre el grano individual que la fuerza tractora de la unión. Trabaja a 1500 rpm y posee un rotor de 380 watts Esmeril angular: Herramienta peligrosa con diferente diámetros de discos el mas pequeño es de 4”1/2, 7 “y 9”. El de desbaste es de espesor 5mm y el de corte es de 3mm, 2mm, 1mm. El disco de los esmeriles está fabricado por un tejido de carburo de cilicio y sus discos traen, marca, fabricantes, características técnicas, dimensiones y medidas de seguridad. Sus rpm son de 11000el de 4” ½ ,8500el de 7” y el 6000 de 9” Maquina mig-mag: Soldadura semi-automática bajo gas inerte Soldadura semi-automática bajo gas activo En el procedimiento de soldadura semi-automática bajo gas protector encienden el arco entre un electrodo fundible de alambre mecánicamente suministrado y el material base. El baño de fusión es protegido por un gas inerte o pasivo Ambos procedimientos son apropiados para una semi-automatización o una total.se diferencia del empleo del gas protector, del cual finalmente dependen las posibilidades de empleo Gases protectores: La elección de gas protector depende de la tarea de soldadura

Gases inertes: No toman parte en el proceso de soldadura; son los gases nobles argón, helio y sus compuestos. Son de de alto valor económico. Un gas activo que forma parte en el proceso de soldadura es el dióxido de carbono. Como componente gaseoso actúa el oxigeno, el influye en la formación del arco, compartimiento del material y formación de costura de soldadura. En cooperación con silicio manganeso se aumenta la desgasificación de la colada y de la propiedades de solides se mejoran la liberación de oxigeno se produce por el calor del arco El efecto oxidante influye en la ejecución de la soldadura. Aparece salpicadura en aumento, y se manifiestan un ruido crepitante. Las buenas características de soldadura con los gases inertes y los bajos costos con el gas activo han conducido al desarrollo de los gases mezclados; los gases de mezcla se componen de argón, dióxido y oxigeno En la soldadura MIG los materiales utilizados son: aceros de baja y alta aleación aceros inoxidables y metales no ferrosos, generalmente esta soldadura se ocupa en la construcción de aparatos, recipientes, en la construcción de barcos aviones y construcción sobre rieles. Con costuras de bisel en V y tubos. No es protegida suficientemente la parte de la raíz por el gas protector, porque la separación es muy estrecha especialmente con materiales altamente aleados se deben evitar reacciones con la atmosfera esto hace visible con los colores del revenido. La raíz y los interiores del tubo deben ser protegidos con gas externos Regulación de la maquina: El voltaje minino de trabajo es de 17 volt a 32 volt. máximo de trabajo de transferencia por corte circuito el baño ocurre 200 veces por segundo. La composición del cilindro que ocupa 80% de argón y 20 % CO2.la maquina trabaja con polaridades advertidas porque la pistola esta en positivo y la tierra en negativo Alambre mig-mag: A.W.S: sociedad americana de soldadores Er: alambre electrodo para proceso continuo 70: 70000 libras/pulg 2 resistencia a la tracción S: solido 6: elemento de aleación
Descripción de herramientas

Granete
Se denomina granete a una herramienta manual que tiene forma de puntero de
acero templado afilado en un extremo con una punta de 60º aproximadamente que
se utiliza para marcar el lugar exacto que se ha trazado previamente en una pieza
donde haya que hacerse un agujero, cuando no se dispone de
una plantilla adecuada.
Huincha
La cinta métrica extensible utilizada en medida de longitudes se construye en una
delgada lámina de acero al cromo, oaluminio, o de un entramado de fibras de
carbono unidas mediante un polímero de teflón (las más modernas).
En general están protegidas en un rodillo de latón o PVC. Las de agrimensor
tienen dos manijas de bronce en sus extremos para su exacto tensado y es
posible deshacer completamente del rodillo para mayor comodidad.

La lima es una herramienta manual de corte/desgaste utilizada en el desbaste y el afinado de piezas de distintos materiales como metal, plástico o madera. Está formada por una barra de acero al carbono templado (llamada caña de corte) que posee unas ranuras llamadas dientes y que en la parte posterior está equipada con una empuñadura o mango Limas para metal: de diversas formas y granulado. Si se hace una división según su sección existen:
Limas planas: tienen el mismo ancho en toda su longitud o la punta
ligeramente convergente. Pueden tener superficies de corte por ambas caras,
las caras y los cantos, o sin corte en los cantos, es decir lisos, y que permiten
trabajar en rincones en los que interesa actuar tan sólo sobre un lado y
respetar el otro.la lima si la ves desde la punta asía el mango tiene forma
rectangular
Limas de media caña: Tienen una cara plana y otra redondeada, con una
menor anchura en la parte de la punta. Se pueden utilizar tanto para
superficies planas como para rebajar asperezas y resaltes importantes o para
trabajar en el interior de agujeros de radio relativamente grande.
Limas redondas: se usan para pulir o ajustar agujeros redondos o espacios.la
lima si la ves desde la punta asía el mango tiene forma circular
Limas triangulares: sirven para ajustar ángulos entrantes e inferiores a 90º.
Pueden sustituir a las limas planas.la lima si la ves desde la punta asía el
mango tiene forma triangular
Limas cuadradas Se utilizan para mecanizar chaveteros o agujeros
cuadrados.la lima si la ves desde la punta asía el mango tiene forma cuadrada

Escuadra falsa: Semicírculo graduado que posee un brazo pivotante empleado para medir y señalar ángulos. También llamada falsarregla, saltarregla.

Prevención de riesgos
¿Qué es la prevención de Riesgos profesionales?
Se llama prevención de riesgos profesionales a un conjunto de actividades destinadas a evitar los accidentes del trabajo y enfermedades profesionales, mediante la aplicación, entre otras, de dos importantes disciplinas: la seguridad industrial y la higiene industrial. El objetivo de la seguridad industrial es evitar los accidentes; en tanto, que la higiene industrial tiene como fin controlar y evitar las enfermedades profesionales.
Accidentes del trabajo: Todo hecho o acontecimiento imprevisto, no deseado, que detiene un proceso de
trabajo y que puede o no producir daños a la propiedad o lesión al trabajador
¿Por qué ocurren los accidentes? Todo accidente tiene causas precisas, las que se pueden determinar. No existen accidentes por mala suerte o por casualidad. Por lo tanto, si logramos eliminar o controlar las causas, evitaremos que ocurran accidentes.
Causas de los accidentes: Los accidentes ocurren porque realizamos acciones inseguras o porque las herramientas, las maquinarias o las instalaciones presentan condiciones inseguras.
Seguridad industrial: Es la disciplina que tiene como objetivo principal evitar los accidentes del trabajo.
La higiene industrial: Es la disciplina que se preocupa de mantener los lugares de trabajo libres de agentes contaminantes que puedan dañar la salud del trabajador. Enfermedad profesional: Es aquella causada de una manera directa por el ejercicio de la profesión o el trabajo
Vías de Ingreso de los Agentes contaminantes ambientales: Respiratoria: Es la más importante. En una jornada de trabajo, dependiendo del esfuerzo físico, se aspira aproximadamente 10 m3 de aire (más o menos 12 kgs.). Cutánea (piel): Preocupa especialmente la manipulación y trabajo con productos químicos.

Digestiva: Generalmente adquiere importancia por malos hábitos, tales como fumar y/o comer en los lugares de trabajo Equiposde Protección Personal: Casco de seguridad: Cubre totalmente el cráneo protegiéndolo contra los efectos de golpes, sustancias químicas, riesgos eléctricos y térmicos. El casco de seguridad se compone de arnés interno y, la carcasa o parte externa del casco. Protecciones para los ojos: Tanto para la proyección de partículas como para la proyección de líquidos, humos, vapor o gases, y radiaciones, existen anteojos apropiados. Por ejemplo: anteojos de rejillas metálicas, con lentes de una sola pieza para ambos ojos, que evita el daño por proyección de partículas. Protectores de oídos: Para prevenir el daño al sistema de la audición ocasionado por el ruido, se usan diversos tipos de tapones y/o audífonos (orejeras).

Estudio de costos
Materiales y otros
cantidad Valor unitario Valor total
Perfil tubular estructural 1” ¼ Ruedas de goma Ruedas c/base 4” Mangos Anticorrosivo negro articulaciones pernos
12 metros
2
2
2
1
2
4
$7.100
$2.500
$4.560
donación
$2.000
donación
$180
$14.200
$5.000
$9.120
donación
$2.000
donación
$720
Costo total $31.040

Conclusión
Lo que podemos concluir luego de todo este trabajo y del proceso que se llevo a cabo en este proyecto, es el de haber adquirido nuevos conocimientos y técnicas innovadoras, también la variadas y distintas formas de organización y puntos de vista de admirar y entender los distintos productos inmersos en nuestra vida cotidiana. Se aprende también que todo producto a veces por muy pequeño que sea tienen que tener su normalización, especificación de el proceso y de sus dimensiones a través de un plano y en cuanto a su organización y determinación al momento de lo, crear una carta Gantt a modo de guía organizadora de la horas e indicador del trabajo a seguir

Bibliografía
1. Conformado: sacadas del cuaderno de tecnología 2010 2. Maquina mig-mag: www.google.com
3. Fibra neutra: www.wikipedia.com

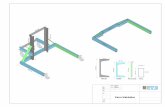
Construcción por etapa
1. Planificar 2. diseñar plano 3. Cotizar 4. comprar materiales 5. llevar materiales al colegio 6. trazar medidas 7. cortar perfil a 1600mm mangos 8. cortar perfil a 2600mm mango 9. cortar perfil a 550mm soportes 10. cortar perfil a 1500mm base 11. hacer un destaje a los soportes 12. marcar las puntas de los soportes a 300mm 13. pegar con el martinete 14. soldar las partes planas 15. esmerilar soldadura 16. doblar 300mm a 70° de los mangos 17. doblar 1200mm los extremos del mango 18. unir soportes con mangos 19. unir mangos con base 20. unir eje con ruedas 21. unir eje con mangos 22. hacer prefaciones en mangos 23. taladrar a 500mm de la parte superior 24. taladrar mango a 300mm de la parte inferior 25. colocar articulaciones 26. instalar pernos 27. Colocar tuercas 28. soldar ruedas 4" con base en la parte superior de los mangos 29. Pintar 30. colocar accesorios

Carta Gantt
Actividades - Dias Octubre Noviembre Diciembre
40 41 42 43 44 45 46 47 48 49 50 51 52
mar mier mar mier mar mier mar mier mar mier mar mier mar mier mar mier mar mier mar mier mar mier mar mier mar mier
Planificar X
diseñar plano X
Cotizar X X
comprar materiales X X
llevar materiales al colegio X X
trazar medidas X
cortar perfil a 1600mm mangos X
cortar perfil a 2600mm mango X
cortar perfil a 550mm soportes X
cortar perfil a 1500mm base X
hacer un destaje a los soportes X
marcar las puntas de los soportes a 300mm X
pegar con el martinete X
soldar las partes planas X
esmerilar soldadura X
doblar 300mm a 70° de los mangos X
doblar 1200mm los extremos del mango X
unir soportes con mangos X
unir mangos con base X
unir eje con ruedas X
unir eje con mangos X
hacer prefaciones en mangos X
taladrar a 500mm de la parte superior X X
taladrar mango a 300mm de la parte inferior X X
colocar articulaciones X X
instalar pernos X
Colocar tuercas X
soldar ruedas 4" con base en laparte superior de los mangos X
Pintar X X X
colocar accesorios X X

anexos