
CASO PRÁCTICO INNOVACIÓN ENCASO … · incorporar y dispersar una mayor proporción de absorbedor...
43
CASO PRÁCTICO INNOVACIÓN EN CASO PRÁCTICO: INNOVACIÓN EN ENVASES ACTIVOS DE ALTA BARRERA. CO INYECCIÓN COMO ALTERNATIVA CO-INYECCIÓN COMO ALTERNATIVA. Ponente: Serafín García Navarro Ponente: Serafín García Navarro [email protected]
Transcript of CASO PRÁCTICO INNOVACIÓN ENCASO … · incorporar y dispersar una mayor proporción de absorbedor...
CASO PRÁCTICO INNOVACIÓN ENCASO PRÁCTICO: INNOVACIÓN EN ENVASES ACTIVOS DE ALTA BARRERA.
CO INYECCIÓN COMO ALTERNATIVACO-INYECCIÓN COMO ALTERNATIVA.
Ponente: Serafín García NavarroPonente: Serafín García [email protected]

ENVASE PLÁSTICO
Tipo de envases Monocapa Multicapa EjemplosTipo de envases Monocapa Multicapa Ejemplos
Envase flexible • Extrusión soplado de globo
• Co-extrusión• Laminación
FilmBolsas
Envase semirigido • Extrusión de lámina y termoconformado
• Co-extrusión y termoconformado
BandejasBarquetasq
Envase rígido • Inyección• Extrusión-soplado
• Co-extrusión• Co-inyección
BandejasEnvases de
de botellas.• Inyección-sopladode botellas.
cuerpo huecoBotellas
2

SELECCIÓN DE MATERIALES
Selección demateriales
Estructura Monocapa
E t t M lti
Diseño de un Atmósfera modificada (EAM)
Estructura Multicapa
envase alimentarioAtmósfera modificada (EAM)Vacío
Envase activo
3
ESTRUCTURAS MULTICAPA
¿Porqué se necesitan estructuras multicapa?¿Porqué se necesitan estructuras multicapa?
Porque en ocasiones no existe un único material plástico que reúna todas las propiedades necesariastodas las propiedades necesarias para la conservación del alimento
4
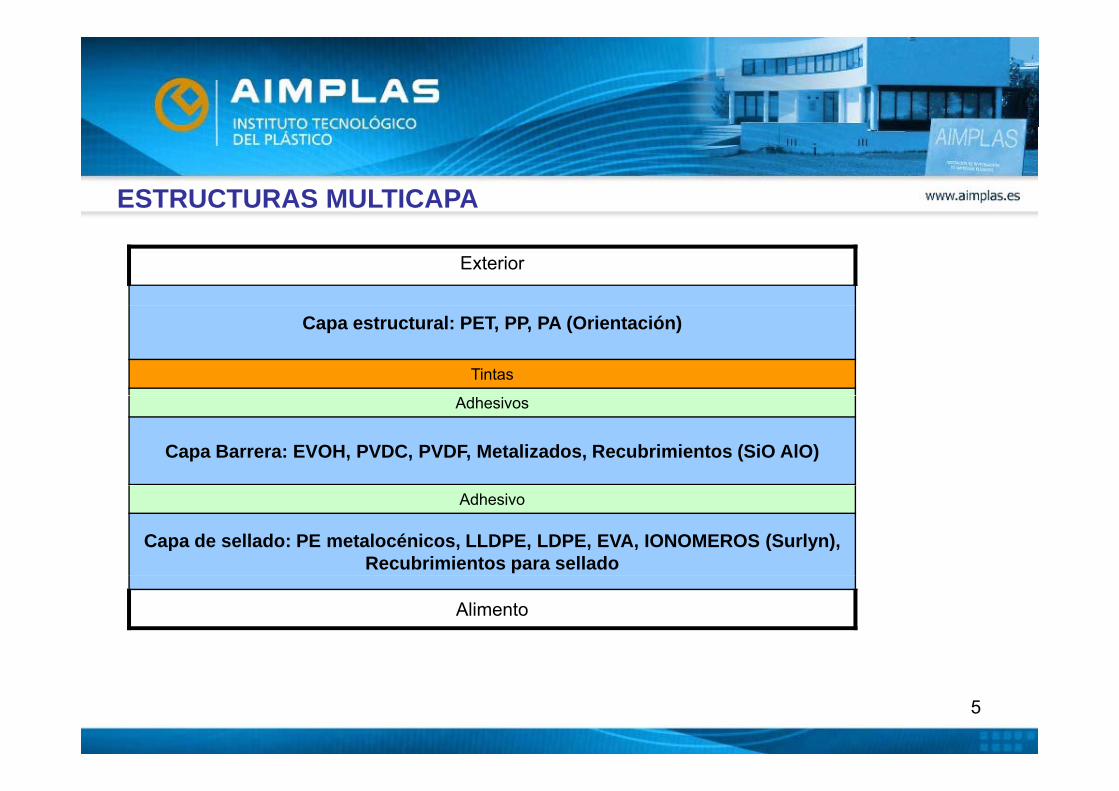
ESTRUCTURAS MULTICAPA
Exterior
Capa estructural: PET, PP, PA (Orientación)
Tintas
Adhesivos
Capa Barrera: EVOH, PVDC, PVDF, Metalizados, Recubrimientos (SiO AlO)
Adhesivo
Capa de sellado: PE metalocénicos, LLDPE, LDPE, EVA, IONOMEROS (Surlyn), Recubrimientos para sellado
Alimento
5

ESTRUCTURAS MULTICAPA
ENVASE FLEXIBLE (FILM)E iExterior
Capa extructural
TintasTintas
Adhesivos
Capa Barrera
Adhesivo
Capa de sellado
AliAlimento
6

ESTRUCTURAS MULTICAPA
ENVASE RÍGIDO Y SEMIRIGIDO
7
SELECCIÓN DE MATERIALESSELECCIÓN DE MATERIALES
PROPIEDADES DEL ENVASE
• Propiedades de los materiales a tener en cuentaPropiedades de los materiales a tener en cuentapara el diseño de un envase alimentario:
– Propiedades térmicas.p– Propiedades barrera.– Propiedades ópticas.Propiedades ópticas.
8

ENVASES ACTIVOS
• Un envase activo es aquel que interacciona con elli t d t ó f t dalimento envasado o su atmósfera para extender su
vida útil o mejorar su seguridad alimentaria opropiedades organolépticas al mismo tiempo quep op edades o ga o ép cas a s o e po quemantiene la calidad del alimento.– Secuestrantes o scavengers de oxígeno.– Antioxidantes naturales.– Antimicrobianos naturales.
9

TECNOLOGÍAS PARA FABRICAR ENVASES ACTIVOS Incorporación de los agentes activos.
PRODUCTO
Tratamientos superficiales: Inmersión o dispersión.
PRODUCTO
10Incorporados directamente en el film: Compounding
TÉCNICAS ESPECIALES DE INYECCIÓN
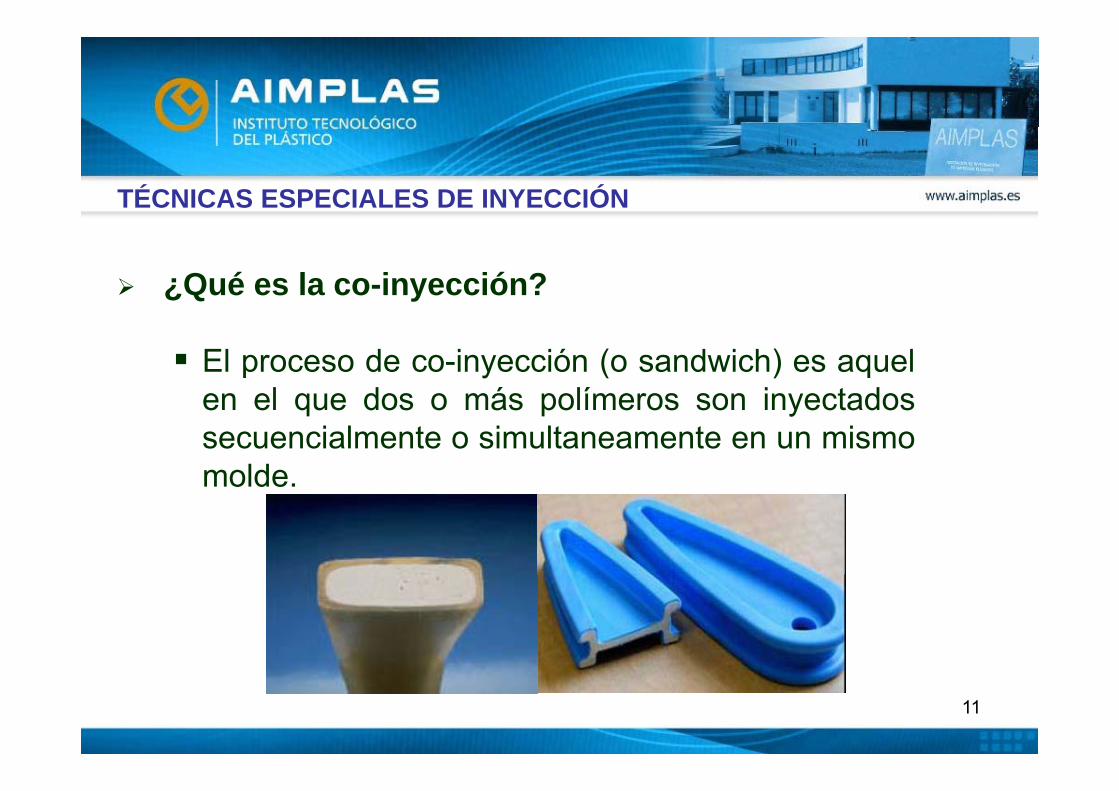
¿Qué es la co-inyección?
El proceso de co-inyección (o sandwich) es aquelen el que dos o más polímeros son inyectadosen el que dos o más polímeros son inyectadossecuencialmente o simultaneamente en un mismomolde.molde.
11
TÉCNICAS ESPECIALES DE INYECCIÓN
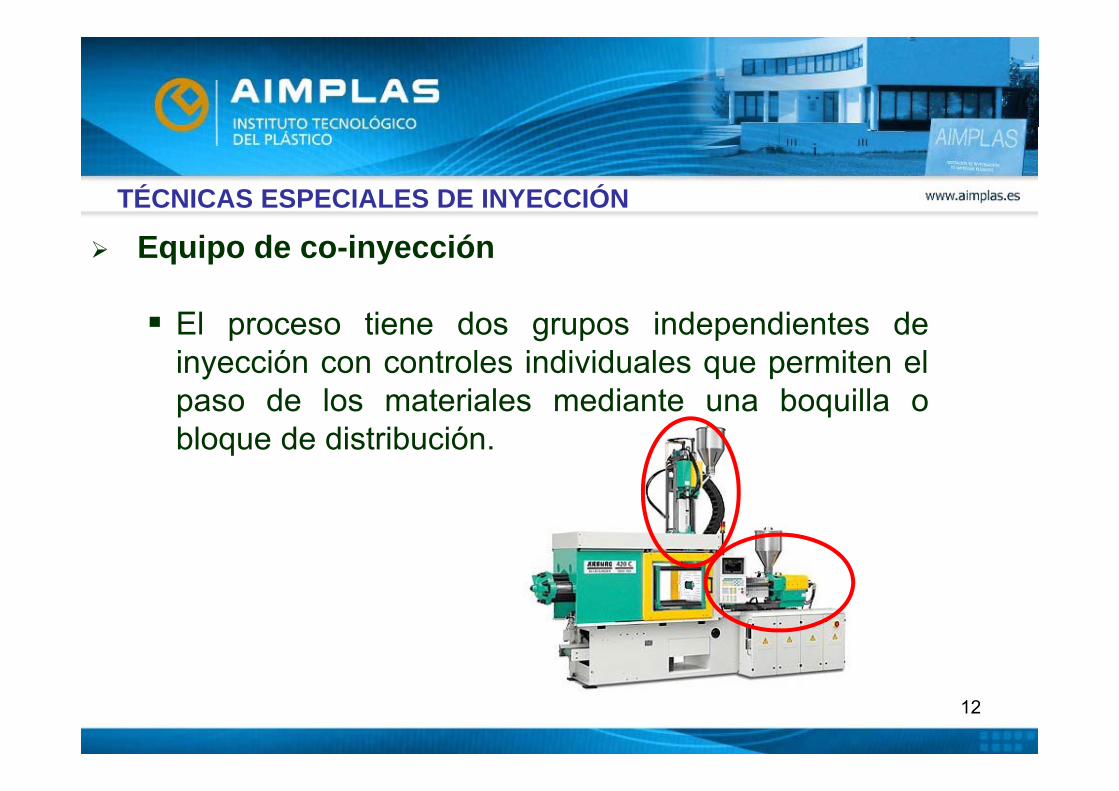
Equipo de co-inyección
El proceso tiene dos grupos independientes deinyección con controles individuales que permiten elpaso de los materiales mediante una boquilla opaso de los materiales mediante una boquilla obloque de distribución.
12
TÉCNICAS ESPECIALES DE INYECCIÓN
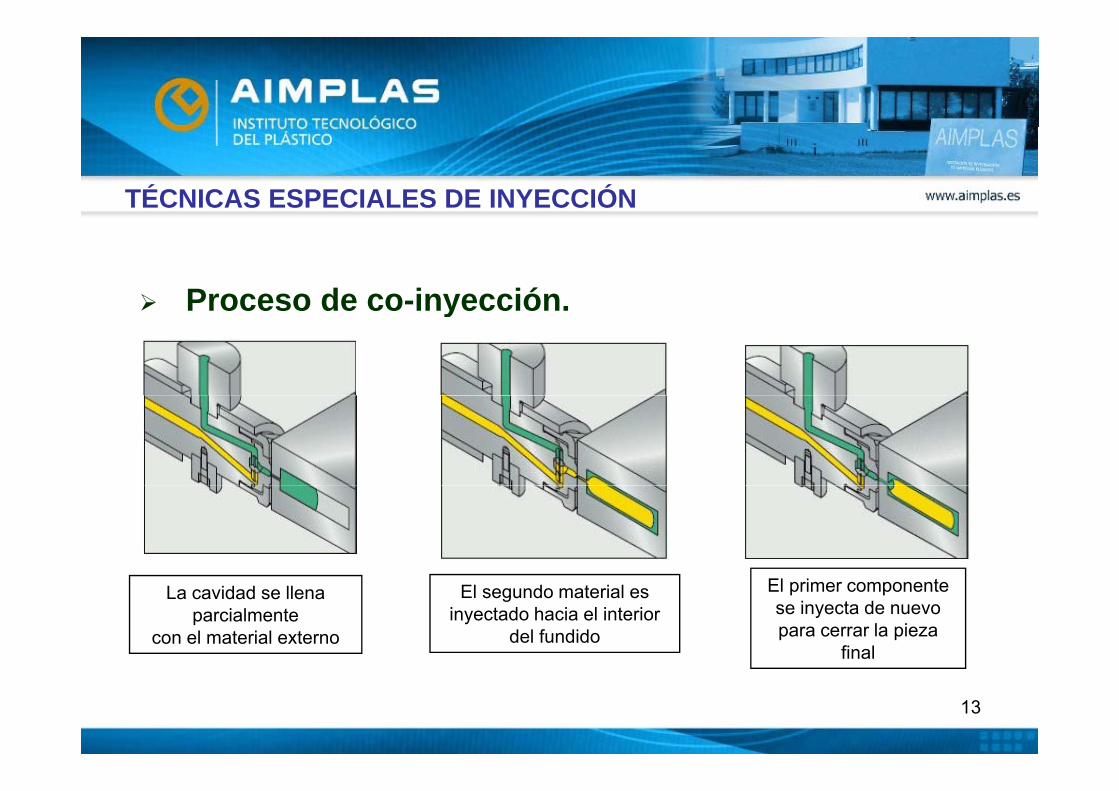
Proceso de co-inyección Proceso de co inyección.
La cavidad se llena parcialmente
con el material externo
El segundo material es inyectado hacia el interior
del fundido
El primer componente se inyecta de nuevo para cerrar la pieza
final
13
TÉCNICAS ESPECIALES DE INYECCIÓN
Factores clave en el procesado por co-inyección
En co-inyección se debe tener en cuenta que:
Las diferencias en la viscosidad de los materialesLas diferencias en la viscosidad de los materialesproporcionarán diferencias en el comportamiento delflujo durante las fases de co-inyección.
La compatibilidad de ambos materiales tendrá unainfluencia relevante en la adhesión final de las capasde piel y núcleo del envase.
Diferencias en contracciones pueden causar
14
palabeos y deformaciones en el envase final.
TÉCNICAS ESPECIALES DE INYECCIÓN
Principales ventajas de la co-inyección en la Principales ventajas de la co inyección en lafabricación de envases.
Libertad en el diseño del envase.
Reducir las etapas de proceso.p p
Reducción de pérdidas (scrap) y consumo deenergíaenergía.
15
TÉCNICAS ESPECIALES DE INYECCIÓN
P t i l t j d l i ió Potenciales ventajas de la co-inyección enenvases desde el punto de vista de los materiales.
Incorporar materiales barrera a gases.
Incorporación de materiales reciclados en la capa Incorporación de materiales reciclados en la capainterna.
R li ió l i t Realizar una expumación en la capa interna.
Reducción del uso de aditivos y colorantes.
16
TÉCNICAS ESPECIALES DE INYECCIÓN
Principales inconvenientes en el desarrollo de uni ióenvase por co-inyección.
Optimizar el proceso para espesores finosp p p p(envases de pared menor a 1 mm). Incorporar materiales barrera (material interno) enp ( )
espesores finos. Distribuir homogeneamente la capa del materialg p
interno. Optimizar el proceso en moldes multicavidad.
17
p p
TÉCNICAS ESPECIALES DE INYECCIÓN
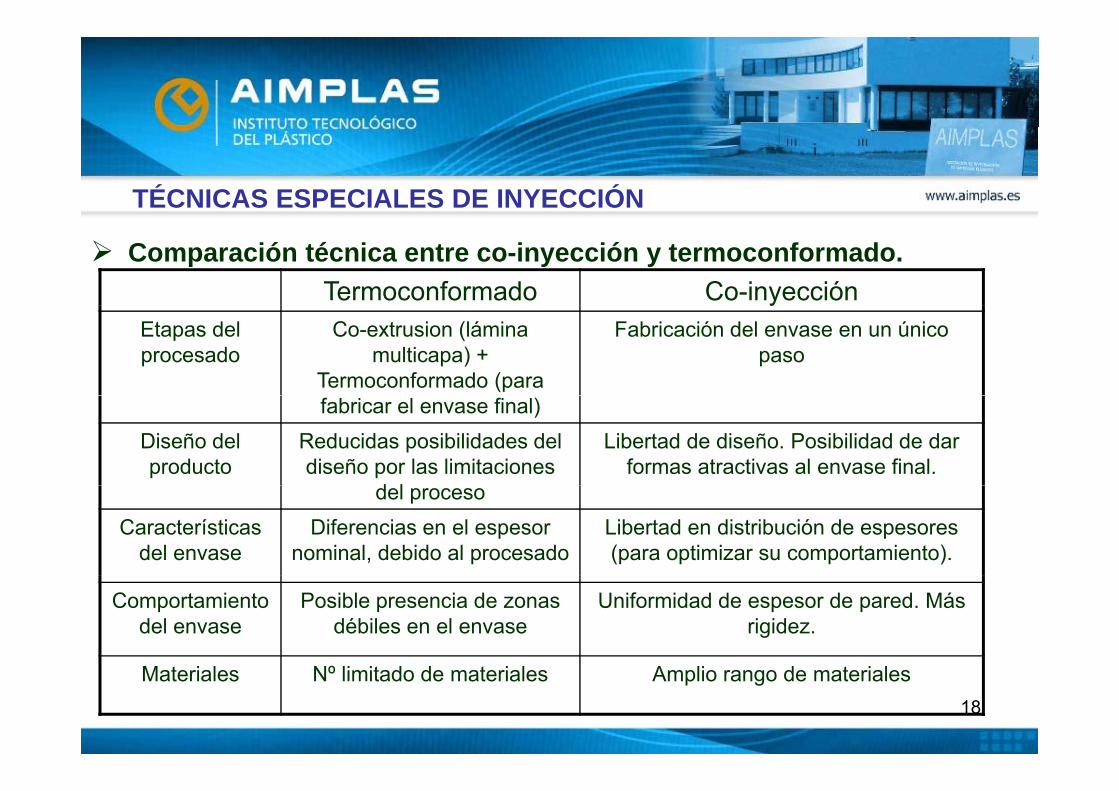
Comparación técnica entre co-inyección y termoconformado.Termoconformado Co-inyeccióny
Etapas del procesado
Co-extrusion (lámina multicapa) +
Termoconformado (para
Fabricación del envase en un único paso
fabricar el envase final)Diseño del producto
Reducidas posibilidades del diseño por las limitaciones
d l
Libertad de diseño. Posibilidad de dar formas atractivas al envase final.
del procesoCaracterísticas
del envaseDiferencias en el espesor
nominal, debido al procesadoLibertad en distribución de espesores (para optimizar su comportamiento).
Comportamiento del envase
Posible presencia de zonas débiles en el envase
Uniformidad de espesor de pared. Más rigidez.
18
Materiales Nº limitado de materiales Amplio rango de materiales
TÉCNICAS ESPECIALES DE INYECCIÓN
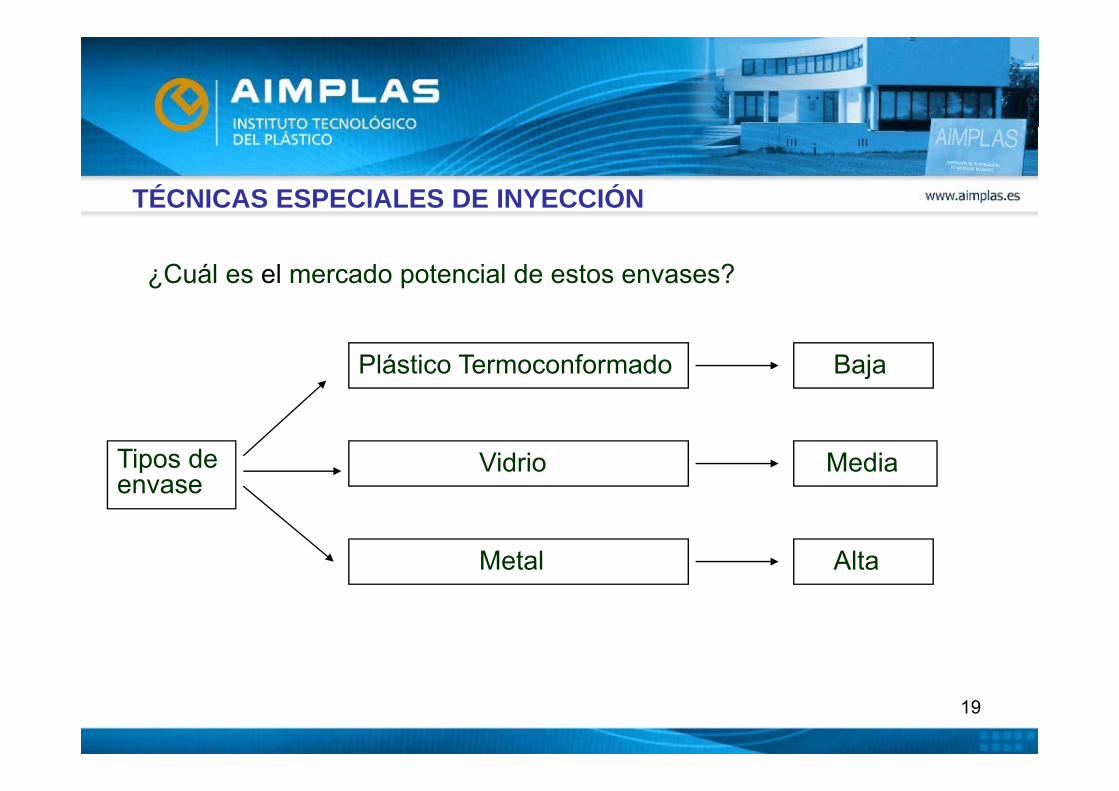
¿Cuál es el mercado potencial de estos envases?
Plástico Termoconformado Baja
Tipos de envase
Vidrio Mediaenvase
Metal Alta
19

I+D EN CO-INYECCIÓN
• ACTIVEPACK (Proyecto nacional)( y )• COBAPACK (Proyecto europeo)
20

I+D EN CO-INYECCIÓN
ACTIVEPACK: Desarrollo de envases activos con propiedadesantioxidantes que eviten la degradación de los compuestos grasos del li t dlos alimentos procesados.
Financiación: CONSORCIA2,2
2,4
PPPP 1,4
1,6
1,8
2
en
Packaging 3%O2 Scavenger
Packaging 5%O2 Scavenger
Packaging10% O2
EVOHEVOH
C t i i l Di ñ fi l d b d j0,6
0,8
1
1,2
% O
xyge Scavenger
Concepto original Diseño final de bandeja
0
0,2
0,4
Inicial Día 5 Día 10 Día 15 Día 20 Día 25 Día 30 Día 35 Día 40 Día 45 Día 50
Timescale (days)
21
PROYECTO ACTIVEPACK
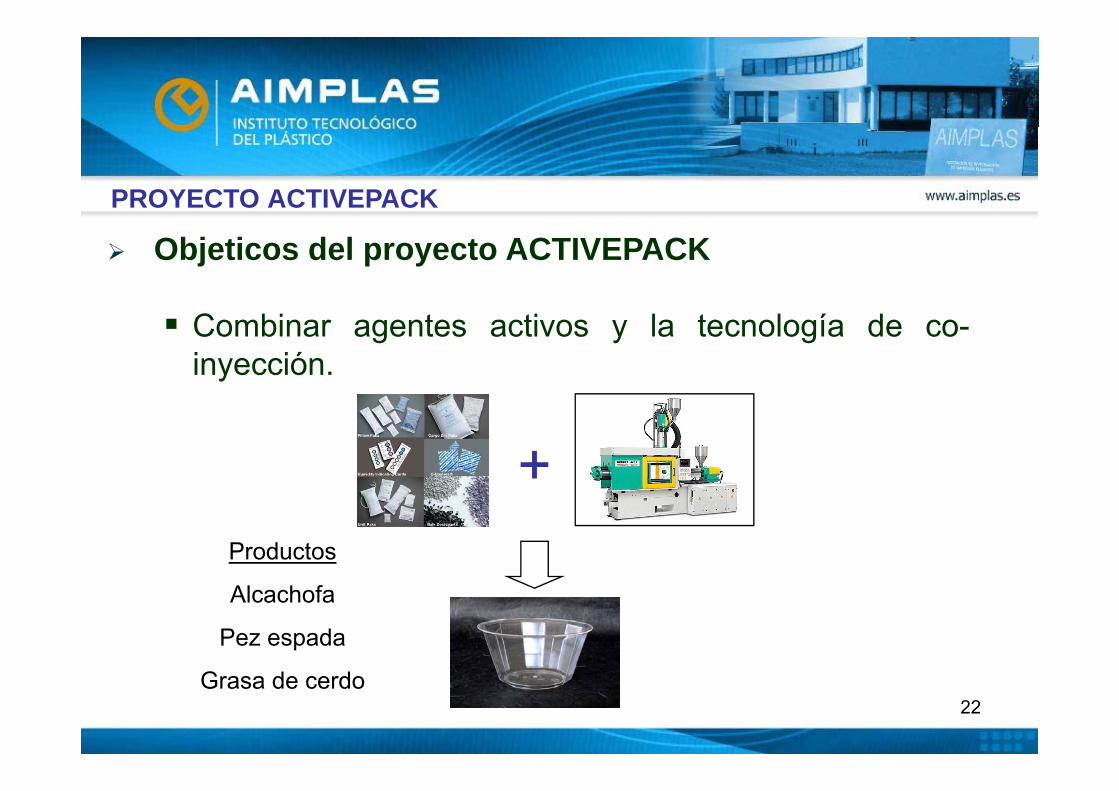
Objeticos del proyecto ACTIVEPACK
Combinar agentes activos y la tecnología de co-inyección.
+Productos
Alcachofa
Pez espada
22Grasa de cerdo

PROYECTO ACTIVEPACK
Tareas principales en ACTIVE PACK (1) Tareas principales en ACTIVE PACK (1)
Diseño y fabricación de molde para la fabricación de lasbandejas co-inyectadas.
23
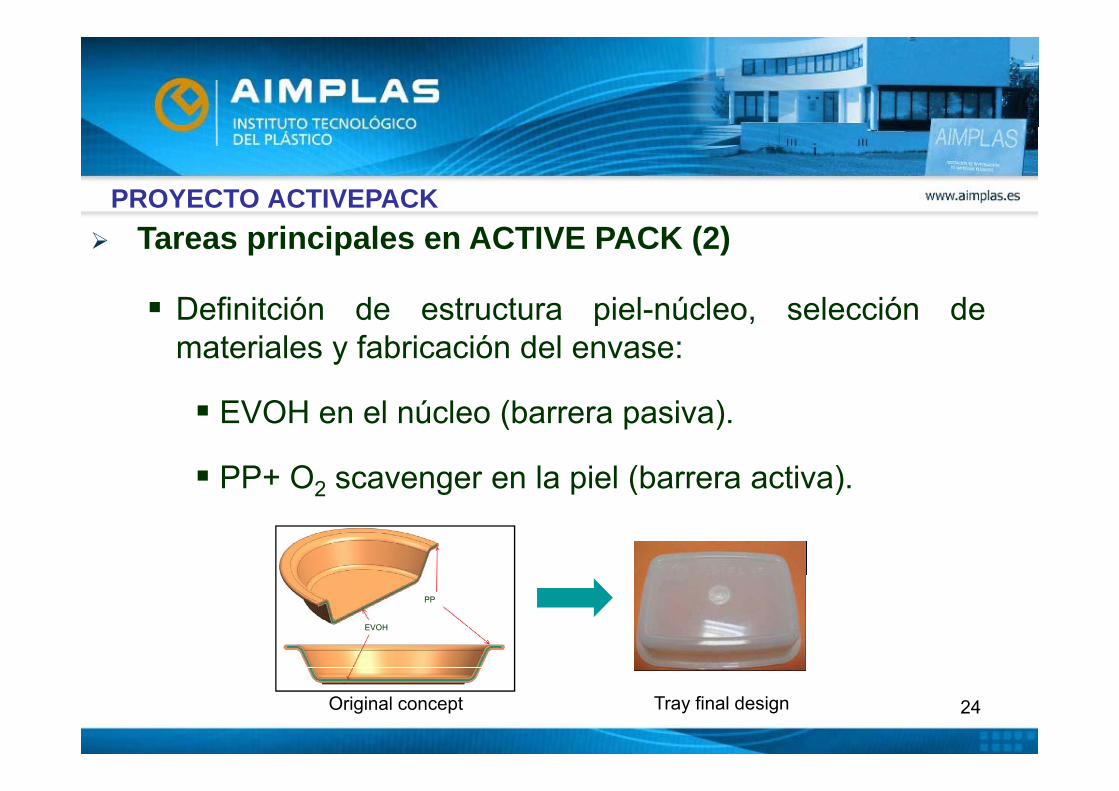
PROYECTO ACTIVEPACK Tareas principales en ACTIVE PACK (2)
Definitción de estructura piel núcleo selección de Definitción de estructura piel-núcleo, selección demateriales y fabricación del envase:
EVOH en el núcleo (barrera pasiva).
PP+ O2 scavenger en la piel (barrera activa).PP O2 scavenger en la piel (barrera activa).
EVOH
PP
EVOH
PP
24Original concept Tray final design
Tareas ACTIVEPACK
• En este estudio se ha diseñado y fabricado un envase co-inyectadoes e es ud o se a d se ado y ab cado u e ase co yec adobasado en la utilización de estructuras multicapa barrera a gases.
• Asimismo, se han incorporado dentro de la estructura del envasessustancias activas como secuestradores de oxígeno.
• La utilización de la tecnología de co-inyección ha permitidoincorporar y dispersar una mayor proporción de absorbedor deincorporar y dispersar una mayor proporción de absorbedor deoxígeno en el envase final por lo se ha podido ejercer de forma máseficaz su acción activa en la reducción del contenido en oxígeno
id l d l i t i d lresidual del interior del envase.
25
¿Por qué envases activos?
• La tecnología de los envases activos busca no sólo disminuir lavelocidad de deterioro del producto contenido, sino modificar deforma positiva el producto envasado extendiendo su vida útil yforma positiva el producto envasado, extendiendo su vida útil ymejorando la seguridad alimentaria y las cualidadesorganolépticas así como manteniendo la calidad del alimentocontenidocontenido.
26
Envases activos y co-inyección.
• La funcionalidad del envase activo puede variar dependiendo de lanaturaleza de las sustancias introducidas, como es el caso pornaturaleza de las sustancias introducidas, como es el caso porejemplo de los agentes antimicrobianos, absorbentes de humedad uoxígeno , controladores de contenido en dióxido de carbono, osensores de etileno entre otrossensores de etileno, entre otros .
• La co-inyección o moldeo sándwich es un proceso en lo cual dos omás polímeros se inyectan secuencialmente o simultáneamente enp yun molde. Este proceso es desarrollado mediante el uso de unamáquina inyectora con dos grupos de inyección independientes,controles individuales y una boquilla o plato de distribución donde secontroles individuales y una boquilla o plato de distribución donde serealiza la conmutación y distribución de los materiales .
27
Material y métodos ACTIVE PACK
• El experimental de co-inyección desarrollado ha perseguido laobtención de las barquetas con la siguiente estructura:
Exterior [PP / EVOH / PP] Interior
El PP le proporciona mejor resistencia a altas temperaturas y larigidez necesaria para soportar esfuerzos.
El copolímero de etileno y alcohol vinílico (EVOH) le proporcional b i f t l íla barrera necesaria frente al oxígeno.
Incorporación de un agente compatibilizante al PP basado enanhídrido maleico (PP-G-MAH)anhídrido maleico (PP G MAH).
28

Material y métodos ACTIVE PACK
• Seleccionados un aditivo scavenger o absorbedor de oxígeno• Seleccionados un aditivo scavenger o absorbedor de oxígeno(Shelfplus 2500 suministrado por CIBA) y un aditivo con capacidadantioxidante (α-Tocoferol)
• Permiten controlar el efecto adverso del oxígeno residual dentrodel envase, una vez el alimento ha sido ya envasado.
• Las muestras co-inyectadas han sido analizadas visualmentemediante microscopía óptica utilizando un Microscopio óptico LEICAModelo LEITZ DM RX2 por el método de microscopía óptica de luztransmitida.
29
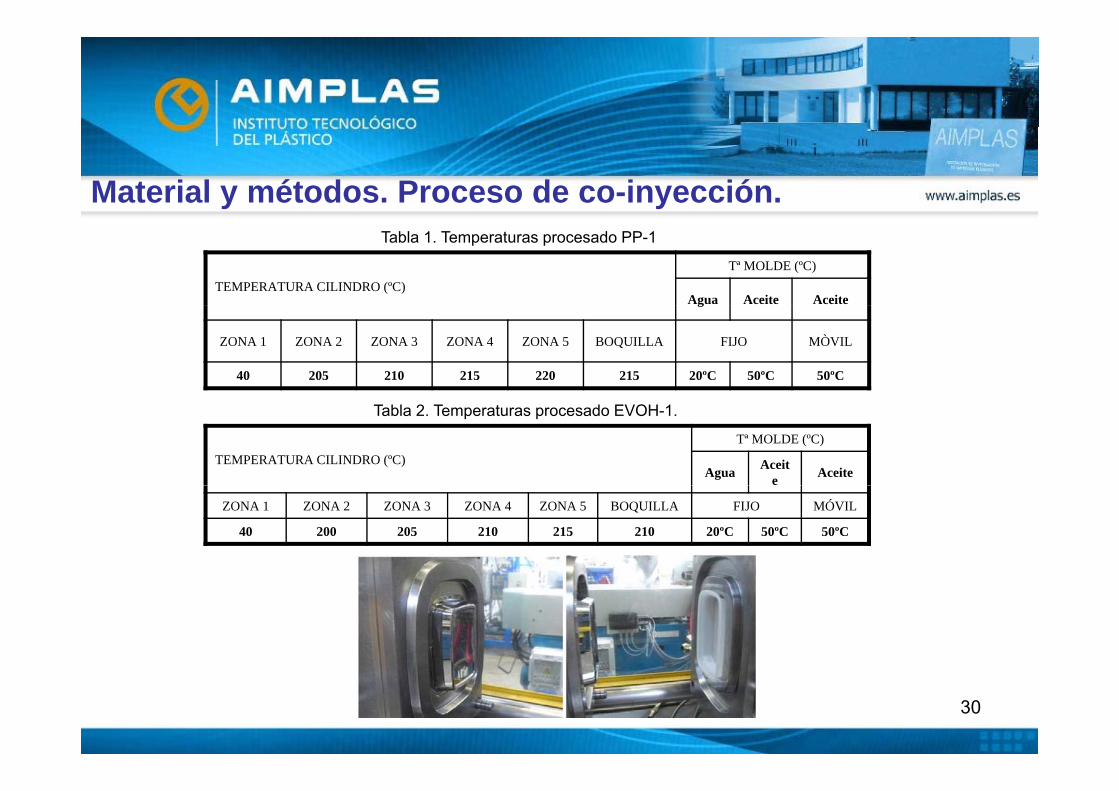
Material y métodos. Proceso de co-inyección.Tabla 1. Temperaturas procesado PP-1
TEMPERATURA CILINDRO (ºC)Tª MOLDE (ºC)
Agua Aceite Aceiteg
ZONA 1 ZONA 2 ZONA 3 ZONA 4 ZONA 5 BOQUILLA FIJO MÒVIL
40 205 210 215 220 215 20ºC 50ºC 50ºC
Tabla 2. Temperaturas procesado EVOH-1.
TEMPERATURA CILINDRO (ºC)Tª MOLDE (ºC)
Agua Aceite Aceite
ZONA 1 ZONA 2 ZONA 3 ZONA 4 ZONA 5 BOQUILLA FIJO MÓVIL
40 200 205 210 215 210 20ºC 50ºC 50ºC
30
Resultados y discusión• OBJETIVO: conseguir que la capa barrera de EVOH abarcasetoda la superficie del envase que va a estar en contacto directo conel producto contenidoel producto contenido.
• Observaciones:
• La relación entre la viscosidad del material de la piel y la delnúcleo juega un papel importante en la formación de la interfase
t b t i l f t l lentre ambos materiales, que a su vez afecta el espesor y launiformidad de la capa externa.
• La viscosidad puede verse afectada por la variación de losLa viscosidad puede verse afectada por la variación de losparámetros: índice de fluidez del material (Melt Flow Index,MFI),temperatura aplicada al material y velocidad de cizalla (shearrate)
31
rate).
Resultados y discusión
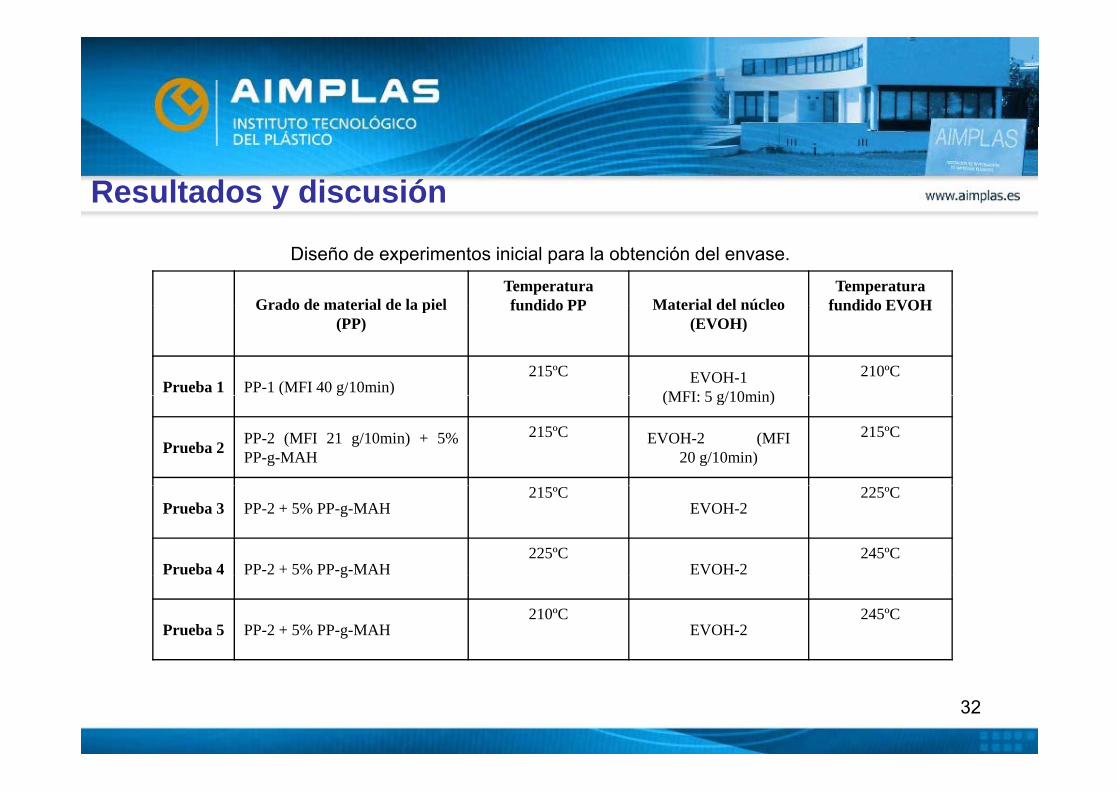
Diseño de experimentos inicial para la obtención del envase.
Grado de material de la pielTemperatura fundido PP Material del núcleo
Temperatura fundido EVOHGrado de material de la piel
(PP)fundido PP Material del núcleo
(EVOH)fundido EVOH
Prueba 1 PP-1 (MFI 40 g/10min)215ºC EVOH-1
(MFI: 5 g/10min)210ºC
g (MFI: 5 g/10min)
Prueba 2 PP-2 (MFI 21 g/10min) + 5%PP-g-MAH
215ºC EVOH-2 (MFI 20 g/10min)
215ºC
Prueba 3 PP-2 + 5% PP-g-MAH215ºC
EVOH-2 225ºC
Prueba 4 PP-2 + 5% PP-g-MAH225ºC
EVOH-2 245ºC
g
Prueba 5 PP-2 + 5% PP-g-MAH210ºC
EVOH-2 245ºC
32
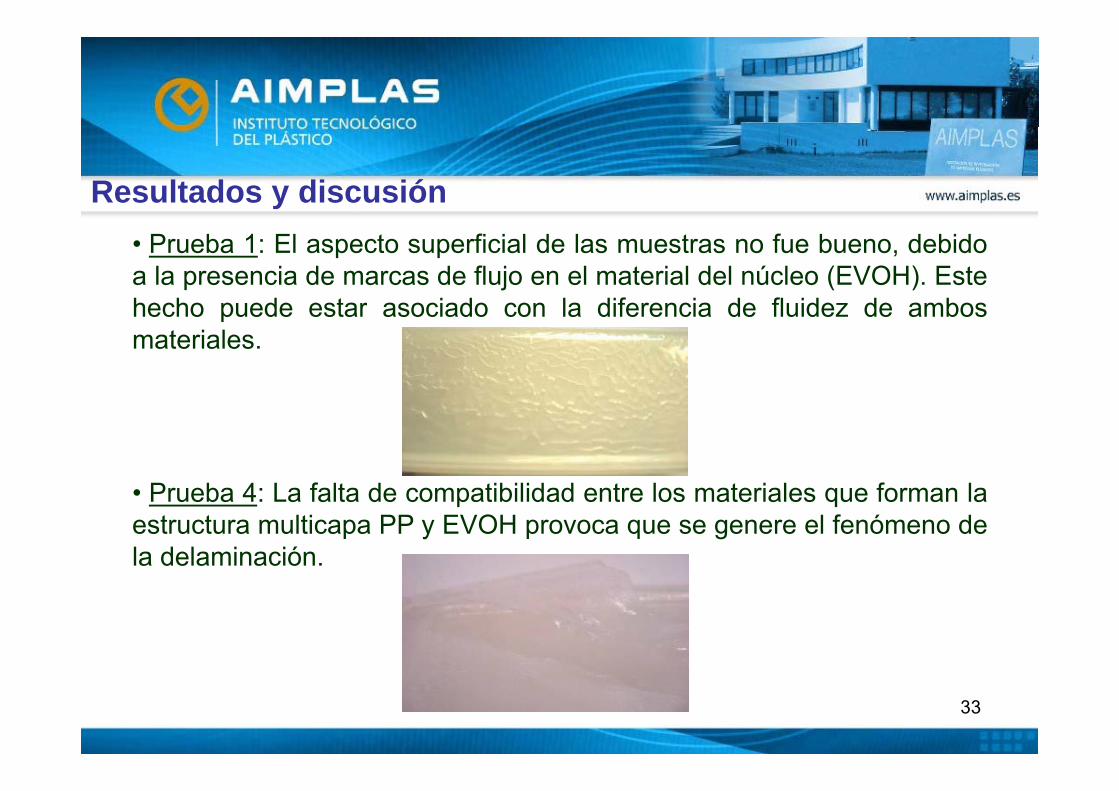
Resultados y discusión• Prueba 1: El aspecto superficial de las muestras no fue bueno, debidoa la presencia de marcas de flujo en el material del núcleo (EVOH). Estehecho puede estar asociado con la diferencia de fluidez de amboshecho puede estar asociado con la diferencia de fluidez de ambosmateriales.
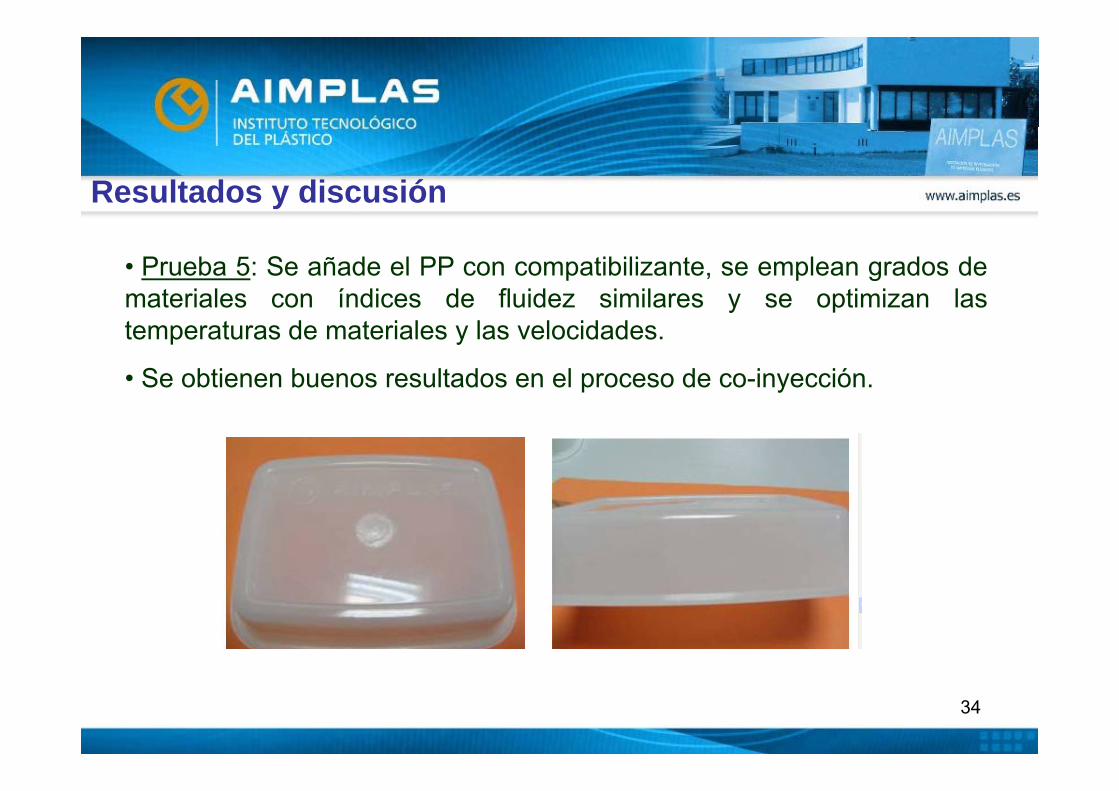
P b 4 L f lt d tibilid d t l t i l f l• Prueba 4: La falta de compatibilidad entre los materiales que forman laestructura multicapa PP y EVOH provoca que se genere el fenómeno dela delaminación.
33
Resultados y discusión
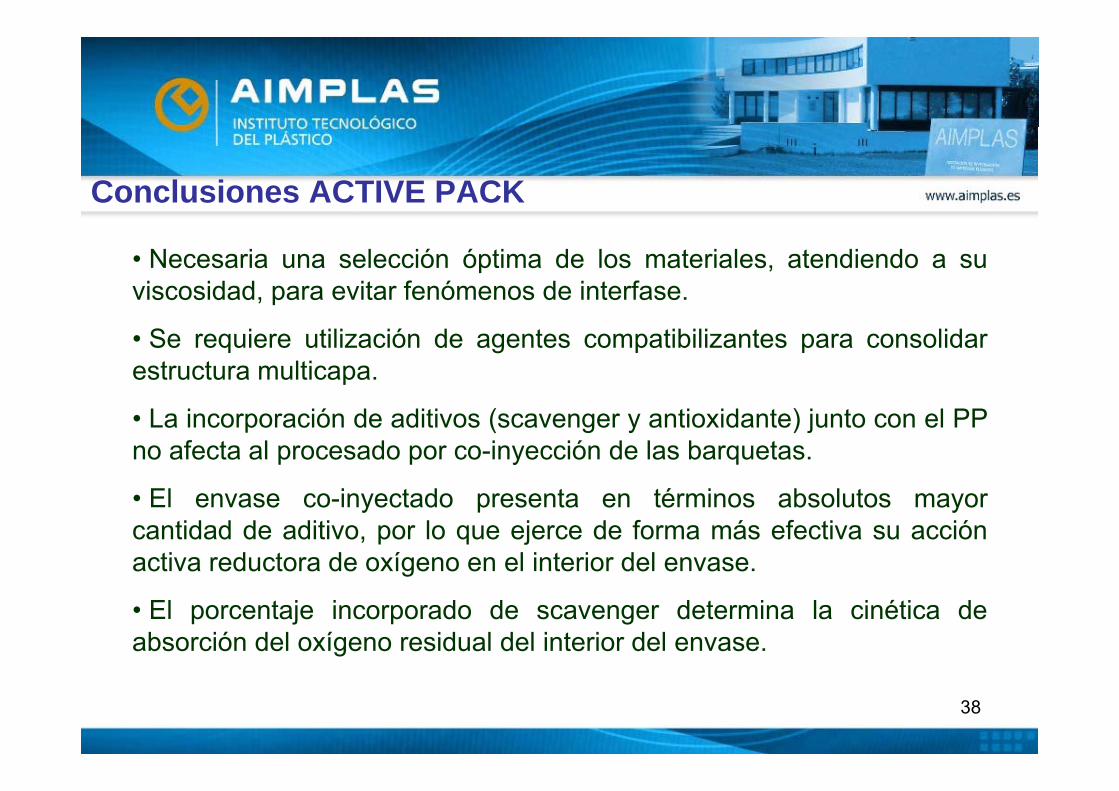
• Prueba 5: Se añade el PP con compatibilizante, se emplean grados demateriales con índices de fluidez similares y se optimizan lasmateriales con índices de fluidez similares y se optimizan lastemperaturas de materiales y las velocidades.
• Se obtienen buenos resultados en el proceso de co-inyección.
34

Resultados y discusión• OBJETIVO: Optimización del sistema multicapa para la fabricacióndel envase activo.
• Observaciones:
• Fabricación de dos sistemas multicapa a partir de los materialesseleccionados para la Prueba 5,
• Con la incorporación de un absorbedor de oxigeno (CIBAShelfplus 2500)
• Empleando un antioxidante (�-Tocoferol),
• En ambos casos en tres proporciones distintas.
35

Resultados y discusión
Diseño de experimentos para la obtención del envase activo.
Material de la piel o Externo (PP)
Temperatura fundido PP Material del núcleo o
Interno (EVOH)
Temperatura fundido EVOH
Prueba 6
PP-2 + 5% PP-g-MAH +Ciba Shelfplus 2500
210ºC
EVOH-2
245ºC
Prueba 7
PP-2 + 5% PP-g-MAH +Tocoferol
210ºC
EVOH-2
245ºC
36

Resultados y discusión• Las Pruebas 6 y 7, realizadas en los sistemas multicapa conincorporación del absorbedor de oxigeno y del antioxidante consiguieronobtener buenos acabados superficialesobtener buenos acabados superficiales.
• Únicamente se actuó variando las concentraciones de scavenger, conmezclas conteniendo 3, 5 y 10 % del absorbedor de oxigeno y mezclasmezclas conteniendo 3, 5 y 10 % del absorbedor de oxigeno y mezclasde 1.5, 3 y 5% con el antioxidante α-Tocoferol.
37
Conclusiones ACTIVE PACK
• Necesaria una selección óptima de los materiales, atendiendo a suviscosidad, para evitar fenómenos de interfase.
• Se requiere utilización de agentes compatibilizantes para consolidarestructura multicapa.
• La incorporación de aditivos (scavenger y antioxidante) junto con el PPno afecta al procesado por co-inyección de las barquetas.
• El envase co-inyectado presenta en términos absolutos mayorcantidad de aditivo, por lo que ejerce de forma más efectiva su acciónactiva reductora de oxígeno en el interior del envase.g
• El porcentaje incorporado de scavenger determina la cinética deabsorción del oxígeno residual del interior del envase.
38

I+D EN CO-INYECCIÓN
COBAPACK:Desarrollo de un nuevo envase reciclable basado en materiales renovables y fabricado por co-inyecciónen materiales renovables y fabricado por co inyecciónFinanciación: 7th Framework Program.
Objetivo principal
39
PROYECTO COBAPACK
Objetivos del proyecto (I) Objetivos del proyecto (I).
Mejorar la reciclabilidad por el uso de almidón de altab l ú l ( tit d l EVOH)barrera en el núcleo (sustituyendo el EVOH).
De esta forma, en el proceso de reciclado, durante ell d d l t i l l d t d ílavado del material, los dos componentes se podríanseparar correctamente.
40

PROYECTO COBAPACK
Objetivos del proyecto (II).
41
CONCLUSIONES. CO-INYECCIÓN EN ENVASES ACTIVOS
Extrusion+Termoconformado y la co-inyección sond álid l f b i ió ddos procesos válidos para la fabricación de envaseactivo rígido.
Ambos procesos pueden coexistir para un mismorango de productos.
La decisión final dependerá pricipalmente de:
Los requisitos de diseño indicados por el cliente.
Volúmen total de producción estimado.
Coste objetivo del envase final42
Coste objetivo del envase final