COMISION NACIONAL DEL AGUA - Gobierno | gob.mx · ADVERTENCIA Se autoriza la reproducción sin...
167
Comisión Nacional del Agua MANUAL DE AGUA POTABLE, ALCANTARILLADO Y SANEAMIENTO PROTECCIÓN CATÓDICA Y RECUBRIMIENTOS ANTICORROSIVOS Diciembre de 2007 www.cna.gob.mx
Transcript of COMISION NACIONAL DEL AGUA - Gobierno | gob.mx · ADVERTENCIA Se autoriza la reproducción sin...

Comisión Nacional del Agua
MANUAL DE AGUA POTABLE,
ALCANTARILLADO Y SANEAMIENTO
PROTECCIÓN CATÓDICA Y RECUBRIMIENTOS ANTICORROSIVOS
Diciembre de 2007
www.cna.gob.mx

ELABORACIÓN
1ª Edición
Ing. Luis Vera Monroy (1)
Revisión 2ª Edición
Dr. Velitchko Tzatzchkov (2) Ing. Ignacio A. Caldiño Villagómez (2)
Ing. Eduardo Martínez Oliver (1) Ing. Héctor E. Álvarez Novoa (1)
(1) Comisión Nacional del Agua (CNA).
(2) Instituto Mexicano de Tecnología del Agua (IMTA).

ADVERTENCIA Se autoriza la reproducción sin alteraciones del material contenido en esta obra, sin fines de lucro y citando la fuente. Esta publicación forma parte de los productos generados por la Subdirección General de Agua Potable, Drenaje y Saneamiento, cuyo cuidado editorial estuvo a cargo de la Gerencia de Cuencas Transfronterizas de la Comisión Nacional del Agua. Manual de Agua Potable, Alcantarillado y Saneamiento. Edición 2007 ISBN: 978-968-817-880-5 Autor: Comisión Nacional del Agua Insurgentes Sur No. 2416 Col. Copilco El Bajo C.P. 04340, Coyoacán, México, D.F. Tel. (55) 5174-4000 www.cna.gob.mx Editor: Secretaría de Medio Ambiente y Recursos Naturales Boulevard Adolfo Ruiz Cortines No. 4209 Col. Jardines de la Montaña, C.P 14210, Tlalpan, México, D.F. Impreso en México Distribución gratuita. Prohibida su venta.

Comisión Nacional del Agua
Ing. José Luis Luege Tamargo Director General
Ing. Marco Antonio Velázquez Holguín Coordinador de Asesores de la Dirección General Ing. Raúl Alberto Navarro Garza Subdirector General de Administración Lic. Roberto Anaya Moreno Subdirector General de Administración del Agua Ing. José Ramón Ardavín Ituarte Subdirector General de Agua Potable, Drenaje y Saneamiento Ing. Sergio Soto Priante Subdirector General de Infraestructura Hidroagrícola Lic. Jesús Becerra Pedrote Subdirector General Jurídico Ing. José Antonio Rodríguez Tirado Subdirector General de Programación Dr. Felipe Ignacio Arreguín Cortés Subdirector General Técnico
Lic. René Francisco Bolio Halloran Coordinador General de Atención de Emergencias y Consejos de Cuenca M.C.C. Heidi Storsberg Montes Coordinadora General de Atención Institucional, Comunicación y Cultura del Agua Lic. Mario Alberto Rodríguez Pérez Coordinador General de Revisión y Liquidación Fiscal Dr. Michel Rosengaus Moshinsky Coordinador General del Servicio Meteorológico Nacional
C. Rafael Reyes Guerra Titular del Órgano Interno de Control
Responsable de la publicación: Subdirección General de Agua Potable, Drenaje y Saneamiento
Coordinador a cargo del proyecto: Ing. Eduardo Martínez Oliver Subgerente de Normalización La Comisión Nacional del Agua contrató la Edición 2007 de los Manuales con el
INSTITUTO MEXICANO DE TECNOLOGÍA DEL AGUA según convenio CNA-IMTA-SGT-GINT-001-2007 (Proyecto HC0758.3) del 2 de julio de 2007 Participaron:
Dr. Velitchko G. Tzatchkov M. I. Ignacio A. Caldiño Villagómez

i
CONTENIDO Página
1. IMPORTANCIA DE LA CORROSIÓN ....................................................................1 1.1. DEFINICIÓN Y MECANISMOS DE CORROSIÓN...............................................1 1.1.1. Definición de corrosión ......................................................................................1 1.1.2. Pérdidas económicas ........................................................................................3 1.1.3. Condiciones corrosivas potenciales ..................................................................4 1.1.4. Mecanismos de corrosión................................................................................11 1.1.5. Características del agua que afectan la corrosividad ......................................13 1.1.6. Parámetros de la corrosión .............................................................................18 1.2. CONSECUENCIAS DE LA CORROSIÓN..........................................................23 1.3. FACTORES ECONÓMICOS DEL CONTROL DE LA CORROSIÓN .................25 1.3.1. Retorno de la inversión....................................................................................26 1.4. RESPONSABILIDAD DEL CONTROL DE LA CORROSION.............................26 2. QUÍMICA DE LA CORROSIÓN............................................................................28 2.1. ELECTROQUIMICA DE LA CORROSIÓN.........................................................28 2.1.1. Corrosión Galvánica........................................................................................28 2.1.2. Corrosión electrolítica......................................................................................34 2.2. QUÍMICA DE LA CORROSIÓN EN SISTEMAS DE AGUA................................36 2.2.1. Cálculo de la velocidad de corrosión ...............................................................36 2.2.2. Principios básicos de la corrosión ...................................................................37 2.2.3. Fenómenos de polarización y pasivación........................................................41 2.3. TIPOS DE CORROSIÓN ESPECÍFICOS EN SISTEMAS ACUOSOS...............41 2.3.1. Pilas de corrosión por aereación diferencial....................................................41 2.3.2. Corrosión por celdas de concentración diferencial ..........................................42 2.3.3. Corrosión por celdas de electrodos disimiles ..................................................43 2.3.4. Corrosión por celdas de temperatura diferencial (corrosión termogalvánica)..43 2.3.5. Corrosión por picadura ....................................................................................44 2.3.6. Ataque corrosivo por choque (corrosión-cavitación) .......................................45 2.3.7. Corrosión microbiológica .................................................................................47 2.3.8. Corrosión bajo esfuerzo y por tensión.............................................................49 2.3.9. Corrosión por lixiviación selectiva....................................................................50 2.3.10. Corrosión atmosférica ...................................................................................51 2.3.11. Corrosión por grafitización.............................................................................52 2.3.12. Corrosión por desgaste .................................................................................53 2.3.13. Corrosión por fatiga.......................................................................................53 2.3.14. Corrosión por daño por hidrógeno.................................................................53 2.3.15. Corrosión en suelos.......................................................................................54 2.3.16. Corrosión intercristalina.................................................................................55 2.3.17. Corrosión - erosión........................................................................................55 2.4. MATERIALES USADOS EN SISTEMAS DE DISTRIBUCIÓN DE AGUA Y SUS PROPIEDADES ........................................................................................................56 3. EVALUACIÓN DEL POTENCIAL DE CORROSIÓN............................................58 3.1. EFECTOS DEL AMBIENTE QUÍMICO SOBRE LOS MATERIALES PARA TUBERÍA PARA AGUA.............................................................................................58 3.1.1. Resistividad del suelo......................................................................................58 3.1.2. Grado de alcalinidad ó acidez (pH) .................................................................61

ii
3.1.3. Potencial de óxido - reducción ( REDOX ) ......................................................61 3.1.4. Diagramas de potencial pH .............................................................................61 3.1.5. Sulfuros ...........................................................................................................62 3.1.6. Humedad.........................................................................................................62 3.1.7. Experiencia de campo.....................................................................................62 3.2. TUBERÍA DE HIERRO FUNDIDO DÚCTIL Y GRIS...........................................62 3.3. TUBERÍA DE ACERO ........................................................................................65 3.4. TUBERÍA DE COBRE ........................................................................................65 3.5. TUBERÍA CÓNDRICA DE CONCRETO ............................................................67 3.5.1. Cloruros...........................................................................................................68 3.5.2. Interferencia catódica ......................................................................................69 3.5.3. Suelos ácidos ..................................................................................................69 3.5.4. Condiciones atmosféricas ...............................................................................69 3.5.5. Suelos sulfatados ............................................................................................70 3.6. TUBERIA DE ASBESTO - CEMENTO...............................................................70 3.7. TUBERÍA TERMOPLÁSTICA.............................................................................72 3.8. CORRIENTES PARÁSITAS...............................................................................73 3.9. POTENCIAL TUBERIA-SUELO .........................................................................74 3.10. MEDIDA DE ARCO DE CORRIENTE ..............................................................75 3.11. GRADI ENTE DE VOLTAJE-TIERRA ..............................................................76 4. RECUBRIMIENTOS ANTICORROSIVOS ............................................................78 4.1. MÉTODOS DE PREVENCIÓN Y CONTROL.....................................................78 4.2. RECUBRIMIENTOS ANTICORROSIVOS..........................................................78 4.2.1. Recubrimientos metálicos ...............................................................................78 4.2.2. Recubrimientos no - metálicos ........................................................................79 4.2.3. Recubrimientos líquidos ..................................................................................79 4.2.4. Recubrimientos primarios................................................................................91 4.2.5. Recubrimientos intermedios o enlaces............................................................92 4.2.6. Recubrimientos de acabado............................................................................92 4.3. PREPARACIÓN Y LIMPIEZA DE LAS SUPERFICIES ......................................95 4.3.1. Corrección de las imperfecciones de la superficie ..........................................95 4.3.2. Limpieza de la superficie .................................................................................95 4.3.3. Métodos de Preparación de Superficie............................................................96 4.3.4. Aspectos prácticos en la preparación de la superficies ...................................96 4.3.5. Preparación mecánica....................................................................................97 4.3.6. Preparación química......................................................................................108 4.4. APILICACIÓN DE RECUBRIMIENTOS ...........................................................110 4.4.1. Mezclado y adelgazamiento de recubrimientos.............................................110 4.4.2. Métodos de aplicación de recubrimientos .....................................................113 4.4.3. Procedimientos de inspección de recubrimientos .........................................118 5. PROTECCIÓN CATÓDICA.................................................................................121 5.1. HISTORIA DE LA PROTECCIÓN CATÓDICA.................................................122 5.2. PRINCIPIOS DE LA PROTECCIÓN CATÓDICA .............................................122 5.3. MÉTODOS DE PROTECCIÓN CATÓDICA .....................................................124 5.3.1. Sistema de ánodos galvánicos......................................................................124 5.3.2. Sistemas por corriente impresa.....................................................................133 5.3.3. Principios de operación y usos comunes ......................................................133

iii
5.3.4. Diseño y construcción de sistemas ...............................................................134 5.3.5. Interferencia por corrientes parásitas ............................................................139 5.3.6. Protección catódica combinada con recubrimientos .....................................139 5.4. PROTECCIÓN ANÓDICA ................................................................................140 5.4.1. Descripción y usos de la protección anódica.................................................140 5.4.2. Desventajas de la protección anódica...........................................................142 5.5. PROTECCIÓN POR ALTERACIÓN DEL MEDIO CORROSIVO .....................142 5.5.1. Reducción de la temperatura ........................................................................142 5.5.2. Reducción de la velocidad de flujo del medio corrosivo ................................142 5.5.3. Eliminación del oxígeno y/o agentes oxidantes.............................................143 5.5.4. Modificación de la concentración y/o composición........................................143 5.5.5. Uso de substancias inhibidoras de la corrosión ............................................143 5.6. SELECCIÓN DE MATERIALES Y DISEÑO ANTICORROSIVO ......................145 5.6.1. Selección de materiales ................................................................................145 5.6.2. Diseño anticorrosivo......................................................................................146 5.7. MODIFICACIÓN DE LA CALIDAD DEL AGUA ................................................147 5.8. ENCAMISADO CON POLIETILENO PARA TUBERÍA DE HIERRO FUNDIDO DÚCTIL Y GRIS ......................................................................................................147 5.9. SELECCIÓN DE MATERIALES EN INSTALACIONES PARA AGUA..............148 5.10. MEJORAMIENTO DE TRINCHERAS ............................................................149 5.11. MÉTODOS ESPECÍFICOS DE PROTECCIÓN PARA MATERIALES DE TUBERÍA QUE CONDUCEN AGUA .......................................................................149 5.11.1. Tubería de acero .........................................................................................149 5.11.2. Tubería de cobre .........................................................................................151 5.11.3. Tubería cilíndrica de concreto .....................................................................151 5.12. NORMATIVIDAD Y CERTIFICACIÓN DE LOS PRODUCTOS USADOS EN EL CONTROL DE LA CORROSIÓN ............................................................................152 GLOSARIO .............................................................................................................153

1
1. IMPORTANCIA DE LA CORROSIÓN El deterioro de líneas de tuberías, válvulas, bombas y equipo asociado debido al fenómeno de la corrosión externa, es un caso que requiere de una atención inmediata para muchas instalaciones que manejan el agua. En un tiempo, la corrosión fue aceptada como inevitable en muchos medios ambientes y a menudo se especificaba un sobre -espesor para la tubería metálica, con la finalidad de extender su vida útil. En la actualidad, se dispone de una variedad de técnicas para eliminar o reducir significativamente la corrosión. Los temas principales de este manual son determinar las medidas para el control de la corrosión y seleccionar las técnicas más apropiadas para ello. Se debe considerar que los aspectos técnicos sobre la prevención y el control de la corrosión son muy importantes, sin embargo, todo lo relacionado con las cuestiones económicas y administrativas involucradas en la problemática de la corrosión, también deben ser consideradas. En este capítulo se presenta una introducción a la ciencia y la terminología de la corrosión, tratando los aspectos de costos, economía, y responsabilidad gerencia¡ para los programas de la prevención y el control de la corrosión. 1.1. DEFINICIÓN Y MECANISMOS DE CORROSIÓN 1.1.1.Definición de corrosión Existen múltiples maneras de definir lo que es la corrosión, cada una de las cuales expresa las consecuencias destructivas de este fenómeno. Entre las definiciones más usuales se tienen las siguientes:
• La destrucción o deterioro de un material por reacción con su medio ambiente. • La destrucción de los materiales por medios que no son directamente
mecánicos. Las definiciones anteriores de corrosión son generales y abarcan en ellas a todos los materiales que se utilizan en la industria de la construcción, trátese de materiales metálicos, como son fierro, acero, cobre, zinc, aleaciones metálicas, etc., o materiales no-metálicos, como el concreto, plásticos, cementos y madera. En este manual los problemas de corrosión están enfocados a los materiales de uso frecuente en la industria de¡ agua, preferentemente, a los materiales de tipo metálico, en virtud de que son los más expuestos a este tipo de problema y que además representan un volumen mucho mayor en uso que los materiales no-metálicos. En el caso de los materiales metálicos y en especial del fierro y el acero, la corrosión se puede definir de la siguiente manera:

2
• Es la destrucción de un metal por reacciones químicas o electroquímicas (o ambas) con su medio ambiente.
• Es el inverso de la metalurgia extractiva. La primera definición se explica en realidad por si misma, sin embargo para la segunda definición se debe tomar en consideración que la mayoría de los metales comunes son inestables o sea químicamente activos en algunos ambientes y por lo tanto tienden a retornar a sus estados más estables. Los óxidos metálicos son los ejemplos de estas combinaciones estables. Por ejemplo, el fierro y el acero son productores de óxidos ya que tienden a retornar a la naturaleza, tienen por tanto una tendencia a combinarse con oxígeno, sulfatos, carbonatos, etc., con la consecuente liberación de energía. En la Figura 1.1 se observa que la reacción Fe0 (óxido ferroso) y Fe (fierro) no es espontánea; sino que hay que invertir mucha energía para llevarla a cabo, ya que la energía libre (G) del fierro (Fe) es considerablemente más alta que la energía libre (G) del óxido ferroso (Fe0). Como consecuencia de esto, el fierro (Fe) no puede ser estable, sino que siempre tendrá la tendencia natural a oxidarse a óxido ferroso (Fe0).
Figura 1.1 Cambio de la energía libre química de un sistema en el curso de una
reacción química desde el estado inicial 1, al estado final 11 Es necesario comprender que la corrosión involucra un cambio químico y que el deterioro de los materiales por causas físicas no debe ser llamada corrosión, sino descrita como erosión. En algunos casos, el ataque químico (corrosión) se

3
acompaña de deterioro físico (erosión), por lo que este fenómeno se describe como corrosión-erosión. La importancia de los estudios de la corrosión está triplemente cimentada, debido a factores económicos, condiciones de seguridad y la conservación y mantenimiento El motivo principal en los estudios de investigación de los problemas de corrosión está determinado por el factor económico. Las pérdidas ocasionadas por este fenómeno año con año, en la industria en general (la del agua juega un papel muy importante en este renglón), la milicia, la municipalidad y la ciudadanía, asciende a muchos millones de pesos. 1.1.2.Pérdidas económicas Las pérdidas de orden económico causadas por problemas de corrosión están divididas en dos tipos: directas e indirectas. 1.1.2.1.Pérdidas directas Se entiende por pérdidas directas, aquellos costos originados por el reemplazo de las estructuras y maquinaria o de sus componentes corroídos, incluyendo la protección adicional y la mano de obra. Las pérdidas directas incluyen el costo extra de usar metales resistentes a la corrosión y aleaciones especiales por ejemplo, en lugar de acero al carbón, que tiene propiedades mecánicas apropiadas pero no suficiente resistencia a la corrosión. Entre este mismo tipo de pérdidas se tienen también los costos por: recubrimiento, como la galvanización o niquelado del acero; adición al agua de Inhibidores de corrosión; la dehumidificación de cuartos de almacenaje para equipo metálico, etc. 1.1.2.2.Pérdidas indirectas Las pérdidas indirectas son las más difíciles de considerar, pero la descripción breve de estas pérdidas típicas llevan a la conclusión de que ellas adicionan muchos millones de pesos a las pérdidas directas ya descritas. Entre las pérdidas indirectas se tienen las ocasionadas por las siguientes circunstancias:
• Paros no programados A menudo existe la necesidad de parar una planta entera o una parte de un proceso debido a una falla por corrosión en algún elemento del mismo. Una inspección periódica del equipo puede ayudar a reducir el riesgo de un paro no programado.

4
• Pérdida de producto Este problema es común en líneas de conducción y tanques de almacenamiento corroídos. Estas pérdidas continúan hasta que se hace la reparación correspondiente.
• Pérdida de la eficiencia La corrosión y los productos resultantes de la misma son causa de innumerables problemas; uno de los cuales es sin duda una baja sensible de la eficiencia del equipo, estructura o tubería en donde se presenta el problema. Un ejemplo típico se tiene en las líneas de conducción, en las cuales se presentan taponamientos o incrustaciónes por herrumbre que hacen necesario un aumento en capacidad de bombeo, que se traduce en un mayor costo de operación.
• Contaminación del producto En algunos casos, el valor comercial del producto depende esencialmente de su pureza y de su calidad. La ausencia de contaminación del producto es un factor vital en la manufactura de alimentos y medicinas, así como, en la conducción del agua potable.
• Sobrediseño de instalaciones Este factor es muy común en el diseño de reactores, calentadores, tanques de almacenamiento y estructuras marinas. Debido a que se desconocen las velocidades de corrosión, los equipos son a menudo sobre diseñados.
• Efectos sobre la seguridad y la confiabilidad La seguridad es uno de los factores más importantes en la industria. La cuestión de pérdidas de salud o de la vida a causa de accidentes originados por problemas de corrosión es hoy en día un problema muy serio. Las pérdidas indirectas por este tipo de problemas son muy difíciles de cuantificar y están más allá de la interpretación en términos de dinero. 1.1.3.Condiciones corrosivas potenciales Existen varias condiciones que incrementan la probabilidad de que se presente el fenómeno de la corrosión en un sistema de servicio público de agua y son las que a continuación se indican: 1.1.3.1.Metales o aleaciones diferentes. Si dos o más metales están en contacto con un medio común, tal como el agua o el suelo, se favorece la corrosión. Por ejemplo, cuando se unen eléctricamente un tubo de acero y otro de cobre en un electrolito que puede ser el suelo, el acero que es

5
menos noble que el cobre, tenderá a sufrir el fenómeno de la corrosión, en la Figura 1.2, el cobre, que es más noble, actuará como cátodo y no sufrirá corrosión, razón por la cual se utiliza regularmente bajo tierra en las tuberías de servicios para sistemas de gas y agua.
Figura 1.2 Corrosión galvánica de una tubería enterrada que muestra
acoplamiento de un tubo de cobre con uno de hierro 1.1.3.2.Tipos de suelos En las Figuras 1.3 y 1.4 se pueden observar ciertos cambios en la naturaleza del suelo que una tubería enterrada puede encontrar al recorrer una cierta distancia. Esto también se puede visualizar en una instalación vertical y en dicho caso, la tubería sería representativa de un pilote de acero o de ademe de un pozo. Si se midiera el potencial de la tubería en el suelo A contra un electrodo de referencia, tal como un electrodo de cobre - sulfato de cobre - (CU-CUS04), se vería que es diferente al potencial en el suelo B. En éste caso, la corriente de corrosión entendida en el sentido convencional, es decir como un flujo de cargas positivas, fluirá del área catódica al área anódica en el circuito interno (en este caso la tubería), y del área anódica (que está sufriendo corrosión), al área catódica en el circuito externo (en este caso, el suelo). Este es un caso muy común, ya que la mayoría de los suelos no son homogéneos. 1.1.3.3.Contaminación del suelo La presencia de contaminantes como sales, cenizas, residuos de carbón de mina o desperdicios en el suelo, incrementan considerablemente la velocidad de corrosión. Al contacto con el agua forman soluciones con valores de pH (alcalinidad w acidez)

6
muy variables. Los desperdicios industriales, por su naturaleza heterogénea, representan para los suelos la posibilidad de recibir la materia prima necesaria para generar procesos corrosivos de proporciones alarmantes.
Figura 1.3 Corrosión por tipo de suelos
Figura 1.4 Corrosión debida a tipos de suelos

7
En el territorio nacional es común encontrar suelos que contienen gran cantidad de sales y como consecuencia valores de conductividad muy elevados. Este tipo de suelos son por naturaleza altamente corrosivos y peligrosos para muchos materiales de construcción de tuberías y estructuras para servicio en la industria del agua. El crecimiento industrial sin control, ha provocado la aparición de enormes basureros químicos, los cuales, han contaminando poco a poco los suelos y por lo tanto agravando los problemas de corrosión. 1.1.3.4.Contenido de oxígeno Las tuberías enterradas están sujetas a la corrosión, como resultado de una diferencia en el contenido de oxígeno. La Figura 1.5 muestra un ejemplo de los efectos por causa de la variación en el contenido de oxígeno, en una tubería enterrada. La porción bajo la losa de concreto tiene una restricción de oxígeno, mientras que la porción bajo el suelo arenoso presenta un alto contenido de oxígeno. Por lo tanto, se produce una diferencia de potencial entre la parte con restricción de oxígeno y la parte rica en oxígeno. La parte pobre en oxígeno será la parte anódica y consecuentemente sufrirá corrosión.
Figura 1.5 Corrosión de una tubería de acero enterrada debido a la ausencia de
oxígeno por una losa de concreto 1.1.3.5.Presencia de escoria y cascarilla de laminación Una escoria adherida a una tubería enterrada (Figura. 1.6) puede ocasionar un par galvánico, causando corrosión del metal base. la escoria es esencialmente carbón y existe una gran diferencia de potencial entre el carbón y el acero, lo que puede

8
observarse en la Serie Galvánica o Electromotriz, Tabla 1.1. Aunque el problema de corrosión asociado con este par es pequeño, el mecanismo puede llegar a perforar la tubería en un periodo de tiempo relativamente corto.
Figura 1.6 Corrosión de una tubería de acero por escoria
Tabla 1.1. Serie galvánica o electromotriz*
Metal Voltios(1) Magnesio comercial puro -1.75 Aleación de Magnesio (6% Al, 3% Zn, 0.15% Mn) -1.60 Zinc -1.10 Aleación de Aluminio (5% Zn) -1.05 Aluminio comercialmente puro -0.80 Acero suave(limpio y brilloso) -0.5 a -0.8 Acero suave (oxidado) -0.2 a -0.5 Hierro fundido (Sin grafito) -0.50 Plomo -0.50 Acero suave en concreto -0.20 Cobre, Latón, Bronce -0.20 Hierro fundido con alto contenido de silicón -0.20 Escala de molibdeno en Acero -0.20 Carbón, Grafito, Coque +0.30
La cascarilla de laminación es una película de óxido firmemente adherida, que se forma sobre la superficie del acero laminado en caliente, a medida que sale del proceso. Esta cascarilla es conductora y tiene un potencial más noble que el acero, lo que ocasiona que sea éste último el que sufra de corrosión.

9
1.1.3.6.Corrosión por par galvánico distante En estructuras subterráneas grandes, tales como tuberías a campo traviesa, se encuentra una gran variedad de tipos de terrenos, como se ilustra en la Figura 1.7. De la misma forma, las variaciones locales en el terreno pueden causar pares galvánicos, las variaciones del terreno de mayores dimensiones, también pueden causar pares galvánicos. Tales variaciones del medio pueden involucrar atravesar suelo seco, alto y rocoso, zonas bajas pantanosas, seguida por una área de pantanos drenados y rellenados. En cada caso se puede formar un par galvánico distante, con cada área actuando como ánodo o cátodo con relación a las áreas locales. Estas condiciones se describen en los siguientes párrafos, y son tratadas con detalle en los capítulos 2, 4 y 5 de este manual.
Figura 1.7 Corrosión de una tubería enterrada por la acción de grandes
zonas de diversos tipos de suelos Potenciales típicos medidos entre el metal (cuando se encuentra sumergido en suelo o agua neutra) y un electrodo de referencia de cobre/sulfato de cobre que se encuentra en contacto con el suelo o el agua adyacentes. 1.1.3.7.Metales disímiles El hierro, cobre y muchos otros metales son utilizados en tuberías, válvulas, bombas y otros equipos que forman parte de los sistemas hidráulicos. Para cada aplicación, el fabricante selecciona un metal con adecuada resistencia, fresabilidad, costo y otras propiedades. No existe un metal ideal o aleación que pueda satisfacer todos los requisitos para el equipamiento de los sistemas hidráulicos.

10
Si dos metales diferentes están sumergidos en un medio corrosivo común (suelo o agua) y se encuentran en contacto uno con otro, se establece una condición llamada par galvánico, lo cual puede significar un incremento en la probabilidad de corrosión. Por lo que la magnitud de la corrosión depende de las características del medio corrosivo y de los metales involucrados. 1.1.3.8.Variación de la composición del suelo La composición de los suelos varía de punto a punto, especialmente a diferentes profundidades. En muchos casos una sola unidad metálica (tubo, ademe, válvula, etc.) puede estar en contacto con dos o más tipos de suelos completamente diferentes, tales como arcilla arenosa, grava arcillosa, limo arcilloso. Cuando esta situación se presenta, la probabilidad de corrosión se incrementa. La severidad de la corrosión depende de los suelos y el metal o aleación involucrados. 1.1.3.9.Suelos de naturaleza corrosiva Como una regla general, los pantanos, las ciénagas, los suelos de turba y los suelos alcalinos son corrosivos, los suelos en valles, pobremente drenados, presentan una mayor probabilidad a ser corrosivos, que aquellos en áreas bien drenadas. La corrosividad, (también llamada agresividad) de un determinado suelo, puede ser determinada por medio de muestreo, pruebas y/o análisis. Para determinar si los suelos a lo largo de un trazo son o no potencialmente agresivos a una línea de conducción y estructuras complementarias, se deben realizar análisis químicos y mediciones de resistividad conforme a la Norma Oficial Mexicana NOM-C 346-1987, lo que significa que no basta con las pruebas de campo para definir el grado de agresividad de un suelo, sino que, se debe ratificar con las pruebas y resultados de laboratorio. 1.1.3.10.Contaminación del medio ambiente En áreas urbanas, el pavimento de las calles puede estar relacionada con la posible corrosión de los materiales utilizados en los sistemas de agua bajo tierra. Por ejemplo, si algunas calles se revistieron con cenizas y luego se pavimentaron, su presencia es una advertencia de que pueden ocurrir graves problemas de corrosión, ya que estas son agresivas a casi todos los materiales utilizados para tuberías y accesorios. Cloruros El acero en el concreto armado, el fierro, el cobre, el bronce y muchos otros materiales pueden estar sujetos al ataque, si los cloruros se encuentran presentes en su medio ambiente. Es muy común utilizar sal para evitar que la nieve se congele en las calles, pudiendo ser ésta una fuente futura de corrosión bajo tierra (zonas o regiones de clima frío).

11
Aquellos lugares en donde la contaminación química está presente, tales como depósitos de basura, terraplenes y áreas para desechos industriales, pueden causar daños a los materiales de los sistemas de agua. Aun cuando lo preferible sea evitar la instalación de materiales enterrados, cuando no se tienen situaciones alternas disponibles, se debe estudiar el riesgo potencial de corrosión. 1.1.4.Mecanismos de corrosión La corrosión ocurre en muchas y muy variadas formas, y su mecanismo comprende las reacciones electroquímicas o bien, las reacciones químicas que en él se involucran. Los mecanismos de corrosión más conocidos son: 1.1.4.1.Corrosión en ácidos Es de todos conocido que una de las formas de obtener hidrógeno en el laboratorio, es colocando un pedazo de zinc metálico dentro de un recipiente conteniendo un ácido diluido, tal como el clorhídrico o el sulfúrico. Al sumergirse 6 colocarse el zinc en la solución ácida, éste es atacado rápidamente, desprendiéndose el hidrógeno, de acuerdo a las reacciones siguientes:
Zn + 2HCI → ZnCI2 + H2↑ (1.1)
Zn + H2 S 04 → ZnS04 + H2 ↑ (1.2) Otros metales también son atacados y corroídos por la acción de ácidos liberando hidrógeno, como se aprecia en las siguientes reacciones:
Fe + 2HCI → FeCI 2 + H2↑ (1.3)
2Al + 6HCI → 2AICI 3 + 3 H2 ↑ (1.4) Las reacciones (1.3) y (1.4) muestran que el fierro y el aluminio también son corroídos por el ácido clorhídrico. 1.1.4.2.Corrosión en soluciones neutras y alcalinas La corrosión de los metales también puede presentarse en agua limpia, agua de mar, soluciones salinas y soluciones alcalinas o básicas. En la mayoría de estos sistemas, la corrosión solamente ocurre cuando éstas contienen oxígeno disuelto. Las soluciones acuosas disuelven rápidamente el oxígeno del aire, siendo éste la fuente de oxígeno requerida en los procesos corrosivos. La corrosión más común, es la oxidación del fierro, cuando se expone a una atmósfera húmeda o bien en agua.
4Fe + 6H2 0 + 302 → 4Fe ( OH)3 (1.5)
12
La reacción muestra que el fierro se combina con el agua y el oxígeno para formar una substancia insoluble, de color café rojizo, que es el hidróxido férrico. Durante la oxidación en la atmósfera, existe la oportunidad de que el producto de la reacción se seque, por lo que el hidróxido férrico se deshidrata y forma el óxido café rojizo.
2Fe (OH ) 3 → Fe 2 03 + 3 H2O (1.6) Cuando el zinc se expone al agua o al aire húmedo, se presentan reacciones similares.
2Zn + 2 H2O + O 2 → Zn ( OH )2 (1.7) Zn (OH ) 2 → ZnO + H2 O (1.8)
El óxido de zinc resultante es un depósito blanco que se observa en los equipos y estructuras galvanizadas. 1.1.4.3.Corrosión en otros sistemas Los metales también pueden ser atacados en soluciones que no contengan oxígeno o ácidos. Las soluciones típicas para este proceso son aquellas soluciones denominadas oxidantes, que contienen sales férricas y compuestos cúpricos, en los que la corrosión se presenta de acuerdo con las siguientes reacciones:
Zn + 2FeCI3 → ZnCI2 + 2FeCI2 (1.9) Zn + CuSO4 → ZnS04 + Cu (1.10)
Es pertinente hacer notar que en la reacción (1.9) el cloruro férrico cambia a cloruro ferroso, a medida que el zinc se corroe. En la reacción (1.10) el zinc reacciona con el sulfato de cobre para formar la sal soluble de sulfato de zinc, obteniéndose además un depósito esponjoso de cobre metálico sobre la superficie del zinc. Por esta razón, las reacciones similares a ésta reciben el nombre de reacciones de sustitución metálica. 1.1.4.4.Productos de la corrosión El término productos de la corrosión se refiere a las substancias obtenidas durante las reacciones de corrosión y estas pueden ser solubles, como en el caso del cloruro de zinc y del sulfato de zinc o insolubles, como en el caso del óxido de fierro e hidróxido de fierro. La presencia de los productos de la corrosión es una de las formas por las cuales se detecta ésta, por ejemplo el óxido. Sin embargo, es conveniente hacer notar que los productos insolubles de la corrosión no siempre son visibles; por ejemplo, al exponer una pieza de aluminio al aire, se forma una película de óxido casi invisible, que

13
protege al metal de un ataque posterior, siendo esta la razón del uso extensivo del aluminio anodizado en la industria de la construcción y la automotriz. 1.1.5.Características del agua que afectan la corrosividad La corrosión se define como el deterioro de un material (o de sus propiedades) debido a una reacción con su medio ambiente. En la industria del agua es de especial interés conocer que características del agua potable determinan si es o no corrosiva. Las respuestas a estas preguntas son importantes ya que el personal encargado puede controlar, de alguna forma, las características del agua, que en este caso, representa el ambiente. Las características del agua potable que afectan la presencia y la velocidad de corrosión pueden clasificarse como físicas, químicas y biológicas. En la mayoría de los casos, la corrosión es causada o incrementada por una compleja interacción entre varios factores. Algunas de las características más comunes en cada grupo se tratan a continuación, para familiarizar al lector con sus efectos potenciales. El control de la corrosión puede requerir el cambio de más de una de éstas características debido a su interrelación. 1.1.5.1.Características físicas La velocidad de flujo y la temperatura son las dos principales características físicas del agua que afectan el comportamiento de la corrosión. Velocidad La velocidad de flujo tiene efectos contradictorios. En aguas con propiedades protectoras, como aquellas con tendencias a formar incrustaciones, las velocidades de flujo altas pueden ayudar a la formación de depósitos protectores, transportando el material protector a las superficies a una velocidad mayor. Sin embargo, las velocidades de flujo altas están asociadas con problemas de corrosión-erosión en tuberías de cobre, en las cuales el deposito protector de pared o el material mismo de la tubería son removidos mecánicamente. Las aguas con alta velocidad de flujo, combinado con algunas otras características corrosivas, pueden deteriorar rápidamente las tuberías. Otra forma en la cual la velocidad de flujo alta puede contribuir a la corrosión, es incrementando la velocidad a la cual el oxígeno entra en contacto con las superficies de la tubería. El oxígeno a menudo juega un papel importante en las velocidades de corrosión, debido a que es parte de muchas de las reacciones químicas que ocurren durante el proceso de corrosión. La velocidad de flujo muy baja puede también causar corrosión en sistemas de agua. Los flujos estacionarios han mostrado que ayudan o promueven la formación de tubérculos y una posterior picadura, especialmente en tubería de hierro, así como también, crecimientos biológicos.
14
En la actualidad existen diseños de distribución apropiados que pueden prevenir o minimizar los problemas de corrosión en la líneas de conducción de agua. "La National Association of Corrosion Engineers" (NACE); la "American Society for Testing and Materials" (ASTM) y los fabricantes de tubería, proporcionan información relacionada con los criterios de sobre diseño para los materiales, de construcción; por ejemplo, para un valor máximo de 4 pies por segundo, 35 litros por minuto, en un tubo de una pulgada, se recomienda tubo de cobre tipo K. Temperatura Los efectos de la temperatura son muy complejos y dependen de la química del agua y del tipo de material de construcción presente en el sistema. Existen tres efectos básicos del cambio de temperatura sobre las velocidades de corrosión. Primero: la velocidad de todas las reacciones químicas, incluyendo las reacciones de corrosión, se incrementa con la temperatura. Segundo: la temperatura afecta significativamente la disolución del carbonato de calcio (CaC03). A temperaturas elevadas, la disolución de CaC03 es menor, lo que significa que él CaC03 tiende a salir de la solución (sin precipitar) formando un depósito protector más rápidamente. La protección resultante de esta precipitación puede reducir la corrosión en un sistema. Por otro lado, un depósito excesivo de CaC03 puede obstruir las líneas de agua caliente. Finalmente, un incremento en la temperatura puede cambiar la naturaleza de la corrosión. Por ejemplo, un tipo de agua que provoca corrosión por picadura a temperaturas frías puede causar corrosión uniforme cuando está caliente. 1.1.5.2.Características químicas Los procesos de corrosión involucran la reacción del agua con los materiales de la tubería. Las substancias disueltas en el agua tienen un efecto importante sobre la corrosión y el control de la misma. Los factores químicos que se explican a continuación tienen algún efecto sobre la corrosión o el control de la misma, considerando que todos ésos factores están íntimamente relacionados y que un cambio en alguno de ellos, puede provocar un cambio en otro. El ejemplo más importante de esto es la relación entre el pH, bióxido de carbono (CO2) Y la alcalinidad. Aún cuando se dice frecuentemente que el CO2 es un factor en la corrosión, ninguna reacción de corrosión lo incluye. El efecto importante de la corrosión resulta del pH y éste se afecta por un cambio en la cantidad de CO2. pH El pH es una medida de la concentración de los iones hidrógeno, H+, presentes en el agua. Siendo los iones hidrógeno receptores de los electrones que salen de un metal cuando se corroe. El pH es un factor muy importante durante el proceso de corrosión; con valores de pH por abajo de 5, el hierro y el cobre se corroen rápida y

15
uniformemente. A valores mayores de 9, tanto el hierro como el cobre están protegidos. Sin embargo, bajo ciertas condiciones la corrosión puede ser más severa a valores de pH altos. En un pH entre 5 y 9, es probable que ocurra corrosión por picadura, si no está presente una película protectora. El potencia¡ de hidrógeno afecta también la formación o solubilidad de las películas protectoras naturales. Alcalinidad La alcalinidad es una medida de la capacidad del agua para neutralizar ácidos. En aguas potables, la alcalinidad está compuesta principalmente de carbonatos (CO3
2+) bicarbonatos (HCO3) La porción bicarbonato de la alcalinidad puede neutralizar también bases o hidróxidos, de tal manera, que las substancias que contribuyen a la alcalinidad, pueden neutralizar ácidos, y cualquier bicarbonato puede neutralizar bases. Esta propiedad se llama "amortiguamiento" y una medida de esta propiedad se denomina "capacidad buffer". Los carbonatos no proveen ninguna capacidad buffer para las bases, debido a que no tienen iones hidrógeno H+ para reaccionar con la base. La capacidad buffer se entiende como una resistencia al cambio de pH. El bicarbonato y el carbonato Estas sustancias pueden afectar las reacciones importantes en la química de la corrosión, incluyendo la capacidad del agua para depositar una película de carbonato metálico protector. La alcalinidad también reduce la disolución del plomo de tuberías o soldaduras, mediante la formación de una película protectora de carbonato de plomo sobre la superficie metálica. Oxígeno disuelto (DO) El oxígeno es el agente de corrosión más común y más importante que existe. En muchos casos, es la substancia que acepta los electrones cedidos por el metal que se corroe, de acuerdo a la siguiente reacción: O2 + 2H2O + 4e- → 4OH (1.11) oxigeno + agua + electrones → iones libre hidroxilo El oxígeno también reacciona con el hidrógeno (H2), liberado en el cátodo. Esta reacción remueve el hidrógeno gas, del cátodo, provocando que las reacciones de corrosión continúen: 2H2 + ½ O2 → 2H2O (1.12) hidrógeno + oxígeno → agua libre
16
El hidrógeno gas (H2) cubre el cátodo, retardando las reacciones posteriores. Este fenómeno se conoce como polarización del cátodo la remoción del hidrógeno por medio de la reacción arriba mencionada se denomina despolarización. El oxígeno también reacciona con cualquier ion ferroso, convirtiéndolo a ion férrico. El ion ferroso, Fe2+, es soluble en agua, mientras que el ion férrico, Fe3+, forma un hidróxido insoluble. El ion férrico se acumula en el punto de corrosión, formando tubérculos o asentamientos en algún punto de la tubería, interfiriendo con el flujo hidráulico. Las reacciones que se llevan a cabo son las siguientes: Fe Fe+2 + 2 e - (1.13) Fierro ion + electrones metálico ferroso 4Fe+2 + 3O2 + 6H2O 4Fe(OH)3 (1.14) ion oxígeno agua hidróxido ferroso libre férrico En algunos casos, el oxígeno puede reaccionar con la superficie del metal para formar un recubrimiento protector de óxido metálico. Cloro residual El cloro reacciona con el agua, bajando su pH para formar ácido clorhídrico y ácido hipocloroso: CI2 + H20 HCl + HCIO (1.15) cloro agua ácido ácido clorhídrico hipocloroso Esta reacción hace al agua más corrosiva. En aguas con baja alcalinidad, el efecto del cloro sobre el pH es mayor, debido a su incapacidad de resistir los cambios de pH. Se ha demostrado que la velocidad de corrosión del acero se incrementa por concentraciones de cloro libre superiores a 0.4 mg. por litro de agua. El cloro puede actuar corno un agente oxidante más fuerte que el oxígeno en aguas neutras, pH = 7. Sólidos disueltos totales (SDT) Una cantidad elevada de sólidos disueltos totales indica una concentración iónica alta en el agua, incrementando la conductividad, lo que a su vez aumenta la capacidad del agua para completar el circuito electroquímico y así conducir una corriente eléctrica. Los sólidos disueltos pueden afectar también la formación de películas protectoras.
17
Dureza La dureza del agua es causada predominantemente por la presencia de iones de calcio y magnesio y se expresa como la cantidad equivalente de carbonato de calcio (CaC03). Las aguas duras son generalmente menos corrosivas que las aguas blandas, siempre y cuando esté presente la alcalinidad suficiente (iones carbonato) para formar un recubrimiento de carbonato de calcio protector sobre las paredes de la tubería. Cloruros y sulfatos Estos dos iones, CI- Y SO4= pueden causar picaduras en la tubería metálica mediante su reacción con los iones metálicos en solución, provocando que permanezcan solubles y previniendo así la formación de películas protectoras de óxido metálico. El cloruro es aproximadamente 3 veces más activo que el sulfato. La relación del cloruro + el sulfato vs bicarbonato (CI-+SO4=/HCO-3) se ha usado en corrosión para estimar la corrosividad del agua. Ácido Sulfhídrico (H2S) El ácido Sulfhídrico acelera la corrosión al reaccionar con los iones metálicos para formar sulfuros insolubles. Ataca a la tubería de hierro, acero, cobre y galvanizado formando "agua negra", aún en ausencia de oxígeno. Su ataque es a menudo complejo y sus efectos pueden aparecer de inmediato o varios meses después, en una forma repentina y severa. Silicatos y fosfatos Los silicatos y fosfatos pueden formar películas protectoras, las cuales reducen o inhiben la corrosión, formando una barrera entre el agua y la pared de¡ tubo. Estos dos productos químicos a menudo se adicionan al agua para resultar esta propiedad. Materia orgánica y color natural La presencia de color orgánico natural y otras substancias orgánicas pueden afectar el problema de la corrosión en varias formas. Algunos organismos pueden reaccionar con la superficie metálica y proveer una película protectora, reduciendo así la corrosión. Otros reaccionan con los productos de la corrosión, incrementándola. En algunos casos proveen alimento a los microorganismos que crecen en los sistemas de distribución, aumentando la velocidad de corrosión.
18
Hierro, zinc y magnesio El hierro, el zinc y en algún grado el magnesio solubles, juegan un importante papel en la reducción de la degradación en tubería de asbesto-cemento. Por medio de una reacción, la cual hasta la fecha no está bien comprendida, éstos compuestos metálicos se combinan con la matriz de cemento de la tubería, para formar un recubrimiento protector sobre la superficie de la misma. Las aguas que contienen cantidades naturales de hierro, protegen la tubería de asbesto-cemento contra la degradación. Una protección similar se logra cuando se adiciona al agua una cierta cantidad de zinc en la forma de cloruro o fosfato de zinc. 1.1.5.3.Características microbiológicas Las bacterias aeróbicas y anaerobicas pueden inducir la corrosión de las tuberías metálicas y no metálicas. Dos bacterias corrosivas comunes en sistemas de suministro de agua son la oxidante del hierro (aeróbica) (ferroóxidos) y la sulfato reductora anaeróbica (BSR). Cada una de ellas puede ayudar a la formación de tubérculos en las tuberías que transportan agua, liberando subproductos que se adhieren a las paredes de las mismas. Es común encontrar las bacterias sulfato reductora y oxidante del azufre en los sistemas de distribución, donde los problemas de "agua reja" son comunes. Muchos microorganismos forman precipitados con el hierro. Su actividad puede resultar con concentraciones de hierro más altas, debido a la precipitación, así como a la biofloculación de los microorganismos. El control de estos microorganismos puede resultar difícil, debido a que muchas de las bacterias anaerobicas habitan bajo tubérculos donde ni el cloro, ni el oxígeno pueden alcanzarlos. 1.1.6.Parámetros de la corrosión Se han hecho muchos intentos para desarrollar un indicador que pueda predecir si un tipo determinado de agua es o no corrosiva; desafortunadamente, ninguno de esos intentos ha sido exitoso. Sin embargo, existen varios índices que pueden usarse para predecir el grado de corrosividad, sobresaliendo de entre ellos el índice de Saturación de Langelier (LSI) y el índice de Agresividad (Al). El LSI y el Al estiman la tendencia de un tipo de agua a depositar o disolver sobre la pared de la tubería una película protectora de carbonato de calcio (CaC03). Es muy benéfica la presencia de una delgada capa de carbonato de calcio para evitar el contacto de¡ agua con la tubería y reducir las oportunidades de corrosión. Aún cuando la tubería se protege mediante una ligera incrustación de carbonato de calcio, es necesario evitar las incrustaciones excesivas con el objeto de no lesionar la capacidad de transporte en el sistema.

19
La ecuación que ilustra la formación de¡ depósito de carbonato de calcio es: Ca2+ + HCO-
3 ↔ CaCO3 + H+ (1.16) calcio + bicarbonato carbonato ión de calcio hidrógeno Si la reacción procede hacia la derecha, se deposita una película protectora de carbonato de calcio. Si la reacción procede hacia la izquierda, la película se disuelve, abandonando la superficie que ha estado protegida y exponiéndola a la corrosión. Cuando el agua está saturada con carbonato de calcio, no se depositará, ni se disolverá cantidad alguna de este material. El valor de saturación del agua con respecto al carbonato de calcio depende de la concentración del ión calcio, la alcalinidad, la temperatura, el pH y la presencia de otros materiales disueltos, tales como cloruros y sulfatos. 1.1.6.1.Índice de Saturación de Langelier El LSI es el índice más usado en el campo del tratamiento y la distribución de agua. Se basa en el efecto del pH sobre la solubilidad del carbonato de calcio. El pH al cual el agua está saturada con carbonato de calcio se conoce como pH de saturación o pHs. A un pHs, una incrustación protectora ni se deposita, ni se disuelve. El índice de saturación de Langelier (LSI) se define mediante la siguiente ecuación:
LSI = pH - pHs (1.17) donde el pH corresponde al del agua Los resultados de la ecuación se interpretan como sigue: Sí LSI mayor que 0: el agua está sobresaturada y tiende a precipitar una capa de carbonato de calcio. Si LSI es = 0: el agua está saturada (en equilibrio) con carbonato de calcio; la capa de carbonato ni se precipita, ni se disuelve. Si LSI es menor que 0: el agua está insaturada, tiende a disolverse el carbonato de calcio sólido. Para calcular el LSI, se requiere de la siguiente información:
• La alcalinidad total, como carbonato de calcio (mg/I). • La cantidad de calcio,(carbonato de calcio) mg/l • Los sólidos disueltos totales, mg/l • Concentración del ión hidrógeno (pH) • La temperatura. • El pH de saturación (pHs).
20
El valor M pHs puede calcularse mediante la siguiente ecuación:
pHs = A + B - log Ca++ - log alcalinidad total (1.18) donde A y B son constantes referidas a la temperatura y se encuentran tabuladas en las Tablas 1.2 y 1.3. El logaritmo de la concentración del ion calcio y de la alcalinidad total se obtiene de la Tabla 1.5 Ejemplo: Calcular el índice de Saturación de Langelier del agua potable que tiene las siguientes características:
• Calcio (como CaCO3) = 88 mg/1 • Alcalinidad total (como CaC03) = 110.0 mg/1 • Sólidos disueltos totales 170.0 mg/1 • Caso 1: pH = 8.20, Temperatura (T) = 25°C (77°F) • Caso II: pH = 8.05, Temperatura (T) = 57°C (135°F)
Caso I: pHs = A + B - log Ca - log alcalinidad = 2.00 + 9.81 - 1.94 - 2.04 pHs = 7.83 LSI = pH – pHs = 8.20 - 7.83 = 0.37 Caso II: Si la misma agua del caso 1 se calienta a 57°C (135°F), como es típico en los tanques de agua caliente, el cálculo del LSI sería como sigue: pHs = 1.45 + 9.81 - 1.94 - 2.04 = 7.28 LSI = 8.05 - 7.28 = 0.77 Los resultados de los cálculos anteriores pueden interpretarse de la siguiente manera (Tabla 1.4): Caso I: LSI =+ 0.37, el agua tiende a formar una incrustación. Caso II: LSI =+ 0.77, el agua definitivamente tiende a formar una incrustación. 1.1.6.2.Indice de Agresividad
El índice de agresividad (Al) se define en la norma AWWA C-400 como sigue:
Al = pH + log (A) (H) (1.19)
21
donde: pH = concentración de ión hidrógeno. A = Alcalinidad total, mg./l como CaCO3 H = Dureza de calcio, mg./l como CaCO3 Los valores obtenidos se interpretan como sigue:
• Si Al menor que 10, es muy agresivo (corrosivo). • Si Al = 10-12 es moderadamente agresivo. • Si Al mayor que 12 no es agresivo.
El índice de Agresividad se basa en el pH y la solubilidad del carbonato de calcio. Se considera una forma simplificada del índice de Saturación de Langelier y puede ser una herramienta de gran utilidad en la selección de materiales o en las opciones de tratamiento para el control de la corrosión. Ejemplo: Calcular el Al que corresponde a los siguientes valores: pH = 7.40 A = 199 mg/1 como CaCO3 H = 153 mg/1 dureza de calcio, como CaCO3 Al = pH + log (A)(H)
= 7.40 + log (199 x1 53) = 7.40 + (log (199) + log (153)) = 7.40 + 2.3 + 2.1 = 11.80
En este ejemplo, el agua debe clasificarse como "moderadamente agresiva". 1.1.6.3.Indice de Estabilidad de Ryznar (RSI) Para este índice, Ryznar empleó los mismos parámetros que el índice de Saturación de Langelier, pero invirtiendo los signos y duplicando el valor del pH de saturación (pHs):
RSI = 2 pHs - pH (1.20) 1.1.6.4.Indice de Corrosión de Riddick (C1) El índice de Riddick se basa en observaciones de campo reales, su principal contribución es que introduce factores diferentes a la solubilidad del carbonato de calcio, tales como el oxígeno disuelto, el ion cloruro y la dureza no basada en el carbonato.

22
1.1.6.5.Indice de Fuerza de Conducción de Mc Cauley (DFI) Este índice también se basa en la solubilidad del carbonato de calcio e intenta predecir la cantidad de carbonato de calcio que se precipitará. Puede resultar muy útil para estimar la cantidad de precipitado que puede formarse.
100s 10xK
ppmCOxppmCaDFI )()( =++
= (1.21)
Tabla 1.2 Valores de la constante "a" como una función de la temperatura del agua.
Temperatura del agua °F °C Constante 32 0 2.60 39 0.2 42.50 46 0.48 2.40 53 0.61 22.30 60 0.81 62.20 68 20 2.10 77 25 2.00 86 30 1.90 10 44 1.70 12 25 1.55 14 06 1.40 15 87 1.25 17 68 1.15
Tabla 1.3. Constante "b" como una funcióndel residuo total filtrable.
Sólidos disueltos totales (mg/l) Constante B
0 9.70 100 9.77 200 9.83 400 9.86 800 9.89
1000 9.90
Tabla 1.4. Corrosividad del agua vs el índicede Saturación de Langelier Fuente pH pHs LSI Corrosividad
Agua buena 7.30 7.20 +0.10 NO Agua buena 7.40 7.25 +0.15 NO Agua buena 7.10 7.14 0.04 NO Agua buena 7.50 7.10 +0.40 SI
Agua contenida 7.30 -8.08 -0.78 NO Agua profunda 6.30 8.27 -1.97 NO Agua profunda 6.80 7.88 -1.08 NO Agua contenida 7.80 8.90 -1.10 NO

23
1.2. CONSECUENCIAS DE LA CORROSIÓN La Oficina Nacional de Normas (NBS) de los Estados Unidos ha reportado que el costo total anual por problemas de corrosión es del orden de 70 mil millones de dólares, lo que representa aproximadamente el 4% del Producto Nacional Bruto. Aún cuando no hay forma de conocer cuanto de este costo es generado por la Industria de Suministro, de Agua al público, (se estima que es alrededor de los 1000 millones de dólares), los ambientes corrosivos de muchos suelos y la gran variedad de materiales utilizados en los sistemas de agua sugieren que el porcentaje es significativo. Además de los costos de mano de obra por reparar y reemplazar el equipo, existen costos más importantes para el público, como resultado de la corrosión. La salud de los consumidores del agua se ve amenazada si la magnitud del problema de la corrosión daña la integridad higiénica de los sistemas de agua. El riesgo presente del flujo negro compuesto de líquido contaminado en los sistemas de agua potable, se incrementa adicionalmente, cuando la presión del agua es interrumpida por la necesidad de reparar pozos, bombas, equipo de tratamiento, tubos, válvulas y servicios que han sufrido corrosión.
Tabla 1.5. Logaritmos de las concentraciones de calcio y alcalinidad. Ca2 (alcalinidad) (mg/l)
CaC03 log 10 1.00 20 1.30 30 1.48 40 1.60 50 1.70 60 1.78 70 1.84 80 1.90
100 2.00 200 2.30 300 2.48 400 2.60 500 2.70 600 2.78 700 2.84 800 2.90 900 2.95 1000 3.00
Debido a la corrosión, existen dos metales tóxicos que se presentan en el agua potable, el plomo y el cadmio. Además, otros tres metales, usualmente presentes debido a la corrosión, causan coloración o sabor metálico, o ambos; estos metales son, el cobre (coloración azul y sabor metálico), fierro (coloraciones rojo - café y

24
sabor metálico), y zinc (sabor metálico). Los metales tóxicos, como plomo y cadmio, pueden causar serios problemas a la salud cuando se presentan en cantidades superiores a los fijados por la "National Interim Primary Drinking Water Regulations" (NIPDWR). Los otros metales -cobre, hierro y zinc - están incluidos en los reglamentos secundarios para agua potable (Secondary Drinking Water Regulations), debido a que provocan que el agua sea menos atractiva a los consumidores y de esta manera buscan otra fuente potencialmente más segura. Considerando que la responsabilidad legal recae en el organismo operador de los servicios de suministro de agua al público, es necesario prevenir que esos metales entren en contacto con el agua durante su recorrido hasta la toma domiciliaria. Los productos de corrosión en los sistemas de distribución de agua pueden también evitar el crecimiento de bacterias y otros microorganismos. En un ambiente corrosivo, estos microorganismos pueden reproducirse y causar muchos problemas tales como sabores desagradables, olores y la aparición de materia sólida, que pueden causar corrosión posterior por actividad propia. Otro asunto importante se refiere al hecho de que la seguridad del público depende en gran medida de un adecuado suministro de agua a presión para el control de incendios. Se tienen cientos de casos documentados en donde la baja presión y la insuficiente cantidad de agua han permitido la propagación de pequeños incendios, los cuales han provocado desastres y han causado daños, muertes y destrucción de propiedades. La corrosión sin control puede ser el principal contribuyente a los problemas de inseguridad y falta de adecuación de los sistemas de control de incendios. Es evidente que un efectivo control de la corrosión en los sistemas de servicio de agua, contribuye enormemente al ahorro de dinero, a la protección de la salud pública, y a la seguridad de la población. Las reglamentaciones primaria y secundaria reconocen que la corrosión es un aspecto muy serio. Sin embargo, la falta de una medida o índice universal para la corrosividad han hecho difícil su reglamentación. Se reconoce que los problemas de corrosión son únicos para cada sistema individual de suministro de agua. Con la finalidad de identificar las aguas potencialmente corrosivas y que materiales se encuentran en los sistemas de distribución, se establecieron las siguientes recomendaciones:
• Todos los sistemas de suministro de agua a la comunidad deben colectar y analizar muestras para cuantificar las siguientes características de la corrosión: alcalinidad, pH, dureza, temperatura, sólidos totales disueltos (STD), y el índice de Saturación de Langelier (LSI) (o índice Agresivo (Al) en ciertos casos). Las características de corrosividad necesitan monitorearse solamente una vez, a menos que los resultados individuales requieran un muestreo adicional.

25
• Las muestras son tomadas en un punto representativo dentro del sistema de distribución. Se toman dos muestras por año de cada planta de tratamiento que utilice agua de una fuente superficial y una muestra por planta que use agua de extracción.
• Se identifica si en los sistemas de suministro de agua a la comunidad, incluyendo líneas de servicio y conexiones caseras, están presentes los siguientes materiales de construcción: (a) plomo; en tubería, soldadura, revestimiento interior, aleaciones o accesorios de conexión caseros; (b) cobre; en tubería y aleaciones, líneas de servicio y accesorios de conexión caseros; (c) tubería galvanizada; (d) materiales de tubería ferrosos, tales como fierro colado y acero y (e) tubería de asbesto-cemento (AC).
El organismo operador puede requerir la identificación y el reporte de otros materiales de construcción que puedan contribuir a contaminar el agua potable, tales como (f) tubería de asbesto-cemento forrada con vinilo y (9) tuberías y tanques recubiertos con alquitrán de hulla. En México se ha desarrollado una etapa de normalización en todo lo que se refiere a la calidad del agua potable; muchos de los parámetros mencionados se sometieron a una norma nacional con la intención evidente de aplicarla a corto plazo. 1.3. FACTORES ECONÓMICOS DEL CONTROL DE LA CORROSIÓN Existen dos consideraciones principales involucradas en cualquier decisión con respecto al control de la corrosión. La primera y la más importante es la protección a la salud y seguridad pública. La segunda es la económica. Los sistemas de servicio de agua son entidades públicas y requieren, si es posible, ahorro en los costos o inversión por parte de los propietarios, en cuyo caso los propietarios están en su derecho de esperar el máximo retorno de sus inversiones. Un operador responsable de un sistema de agua que se enfrenta con las decisiones de elegir que programas de control de la corrosión llevar a cabo, debe determinar las acciones que resultarán en un mayor ahorro de dinero o en el mejor retorno de la inversión. El operador debe preguntarse cual alternativa es menos costosa: bajar los costos iniciales y aceptar costos de mantenimiento altos, así como vida útil corta del equipo, por consiguiente, aumentar la inversión inicial especificando materiales más resistentes a la corrosión y reducir los costos de operación, o invertir dinero en procesos de control de la corrosión, los cuales reducen el mantenimiento y aplazan los reemplazos.

26
1.3.1.Retorno de la inversión El criterio que se utiliza más para comparar aspectos económicos con alternativas de solución a los problemas de corrosión, es el retorno de la inversión. Una fórmula para obtener el retorno de la inversión es:
ROI =100 (Oa + Ia / Na) - (Ob + Ib /Nb) (1.22) Ib + Ia
donde:
• ROI = Retorno de la inversión. • O = Costo anual de operación y mantenimiento. • I = Costo de instalación. • N = Vida anticipada en años. (a y b se refieren a las alternativas de
instalación). El resultado de la formula ROI, indica que porcentaje de la inversión inicial adicional para la instalación (b) será retornada cada año como un ahorro sobre los costos a largo plazo de la instalación (a). Las evaluaciones económicas son comunes en el ámbito del ingeniero de diseño y del gerente del sistema. la determinación de una estimación razonable de la vida esperada de la alternativa de instalación que se seleccione, requiere de una ingeniería con considerable pericia y experiencia, sin embargo, mucha de la información de la cual dependen tales evaluaciones se basa en las experiencias de los operadores con el sistema existente. Tal como se trata en la siguiente sección, la responsabilidad del control de la corrosión esta dividida en muchas partes. 1.4. RESPONSABILIDAD DEL CONTROL DE LA CORROSION La responsabilidad de un programa lógico de control de la corrosión en sistemas de agua recae completamente en cada una de las personas involucradas: los ingenieros consultores de diseño, los fabricantes de materiales, los funcionarios de la ciudad o los consejos de directores (los que tienen que ver con el problema), los superintendentes y los operadores. Cada uno de ellos debe tener el suficiente conocimiento en el tema de la corrosión para tomar decisiones adecuadas y bien fundamentadas. Aún cuando los ingenieros consultores no necesitan ser especialistas en corrosión, deben poseer los suficientes conocimientos sobre el tema para permitirles reconocer las señales de advertencia y saber cuando es necesario llamar a un consultor en corrosión. Los consejos municipales, las juntas directivas locales, las autoridades de las juntas del agua y las juntas de directores, no puede esperarse a conocer los detalles de la
27
prevención y el control de la corrosión; sin embargo, ellos pueden ser los responsables legales en los accidentes que resulten de la falta de atención al fenómeno de la corrosión o de la inadecuada aplicación de los procedimientos de control de la misma. Por tanto, deben tener cuidado para contratar consultores capacitados y, si es necesario, proporcionar adiestramiento a los empleados que diseñan, construyen, operan y dan mantenimiento a sus sistemas de suministro de agua. Los fabricantes de materiales tienen importantes responsabilidades con la industria del suministro de agua. Debido a la frecuencia de contacto de suelos y agua con los sistemas de suministro de agua, los productores de materiales deben asegurarse de que se suministre a la industria toda la información relacionada con factores ambientales que sean corrosivos a los materiales que proveen, y recomendaciones de los procedimientos óptimos de prevención de la corrosión. Los superintendentes y operadores de los sistemas de agua mantienen posiciones notables en el terreno del control de la corrosión. La responsabilidad es suya en el reconocimiento de la corrosión y sus causas cuando esta ocurre; para reconocer situaciones corrosivas potenciales, antes de que la corrosión ocurra o aún antes de que se hagan las instalaciones; para reconocer los problemas de calidad del agua que puedan tener su origen en la corrosión, y para conocer cuando la corrosión no es un problema potencia¡, ahorrando de esta manera dinero a sus contratantes. Las responsabilidades detalladas en los párrafos anteriores no deben ser tomadas a la ligera. La importancia de la prevención de la corrosión en la economía, salud pública y protección contra incendios ha sido ya detallada. Además, es sumamente importante que ninguna acción en el esfuerzo del control de la corrosión cree o de lugar a efectos colaterales peligrosos. Por ejemplo, la introducción en el suelo de corriente eléctrica en la protección catódica, sin la debida consideración del daño por la acción de corrientes vagabundas o parásitas a otras estructuras enterradas, puede resultar en accidentes, daños en propiedades y lesiones personales, para los cuales el sistema de agua podría ser considerado como legalmente responsable. Es responsabilidad de los operadores, ingenieros, contratistas, fabricantes y funcionarios de los sistemas de agua que tengan un buen conocimiento práctico de la corrosión y del control y prevención de la misma. Este manual tiene como finalidad formar las bases para ese conocimiento.
28
2. QUÍMICA DE LA CORROSIÓN La corrosión en los sistemas de agua afecta a un gran número de materiales, ocurre bajo un amplio intervalo de condiciones ambientales, y puede tener efectos muy negativo. No obstante, los mecanismos físicos de la corrosión son esencialmente iguales de una situación a otra. En este capítulo, se explican la química básica y las reacciones eléctricas del fenómeno de la corrosión, y se describen varias configuraciones en sistemas de servicio de agua donde la corrosión ocurre comúnmente. 2.1. ELECTROQUIMICA DE LA CORROSIÓN La corrosión de los metales y sus aleaciones es un proceso electroquímico; esto es, una reacción de corrosión involucra reacciones químicas y flujo de electrones. Existen dos tipos básicos de corrosión en un sistema de agua: corrosión galvánica y corrosión electrolítica. En esta sección se describen las configuraciones físicas y químicas de ambos tipos. 2.1.1.Corrosión Galvánica El proceso de corrosión galvánica es idéntico al de las reacciones en una batería eléctrica, en la cual la corriente eléctrica se genera por la inmersión de dos metales diferentes, llamados electrodos, en una solución química y conectados entre ellos con un alambre conductor externo, que representa una trayectoria de retorno de la corriente. La Figura 2.1 muestra los elementos de una celda de corrosión galvánica. Las flechas continuas indican la dirección del movimiento de los electrones y las flechas discontinuas indican el flujo de la corriente. En la celda galvánica la corrosión tiene lugar sobre la superficie del electrodo, en donde se generan los electrones para viajar a través de la trayectoria electrónica. Este electrodo es llamado el ánodo. La solución conductora (agua, suelo o alguna otra solución química) es llamada electrolito. El electrodo al cual fluyen los electrones es llamado cátodo. Estos cuatro elementos - el ánodo, el cátodo, el electrolito y la trayectoria de retorno de corriente - deben existir y son requisito indispensable para que la corrosión pueda ocurrir.

29
Figura 2.1.Los cuatro elementos básicos de una celda de corrosión galvánica:
ánodo, cátodo, electrolito y conexión de retorno. 2.1.1.1.Química de la corrosión galvánica Las reacciones electroquímicas básicas que ocurren en una celda de corrosión galvánica son sencillas. En la celda mostrada en la Figura 2.2, el ánodo de fierro a la izquierda, se esta corroyendo. Algunos de los átomos de fierro liberan electrones, los cuales viajan a través de la trayectoria electrónica y entran al cátodo. Esta pérdida de electrones cambia los átomos de fierro elemental (Fe) a ión ferroso (Fe++) y luego a ión férrico (Fe+++), dejándolos con una fuerte carga positiva. Algunas de las moléculas del electrolito, en este caso agua pura (H20), son separadas en forma natural en iones hidrógeno (H+) con carga positiva y en iones oxhidrilo (OH-) con carga negativa. Los átomos cargados positivamente son atraídos por los iones 0H- -negativos. La atracción origina que los átomos de fierro abandonen el ánodo y entren al electrolito, donde se combinan con los iones OH-. Como los átomos se pierden, la superficie metálica del ánodo se deteriora. Este deterioro es la corrosión y los productos de corrosión, Fe(OH)2 y Fe(OH)3, pueden acumularse sobre la superficie corroída o cerca de ella. En el cátodo, los electrones cargados negativamente llegan de la trayectoria electrónica. Los electrones son traídos hacia los iones H+ cargados positivamente en el electrolito. La atracción ocasiona que los electrones abandonen el cátodo y se combinen con los iones H+, formando gas hidrógeno (H2). El gas puede acumularse sobre la superficie del cátodo y el metal del cátodo no se corroe. En realidad, las reacciones dentro de la celda de corrosión protegen al cátodo de la corrosión. Donde se emplean diferentes materiales de electrodo y de electrólito, las reacciones químicas son ligeramente diferentes. Por ejemplo, bajo condiciones de campo, el

30
agua que forma el electrolito de la celda de corrosión, frecuentemente contiene oxígeno disuelto. Si el oxígeno disuelto se adiciona al agua en la celda de corrosión que se acaba de describir, entonces la reacción en el cátodo combinará el oxígeno, agua y electrones para producir iones oxhidrilo (O H-), en lugar de gas hidrógeno. El oxígeno puede reaccionar con la capa superficial de hidrógeno removiéndolo, actuando así como un agente depolarizador.
Figura 2.2 Reacciones químicas en una celda típica de corrosión galvánica.
Siendo que la capa de hidrógeno se comporta como una resistencia, su remoción acelera la reacción catódica y consecuentemente la actividad corrosiva. Cambiar la composición química del electrolito o los materiales que actúan como los electrodos en una celda de corrosión, puede originar grandes variaciones en la severidad de la corrosión. Sin embargo, no importa que materiales estén involucrados, siempre será el ánodo el que se corroe y enviará electrones a través la trayectoria electrónica, y siempre será el cátodo el que se proteja de la corrosión. 2.1.1.2.Electrolitos diferentes El tipo de celda galvánica descrito tiene dos clases de metal inmersos en un electrolito individual uniforme. Un segundo tipo de celda galvánica ocurre cuando dos piezas de la misma clase de metal se encuentran sumergidos en un electrolito sólido de composición desigual, como se muestra en la Figura 2.3. Debido al carácter desigual del electrolito, se puede desarrollar una celda de corrosión. Una pieza del metal se volverá ánodo, se corroerá y suministrará electrones a la trayectoria electrónica. la otra pieza del metal será el cátodo, el cual estará protegido de la corrosión y suministrará electrones al electrolito.

31
Figura. 2.3 Celdas galvánicas con electrólitos no uniformes y electrodos de un
metal común. Como se ilustra en la Figura 2.4, la celda descrita puede ser modificada de tal modo que una sola pieza de metal actúa como ánodo y cátodo, como una trayectoria de corriente de retorno. La Figura 2.4a muestra la misma configuración de la Figura 2.3, dos electrodos del mismo metal en un electrolito no-uniforme (heterogéneo). En la Figura 2.4b, los dos electrodos se han colocado en contacto directo uno con otro, eliminando el cable conductor. En la Figura 2.4c los dos electrodos separados han sido sustituidos por un solo bloque de metal, el cual tiene un área actuando como un cátodo y otra como un ánodo, con los electrones también fluyendo a través del bloque. En la Figura 2.4d, el bloque de metal, que puede ser una pieza de tubo, ha sido totalmente cubierto por el electrolito desigual, que cual puede ser el suelo. El efecto resultante es el mismo qué en la configuración original, el metal se corroe en el área que esta actuando como ánodo. Debido a que el suelo no es uniforme, siempre existe a posibilidad de que tales celdas de corrosión se desarrollen en las estructuras de metal enterradas. Si la celda de corrosión causa daños, depende de la naturaleza del suelo como electrolito y del tipo de metal o aleación involucrado.

32
2.4a y 2.4b Creación de una celda galvánica con una pieza de metal común en
un electrolito no uniforme.

33
2.1.1.3.Flujo de corriente En los párrafos anteriores se ha descrito la operación de la celda de corrosión galvánica en términos del movimiento de los electrones. En la práctica, la química de la celda de corrosión es a menudo en términos de flujo de corriente eléctrica, también llamado flujo de corriente convencional. Debido a un malentendido histórico acerca de la naturaleza de la electricidad, este flujo de corriente se considera que se mueve en dirección opuesta al movimiento de los electrones. De este modo, en el ánodo donde los electrones abandonan los átomos de hierro, para viajar dentro de la trayectoria electrónica, se dice que el flujo de corriente convencional va por otro camino, dejando la superficie del ánodo y entrando al electrolito. En el cátodo, donde los electrones entran al electrolito, la corriente convencional fluye del electrolito al cátodo.
Figuras No. 2.4c y 2.4d Creación de una celda galvánica con una pieza de
metal común en un electrolito no uniforme

34
Apoyada en términos del flujo de corriente convencional, la reacción básica de corrosión galvánica es como se ilustra en la Figura 2.5; la corriente eléctrica es generada por la inmersión de metales o aleaciones diferentes en un electrolito homogéneo, o por la inmersión de un solo metal o aleación en un electrolito heterogéneo. La corriente viaja desde el ánodo, a través del electrolito, hasta el cátodo y retorna a través del conector de la trayectoria de corriente (cable conductor). En la zona del ánodo, donde se descarga la corriente dentro del electrolito, existe pérdida de metal. Esta pérdida de metal es la corrosión. El control de la corrosión es el (los) procedimiento (s) para reducir, eliminar o invertir el flujo de corriente, de tal forma que se reduce o se elimina la corrosión. 2.1.2.Corrosión electrolítica La celda de corrosión galvánica tratada en la sección previa, requiere de un ánodo, un cátodo, un electrolito y un cable conductor para el retorno de la corriente; las reacciones en esta celda generan una corriente eléctrica. La estructura de una celda electrolítica es similar a la de una celda galvánica, pero la celda electrolítica no genera una corriente eléctrica. En su lugar, la reacción de corrosión se origina por una fuente de corriente directa colocada fuera de la celda. El resultado final, sin embargo, es el mismo, esto es, la corrosión del ánodo.
Figura. 2.5. Celda de corrosión galvánica donde se muestra la corriente de flujo
convencional y el movimiento de electrones La Figura 2.6 muestra una celda de corrosión electrolítica. Los cuatro elementos básicos de la celda galvánica son aún necesarios: ánodo, cátodo, electrolito y un conductor para retorno de corriente. Adicionalmente, se requiere de una fuente
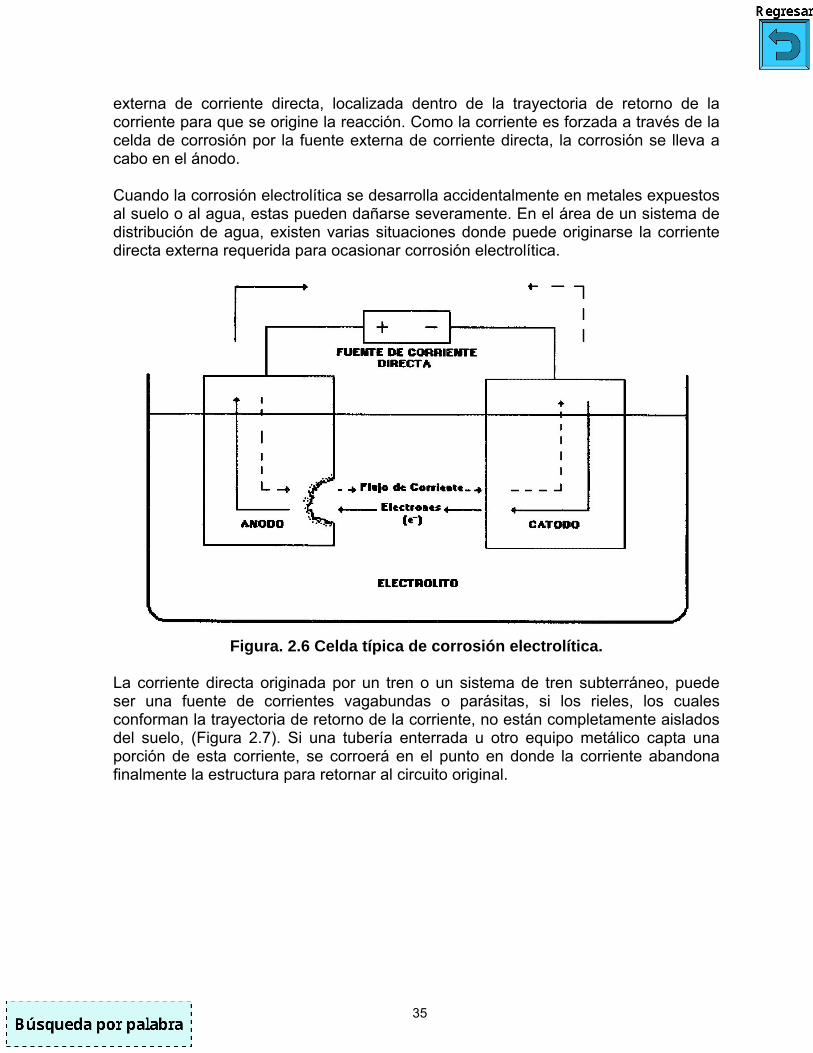
35
externa de corriente directa, localizada dentro de la trayectoria de retorno de la corriente para que se origine la reacción. Como la corriente es forzada a través de la celda de corrosión por la fuente externa de corriente directa, la corrosión se lleva a cabo en el ánodo. Cuando la corrosión electrolítica se desarrolla accidentalmente en metales expuestos al suelo o al agua, estas pueden dañarse severamente. En el área de un sistema de distribución de agua, existen varias situaciones donde puede originarse la corriente directa externa requerida para ocasionar corrosión electrolítica.
Figura. 2.6 Celda típica de corrosión electrolítica.
La corriente directa originada por un tren o un sistema de tren subterráneo, puede ser una fuente de corrientes vagabundas o parásitas, si los rieles, los cuales conforman la trayectoria de retorno de la corriente, no están completamente aislados del suelo, (Figura 2.7). Si una tubería enterrada u otro equipo metálico capta una porción de esta corriente, se corroerá en el punto en donde la corriente abandona finalmente la estructura para retornar al circuito original.

36
Figura 2.7 Corrosión de una tubería por corrientes parásitas.
Los equipos de soldadura eléctrica son otras fuentes de corrientes directas parásitas o vagabundas para sistemas enterrados, son aterrizados a instalaciones y la corriente directa parásita de sistemas de protección catódica cercanos. La corriente alterna no tiene el mismo efecto sobre los metales en el punto de descarga de la corriente directa y generalmente no es una causa de corrosión. En casos raros, una pequeña porción de corriente alterna proveniente de una fuente enterrada, puede llegar a ser rectificada a corriente directa, lo cual puede causar severos daños. 2.2. QUÍMICA DE LA CORROSIÓN EN SISTEMAS DE AGUA Todo proceso de corrosión puede finalmente ser explicado en términos de los principios tratados en la primera parte de este capítulo. Sin embargo, la naturaleza y severidad de la corrosión que se encuentra en diversos puntos dentro de un sistema de agua, varía dependiendo de los materiales involucrados, el electrolito, la configuración física de la celda, y el medio ambiente. Esta sección trata del cálculo de la velocidad de corrosión y considera los efectos de diferentes materiales que pueden estar involucrados en una celda galvánica. También explica dos procesos físico-químicos que pueden reducir la severidad de la corrosión, posteriormente describe algunas formas de corrosión comunes encontradas en sistemas de agua. 2.2.1.Cálculo de la velocidad de corrosión Las reacciones de corrosión se llevan a cabo de acuerdo con las bien comprendidas leyes de la química y física. La velocidad teórica de corrosión se puede predecir con precisión, por medio del conocimiento de las condiciones circundantes de una celda de corrosión. En el campo, las condiciones cambiantes varían la velocidad calculada,

37
pero las predicciones son aún así una herramienta importante para tomar medidas de control contra la corrosión. 2.2.2.Principios básicos de la corrosión A continuación se describen los principios básicos que son necesarios para los cálculos de las velocidades de corrosión. 2.2.2.1.Potencial de corrosión El potencial de un metal que se corroe es útil en los estudios de corrosión y se puede obtener fácilmente en el laboratorio y en condiciones de campo y se determina midiendo la diferencia de potencial existente entre el metal sumergido en un medio corrosivo y un electrodo de referencia apropiado. Los electrodos de referencia más utilizados son el electrodo saturado de calomel, el electrodo de cobre-sulfato de cobre y el de plata-cloruro de plata. La medición de la diferencia de potencial entre el metal que se corroe y el electrodo de referencia, se lleva a cabo con la ayuda de un potenciómetro. Al medir y reportar los potenciales de corrosión es necesario indicar la magnitud y el signo del voltaje obtenido. La magnitud y el signo del potencial de corrosión es una función del metal, composición del electrolito, temperatura y agitación 2.2.2.2.Voltaje de celda Las reacciones químicas que ocurren en una celda de corrosión galvánica dan lugar a la corriente para que los electrones circulen a través de la trayectoria electrónica. Cuando la trayectoria de retorno de corriente se desconecta, la fuerza (el potencial para el flujo de corriente) todavía existe, y se manifiesta como la diferencia entre las cargas eléctricas del ánodo y el cátodo. Como en cualquier circuito eléctrico, ésta fuerza eléctrica se conoce como potencial o voltaje. El voltaje a través de los electrodos de una celda galvánica que no está conectada a una trayectoria electrónica se denomina voltaje de celda, potencial de celda o diferencia de potencial Este se puede medir conectando los cables de un voltímetro a los dos electrodos, como se muestra en la Figura 2.8.

38
Figura 2.8 medición del voltaje de una celda con un voltímetro
Las reacciones químicas en una celda de corrosión galvánica varían dependiendo de los materiales que forme la celda, con la evidente variación del voltaje de celda. Para celdas de corrosión fabricadas como parte de una batería diseñada para generar corriente eléctrica, el potencial puede ser de varios voltios. Para las celdas de corrosión que regularmente ocurren en los sistemas de tuberías de servicio de agua, el voltaje generalmente es menor de 1.0 voltios, y comúnmente se mide en milivolts (1000 mV = 1 V). El voltaje de celda es la fuerza impulsora que empuja a los electrones a través de la trayectoria electrónica: así cuanto mayor sea el voltaje, la corriente aumentará y la corrosión será más rápida. 2.2.2.3.Leyes de Ohm y Faraday Los principios tratados en el párrafo anterior pueden expresarse matemáticamente. La ley de Ohm establece que el flujo de corriente a través de una trayectoria electrónica (cable conductor) es igual al voltaje aplicado (el potencial de celda) dividido por la resistencia del circuito. De esta forma:
REI = (2.1)
Donde: I= flujo de corriente (A) E= potencial (V) R= resistencia (Ohms) De acuerdo a la ley de Faraday, la velocidad a la cual un ánodo de un metal dado se corroe, varía precisamente con la magnitud del flujo de corriente eléctrica. La velocidad de corrosión para el fierro, por ejemplo, es 9.1 kg (20 libras) por amper de
39
corriente por año. Utilizando las leyes de Ohm y de Faraday, la velocidad del flujo de corriente y la velocidad de corrosión pueden calcularse con precisión donde sean conocidos el potencial de celda y la resistencia de la trayectoria de retorno de corriente. 2.2.2.4.Materiales que provocan la corrosión galvánica Las celdas de corrosión galvánica pueden ocurrir en muchas de las combinaciones de metales, aleaciones y electrolitos que se encuentran en todas las etapas de la producción y distribución de sistemas para agua potable. Considerando las celdas de corrosión causadas por las combinaciones de metales diferentes (conocidas como par galvánico o par bimetálico), es primordial conocer cual de los dos metales involucrados actuara como ánodo y, por lo tanto se corroerá. Es también importante conocer que tan grande es el potencial para la corrosión de cualquiera de los dos metales. La serie galvánica para un electrolito dado proporciona las respuestas a esas preguntas. 2.2.2.5.La serie galvánica La Tabla 1.1, muestra la serie galvánica para agua de mar (electrolito). Cuando dos de los metales que se muestran en la serie se combinan con el electrolito y un conductor de retorno de la corriente para formar una celda galvánica, el metal más cercano a la parte superior de la serie será el ánodo y se corroerá; el metal más cercano a la parte inferior de la serie será el cátodo y estará protegido. Los metales en el extremo catódico de la serie se dice que son más nobles que aquellos que están en el extremo anódico. La combinación de los dos metales más separados en la serie producen mayor voltaje de celda a través de la trayectoria de retorno de la corriente cuando están inmersos en el electrolito. El voltaje de celda y la resistencia de la trayectoria de retorno de la corriente determinan que tan rápidamente fluye la corriente en el circuito y, por lo tanto, que tan rápidamente ocurre la corrosión del ánodo. De este modo, los metales que se encuentran muy separados en la serie galvánica producen celdas de corrosión con una velocidad de corrosión alta, incluso cuando la resistencia eléctrica de la trayectoria de retorno de la corriente es alta. Los métales que se encuentran cercanos o juntos en la serie, producen celdas donde ocurre poca o ninguna corrosión, ya que el voltaje producido rara vez es suficiente para impulsar una corriente significativa a través de la resistencia de la trayectoria de retorno de la corriente. En la serie electromotriz o serie galvánica, la celda que muestra la máxima corrosión, está formada con un ánodo de magnesio y un cátodo de platino, inmersos en agua de mar y conectados por medio de una trayectoria de retorno de la corriente. La serie galvánica es válida en donde el electrolito es agua de mar. Para agua dulce y suelo húmedo, existen pequeñas variaciones en el orden de los metales, pero la magnitud de¡ voltaje de celda generado con electrodos de dos metales cualquiera, varía considerablemente.

40
2.2.2.6.Materiales galvánicos en los sistemas de distribución de agua En la mayoría de los equipos de los sistemas para agua, se pueden encontrar partes fabricadas de acero, fierro fundido dúctil y gris, acero inoxidable, plomo, latón, cobre y bronce. Muchos de estos materiales están expuestos únicamente a condiciones específicas, por ejemplo, a aguas tratadas, etc., pero de ninguna manera están exentos de sufrir problemas de corrosión. Sin embargo, las combinaciones de estos metales en los sistemas de servicio para agua son comunes, provocando graves problemas de corrosión, sobre todo donde los servicios o tomas domiciliarias, válvulas o bombas se conectan a las tuberías principales. Por ejemplo, una válvula de cierre de latón conectada a un servicio de hierro forjado, puede ser una fuente de corros ión considerable. Se entiende lo anterior por la distancia que guardan en la serie electromotriz el latón y el hierro forjado. Una válvula grande típica puede utilizar varios metales y aleaciones en su construcción, con dos aleaciones regularmente usadas en la superficie de exposición exterior, acero para las tuercas y tornillos y fierro fundido para el cuerpo de la válvula. Parecería que las dos aleaciones se encuentran muy cerca en la serie galvánica para que ocurra la corrosión; sin embargo, la tendencia del acero para actuar como un ánodo en una celda con hierro fundido se incrementa enormemente por la diferencia en las áreas de contacto entre los pequeños tornillos y tuercas, y el más grande cuerpo de la válvula y su cubierta de fierro fundido. El mismo efecto se observa en las juntas mecánicas, tornillos y tuercas de fierro fundido dúctil y gris, así como en otras estructuras dentro de un sistema de servicio de agua, en donde una pequeña área de metal relativamente anódico se encuentra en contacto con una área grande de metal relativamente catódico. Un buen método para contrarrestar este efecto diferencia¡ de áreas de contacto es proporcionar la mayor nobleza en las unidades de metal más pequeñas. Por ejemplo, un tubo de hierro dúctil se suministra con tornillos de unión de acero de aleación conteniendo cobre, níquel y cromo. Esto previene efectivamente la reacción de corrosión, incluso en electrolitos medianamente conductores. La corrosión galvánica más severa ocurre donde se instalan dos metales que están muy separados en la serie galvánica. Sin embargo, aún una pieza individual de equipo metálico tiene ligeras variaciones en la composición de su superficie metálica de un punto a otro. En un electrolito lo suficientemente conductor, esas variaciones pueden producir celdas de corrosión galvánica microscópicas, las cuales eventualmente pueden crecer y originar un mayor deterioro del metal.
41
2.2.3.Fenómenos de polarización y pasivación Dos efectos que pueden reducir la velocidad de corrosión son la polarización y la pasivación. Donde sea apropiado, un ingeniero de diseño puede seleccionar materiales que estimulen estos efectos. 2.2.3.1.Polarización Conforme los productos de la reacción de corrosión se acumulan en el ánodo y el cátodo, la diferencia de potencial entre los dos tiende a disminuir. Esto se llama polarización. El efecto de polarización es probable que sea mayor en el cátodo. Por ejemplo, el gas hidrógeno puede literalmente cubrir la superficie del cátodo, tendiendo a retardar el flujo de corriente. La capa de hidrógeno puede ser parcialmente removida como gas hidrógeno que se combina con gas oxígeno, formando agua. Esto es más notable en un cátodo grande, debido a que el hidrógeno se esparce en forma tenue sobre una superficie de área grande. Por lo tanto, es menos riesgoso tener un ánodo grande y un cátodo pequeño que lo contrario. Aún así, el ánodo puede llegar a polarizarse debido a la formación de una capa o película de óxido u otro compuesto que tenga el efecto de formar una barrera entre el metal y su medio ambiente. Algunos metales se polarizan más fácil que otros, por lo que la selección del metal debe ser una parte importante de la ingeniería. 2.2.3.2.Pasivación La pasivación es una condición en la cual un metal dado se comporta en la forma de un metal mas noble a lo indicado por su posición en la serie galvánica. Es una condición de actividad electronegativa, donde los productos de corrosión iniciales de ciertos metales proveen protección al metal base. 2.3. TIPOS DE CORROSIÓN ESPECÍFICOS EN SISTEMAS ACUOSOS (CORROSIÓN ELECTROQUÍMICA) Comúnmente se encuentran varias situaciones en los sistemas de servicio de agua donde una combinación de factores ambientales, configuraciones físicas y materiales de construcción, se complementan para acelerar la corrosión. Los siguientes párrafos describen algunas de esas condiciones y sus efectos. 2.3.1.Pilas de corrosión por aereación diferencial En la Figura 2.9 se representa un tipo de corrosión localizada, que a menudo se desarrolla en las hendiduras de las uniones entre metales, debido a la difusión desigual del oxígeno. El contenido de oxígeno en el interior de la hendidura puede ser muy bajo, comparado con el medio ambiente que se encuentra fuera de la

42
misma. En este caso, el metal de la zona de baja concentración de oxígeno se volverá anódico y por tanto la corrosión ocurrirá dentro de la hendidura. En la práctica, las celdas de aereación diferencia¡ resultan importantes e incluyen dos electrodos del mismo metal, inmersos en un electrolito de la misma concentración, pero con diferente aereación.
Figura. 2.9 Corrosión por aereación diferencial
La variación en la concentración de oxígeno produce una diferencia de potencial que origina un flujo de corriente del cátodo al ánodo. El electrodo sumergido en el electrolito con mayor concentración de oxígeno funciona como cátodo, mientras que el otro lo hace como ánodo. Como se menciona al inicio del tema, este tipo de celdas se presenta en las hendiduras que deja el traslape de placas metálicas, debido a que la concentración de oxígeno es menor dentro de la hendidura que en cualquier otra parte. Los aceros inoxidables, aluminio, níquel y otros de los llamados metales pasivos, también inician picaduras cuando están expuestos a medios ambientes acuosos. 2.3.2.Corrosión por celdas de concentración diferencial Estas son celdas que tienen dos electrodos idénticos cada uno, en contacto con una solución de diferente concentración. En este caso particular el electrodo que está en contacto con el electrolito de menor concentración tiende a disolverse, esto es, se vuelve anódico y se deposita sobre el otro electrodo que funciona como cátodo. La Figura 2.10 muestra una celda de este tipo, misma que es muy común en la zona marina.
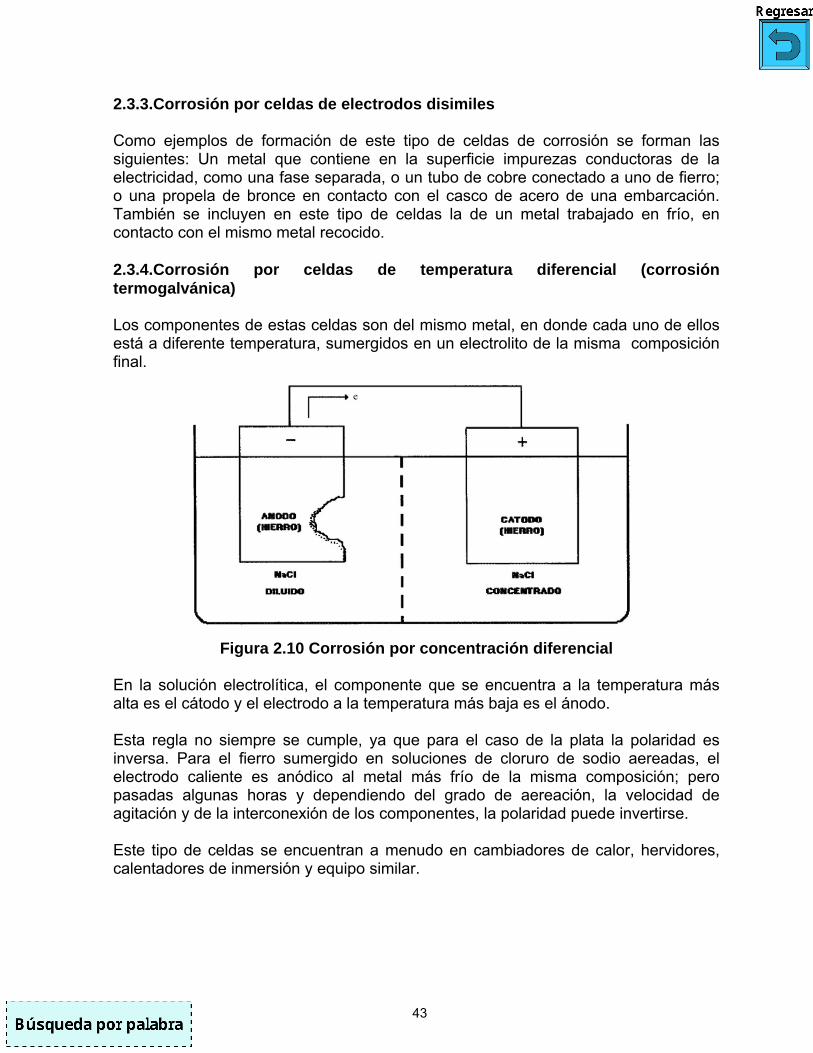
43
2.3.3.Corrosión por celdas de electrodos disimiles Como ejemplos de formación de este tipo de celdas de corrosión se forman las siguientes: Un metal que contiene en la superficie impurezas conductoras de la electricidad, como una fase separada, o un tubo de cobre conectado a uno de fierro; o una propela de bronce en contacto con el casco de acero de una embarcación. También se incluyen en este tipo de celdas la de un metal trabajado en frío, en contacto con el mismo metal recocido. 2.3.4.Corrosión por celdas de temperatura diferencial (corrosión termogalvánica) Los componentes de estas celdas son del mismo metal, en donde cada uno de ellos está a diferente temperatura, sumergidos en un electrolito de la misma composición final.
Figura 2.10 Corrosión por concentración diferencial
En la solución electrolítica, el componente que se encuentra a la temperatura más alta es el cátodo y el electrodo a la temperatura más baja es el ánodo. Esta regla no siempre se cumple, ya que para el caso de la plata la polaridad es inversa. Para el fierro sumergido en soluciones de cloruro de sodio aereadas, el electrodo caliente es anódico al metal más frío de la misma composición; pero pasadas algunas horas y dependiendo del grado de aereación, la velocidad de agitación y de la interconexión de los componentes, la polaridad puede invertirse. Este tipo de celdas se encuentran a menudo en cambiadores de calor, hervidores, calentadores de inmersión y equipo similar.

44
2.3.5.Corrosión por picadura Como su nombre lo indica, es un tipo de ataque localizado que se manifiesta en la forma de picaduras estrechas y profundas. Frecuentemente son difíciles de descubrir, debido al diámetro de las perforaciones y porque las bocas de estas perforaciones están recubiertas con productos de corrosión. Por lo general se requieren meses o años para que los agujeros lleguen a perforar el metal, pero el ataque puede ser mucho más rápido. Los metales activos presentan este tipo de corrosión sólo como consecuencia de condiciones muy particulares, como pueden ser la presencia de humedad en zonas localizadas, daños pequeños en películas inconstantes o recubrimiento. Los productos de corrosión de naturaleza porosa, que pueden acumular humedad, o substancias agresivas, pueden causar un ataque acelerado, siendo el mecanismo del mismo tipo que la corrosión uniforme. El tipo de corrosión por picadura más importante tiene lugar en los metales pasivos, como los aceros inoxidables y el aluminio, en ambientes específicos, por ejemplo soluciones que contengan iones cloruro. En este caso cabe hacer la distinción entre el proceso de iniciación de la picadura (incubación) y el de crecimiento de la misma. Inicialmente, el metal puede estar cubierto por una película pasivante, la cual debe sufrir localmente una ruptura antes de que sea posible el crecimiento de una picadura. La iniciación puede ser debida a diferentes causas como son: Heterogeneidades; daño mecánico por trabajo en frío del metal, en una zona muy localizada; depósito de suciedad, diferencia de composición en la solución, etc. Una vez rota la película pasivante, se forma un elemento activo-pasivo, actuando como ánodo (activo) la zona de metal desnudo y como cátodo (pasivo) el metal pasivo, generándose una diferencia de potencial grande, entre 0.5 y 1 V entre el pequeño ánodo activo, y el cátodo, de gran superficie. La posibilidad de repasivación en la zona dañada de la película, depende de las condiciones prevalecientes en el medio. Los aceros inoxidables de potencial más noble expuestos a soluciones aereadas que contienen iones cloruro o bromuro, son propensos a este tipo de ataque debido a que la capa protectora, de oxido de cromo, es perforada por los iones cloruro o bromuro, dejando al descubierto al metal, más electronegativo, con una desfavorable relación de áreas catódica/anódica (cátodo muy extenso frente ánodos pequeños). También el aluminio y el cobre son propensos al ataque corrosivo por picaduras. Los medios corrosivos más peligrosos son los que contienen, además de los iones cloruro, iones metálicos oxidantes como Fe3+ y Cu2+. Así las soluciones de FeCI3 o CUCI2 son muy agresivas, aún en ausencia de oxigeno los lones Fe3+ y Cu2+, como oxidantes fuertes, activan la reacción cátodica y aceleran simultáneamente la oxidación anódica.

45
El mecanismo de este proceso de corrosión guarda cierta similitud con el de corrosión por hendiduras. El comienzo es distinto, puesto que tiene que iniciarse la formación de una picadura por la ruptura local de las películas protectoras de óxido. Una vez iniciada una perforación, el proceso es autocatalítico, ya que se provoca una difusión de iones cloruro (CI- ), hacia la picadura, generando por hidrólisis una solución ácida que facilita cada vez más la disolución del metal. Cabe hacer notar que las picaduras se producen en mayor abundancia en el fondo de los recipientes o tuberías, en menor número en las paredes verticales y en pequeña cantidad en las partes superiores. Es decir, que las picaduras crecen en el sentido del campo gravitatorio, en buena lógica con el hecho de que la solución concentrada de cloruro metálico (del fondo de las picaduras) es más densa que el resto del medio líquido. Desde un punto de vista práctico, la picadura más profunda es la que determina la vida útil de un equipo. Experimentalmente, se ha demostrado que la profundidad de las picaduras en un metal presenta una distribución gaussiana alrededor del valor medio. Esto significa que el tiempo de vida esperado, para una profundidad de picadura promedio, será menor cuando se tengan más picaduras. Otra consecuencia práctica importante, es que es muy arriesgado obtener conclusiones respecto a la formación de picaduras a partir de un ensayo con probetas, ya que estas tienen una área superficial total mucho menor que los equipos que representan. En el caso de los aceros inoxidables, la adición de un 2% de molibdeno mejora enormemente la resistencia de este material. Existen aleaciones más resistentes que son Hastelloy F, Monel, Hastelloy C y Titanio. En ocasiones es mejor emplear determinadas aleaciones como acero normal, que sufre un ataque que se extiende a toda la superficie y que por lo mismo es menos peligroso que la corrosión localizada y profunda. Cuando las películas protectoras que cubren un metal, o las capas del metal mismo, o la superficie uniforme de un metal se rompen, la corrosión que se desarrolla en el área toma la forma de picadura. (Figura 2.11). El metal en el área de la picadura se vuelve anódico y en el área circundante, catódico. 2.3.6.Ataque corrosivo por choque (corrosión-cavitación) Muchos metales bajo condiciones normales forman superficies protectoras como resultado del proceso de manufactura. Una corriente extremadamente fuerte de agua puede romper esta superficie protectora y originar que la corrosión inicie, (Figura 2.12). Las bombas son especialmente vulnerables a este tipo de ataque, debido a la cavitación (efecto abrasivo causado por el colapso de las burbujas formadas por los diferenciales de presión extrema dentro del mecanismo de la bomba).

46
La corrosión microbiológica es el deterioro de un metal por procesos de corrosión que ocurren como consecuencia directa o indirecta de la actividad de microorganismos, como bacterias y microorganismos, como algas y lapas. La actividad biológica puede tener influencia sobre la corrosión en diferentes medios, incluyendo suelos, agua natural y marina, productos naturales del petróleo y emulsiones agua -aceite para enfriamiento de herramientas.
Figura 2.11 Tubería que muestra reducción de espesorpor corrosión por
picadura.
Figura 2.12 Tubería que muestra reducción de espesor por choque de un
fluido(corrosión-cavitación).

47
2.3.7.Corrosión microbiológica Los microorganismos sobreviven por medio de reacciones químicas, se infieren alimentos o reactantes y se eliminan los desperdicios. Estos procesos pueden afectar el comportamiento del proceso de corrosión en las siguientes formas:
• • Influencia directa sobre reacciones anódicas y catódicas. • • Influencia sobre películas protectoras superficiales. • • La creación de nuevas condiciones corrosivas. • • La producción de depósitos corrosivos.
Los efectos anteriores pueden ocurrir por separado o en combinación, según sea el ambiente y el tipo de organismo involucrado. Los microorganismos se clasifican según su habilidad para desarrollarse en presencia o ausencia de oxígeno. Los que requieren de oxígeno para su proceso de metabolismo y solo viven en medios nutritivos que contienen oxígeno disuelto se denominan aeróbicos. A los que crecen en medios que contienen muy poco o nada de oxígeno se les llama anaeróbicos. Los microorganismos anaeróbicos más importantes son probablemente aquellos que afectan las estructuras por corrosión del acero enterradas y son del tipo sulfato reductoras (por ejemplo Desulfovíbrio Desulfuricans). Estas bacterias reducen los sulfatos a sulfuros, de acuerdo a la siguiente reacción:
SO4 = + 4H2 → S= + 4 H2O (2.2) El hidrógeno (H2) que interviene en la reacción anterior puede provenir de reacciones catódicas de corrosión (reducción de los iones H+) o de productos orgánicos como celulosa, azúcar, etc., presentes en el suelo. las bacterias sulfato reductoras son las más comunes en condiciones anaerobicas, como arcilla húmeda, suelos pantanosos y pantanos (Figura 2.13). La presencia de iones sulfuro (S=) tiene mucha influencia sobre las reacciones anódicas y catódicas que ocurren sobre la superficie del hierro, tienden a retrasar las reacciones catódicas, sobre todo la producción de hidrógeno y acelerar la disolución anódica. El producto de corrosión es sulfuro de hierro, que se precipita cuando se unen los iones sulfurosos y ferrosos. Estos productos derivados del azufre son excelentes electrolitos, depolarizantes y muy agresivos a las superficies metálicas.
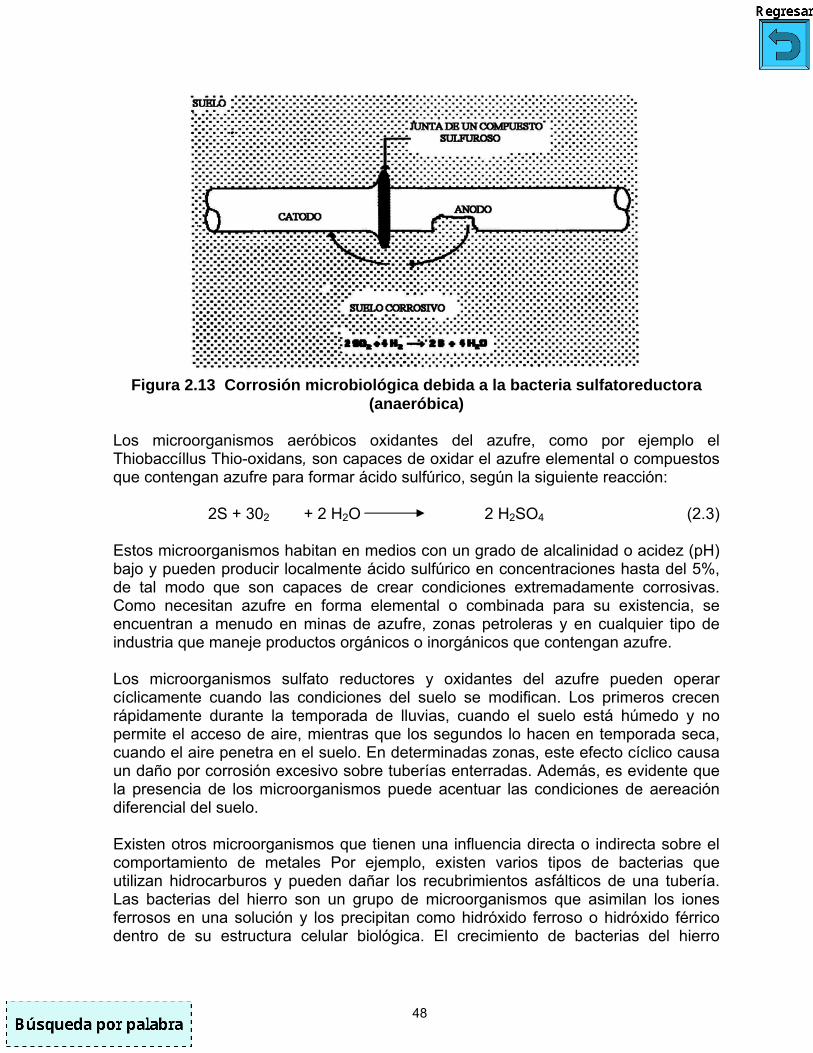
48
Figura 2.13 Corrosión microbiológica debida a la bacteria sulfatoreductora
(anaeróbica) Los microorganismos aeróbicos oxidantes del azufre, como por ejemplo el Thiobaccíllus Thio-oxidans, son capaces de oxidar el azufre elemental o compuestos que contengan azufre para formar ácido sulfúrico, según la siguiente reacción:
2S + 302 + 2 H2O 2 H2SO4 (2.3) Estos microorganismos habitan en medios con un grado de alcalinidad o acidez (pH) bajo y pueden producir localmente ácido sulfúrico en concentraciones hasta del 5%, de tal modo que son capaces de crear condiciones extremadamente corrosivas. Como necesitan azufre en forma elemental o combinada para su existencia, se encuentran a menudo en minas de azufre, zonas petroleras y en cualquier tipo de industria que maneje productos orgánicos o inorgánicos que contengan azufre. Los microorganismos sulfato reductores y oxidantes del azufre pueden operar cíclicamente cuando las condiciones del suelo se modifican. Los primeros crecen rápidamente durante la temporada de lluvias, cuando el suelo está húmedo y no permite el acceso de aire, mientras que los segundos lo hacen en temporada seca, cuando el aire penetra en el suelo. En determinadas zonas, este efecto cíclico causa un daño por corrosión excesivo sobre tuberías enterradas. Además, es evidente que la presencia de los microorganismos puede acentuar las condiciones de aereación diferencial del suelo. Existen otros microorganismos que tienen una influencia directa o indirecta sobre el comportamiento de metales Por ejemplo, existen varios tipos de bacterias que utilizan hidrocarburos y pueden dañar los recubrimientos asfálticos de una tubería. Las bacterias del hierro son un grupo de microorganismos que asimilan los iones ferrosos en una solución y los precipitan como hidróxido ferroso o hidróxido férrico dentro de su estructura celular biológica. El crecimiento de bacterias del hierro

49
resulta generalmente en tubérculos sobre la superficie del acero, los cuales tienden a provocar corrosión por grietas. Algunas bacterias son capaces de oxidar el amoníaco, produciendo ácido nítrico, que al estar diluido ataca al fierro y a la mayoría de los metales. Estas bacterias son importantes en suelos sobre los cuales se utiliza una gran cantidad de fertilizantes a base de amoníaco. Además, la mayoría de los microorganismos produce gas carbónico, el cual puede contribuir a la formación de ácido carbónico y así a un aumento de la corrosividad del suelo. Es muy importante y benéfico que antes de aplicar cualquier medida correctiva, se diagnostique correctamente la presencia de corrosión microbiológica y el método directo y más exacto de identificación es el análisis biológico de muestras de suelo. 2.3.8.Corrosión bajo esfuerzo y por tensión Las acciones físicas y la corrosión pueden combinarse para dañar los metales y sus aleaciones, como en el caso de la corrosión por esfuerzo, fatiga o desgaste. Los esfuerzos por tensión, los esfuerzos cíclicos o las vibraciones de alta frecuencia, actuando independientemente, pueden o no causar fallas en el material, pero la presencia de un medio ambiente corrosivo acelera e intensifica enormemente el deterioro del metal en cada caso, Figura 2.14. Cuando se diseña un elemento metálico a un esfuerzo determinado, su resistencia disminuye por la presencia de un medio corrosivo. A su vez el material acelera su corrosión, si existe la presencia de esfuerzos de tensión en el medio corrosivo específico. La corrosión bajo tensión produce agrietamiento debido a un ataque extremadamente localizado sobre una pequeña parte del material, mientras que el resto del mismo permanece inalterable. Este fenómeno se propaga por grietas muy finas a través de todo el material, hasta llegar finalmente a una fractura de la estructura. No todas las combinaciones de medios corrosivos con materiales metálicos son susceptibles a una acción corrosiva bajo tensión. Las variables importantes que tienen efecto en el comportamiento de una acción corrosiva bajo tensión son: temperatura, composición de la solución corrosiva, composición del material, estructura metalográfica y esfuerzos mecánicos.

50
Figura 2.14 Corrosión bajo esfuerzos
2.3.9.Corrosión por lixiviación selectiva La disolución selectiva es el proceso de corrosión en el cual uno de los elementos de una solución sólido aleación se disuelve preferentemente, dependiendo del medio en que se encuentre, por ejemplo, se tiene la disolución selectiva del zinc en el latón y el bronce en ciertos ambientes húmedos, que se conoce con el nombre de dezincificación. En otros tipos de procesos similares ocurren aleaciones, en las cuales se disuelven los elementos aluminio, fierro, cobalto, cromo, entre otros. La Figura 2.15 ilustra este proceso de corrosión.
Figura 2.15 Corrosión selectiva.
51
La sección dezincificada siempre es débil, permeable y muy porosa; el material es frágil y con una resistencia mecánica muy baja, lo que a menudo origina fallas mecánicas de equipos trabajando con presión interna, en los cuales la zona dezincificada es expulsada. La dezincificación de una solución sólida está determinada en función del tiempo y de la agresividad del medio. Este tipo de corrosión no modifica ni las dimensiones ni el peso original del material, de tal forma que en la práctica resulta a veces difícil darse cuenta que hubo una dezincificación, sobre todo si el material está recubierto de polvo, lodo o productos de corrosión. Se distinguen dos tipos de dezincificación: la uniforme o de capas y la local. En el primer caso la capa de aleación pierde su zinc hasta una cierta profundidad determinada por el tiempo y la agresividad del medio corrosivo. En el segundo caso solo existe una reacción local de disolución del zinc. Generalmente la dezincificación uniforme o de capas ocurre en aleaciones, con un alto contenido de zinc y en medios claramente ácidos. La dezincificación local es mas típica para aleaciones con bajo contenido de zinc y medios alcalinos. Sin embargo existen muchas excepciones a esta regia. Es posible disminuir la dezincificación reduciendo el poder agresivo del medio, por ejemplo, eliminando el oxígeno o por medio de protección catódica. 2.3.10.Corrosión atmosférica Para llevarse a cabo la corrosión atmosférica, (Figura 2.16) se requiere de la humedad y de un agente oxidante, normalmente oxígeno. La mayoría de las plantas de tratamiento de agua tienen áreas donde los materiales están expuestos constantemente a condiciones húmedas. El resultado es la oxidación, y en el caso del hierro o el acero, el herrumbramiento. Además del oxígeno, los halógenos (cloro, flúor, iodo y bromo) son agentes oxidantes extremadamente activos en tales ambientes. La corrosión atmosférica tiende a causar corrosión por ataque uniforme. Los agentes oxidantes (ácidos, cloro, etc.) disuelven la película del producto de corrosión provocando que la oxidación continúe.

52
Figura 2.16 Corrosión atmosférica.
2.3.11.Corrosión por grafitización Se puede considerar como un proceso de disolución selectiva que se realiza sobre todo en medios débiles. Este fenómeno sólo ocurre en las fundiciones grises, las cuales se grafitan, provocando que las superficies parezcan grafito y se desprendan fácilmente. El término grafitización no es correcto, ya que la fundición contiene grafito desde su cristalización lo que ocurre es que bajo condiciones de trabajo, se forman celdas galvánicas con el hierro o el acero y el grafito, disolviéndose preferentemente este último, dejando sólo una red muy porosa de capas o láminas de grafito y de herrumbre. En esta forma, la fundición pierde su resistencia mecánica y sus propiedades metálicas. Sin embargo, las dimensiones exteriores de la pieza no varían y por tanto resulta difícil detectar la reacción, lo que puede llevar a situaciones peligrosas, ya que la superficie del metal presenta una corrosión que parece ligera y homogénea, pero la realidad es que el material ha perdido su resistencia mecánica. La grafitización no ocurre en las fundiciones nodulares (dúctiles), ni en las fundiciones maleables, ya que no contienen una estructura o armazón a base de grafito. En la fundición blanca, no hay carbono libre (grafito) y por tanto tampoco ocurre grafitización.
53
2.3.12.Corrosión por desgaste Con este término se conoce al tipo de corrosión localizada que ocurre en el área de contacto entre dos materiales, pudiendo ser ambos metálicos o sólo uno de ellos y que están sujetos a una carga mecánica, a vibraciones y a deslizamientos. También se le conoce como "oxidación por fricción". Como resultado de esta acción se forman picaduras y rayones en la superficie de los materiales, quedando así expuestos a severos ataques corrosivos. Este tipo de corrosión se observa comúnmente en partes de motores, componentes automotrices y partes atornilladas. Se le considera un caso especial de corrosión - erosión y ocurre en condiciones atmosféricas más que en condiciones acuosas. La corrosión por desgaste tiene una acción deteriorante fuerte debido a la destrucción de componentes metálicos y a la rápida oxidación a que quedan expuestos, lo que puede llevar a una pérdida inesperada de ciertas partes colocadas a presión. Además, la corrosión por desgaste puede iniciar una fractura por fatiga, ya que un aflojamiento de las partes puede aumentar las deformaciones, haciendo que las picaduras actúen como concentradores de esfuerzos. Existen algunos requisitos básicos para que ocurra una corrosión por desgaste, por ejemplo, que las áreas de contacto entre dos superficies estén bajo carga mecánica, que ocurra una vibración o movimiento repetido entre las dos superficies, que la carga y el movimiento relativo sean lo suficientemente altos para producir deslizamiento y deformación de las superficies, etc. A su vez, se pueden aplicar varios métodos para reducir la corrosión por desgaste, entre ellos se manejan, la lubricación adecuada de las superficies con aceites y grasas de baja viscosidad y alta tenacidad para reducir la fricción entre las partes y excluir el oxígeno y el aumento de la dureza de los materiales en contacto, para hacerlos más resistentes a la fricción. 2.3.13.Corrosión por fatiga Es la reducción de la resistencia o límite de fatiga de los metales por estar sometidos a ciclos de esfuerzos en presencia de algún medio corrosivo; se diferencia de la corrosión bajo tensión o esfuerzo en que el medio corrosivo acelera la ruptura, al someterlos a esfuerzos aunque no lleguen a su límite de resistencia. La fatiga de un material metálico es su tendencia a la ruptura bajo un esfuerzo inferior a su resistencia en condición estática, cuando trabaja bajo esfuerzos cíclicos (repetidos). Cuando un metal se somete a esfuerzos repetidos en presencia de un medio corrosivo cualquiera, su falla por fatiga sobrevendrá más rápidamente que si estuviera en condiciones normales de trabajo.
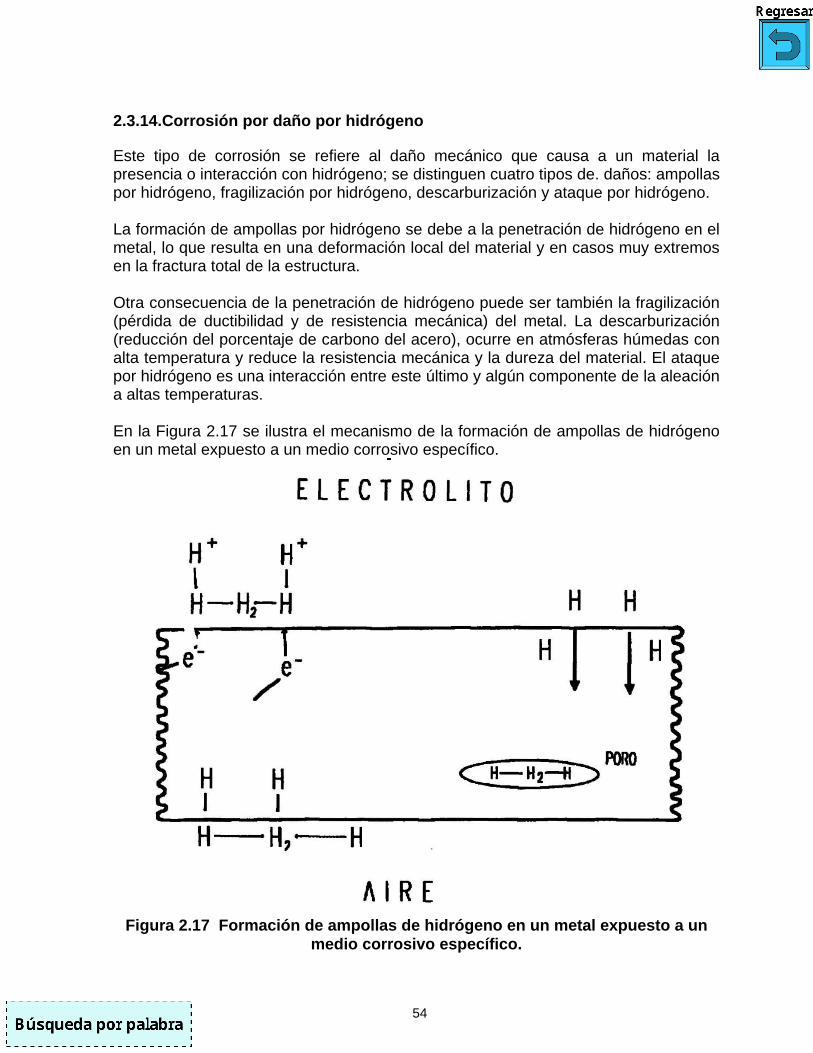
54
2.3.14.Corrosión por daño por hidrógeno Este tipo de corrosión se refiere al daño mecánico que causa a un material la presencia o interacción con hidrógeno; se distinguen cuatro tipos de. daños: ampollas por hidrógeno, fragilización por hidrógeno, descarburización y ataque por hidrógeno. La formación de ampollas por hidrógeno se debe a la penetración de hidrógeno en el metal, lo que resulta en una deformación local del material y en casos muy extremos en la fractura total de la estructura. Otra consecuencia de la penetración de hidrógeno puede ser también la fragilización (pérdida de ductibilidad y de resistencia mecánica) del metal. La descarburización (reducción del porcentaje de carbono del acero), ocurre en atmósferas húmedas con alta temperatura y reduce la resistencia mecánica y la dureza del material. El ataque por hidrógeno es una interacción entre este último y algún componente de la aleación a altas temperaturas. En la Figura 2.17 se ilustra el mecanismo de la formación de ampollas de hidrógeno en un metal expuesto a un medio corrosivo específico.
Figura 2.17 Formación de ampollas de hidrógeno en un metal expuesto a un
medio corrosivo específico.
55
2.3.15.Corrosión en suelos La mayor parte de los fenómenos de corrosión en suelos, ocurre en medios con alta conductividad eléctrica (baja resistividad eléctrica), la cual los hace un electrolito adecuado para que se lleve a cabo dicho fenómeno. La heterogeneidad de los suelos, la contaminación química, o la aereación diferencia¡ (áreas de alto y bajo contenido de oxígeno) pueden incrementar el problema. Algunas veces, los suelos con baja resistividad actúan en combinación con bacterias sulfato-reductoras para formar condiciones extremadamente agresivas. El grado de alcalinidad o acidez (pH) del suelo puede ser significativo. Los suelos ácidos, con pH por debajo de 5.0 son generalmente agresivos. Un pH neutro (63-7.5) no indica condiciones corrosivas, a menos que la bacteria sulfato-reductora esté involucrada. Los suelos con pH alto no son agresivos a los metales ferrosos, debido a su alcalinidad; sin embargo, son generalmente altos en el contenido de sales, lo que da como resultado suelos de baja resistividad, que los hace buenos electrolitos. La humedad es generalmente un requisito casi indispensable para la corrosión en suelos, debido a que los suelos secos crean electrólitos pobres. Los suelos muy secos rara vez originan problemas de corrosión. 2.3.16.Corrosión intercristalina Los metales de interés tecnológico y sus aleaciones son sólidos cristalinos y se componen por una gran cantidad de pequeños cristales, de superficie regular orientados al azar. Las propiedades de estos materiales, se basan directamente en el tipo de enlace entre sus componentes y en su estructura. Los principales tipos de estructura cristalina son los siguientes: cúbica de cuerpo centrado (CCuC), como el fierro y el acero convencional; cúbica de caras centradas (CCaC) como los aceros inoxidables austeníticos, el plomo, el cobre, el aluminio, etc. y hexagonal compacta (Hc), como el zinc, el magnesio, etc. Todas las estructuras anteriores presentan una zona delgada entre los cristales, que se conoce como Límite de cristales", la cual se caracteriza por poseer una energía mayor que el interior de la estructura, por lo que es más susceptible a los ataques corrosivos. Se puede concluir que la corrosión intercristalina o intergranular consiste en la polarización de las partículas metálicas, en las cuales unas actúan como ánodo contra la mayoría que actúan como cátodo.
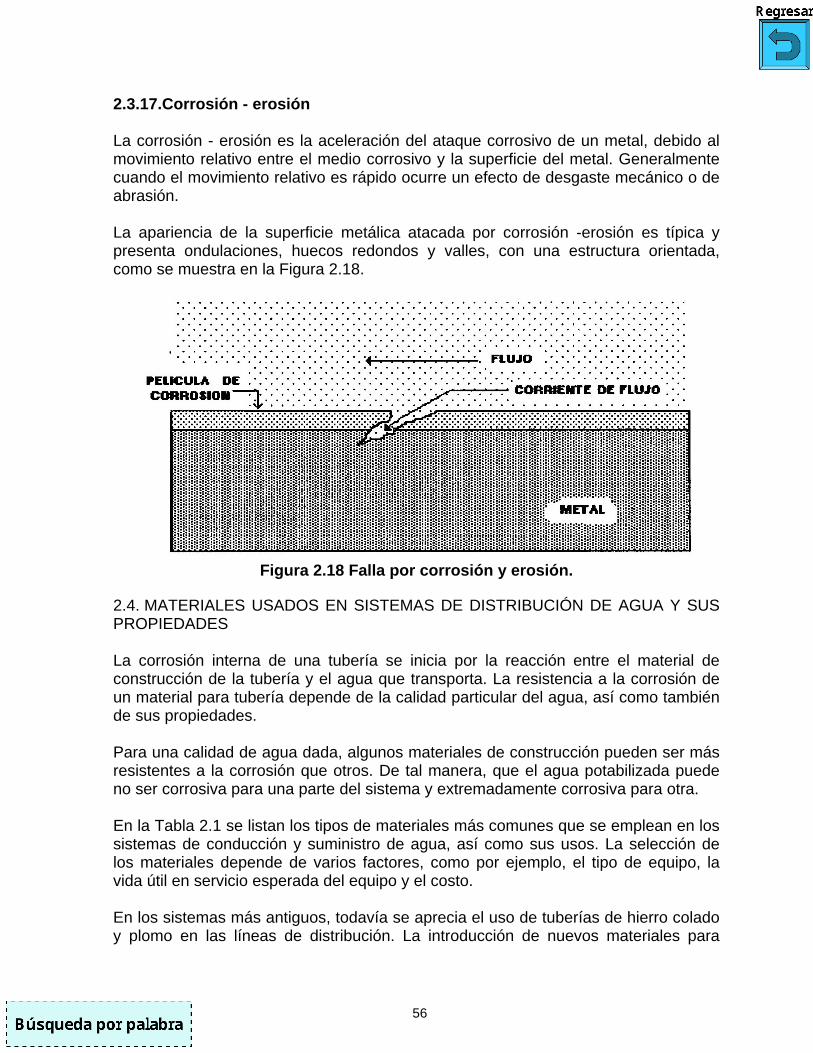
56
2.3.17.Corrosión - erosión La corrosión - erosión es la aceleración del ataque corrosivo de un metal, debido al movimiento relativo entre el medio corrosivo y la superficie del metal. Generalmente cuando el movimiento relativo es rápido ocurre un efecto de desgaste mecánico o de abrasión. La apariencia de la superficie metálica atacada por corrosión -erosión es típica y presenta ondulaciones, huecos redondos y valles, con una estructura orientada, como se muestra en la Figura 2.18.
Figura 2.18 Falla por corrosión y erosión.
2.4. MATERIALES USADOS EN SISTEMAS DE DISTRIBUCIÓN DE AGUA Y SUS PROPIEDADES La corrosión interna de una tubería se inicia por la reacción entre el material de construcción de la tubería y el agua que transporta. La resistencia a la corrosión de un material para tubería depende de la calidad particular del agua, así como también de sus propiedades. Para una calidad de agua dada, algunos materiales de construcción pueden ser más resistentes a la corrosión que otros. De tal manera, que el agua potabilizada puede no ser corrosiva para una parte del sistema y extremadamente corrosiva para otra. En la Tabla 2.1 se listan los tipos de materiales más comunes que se emplean en los sistemas de conducción y suministro de agua, así como sus usos. La selección de los materiales depende de varios factores, como por ejemplo, el tipo de equipo, la vida útil en servicio esperada del equipo y el costo. En los sistemas más antiguos, todavía se aprecia el uso de tuberías de hierro colado y plomo en las líneas de distribución. La introducción de nuevos materiales para

57
tubería ha significado muchos cambios, desde el reemplazo de la tubería de hierro colado por tubería de hierro dúctil, el empleo a mayor escala de la tubería de asbesto - cemento, hasta el empleo muy generalizado de la tubería de plástico (PVC). En la Tabla 2.2 se comentan varios tipos de materiales usados en líneas de distribución de agua, con su respectiva resistencia a la corrosión y los contaminantes potenciales que pueden contener el agua. En general, los materiales para tubería inertes y consecuentemente con una mayor resistencia a la corrosión, son los no - metálicos, como el concreto, el asbesto-cemento y los plásticos.
Tabla 2.1. Materiales más comunes en los sistemas de conducción y suministro de agua y sus usos particulares
Sistemas en Planta Otros Sistemas
Material Tubería Otros Almace- namiento
Tratamiento y
Distribución
Líneas domés-
ticas Hierro Forjado x x x x x Hierro Dúctil x x x x x Acero x x x x x Acero Galvanizado x x x x x Acero Inoxidable x x Cobre x bronce x Plomo x X(juntas) X Asbesto-Cemento x x Concreto x x x x Plásticos x x x x x
Tabla 2.2. Propiedades anticorrosivas de algunos materiales usados en
sistemas de distribución de agua
Material Resistencia a la Corrosión Contaminantes Potenciales asociados
Cobre
Buena resistencia general a la corrosión; sujeto a ataques corrosivos por velocidad de flujo altas, aguas blandas cloro, oxigeno disuelto y pH bajo.
Cobre y posiblemente hierro, zinc, estaño, arsénico, cadmio y plomo de la tuberías asociadas y la soldadura.
Plomo Se corroe en aguas blandas con pH bajo.
Plomo (puede estar por encima de los niveles máximos) arsénico y cadmio.
Acero Sujeto a corrosión uniforme; se afecta principalmente por niveles altos de oxigeno disuelto.
Hierro, lo que resulta en turbidez y la presencia de agua roja.
Hierro dúctil Puede estar sujeto a erosión por aguas agresivas.
Hierro, lo que resulta en turbidez y la presencia de agua roja.

58
3. EVALUACIÓN DEL POTENCIAL DE CORROSIÓN La corrosión externa de tuberías y equipos en sistemas de agua potable no es inevitable. Algunas combinaciones de materiales, en ciertos ambientes, pueden sufrir corrosión severa de una manera rápida, mientras que otras configuraciones pueden ser relativamente inmunes. Para los propósitos de diseño y operación, es importante poder predecir como ocurre la corrosión y la severidad de la misma. Para que ocurra la corrosión metálica, se requieren cuatro elementos: un ánodo, un cátodo, un electrólito y un circuito conductor para la corriente de retorno. La presencia de metales y aleaciones diferentes en contacto, se encuentra regularmente en instalaciones de servicios de agua, aún una simple pieza de metal, puede actuar simultáneamente como un ánodo, un cátodo y un circuito. En cualquier caso, el electrólito es la variable clave para determinar donde y en que extensión ocurre la corrosión. Para la corrosión externa, el electrólito es el ambiente (el suelo o el agua circundando el equipo). Muchas condiciones ambientales no son favorables para la corrosión. Otros ambientes sirven como un electrolito dañino para algunos metales, aleaciones o pares metálicos, pero no para otros. Para evaluar la corrosividad de un ambiente para un material dado, la experiencia proporciona la mejor guía. En ausencia de la experiencia, como en el caso de nuevas localidades, se deben implementar procedimientos analíticos. Si la experiencia o el análisis muestran que el ambiente es agresivo, se debe iniciar la prevención o el control de la corrosión. Este capítulo describe las relaciones entre materiales específicos y condiciones ambientales encontradas en las instalaciones de los sistemas de agua potable y concluye con una parte del monitoreo para las corrientes parásitas que pueden causar corrosión electrolítica. 3.1. EFECTOS DEL AMBIENTE QUÍMICO SOBRE LOS MATERIALES PARA TUBERÍA PARA AGUA Los efectos de suelo, agua, y aire sobre una tubería, varían notablemente, dependiendo de¡ material de la misma. Esta sección trata de los efectos del ambiente y la evaluación de procedimientos para materiales de uso común en tuberías y accesorios para instalaciones de agua y de los parámetros que se deben evaluar como resultado de dichos efectos. Los parámetros a considerar son los siguientes: 3.1.1.Resistividad del suelo La resistividad del suelo es el reciproco de la conductividad: una baja resistividad de¡ suelo significa que éste funcionará como un electrólito. La resistividad reportada en Ohms-cm, representa el promedio de las resistencias eléctricas a lo largo de cada centímetro cúbico de suelo, en un volumen dado.

59
La prueba se puede realizar de varias formas. Para una resistividad promedio desde cerca de la superficie del terreno, hasta la profundidad del tubo o por debajo, se lleva a cabo por medio del método de cuatro puntas, conocido como de Wenner (Figura 3.1). Este método tiene limitaciones porque puede promediar suelo superficial seco, con subsuelo más húmedo, suelo contaminado con suelo limpio, etc. Algunos técnicos en corrosión prefieren el uso de una sonda (probeta) de suelo sencilla para las pruebas de campo (Figura 3.2). La probeta es adecuada para lecturas especificas a varias profundidades de suelo, permitiendo al explorador obtener la resistividad del suelo más bajo que pueda estar en contacto con la tubería, después de que ésta se ha enterrado.
Figura 3.1. NOTA: La resistividad del suelo será promediada a la profundidad
"a", donde a = b.

60
Figura. 3.2. Métodos de la probeta o sonda sencilla para la medición de la
resistividad del suelo. Debido a que la humedad del suelo afecta la resistividad, y ésta varia, es recomendable obtener una muestra de suelo a la profundidad de la tubería para probarse en el laboratorio. La caja de suelos Figura 3.3, hace posible la saturación de agua en el suelo, poniendo las sales disponibles en solución y simulando la condición más desfavorable que pueda ocurrir después de la instalación de la tubería.
Figura 3.3. Medición de la resistividad de una muestra de suelo por medio de la
caja de suelo "Soil-box”

61
3.1.2.Grado de alcalinidad ó acidez (pH) Los suelos con un pH menor de 4.0 generalmente actúan bien como electrólitos, son elevados en acidez total y tienen una tendencia a ser agresivos. El pH neutro (63-7.5) indica que el suelo puede soportar la bacteria sulfato reductora, si las otras características son adecuadas. Los suelos con un pH alto ( 83-14.0 ) generalmente son elevados en sales disueltas y normalmente exhiben una resistividad baja, lo que significa una alta conductividad. El equipo para medir el pH se ilustra en la Figura 3.4.
Figura No 3.4 Medición del pH de suelo.
3.1.3.Potencial de óxido - reducción ( REDOX ) La medida del potencial de óxido-reducción indica el grado de aereación del suelo. Los resultados bajos o negativos muestran que el suelo es anaeróbico y puede contener la bacteria sulfato reductora. La prueba redox puede llevarse a cabo con el mismo medidor usado para medir el pH, usando un electrodo de platino, en conjunto con el electrodo de referencia usado para el pH. La muestra debe protegerse de la exposición a las condiciones atmosféricas, hasta que sea probada. 3.1.4.Diagramas de potencial pH El uso de los potenciales Redox puede ser extendido, gráficando los potenciales Redox como función del pH de la solución. Estos diagramas se conocen como diagramas de Pourbaix y se elaboran utilizando cálculos electroquímicos, datos de solubilidad y constantes de equilibrio. Es necesario recordar que el pH es simplemente el logaritmo negativo de la concentración de iones hidrógeno, de tal manera que un pH de 7 indica que se tiene 10-7 iones-gramo de hidrógeno por litro de solución y corresponde a una solución

62
neutra, mientras que un pH = 0 representa una solución muy ácida; y un pH = 14, es una solución muy alcalina. Los diagramas de Pourbaix pueden construirse para todos los metales y se aplican para:
• Predecir si hay o no corrosión. • Estimar la composición de los productos de corrosión. • Predecir cambios del medio ambiente que ayuden a prevenir o reducir el
ataque corrosivo. 3.1.5.Sulfuros Si se encuentran sulfuros en el suelo, es probable la presencia de la bacteria sulfato reductora. La prueba de sulfuros es cualitativa y se lleva a cabo introduciendo una solución de nitruro de sodio al 3% en lodo 0.1 N, dentro de un tubo de ensayo que contiene una pequeña cantidad o muestra del suelo removido del fondo de la tubería. Si los sulfuros están presentes, ellos catalizan una reacción entre el nitruro de sodio y el iodo con la liberación de nitrógeno. La reacción química es:
2NaN3 + I2 → 2 Nal + 3N2 (3.1) nitruro de yodo yoduro nitrógeno sodio de sodio
3.1.6.Humedad La muestra debe protegerse de su exposición a las condiciones atmosféricas hasta que sea probada. Ya que la humedad de un suelo puede variar a lo largo del año, las características generales de drenado se registran más que el contenido de humedad específico de las muestras. 3.1.7.Experiencia de campo Además de las pruebas analíticas descritas, que proporcionan una clara indicación de la capacidad del ambiente del suelo para causar corrosión en la tubería de hierro fundido dúctil y gris, son importantes las notas de experiencias previas en el área. En muchos casos la experiencia puede proporcionar las mejores predicciones de la corrosividad del suelo. 3.2. TUBERÍA DE HIERRO FUNDIDO DÚCTIL Y GRIS Se han desarrollado y usado con cierta frecuencia varios procedimientos para la evaluación de suelos en las instalaciones de tubería de hierro fundido dúctil y gris. Debido a la complejidad de la corrosión bajo tierra, ningún sistema es universalmente aplicable.

63
El sistema de evaluación originalmente desarrollado y recomendado por la “Cast Iron Pipe Research Association “ (Asociación para la Investigación de la Tubería de Hierro Fundido), y comúnmente referido como el sistema de los 10 puntos, se trata en detalle en los siguientes párrafos. Este procedimiento para la evaluación de suelos es específico para la tubería dúctil y gris y no debe ser aplicado en otros materiales (Tabla 3.1). El apéndice A de la norma ANSI/AWWA CIOS/A2113-82 para el enchaquetado de polietileno, para tubería de hierro dúctil para agua y otros líquidos, cubre las pruebas de campo en suelos, las observaciones e interpretaciones que contempla el sistema de los 10 puntos. El sistema para la evaluación de suelos se publicó en 1968 y se adoptó como un apéndice de la norma en 1972. El sistema se basa en la experiencia de campo con líneas de tubería de hierro fundido operando, donde los resultados de la prueba de suelo se registraron periódicamente con la edad de la tubería y su condición, incluyendo el grado y tipo de corrosión. La mayor parte de la experiencia fue con tubería de hierro fundido gris. Cuando la tubería de hierro dúctil se fabricó, fue necesario determinar si las mismas pruebas y evaluaciones pudieran ser acertadamente aplicadas a él. La investigación de campo demuestra que las velocidades de corrosión total del hierro fundido dúctil y gris son tales que el sistema de evaluación del suelo puede ser aplicado para ambos con la misma precisión.
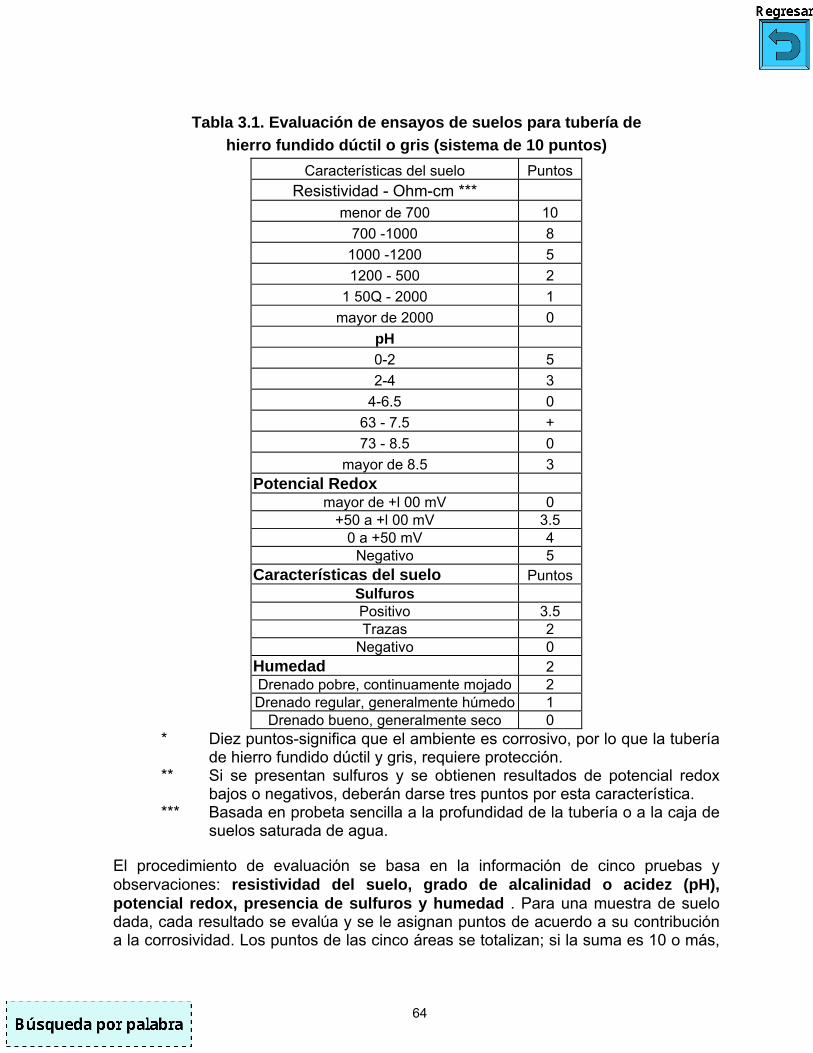
64
Tabla 3.1. Evaluación de ensayos de suelos para tubería de
hierro fundido dúctil o gris (sistema de 10 puntos) Características del suelo Puntos
Resistividad - Ohm-cm *** menor de 700 10
700 -1000 8 1000 -1200 5 1200 - 500 2
1 50Q - 2000 1 mayor de 2000 0
pH 0-2 5 2-4 3
4-6.5 0 63 - 7.5 + 73 - 8.5 0
mayor de 8.5 3 Potencial Redox
mayor de +l 00 mV 0 +50 a +l 00 mV 3.5
0 a +50 mV 4 Negativo 5
Características del suelo Puntos Sulfuros Positivo 3.5 Trazas 2
Negativo 0 Humedad 2 Drenado pobre, continuamente mojado 2 Drenado regular, generalmente húmedo 1
Drenado bueno, generalmente seco 0 * Diez puntos-significa que el ambiente es corrosivo, por lo que la tubería
de hierro fundido dúctil y gris, requiere protección. ** Si se presentan sulfuros y se obtienen resultados de potencial redox
bajos o negativos, deberán darse tres puntos por esta característica. *** Basada en probeta sencilla a la profundidad de la tubería o a la caja de
suelos saturada de agua. El procedimiento de evaluación se basa en la información de cinco pruebas y observaciones: resistividad del suelo, grado de alcalinidad o acidez (pH), potencial redox, presencia de sulfuros y humedad . Para una muestra de suelo dada, cada resultado se evalúa y se le asignan puntos de acuerdo a su contribución a la corrosividad. Los puntos de las cinco áreas se totalizan; si la suma es 10 o más,
65
el suelo es corrosivo para la tubería y la corrosión ocurrirá, a menos que se tomen medidas de protección (como las tratadas en los 4 y S). La Tabla 3.1 en lista los puntos asignados a los resultados de varias pruebas. 3.3. TUBERÍA DE ACERO En los siguientes párrafos se debe tener en cuenta que tubería de acero indica un producto con un sistema de pared compuesta. La tubería de acero desnuda no se recomienda y no se usa para instalaciones enterradas en servicios de agua. En la práctica la tubería de acero con sistema de pared compuesta, consiste en un núcleo de acero estructural, intercalado entre un recubrimiento dieléctrico y un revestimiento de protección. Recubrimiento Fierro Dieléctrico El potencial de corrosión del exterior de la tubería de acero es difícil de juzgar, debido a la variedad de ambientes encontrados. La evaluación del riesgo de corrosión es una cuestión de ingeniería. La química del suelo, los análisis físicos, el pH, el contenido de humedad y la existencia de corrientes parásitas, son factores importantes que pueden ayudar a determinar la necesidad de protección contra la corrosión. Con respecto a la tubería de acero, la resistividad del suelo es el parámetro más importante para juzgar la corrosividad del suelo. Las Tablas 3.2 y 3.3 sintetizan la amplitud del ataque de corrosión sobre la tubería de acero, relacionada con las características y la resistividad del suelo. Se puede encontrar información adicional sobre la evaluación de la resistencia de la tubería de acero a la corrosión ambiental en el Manual AWWA M11, * Tubería de Acero - Una Guía para el Diseño y la Instalación *, Capítulo 10. 3.4. TUBERÍA DE COBRE Aún cuando el cobre puede ser resistente a la corrosión bajo tierra, existen ciertos suelos y condiciones ambientales que pueden causarle corrosión y dañarlo. Los agentes químicos específicos del suelo que pueden causar problemas, incluyen un alto contenido de materia orgánica muy alcalina, donde la relación de cloro y carbonato, con respecto al sulfato, es alta; concentraciones altas de ácidos orgánicos e inorgánicos; la baja aereación que mantiene la actividad de la bacteria sulfato-reductora; y un alto contenido de cloro, sulfuro y/o amoniaco. La corrosión del cobre debida a un suelo, se puede agravar por la aplicación de fertilizantes y el rociado abundante del pasto, especialmente si el suelo es pobremente drenado. El cobre no debe ser embebido directamente en cenizas o en pantanos de marea, donde puede estar sujeto al ataque por compuestos de sulfuro.

66
Tabla 3.2. Suelos agrupados en orden de acción corrosiva sobre el acero Grupo I Ligeramente Corrosivos Aereación y drenaje buenos. Se caracterizan por un color uniforme y no se presentan moteados en ningún lugar del perfil estatigrafico, presentan niveles freáticos bajos. En este suelo se incluyen: Arenas y margas arenosas Margas de textura limosa, claras Margas porosas o margas arcillosas, completamente oxidadas a grandes profundidades Grupo II Moderadamente Corrosivos Aereación y drenaje regulares. Se caracterizan por un ligero moteo color café amarillento y gris amarillento en la parte más baja del perfil, (profundidad 45-60 cm) y por niveles freáticos bajos. Los suelos se deben considerar bien drenados desde el punto de vista de la agricultura, ya que el drenaje artificial no es necesario para la siembra incluyen: Margas arenosas Margas limosas Margas arcillosas Grupo III Muy Corrosivos Aereación y drenaje malos. Se caracterizan por presentar textura y moteo moderado cercano a la superficie (15-20 cm) . El nivel freático se presenta a una profundidad aproximada de 60-90 cm. Los suelos regularmente ocupan arenas planas y pueden necesitar drenaje artificial para la siembra, incluyen: Margas arcillosas Arcillas Grupo IV Extremadamente Corrosivos Aereación, y drenaje deficientes. Se caracterizan por un moteado gris-azuloso a profundidades de 15-20 cm, con el nivel freático en la superficie o por una impermeabilidad extrema debida al contenido de material coloidal incluyen: • Fango • Turba • Pantanos de mareas • Arcillas o suelos orgánicos

67
• Arcillas para barro. El cobre en contacto con el concreto es a menudo catódico respecto a un cobre cercano expuesto al suelo, causando de esta forma la corrosión de la tubería colocada en el suelo. Ocasionalmente se ha reportado la falla prematura del cobre en la interfase concreto/suelo en casas construidas sobre losas de concreto. Un peligro para el cobre bajo tierra es la práctica común de usar las líneas metálicas de servicio de agua como una tierra, para sistemas eléctricos de corriente alterna. Si las líneas de servicio de cobre conectadas a una tubería de drenaje no conductora (por ejemplo, asbesto-cemento) se usan como tierra física, pueden presentarse daños por corrosión, donde la corriente abandona al cobre, aun si la corriente es alterna. La corriente alterna evidentemente es rectificada (cambiada a corriente directa), la cual causara corrosión por películas de óxido de cobre sobre la superficie de la tubería, bajo un tipo de suelo, pH y condiciones de intensidad de un campo eléctrico. Es interesante remarcar que la tubería doméstica subterránea de cobre para agua caliente puede ser anódica con respecto a la tubería de cobre para agua fría, aun cuando en los sistemas de agua esto raras veces representa un problema. Si los dos sistemas (agua fría y agua caliente) están conectados eléctricamente, como puede suceder en el calentador de agua, la tubería de agua caliente puede sufrir una corrosión acelerada por el mecanismo de acción termogalvánica. Esto se puede evitar mediante el aislamiento de las líneas de agua fría y caliente, utilizando una unión aislante.
Tabla 3.3. Relación entre la corrosión del suelo y su resistividad Clase de suelo Descripción Resistividad Ohm-cm
I Excelente 10,000 - 6,000 II Buena 6,000 - 4,500 III Regular 4,500 - 2,000 IV Mala 2,000-0
3.5. TUBERÍA CÓNDRICA DE CONCRETO La tubería cilíndrica de concreto es una designación general dada a la tubería construida con un cilindro de acero hermético y alambre reforzado o pretensado, todo empotrado en un encamisado de concreto o mortero enriquecidos. Actualmente existen tres tipos de tubería
• Tubería cilíndrica de concreto reforzado • Tubería cilíndrica de concreto presforzado • Tubería cilíndrica de concreto pre-tensada
Estas tuberías se describen en detalle en la norma AWWA C300, Tubería de presión de concreto reforzado y Tubería cilíndrica de acero para agua y otros líquidos. La norma AWWA C301, para Tubería de presión de concreto presforzado, tipo cilindro de acero, para agua y otros líquidos; y la norma AWWA C303, para Tubería de

68
presión de concreto reforzado, tipo cilindro de acero, pretensada, para agua y otros líquidos.' La tubería cilíndrica de concreto ha mostrado consistentemente una larga vida cuando se instala apropiadamente en la mayoría de las condiciones ambientales naturales. Esto se atribuye a la protección que el cemento portland ofrece al acero embebido. El cemento hidratado es químicamente básico, tiene un pH de 12.5. A este nivel de pH se forma una película de óxido sobre las superficies del acero embebido, la cual pasiva al acero. El acero pasivado no se corroerá, a menos que se genere una condición de celda de corrosión, que presente una diferencia de potencial de más de 1.5 V. Este voltaje es más alto que el encontrado en celdas de concentración o aereación formadas por los ambientes naturales. Si se crea una celda galvánica, con el acero no corroído recubierto, como un electrodo y el otro de cobre-sulfato de cobre, la diferencia de potencial generado estará en el intervalo de 0 a -300 mV. Este voltaje corrosivo es 300 a 500 mV menor al que se experimentaría con un acero descubierto o un acero recubierto. Si se creara una celda similar, pero con acero recubierto con concreto, y se induce a corroerse, el voltaje (diferencia de potencial) medido será diferente. La diferencia entre los voltajes medibles ocasionados por el acero corroído y el no-corroído, se puede utilizar para monitorear la posible actividad corrosiva por debajo del recubrimiento de concreto. En la mayoría de los ambientes no son necesarios requisitos de protección para la tubería cilíndrica de concreto. Sin embargo, existen circunstancias poco usuales donde deben tomarse medidas precautorias para asegurar la integridad de la tubería. Estas circunstancias incluyen algunos ambientes con cloruros, los cuales pueden despasivar al acero. En los párrafos siguiente se tratan las interferencias catódicas de estructuras ya construidas; los suelos severamente ácidos, que atacan al recubrimiento; la exposición atmosférica, y los suelos altos en concentración de sulfatos. 3.5.1.Cloruros El rompimiento del estado de pasivación y la posible corrosión del acero puede suceder en concreto sano, solamente si ciertos iones negativos (aniones) están presentes en la superficie del acero. El único anión que prácticamente favorece la corrosión es el ion cloruro. El acero se corroerá cuando se expone a una concentración alta de iones cloruro y oxígeno. El límite requerido de concentración de iones cloruro sobre la superficie del acero, para que se inicie la corrosión, es muy alto, aproximadamente 0.02 moles/litro (700 mg/I). Sin embargo, en la ausencia de potenciales impresos (generados externamente), el oxígeno debe estar presente en la superficie del acero para mantener la corrosión. Aún en ambientes de alta concentración de cloruros, como en las desembocaduras oceánicas (aproximadamente 20,000 mg/l), la tubería cilíndrica

69
de concreto sumergida no ha mostrado evidencia de corrosión del acero embebido. Esto se debe a que la velocidad de difusión del oxígeno es extremadamente baja a través de los recubrimientos de mortero saturados, aunque el contenido de oxígeno disuelto del agua de mar puede ser relativamente alto. En ambientes altamente clorados, donde el recubrimiento de mortero puede considerarse que no permanezca saturado, deben darse recomendaciones específicas al contenido de ión cloruro del suelo y a la resistividad. Si la concentración del ión cloruro en el suelo excede de 1000 ppm y la resistividad del suelo, medida en el estado de máxima humedad natural, es menor de 1000 Ohms-cm, se recomienda proteger la superficie exterior con un recubrimiento de alquitrán de hulla o unir todas las juntas de la tubería e implantar un sistema para el monitoreo de la actividad corrosiva. 3.5.2.Interferencia catódica La parte del manual sobre las corrientes parásitas cubre la evaluación del ambiente para condiciones corrosivas que pueden resultar de la protección catódica de otros sistemas en el área de la línea de tubería (Capitulo 5). 3.5.3.Suelos ácidos Un ataque químico de consideración en las tuberías cilíndricas de concreto en suelos ácidos es extremadamente raro, normalmente ocurre solo en suelos afectados por contaminación con cenizas, desechos de minas o basureros industriales. Las líneas de tubería instaladas en suelos con un pH bajo, es decir, con una acidez total alta y con la presencia de un nivel freático variable, pueden estar sujetas a problemas de corrosión. En suelos que tengan un pH de 5 o más alto, donde hay una probabilidad baja de movimiento de agua subterránea con respecto a la tubería, no se presentarán problemas. Donde se encuentran valores de pH por debajo de 5 y se anticipa un movimiento considerable de agua subterránea, puede ocurrir corrosión si no se toman las medidas de protección necesarias, tales como el empleo de un relleno especial o de recubrimientos exteriores. 3.5.4.Condiciones atmosféricas Aún cuando la tubería cilíndrica de concreto se entierra, puede ser necesario acondicionar su superficie, ya que el ambiente atmosférico es drásticamente diferente de las condiciones bajo tierra, es decir las condiciones atmosféricas cambiantes entre el día y la noche con ciclos alternos de mojado y secado y temperaturas diferentes, ya no está sujeta a estas condiciones. La temperatura sobre la superficie de la tubería puede fluctuar en un invierno frío, con temperaturas menores al punto de congelación, hasta temperaturas para un día

70
caluroso de verano de por arriba de los 38 grados centígrados. Las fluctuaciones de temperatura y la expansión del agua congelada en el concreto, generan esfuerzos y deformaciones en la pared de la tubería, que pueden perjudicar al recubrimiento de cemento-mortero. Las condiciones asociadas con la exposición atmosférica pueden reducir drásticamente la vida de la tubería, a menos que se tomen medidas de protección adicionales. De las medidas más prácticas destaca el empleo de recubrimientos anticorrosivos(Capitulo 4). 3.5.5.Suelos sulfatados Los suelos que contienen altas concentraciones de sulfato de sodio, magnesio y calcio se denominan suelos sulfatados (a menudo son llamados incorrectamente suelos alcalinos), se localizan principalmente en la parte occidental y suroccidental de la República Mexicana. Bajo ciertas condiciones, estos suelos pueden ser agresivos a estructuras de concreto convencionales, colocadas en el campo, particularmente aquellas que están en contacto con suelo, pero con exposición atmosférica parcial. Aún cuando la tubería cilíndrica de concreto también puede llegar a ser atacada por suelos sulfatados, la tubería ha mostrado excelente resistencia a los sulfatos. Esto se atribuye en primer lugar al alto contenido de cemento del recubrimiento de mortero, promediando 11 sacos (550 kg) por metro cúbico. 3.6. TUBERIA DE ASBESTO - CEMENTO La tubería de asbesto-cemento (A-C) está disponible en dos tipos básicos, las cuales se distinguen por el contenido de cal libre de la tubería. La tubería tipo I no tiene límite sobre el hidróxido de calcio no combinado; la tubería tipo lI, tiene 1% o menos de hidróxido de calcio no combinado. Durante las últimas décadas en México solamente se ha producido tubería de asbesto - cemento tipo II. La tubería tipo II contiene además de las fibras de asbesto y el cemento Portland, aproximadamente el 30% de sílice finamente molida. El proceso de curado se completa en autoclaves de vapor de alta presión, donde la temperatura es aproximadamente de 150 grados centígrados. La serie de compuestos conocidos como granates hidratados, que resultan del curado con vapor de los productos de cemento, son estables y altamente resistentes a la acción de las soluciones sulfatadas. Las guías para el uso de tubería de A-C bajo diversas condiciones de¡ suelo, se establecen en la norma AWWA C400, Norma para tubería de distribución de asbesto/cemento, en diámetros de 100 a 400 mm (4 a 16 pulgadas) NPS, para agua y otros líquidos; la norma AWWA C402, Norma para tubería de distribución, de asbesto-cemento, en diámetros de 450 a 1050 mm (18 a 42 pulgadas), para agua

71
potable y otros líquidos; y los métodos estándar ASTM C500 para probar tubería de asbesto-cemento. Estas guías establecen los parámetros que están enfocados a definir las condiciones en las cuales se puede anticipar un periodo de vida determinado. La Tabla 3.4 muestra las guías para el uso de tuberías de A-C en sucios ácidos, basadas solamente en el factor de pH mínimo. La tubería de A-C puede o no responder satisfactoriamente en ambientes de suelos ácidos que tengan valores de pH menores a los enlistados en la Tabla 3.4 Para determinar la conveniencia de la tubería de A-C en suelos que tengan valores de pH menores, se debe evaluar cada caso particular, tomando en consideración todos los aspectos del ambiente del suelo que afectan la corrosividad de la tubería de A-C. La Tabla 3.5 clasifica la agresividad de los sulfatos solubles en agua y suelos a la tubería de A-C. La tubería A-C tipo I es atacada en diferentes grados por todas las concentraciones de sulfatos, excepto los niveles no agresivos, en aguas y suelos. La tubería de A-C tipo II es resistente a todos los niveles de sulfatos solubles.
Tabla 3.4. guías para el uso de tubería de asbesto-cemento con base en el ph de suelos ácidos
Condiciones del agua dentro de ambiente del suelo
pH mínimo de suelos ácidos Tubería A-C
Tipo I Tipo II Esencialmente tranquila 5.0 4.0
Moderadamente fluctuante 5.5 5.0 Fuertemente movible o cíclica 6.3 5.5
Tabla 3.5. Guías de agresividad para tubería de asbesto-cemento
para agua y suelos con sulfatos solubles Agresividad de los sulfatos SO=
4 en suelos (ppm) No agresivo 1000 o menor
Ligeramente agresivos 1000 a 2000 Moderadamente agresivos 2000 a 20000
Altamente agresivos 20000 y mayor

72
3.7. TUBERÍA TERMOPLÁSTICA Los materiales termoplásticos más comúnmente usados en la distribución de agua son el cloruro de polivinilo (PVC), el polietileno (PE) y el polibutileno (PB). Estos materiales no se corroen, pero si se degradan. Ya que son materiales no-conductores(aislantes), son inmunes a la corrosión por efectos galvánicos o electroquímico. Estos materiales no son afectados por la presencia de materiales activos polares, como ácidos, bases y sales acuosas. Por lo tanto, con la tubería termoplástica no se requieren revestimientos, recubrimientos o protección catódica. Sin embargo, ciertas substancias que se encuentran en los ambientes municipales de distribución de agua pueden afectar adversamente las propiedades estructurales de la tubería termoplástica, por medio de ataque químico directo, solvatación, o agrietamiento por “ esfuerzo ambiental“. El contacto de la tubería con tales substancias, puede suceder en situaciones de contaminación del subsuelo, por ejemplo, la filtración de gasolina de los tanques de almacenamiento. El ataque químico directo resulta en un cambio progresivo o rompimiento de la estructura molecular del plástico. Esto sucede únicamente con oxidantes muy fuertes, ácidos, bases o exposiciones prolongadas a la luz ultravioleta. La solvatación es la absorción de un disolvente orgánico. Dependiendo del plástico, la naturaleza del disolvente y la cantidad de disolvente absorbido, los efectos de solvatación pueden fluctuar desde un ligero hinchamiento del plástico, con ligera pérdida de propiedades, hasta una disolución completa. El agrietamiento por esfuerzo debido al ambiente consiste en el desarrollo y crecimiento de grietas cuando el plástico está sometido a esfuerzos y expuesto a ciertos líquidos orgánicos. El PVC no es sensible a grietas por esfuerzos, pero algunos grados de PE (polietileno) pueden serio. Si la tubería termoplástica se considera apropiada para usarse donde puede ocurrir su exposición a disolventes, agentes químicos y otras substancias orgánicas, se debe determinar la conveniencia para esa exposición especifica. Por ejemplo, el uso de la tubería de PVC no es aconsejable cuando sea expuesta a disolventes enérgicos del PVC como la metil etil cetona, la acetona o el tetrahidrofurano. Se recomienda consultar el Manual AWWA M23, Diseño e Instalación de Tubería de PVC, Sección 12, Corrosión y Resistencia Química, contiene una lista completa de resistencia al ambiente de tubería a presión de PVC. La información sobre resistencias ambientales para tubería de PE y PVC, se puede obtener del Instituto de Tuberías Plásticas o de los fabricantes de polietileno.

73
3.8. CORRIENTES PARÁSITAS El flujo de corriente eléctrica directa en el suelo, en el área de una línea de tubería o estructura de metal, puede inducir corrosión electrolítica del metal o aleación. La electricidad se describe como una corriente parásita debido a que la corriente se ha desviado de la trayectoria original supuesta en el circuito donde se originó. La corriente parásita es esencialmente un problema para las grandes líneas de tubería (acueductos) eléctricamente continuos, que pueden formar un circuito de resistencia más baja para la corriente, que la que se encuentra en su circuito original. Las líneas de tubería segmentadas eléctricamente (las que usan anillos de hule para las juntas), no son vulnerables a la corrosión por corrientes parásitas. En el proceso de planeación de una línea de conducción o de un acueducto, se debe anticipar el efecto que puede causar la presencia de una corriente parásita, para lo cual, el primer paso en el análisis del problema, es revisar las posibles fuentes de corriente directa. Algunas fuentes comunes incluyen a los sistemas de protección catódica de corriente impresa, trenes y tranvías con fuerza motriz de corriente directa, equipo de soldadura de arco y sistemas de transmisión de corriente directa. Si existe un comité local coordinador para el control de la corrosión, sus miembros deben estar bien informados de tales fuentes. Si no existe tal comité, se deben consultar otros operadores del servicio de agua o dependencias gubernamentales. Para el análisis de las corrientes parásitas en el campo, se usan tres pruebas eléctricas comunes. Cada prueba se realiza midiendo la diferencia de potencial estructura -suelo. En la prueba tubería -suelo (estructura -medio ambiente), se mide el voltaje entre la tubería y el suelo. La prueba de arco de corriente (caída IR), mide el voltaje entre dos puntos sobre la línea de tubería. La prueba de gradiente tierra -voltaje mide el voltaje entre dos puntos en el suelo. Cuando los electrodos de prueba se colocan a intervalos apropiados a lo largo de la línea de tubería, estas pruebas permiten el monitoreo de la línea para verificar la existencia de corrientes parásitas en el medio ambiente y en algunos casos, detectar la existencia de corrosión activa. Estas pruebas y algunas observaciones se aplican mejor en grandes líneas de tubería metálicas eléctricamente continuas. La unión de las juntas aislantes puede ser necesaria si la línea va a ser monitoreada para determinar el potencial de corrientes parásitas o protección catódica. Las siguientes secciones describen cada prueba y su interpretación. Cualquier intento de monitoreo de una línea de tubería requiere la instalación y mantenimiento de marcas cuidadosas, que muestren la localización de las descargas, conexiones con otras líneas, estructuras aledañas de la línea de tubería (acueducto, como

74
válvulas de aire y registros) y la cercanía de líneas extrañas o estructuras que pudieran influenciar los datos del monitoreo. 3.9. POTENCIAL TUBERIA-SUELO El potencial tubería -suelo (también llamado potencial estructura - medio ambiente) es el potencial medido entre el metal y un electrodo de referencia colocado en contacto con la tierra. La celda o electrodo de referencia es la mitad de una batería. El electrodo de referencia usado es el de cobre -sulfato de cobre (Cu-CuS04), la mitad de la celda consiste de una varilla de cobre en una solución saturada de cristales de sulfato de cobre. La otra mitad de la celda es el metal inmerso en el electrolito o suelo. La celda de referencia tiene un potencial constante, estable contra cualquier voltaje de otro metal que pueda ser medido de manera similar. Cuando se mide el potencial entre una tubería y un electrodo de referencia en contacto con la tierra, el potencial incluye no solamente el voltaje entre la tubería y la celda de referencia, sino también la caída de potencial IR generada por corrientes que fluyen a través de la resistencia de la tierra. Esta medida es la prueba más útil para evaluar los efectos de las corrientes parásitas y la efectividad de la protección catódica. Cuando una tubería se conecta a la terminal positiva (+) de un voltímetro digital y la celda de referencia se conecta a la terminal negativa (-), el medidor marcará una lectura negativa, indicando que la tubería es negativa con respecto al electrodo de referencia. Se debe colocar un signo negativo enfrente de la lectura de voltaje. Nótese, sin embargo, que un voltímetro de tipo analógico o potenciómetro con estas mismas conexiones marcará inversamente; la celda de referencia se debe conectar a la terminal positiva (+) y la tubería a la terminal negativa (-), para que la aguja marque correctamente. Bajo estas consideraciones, se debe colocar un signo negativo para mostrar que la tubería es negativa con respecto a la celda de referencia, aunque el medidor analógico se mueva hacia la dirección positiva. La Figura 3.S muestra el arreglo para medir el potencial tubería -suelo con un voltímetro digital. El mejor tipo de conexión es un electrodo de prueba aislado, soldado al tubo con termita o latón. Sin embargo, la conexión puede ser hecha a una válvula, tubo de expulsión u otro accesorio que este a la mano, si se asegura que sea eléctricamente continuo con la tubería. las pruebas de potencial tubería -suelo (Figura 3.5) que se llevan a cabo con el electrodo de referencia colocado a intervalos a lo largo del eje central de una línea de tubería eléctricamente continua, pueden dar lecturas variables, indicando las áreas anódicas (que se corroen) y catódicas de la tubería. Las lecturas tomadas con el electrodo de referencia desplazado de la línea central de la tubería, pueden también ayudar a localizar áreas anódicas. Las lecturas desplazadas, idénticas, a las lecturas

75
alineadas de la tubería, no indican condiciones catódicas o anódicas, y si son consistentes, eliminan la existencia de corrientes parásitas. Los potenciales tubería - suelo se hacen menos negativos al mover la celda de referencia más cerca a la tubería, entonces la corriente esta fluyendo hacia la tubería y se convierte en catódica. Si los potenciales tubería -suelo llegan a ser menos negativos conforme la celda de referencia se mueve, alejándola de la tubería, entonces la tubería es anódica y tiende a corroerse. Esto es cierto para celdas de corrosión con áreas anódicas y catódicas sobre el mismo metal o aleación y donde la tubería esta bajo protección catódica. Sin embargo, si la tubería está perdiendo corriente debido a corrientes parásitas, el potencial tubería -suelo cercano a la tubería será menos negativo (puede incluso convertirse en positivo) que los potenciales más alejados de la tubería. Las mediciones de la caída de potencial (IR) son útiles para identificar corrientes de línea o corrientes parásitas en una línea de tubería continua y para localizar áreas donde se sospecha que hay corrosión.
Figura 3.5 Potencial tubería -suelo.
3.10. MEDIDA DE ARCO DE CORRIENTE La caída de potencial se determina midiendo el voltaje entre dos puntos obre una línea de tubería, entonces se calcula la corriente que se requiere para inducir ese potencial en una línea del tamaño y material dados. El procedimiento de prueba utiliza un voltímetro de alta resistencia (con intervalos de milivolts) con las terminales conectadas a los electrodos de prueba de la tubería. Para la mayor parte de la tubería de acero con juntas soldadas, el flujo de corriente en amperes, se puede determinar por la fórmula:
I= K x V (3.2)

76
donde:
• I = Flujo de corriente entre los dos puntos (A). • V = Diferencia de potencial medido (mV). • K = 4.0 W/L. Factor de conversión que indica la resistencia de la tubería (A/mV
). • W = El peso por longitud de la tubería de acero (libras/pié). • L = Longitud del tramo ( pies).
El cálculo de K considera las juntas de la tubería soldada, la resistividad del acero de 15.5 micro-Ohms-cm, y la densidad del acero de 490 libras/pié cúbico. Se pueden realizar cálculos similares para otros tipos de líneas de tubería metálica. La corriente en un tramo también se puede determinar aplicando una corriente directa opuesta a la corriente parásita entre los dos puntos de prueba, entonces se ajusta la corriente aplicada hasta que el potencial medido entre los puntos de prueba sea cero. La contra -corriente aplicada es igual al flujo de corriente a lo largo de la tubería. En una serie de pruebas en un lapso de tiempo, la caída de potencial a lo largo de una línea de tubería permite localizar áreas de descarga o asimilación de corriente parásita. 3.11. GRADI ENTE DE VOLTAJE-TIERRA Las pruebas de gradiente de voltaje a tierra ayudan a determinar si existe corriente fluyendo a través del suelo, en la vecindad de una estructura subterránea existente o proyectada. También pueden indicar la dirección de cualquier flujo de corriente, y por consiguiente ayudan a localizar su fuente. Cuando se grafican los resultados de las pruebas a lo largo del alineamiento de la tubería, éstos pueden ser útiles para localizar áreas que se sospecha son anódicas en una línea. Los gradientes de voltaje - tierra se prueban con un milivoltímetro de alta resistencia y dos pares de medias celdas de cobre - sulfato de cobre ( Cu-CuS04 ). Las medias celdas se pueden verificar o calibrar colocándolas de lado a lado en la superficie del suelo. Una lectura de cero milivolts muestra que las celdas están acopladas apropiadamente. Con las medias celdas colocadas dentro de la superficie del suelo a un espaciamiento seleccionado, se registra cualquier potencial en milivoltios. Si tal potencial existe, está implicada la presencia de corriente en la tierra. El gradiente se establece haciendo una serie de lecturas en una línea recta. Para realizar la prueba más rápido, se procede dejando una media celda en el lugar y llevando la otra a una nueva localización con igual espaciamiento, a lo largo de la tubería. A este procedimiento se le conoce como “salto de rana” Se debe tener cuidado en invertir el signo para cada nueva lectura las variaciones notables en las lecturas pueden indicar

77
secciones anódicas y catódicas de la línea, si éstas se llevan a cabo sobre el trazo de la tubería. La prueba también se usa para confirmar la existencia de áreas anódicas y catódicas que fueron localizadas previamente por medio de las pruebas tubería -suelo (estructura -medio ambiente).

78
4. RECUBRIMIENTOS ANTICORROSIVOS En este capitulo se describen las técnicas o métodos de prevención y control de la corrosión que se usan actualmente, se describen los aspectos relevantes de cada uno de ellos. Aún cuando todos los métodos de prevención y control son importantes, se le da mayor atención al uso de recubrimientos anticorrosivos y a la protección catódica. 4.1. MÉTODOS DE PREVENCIÓN Y CONTROL Si los ensayos de laboratorio y las observaciones indican que la corrosión será un problema en una instalación nueva o en una ya existente, se deben tomar medidas para reducir la severidad de la misma o eliminarla completamente. Para el control de la corrosión se dispone de varios métodos y combinaciones de ellos. Todos se basan en el principio tratado con detalle en el capítulo 2, es decir, se requieren cuatro elementos para generar la corrosión -un ánodo, un cátodo, un electrolito y una trayectoria de retorno de la corriente - Si alguno de estos elementos se puede eliminar, desactivar o aislar de los otros, entonces la corrosión estará controlada. Este capítulo describe algunos métodos para el control de la corrosión, usados por los sistemas de agua potable, incluyendo los recubrimientos anticorrosivos, el encamisado con polietileno al hierro dúctil, la selección de materiales resistentes a la corrosión, la modificación del ambiente y la corrección de las constantes corrosivas del agua. 4.2. RECUBRIMIENTOS ANTICORROSIVOS El control de la corrosión a base de recubrimientos anticorrosivos, mediante la creación de una barrera entre un metal y su medio ambiente, conocido como electrólito, es uno de los métodos más ampliamente usados por su gran versatilidad y fácil aplicación. La efectividad de un recubrimiento depende de su grado de integración (que esté libre de poros o picaduras), de su facilidad para adherirse al metal base y de su propiedad para aislarse contra el flujo de corriente eléctrica. El material de recubrimiento, también debe ser económicamente factible. Los recubrimientos anticorrosivos pueden clasificarse atendiendo a su naturaleza, de la siguiente manera:
• Recubrimientos metálicos. • Recubrimientos no - metálicos. • Recubrimientos líquidos.
4.2.1.Recubrimientos metálicos

79
La mayoría de los recubrimientos metálicos se aplican por inmersión en caliente o por electrodepositación. También pueden aplicarse por aspersión, cementación y algunas veces por reacción en fase gaseosa en menor escala. Los recubrimientos metálicos que se preparan comercialmente presentan cierto grado de porosidad y tienden a dañarse durante el embarque, al igual que los recubrimientos convencionales. Desde el punto de vista de la corrosión, los recubrimientos metálicos se clasifican en dos clases: nobles y de sacrificio. Los recubrimientos llamados nobles, emplean métales como níquel, plata, cobre, plomo o cromo, que son nobles en la serie galvánica con respecto a la base metálica. Para los recubrimientos de sacrificio, se emplean los metales como el zinc y cadmio, y en ciertos ambientes, aluminio y estaño. 4.2.2.Recubrimientos no - metálicos Entre los recubrimientos no -metálicos que pueden emplearse en las redes de conducción, distribución y almacenamiento de agua potable, se puede mencionar a los siguientes: Plásticos, hules naturales y sintéticos, cerámica, barro, porcelana, vidrio, concreto, carbono, grafito y madera. 4.2.3.Recubrimientos líquidos Los recubrimientos líquidos, también llamados pinturas, representan una de las formas mas versátiles para el control de la corrosión, debido a su gran facilidad de manejo y bajo costo. Por esta razón en este capitulo, se incluye la metodología completa de la protección anticorrosiva con pinturas o recubrimientos líquidos. 4.2.3.1.Definición y composición En términos generales un recubrimiento anticorrosivo puede definirse como una dispersión relativamente estable de uno o más pigmentos finamente divididos en una solución probada, tal que al ser aplicada la película y estar seca esta, representa una barrera flexible, adherente y con la máxima eficiencia de protección contra la corrosión. Usualmente un recubrimiento considera los siguientes componentes básicos:

80
Resinas
Vehículo Aditivos Disolventes RECUBRIMIENTO Pigmentos Inhibidores
Pigmento Pigmentos colorantes Cargas, inertes o abaratadores Estos componentes se mezclan íntimamente en un orden adecuado, claramente definido en la formulación y a través de métodos específicos para obtener el producto terminado. La eficiencia de protección contra la corrosión y el buen comportamiento de un recubrimiento, dependen, además de su buena calidad, de otros factores igualmente importantes tales como: la preparación de la superficie, la técnica de aplicación y de una adecuada selección del sistema de recubrimiento que va a ser aplicado, en base a la naturaleza del medio corrosivo. A la fecha se han desarrollado una gran diversidad de recubrimientos cuya formulación o composición obedece a la resolución de un problema específico. Enunciar todos y cada uno de los recubrimientos existentes resulta impráctico, por lo que se resumirá la descripción de los recubrimientos de más uso en los sistemas de servicio para agua. 4.2.3.2.Propiedades Generales Los recubrimientos se usaron en los primeros intentos para el control de la corrosión ; por ejemplo, se usó alquitrán de hulla para recubrir tuberías de acero y de hierro fundido y pinturas para preservar estructuras de madera de una manera un tanto empírica, sin el conocimiento adecuado del problema específico que se presentaba. En la actualidad, aún con la gran cantidad de materiales de recubrimiento disponibles, y con los amplios desarrollos tecnológicos sobre el problema de la corrosión, es necesario hacer notar que el recubrimiento perfecto no existe. No obstante que el uso de recubrimientos reduce substancialmente la corrosión en estructuras de sistemas para agua potable, el usuario debe estar consciente de la posibilidad de algunos defectos:
• Los recubrimientos aplicados en fábrica o taller se pueden dañar durante el embarque, el manejo, el embalaje o la construcción regularmente es posible reparar los recubrimientos en el campo.
• Si existen huecos o picaduras en un recubrimiento orgánico ligado a un ambiente corrosivo, se puede desarrollar una celda de concentración que

81
socavará al recubrimiento y causará una corrosión similar a la corrosión por hendidura.
• Si un metal unido con un recubrimiento de tipo orgánico estaba o protección catódica, la corriente excesiva puede causar desprendimiento del recubrimiento.
Por estas razones y como protección adicional, generalmente se acepta que los recubrimientos orgánicos ligados a los ambientes corrosivos se deben complementar con protección catódica. En estos casos, las propiedades de los recubrimientos y de los sistemas de protección catódica son sinergísticos: los recubrimientos reducen en mucho los costos de los sistemas de protección catódica, mientras que la protección catódica extiende substancialmente la vida útil del recubrimiento. En la mayoría de los casos, los resultados son bajos costos de mantenimiento en el ciclo de vida de la infraestructura o instalaciones. 4.2.3.3.Propiedades específicas En los siguientes párrafos se describen algunos de los materiales de recubrimiento usados comúnmente. Esta lista no incluye a todos los recubrimientos existentes, pero sí a los de mayor uso en sistemas para suministro de agua. Cabe aclarar que se han usado otros materiales y en el futuro se pueden desarrollar algunos más. Asfalto El ingrediente predominante del recubrimiento de asfalto es el bitúmen. La mayor parte del asfalto es un destilado del petróleo; sin embargo, los asfaltos naturales como la gilsonita se usan algunas veces en combinación con asfaltos del petróleo, para resaltar algunas propiedades físicas. El empleo del asfalto como recubrimiento predominó hasta hace algunos años, y disminuyo con la aparición de nuevos productos más versátiles y con menos dificultades de manejo. Alquitrán de hulla-epóxico y alquitrán de hulla-uretano Los recubrimientos de alquitrán de hulla epóxico y uretano son una combinación de alquitrán de hulla y químicos, que producen un incremento sustancial en las cualidades de dureza, resistencia al Intemperismo, envejecimiento y resistencia eléctrica. Estos materiales funcionan de manera excelente como recubrimientos anticorrosivos externos. Alquitrán de hulla (termoplástico) El ingrediente básico de los recubrimientos de alquitrán de hulla es la brea del alquitrán de hulla. Se dispone de recubrimientos aplicados en caliente o en frío. El alquitrán de hulla es un material de recubrimiento efectivo cuando se aplica

82
correctamente y con un espesor adecuado. En la mayoría de las aplicaciones, se recomienda el uso de refuerzos mecánicos entre capas. Para una mejor comprensión de las características y propiedades de este tipo de productos, se recomienda leer la norma AWWA C-2 10. Mortero de concreto y cemento Los morteros de cemento y concreto se usan efectivamente para el recubrimiento de tanques y tuberías. El concreto tiene la ventaja de un menor agrietamiento al curarse con exposiciones en agua. Para mayor información, se recomienda revisar la parte de tubería cilíndrica de concreto, en el capítulo anterior y las normas AWWA. Resinas epóxicas Se dispone de una amplia gama de resinas epóxicas para recubrimientos, con una gran variedad de propiedades físicas, dependiendo de la formulación. En general, forman recubrimientos continuos y funcionales que ofrecen buena resistencia a los álcalis, sales, aceites, a la abrasión, al intemperismo y el envejecimiento y tienen alta capacidad de aislamiento eléctrico. La adhesión es buena en el metal y en el concreto. Los epóxicos de altos sólidos han sido especialmente útiles en la protección del equipamiento de las plantas de tratamiento de agua y pozos. El tipo de recubrimiento epóxico empleado en operaciones de protección anticorrosiva, es el denominado epóxico catalizado, el cual se surte en dos envases separados, uno de los cuales contiene la resina epóxica y el otro al agente curante. El contenido de los dos envases se mezcla perfectamente en el momento mismo de su aplicación. El agente de curado por entrecruzamiento, denominado erróneamente catalizador, está constituido por una solución de resinas amínicas o poliamídicas, lo que significa que los productos pueden diferir grandemente entre sí; sin embargo, sus propiedades físicas lo ubican dentro de una área general. En términos generales, el nivel de adherencia, dureza, flexibilidad y resistencia a la mayoría de los medios corrosivos de los recubrimientos epóxicos no es superado por ningún otro tipo de los recubrimientos existentes. Por su alto grado de impermeabilidad, permanecen inalterables a la exposición e inmersión en agua dulce, salada y vapor de agua, los recubrimientos epóxicos representan el mayor porcentaje en uso dentro de la industria del agua. Fluorocarbonos Son usados frecuentemente como recubrimientos de película delgada; los Fluorocarbonos ofrecen resistencia al cloro, bromo y lodo, pero en las exposiciones

83
prolongadas pueden ser vulnerables al flúor. Pueden utilizarse en exposiciones atmosféricas, en plantas de tratamiento de agua, donde el cloro libre está presente. Las aplicaciones de este tipo de recubrimientos requieren destreza y experiencia y el costo es elevado. Vidrio (cerámica) Los recubrimientos de vidrio aplicados correctamente, ofrecen excelente servicio en exposiciones con agua. El recubrimiento con vidrio, es un procedimiento de fábrica que requiere de temperaturas muy altas del metal que se esta recubriendo. La temperatura es tan alta, que se debe tener cuidado en no alterar las propiedades metalúrgicas del metal o la aleación. Los recubrimientos de vidrio son caros, pero pueden justificar su costo para aplicaciones especiales. Recubrimientos metálicos El zinc, níquel, estaño y cadmio son ejemplos de recubrimientos metálicos de uso generalizado en sistemas de manejo y distribución de agua. Con la excepción del zinc y del cadmio, que son metales de sacrificio, su función primordial es servir como barreras físicas entre el metal protegido y el medio ambiente.; y a diferencia de los recubrimientos orgánicos, no actúan como dieléctricos. Los recubrimientos metálicos se aplican por electrodepositación o electroplastíca, fama rociadora, inmersión en caliente o deposición con vapor. La tubería galvanizada (recubierta de zinc) y otros equipos, se usan ampliamente en sistemas de agua, especialmente en redes de servicio de agua caseras. Si se desarrolla una celda de corrosión en una tubería galvanizada, el zinc, debido a su posición en la serie galvánica, se hace anódico y tiende a crear condiciones catódicas (no corrosivas) en el sitio de ataque. Sin embargo, la experiencia ha demostrado que la protección proporcionada, es en el mejor de los casos a corto plazo. Poliésteres Aún cuando los Poliésteres son materiales resistentes a muchos agentes químicos y a la humedad, deben usarse regularmente con un refuerzo mecánico, debido a su naturaleza frágil. La adherencia a los metales no es buena, a menos que la superficie metálica sea tratada con chorro de abrasivo o decapado con ácidos. Los recubrimientos de poliéster no tienen la expectativa de encontrar aplicaciones importantes en el campo del abastecimiento de agua. Alquidálicos Son recubrimientos económicos, los cuales en los últimos 30 años se han convertido en el “caballito de batalla “ de los recubrimientos para conservación o mantenimiento industrial en condiciones de exposición normales, ya que su durabilidad es buena en exposiciones de intemperismo moderado. Estos recubrimientos tienen buena retención del brillo, buena resistencia a medios ambientes secos o húmedos sin

84
salinidad o gases corrosivos, presentan buena adherencia y poder humectante, por lo que pueden tolerar cierto grado de impurezas sobre la superficie donde van a ser aplicados, que por lo general son preparadas por limpieza manual o limpieza con herramientas mecánicas o neumáticas. Los recubrimientos secan por evaporación de disolventes e interacción con el aire (oxidación). Los recubrimientos alquidálicos no se recomiendan para inmersión continua, su resistencia química es pobre y especialmente mala en condiciones alcalinas, ante las cuales se saponifica y destruye. No resiste los productos alcalinos de la corrosión, por lo que una vez iniciada la corrosión interpelicular, disminuye su adherencia. Por éstas razones no se recomienda la aplicación de un recubrimiento alquidálico sobre concreto, acero galvanizado o recubrimientos inorgánicos ricos en zinc. Tampoco se recomienda para exposiciones superiores a los 60-65 grados centígrados. La industria del agua emplea los recubrimientos alquidálicos en gran escala para aplicaciones sobre superficies externas con todo y las limitaciones ya mencionadas. Vinílicos Estos productos están hechos a base de resinas que son copolímeros de cloruro y acetato de vinilo. Son recubrimientos no tóxicos y durables, superando a los recubrimientos alquidálicos en conservación del brillo y en duración. Son muy resistentes a la abrasión y a la inmersión continua en agua dulce o salada, resisten soluciones diluidas de la mayor parte de los ácidos orgánicos e inorgánicos, incluyendo los ácidos clorhídrico, nítrico, fosfórico, cítrico, etc., no se afectan con los derivados M petróleo, tales como gasolina, diesel, petróleo crudo, etc. A temperatura ambiente resisten soluciones de hidróxido de sodio hasta el 40%, carbonato de sodio, hidróxido de calcio y amoniaco hasta el 10%. Los recubrimientos vinílicos proporcionan una superficie que va desde mate (sin brillo) hasta semi-brillante, con una alta resistencia a la intemperie, aún en condiciones altamente húmedas y corrosivas. Como su resistencia al agua es excelente, pueden usarse para servicio de inmersión continua en agua (interior de tuberías y tanques de almacenamiento). Las resinas vinílicas de base solvente, son termoplásticas y se descomponen a temperaturas elevadas, por lo que se recomienda que la máxima temperatura de exposición de este tipo de recubrimientos sea de 65 grados centígrados para servicio permanente. La película de estos materiales seca por evaporación de disolventes, y como su secado es rápido, se recomienda aplicarlos por aspersión. Hule clorado Los recubrimientos de este tipo tienen como base resinas que se obtienen por cloración del hule natural. Estas resinas proporcionan una película inerte, transparente y resistente a las bacterias; modificadas con plastificantes clorados, proporcionan recubrimientos impermeables y resistentes a los ataques corrosivos en

85
casi todos los medios de exposición. Por su alta impermeabilidad se recomiendan para aplicarse en el interior de líneas de conducción de agua potable y tanques de almacenamiento. Debido a su secado rápido, se recomienda aplicarlos por aspersión convencional. Fenólicos Son recubrimientos duros, brillantes y muy adherentes; en términos generales su resistencia a los disolventes, medios ácidos y alcalinos va de buena a excelente, por lo que se recomienda para inmersiones continuas. Su eficiencia de protección contra la corrosión es superior a la de los epóxicos. Este tipo de recubrimientos se recomienda para estar en contacto con medios ácidos a bajas concentraciones y con medios básicos hasta muy altas concentraciones. Su estabilidad al calor, dureza y resistencia a la abrasión son excelentes. Su uso en sistemas de agua ha estado muy limitado debido a la falta de conocimiento sobre las propiedades de este tipo de productos. Silicón Este tipo de recubrimientos es especial, y su aplicación está reservada para situaciones donde se requiere una alta estabilidad térmica hasta de 850 grados centígrados, la película de recubrimiento es muy resistente a la intemperie y atmósferas contaminadas. Las resinas de silicón empleadas en este tipo de recubrimientos se han desarrollado debido al interés en encontrar productos intermedios, con propiedades mecánicas y de resistencia al calor entre el vidrio y las resinas orgánicas. Acrílicos Son productos que secan por simple evaporación de disolventes. Poseen una muy buena retención del brillo y el color y una excelente resistencia al caleo, no se recomiendan para exposiciones en atmósferas industriales, donde se produzcan salpicaduras y derrames de compuestos industriales como ácidos, álcalis, agentes oxidantes y disolventes. Tampoco se recomiendan para inmersión en agua. Su resistencia a la abrasión es buena, al igual que su dureza, su estabilidad al calor es limitada, pero mejor que la de los alquidálicos. Estos productos pueden usarse sin problemas en ambientes húmedos y lluviosos. Su aplicación en sistemas de agua se recomienda para exteriores únicamente. Recubrimientos orgánicos ricos en zinc Están constituidos por un pigmento y un vehículo. Son ricos en pigmento, específicamente polvo de zinc y pobres en vehículo, el cual puede ser del tipo epoxi,

86
fenoxi, acrílico o hule clorado. Las películas finales de estos recubrimientos contienen carbón, por lo que se queman y destruyen por combustión. Entre las ventajas de estos recubrimientos se puede mencionar su gran facilidad de aplicación y su rápido acabado.; sus necesidades de preparación de superficie no son tan críticas como en el caso de los inorgánicos ricos en zinc Entre sus desventajas se encuentran su limitación de temperatura, su menor resistencia a la abrasión, en comparación con los inorgánicos de zinc, y su baja resistencia a los disolventes fuertes. Recubrimientos inorgánicos ricos en zinc La película ya curada no contiene carbón, por lo que no se quema o destruye por combustión, al igual que los anteriores, estos recubrimientos son ricos en pigmento (zinc) y pobres en vehículo, que puede ser del tipo alquil- silicato y álcali - silicato. Entre sus ventajas se puede mencionar su gran resistencia a la temperatura, hasta un límite de 400°C, su gran resistencia a la abrasión y a la mayoría de los disolventes, lo que le permite ser usado como recubrimiento interior en tanques de almacenamiento de disolventes. Sus desventajas más notables consideran su tendencia a producir brisado (dry spray), su gran sensibilidad a las condiciones atmosféricas durante la aplicación, su necesidad de una mejor preparación de superficie, que la de los recubrimientos orgánicos y que son más difíciles de recubrir con los acabados subsecuentes. Los recubrimientos formulado con alquil-silicatos curan por reacción con el agua (hidrólisis) y curan muy lentamente en condiciones de baja humedad, (abajo de 50%), resisten la lluvia después de 15 min. de aplicados. Los formados con álcali - silicatos son básicamente de dos tipos: uno de ellos es de base acuosa, autocurante, no inflamable, y el otro también es base acuosa que cura por la aplicación sobre la película, una vez aplicada una solución o agente curante y que se denomina postcurado. De los dos tipos de recubrimiento mencionados, los 100% inorgánicos son los más versátiles y consecuentemente los más usados. En cierta forma estos recubrimientos se consideran una especie de galvanizado en frío, en el cual la película se forma por la aplicación de una mezcla homogénea de polvo de zinc y una solución acuosa de silicato orgánico o inorgánico. La eliminación de agua y disolvente junto con la interacción de los componentes antes mencionados permite obtener una película de silicato de zinc con oclusiones de zinc en polvo, por lo que su naturaleza es finalmente inorgánica. El mecanismo de protección de este tipo de recubrimientos difiere totalmente del correspondiente a los otro tipos de recubrimientos. En lugar de presentar una barrera impermeable al medio corrosivo, antepone a esta una película de zinc con alta conductividad eléctrica, capaz de sacrificarse anodicamente para proteger al acero, es decir, lo protege a partir del principio del par galvánico.

87
Dado que el espesor recomendado de película y por tanto la cantidad de material disponible para el sacrificio es muy pequeña, 2.0 a 3.0 milésimas de pulgada, es necesario recubrirlo posteriormente con un adecuado recubrimiento de acabado, a fin de que la película de inorgánico de zinc, sólo actúe en presencia de posibles discontinuidades, grietas o raspaduras. Estos revestimientos son únicos en cuanto a resistencia al agua salada y a disolventes orgánicos, son poco flexibles y muy adherentes. No se recomiendan para inmersiones en ácidos o álcalis. Los recubrimientos inorgánicos ricos en zinc se distribuyen en dos envases (vehículo y polvo), para el caso del tipo autocurante, y en tres envases (vehículo, polvo y solución curadora) para el postcurado. En la actualidad, se ha desarrollado un nuevo tipo de recubrimiento rico en zinc, autocurante, con base solvente en un solo componente, lo que se traduce en un ahorro económico y de tiempo, ya que el proceso de incorporación y mezclado de dos componentes se reduce a una simple operación de homogeneización en el mismo envase. Además, con este nuevo producto se evitan errores comunes de los técnicos, en lo que se refiere a la mezcla proporcional de cada uno de los componentes que se involucran. El material cura en condiciones de resistencia similares a las de los recubrimientos inorgánicos ya mencionados. Recubrimientos antivegetativos Son recubrimientos desarrollados para prevenir el crecimiento de organismos marinos en superficies sumergidas por largos períodos. En su formulación intervienen resinas vinílicas, brea y óxido cuproso o tóxicos órgano -metálicos que permiten esta acción de inhibición. Estos recubrimientos requieren de una formulación muy cuidadosa a fin de que el tóxico abandone el recubrimiento paulatinamente en cantidad suficiente para inhibir el crecimiento de organismos marinos. Este tipo de materiales debe tener características muy especiales, entre las que destaca una buena adherencia al sustrato (por ejemplo, al casco de una embarcación, a la estructura de una torre de enfriamiento, etc.) y al mismo tiempo una cohesión relativamente baja de los componentes de la película, con el objeto de que los organismos muertos en contacto con el óxido cuproso puedan desprenderse de la superficie y no quedarse adheridos a ella. La brea colofonia hace que la película sea más soluble en el agua de mar y por tanto aumenta su efectividad tóxica. El empleo de este tipo de recubrimientos es delicado y deben tomarse numerosas medidas de seguridad en el momento de su aplicación, a fin de evitar problemas por envenenamiento.

88
Recubrimientos de poliuretano Estos recubrimientos poseen muchas cualidades deseables que pueden ser aprovechadas para mejorar las características de la protección anticorrosiva. En el pasado, el uso de éstos materiales estuvo limitada debido a la alta toxicidad de uno de los componentes (los isocianatos), pero gracias a que en los últimos años se han podido obtener isocianatos que no representan ningún peligro y que la industria de los recubrimientos se esta familiarizando con el uso de productos de dos componentes, estos materiales están despertando un gran interés. Las resinas usadas para este tipo de recubrimientos, son por lo general Poliésteres saturados de bajo índice de acidez y acrílicas hidroxiladas que se endurecen por la adición de un isocianatos, en una proporción de mezcla adecuada a las características finales que se desean. Estos recubrimientos pueden ser aplicados por cualquiera de los métodos usados regularmente para aplicar recubrimientos, esto es: brocha, rodillo, aspersión, inmersión, etc.; secan y curan a temperatura ambiente, a una velocidad que depende del tipo de resina e isocianato usados; se estima que el secado al tacto se lleva a cabo en un periodo de 4 horas como máximo y el tiempo necesario para curar totalmente a temperatura ambiente es por lo general de 7 días. Su curado puede acelerarse con altas temperaturas, siendo las más comunes entre 100 °C y 120°C, lo que permite obtener un curado completo en un tiempo de 30 a 60 minutos. Otra de las ventajas de los acabados de poliuretano es su adaptación en comportamientos físicos a las condiciones de las superficies, por ejemplo: dureza y elasticidad. Por un lado se logra a través de la selección de los polisocianatos y por el otro, por medio de la selección de la combinación adecuada del componente que contiene los radicales hidroxilo (resina poliéster o acrílica). Los recubrimientos de poliuretano poseen en general propiedades de resistencia excelentes a una amplia gama de productos químicos soluciones salinas, aceites vegetales y minerales y muchos disolventes. También resisten el ozono y poseen buenas características de resistencia de la abrasión y a temperaturas elevadas hasta de 175°C. Sus propiedades de retención de color y el brillo al ser expuestas a la luz solar o a la luz ultravioleta son superiores en comparación con otros recubrimientos. Poliéteres Los requisitos de aplicación limitan el uso de los poliéteres clorados en los sistemas de agua potable. La resina base es resistente al envejecimiento, abrasión, intemperismo y muchos agentes químicos. El material debe aplicarse a temperaturas elevadas y posteriormente templado en agua fría. No hay disolventes disponibles que permitan la aplicación a temperatura ambiente.
89
Polietileno Existen en el mercado resinas de polietileno de baja y alta densidad. Aún cuando la resina base es más económica que otros materiales de recubrimiento, los procedimientos de aplicación y las limitantes en el servicio pueden compensar los costos más elevados de otros recubrimientos. En general, los mejores resultados se obtienen cuando la resina se aplica sobre un metal o aleación a temperaturas elevadas o con fama rociadora. El recubrimiento final no es homogéneo, por eso, sus propiedades de resistencia, no son precisas. Como se trató en la última sección, el polietileno también se usa como un material de envoltura para tuberías en ambientes de suelos corrosivos. Tanto su resistencia dieléctrica, como su resistencia al envejecimiento son excelentes. Concretos poliméricos los polímeros de concreto proporcionan resistencia dieléctrica y alta resistencia a la penetración de los cloruros . La dureza de estos materiales se puede incrementar por la adición de fibras de vidrio. Cloruro de polivinilo (PVC) Los recubrimientos de cloruro de polivinilo son un grupo versátil de materiales que ofrecen buenas propiedades de resistencia mecánica y dieléctrica. Se aplican por inmersión, aspersión (rociado), cepillado o con rodillo, pero normalmente es necesario que el metal se limpie con chorro de arena y se le aplique un primario adecuado. El PVC también se usa para recubrimientos con cinta, los cuales ofrecen buena resistencia al envejecimiento y tienen buena resistencia dieléctrica. 4.2.3.4.Sistemas de recubrimientos Los recubrimientos poseen una permeabilidad natural en menor o mayor grado, que permite el paso de una cantidad suficiente de agua y oxígeno, que ocasionan corrosión ininterrumpida de la superficie, por tal motivo y para efectos de protección anticorrosiva deben aplicarse a un espesor tal que la película seca nunca sea inferior a las seis milésimas de pulgada. En principio puede pensarse en cubrir éste espesor con una sola capa de un recubrimiento, que incluya un tipo de resina adecuado y un porcentaje determinado de pigmentos Inhibidores, pero tomando en cuenta factores de tipo económico, se ha dado lugar a la utilización de diferentes formulaciones para cubrir el espesor antes mencionado. Dependiendo de su posición dentro de una serie de películas de recubrimiento aplicadas sobre un substrato, éstas formulaciones se denominan respectivamente primario, enlace o intermedio y acabado o capa final. Al conjunto de los tres tipos de recubrimiento se le conoce como sistema de recubrimiento. Una característica fundamental de los sistemas de recubrimiento es

90
que todas las partes constitutivas del mismo posean buena adhesión al sustrato, para evitar que elementos como la humedad y el oxígeno penetren la película, desplacen a las moléculas del recubrimiento y provoquen herrumbramiento (oxidación) en la interfase. Al hablar de operaciones para protección anticorrosiva por aplicación de recubrimientos se debe hacer hincapié que no es conveniente comentar y mucho menos recomendar un recubrimiento como una unidad individual, sino que se debe siempre referir a un conjunto, conocido como sistema, del cual forma parte importantísima el grado de preparación de la superficie a recubrir. En general se puede comentar de dos tipos de sistemas de protección anticorrosiva por aplicación de recubrimientos: Sistema Convencional Emplea recubrimientos de uso común, como pinturas aplicadas en su medio correcto. El tipo de sistema convencional constituye las aplicaciones más frecuentes, con todos sus inconvenientes. Por ejemplo: alquidálicas, alquidal-acrílicas, etc. Sistema de Alto Rendimiento Emplea recubrimientos de buena calidad, denominados de alto rendimiento, como son los hules clorados, epóxico, vinílicos, etc. Al examinar cada uno de los dos tipos de sistemas se puede observar que en el sistema convencional resulta más costosa la mano de obra que los materiales de recubrimiento, mientras que en los sistemas de alto rendimiento sucede exactamente lo contrario (Figura 4.1).
Figura 4.1 Representación gráfica de un sistema de recubrimiento
convencional y de alto rendimiento. Considerando los incrementos sucedidos en los costos de los materiales de recubrimiento durante los últimos años (aproximadamente 102%), así como los altos salarios del personal especializado, se llega a la conclusión de que no es costeable abusar de la mano de obra o sea recubrir las superficies periódicamente. Esto se logra haciendo un esfuerzo inicial, con una inversión un poco mayor que la que se
91
haría por el empleo de un sistema de protección con recubrimientos convencionales y emplear definitivamente recubrimientos más sofisticados, constituyendo un sistema de alto rendimiento. Un sistema de recubrimiento de alto rendimiento está constituido por las siguientes partes:
• Método y grado de preparación de superficie. • Preparación de la superficie. • Primarios. • Intermedios o enlaces. • Acabados finales. • Todos y cada uno de los puntos anteriores están íntimamente ligados unos
con otros, y la correcta observancia de todos ellos permitirá obtener sistemas de recubrimiento óptimos.
4.2.4.Recubrimientos primarios Las características básicas de todo recubrimiento para mantenimiento son entre otras, su facilidad de aplicación, buena adhesión, rapidez de secado, facilidad de reparación, buena durabilidad, buena resistencia química, buena resistencia a la luz solar, rayos ultravioleta y buena resistencia al intemperismo. Como es perfectamente conocido, los primarios son recubrimientos que se aplican como primera mano sobre la superficie a ser recubierta. Son recubrimientos cuya formulación está constituida fundamentalmente con base en la preparación de la superficie, tipo de recubrimiento que será aplicado sobre él, medio de exposición a que va a estar sometido el sistema, y a consideraciones económicas. Un buen primario que deba formar parte de un sistema de recubrimiento debe llenar los siguientes requisitos:
• Inhibición de la corrosión.- Capacidad de sofocar y retardar cualquier reacción de corrosión de la superficie expuesta; en las grietas, bordes o bajo la película continua del primario.
• Adherencia buena y uniforme.- Capacidad de adherirse al metal en superficies preparadas, aún cuando la preparación en las mismas no sea la ideal, con cierto margen de tolerancia para impurezas, tales como escamas, herrumbre, sales, etc.
• Buena impermeabilidad y resistencia al agua, el oxígeno y los iones, para evitar en lo posible la corrosión bajo la película.
• Buena resistencia a la humedad y a la intemperie a fin de garantizar la protección de la superficie, aún en el caso de que ésta tenga temporalmente solo la capa o película del primario.

92
• Resistencia general a los agentes químicos, la cual debe ser semejante a la de los recubrimientos aplicados sobre él, a fin de que todo el sistema no sufra deterioro si se encuentra expuesto a ambientes químicos severos.
4.2.5.Recubrimientos intermedios o enlaces El término recubrimiento intermedio o enlace se refiere a aquellos materiales que se aplican entre el primario y el recubrimiento de acabado. En ciertos casos particulares no es posible tener el mismo tipo de resina en el primario y en el acabado, presentándose problemas de incompatibilidad o de adherencia, por lo que se requiere de una capa intermedia denominada enlace, capaz de adherirse perfectamente tanto al primario como al acabado. Esto significa que un recubrimiento de enlace, debe también ser intermedio en sus propiedades, entre las deseadas para el primario y el acabado. Los enlaces contienen una mezcla de resinas, parte de las cuales promueven la adherencia con el primario y el resto con el acabado. Generalmente, los pigmentos Inhibidores están ausentes, aunque no necesariamente, sobre todo cuando el primario fue aplicado defectuosamente y quedan sobre la superficie rayones y poros o cráteres. También es indispensable la aplicación de un intermedio inhibidor de herrumbre, donde el primario es aplicado a un espesor muy bajo, lo que permite disminuir la permeabilidad hacia los agentes de la corrosión. Debe también pigmentarse adecuadamente para proveer resistencia a ciertos tipos de atmósferas, particularmente corrosivas. El recubrimiento intermedio debe pigmentarse para contrastar en color con el primario y con el acabado y uno de los fines es poder identificarlos en el momento de la inspección. El costo de un intermedio o enlace es semejante al de un primario, de tal manera que en un sistema de tres capas, es preferible que las dos primeras sean de primario, para asegurar una máxima protección de la superficie, siempre y cuando no se presuman problemas de incompatibilidad o adherencia entre el primario y el acabado. El resultado de éste procedimiento es obtener una mayor adhesión por capa debido al mayor porcentaje de sólidos asociado con los recubrimientos primarios. Además, con este procedimiento se mantiene una mayor cantidad de pigmento inhibidor de herrumbre cerca de la superficie y cualquier imperfección accidental en una capa de primario es susceptible a ser cubierta fácilmente por la segunda capa. El empleo de un recubrimiento intermedio o enlace, sólo debe ser recomendado cuando se anticipen posibles problemas de incompatibilidad o de adherencia de un primario y un acabado. 4.2.6.Recubrimientos de acabado Estos productos representan la capa exterior en contacto con el medio ambiente y se formulan para proveer protección a las capas internas del sistema de recubrimiento.

93
Para proteger las capas primarias de recubrimiento y la superficie metálica, la capa final debe ser de baja permeabilidad y tener buena resistencia al medio ambiente. En éste tipo de recubrimientos es frecuente el uso de pigmentos entonadores y el contenido de pigmentos inhibidores es inferior al de un primario. Donde el color es esencial, la selección de los pigmentos para las capas de acabado debe considerar el medio ambiente, al cual estarán expuestos. En la elección del tipo de acabado, es de capital importancia asegurar su total compatibilidad y adherencia con el tipo de primario utilizado; en términos generales, el uso del mismo tipo de resina en éstos dos componentes del sistema, asegura una buena compatibilidad y adherencia, aún cuando hay casos como el de los recubrimientos epóxicos, capaces de lograr una adherencia, si no excelente, cuando menos aceptable sobre la mayoría de los otros recubrimientos. Con fines de identificación y control de espesores, es conveniente que el primario, enlace y acabado en un sistema sean de diferente color y como se mencionó anteriormente, la suma total de espesores de estas componentes debe ser superior a las 6.0 milésimas de pulgada (0.15 mm), a fin de que el sistema sea efectivo en su protección contra la corrosión. En la Figura 4.2 se muestra un sistema de recubrimiento completo. Se debe hacer hincapié que el éxito de un sistema de protección anticorrosiva, a base de recubrimientos, depende principalmente de factores tales como la preparación de la superficie, la adecuada aplicación de los recubrimientos y de la elección del tipo de sistema adecuado al medio corrosivo a que va estar expuesto; pero considerando que en la formulación de un recubrimiento se involucran aproximadamente 10 o 12 componentes en una mezcla o dispersión, otro factor importante es la certificación del recubrimiento, es decir, que se encuentre dentro de las características, propiedades y composición correspondientes a su formulación, para que satisfaga los requisitos contenidos en una especificación. Esto significa que los materiales que se usan en operaciones de protección anticorrosiva deben estar sujetos a pruebas de calidad constantes, para poder garantizar su máxima eficiencia.
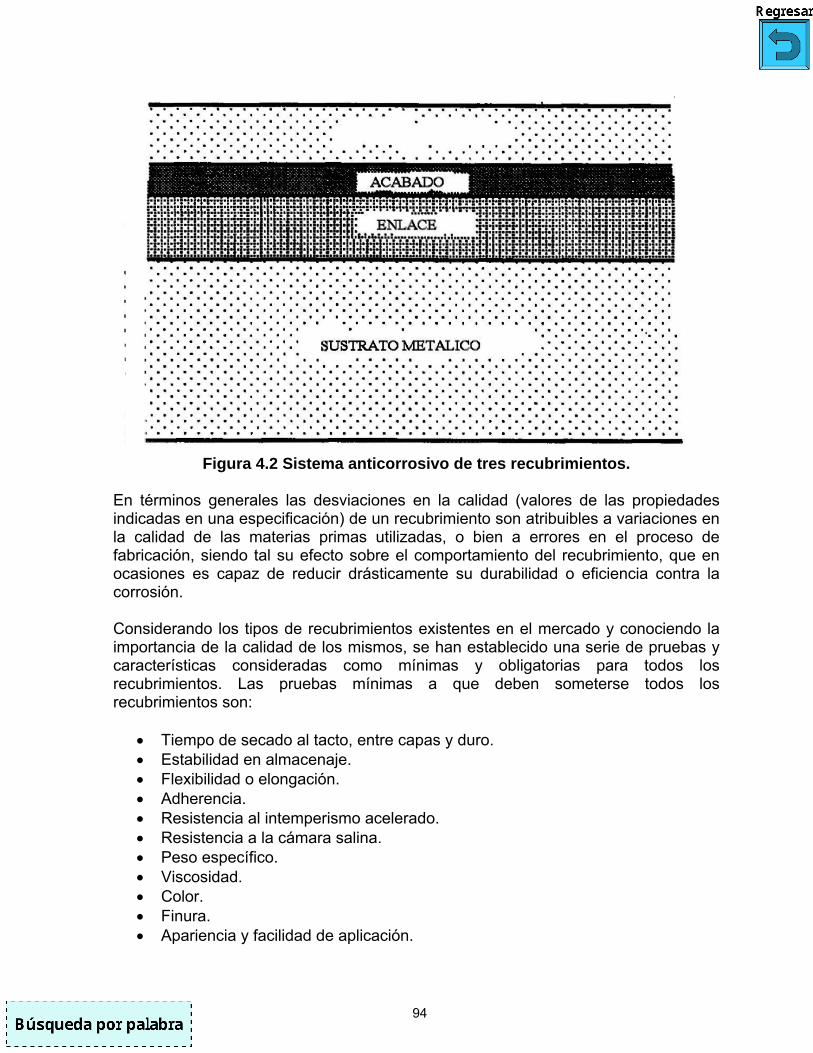
94
Figura 4.2 Sistema anticorrosivo de tres recubrimientos.
En términos generales las desviaciones en la calidad (valores de las propiedades indicadas en una especificación) de un recubrimiento son atribuibles a variaciones en la calidad de las materias primas utilizadas, o bien a errores en el proceso de fabricación, siendo tal su efecto sobre el comportamiento del recubrimiento, que en ocasiones es capaz de reducir drásticamente su durabilidad o eficiencia contra la corrosión. Considerando los tipos de recubrimientos existentes en el mercado y conociendo la importancia de la calidad de los mismos, se han establecido una serie de pruebas y características consideradas como mínimas y obligatorias para todos los recubrimientos. Las pruebas mínimas a que deben someterse todos los recubrimientos son:
• Tiempo de secado al tacto, entre capas y duro. • Estabilidad en almacenaje. • Flexibilidad o elongación. • Adherencia. • Resistencia al intemperismo acelerado. • Resistencia a la cámara salina. • Peso específico. • Viscosidad. • Color. • Finura. • Apariencia y facilidad de aplicación.
95
• Poder cubriente. • Análisis de composición. • Pruebas químicas o de inmersión. • Retenido en malla 325.
Si un recubrimiento satisface los valores y limitaciones de las pruebas mencionadas en la especificación correspondiente, cabe esperar una alta probabilidad de que se comporte adecuadamente, suponiendo una buena preparación de la superficie. 4.3. PREPARACIÓN Y LIMPIEZA DE LAS SUPERFICIES Para que la aplicación de un recubrimiento sea correcta y éste cumpla perfectamente su función de proteger y evitar la corrosión, se debe poner especial interés en un aspecto poco conocido y casi olvidado, pero que es vital y sobre el cual descansa un 90% del éxito de la aplicación de un sistema de recubrimiento; éste aspecto se refiere a la preparación de la superficie. El conocimiento de las condiciones finales precisas que debe tener la interfase del metal para producir la mayor adhesión y unión mecánica del recubrimiento, son absolutamente primordiales; de aquí que antes de aplicar cualquier recubrimiento protector es conveniente inspeccionar las superficies y llevar a cabo en ellas un proceso de preparación, que generalmente consiste de dos pasos: corrección de las imperfecciones de la superficie y limpieza. 4.3.1.Corrección de las imperfecciones de la superficie Consiste en eliminar las áreas donde existen las condiciones físicas que tienden a producir rápida corrosión local. Dentro de estas áreas se deben considerar las aristas o bordes filosos, las soldaduras discontinuas, las soldaduras rugosas, las salpicaduras de soldadura, las cabezas de remaches mal ajustados; hendiduras, huecos y picaduras. Cualquiera de estos puntos puede ocasionar una rápida corrosión y ser el camino para una prematura falla del recubrimiento y con ella tal vez la pérdida del contenido de algún tanque de almacenamiento y hasta un accidente. De manera semejante las imperfecciones del concreto tales como los huecos producidos por el agua o el aire deben repararse y la superficie debe prepararse de acuerdo con las necesidades del uso particular y el tipo de recubrimiento que se utilice para evitar la penetración de los reactivos químicos o el medio ambiente circundante. 4.3.2.Limpieza de la superficie El mejor de los recubrimientos protectores no puede adherirse firmemente a una superficie si materias extrañas tales como óxido, escoria de laminación, pintura vieja, o depósitos de sales y suciedad quedan debajo del recubrimiento. Esto trae como consecuencia un fenómeno muy importante que a menudo pasa desapercibido y que
96
es el hecho de que estas materias extrañas crean también una presión osmótica que atrae vapores de humedad a través de la película de recubrimiento, lo que da por resultado una grave corrosión bajo la película. En consecuencia debe considerarse de primera importancia la correcta limpieza de la superficie, si se desea que el recubrimiento proporcione la máxima protección, a más largo plazo. 4.3.3.Métodos de Preparación de Superficie Existen varios métodos de preparación de superficie, los cuales pueden agruparse en dos grandes grupos: preparación mecánica, y preparación química. El de la preparación mecánica de superficie tiene la mayor aplicación, tanto en campo como en taller. Ambos métodos de limpieza son ampliamente usados y la selección de uno u otro depende de¡ problema de limpieza que se tenga, de las facilidades de aplicación del método seleccionado, de la calidad de la limpieza que se desee obtener (perfil de limpieza) del factor económico o sea el presupuesto que se tenga para llevar a cabo la operación de limpieza de la superficie y del tipo de recubrimiento que se va a aplicar, ya que para cada recubrimiento existe un tipo de preparación que resulta más adecuada y con el cual desarrolla al máximo su capacidad de protección anticorrosiva. 4.3.4.Aspectos prácticos en la preparación de la superficies Cuando se hace una selección del tipo y grado de preparación de superficie que se va a recubrir, se debe considerar el tipo de recubrimiento que será aplicado, y conocer el límite de contaminantes (herrumbre, aceite, suciedad, etc.) que pueden ser tolerados por el recubrimiento, sin afectar de una manera seria su comportamiento y período de vida útil. Por esta razón, el tipo y grado de preparación de superficie nunca debe ser escogido al azar; pero si debe ser especificado como parte de un sistema. El grado de preparación de la superficie debe estar balanceado contra el incremento en la vida de un sistema de recubrimiento y se debe seleccionar la combinación más económica. Se encuentra que para una estructura de acero expuesta a un medio ambiente moderadamente corrosivo, no es necesario ni económico llevar a cabo un grado de limpieza donde se remueva completamente toda la herrumbre y la escoria de laminación, con métodos tales como el sopleteo con abrasivos (chorro de arena), hasta un acabado a metal blanco. Este método de limpieza es caro y debe ser reservado solamente para las exposiciones corrosivas muy severas, donde absolutamente nada de herrumbre, escoria de laminación o materia extraña puede ser tolerada sobre la superficie. Se ha encontrado que para el ejemplo citado arriba es suficiente con remover hasta donde sea posible la herrumbre y la escoria de laminación sueltos o mal adheridos, el

97
aceite y grasa y la suciedad existente sobre la superficie. El grado de limpieza seleccionado debe ser tal que resulte económico para el tipo de exposición deseado. A la elección de un método específico de preparación de superficie debe preceder la determinación del tipo de ambiente al que va a estar expuesta la misma (el grado de corrosividad del ambiente); el tipo de recubrimiento que se va a aplicar y el conocimiento del costo del trabajo terminado. Lo más recomendable es producir la mejor condición de superficie posible, pero es conveniente aclarar que algunas condiciones de servicio no requieren una preparación exhaustiva o sea que no requieren la remoción total de toda la materia extraña a la superficie. En el aspecto de la preparación de superficies se debe tener presente el hecho de querer economizar durante esta operación, puede resultar contraproducente, de tal manera que si una operación requiere trabajo preparatorio considerable, tal como andamiaje antes de la limpieza, debe ser aceptado, ya que origina un gasto inicial más, pero prevé que la operación de limpieza se lleve a cabo adecuadamente, lo que resultará en un incremento de la vida útil del sistema de recubrimiento. 4.3.5.Preparación mecánica En todo trabajo de preparación de superficie existe un factor importante que siempre debe tenerse en mente y que se refiere al patrón o perfil de anclaje producido por el método de limpieza, el cual tiene un efecto significativo sobre el comportamiento del recubrimiento una vez aplicado. El punto medular de éste factor es evitar la formación de un perfil de anclaje demasiado profundo, o sea un picado excesivo de la superficie, ya que obviamente, es difícil proteger tal superficie con los espesores de recubrimiento que se manejan normalmente, lo que ocasionará un gasto excesivo de material y de trabajo de aplicación e inspección, que se traduce en una mayor erogación monetaria. Los trabajos de investigación han demostrado que el herrumbramiento de una superficie empieza sobre los picos o protuberancias del perfil grabado sobre la superficie, debido al método de limpieza empleado, que al ser muy pronunciados causa un perfil de anclaje excesivo, que no puede ser adecuadamente recubierto y protegido, quedando así expuesto a la acción corrosiva del medio y dando origen a un prematuro deterioro del sistema de recubrimiento. Así como un perfil de anclaje demasiado pronunciado no es recomendable, tampoco lo es un perfil poco definido, o sea una superficie pulida o tersa, la cual desarrollará una pobre adherencia del recubrimiento, ocasionando el desprendimiento del mismo, con la consecuente destrucción del sistema de recubrimiento y el ataque corrosivo a la base metálica. Los métodos mecánicos de preparación de superficie son muchos y muy variados, en este capítulo únicamente se mencionarán de una manera general, revisando los de mayor aplicación en sus procedimientos y herramientas empleadas. Al mismo

98
tiempo, en cada uno de ellos será tratado el uso específico, su velocidad de limpieza y las características de las superficies producidas. 4.3.5.1.Limpieza manual de superficies Especificación SSIPC-SP-2 (Steel Structures Painting Council) Este tipo de limpieza constituye el procedimiento más antiguo que se ha venido empleando para preparar y limpiar superficies antes de recubrirse. La limpieza manual es un método aceptable de preparación de superficie, en donde no se requiere un grado de limpieza muy exhaustivo, ya que el sistema de recubrimiento que se va a usar vencerá parcial o completamente la interferencia de los productos o impurezas que generalmente quedan detrás de la limpieza. Es un método recomendado para preparar superficies que al recubrirse van a estar expuestas a condiciones normales de corrosión. Se debe hacer notar que el método de limpieza manual es caro y limitado, por lo que solo es recomendable para áreas pequeñas o de difícil acceso, en donde algún otro método de limpieza no puede ser usado. Como una regla general, la limpieza manual se emplea solamente cuando no se cuenta con equipo operado por fuerza (mecánica, neumática o de algún otro tipo), donde el área es inaccesible para trabajar con cualquier otro tipo de herramienta o donde el trabajo sea tan pequeño como para justificar (por su costo) el transporte de equipo pesado. El método encuentra a su vez limitaciones cuando existen escorias de laminación y herrumbre herméticamente adheridos a la superficie que tienen que ser removidos por impacto con martillos, por raspado con limatones y escofinas o mediante el lijado manual de la superficie; esto hace que el método resulte lento e impráctico, excepto para áreas pequeñas. La limpieza manual remueve la herrumbre y la escoria de laminación sueltos y mal adheridos, así como pintura vieja desprendida de la superficie. Los métodos manuales empleados son: cepillado con alambre, lijado, raspado, picado o empleando otras herramientas manuales de impacto (martillos, picos, etc.), así como la combinación de los mismos. De lo anterior se desprende que la limpieza manual es un método limitado, que origina un enorme esfuerzo humano, lo que lo hace un proceso lento e impráctico, además de antieconómico por el tiempo que involucra, por tanto, solo es recomendable para áreas pequeñas (reparaciones). 4.3.5.2.Limpieza con herramientas eléctricas y neumáticas Especificación SSIPC-SP-3 (Steel Structures Painting Council) Este tipo de limpieza es muy similar al proceso de limpieza con herramientas manuales, el trabajo a realizar es básicamente el mismo, aunque los resultados (perfil de limpieza), son mejores. La única diferencia entre ambos métodos es el tiempo, ya que con el empleo de las herramientas mecánicas, el trabajo de limpieza

99
se hace más rápido (hasta en un 50%) y como es lógico suponer los acabados son mejores que los que se obtienen con las herramientas de mano. Este método de limpieza está íntimamente ligado al proceso de limpieza manual, se puede decir que se complementan el uno al otro, ya que si por determinadas circunstancias un método no puede ser usado, se emplea el otro. Por ejemplo, al limpiar una superficie con herramientas mecánicas, se encuentran áreas en donde las herramientas no pueden usarse debido a lo reducido de los espacios, o a ciertos obstáculos propios de la estructura que se está limpiando (esquinas, partes internas de vigas colocadas cerca de las paredes, etc.); cuando esto sucede, el empleo de las herramientas de mano se hace necesario, formando así como las herramientas mecánicas un sistema de limpieza que sin lugar a dudas es el más usado en México. 4.3.5.3.Limpieza con flamas Especificación SSIPC-SP 4 (Steel Structures Painting Council) Este método de limpieza consiste en hacer pasar sobre las superficies flamas oxiacetilénicas a alta velocidad. Cuando se introdujo éste método se pensó que era una solución satisfactoria a los problemas de limpieza de superficies metálicas y que resultaría la más económica y práctica. Pero los resultados hasta la fecha han' fracasado en su intento por justificar ese optimismo. El método depende del alto calor generado en la superficie, el cual remueve algo de la escoria de laminación y del herrumbre. Esta remoción se hace ya sea por medio de diferencia térmica causando un gradiente en la velocidad de expansión entre el metal base y la escoria de laminación o por la acción explosiva del vapor de agua generado debajo de la escoria o por una combinación de éstos métodos. El método de limpieza a la fama es recomendable para talleres o localizaciones donde es imposible limpiar con chorro de abrasivo, pero se desea que la preparación de la superficie sea mejor que la obtenida por los métodos manual y con herramientas de fuerza. Este método presenta una severa limitante ya que, para que el método resulte efectivo se necesita llevar a cabo una completa operación de cepillado con alambre y la aplicación del recubrimiento cuando la superficie esté todavía caliente. 4.3.5.4.Limpieza con chorro de abrasivo La limpieza con chorro de abrasivo es el mejor método para limpiar superficies por su eficacia para quitar herrumbre, escoria de laminación, pintura vieja y todo tipo de contaminantes y también porque deja una superficie áspera que contribuye a una mayor adherencia del recubrimiento. La limpieza por sopleteo consiste en impulsar partículas abrasivas por medio de aire comprimido o una fuerza centrífuga contra una superficie, dichas partículas golpean la superficie a muy alta velocidad, provocando

100
un efecto de picado, desconchado y desgaste por rozamiento, es decir, se remueve junto con los contaminantes algo de la base metálica. La limpieza por sopleteo con abrasivos provee un perfil de anclaje o terminado de superficie que permite una óptima adherencia del recubrimiento. Teniendo en cuenta que muchos de los recubrimientos protectores son películas delgadas, es importante que en el proceso de limpieza se utilicen abrasivos con un tamaño de partícula, especifica, con una presión de aire adecuada y el equipo en óptimas condiciones, para obtener superficies satisfactorias. 4.3.5.5.Tipos de abrasivos La clave para obtener condiciones económicas favorables de limpieza por sopleteo se presenta en la selección y uso apropiado del abrasivo. En la actualidad se emplean muchos tipos de abrasivos, naturales y sintéticos, pero la arena sigue siendo el abrasivo más económico y versátil. Sin embargo, el empleo de arena con alto contenido de sílice resulta una amenaza para los trabajadores, por su rápida velocidad de desintegración al impacto, lo que produce un exceso de polvo, que al ser respirado en forma continua, desencadena una enfermedad llamada silicosis. Existen cuatro clasificaciones de abrasivos que son usados en operaciones de sopleteo:
• Metálicos. • Siliceos (que contienen sílica libre, arena). • Sintéticos, no-metálicos y que no contienen sílica libre. • Agrícolas (tales como cáscara de nuez, maíz, etc.).
Cuando se trata de limpieza de acero estructural, únicamente los tres primeros materiales son usados. Los abrasivos metálicos deben usarse de tal manera que no se expongan a un ambiente corrosivo. Ellos están, por tanto, limitados principalmente a condiciones atmosféricas protegidas o trabajos en interiores. Debido a su alto costo inicial, la recirculación de los abrasivos metálicos es un pre-requisito para la economía. Dependiendo de la forma y el tipo de abrasivo metálico, pueden ser recirculados de 50 a 5,000 veces antes de que se desintegren hasta el punto donde ya no son efectivos. La arena y los abrasivos sintéticos pueden usarse en operaciones de sopleteo interiores y exteriores, bajo condiciones de humedad variadas. Debido a su tendencia a generar más polvo, éstos dos materiales son generalmente empleados a campo abierto, donde no constituyen un riesgo para los trabajadores o la maquinaria y equipo. Estos abrasivos deben probarse por su velocidad de desintegración al impacto, la cual, siempre será mayor que la de cualquiera de los abrasivos metálicos. La selección del abrasivo a usarse no puede hacerse al azar, debe estar gobernada por la consideración de las variables especificas. Algunos de los factores importantes que ayudan a seleccionar los abrasivos a usarse son:

101
• Tipo de metal a ser limpiado. • Forma de la estructura. • Condición original de la superficie (cantidad de trabajo requerido). • Naturaleza de los residuos a ser removidos. • El acabado de superficie deseado y el espesor final de película del sistema de
recubrimiento. • Pérdida del abrasivo. • Velocidad de desintegración por impacto del abrasivo. • Costo de recuperación del abrasivo. • Riesgos asociados con el uso del abrasivo.
En la Tabla 4.1 se enlistan algunos de los abrasivos de uso actual, con su tamaño de partícula y la velocidad de limpieza esperada. La Tabla 4.2 muestra algunos de los abrasivos con su tamaño de partícula y el perfil de anclaje máximo
Tabla. 4.1. Abrasivos comunes
Abrasivo Tamaño máximo de las partículas
Velocidad de limpieza en pies/s
Arena sílica de Otawa malla 80 2.14
Gravilla de fierro triturado malla 25 (nueva) 0.56
Gravilla de fierro triturado malla 18 (nueva) 1.09
Gravilla de fierro triturado 0%- malla 18 1.28 90%- malla 25
Perdigones de fierro colado malla 18 0.78
Perdigones de fierro colado malla 16 (nuevos) 0.72
4.3.5.6.Descripción del equipo para sopleteo Boquillas La boquilla es la parte principal del equipo de limpieza por sopleteo. Esta gobierna los requerimientos de material y dirige la economía de la operación. El tamaño del equipo se basa en la boquilla que se usa. La boquilla se selecciona sobre la base de la cantidad de trabajo a realizarse, el tipo de trabajo, la cantidad de aire comprimido disponible, el tamaño del abrasivo a usarse y el tipo de equipo con el que se va a llevar a cabo la operación de limpieza.
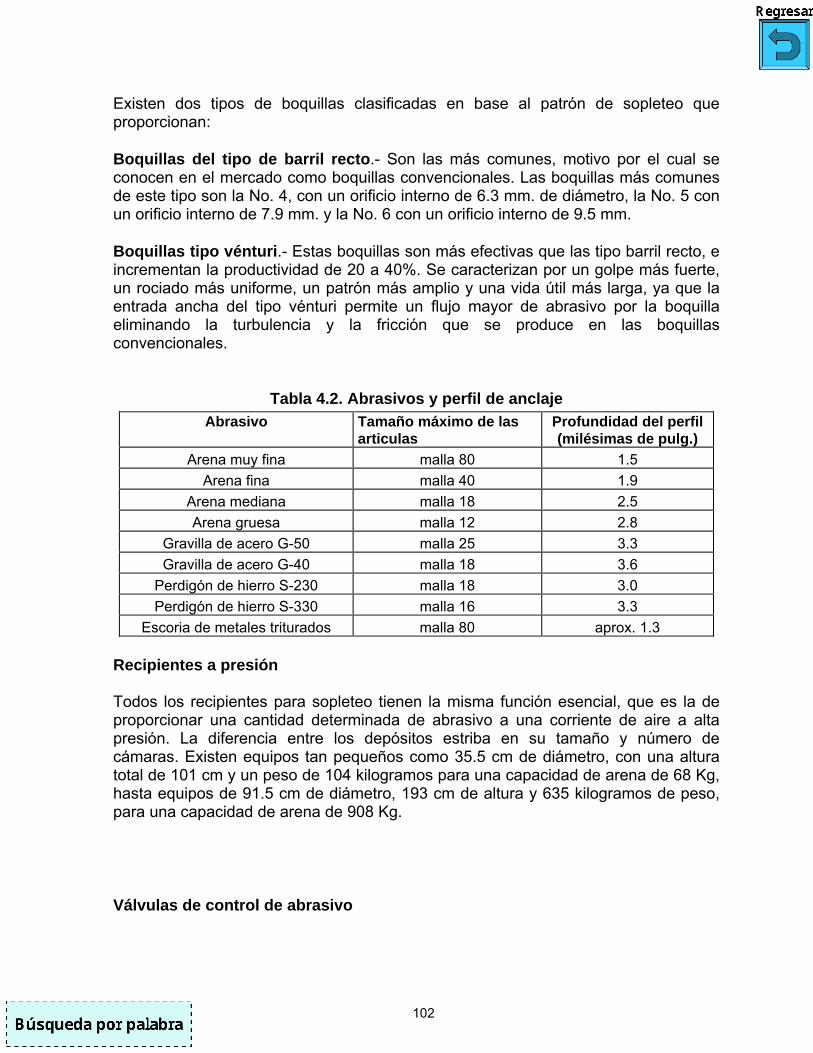
102
Existen dos tipos de boquillas clasificadas en base al patrón de sopleteo que proporcionan: Boquillas del tipo de barril recto.- Son las más comunes, motivo por el cual se conocen en el mercado como boquillas convencionales. Las boquillas más comunes de este tipo son la No. 4, con un orificio interno de 6.3 mm. de diámetro, la No. 5 con un orificio interno de 7.9 mm. y la No. 6 con un orificio interno de 9.5 mm. Boquillas tipo vénturi.- Estas boquillas son más efectivas que las tipo barril recto, e incrementan la productividad de 20 a 40%. Se caracterizan por un golpe más fuerte, un rociado más uniforme, un patrón más amplio y una vida útil más larga, ya que la entrada ancha del tipo vénturi permite un flujo mayor de abrasivo por la boquilla eliminando la turbulencia y la fricción que se produce en las boquillas convencionales.
Tabla 4.2. Abrasivos y perfil de anclaje Abrasivo Tamaño máximo de las
articulas Profundidad del perfil (milésimas de pulg.)
Arena muy fina malla 80 1.5 Arena fina malla 40 1.9
Arena mediana malla 18 2.5 Arena gruesa malla 12 2.8
Gravilla de acero G-50 malla 25 3.3 Gravilla de acero G-40 malla 18 3.6
Perdigón de hierro S-230 malla 18 3.0 Perdigón de hierro S-330 malla 16 3.3
Escoria de metales triturados malla 80 aprox. 1.3 Recipientes a presión Todos los recipientes para sopleteo tienen la misma función esencial, que es la de proporcionar una cantidad determinada de abrasivo a una corriente de aire a alta presión. La diferencia entre los depósitos estriba en su tamaño y número de cámaras. Existen equipos tan pequeños como 35.5 cm de diámetro, con una altura total de 101 cm y un peso de 104 kilogramos para una capacidad de arena de 68 Kg, hasta equipos de 91.5 cm de diámetro, 193 cm de altura y 635 kilogramos de peso, para una capacidad de arena de 908 Kg. Válvulas de control de abrasivo

103
La válvula de control de abrasivo es considerada el punto clave de los recipientes a presión. Provee la más simple y exacta medida de arena, entrega un flujo exacto en peso de arena a la boquilla. Es muy fácil de regular y puede proporcionar cualquier volumen de arena. Mangueras para abrasivos Las mangueras empleadas para las operaciones de limpieza por sopleteo de abrasivos son especiales, de tipo antiestático, sin alambres, de hule natural, especialmente tratado para eliminar descargas. Este tipo de manguera está diseñado para presiones máximas de trabajo y se encuentran en el mercado en tramos de 15.24 m (50 pies) y muchos diámetros. El diámetro interior de la manguera debe ser de 3 a 4 veces el diámetro interior de la boquilla. Separadores de humedad Cuando se está llevando a cabo una operación de limpieza normal, resulta perjudicial la presencia de agua, ya que humedece al abrasivo, el cual al chocar contra la superficie se queda adherido a la misma, originando un trabajo extra de limpieza de la superficie, al tener que desprender de la misma esas partículas. Además, el agua puede ocasionar bloqueo de la válvula de control de abrasivo, al aglomerarse a la salida de la misma por causa de la humedad. En áreas de alta humedad o donde el compresor está bombeando una considerable cantidad de agua, se recomienda la instalación de uno de éstos separadores de humedad, el cual se instala tan cerca del recipiente de abrasivo como sea posible. Se recomienda la instalación de un separador de humedad en todas las operaciones y todos los tipos de ambientes y no solamente para climas húmedos. Equipo de suministro de aire Para lograr una limpieza adecuada por sopleteo, el suministro de aire es de vital importancia. El aire comprimido debe ser en cantidad suficiente, la manguera y la boquilla de¡ tamaño apropiado y de acuerdo una con otra. El aire a alta presión es un factor imprescindible, porque la fuerza de las partículas abrasivas depende de la velocidad del aire en la boquilla. Equipo de seguridad En este tipo de operaciones, el equipo de seguridad es de vital importancia. El equipo de seguridad debe ser utilizado siempre, ya que el trabajador está expuesto a muchos riesgos, la mayoría de los cuales y, sobre todo, en operaciones en espacios cerrados pueden resultar de fatales consecuencias. Entre los equipos de seguridad que resultan imprescindibles para este tipo de operaciones se tienen: Equipos de ventilación y extracción.- Este equipo es muy importante básicamente en operaciones en interiores, donde la concentración de polvo y contaminantes llega a ser muy elevada y puede resultar perjudicial para la salud de los trabajadores. En

104
operaciones donde interviene arena con un alto porcentaje de sílica libre como abrasivo, es importante contar con un sistema de ventilación adecuada, ya que la exposición prolongada a concentraciones elevadas del polvo de esta arena, puede provocar en los trabajadores una enfermedad denominada silicosis. Casco protector con alimentación de aire.- Se utiliza para prevenir posibles impactos provocados por abrasivos que se desprenden a muy alta velocidad, además de proporcionar al operador aire limpio y fresco. Peto y capa protectora.- Para proteger adecuadamente el cuerpo desde el cuello hasta la cintura. Está hecho de cuero o hule ligero. Guantes de cuero y botas especiales antiestáticas.- Protegen manos y pies de posibles accidentes. Suministro de aire.- El aire empleado para la alimentación se suministra directamente del compresor, el cual provee también el aire necesario para llevar a cabo las operaciones de limpieza. 4.3.5.7.Consideraciones para la limpieza por sopleteo Se refiere a normas o criterios que deben se seguir para hacer la operación de limpieza lo más económica y eficiente posible, además de segura. En las operaciones de limpieza por sopleteo se observa fácilmente que existe un gran desperdicio de abrasivo; de un análisis se puede observar que una de las fuentes más grandes de pérdida es en la operación. Esto significa la necesidad de implantar un método efectivo de recuperación de¡ abrasivo usado en la limpieza. En algunos casos se ha intentado una operación de limpieza usando equipo de vacío con el propósito de recuperar el abrasivo, el cual una vez acumulado se limpia y selecciona para ser usado nuevamente. Otro sistema de recuperación de abrasivo es por medio de magnetismo, el cual se emplea en la recuperación de algunos tipos de abrasivos metálicos. Si existen depósitos excesivos de aceite o grasa, primero deben removerse mediante limpieza con disolventes, antes de iniciar las operaciones de sopleteo. Si al final de las operaciones de limpieza existe duda sobre la existencia de materia contaminante en la superficie, ésta puede probarse mojándola y verificando si se forma una capa uniforme de agua sobre ella, o sea que la superficie esté libre de contaminantes de superficie.
105
4.3.5.8.Procedimientos de operación del equipo para sopleteo Un equipo en perfecto estado es esencial para realizar un buen trabajo de sopleteo, pero no basta solo el equipo, sino que también es esencial una técnica adecuada de trabajo. Para obtener buenos resultados, puede seguirse el siguiente procedimiento:
• Regular la cantidad de arena de modo tal que siempre haya la suficiente para limpiar con rapidez.
• Mantener la boquilla lo suficientemente cerca de la superficie para evitar la pérdida de fuerza. La boquilla convencional debe mantenerse a unos 25 cm de la superficie.
• Sopletéar ordenadamente. Mover la boquilla de un lado a otro y de arriba hacia abajo sobre una área pequeña, hasta dejarla completamente limpia. No debe moverse la boquilla al capricho ni alejarla demasiado hacia los lados.
• Mover la boquilla lentamente. Se ha observado que un operador experimentado trabajando con una boquilla 9.5 mm con equipo apropiado y arena de buena clase, puede limpiar a un grado de metal blanco no más de 15 metros cuadrados por hora de superficie de acero ordinario en buenas condiciones.
• Una vez terminado el sopleteo, se debe quitar el polvo de la superficie con aire limpio, usando el mismo equipo, pero sin abrasivo. De esta manera, la superficie queda lista para ser recubierta.
Una operación de limpieza por sopleteo con abrasivos puede producir cuatro condiciones finales. Condición No. 1 Acabado de superficie a metal blanco Esta condición final constituye la mejor preparación de superficie posible que pueda producirse. La superficie aparecerá de un color grisáceo, blanco metálico, muy uniforme, ligeramente áspera de acuerdo a los abrasivos usados. Constituye un patrón de anclaje apropiado para cualquier tipo de recubrimiento. La superficie se encuentra libre de escoria de laminación, herrumbre, óxidos, productos de la corrosión, pinturas viejas y cualquier materia extraña. Cuando menos el 99.9% de la superficie debe estar totalmente limpia. Esta especificación se rige de acuerdo con las normas internacionales: SSPC-SP-5, NACE-11 y SSM-3. Condición No. 2 Acabado de superficie cercano a metal blanco El acabado final de una superficie limpiada a un grado casi blanco se define como aquel en el cual todo aceite, grasa. suciedad, escoria de laminación, herrumbre, productos de corrosión, pinturas y otras materias extrañas han sido completamente removidas de la superficie, excepto ligeras sombras, rayas o decoloraciones causadas por manchas de herrumbre, ligeras escorias de laminación y muy finos residuos de pintura. Por lo menos un 95% de cada metro cuadrado de superficie
106
debe estar libre de residuos visibles y el resto limitarse a las mínimas decoloraciones antes mencionadas. Esta especificación se rige por las normas internacionales: SSPC-SP-10, NACE-2 y SSM-21/2. Condición No. 3 Acabado de superficie tipo comercial En este acabado todo el aceite, grasa, suciedad, escoria de laminación, pintura y toda materia extraña no encajada en agujeros y grietas debe removerse completamente, excepto por ligeras rayas de decoloraciones. Si la superficie es rugosa, se permiten pequeños residuos de pintura, herrumbre o escoria de laminación en la parte de los valles. Cuando menos las 2/3 partes ( 67% ) de cada metro cuadrado de superficie debe aparecer con un color blanco grisáceo uniforme, libre de todo residuo visible, y el resto debe estar limitado a las ligeras decoloraciones, manchas y residuos descritos anteriormente. Esta especificación se rige por las normas internacionales: SSPC-SP-6, NACE-3 y SSM-2. Condición No. 4 Acabado de superficie tipo ráfaga Se le conoce también como limpieza tipo y en ella se remueven todo el aceite, grasa, suciedad, escoria de laminación suelta, herrumbre suelto, pinturas y recubrimientos sueltos o mal adheridos. La superficie puede retener la escoria, herrumbre, pintura o recubrimiento que estén fuertemente adheridos. Es un grado de limpieza ligeramente superior a una limpieza mecánica bien realizada. Se debe reconocer que el tiempo y el costo para producir los cuatro grados de limpieza se incrementan geométricamente, desde los grados más bajos a los más altos la relación de producción sobre trabajo normal entre estas cuatro condiciones finales puede estar como sigue: 1.00 - para metal blanco 1.25 - para metal casi blanco 2.50 - para acabado comercial 6.00 - para el acabado tipo ráfaga 4.3.5.9.Limpieza de uniones Un punto particularmente importante en las operaciones de limpieza lo constituye la limpieza de las uniones, costuras o juntas. La limpieza de los cordones de soldadura de arco eléctrico es importante, ya que sobre las juntas o adyacente a ellas están presentes cuatro depósitos de productos específicos que deben ser removidos o neutralizados, para mantenerlos inofensivos bajo la película de recubrimiento. Estos cuatro productos son:
• Escoria de soldadura derretida (fundida). • Gases o emanaciones de soldadura fundida. • Óxidos de soldadura calientes.

107
• Salpicaduras de soldadura metálica. La escoria de soldadura fundida es una solidificación dura y quebradiza de soldadura derretida. El material fundido rápidamente llena los espacios y depresiones sobre los cordones soldados a mano y se extienden hasta el metal inmediatamente adyacente a las uniones de soldadura. La escoria es fuertemente alcalina en naturaleza y reacciona bajo la película de recubrimiento, particularmente en un medio húmedo. Hay también una fuerte posibilidad de separación de una junta de soldadura después que el recubrimiento ha sido aplicado, causando así una exposición completa del metal al medio ambiente. Todos los depósitos de productos mencionados deben removerse completamente durante el proceso de preparación de superficie. Prácticamente cualquiera de los métodos descritos son capaces de remover estos depósitos, si se llevan a cabo a conciencia. 4.3.5.10.Seguridad la preparación mecánica de las de superficies constituye una fuente de muchos riesgos a individuos y propiedades, a menos que sea conducida cuidadosamente con el propósito de eliminarlos. En este tipo de trabajo la seguridad de protección debe estar centrada en la protección de la cabeza, ojos y órganos respiratorios, aunque las otras partes del cuerpo no son menos importantes y deben, también, ser protegidos satisfactoriamente. En cualquier tipo de operación de limpieza, si la operación es conducida en una atmósfera que contiene vapores volátiles, puede resultar una explosión o fuego cuando la concentración del vapor se encuentra dentro de la región explosiva. En tales casos, deben usarse herramientas de seguridad antichispa. El sopleteo con abrasivos bajo tales condiciones no debe realizarse a menos que se usen perdigones de cobre y aún así, el peligro de chispas está latente. La limpieza por sopleteo es una operación particularmente riesgosa a menos que se mantengan las precauciones pertinentes para prevenir accidentes. En cuanto al aspecto de la silicosis, no existe riesgo si se toman las precauciones necesarias, entre las que se pueden mencionar el empleo de abrasivos -libres de sílica 0 el suministro de cascos de seguridad con alimentación forzada de aire. Para la limpieza por sopleteo en interiores es extremadamente importante el empleo de equipo de ventilación y extracción. Las consideraciones de seguridad no deben estar limitadas a riesgos al personal. Debe también tenerse cuidado de proteger la propiedad adyacente, particularmente maquinaria, equipo eléctrico, pintura, etc. El resguardo por envoltura es el método más común.

108
4.3.6.Preparación química. Toda superficie metálica que se va a recubrir tiene varios contaminantes, los cuales interfieren con la adhesión de la película de recubrimiento subsecuentemente aplicada o permiten la corrosión bajo la película (recubrimiento), provocando fallas prematuras de' los sistemas. Los contaminantes de superficie pueden agruparse en tres grupos: Grasas, aceite, polvo, provenientes del rolado, forjado, estirado y manejo de materiales. Herrumbre y escoria de laminación Estimulantes de herrumbre visibles e invisibles Para que -la pintura se adhiera al metal, debe ser capaz de humectar la superficie. La presencia de grasa, aceite y otras suciedades en la superficie reduce esta acción humectante y por tanto interfiere con la adhesión de la película del recubrimiento al metal. Las superficies metálicas generalmente están cubiertas con escoria de laminación, la cual es necesario remover antes de la aplicación del recubrimiento para garantizar al máximo la vida del mismo. La herrumbre puede ser clasificada con la escoria como un contaminante de superficie y su eliminación total es esencial para garantizar la vida útil de un recubrimiento. Los métodos de limpieza química mas usados son: 4.3.6.1.Enjuague y desengrasado con disolventes. Especificación SSIPC-SP-1 (Steel Structures Painting Council) La limpieza con disolventes se lleva a cabo con el fin de remover aceites, grasa y suciedad, antes de eliminar el resto de los contaminantes por cualquiera de los métodos de limpieza conocidos. Constituye una limpieza auxiliar previa o complementaria, que se efectúa en combinación con otros sistemas de preparación de superficies. Este tipo de limpieza regularmente no se realiza y es posible que sea más perjudicial que benéfica, si la operación no se lleva a cabo cuidadosamente. Este punto se refiere al hecho de que el disolvente empleado en la limpieza de la superficie pronto llega a estar contaminado con la suciedad removida y así, después de un tiempo corto, solamente redeposita aceite y grasa sobre la superficie. Por tanto, para que el método sea efectivo, debe emplearse constantemente disolvente limpio; esto implica el uso de grandes cantidades de materiales, lo que significa un costo elevado de limpieza.

109
4.3.6.2.Limpieza con vapor Se usa para limpiar superficies impregnadas de suciedad muy densa, combinando la temperatura y la velocidad del vapor húmedo con la acción del detergente de un álcali. Proporciona un grado de limpieza aceptable, que normalmente se combina con un cepillado final de la superficie, para eliminar toda la materia suelta o mal adherida, seguido de un enjuague con agua corriente para eliminar los residuos. 4.3.6.3.Limpieza alcalina La limpieza con álcali es mas eficiente, mas barata y menos peligrosa que la limpieza con disolventes. Se puede llevar a cabo por inmersión, espreado o restregado con cepillo. Su capacidad de limpieza se basa en su pH alto, por encima de 8.5. Los álcalis son limpiadores altamente efectivos. Remueven rápidamente aceites, grasa y todo tipo de suciedad. Su desventaja la representa la necesidad de realizar un enjuague acidulado al final de la operación y los altos costos que pueden alcanzar. 4.3.6.4.Limpieza ácida Este procedimiento está totalmente probado por años de experiencia, limpia el metal tratándolo con soluciones ácidas que contienen algunos disolventes tales como alcoholes, éteres, cetonas, etc. La limpieza con ácidos remueve de una manera efectiva grasas, aceites, suciedad y otros contaminantes de superficies. Además, promueve el grabado o anclaje de las superficies, mejorando sus propiedades de adhesión a la pintura. 4.3.6.5.Limpieza con disolventes emulsificables Los disolventes emulsificables remueven efectivamente películas pesadas de aceite, grasa, parafinas y otras substancias no deseadas. Los disolventes se pueden usar concentrados o diluidos en gas nafta o alguna otra fracción del petróleo y se aplican por aspersión o fregado. Requiere de un enjuague final con agua corriente para eliminar los residuos de los disolventes emulsificables. 4.3.6.6.Limpieza por inmersión en soluciones ácidas. Especificación SSPC-SP-8 (Steel Structures Painting Council) Es por definición la inmersión de objetos en ácidos diluidos. Es el proceso en el cual, los métales se sumergen en soluciones ácidas con el propósito de remover óxidos, escorias y cualquier contaminante de superficie. Los ácidos usados en el pickling comercial son: fosfórico, clorhídrico, nítrico, sulfúrico, fluorhídrico y mezclas de los mismos.

110
Los procedimientos anteriores tienen utilidad practica únicamente a nivel de taller y generalmente para piezas pequeñas y medianas. En el campo el único método de limpieza química que tiene que tiene utilidad, es el de la limpieza con disolventes, el cual se acostumbra antes de aplicar cualquier otro método de limpieza mecánico. 4.4. APILICACIÓN DE RECUBRIMIENTOS 4.4.1.Mezclado y adelgazamiento de recubrimientos Este tema resulta de suma importancia porque ha sido demostrado por infinidad de pruebas, que cualquier anomalía en alguno de los procesos arriba mencionados puede desembocar en fallas que alteran negativamente la vida útil de los recubrimientos. Una vez que el recubrimiento ha sido elaborado y aprobado por la compañía fabricante, generalmente no se entrega inmediatamente a los consumidores, sino que pasa por un corto periodo de almacenamiento. Una vez que el material se surte al cliente, en muchas ocasiones se almacena durante un periodo de tiempo antes de ser usado en aplicaciones para protección anticorrosiva. El tiempo transcurrido entre la manufactura del recubrimiento y su aplicación se denomina tiempo de almacenaje, el cual es importante, ya que tiene un efecto considerable en el comportamiento del recubrimiento a la hora de su aplicación. Todos los recubrimientos para protección anticorrosiva emplean en su formulación materias primas conocidas como pigmentos, los cuales con el tiempo tienden a precipitarse en menor o mayor grado, formando asentamientos, los cuales en el momento de la aplicación de los recubrimientos deben ser nuevamente mezclados cuidadosamente, hasta obtener un material homogéneo, con las mismas propiedades que presentaba el producto en el instante mismo de su fabricación. Un procedimiento adecuado de almacenamiento puede consistir en el cumplimiento de las siguientes recomendaciones: Los recubrimientos no deben almacenarse a la intemperie, ni en lugares excesivamente fríos, sobre todo si se trata de productos susceptibles a ser dañados por el frío, como es el caso de las emulsiones. Todos los recubrimientos deben estar almacenados preferentemente en lugares protegidos del intemperismo, pero bien ventilados y libres de calor excesivo, chispas, flamas y de los rayos directos del sol. Los envases que contienen el recubrimiento deben permanecer cerrados hasta el momento de su uso. Si por algún motivo alguno de los envases ha tenido que ser abierto (remover parte de su contenido o por inspección), el producto deberá usarse tan pronto como sea posible y con preferencia sobre el producto de los envases que han permanecido cerrados durante todo el tiempo.
111
Los envases deben almacenarse de tal forma que puedan ser volteados periódicamente sin ningún problema. Los intervalos de tiempo en que los envases deben voltearse, depende de la tendencia que presente el recubrimiento al asentamiento. Generalmente, se recomienda como buena práctica realizar la maniobra cada uno, dos o hasta tres meses. Esta operación tiene por objeto ayudar a la preservación de] pigmento en suspensión. Nunca permitir que un lote determinado de producto vaya siendo relegado por la presencia de nuevas remesas del mismo material, sino que dichas remesas deben almacenarse en forma tal que permitan que las antiguas existencias sean usadas primero. Los recubrimientos almacenados por largos periodos de tiempo deben ser examinados y probados antes de su uso para determinar si no han sufrido deterioro durante el almacenaje. 4.4.1.1.Operaciones de mezclado El mezclado es una operación importante e incluso fundamental en casi todos los procesos químicos, que implica la intima interposición de dos o mas componentes separados para formar un producto uniforme. En el caso específico de la industria de los recubrimientos, el mezclado es una operación necesaria ya que para una aplicación apropiada es necesario que el recubrimiento sea una mezcla homogénea, como lo era cuando fueron completados los procesos de su manufactura. En este estado, la consistencia de la formulación es * uniforme y los pigmentos están igualmente dispersados. Una vez que los pigmentos han sido completamente incorporados y el recubrimiento perfectamente mezclado, se pasa a través de un colador o malla fina, con el objeto de eliminar cualquier nata, grumo o materia extraña presente. En esta forma, el recubrimiento queda listo para ser adelgazado y posteriormente aplicado. El mezclado de los recubrimientos puede realizarse por medio de dos métodos: Manual - Se realiza introduciendo en el recipiente no mayor de 20 litros, una paleta o remo de madera (pueden utilizarse remos de otros materiales, pero por razones de seguridad la madera es el material mas usado) que se oscila vigorosamente sobre el borde del recipiente para producir la turbulencia necesaria para un buen mezclado. Este método presenta una desventaja en el tiempo y labor involucrados y se presenta la posibilidad de un mezclado deficiente. Mezclado mecánico - Emplea agitadores eléctricos y neumáticos y está reservado para recipientes grandes, donde se mueven volúmenes considerables de material. El empleo de este método asegura una buena homogeneización y disminuye considerablemente la posibilidad de un mezclado deficiente.

112
4.4.1.2.Operaciones de adelgazamiento Una vez que el recubrimiento está adecuadamente mezclado, el adelgazamiento o ajuste de viscosidad del mismo se convierte en la parte medular del procedimiento de acondicionamiento del material para su aplicación. El adelgazamiento de los recubrimientos es muy importante y debe ser llevado a cabo de acuerdo a las instrucciones proporcionadas por los fabricantes de los mismos. Lo deben realizar personas capacitadas y no deberá ser relegado a personal sin experiencia. Al ajustar la viscosidad de un recubrimiento se deben tener en mente dos factores de vital importancia: El empleo del adelgazador apropiado. La adición de la cantidad adecuada de adelgazador, con base en el método de aplicación a ser usado. Los adelgazadores pueden no ser añadidos, a menos que sea necesario para la adecuada aplicación del recubrimiento. La mayor parte de los materiales surtidos hoy en día son adelgazados. La cantidad de adelgazador necesaria depende del método de aplicación seleccionado, siendo mayor el porcentaje de adelgazamiento en las aplicaciones por aspersión. En la aplicación de un recubrimiento existe un factor muy importante que es vigilado y controlado por la persona encargada de las operaciones de aplicación, la cual se requiere sea de mucha experiencia y tenga buenos conocimientos sobre recubrimientos anticorrosivos. Este factor se refiere al espesor óptimo de película que deberá ser aplicado sobre la superficie, para asegurar una protección óptima y duradera contra los problemas de corrosión y deterioro prematuro. Si el recubrimiento se adelgaza excesivamente, los requerimientos de espesor de película aplicada por capa no se cumplen, lo que origina que la superficie recubierta no quede lo suficientemente protegida, a menos que se depositen un mayor número de capas o manos de recubrimiento sobre ella. Este factor se denomina "construcción de película por capa". Generalmente, la cantidad de adelgazador necesaria para lograr la consistencia (viscosidad) óptima de aplicación no excede de¡ 25% de la cantidad de recubrimiento, a menos que se trate de una formulación tipo laca, las cuales se formulan intencionalmente para aceptar una gran cantidad de adelgazador. Para aplicación con brocha o rodillo, la viscosidad de¡ recubrimiento debe ser equivalente a 50-60 segundos en copa Ford No. 4; para aplicación por aspersión con aire, la consistencia debe ser equivalente a 22-28 segundos en copa Ford No. 4. En trabajos de campo, la viscosidad de aplicación se obtiene con base en la experiencia en el trabajo.

113
4.4.2.Métodos de aplicación de recubrimientos La aplicación adecuada de un recubrimiento es una operación delicada, que debe llevarse a cabo con mucho cuidado, ya que en ella descansa gran parte del éxito de un sistema de recubrimiento para protección anticorrosiva. Esta aplicación puede llevarse a cabo a través de varios métodos específicos, cada uno de los cuales requiere de técnicas y cuidados diferentes, pero todos tienen como finalidad depositar sobre una superficie una cierta cantidad de recubrimiento en forma de película, que servirá como aislante entre la superficie y el medio ambiente, evitando así el deterioro o destrucción prematura de la misma por la acción corrosiva desarrollada por el medio. Para obtener una vida satisfactoria del sistema de recubrimiento, es estrictamente necesario observar cuidadosamente una serie de reglas antes, durante y después de la aplicación del recubrimiento. Entre las más importantes y que requieren atención especial se tienen las siguientes:
• Una vez que se ha comprobado que el recubrimiento a ser aplicado es el adecuado y corresponde a la especificación establecida para ése medio de exposición, tipo de servicio y que el tipo de preparación de superficie es el adecuado, se debe vigilar que el recubrimiento esté debidamente mezclado y adelgazado con las recomendaciones del fabricante.
• Se debe tener cuidado que las superficies estén perfectamente secas. • No se debe aplicar ningún tipo de recubrimiento en presencia de lluvia,
humedad excesiva o cuando la temperatura ambiente sea menor de 10 grados centígrados.
• Se debe verificar cuidadosamente el equipo de aplicación para asegurarse que esté completamente limpio y libre de contaminación.
• En ambientes donde la humedad relativa está por debajo del 80% las condiciones se consideran satisfactorias para las operaciones de pintura. Cuando la humedad relativa es alta, es muy probable que se presente condensación si la temperatura de la superficie metálica está ligeramente abajo de la temperatura del aire.
• La aplicación del recubrimiento debe hacerse de manera uniforme, de tal forma que la capa de recubrimiento depositada sobre la superficie tenga el misma espesor y esté libre de poros. Si la superficie es rugosa, picada o pobremente preparada, se recomienda la aplicación con brocha de un recubrimiento primario.
• Si la superficie está perfectamente preparada se recomienda la aplicación del recubrimiento primario por aspersión, lo cual dará exactamente el mismo resultado que la aplicación con brocha, con la ventaja adicional de que la aplicación resulta uniforme en el espesor de película depositada sobre la superficie; además las marcas o surcos dejados por la brocha se evitan eliminando así un riesgo muy común en la aplicación de recubrimientos con brocha, ya que se ha comprobado que el agotamiento del recubrimiento

114
ocurre precisamente en el fondo de los surcos o marcas de la brocha debido a que representan la parte más delgada de la película de recubrimiento.
• Debe tenerse siempre presente una relación del tiempo de secado entre capas, de tal forma que la película de recubrimiento aplicada tenga un período de endurecimiento apropiado antes de que se aplique sobre ella otra capa del mismo recubrimiento o de otro tipo.
• Cuando se termina un trabajo de aplicación de recubrimientos anticorrosivos, se debe permitir al sistema secar tanto como sea posible antes de su exposición al tipo de servicio al que va a estar destinado. La exposición del recubrimiento fresco a un ambiente severo tiene un efecto deteriorante sobre su vida útil, lo cual no puede remediarse en las operaciones desarrolladas en el campo bajo condiciones prácticamente severas.
• Si la superficie fue preparada con chorro de abrasivo (arena ) el recubrimiento no deberá aplicarse después de 3 horas de efectuada la limpieza, debido a los posibles efectos de corrosión en la superficie. Si las condiciones ambientales son críticas, este tiempo es menor y deberá establecerse en la localidad.
4.4.2.1.Aplicación con brocha de pelo La aplicación con brocha es un procedimiento que ha sido utilizado durante muchos años, no obstante, es necesario puntualizar algunos aspectos. En comparación con otros métodos resulta excesivamente lento, por lo que debe preferirse para áreas pequeñas o de conformación difícil; además, presenta dificultad para un eficiente control de espesores de película. Entre sus ventajas más sobresalientes se pueden mencionar las pérdidas mínimas de material y la fácil humectación, aún en áreas difíciles, además que los costos por equipo son mínimos. Selección de la brocha El tamaño de la brocha dependerá del área por recubrir; las de tamaños reducidos se utilizan en áreas pequeñas o intrincadas (de difícil acceso), las más anchas se utilizan en áreas extensas, preferentemente planas. En la selección de una brocha es también importante conocer el tipo de material de que están hechas las cerdas; la máxima eficiencia de aplicación se obtiene con brochas de pelo de caballo, aún cuando en ciertos casos se puede utilizar una combinación de esta cerda natural y fibra sintética, con la consecuente disminución en la eficiencia de aplicación. 4.4.2.2.Aplicación con rodillo Los rodillos son dispositivos que reducen considerablemente el tiempo de aplicación en superficies planas. En el mercado existe gran variedad de formas y tamaños. Los rodillos generalmente se construyen de lana natural, aunque con frecuencia se le combina con fibras sintéticas.

115
4.4.2.3.Aplicación por aspersión Este método de aplicación se desarrolló ante la necesidad imperiosa de incrementar las velocidades de aplicación y mejorar el control de espesores y la eficiencia en general. El principio fundamental de la aplicación por aspersión está basado en la fina atomización del recubrimiento, proyectando la niebla resultante hacia el objeto por recubrir. Los primeros equipos de aspersión utilizaron aire comprimido como medio de atomización y no obstante que a la fecha es el procedimiento más utilizado, se han desarrollado otros métodos de aspersión, tales como la aspersión por vapor y la aspersión sin aire (airless), pero en algunos de ellos su alto costo o dificultad de manejo han limitado su popularización. Aplicación por aspersión con aire Este método de aplicación es el más usado. El manejo del equipo necesario no es problemático, aunque si requiere de una serie de cuidados básicos que deben tenerse siempre en mente y que se mencionarán a continuación. El equipo de aplicación por aspersión con aire considera los siguientes componentes: pistola de aspersión, recipiente para material (olla o vaso), mangueras (para aire y material), filtro de aire, reguladores de presión de aire con manómetro, compresor de aire, accesorios (conexiones, etc.) y equipo de seguridad. En la Figura 4.3 se ilustran los principales componentes de una pistola de aplicación por aspersión convencional con aire. 4.4.2.4.Recomendaciones para la aplicación por aspersión con aire Dado el número de variables que se manejan durante la aplicación de un recubrimiento por aspersión con aire, como son la presión del aire de atomización, la presión y el gasto de fluido, la consistencia o viscosidad del mismo, la rapidez en el movimiento de la pistola, la distancia de la pistola a la superficie, etc., el obtener espesores uniformes, correctamente aplicados, dependerá fundamentalmente de la experiencia.

116
Figura 4.3 Pistola para la atomización convencional con aire, sin aireo mediante
presión hidráulica de recubrimientos. Para la con equipo de alimentación por succión, el suministro de aire debe ajustarse a una presión de atomización adecuada, que para la mayoría de los recubrimientos es del orden de 40 a 50 lbs/pulg2. Girando los tornillos de regulación de aire y fluido se ajustan los suministros hasta obtener un patrón de aplicación que coincida con el que se muestra en la Figura 4.4. A pesar de que la aplicación de recubrimientos anticorrosivos por aspersión requiere de una mayor cantidad de equipo y un mayor control y experiencia, la aspersión representa el método más rápido y eficiente y por lo tanto el más usado. 4.4.2.5.Aplicación por aspersión sin aire El método de aplicación por atomización sin aire se originó como consecuencia de la necesidad de depositar sobre las superficies espesores de película lo suficientemente gruesos, mediante una sola pasada o mano de recubrimiento. Además, en este método de aplicación sobresale la característica de la limpieza con la que se llevan a cabo las operaciones de aplicación, gracias al mínimo de rocío o rebote que se origina, lo que ocasiona también un mínimo de pérdidas por desperdicio de material. Este tipo de aplicación se recomienda para acabados en interiores o espacios cerrados.

117
Figura 4.4 Patrones de atomización: A) normal; B) con poros; Q desigual
produciendo; D) boquilla en ángulo produciendo sobreatomización; E) sobreatomización.
En el proceso de rociado con aire comprimido, algo del material de recubrimiento es llevado por el aire a una cierta distancia dentro de la atmósfera, con la consecuente pérdida de material de recubrimiento. El método de rociado sin aire no requiere aire comprimido para la atomización (se elimina el aire como elemento de presión), en cambio utiliza las fuerzas producidas al forzar el material a presión a través de un orificio muy fino. La aplicación con equipo sin aire ofrece un medio rápido de recubrir grandes superficies con un mínimo de exceso de rocío o rebote, lo que significa un trabajo limpio y con menos pérdidas. Como no emplea chorros de aire, tiene la ventaja de simplificar el sistema de extracción de gases y la renovación de aire en la caseta de aplicación, si se toma en cuenta que en los sistemas convencionales una parte de recubrimiento se atomiza con 99 partes de aire. La atomización producida tiene un patrón húmedo completo para la formación rápida de la película y una mayor penetración de la superficie, lo que asegura su adherencia al sustrato. Otra ventaja muy importante y es la sencillez del equipo de aplicación, el cual consiste únicamente en una bomba operada ya sea por aire o eléctrico/hidráulica, la cual pasa el fluido a la pistola por medio de una sola manguera, que siendo única y de diámetro pequeño, facilita la manipulación de la pistola y provee maniobrabilidad y una operación descansada. 4.4.2.6.Aplicación por aspersión electrostática En los últimos años el empleo de los métodos de aplicación por el sistema electrostático ha ido en aumento, particularmente en los casos de producción en serie, debido en primer lugar al ahorro considerable de recubrimiento, comparado con los métodos tradicionales de aplicación por aspersión, en los cuales se puede
118
decir que de cada tres partículas de recubrimiento atomizadas, dos van hacia el objeto a recubrir y la otra se pierde. El sistema electrostático consiste básicamente en atraer eléctricamente las pequeñas partículas de recubrimiento, tal como los imanes atraen a las partículas de fierro, lo cual se logra mediante la creación de un campo electrostático de alto voltaje entre el atomizador y las piezas por recubrir. Otras de las ventajas de este método de aplicación son la reducción del costo de mano de obra y la facilidad de aplicación sobre objetos con superficie discontinua, tales como rejillas, en las cuales la aplicación por pistola de aire arrojaría fácilmente pérdidas hasta de un 80%, mientras que con este método se reducen a un 10% máximo. 4.4.2.7.Otros métodos de aplicación Existen otros métodos de aplicación de recubrimientos que serán mencionados como información, pero no se describen. Sin embargo, cabe hacer notar que algunos de estos métodos se usan en buena escala para aplicaciones en taller o fábrica y de entre ellos sobresalen los electrostáticos, para aplicar tanto recubrimientos líquidos, como en polvo y la aplicación por inmersión:
• Aplicación por aspersión en caliente. • Aplicación por aspersión de doble alimentación. • Aplicación por inmersión. • Aplicación por sistema de flujo. • Aplicación por rodillos. • Aplicación por el sistema de cortina. • Aplicación por baño giratorio. • Aplicación por el método del lecho fluidizado. • Aplicación por el método de pulverización electrostática. • Aplicación por el método del lecho fluidizado electrostático.
Los tres últimos métodos corresponden a la aplicación de recubrimientos en polvo. 4.4.3.Procedimientos de inspección de recubrimientos Considerando la gran diversidad de factores y condiciones involucradas en un trabajo de pintura, desde la preparación de la superficie, hasta la obtención del sistema de recubrimiento en condiciones de operación, es absolutamente indispensable llevar un control estricto y adecuado en cada una de las actividades. El propósito de la inspección es asegurarse que ciertas especificaciones previamente establecidas para todos y cada uno de los pasos involucrados se cumplan satisfactoriamente. El trabajo de inspección es muy solicitado por el comprador del servicio, para asegurarse que no recibe menos de lo que él ha especificado. El recubrimiento, el

119
mezclado y adelgazamiento del mismo, la preparación de la superficie, las condiciones ambientales y el manejo de las superficies recubiertas son algunas de las variables que deben ser cuidadosamente controladas si se quieren obtener recubrimientos duraderos. Desafortunadamente para el comprador, la apariencia final de un trabajo pobre puede ser aproximadamente la misma que la de un trabajo ejecutado con el máximo cuidado. Una vez que el recubrimiento está aplicado sobre la superficie y se verifica que el espesor de película depositado concuerda con lo establecido en las especificaciones, se procede a verificar sus propiedades finales. En esta inspección es importante considerar las siguientes características: Tiempo de secado.- Una vez transcurrido el tiempo de secado establecido en la especificación correspondiente, la película debe soportar la máxima presión del dedo pulgar sin presentar deformaciones, huellas o desprendimientos.- Además, no se deben detectar reblandecimientos u olores a disolvente. Apariencia final.- La superficie debe lucir uniforme, libre de grumos, pliegues o deformaciones. Espesor de película seca.- El espesor de película seca se determina nuevamente durante la inspección. Dicha determinación se hace con ayuda de medidores de película seca del tipo microtest, elcómetro o digitales. Adherencia.- Esta característica se refiere a la capacidad que tienen los recubrimientos para adherirse y permanecer sobre la superficie una vez que se aplicaron. El procedimiento mas común y efectivo para determinar la adherencia de un recubrimiento, consiste en cuadricular la superficie del recubrimiento en varios puntos al azar, con la ayuda de una cuchilla fina, procurando llegar con las incisiones hasta el sustrato metálico. Posteriormente, se cubre el cuadriculado con cinta adhesiva, procurando un contacto íntimo entre la cinta y el recubrimiento. Enseguida se desprende la cinta súbitamente y se observa la cantidad de material removido. Si el área que ocupa la película removida excede del 5%, se considera que el material no pasa la prueba Continuidad de película.- Si se considera que una mayor continuidad o ausencia de poros en una película de recubrimiento, representa una barrera mas eficiente contra los agentes de la corrosión, es conveniente verificar esta característica con la ayuda de equipos especiales los equipos usados son de¡, tipo Tinker and Razor, modelo M-1. Esta característica se determina aplicando una diferencia de potencia¡ entre el sustrato metálico y la superficie del recubrimiento, dado que este último es un
120
material dieléctrico, la corriente pasará únicamente cuando existan poros, fallas y discontinuidades en el mismo. Inspección a largo plazo.- Se debe establecer un programa de inspección periódica, con la finalidad de contar con un control estadístico de los sistemas de recubrimiento. Para ello, es conveniente que con una periodicidad de un mes, se inspeccionen las áreas recubiertas, en lo referente a posibles efectos de corrosión, pérdida de adherencia, ampollamiento, caleo y comportamiento general.

121
5. PROTECCIÓN CATÓDICA La protección catódica es el más importante de todos los métodos para el control de la corrosión. Por medio de una corriente eléctrica aplicada externamente, la corrosión es reducida virtualmente a cero, y una superficie metálica puede mantenerse en un ambiente corrosivo sin deterioro por un tiempo indefinido. La base de la protección catódica es mantener la polarización del cátodo, usando una corriente externa, de tal manera que ambos electrodos (cátodo y ánodo) obtienen el mismo potencial y por lo tanto la corrosión no ocurre. Esta acción se lleva a cabo suministrando una corriente externa al metal que se está corroyendo, sobre la superficie del cual operan celdas de acción local. La corriente sale del ánodo auxiliar (compuesto de cualquier conductor metálico o no -metálico) y entra a ambas áreas, la catódica y la anódica de las celdas de corrosión del metal que se quiere proteger, retornando a la fuente de corriente directa. Cuando las áreas catódicas están polarizadas por la corriente externa, al potencial de circuito abierto de los ánodos, toda la superficie del metal está al mismo potencial y la corriente de acción local no fluye por más tiempo. El metal, por tanto, no puede corroerse mientras se mantenga la corriente externa. En otras palabras, la protección catódica se puede definir como un método o sistema para reducir la corrosión de una estructura metálica convirtiendo la estructura completa en el cátodo de una celda de corrosión galvánica o electrolítica. La corriente directa, ya sea generada por una celda galvánica o alimentada a la celda electrolítica desde una fuente externa, fluye hacia la estructura protegida, venciendo cualquier corriente que pudiera ser creada por la formación natural de las celdas de corrosión, donde la estructura sería un ánodo, ya que la corriente fluye de la estructura al electrolito, la corrosión no puede ocurrir. Como ya fue mencionado, el mecanismo de protección depende de una corriente externa que polariza los elementos catódicos de las celdas de acción local, al potencial de circuito abierto de los ánodos. La superficie total llega a ser equipotencial (los potenciales de cátodos y ánodos son iguales), y en esta forma las corrientes de corrosión ya no fluyen. Visto en otra forma, con un valor lo suficientemente alto de densidad de corriente externa, una corriente positiva neta entra al metal en todas las regiones de la superficie metálica (incluyendo las áreas anódicas) y así no hay tendencia para que los iones metálicos entren a la solución. En la práctica, la protección catódica puede aplicarse para proteger metales tales como aceros (desnudos o embebidos en concreto), cobre, plomo y bronce, contra la corrosión en todo tipo de suelos y en casi todos los medios acuosos. La corrosión por picadura puede prevenirse en metales pasivos, como los aceros inoxidables o el aluminio. Puede usarse efectivamente para eliminar el agrietamiento por corrosión bajo tensión (esfuerzo), por ejemplo, de bronce, acero medio, aceros inoxidables, magnesio, aluminio; la fatiga por corrosión de la mayoría de los metales

122
(no la fatiga mecánica), la corrosión intergranular del dura-aluminio, acero inoxidable 18-8, etc. o la dezincificación del bronce. La protección catódica no puede usarse para evitar la corrosión en tanques de almacenamiento para agua arriba del nivel, debido a que la corriente impresa no puede alcanzar las áreas del metal que están fuera de contacto con el electrolito. 5.1. HISTORIA DE LA PROTECCIÓN CATÓDICA En 1824, Sir Humphry Davy reportó que el cobre pudo ser protegido exitosamente contra la corrosión, por apareamiento con hierro o zinc. En ése momento se recomendó la protección catódica de barcos con casco de cobre, empleando blocks de sacrificio de fierro, el cual sería atacado, en la relación de fierro a superficie de cobre de aproximadamente de 1 a 100. En la práctica, en el agua de mar la velocidad de corrosión del cobre se redujo apreciablemente, tal y como Davy lo había predicho, pero infortunadamente, el cobre protegido catódicamente esta sujeto a la incrustación de organismos marinos, contrariamente a su comportamiento cuando está sin proteger, donde suministra una concentración suficiente de iones de cobre para envenenar los organismos parásitos. En 1829 Edmund Davy protegió exitosamente el acero por medio de blocks de zinc y en 1840 Roberto Mallet produjo una aleación de zinc particularmente adecuada, como un ánodo de sacrificio. La protección catódica total de barcos que viajan por los mares se exploró por segunda ocasión hasta aproximadamente 1950, por parte de la marina canadiense. 5.2. PRINCIPIOS DE LA PROTECCIÓN CATÓDICA La corrosión es un proceso electroquímico en donde una estructura metálica está sujeta a una pérdida de metal, causada por una descarga de corriente de la estructura al electrolito circundante. Se pueden presentar muchas formas de corrosión debido a diversos factores y especialmente en estructuras enterradas debido al par galvánico activo. Para formar la celda galvánica o electrolítica protectora se requieren los mismos cuatro elementos que para la celda de corrosión de formación natural: un ánodo, un cátodo, un electrolito y un circuito para la corriente. El cátodo es la estructura protegida, la cual debe ser eléctricamente continua para asegurar una protección completa. El electrolito conductor es el ambiente mismo del suelo corrosivo. El ánodo y el circuito para la corriente o trayectoria de retorno de la corriente se adicionan, como se muestra en la Figura 5.1. Para crear la celda galvánica, se seleccionan los ánodos de la serie galvánica para generar la corriente necesaria. Para crear una pila o celda de corrosión electrolítica se utiliza una fuente externa de corriente directa. En cualquier caso, los ánodos

123
instalados son barras o varillas de metal destinadas a corroerse. Después de varios años de servicio, se puede requerir el reemplazo de los ánodos.
Figura 5.1. Metal protegido contra de la corrosión mediante una batería y un
ánodo inerte. El diseño de sistemas de protección catódica efectivos, económicos y factibles, es una tarea que debe ser realizada por un ingeniero en corrosión calificado. Los ejemplos en este capítulo, no se intentan como referencia para el diseño, sino preferentemente para dar una semblanza de los procedimientos y equipo utilizado, así como para mostrar que hay un sistema específico de diseño. Los detalles, tales como tamaño y material de los ánodos y el diseño de la caja termina¡, deben variar considerablemente de una instalación a otra, con objeto de alcanzar la máxima protección y la mayor economía. Los sistemas que incorporan protección catódica requieren monitoreo y mantenimiento periódico, para asegurar que se ha suministrado la protección adecuada; por lo que los propietarios de los sistemas deben ser notificados al respecto. Para explicar los principios de la protección catódica se considera la corrosión de un metal (Me) típico en un medio ácido. Las reacciones electroquímicas son la disolución del metal y el desprendimiento de hidrógeno (Ec. 5.1 y 5.2).
Me→ Men+ + ne- (5.1)
2H+ +2e- → H2 (5.2) Una protección catódica se logra si los electrones viajan hacia la estructura metálica a proteger, ya que al examinar las reacciones anteriores se observa que la adición de electrones a la estructura tiende a suprimir la disolución del metal y a acelerar la producción de hidrógeno. Si se considera que la corriente eléctrica fluye de positivo a negativo, como en la teoría electrónica convencional, entonces una estructura estará protegida si la corriente eléctrica entra desde el electrolito a la estructura. Si

124
sucediera lo contrario, es decir la corriente pasara del metal al electrolito, ocurriría una corrosión acelerada. 5.3. MÉTODOS DE PROTECCIÓN CATÓDICA Existen dos métodos para proteger catódicamente una estructura, ambos muy efectivos y con aplicaciones particulares que pueden complementarse para lograr una máxima protección: Sistema de ánodos galvánicos y Sistema por corriente impresa. 5.3.1.Sistema de ánodos galvánicos Este método de protección se conoce también como sistema de ánodos de sacrificio. Los sistemas galvánicos de protección catódica hacen uso de los pares galvánicos de corrosión que se crean cuando se conectan eléctricamente dos metales diferentes en un electrolito común. En la Figura 5.2 se muestra el fundamento de una protección catódica galvánica. La diferencia del potencial se logra por el potencial galvánico natural que existe entre el magnesio y el hierro. De la serie electromotriz o galvánica, (Tabla 1.1), se puede ver que el potencial del hierro respecto a un electrodo de referencia de cobre/sulfato de cobre es de -0.5 volts, mientras que el del magnesio es de –1.75 volts. Esencialmente ésta es la batería que proporciona el voltaje. El fierro es positivo con respecto al magnesio. Por lo tanto, el flujo de corriente convencional en el circuito metálico es en el sentido del hierro (+), hacía el magnesio
Figura 5.2 Protección catódica por ánodos galvánicos

125
La corriente sale del ánodo (causando una pérdida de metal y corrosión) y entra al electrolito. La corriente fluye por el electrolito y entra al cátodo sin causar corrosión, dándole de esta forma, protección catódica por medios galvánicos. Con este concepto se puede lograr una protección contra la corrosión causada por los pares galvánicos, al colocar barras de metal electroquímicamente activas (ánodos), a estructuras sumergidas o enterradas, que son menos activas (cátodos). Los ánodos descargan corriente, se corroen y protegen de la corrosión a la estructura a la cual están conectados. Los metales de sacrificio usados para protección catódica son principalmente magnesio y sus aleaciones y en último caso zinc y aluminio. Los ánodos de sacrificio sirven esencialmente como fuente de energía eléctrica portátil. Se usan particularmente donde no se dispone fácilmente de fuerza eléctrica o en situaciones donde no es conveniente o económico instalar líneas de fuerza o en su defecto, cuando se desea proteger tramos de tuberías pequeños. La diferencia de potencial de un circuito abierto del magnesio respecto al acero es de aproximadamente 1 voltio, de tal forma que solamente una longitud limitada de una línea de tubería, puede ser protegida por medio de un solo ánodo, particularmente en suelos de alta resistividad. Este voltaje bajo es algunas veces una ventaja sobre voltajes impresos más altos, ya que el peligro de sobreprotección hacia algunas porciones del sistema es menor, y siendo que la corriente total por ánodo es limitada, el peligro de daño por "corrientes vagabundas" o problemas de interferencia a estructuras metálicas unidas se reduce. El potencial del zinc es menor que el del magnesio y por lo tanto la corriente de salida por el ánodo es también menor. Generalmente, se especifica un zinc de alta pureza para evitar una polarización anódica significativa, que trae como consecuencia la reducción de la corriente de salida, que es originada por la acumulación de productos de reacción del zinc aislantes y adherentes sobre zinc comercial. Esta tendencia es menos pronunciada en el zinc de alta pureza. El aluminio opera teóricamente a un voltaje entre el magnesio y el zinc. Tiende a ser pasivo en agua o en suelos, con acompañamiento de cambio de potencial a un valor cercano al potencial del acero, "donde deja de funcionar como un electrodo de sacrificio". En estos casos, si se quiere evitar la pasividad, es necesario rodear al electrodo con un ambiente químico especial rico en cloruros; sin embargo, tal ambiente llamado relleno (backfill), es solamente una medida temporal. En agua de mar, la pasividad se evita mejor por medio de la selección de aleaciones. El aluminio aleado con 0.10% de estaño, seguido por un tratamiento térmico a 620°C durante 16 horas y enfriado en agua, disminuye mucho la polarización anódica en soluciones de cloruro. El potencial de corrosión de la aleación anterior en cloruro de sodio 0.10 N es de -1.20 V y 0.50 V , para el aluminio puro. Algunos ánodos de

126
sacrificio de aluminio contienen aproximadamente 0.10% de estaño y 5.00% de zinc, otra composición contiene 0.60% de zinc. 0.04% de mercurio y 0.06% de fierro. Tales aleaciones en la forma de ánodos de sacrificio tienen anualmente un consumo aproximado de 5200 toneladas en los Estados Unidos. La mayor parte de los ánodos de sacrificio son de magnesio y a menudo están aleados con 6.0% de aluminio y 3.0% de zinc para reducir el ataque por picadura e incrementar la eficiencia de corriente. Usando magnesio de alta pureza, con un contenido aproximado de 1.00% de manganeso, se obtiene la ventaja de un potencia, más alto. La eficiencia práctica de ánodos de magnesio promedia aproximadamente 500 Amp-hr/libra, comparada a la eficiencia teórica de 1000 Amp-hr/libra. En la Figura 5.3 se ilustra un ánodo de magnesio instalado en un tanque de acero para agua caliente. El magnesio es anódico con respecto al acero y se corroe en la celda galvánica magnesio (ánodo) - fierro (cátodo). En este caso particular, se describe un ánodo de sacrificio o ánodo sacrificado, ya que se destruye durante el tiempo de protección al acero.
Figura 5.3 Ejemplo de un sistema de protección catódica a base de ánodos
galvánicos (magnesio). Este tipo de protección también se usa para proteger una tubería enterrada. En la Figura 5.4 se observa el dispositivo de protección catódica para una línea de tubería bajo tierra. Se colocan varios ánodos a lo largo de la tubería para lograr una distribución uniforme de la corriente. La determinación de las corrientes de protección es empírica. Los valores mostrados en la Tabla 5.1 se emplean comúnmente y

127
representan los requerimientos típicos de corriente para la protección catódica del acero.
Figura 5.4 Protección catódica a base de ánodos galvánicos en el que se
muestra un punto de prueba para medición. La densidad de corriente de protección contra medios agresivos, como ácido caliente, requiere valores muy altos, mientras que se necesitan corrientes más bajas para proteger el acero en medios menos agresivos. Los valores anotados son típicos promedio de las corrientes de protección, pero hay que tener presente que en aplicaciones específicas pueden variar considerablemente. En algunos suelos muy ácidos se requieren corrientes de 10-15 mA/pie2 para reducir la corrosión de estructuras de acero a un nivel aceptable, mientras que para proteger una tubería con recubrimiento orgánico, se requiere mucho menos corriente, ya que solo hay que proteger algunas zonas descubiertas ocasionadas por fallas de aplicación o por daños durante las maniobras.
Tabla 5.1. Proteccion catódica del acero
ESTRUCTURA AMBIENTE CONDICIONES DENSIDAD DE CORRIENTE
(mA/pie2)
Tanque Ácido sulfúrico caliente Estático 30,000-50,000
Líneas de tanques de almacenamiento Bajo tierra (suelos) Estático 1-3
Líneas de tubería Agua fresca Fluido 5-10 Calentadores
de agua. Agua fresca y
caliente. Flujo lento 1-3
Piletas Agua de mar ( oleaje) Movimiento 6-8

128
En la gran mayoría de los casos, durante las operaciones de protección catódica se requieren ajustes del tamaño de ánodo y del valor del voltaje aplicado, hasta que se llegue al nivel de protección deseado. Un método no-empírico y más rápido, es medir el potencial electroquímico de la estructura a proteger con un electrodo de referencia adecuado. Esta medición se realiza con un voltímetro de alta resistencia interna: se coloca el electrodo de referencia sobre el suelo o mejor sobre una esponja impregnada de solución salina para mejorar el contacto eléctrico con el suelo y se determina fácilmente la densidad de corriente catódica necesaria para polarizar la tubería. En la Figura 5.5 se ilustra el procedimiento antes mencionado. En el caso de ánodos de sacrificio, como el magnesio, la medición es la misma y sirve para determinar el número y el tamaño de los ánodos necesarios para lograr una protección total. Es necesario efectuar un control programado de los potenciales a lo largo de una tubería o de estructuras más complejas, para determinar la uniformidad de la corriente aplicada.
Figura 5.5 Medición del potencial de corrosión electroquímico de la estructura
a proteger, con un electrodo de referencia. La selección de un ánodo galvánico se efectúa a partir de consideraciones de ingeniería y económicas. El magnesio es el ánodo galvánico más utilizado; su eficiencia es baja (50%), pero su potencial es fuertemente electronegativo y produce una alta densidad de corriente. En la Tabla 5.2 se comparan algunos tipos de ánodos galvánicos. 5.3.1.1.Material de relleno En aplicaciones subterráneas el suelo no es homogéneo (aunque aparentemente parezca si serio), y los productos de corrosión que se forman, no se pueden predecir, debido a la gran diversidad de medios ambientes en los cuales pueden estar instalados. Por lo tanto, si los ánodos se instalan descubiertos, se pueden formar productos de corrosión que pueden volver pasivo al ánodo, o podrían causar un
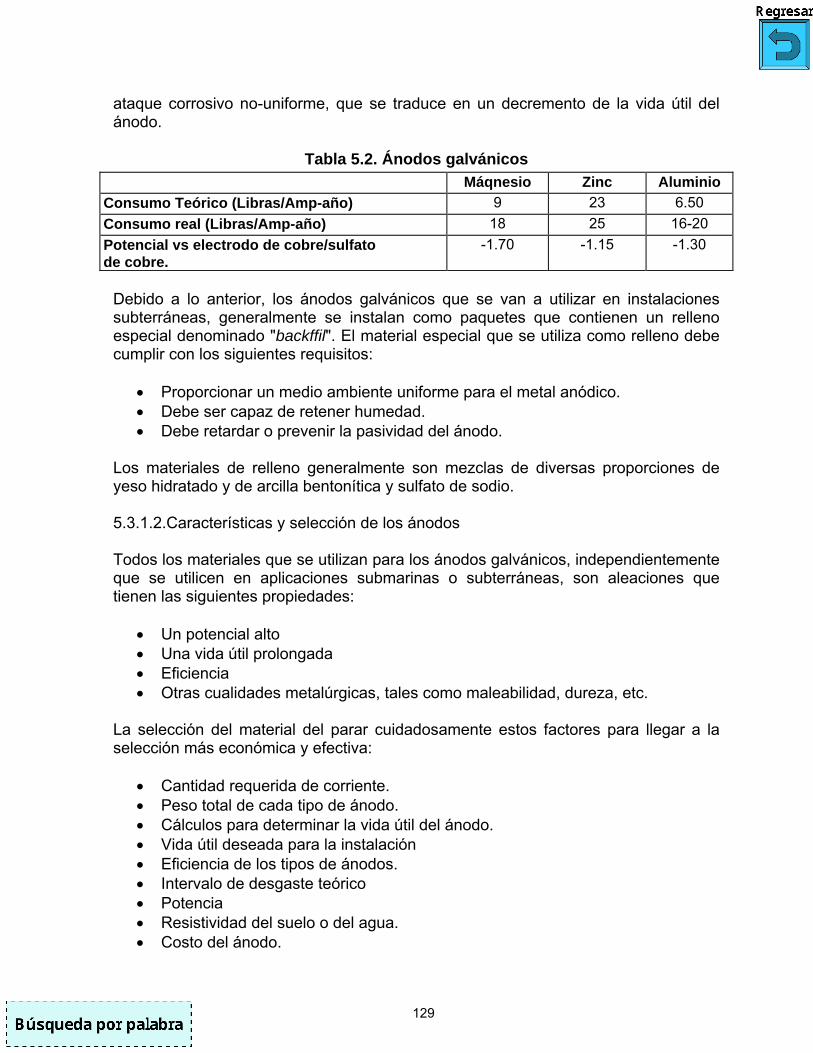
129
ataque corrosivo no-uniforme, que se traduce en un decremento de la vida útil del ánodo.
Tabla 5.2. Ánodos galvánicos Máqnesio Zinc Aluminio
Consumo Teórico (Libras/Amp-año) 9 23 6.50 Consumo real (Libras/Amp-año) 18 25 16-20 Potencial vs electrodo de cobre/sulfato de cobre.
-1.70 -1.15 -1.30
Debido a lo anterior, los ánodos galvánicos que se van a utilizar en instalaciones subterráneas, generalmente se instalan como paquetes que contienen un relleno especial denominado "backffil". El material especial que se utiliza como relleno debe cumplir con los siguientes requisitos:
• Proporcionar un medio ambiente uniforme para el metal anódico. • Debe ser capaz de retener humedad. • Debe retardar o prevenir la pasividad del ánodo.
Los materiales de relleno generalmente son mezclas de diversas proporciones de yeso hidratado y de arcilla bentonítica y sulfato de sodio. 5.3.1.2.Características y selección de los ánodos Todos los materiales que se utilizan para los ánodos galvánicos, independientemente que se utilicen en aplicaciones submarinas o subterráneas, son aleaciones que tienen las siguientes propiedades:
• Un potencial alto • Una vida útil prolongada • Eficiencia • Otras cualidades metalúrgicas, tales como maleabilidad, dureza, etc.
La selección del material del parar cuidadosamente estos factores para llegar a la selección más económica y efectiva:
• Cantidad requerida de corriente. • Peso total de cada tipo de ánodo. • Cálculos para determinar la vida útil del ánodo. • Vida útil deseada para la instalación • Eficiencia de los tipos de ánodos. • Intervalo de desgaste teórico • Potencia • Resistividad del suelo o del agua. • Costo del ánodo.

130
• Costos de embarque. Disponibilidad de material. Experiencia requerida para instalar el sistema de ánodos galvánicos. Es probable que para cada instalación cambie el orden de prioridad de cada uno de los factores anteriores. 5.3.1.3.Ventajas y Desventajas de los ánodos galvánicos Ventajas
• Son independientes de cualquier fuente de energía eléctrica. • Su instalación es relativamente sencilla, pudiéndose hacer modificaciones
hasta obtener el efecto deseado. • No existe posibilidad de que dañen estructuras vecinas, debido a que la
entrega de corriente en cualquier punto es baja. • La entrega de corriente no puede ser controlada. Sin embargo, existe una
tendencia a que su corriente sea auto-ajustable, ya que si las condiciones cambian de tal forma que el material a ser protegido se vuelva menos positivo, entonces la entrega de corriente del ánodo aumenta. Al seleccionar el material, es posible asegurar que el metal de la estructura no pueda llegar a un potencial lo suficientemente negativo como para dañar los recubrimientos.
• Pueden ser unidos por pernos o soldados directamente a la superficie que va a ser protegida, evitando así la necesidad de perforar el metal, por ejemplo de los cascos de embarcaciones.
• Sus conexiones se protegen catódicamente. • No puede haber error en la conexión.
Desventajas
• La corriente disponible es limitada, lo que ocasiona que su uso en instalaciones subterráneas pueda verse limitado a la protección de estructuras bien recubiertas o a proporcionar protección de tipo local.
• Su uso puede resultar impráctico, excepto en suelos o en aguas con baja resistividad, debido a su limitada salida de corriente.
• Su inspección involucra el llevar a cabo pruebas con instrumentos portátiles, en cada uno de los ánodos o entre pares adyacentes de ánodos.
• Su vida útil varía con las condiciones ambientales, de tal forma que se pueden realizar reemplazos a intervalos de tiempo variables.
• Su volumen puede bajar el flujo y/o causar turbulencia y disminuir el acceso en los sistemas de circulación para agua.
•

131
5.3.1.4.Diseño y Construcción El zinc y el magnesio son los metales usados como ánodos de sacrificio para proteger estructuras de hierro y acero. Los ánodos de magnesio son probablemente los más usados, debido a que generan voltajes más altos que los ánodos de zinc. Los ánodos de magnesio proporcionan protección en suelos con resistencias menores a5000 Ohms-cm. Los ánodos de zinc están limitados para usarse en suelos cuyas resistividades sean de 1000 Ohms-cm o menores. Para determinar la salida de corriente de un ánodo de magnesio, se deben conocer el ánodo y los factores de corrección. La Tabla 5.3 en lista los factores anódicos basados en el potencia¡ (P/S) suelo-línea de tubería requerido.
Tabla 5.3. Factores de los ánodos de magnesio Peso del Dimensión, Factor P/S Factor de ánodo de pulgadas anódico (f.) requerido. corrección. magnesio. (mm). y
kg(lbs) .3(3) 3x3x4.5 0.53 -0.70 1.14
(76x76x144) 2.3(5) 3x37.5 0.60 -0.80 1.07
(76x76x191) 4(9) 3x3x] 3.5 -0.85 0.71 1.00
(76x76x343) 7.7(17) 3x3x25.5 1.00 -0.90 0.93
(76x76x648) 14.702) Sx5x2] 1.06 -1.00 0.79
027x127x533) 23(50) 8 diámetros (203 1.09 -1.10 0.64
x 15 381) * Estos factores están basados en las dimensiones típicas del ánodo. Un potencial (P/S) de -850 mV, con referencia a un electrodo de cobre-sulfato de cobre, se considera que es adecuado para asegurar que una estructura ferrosa (hierro o acero) está protegida. Para acero en concreto, un potencial de -710 mV puede ser considerado adecuado para la protección. Los niveles de protección requeridos para otros metales y aleaciones y criterios adicionales de protección pueden encontrarse en la norma NACE RIP-01-69.* La corriente de salida de un ánodo se calcula con la fórmula:
ρ=
))(( yf000150I (5.3)

132
donde:
• I = corriente de salida (mA) • f = Factor anódico, (Tabla 4.1) • y = Factor de corrección, (Tabla 4.1) • p = Resistividad promedio (Ohm-cm) • Por ejemplo, para un potencial (P/S) de - 0.90V, un ánodo de magnesio de 8.0
Kg (17 libras), y una resistividad promedio de 1000 Ohm-cm, la corriente de salida del ánodo es:
mA1401000
901000150I ==).)((
La vida del ánodo se estima mediante la siguiente fórmula:
IW57L = (5.4)
donde:
• L = vida útil o esperada (años) • W = peso del ánodo Kg (libras) • I = corriente de salida del ánodo (mA)
Un ánodo de magnesio de 8 Kg (17 Lbs) con una corriente de salida de 140 mA tiene una vida estimada de:
años07140
1757L .)(==
La resistencia de contacto de una varilla enterrada verticalmente se puede calcular de la siguiente manera:
⎟⎠⎞
⎜⎝⎛ −
πρ
= 1dL8
L2R ln (5.5)
donde:
• R= Resistencia a tierra (Ohms) • L= Longitud de la varilla a tierra (cm) • D= diámetro de la varilla a tierra (cm) • p= resistividad (Ohm-cm)
De esta manera, se puede observar que la varilla enterrada o la geometría del relleno químico pueden tener un gran efecto sobre la resistencia. La corriente de salida se relaciona a la resistencia de acuerdo con la Ley de Ohm (2.1).

133
Los factores anódicos desarrollados por Tefankjian son los resultados de los cálculos mencionados. Por ejemplo, existe un ánodo de magnesio Galvomag de 8 Kg (17 libras) de 3x3x25.5 pulgadas, empacado en un relleno químico de dimensiones 6 por 28 pulgadas. También hay, un ánodo de magnesio de alta pureza, de dimensiones 4x4x17 pulgadas empacado en un relleno químico de dimensiones 6.5x19 pulgadas. El primero proporciona menor resistencia de contacto debido a su mayor longitud. Además, este tiene mayor voltaje. por lo que de acuerdo con la Ley de Ohm, el primero proporcionará más corriente y por consiguiente mayor potencia¡ de protección. 5.3.2.Sistemas por corriente impresa A este método de protección se le conoce comúnmente como "protección catódica con una fuente externa de corriente eléctrica". La fuente de potencial de corriente directa en un sistema de ánodos galvánicos, es el potencial natural entre el metal anódico (ánodo) y el metal de la estructura que es catódico. De la serie galvánica se puede observar que la diferencia máxima de potencial que se puede obtener de un sistema de protección catódica galvánica es de aproximadamente 1.55 voltios. En muchos casos, no sería factible, ni económico, ni técnicamente posible instalar suficiente material de ánodo galvánico para proporcionar la corriente necesaria. Cuando esto ocurre, se utiliza el sistema de protección catódica por corriente impresa. Además de esta, hay muchas otras razones por las cuales se utiliza el sistema mencionado. 5.3.3.Principios de operación y usos comunes Los sistemas de protección catódica en los cuales se forma una celda de corrosión electrolítica, se llaman sistemas por corriente impresa o sistemas de cama anódica con rectificador. Como se muestra en la Figura 5.6, los sistemas por corriente impresa incluyen una unidad rectificadora para suministrar corriente eléctrica directa y una serie de ánodos o electrodos auxiliares de fierro o grafito, insertados en el suelo (llamados cama anódica) La corriente eléctrica se envía desde la termina¡ positiva del rectificador, a los ánodos cama-tierra, de donde es enviada (impresa) dentro de la tierra. La corriente viaja a través de la tierra y entra a la estructura protegida. La estructura lleva la corriente hasta un cable conector, el cual la regresa a la terminal negativa del rectificador. Conforme la corriente fluye, la estructura que actúa como el cátodo de la celda electrolítica es protegida de la corrosión, mientras que; los ánodos de la cama anódica se corroen. El sistema por corriente impresa se usa para proteger grandes estructuras o líneas de tubería de longitudes muy grandes.

134
Ventajas y desventajas del sistema por corriente impresa Ventajas
• Es posible manejar grandes voltajes (mayores que en el método de ánodos galvánicos).
• Se dispone de niveles de corriente mayores (virtualmente ilimitados). • El sistema es apropiado para suelos de alta resistividad.
Se pueden proteger grandes estructuras y líneas de tubería largas.
Figura 5.6 Protección catódica por corriente impresa de un tanque de
almacenamiento enterrado. Desventajas
• Los costos de instalación son mayores que para el sistema de ánodos galvánicos.
• El mantenimiento y los costos de operación son mayores que para el sistema de ánodos galvánicos.
• Existe el peligro de daño por corrientes parásitas a otras estructuras. 5.3.4.Diseño y construcción de sistemas El diseño de un sistema por corriente impresa requiere que un ingeniero en el control de la corrosión evalúe los materiales anódicos y la configuración de la cama-tierra, la unidad de suministro de corriente, la continuidad eléctrica de la estructura protegida, el potencial de corrosión por corrientes parásitas de estructuras contiguas, y las variables ambientales.

135
Los ánodos que forman la cama-tierra son regularmente de grafito, ferro-silicio, o fragmentos de metal. Existen cuatro configuraciones básicas de instalación de la cama-anódica.
• Configuración horizontal remota, la cama-tierra se coloca a cierta distancia de la estructura que se va a proteger, con el propósito de efectuar una distribución amplia de la corriente.
• Configuración de pozo profundo (remota vertical), los ánodos se colocan en agujeros profundos para expander la corriente o para proteger estructuras profundas, tales como, ademes de pozos.
• Configuración distribuida (Figura 5.7), los ánodos se colocan para proteger estructuras específicas, como tanques, o se distribuyen a lo largo de una línea de tubería; esta configuración reduce la interferencia con otras estructuras enterradas y reduce el efecto de escudo que una estructura puede tener para otra.
Figura 5.7 Protección catódica por corriente impresa.
• Configuración horizontal, también llamada la configuración paralela, se
instala un ánodo continuo paralelo a la línea de tubería protegida. Esta configuración proporciona una buena distribución de la corriente y reduce la interferencia con otras estructuras.
La unidad de suministro de corriente, como la mostrada en la Figura 5.7, incluye una unidad de fuerza de 110 V, con corriente alterna, un medidor, un switch con interruptor para, proteger al rectificador, un transformador reductor para reducir el voltaje y un elemento rectificador para cambiar la corriente alterna a corriente directa. Los elementos rectificadores son celdas de óxido de cobre, celdas de selenio o diodos de silicio. La continuidad eléctrica de la estructura protegida es esencial, ya que actúa como parte de la trayectoria del retorno de corriente. Si existe una interrupción en la

136
continuidad eléctrica, quizá en alguna junta de la tubería, entonces la potencia eléctrica del sistema forzará a la corriente hacia el suelo alrededor del área aislada. La corrosión ocurrirá en el punto donde la corriente sale de la estructura protegida Figura 5.8.
Figura 5.8. Corrosión debida a la falta de protección catódica por
discontinuidad eléctrica. Las estructuras metálicas que yacen en el área de la estructura protegida, pero no tienen continuidad eléctrica con ella, pueden ser corroídas por las corrientes de la protección catódica (Figura 5.9). Este problema, llamado corrosión por corrientes parásitas, es el riesgo mayor del sistema de corriente impresa. El grado de corrosión por corrientes parásitas depende de la localización, tamaño y configuración de la estructura extraña, a la estructura protegida. El problema puede evitarse uniendo eléctricamente la estructura extraña a la estructura protegida (Figura 5.10). Las variables técnicas que deben considerarse cuando se diseña un sistema de protección catódica por corriente impresa incluyen:
• Detalles de la estructura a protegerse • Resistividad promedio del suelo • Requerimientos de corriente • Localizaciones y tipos de estructuras extrañas • Disponibilidad de suministro de corriente • Consistencia de las propiedades
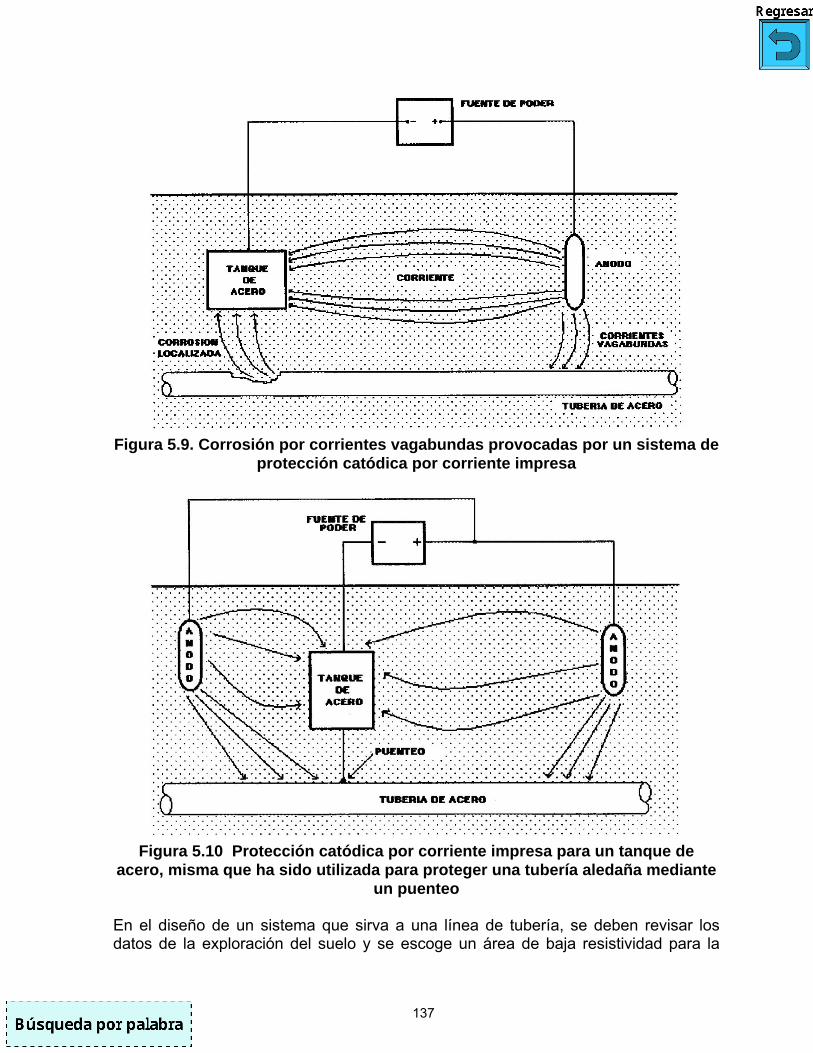
137
Figura 5.9. Corrosión por corrientes vagabundas provocadas por un sistema de
protección catódica por corriente impresa
Figura 5.10 Protección catódica por corriente impresa para un tanque de
acero, misma que ha sido utilizada para proteger una tubería aledaña mediante un puenteo
En el diseño de un sistema que sirva a una línea de tubería, se deben revisar los datos de la exploración del suelo y se escoge un área de baja resistividad para la

138
cama anódica. Una vez que el área es seleccionada, es necesario realizar una prueba de corriente. Los resultados de esta prueba ayudan a seleccionar el equipo rectificador y a determinar como el potencial afecta a las estructuras extrañas. Con el requisito de corriente establecido, se diseña el sistema completo para que tenga una resistencia del circuito tan baja como sea posible. Entre más baja sea la resistencia del circuito, más bajos serán los costos iniciales y de energía eléctrica. El rectificador, la tierra, las interfases ánodo a tierra, la estructura a tierra, y los cables que conectan al rectificador con los ánodos y la estructura, hacen contribuciones significativas a la resistencia del circuito. La resistencia del ánodo a tierra depende de la colocación, número y espaciamiento de los ánodos; la resistencia puede ser reducida rodeando cada ánodo con carbón de coke (coke triturado). Existen fórmulas para estimar la resistencia del ánodo a tierra. El número de ánodos también puede determinarse por medio de una fórmula, si se conoce la resistencia del ánodo a tierra, la resistividad del suelo, el espaciamiento del ánodo, la longitud del ánodo y el radio del ánodo. En la Figura 5.11 se ilustra un dispositivo típico de protección catódica por corriente impresa. Una fuente de corriente eléctrica se conecta con su polo negativo a un tanque enterrado que se quiere proteger, mientras que el polo positivo se conecta a un electrodo de grafito. Los conductores eléctricos hacia el tanque y hacia el electrodo inerte se aíslan para evitar pérdidas de corriente. Generalmente, el electrodo inerte se rodea con un relleno que puede ser carbón de coke, yeso, bentonita, o sulfato de sodio para mejorar el contacto eléctrico entre el ánodo y el suelo. la corriente entra desde el suelo hacia el tanque, eliminando así su corrosión.
Figura 5.11. Detalle de la disposición de un ánodo inerte (grafito) para un
sistema de protección catódica por corriente impresa. La Tabla 5.4 muestra una variedad considerable de ánodos para voltaje o corriente aplicada, desde chatarra de acero con grandes pérdidas por corrosión, hasta el

139
electrodo inerte de titanio recubierto de platino, caro pero muy efectivo. Los materiales más utilizados en la práctica como ánodos son: el acero, el grafito y el hierro de alto silicio, aunque el plomo y el titanio con recubrimiento de platino se usan cada vez más en medios marinos.
Tabla 5.4 Tipos de ánodo
Material Aplicaciones típicas Perdida típica Ib/Amp-año Chatarra de hierro Suelo, agua fresca y agua
de mar 2.00
Aluminio Suelo, agua fresca y agua de mar 10.0-12.0
Grafito Suelo y agua fresca 0.25-5.00
Ferrosilicio y hierro silicio-cromo
Suelo, agua fresca y agua de mar 0.25-00
Plomo Agua de mar 0.10-0.25
Titanio-platino Agua de mar ............................
5.3.5.Interferencia por corrientes parásitas Los sistemas de protección catódica a menudo provocan efectos adversos en estructuras aledañas por "corrientes vagabundas o corrientes parásitas", que son corrientes directas que se difunden a través de los suelos. Si se coloca un material metálico en un campo eléctrico fuerte, se desarrolla una diferencia de potencial sobre su superficie, lo que lleva a una corrosión acelerada en la zona por la cual sale la corriente eléctrica. La Figura 5.10 muestra las corrientes vagabundas resultantes de una protección catódica y la zona de una tubería atacada por corrosión acelerada (zona donde sale la corriente). Si el sistema de agua que administra la tubería enterrada, que está siendo dañada, decide aplicar a la misma una protección catódica, se entraría a un círculo vicioso, con un escalonamiento de las corrientes parásitas. La solución a este problema está representado en la Figura 5.10. Se conecta el tanque a la tubería por medio de un conductor eléctrico bien aislado, el cual llevará la corriente de regreso a la fuente de energía. En esta forma, se eliminan los problemas de corrosión y se ahorra la adquisición de un equipo extra de protección catódica. 5.3.6.Protección catódica combinada con recubrimientos La distribución de corriente en un tanque de acero para almacenar agua que ha sido protegido catódicamente no es la ideal, ya que puede fluir demasiada corriente hacia los lados y casi nada hacia el fondo o la tapa. Una mejor distribución de la corriente se logra aplicando al tanque un recubrimiento aislante, por ejemplo: un recubrimiento orgánico a temperatura ambiente o un recubrimiento inorgánico a temperaturas elevadas (metalizados). El recubrimiento aislante no necesita estar libre de porosidad, ya que la corriente fluye preferentemente hacia las áreas expuestas del

140
metal donde quiera que estén localizadas, y que son precisamente las que necesitan protección. Los recubrimientos bien adheridos, además de proteger a las superficies como una barrera impermeable, contribuyen a distribuir perfectamente la corriente protectora y a reducir las necesidades totales de corriente. Como la corriente total requerida es menor para un tanque recubierto que para uno sin recubrir, el ánodo galvánico es más pequeño. En la práctica, se acostumbra usar un recubrimiento aislante, con la aplicación de protección catódica, usando corriente impresa o ánodos galvánicos, ya que la distribución de corriente en una línea de tubería recubierta, es controlada mejor que en una línea de tubería desnuda; la corriente total y el número de ánodos requeridos son menores y la longitud total de tubería protegida por un solo ánodo es mucho mayor. Un ánodo de magnesio puede proteger tanto como 8 kilómetros de una línea de tubería recubierta, mientras que para una línea desprotegida, la distancia correspondiente podría ser de solo treinta metros. Usando una corriente impresa a voltajes más elevados, un ánodo podría proteger hasta 80 kilómetros de una línea de tubería recubierta. El límite de la longitud de tubería protegida por un ánodo no está condicionado por la resistividad del suelo, sino, por la resistencia mecánica de la misma línea. 5.4. PROTECCIÓN ANÓDICA 5.4.1.Descripción y usos de la protección anódica Este tipo de protección es relativamente nuevo, se considera que apareció por vez primera en 1954 y fue desarrollado a partir de los principios de la cinética química. El principio de la protección anódica es la formación de una película protectora sobre metales y aleaciones por medio de una corriente anódica. A partir de las reacciones químicas (5.1) y (5.2), se observa que la aplicación de una corriente anódica aumentaría la disolución del metal, o sea provoca una mayor corrosión y reduce el desprendimiento de hidrógeno. Efectivamente, esto es lo que pasa con la mayoría de los metales, a excepción de aquellos que presentan una transición de estado activo-pasivo, como el níquel, fierro, cromo, titanio y sus aleaciones. Si a cualquiera de estos materiales se les aplica una corriente anódica cuidadosamente controlada, se pasivan y la velocidad de corrosión disminuye. De lo anterior se desprende que solo algunos metales pueden ser protegidos efectivamente haciéndolos anódicos y elevando su potencial dentro de la región pasiva de la curva de polarización anódica. El potencia¡ pasivo del substrato se mantiene constante automáticamente a través del dispositivo electrónico llamado potenciostato.
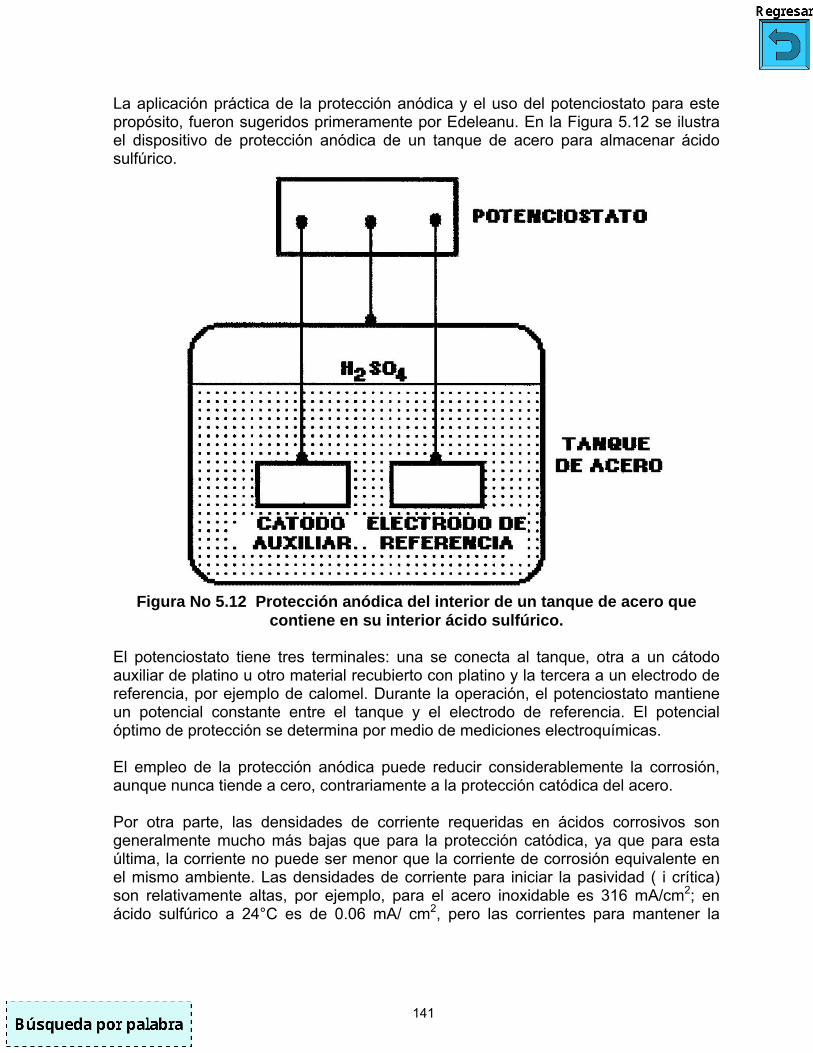
141
La aplicación práctica de la protección anódica y el uso del potenciostato para este propósito, fueron sugeridos primeramente por Edeleanu. En la Figura 5.12 se ilustra el dispositivo de protección anódica de un tanque de acero para almacenar ácido sulfúrico.
Figura No 5.12 Protección anódica del interior de un tanque de acero que
contiene en su interior ácido sulfúrico. El potenciostato tiene tres terminales: una se conecta al tanque, otra a un cátodo auxiliar de platino u otro material recubierto con platino y la tercera a un electrodo de referencia, por ejemplo de calomel. Durante la operación, el potenciostato mantiene un potencial constante entre el tanque y el electrodo de referencia. El potencial óptimo de protección se determina por medio de mediciones electroquímicas. El empleo de la protección anódica puede reducir considerablemente la corrosión, aunque nunca tiende a cero, contrariamente a la protección catódica del acero. Por otra parte, las densidades de corriente requeridas en ácidos corrosivos son generalmente mucho más bajas que para la protección catódica, ya que para esta última, la corriente no puede ser menor que la corriente de corrosión equivalente en el mismo ambiente. Las densidades de corriente para iniciar la pasividad ( i crítica) son relativamente altas, por ejemplo, para el acero inoxidable es 316 mA/cm2; en ácido sulfúrico a 24°C es de 0.06 mA/ cm2, pero las corrientes para mantener la
142
pasividad son usualmente bajas, el orden de magnitud es de 0.10 a 0.15 mA/ cm2 para el material mencionado en el mismo medio y a igual temperatura. La protección anódica ha encontrado aplicación particularmente en el manejo del ácido sulfúrico, aunque también es aplicable a otros ácidos, como por ejemplo al ácido fosfórico, a álcalis y algunas soluciones salinas. Se ha encontrado que resulta efectiva para incrementar la resistencia a la fatiga por corrosión de varios tipos de acero inoxidable. 5.4.2.Desventajas de la protección anódica La desventaja principal de la protección anódica es que sólo es aplicable a metales (principalmente a metales de transición) y aleaciones que son rápidamente pasivados, cuando se polarizan anódicamente. Este método no es aplicable a metales como zinc, magnesio, cadmio, plata, cobre o aleaciones de cobre. Además, la protección anódica no es útil para la protección a distancia, como en el caso de la protección catódica, debido a la alta resistencia eléctrica de la película pasiva. Aún cuando la protección anódica esta limitada a metales y aleaciones pasivables, la mayoría de los materiales estructurales de la tecnología moderna contienen elementos pasivables, por lo que la restricción descrita anteriormente no es tan drástica como parece a primera vista. 5.5. PROTECCIÓN POR ALTERACIÓN DEL MEDIO CORROSIVO Los problemas de corrosión pueden reducirse a través de los siguientes cambios o modificaciones del medio corrosivo: 5.5.1.Reducción de la temperatura La temperatura aumenta la velocidad de casi todas las reacciones químicas. Usualmente, una reducción de la temperatura disminuye mucho la velocidad de corrosión. Sin embargo, bajo algunas circunstancias, las variaciones de temperatura casi no afectan la velocidad de corrosión y en otros casos, una mayor temperatura reduce el ataque por corrosión. Por ejemplo, el agua marina en ebullición es menos corrosiva que estando caliente (por ejemplo a 65°C), debido a que la solubilidad del oxígeno en agua disminuye conforme aumenta la temperatura. 5.5.2.Reducción de la velocidad de flujo del medio corrosivo Este efecto es muy complejo y depende de las características del metal y del medio corrosivo. Sin embargo, es muy común observar que la velocidad de flujo aumenta el ataque corrosivo, aunque existen algunas excepciones importantes. Regularmente,

143
los metales y aleaciones pasivables, como los aceros inoxidables, tienen mayor resistencia a medios corrosivos en movimiento, que a soluciones estancadas, debido a que con una mayor agitación, se logra más rápidamente la formación de la película pasivadora. Una recomendación importante es evitar las velocidades de flujo altas, ya que podrían causar daño por corrosión -erosión. 5.5.3.Eliminación del oxígeno y/o agentes oxidantes El efecto de un agente oxidante sobre la velocidad de corrosión es diferente según el metal y el medio considerados. Un grado de oxidación elevado generalmente reduce la corrosión y de manera inversa, una concentración baja de oxígeno acelera los procesos corrosivos. 5.5.4.Modificación de la concentración y/o composición El efecto de la concentración de un medio corrosivo sobre la velocidad de corrosión es muy variado y depende en gran parte del tipo de metal que está en exposición. En términos generales, se puede concluir lo siguiente:
• Una disminución de la concentración del agente corrosivo generalmente reduce la corrosión.
• La eliminación de un tipo determinado de reactivo, reduce considerablemente la velocidad de corrosión.
• Muchos ácidos como el sulfúrico y el fosfórico son virtualmente inertes a altas concentraciones y temperatura moderada. En estos casos, es posible reducir la corrosión incrementando la concentración del ácido.
5.5.5.Uso de substancias inhibidoras de la corrosión Un inhibidor es una substancia que se añade en baja concentración a un medio corrosivo y que reduce la velocidad de corrosión. Existen muchos tipos y composiciones de inhibidores, la mayoría de los cuales fueron desarrollados empíricamente y a veces no se conoce su composición exacta por motivos de patentes o derechos. El mecanismo de la inhibición no está perfectamente entendido, pero es posible clasificar a los inhibidores según su composición y mecanismo básico en los siguientes tipos: 5.5.5.1.Inhibidores de tipo adsorción La gran mayoría de los inhibidores son de este tipo y son compuestos orgánicos que se absorben en la superficie del metal y suprimen la disolución del mismo. Las aminas son típicas de esta clase de inhibidores.

144
5.5.5.2.Venenos para el desprendimiento de hidrógeno Algunos productos, como los iones de arsénico y de antimonio retardan la reacción catódica de desprendimiento de hidrógeno, de tal forma que son muy efectivos en soluciones ácidas, pero resultan inefectivos en medios en los cuales la reacción catódica no es el desprendimiento de hidrógeno, sino por ejemplo, la reducción del oxígeno disuelto. El efecto retardante del desprendimiento de hidrógeno,' favorece la polarización, que es uno de los mecanismos naturales para reducir la corrosión. 5.5.5.3.Eliminadores de oxidantes Son substancias que actúan eliminando el agente corrosivo de la solución, por ejemplo el sulfito de sodio y la hidracina eliminan el oxígeno disuelto en soluciones acuosas de acuerdo a las siguientes reacciones
2Na2SO3 + O2 → Na2SO4 (5.6) N2H4 + O2→ N2 + 2H20 (5.7)
Está claro que estos inhibidores son muy efectivos en soluciones en las cuales la reducción del oxígeno disuelto es la reacción catódica que controla la corrosión, pero no son recomendables en soluciones ácidas concentradas. 5.5.5.4.Oxidantes Algunos compuestos oxidantes como cromatos, nitratos y sales férricas pueden actuar como inhibidor en algunos sistemas, sobre todo en procesos de corrosión de metales y aleaciones que presentan transición activo-pasivo, como el hierro y las aleaciones inoxidables. 5.5.5.5.Inhibidores en fase vapor Son substancias que poseen una presión de vapor significativa, de tal forma que pueden Ser usados para proteger materiales contra la corrosión, sin estar en contacto directo con ellos. Se colocan en la cercanía del material y se transfieren a la superficie del mismo por sublimación y condensación. Estos inhibidores sólo son efectivos en espacios cerrados como envolturas de equipos o de maquinaria, por ejemplo durante el transporte o el almacenaje. Tienen la ventaja de facilidad de aplicación y de que el material protegido puede ser usado inmediatamente sin necesidad de remover alguna película de grasa o aceite residual. Tienen la desventaja de acelerar la corrosión de algunos metales no-ferrosos. El mecanismo de inhibición no se conoce con detalle, pero parece ser que el inhibidor es absorbido, formándose una película sobre la superficie del metal, la cual provee protección contra agua u oxígeno, o ambos. Uno de los inhibidores más efectivos en fase vapor es el nitrito de dicloro-hexil-amonio.
145
Es importante recordar que los inhibidores son productos específicos con respecto al metal, medio corrosivo, temperatura y concentración y solo hay que usarlos en las condiciones descritas por sus proveedores. También es importante utilizar una cantidad suficiente de inhibidor, ya que varios agentes inhibidores pueden acelerar la corrosión, sobre todo la corrosión local, como picaduras, si están presentes en muy baja concentración. Muy poca cantidad de inhibidor es contraproducente. Para evitar esta posibilidad, conviene utilizar siempre un exceso del producto. Cuando se añaden dos substancias inhibidoras, el efecto puede ser más fuerte, que cuando se usa un producto individualmente (efecto sinergético). Aún cuando los inhibidores tienen muchas ventajas, existen algunas restricciones en su uso:
• El inhibidor puede representar una contaminación del medio corrosivo. • Muchos inhibidores son productos tóxicos y no pueden usarse en la industria
de alimentos, medicamentos, o para agua potable. • Los inhibidores se usan sobre todo en circuitos cerrados, en los cuales el
medio corrosivo se recircula durante mucho tiempo, por lo tanto no son prácticos para casos de flujo permanentemente, nuevo o renovado.
• Los inhibidores pierden rápidamente su efectividad, cuando la temperatura y la concentración del medio corrosivo aumentan.
5.6. SELECCIÓN DE MATERIALES Y DISEÑO ANTICORROSIVO 5.6.1.Selección de materiales La selección de materiales de construcción adecuados es uno de los métodos más comunes para prevenir la corrosión. Existen una gran cantidad de materiales para la construcción, que pueden ser considerados para el control de la corrosión en la industria, evitando posibles errores en la selección de los materiales adecuados. Entre estos materiales se tienen: metales y aleaciones, y materiales no-metálicos, como los hules naturales y artificiales, plásticos, ladrillos y cerámicas, carbono, grafito, madera, etc. A continuación se mencionan algunas reglas generales que se deben tomar en consideración para evaluar la resistencia a la corrosión de metales y aleaciones.
• Para medios reductores y no oxidantes, como ácidos sin aire disuelto y soluciones acuosas, se utilizan el níquel, el cobre y sus aleaciones.
• Para condiciones oxidantes, se utilizan aleaciones conteniendo cromo. • Para condiciones oxidantes extremadamente fuertes, el titanio y sus
aleaciones tienen la mayor resistencia. Generalmente, los hules y los plásticos, comparados con los metales y las aleaciones, son mucho más débiles, más suaves, más resistentes a los iones cloruro y al ácido clorhídrico, pero menos resistentes a los disolventes y tienen limitaciones

146
de temperatura estrechas (para la mayoría hasta 80-95°C), a excepción de los compuestos fluorocarbonados. Los materiales cerámicos tienen excelente resistencia a la corrosión (con excepción del ácido fluorhídrico y los cáusticos) y a la alta temperatura, pero tienen la desventaja de ser frágiles y tener una baja resistencia mecánica a la tensión. Los carbonos tienen buena resistencia a la corrosión, buena conductividad térmica y eléctrica, pero son frágiles. Su resistencia al impacto es nula y su resistencia a la abrasión es muy reducida. Las maderas no poseen resistencia en medios corrosivos agresivos. Las mejores maderas para uso en corrosión son: ciprés, pino, roble y pino de California, el uso de la madera se limita para aguas y productos químicos a baja concentración. Los ácidos fuertes, ácidos oxidantes y álcalis diluidos atacan la madera. Además puede ocurrir un ataque microbiológico. 5.6.2.Diseño anticorrosivo El diseño anticorrosivo de equipo, recipientes y estructuras es tan importante como la selección de los materiales para construcción. En un diseño se deben que considerar requisitos de resistencia mecánica, simultáneamente con los aspectos de corrosión. A continuación se describen algunas reglas que deben ser cuidadosamente observadas en el diseño anticorrosivo. Como la corrosión es una acción penetrante, es necesario considerarla en el diseño de tuberías, tanques y otros componentes industriales y estructurales. Es común utilizar un espesor equivalente al doble de lo necesario para lograr a vida útil programada o planeada, sin embargo hoy en día existen nuevos tipos de aleaciones que permiten bajar dichos espesores.
• Usar soldadura en lugar de remaches para la construcción de tanques y otros recipientes, ya que las juntas remachadas son susceptibles a la corrosión en grietas.
• Diseñar tanques y recipientes para drenar y limpiar fácilmente, esto es importante, ya que los residuos de un producto corrosivo, en determinadas condiciones, puede causar un fuerte ataque al sustrato.
• Realizar el diseño de los sistemas, de tal manera que las partes que fallarán primero sean fácilmente reemplazables.
• Evitar tensiones mecánicas excesivas y concentraciones de esfuerzos en componentes expuestos a medios corrosivos, ya que los esfuerzos mecánicos o residuales son los requisitos para que ocurra un agrietamiento por corrosión bajo tensión.
• Evitar el contacto eléctrico entre materiales disímiles para prevenir la corrosión galvánica. Si es posible, es conveniente utilizar materiales similares para toda la estructura, o aislar perfectamente los materiales disímiles entre sí.

147
• Evitar codos prolongados en sistemas de tubería, ya que los lugares en los cuales ocurre un cambio brusco en la dirección de flujo de un líquido, puede presentarse una corrosión - erosión, sobre todo con los materiales susceptibles a este tipo de ataque, como son el plomo, el cobre y sus aleaciones.
• Evitar puntos calientes durante operaciones de transferencia de calor. Una distribución irregular de la temperatura lleva a un calentamiento local y a altas velocidades de corrosión. Además, los puntos calientes producen tensiones mecánicas, las cuales pueden llevar a una corrosión bajo tensión.
• Diseñar cuidadosamente la forma de excluir el aire, ya que la reducción del oxígeno es una de las reacciones catódicas más comunes durante los procesos de corrosión; si se elimina el oxígeno, se reduce o previene la corrosión.
• La regla general para el diseño es evitar la heterogeneidad como, materiales metálicos diferentes, espacios de vapor, distribuciones desiguales de calor y de esfuerzos y otras diferencias entre puntos de un sistema facilitan la corrosión.
5.7. MODIFICACIÓN DE LA CALIDAD DEL AGUA La calidad del agua de la fuente juega un papel importante en el origen y en la efectividad de las estrategias del control de la corrosión en sistemas para agua potable. El oxígeno disuelto, el pH, el índice de saturación de carbonato de calcio, el contenido de dióxido de carbono y la temperatura, son factores conocidos que tienen influencia en la velocidad de corrosión de los materiales de hierro y cobre. En muchos casos, la forma más fácil y práctica de reducir y hasta eliminar la corrosividad del agua, es modificar su calidad en la planta de tratamiento. Debido a las diferencias en composición de¡ agua, en las fuentes, la efectividad de cualquier técnica de modificación de la calidad del agua, varia de una fuente a otra. Sin embargo, cualquier modificación de alguno de los factores de influencia, ayuda a reducir considerablemente la corrosividad. El ajuste del pH es el método más común para reducir la corrosión en sistemas de distribución de agua. 5.8. ENCAMISADO CON POLIETILENO PARA TUBERÍA DE HIERRO FUNDIDO DÚCTIL Y GRIS La tubería de hierro fundido dúctil y gris se fabrica en longitudes de 5.5 y 6.0 m (18 y 20 pies) y todas las uniones modernas usan juntas de hule. Debido a esto, una línea de tubería de hierro fundido dúctil es una serie de unidades segmentadas eléctricamente. La experiencia ha mostrado que las uniones mantienen su resistencia aun después de años de permanecer enterradas. La tubería de hierro fundido más

148
vieja, se instalo usando otros tipos de uniones, tales como plomo calafateado, compuestos de azufre y cemento, pero la resistencia de esas uniones es lo suficientemente alta, para que las líneas tubería sean también consideradas eléctricamente discontinuas. Después de años de estudio usando recubrimientos adherentes, mejoramientos en las trincheras (zanjas) y protección catódica, se investigo el sistema de envoltura con encamisado de polietileno suelto a un espesor de 8 milésimas de pulgada, y resulto en el desarrollo de la norma ANSI/AWWA C105/A21.5. NORMA PARA ENCAMISADO CON POLIETILENO PARA TUBERÍA DE HIERRO FUNDIDO DÚCTIL Y GRIS PARA AGUA Y OTROS LÍQUIDOS. El encamisado con polietileno no es un recubrimiento, aun cuando ofrece algunas de las cualidades de un recubrimiento, tal como la resistencia dieléctrica, es principalmente una mejora ambiental. Primero, reduce el ambiente a un espacio muy delgado entre la tubería y la envoltura floja; segundo, excluye la exposición directa al suelo corrosivo El polietileno permite la entrada de agua subterránea dentro del espacio anular entre la tubería y la envoltura.; sin embargo, las características corrosivas del agua son rápidamente agotadas por la acción de la corrosión inicial, normalmente la oxidación. El uso extensivo del encamisado de polietileno, ha demostrado su efectividad para tubería de hierro fundido dúctil y gris en los siguientes aspectos:
• Proporciona un ambiente uniforme para la tubería, eliminando celdas de corrosión galvánica locales.
• Ofrece un buen escudo eléctrico, el cual resiste la asimilación de corrientes directas parásitas.
• Debido a que es instalado sobre la tubería en el momento de la construcción, es menos probable que se dañe, comparado con los recubrimientos aplicados en fábrica.
• Los puntos de alfiler y los daños menores al material de envoltura suelto, no disminuyen su capacidad protectora. Las rasgaduras, horadaciones y otros daños importantes a la película de polietileno deben ser reparados.
El costo inicial del material e instalación es muy bajo, y no hay costos por mantenimiento. 5.9. SELECCIÓN DE MATERIALES EN INSTALACIONES PARA AGUA En los primeros capítulos se trataron los materiales y las combinaciones de materiales que son vulnerables a la corrosión bajo ciertas condiciones. Con base en lo tratado, las siguientes reglas empíricas pueden ser útiles para reducir los problemas de corrosión, asociados a menudo con el equipo de los sistemas para agua:
149
• Evitar el uso de combinaciones de metales que se ubiquen muy separados en la serie galvánica.
• Las unidades pequeñas de metal en contacto directo con grandes masas de metal, deben ser más nobles que las masas grandes. Por ejemplo, los tornillos de acero, con aleación de cobre, níquel y cromo, no se corroerán cuando se usan en juntas de tubería de hierro fundido dúctil.
• Proporcionar los mejores recubrimientos y pinturas disponibles en ambientes húmedos cerrados, dentro de la planta de tratamiento y estaciones de bombeo, especialmente aquellas donde se presenta una atmósfera clorada.
• Evitar la confianza excesiva en los recubrimientos de sacrificio, tal como el galvanizado (zinc) de las estructuras permanentes.
• Reconocer el efecto de pasivación de los constituyentes estructurales. Por ejemplo, el carbón en el hierro fundido dúctil y gris, el concreto sobre el acero, y los metales nobles como constituyentes de las aleaciones del acero, todos incrementaran la resistencia a la corrosión.
• Observar los sitios de esfuerzos, fatiga, rozamiento, y corrosión en grietas, y especificar los metales que son más resistentes a estos problemas.
5.10. MEJORAMIENTO DE TRINCHERAS El mejoramiento de trincheras en suelos corrosivos, para reducir sus tendencias de corrosión, es en la mayoría de los casos impráctico. Se han realizado muchos estudios de lechos y rellenos alrededor de tuberías subterráneas con arena, caliza, caliza cribada (finos), dolomía, arena más 10% de cemento y suelos seleccionados. Aunque se observa cierta reducción en la incidencia de corrosión con la mayoría de estos tratamientos, se ha comprobado que, en muchos casos, el sustituto del material de relleno eventualmente adquiere las características del suelo circundante. Los resultados a largo plazo pueden ser una protección inadecuada. 5.11. MÉTODOS ESPECÍFICOS DE PROTECCIÓN PARA MATERIALES DE TUBERÍA QUE CONDUCEN AGUA La experiencia ha mostrado que, para cualquier material de tubería dado, ciertas medidas de protección o combinaciones de esas medidas de protección son más efectivas y económicas. Esta sección considera varios de los materiales de tubería usados en sistemas de agua, con énfasis en las medidas de protección que a menudo se han encontrado adecuadas. 5.11.1.Tubería de acero Los recubrimientos para el control de la corrosión de tubería de acero son efectivos si se usan apropiadamente. Los recubrimientos se consideran como la línea primaria de defensa contra la corrosión de los sistemas de líneas de tubería (acueductos) de acero. la “ American Water Works Association “ (AWWA) ha desarrollado normas para los recubrimientos protectores, ampliamente usados, que han proporcionado años de control efectivo de la corrosión para líneas de tubería de acero enterradas.
150
Los recubrimientos incluyen el esmalte de alquitrán de hulla, recubrimientos de cemento - mortero aplicados en taller, cintas aplicadas en frío, recubrimientos epoxi -alquitrán de hulla, recubrimientos epoxi unidos por fusión, y sistemas de recubrimiento con cinta. Ejemplo de esas normas son las siguientes: ANSI/AWWA C 203-91. Norma para la aplicación de recubrimientos protectores de alquitrán de hulla y forros, a base de esmaltes y cintas aplicadas en caliente en tuberías de acero destinadas a la conducción de agua. ANSI/AWWA C 205-89. Norma para el revestimiento en planta, con mortero de cemento y recubrimiento de tubería de acero para conducción de agua, de 100 mm. (4 pu1g.) y mayores. ANSI/AWWA C 209-90. Norma para la aplicación en frío de recubrimientos a base de cintas, para el exterior de secciones especiales, conexiones y uniones, en tuberías de acero destinadas a conducir agua. ANSI/AWWA C 210-84. Norma para los sistemas de recubrimientos a base de resinas epóxicas liquidas en interiores y exteriores de tuberías de acero destinadas a la conducción de agua. ANSI/AWWA C 213-91. Norma para el recubrimiento con resinas epóxicas adheridas por fusión, en interiores y exteriores de tuberías de acero destinadas para la conducción de agua. ANSI/AWWA C 214-89. Norma para los sistemas de revestimientos externo con cintas, para tuberías de acero destinadas a la conducción de agua. Normas de PEMEX Exposición al agua potable (interior de tanques de almacenamiento): RP-6 epóxico catalizado RA-26 Epóxico catalizado de altos sólidos RP-7 Vinil epóxico modificado RA-22 Vinílico de altos sólidos RP-7 Hule clorado RA-27 Hule clorado Para exterior de tuberías de concreto y acero: RIP-513 Primario alquitrán de hulla-epóxico catalizado

151
Bajo ciertas condiciones ambientales, la protección catódica de tubería de acero puede ser adecuada, regularmente en combinación con los recubrimentos. Si una línea de tubería de acero (acueducto), se va a proteger catódicamente, o si la línea de tubería que esta siendo instalada puede requerir protección catódica a futuro, las juntas deben unirse para hacer a la línea eléctricamente continua. Es recomendable unir todas las juntas en el momento de la instalación, ya que hacerlo más tarde incrementará el costo de instalación. Las líneas soldadas en campo están inherentemente unidas. Además de la unión, los electrodos de prueba deben conectarse a la línea de tubería a intervalos apropiados, para permitir el monitoreo de la actividad de las corrientes eléctricas dentro de la línea de tubería (acueducto), ya sea que se encuentre bajo protección catódica o no. 5.11.2.Tubería de cobre El cobre expuesto a condiciones agresivas debe estar aislado del ambiente con una barrera inerte a la humedad, una envoltura de cinta aislante, un recubrimiento, de pintura asfáltica, o con algún otro material aprobado. La protección catódica puede también ser necesaria si la tubería de cobre esta recubierta. 5.11.3.Tubería cilíndrica de concreto Donde la tubería cilíndrica de concreto es instalada en suelos ácidos (pH de 5 o menores), y se anticipa un considerable movimiento de agua subterránea, la tubería puede requerir de una o más de las siguientes precauciones:
• Colocar material de relleno compactado e impermeable (caolín), rodeando completamente la tubería, inhibirá la infiltración de agua subterránea ácida a las zonas inmediatas a la tubería.
• El material de relleno calcáreo neutralizará el ácido y mantendrá una zona de pH alcalino o neutro alrededor de la tubería.
• Recubrir el exterior de la tubería con un material de barrera, tal como un asfalto reducido o alquitrán de hulla, es una medida de protección alterna.
La tubería de concreto instalada en áreas de suelos sulfatados ha demostrado excelente resistencia a los sulfatos. La experiencia de campo, así como la investigación realizada por la “ Porfiand Cement Association “ y el “ US Bureau of Reclamatión “, han establecido que los incrementos en la resistencia a sulfatos se lograron aumentando los factores del cemento. Los criterios que involucran la reducción del contenido de aluminato tricálcico permisible del cemento, se encuentran, en forma tabular, en muchos manuales de ingeniería relacionados al concreto. Tales criterios se recomiendan para la aplicación en estructuras convencionales de concreto, coladas en el sitio y consideradas como conservadoras para tubería cilíndrica de concreto enterrada.

152
Cuando la tubería cilíndrica de concreto se exponga a la atmósfera, se requieren medidas de protección adicionales. La superficie externa de la tubería se puede sellar para prevenir la entrada de humedad. El recubrimiento de la superficie debe ser de color claro para reflejar la luz solar. Se recomiendan recubrimientos como los epóxicos y los vinílicos. Se considera buena práctica realizar inspecciones programadas y mantenimiento que incluya tacto del tratamiento protector. Si una línea expuesta se instala en una zona de rocío de agua salada o en un clima frío, se debe aplicar a la tubería una segunda capa de recubrimiento de cemento - mortero, previa a la pintura de recubrimiento. Si ocurre el deterioro de la capa de recubrimiento externa, el recubrimiento interior permanece intacto para proteger la estructura subyacente. El recubrimiento externo puede repararse a su condición original sin causar daño permanente a la estructura. 5.12. NORMATIVIDAD Y CERTIFICACIÓN DE LOS PRODUCTOS USADOS EN EL CONTROL DE LA CORROSIÓN Es necesario que el gobierno, a través de alguna de sus dependencias, esté involucrado en el uso de productos para el control de la corrosión, ya que existe la posibilidad de que el agua potable llegue a contaminarse con sustancias potencialmente peligrosas derivadas del uso indiscriminado de dichos productos. La presencia de un organismo operador en combinación con los bobiernos estatales y bajo la autoridad de alguna secretaria de estado, es indispensable para asegurarse de que el agua potable para consumo humano que se entrega a la población, lleve en los niveles óptimos de calidad para la vida humana.

153
GLOSARIO Abrasivo Cuerpo duro que se usa para pulimentar, como por ejemplo arena, granalla, etc. Absorción. Proceso de asimilación de una sustancia por otra. Aceite secante Aceite que se endurece al aire. Acrílica. Resina transparente polimerizada de los ácidos acrílico y metacrílico. Activador. Catalizador o agente de curado Activo . Estado en el cual el metal tiende a corroerse. Acuoso. Que contiene agua o similar al agua. Adhesión Fuerza de adherencia; la atracción de una película de pintura al substrato. Aditivo Substancia que se adiciona en pequeñas cantidades con un propósito especial. Adsorción Proceso de atracción de una superficie; fijación, la retención de moléculas extrañas en la superficie de una sustancia. Aductor Amina Agente amina de curado combinado con una porción de la resina. Aeróbico. Presencia de oxígeno libre o no reaccionado. Agente de curado. Endurecedor; promotor de dureza Agente oxidante Substancia química que causa una pérdida de electrones. Agresivo. Propiedad del agua o suelo que favorece la corrosión. Agrietamiento. Formación de resquebrajaduras o hendiduras (checks). Álcalis Compuestos inorgánicos cáusticos que liberan grupos hidroxilos en medios acuosos. Alcalinidad La capacidad de un agua para neutralizar ácidos; es una medida de la capacidad amortiguadora del agua. Aldehidos Productos químicos que contienen el grupo R-CHO. Alquidálicas Resinas que se obtienen, haciendo reaccionar alcoholes con ácidos.

154
Alquitrán de hulla Residuo negro que se produce al destilar la hulla. Amidas Compuestos que contienen oxígeno y grupos (N H2) amino. Aminas Compuestos orgánicos derivados del amoníaco, en el que uno o mas hidrógenos están substituidos por radicales alquilo; compuestos orgánicos que tienen un grupo H2. Ampollamiento Formación de ampollas o burbujas en la película de pintura seca o parcialmente seca. Anaeróbico. En ausencia de oxígeno libre o no reaccionado. Anhídrido. Compuesto químico que no contiene agua. Anhidro. Seco; libre de agua en cualquier forma. Anión Ion con carga negativa Ánodo Electrodo donde ocurre la corrosión. Asfalto Residuo de la destilación del petróleo; también un hidrocarburo natural complejo. Aspersión o rociado en cruz Rociado con pistola de aire, en dos direcciones, en ángulo recto. Aspersión sin aire Rociado sin pulverización Ataque por choque Erosión -corrosión localizada, que se debe a turbulencia o choque de un flujo de líquidos. Atomizar Dispersar una corriente en pequeñas partículas. Atrapamiento de aire Inclusión de burbujas de aire en la película de pintura Barrera. Dispositivo para proteger, aislar o bloquear. Base Substrato. Betún Producto de¡ asfalto o procedente del alquitrán de hulla Brochabilidad Facilidad de brocheo Bronceado. Formación de lustre o brillo metálico sobre una película de pintura. Caleo Formación de polvo en la superficie de la pintura

155
Catalizador Material que acelera el endurecimiento de ciertas pinturas Cation Ion con carga positiva Cátodo. Electrodo donde generalmente no ocurre la corrosión . Cavitación Formación de grietas; puede ser causadas por fluidos a alta velocidad o por el paso rápido del estado líquido al gaseoso. Celda de aereación Celda electrolítica que resulta de la diferencia de la concentración de, oxígeno disuelto entre dos puntos. Celda de concentración de oxígeno. Celda galvánica causada por una diferencia en la concentración de oxígeno en dos puntos, sobre una superficie metálica. Celda de concentración de ion metálico Celda galvánica originada por una diferencia en la concentración de ion metálico en dos puntos sobre la misma superficie metálica. Celda de concentración Celda que involucra un electrolito y dos electrodos idénticos, el potencial resulta de las diferencias en la composición química de ¡os ambientes adyacentes a los dos electrodos. Celda galvánica Celda que consiste de dos metales disímiles en contacto uno con otro y con un electrolito común. Celda local Celda galvánica originada por pequeñas diferencias de composición en el metal o el electrolito. Celda Circuito que consiste de un ánodo y un cátodo en contacto eléctrico dentro de un electrolito sólido o líquido. Conductividad Medida de la capacidad de un material para transportar una corriente eléctrica. Corriente eléctrica Flujo de electrones. Corriente por tierra Corriente que fluye por tierra, desde un área anódica a otra catódica y que retorna a lo largo de una estructura metálica subterránea. Corrosión catódica Condición no usual e la cual la corrosión se acelera en el cátodo debido a que la reacción catódica crea una condición alcalina que es corrosiva en ciertos metales.

156
Corrosión filiforme Corrosión que se desarrolla bajo una pintura orgánica sobre los metales, en forma de líneas capilares, generalmente curvas, onduladas o ensortijadas, distribuidas irregularmente. Corrosión galvánica Corrosión llamada acción de par. Es la corrosión que se genera debido a la corriente causada por una celda galvánica. Corrosión general Corrosión que se presenta de una manera uniforme. Corrosión grafítica Corrosión de la fundición gris, en la que los componentes metálicos quedan convertidos en productos de la corrosión, dejando el grafito intacto. Corrosión intergranular Corrosión que ocurre de preferencia en los limites de vetas. Corrosión interna Corrosión que ocurre en la parte interna de una tubería, por ejemplo debido a las interacciones físicas, químicas o microbiológicas entre la tubería y el agua. Corrosión microbiología. Se lleva a cabo mediante una reacción entre el material de la tubería y organismos tales como bacterias y algas lapas etc. Corrosión no uniforme Corrosión que ataca pequeñas áreas localizadas de una tubería o estructura. Usualmente resulta en una menor pérdida de metal que la corrosión uniforme, pero causa una falla más rápida debido a picaduras. Corrosión por cavitación Daño causado por la formación y colapso de las burbujas de vapor en la superficie del metal. Corrosión por corrientes parásitas Corrosión causada por las corrientes parásitas provenientes de una fuente externa. Corrosión por fatiga Forma especial del tipo de corrosión de fractura por tensión y se presenta en ausencia de medios corrosivos Corrosión por hendidura Corrosión localizada que resulta de la formación de una celda de concentración en una grieta formada entre un metal y un no metal, o entre dos superficies metálicas. Corrosión selectiva Corrosión de ciertos constituyentes de una aleación. Ataque selectivo a uno o más de los constituyentes de una aleación. Corrosión termogalvánica Corrosión galvánica que resulta de un gradiente de temperatura entre dos puntos. Corrosión uniforme Corrosión que resulta en una pérdida igual de material sobre la superficie entera de una estructura.

157
Corrosión-erosión Corrosión que se incrementa por la acción abrasiva de una corriente en movimiento; la presencia de partículas suspendidas acelera enormemente la acción abrasiva. Corrosión La destrucción de un metal por reacción química o electroquímicas por el medio ambiente. Daño por Cavitación Deterioro de una superficie causada por formación y colapso repentino de cavidades por un líquido. Densidad de corriente Corriente por unidad de área de superficie de los electrodos. Desactivación Proceso de eliminar los constituyentes activos de un liquido corrosivo. Desmineralización Remoción de la materia mineral disuelta, generalmente del agua. Despolarización. Disminución o eliminación de la polarización por medios físicos o cambios químicos en el ambiente. Dezincificación Corrosión selectiva (remoción) de un constituyente metálico de una aleación, generalmente en la forma de iones; la parte del zinc de una aleación se pierde, dejando un hueco frágil y poroso. Drenaje. Conducción de corriente escapada de una estructura metálica subterránea mediante un conductor metálico a otra estructura Electrolito. Conductor ionico. Ver Anión y Catión. Equivalente electroquímico Peso de un elemento o grupo de elementos oxidados o reducidos con una eficacia de 100 por ciento por una cantidad de unidad de electricidad. Escama de laminación Capa de oxido pesada formada durante la fabricación en caliente o por tratamiento térmico de metales, especialmente tratándose de hierro y acero. Estabilización Producción de una agua que está saturada exactamente con carbonato de calcio. Exfoliación Desprendimiento de escamas o láminas de una superficie, como resultado de la corrosión. Fatiga Tendencia de un metal para fracturarse en forma quebradiza bajo condiciones de ciclos de esfuerzos repetidos a niveles inferiores de esfuerzo a su resistencia a la tensión.

158
Fragilidad por hidrógeno. Fragilidad debida a la penetración de hidrógeno en el metal. Herrumbre Producto de la corrosión que consiste principalmente en óxido de hierro hidratado. Un termino que solo se aplica propiamente al hierro y a las aleaciones de este metal. Humedad crítica Humedad relativa arriba de la cual la rapidez de la corrosión atmosférica aumenta súbitamente para un metal determinado. Inhibidor Sustancia que, agregada a un medio en pequeñas proporciones, retarda la corrosión. Oxidación. Perdida de electrones por un constituyente de una reacción química Pasivación Procedimiento mediante el cual un metal se vuelve inerte a un ambiente. Pila activo – pasiva. Pila en la que la fuerza electromotriz se debe a la diferencia de potencial entre un metal en estado activo y el mismo en estado pasivo. Pila de concentración de oxigeno Pila galvánica que trabaja, fundamentalmente,. debido a diferencias en la concentración de oxígeno. Pila galvánica Pila en que la fuente de energía eléctrica es una reacción química. Consiste generalmente en dos conductores de distinta naturaleza en contacto entre sí y con un electrólito o en dos conductores similares en contacto entre si, pero con electrólitos diferentes. Polarización El desplazamiento del potencial de electrodo, debido a los factores del flujo de corriente, medido, ya sea con respecto a potenciales de equilibrio reversibles o uniformes. Potencial a circuito abierto. Potencial medido de una celda de la cual no fluye corriente en el circuito externo. Potencial noble. Potencial esencialmente catódico respecto al potencial de hidrógeno normal. Reducción. Ganancia de electrones por un constituyente de una reacción química. Serie galvánica Agrupamiento de metales y aleaciones ordenados de acuerdo con sus potenciales relativos en un ambiente dado. Sobrevoltaje Desplazamiento de un potencial de electrodo de su valor en equilibrio, debido al flujo de corriente.

159
Vehículo Liquido portador, ligador, cualquier substancia disuelta en la porción líquida de una pintura. B I B L I O G R A F Í A American Water Works Association, Manual of Water Supply Practicase, External Corrosión - Introductíon to Chemistry and Control, Awwa M27, 1 th Edition, 1987. Genescá J., Joan y Avila M., Javier, Más allá de la Herrumbre, Fondo de Cultura Económica, la Edición, 1986. Guerrero F., Manuel Felipe, Introducción a la Protección Anticorrosiva de Equipos Instalaciones a Base de Recubrimientos, Instituto Mexicano del Petróleo, 1983. Petróleos Mexicanos, Normas para Proyecto de Obras, Sistemas de Protección Anticorrosiva a Base de Recubrimientos, Norma 2.132.01, 5a Edición. Petróleos Mexicanos, Normas para Proyecto de Obras, Preparación de Superficies, Aplicación e Inspección de Recubrimientos para Protección Anticorrosiva, Norma 3.132.01, 4a Edición, 1985. Petróleos Mexicanos, Normas de Calidad de Materiales y Equipo Usados en Obras Públicas, Recubrimientos para Protección Anticorrosiva, Requisitos de Calidad, Norma 4.132.01, 6a Edición. Petróleos Mexicanos, Normas de Control de Calidad, Muestreo y Prueba de Materiales Usados en Obras Públicas, Recubrimientos para Protección Anticorrosiva, Muestreo y Pruebas, Norma 5.132.01, 5a Edición, 1983.

160
Tabla de conversión de unidades de medida al Sistema Internacional de Unidades (SI)
OTROS SISTEMAS DE UNIDADES
SISTEMA INTERNACIONAL DE UNIDADES (SI) SE CONVIERTE A UNIDAD SÍMBOLO MULTIPLICADO
POR UNIDAD SÍMBOLO LONGITUD
Pie pie, ft.,‘ 0.3048 metro m Pulgada plg., in, “ 25.4 milímetro mm
PRESIÓN/ ESFUERZO
Kilogramo fuerza/cm2 kgf/cm2 98,066.5 Pascal Pa
Libra/pulgada2 lb/ plg2 ,PSI 6,894.76 Pascal Pa Atmósfera atm 98,066.5 Pascal Pa
metro de agua m H2O (mca) 9,806.65 Pascal Pa Mm de mercurio mm Hg 133.322 Pascal Pa
Bar bar 100,000 Pascal Pa FUERZA/ PESO Kilogramo fuerza kgf 9.8066 Newton N
MASA Libra lb 0.453592 kilogramo kg Onza oz 28.30 gramo g PESO
VOLUMÉTRICO
Kilogramo fuerza/m3 kgf/m3 9.8066 N/m3 N/m3
Libra /ft3 lb/ft3 157.18085 N/m3 N/m3 POTENCIA Caballo de potencia,
Horse Power
CP, HP
745.699
Watt
W
Caballo de vapor CV 735 Watt W VISCOSIDAD
DINÁMICA
Poise μ 0.01 Mili Pascal segundo mPa.s
VISCOSIDAD CINEMÁTICA
Viscosidad cinemática ν 1 Stoke m2/s (St)
ENERGÍA/ CANTIDAD DE CALOR
Caloría cal 4.1868 Joule J Unidad térmica británica BTU 1,055.06 Joule J
TEMPERATURA Grado Celsius °C tk=tc + 273.15 Grado Kelvin K
Nota: El valor de la aceleración de la gravedad aceptado internacionalmente es de 9.80665 m/s2