Control de calidad I Clase 3.pptx
50
Herramientas de análisis de problemas
Transcript of Control de calidad I Clase 3.pptx
Click to add title
Herramientas de anlisis de problemas
1
Programa de clase3.1 Obtencin de datos3.1 Obtencin de datosTamao adecuado de una muestra :3.1 Obtencin de datosPor ejemplo, en un estudio de investigacin epidemiolgico la determinacin de un tamao adecuado de la muestra tendra como objetivo su factibilidad. As:
Si el nmero de sujetos es insuficiente habra que modificar los criterios de seleccin, solicitar la colaboracin de otros centros o ampliar el perodo de reclutamiento. Los estudios con tamaos muestrales insuficientes, no son capaces de detectar diferencias entre grupos, llegando a la conclusin errnea de que no existe tal diferencia.
Si el nmero de sujetos es excesivo, el estudio se encarece desde el punto de vista econmico y humano. Adems es poco tico al someter a ms individuos a una intervencin que puede ser menos eficaz o incluso perjudicial.3.1 Obtencin de datos
N: es el tamao de la poblacin o universoe: es el error muestral deseado (10% = 0.1)p: proporcin de individuos que poseen en la poblacin la caracterstica de estudio( Se suele utilizar 0.5)q: proporcin de individuos que no poseen esa caracterstica, es decir, es 1-p.
n =3.1 Obtencin de datosEjemplo:
N 52.00 k 1.15 p 0.50 q 0.50 e 0.10 3.1 Obtencin de datosTcnicas de muestreo: 3.2 Problema, causa y efectoshttps://m.youtube.com/watch?v=jad1JEkC1zg3.2 Problema, causa y efectosLa tcnica de los 5 por qu : en realidad es una lluvia de ideas con un relativo nivel de sistematizacin. Tiene como propsito facilitar la integracin de ideas, profundizando en cada una de las mismas. Despus de la clasificacin de ideas, se puede observar fcilmente, cules son comunes en mayor nmero, hasta las menos comunes o que se mencionan una sola vez.
Esta tcnica consiste en tomar una idea o causa posible y cuestionarse por qu?, a la respuesta volver a preguntar por qu?, as sucesivamente hasta cinco veces o niveles de detalles o hasta agotar todas las posibles respuestas
TECNICAS PARA REALIZAR EL ANLISIS DE CAUSA3.2 Problema, causa y efectos
3.2 Problema, causa y efectosPor qu un vehculo no enciende?Hacer tormenta de ideas, para el siguiente problema:3.3 Anlisis de Pareto3.3 Anlisis de Pareto3.3 Anlisis de Pareto3.3 Anlisis de ParetoCuando se analizan los fallos (defectos) en un proceso de produccin, los estudios empricosindican que aproximadamente el 80% de los costos de falla se debe al 20% de cierto tipo de fallos(regla 80/20). Para encontrar cules son esos fallos, se analiza una muestra de unidades, lascuales se clasifican segn que tengan o no algn defecto y de las que tienen defectos, se registrael tipo. Con la submuestra de las unidades con defectos se elabora un diagrama de barras con lasproporciones de defectos por tipo, ordenndolas por su frecuencia en orden decreciente. Seacumulan las barras hasta alcanzar el 80% y as identificar los tipos de defectos ms frecuentesque explican el 80% del total de fallos. A este grfico se le denomina de Pareto, aunque tambin sedenomina con el mismo nombre al que resulta de sustituir las cantidades de fallos por sus costos.En este ltimo caso, el grfico de Pareto muestra el tipo de defectos que explica el 80% del costototal de las fallas.3.3 Anlisis de ParetoPara realizar un Diagrama de Pareto se procede de la siguiente manera:3.3 Anlisis de Pareto
3.3 Anlisis de Pareto
3.4 Diagrama: Causas - efectos3.4 Diagrama: Causas - efectos3.4 Diagrama: Causas - efectos
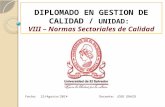
3.4 Diagrama: Causas - efectosCon el propsito de ser ms especfico consideremos que se desea analizar las razones que determinan que un auto (vehculo) no encienda. Los motivos pueden ser variados: problemas en el motor, insumos o materiales, mtodos utilizados, problemas asociados al personal, condiciones ambientales, etc. Adicionalmente cada causa puede tener subcausas, por ejemplo, es posible que el auto no encienda por un problema en el motor, en especfico porque ste est sobrecalentado. As tambin es posible que el auto no encienda por problemas de materiales, por ejemplo la batera no tiene carga (notar que sera posible seguir detallando subcausas adicionales dado que el hecho que una bateria este descargada se puede deber al cumplimiento de su vida til o a que el usuario se olvido de apagar las luces del auto al llegar a su casa). 3.4 Diagrama: Causas - efectos
3.4 Diagrama: Causas - efectosUna vez confeccionado el Diagrama de Ishikawa sesugiereevaluar si se han identificado todas las causas (en particular si son relevantes), y someterlo a consideracin de todos los posibles cambios y mejoras que fueran necesarias. Adicionalmente se propone seleccionar las causas ms probables y valorar el grado de incidencia global que tienen sobre el efecto, lo que permitir sacar conclusiones finales y aportar las soluciones ms aconsejables para resolver y controlar el efecto estudiado. 3.4 Diagrama: Causas - efectos
3.5 HistogramasEl histograma es muy til porque permite visualizar una tabla de datos mostrando el aspecto de su distribucin. Puede presentarse colocando en ordenadas las frecuencias absolutas o frecuencias relativas. La ordenada puede ser una variable discreta (por ejemplo nmero de defectos en la pieza), continua y discretizada (como es el caso del ejemplo en el que se agrupan todas las entradas registradas cada dos horas sin considerar el instante exacto en el que se produjo la entrada). 3.5 Histogramas
3.5 Histogramas
Procedimiento:3.5 Histogramas
3.5 Histogramas
3.5 Histogramas
3.5 Histogramas
3.5 Histogramas
Ejemplo:3.5 Histogramas
3.5 Histogramas
3.5 Histogramas
3.5 Histogramas
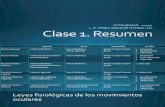
3.6 Diagramas de dispersinUn equipo se encarg de analizar las causas de los frecuentes errores en las facturas.El nmero de datos a rellenar variaba segn el tipo de factura. Un miembro del equipo propuso concentrarse en simplificar las facturas ms complicadas, seguramente causa de la mayora de los errores.El equipo decidi investigar en primer lugar la teora, aparentemente obvia, segn la cual el nmero de errores en una factura dependa de la cantidad de datos a incluir en la misma.El equipo recogi los datos, de dos empleados, relativos a los ltimos meses:3.6 Diagramas de dispersinNmero de datos en la FacturaNmero de errores en la FacturaNmero de datos en la FacturaNmero de errores en la FacturaNmero de datos en la FacturaNmero de errores en la Factura8315715115226122615520524612410219910710312825295276203133241217920910118323101222342012174271131280248186139201130180230
3.6 Diagramas de dispersin3.6 Diagramas de dispersinFacturas rellenas por CarmenFacturas rellenas por MariaNmero de datos en la FacturaNmero de errores en la FacturaNmero de datos en la FacturaNmero de errores en la Factura1528325215520312418310723417927118680157201205180952612091022310103201213313121302482301391512261012461221991741282762412
Una estratificacin de los datos por empleada (una tena mucha ms experiencia que la otra) 3.6 Diagramas de dispersinPrueba con Ecuacin271.79981.6793Prueba con Ecuacin278.914286.16683.6 Diagramas de dispersinEl problema de los errores estriba en que Mara tiene menos experiencia que Carmen por lo tanto tiende a cometer ms errores conforme aumenta el nmero de datos por factura, se puede observar que no existe ninguna correlacin en los datos correspondientes a Carmen por lo tanto la teora de que a mayor nmero datos es mayor el nmero de errores no es vlida para todos los casos, esta depende de una variable cualitativa como por ejemplo para este caso la experiencia.Equipos de trabajohttps://m.youtube.com/watch?v=dhvv88Z7SaM
Resolucin de problemasHacer HistogramaObtener 2 conclusiones de la informacin suministrada en el Histograma98.799.4100.899.7101.597.999.5101.399.7103102.398.8100.5100.3100.7102.5101.799.810097.7103.4101.495.810096.696102.1101100.7101.398.798102.3100.899.9100.596.799.796.9100.1103.698.3100.399.997.599.710297.9103.2100.398.799.8103.796.5103.7103100100.798100.5Datos para hacer HistogramaLectura:Captulo 2Control de calidadUn enfoque integral y estadstico.Jorge Acua
GRACIASIng. Jorge Quesada MSc