CNC Interface de usuario gràfica
224
CNC Interface de usuario gràfica V16 DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Instrucciones de uso 2 7 5 7 6 7
Transcript of CNC Interface de usuario gràfica

CNCInterface de usuario gràfica
V16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Instrucciones de uso
2 7 5 7 6 7

CNC Interface de usuario grafica V 16
Lo referente a esta documentaciòn DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
CNC Interface de usuario grafica V16
Instrucciones de uso
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P
• Carpeta 2/Registro 11
• Número de referencia, 109-0768-4172-01
Esta documentación describe el funcionamiento de 005-16VRS la versiónde software 005-16VRS.
Nota: ¡En la versión de software anterior no se dispone, o enalgunos sólo de forma limitada, de muchas de las funcionesdescritas en el este documento!
Antes de poner en funcionamiento o utiliizar la unidad decontrol, deberá cerciorarse de que el personal destinado a lautilización de este softwareha leído y comprendido sus intruc-ciones de uso, cumpliendo al mismo tiempo la cualificaciónnecesaria para esta tarea.
Referencias de las edicionesanteriores
Fecha Observación
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P 5/97 Nueva edición
INDRAMAT GmbH, 1997
No se permite la distribución o reproducción de este documento ni laexplotación o divulgación de su contenido sin el expreso consentimientode esta empresa. La infracción de esta disposición conlleva el pago deindemnizaciones por daños y perjuicios. Nos reservamos todos losderechos en caso de una concesión de patente o un registro del modelo.(DIN 34-1)
Se reserva el derecho sobre el contenido de estadocumentación y sobrelas distintas posibilidades de suministro de sus productos.
INDRAMAT GmbH • Bgm.-Dr.-Nebel-Str. 2 • D-97816 Lohr a. Main
Telefon 09352/40-0 • Tx 689421 • Fax 09352/40-4885
Dpto. ENC-GBO (KJ)
Título
Tipo de documento
Documento
interner Ablagevermerk
¿Para qué sirve estadocumentación?
Cambios
Copyright
Obligaciones
Editor

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 contenido I
Contenido
1 Generalidades 1-11.1 Técnica de aparatos estándares.......................................................................................................... 1-2
1.2 Funciones generales del teclado ......................................................................................................... 1-3
Teclas de función .......................................................................................................................... 1-3
Teclas de máquina (softkeys PLC) ............................................................................................... 1-4
Bloque de teclas............................................................................................................................ 1-5
2 Indicación y elementos de uso del IUG 2-12.1 División de la pantalla .......................................................................................................................... 2-1
Línea de encabezado.................................................................................................................... 2-2
Mensaje de error/diagnosis........................................................................................................... 2-3
Pantallas básicas .......................................................................................................................... 2-4
Identificación de ejes..................................................................................................................... 2-5
Softkeys PLC................................................................................................................................. 2-7
Teclas de función .......................................................................................................................... 2-9
Cuadros de diálogo ..................................................................................................................... 2-11
2.2 Modificación de la pantalla básica ..................................................................................................... 2-12
Pantalla clara/oscura................................................................................................................... 2-14
Selección de estaciones ............................................................................................................. 2-15
Selección deventanas ................................................................................................................. 2-21
2.3 Coordenadas de máquina/pieza ........................................................................................................ 2-41
2.4 Unidad de indicación mm/inch ........................................................................................................... 2-43
2.5 Visión general de los datos de eje ..................................................................................................... 2-45
3 Diagnóstico 3-13.1 Fallo en el sistema (barra roja) ............................................................................................................ 3-2
3.2 Mensaje de estación (barra amarilla)................................................................................................... 3-5
3.3 Mensaje de usuario (barra azul) .......................................................................................................... 3-8
3.4 Error de manejo (barra verde) ........................................................................................................... 3-10
3.5 Simulación Offline (barra blanca)....................................................................................................... 3-11
4 Esquema de la estructura de programa y datos de la MT-CNC 4-14.1 Indicaciones generales ........................................................................................................................ 4-1
4.2 Estructura de programa y datos en el disco duro ................................................................................ 4-4
4.3 Estructura de programa y datos en la memoria MT-CNC ................................................................... 4-5
4.4 Descripción de datos NC ..................................................................................................................... 4-6
4.5 Tratamiento de datos NC..................................................................................................................... 4-9
5 Programa NC 5-1

CNC Interface de usuario grafica V 16
II contenido DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
5.1 Tratamiento de programa .................................................................................................................... 5-1
5.2 Preselección de programa ................................................................................................................... 5-2
5.3 Indicación de programa activo ............................................................................................................. 5-4
5.4 Editor de programa activo.................................................................................................................... 5-7
5.5 Ciclos NC ........................................................................................................................................... 5-11
5.6 Búsqueda de registro......................................................................................................................... 5-13
5.7 Reposicionar ...................................................................................................................................... 5-20
5.8 Archivo (función IU) ........................................................................................................................... 5-25
5.9 Shop floor programming system (SFP) ............................................................................................. 5-25
6 Datos NC 6-16.1 Desplazamientos del punto cero.......................................................................................................... 6-1
6.2 Medición del punto cero..................................................................................................................... 6-15
6.3 Variables NC...................................................................................................................................... 6-29
6.4 Events NC.......................................................................................................................................... 6-37
6.5 Tratamiento de datos de herramienta IU ........................................................................................... 6-45
6.6 Tratamiento de los datos de herramienta IUG................................................................................... 6-47
Indicación y modificación de los datos de herramienta............................................................... 6-48
Configuración de la indicación de datos de herramienta(*).......................................................... 6-58
6.7 Medición de herramienta ................................................................................................................... 6-61
6.8 Correcciones D .................................................................................................................................. 6-79
7 Funciones especiales 7-17.1 funcionamiento MDI ............................................................................................................................. 7-1
7.2 Valor actual cero/Valor actual real ....................................................................................................... 7-7
7.3 Indicación de funciones hotkey............................................................................................................ 7-9
7.4 Esquema de listas (*) .......................................................................................................................... 7-11
8 Funciones de puesta en funcionamiento 8-18.1 Función de osciloscopio....................................................................................................................... 8-2
8.2 Versión MT-CNC.................................................................................................................................. 8-3
8.3 Diagnóstico global................................................................................................................................ 8-3
8.4 Documentación global ......................................................................................................................... 8-3
8.5 Sistema de programa PLC................................................................................................................... 8-4
8.6 Indicación de estado ............................................................................................................................ 8-4
8.7 Parámetros de máquina....................................................................................................................... 8-5
8.8 Archivo ................................................................................................................................................. 8-6
8.9 Ocupación de softkeys PLC................................................................................................................. 8-7
8.10 Teclas de función............................................................................................................................... 8-8
8.11 Nivel IU............................................................................................................................................... 8-9
9 Index 9-1

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Generalidades 1-1
1 Generalidades
El interfaz de usuario gráfico (IUG) ofrece para el fabricante de máquinasy para el usuario final numerosas posibilidades para la configuración de launidad de control de la MT-CNC y para la indicación de datos.
A través de la estructura, la asignación de teclas y los mecanismos decomunicación puede controlarse tanto el acceso a máscaras de pantallay funciones como la guía de usuario a través del programa de usuarioPLC.
El fabricante de máquinas puede implementar mediante manejablesherramientas de software, integradas de forma estándar en el IUG,menús de softkey específicos de máquina o tecnología destinados al usode máquinas (softkeys de máquina). La ocupación óptica de las teclas demáquina puede efectuarse mediante texto o símbolos gráficos. Indramatpone a su disposición un amplio catálogo que puede ser complementadopor el fabricante de máquinas.
El usuario final puede adaptar con facilidad las indicaciones estándaresespecíficas del funcionamiento a su caso de aplicación si
• por medio de una adecuada selección sólo se escogen e indican lasinformaciones relevantes
• la representación y el número de las informaciones se realiza deforma sinóptica
• al preparar y mecanizar se garantiza una visión general sobre losestados actuales de la máquina.
El IUG integrado en ordenadores compatibles IBM también puede serusado sin hardware de control en el modo Offline, pero con ciertaslimitaciones impuestas por el sistema.
En el funcionamiento Offline pueden establecerse en el PC que se deseeregistros de datos como p. ej. programas NC, listas de herramientas oparámetros de máquina y posteriormente transferirlos a la unidad decontrol a través de un disquete.
Requisitos referente al hardware:
• IBM-PC desde 80386
• Co-Procesador
• Sistema operativo a partir de DOS 5.0
• RAM 4 MByte
• Disco duro 80 MBytes
• Unidad de disco 3,5“
• Pantalla color/LCD en color
La instalación se efectúa según la descripción "MT-CNC Instalación IUGV16 (109-0768-4169)" que se suministra con el software.
Uso del IUG
Ventajas para el fabricante demáquinas
Ventajas para usuarios finales
Compatibilidad
Instalación

CNC Interface de usuario grafica V 16
1-2 Generalidades DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
1.1 Técnica de aparatos estándares
Teclas de màquina (Softheys PLC)
Pantalla plana
Mòchulos del panel de Màquina
Teclas de funciòm
Teclado completo NC alfanumèrico
Teclado PC opcional enchufable
BTV
BTM
F1 F2 F3 F4 F5 F6 F7 F8
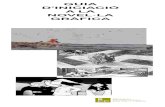
Fig.1-1: esquema de la equipación estándar de una MT-CNC con IUG
Para la aplicación del IUG en una máquina se prevé una BTV estándar.La BTV es un aparato incorporado que consta de los siguientescomponentes:
• PC industrial con disco duro
• Bloque de alimentación
• Pantalla plana
• Teclado completo NC
• Teclas de función
• Softkeys PLC (teclas de máquina)
A un nivel completo de ampliación se dispone de las siguientesconexiones:
• COM1, COM2
• LPT1
• Unidad de disco 3,5“
• Teclado PC
• VGA
El BTM es un aparato incorporado de montaje modular. Los módulos delpanel de máquina pueden ser seleccionados según el uso.
BTV Unidad de Mando yVisualización
BTM Panel de Control de Máquina

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Generalidades 1-3
1.2 Funciones generales del teclado
Teclas de función
Las teclas <F1> hasta <F8> coinciden con las teclas de función del PCIBM. Estas teclas reciben la ocupación de funciones propias del IUG(véase apartado 2.1.6).
La tecla menú corresponde a la tecla <F10> del PC IBM. Esta tecla seutiliza en todos los menú para un rápido retorno al menú principal.
La tecla de ayuda coincide con la tecla <F9> del PC IBM y se utilizaexclusivamente para llamar la función de ayuda.
Abandonar o volver al nivel superior
Este menú cuenta con un acceso directo por medio de una hotkeysiempre y cuando se haya eliminado involuntariamente el acceso al menúde ocupación de las teclas de función durante la realización de la misma.
Indicación de las funciones hotkey en un esquema
(véase 7.3 Indicación de funciones hotkey)
Introducción de la contraseña
Copia de pantalla: el contenido de una pantalla se memoriza comofichero bmp en disquete o disco duro.
La indicación de la versión permite controlar la versión del software.
Llamada de una pantalla de diagnosis cuando existe un mensaje deestación o de usuario.
Llamada de una pantalla de diagnosis cuando existe un fallo en elsistema.
Menú de selección de ventanas que permite la configuración de lapantallas básicas
Cambio a la siguiente estación superior en la pantalla básica
Cambio a la siguiente estación inferior en la pantalla básica
<F1>...<F8>
<Menú>
<Ayuda>
<F8> o <Esc>
<Alt>+<F>
<Alt> +<H>
<Alt> +<K>
<Alt> +<P>
<Alt> +<V>
<Alt> +<F1>
<Alt> +<F2>
<Shift>+<F8>
<Ctrl>+<Page up>
<Ctrl>+<Page down>

CNC Interface de usuario grafica V 16
1-4 Generalidades DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Teclas de máquina (softkeys PLC)
Los contactos de conmutación de las softkeys PLC están conectadosdirectamente en las entradas reservadas del PLC en lo que al hardwarese refiere y como siempre pueden ser enlazados en éstas de formalógica.
Estas señales pueden ser enlazadas e indicadas de forma alternativa yparalela a las señales de las teclas de máquina del panel de máquina.
A través del módulo funcional estándar GUI_SK tiene lugar lacomunicación con la IUG.
Este módulo funcional debe estar instalado en elprograma PLC para un correcto funcionamiento del IUG.
Enlace
Comunicación

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Generalidades 1-5
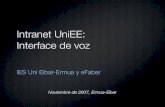
Bloque de teclas
El teclado completo NC permite realizar introducciones alfanuméricas entodos los menús y cuadros de diálogo. La siguiente ilustración muestra laasignación y el significado de las teclas.
A B C D E F G
H I J K L M N
O P Q R S T
U V W
X Y Z
?
EscRG
@
S
MF
T.
AX
I1
J2
K3
BY
+
4
-
5,6
CZ
*7
/8
;
9
Ctrl Alt
=
0
Shift
Pos 1 End
InsDel
#(
!)
[ ]
$
>
:
ÒÏ
Ñ
Ð
Ï
^’
\-
I
<% &
Enter
II
ÏÐ
Ñ
Ò
Fig. 1-2: diseño del teclado
Función

CNC Interface de usuario grafica V 16
1-6 Generalidades DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Notas

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Indicación y elementos de uso del IUG 2-1
2 Indicación y elementos de uso del IUG
2.1 División de la pantalla
A causa de las numerosas informaciones en el campo de lacomunicación hombre-máquina se requiere una selectiva elección de lasinformaciones de indicación en la pantalla.
Siguiendo la técnica de ventanas, el usuario final puede realizar de formarápida y sencilla la selección en la máquina según los modos defuncionamiento.
Al preparar o mecanizar las piezas, las variantes de indicación reunidaspor el usuario final de forma esquemática ofrecen una clara visióngeneral de los modos de funcionamiento activos, de los datos necesariosy de los estados momentáneos de la máquina.
La pantalla está dividida en las distintas zonas que se representan acontinuación.
mensaje de error y diagnosisLínea para fecha/hora o
Indicación sistema
Softkeys PLCModo Modo Estació
Teclas de
Línea
dependientes de estadoindicaciones de
Divisiones de
Unidad de
Identificación de eje
(pantalla básica)
Fig. 2-1: división de la pantalla
Información de indicación
Variantes de indicación
División de la pantalla

CNC Interface de usuario grafica V 16
2-2 Indicación y elementos de uso del IUG DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Línea de encabezado
En la línea de encabezado aparece la indicación del modo defuncionamiento principal y funcionamiento subordinado, y de la estación.
El IUG apoya un máximo de 28 pantallas básicas a las que el fabricantede máquinas les ha asignado según la estación los 4 modos defuncionamientos principales
• Funcionamiento manual
• Funcionamiento automático
• MDI (Manual Data Interface)
• Modo de funcionamiento libre.
A diferencia de la indicación del modo de funcionamiento principal, aquíse indica un modo de subfuncionamiento como p. ej. preparación oregistro individual.
Designación modos de funcionamiento
La designación de los modos de funcionamiento principal (p. ej. Auto) yde los modos de funcionamiento subordinado es determinada por elfabricante de máquinas en la configuración de las softkeys PLC.
Del número de estaciones disponibles (máximo 7) puede seleccionarseuna en la indicación de una estación, dos en la indicación de dosestaciones y todas las estaciones que aquí aparezcan en la indicación enla indicación de varias estaciones.
Los nombres de las estaciones son determinados en los parámetros demáquina (parámetros de sistema).
Modo de funcionamientoprinicpal
Modo de funcionamientosubordinado
Indicación de estación
Nombres de estaciones

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Indicación y elementos de uso del IUG 2-3
Mensaje de error/diagnosis
Los mensajes de error y de diagnosis se indican en una línea que seencuentra en la parte superior de la ventana de encabezamiento en todasaquellas funciones del IUG que están en comunicación con el control demáquina o el mecanizado de piezas. Siempre aparecerá el mensaje quetenga la más alta prioridad.
Los mensajes se distinguen según su significado por colores.
Mensaje error/diagnosis Identificación color
Fallo en el sistema Barra roja
Mensaje de estación Barra amarilla
Mensaje de usuario Barra azul
Error de manejo Barra verde
Indicación para simulación offline Barra blanca
Nota: Una amplia descripción sobre los mensajes de error/diagnosisy sobre el esquema de diagnosis aparece en el capítulo 3"Diagnosis".
Indicación
Marca de distinción

CNC Interface de usuario grafica V 16
2-4 Indicación y elementos de uso del IUG DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Pantallas básicas
El usuario de la máquina puede seleccionar a través de la llamada delPLC (ocupación de las teclas de máquina) un máximo de 28 pantallasbásicas dependientes de los modos de funcionamiento.
Por regla general, en cada estación se asigna una pantalla básica a cadamodo de funcionamiento a través del fabricante de máquinas. En casosexcepcionales, pueden determinarse en una estación un máximo de 16modos de funcionamientos diferentes con sus correspondientes pantallasbásicas. Las pantallas básicas para el funcionamiento manual,automático, MDI y universal sólo difieren en lo que al número decontenidos de ventana seleccionables se refiere. P. ej., en la pantallamanual o automática no se ofrece ninguna ventana para el editor MDI.
Cada pantalla básica cuenta según la indicación de estaciónpreseleccionada (indicación de una, dos o varias estaciones) y laampliación de la indicación de datos (función lupa ON o OFF) de hasta 5distribuciones de ventana diferentes. No obstante, cada uno de estoscontenidos de ventana pueden ser modificados o intercambiados.
Nota: Una amplia descripción para la configuración de las pantallasbásicas aparece en el apartado 0 Modificación de la pantallabásica.
Selección
Asignación
División de ventana

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Indicación y elementos de uso del IUG 2-5
Identificación de ejes
Los ejes determinados en los parámetros de sistema tienen asignadosuna identificación de ejes en los parámetros de ejes. Cada eje poseeademás un significado de ejes.
La designación de un eje es la dirección con la que responde en elprograma NC y como ésta es representada generalmente en lasventanas de las pantallas básicas.
Como designaciones de eje se permiten las letras X, Y, Z, A, B, C, U, V yW. Estas letras pueden ser dotadas de un índice 1, 2 ó 3 si se deseaefectuar una distinción adicional.
Ejemplo: X2
El significado de ejes identifica la posición del eje en el sistema decoordenadas.
X, Y, Z ejes principales lineales
A, B, C ejes principales rotatorios
U, V, W ejes secundarios lineales o rotatorios
Ejemplo: El eje con la designación C3 puede tener elsignificado X en el sistema de coordenadas cartesianorectangular.
El eje no tiene ninguna referencia
Indicación de los valores de posición en el diámetro en caso de unaprogramación de diámetro activa (G16) para el eje con el significado X.Esta indicación sólo aparece en el sistema de coordenadas de piezas.
Ejemplo: X1 ∅
Comodín para el eje que en el sistema de coordenadas tiene elsignificado del eje posterior.
Ejemplo: *C
Este eje no se encuentra activo en esta representación o no existe en laestación indicada.
Identificación de ejes
Designación de ejes
Significado de ejes
Identificación intermitentede ejes
Símbolodel diámetro ∅
Símbolo del comodín *

CNC Interface de usuario grafica V 16
2-6 Indicación y elementos de uso del IUG DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
La indicación con comodines se aplica en los siguientes casos:
1. Husillo principal con función de eje circular
Un eje en una máquina giratoria puede ser utilizado de forma consecutivacomo husillo principal (S1) o como eje circular (C1) con el significado deeje S y C. Si el eje está activado como husillo principal, aparecerá en laindicación de coordenadas *C y en los datos de husillo los valoresactuales bajo la designación S1. Si cambio al funcionamiento de ejecircular, se aparecerá C1 con sus correspondientes valores y en losdatos de husillo aparecerá *S.
2. Función de transformación G30/G31
En la transformación de coordenadas cartesianas en coordenadaspolares se indicará cada uno de los ejes no activos (ejes ficticios con G30o ejes reales con G31) con un * y su significado de eje.
3. Transferencia de ejes GAX/FAX
Si un eje X1 con el significado de eje X es transferido a otra estación,será indicado en la estación (aquella en la que momentáneamente noestá activada) por medio del comodín y del significado de eje *X.
En la estación activa se indicarán sus datos de eje bajo la designaciónX1.
Ejemplos del comodín
Ejemplo
Ejemplo

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Indicación y elementos de uso del IUG 2-7
Softkeys PLC
Las 8 softkeys PLC en el lado derecho junto a la pantalla son teclas demáquina. Las señales de conmutación son conducidas directamente alas entradas del PLC y son enlazadas como las señales de teclas delpanel de control de máquina de forma lógica en el programa de usuario.
El significado de las teclas se indican en la pantalla.
El control óptico de las softkeys PLC en la pantalla y la llamada defunciones se efectúa exclusivamente a través de las señales PLC. Eneste caso, se distinguen los estados de teclas "iluminada" / "noiluminada" y "pulsada" / "no pulsada".
En el PLC se permiten los enlaces lógicos y bloqueos de las señales.Bajo determinadas circunstancias, ésto puede originar tiempos dereacción más prolongados.
• Preselección de los modos de funcionamiento principal(funcionamiento manual, funcionamiento automático)
• Llamada de las funciones de control (modos de funcionamientosubordinado) mediante la conmutación de señales de interfaces en elNC (registro individual, registro secuencial)
• Llamada de los cuadros de diálogo (medición de herramienta,búsqueda de registro)
• Llamada de las funciones de máquina (tensar mandril, transportadorde virutas)
La estructuración del árbol de menú puede subdividirse en un máximo de90 niveles. La ocupación de las teclas y la funcionalidad de las softkeysPLC quedan exclusivamente determinadas e implementadas por elfabricante de máquinas.
Para la inscripción de las softkeys PLC en la pantalla existen para elfabricante de máquinas las siguientes opciones:
• pictogramas propios
• pictograma catalogado del IUG
• texto marcado en color de 2 líneas con 8 caracteres cada una
• pictograma con texto en la 2ª línea
La ocupación e inscripción de las softkeys PLC queaparecen en las imágenes de menú del IUG de ladocumentación MT-CNC sólo se muestran a modo deejemplo y no son explicados.
La ocupación y la funcionalidad aparece descrita en ladocumentación del fabricante de máquinas.
Para la ocupación de las softkeys PLC se dispone delmenú "Ocupación softkeys" en el menú principal "Puestaen funcionamiento" del IUG (véase para ello descripciónespecial "Instrucciones de planificación interfaz deusuario gráfico").
Asignación de teclas
Control de teclas
Tiempo de reacción
Usos
Ocupación de teclas
Inscripción de teclas

CNC Interface de usuario grafica V 16
2-8 Indicación y elementos de uso del IUG DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Por norma, la ocupación de las softkeys PLC no depende de la estación,pero puede ser configurada a través del PLC en dependencia de laestación (véase documentación del fabricante de máquinas).
Si en una indicación de varias estaciones se fijaron softkeys PLCespecíficas de estación, el contenido de las teclas siempre se referirá a laestación representada activamente en la pantalla (línea de encabezadode varios colores) cuando se trata de una indicación de dos o variasestaciones.
Cuando en la indicación de dos o varias estaciones es necesaria unallamada de función a través de softkeys para la estación no activamenteindicada en la pantalla, deberá efectuarse primero un cambio de estaciónmediante <Ctrl> + <Page up> o <Ctrl> + <Page down>.
Funcionamiento de variasestaciones
Indicación de varias estaciones
Cambio de estación

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Indicación y elementos de uso del IUG 2-9
Teclas de función
Las teclas en la parte inferior de la pantalla son teclas de función y susignificado aparece indicado en la imagen.
El control de las teclas tiene lugar en el IUG. El fabricante de máquinasno puede influir el proceso de control, de forma que en relación a lassoftkeys PLC no se originen tiempos de retraso condicionados por elusuario.
• Llamada de imágenes especiales de indicación para el seguimientodel programa durante el mecanizado de piezas
• Llamada de funciones para la indicación e introducción de importantesdatos como:
- Programa NC
- Desplazamiento del punto cero
- Events NC
- Variable NC
- Datos de herramientas
• Llamada de ayudas de preparación
- Medición de herramienta
- Medición del punto cero
• Funciones de puesta en funcionamiento y servicio
El fabricante de la unidad de control suministra una ocupación estándarde las teclas de función.
El fabricante de máquinas puede modificar e implementar de nuevo laasignación de las teclas de función <F1> hasta <F8> a las funciones demenú, así como toda la estructura de menú en un máximo de 25 niveles.
No obstante, al contrario que en las softkeys sólo se permiten funcionesestándares del catálogo interno de funciones IUG.
La inscripción prefijada de las teclas puede ser modificada por elfabricante de máquinas.
Para la inscripción de los campos de teclas en la pantalla existen para elfabricante de máquinas las siguientes opciones:
• pictogramas propios
• textos catalogados y pictogramas del IUG
• texto marcado en color de 2 líneas y con 8 caracteres cada una
Asignación de teclas
Control de teclas
Uso
Ocupación de teclas
Inscripción de teclas

CNC Interface de usuario grafica V 16
2-10 Indicación y elementos de uso del IUG DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Cuando en la documentación MT-CNC se hacereferencia sobre las teclas de función y su inscripción enlas pantallas básicas, siempre se tomará como base laocupación estándar.
Para la modificación de la ocupación se dispone delmenú "Ocupación softkeys" en el menú principal "Puestaen funcionamiento" del IUG (véase para ello descripciónespecial "Instrucciones de planificación interfaz deusuario gráfico").
Mediante "<Alt>+ <F>" siempre es posible acceder almenú "Ocupación teclas F".
Las teclas de función en los cuadros de diálogo ya estánfijadas y no pueden ser modificadas.
La ocupación de las teclas no depende de la pantalla básica y de estaforma no está acoplada a los modos de funcionamiento.
En caso de un cambio en los modos de funcionamiento, el nivel de menúen la pantalla no se modifica.
Si la respectiva función posee una referencia de estación, p. ej.desplazamiento del punto cero, la función se referirá siempre a laestación preseleccionada actualmente.
En la indicación de dos o varias estaciones una función específica deestación se refiere siempre a la estación representada activamente en lapantalla (línea de encabezado de varios colores).
Cuando en la indicación de dos o varias estaciones es necesaria lallamada de función para la estación indicada de forma no activada en lapantalla, deberá efectuarse primero un cambio de estación mediante<Ctrl> + <Page up> o <Ctrl> + <Page down>.
El fabricante de máquinas puede proteger mediante contraseñasdiferentes teclas de función para llamadas de función o llamadas parasubmenús.
La ocupación estándar de las teclas de función para el menú principal es:
• Producción <F1> (azul claro)
• Preparación <F3> (violeta)
• Ajustes <F5> (verde)
• Puesta en funcionamiento <F7> (rojo)
El fondo colorido de los correspondientes subniveles coincide con el colordel campo de inscripción en el menú principal.
Esta identificación facilita al usuario la asignación de subniveles en elmenú principal.
Modos de funcionamiento
Funcionamiento de variasestaciones
Indicación de dos o variasestaciones
Cambio de estación
Contraseña
Menu principal

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Indicación y elementos de uso del IUG 2-11
Cuadros de diálogo
Como cuadro de diálogo se designa una imagen de menú que aparecesuperpuesta en la pantalla básica o en la imagen de menú anterior através de una llamada de función.
La llamada se efectúa a través de las teclas de función o softkeys PLC.Las teclas de función de la pantalla básica son cubiertas por el cuadro dediálogo y se indica en la pantalla el nuevo significado de las teclas.
Por medio de los cuadros de menú y con la ayuda de las teclas de controlo función de nueva representación existe la posibilidad de
• introducir o modificar programas NC y datos en la imagen de menúindicada
• llamar ayudas de instalación apoyadas gráficamente con transferenciade datos
• indicar estados de los datos NC y del programa
• preseleccionar configuraciones de indicación
Las teclas de función incluidas en los cuadros de diálogo pueden estarocupadas con funciones estándares que a su vez permiten el acceso acuadros de diálogo (p. ej. selección de estación).
Por parte del fabricante de la unidad de control está prevista en loscuadros de diálogo una ocupación estándar de las teclas de función queno es configurable.
La inscripción prefijada de las teclas de función en los cuadros de diálogono puede ser modificada por el fabricante de máquinas.
Llamada de función
Usos
Ocupación de teclas
Inscripción de teclas

CNC Interface de usuario grafica V 16
2-12 Indicación y elementos de uso del IUG DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
2.2 Modificación de la pantalla básica
El contenido de la indicación y el color de fondo de la pantalla básicapueden ser modificados por el mismo usuario final.
En el menú estación se ofrecen 3 posibilidades de configuración para lapantalla básica:
• Indicación 1 estación - Indicación de una estación
• Indicación 2 estaciones - Indicación de dos estaciones
• Indicación n estaciones - Indicación de varias estaciones
(n>2, sólo con más de 2 estaciones)
Dependiendo de los requisitos durante el manejo de la máquina, elusuario podrá elegir el manejo más adecuado.
En la indicación de una o dos estaciones existe además la posibilidad derepresentar datos considerablemente ampliados (Lupa ON)
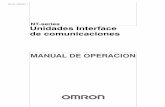
Cada una de las pantallas básicas de las 28 máximas posibles cuentacon 5 variantes de división de ventanas. Las variantes resultan de lacombinación simultánea de estación indicada y la función de lupa (véaseFig. 2-2: esquema "Configuración pantalla básica")
La indicación de varias estaciones no dispone de la función de lupa.
Cada una de estas variantes se compone de una o varias ventanas ycada una de estas ventanas puede ser configurada por el usuario condiferentes contenidos prefijados. La ocupación seleccionada de loscontenidos de ventana es memorizada por separado en cada pantallabásica y es reajustada en cada llamada. Mediante la ampliación de laMT-CNC puede incrementarse por ventana el número de contenidos deventana indicado en la fig. 2-2.
La siguiente representación nos proporciona una visión general de lasventanas configurables según sus correspondientes posibilidades deajuste.
Características
Selección de estaciones
Función de lupa
División de ventana
Configuración pantalla básica

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Indicación y elementos de uso del IUG 2-13
28. pantalla básica
4. pantalla básica, p.ej. semiautomático
3. pantalla básica, p.ej. MDI
2. pantalla básica, p.ej. automático
1. pantalla básica,
Lupa OFF
Indicacaión de una estatión Indicacaión de dos estatiónes
Nºdeventanas
3
Lupa ON 1 2
417
7
7
77
2
3
3
7
6
7
n>2 estatiónes
2
2.
.
.
2
n
.
.
.
.
p.ej. funcionamiento
manual
Indicacaión de varias estatiónes
Nº de conentidosde ventana porventana
Nºdeventanas
Nºdeventanas
Nº de conentidosde ventana porventana
Nº de conentidosde ventana porventana
Fig 2-2: esquema "Configuración pantalla básica“
El usuario efectúa la selección de la variante de indicación (indicación deuna/dos/varias estaciones y lupa). La asignación de variantes en las 28pantallas básicas posibles es establecida por el fabricante de máquinas através de señales PLC de libre selección.
En general y también en la siguiente descripción se parte de que paracada estación, cada modo de funcionamiento principal hay asignada unapantalla básica.
Asimismo pueden asignarse a todas las estaciones y modos defuncionamiento principal una y la misma pantalla básica. La planificaciónes efectuada por el fabricante de máquinas.
En la indicación de dos y varias estaciones es válidapara cada estación y según su posicionamiento en laindicación la correspondiente configuración almacenadapara la pantalla básica asignada. Estas configuracionespueden ser modificadas por el usuario en cualquiermomento.
Para adquirir informaciones más amplias respecto a este punto, consultela documentación del fabricante de máquinas.
Como datos de eje se denominan los valores de posición, trayecto ovelocidad (a menudo denominados "Coordenadas").
Con el fin de obtener una visión clara y por motivos de espacio es posibleque el usuario reuna por su cuenta los datos más importantes para sucaso de aplicación en cuestión.
Para cada pantalla básica solamente existe unaconfiguración para datos específicos de eje que esmemorizada.
Si una pantalla básica tiene asignadas varias estaciones,la configuración seleccionada es válida para todas lasestaciones.
Asignación de las pantallasbásicas
Selección de los datos de eje

CNC Interface de usuario grafica V 16
2-14 Indicación y elementos de uso del IUG DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Generalmente la correspondiente configuración vuelve a ser válidamediante la memorización de las configuraciones en caso de un cambioen los modos de funcionamiento principal, cambio de la indicación deuna/dos/varias estaciones, ON/OFF de la función lupa y tras ladesconexión.
Nota: Las operaciones mostradas en los siguientes ejemplos serefieren siempre a la ocupación estándar de las teclas defunción.
La inscripción de las teclas de función puede ser modificada eimplementada de nuevo por el fabricante de máquinas.
Pantalla clara/oscura
A través del menú "Configuraciones“ <F5> es posible determinar laclaridad u oscuridad de la pantalla.
La configuración se efectúa mediante las teclas de función <F6> o <F7>.
Pantalla clara:
color de fondo blanco para las ventanas de las pantallas básicas.
Pantalla oscura:
color de fondo gris para las ventanas de las pantallas básicas.

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Indicación y elementos de uso del IUG 2-15
Selección de estaciones
Para la pantalla básica existen tres variantes en relación a la indicaciónde estación:
• Indicación de una estación
• Indicación de dos estaciones
• Indicación de varias estaciones
Es posible seleccionar una estación entre un número máximo de 7disponibles y que se indiquen los datos correspondientes en la ventanas.
Fig. 2-3: indicación de una estación
Indicación de una estación

CNC Interface de usuario grafica V 16
2-16 Indicación y elementos de uso del IUG DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
En las ventanas pueden indicarse simultánemente los datos de dosestaciones. Es posible distinguir el contenido de las dos estacionesseleccionadas y que éste sea fijado por el usuario.
Fig 2-4: indicación de dos estaciones
Si en los parámetros de máquina hay fijadas más de 2 estaciones, sepreve como pantalla básica una indicación adicional de varias estaciones.
En la indicación de varias estaciones se indica de todas las estacionesdel sistema el correspondiente modo de funcionamiento principal y uncampo de datos adaptado al espacio disponible.
Fig 2-5: indicación de varias estaciones
Indicación de dos estaciones
Indicación de varias estaciones

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Indicación y elementos de uso del IUG 2-17
En el menú "Estación" se efectúa la configuración de la variante y laselección de la estación o estaciones.
La conmutación entre las estaciones también puede realizarse en elmenú de estación de los cuadros de diálogo, en la indicación dediagnosis y a través de las hotkeys.
El menú "Estación" ofrece al usuario la posibilidad de seleccionar unaconfiguración de la pantalla básica.
• Indicación de una estación Selección de cualquier estación deseada
• Indicación de dos estaciones Selección de cualquier estación deseadatanto para la ventana superior como para la inferior
• Indicación de varias estaciones Indicación de todas las estacionessegún el orden deseado
La siguiente imagen muestra como ejemplo la selección de estación enun caso de indicación activa de dos estaciones.
Fig. 2-6: seleccion de estación con indicación activa de dos estaciones
En el cuadro de diálogo "Diagnosis" también puede preseleccionarse unaestación con las teclas del cursor y aceptarla mediante la tecla Enter. Deesta forma, se vuelve siempre a la pantalla básica de la indicación de unaestación con conmutación de estación completa.
En el siguiente esquema se han reunido las diferentes posibilidades parala selección de estación.
Conjunto de funciones
Selección de estación en elcuadro de diálogo
Esquema de selección deestación

CNC Interface de usuario grafica V 16
2-18 Indicación y elementos de uso del IUG DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Indicación Configuraciónindicación
una/dos/variasestaciones
Selección deestación
Retorno
Estación Estaciones Si Selección deseada Pantalla básica
Estación
en cuadros de diálogo
Estaciones conlistas act.
No Selección deseada Cuadro de diálogoespecífico de
estación
Diagnosis Estaciones conmensajes dediagnosis
Indicación de unaestación
Selección deseada Pantalla básica
Hotkey
<Ctrl> + <Page up>
<Ctrl> +<Page down>
Ninguna No Hojear -

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Indicación y elementos de uso del IUG 2-19
En la siguiente imagen se representa el proceso operacional parala configuración de estación de la pantalla básica.
Indicaciónmáx. 7
MenúProducción
Selección de
F2
MenúSelección de
F1 Indicación1 estación F2 Indicación
2 estaciones
Estación
Aceptación
una de 7 estaciones
Con cursor selección
F3
Ventana superior
Con cursor ...
Ventana
Con cursor ...
�
�
�
n ventana Con cursor...
2. Ventana Con cursor...
1. Ventanas Con cursor...
.
.
.
.
.
Fig 2-7: selección de estación
Procedimiento operativo

CNC Interface de usuario grafica V 16
2-20 Indicación y elementos de uso del IUG DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Los cuadros de diálogo específicos de estación disponen de otro menú
"Estación".(*)
Al llamar aparece una imagen esquematizada de todas las estaciones enla pantalla. Cada estación tiene asignada la designación de la lista delcorrespondiente tipo de datos que se encuentra en la memoria NC de launidad de control.
Es posible preseleccionar una estación con las teclas del cursor yaceptarla mediante la tecla Enter. De esta forma se vuelve al cuadro dediálogo específico de estación ejecutándose una completa conmutaciónde estación (indicación de modos de funcionamiento, softkeys PLC, etc.).
Fig. 2-8: selección de estación encuadros de diálogo
______________________________________________
(*) Esta función se encuentra en proceso de preparación.
Selección de estación encuadro de diálogo

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Indicación y elementos de uso del IUG 2-21
Selección deventanas
El primer paso en la configuración de las pantallas básicas se basa en lamarcación de las correspondientes ventanas.
La siguiente imágen muestra el procedimiento funcional, como esllamado para la selección de los cuadros de marcación necesarios ycomo, p. ej., se efectúa por medio de las teclas de función y cursor laselección de una de las ventanas 1, 2 ó 3 en la indicación de unaestación con la función de lupa desactivada. Ambas posibilidades tienenlos mismos derechos para la llamada del cuadro de marcación y valentambién para la indicación de dos y varias estaciones. En lo que quedade descripción se usa el control <Shift> + <F8>.
La ventana seleccionada se distingue en la pantalla por medio de unrecuadro rojo. De esta forma, será posible una modificación del contenidode indicación en la ventana seleccionada con la ayuda de teclasadicionales de función y de cursor.
En la ventana inferior se indica en la esquina derecha un bloque decursor con un recuadro rojo.
El procedimiento en la indicación de dos y varias estaciones con lafunción de lupa activada es analógico.
La identificación de las ventanas únicamente es posible en la estaciónactivada. Las configuraciones que se han seleccionado para ello sememorizan en la pantalla básica perteneciente al modo defuncionamiento principal (según el posicionamiento de esta estación enesta pantalla). Un cambio a la siguiente estación puede realizarsemediante <Ctrl>+ <Page up> o <Ctrl> + <Page down>.
Estas configuraciones pueden efectuarse de forma separada ymemorizarse en cada una de las 28 pantallas básicas que en su mayoríaestán acopladas al modo de funcionamiento principal.
Selección de ventanasindicación de una estación
Identificación de ventana
Selección ventana indicacióndos y varias estaciones

CNC Interface de usuario grafica V 16
2-22 Indicación y elementos de uso del IUG DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
�
Indicación de varias estaciones
Indicación dos
Indicación de dos
Indicación dos
Indicación de una Ventanas 1-
Ventanas 2-
Ventanas 2-Ventanas 2-(6)
Ventanas 3-Ventanas 3-
Ventanas 3-(7)
�
�Selección ventanas
�
�
�
Selección ventanas
Modificacióncontenido
Destituci
F1
Pantalladeseada
� + F8
F5
Selección delde dimensionamiento
�Menú
Menú
MenúConfiguracione
...o...
Ventanas 1-Ventanas 1-
Fig. 2-9: modo de selección para selección de ventanas en una pantalla básica

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Indicación y elementos de uso del IUG 2-23
Imagen de ayuda
Es posible llamar una imagen de ayuda especial en las pantallas básicasde la indicación de una, dos y varias estaciones tanto con la función delupa activada como desactivada, la cual suministra breves instruccionessobre la selección de ventanas.
• Llamada mediante <Help> o <F9>
• Retorno mediante <F8> o <Esc>
Fig. 2-10: ejemplo de una indicación de una estación con lupa desactivada
Llamada

CNC Interface de usuario grafica V 16
2-24 Indicación y elementos de uso del IUG DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Indicación de una estación
La indicación de una estación sirve para la representación de lainformación de una estación en toda la pantalla. Este tipo de indicaciónpermite seleccionar diferentes contenidos de indicación en tres ventanasdiferentes.
• <Shift> + <F8>
Fig. 2-11: selección ventana 1
Función
Marco de marcación

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Indicación y elementos de uso del IUG 2-25
• con <→> o < ← > se modifican los contenidos de ventana
si en el bloque de cursor se indica la tecla tabuladora, será posible unamodificación del contenido de la ventana
Ventana 1
Ventana 2
Ventana 3
Fig. 2-12: selección de ventanas indicación de una estación
La configuración seleccionada de las tres ventanas es memorizada encada una de las pantallas básicas de forma que la configuración semantenga en caso de un cambio en los modos de funcionamientoprincipal y tras una desconexión.
Selección de ventanas
Memorización de laconfiguración
(7)
(3)
(2)
(1
Datos específicos de eje
Columna 1 Columna 2 Columna 3
(1)
(6)
(2)
(3)
(2)
(7)
(1)
(0)

CNC Interface de usuario grafica V 16
2-26 Indicación y elementos de uso del IUG DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Indicación de cada 3 columnas de datos específicos de eje para todos losejes de la estación.
Para seleccionar:
• Valor nominal
• Valor real
• Error de arrastre
• Valor final
• Velocidad
• Trayecto restante
La indicación aparece opcionalmente en el sistema de coordenadas demáquina o de piezas en [mm] o [inch].
El número de las posiciones de coma posteriores es determinado en losparámetros de máquina.
La configuración de los datos específicos de eje está descrita en laselección de datos de eje (matriz de valores).
Para la ventana 1 pueden definirse 8 grupos de ejes diferentes. Elusuario puede formar los grupos de ejes suprimiendo ejes en laindicación (p. ej. comodín *C) o modificando su orden de indicación.
Los datos específicos de eje seleccionados valen para todos los gruposde ejes. En el apartado selección de datos de eje (matriz de valores) estádescrito el menú para la formación de los grupos de eje.
Contenido de indicaciónventana 1
Grupos de ejes

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Indicación y elementos de uso del IUG 2-27
En ambas ventanas se disponen casi de las mismas posibilidades deindicación.
En la ventana 3 además
• se visualiza en la pantalla automática el programa NC activo con elnúmero de registro actual
• se ofrece en la pantalla MDI el editor MDI como séptima ventana.
(1) Datos de avance
• Valor real
• Valor nominal
• Override
(2) Datos de husillo para todos los husillos de la estación (revoluciones)
• Nivel de engranaje
• Frecuencia de giro nominal/real
• Override de husillo
• Instrucciones M específicas de husillo
Fig. 2-13: datos de husillo/avance
(3) Datos de husillo para todos los husillos de la estación (posición)
• Nivel de engranaje
• Posición real
• Posición nominal
• Velocidad
• Instrucciones M específicas de husillo
Fig. 2-14: datos de husillo
(3) Registro NC activo
Fig. 2-15: registro NC activo
Contenido de indicaciónventana 2 y 3

CNC Interface de usuario grafica V 16
2-28 Indicación y elementos de uso del IUG DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
(4) Instrucciones M activas
Instrucciones G activas
Herramienta activa
Herramienta preseleccionada
Fig. 2-16: instrucciones M y G activas, herramienta activa
(5) Momento de giro específico de eje, seleccionable para un eje ohusillo de la estación (eje es conmutado con tecla tabuladora)
Fig. 2-17: momento de giro referente de eje
(6) Mensajes de diagnosis
Fig. 2-18: mensaje de diagnosis
(7) Editor MDI
Fig. 2-19: editor MDI

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Indicación y elementos de uso del IUG 2-29
Indicación de una estación confunción de lupa
La función de lupa permite representar en la pantalla datos de control deforma maximizada, como p. ej. valores de posición, valores de husillo,etc.
El prinicpio descrito de que configuraciones de ventana seleccionadasestán acopladas a las pantallas básicas (en su mayoría modos defuncionamiento principal) también es válido para la función de lupa.
En la indicación de una estación sólo se dispone de una ventana quepuede ser preseleccionada y memorizada con dos contenidos diferentespor cada pantalla básica. Este funcionamiento es comparable con elfuncionamiento con la función de lupa desactivada.
• Selección menú principal "Producción"
<F3>Lupa ON/OFF alterno
• <Shift> + <F8>
Fig. 2-20: función de lupa con posiciones de eje como contenido de ventana
Función
Cuadro de dimensionamiento
Ventana seleccionada(cuadro de marcación rojo)

CNC Interface de usuario grafica V 16
2-30 Indicación y elementos de uso del IUG DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
• Bloque de cursor en la ventana de datos < → > o < ← > conmutaciónalterna entre esta indicación de lupa
Fig. 2-21: función de lupa con datos seleccionados
Nota: En la función de lupa no es posible realizar ningún cambio enlos grupos de ejes.
Indicación de la 1ª columna de los datos específicos de eje para todos losejes de la estación (véase ventana con la función de lupa desactivada).
⇓
Fig. 2-22: contenido de indicación
Una modificación en la selección de los datos de ejestambién será válida con la función de lupa desactivada,en la indicación de dos estaciones y con un cambio deestación.
Selección de ventanas
Contenido de indicación (1)
Contenido deindicación (1)
Contenido deindicación (2)

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Indicación y elementos de uso del IUG 2-31
• Datos de avance
- Valor real (sólo en el funcionamiento automático)
- Valor nominal (sólo en el funcionamiento automático)
- Override de avance
• Datos de husillo para todos los husillos de la estación
- Nivel de engranaje
- Frecuencia de giro real
- Frecuencia de giro nominal
- Override de husillo
- Instrucciones M específicas de husillo
- Posición real
- Posición nominal
Indicación de dos estaciones
La indicación de dos estaciones sirve para la representación deinformaciones de dos estaciones seleccionadas en cada mitad de lapantalla. De esta forma se tiene la posibilidad, p. ej., de seguir laejecución del programa en diferentes estaciones y de controlar susincronización.
• <Shift>+<F8>
• con <↓> o < ↑ > se cambia a la ventana 2 deseada
Fig. 2-23: selección ventanas 1 hasta 4 en la indicación de dos estaciones
Contenido de indicación (2)
Función
Cuadro de dimensionamiento
Ventana seleccionada(cuadro de marcación rojo)

CNC Interface de usuario grafica V 16
2-32 Indicación y elementos de uso del IUG DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Para la selección de las ventanas 3 y 4 en la 2ª estación, ésta deberá seractivada en la indicación por medio de <Ctrl> + <Page up>.
• con <→> o < ← > se modifican los contenidos de ventana
• si en el bloque de cursor se indica la tecla tabuladora, será posibleuna modificación del contenido de ventana
Ventana 1
Ventana 2
Ventana 3
Ventana 4
Fig. 2-24: selección de ventana indicación de dos ventanas
Para cada una de las cuatro ventanas puede seleccionarseindividualmente el contenido de ventana.
La correspondiente configuración es memorizada para la estación encuestión y su pantalla básica (p. ej. manual, auto, MDI) según elposicionamiento en la pantalla (estación superior, estación inferior).
De esta forma, las configuraciones también se mantendrán tras uncambio en los modos de funcionamiento, conmutación de estación y unadesconexión.
Memorización de laconfiguración
superior Estaciòn
uninferior Estaciòn
(2)
(1)
(3(7)
(1)
(7)
(3)
(2)
(1)(2)
(0)
(7)
(0)
(7)
(1)(2)

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Indicación y elementos de uso del IUG 2-33
Indicación de una estación analógica ventana 1
Es necesario tener en cuenta que en la indicación de dos estaciones pormotivos de espacio solamente se indicarán los cinco primeros ejes delgrupo de ejes definido.
Indicación de una estación analógica ventana 2
Se dispone de 7 contenidos de ventana diferentes:
(1) Datos de husillo para todos los husillos de la estación
• Nivel de engranaje
• Frecuencia de giro nominal/real
• Override de husillo
• Instrucciones M específicas de husillo
Datos de avance
• Valor real
• Valor nominal
• Override
(2) Datos de husillo para todos los husillos de la estación
• Nivel de engranaje
• Posición real
• Posición nominal
• Velocidad
• Instrucciones M relativas al husillo
(3) Registro NC activo
(4) Instrucciones M activas
Instrucciones G activas
Herramienta activa
Herramienta preseleccionada
(5) Momento de giro específico de eje, seleccionable para un eje o husillode la estación (eje es conmutado con la tecla tabuladora)
(6) Mensajes de diagnosis
(7) Funcionamiento MDIEditor MDI
Conetenido de indicaciónventana 1 y 3
Contenido de indicaciónventana 2 y 4

CNC Interface de usuario grafica V 16
2-34 Indicación y elementos de uso del IUG DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Indicación de dos estaciones con función de lupa
La función de lupa permite representar en la pantalla datos de controlseleccionados de forma maximizada, como p. ej. valores de posición,valores de husillo, etc. para dos estaciones en la pantalla.
El prinicpio ya descrito de que configuraciones de ventana seleccionadasestán acopladas a las pantallas básicas (en su mayoría modos defuncionamiento principal) también es válido para la función de lupa de laindicación de dos estaciones.
En la indicación de dos estaciones se dispone de una ventana para cadaestación y que puede ser preseleccionada y memorizada con trescontenidos diferentes por cada pantalla básica. Este funcionamiento escomparable con el funcionamiento con la función de lupa desactivada.
• Selección menú principal "Producción“ <F3> Lupa ON/OFF alterno
• <Shift> + <F8>
Fig. 2-25: función de lupa en la indicación de dos estaciones
El cuadro de dimensionamiento rojo aparece en la estación activa. Laconmutación a la segunda estación se efectúa mediante <Ctrl> +<Pagedown>.
Para una determinada estación, la configuración en la indicación de dosestaciones dependiendo del posicionamiento (arriba o abajo) puede serdiferente.
Nota: En la función de lupa no es posible realizar ningún cambio delos grupos de ejes.
Función
Cuadro de dimensionamiento
Ventana seleccionada(cuadro de marcación rojo)

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Indicación y elementos de uso del IUG 2-35
• con < → > o < ← > se modifican los contenidos de ventana en laventana 1 y 2
• si en el bloque de cursor se indica la tecla tabuladora, será posibleuna modificación del contenido de ventana
Ventana 1
Ventana 2
Fig. 2-26: función de lupa con datos de ventana 1 y 2
El contenido de indicación de las 2 ventanas puede ser seleccionadoindividualmente y memorizado de forma que las configuraciones semantengan en caso de un cambio en los modos de funcionamiento y trasuna desconexión.
La correspondiente configuración para la estación en cuestión estáacoplada a la pantalla básica asignada al modo de funcionamientoprincipal (p. ej. manual, auto, MDI) y al posicionamiento.
Indicación de la 1ª columna de los datos específicos de eje para los ejesseleccionados de la estación (véase ventana 1 con la función de lupadesactivada).
Nota: Una modificación en la selección de datos de ejes tambiénserá válida con la función de lupa desactivada, en laindicación de una estación y con un cambio de estación.
Contenido de indicación de lasventanas
Contenido de indicación (1)
superior Estaciòn
inferior Estaciòn
(1)(2)
(3)
(3)(1)
(2)

CNC Interface de usuario grafica V 16
2-36 Indicación y elementos de uso del IUG DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
• Datos de avance
- Valor real (sólo en el funcionamiento automático)
- Valor nominal (sólo en el funcionamiento automático)
- Override de avance
• Datos de husillo para todos los husillos de la estación
- Nivel de engranaje
- Frecuencia de giro real
- Frecuencia de giro nominal
- Override de husillo
- Instrucciones M específicos de husillo
• Datos de husillo para todos los husillos de la estación
- Posición real
- Posición nominal
- Velocidad
- Instrucciones M relativas al husillo
Contenido de indicación (2)
Contenido de indicación (3)

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Indicación y elementos de uso del IUG 2-37
Indicación de varias estaciones
La indicación de varias estaciones permite visualizar simultáneamente enla pantalla los datos relevantes para todas las estaciones del sistema.
Para cada estación se visualiza el modo de funcionamiento principal yuna ventana de datos.
Fig. 2-27: indicación de varias estaciones
Las estaciones activas tienen asignadas las softkeys PLC específicas deestación y las teclas de función. El cuadro de dimensionamiento rojosolamente puede ser seleccionado para la estación activa. Laconmutación de estaciones se efectúa como siempre mediante <Ctrl>+<Page down> o <Ctrl> + <Page up>.
Mediante < → > o < ← > se modifica el contenido de ventana de laestación activa.
El contenido de indicación de las ventanas puede ser seleccionadoindividualmente y memorizado de forma que las configuraciones semantengan en caso de un cambio en los modos de funcionamiento y trasuna desconexión.
La correspondiente configuración para la estación en cuestión estáacoplada a la pantalla asignada al modo de funcionamiento principal y alposicionamiento.
En cada ventana de una estación pueden visualizarse dos ventanas dedatos diferentes.
(1) Mensaje de diagnosis
(2) Programa NC activo y registro NC activo
Función
Selección contenidos deindicación
Contenido de indicación

CNC Interface de usuario grafica V 16
2-38 Indicación y elementos de uso del IUG DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Selección de datos de eje (matriz de valores)
Una modificación en los datos específicos de eje indicados se realiza através un cuadro de diálogo en la pantalla.
El significado de los datos de eje se describe en el capítulo 2.5 - Esque-ma datos de eje.
• <Shift>+ <F8> y <Tab> o
• seleccionar en el menú principal el menú "Configuraciones" mediante<F5>
• seleccionar matriz de valores mediante <F2>
• con teclas del cursor selección de la indicación de datos deseada
• los datos específicos de eje siempre son indicados en tiempo real enla ventana
• aceptación en la imagen de menú mediante <Enter>
• retorno a la imagen de menú mediante <F8>
Fig. 2-28: matriz de valores para la selección de datos de indicación ventana 1
Los datos de eje seleccionados son válidos tanto en la indicación de unaestación como en ambas estaciones de la indicación de dos estaciones,independientemente desde qué configuración fue llamada la matriz devalores para la selección de los datos de eje.
En la función de lupa de la indicación de una y dos estaciones sólo seindica respectivamente la 1ª columna de los datos de eje.
Zona válida
Indicación con la función delupa
Seleccionar valor especificomediante el bloque del cursor

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Indicación y elementos de uso del IUG 2-39
La configuración de los datos de eje es memorizada individualmente porcada pantalla básica y de esta forma siempre volverá a ser válida encaso de un cambio en los modos de funcionamiento y tras unadesconexión.
Con la función grupo de ejes, el usuario puede definir un máximo de 8grupos de ejes diferentes que sean efectivos en la ventana 1 de laindicación de una estación y en las ventanas 1 y 3 de la indicación de dosestaciones.
Fig. 2-29: definición de los grupos de ejes
En la definición de un grupo de ejes puede efectuarse una selección deentre el conjunto total los ejes asignados en la estación del conjunto total.De esta forma, pueden suprimirse de la indicación, p. ej., comodines parahusillos principales que posean la función de eje circular o para ejes detransformación. Sigue existiendo la posibilidad de modificar el orden delos ejes.
En la parte superior del cuadro de diálogo se indica la ventana onlinepara los datos específicos de eje con el número de ventana asignado.
En la subventana izquierda inferior se visualizan las designaciones de ejedel grupo de ejes actualmente definidas.
Memorización
Conjunto de funciones
Formación de la imagen

CNC Interface de usuario grafica V 16
2-40 Indicación y elementos de uso del IUG DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Se permite determinar un máximo de 9 líneas. El tamaño de loscaracteres en la ventana online se ajusta automáticamente según elnúmero de líneas. En la indicación de dos estaciones únicamente puedenvisualizarse 5 de las 9 líneas máximas determinados por motivos deespacio.
En la línea derecha junto a la subventana aparecen sin modificación lossignificados de eje de todos los ejes pertenecientes a la estación.Además se representa una raya con el significado "Línea en blanco" y elsímbolo de borrado.
La línea en blanco posibilita insertar y suprimir ejes en varios y diferentesgrupos de ejes de forma que todos los ejes posteriores se encuentrensiempre ópticamente en la misma línea.
Si antes del último eje han sido ocupadas líneas con el símbolo deborrado, se eliminarán estas líneas en la transferencia y se ocuparán porejes posteriores o líneas en blanco.
Con el cursor < → > o < ← > se efectúa en la respectiva línea la selec-ción del eje o línea en blanco.
Con el cursor < ↓ > o < ↑ > se acepta el eje seleccionado en estemomento y se cambia a la siguiente línea.
El grupo de ejes indicado en la subventana izquierda solamente sememoriza mediante aceptación y es indicado al mismo tiempo para elcontrol en la ventana online.
La conmutación hasta el siguiente grupo de ejes se efectúa mediante<Ctrl>+ <Page down> o <Ctrl> + <Page up>. Si la configuración anteriorno fue memorizada mediante una aceptación, ésta se perderá.
El menú para la definición de los grupos de ejes se abandona mediante<Esc> o <F8>. Sólo serán válidas las configuraciones memorizadasmediante una aceptación.
Definición de los grupos de ejes
Selección de ejes
Selección de líneas
Aceptación
Selección de grupo de ejes
Abandonar el cuadro de diálogo

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Indicación y elementos de uso del IUG 2-41
2.3 Coordenadas de máquina/pieza
En cada pantalla básica y en la selección de datos de eje aparece en laparte izquierda superior un símbolo del sistema de coordenadasseleccionado sobre el que hacen referencia los datos de eje.
La elección de indicar datos en coordenadas de máquina o de piezas serealiza a través del cuadro de diálogo destinado a la selección de losdatos de eje (matriz de valores).
• <Shift>+ <F8> y <Tab>
• mediante <F1> selección de la configuración de las coordenadasde máquina
- o -
• menú principal, selección del menú "Configuraciones"<F5>
• mediante <F2> llamada del cuadro de diálogo matriz de valores
• mediante <F1> selección de la configuración de las coordenadas demáquina
Fig. 2-30: configuración de las coordenadas de máquina
Función
Indicaciòn del sistema decoordenadas configurado
coordenadas de màquinaeje X especifico de radio

CNC Interface de usuario grafica V 16
2-42 Indicación y elementos de uso del IUG DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
• <Shift> + <F8> y <Tab>
• mediante <F2> selección de la configuración de las coordenadasde piezas
- o -
• menú principal, selección del menú "Configuraciones"<F5>
• mediante <F2> llamada del cuadro de diálogo matriz de valores
• mediante <F2> selección de la configuración de las coordenadas depiezas
Fig. 2-31: ajuste de las coordenadas de herramienta
Los datos de eje como error de arrastre, velocidades y trayecto restanteno dependen del sistema de coordenadas seleccionado.
El valor nominal, valor real y valor final hacen referencia al punto cero demáquina en el sistema de coordenadas de máquina y al punto cero depiezas en el sistema de coordenadas de piezas.
La indicación de coordenadas específicas de diámetro sólo se realiza enel sistema de coordenadas de piezas.
Las funciones "Coordenadas de máquina" y "Coordenadas de piezas"pueden ser previstas por el fabricante de máquinas como funciónindependiente en un nivel de teclas de funciones deseado, excepto en laselección de los datos de eje.
Otras posibilidades deconfiguración
Indicaciòn del sistema decoordenadas configurado
Coordenadas de pieza
Eje X especifico dediàmetro

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Indicación y elementos de uso del IUG 2-43
2.4 Unidad de indicación mm/inch
En cada pantalla básica, en los cuadros de diálogo y en la selección dedatos de eje aparece en la parte izquierda superior un símbolo de launidad de medida que indica la asignación de datos seleccionadamediante las teclas de función.
En este caso, debe distinguirse entre la unidad de medida determinada através del parámetro de proceso B0X.001 y la unidad de medidaindicada.
Los comandos G G70 y G71 no influyen la indicación.
inchmm o
La unidad base parametrizada y la unidad de medida indicada de losdatos son idénticas.
mm → inch
Unidad base de la unidad de control es mm, datos indicados en inch.
mm→inch
Unidad base de la unidad de control es inch, datos indicados en mm.
La conversión de la unidad de medida por medio de las teclas de funciónse efectúa de la siguiente manera:
• <Shift> + <F8> y <Tab>
• mediante <F3> o <F4> selección de la unidad de medida indicada
- o -
• menú principal, selección del menú "Configuraciones"<F5>
• mediante <F2> llamada del cuadro de diálogo matriz de valores
• mediante <F3> o <F4> selección de la unidad de medida indicada
Función
Significado del contenido deventana superior izquierda

CNC Interface de usuario grafica V 16
2-44 Indicación y elementos de uso del IUG DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Fig. 2-32: configuración de la unidad de medida indicada
La unidad de medida indicada hace referencia a
• todos los datos de eje
• desplazamientos del punto cero
• correcciones de herramienta
• correcciones D.
Los datos de trayecto en registros NC indicados siempre se refieren a launidad base.
Los valores de variables no son recalculados. Éstos siempre soninterpretados en el menú de entrada según la unidad de medida indicadaen ese momento.
Ejemplo: Símbolo: mm → inch
Entrada: @1 = 1el control interpreta el valor depositadoen la variable ‘@1’ como 1 mm si es que el control tieneque procesar la variable ‘@1’ como medida de trayecto.
Las funciones "Unidad-mm" y "Unidad-inch" pueden ser previstas por elfabricante de máquinas como función independiente en un nivel de teclasde funciones deseado, excepto en la selección de los datos de eje.
Referencia de indicación
Otras posibilidades deconfiguración
Visualizaciòn de la unidadde medida configurada

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Indicación y elementos de uso del IUG 2-45
2.5 Visión general de los datos de eje
En el siguiente esquema "Datos de eje" se representan claramente losdatos de eje seleccionables en el cuadro de diálogo de datos de eje(matriz de valores) dentro del sistema de coordenadas de máquina y depiezas.
Error de arrastre *)
Valor real [M]
Valor nominal [M]
Valorfina [M]
Suma de todos desplazamientos del pto. cero
Tragecto
Inicio registro Final registro
velocidad
M W
L1
restante
Error de arrastre *)
Valor real [M]
Valor nominal [M]
Valorfina [M] (Posiciòn en el registro NC)
Tragecto restante
Fig. 2-33: esquema datos de eje______________________
*) El error de arrastre equivale a la diferencia del valor nominal deposición y del valor real de posición.En caso de accionamientos digitales, el error de arrastre se aproxi-mará a cero.

CNC Interface de usuario grafica V 16
2-46 Indicación y elementos de uso del IUG DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Notas

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Diagnóstico 3-1
3 Diagnóstico
Los mensajes de error y de diagnosis se indican en la línea superior detodas la pantallas básicas y cuadros de diálogo del IUG que seencuentran en comunicación con el control de máquina o el mecanizadode piezas. Los mensajes con una prioridad más elevada se anteponen aaquellos mensajes que tienen una prioridad más reducida. Los mensajesse distinguen según su significado por colores.
En la pantalla aparecen diferentes mensajes de error y de diagnóstico:
• Fallo en el sistema
• Mensaje de estación
• Mensaje de usuario
• Error de manejo
• Indicación para simulación offline
Casi todos los textos que especifican el correspondiente mensaje puedenser modificados por el fabricante de máquinas.
Los siguientes ejemplos parten desde la ocupación estándar.
El cuadro de diálogo Diagnóstico ofrece en todo momento una visióngeneral sobre el estado de todas las estaciones y los mecanismosexternos, incluso cuando no existe ningún mensaje de error odiagnóstico.
Bajo la designación de estación aparece un mensaje de estado. Si elprograma NC incluye indicaciones NC, éstas podrán visualizarse en laparte inferior. Para el mensaje de estado puede solicitarse un textoadicional mediante <F1>. Mediante <Esc> o <F8> se retorna a la pantallabásica.
También existe la posibilidad de regresar desde el cuadro de diálogo a lapantalla básica de la indicación de una estación de cualquier estacióndeseada seleccionando la estación en cuestión mediante las teclas delcursor y pulsando posteriormente la tecla Enter.
Abb. 3-1: diagnóstico
Generalidades
Mensajes de error y dediagnóstico
Selección de estación

CNC Interface de usuario grafica V 16
3-2 Diagnóstico DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
3.1 Fallo en el sistema (barra roja)
Los fallos en el sistema son errores que afectan al funcionamiento detodo el equipo eléctrico.
Ejemplos:
• Programa PLC no válido
• CNC no responde, etc.
Debido a que en este caso se trata de errores serios, no tendría sentidoseguir indicando los datos tecnológicos de la MT-CNC.
Resultan las siguientes reacciones:
El mensaje de error "¡Fallo sistema!" o "CNC no responde" aparece en lalínea superior dentro de una barra roja.
En la ventana principal, en vez de visualizar la indicación de datos,aparecerá el logotipo INDRAMAT.
Las softkeys PLC se desactivan ópticamente en la pantalla. Si aun existeuna comunicación con la MT-CNC, las softkeys PLC también serán des-activadas de forma lógica en el PLC.
Debido a que la comunciación con la MT-CNC puedeestar interrumpida por la existencia de un fallo en elsistema, no se garantiza que el mensaje de error lleguede la unidad de control al PLC y que en el PLC lassoftkeys se desactiven lógicamente quedando anuladas.Por motivos de seguridad no debería olvidarse que lassoftkeys PLC aun pueden estar activadas a pesar de ladesactivación óptica.
Dependiendo de si aun existe una comunicación con la MT-CNC, desdela ocupación estándar de las teclas de función aparecerá o bien el nivelde error o bien el nivel offline para las teclas de función.
La ocupación de las teclas de función en estos dos niveles está previstade tal manera que sean accesibles todas aquellas funciones que seannecesarias y que contribuyan al análisis y supresión del error. Estaocupación puede ser modificada por el fabricante de máquinas.
Definición
Indicación
Reacciones

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Diagnóstico 3-3
La unidad de mando aun está en conexión con la
MT-CNC, pero no puede garantizarse otro mecanizado o uso de lamáquina.
Fig. 3-2: fallo en el sistema
Pulsando diagnóstico <F1> aparece la ventana de diagnóstico. Lallamada de la ventana de diagnóstico, tal y como se representa en labarra roja, también puede efectuarse mediante <Alt> + <F2>.
En la ventana de diagnóstico se indica un mensaje de error concreto.
Fig. 3-3: indicación texto de diagnóstico
Fallo en el sistema
Ejemplo:
o

CNC Interface de usuario grafica V 16
3-4 Diagnóstico DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Para ello, en la mayoría de los casos, puede consultarse un textoadicional mediante <F1>.
Fig. 3-4: texto de diagnóstico adicional
Este texto aparece opcionalmente con dos tipos de letras diferentes. Elcambio se realiza mediante <F1>.

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Diagnóstico 3-5
3.2 Mensaje de estación (barra amarilla)
En el mensaje de estación se señalizan informaciones de error o dediagnóstico que hacen referencia a un error de una estación dentro delsistema. La correspondiente pantalla no se modifica y las softkeys PLCsiguen siendo válidas. Si al mismo tiempo aparece un fallo en el sistemacon una prioridad más elevada, éste hará desvanecer el mensaje deestación. Solamente cuando el fallo en el sistema sea suprimido y elmensaje de estación siga estando presente, podrá visualizarse elmensaje de estación.
A través del mensaje de estación no puede reconocerse la estación queha generado el mensaje dentro del sistema. La estación que ha emitido elmensaje y el propio mensaje únicamente pueden ser detectados pormedio del diagnóstico. Los mensajes de estación son emitidos por partede todas las estaciones del sistema, independientemente de qué estaciónse encuentre momentáneamente preseleccionada en la pantalla básica.
Fig. 3-5: indicación error de estación
Pulsando diagnóstico <F1> aparece la ventana de diagnóstico y seobtiene el mensaje de error de la estación en cuestión.
Si aparece un mensaje de estación mientras que el usuario estátrabajando en un cuadro de diálogo (p. ej. desplazamientos del puntocero), la función de diagnóstico mediante <F1> no estará disponiblehasta que se abandone el cuadro de diálogo y se cambien, en casonecesario, los niveles.
Definición
Indicación
Reacciones

CNC Interface de usuario grafica V 16
3-6 Diagnóstico DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
La ventana de diagnóstico cuenta con un rápido acceso directo pulsando<alt> + <F1>, tal y como se describe en la barra amarilla.
Fig. 3-6: indicación error de estación desde el cuadro de diálogo
Fig. 3-7: indicación de error
En la pantalla de diagnóstico aparece el mensaje de estado (letra negra)de la correspondiente estación o, en caso de error, el mensaje de erroren cuestión (letra roja).
o

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Diagnóstico 3-7
Como en los demás tipos de mensajes, también en este caso puededisponerse de un texto adicional que ofrece indicaciones sobre lasupresión del error. A este texto puede accederse mediante <F1>.
Fig. 3-8: texto de diagnóstico adicional
Una vez suprimido el error, puede borrarse el mensaje de estaciónmediante las teclas del panel de control de máquina
<Clear Error> + <Ctrl Reset> (véase Manual de instrucciones de lamáquina del fabricante de máquinas). En la ventana de diagnósticoaparece de nuevo el mensaje de estado de la estación en lugar delmensaje de error.
Supresión del error

CNC Interface de usuario grafica V 16
3-8 Diagnóstico DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
3.3 Mensaje de usuario (barra azul)
El fabricante de máquinas tiene la posibilidad de indicar los mensajesespecíficos de máquina a través del PLC.
Estos mensajes sólo aparecen cuando éstos han sido implementadosindividualmente por parte del fabricante de máquinas. Este mensaje deusuario es apoyado por la unidad de control de forma que, al igual que enel mensaje de estación, no se modifique la pantalla indicada y que lassoftkeys sigan siendo válidas.
Si al mismo tiempo aparece un fallo en el sistema con una prioridad máselevada o un mensaje de estación, éste se antepondrá al mensaje deusuario. Solamente cuando el fallo en el sistema y el fallo de estaciónsean suprimidos y el mensaje de usuario siga estando presente, podrávisualizarse el mensaje de usuario.
A través del mensaje de usuario no puede reconocerse la estación queha causado el mensaje dentro del sistema, por ejemplo, a causa de unfallo.
La estación que ha emitido el mensaje y el propio mensaje únicamentepueden ser detectados por medio del diagnóstico.
El mensaje de usuario también se emite cubriendo toda la estación,independientemente de qué estación se encuentre momentáneamentepreseleccionada en la pantalla básica.
Definición
Indicacion

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Diagnóstico 3-9
La descripción referente a este punto aparece descrita en laDocumentación del fabricante de máquinas.
La ventana de diagnóstico puede ser llamada de la misma forma que enel mensaje de estación mediante "Diagnóstico" <F1> o mediante <Alt> +<F1>.
Fig. 3-9: indicación del mensaje de usuario
Fig. 3-10: indicación de error
Al igual que en los demás mensajes, también en este caso puededisponerse del texto adicional pulsando <F1>.
El texto adicional es implementado por el fabricante de máquinas.
Reacciones
o

CNC Interface de usuario grafica V 16
3-10 Diagnóstico DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
La supresión de errores y el borrado del mensaje de usuario sonpredeterminados por el fabricante de máquinas y también aparecendescritos en la Documentación del fabricante de máquinas.
3.4 Error de manejo (barra verde)
El manejo incorrecto de la unidad de control se indica a través de unabarra verde con el correspondiente texto en la línea de error. Este tipo deusos incorrectos son por ejemplo:
• Se ha pulsado una tecla del teclado de la unidad de mando nopermitida en la imagen de indicación actual.
• Por parte del fabricante de máquinas pueden bloquearse softkeysPLC. Cuando se pulsa una softkey PLC aparece un mensaje de error.
• Al introducir datos de desplazamiento del punto cero, datos deherramienta o valores de corrección D se ha sobrepasado el margende valores permitido. El margen de valores queda indicado.
En los errores de manejo no se preve ningún texto explicativo adicional.
El mensaje de error con la barra verde desaparece automáticamente tras1 o 2 seg. o inmediatamente después de pulsar otra tecla en ese espaciode tiempo.
Supresión de errores
Definición
Reacciones
Supresión de errores

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Diagnóstico 3-11
3.5 Simulación Offline (barra blanca)
El modo de funcionamiento "Simulación offline" indica que la unidad demando o el PC no está en conexión con el núcleo de la MT-CNC. Encasos excepcionales, la conexión con el núcleo de la MT-CNC puede sersimulada. Esta simulación sirve para:
• hacer uso de un PC como área de trabajo externo para la preparaciónde la puesta en funcionamiento (establecimiento del programa PLC,ocupación de softkeys PLC, ocupación de las teclas de función, etc.)
• hacer uso de un PC como área de trabajo externo para la preparaciónde la producción (establecimiento del programa NC, establecimientode registro de datos para herramientas, desplazamientos del puntocero, variable, events, correcciones D, etc.)
• utilizar en caso de avería de la máquina la unidad de mando para otroestablecimiento de programa y datos
• usar el interfaz de usuario con fines demostrativos o instructivos sinun núcleo de control.
Definición

CNC Interface de usuario grafica V 16
3-12 Diagnóstico DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Fig. 3-11: simulación offline
Las softkeys PLC no tienen validez. El uso de las teclas puede sersimulado en un nivel fijo a través de <Ctrl> + <F1>...<F3>.
La simulación no se refiere a la ocupación de softkeys PLCimplementada por el fabricante de máquinas.
La activación de la simulación offline se efectúa a través del menú desetup en el IU configurando "offline" como interfaz para la MT-CNC.
La llamada del menú de setup aparece descrito en las funciones depuesta en funcionamiento bajo "IU".
Indicación
Softkeys PLC
Activación

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Esquema de la estructura de programa y datos de la MT-CNC 4-1
4 Esquema de la estructura de programa y datos dela MT-CNC
4.1 Indicaciones generales
Los programas NC en la MT-CNC se agrupan en paquetes y los datosNC en listas.
Los datos que son absolutamente necesarios para el proceso demecanizado son introducidos directamente en la memoria MT-CNC o soncargados desde el disco duro de la unidad de mando en la memoria MT-CNC.
No obstante, también es posible almacenar y administrar datos de lamemoria MT-CNC en el disco duro.
Disco duro:
ÜInterface serial
NÚo- CNC:
y de datosen el disco duro
Estructura de
• Parámetros
• Programas NC• Listas
• Listas
• Desplazamientos pto.
• Variables NC• NC-Events
• Correcciones
• Ciclos
• Variables NC• NC-Events
• Listas de• Correcciones
• Parámetros• Ciclos
A• Programas NC• Listas• Ptos. cero
B• Programas NC• Listas• Ptos. cero
y de datosde lamemoria MT-CNC
Estructura de
Paquetes y listas
Datos disco duro ⇔ MemoriaMT-CNC

CNC Interface de usuario grafica V 16
4-2 Esquema de la estructura de programa y datos de la MT-CNC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
En el menú principal del IUG [ ] existen los dos submenús:<F1> Producción y
<F3> Preparación
En ambos niveles se ofrecen menús con el fin de acceder a los registrosde datos representados en la ilustración anterior.
Si un menú (p. ej. variables NC) es llamado a través de un nivel deproducción, el usuario se encontrará inmediatamente en el punto delmenú desde el que pueda acceder a los datos de la memoria MT-CNC.
Con la llamada del mismo menú a través del nivel de preparación, elusuario llegará primero a la "selección de listas" con el fin de disponerrápidamente de los datos archivados en el disco duro.
Si el usuario se encuentra en un menú desde el que accede directamentea los datos de la memoria MT-CNC, se indicará la configuraciónmediante el símbolo CNC en la margen derecho superior de la imagen.
A través de la tecla de función <F3> "Selección de listas" también seaccede a los datos depositados en el disco duro.
Si el usuario se encuentra en un menú desde el que accede directamentea los datos del disco duro, se indicará la configuración mediante elsímbolo de disco duro en el margen derecho superior de la imagen.
Con una sencilla operación también puede disponer de los datos de lamemoria MT-CNC.
El soporte de datos externo también puede ser el disco duro o undisquete, a excepción de la ruta MT-CNC interna. En este caso, "XXX“permite una libre definición de 3 signos.
Los símbolos , y facilitan la orientación del usuario.
Producción - Preparación
Símbolo CNC
Símbolo disco duro (ruta MT-CNC interna )
Símbolo soporte de datosexterno

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Esquema de la estructura de programa y datos de la MT-CNC 4-3
Memoria MT-CNC
Núcleo MT-CNC Disco duro MT-CNC Disquete
ÛTratam.internodatos
IUG
Û
Tratam.externodatos
Tratam.externodatos
IUG
IUGÜ
Fig. 4-1: función del tratamiento de datos del IUG
En todos los cuadros de diálogo para la administración de datos NC lafunción "Selección de listas", con acceso individual a través de la tecla defunción <F3>, contiene todas las funciones de tratamiento de datos. Bajoel punto 4.5 se describen estas funciones válidas para todos los menúsde administración de datos NC:
• Correcciones D
• Acontecimientos NC
• Variables NC
• Desplazamientos de punto cero
En la descripción de las funciones de menú ya sólo explicarán lascaracterísticas correspondientes.
Tratamiento de datos NC
Selección de listas

CNC Interface de usuario grafica V 16
4-4 Esquema de la estructura de programa y datos de la MT-CNC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
4.2 Estructura de programa y datos en el disco duro
En la siguiente fig. se representa la estructura de programa y datos NC.Los campos con un recuadro más grueso contienen los registros dedatos relacionados entre si y que solamente pueden ser cargados deforma íntegra en la memoria MT-CNC o que pueden ser almacenados enel disco duro.
Para todos los datos pueden administrarse un máximo de 99 registros dedatos (paquetes o listas) en el disco duro. En cada uno de los menúspueden visualizarse los directorios de paquetes o listas.
En la siguiente fig. también se identifican los registros de datos queusuario alcanza a través de menús en el modo gráfico (IUG) o en elmodo texto (IU).
El uso de los menús en el modo de texto no se opone a esta descripción(véase descripción del interface de usuario MT-CNC).
Variables NC 12
99
NC-Events 12
99
Desplaza.
1 2 3 4 5 6
12
99
Estación
punto cero
Correcciones D
1 2 3 4 5 6
12
99
Estación
Lista
1 2 3 4 5 6
12
Estación
IU
IUG
99
2
1 2 3 4 5 61
Ciclos Estación
2
99
99
99
Paquete1. Progr. NC
99. Progr. NC...
1
ListaEstación
Estación
Parámetros 1
2
1 2 3 4 5 6
1 2 3 4 5 6
Fig. 4-2: esquema sobre la estructura de programa y datos en el disco duro
Estructura de programa y datosNC
IUG - IU

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Esquema de la estructura de programa y datos de la MT-CNC 4-5
4.3 Estructura de programa y datos en la memoria MT-CNC
En la siguiente fig. se muestra la principal estructura de datos de losdatos de usuario en la memoria MT-CNC. En la parte izquierda serepresentan los datos a los que el usuario tiene acceso directo del IUGen la memoria MT-CNC.
Variable NC
Events NC
Correcciones D
1 2 3 4 5 6Estación
Parámetros
1 2 3 4 5 6Ciclos Estación
Lista
1 2 3 4 5 6Estación
Desplaza
1 2 3 4 5 6Estación
punto cero
1 2 3 4 5 6
Paquete
1. Progr. NC
99. Progr. NC...
1 2 3 4 5 6
ListaEstación
Estación
Memoria NC B
Desplaza.
1 2 3 4 5 6Estación
punto cero
1 2 3 4 5 6
Paquete
1. Progr. NC
99. Progr. NC...
1 2 3 4 5 6
ListaEstación
Estación
Memoria NC A
IUG
IUG
IUG
GBO
IUG
GBO
(0 ... 31 por
7 x 256 = 1792
(0 ... 255 por
7 x 32 = 224
Fig. 4-3: estructura de programa y datos en la memoria MT-CNC
Acceso a la memoria MT-CNC

CNC Interface de usuario grafica V 16
4-6 Esquema de la estructura de programa y datos de la MT-CNC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
4.4 Descripción de datos NC
En los parámetros de sistema se fija el número de estaciones(procesos) y ejes que son administrados por la MT-CNC (sistema), asícomo el establecimiento de la administración de datos de herramienta(registros de datos de herramienta).
En los parámetros de proceso se fijan los datos específicos de estación,por ejemplo las posiciones de coma posteriores que se puedenprogramar y el número máximo que se puede indicar, el número de losbancos de punto cero, autorización de correcciones D, etc.
En los parámetros de eje cada eje recibe la asignación de unadeterminada estación. Las correspondientes designaciones y significadosde eje se encuentran aquí definidos.
Para una detallada descripción de los parámetros de sistema, proceso yeje consulte la Descripción de parámetros.
La MT-CNC dispone de los programas de ciclos NC del usuario y deINDRAMAT. Para informaciones más detalladas sobre los programas NCconsulte la descripción Ciclos NC, Tratamiento de ciclos, así como elManual de programación NC.
Un paquete de programas NC contiene todos los programas NC y listasde preparación (datos nominales de herramienta) necesarios de todas lasestaciones de la MT-CNC.
En la memoria MT-CNC pueden administrarse simultáneamente dospaquetes de programa NC dividiendo la memoria NC en las zonas ‘A’ y‘B’.
La decisión de cual de los dos paquetes de programa NC debe serejecutado es tomada por el usuario a través del interface de usuario o através del PLC. Durante la ejecución de los programas de un paquete deprogramas NC puede cargarse al mismo tiempo un segundo paquete deprogramas NC en la memoria de control. En este caso, es posible que sesobreescriba un paquete de programas NC ya disponible.
Un paquete siempre se carga de forma completa en la memoria MT-CNC. No es posible la transmisión de programas NC y listas depreparación individuales o de los programas de una estación a la MT-CNC.
La lista de preparación incluye para cada número T utilizado en elprograma NC un registro de datos de herramienta que define laherramienta que debe ser usada y los requisitos que requiere ésta.
Para más informaciones consulte las descripciones de
Interface de usuario MT-CNC.
Parámetros
Ciclos
Paquete de programas NC

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Esquema de la estructura de programa y datos de la MT-CNC 4-7
La lista de herramientas de una estación contiene los datos reales deherramienta de todas las herramientas de la estación y representa deesta forma la representación de la memoria de herramienta disponible enla estación.
Los comandos NC para la administración de herramienta aparecendescritos en el capítulo 8 Comandos para la administración deherramientas del manual de programación NC.
Para una completa descripción de todos los datos y funciones enconexión con herramientas consulte las descripciones Administración deherramientas y Administración de los datos de herramienta.
En los datos de herramienta se transmite por separado cada registro dedatos para cada estación a la MT-CNC o viceversa.
Las correcciones D ofrecen al usuario posibilidades adicionales decalcular valores de corrección en el programa NC.
Una aplicación para ello es la corrección adicional en combinación conherramientas.
En las correcciones D se transmite por separado cada registro de datospara cada estación a la MT-CNC o viceversa.
La MT-CNC pone a disposición de cada estación un máximo de 60desplazamientos de punto cero por eje (10 * (G54...G59)) en una lista.
La memoria de programa ‘A’ o ‘B’ cuenta con la asignación de una listade desplazamiento de punto cero en la memoria MT-CNC.
En los desplazamientos de punto cero se transmite por separado cadauna de las listas para cada estación a la memoria ‘A’ o ‘B’ de la MT-CNCo viceversa.
Los NC-Events son variables binarias utilizadas por el programa NC.
P. ej., son utilizados en diferentes estaciones para la sincronizacióndurante la ejecución simultánea de varios programas.
Para una descripción más detallada de events y funciones dependientesde events consulte el capítulo 7 Events del manual de programación.
Los elementos de datos de una lista de acontecimientos abarcan másallá de una estación.
La lista hace referencia a toda la MT-CNC.
Datos de herramienta
Correcciones D
Desplazamientos de punto cero
NC-Events

CNC Interface de usuario grafica V 16
4-8 Esquema de la estructura de programa y datos de la MT-CNC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Una variable NC representa un valor numérico modificable.
En la MT-CNC se dispone de un total de 1792 variables NC (256variables NC por cada estación).
Para un descripción más amplia sobre las distintas posibilidades con lasvariables NC, consulte el capítulo 11 Programación de subprogramas yciclos del manual de programación NC.
Los elementos de datos de una lista de variables abarcan más allá deuna estación.
La lista hace referencia a toda la MT-CNC.
Variables NC

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Esquema de la estructura de programa y datos de la MT-CNC 4-9
4.5 Tratamiento de datos NC
La función "Selección de listas" permite el intercambio de datos entre los3 tipos básicos siguientes de soportes de datos:
• Memoria MT-CNC
• Memoria interna del disco duro delPC-usuario de la MT-CNC
• Soporte de datos externo.
El soporte de datos externo debe ser definido por parte del usuarioreferente a su unidad de disco y ruta a través del menú Selección deunidades o Definición de unidades.
La imagen de acceso de la función "Selección de listas", p. ej. en el menúde desplazamientos de punto cero, muestra la siguente representación.Ésta contiene el tratamiento interno de datos (CNCÛ Memoria internadel disco duro MT-CNC).
Fig. 4-4: selección de listas - tratamiento interno de datos
Selección de listas
Tratamiento interno de datos

CNC Interface de usuario grafica V 16
4-10 Esquema de la estructura de programa y datos de la MT-CNC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Mediante la tecla de función <F4> puede accederse al "tratamiento
externo de datos".
Fig. 4-5: tratamiento externo de datos
Memoria interna de disco duro MT-CNC
Tratam. interno de datos Tratam. externo de datos
Memoria externa de datos (disquete o disco duro)
Memoria MT-CNC
ÜÜ
Fig. 4-6: intercambio de datos
Por ejemplo, si se desea transferir datos de la memoria NC a undisquete, será necesario realizar una memorización intermedia delcorrespondiente fichero en la zona interna del disco duro MT-CNC. Elusuario no necesita conocer designaciones de rutacorrespondientes para esta zona, de hecho sólo deberá usar elcuadro identificado por el símbolo para las listas de datos.
Tratamiento externo de datos
Intercambio de datos
Breve designación de unidad
Designación de unidad

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Esquema de la estructura de programa y datos de la MT-CNC 4-11
En los 3 tipos de soportes de datos básicos se indican las listas en laforma interna MT-CNC.
Solamente en el campo de listas para soportes de datos existe laposibilidad de cambiar este tipo de representación por las designacionesde fichero utilizadas bajo MS-DOS.
Son posibles las siguientes funciones para la manipulación de ficheros enel tratamiento interno o externo de datos:
Tratamiento internodatos
Tratamiento externodatos
Particularidades
- X - -Como número de lista se ofrece elprimer número de lista libre tras laposición del cursor
Fehler!Fehler!Kein gültigerDateiname. - X X X
Consulta de control si la lista debe serborrada
- X X XLa designación de lista interna MT-CNC puede ser modificada
- - X XLa lista es copiada en el soporte dedatos seleccionado. Al usuario se leofrece el primer número de lista libre.
- X - -Trasmisión de la lista desde el discoduro a la memoria MT-CNC
X - - XTransmisión de la lista desde lamemoria MT-CNC o desde la unidadexterna al disco duro
- - X -Transmisión de la lista desde eldisco duro a la unidad externa
Fig. 4-7: funciones para la manipulación de ficheros
Indicación de listas en la formainterna
N°lista: Nombre de lista Fecha Hora
01 Listenname 1 TT.MM.JJJJ HH.MM.SS
ÛÛ

CNC Interface de usuario grafica V 16
4-12 Esquema de la estructura de programa y datos de la MT-CNC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Para la selección del soporte de datos externo se pone a disposición delusuario el menú "Selección de unidades" en el tratamiento externo dedatos y al que se puede acceder a través de la tecla de función <F1>.
Fig. 4-8: selección de unidades
A través de cada línea en la selección de unidades se identifica unaunidad predefinida.
En la siguiente representación se explica el significado de los datos deuna unidad ya predefinida por el usuario de una lista de unidades.
La designación de ruta perteneciente a cada una de las definiciones deunidades no puede visualizarse en esta imagen.
La selección de unidades de CD-ROM no es posible.
Selección de unidades
Indicación de unidades
ABC Unidad disco A LW A
| |
Breve designaciónunidades (3 caracteres enel símbolo
de base)
Designación de unidades(32 caracteres en la líneade encabezado deltratamiento de datos)
Letrasreferente a launidad dedisco(A, B, C...)
Tipo deunidad(momentánsólo sepermiteaquí LWpara unidadde disco)

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Esquema de la estructura de programa y datos de la MT-CNC 4-13
Tras la selección de la unidad deseada puede regresarse al menú"Tratamiento externo de datos".
En la selección de unidades se dispone de las funciones:
• Añadir unidad
• Borrar unidad
• Modificar unidad
En la función "Añadir unidad" o "Modificar unidad" se accede al cuadro dediálogo para la definición de unidades.
Fig. 4-9: definición de unidades
Como configuración básica para la definición de unidades se tomasiempre la unidad desde la que se ha efectuado la llamada para laadición.
Junto a la breve designación de unidad (3 caracteres) basada en elsímbolo para el soporte de datos externo y la designación de unidad(32 caracteres), el usuario aun puede definir en esta imagen de menú launidad de disco y su correspondiente designación de ruta.
Si no se dispone de acceso a la unidad de disco seleccionada (disco duroo disquete en la unidad de disco), se apoyará la selección de ruta através de una indicación de la lista de directorios con función deimportación. Cuando la unidad de disco no está preparada (sin disqueteen la unidad de disco), deberá introducirse una ruta.
Mediante <Esc> o <F8> se concluye la correspondiente definiciónexistiendo siempre la posibilidad de decidir si tras una correcta modifi-cación ésta debe ser finalmente aceptada.
Aquellas unidades que ya han sido definidas y que ya no son necesariaspuede ser otra vez borradas.
Definición de unidades
o
Seleccion de ruta

CNC Interface de usuario grafica V 16
4-14 Esquema de la estructura de programa y datos de la MT-CNC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Con el fin de reducir el número de operaciones destinadas a la definiciónde unidades para el usuario que ya cuenta con más experiencia, seofrecerá en la imagen de menú del "tratamiento externo de datos" laposibilidad de cambiar a la usual designación de fichero y de ruta MS-DOS mediante la tecla <F5>.
El usuario contará además una la aclaración óptica a la hora del cambioen el tipo de
indicación que se basa en un intercambio de los símbolos.
Este cambio también se efectuará de forma automática cuando no sepueda encontrar la indicación de ruta determinada en la definición deunidades.
Una línea de indicación tendrá la siguiente forma:
Pieza de prueba 1 ooXX0020.dat
| |
Nombre de lista de la Nombre de fichero MS-DOS
forma interna MT-CNC
Fig. 4-10: directorio de listas con nombres DOS
Para el fichero en la línea 3 se indica la designación de listas y el nombreinterno DOS.
Al fichero en la linea 4 se le asignó por parte del usuario un nuevonombre DOS durante la carga.
Si el cursor marca un nombre de directorio o de unidad de disco (línea 1,2 o 5), la tecla Enter representada a la derecha simbolizará la posibilidadde cambiar a éste.
Nombres DOS en el tratamientoexterno de datos
Indicación de listas en la formaDOS
Û
5
2
3
4
1

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Esquema de la estructura de programa y datos de la MT-CNC 4-15
En el directorio del soporte de datos externo únicamente se indican tantoen la indicación estándar como en la indicación DOS ficheros quepertenecen al correspondiente tipo de datos del cuadro de diálogo (p. ej.ficheros de desplazamiento de punto cero).
En las unidades y rutas de libre selección sólo se indican las listas sin elencabezado de fichero específico de MT-CNC, de forma que en laselección de la ruta interna MT-CNC como soporte de datos externo laslistas internas de sistema depositadas allí no aparezcan en la indicación.
Si tras una modificación en la definición de ruta o de unidad de discoejecutada en el modo DOS vuelve a cambiarse de nuevo a la forma derepresentación interna MT-CNC, aparecerá en la ventana blanca toda ladesignación de ruta en lugar de la designación de unidad. Además se
mantendrá el símbolo para la indicación de nombres DOS .
Al abandonar la función "Tratamiento externo" pueden transmitirse losdatos modificados para la definición de unidad de la unidad actual.
N° pedido: 10_96
N° pedido: 12_96
Pieza árbol 60
Pieza árbol 90
Preparación deproducción
Selecciónunidades
Lista
Disquete para alimentación de datos dela preparación de producción
A:\
Disco duro de MT-CNC paraarchivamientoC:\ARCHIV\ANR10_96
C:\ARCHIV\ANR12_96
Disquete para transmisión a otramáquinaA:\ÀRBOL_60 Pieza árbol 60
A:\ÀRBOL_90 Pieza árbol 90
Soporte
En la definición se le atribuye a cualquier designación de unidad deseadauna ruta especial adaptada a la organización de acabado con lainformación de la unidad de disco. De esta forma, el usuario se ahorradurante el intercambio de datos NC o el archivamiento la usualorientación obligatoria en el entorno DOS. La selección se limita a lasunidades predefinidas cuando se encuentran preparados los soportes dedatos correspondientes.
Particularidades
Ejemplos de aplicación

CNC Interface de usuario grafica V 16
4-16 Esquema de la estructura de programa y datos de la MT-CNC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Notas

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Programa NC 5-1
5 Programa NC
5.1 Tratamiento de programa
En el tratamiento de programa se trata de un menú en el modo de texto(IU). El control y la visualización se describen detalladamente en elcapítulo "Programación NC del interfaz MT-CNC". La siguienteenumeración proporciona una visión general sobre el conjunto defunciones del menú Tratamiento de programa.
• Administración de un máximo de 99 paquetes NC en el disco duro
Paquetes NC: - registrar
- borrar
- modificar
• Carga de los paquetes NC del disco duro en la memoria A o B MT-CNC
• Administración de un máximo de 99 programas NC por paquete NCpara cada estación
Programas NC - registrar
- borrar
- modificar
- imprimir
- editar
- copiar
- exportar
- importar
• Administración de la lista de preparación
Herramienta - registrar
- borrar
- registrar datos de herramienta
- imprimir lista
• Tratamiento de ciclos
Conjunto de funciones

CNC Interface de usuario grafica V 16
5-2 Programa NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
5.2 Preselección de programa
Mediante el menú Preselección de programa el usuario puede conmutarentre memoria A y B.
Con el paquete de programas preseleccionado a través de este menúpuede preseleccionarse y activarse para cada estación un programa NC.
La llamada del cuadro de diálogo Preselección de programa se efectúamediante <F7> en el submenú Programa y datos (<F7>) del nivel deproducción.
Fig.. 5-1: llamada de preselección programa
En ambas líneas superiores se indican los paquetes NC cargados en lamemoria A y B de la MT-CNC bajo el menú Tratamiento de programa.
La memoria activa queda identificada por medio de la letra roja.
A través de ambas teclas de acción alternativa <F1> (memoria A) y <F2>(memoria B) se indica en la parte inferior el directorio de programa NCperteneciente al correspondiente paquete de la estación activada.
En la memoria activa (paquete NC activo) se identifica el programapreseleccionado en el directorio de programas por medio de la letra roja.
Por encima del directorio de programas se indica el programa quemomentáneamente se encuentra activado.
Conjunto de funciones
Selección de paquete
Programa preseleccionado
Programa activo

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Programa NC 5-3
Tras la preselección de programa coinciden el programa preseleccionadoy el activado. Si durante la ejecución del programa o la búsqueda deregistro se produce la ramificación a otro programa a través de uncomando de salto o una llamada de submenú, este programa se activa yse desvía del programa preseleccionado.
Asimismo se mantiene el programa preseleccionado en el servicio MDI,mientras que como programa activo se indica "MDI".
Por medio de las teclas del cursor puede seleccionarse un programa NCdel directorio de programas NC. Con la tecla de aceptación se activa lamemoria correspondiente y se preselecciona y activa el programa. Eltratamiento del programa puede iniciarse cuando se hayan cumplidotodas las demás exigencias.
La preselección de programa tiene lugar en la respectiva estaciónactivada.
Un cambio de estación puede realizarse a través del menú <F3>Estación.
Los paquetes NC indicados en la memoria A y B y la memoria activa sonidénticos en todas las estaciones. El correspondiente directorio deprogramas NC y el programa activo indicado son específicos de estación.
En la indicación de dos/varias estaciones vale siempre la preselección deprograma para la estación identificada como activa.
La preselección de programa también puede efectuarse en un 2º planodel PLC o a través del SOT (Stations Operator Terminal). Con la llamadadel cuadro de diálogo "Preselección de programa" se indica siempre elestado actual respecto a la memoria activa, programa preseleccionado yprograma activado.
El número del programa preseleccionado se mantiene enla memoria MT-CNC incluso tras cargar un nuevopaquete de programas. Este número puede estarasignado a un programa NC completamente diferenteque se ejecuta mediante "Start" sin una nuevapreselección de programa.
Diferencia programapreseleccionado-activo
Preselección de programa
Conmutación de estaciones
Preselección de programamediante PLC

CNC Interface de usuario grafica V 16
5-4 Programa NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
5.3 Indicación de programa activo
La indicación del programa activo es idónea para seguir el procesamientopor registros del programa NC en la indicación de una y dos estaciones.Para el registro NC activo, siempre en la posición del cursor, se indicanlos registros anteriores, posteriores y contiguos y los comentarios conuna secuencia de números de registros ascendente. Esta secuencia deregistros coincide con la notación en el programa NC.
En la pantalla básica, por el contrario, se indica tras el registro activo elregistro que va a ser procesado a continuación.
La llamada para la indicación del programa activo se efectúa mediante<F4> en el nivel principal del menú de producción.
Si en la pantalla básica se encuentra seleccionada la indicación de unaestación, se indicará una parte del programa activo en la correspondienteestación activa.
Fig. 5-2: indicación de una estación
Conjunto de funciones
Indicación de una estación
Registro activo

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Programa NC 5-5
En caso de una indicación de dos estaciones se indican para ambasestaciones unas partes más pequeñas de programa con el respectivoregistro activo indicado por medio del cursor.
Fig. 5-3: indicación de dos estaciones
En la indicación de varias estaciones se muestra al llamar el programa dela estación activa según la indicación de una estación.
En el cuadro de diálogo, programa activo, se ofrece la selección deestación mediante <F2>.
Ello permite realizar un rápido cambio a otra estación.
Si se indican los programas NC de dos estaciones, también estaránasignadas las softkeys PLC de la estación activa al igual que en lapantalla básica de la indicación de dos estaciones.
Mediante <Ctrl> + <Page down> o <Ctrl> + <Page up> se produce uncambio de la estación activa.
Mediante la tecla <F1> se llama el editor para el programa de la estaciónactiva con el fin de realizar rápidas modificaciones en el programa activo.
El cursor en el editor del programa activo se posiciona inmediatamenteen el registro activo.
Indicación de dos estaciones
Indicación de varias estaciones
Selección de estación
Editor de programa activo

CNC Interface de usuario grafica V 16
5-6 Programa NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Fig. 5-4: editor de programa activo
Para la llamada del editor no es necesaria la interrupción del programa.Sólo cuando se hayan realizado modificaciones serán necesarios unaparada y una interrupción del programa (Ctrl Reset) al abandonar eleditor.
Durante la ejecución del programa, en el editor no se actualizará más elcursor en caso de producirse un cambio de registro. La reaparición delcursor sólo se llevará a cabo mediante una operación.
Esta función se encuentra ampliamente descrita en el párrafo 5.4 "Editorprograma activo".

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Programa NC 5-7
5.4 Editor de programa activo
Con la función "Editor de programa activo" es posible un accesocondicionado al correspondiente programa NC activo o preseleccionadoen un paquete de programas de la memoria MT-CNC a través del IUG.
En este programa es posible realizar la modificación, complementación,adición o borrado de registros NC, indicaciones NC o comentarios.
Todo el paquete de programas debe haber sido cargado primero a travésdel menú Tratamiento de programa desde el PC del usuario en lamemoria MT-CNC. Dentro de este paquete de programas es posible queprimero sólo se edite el programa activo independientemente de lamemoria A o B.
Un programa está activado cuando ha sido preseleccionado a través dela preselección de programa o cuando ha sido llamado a consecuenciade ramificaciones de programa durante su ejecución.
La indicación del nombre de programa del programa activo aparece en laventana 3 de la pantalla básica y en las funciones del programa activo yde la preselección de programa.
Tras el procesamiento de un registro MDI se indica como programaactivo MDI. En este caso, se llama el programa preseleccionado para eleditor.
La función "Editor" de programa activo se llama en la ocupación estándaren el menú de producción a través del subnivel <F7> programa y datosmediante <F1>.
En la función "Programa activo" se encuentra determinada la llamada através de la tecla <F1>.
Cuando un programa ha sido creado por medio del "Shop floorprogramming system" (SFP), es posible ramificar directamente en elSFP al acceder al editor. El correspondiente programa de fuentes SFP yaestá preseleccionado. Antes de la conclusión del SFP puede recargarsede forma selectiva el programa NC modificado en la memoria A o B yproseguirse el procesamiento con "Start".
Conjunto de funciones
Requisito
Programa activo
Llamada
Programas NC creadosmediante SFP

CNC Interface de usuario grafica V 16
5-8 Programa NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Fig. 5-5: editor de programa activo
Tras la llamada se indica en el cuadro de diálogo el programa activado.El cursor se encuentra en la primera línea de programa (¡al llamar desdela función "Indicación programa activo" el cursor se encuentra en elregistro activo!)
El programa indicado es una copia del programa que se encuentra en lamemoria MT-CNC. Gracias a ello puede efectuarse la llamada del editordurante la ejecución del programa sin tomar riesgos.
Solamente al abandonar el cuadro de diálogo a través de <F8> o <Esc>,el usuario deberá tomar una decisión sobre el procedimiento a seguir.
Fig. 5-6: cerrar el editor programa activo
<F8> o <Esc>

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Programa NC 5-9
Al confirmar "Si" se iniciará la transferencia del programa modificado enla memoria MT-CNC con texto sintáctico y el almacenamiento delprograma en el paquete NC del disco duro.
Para la transferencia del programa modificado debe una ejecución delprograma e interrumpirse el programa mediante "Ctrl Reset". Tras unacorrecta transferencia, el programa estará de nuevo establecido y elprocesamiento puede ser iniciado comenzando con el registro N000. Alllamar la búsqueda de registro puede seleccionarse cualquier registro deentrada deseado.
Si durante la transferencia se detecta un error sintáctico, el usuario podrácorregir inmediatamente el error en la ventana del editor que ya seencuentra abierta. Al mismo tiempo, la sintaxis incorrecta en registro confondo claro se indica en el entorno del programa de color rojo.
Fig. 5-7: prueba sintáctica
En caso de que no sea posible transmitir un programa sin erroressintácticos, puede reactivarse de nuevo el estado original del programa.
Al confirmar "No" se rechaza la versión de programa modificada y elestado original del programa se mantiene o es reactivado a través de unatransmisión de la versión original en la memoria MT-CNC.
Al interrumpir o <Esc> puede reanudarse la edición en el programaactivo.
Prueba sintáctica

CNC Interface de usuario grafica V 16
5-10 Programa NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Para la edición en el programa activo se dipone de las funciones
• Cambiar registro
• Añadir registro
• Borrar registro
• Buscar cadena de caracteres
• Ciclos NC.
Con el cursor se selecciona un registro o una línea de comentario que seacepta mediante la tecla Enter en una ventana de edición con el fin derealizar modificaciones. Durante la edición es posible seleccionar entre elmodo de sobreescribir y el modo de inserción mediante la tecla <Ins>.
Mediante la tecla <F1> se abre la ventana de edición y es posible añadirtodo un nuevo registro o un comentario ante la línea marcada.
La nueva enumeración de registros se efectúa de forma automática.
El registro o comentario marcado se borra del programa.
La nueva enumeración de registros se efectúa de forma automática.
En todo el programa es posible buscar una cadena de caracteresprefijable (máximo 22 caracteres). Durante la búsqueda no distingueentre mayúscula y minúscula.
La búsqueda siempre se realiza en dirección final de programa. En casode una llamada repetida de <F3> se mantiene la cadena de caracteresintroducida. Ello permite realizar varias veces la búsqueda.
En el programa NC seleccionado para editar pueden añadirse ciclos NCapoyados por diálogos.
El punto de menú Ciclos NC aparece descrito en el capítulo 5.5
Funciones de edición

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Programa NC 5-11
5.5 Ciclos NC
Para procesos de mecanizado utilizados con frecuencia pueden añadirseen el programa NC llamadas de ciclos estándares o de usuario. El ciclorecibe casi siempre los datos necesarios a través de variables NC fijas oevents NC como "precarga" antes de la propia llamada de ciclo.
La selección del ciclo deseado, la introducción apoyada por diálogos delos valores para las variables y events, así como la inserción en elprograma NC se realiza a través de la función "Ciclos NC".
Todo el paquete de ciclos debe haber sido cargado antes a través delmenú Tratamiento de programa desde el disco duro en la memoria MT-CNC.
En caso de ciclos de usuario, los datos para el diálogo de entrada debedepositarse, según la sintaxis fijada, en cada encabezado de unprograma de ciclos. La correspondiente imagen de ayuda debealmacenarse en el directorio establecido para ello.
Antes de la llamada de los ciclos NC, el cursor en el editor esposicionado en la línea ante de la que deben ser insertados los registrosde ciclos.
Con la llamada "Ciclos NC" se indica el directorio de ciclos que fuecargado para esta estación en el paquete de ciclos. „U“ y „S“ al final delas líneas designan los ciclos de usuario o de sistema.
Fig. 5-8: selección de ciclos
Tras la selección y aceptación del ciclo deseado se indica una ventana dediálogo para la introducción de los valores para las variables y events.
Conjunto de funciones
Requisitos
Llamada
Selección de ciclos

CNC Interface de usuario grafica V 16
5-12 Programa NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Fig. 5-9: diálogo de ciclos
Si para el ciclo activo puede elegirse entre varias imágenes de ayuda, esposible puede seleccionar e indicar la imagen adecuada mediante <F1>selección de gráfico.
Bajo la imagen de ayuda aparece el comentario más específico deimagen para la posición de cursor en la lista de variables/events. Bajo ladesignación de ciclos en la ventana amarilla se indica la parte delprograma que deber ser insertado en el programa activo.
Es posible asignar valores a las variables valores dentro de límitesprefijables. Comandos de set o reset para events son modificables.
Mediante <Esc>, <F8> o <Enter> (cursor sobre llamada de ciclos) puedeabandonarse el diálogo y volverse al editor. Antes de que la secuencia deprograma sea realmente insertada en el programa actual, tiene lugar lapetición de confirmación para el usuario.
Tras la vuelta al editor pueden editarse como siempre los registrosinsertados. Los datos introducidos ya no estarán disponibles en caso deuna nueva llamada del diálogo de ciclos.
Nota: Una carga sin errores del programa NC en la memoria MT-CNC sólo es posible cuando todos los valores de variableshan sido definidos.
En cualquier momento puede abandonarse el diálogo y llamar de nuevoel directorio de ciclos para la selección de otro ciclo. No obstante, en estecaso se pierden los datos indicados del ciclo seleccionado.
Abandonar el diálogo

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Programa NC 5-13
5.6 Búsqueda de registro
La búsqueda de registro permite al usuario la posibilidad de iniciar elprocesamiento NC en medio del programa NC.
El usuario selecciona en un cuadro de diálogo el registro de entradadeseado desde el que se debe seguir procesando inicialmente elprograma NC.
Tras el inicio del NC-Start comienza el NC con el procesamiento delprograma sobre la base de los estados actuales de máquina y controldesde este registro. Los registros anteriores no se ejecutan o no setoman en consideración.
Normalmente se utiliza la búsqueda de registro para la selección de unregistro principal que contenga todos los datos geométricos ytecnológicos necesarios para resto del funcionamiento de programa,especialmente también el cambio de herramienta.
La búsqueda de registro también puede ser utilizada para la selección decualquier registro NC desesado (registro paralelo). Para ello, el usuariodeberá configurar primero los datos geométricos y tecnológicosnecesarios en el servicio MDI.
Gracias a ello pueden establecerse los requisitos necesarios en lamáquina para el propio registro de entrada. Requisito para ello es que enel PLC se apoye este procedimiento.
La función "Búsqueda de registro" no se incluye en la ocupación estándarde las teclas de función.
La "búsqueda de registro" debe ser determinada e implementada por elfabricante de máquinas como softkey PLC o como tecla de función.(véase documentación del fabricante de máquinas).
Durante la llamada de la búsqueda de registro se indica en un cuadro dediálogo el programa NC activo.
Cuando tras el procesamiento de un registro MDI se llama la búsquedade registro, aparecerá el programa NC preseleccionado en la indicación.
En el programa NC indicado aparecerá el cursor siempre en el registroque comienza con "N000".
Conjunto de funciones
Búsqueda de registro en elregistro principal
Búsqueda de registro enregistro principal
Ocupación de teclas
Llamada de función

CNC Interface de usuario grafica V 16
5-14 Programa NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Fig. 5-10: llamada de función búsqueda de registro
Mediante las teclas del cursor puede seleccionarse el registro de entradadel programa NC indicado. La conmutación del cursor siempre se realizaen el siguiente número de registro, independientemente de cuantaslíneas abarque el registro o un comentario resultante.
Mediante la tecla “POS1“ puede saltarse al registro "N0000" y con la tecla„End“ al registro antes del „final de programa“. Si el programa NC es másamplio que una página de pantalla, puede hojearse por páginas mediantelas teclas page.
Dentro del programa indicado es posible buscar una cadena decaracteres prefijable. Durante la búsqueda no se distingue entremayúscula ni minúscula.
La búsqueda siempre se realiza en dirección final de programa. Lacadena de caracteres también puede ser parte de un comentario.
El registro de entrada deseado se acepta con la tecla "Enter". Al mismotiempo se abandona el cuadro de diálogo. En la pantalla básica apareceen las ventanas correspondientes el registro de entrada seleccionadocomo registro activo y como programa activo el programa pertencecienteal registro de entrada.
Con el inicio del programa se comienza con el procesamiento de esteregistro.
Selección del registro deentrada
Modo de búsqueda
Aceptación del registro deentrada

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Programa NC 5-15
Cuando el cursor es posicionado sobre un registro NC que incluye un
BRA, BST, BES, BER, BEQ, BNE, BPL, BMI, BRF, BTE,
se buscará automáticamente la marca de referencia indicada en elcomando de salto al pulsar <F1> Nivel+ y el cursor es posicionado sobreel registro NC. En caso de saltos condicionales, siempre se llevará acabo el salto sin la evaluación de la condición. El cursor puede serposicionado de nuevo dentro del programa.
Al igual que en el procesamiento, la búsqueda de la marca de referenciase efectuará primero en el mismo programa, posteriormente en elprograma 99.
Antes de que se lleve a cabo el salto BES o BER a la marca a través dela tecla <F1>, el usuario tendrá la posibilidad de modificar arbitrariamenteel event y saltar después hasta la marca de referencia indicada.
Si el cursor es posicionado sobre un registro que contiene un comandoJMP para otro programa, se llamará a la indicación el programa indicadoallí mediante <F1> y la búsqueda puede ser reanudada tras el registro deentrada.
La entrega del número de programa en el comando JMP puedeefectuarse a través de una variable (p. ej. JMP @2). El valor de lasvariables se indicarán por el usuario cuando éste pulse la tecla <F1>. Almismo tiempo se le ofrece la posibilidad de introducir directamente unnuevo valor para esta variable o de ejecutar el salto a este programa ointerrumpir la acción.
Fig. 5-11: saltos a otros programas
En el nuevo programa puede reanudarse la búsqueda por el registro deentrada.
Saltos a marcas de referencia
BES<Marca><Event>BER<Marca><Event>
Saltos a otros programasJMP<N° progr>
JMP<Variable>

CNC Interface de usuario grafica V 16
5-16 Programa NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Si el cursor se encuentra sobre un registro NC que contiene una llamadade subprograma, en caso de unos comandos BSR y BEV, se buscará alpulsar <F1>
la marca en el mismo programa o en el programa N° 99 y el cursor esposicionado sobre este registro.
En caso de los comandos JSR y JEV se busca y se indica el programapreviamente indicado.
El cursor se encuentra en el primer registro N000 de este programa.
Antes de que se ejecute la llamada del subprograma BEV y JEV medi-ante la tecla <F1>, el usuario puede modificar el event de la forma quedesee.
Fig. 5-12: llamadas de subprograma
Si la entrega del número de programa en JSR se realiza a través de unavariable (p. ej. JSR @10), aparecerá una ventana antes de la llamada delsubprograma que indica el valor de las variables.
Al mismo tiempo, al usuario se le ofrece la posibilidad de introducirdirectamente un nuevo valor para la variable o de llamar el subprogramao interrumpir la acción.
En caso de llamadas de subprogramas a través de las teclas <F1>, ladirección de retorno del programa a llamar nunca se memorizará deforma visible para el usuario.
Cuando el registro de entrada en el subprograma se selecciona a travésde la tecla de aceptación, el NC (en caso de un comando RTS) puedereanudar el procesamiento en el programa a llamar al final delsubprograma.
Llamadas de subprograma
JSR<N° progr.>JEV<N° progr.><Event>
BEV<Marca><Event>JEV<N° progr.><Event>
JSR<Variable>
Dirección de retorno
Retorno tras la ejecución delsubprograma

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Programa NC 5-17
Cuando el usuario ha efectuado una llamada del subprograma (UP) através de la tecla <F1> y, p. ej., no ha podido encontrar en elsubprograma el registro de entrada deseado, tendrá la posibilidad deregresar desde el subprograma a la posición de llamada en el programallamante pulsando la tecla <F2> Nivel-. Por ello, la dirección de retornomemorizada a través de <F1> para la llamada del SP (subprograma) yano tiene valor alguno y es borrada.
Desde el programa principal, pueden memorizarse de forma no visiblepara el usuario un máximo de 9 direcciones de retorno. Gracias a ello,puede seleccionarse un registro de entrada que se encuentre en el nivel10 (9 llamadas UP). En este caso, no tiene significado alguno a través dequé comando (BSR, JSR, BEV o JEV) se ejecuta la llamada. Durante laejecución, el NC regresa al programa principal llamado a través de loscomandos RTS en caso de una correcta programación y una acertadapreselección del registro de entrada. Asimismo, el usuario puede hacerretroceder por pasos las llamadas de subprograma ejecutadas a travésde la tecla <F1>.
En la siguiente imagen se representa un ejemplo de programa en el quese explican importantes pasos de uso de la función búsqueda de registro.
Programa 50
.START...
BRA .Marca1...
.Marca1...
BSR .UP1...
BST .START
(Programa 50 o 99)
.UP 1@1=@1-1 BEQ .Marca2
....Marca2
...JSR @2
...RTS
➀
➁
➂
➃Programa 60
.START...
M4 S100➄
Fig. 5-13: ejemplo de programa búsqueda de registro
Retorno a través del controldesde el UP
Número de llamadas SP
Ejemplo

CNC Interface de usuario grafica V 16
5-18 Programa NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Al programa 50 puede accederse a través del menú "Preselección deprograma". Con la llamada de la función "Búsqueda de registro" se indicael programa 50 preseleccionado.
El cursor se encuentra en el primer registro del programa NC.
El cursor es posicionado desde la línea .START. a la línea BRA .marca 1.Al pulsar <F1> se buscará primero en el propio programa (sinodisponible, en programa 99) por la marca .marca1 y el cursor es posi-cionado sobre la correspondiente línea.
Cuando la marca .marca1 se encuentra en el mismo programa, tambiénpuede llegarse a esta línea a través de las teclas del cursor.
Si el cursor se encuentra en la línea .marca1, las teclas <F1> y <F2> noserán válidas.
Cursor: BSR .UP1
Al pulsar <F1> se buscará primero la marca .UP1 en el propio programa(sino disponible, en programa 99) y el cursor es posicionado sobre lalínea con la marca. Puesto que se trata de una llamada de subprograma,se memorizará la dirección de retorno.
Nota: Tras una conmutación opcional del cursor, éste siemprevolvería a la línea de llamda SP BSR .UP1 al pulsar <F2>. Lallamada SP se "deshace".
Cursor: @1 = @1-1 BEQ .marca 2
En la línea seleccionada, la pulsación de la tecla <F1> siempre esbuscada en toda la línea de programa tras un comando de salto ollamada de subprograma y se salta hasta la marca indicada (marca2).
En caso de saltos condicionales, siempre se efectuará el saltoindependientemente del resto de la línea de programa. La variable @1no será influida o evaluada.
Cursor: JSR @2
Tras la pulsación de <F1> aparece una ventana que muestra el contenidode las variables 2. Si la variable 2 ya posee el valor del número deprograma 60 deseado, puede ejecutarse la llamada SP mediante "Si".
Cuando la variable aun no posee el valor correcto, debido a que el pasajecorrespondiente en el programa NC fue ejecutado, el valor de lasvariables 2 puede ser directamente modificado y posteriormenteejecutada la llamada SP.
El programa 60 queda indicado y el cursor se encuentra en la línea.START.
La dirección de retorno queda memorizada.
Llamada búsqueda registro
�
ô
í
÷

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Programa NC 5-19
Nota: Si el registro de entrada deseado en el programa 60 no debeser encontrado, puede reanudarse la búsqueda en elprograma 50 tras el registro de entrada.
En cualquier posición de cursor puede regresarse a la línea JSR @2 enel programa 50 mediante <F2>.
Al pulsar de nuevo <F2>, el cursor volvería de nuevo a la línea BSR .UP1
En este caso se anularían todas las direcciones de retorno.
Cursor: M4 S100
Cuando no se ejecuta ninguna de los retornos posibles, puedeseleccionarse también, al igual que en cualquier otra posición, en elprograma el registro de entrada y aceptarse mediante la tecla Enter. Deesta forma se abandona el cuadro de diálogo "Búsqueda de registro" ycon "START" comienza la ejecución del programa con el registro deentrada seleccionado.
A través de la memorización de las direcciones de retorno puedenejecutarse correctamente los retornos desde los subprogramas durantela ejecución del programa.
El programa 50 se indica como programa preseleccionado y el programa60 como programa activo.
Nota: La búsqueda de registro por registros NC en ciclos no esposible.
û

CNC Interface de usuario grafica V 16
5-20 Programa NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
5.7 Reposicionar
Las funciones reposicionar/reavanzar sirven para reanudar el mecani-zado tras una interrupción del programa y en las que el usuario ha re-tirado manualmente la herramienta del contorno mediante pulsaciones,p. ej. para llevar a cabo un control visual de la herramienta.
Al reposicionar se avanza hasta el punto de interrupción desde el que seretiran los ejes.
Reposicionar
Retirar mediante pulsaciones
final del registro
Interrupción del programa
Inicio del registro
Fig. 5-14: reposicionar
Conjunto de funciones
Reposicionar

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Programa NC 5-21
Al reavanzar se avanza hasta el punto de inicio de registro del registrodesde el que se retiraron los ejes.
Retira mediante pulsaciones
Reavanzar
Interrupciòn del programa
final del registro
Inicio del registro
Fig. 5-15: reavanzar
En el funcionamiento manual, el retorno al contorno se efectúa mediantela pulsación de los ejes según el orden deseado.
La compensación por suma se alcanza a través de la ejecución delprograma NC especial .REPOS.
En este programa NC, el fabricante de máquinas fija el orden de losmovimientos de compensación.
Reavanzar
Compensación individual de eje
Compensación por suma

CNC Interface de usuario grafica V 16
5-22 Programa NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
La estrategia de control y la ocupación de teclas de las funciones"reposicionar" y "reavanzar" está estrechamente relacionada con la lógicade enlace en el PLC y las señales de interfaces PLC-NC y pueden serestablecidos de forma relativamente libre por parte del fabricante demáquinas de acuerdo a sus necesidades.
La llamada de una pantalla especial para el apoyo del manejo en lacompensación se realiza a través de softkeys PLC.
El preciso control y la ocupación detallada de las teclas debe consultarseen la descripción del fabricante de máquinas. La descripción de funciones"Reposicionar y reavanzar" (MT-CNC - carpeta 5, capítulo 6 - N° doc.:109-0668-4176-00) sirve en este caso como ayuda para el fabricante demáquinas.
El establecimiento de imágenes para las funcionesreposicionar/reavanzar sólo difieren en la línea de título y se apoya en elestablecimiento de la pantalla básica.
Las tres ventanas no son modificables.
No se preve la indicación dos estaciones ni la función de lupa.
Fig. 5-16: llamada reposicionar
Ocupación de teclas
Establecimiento de imágenes

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Programa NC 5-23
En la ventana 1 se indican para todas las designaciones de eje lossiguientes datos específicos de eje.
• Valor final (posición destino para compensación)
• Valor nominal (posición nominal momentánea)
• Trayecto restante (diferencia de trayecto entre posición nominalmomentánea y posición de destino para compensación)
El símbolo identifica los ejes que requieren un movimiento decompensación.
Un movimiento de compensación será necesario cuando el eje fuedesplazado para la compensación mediante pulsaciones de la ventanade posicionamiento permitida o cuando al reavanzar no se encuentra enel punto de inicio de registro.
Si un eje tras una interrupción de programa se encuentra en la ventanade posicionamiento del punto de compensación o éste alcanza la ventanacon una compensación individual o por suma, el símbolo para lacompensación de eje necesaria desaparecerá.
En la ventana 2 se indican para el avance el valor real, valor nominal yoverride.
Para todos los husillos se indica la frecuencia de giro real, frecuencia degiro nominal y el override de husillo.
En las dos últimas columnas se indica para los husillos el comando Mactual (M real) y el comando nominal M de husillo (M nominal) en elmomento de la interrupción del programa. Como comandos M de husillotenemos M3, M4, M5 y M19 (ó M103, M104 etc.).
Si M real y M nominal no coinciden, este estado se identificará por el
símbolo como en la compensación de eje.
El símbolo desaparece en cuanto se establezca la coincidencia.
Antes de reanudar el procesamiento del programa debe establecerse lacompensación de los husillos. La compensación automática de husilloses apoyada por una función especial del IUG. Esta función debe seradecuadamente integrada por parte del fabricante de máquinas en elprograma PLC y, p. ej., ser implementada a través de una softkey PLC deforma que sea accesible.
En la ventana 3 se indican el programa NC activo, registro NC activo, laherramienta activa, los comandos M activos y los comandos G activos.
Detrás de la herramienta activa aparece el símbolo de compensación porsi la interrupción de programa ha sido manipulada con la herramienta ocon la memoria de herramientas.
En cuanto el estado de salida haya sido establecido de nuevo,desaparecerá el símbolo de compensación.
Compensación de ejes
Compensación de husillos
Compensación de herramientas

CNC Interface de usuario grafica V 16
5-24 Programa NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
La pantalla especial se abandona a través de la supresión selectiva porparte del usuario o bien de forma automática cuando se hayan cumplidolas exigencias de compensación para todos los ejes, husillos yherramienta. Este estado existirá cuando ya no se indique ningúnsímbolo de compensación. Al abandonar esta función aparecerábrevemente este mensaje.
Fig. 5-17: abandonar reposicionar
Durante la visualización de la pantalla especial de reposicionar/reavanzar,el nivel de las teclas de función sigue estando activo.
P. ej., es posible que el usuario pueda efectuar modificaciones en losdatos de punto cero o de herramienta.
No obstante, en este caso se pide especial cuidado en la compensaciónindividual o por suma.
Cuando los datos de punto cero o de herramienta son modificados tras lainterrupción del programa y antes de la llamada de la función, el usuariorecibirá una breve indicación durante la llamada de la función.
Fig. 5-18: modificación de los datos de punto cero
Abandonarreposicionar/reavanzar
Modificación de los datos depunto cero o de herramienta

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Programa NC 5-25
5.8 Archivo (función IU)
En cada área de ordenador en el que se generan o editan datos, deberíaefectuarse un almacenamiento de datos en espacios de tiempo regularesy no demasiado amplios. El almacenamiento de los datos másimportantes puede efectuarse en el menú "Puesta en funcionamiento"con la ayuda de la función "Archivo". Para ello se carga el IU.
Respecto a este punto, véanse explicaciones en el capítulo 6.1.
5.9 Shop floor programming system (SFP)
El shop floor programming system (SFP) no se incluye de forma estándaren el paquete software, sino sólo puede obtenerse mediante un pedidoespecial.
El sistema SFP guiado por menú se caracteriza por un fácil diálogográfico, así como por sus sencillos programas de geometría y deprocesamiento con amplias posibilidades de realizar modificaciones. Setrata ante todo de un software previsto para su aplicación en la MT-CNCcon el fin de crear programas de piezas.
El presente SFP tiene en cuenta los procesos de acabado taladrar, fresar(2 ½ D) y girar, y permite además muchos otros procesos.
La programación de pieza se realiza a través de un diálogo apoyado porun menú de guía y gráficos. Como resultado se genera en un segundoplano junto al programa de control CNC un programa de piezas comofichero de texto fácil de interpretar y que posibilita la capacidad dereproducción de un proceso de mecanizado para otra máquina deherramientas o la corrección y prolongación del programa de piezas encualquier momento tanto dentro del sistema de programación como conla ayuda de un editor de texto.
El sistema de programación CNC apoya al usuario en la descripcióngeométrica mediante:
• una cómoda función de contorno
• una posibilidad de predeterminar elementos geométricos (puntos,rectas, circulos) o de construir desde elementos anteriormentedefinidos y utilizarlos en otra parte, p. ej. en la definición de contorno
• la conversión de la secuencia de puntos en contornos
• la manipulación geométrica de contornos y cantidades de puntos(girar, reflejar y desplazamiento de traslación).
Conjunto de funciones
Conjunto de funciones
Programación de pieza
Descripción de geometría

CNC Interface de usuario grafica V 16
5-26 Programa NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
El apoyo tecnológico queda garantizado por el sistema a través de:
• una determinación del valor de corte desde un fichero de valores decorte válido para todos y que puede ser complementada con valoresde corte predeterminados por el mismo usuario para una determinadacombinación herramienta-material de corte-materia
• la posibilidad de la programación efectiva de un mecanizado porvarios lados
• realización de secuencias de etapas de trabajo completas parataladrados incluyendo la selección de herramienta
• una sencilla programación de elementos estándares
• una división de corte al fresar y girar, lo último teniendo en cuenta elcorrespondiente estado de mecanizado de la herramienta.
El programa de piezas terminado puede ser simulado gráficamentedesde todos los ángulos de visión.
El diálogo de entrada, incluyendo las peticiones del menú y las imágenes,así como los procesos tecnológicos básicos están escritos en unlenguaje puede ser procesado por el mismo sistema. De esta forma,existe la posibilidad de que el usuario pueda adaptar el sistema segúnsus necesidades.
Los programas NC creados con el SFP puede ser insertados y trans-mitidos directamente en un directorio de paquete NC. Es posible unatransmisión directa a la memoria A o B de la MT-CNC.
Para una descripción más detallada consulte el "Manual de operaciones yde programación taladrar-fresar-girar para el SFP".
La llamada del SFP en el IUG se encuentra en el menú principal"Preparación".
Apoyo tecnológico
Simulación gráfica
Entrada
Transferencia de programa NC

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-1
6 Datos NC
6.1 Desplazamientos del punto cero
Generalidades
Los desplazamientos del punto cero (NPV) se administran en registros dedatos reunidos en listas tanto en la memoria MT-CNC para la produccióncomo también en el disco duro para la preparación de producción (véasecapítulo 3.2).
Los efectos y la aplicación del desplazamiento del punto cero aparecendescritos en el capítulo 3.5 del Manual de programación NC.
El menú "Desplazamiento del punto cero" es un cuadro de diálogo desdeel que resulta un ramificación en varios submenús.
Es posible realizar las siguientes funciones:
• Visualización y modificación de los datos del punto cero para todos losejes en la memoria A y B y en el disco duro con posibilidad deelección.
- Banco de puntos cero
- Estación
Datos puntocero
Memoria MT-CNC Disco duro
Indicación modificablemedianteintrodu.manual
Indicación/Almacenamiento
modificablemedianteintrodu.manual
G52 X
G54-G59 X X X X
Offset general X X X X
G50/G51 X
∑ todos NPV X
• La modificación se efectúa introduciendo un valor o una expresiónmatemática en caso de una introducción absoluta o de adición. En lamemoria MT-CNC además se preve una transmisión del valor real.
• Transmisión de las listas desde el disco duro a la memoria MT-CNC oviceversa.
• Insertar, borrar, modificar y copiar listas en el disco duro.
• Asignación de comentarios a cada banco de puntos cero, grupo G yoffset en la memoria MT-CNC y en el disco duro.
• Determinación de la secuencia de ejes indicada para la configuraciónde la indicación.
En la siguiente fig. se representa de forma esquematizada la estructuradel menú NPV. En este caso han sido señalizados las posiciones de
Organización de datos
Efectos
Conjunto de funciones

CNC Interface de usuario grafica V 16
6-2 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
entrada desde los menús Producción, Preparación y Medición del puntocero. Excepto el comando de llamada y retorno representado se vuelvena abandonar los niveles mediante <F8> o <Esc> a través del recorridopor el que se realizó la entrada.
Station 6
Station 1
Estación 0Memoria B
Speicher A
Producción
Preparación
Medición
Memoria A
99
2
1
Estación 1
Estación 6
pto. cero
Fig. 6-1: estructura del menú desplazamiento del punto cero

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-3
En la siguente fig. se representan submenús que inicialmente puede serdesde la llamada del desplazamiento del punto cero del nivel deproducción. En el resto del texto se explica cada una de las llamadas defunción desde el menú básico Desplazamiento del punto cero.
Producción
Selección de estación
Selección de lista
Configuración de indicación
Menú básico Medición pto. cero
Fig. 6-2: esquema desplazamiento del punto cero menú básico
Menú básico Desplazamientodel punto cero

CNC Interface de usuario grafica V 16
6-4 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Menú básico para el desplazamiento del punto cero
Al acceder al menú NPV desde el menú de producción aparece lasiguente imagen de visualización:
Memoria seleccionada
Inicio de tabla con designa. eje completa
Banco seleccionado
Nombre de
Ejes en orden preseleccionado
Programa NC activo
Marg. selección para bancos pto.
Iindicación de comentario para banco y
Unidad de medida indicada/parametrizada del
Estación seleccionada
Fig. 6-3: desplazamiento del punto cero
La representación de cifras de los datos se efectúa en el sistema derepresentación de coma fija donde la posición de los puntos decimalesen el campo de datos depende de los parámetros de proceso. En estecaso, la cifra de posiciones de coma posteriores es válida para laindicación del valor NPV y la cifra de posiciones de coma posteriorprogramable lo es para la introducción de valores.

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-5
En el campo de texto se representan de color rojo:
• G52, cuando está activo.
• Campo de texto G54-G59, cuando en el banco de puntos cero activoindicado está activada una de las condiciones de recorrido G54...G59.
• Campo de texto offset gener. no depende del banco de puntos cerocuando una de las condiciones G52 o G54...G59 está activa y almenos un valor del offset gener. es diferente a cero.
• Campo de texto G50 o G51 cuando uno de los valores dedesplazamiento del punto cero no es cero.
• Todo el campo de texto cuando la suma de todos los valores activosde desplazamiento es diferente a cero.
• El banco de puntos cero activo cuando ha sido preseleccionado.
• La memoria activa cuando ha sido preseleccionada.
• El programa NC cuando está activado.
Con la entrada en el menú NPV se indican automáticamente el banco depuntos cero, la memoria A o B activa, así como la secuencia de ejesmemorizada. Estas configuraciones pueden ser modificadas por elusuario.
Configuración del menú de desplazamiento del punto cero
Selección del banco de punto cero:
El número permitido de los bancos de puntos cero queda determinadopor parte del fabricante de máquinas en los parámetros.
Tecla Pgdn: N° banco +1 (cuando se ha alcanzado máx. número permitido, se cambia a banco 0).
Tecla Pgup: N° banco -1 (cuando se tenía el ajuste banco 0, se cambia al
n° de banco máx. permitido).
Cada banco de punto cero cuenta con la asignación de un registro dedatos propio e independiente G54 - G59. El offset general solamente seda una vez.
Selección de los ejes indicados en la tabla de puntos cero:
En la imagen del menú básico y de edición sólo puede indicarserespectivamente un extratco de tres ejes de toda la tabla en la ventanade indicación. A través de las teclas del cursor se desplaza la ventana deindicación.
En el encabezado de tablas se encuentran las completas designacionesde eje (también 2ª designación de eje) del extracto que se acaba deseleccionar de toda la tabla de puntos cero.
En la barra de eje verde que se encuentra en la parte superior seencuentran las designaciones de eje actuales visualizables con estaconfiguración de indicación con ayuda del cursor.
Identificación de datos activos
Preconfiguración al llamar elmenú

CNC Interface de usuario grafica V 16
6-6 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
En la barra verde se marca el extracto indicado de la tabla completa depuntos cero. La asignación de ejes representada en la barra verde puedeser configurada en el menú Indicación.
Selección de la memoria A o B:
Se accede a la memoria indicada en la tecla.
La tecla acciona de forma alternativa la memoria A y B.
Selección de la estación:
En la imagen básica y en la selección de listas se ofrece mediante lasteclas <F2> o <F5> un menú para la conmutación de estaciones.
Si en el menú Desplazamiento del punto cero se efectúaun cambio de estación, este cambio tendrá un efectoglobal, es decir, se indica el funcionamiento principal y elsubordinado así como las softkeys PLC de la estaciónque se acaba de seleccionar. Al retornar a la indicaciónde posición, la estación seleccionada a través del cambiode estación se encuentra activada.
Mediante esta función se accede a un nuevo cuadro de diálogo. Éstaofrece la posibilidad de cargar listas de punto cero del CNC en el discoduro y viceversa.
Esta imagen de presentación supone al mismo tiempo el punto deentrada desde el menú "Preparación".
En la siguiente fig. se representa de forma esquemática el principio deacción que resulta al cargar las listas.
Selección de listas

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-7
Estación activa. . .
. . .
. . .
Lista 99Lista 2
Lista 1
91
Banco 0
G59
G54...
Estación 0
Lista 99Lista 2
Lista 1
91
Banco 0
G59
G54...
Estación 1
Lista 99Lista 2
Lista 1
91
Banco 0
G59
G54...
Estación 6
Memoria A
91
Banco 0
G59
G54...
Memoria B
Memoria configurada
Estación 0
91
Banco 0
G59
G54...
Memoria A
91
Banco 0
G59
G54...
Memoria B
Estación 1
91
Banco 0
G59
G54...
Memoria A
91
Banco 0
G59
G54...
Memoria B
Estación 6
91
Banco 0
G59
G54...
Memoria configurada
Memoria configurada
Fig. 6-4: esquema carga tabla de puntos cero
Si al llamar una lista se comprueba que ésta fue creada con un conjuntode parámetros no compatible (p. ej. importación de otra máquina),pueden adaptarse los datos de punto cero según petición al conjunto deparámetros actual. Ello puede aplicarse a la unidad de medida, númerode banco y configuración de eje.
Los valores de los ejes o bancos de puntos cero no disponibles en latabla se inicializan con cero. Los ejes o bancos que no se encuentren enel nuevo conjunto de datos serán borrados.
Adaptación al conjunto deparámetros

CNC Interface de usuario grafica V 16
6-8 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
La tecla Enter (a la lista) implica el acceso a la imagen básica con unaindicación de los valores de la lista preseleccionada.
Si en este caso el cursor se encuentra sobre una de las dos listas CNC(véase siguente fig.), se indicarán los datos de punto cero en la memoriaCNC.
Fig. 6-5: editar valor de lista en la memoria CNC
Si el cursor se encuentra sobre una lista de disco duro (véasesiguente fig.), se indicarán los datos de punto cero en el disco duro.
Fig. 6-6: editar valor de lista en el disco duro
El tratamiento externo de datos aparece descrito en el capítulo 4.5

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-9
Selección de la secuencia de ejes:
Por medio de esta función el usuario fija la asignación de los ejes y delángulo de giro Phi de toda la tabla de puntos cero para cada estación. Lacorrespondiente columna se mantiene vacía con la selección de "-". Estaselección es válida tanto en la indicación y al cambiar a la memoria A y BMT-CNC como en el disco duro.
Fig. 6-7: configuración de la indicación de ejes
Seleccionar ejes mediante las teclas del cusor:
<Esc> rechazar modificaciones
<Enter> aceptar configuración
Configuración de la indicación

CNC Interface de usuario grafica V 16
6-10 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Edición de los valores NPV:
Fig. 6-8: editar valores de desplazamiento de punto cero
Descripción de las teclas de función de edición:
Al trabajar en el disco duro no se indican en la imagen de indicación yedición los datos para G52, G50/G51, puesto que
éstos tampoco se incluyen en el registro de datos de la lista.
Con las teclas del cursor se efectúa la selección del valor a modificar.
Los valores representados de color gris en la matriz solamente aparecenindicadas y no son modificables.
Al posicionar el cursor sobre el código G (G54-G59) o "Offset gener."podrán introducirse sucesivamente en el modo de entrada "absoluto","adición" o "valor real" los valores para todos los ejes en la secuenciaindicada.
Si en este caso se pulsa la tecla "borrar", se borrarán los valores de estecomando G para todos los ejes.
A través de la ventana de edición se indica el correspondiente eje.
Todas las funciones de edición permiten junto a la introducción deun valor numérico la entrada de una expresión matemática:
Ejemplo: 1000 * ( 4.312+3 ) / 8
Operadores permitidos clasificados según prioridades: ( ) * / + -
número máx. de caracteres: 21
En el modo de edición es posible una cambiar entre "Sobreescribir" e"Insertar" con la ayuda de la tecla Insert.
Editor desplazamiento delpunto cero
Edición de grupo

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-11
En el menú de edición siempre está activado uno de los modos:
• absoluto
• adición
• editar comentario
• aceptación del valor real
lo que claramente refleja cada tecla de función representada comoactiva. Gracias a ello el usuario no ha de preseleccionar de nuevo elmodo de entrada en caso de una introducción de valor repetida.
Entrada de valor absoluta como
• entrada individual de un valor numérico o
• acetpación del valor seleccionado.
Forma de la ventana de edición:
Fig. 6-9: ventana de edición desplazamiento del punto cero (absoluto)
El modo de entrada "absoluto" se mantendrá hasta que sea suprimidopor "adición", "editar comentario" o bien "entrada del valor real".
Entrada de valor adición:
Forma de la ventana de edición:
Fig. 6-10: ventana de edición de desplazamiento del punto cero (adición)
El modo de entrada "adición" se mantendrá hasta que sea suprimido por"absoluto", "editar comentario" o bien "entrada del valor real".
Borrado del valor marcado por el cursor (sin cambio de imagen).
En el borrado de grupo se borran todos los valores de una línea.
Valor seleccionado (modificable)
Número parametrizado de las posiciones de coma posteriores
Valor seleccionado (no modificable)
Introducción opcional de una cantidad de adición

CNC Interface de usuario grafica V 16
6-12 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Introducción de comentarios:
En la imagen de menú "Editor desplazamiento del punto cero" se permitela introducción de un comentario para el banco cero activo y de cadacomando G en el campo de indicación superior.
Fig. 6-11: introducción de comentarios
El modo de entrada "editar comentario" se mantendrá hasta que seasuprimido por "absoluto", "adición" o bien "entrada del valor real".
La conmutación entre la introducción de comentarios para el banco y elcomando G se realiza a través de las teclas del cursor <↑> y <↓>.
Selección entrada

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-13
Aceptación del valor real o cambio a la medición del punto cero:
Introducción opcional de un valor de distancia (corresponde al modo en la medición pto. cero)
1 Valor real actual en coordenadas de máquina del eje configurado (X)
Fig. 6-12: aceptación del valor real
¡No se permite ninguna aceptación del valor real para losejes transferidos identficados con * ni para el ángulo degiro Phi!
Con la confirmación de la tecla de función <F5> es posible cambiardirectamente a la función Medición del punto cero en la que se transmitenconfiguraciones de:
• eje
• banco de puntos cero
• memoria
• comando G.
El modo de entrada "entrada del valor real" se mantendrá hasta que seasuprimido por "absoluto", "adición" o bien "editar comentario".

CNC Interface de usuario grafica V 16
6-14 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Selección de la imagen de ayuda:
El modo de acción de los comandos para el desplazamiento del puntocero se reconoce en una imagen de ayuda.
Fig. 6-13: imagen de ayuda para el desplazamiento del punto cero
Función de ayuda
<Ayuda>

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-15
6.2 Medición del punto cero
El menú "Medición del punto cero" ofrece al usuario la posibilidad dedeterminar de forma experimental sus valores del punto cero por mediodel "rascado" en la pieza.
De esta forma resulta una relación directa entre la medición del puntocero y los valores de corrección de herramienta de la herramienta activa.
Básicamente se distinguen los siguientes tipos de herramienta:
Tipo Correcciones efectivas Pictograma
1 1 corrección:
1 corrección de longitud perpen-dicular al nivel de mecanizado
Herramienta de taladrar
2 2 correcciones:
1 corrección de longitud perpen-dicular al nivel de mecanizado
Corrección de radio en el nivel demecanizado
Herramienta de fresar
3 3 correcciones:
2 correcciones en el nivel demecanizado
Corrección de radio en el nivel demecanizado
Cuchilla de torno
4 4 correcciones:
1 corrección perpendicular al nivelde mecanizado
2 correcciones de longitud en elnivel de mecanizado
Corrección de radio en el nivel demecanizado
Herramienta de cabezaangular
sinherra-mien-
tas
ninguna
Conjunto de funciones
Tipo de corrección deherramienta

CNC Interface de usuario grafica V 16
6-16 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
El cuadro de diálogo Medición del punto cero cuenta con el siguienteestablecimiento de imágenes:
Fig. 6-14: cuadro de diálogo medición del punto cero
En la venana 1 se indican opcionalmente:
• datos de configuración para el proceso de medición
• valores de posición de todos los ejes o
• datos de herramientas.
En la venana 2 se indican opcionalmente:
• las imágenes de indicación básica dependientes del modo con lascorrespondientes imágenes de ayuda para la configuración de
- herramienta
- eje
- nivel
- modo o
- modo de evaluación.
Establecimiento de imágenes
Ventana 2
Ventana 1

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-17
La conmutación de indicación para la ventana 1 se efectúa mediante
la tecla de función <F2>.
Datos de configuración para
Valores de posición
Datos de herramienta
(sin herramienta)
el proceso de medición
Fig. 6-15: conmutación de indicación ventana 1
En la medición del punto cero existen diferentes procedimientos. A travésde una configuración del modo se le ofrecen al usuario 5 posibilidadesdiferentes.
A través de la derivación de las posibilidades de configuración para elproceso de medición resultan para los diferentes modos distintas vías deevaluación para el desplazamiento del punto cero medido.
En el siguiente esquema se indican a modo de ejemplo los principalescálculos de una fresadora para los modos 1 a 5, así como lascorrespondientes imágenes básicas y de ayuda. Individualmente puedeaparecer una serie de limitaciones o condiciones adicionales.
La imágenes de ayuda siempre se visualizarán en la ventana 2 cuandoen la imágen básica se selecciona el eje, el nivel, el modo o laconfiguración de herramienta como fecha de configuración.
Las imágenes básicas del modo 2, 3 y 4 sólo difieren en la formación delos componentes de corrección (2° valor de indicación numérico).
Ventana 1
Modos de medición
Ventana 2

CNC Interface de usuario grafica V 16
6-18 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Modo Cálculo Imagen de ayuda (en el ejemplocon fresadora del tipo 2)
Imagen básica
1 NPV=IW-ABS
sin correcciónherram.
sin corrección D
2 NPV=IW-ABS-WKW
con correcciónherram.
sin corrección D
3 NPV=IW-ABS-WKW- DKW
con correcciónherram.
con corrección D
4 NPV=IW-ABS-DKW
sin correcciónherram.
con corrección D
5 NPV=(IWP1-IWP2)/2
Palpaciónmecánica por 2lados
Fig. 6-16: esquema imágenes básicas ventana 2
NPV: actual al desplazamiento del punto cero medido
IW: valor real actual referido al punto cero de máquina y punto cerode herramienta indicado
IWP1: valor real aceptado en el punto 1
IWP2: valor real aceptado en el punto 2
ABS: valor de distancia introducido
WKW: valor de corrección de herramienta efectivo (suma de lageometría de registro, offset y desgaste pemitidos endependencia de los parámetros)
DKW: valor de corrección D ajustado y efectivo

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-19
Al medir con una herramienta del tipo 4 además ha de tenerse en cuentalo siguiente en los modos 2, 3 y 4:
Al avanzar hasta el contorno, la corrección de longitud L1o L2 y la corrección de radio R siempre deben actuar enla misma dirección, es decir, L1 o L2 y R deben sumarsey no compensarse.
permitido:
no permitido:
L1Radio
L1Radio
Fig. 6-17: avanzar hasta el contorno
Particularidades en laherramienta tipo 4
Ejemplo

CNC Interface de usuario grafica V 16
6-20 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Ejemplo para una imagen de visulización en el menú Medición del puntocero:
Pictograma para herramienta actual
Designación de la herramienta actual
Valor de pto. cero actualmente medido
Valor actual de pto. cero en el control
Fig. 6-18: imagen de visulización en el menú Medición del punto cero
En las imágenes básicas de las ventanas 1 y 2 siempre es posibledesplazar el cursor a todos los valores ajustables.
El valor actualmente ajustable (en la imagen el n° del valor de correc-ción D) aparece indicado por el cursor.
El menú Medición del punto cero tiene carácter de diálogo. Casi despuésde cada introducción o modificación de ajuste se sigue conmutando elcursor de forma automática. De esta forma se apoya el mantenimiento deuna determinada secuencia de control.
Manejo

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-21
Datos de ajuste para la medición del punto cero:
Fecha de ajuste Ventanaindica.
Zona de selección Limitaciones en la posibili-dad de ajuste
Preajuste en laentrada en el menú
Herramienta 1 sin � con sólo es posible "con“ herra-mienta cuando también existeherramienta activa
último ajustememorizado
Memoria 1 A � B - memoria activa
NPV 1 G54, ... , G59, offsetgeneral
- último ajustememorizado
Banco 1 0 ... máx. número debancos
sólo cuando se permite másde 1 banco
banco activo
Tipo de cálculo 1 G50/51: activo � no activo - último ajustememorizado
offset gener. activo � noactivo
sólo cuando NPV estáajustado con G54 ... G59
Eje 2 (según signif. eje) X, Y, Z,U, V, W, A, B, C
según parametrización de eje último ajustememorizado
Nivel 2 G17, G18, G19 - Nivel activo
Modo 2 1, 2, 3, 4, 5 - último ajustememorizado
Distancia 2 Introducción como valornuméri., también posiblecomo regla de cálculo
- último valor memo-rizado
Fecha de configu-ración
Ventanaindica.
Margen de selección Limitaciones de la posibili-dad de configuración
Preconfiguraciónen la entrada en el
menú
N° del valor decorrección D
2 (0) 1 ... 99 sólo en modo 3 y 4 y en casode correcc. D permitida enparámetros de proceso
Número de lacorrección D activa
Valor real [P1] 2 sólo es posible aceptacióndel valor real actual
sólo en modo 5 último valor memo-rizado
Valor real [P2] 2 sólo es posible aceptacióndel valor real actual
último valor memo-rizado
Fecha de configuración Ventana de indicación Significado
Tipo de corrección de la herramienta
Designación de herramienta
Posición
N° herramienta
N° duplo
N° de cuchillas
Posición de cuchillas
1
1
1
1
1
1
1
estos valores sólo tienen significadoen la configuración "con" herramientay en el modo 2 y 3
Datos generales de ajuste
Datos de configuracióndependientes del modo
Datos de configuración nomodificables por el usuario

CNC Interface de usuario grafica V 16
6-22 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
La herramienta deseada debe ser preseleccionada con los datoscorrespondientes en la lista de herramientas como herramienta activa.
Tras pulsar la tecla � se ofrecen en la lista de teclas de funcióndiferentes teclas y campos de selección según el valor de configuraciónque haya sido seleccionado.
En numerosas configuraciones se indican además imágenes de ayudapara facilitar la decisión en la selección en la ventana 2. En estos casosse incluyen estas imágenes de ayuda, complementando la lista de teclasde función, en las ilustraciones de la siguiente descripción.
Si en la configuración de
• herramienta
• eje
• nivel
• modo
se llega a una configuración desautorizada, aparecerá un mensaje sobrela indicación en lugar de una imagen de ayuda. El cursor de selecciónentonces ya sólo podrá posicionarse con las teclas < ← > <→ > sobreuno de estos valores.
Una configuración autorizada para la medición del punto cero sólo seefectuará cuando aparezca de nuevo una imagen de ayuda en la ventana2 tras la selección.
Herramienta
Fig. 6-19: "con" herramienta
Si se selecciona "con" herramienta, se indicará la herramienta actualcomo pictograma en la ventana 1 y en la imagen de ayuda en la ventana2. Si no se dispone de una herramienta actual, si cambiaráautomáticamente a "sin" herramienta.
"con“ herramienta

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-23
Fig. 6-20: "sin" herramienta
"sin" herramienta implica que durante el cálculo de losvalores NPV no se toman en consideración los datos deherramienta. Aun asi, el práctico valor de geometría deherramienta del que se dispone (distancia entre el punto deroce de la pieza y el punto cero de herramienta real) entraen los cálculos del valor NPV, pero sin que searepresentado.
Para una mejor visión de las imágenes de ayuda en laselección "sin" herramienta se desplaza el punto cero deherramienta al punto de roce de la pieza.
Fig. 6-21: configuración de la memoria para datos NPV
Fig. 6-22: configuración desplazamiento del punto cero
aOf - aparece como abreviatura que designa offset general.
Al seleccionarse aOf como valor final, se comprobaráautomáticamente el tipo de cálculo. Si aOf se incluyecomo componente en el tipo de cálculo, será extraído deforma automática.
Fig. 6-23: configuración banco
"sin“ herramienta
Memoria
Desplazamiento del punto cero
Banco

CNC Interface de usuario grafica V 16
6-24 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Si en los parámetros de proceso sólo se ha determinadoun banco de punto cero, se saltará este valor deconfiguración durante la selección.
El valor del punto cero medido es en la mayoría de los casos una sumade diferentes componentes. Éstos puede ser tomados en cuentaconfigurando el tipo de cálculo.
Fig. 6-24: configuración del tipo de cálculo
Los componentes "offset general" y "G50/G51" pueden se activados ydesactivados individualmente o conjuntamente para el cálculo por mediode las teclas de función <F1> y <F2>.
De esta forma, son posibles las siguientes tipos de cálculos:
• NPV = MW
• NPV = MW - aOf
• NPV = MW - G50/51
• NPV = MW - G50/51 - aOf
(aOf aparece como abreviatura que designa offset general)
Fig. 6-25: configuración del eje
Tipo de cálculo
Eje

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-25
En la barra de las teclas de función se ofrecen todos los ejes de avancedisponibles en el proceso con su designación activa de eje para laselección.
Para los ejes secundarios o ejes circulares no sepermiten los modos 2, 3 y 4 debido a que para estos ejesno se tienen en cuenta las correcciones de herramientani las correcciones D.
Fig. 6-26: configuración del nivel
Fig. 6-27: configuración del modo
Correcciones D: el modo 3 y 4 sólo se permiten cuando en losparámetros de proceso para la estación están permitidas las correc-ciones D.
Correcciones de herramienta: en los modos 2 y 3 se calcula la correcciónde herramienta efectiva como suma de geometría, desgaste y offset.Únicamente se tomarán en cuenta el desgaste y offset cuando estánpermitidos en los parámetros de sistema.
Fig. 6-28: configuración de la distancia
En lugar de un sencillo valor numérico, también puede introducirse unaregla de cálculo con un máx. de 21 caracteres según la sintaxis siguiente.
Ejemplo: 1000 * ( 4.312+3 ) / 8
Operadores permitidos y clasificados según prioridades: ( ) * / + -
Nivel
Modo
Distancia

CNC Interface de usuario grafica V 16
6-26 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Fig. 6-29: configuración del n° de corrección D
Es posible introducir un número de 0 ... 99.
Con la introducción de 0 se hace efectivo D0, es decir, se calcula sinvalor de corrección D. En este caso, los modos 2 y 3, así como 1 y 4 sonidénticos.
Los valores de corrección D deben estar permitidos enlos parámetros de proceso, de lo contrario aparecerá unmensaje de error en la selección del modo 3 ó 4.
En el modo 5 no se permite ninguna introducción de datos para "valorreal [P1]" y "valor real [P2]". Mediante la tecla "Enter" se efectúa unatransmisión del valor de la posición real actual a las coordenadas demáquina en 2 pasos.
1.
Fig. 6-30: posición en el punto 1 (sólo en el modo 5)
2.
Fig. 6-31: posición en el punto 2 (sólo en el modo 5)
N° de corrección D (sólo en losmodos 3 y 4)

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-27
3.
Fig. 6-32: acetpación del valor NPV medido
Con esta función se finaliza el proceso de medición y el valor medido esacetpado por la unidad de control.
El último paso (3.) es necesario en cada proceso de medición comooperación final para un proceso de medición.
A través de la tecla de función <F1> "Introducción directa" es posiblerealizar un cambio directo al menú Desplazamientos del punto cero contodas sus prestaciones. En este caso se indica la memoria configurada yel banco actual.
Una modificación de estos valores en el menú del punto cero puederealizarse en cualquier momento.

CNC Interface de usuario grafica V 16
6-28 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-29
6.3 Variables NC
Las variables NC en un programa NC representan un valor de números.Una variable puede recibir la asignación de un valor por parte delprograma NC, programa PLC o del usuario.
En el IUG se administran variables NC en registros de datos agrupadosen listas tanto en la memoria MT-CNC para la producción como tambiénen el disco duro para la preparación de producción (véase capítulo 4).
En la memoria MT-CNC existen un total de 1792 variables que puedenser aplicadas en la programación siendo éstas específicas de estación(256 variables NC por estación) o incluso abarcando más allá unaestación.
Del número total de las variables NC se registran e indican en el IUG sóloaquellas variables con su valor cuyas designaciones están incluidas en lalista.
Por lista pueden registrarse más allá de una estación un máximo de1792 variables NC con su valor y un comentario. El comentario no esarchivado en la memoria MT-CNC.
Los efectos y la aplicación de las variables NC aparecen
descritos en el capítulo 10.1 del manual de programación.
El menú "Variables NC" es un cuadro de diálogo en las que se hanrealizado las siguientes funciones:
• Creación de una lista con un máximo de 1792 variables NC.
• Asignación de valores a las variables NC incluidas en la lista.
• Transmisión de listas desde la memoria MT-CNC al disco duro yviceversa.
• Insertar, borrar y copiar listas en el disco duro.
• Procesamiento externo de datos
• Asignación de un comentario a cada variable NC.
En la siguiente fig. se representa como esquema la estructura del menú"Variables NC". En este caso han sido señalizados los puntos de entradadesde los menús "Producción" y "Preparación". Excepto el comando dellamada y de retorno representado se vuelven a abandonar los nivelesmediante <F8> o <Esc> a través del recorrido por el que se realizó laentrada.
Organización de datos
Efectos
Conjunto de funciones
Llamada

CNC Interface de usuario grafica V 16
6-30 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Estación 0...6
1
Producción
99
2
Preparación
Fig. 6-33: estructura del menú Variables NC

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-31
Al acceder al menú "Variables NC" mediante <F2> desde el subnivelPrograma y datos <F7> del menú de producción aparece la siguienteimagen de visualización.
Fig. :6-34 variables NC
El margen interno de valores de las variables NC abarca desde
- 1.0E ±300 hasta + 1.0E ±300
Los valores se indican en el sistema de representación de coma fija o, encaso necesario, en una representación exponencial. El número de lasposiciones de coma posteriores indicadas es determinado por lasposiciones de coma posteriores programables fijadas en los parámetrosde proceso.
La indicación de los valores en la memoria MT-CNC es dinámica.
Por ejemplo, si los valores reciben la influencia de un programa NC enejecución o de un PLC puede seguirse ópticamente la modificación en laindicación.
Las variables NC siempre se memorizan e indican en la unidad demedida parametrizada. En la conmutación de la unidad de medida en lavisualización no resulta ningún nuevo cálculo de los valores.
En la lista de variables NC puede cambiarse en una variable NC yaintroducida
• el número de la estación
• el número de las variables NC
• el valor de las variables NC
• el comentario.
Para la modificación debe posicionarse el cursor sobre el valor deseado ycon la tecla Enter o introduciendo un carácter aparece la ventanaespecial de edición.
Menú básico Variables NC
Representación de números
Indicación dinámica de losvalores
Conmutación metros-inch

CNC Interface de usuario grafica V 16
6-32 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
En una lista pueden registrarse simultáneamente variables NC de todaslas estaciones siguiendo el orden deseado.
Como valor de entrada se admite de 0 a 6.
Si en los parámetros para la estación ya se fijó una designación, seindicará ésta junto a la entrada.
Para cada estación existen 256 variables NC. Como número puedeintroducirse un valor de 0 a 255.
En la entrada pueden introducirse directamente los valores o como ex-presión matemática. En este caso se permiten un máximo de 30 carac-teres de entrada incluyendo el punto decimal y operadores de cálculo.
En el modo de edición es posible cambiar entre "Sobreescribir" e"Insertar" con la ayuda de la tecla Insert.
Si en la memoria MT-CNC hay una variable NC que aun no ha sidoocupada con un valor útil, aparecerá en la visualización "no inicializado".Para esta variable NC puede introducirse un valor.
Para cada variable NC puede introducirse un comentario de 30 carac-teres.
El comentario no está asociado a la variable NC, es decir, en caso deuna modificación en el número de la estación o de en la variables NC semantiene el comentario.
En la primera puesta en funcionamiento, las listas no contienenvariables NC.
Mediante <F1> deben introducirse individualmente todas las variables NCcon el númro de la estación (0 hasta 6) y el número de las variables NC(0 hasta 255) en la ventana de edición. En la llamada siempre se ofrecela respectiva estación activada.
La inserción de una línea siempre se efectúa después de la posición delcursor, independientemente de la columna en la que se encuentra elcursor.
En una lista pueden introducirse un máximo de 1792 líneas.
Una lista que se acaba de insertar en el directorio de listas a través de<F1> está vacía, aun no contiene variables.
Después de la llamada de una lista vacía puede crearse una lista globalcon 1792 variables mediante la tecla de función <F4>. Los valores devariables no cuentan con una ocupación previa.
Número de la estación
Números de las variables NC
Valor de las variables NC
Comentario

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-33
Fig. 6-35: insertar una línea
Independientemente de la columna en la que se encuentra el cursor, seborra de forma completa la correspondiente línea.

CNC Interface de usuario grafica V 16
6-34 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Mediante esta función se accede a un nuevo cuadro de diálogo. Éstaofrece la posibilidad de cargar listas de variables NC de la MT-CNC en eldisco duro y viceversa.
Esta imagen de presentación es al mismo tiempo el punto de entradadesde el menú "Preparación".
En la siguiente fig. se representa de forma esquemática el principio deacción al efectuarse la carga de listas.
Memoria MTCNC
. . .
0...
Estación 0
255
0...
Estación 1
255
Estación 6
255
0.... . .
Lista 1
Lista 2
Lista 99
máximo 1792 variables NC
de un total de
7 x 256 variables NC
0000
Fig. 6-36: principio de acción al cargar listas de variables NC

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-35
Con la llamada de la función Selección de listas aparece el siguientecuadro de diálogo:
Fig. 6-37: cuadro de diálogo selección de listas de variables NC
Si el cursor se encuentra sobre el nombre de la lista de memoriaMT-CNC pueden cargarse los valores de las variables NC que seencuentran en la lista con los comentarios en el disco duro.
Si el usuario selecciona una lista en el disco duro y llama la funciónCargar en la MT-CNC, aparecerá la imagen con la siguiente ventana dedecisión.
Fig. 6-38: cuadro de diálogo inicializar datos en el CNC
Tras la carga de la lista en la MT-CNC pueden visualizarse las variablesNC de la lista en la memoria MT-CNC.

CNC Interface de usuario grafica V 16
6-36 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Si en la ventana de decisión se selecciona la configuración estándar"No", se mantendrán los valores sin influencia los valores de las variables NC en la memoria MT-CNC, independientemente de los valores dela lista en el disco duro. La transmisión únicamente sirve comoenmascaramiento para la indicación de variables NC seleccionados.
Al cambiar con la ayuda del cursor o tabulador a "Si" se transmitendirectamente los valores de las variables NC al disco duro de la
memoria MT-CNC.
Los valores anteriores de la memoria MT-CNC se sobreescriben.
Si en la lista del disco duro hay una variable NC sinasignación o el valor recibe la inserción de un espacio enblanco (Space), se mantendrá sin influencias el valor delas variables NC en la memoria MT-CNC a pesar
de la selección
"Inicializar datos - Si" durante la transmisión.
Mediante la interrupcion o <Esc> se retorna al directorio de listas.
Si el cursor se encuentra en el directorio de listas del disco duro puedenllamarse las siguientes funciones:
<F1> insertar listas (creción de una nueva lista)
<F2> borrar listas
<F3> modificar designaciones de listas
<F4> procesamiento externo de datos.
El tratamiento externo de datos aparece descrito en el capítulo 7.3.
Inicialización de datos
Inicialización de datos
Inicialización de datos
Tratamiento de listas

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-37
6.4 Events NC
Los acontecimientos NC son variables binarias utilizados por el programaNC que representan un estado definido por el usario al igual que lasmarcas de referencia en el programa PLC. Los events NC pueden serfijados o reposicionados en el programa NC, en el programa PLC o porparte del usuario.
En el IUG se administran acontecimientos NC en registros de datosagrupados en listas tanto en la memoria MT-CNC para la produccióncomo también en el disco duro para la preparación de producción (véasecapítulo 3.2).
En la memoria MT-CNC existen un total de 224 acontecimientos NC quepueden ser aplicados en la programación siendo específicas de estación(32 por estación) o incluso abarcando más allá de una estación.
Del número total de events NC se registran e indican en el IUG sólo losacontecimientos con su valor cuyas designaciones están incluidas en lalista.
Por lista pueden registrarse con su valor y comentario los 224 events NCabarcando más allá de la estación. El comentario no es archivado en lamemoria MT-CNC.
En event NC puede aparecer varias veces en una lista.
Los efectos y la aplicación de los acontecimientos NC aparecen
descritos en el capítulo 7 del manual de programación.
Los events también pueden recibir la influencia del programa PLC. Porello, tenga en cuenta los datos del fabricante de máquinas que puedehaber ocupado diferentes acontecimientos con fines de sincronización.
El menú "Events NC" es un cuadro de diálogo en las que se hanrealizado las siguientes funciones:
Creación de una lista con un máximo de 256 líneas.
Asignación de valores a las variables NC incluidas en la lista.
Transmisión de listas desde la memoria MT-CNC al disco duro yviceversa.
Insertar, borrar y copiar listas en el disco duro.
Asignación de un comentario a cada event NC.
En la siguiente fig. se representa de forma esquemática la estructura delmenú "Events NC". En este caso han sido señalizados las puntos deentrada desde los menús "Producción" y "Preparación". Excepto elcomando de llamada y de retorno representado se vuelven a abandonarlos niveles mediante <F8> o <Esc> a través del recorrido por el que serealizó la entrada.
Organización de datos
Efectos
Conjunto de funciones
Llamada

CNC Interface de usuario grafica V 16
6-38 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Estación 0...6
1
Producción
99
2
Preparación
Fig. 6-39: estructura del menú acontecimientos NC

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-39
Al acceder al menú "Events NC" mediante <F3> desde el subnivelPrograma y datos <F7> del menú de producción aparece la siguienteimagen de visualización.
Fig. 6-40: acontecimientos NC
Los acontecimientos NC son variables binarias y pueden aceptar
los valores 0 (RESET) o 1 (SET).
La indicación de los valores en la memoria MT-CNC es dinámica.
Por ejemplo, si los valores reciben la influencia de un programa NC enejecución o de un PLC puede seguirse ópticamente la modificación en laindicación.
En la lista de events NC puede cambiarse en un acontecimiento NC ya
introducido
• el número de la estación
• el número de los events NC
• el número del event NC y
• del comentario.
Para la modificación debe posicionarse el cursor sobre el valor deseado ycon la tecla Enter o introduciendo un carácter aparece la ventanaespecial de edición.
En una lista pueden registrarse simultáneamente acontecimientos NC detodas las estaciones siguiendo el orden deseado.
Como valor de entrada se admite de 0 a 6.
Si en los parámetros para la estación ya se fijó una designación, seindicará ésta junto a la entrada.
Menú básicoacontecimientos NC
Margen de valores
Indicación dinámica delos valores
Número de estación

CNC Interface de usuario grafica V 16
6-40 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Para cada estación existen 32 events NC. Como número puede intro-ducirse un valor de 0 a 31.
En la introducción sólo pueden introducirse los valores 0 ó 1.
La introducción se efectúa en el modo sobreescribir.
El cambio al modo de inserción bloquea la introducción.
Para cada acontecimiento NC puede introducirse un comentario de30 caracteres.
El comentario no está asociado al event NC, es decir, en caso de uncambio de estación o del event NC se mantendrá el comentario.
En la primera puesta en funcionamiento, las listas
no contienen events NC.
Mediante <F1> deben introducirse individualmente todas losacontecimientos NC con el número de la estación (0 hasta 6) y el númerode los acontecimientos NC (0 hasta 31) en la ventana de edición. En lallamada siempre se ofrece la respectiva estación activada.
La inserción de una línea siempre se efectúa después de la posición delcursor, independientemente de la columna en la que se encuentra elcursor.
En una lista pueden introducirse un máximo de 224 líneas.
Una lista que se acaba de insertar en el directorio de listas a través de<F1> está vacía, aun no contiene events.
Después de la llamada de una lista vacía puede crearse una lista globalcon 224 events mediante la tecla de función <F4>. Los valores de losevents no cuentan con una ocupación previa.
Número del event NC
Valor de los events NC
Comentario

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-41
Fig. 6-41: insertar línea
Independientemente de la columna en la que se encuentra el cursor seborra de forma completa la correspondiente línea.

CNC Interface de usuario grafica V 16
6-42 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Mediante esta función se accede a un nuevo cuadro de diálogo. Éstaofrece la posibilidad de cargar listas de events NC de la MT-CNC en eldisco duro y viceversa.
Esta imagen es al mismo tiempo el punto de entrada desde el menú"Preparación".
En la siguiente fig. se representa de forma esquemática el principio deacción que resulta al cargar las listas.
Memoria MTCNC
. . .
0...
Estaión 0
31
0...
Station 1
31
Estaión 6
31
0.... . .
Lista 1
Lista 2
Lista 99
Selección de todos los events
de todas las estaciones
0
Fig. 6-42: principio de acción al cargar listas de events NC
Con la llamada de la función Selección de listas aparece el siguientecuadro de diálogo:
Fig. 6-43: cuadro de diálogo selección de listas de events NC

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-43
Si el cursor se encuentra sobre el nombre de la lista de memoria MT-CNC, pueden cargarse los valores de los acontecimientos NC que seencuentran en la lista con los comentarios en el disco duro.
Si el usuario selecciona una lista en el disco duro y llama la funciónCargar en la MT-CNC, aparecerá la imagen con la siguiente ventana dedecisión.
Fig. 6-44: cuadro de diálogo inicializar datos
Tras la carga de la lista en la MT-CNC pueden visualizarse los events NCde la lista en la memoria MT-CNC.
Si en la ventana de decisión se selecciona la configuración estándar"No", se mantendrán los valores sin influencia los valores de los acon-tecimientos en la memoria MT-CNC, independientemente de los valoresen la lista en el disco duro. La transmisión únicamente sirve comoenmascaramiento para la indicación de events NC seleccionados.
Al cambiar con el cursor o tabulador a "Si", se transmiten directamentelos valores de los events NC al disco duro de la
memoria MT-CNC.
Los valores anteriores de la memoria MT-CNC se sobreescriben.
Si en la lista del disco duro hay un acontecimiento NC sinasignación o el valor recibe la inserción de un espacio enblanco (Space), se mantendrá sin influencias el valor delos events NC en la memoria MT-CNC a pesar de laselección de
"Inicializar datos - Si" durante la transmisión.
Inicialización de datos
Inicialización de datos

CNC Interface de usuario grafica V 16
6-44 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Mediante la interrupcion o <Esc> se retorna al directorio de listas.
Si el cursor se encuentra en el directorio de listas del disco duro puedenllamarse las siguientes funciones:
<F1> insertar listas (creción de una nueva lista)
<F2> borrar listas
<F3> modificar designaciones de listas
<F4> procesamiento externo de datos.
El tratamiento externo de datos aparece descrito en el capítulo 7.3.
Inicialización de datos
Tratamiento de listas

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-45
6.5 Tratamiento de datos de herramienta IU
Se dispone de importantes funciones como las siguientes:
• Creación de 1 lista de herramientas en la MT-CNC y de un máximo de99 listas de herramientas por estación en el disco duro
• Introducción de herramientas en las listas de herramienta
• Introducción de los datos de herramienta correspondientes
• Transmisión de listas desde la memoria MT-CNC al disco duro yviceversa.
Desde el menú "Producción" se accede mediante <F6> a la lista deherramientas de la memoria MT-CNC (lista actual de herramientas). Aquíresulta el acceso a las herramientas actuales y a sus datos en el almacénde herramientas o revólver.
Mediante <Ctrl> + <F8> cambia la indicación dentro de la administraciónde datos de herramienta del directorio de listas de herramienta en lamemoria MT-CNC al directorio de listas de herramienta en el disco duro.La entrada directa en el directorio de listas se consigue mediante <F7>desde el menú "Preparación".
Otras operaciones de manejo aparecen descritas en la descripciónAdministración de datos de herramientas, carpeta 2 "Interface deusuario".
Conjunto de funciones
Selección

CNC Interface de usuario grafica V 16
6-46 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-47
6.6 Tratamiento de los datos de herramienta IUG
El tratamiento de los datos de herramienta del IUG va sustituyendo pasoa paso el del IU.
El cuadro de diálogo del IUG permite el procesamiento de datos online delos datos de herramienta disponibles en la MT-CNC. Las funcionesidentificados por (*) se encuentran en proceso de preparación.
La inserción de nuevas herramientas en la lista de herramientas, lasupresión de herramientas, así como la preparación de listas deherramientas deben ser efectuadas en el tratamiento de datos deherramientas del IU. Con la ayuda de la tecla de función <F7> se accedea este menú.
Al llamar el menú básico Tratamiento de datos de herramienta aparece lasiguente imagen de visualización:
Ventana de valores de posicón
Designación de herramienta
Designación de los grupos de datos indicados
Posición de cuchilla
N° de cuchilla/Cantidad de cuchillas
N° duplo
N° herramienta
Posición de herramientaN° de posición de herramienta
Indicación del nivel de mecanizado aplicado
Indicación de la unidad de medida
Estado de cuchillas
Estado de herramienta
Vida útil restante
Fig. 6-45: visualización para los datos de herramienta.
Requisito
Llamada

CNC Interface de usuario grafica V 16
6-48 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Indicación y modificación de los datos de herramienta
1
2
2
2
2
2
2
2
3
2
Contenido Conmuta. sucesiva/Modificación
1 Ventana de valores de posición(idéntica a la pantalla básica)
Grupo de eje actual es aceptada por lapantalla básica
Conmutación sucesiva y modificación no sonposibles
2 Ventana de indicación para datos básicosde herramienta y de cuchillas
Conmutación sucesiva para herramienta ocuchilla mediante
<Page up>, <Page down>
o <Tab>
No se permiten introducciones para modificar
3 Ventana de indicación y modificaciónpara datos especiales de herramienta ycuchillas
Conmutación sucesiva con cursor derecha/izquierda (contenido también se modificamediante
<Page up>, <Page down>
o <Tab>
No se permiten introducciones para modificar
Estructuración de la indicación
1
2
3

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-49
En la ventana de indicación 2 pueden visualizarse los datos básicos deuna herramienta que identifican dicha herramienta y su estado para elusuario.
Existen elementos de control para cambiar a la siguiente posición deherramienta o número de herramienta y a la siguiente cuchilla de unaherramienta.
Número de posición
Conmutación sucesiva de números de posición(alternativa a la conmutación sucesiva del n° T -véase configuración de indicación)
Modo de la conmutación sucesiva del númerode posición (con/sin selección de posición vacía- véase configuración de indicación)
Número de la posición de herramienta conprefijo:
• SP para posición de husillo• GR para posición de garra y• sin prefijo para posición de memorización de
herramienta
Posición de herramienta, cuando la herramientaseleccionada se encuentra en una posición queestá fijada a través de uno de los 4 parámetrosde offset de posición (B0X.021...B0X.021).
Cuando se trata del número de posición activoen el número de posición, se representará elcampo de números P que aparece en un fondoclaro.
Si en la conmutación sucesiva de número deposición cambia una nueva herramienta a estaposición, se actualizarán de forma automáticatodos los datos. Por ejemplo, si el usuarioselecciona el husillo como posición, éstesiempre visualizará los datos de la herramientasin realizar operación adicional alguna. Se tratade la herramienta que en ese momento seencuentra en el husillo.
Datos básicos de herramientasy cuchillas
Identificaciónde herramienta (ID)
Número de posición

CNC Interface de usuario grafica V 16
6-50 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Conmutación sucesiva de números de herramienta (*)
(como alternativa a la conmutación sucesiva de losnúmeros de posición - véase configuración de indica-ción)
Número herramienta
Número Duplo
Cuando se trata del número de herramienta activoen el número de herramienta indicado, serepresentará el campo de números P que apareceen un fondo claro.
Si la herramienta en la conmutación sucesiva de losnúmeros de herramienta cambia a otra posición, seactualizará automáticamente la posición.
Conmutación sucesiva de cuchillas (sólo apa-rece cuando número de cuchillas >1)
Cantidad de cuchillas
Número de cuchillas
Posición de cuchilla (sólo aparece en herrami-entas con el tipo de corrección 3 y 4)Cuando se trata de la herramienta activa en elnúmero de herramienta indicado y de lacuchilla activa en la cuchilla indicada, serepresentará el campo de números E queaparece en un fondo claro.
Valor procentual de la vida útil restante de la cuchillaindicada
Campos de indicación para estados de herra- mienta
Campos de indicación para estados de usuario deherramienta (solamente se indican los camposque fueron definidos por el fabricante demáquinas en los parámetros A00.0075...A00.082)
Número herramienta
Número de cuchillas
Vida útil restante (dependientede las cuchillas)
Estado de herramienta(dependiente de herramienta)

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-51
Campos de indicación para estados de cuchillas
Campos de indicación para estados de usuario de cuchillas
(solamente se indican los campos que fuerondefinidos por el fabricante de máquinas en losparámetros A00.083...A00.086)
En la ventana 3, el usuario puede llamar diferentes imágenes (grupos dedatos) con datos especiales de una herramienta preseleccionada.
En el siguiente esquema se han agrupado las ventanas para lossiguientes tipos de datos de una herramienta.
• Valores de herramienta
• Valores de cuchillas
• Valores de estado
Designacióndel grupode datos
Representación de la ventanade grupo
Fecha de indicación Modificabilidad
Valores límite
(*)
Datos bási-cos deherramienta
Designa.herramientaN° de herramientaN° DuploTipo de correcciónN° de cuchillasPosición de cuchillasUnidad de longitud
XXXXXXX
28 caracteres1 ... 99999991 ... 99991 ... 51 ... 90 ... 8mm/inch
(*)
Datos deusuario deherramienta(1)
Fecha usuario 1...Fecha usuario 9
X...X
1,2 . 10-38...3,4 . 10+38
Estado de cuchillas(dependiente de cuchillas)
Datos de especiales deherramienta y cuchillas
Valores de herramienta

CNC Interface de usuario grafica V 16
6-52 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Designacióndel grupo dedatos
Representación de la ventanade grupo
Fecha de indi-cación
Modi-fica-bili-dad
Valores límite
Geometría Dependiente del tipode corrección:Longitud L 1Longitud L 2Longitud L 3Radio R
XXXX
- 9999,9999 ....+ 9999,9999
Desgaste(1) Dependiente del tipode corrección:
Desgaste L 1Desgaste L 2Desgaste L 3Desgaste R
XXXX
- 9999,9999 ....+ 9999,9999(2)
Offset(1) Dependiente del tipode corrección:
Offset L 1Offset L 2Offset L 3Radio R
XXXX
- 9999,9999 ....+ 9999,9999(2)
(*)
Factores dedesgaste(1)
Dependiente del tipode corrección:
Factor de desgaste L 1Factor de desgaste L 2Factor de desgaste L 3Factor de desgaste R
XXXX
- 9999,9999 ....+ 9999,9999(2)
Vida útil(1) Vida útil restante [%]
Vida útil restante[cicl./min]
Límite de aviso [%]
Límite de aviso[cicl./min]
máx.vida útil[cicl./min]
Unidad de tiempo
X
X
X
X
0 ... 100,00%
0 ... 100,00%
0 ... 9999999
cicl/min.(*)
Datos deusuario decuchillas(1)
Fecha de usuario 1234
Fecha de usuario 5Fecha de usuario 6
.
.
.Fecha de usuario 10
X........
X
1,2. 10-38...3,4. 10+38
1,2. 10-38...3,4. 10+38
-9999,9999...+9999,9999
(2)
9999,9999...+9999,9999(2)
Valores de cuchillas

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-53
Designacióndel grupo dedatos
Representación de la ventanade grupo
Fecha de indicación Modifi-cabili-dad
Valorelímite
Estado 1. estado de herramienta:
Posición bloqueada/no bloqueada
Herramienta bloqueada/no bloqueada
todos los bits de estado de herrami-enta:
máx. 8
Bits de estado de usuario de laherramienta(1)
máx. 8
2. estado de cuchillas:
todos los bits de estado de cuchillasfijados:
máx. 6
Bits de estado de usuario de lascuchillas:(1)
máx. 4
XX
X
X
______________________________________________
(*) Esta función se encuentra en proceso de preparación.
(1) Estos datos cuentan con el apoyo de la unidad de control.La disponibilidad depende de si estos datos han sido liberados parasu uso por el fabricante de máquinas en los parámetros.
(2) Los valores límite internos de control indicados pueden seguir siendolimitados por el fabricante de máquinas en los parámetros.
Valores de estado

CNC Interface de usuario grafica V 16
6-54 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
En la introducción o modificación de valores para geometría, offset,desgaste, factores de desgaste y datos de usuario existe la posibilidad dela introducción absoluta o de adición.
Entrada de valor absoluta
• Entrada de un valor numérico
• Entrada de una expresión matemática
• Acetpación del valor seleccionado.
Fig. 6-46: ventana de edición de los datos de herramienta (absoluto)
El modo de entrada "absoluto" se mantendrá hasta que sea suprimidopor "adición".
Entrada de valor adición:
Forma de la ventana de edición:
Fig. 6-47: ventana de edición del desplazamiento del punto cero (adición)
El modo de entrada "adición" se mantendrá hasta que sea suprimido por"absoluto".
Particularidad en la tecnología "Torneado": bajo la condición
1. nivel de mecanizado G18
2. herramienta del tipo de corrección 3
3. valor de corrección de herramienta en dirección eje X (i. e. L 2)
resulta la entrada de adición de todos los valores de geometría (i. e.geometría, desgaste, offset y factor de desgaste) como valores dediámetro. En este caso se añade e indica el valor de entrada dividido endos al valor existente.
La unidad de tiempo para el cálculo de la vida útil puede ser modificadaen la ventana de visualización de la vida útil. El cálculo se efectúa enciclos o bien en minutos.
Modificación de valores de herramienta
Modificación de la unidadde tiempo

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-55
La modificación de la unidad de longitud se efectúa en la ventana deindicación de los datos básicos.
Todos los datos de geometría de una herramienta pueden serintroducidos en milímetros o en pulgadas. La unidad de longitud delcontrol no debe coincidir con la de los datos de herramienta debido a queautomáticamente resulta un nuevo cálculo.
Símbolo indicado Unidad de longitudde control generada
Unidad de longitudde herramienta
mm mm
mm inch
inch inch
inch mm
______________________________________________
(*) Esta función se encuentra en proceso de preparación.
Modificación de la unidadde longitud (*)
mm
mm->inch
inch
Inch->mm

CNC Interface de usuario grafica V 16
6-56 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Todas las informaciones de estado de herramienta, es decir, los bits deestado de herramienta y cuchillas de la lista de herramientas en laMT-CNC se agrupan y se indican en la ventana de visualización del grupode datos estado donde, en caso necesario, pueden ser modificados.
Solamente se indican:
1. bits de estado activos
2. bits de estado modificables
En la parte de visualización contigua y específica de herramienta seseñaliza adicionalmente la posición actual del cursor a través de unamarcación de cuadro del bit de estado correspondiente.
Fig. 6-48: modificación de los bits de estado de herramienta o cuchillas
Tal y como se muestra en esta fig., con la correspondiente posición delcursor se señaliza la capacidad de modificación de un bit de estado através la tecla Enter posterior a la parte de indicación.
Si esta representación de tecla ENTER falta, significa que el bit de estadoseleccionado no es modificable pero está activado.
El significado y los efectos del bit de estado pueden ser consultados en ladescripción "Administración de herramientas".
Modificación de los bits deestado de herramienta o
cuchillas
Significado de un bit de estado

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-57
Cuando se desgasta una herramienta puede ser sustituida por unaherramienta nueva del mismo tipo. También la geometría y lascaracterísticas tecnológicas deben ser las adecuadas para elmecanizado, al igual que en la herramienta desgastada. La función estádisponible en casi todas la configuraciones de pantalla.
Con la ayuda de esta función, el usuario tiene la posibilidad de efectuarde la manera más rápida todas las modificaciones de datos deherramienta tras la sustitución de una herramienta desgastada.
Se realizan las siguientes modificaciones para todas las cuchillas de laherramienta seleccionada:
1. Todos los valores del registro de desgaste de todas las cuchillas sefijan en "0".
2. El valor de la vida útil restante se fija en 100 %.
3. En caso de que la herramienta esté bloqueada, se liberará, es decir, elbit de estado de herramienta "L" se borra.
Reemplazar

CNC Interface de usuario grafica V 16
6-58 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Configuración de la indicación de datos de herramienta (*)
La función "Indicación" sirve para la "configuración de la indicación dedatos de herramienta". Esta función se ofrece en casi todas lasconfiguraciones de pantalla y también puede ser fijada como tecla defunción especial al margen del menú.
La siguiente fig. muestra el menú de configuración para el tratamiento dedatos de herramienta.
Fig. 6-49: menú de configuración - tratamiento de datos de herramienta
La función "Indicación" permite al usuario
1. fijar con libertad el orden de los grupos de datos visualizables
2. elegir entre una indicación con orientación de posición y una conorientación de herramienta de sus datos de herramienta.
La selección de la posición en la secuencia de indicación de los gruposde datos se efectúa a través de las teclas del cursor < ↑ >, < ↓ >.
La selección del grupo de datos para la posición fijada en la secuencia seefectúa a través de las teclas del cursor < ← >, < → >.
_____________________________________________
(*) Esta función se encuentra en proceso de preparación.
Selección del grupo de datos

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-59
Fundamentalmente existen en el menú tratamiento de datos deherramienta 2 tipos diferentes de indicación.
Indicación de datos de herramienta
Indicación con orientación de posición
Indicación con orientación de herramienta
con posiciones libres
sólo posiciones ocupadas
< F1 > < F2 >
<F3>
Mediante <F1> se selecciona la indicación con orientación de posición ymediante <F2> la indicación con orientación de herramienta. Para el casode una indicación con orientación de posición puede decidirseadicionalmente por medio de <F3> si se debe cambiar sólo a posiciones
ocupadas (conmutación sucesiva rápida: ) o si tambien debenindicarse posiciones aun no ocupadas. (...conmutación sucesiva al
siguiente número de posición: )
Durante la indicación con orientación de posición puede observarse yseguirse ópticamente una posición ya seleccionada.
En la selección de los husillos de fresadoras, por ejemplo, siempre seactualizan e indican automáticamente los datos de la herramienta activaque acaba de ser sustituida.
En la conmutación sucesiva de posiciones pueden saltarse o indicarselas posiciones libres dependiendo de la configuración.
No obstante, en la indicación con orientación de herramienta se observauna herramienta configurada y se sigue en caso de un cambio deposición. La conmutación sucesiva se lleva a cabo después de unasecuencia de números T ascendente o descendente.
Mediante <Enter> se hace válida la configuración prevista para el menúTratamiento de datos de herramienta abandonándose la función.
Mediante <Esc> también se abandona la función sin que las modifica-ciones realizadas hayan sido aceptadas.
Selección de la indicación
<->

CNC Interface de usuario grafica V 16
6-60 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-61
6.7 Medición de herramienta
La función "Medición de herramienta" ofrece al usuario la posibilidad dedeterminar de forma experimental los valores de geometría por medio del"rascado".
Básicamente se distinguen los siguientes tipos de herramienta.
Tipo Correciones efectivas Pictograma
1 1 corrección:
1 corrección de longitudperpendicularal nivel de mecanizado
Herramienta de taladrar
2 2 correcciones:
1 corrección de longitudperpendicularal nivel de mecanizado
Corrección de radio en el nivelde mecanizado
Herramienta de fresar
3 3 correcciones:
2 correcciones de longitud enel nivel de mecanizado
Corrección de radio en el nivelde mecanizado
Cuchillo de torno
4 4 correcciones:
1 corrección de longitudperpendicular al nivel demecanizado
2 correcciones de longitud enel nivel de mecanizado
Corrección de radio en el nivelde mecanizado
Herramienta de cabezaangular
Conjunto de funciones
Tipos de correcciónde herramienta

CNC Interface de usuario grafica V 16
6-62 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
En dependencia de los parámetros resultan en la MT-CNC la correcciónde longitud o radio de una herramienta de la suma de geometría,desgaste y offset en caso de tratarse de un cálculo de la geometría derecorrido.
Corrección de longitud/radio = geometría + [desgaste] + [offset]
Del valor de corrección de longitud/radio medido siempre se calculateniendo en cuenta el desgaste y offset del valor de geometría y sememoriza en los datos de herramienta.
Geometría = corrección de longitud/radio - [desgaste] + [offset]
⇑ Valor de medición
Valor de medición

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-63
Offset
Geometria
Desgaste
Valor de medición =Corrección de longitudes
Offset
Desgaste
Meßwert
=
Geometria
=
=
= 100.0 mm
-0.1 mm
50.0 mm
149.9 mm
Fig. 6-50: ejemplo de corrección de longitud
El cuadro de diálogo Medición de herramienta cuenta con el siguienteestablecimiento de imágenes:
Fig. 6-51: cuadro de diálogo medición de herramienta
En la ventana 1 se indican opcionalmente
• datos actuales de herramienta
• valores de posición.
Ejemplo
Establecimiento de imágenes
Ventana 1
Ventana 2
Teclas de funciòn

CNC Interface de usuario grafica V 16
6-64 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Por otro lado, la ventana 2 contiene opcionalmente
• la tabla para la entrada directa de los valores de corrección deherramienta
• las imágenes básicas de indicación dependientes del modo con lascorrespondientes imágenes de ayuda para la configuración de
- eje
- nivel o
modo.
La conmutación de indicación para la ventana 1 se efectúa mediante latecla de función <F2>:
Datos de herramientas
Valores de posición
Fig. 6-52: conmutación de indicación ventana 1
La conmutación de indicación para la ventana 2 se efectúa mediante latecla de función <F1>:
Imagen básica dependiente del modo
Tabla sobre la indicación directa de los valores de corrección de herramienta
Fig. 6-53: conmutación de indicación ventana 2
Es necesario cumplir primero algunos requisitos para poder trabajar conla función Medición de herramienta.
Ventana 1
Ventana 2
Requisitos

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-65
1. Configuración de parámetros de sistema:
A00. 052 Administración de herramienta si
2. Configuración de parámetros de proceso:
B0x. 014 Administración de herramienta si
(x ... número de proceso)
Si uno de ambos requisitos no se cumple, aparecerá una indicación deerror y el menú de medición de herramienta no se activa.
Además de ello son de importancia los siguientes parámetros de sistema:
A00. 055 Registro de desgaste si/no
A00. 056 Registro de offset si/no
Si estos parámetros se fijaron en "si", también se tomarán en cuenta losvalores de desgaste u offset correspondientes en la determinación delvalor de geometría. Además existe la posibilidad de introducir estosvalores en la función Entrada directa <F1>.
Administración de herramientas
Desgaste offset

CNC Interface de usuario grafica V 16
6-66 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Otro parámetro de proceso relevante para la función de herramienta, es
B 0x. 015 Modo de la memoria de herramienta:
revólver/almacén
En caso de que la memoria de herramientas esté definida comoalmacén, se registrará la posición de herramienta activa en el controlcomo posición de husillo (número máx.: 4). Ésto se señalizará en laventana de datos de herramienta a través del prefijo "SP" (husillo)delante del número de posición.
En cada caso es necesario que se fije una posición de herramienta(impar 0) y una herramienta como activa, de lo contrario se emitirá unmensaje de error tal y como se muestra en la siguiente fig.
Fig. 6-54: llamada medición de herramienta sin herramienta activa
Memoria de herramientas

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-67
Las siguientes tablas muestran para todos los tipos de corrección deherramienta los modos de medición previstos con sus imágenes básicase imágenes de ayuda correspondientes.
Básicamente se trabaja en el modo 1 sin desplazamiento del punto cero yen el modo 2 con desplazamiento del punto cero. El modo 3 ó 5 se basaen la palpación mecánica por dos lados.
Modo Cálculo Imagen de ayuda Imagen básica
1 L3=IW-ABS
sin desplaza-miento de puntocero
2 L3=IW-ABS-NPV
con desplaz-amiento de puntocero
Modo Cálculo Imagen de ayuda Imagen básica
1 L3=IW-ABS
o
R=|IW-ABS|
sin desplaza-miento de puntocero
2 L3=IW-ABS-NPVo
R=|IW-ABS-NPV|
con desplazami-ento de puntocero
3 R=|(|IWP1-IWP2|-
ABS)/2|
o
(L3 como enmodo 1)
Palpaciónmecánica por 2lados
Modos de medición
Tipo de corrección 1
Tipo de corrección 2

CNC Interface de usuario grafica V 16
6-68 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Modo Cálculo Imagen de ayuda Imagen básica
1 L1=IW-ABS
o
L2=IW-ABS
sin desplazamientode punto cero
L2=IW-DM/21)
1) Caso especialprogramacion dediámetro
eje X y G18
2 L1=IW-NPV-ABS
o
L2=IW-NPV-ABS
con desplazami-ento de punto cero
Tipo de corrección 3

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-69
Modo Cálculo Imagen de ayuda Imagen básica
1 L1={IW-ABS}±RoL2={IW-ABS}±RoL3=IW-ABS
sin desplazami-ento de punto cero
2 L1={IW-NPV-ABS}±RoL2={IW-NPV-ABS}±RoL3=IW-NPV-ABS
con desplazami-ento de punto cero
3 R=|IW-ABS-L1|oR=|IW-ABS-L2|o(L3 como enmodo 1)
sin desplazami-ento de punto cero
4 R=|IW-NPV-ABS-L1|oderR=|IW-NPV-ABS-L2|o(L3 como enmodo 2)
con desplazami-ento de punto cero
5 R=|(|IWP1-IWP2|)/2|oder(L3 como enmodo 1)
Palpación mecáni-ca por 2 lados
NPV: desplazamiento del punto cero activa o modificada
IW: valor real actual en coordenadas de máquina
IWP1: valor real aceptado en el punto 1
IWP2: valor real aceptado en el punto 2
ABS: valor de distanciamiento introducido
DM: valor de diámetro introducido (en lugar del valor de distancia) L1, L2
L3, R: valor de corrección de herramienta
{...}± Resultado de la expresión entre paréntesis influye los siguientessignos de operación:
cuando {...} < 0 sigue +,
cuando {...} < 0 sigue -
Tipo de corrección 4

CNC Interface de usuario grafica V 16
6-70 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Para medir una herramienta del tipo 4 siempre es necesario una posiciónde cuchillas 0. La siguiente fig. muestra el mensaje de errorcorrespondiente cuando en el tipo 4 la posición de las cuchillas esdiferente a 0.
Fig. 6-55: imagen de error posición de cuchillas desigual a 0
Al medir con una herramienta del tipo 4 además ha de tenerse en cuentalo siguiente en los modos 2, 3 y 4:
Al avanzar hasta el contorno, la corrección de longitud L1o L2 y corrección de radio R siempre deben actuar en lamisma dirección, es decir, L1 o L2 y R deben sumarse yno compensarse.
permitido:
no permitido:
L1Radio
L1Radio
Fig. 6-56: avanzar hasta el contorno
Particularidades en el tipo deherramienta 4
Ejemplo:

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-71
Básicamente está concebida la función Medición de herramienta de talforma que es posible determinar de forma experimental todos los valoresde corrección de herramienta.
La única excepción, en este caso, es el grupo de herramientas del tipo 3en caso de una posición de cuchillas 0. En este caso, el radio debe serpreviamente determinado e introducido.
Debido a que numerosos valores (especialmente en herramientas deltipo 4) en una determinada selección de niveles y eje actúan al mismotiempo influyéndose mutuamente, debería seleccionarse y observarse enestos casos un determinado orden de medición.
Ejemplo para el orden de medición en herramientas del tipo 4:
1. Seleccionar modo 5 y determinar radio a través de un "rascado" porambos lados.
2. Medir L3 según especificación de niveles y eje en el modo 1, 2, 3 ó 4.
3. Medir L1 y L2 según especificación de niveles y eje en el modo 1 ó 2.
Ejemplo para una imagen de visulización en el menú Medición deherramienta:
Pictograma para herramienta activa del
Valor de geometría calculado actualmente
valor actual de geometría
en el control
Identificación
posición de husillo
Valor real actual
Desplazamiento activo del punto cero (modificable)
Valor de distancia a introducirt
Datos activos de
herramienta
(sin posibilidad
de entrada)
Fig. 6-57: imagen de visulización en el menú Medición de herramienta
Manejo

CNC Interface de usuario grafica V 16
6-72 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
En la imagen básica
• eje
• nivel
• modo
• desplazamiento del punto cero modificable
• distancia
• correcciones de herramienta
son tamaños configurables que son seleccionados con la ayuda de lasteclas del cursor y aparecen en un fondo claro. Por ejemplo, en la fig.anterior se ha seleccionado el tamaño del eje.
El menú Medición de herramienta tiene carácter de diálogo ya que trascada introducción o modificación de configuración en la imagen básica sesigue conmutando de forma automática el cursor manteniéndose asítambien un determinado orden en las operaciones.
Tras pulsar la tecla <Enter> se ofrecen en la lista de teclas de funcióndiferentes teclas y campos de selección segú el valor seleccionado.
La configuración del eje, nivel o modo se apoya además por la indicaciónde una imagen de ayuda. En estos casos se incluyen estas imágenes deayuda, complementando la lista de teclas de función, en las ilustracionesde la siguiente descripción.
Si en la selección de
• eje
• nivel y
• modo
resultara una configuración desautorizada, aparecerá un mensaje sobrela indicación en lugar de una imagen de ayuda.
El cursor de selección entonces ya sólo podrá posicionarse con las teclas
< ← > o < → > sobre uno de estos valores con el fin de lograr unacombinación de configuración permitida.

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-73
Datos de configuración para la medición de herramienta:
Fecha deconfiguración
Margen de selección Limitaciones a laconfiguración
Preconfiguración enla entrada en menú
Eje (según significado de eje)X, Y, Z
según parametrización deeje
última configuraciónmemorizada
Nivel G17, G18, G19 - Nivel activo
Modo 1, 21, 2, 31, 21, 2, 3, 4, 5
para tipo de corrección 1para tipo de corrección 2para tipo de corrección 3para tipo de corrección 4
última configuraciónmemorizada
Distancia Entrada como valor numé-rico, también es posiblecomo expresión matemática
- último valor memo-rizado
Fecha de configuración Margen de selección Limitaciones a laconfiguración
Preconfiguraciónen la entrada en
menú
Desplazamiento de puntocero activo ÈDesplazamiento de puntocero modificada
Entrada como valornumérico, también esposible como expresiónmatemática
sólo en modo 2 ó 4 Valor activo dedesplaza. de pto.cero es actualizadohasta primeramodificación manual
Valor real [P1] Es posible para la acep-tación del valor real actual
sólo en modo 5 y tipo decorrección 4 ó 3 y tipo decorrección 2
último valor memo-rizado
Valor real [P2] Es posible para la acep-tación del valor real actual
sólo en modo 5 y tipo decorrección 4 ó 3 y tipo decorrección 2
último valor memo-rizado
Fecha de configuración Indicación
Tipo de corrección de la herramientaDesignación de herramientaPosiciónN° herramientaN° DuploN° de cuchillaPosición de cuchillas
indicado como pictograma28 caracteres1 - 9991 - 9991 - 9991 - 990 - 8
La herramienta deseada debe ser preseleccionada con los datoscorrespondientes en la lista de herramientas como herramienta activa
KT: tipo de corrección
Datos generalesde configuración
Datos de configuracióndependientes del modo
Datos de configuración noinluenciables en el cuadro de
diálogo

CNC Interface de usuario grafica V 16
6-74 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Fig. 6-58: configuración del eje
En la barra de teclas de función se ofrecen todos los ejes principaleslineales activados (no ejes transferidos) con su designación de ejeactiva para la selección.
La imagen de ayuda contiene además una tabla para la indicación detodos los valores de geometría pertenecientes a la herramienta activa(sin valor de desgaste y offset).
Fig. 6-59: configuración del nivel
Imagen de ayuda como en la configuración de eje.
Fig. 6-60: configuración del modo
Imagen de ayuda como en la configuración de eje.
Eje
Nivel
Modo

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-75
Fig. 6-61: configuración de la distancia
En lugar de un sencillo valor numérico, también puede introducirse unaregla de cálculo con un máx. de 21 caracteres según la sintaxis siguiente.
Ejemplo: 1000 * ( 4.312+3 ) / 8
Operadores permitidos y clasificados según prioridades: ( ) * / + -
Fig. 6-62: configuración desplazamiento del punto cero modificado
Introducción como en distancia.
En la medición de herramienta con desplazamiento del punto cero serecomienda trabajar siempre con el desplazamiento del punto cero actual(activo). Además existe la posibilidad de introducir un valor que seacalculado en lugar del valor de desplazamiento del punto cero. Si seefectuó una modificación manual en este valor, ésto aparecerá en laimagen básica tal y como puede observarse en la siguiente fig.
Símbolo para valor de entrada manula Designación cambia de "NPV activo" a "NPV modificado" ante un fondo claro
Fig. 6-63: introducción manual del valor de desplazamiento del punto cero
No tiene lugar una aceptación del valor dedesplazamiento del punto cero modificado en el registrode punto cero.
Además ya no se actualizará de forma automática elvalor de punto cero después de su modificación manual.
Distancia
Desplazamiento del punto ceromodificado (sólo en los modos
2 y 4)

CNC Interface de usuario grafica V 16
6-76 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
En el proceso de medición "Palpación mecánica por dos lados"(herramienta con tipo de corrección 2 y modo 3 o tipo de corrección 4 ymodo 5) se recomienda el siguiente proceso operacional para ladeterminación del valor de radio.
Fig. 6-64: aceptar posición en el punto 1
Fig. 6-65: aceptar posición en el punto 2
Fig. 6-66: introducir valor de distancia
Fig. 6-67: aceptación del valor de corrección medido en los datos deherramienta del control
1.
2.
3.
4.

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-77
El último paso (4.) es necesario en cada proceso de medición comooperación final para un proceso de medición.
¡Con la aceptación del valor de corrección deherramienta calculado en los datos de herramienta seráinmediatamente válido en el control y tambiénmemorizado en la lista de herramientas!
A través de la tecla de función <F1> "Introducción directa" se le ofrece laposibilidad al usuario de introducir directa y manualmente todos losvalores de geometría para la herramienta activa en el menú "Medición deherramienta".
Según la generación de parámetros de sistema (con/sin desgaste oregistro de offset) resultan para la función Introducción directa lassiguientes imágenes de indicación.
Fig. 6-68: sin desgaste/sin offset
Fig. 6-69: sin desgaste/con offset
Fig. 6-70: con desgaste/sin offset

CNC Interface de usuario grafica V 16
6-78 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Fig. 6-71: con desgaste/con offset
¡Con la aceptación del valor de corrección deherramienta introducido en los datos de herramienta ésteserá inmediatamente válido en el control y tambiénmemorizado en la lista de herramientas!
Fig. 6-72: introducción de valor absoluta
La introducción de valor en la introducción directa se efectúa como en laintroducción de distancia o de punto cero.
Los valores de desgaste y de offset se vigilan además en lo que a losparámetros de proceso se refiere.
B0x. 25 máx. cantidad de introducción para desgaste de longitud
B0x. 26 máx. cantidad de introducción para desgaste de radio
B0x. 27 máx. cantidad de introducción para offset de longitud
B0x. 28 máx. cantidad de introducción para offset de radio
(x ... n° proceso)
En este caso, los valores límite no son absolutos sino son valores límitesde diferencia.
En caso de una modificación de valores demasiado amplia, se indicará elmáx. aumento o la máx. reducción posible del valor en la barra deerrores.
Es posible borrar el valor por medio de la introducción de "0".

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-79
6.8 Correcciones D
Las correcciones D solamente pueden ser aplicadas cuando éstas estánpermitidas por el parámetro de proceso B0x.029.
Las correcciones D se utilizan en un programa NC como correccionesadicionales. Los valores de la corrección D son asignados por el usuario.
En el IUG se administran correcciones D en registros de datos agrupadosen listas tanto en la memoria MT-CNC para la producción como tambiénen el disco duro para la preparación de producción (véase capítulo 3.2).
En la memoria MT-CNC existen para cada estación hasta 99correcciones D. En el programa NC, DO implica la desactivación de lacorrección D. Cada corrección D contiene cuatro valores que actúan endependencia del nivel activo.
Del número total de las correcciones D se registran e indican en el IUGsólo las correcciones D con su valor cuyas designaciones están incluidasen la lista.
Por lista pueden registrarse con sus valores y comentario las 99correcciones D de la estación. El comentario no es archivado en lamemoria MT-CNC. Una corrección D puede aparecer varias veces enuna lista.
Los efectos y la aplicación de las correcciones D aparecen descritos en elmanual de programación.
El menú "Valores de corrección D" es un cuadro de diálogo en el que sehan realizado las siguientes funciones:
• Creación de una lista con un máximo de 100 líneas.
• Asignación de valores a las correcciones D incluidas en la lista.
• Transmisión de listas desde la memoria MT-CNC en el disco duro yviceversa.
• Insertar, borrar y copiar listas en el disco duro.
• Asignación de un comentario a cada corrección D.
En la siguiente fig. se representa de forma esquemática la estructura delmenú. En este caso han sido señalizados las puntos de entrada desdelos menús "Producción" y "Preparación". Excepto el comando de llamaday retorno representado se vuelven a abandonar los niveles mediante<F8> o <Esc> a través del recorrido por el que se realizó la entrada.
Organización de datos
Efectos
Conjunto de funciones
Llamada

CNC Interface de usuario grafica V 16
6-80 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Estación
Estación
1
Producción
99
2
Preparación
Fig. 6-73: estructura del menú Valores de corrección D

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-81
Al acceder al menú "Correciones D" mediante <F4> desde el subnivelPrograma y datos <F7> del menú de producción aparece la siguienteimagen de visualización.
Fig. 6-74: correcciones D
En la ventana superior del cuadro de diálogo se indican los númerosde la corrección D, valor simbólico y comentario. En el campo decomentario se preve una columna para la introducción opcional del tipo.
La indicación de un tipo de herramienta sirve exclusivamente comoayuda en la introducción cuando se emplea la corrección D comocorrección adicional de herramienta. El comentario y, en este caso,también el tipo no se transmite a la MT-CNC.
En la lista de las correcciones D puede hojearse con la ayuda de lasteclas del cursor y <Page up> y <Page down>.
Los cuatro valores de la corrección D seleccionada se indican en laventana inferior bajo la designación DL1, DL2, DL3, y DR.
Las correcciones D siempre se memorizan en la unidad de medidaparametrizada y se indica e introduce en la unidad de medidaactualmente preseleccionada.
El valor D activo correspondiente se inserta de forma dinámica en laimagen. En caso de que éste también se encuentre en la lista, seráidentificado mediante ">>".
Menú básico Correcciones D
Establecimiento de imágenes
Tipo de herramienta
Selección de la corrección D
Valores de la corrección D
Conmutación metros-inch
Corrección D activa

CNC Interface de usuario grafica V 16
6-82 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
La imagen de ayuda permanentemente visible muestra como ayuda parael usuario y según el nivel seleccionado la efectividad del
valor de corrección D seleccionado en el sistema de coordenadas.
Si en el comentario se introdujo un tipo de herramienta de 1 hasta 4, serepresentará una imagen de herramienta con las direcciones de accióncorrespondientes de las correcciones de herramienta en dependencia delos niveles G17, G18, G19. La acción de los valores de corrección D sonfacilmente desviables.
En el control siempre actúan los cuatro valoresdeterminados al llamar una corrección D,independientemente de si se indicó un tipo en elcomentario para el que no todos los valores tienensignificado.
Como tipo se introdujo en el comentario un "1".
Este tipo en el tratamiento de herramientas corresponde a un taladropara el que únicamente se tiene en cuenta la corrección de longitud L3en el control. Si en la corrección D asignada se han determinado valoresDL1, DL2 y DR diferentes a cero, éstos siempre entrarán en el cálculo.
Los valores relevantes para el tipo se representan de color negro (DL3) ylos valores de corrección efectivos y adicionales (DL1, DL2 y DR)aparecen en color gris.
En la lista de correcciones D pueden modificarse para una corrección Dya registrada
• el número de la estación
• el número de la corrección D
• el valor de la corrección D
• el comentario incluyendo el tipo.
Para la modificación debe posicionarse el cursor sobre el tamañodeseado y con la tecla Enter o introduciendo un signo aparece la ventanaespecial de edición.
Para cada estación existen hasta 99 correcciones D.
Como número puede introducirse un valor de 1 a 99. D0 significa lasupresión de la corrección D de forma que no pueda resultar unaintroducción de valor.
En la correcciones D de otras estaciones no es posible un acceso en elIUG ni en el programa NC.
Imagen de ayuda
Ejemplo:
Número de la corrección D

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-83
En la introducción pueden introducirse los valores directamente o comoexpresión matemática. En este caso, se permiten un máximo de30 caracteres de entrada incluyendo el punto decimal y los operadores decálculo.
En el modo de edición es posible una conmutación entre "Sobreescribir"e "Insertar" con la ayuda de la tecla Insert.
El margen interno de valores para las correcciones D se fija en losparámetros de proceso B0x.030 (cantidad máx. de introducción paracorrección D de longitud DL1, DL2 y DL3) y B0x.031 (cantidad máx. deintroducción para la corrección D de radio DR).
Los valores se indican e introducen en el sistema de representación decoma fija.
El número de las posiciones de coma posteriores indicadas es determi-nado por las posiciones de coma posteriores programables y fijadas enlos parámetros de proceso.
Es posible cambiar entre los valores de una corrección D en una ventanade edición activada con la ayuda de < ↓ > y < ↑ > .
En este modo de introducción se efectúa la conmutación sucesiva de
las correcciones D solamente con <Page up> o <Page down>. Mediante<Esc> se abandona la ventana de edición.
Fig. 6-75: introducción de un valor de corrección D
Para cada corrección D puede introducirse un comentario de 30caracteres.
El comentario no está asociado a la corrección D, es decir, en caso deuna modificación en el número se mantiene el comentario.
Valor de la corrección D
Margen de valores
Comentario

CNC Interface de usuario grafica V 16
6-84 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
No hay ningún tipo determinado para la aplicación de la corrección D.
Si la aplicación como corrección adicional debe referirse a unaherramienta, puede predeteminarse el tipo de herramienta. Para volver ala aplicación universal debe indicarse el tipo "0" o "Space". Como ayudaaparecen imágenes de ayuda dependientes de los niveles.
Tipo G17 G18 G19
0
1
2
3
4
Tipo

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-85
En la primera puesta en funcionamiento, las listas no contienencorrecciones D.
A través de <F1> deben introducirse individualmente todos los númerosdeseados de correcciones D en la ventana de edición.
La inserción de una línea siempre se efectúa después de la posición delcursor, independientemente de la columna en la que se encuentra elcursor.
En una lista pueden introducirse un máximo de 100 líneas.
Si la introducción se realiza en una lista de la memoria MT-CNC, seindicarán los valores allí válidos de la corrección D.
Si la introducción se produce en una lista del disco duro, se predefiniránautomáticamente todos los valores con "0".
Una lista recién insertada en el directorio de listas a través de <F1> estávacía, aun no contiene correcciones D. Después de la llamada de unalista vacía puede crearse una lista global con 99 correcciones D mediantela tecla de función <F4>. Los valores de las correcciones D estánpreviamente fijados con cero.
Independientemente de la posición de columna del cursor se borra deforma completa la correspondiente línea. Los valores en la memoriaMT-CNC se mantienen intactos.
Mediante esta función se accede a un nuevo cuadro de diálogo. Éstaofrece la posibilidad de cargar listas de corrección D del CNC en el discoduro y viceversa.
Esta imagen de presentación es al mismo tiempo el punto de entradadesde el menú "Preparación".
En la siguiente fig. se representa de forma esquemática el principio deacción que resulta al cargar las listas.
Sólo puede disponerse de aquellas correcciones D y listas de lasestaciones que se encuentran registrados en los parámetros.

CNC Interface de usuario grafica V 16
6-86 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Memoria MTCNC
Estación 0
D99
D1...
. . .
Lista 99Lista 2
Lista 1
Estación 0
Lista 99Lista 2
Lista 1
Estación 1
Lista 99Lista 2
Lista 1
Estación 6
Estación activa. . .
. . .
Estación 1
D99
D1...
Estación 6
D99
D1...
. . .
Selección de D1 hasta D99
Selección de D1 hasta D99
Selección de D1 hasta D99
Fig. 6-76: principio de acción al cargar listas de correcciones D

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Datos NC 6-87
Con la llamada de la función Selección de listas aparece el siguientecuadro de diálogo:
Fig. 6-77: cuadro de diálogo selección de listas de correcciones D
Si el cursor se encuentra sobre el nombre de la lista de memoriaMT-CNC pueden cargarse los valores de las correcciones D que se en-cuentran en la lista con los comentarios en el disco duro.
Si el usuario selecciona una lista del disco duro y llama la función Cargaren la MT-CNC, aparecerá la imagen con la siguiente ventana de decisión.
Fig. 6-78: cuadro de diálogo inicializar datos en el CNC
Tras la carga de la lista de la MT-CNC pueden visualizarse lascorrecciones D de la lista en la memoria MT-CNC.

CNC Interface de usuario grafica V 16
6-88 Datos NC DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Si en la ventana de decisión se selecciona la configuración estándar"No", se mantendrán los valores de las correcciones D sin influencia en lamemoria MT-CNC, independientemente de los valores en la lista deldisco duro. La transmisión únicamente sirve como enmascaramientopara la indicación de correcciones D seleccionadas.
Al cambiar con el cursor o tabulador a "Si" se transmiten directamente losvalores de las correcciones D al disco duro de la
memoria MT-CNC.
Los valores anteriores de la memoria MT-CNC se sobreescriben.
Mediante la interrupcion o <Esc> se retorna al directorio de listas.
Si el cursor se encuentra en el directorio de listas del disco duro puedenllamarse las siguientes funciones:
<F1> insertar listas (creción de una nueva lista)
<F2> borrar listas
<F3> modificar designaciones de listas
<F4> procesamiento externo de datos.
El tratamiento externo de datos aparece descrito en el capítulo 7.3.
En la imagen básica y en la selección de listas se ofrece mediante <F5>un menú para la selección de estaciones.
Si en el menú Correcciones D se efectúa un cambio deestación, este cambio tendrá un efecto global, es decir,se indica el de funcionamiento principal y subordinado asícomo las softkeys PLC de la estación que se acaba deseleccionar. Al retornar a la indicación de posición laestación seleccionada a través del cambio de estaciónestá activada.
Notas
Inicialización de datos
Inicialización de datos
Inicialización de datos
Tratamiento de listas
Selección de estación

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Funciones especiales 7-1
7 Funciones especiales
7.1 funcionamiento MDI
El modo de funcionamiento MDI está previsto para introducir registros NCindividual en el formato DIN y procesarlos automáticamente tras pulsar latecla Start.
Por ejemplo, el funcionamiento sirve para:
• Influir estados de máquina (fijación del nivel de accionamiento delaccionamiento principal por medio de un comando M)
• Configurar estados de control (activación de un determinadodesplazamiento de punto cero a través del comando G)
• Establecer condiciones geométricas y tecnológicas para la búsquedade registro (registro de entrada no es ningún registro principal)
• Programar y ejecutar movimientos individuales de contorno (registroscirculares).
La llamada del editor MDI en el IUG es una variante de modificación de lapantalla básica para el funcionamiento MDI. En esta pantalla básica sedispone del editor en la 3ª ventana de la indicación de una estación y enla 2ª ventana de la indicación de dos estaciones con la función de lupadesconectada.
Por ejemplo, el editor puede ser configurado a través de <Shift> + <F8>.
En general, el fabricante de máquinas ha enlazado esta pantalla básicacon el modo de funcionamiento principal. La configuración de ésta y delas restantes ventanas se describe en el apartado 2.2 Modificación de lapantalla básica.
Conjunto de funciones
Llamada

CNC Interface de usuario grafica V 16
7-2 Funciones especiales DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
En la parte inferior de la ventana del editor se puede visualizar en laindicación de una estación el mensaje de diagnóstico actual.
Fig. 7-1: editor MDI de la indicación de una estación
En la indicación de dos estaciones puede indicarse el editor en ambasestaciones. La introducción de comandos NC sólo es posible en laestación activada.
El cambio de la estación activa se efectúa mediante <Ctrl>+ <Page up> o<Ctrl> + <Page down>.
Fig. 7-2: editor MDI de la indicación de dos estaciones
Editor MDI de la indicación deuna estación
Editor MDI de la indicación dedos estaciones

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Funciones especiales 7-3
El editor de la pantalla básica contiene importantes funciones como lassiguientes:
• Introducción de un máximo de 156 caracteres
• Conmutación entre el modo de sobreescribir y el modo de inserciónmediante <Ins>
• Posicionamiento del cursor mediante < → >, < ← >, <Pos 1> y <END>
• Borrado del contenido de editor mediante <Esc>
• Borrado de caracteres individuales mediante <Del> y < ← >
• Importación del registro en la memoria NC y en el programa MDI
Con la importación de "Registro activado" se transfiere por un lado elregistro MDI introducido a la memoria NC y se inserta por otro en elprograma MDI antes del "final del programa".
En el programa MDI se encuentra memorizada la secuencia de registrosde todos los registros MDI. Como punto de salida para el programa MDIsirve el formato de base depositado en la ocupación previa para elprograma NC.
Con el tabulador se accede desde la pantalla básica al editor para elprograma MDI. En el editor MDI se cuenta con la misma funcionalidadque el editor del programa activo.
Adicionalmente puede borrarse el programa MDI e inicializarse de nuevocon el formato de base de la lista de ocupación previa.
Fig. 7-3: editor MDI
Al abandonar el editor mediante <Esc> o <F8> se transfiere el registroseleccionado con el cursor a la venana MDI de la pantalla básica yposteriormente puede ser activado.
Con < ↑ > y < ↓ > en la ventana MDI de la ventana básica se indican losregistros anteriores o posteriores al registro actual del programa MDI sinque se efectúe una llamada del editor MDI.
Editor en la imagen básica
Llamada editor MDI
Abandonar el editor MDI
Llamada del registro individual

CNC Interface de usuario grafica V 16
7-4 Funciones especiales DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Cada registro activado correctamente es insertado antes del final delprograma en el programa MDI.
El registro NC se introduce sin número de registro según las reglas delmanual de programación NC. Tras la importación en la memoria NCaparece el registro en la indicación de registros y en el mensaje dediagnóstico se señaliza la disponibilidad de inicio.
Pulsando la tecla de arranque comienza la ejecución del NC.
Fig. 7-4: introducción de un registro NC
Tras un completo procesamiento puede predefinirse un nuevo registroque se indica a través de un mensaje de diagnóstico estándar "Dispuestoinicio; modo funcionamiento: preparar".
Si el registro actual en la memoria NC aun no ha sido iniciado y ya se hapredefinido un nuevo registro, aparece el mensaje de error:"MDI aun activado".
Fig. 7-5: mensaje de error
El mensaje de error debe ser confirmado mediante <Esc> o <Del>.
Antes de añadir un nuevo registro, el registro activo debe ser procesadodel to do o la memoria NC deber borrarse mediante"Clear Error" + «Ctrl Reset».
Entrada registro NC
MDI aun activado

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Funciones especiales 7-5
El mensaje de error aparece si el registro MDI ha sido interrumpidodurante el procesamiento: "Registro MDI ha sido interrumpido"
Si el usuario intenta predefinir un nuevo registro antes del procesamientocompleto del registro, aparecerá el siguiente mensaje de error.
Fig. 7-6: mensaje de error
El error debe ser confirmado y el procesmiento puede ser reanudado. Delo contrario debe borrarse el registro en la memoria NC mediante ClearError + Ctrl Reset.
Antes de la aceptación del registro en la memoria NC se efectúa unaprueba sintáctica. En este caso pueden aparecer mensajes de error.Debido a que un registro con error no es aceptado, es posible introducirun nuevo registro inmediatamente después de la confirmación.
Entrada: G100
Entrada: GX100
Proceso aun activado
Prueba sintáctica
Ejemplos:

CNC Interface de usuario grafica V 16
7-6 Funciones especiales DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Si el registro NC contiene errores no detectados en la prueba sintáctica,aparecerá durante el inicio un mensaje de error con su texto dediagnóstico correspondiente.
Fig. 7-7: mensaje de error con texto de diagnóstico
Para que el registro sea eliminado debe confirmarse el error mediante<Clear Error> + <Ctrl Reset>. A continuación puede introducirse unnuevo registro.
Mensajes de error
Ejemplo:

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Funciones especiales 7-7
7.2 Valor actual cero/Valor actual real
Las funciones "Valor actual cero/Valor actual real" son funciones deayuda para el usuario, sobre todo en el funcionamiento manual. De estaforma, por ejemplo, puede adjudicarse una cantidad definida enposiciones de eje deseadas sin que se lleguen a frecuentes cálculosincorrectos efectuados por el usuario.
Las funciones Valor actual cero y Valor actual real están a disposición delfabricante de máquinas para el enlace como softkey PLC. Para adquiririnformaciones más amplias respecto a este punto, consulte ladocumentación del fabricante de máquinas.
Con la llamada de la función "Valor actual cero" a través de una softkeyse posicionan los valores reales de todos los ejes en la indicación cero detodas las pantallas básicas de la indicación de una estación.
La posición actual de todos los ejes en sólo sirve en los movimientosposteriores en la indicación como punto de referencia para la indicacióndel valor real.
Con la llamada de la función "Valor actual real" se mantiene eldesplazamiento de punto cero en la indicación y el punto cero demáquina o piezas sirve otra vez como valor de referencia para el valorreal.
Asimismo se lleva a cabo la anulación a través de la modificación de laindicación de coordenadas de piezas en la indicación de coordenadas demáquina o viceversa.
1 Tras la medición del diámetro de una pieza giratoria resultaque se necesita una aproximación de 1,28 mm en el diámetro para el mecanizado del contorno de acabado.
2 Cuando los valores de corrección de herramienta son desconocidos, no existe ninguna relación entre el valor real indicado y el diámetro de la herramienta.
En el último corte o al rascar existe un valor real de 101,173 mm en el eje X.
3 El usuario puede ahorrarse el cálculo de la posición de aproximación
101,173 - 1,28 = 99,893
si fija el valor real en cero tras el rascado y aproxima directa-mente el eje X en -1,28 mm.
4 Con la llamada de la función "Valor actual real" aparece trasla aproximación en X el valor 99,893.
En el ejemplo se preve la programación activa de diámetro.
Aplicación
Acceso
Conjunto de funciones
Ejemplo

CNC Interface de usuario grafica V 16
7-8 Funciones especiales DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Valor actual Valor actual real cero
X
101,173 0
99,893 -1,28
31,28①
② ③
④
30,000

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Funciones especiales 7-9
7.3 Indicación de funciones hotkey
Con la combinación de teclas se indica la lista de las funciones hotkeymás importantes.
Fig. 7-8: indicación de las funciones hotkey
Menú: ocupar teclas de función
Esta función ha sido exclusivamente determinada con fines de puesta enfuncionamiento. En caso de que ya no sea posible la llamada para laocupación de las teclas de función a causa de una ocupación incorrecta,puede accederse directamente al menú a través de las combinaciones deteclas.
Introducción de la contraseña
A través de la llamada de la introducción de contraseña, el usuario puederegistrarse con el fin de crear un acceso a los menús de acuerdo a suautorización. Si el usuario confirma el usuario y la contraseña durante lallamada de la introducción de contraseña mediante la tecla Enter, seborrará la autorización de acceso antes de cumplirse el tiempo previsto.
Copia de pantalla
Esta función ha sido exclusivamente determinada con fines de servicio.Permite archivar el contenido de la pantalla actual como fichero bmp.
Indicación de versión
Esta función ha sido exclusivamente determinada con fines de servicio.En su acceso se indican datos que sirven para la identificación de laversión.
<Alt> + <H>
<Alt> + <F>
<Alt> + <K>
<Alt> + <P>
<Alt> + <V>

CNC Interface de usuario grafica V 16
7-10 Funciones especiales DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Menú Indicación Variante
Esta función permite la configuración de la pantalla básica. Cuenta conuna amplia descripción en la selección de ventanas.
Cambio de estación
Con estas combinaciones de teclas puede cambiarse la estación en lapantalla básica y parcialmente en los cuadros de diálogos en numerosasestaciones.
<Shift> + <F8>
<Ctrl> + <Page down>
<Ctrl> + <Page up>

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Funciones especiales 7-11
7.4 Esquema de listas (*)
La función "Esquema de listas" permite al usuario como ayuda hacersecon una rápida visión general sobre los datos NC momentáneamenteactivos en el control.
Con el cursor puede seleccionarse un paquete o una lista y ramificarsecon su aceptación en el menú. En caso de un paquete activo se efectúael salto a la preselección de programa.
Fig. 7-9: listas
En el cambio a la selección de estación se indica el esquema deestaciones de las correspondientes listas para el tipo de datos NC actual.En este caso, puede resultar un cambio de estación retornando aldirectorio de listas de la nueva estación.
Estación 0 Estación 1 ... Estación 6
Paquete activo
Programa activo
Desplaza. pto. cero
NC-Events
Datos de herramienta
Ü
________________________
(*) La función "Esquema de listas" se encuentra en proceso depreparación.
Aplicación
Correcciones D
Esquemade listas
⇔

CNC Interface de usuario grafica V 16
7-12 Funciones especiales DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Notas

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Funciones de puesta en funcionamiento 8-1
8 Funciones de puesta en funcionamiento
La puesta en funcionamiento y el mantenimiento de la unidad de control ymáquina cuentan con el apoyo de las funciones en el menú principal"Puesta en funcionamiento".
Tras pulsar las teclas de función correspondientes se cargan losrespectivos programas del IU.
Fig. 8-1: menús de puesta en funcionamiento
Conjunto de funciones
<F7> Puesta en funcionamiento
Menú principal "Puesta enfuncionamiento"
Submenú "Servicio"
Submenú "Ocupación desoftkeys"

CNC Interface de usuario grafica V 16
8-2 Funciones de puesta en funcionamiento DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
8.1 Función de osciloscopio
Para una sencilla puesta en funcionamiento y para una óptimaadaptación de la unidad de control y de los accionamientos a la máquinapueden reproducirse con la función de osciloscopio de eje los diagramasde contorno, tiempo y frecuencia de diferentes datos de hasta 2 ejes.
Estos datos pueden ser memorizados y ser posteriormente utilizadoscomo referencia para facilitar la toma de decisiones en los trabajos demantenimiento.
La función de osciloscopio únicamente cuenta con el apoyo para los ejesde avance con accionamientos digitales.
Es posible registrar simultáneamente las señales de medición de hasta4 ejes. Antes del registro debe definirse una condición de disparo. Elregistro se inicia con la aparición de la condición de disparo.
Como señales de medición se dispone de:
• Posición real
• Frecuencia de giro real
• Valor nominal momentáneo
• Desviación de posición
Una detallada descripción sobre la función de osciloscopio aparece en elinterfaz de usuario MT-CNC, carpeta 2, capítulo 6, <F5> "Función deosciloscopio", 109-668-4173-01.

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Funciones de puesta en funcionamiento 8-3
8.2 Versión MT-CNC
Con la llamada de la función aparece un esquema sobre la configuraciónactual de control:
• Ocupación de slot
• N° módulo
• Nombre de la tarjeta enchufable
• Versión del software
• N° de la pieza
8.3 Diagnóstico global
A través de "Diagnóstico global" se activa el punto 7 del menú del IU"Estado y diagnóstico NC". En el interfaz de usuario MT-CNC, carpeta 2,
capítulo 9, <F7> „Estado NC y diagnósticos“ ,109-668-4178-01 aparecela descripción de las funciones correspondientes.
8.4 Documentación global
Tras la puesta en funcionamiento de un equipo se precisa unadocumentación de terminación.
La documentación global ofrece todas las funciones de impresión queexisten en los diferentes niveles del menú principal MT-CNC.
• Imprimir programa PLC
• Imprimir paquete de programas NC, etc.
Estas documentaciones parciales pueden ser imprimidas en conjunto enla documentación global.
Conjunto de funciones de la documentación global:
• Selección automática de todos los programas activados
• Extracción automática de todos los números de versión de la unidadde control
• Introducción de breves descripciones en forma de hojas deseparación y de correcciones
• Generación de índices de materias
• Impresión con fecha, hora y enumeración automática de páginas
• Apoyo al usuario a través de funciones de control
Ejemplo:

CNC Interface de usuario grafica V 16
8-4 Funciones de puesta en funcionamiento DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
La documentación global puede finalizarse mediante <Alt> + <F4>. Ladescripción aparece en el interfaz de usuario MT-CNC, carpeta 2,capítulo 4, <F4> "Documentación global" , 109-668-4171-03 .
8.5 Sistema de programa PLC
El sistema de programa PLC permite el establecimiento y puesta enfuncionamiento del programa PLC de la MT-CNC según
la IEC 1131-3.
La descripción „PLC según IEC 1131-3“ contiene los siguientes capítulos:
• Conjunto de comandos PLC (4189)
• Descripción de interfaces PLC (4191)
• Instrucciones de programación PLC IU (4172)
• Indicación de estado PLC (4175)
• Proyección del interfaz de usuario gráfico (4199)
8.6 Indicación de estado
La indicación de estado permite disponer de una indicación de estadocon imágenes de demostración con las siguientes características:
• Libre formación de imágenes a través del usuario
• Libre conexión en red de las imágenes por parte del usuario a travésde la asignación a las teclas de función deseadas
• Acceso a nombres simbólicos de variables del programa PLC
• Reacción frente a acontecimientos en la PLC, p. ej. cambio sucesivode imágenes
• Indicación de los valores de variables en forma binaria, decimal,hexadecimal como texto definido por el usuario, como valor procentualy como escala lineal
• Introducción de valores de alta velocidad en caso de variablesnuméricas para la conmutación de diferentes estados
La indicación de estado puede ser configurada de diferentes formas porparte del fabricante de máquinas. La llamada con diferentes imágenespuede estar implementada repetidas veces (véase documentación delfabricante de máquinas).
No es posible un acoplamiento con las funciones del IUG.
(Carpeta 3)

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Funciones de puesta en funcionamiento 8-5
8.7 Parámetros de máquina
El menú "Parámetros de máquina" sirve para la indicación,procesamiento y transferencia de:
• Parámetros de sistema
• Parámetros de proceso
• Parámetros de eje
• Parámetros digitales de accionamiento
• Datos de medición de los parámetros de eje
Una modificación de parámetros se efectúa siempre, a excepción de losparámetros digitales de accionamiento, en el disco duro, es decir, unamodificación no será válida hasta que los parámetros sean transferidos ala unidad de control.
Una detallada descripción sobre los parámetros aparece en el interfaz deusuario MT-CNC, carpeta 2, capítulo 5, <F5> "Parámetros", 109-668-4163-04.

CNC Interface de usuario grafica V 16
8-6 Funciones de puesta en funcionamiento DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
8.8 Archivo
En cada puesto de ordenador en el que se generan o editan datos,debería efectuarse un almacenamiento de datos en espacios de tiemporegulares y no demasiado amplios.
El almacenamiento de los datos más relevantes se realiza a través delmenú "Archivo".
El archivamiento (almacenamiento) de datos se establece tanto enmedios internos, unidad de disco sobre la que fue instalada el interfaz deusuario MT-CNC, como también en medios externos.
En el menú básico de archivamiento del IU pueden almacenarse:
• Archivo NC, archivar y cargar paquetes NC (incl. lista de colocación)
• Archivo de herramientas
• Archivar y cargar listas de herramientas
• Archivo MT-CNC
• Archivar y cargar todos los datos definidos por el usuario
• Datos NC, archivar y cargar todos los datos NC de/en la MT-CNCcomo p. ej. events NC, variables NC, correcciones D, listas deherramientas y datos sobre el punto cero.
La descripción aparece en el interfaz de usuario MT-CNC, carpeta 2,capítulo 2, <F1> "Archivo", 109-0668-4161-01.

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Funciones de puesta en funcionamiento 8-7
8.9 Ocupación de softkeys PLC
Fig. 8-2: menú de ocupación de softkeys PLC
El menú "Ocupación de softkeys PLC" contiene importantes funcionescomo las siguientes:
• Asignación de un máximo de 16 señales simbólicas de referencia PLCpara cada estación destinada a la selección de las pantallas básicas ymodos de funcionamiento principal
• Asignación de señales de referencia PLC para el control de lassoftkeys PLC en un máximo de 90 niveles
• Asignación de funciones estándares, modos de funcionamientosubordinado y niveles sucesivos a las softkeys PLC
• Inscripción de las teclas con imágenes o texto de usuario dependientedel lenguaje
• Archivamiento de la ocupación de teclas.
Una explicación detallada aparece en carpeta 3, capítulo 5, "Proyeccióndel interfaz de usuario gráfico", 109-0668-4199-00.

CNC Interface de usuario grafica V 16
8-8 Funciones de puesta en funcionamiento DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
8.10 Teclas de función
Fig. 8-3: menú teclas de función
El menú "Teclas de función" permite al usuario modificar o añadir otrasteclas a la ocupación de las teclas de función frente a la ocupación deteclas.
Este menú contiene importantes funciones como las siguientes:
• Asignación de funciones del catálogo estándar a las teclas de funciónen un máximo de 24 niveles.
• Asignación de números claves-contraseñas a las teclas de función
• Inscripción de las teclas con imágenes o texto de usuario dependientedel lenguaje
• Archivamiento de la ocupación de teclas
• Configuración de la ocupación estándar de las teclas de funciones
• Fijación del nivel offline, nivel prinicipal, nivel de error y nivel de inicio.

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Funciones de puesta en funcionamiento 8-9
8.11 Nivel IU
La llamada del nivel IU únicamente debería ser efectuado por personalespecializado autorizado.
Este nivel puede servir para lo siguiente:
• MT↔CNC seleccionar interfaz (conmutación offline simulación online,selección COM1, COM2 etc.),
• Cambio de lenguaje
• Llamada de la administración de la contraseña
• Llamada del menú principal del IU
• Retorno al nivel DOS.
En el siguiente esquema se representan desde el comienzo cada uno delos pasos de uso incluyendo la conexión de la unidad de control.

CNC Interface de usuario grafica V 16
8-10 Funciones de puesta en funcionamiento DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Conexión de la MTCNCReset de conexión
IUG activo
�
Menú Menú principal del IUG
F7
F7
Puesta en funcionamiento
IU
Menú principal del IU
F1
0
1� � c+
Nivel DOS
Entrada: mtrun
Cambio de idioma
Retorno al IUG
+
alemánF1
F1 inglés......
Interface MTCNC
Administración de contraseñas...
�
Fig. 8-4: selección y abandono del IUG

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97 Index 9-1
9 Index
CCoordenadas 2-41
Correcciones 6-79
DDatos6-1, 6-15, 6-29, 6-37
Datos NC
tratamiento de datos de herramienta IUG 6-47
Datos-NC
Medición6-61
Diagnose 3-1
Diagnóstico
error de manejo (barra verde) 3-10
mensaje de estación (barra amarilla 3-5
simulación offline (barra blanca) 3-11
División 2-1, 2-2, 2-3, 2-4, 2-5, 2-7, 2-9, 2-11
EEsquema datos de eje 2-45
Estructura de programa y datos de la MT-CNC 4-1
descripción de datos NC 4-6
en el disco duro 4-4
en la memoria MT-CNC 4-5
indicaciones generales 4-1
tratamiento de datos NC 4-9
FFunciones 8-1, 8-3, 8-4, 8-5, 8-7, 8-8, 8-9
Funciones de puesta en funcionamiento
diagnóstico global 8-3
función de osciloscopio 8-2
versión MT-CNC 8-3
Funciones especiales 7-1
esquema de listast 7-11
funcionamiento MDI 7-1
indicación de funciones hotkey 7-9
valor actual cero / valor actual real 7-7
Funciones generales del teclado 1-3
Bloque de teclas 1-5
Teclas de función 1-3
GGeneralidades 1-1
IIndicación y elementos de uso del IUG 2-1
MMensaje de usuario (barra azul) 3-8
Modificación de la pantalla básica 2-12

CNC Interface de usuario grafica V 16
9-2 Index DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
pantalla clara/oscura2-14
selección de datos de eje (matriz de valores) 2-38
selección de estación 2-15
selección de ventanas 2-21
PPrograma5-1, 5-2, 5-11, 5-13, 5-20
Programa NC
archivo (Función IU) 5-25
indicación de un programa activo 5-4
Shop Floor Programming System (SFP) 5-25
Sselección 2-23, 2-24, 2-37
Selección de ventana
indicación de una estación con función de lupa 2-29
Selección de ventanas
indicación de dos estaciones con función de lupa 2-34
TTeclas de máquina (softkeys PLC) 1-4
Técnica 1-2
Tratamiento de datos de herramienta IU 6-45
Tratamiento de datos de herramienta IUG
indicación y modificación de los datos de herramienta 6-48
Tratamiento de los datos de herramienta IUG
configuración de la indicación de datos de herramienta 6-58
UUnidad de indicación mm/inch2-43

CNC Interface de usuario grafica V 16
DOK-MT*CNC-GBO*GEN*V16-ANW1-ES-P • 05.97
Notas