CUJAE FACULTAD DE INGENIERÍA MECÁNICA CENTRO DE …
124
1 CUJAE FACULTAD DE INGENIERÍA MECÁNICA CENTRO DE ESTUDIO DE INGENIERÍA DEL MANTENIMIENTO (CEIM) MONOGRAFÍA ISBN 978-959-261-526-7 Temas importantes en el Mantenimiento… Ingeniería de Superficies, Corrosión, Materiales de Construcción, Aceros inoxidables. AUTOR: Dr. Francisco M. Martínez Pérez La Habana, 30 de septiembre de 2016
Transcript of CUJAE FACULTAD DE INGENIERÍA MECÁNICA CENTRO DE …

1
CUJAE FACULTAD DE INGENIERÍA MECÁNICA
CENTRO DE ESTUDIO DE INGENIERÍA DEL MANTENIMIENTO
(CEIM) MONOGRAFÍA
ISBN 978-959-261-526-7
Temas importantes en el Mantenimiento… Ingeniería de Superficies, Corrosión, Materiales de
Construcción, Aceros inoxidables.
AUTOR: Dr. Francisco M. Martínez Pérez La Habana, 30 de septiembre de 2016

2
MONOGRAFÍA Dr. Francisco Martínez Pérez Centro de Estudios de Ingeniería de Mantenimiento Universidad Tecnológica de La Habana
INGENIERÍA DE SUPERFICIE Y DESGASTE
1.1 INTRODUCCIÓN
Los componentes que requieren servicio de ingeniería, no sólo se basan en las propiedades
de los materiales, sino también en el diseño y las características de su superficie. Esto es
especialmente cierto en el desgaste de componentes resistentes, ya que su superficie debe
realizar muchas funciones de ingeniería en una variedad de entornos complejos. El
comportamiento de un material es por lo tanto, en gran medida, dependiente de la superficie
de un material, superficie de contacto y el medio ambiente bajo el cual el material debe
operar. La superficie de un material metálico se compone de un matriz de granos
individuales, que varían en tamaño y fuerza de adherencia en función de los medios por los
cuales se fabrica el material y en los elementos usados en la formación de los granos.
La superficie de estos componentes puede requerir tratamiento, para mejorar la superficie y
sus características. Los tratamientos de superficie que provocan cambios en la
microestructura y, a veces, en la mayor parte del material, incluyen calefacción y
enfriamiento; el primero, a través de la inducción, la llama, el láser y técnicas de haces de
electrones, o tratamientos mecánicos (un ejemplo es el trabajo en frío).
Los tratamientos de superficie que alteran la química de una superficie incluyen
cementación, nitruración, carbonitruración, nitrocarburación, borado, siliconización,
cromado y aluminado(Bhushan y Gupta, 1991).
El recubrimiento superficialpor diferentes vías (proyección gasotérmica, por ejemplo) es
otra forma de tratamiento de superficie, donde la superficie del material basele es dada una
capa protectora de otro material con propiedades superiores que las del material base. Un
ejemplo de esto es el recubrimiento una bomba de turbina conjunta con un material
anticorrosivo, para evitar que el agua salada produzca erosión de la bomba. Cada método
de recubrimiento, ejemplos de los cuales son revestimiento de deposición, revestimiento o
soldadura, causan efectos físicos y químicos en el material base, algunas beneficiosas,
algunos perjudiciales. Por ejemplo, las tensiones que puedan existir en el material de
protección pueden crear problemas. No obstanteun seguimiento cuidadoso y la
investigación pueden limitar estos efectos.
SUPERFICIE DE INGENIERÍA Y DESGASTE
La teoría y la aplicación de procesos de proyección térmica deben producir componentes
de calidad en las superficies. En las siguientes secciones se describirá el concepto de
ingeniería de superficies y los efectos ambientes tienen sobre estas superficies. las técnicas

3
de recubrimiento superficial se describen en detalle, especialmente con respecto a las
tecnologías de deposición de revestimiento, con particular énfasis en técnicas termales de
pulverización, incluidos el HVOF (High VelocityOxy-Fuel).
La teoría y la aplicación del proceso de proyección térmica HVOF
Las características superficiales de los materiales de ingeniería tienen un efecto
significativo sobre el servicio y la vida de un componente, por lo tanto no puede ser
descuidado en su diseño. Como se ha descrito por Halling (1985),la ingeniería superficial
puede ser definida como la rama de la ciencia que trata de los métodos para alcanzar los
requisitos deseados de la superficie y su comportamiento en el servicio para los
componentes de ingeniería. La superficie de cualquier componente puede ser seleccionado
sobre la base de textura y color, pero los componentes de ingeniería generalmente exigen
mucho más que esto. Los componentes de ingeniería tienen que realizar ciertas funciones
en diversas condiciones en ambientes agresivos.
Los entornos en la ingeniería son normalmente complejos, y pueden combinaruna carga
química y degradación física en la superficie del componente. Los daños superficiales de
desgaste es un fenómeno que afecta un elemento que deberá tener una duración de
servicio. Un ejemplo de un componente de trabajo en un ambiente agresivo es una
herramienta de corte utilizada en el mecanizado en procesos industriales. La herramienta
experimenta altascargas, altas velocidades y la fricción así como altas temperaturas: Estos
factores llevan a la superficie de desgaste del componente. La lubricación en aplicaciones
tribológicas reduce la fricción y el desgaste, sin embargo lubricantes líquidos
convencionales pueden fallar bajo condiciones extremas, es decir, de baja presión,
oxidativa o ambientes corrosivos, altas velocidades y altas cargas. Los revestimientos de
las superficies pueden ayudar al trabajo en estas circunstancias.
La mejora de la superficie de la herramienta, no sólo mejora la vida de la herramienta, sino
que también mejora el acabado superficial de la pieza mecanizada. Obviamente es
importante entender la física y la composición química de las superficies de aplicación a fin
de diseñar componentes de calidad que brinden unaalta vida de servicio.
Superficies Sólidas
Un metal puede verse limpio y pulido, sin embargo las microcapassuperficiales quese han
formado debido a factores externos como el mecanizado, la temperatura y el óxido, no lo
son. Dependiendo del proceso de fabricación implicado en la producción, una zona de
trabajo-endurecido del material va a ocupar la base de estas capas adicionales. Por encima
de esta capa trabajadaexsiteuna estructura amorfa o microcristalina, que es un resultado de
la fusión y el flujo superficial durante el mecanizado de la capas moleculares.
Una capa de óxido se asienta en la parte superior de la capa, debido al oxígeno disponible
en el medio ambiente, así como los mecanismos de oxidación de la superficie. Una capa de
elementos adsorbidos ocupa la región exterior y esta se compone de vapor de agua o
hidrocarburos procedentes del medio que puede haberse condensado física o químicamente
sobre la superficie.

4
La forma y topología de la superficie depende del proceso utilizado en la formación del
elemento, ya sean piezas de fundición, o de corte y abrasión. Esto se ve a menudo
microscópicamente como una serie de asperezas en lugar de la superficie plana que es vista
macroscópicamente.
Fricción y desgaste
La fricción y el desgaste se producen cuando dos superficies son sometidas a deslizamiento
o rodadura bajo carga. La fricción es una causa grave de disipación de energía, donde el
desgaste es la principal causa de material de desperdicio. Materiales adecuados son
seleccionados para los órganos de acoplamiento así como la lubricación para controlar la
fricción y por lo tanto reducir la tasa de desgaste en el que la superficie de trabajo se
degrada. Con el fin de hacer la mejor elección de los materiales en diferentes condiciones,
se necesita de una comprensión más profunda de estos dos procesos (la fricción y el
desgaste).
La fricción es la resistencia al movimiento relativo de cuerpos en contacto. El grado de
fricción se expresa como un coeficiente de fricción que resultade la relación de la fuerza
requerida para iniciar o mantener el movimiento relativo, a la fuerza normal que presiona
los dos cuerpos en contacto. Dos formas de fricción pueden producirse; deslizamiento o
fricción por rodadura. La fricción entre las superficies deslizantes (friccióndeslizante) es
debida a los efectos combinados de adherencia entre las superficies planas, así como el
efecto de surco que provocan las partículas de desgaste y las asperezas del cuerpo más
duro. La fricción por rodadura es un fenómeno complejo que depende de muchos factores,
incluyendo el deslizamiento indeseable que tiende a producirse, en ocasiones (sobre todo en
engranajes).
El desgaste es un proceso de pérdida de material de una o ambas de dos superficies sólidas
en sólidos en contacto, que ocurre cuando dos superficies sólidas están en deslizamiento o
rodadura. La tasa de pérdida de material es generalmente lenta, pero regular y continua.
Cada modo específico de desgaste es diferente y se pueden distinguir con relativa facilidad,
siendo las principales:
Abrasión
Erosión
Adhesión
Fatiga en la superficie
Pulido
Interacción Sólido y Líquido
Cavitación
Rozamiento (Fretting)
Oxidación
Corrosión
Picaduras (Pitting)
Astillamiento
Impacto
El desgaste abrasivo ocurre cuando la pérdida de material se produce en una superficie por
la acción de otro material más duro. La pérdida se puede producir por arranque o por ser las

5
partículas arrastradas, embebidas en el material más duro. También puede ser producirse un
fenómeno de surcado como el que es generado por un subsolador o arado en el trabajo de
un elemento de máquina agrícola con la tierra. El desgaste abrasivo se puede producir bajo
dos condiciones:
1. Abrasión de dos cuerpos. En esta condición, una superficie más blanda sufre la
acción abrasiva de otra más dura. Ejemplo de esto son las operaciones de corte y
mecanizado.
2. Abrasión de tres cuerpos. En este caso, un tercer cuerpo, en general, una pequeña
partícula de grano o partículas abrasivas externas penetran entre las dos superficies de
rozamiento más suaves y erosionan una o ambas superficies interactuantes.
En la microescala, el proceso de desgaste por abrasión es donde asperezas de la superficie
más dura presionansobre la superficie más suave, con un flujo plástico de la superficie más
suave. Esto conduce a menudo a lo que se conoce como microploughing, microtallo y
microfisuración, cuando un movimiento tangencial se impone, surcando el material más
blando.
El desgaste abrasivo puede ser reducido por la introducción de lubricación hidrodinámica o
elastohidrodinamica; en un espesor de película suficiente para separar las superficies y para
arrastrar las partículas contaminantes. La investigación ha demostrado que el empleo de un
correcto revestimiento de material, por diversas técnicas, entre ellas, la de proyección
gasotérmica, en gran medida incrementan la resistencia al desgaste por abrasión (Scholl y
Clayton, 1991; Mutasim yHsu, 1994; Niemi et al, 1992;. Bozzi y De Mello, 1999; Jacobs et
al, 1999)..
Desgaste erosivo
El impacto de partículas sólidas o gotas pequeñas de líquido o gas, sobre una superficie, a
menudo causan lo que es conocida como la erosión de los materiales y componentes. La
erosión de sólidos por el impacto de partículas ha ido recibiendo una atención creciente,
especialmente en la industria aeroespacial (Wang et al., 1992).
Los ejemplos incluyen la acción de arena y la erosión en los motores a reacción y de
helicóptero
La erosión de partículas sólidas es un resultado del impacto de una partícula sólida A, con
la superficie B sólido, lo que resulta en parte El desprendimiento de partículas del material
B. La partícula que incide en la composición puede variar, así como su forma. La
respuesta de los materiales de ingeniería para el choque de las partículas sólidas o gotas de
líquido varía mucho dependiendo de la clase de material, y las propiedades de los
materiales, fundamentalmente su módulo elástico y la densidad.
Tiene una gran influencia la historia térmica de la exposición, a las tensiones anteriores, las
tensiones superficiales, y los parámetros ambientales asociados con el proceso de erosión,
como el impacto la velocidad, el ángulo de impacto y el tamaño de las partículas erosivas.
La forma del movimiento de la corriente de partículas respecto a la superficie y el ángulo
de incidencia entre ambos tienen un efecto significativo sobre el tasa de remoción de
material, de acuerdo con D'Errico et al. (1999). Los efectos erosivos sobre materiales a
altas temperaturas es importante para la selección de materiales de motores de turbina en la
industria aeroespacial.
6
La erosión por cavitación se produce cuando un sólido y un fluido están en movimiento
relativo, y el fluido se vuelve inestable, burbujeando y provocándose la explosión a altas
presiones de las burbujas contra la superficie del sólido.Los daños por cavitación se
producen generalmente en el manejo de fluidos en máquinas como propulsores marinos,
hidroplanos, gradas de presas, compuertas, bombas y otros elementos de
turbinashidráulicas. La erosión por cavitación pone áspera la superficie al igual que un
grabador lo haría.
Desgaste adhesivo
El desgaste adhesivo se llama a procesos de raspaduras, en uniones adhesivas
interfacialesy que deslizan una sobre otra. Por efecto de la presión normal aplicada, la
presión local en las asperezas es extremadamente alta, debido a que el área real de contacto
es muy pequeña. A menudo, la tensión de fluencia es excedida, y las asperezas se pueden
deformar plásticamente hasta que el área real de contacto se ha incrementado
suficientemente para soportar la carga aplicada.Si la presión de contacto en la aspereza
sobrepasa el límite de rotura del material en ese punto, se puede provocar el
desprendimiento de material. En ausencia de lubricantes, las asperezas pueden generar
puntos de soldadura en frío. Este mecanismo de desgaste no sólo destruye las superficies
de deslizamiento, sin o que la generación de partículas de desgaste que causan desgaste
abrasivo, pueden conducir al fallo del componente.
Fatiga en la superficie
Cuando las acciones en la maquinaria mecánica en movimiento periódico, genera cargas
alternativas y cíclicas sobre las superficies metálicas, se producen, a menudo, la fatiga de
un material. Todos los esfuerzos que se repiten en un laminado o sometidas a contacto
deslizante puede dar lugar a fallo por fatiga. Estos efectos se basan principalmente en la
acción de las tensiones en o debajo de las superficies. Cuando en las superficies se generan
esfuerzos cortantes máximos, a cierta distancia por debajo de la superficie, se pueden
producir microfisuras, que llevar al fracaso del componente. Estas grietas se inician desde
el punto donde el estrés es máximo, y se propaga de allí a la superficie. Los materiales no
son nuca perfectos, por lo tanto, la posición exacta del fracaso final está influenciado por
las inclusiones, porosidad, microfisuras y otros factores. El fallo por fatiga requiere un
número dado de ciclos de tensión y frecuencia que predominan después de que un
componente ha estado en servicio durante un largo período de tiempo.
Desgaste corrosivo
En un desgaste por corrosión, la interacción dinámica entre el medio ambiente y las
superficies de los materiales juegan un papel importante, a diferenciadel desgaste debido a
la abrasión, la adhesión y fatiga que pueden explicarse en términos de interacciones de
estrés y propiedades de deformación de la superficies de contacto. En el desgaste
corrosivo las superficies de conexión reaccionar con productos del medio ambiente y la
reacción se forman sobre las asperezas superficiales. Este proceso resulta en aumento de la
reactividad delas asperezas debido al aumento de la temperatura y los cambios en las
propiedades mecánicas de lasaspereza. Los procesos de recubrimientos, adecuadamente
seleccionados han demostrado ser una herramienta eficaz en la prevención de la corrosión
(Natishan et al., 2000).

7
Protección de Superficies
Las investigaciones tribológicas han demostradocomo los procesos de protección de
superficies tienen un efecto significativo en la reducción al mínimo de la fricción y el
desgaste que experimentanlos materiales en servicio. Una efectiva lubricación entre las
superficies en movimiento reducenconsiderablemente la fricción y el desgaste.
Ando y col. (2000), encontraron que la nitruración del acero con amoníaco y nitrógeno
hidrógeno-, provoca un aumento de la dureza de la superficie. Los métodos de difusión,
tales como cementación, carbonitruración, nitrocarburación, boro y aluminización, también
se utilizan para materiales que requieren endurecimiento, sin embargo estos procesos
requiere mucho tiempo para su empleo.(Bhushan y Gupta, 1991).
Una variedad de materiales a granel, (metales ferrosos y no ferrosos, aleaciones, cerámicas
y cermet), que pueden ser modificados mediante aleación, mezcla, la composición, y el
revestimiento pueden lograr adecuada resistencia al desgaste y a la corrosión por fricción.
Los materiales cerámicos y cermets parecen ser materiales ideales, resistentes al desgaste,
y que se adaptan a muchas aplicaciones tribológicas, siempre que su resistencia y
tenacidad sean aceptables. El recubrimiento de materiales con los materiales de alta
resistencia al desgaste, ofrece un método ideal de protección de las superficies.
Sin embargo, la mayoría de las propiedades enunciadas, excepto quizás la resistencia a la
corrosión, son propiedades del volumen del material y esto brinda la posibilidad de
concentrarse en variar las propiedades superficiales, de mayor importancia para la
Tribología, mediante un espectro de diferentes métodos factibles a emplear. La
modificación o recubrimiento de una superficie, con la finalidad de lograr combinaciones
de propiedades en la superficie y en la subcapa, perteneciente al volumen del material,
conduce a la llamada ingeniería de superficie.
El desgaste, como factor de funcionamiento adecuado de los sistemas de ingeniería, se
obvia en el diseño. Sin embargo, el desgaste conduce a egresos importantes en el
Mantenimiento, debido a costos por reposición de elementos, capacidad de producción,
pérdidas de eficiencia energética y consecuentemente de la máquina. Todo esto, según
datos del profesor Rabinowicz, [2], puede llegar a representar más del 2% del PIB de un
país.
Los diseñadores o mantenedores deben tener en cuenta dos consideraciones muy
importantes; el establecer la magnitud de desgaste que ocurrirá en servicio y ya conociendo
esto, tomar las medidas necesarias para su reducción, teniendo en cuenta, por supuesto, los
aspectos económicos que eso implica. Para poder establecer la magnitud de desgaste, la
cual puede ser calculada, tendrá que conocerse el mecanismo de desgaste que tendrá lugar;
esto puede hacerse a través de literatura de cálculo especializada [3-4] Hutchings,
Martínez, así como determinar los factores que inciden en esto, lo cual puede hacerse a
través de la modelación físico matemática [4,5].
Los diversos procesos posibles de aplicar, deben ser considerados como parte esencial en el
diseño de los sistemas tribológicos. En la Fig. 1 se muestra un algoritmo que muestra la
secuencia de pasos a seguir en el diseño de un sistema tribológico.

8
Fig. 1 Algoritmo que muestra el sistema de pasos a seguir en el diseño de un sistema
tribológico.
Los metales y sus aleaciones se encuentran entre los materiales que comúnmente más se
seleccionan para componentes mecánicos. Sus composiciones y micro estructuras, están
normalizadas, a veces hasta internacionalmente y por tanto sus propiedades mecánicas son
más fáciles de predecir. Los materiales no metálicos son menos normados y, por tanto, sus
propiedades, aún con composiciones idénticas, tienden a variar. Sin embargo, en los
materiales, aun cuando sus propiedades mecánicas y físicas sean iguales, su respuesta ante
aplicaciones tribológicas no puede ser dada mediante un simple número.
La selección de materiales y los métodos de obtención de las superficies ingenieras, para
las aplicaciones tribológicas, depende en gran medida, del mecanismo y tipo particular de
desgaste predominante. Por tanto, serán analizadas las selecciones de materiales para
resistir el desgaste en dependencia del tipo de desgaste de que se trate.
La variación de los parámetros de operación de todo sistema tribológico, estará limitado por
los valores de dichos parámetros para el funcionamiento del sistema. Así, la disminución de
las presiones actuantes sobre las superficies de interacción, dependerá de la carga aplicada,
pero ésta, a su vez, dependerá de factores de diseño. No obstante, la presión dependerá del
área real de contacto y ésta dependerá de las calidades superficiales de ambos elementos del
para tribológico. Variaciones de la presión o de la velocidad de desplazamiento pueden
variar el mecanismo de desgaste, por lo que estos aspectos todos deben ser tenidos en
cuenta. Es por ello, que el conocer los valores de la magnitud del desgaste que se produce,
es esencial para esta etapa del diseño o el rediseño de los pares de fricción.
Cuando el tipo de desgaste actuante es el de rozamiento (fretting), los parámetros de
desplazamiento entre las superficies y los esfuerzos actuantes, son los esenciales a tener en
cuenta. Adicionalmente, el control del acceso de oxígeno como medio ambiental debe ser
controlado. En un diseño óptimo para este tipo de sistema, además de los factores
analizados, hay que considerar la fuerza que actúa sobre la unión de ambos elementos para
evitar el desplazamiento de uno con respecto al otro, la temperatura que pueda generarse, la
diferencia en la expansión térmica de ambos elementos del par y por probables fuentes de
vibraciones.
Definir la aplicación del sistema
tribológico.
Definir el substrato y la
superficie
Diseñar el sistema de lubricación (si
existe)
Evaluar el comportamiento

9
Si el desplazamiento tiene lugar entre superficies de deslizamiento, como es el caso de los
cojinetes, el propio desplazamiento no puede ser eliminado, pues es intrínseco del par; en
este caso un parámetro fundamental es el de la tracción de la superficie que puede generar
un elemento del par sobre el otro. En este caso, el análisis debe basarse en la disminución
de la fuerza normal actuante o la fricción que se produce en el par.
Si el mecanismo de desgaste actuante es el de la fatiga por contacto, como es el caso de los
engranajes, los seguidores de levas y los rodamientos, resultan esenciales tres factores, el
número de ciclos de carga actuantes, el cual no puede ser variado y los esfuerzos de
contacto, donde de no solo hay que considerar su posible reducción; sino el valor de
resistencia a ellos de los materiales del par, sobre todo aquel de desgaste más probable.
Para la reducción de los esfuerzos actuantes, resultará esencial el valor de la carga y la
geometría de la misma.
Si el tipo de desgaste es abrasivo o erosivo, provocados por partículas duras, un parámetro
a considerar será el de la remoción de las partículas del sistema. Tal, por ejemplo, será el
caso de partículas contaminantes o de desgaste en el lubricante. Como la dimensión de las
partículas grandes tiene un mayor efecto en estos desgastes que las pequeñas, será de gran
importancia la eliminación de estas partículas, bien mediante filtrado o su separación por
inercia. No obstante la relación entre la dureza del material Hm y la dureza del abrasivo Ha,
deberá superar el valor de 0,85 (Hm/Ha ≥ 0,85). En la erosión, un parámetro esencial lo es
el de la velocidad de impacto de las partículas sobre la superficie; siendo también
esenciales el ángulo de incidencia de las mismas, así como la densidad del material
impactado. En el desgaste hidroerosivo, el evitar ángulo agudos de variación en el
movimiento del fluido es un aspecto a tener en cuenta.
La lubricación es un método poderoso para reducir la magnitud del desgaste en cojinetes y
otros pares de fricción. Considerando K, una constante que representa un coeficiente de
desgaste en el caso de deslizamiento lubricado, su valor puede resultar significativamente
bajo si se consiguen condiciones hidrodinámicas de lubricación. Pero las condiciones
hidrodinámicas no pueden mantenerse siempre, y cundo éstas pasan a lubricación límite, el
valor de K puede alcanzar valores del orden de 10-6
, dependiendo de las propiedades del
lubricante empleado. K es una constante, que en la ecuación de Archard, para desgaste
deslizante, es:
K = QH/W (1)
Siendo Q la magnitud de desgaste que depende de el contacto entre todas las asperezas; P la
presión de contacto que puede ser sustituida por la dureza del material que se desgasta y W
la carga normal aplicada. Valores aceptables de K según manuales de ASM [6], se brindan
en la Tabla 1.
10
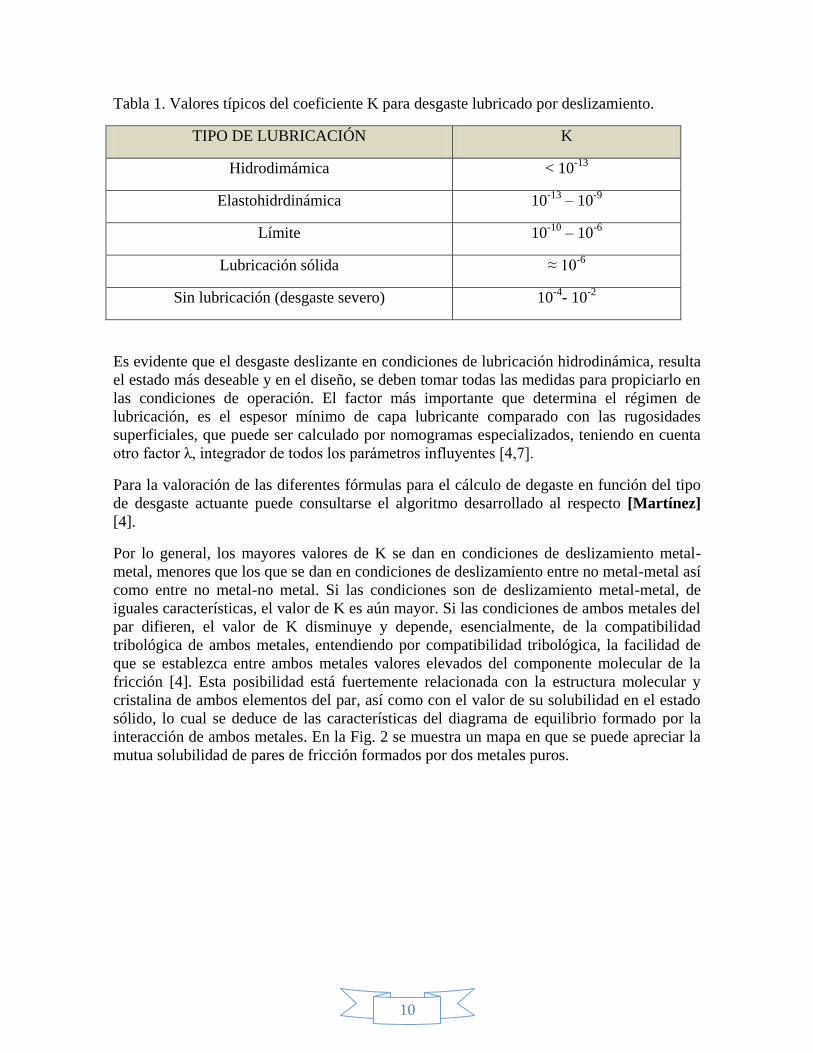
Tabla 1. Valores típicos del coeficiente K para desgaste lubricado por deslizamiento.
TIPO DE LUBRICACIÓN K
Hidrodimámica < 10-13
Elastohidrdinámica 10-13
– 10-9
Límite 10-10
– 10-6
Lubricación sólida ≈ 10-6
Sin lubricación (desgaste severo) 10-4
- 10-2
Es evidente que el desgaste deslizante en condiciones de lubricación hidrodinámica, resulta
el estado más deseable y en el diseño, se deben tomar todas las medidas para propiciarlo en
las condiciones de operación. El factor más importante que determina el régimen de
lubricación, es el espesor mínimo de capa lubricante comparado con las rugosidades
superficiales, que puede ser calculado por nomogramas especializados, teniendo en cuenta
otro factor λ, integrador de todos los parámetros influyentes [4,7].
Para la valoración de las diferentes fórmulas para el cálculo de degaste en función del tipo
de desgaste actuante puede consultarse el algoritmo desarrollado al respecto [Martínez]
[4].
Por lo general, los mayores valores de K se dan en condiciones de deslizamiento metal-
metal, menores que los que se dan en condiciones de deslizamiento entre no metal-metal así
como entre no metal-no metal. Si las condiciones son de deslizamiento metal-metal, de
iguales características, el valor de K es aún mayor. Si las condiciones de ambos metales del
par difieren, el valor de K disminuye y depende, esencialmente, de la compatibilidad
tribológica de ambos metales, entendiendo por compatibilidad tribológica, la facilidad de
que se establezca entre ambos metales valores elevados del componente molecular de la
fricción [4]. Esta posibilidad está fuertemente relacionada con la estructura molecular y
cristalina de ambos elementos del par, así como con el valor de su solubilidad en el estado
sólido, lo cual se deduce de las características del diagrama de equilibrio formado por la
interacción de ambos metales. En la Fig. 2 se muestra un mapa en que se puede apreciar la
mutua solubilidad de pares de fricción formados por dos metales puros.

11
Mo Cr Co Ni Fe Nb Zr Ti Cu Al Zn Mg W Sn Pb
Pb X X X
Sn X
W X X X X X X X X
Mg X X X
Zn X X X X X X
Al X X X X X X
Cu X X X
Ti X X X X X X
Zr X X X
Nb X X X X X
Fe X X X X
Ni X X X
Co X X
Cr X
Mo X
Fig. 2 Mapa que muestra la solubilidad mutua relativa de pares de metales puros, definida a
partir de su diagrama de de fase binario. (segúnRabinowicz, Manual de Control de
desgaste, ASME, 1 980).
Tanto las combinaciones señaladas como completamente insolubles, que muestran una
solubilidad despreciable en el estado sólido ( , ), así como aquellas señaladas como dos
fases coexistentes en el estado líquido ( ), dan lugar a pares tribológicamente compatibles.
Los pares de metales idénticos ( ), son, por supuesto, completamente y mutuamente
solubles y muestran poca compatibilidad. Otros pares muestran diferentes proporciones de
solubilidad, como se muestra en el mapa. En general, los pares de deslizamiento con
elevada solubilidad mutua, muestran baja compatibilidad tribológica y por tanto valores
relativamente altos de K; una baja solubilidad mutua, que lleve a una buena compatibilidad
tribológica, se necesita para obtener bajos valores de K.
La solubilidad mutua no es el único factor que influye en la compatibilidad, la cual también
está asociada con las propiedades de las películas superficiales (usualmente óxidos) en los
pares de deslizamiento. La ausencia de películas significativas de óxido en los metales
LEYENDA:
Dos fases líquidas
Una fase líquida, solubilidad en
sólido por debajo de 0,1%
Solubilidad en sólido entre 0,1 y
1,0%
X Solubilidad en sólido por
encima de 1,0%
Metales idénticos

12
nobles tales como oro, plata platino y rodio, tiende a estar asociada con bajos valores de K,
lo que demuestra que los mecanismos oxidativos juega un papel importante.
Algunos metales con estructura hexagonal compacta, también muestran un comportamiento
anormal, asociado con su limitada ductilidad, comparada con la de los metales de estructura
cúbica y también con factores químicos. El Titanio, el Zirconio y el Hafnio, por ejemplo,
muestran una reducción en el valor de K relativamente muy bajo, cuando se lubrican con
cualquier lubricante hidrocarbonado, en comparación con la que tienen cuando trabajan uno
contra otro sin lubricación.
La dureza de los aceros y de otros metales que forman capas de óxido durante el proceso de
deslizamiento, es de importancia al determinar la estabilidad de esa capa y por tanto del
mecanismo de desgaste predominante. Si el metal es lo suficientemente duro para ofrecer
un suficiente soporte mecánico a la capa de óxido, tendrá lugar un desgaste medio con
bajos valores de K mediante un mecanismo de oxidación. Así, la dureza puede tener una
fuerte influencia en la resistencia al desgaste adhesivo de algunos metales, pero aunque el
incremento de la dureza de una partícula de una aleación puede repercutir en una
disminución en el valor de su desgaste, la dureza no sirve como un factor de predicción de
la resistencia al desgaste de las diferentes aleaciones. Otros factores, especialmente la
presencia de componentes micro estructurales como los carburos en los aceros y el grafito
en el hierro fundido, son, en ocasiones, de mayor importancia.
La resistencia de los metales ante condiciones severas de desgaste adhesivo y daño
superficial bajo cargas normales elevadas, no siempre puede correlacionarse con su
resistencia al desgaste bajo condiciones menos severas. Varios factores influencian la
resistencia de los materiales al daño superficial por deslizamiento: la efectividad de la capa
superficial para prevenir la adhesión, la resistencia de la adhesión una vez que la película se
rompa y la extensión de la unión formada. La solubilidad sólida mutua como indicador de
la resistencia de la fuerza adhesiva, juega algún papel; los metales que se unen fuertemente
tienen más tendencia al daño superficial por deslizamiento. Los metales hexagonales con
un número limitado de planos de deslizamiento, tienen menor tendencia a este tipo de daño
que los metales de estructura cúbica, presumiblemente por su menor ductilidad.
Algunas investigaciones han mostrado que aquellos metales y aleaciones con un alto grado
de endurecimiento deformacional, presenta una menor tendencia al daño superficial durante
el deslizamiento; sin embargo este factor no es infalible en su pronóstico. Por ejemplo, los
aceros austeníticos, aunque son de alto endurecimiento deformacional, muestran un alto
daño superficial en este tipo de proceso, cuando se transforma su estructura en martensita.
La dureza por sí sola es un pobre indicador de la resistencia al daño superficial durante
procesos de deslizamiento: en los aceros, por ejemplo, una alta concentración de carburos o
nitruros muestran una alta resistencia al proceso de daño superficial por deslizamiento,
mayor que cuando se obtiene una dureza similar, pero con menor concentración de estas
partículas duras y frágiles.
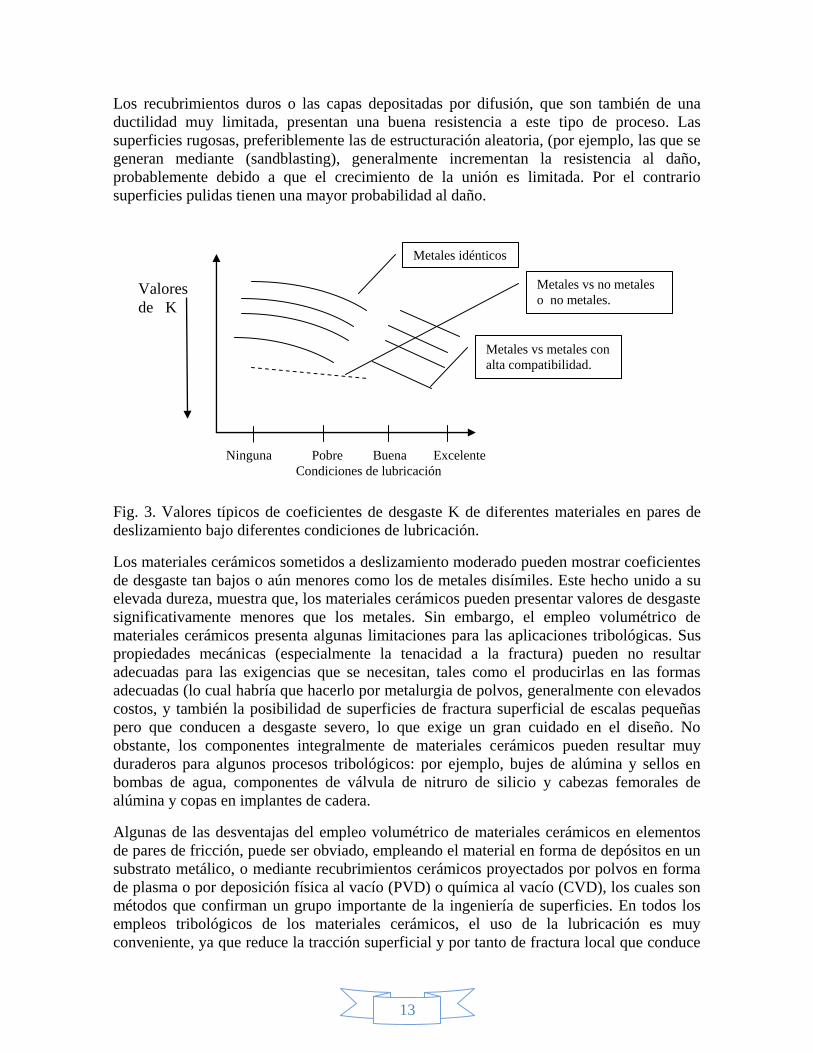
En la Fig. 3 se muestra un esquema comparativo de valores típicos de coeficientes de
desgaste K de diferentes materiales en condiciones de deslizamiento bajo diferentes formas
de lubricación.
13
Los recubrimientos duros o las capas depositadas por difusión, que son también de una
ductilidad muy limitada, presentan una buena resistencia a este tipo de proceso. Las
superficies rugosas, preferiblemente las de estructuración aleatoria, (por ejemplo, las que se
generan mediante (sandblasting), generalmente incrementan la resistencia al daño,
probablemente debido a que el crecimiento de la unión es limitada. Por el contrario
superficies pulidas tienen una mayor probabilidad al daño.
Fig. 3. Valores típicos de coeficientes de desgaste K de diferentes materiales en pares de
deslizamiento bajo diferentes condiciones de lubricación.
Los materiales cerámicos sometidos a deslizamiento moderado pueden mostrar coeficientes
de desgaste tan bajos o aún menores como los de metales disímiles. Este hecho unido a su
elevada dureza, muestra que, los materiales cerámicos pueden presentar valores de desgaste
significativamente menores que los metales. Sin embargo, el empleo volumétrico de
materiales cerámicos presenta algunas limitaciones para las aplicaciones tribológicas. Sus
propiedades mecánicas (especialmente la tenacidad a la fractura) pueden no resultar
adecuadas para las exigencias que se necesitan, tales como el producirlas en las formas
adecuadas (lo cual habría que hacerlo por metalurgia de polvos, generalmente con elevados
costos, y también la posibilidad de superficies de fractura superficial de escalas pequeñas
pero que conducen a desgaste severo, lo que exige un gran cuidado en el diseño. No
obstante, los componentes integralmente de materiales cerámicos pueden resultar muy
duraderos para algunos procesos tribológicos: por ejemplo, bujes de alúmina y sellos en
bombas de agua, componentes de válvula de nitruro de silicio y cabezas femorales de
alúmina y copas en implantes de cadera.
Algunas de las desventajas del empleo volumétrico de materiales cerámicos en elementos
de pares de fricción, puede ser obviado, empleando el material en forma de depósitos en un
substrato metálico, o mediante recubrimientos cerámicos proyectados por polvos en forma
de plasma o por deposición física al vacío (PVD) o química al vacío (CVD), los cuales son
métodos que confirman un grupo importante de la ingeniería de superficies. En todos los
empleos tribológicos de los materiales cerámicos, el uso de la lubricación es muy
conveniente, ya que reduce la tracción superficial y por tanto de fractura local que conduce
Ninguna Pobre Buena Excelente
Condiciones de lubricación
Metales idénticos
Metales vs metales con
alta compatibilidad.
Metales vs no metales
o no metales.
Valores
de K
14
al desgaste severo. Sin embargo, hay que tener en cuenta la posible reacción química de un
lubricante no adecuado con la superficie.
En los materiales poliméricos se piensa poco para su empleo como materiales resistentes al
desgaste, siendo por lo común usados como cojinetes de deslizamientos, a veces en
condiciones, de deslizamiento seco o límite. Sin embargo, algunos materiales poliméricos,
de suficiente resistencia, pueden ser empleados como elementos volumétricos en
aplicaciones tribológicas, siendo significativo el uso del nylon (poliamidas) y sulfuros de
poliéster; además estos materiales, en la mayoría de las veces son empleados como
Composites base polimérica, fortalecidos con rellenos adecuados. Estos materiales son
usados como engranajes poco cargados, aunque se emplean polímeros reforzados con fibras
de carbón en algunos engranajes para carros de carreras, los cuales combinan poco peso y
buenas propiedades tribológicas en comparación con elementos similares fabricados de
acero forjado.La amplia diversidad de materiales superficiales ingenieros existentes,
permiten al diseñador su selección, al menos con cierta amplitud, en vez de utilizar
materiales volumétricamente iguales al de su superficie.
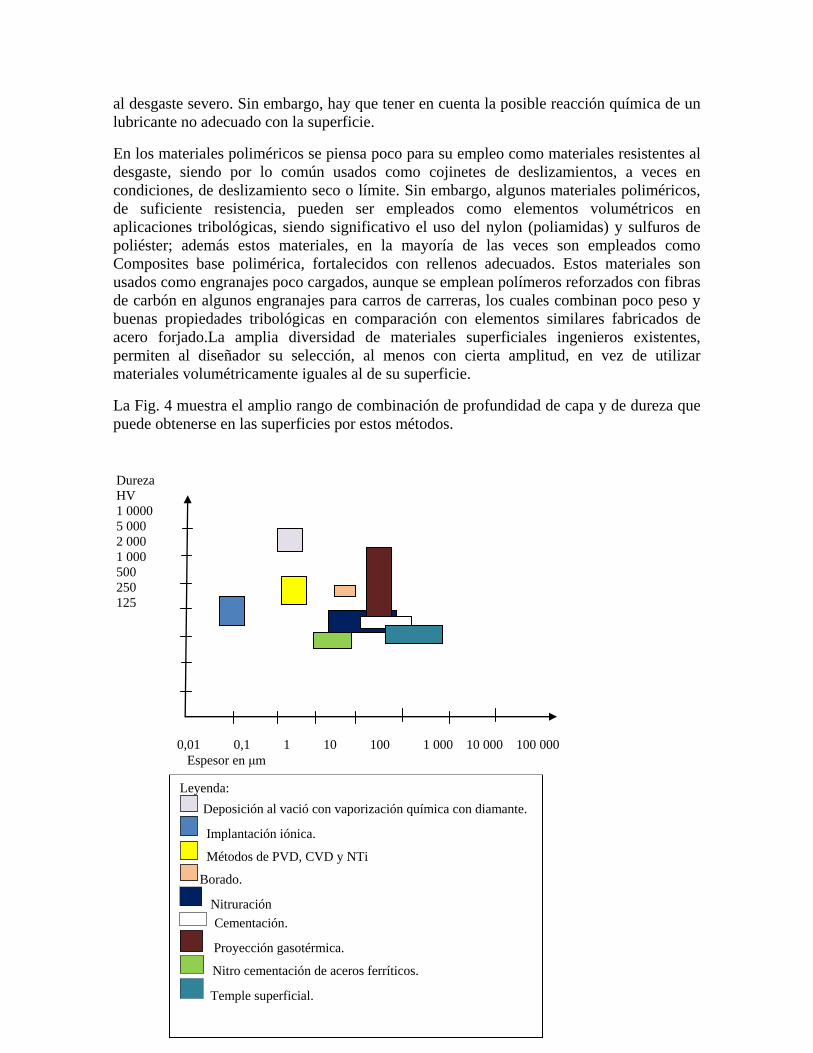
La Fig. 4 muestra el amplio rango de combinación de profundidad de capa y de dureza que
puede obtenerse en las superficies por estos métodos.
Leyenda:
Deposición al vació con vaporización química con diamante.
Implantación iónica.
Métodos de PVD, CVD y NTi
Borado.
Nitruración
Cementación.
Proyección gasotérmica.
Nitro cementación de aceros ferríticos.
Temple superficial.
Dureza
HV
1 0000
5 000
2 000
1 000
500
250
125
0,01 0,1 1 10 100 1 000 10 000 100 000
Espesor en μm

15
Fig. 4 Profundidades y durezas típicas de diferentes formas de recubrimientos y
endurecimientos superficiales.
De la Fig 4., puede concluirse que diferentes métodos ofrecen diferentes posibilidades de
combinación de profundidades y dureza de la capa superficial. Es de destacar que faltan
algunos métodos como el níquel químico, el niquelado, el cromado el fosfatado y otros.
Aquellos métodos como las deposiciones superficiales con PVD, CVD o las implantaciones
iónicas que producen solo capas muy finas y gran dureza, serán útiles su empleo, en
aquellas aplicaciones con una extensión de desgaste mínima y donde el esfuerzo actuante
en la superficie decrezca rápidamente, durante el trabajo, de forma tal que la delgada capa
superficial no sea eliminada. Esto está asociado con que se alcance la etapa de interacción
elástica rápidamente. En aplicaciones como los elementos ingenieros de precisión como las
matrices y algunos cortadores por fresado, estos métodos pueden brindar gran beneficio en
el trabajo, fundamentalmente el recubrimiento al vació con NTi y la aplicación de los
carburos cementados, fabricados por PM, pueden alargar significativamente la vida útil en
elementos de corte.
En otros casos en que los esfuerzos de contacto penetran profundamente dentro del
componente, hacia toda la capa superficial o aún más debajo de la misma (gradientes
negativos), se necesitan de métodos que generen capas superficiales más gruesas. En una
rueda dentada altamente cargada, por ejemplo, el material de la superficie empleado, debe
tener un elevado límite elástico, de forma que mantenga condiciones de interacción elástica
durante el trabajo, expuesto a esfuerzos de contacto elevados al producirse deslizamiento en
el contacto. Sin embargo, el núcleo del diente del engranaje y el resto de la rueda dentada,
requieren de alta tenacidad de fractura y resistencia a la aparición de grietas por fatiga, al
estar sometido a elevadas cargas cíclicas y en ocasiones cargas de impacto, durante el
servicio. En este caso, de combinación de tales propiedades, es preferible el empleo de
elementos de acero, con tratamientos térmicos o químico térmicos superficiales.
CORROSIÓN
La corrosión se define como el deterioro de un material a consecuencia de un ataque
electroquímico por su entorno. De manera más general, puede entenderse como la
tendencia general que tienen los materiales a buscar su forma más estable o de menor
energía interna. Siempre que la corrosión esté originada por una reacción electroquímica
(oxidación), la velocidad a la que tiene lugar dependerá en alguna medida de la
temperatura, de la salinidad del fluido en contacto con el metal y de las propiedades de los
metales en cuestión. Otros materiales no metálicos también sufren corrosión mediante otros
mecanismos.
La corrosión puede ser mediante una reacción química (oxidorreducción) en la que
intervienen tres factores:

16
La pieza manufacturada
El ambiente
El agua
O por medio de una reacción electroquímica
Los factores más conocidos son las alteraciones químicas de los metales a causa del aire,
como la herrumbre del hierro y el acero o la formación de pátina verde en el cobre y sus
aleaciones (bronce, latón).
Sin embargo, la corrosión es un fenómeno mucho más amplio que afecta a todos los
materiales (metales, cerámicas, polímeros, etc.) y todos los ambientes (medios acuosos,
atmósfera, alta temperatura, etc.).
Es un problema industrial importante, pues puede causar accidentes (ruptura de una pieza)
y, además, representa un costo importante, ya que se calcula que cada pocos segundos se
disuelve 5 toneladas de acero en el mundo, procedentes de unos cuantos nanómetros o
picómetros, invisibles en cada pieza pero que, multiplicados por la cantidad de acero que
existe en el mundo, constituyen una cantidad importante.
La corrosión es un campo de las ciencias de materiales que invoca a la vez nociones de
química y de física (físico-química).
Definiciones básicas
Lo que provoca la corrosión es un flujo eléctrico masivo generado por las diferencias
químicas entre las piezas implicadas.La corrosión es un fenómeno electroquímico. Una
corriente de electrones se establece cuando existe una diferencia de potenciales entre un
punto y otro. Cuando desde una especie química cede y migran electrones hacia otra
especie, se dice que la especie que los emite se comporta como un ánodo y se verifica la
oxidación, y aquella que los recibe se comporta como un cátodo y en ella se verifica la
reducción.

17
Para que esto ocurra entre las especies, debe existir un diferencial electroquímico. Si
separamos una especie y su semireacción, se le denominará semipar electroquímico; si
juntamos ambos semipares, se formará un par electroquímico. Cada semipar está asociado
a un potencial de reducción (antiguamente se manejaba el concepto de potencial de
oxidación). Aquel metal o especie química que exhiba un potencial de reducción más
positivo procederá como una reducción y, viceversa, aquél que exhiba un potencial de
reducción más negativo procederá como una oxidación.
Para que haya corrosión electroquímica, además del ánodo y el cátodo debe haber un
electrólito (por esta razón, también se suele llamar corrosión húmeda, aunque el electrólito
también puede ser sólido). La transmisión de cargas eléctricas es por electrones del ánodo
al cátodo (por medio del metal) y por iones en el electrólito.
Este par de metales constituye la llamada pila galvánica, en donde la especie que se oxida
(ánodo) cede sus electrones y la especie que se reduce (cátodo) acepta electrones. Al
formarse la pila galvánica, el cátodo se polariza negativamente, mientras el ánodo se
polariza positivamente.
En un medio acuoso, la oxidación del medio se verifica mediante un electrodo especial,
llamado electrodo ORP, que mide en milivoltios la conductancia del medio.
La corrosión metálica química es por ataque directo del medio agresivo al metal,
oxidándolo, y el intercambio de electrones se produce sin necesidad de la formación del par
galvánico.
Por ejemplo un metal muestra una tendencia inherente a reaccionar con el medio ambiente
(atmósfera, agua, suelo, etc.) retornando a la forma combinada. El proceso de corrosión es
natural y espontáneo.
La manera de corrosión de los metales es un fenómeno natural que ocurre debido a la
inestabilidad termodinámica de la mayoría de los metales. En efecto, salvo raras
excepciones (el oro, el hierro de origen meteorítico) los metales están presentes en la
Tierra en forma de óxido, en los minerales (como la bauxita si es aluminio, la hematita si
es hierro...). Desde la prehistoria, toda la metalurgia ha consistido en reducir los óxidos en
bajos hornos, luego en altos hornos, para fabricar el metal. La corrosión, de hecho, es el
regreso del metal a su estado natural, el óxido.

18
A menudo se habla del acero inoxidable. El término es impropio, por dos razones:
este tipo de acero contiene elementos de aleación (cromo, níquel) que se oxidan; a esta
capa de óxido se debe la protección del acero;
no está protegido más que en ciertos tipos de ambiente, y se corroerá en ambientes
distintos.
Existen múltiples variedades de aceros llamados "inoxidables", que llevan nombres como
"304", "304L", "316N", etc., correspondientes a distintas composiciones y tratamientos.
Cada acero corresponde a ciertos tipos de ambiente; su uso en ambientes distintos será
catastrófico.
Además, el material del que está hecha la pieza no es el único parámetro. La forma de la
pieza y los tratamientos a los que se la somete (conformación, soldadura, atornillado). Así,
un montaje de dos metales diferentes (por ejemplo, dos variedades de acero, o el mismo
acero con tratamientos diferentes) puede dar pie a una corrosión acelerada; además, a
menudo se ven trazas de herrumbre en las tuercas. Asimismo, si la pieza presenta un
intersticio (por ejemplo, entre dos placas), ahí puede formarse un medio confinado que
evolucionará de un modo diferente al del resto de la pieza y, por lo tanto, podrá llegar a una
corrosión local acelerada. De hecho, toda heterogeneidad puede desembocar en una
corrosión local acelerada como, por ejemplo, en los cordones de soldadura o en la mano al
ser salpicada por un ácido.
Protección contra la corrosión
Elección del material
La primera idea es escoger todo un material que no se corroa en el ambiente considerado.
Se pueden utilizar aceros inoxidables, aluminios, cerámicas, polímeros (plásticos), FRP,
etc. La elección también debe tomar en cuenta las restricciones de la aplicación (masa de la
pieza, resistencia a la deformación, al calor, capacidad de conducir la electricidad, etc.).
19
Cabe recordar que no existen materiales absolutamente inoxidables; hasta el aluminio se
puede corroer.
En la concepción, hay que evitar las zonas de confinamiento, los contactos entre materiales
diferentes y las heterogeneidades en general.
Hay que prever también la importancia de la corrosión y el tiempo en el que habrá que
cambiar la pieza (mantenimiento preventivo).
Dominio del ambiente
Cuando se trabaja en ambiente cerrado (por ejemplo, un circuito cerrado de agua), se
pueden dominar los parámetros que influyen en la corrosión; composición química
(particularmente la acidez), temperatura, presión... Se puede, v.g., agregar productos
llamados "inhibidores de corrosión". Un inhibidor de corrosión es una sustancia que,
añadida a un determinado medio, reduce de manera significativa la velocidad de corrosión.
Las sustancias utilizadas dependen tanto del metal a proteger como del medio, y un
inhibidor que funciona bien en un determinado sistema puede incluso acelerar la corrosión
en otro sistema.
Sin embargo, este tipo de solución es inaplicable cuando se trabaja en medio abierto
(atmósfera, mar, cuenca en contacto con el medio natural, circuito abierto, etc.)
Inhibidores de la corrosión
Los inhibidores de corrosión, son productos que actúan ya sea formando películas sobre la
superficie metálica, tales como los molibdatos, fosfatos o etanolaminas, o bien entregando
sus electrones al medio. Por lo general los inhibidores de este tipo son azoles modificados
que actúan sinérgicamente con otros inhibidores tales como nitritos, fosfatos y silicatos. La
química de los inhibidores no está del todo desarrollada aún. Su uso es en el campo de los
sistemas de enfriamiento o disipadores de calor tales como los radiadores, torres de
enfriamiento, calderas y "chillers". El uso de las etanolaminas es típico en los algunos
combustibles para proteger los sistemas de contención (como tuberías y tanques).Y además
la inhalación es mala para los pulmones Se han realizado muchos trabajos acerca de
inhibidores de corrosión como alternativas viables para reducir la velocidad de la corrosión
en la industria. Extensos estudios sobre IC y sobre factores que gobiernan su eficiencia se
han realizado durante los últimos 20 años. Los cuales van desde los más simples que fueron
a prueba y error y hasta los más modernos los cuales proponen la selección del inhibidor
por medio de cálculos teóricos.
Tipos de corrosión
Existen muchos mecanismos por los cuales se verifica la corrosión, que tal como se ha
explicado anteriormente es fundamentalmente un proceso electroquímico.
20
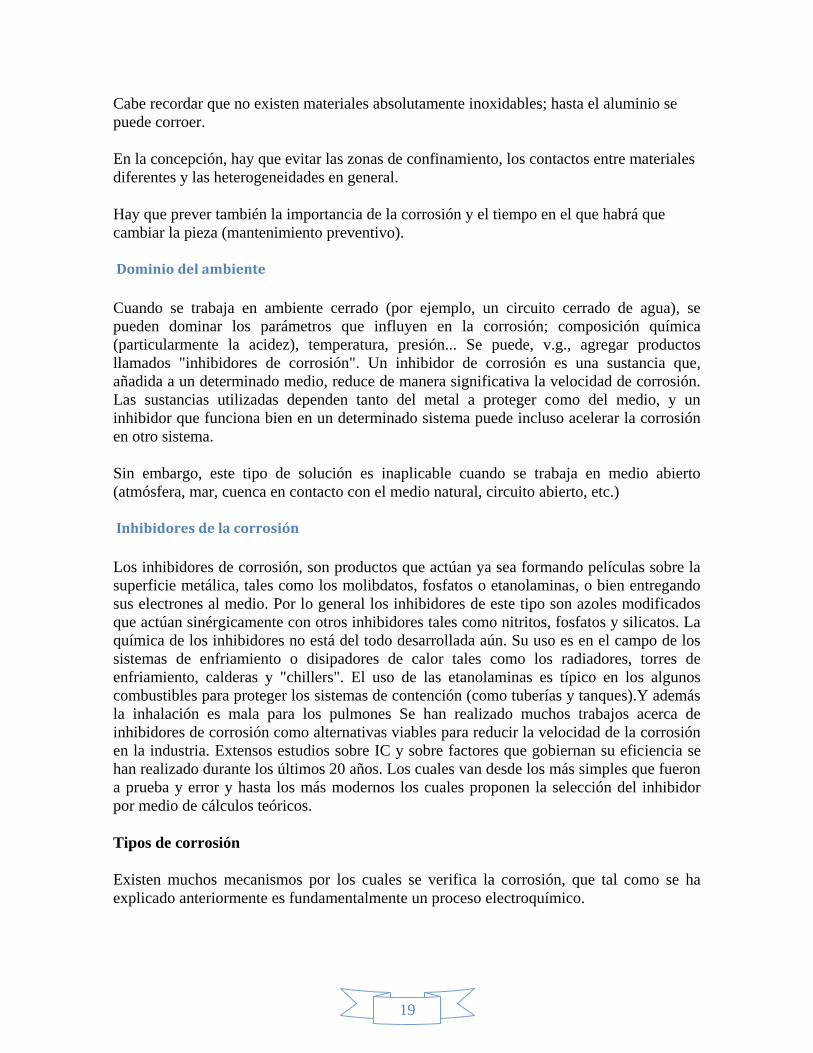
Corrosión electroquímica o polarizada
La corrosión electroquímica se establece cuando en una misma superficie metálica ocurre
una diferencia de potencial en zonas muy próximas entre sí en donde se establece una
migración electrónica desde aquella en que se verifica el potencial de oxidación más
elevado, llamado área anódica hacia aquella donde se verifica el potencial de reducción más
bajo, llamado área catódica. El conjunto de las dos semi reacciones constituye una célula de
corrosión electroquímica.
La corrosión electroquímica es debida a la circulación de electrones entre zonas de
diferente potencial, en contacto con el medio conductor. Esta diferencia de potencial puede
darse entre dos puntos de un mismo material en cuyo caso la diferencia de potencial no
acostumbra a ser elevada o entre diferentes metales dando lugar a una pila galvánica en la
que la corriente de corrosión es importante.
Es característica de este tipo de corrosión la localización de la zona de corrosión; esto
puede dar lugar a consecuencias catastróficas a pesar de que la pérdida de material puede
no ser muy importante.
En una pila de corrosión la pérdida de material corresponderá a la zona o metal más
electronegativo que se denominará zona anódica y será donde se concentra la salida de la
corriente al medio. La zona de entrada de la corriente, denominada zona catódica no sufrirá
ningún deterioro y corresponde al potencial más electropositivo.
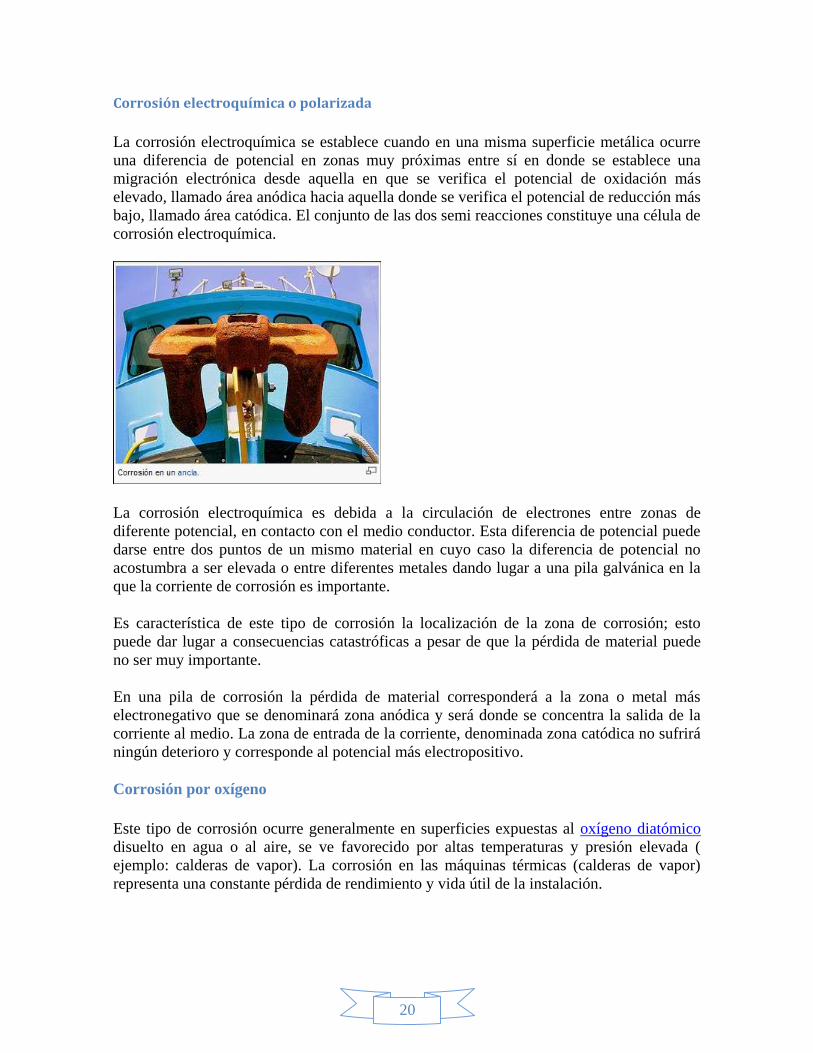
Corrosión por oxígeno
Este tipo de corrosión ocurre generalmente en superficies expuestas al oxígeno diatómico
disuelto en agua o al aire, se ve favorecido por altas temperaturas y presión elevada (
ejemplo: calderas de vapor). La corrosión en las máquinas térmicas (calderas de vapor)
representa una constante pérdida de rendimiento y vida útil de la instalación.

21
Corrosión microbiológica
Es uno de los tipos de corrosión electroquímica. Algunos microorganismos son capaces de
causar corrosión en las superficies metálicas sumergidas. Se han identificado algunas
especies hidrógeno-dependientes que usan el hidrógeno disuelto del agua en sus procesos
metabólicos provocando una diferencia de potencial del medio circundante. Su acción está
asociada al pitting (picado) del oxígeno o la presencia de ácido sulfhídrico en el medio. En
este caso se clasifican las ferrobacterias.
Corrosión por presiones parciales de oxígeno
El oxígeno presente en una tubería por ejemplo, está expuesto a diferentes presiones
parciales del mismo. Es decir una superficie es más aireada que otra próxima a ella y se
forma una pila. El área sujeta a menor aireación (menor presión parcial) actúa como ánodo
y la que tiene mayor presencia de oxígeno (mayor presión) actúa como un cátodo y se
establece la migración de electrones, formándose óxido en una y reduciéndose en la otra
parte de la pila. Este tipo de corrosión es común en superficies muy irregulares donde se
producen obturaciones de oxígeno.
Corrosión galvánica
Es la más común de todas y se establece cuando dos metales distintos entre sí actúan como
ánodo uno de ellos y el otro como cátodo. Aquel que tenga el potencial de reducción más
negativo procederá como una oxidación y viceversa aquel metal o especie química que
exhiba un potencial de reducción más positivo procederá como una reducción. Este par de
metales constituye la llamada pila galvánica. En donde la especie que se oxida (ánodo) cede
sus electrones y la especie que se reduce (cátodo) acepta los electrones.
Corrosión por actividad salina diferenciada
Este tipo de corrosión se verifica principalmente en calderas de vapor, en donde la
superficie metálica expuesta a diferentes concentraciones salinas forman a ratos una pila
galvánica en donde la superficie expuesta a la menor concentración salina se comporta
como un ánodo.
Corrosión por heterogeneidad del material
Se produce en aleaciones metálicas, por imperfecciones en la aleación.
Corrosión por aireación superficial
También llamado Efecto Evans. Se produce en superficies planas, en sitios húmedos y con
suciedad. El depósito de suciedad provoca en presencia de humedad la existencia de un
entorno más electronegativamente cargado.

22
Métodos preventivos de protección
Antes de dar una protección hay que preparar la superficie del metal, limpiándola de
materiales ajenos (limpieza y desengrasado)
RECUBRIMIENTO EN FORMA DE LÍQUIDO (aplicado como una pintura)
Variables que determinan la capacidad protectora de un sistema de pinturas aplicado
sobre un sustrato metálico.
Tipo de sustrato.- Para poder identificar qué métodos de pintado son los que se
pueden utilizar.
Sistema de pintado.- Una vez conocido que tipo de sustrato se saber si puede tener
una adhesión entre los materiales en cuestión
Preparación superficial.- Al conocer el sistema de pintado se puede saber qué es lo
necesario para poder generar la mejor adhesión
Pre-tratamiento.- El pre-tratamiento es similar a la preparación superficial,
considerando el pre-tratamiento de la superficie, pero se puede dar el caso de un
pre-tratamiento en la pintura, que podría ser tal vez lo llamado preparación de la
pintura.
Espesor total y por capa.- Dependiendo del tipo de método escogido se va a tener
los diferentes espesores de la pintura
Adhesión metal/pintura.- Es la más importante debido a que si no se tiene una buena
adhesión entre los dos materiales, no tiene sentido seguir estudiando los demás
casos si por ejemplo no se va a poder pintar. Y cuanto más se prolonga la adhesión
menor es la posibilidad de que se inicie el proceso de corrosión.
Composición de las pinturas.- Puede considerarse posteriormente este punto ya que
dependiendo de la composición de las pinturas se va a poner los diferentes tipos de
ligantes, pigmentos y disolventes
Compatibilidad entre capas.- Esto es importante ya de esto va a depender el método
de aplicación, y conociendo la composición de las pinturas
Método de aplicación.- Si se tiene que tipo de compatibilidad se tiene entonces se
puede escoger el método que se acople a dicha compatibilidad.
CAPA NO METÁLICA
barnices, esmaltes, lacas... que deben formar una capa impermeable, contínua y
adherente de 120 micras de espesor como mínimo.
CAPA METÁLICA

23
Se puede aplicar en forma de líquido (a base de gotas) y debe tener carga
electroquímica menor que el material que protege.
IMÁGENES DE CORROSION
24
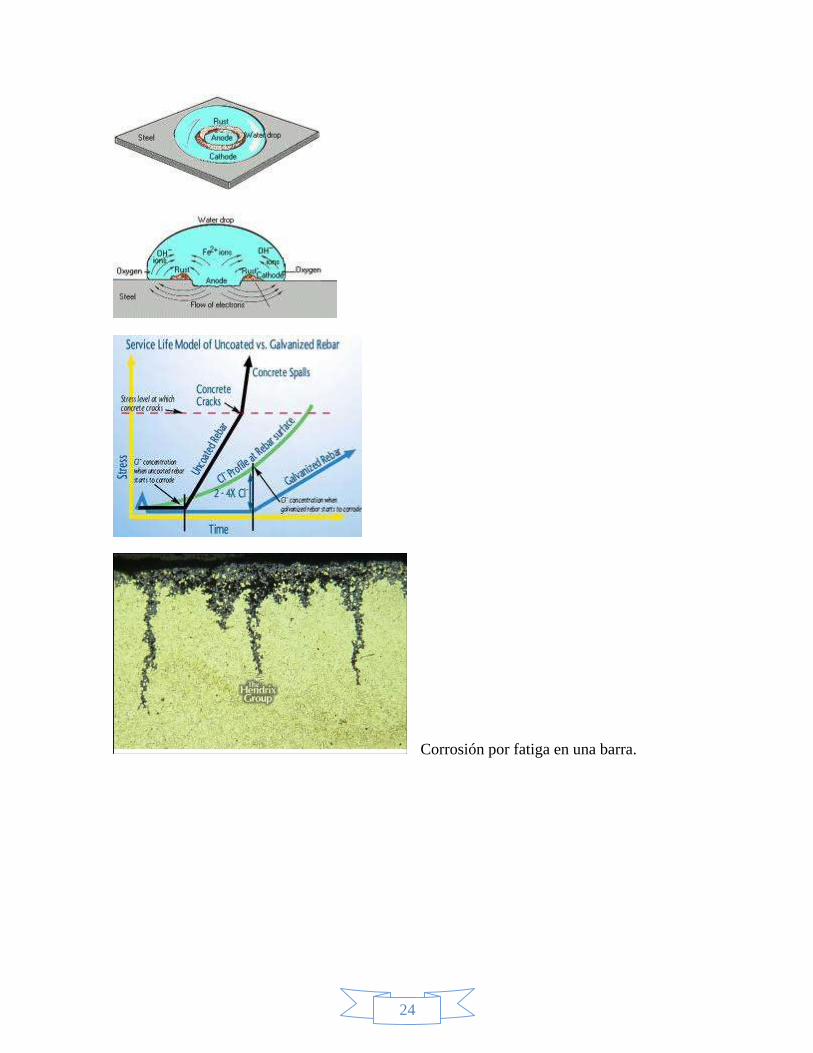
Corrosión por fatiga en una barra.

25
Ductile Iron Pipe Elbow Perforation
Another example of Ductile Iron Corrosion Failure on this 12" diameter 45 degree flanged
pipe elbow. Note the very selective pitting attack and complete perforation on the side of
the elbow.
Ductile Iron Pipe Failure
Ductile Iron Pipe generally suffers from pitting corrosion very much like any other ferrous
metal pipe material. During this century, there has typically been a 60% to 80% reduction
in wall thickness compared to the former cast iron material for the same class of service.
This reduced wall has made the pipe much more susceptible to corrosion failure such as
occurred on this 30" diameter water transmission pipeline.

26
Another AST Bacterial
Corrosion Problem
Another classic example of Microbialogical Corrosion Attack in a #2 Fuel Storage Tank.
This form of attack is more common on above ground storage tanks where the ambient
summer temperatures are ideal for bacterial colony growth.
Galvanized Pipe Failure at
Couplings
Galvanized Pipe often suffers corrosion failure when installed underground since it is
usually connected to more noble metals such as cast iron, steel or, most commonly, copper.
In addition, the pipe often is assembled with threaded joints. It is often at the crevices
formed between the pipe and couplings and at the threads themselves, where attack occurs
after the pure zinc protective layer is consumed by the corrosion process.
27
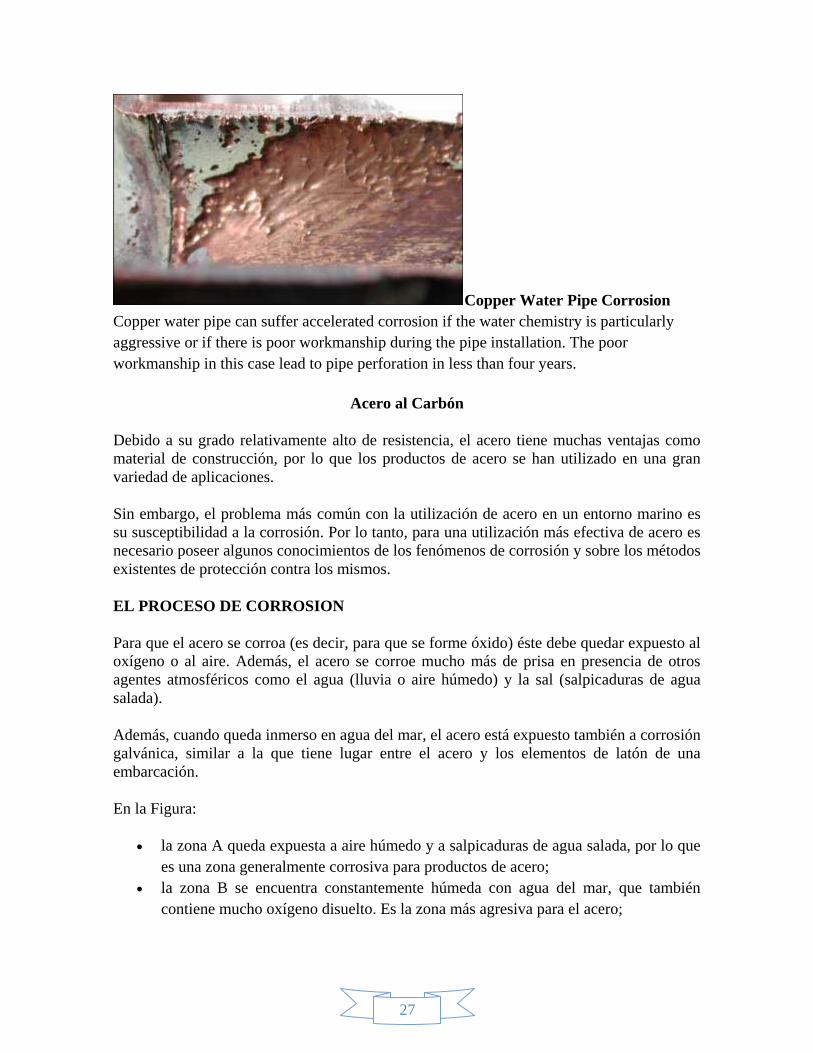
Copper Water Pipe Corrosion
Copper water pipe can suffer accelerated corrosion if the water chemistry is particularly
aggressive or if there is poor workmanship during the pipe installation. The poor
workmanship in this case lead to pipe perforation in less than four years.
Acero al Carbón
Debido a su grado relativamente alto de resistencia, el acero tiene muchas ventajas como
material de construcción, por lo que los productos de acero se han utilizado en una gran
variedad de aplicaciones.
Sin embargo, el problema más común con la utilización de acero en un entorno marino es
su susceptibilidad a la corrosión. Por lo tanto, para una utilización más efectiva de acero es
necesario poseer algunos conocimientos de los fenómenos de corrosión y sobre los métodos
existentes de protección contra los mismos.
EL PROCESO DE CORROSION
Para que el acero se corroa (es decir, para que se forme óxido) éste debe quedar expuesto al
oxígeno o al aire. Además, el acero se corroe mucho más de prisa en presencia de otros
agentes atmosféricos como el agua (lluvia o aire húmedo) y la sal (salpicaduras de agua
salada).
Además, cuando queda inmerso en agua del mar, el acero está expuesto también a corrosión
galvánica, similar a la que tiene lugar entre el acero y los elementos de latón de una
embarcación.
En la Figura:
la zona A queda expuesta a aire húmedo y a salpicaduras de agua salada, por lo que
es una zona generalmente corrosiva para productos de acero;
la zona B se encuentra constantemente húmeda con agua del mar, que también
contiene mucho oxígeno disuelto. Es la zona más agresiva para el acero;

28
la zona C es también muy agresiva para el acero debido a que está presente la
corrosión galvánica también.
Zonas de corrosión en un entorno marino.
SOLUCIONES CONTRA LA CORROSION
Hay cinco soluciones posibles para proteger al acero contra los efectos de la corrosión:
Pintar el acero con pinturas especiales. El pintar el acero utilizando pinturas especiales es
el método más común de proteger grandes estructuras de acero.
Utilizar acero inoxidable en lugar de acero al carbón. Acero inoxidable es acero normal
mezclado con otros metales como níquel y cromo. Sin embargo, el coste del acero
inoxidable hace que éste no sea práctico para un uso diario, excepto para pequeños
elementos de ajuste como pernos y tuercas.
Recubrir el acero al carbón con Zinc. El recubrimiento de acero con zinc, que es otro
metal, es un procedimiento que se conoce generalmente como galvanizado y es la forma
más normal de proteger. Los materiales a recubrir se sumergen normalmente en un baño de
zinc fundido en talleres especializados. Una vez un objeto se ha sumergido en zinc en
caliente no se debe realizar ningún trabajo de soldado, corte o taladrado, ya que esto
destruiría la integridad del recubrimiento de protección.
Recubrir el acero al carbón con plásticos especiales. El recubrimiento del acero con
plásticos especiales resistentes al desgaste constituye otra forma de protección contra la
corrosión; sin embargo, el alto coste que implica el proceso de recubrimiento (en talleres
especializados) hace que este método no sea práctico para uso diario.
29
Proteger el acero al carbón con ánodos de zinc (protección catódica). Los ánodos de zinc
se utilizan para prolongar más aún la vida útil de estructuras de acero sumergidas en agua
del mar como, por ejemplo, pilones de acero, pontones, flotadores metálicos, etc. Los
elementos de aluminio, en contacto con acero húmedo, quedan expuestos también a la
corrosión galvánica.
INHIBIDORES DE CORROSION
Los inhibidores de corrosión, son productos que actúan ya sea formando películas sobre la
superficie metálica, tales como los molibdatos, fosfatos o etanolaminas, o bien entregando
sus electrones al medio. Por lo general los inhibidores de este tipo son azoles modificados
que actúan sinérgicamente con otros inhibidores tales como nitritos, fosfatos y silicatos. La
química de los inhibidores no está del todo desarrollada aun. Su uso es en el campo de los
sistemas de enfriamiento o disipadores de calor tales como los radiadores, torres de
enfriamiento, calderas y "chillers". El uso de las etanolaminas es típico en los algunos
combustibles para proteger los sistemas de contención (como tuberías y tanques).
Aislamiento del medio
Existen distintos medios para impedir que ocurra la reacción química. Como primera
medida de protección se puede aislar la pieza del ambiente, dándole una mano de pintura,
cubriendo la pieza de plástico, haciendo un tratamiento de superficie (por ejemplo,
nitruración, cromatación o proyección plasma).
Galvanismo anódico o protección catódica
También se puede introducir otra pieza para perturbar la reacción; es el principio del
"ánodo de sacrificio" o "protección galvánica" (
protección catódica). Se coloca una pieza de aleaciones de zinc, aleaciones de magnesio y
aleaciones de aluminio, que se van a corroer en lugar de la pieza que se quiere proteger; la
reacción química entre el ambiente y la pieza sacrificada impide la reacción entre el
ambiente y la pieza útil. En medio acuoso, basta con atornillar el ánodo de sacrificio a la
pieza que se debe proteger. Al aire, hay que recubrir totalmente la pieza; es el principio de
la galvanización. Este método se usa ampliamente en la ingeniería naval. También se usa en
la protección de tuberías enterradas.
Galvanoplastia
La pieza se puede recubrir con una película de otro metal electrodepositado cuyo potencial
de reducción es más estable que el alma de la pieza.
Galvanoplastia existe como el niquelado, el cincado (galvanizado), el cobreado y el
cromatado (cromo duro o cromo decorativo) estañado, etc.
El cromado usado comúnmente en la industria automotriz y en la de los fittings confiere
una protección estable al alma de hierro con la cual se confecciona el artículo. El cromado
(no confundir el cromado, un depósito de cromo, con la cromatación, que es la formación
de una capa de metal combinado con iones de cromo VI). En efecto, el cromo mismo no se
corroe, protegiendo así la pieza, pero la mínima rayadura es catastrófica, pues la pieza hace

30
entonces las veces de ánodo de sacrificio del cromo y se corroe a gran velocidad.
Las pinturas anticorrosión con plomo han sido abandonadas a causa de su impacto
dramático en el medio ambiente y en la salud.
Aplicación de inhibidores asociados a una película de fijación
En este caso, caen las pinturas anticorrosivas cuyas formulaciones aparte de aportar con una
película de aislamiento de tipo epóxico fenólico o epoxi-ureico llevan asociados un paquete
anticorrosivo compuesto por moléculas orgánicas o minerales aceptoras de electrones tales
como los azoles.
Es también conveniente mencionar que un inhibidor de corrosión deberá especificarse
sobre que tipo de corrosión va a inhibir dado la gran diversidad de tipos y formas de
corrosión dependiendo principalmente de las condiciones del medio donde se está llevando
a cabo esta.
Exposición a soluciones reductoras
La superficie es expuesta a elementos químicos disueltos en una solución a bajas
concentraciones, dichas especies son pares reductores que se oxidan ellos mismos a cambio
de la pieza y además contribuyen con la pasivación o inactivación de la superficie
formando micropelículas químicas estables. Estas especies se encuentran comúnmente en
anticongelantes, pinturas base acuosa y otras aplicaciones. La corrosión también puede
darse debido al contacto con el oxigeno
Tipos de corrosión
Existen muchos mecanismos por los cuales se verifica la corrosión, que tal como se ha
explicado anteriormente es fundamentalmente un proceso electroquímico.
Corrosión electroquímica o polarizada
La corrosión electroquímica se establece cuando en una misma superficie metálica ocurre
una diferencia de potencial en zonas muy próximas entre sí en donde se establece una
migración electrónica desde aquella en que se verifica el potencial de oxidación más
elevado, llamado área anódica hacia aquella donde se verifica el potencial de oxidación
31
(este término ha quedado obsoleto, actualmente se estipula como potencial de reducción)
más bajo, llamado área catódica.
Corrosión por oxígeno
Este tipo de corrosión ocurre generalmente en superficies expuestas al oxígeno diatómico
disuelto en agua o al aire, se ve favorecido por altas temperaturas y presión elevada (
ejemplo: calderas de vapor). La corrosión en las máquinas térmicas (calderas de vapor)
representa una constante pérdida de rendimiento y vida útil de la instalación.
Corrosión microbiológica
Es uno de los tipos de corrosión electroquímica. Algunos microorganismos son capaces de
causar corrosión en las superficies metálicas sumergidas. Se han identificado algunas
especies hidrógeno dependientes que usan el hidrógeno disuelto del agua en sus procesos
metabólicos provocando una diferencia de potencial del medio circundante. Su acción está
asociada al pitting (picado) del oxígeno o la presencia de ácido sulfhídrico en el medio. En
este caso se clasifican las
ferrobacterias.
Corrosión por presiones parciales de oxígeno
El oxígeno presente en una tubería por ejemplo, está expuesto a diferentes presiones
parciales del mismo. Es decir una superficie es más aireada que otra próxima a ella y se
forma una pila. El área sujeta a menor aireación (menor presión parcial) actúa como ánodo
y la que tiene mayor presencia de oxígeno (mayor presión) actúa como un cátodo y se
establece la migración de electrones, formándose óxido en una y reduciéndose en la otra
parte de la pila. Este tipo de corrosión es común en superficies muy irregulares donde se
producen obturaciones de oxígeno.
Corrosión galvánica
Es la más común de todas y se establece cuando dos metales distintos entre sí actúan como
ánodo uno de ellos y el otro como cátodo. Aquel que tenga el
potencial de reducción más negativo procederá como una oxidación y viceversa aquel metal
o especie química que exhiba un potencial de reducción más positivo procederá como una
reducción. Este par de metales constituye la llamada pila galvánica. En donde la especie
que se oxida (ánodo) cede sus electrones y la especie que se reduce (cátodo) acepta los
electrones.
Corrosión por actividad salina diferenciada
Este tipo de corrosión se verifica principalmente en calderas de vapor, en donde la
superficie metálica expuesta a diferentes concentraciones salinas forman a ratos una pila
galvánica en donde la superficie expuesta a la menor concentración salina se comporta
como un ánodo.
32
Corrosión en planta de gas.
. Introducción
Sin menoscabar la importancia que tiene con relación a otros aspectos, la principal
motivación para el estudio de la corrosión es, sin duda, de índole económica.
El presente trabajo"Prevención de la corrosión en una planta de gas" se desarrollo en
la planta de separación de líquidos Malvinas(Proyecto EPC-1 Camisea), dicha planta
es parte del modulo de explotación del Proyecto del Gas de Camisea.
El modulo de explotación en el lote 88, Yacimientos de Gas de Camisea fue adjudicado
al consorcio formado por las empresasPluspetrol(Argentina), HuntOil(USA), SK
Corp. (Corea) e Hidrocarburos Andinos(Argentina)
Para el diseño, construcción, operación y mantenimiento de sistemas de cañerías de
gas internacionalmente se utilizan las especificaciones técnicas establecidas por el
Código ASME B-31.8 "Gas Transmission and DistributionPipingSystems", el cual en
el capítulo VI "CorrosionControl", enuncia los requisitos mínimos y procedimientos
para el control de la corrosión en el diseño de instalaciones nuevas y para la operación
y mantenimiento de sistemas ya existentes. Para la preparación de la superficie los
métodos utilizados, son los normalizados por las instituciones SSPC(Steel
StructuresPainting Council), NACE(NationalAssociation of Corrosión Engineers) y la
SIS(SwedishInstitute of Standars)
2. Conceptos teóricos
2.1 Definición de corrosión
La corrosión puede definirse como la reacción química o electroquímica de un metal o
aleación con su medio circundante con el siguiente deterioro de sus propiedades.
La reacción básica de corrosión es por tanto:
Me Men+ + ne-
De acuerdo con ello también es posible definir la corrosión desde un punto de vista
más químico como el transito de un metal de su forma elemental a su forma iónica o
combinada con cesión de electrones a un no metal como el oxigeno o el azufre, por
ejemplo. Es decir, el metal, a través de la corrosión, retorna a la forma combinada
formando óxidos, sulfuros, hidróxidos, etc., que es como los metales se encuentran
habitualmente en la naturaleza por tratarse de formas termodinámicamente más
estables.
Desde el primer momento de su extracción, para lo cual es necesario cambiar las
condiciones termodinámicas utilizando reductores, altas temperaturas, etc., el metal

33
muestra una tendencia inherente a reaccionar con el medio ambiente(atmósfera, agua,
suelo, etc.) retornando a la forma combinada. El proceso de corrosión es natural y
espontáneo, y cuando mayor es la energía gastada en la obtención del metal a partir del
mineral, tanto más fácilmente el metal revierte al estado combinado, es decir, tanto más
favorecida temodinámicamente está la reacción de corrosión.
Metalurgia extractiva y corrosión son, por lo tanto procesos de acción opuesta.
El proceso de corrosión es la interacción de un metal con el medio que lo rodea,
produciendo el consiguiente deterioro en sus propiedades tanto físicas como químicas. Las
características fundamental de este fenómeno, es que sólo ocurre en presencia de un
electrólito, ocasionando regiones plenamente identificadas, llamadas estas anódicas y
catódicas: una reacción de oxidación es una reacción anódica, en la cual los electrones son
liberados dirigiéndose a otras regiones catódicas. En la región anódica se producirá la
disolución del metal (corrosión) y, consecuentemente en la región catódica la inmunidad
del metal.
Los enlaces metálicos tienden a convertirse en enlaces iónicos, los favorece que el material
puede en cierto momento transferir y recibir electrones, creando zonas catódicas y zonas
anódicas en su estructura. La velocidad a que un material se corroe es lenta y continua todo
dependiendo del ambiente donde se encuentre, a medida que pasa el tiempo se va creando
una capa fina de material en la superficie, que van formándose inicialmente como manchas
hasta que llegan a aparecer imperfecciones en la superficie del metal.
Este mecanismo que es analizado desde un punto de vista termodinámico electroquímico,
indica que el metal tiende a retornar al estado primitivo o de mínima energía, siendo la
corrosión por lo tanto la causante de grandes perjuicios económicos en instalaciones.
2.2 Perdidas económicas originadas por la corrosión
Las primeras estimaciones de los costos de la corrosión, así como las más recientes,
coinciden en señalar que éstos corresponden a aproximadamente el 3% del PBI de un país.
La corrosión es un fenómeno que puede afectar prácticamente a cualquier material y
cuando ésta no es prevenida o controlada puede reducir significativamente la vida útil o la
eficiencia de componentes, equipos, estructuras e instalaciones.
Las pérdidas económicas derivados de la corrosión pueden clasificarse en directas e
indirectas. Las pérdidas directas se relacionan con los costos necesarios para la reposición
de estructuras, equipos, maquinaria o componentes que pueden quedar inservibles por
efecto de la corrosión. Respecto a pérdidas indirectas, se pueden nombrar las siguientes:
pérdidas por interrupciones, pérdidas de productos, pérdidas por contaminación de
productos, pérdidas de rendimiento, pérdidas por sobredimensionamiento, pérdidas por
accidentes.
Se estima que la relación entre los gastos directos e indirectos se situa entre 1/6 y 1/10.
Además se estima que entre el 10 y el 12% de la producción mundial de acero se pierde
completamente cada año a causa de la corrosión.

34
Los paros de las plantas pueden ocurrir y ocurren como un resultado de la corrosión,
provocando gastos directos e indirectos de aspecto económico y humano.
Dentro de los aspectos económicos tenemos:
a) Reposición del equipo corroído.
b) Coeficiente de seguridad y sobre diseño para soportar la corrosión.
c) Mantenimiento preventivo como la aplicación de recubrimientos.
d) Paros de producción debidos a fallas por corrosión.
e) Contaminación de productos.
f) Pérdida de eficiencia ya que los coeficientes de seguridad, sobre diseño de equipo y
productos de corrosión por ejemplo, decrecen la velocidad de transmisión de calor en
cambiadores de calor.
g) Pérdida de productos valiosos.
h) Daño de equipo adyacente a aquel en el cual se tuvo la falla de corrosión.
Dentro de los aspectos humanos y sociales tenemos:
a) La seguridad, ya que fallas violentas pueden producir incendios, explosiones y liberación
de productos tóxicos.
b) Condiciones insalubres por ejemplo, contaminaciones debido a productos del equipo
corroído o bien un producto de la corrosión misma.
c) Agotamiento de los recursos naturales, tanto en metales como en combustibles usados
para su manufacturera.
d) Apariencia, ya que los materiales corroídos generalmente son desagradables a la vista.
2.3 Clasificación y características de los distintos procesos de corrosión.
La corrosión ocurre en muchas y muy variadas formas, pero su clasificación
generalmente se basa en uno de los tres siguientes factores:
1. Naturaleza de la substancia corrosiva. La corrosión puede ser clasificada como
húmeda o seca, para la primera se requiere un líquido o humedad mientras que para la
segunda, las reacciones se desarrollan con gases a alta temperatura.

35
2. Mecanismo de corrosión. Este comprende las reacciones electroquímicas o bien, las
reacciones químicas.
3.Apariencia del metal corroído. La corrosión puede ser uniforme y entonces el metal se
corroe a la misma velocidad en toda su superficie, o bien, puede ser localizada, en cuyo
caso solamente resultan afectadas áreas pequeñas.
La clasificación por apariencia, uniforme o localizada, es muy útil para una discusión
preliminar que en caso de requerirse en forma más completa, necesita del establecimiento
de las diferencias entre la corrosión localizada de tipo macroscópico y el ataque
microscópico local.
En el ataque microscópico, la cantidad de metal disuelto es mínima y puede conducir a
daños muy considerables antes de que el problema sea visible.
Los diferentes tipos de corrosión se presentan en la tabla No. 1 y se esquematizan en la
figura No. 1, a continuación se enuncia cada una de estas formas.
CORROSION GALVANICA Y UNIFORME
El ataque uniforme sobre grandes áreas de una superficie metálica (Fig. No. 3b) es la
forma más común de la corrosión y puede ser húmeda o seca, electroquímica o
química, siendo necesario seleccionar los materiales de construcción y los métodos de
protección como pintura, para controlarla.
Por otra parte, la corrosión uniforme es la forma más fácil de medir, por lo que las fallas
inesperadas pueden ser evitadas simplemente por inspección regular.
La corrosión galvánica se presenta, cuando dos metales diferentes en contacto o conectados
por medio de un conductor eléctrico, son expuestos a una solución conductora. En este

36
caso, existe una diferencia en potencial eléctrico entre los metales diferentes y sirve como
fuerza directriz para el paso de la corriente eléctrica a través del agente corrosivo, de tal
forma que el flujo de corriente corroe uno de los metales del par formado.
Mientras más grande es la diferencia de potencial entre los metales, mayor es la
probabilidad de que se presente la corrosión galvánica debiéndose notar que este tipo de
corrosión sólo causa deterioro en uno de los metales, mientras que el otro metal del par casi
no sufre daño.
El metal que se corroe recibe el nombre de metal activo, mientras que el que no sufre daño
se le denomina metal más noble.
La relación de áreas entre los dos metales es muy importante, ya que un área muy grande de
metal noble comparada con el metal activo, acelerará la corrosión, y por el contrario, una
mayor área del metal activo comparada con el metal noble disminuye el ataque del primero.
La corrosión galvánica a menudo puede ser reconocida por el incremento del ataque junto a
la unión de los metales, como se indica en la figura No. 3c y este tipo puede ser controlado
por el uso de aislamientos o restringiendo el uso de uniones de metales cuando ellos forman
diferencias de potencial muy grande en el medio ambiente en el que se encuentran. La
diferencia de potencial puede ser medida, utilizando como referencia la serie galvánica de
los metales y aleaciones que se presentan más adelante, en la serie de los potenciales tipo
(standard) de óxido de reducción.
Otro método para reducir la corrosión galvánica, es evitar la presencia de grandes áreas de
metal noble con respecto a las de metal activo.
CORROSION POR EROSION
Cuando el movimiento del medio corrosivo sobre la superficie metálica incrementa la
velocidad de ataque debido a desgaste mecánico, este recibe el nombre de corrosión por
erosión. La importancia relativa del desgaste mecánico y la corrosión, es a menudo difícil
de establecer y varia grandemente de una situación a otra, y el mecanismo de la erosión
generalmente se atribuye a la remoción de películas superficiales protectoras, como por
ejemplo, películas de óxido formadas por el aire, o bien, productos adherentes de la
corrosión.
La corrosión por erosión, generalmente tiene la apariencia de picaduras poco profundas de
fondo terso, como se ve en la figura No. 1d, y el ataque puede presentar también una
distribución direccional debido al camino seguido por el agente agresivo cuando se mueve
sobre la superficie del metal, tal y como se muestra en la figura No. 3d .
La corrosión por erosión prospera en condiciones de alta velocidad, turbulencia, choque,
etc., y frecuentemente se observa en impulsores de bombas, agitadores y en codos y
cambios de dirección de tuberías. Los líquidos con suspensión conteniendo partículas
sólidas duras pueden igualmente causar este tipo de problema.
37
La corrosión por erosión puede ser evitada por cambios de diseño o por selección de
materiales más resistentes.
La corrosión por cavitación y desgaste (fretting) son formas especiales de la corrosión por
erosión. La primera es causada por la formación y colapso de burbujas de vapor en la
superficie del metal. Las altas presiones producidas por este colapso pueden disolver el
metal, remover las partículas protectoras, etc.
La corrosión por desgaste (fretting) ocurre cuando las piezas de metal se deslizan una sobre
la otra, causando daño mecánico a una o ambas piezas (Figura No. 3e) y el deslizamiento
es generalmente un resultado de la vibración.
La corrosión se cree que juega uno de los siguientes papeles: el calor de la fricción oxida el
metal y a continuación el óxido se desgasta, o bien, la remoción mecánica de las partículas
protectoras de óxido, o los productos de la corrosión resultantes, dan como resultado la
exposición de superficies limpias del metal al medio agresivo, en tal forma que el
fenómeno corrosivo se acelera.
La corrosión por deslizamiento se atenúa utilizando materiales de construcción más duros,
empleando lubricación o bien incrementando la fricción hasta un punto tal en que el
deslizamiento es imposible.
CORROSION POR AGRIETAMIENTO
Las condiciones ambientales en una grieta, pueden con el tiempo volverse muy diferentes
de las existentes en una superficie limpia y abierta, por lo que un medio ambiente muy
agresivo puede desarrollar y causar corrosión en las grietas (figura No.3f).
Las grietas o hendeduras generalmente se encuentran en los empaques, traslapes, tornillos,
remaches, etc., y también pueden formarse por depósitos de suciedad, productos de la
corrosión y raspaduras en las películas de recubrimiento.
La corrosión por agrietamiento, generalmente se atribuye a los siguientes factores:
a).- Cambios de acidez en la grieta o hendidura.
b).- Escasez de oxígeno en la grieta.
c).- Desarrollo de iones diferentes en la hendidura.
d).- Agotamiento de Inhibidor en la grieta.
Al igual que todas las formas de corrosión localizada, la corrosión por agrietamiento no
ocurre en todas las combinaciones metal-agente corrosivo, y algunos materiales son más
susceptibles para producirla que otros, como por ejemplo aquéllos que dependen de las
películas protectoras de óxido formadas por el aire para adquirir su resistencia a la

38
corrosión, tal y como sucede con el acero inoxidable y el titanio. Estos materiales pueden
ser aleados para mejorar su resistencia y el diseño deberá hacerse de tal
manera, que se reduzcan las hendiduras, tratando de mantener las superficies limpias para
combatir este tipo de corrosión.
CORROSION POR PICADURA
La corrosión por picadura se presenta por la formación de orificios en una superficie
relativamente inatacada y las picaduras pueden tener varias formas (figura No. 3g).
La forma de una picadura es a menudo responsable de su propio avance, por las mismas
razones mencionadas en la corrosión por agrietamiento, es decir, una picadura puede ser
considerada como una grieta o hendidura formada por si misma.
Para reducir la corrosión por picadura se necesita una superficie limpia y homogénea, por
ejemplo, un metal homogéneo y puro con una superficie muy pulida deberá ser
generalmente, mucho más resistente que una superficie que tenga incrustaciones, defectos o
rugosidad.
La corrosión por picadura es un proceso lento que puede llevarse meses y años antes de ser
visible, pero que naturalmente, causará fallas inesperadas. El pequeño tamaño de la
picadura y las minúsculas cantidades de metal que se disuelven al formarla, hacen que la
detección de ésta sea muy difícil en las etapas iniciales.
La limpieza de la superficie y la selección de materiales conocidos, resistentes a la
formación de picaduras en un medio ambiente determinado, es generalmente el camino más
seguro para evitar este tipo de corrosión.
CORROSION POR EXFOLIACION Y DISOLUCION SELECTIVA
La corrosión por exfoliación es una corrosión subsuperficial que comienza sobre una
superficie limpia, pero se esparce debajo de ella y difiere de la corrosión por picadura en
que el ataque tiene una apariencia laminar.
Capas completas de material son corroídas (figura No. 3h) y el ataque es
generalmente reconocido por el aspecto escamoso y en ocasiones ampollado de la
superficie.
Al final del ataque, una muestra tiene la apariencia de un mazo de barajas en el cual algunas
de las cartas han sido extraídas. Este mecanismo es bien conocido en las aleaciones de
aluminio y se combate utilizando aleaciones y tratamientos térmicos.
La corrosión por disolución selectiva se produce al efectuarse la remoción de uno de los
elementos de una aleación siendo el ejemplo más común la eliminación del zinc en

39
aleaciones de cobre-zinc, conocido con el nombre de dezincificación. Este fenómeno
corrosivo produce un metal poroso (figura 3i) que tiene propiedades mecánicas muy pobres
y obviamente el remedio a este caso es el empleo de aleaciones que no seansusceptibles a
este proceso.
CORROSION INTERGRANULAR O INTERCRISTALINA
Para entender este tipo de ataque es necesario considerar que cuando un metal fundido se
cuela en un molde, su solidificación comenzó con la formación de núcleos al azar, cada uno
de los cuales crece en un arreglo atómico regular para formar lo que se conoce con el
nombre de granos o cristales.
El arreglo atómico y los espaciamientos entre las capas de los granos, son los mismos en
todos los cristales de un metal dado; sin embargo, debido a la nucleación al azar, los planos
de los átomos en las cercanías de los granos no encajan perfectamente bien y el espacio
entre ellos recibe el nombre de límite de grano. Si se dibuja una línea de 2.5 cm de longitud
sobre la superficie de una aleación, esta deberá cruzar aproximadamente
1 000 límites de grano.
Los límites de grano son a veces atacados preferencialmente por un agente corrosivo y el
ataque se relaciona con la segregación de elementos específicos o por la formación de un
compuesto en el límite. La corrosión generalmente ocurre, porque el agente corrosivo ataca
preferencialmente el límite de grano o una zona adyacente a él, que ha perdido un elemento
necesario para tener una resistencia a la corrosión adecuada.
En un caso severo de corrosión ínter cristalina, granos enteros se desprenden debido a la
deterioración completa de sus límites (figura No. 3j), en cuyo caso, la superficie aparecerá
rugosa al ojo desnudo y se sentirá rasposa debido a la pérdida de los granos.
El fenómeno de límite de grano que causa la corrosión Inter cristalina, es sensible al calor
por lo que la corrosión de este tipo, es un subproducto de un tratamiento térmico como la
soldadura o el relevado de esfuerzos y puede ser corregido por otro tipo de tratamiento
térmico o por el uso de una aleación modificada.
CORROSION DE FRACTURA POR TENSIÓN
La acción conjunta de un esfuerzo de tensión y un medio ambiente corrosivo, dará como
resultado en algunos casos, la fractura de una aleación metálica. La mayoría de las
aleaciones son susceptibles a este ataque, pero afortunadamente el número de
combinaciones aleación – corrosivo que causan este problema, son relativamente pocas. Sin
embargo, hasta la fecha, este es uno de los problemas metalúrgicos más serios.
Los esfuerzos que causan las fracturas provienen de trabajos en frío, soldadura, tratamiento
térmicos, o bien, pueden ser aplicados en forma externa durante la operación del equipo.
40
Las fracturas pueden seguir caminos Ínter cristalinos o transcristalinos (figura No. 3k) que
a menudo presentan una tendencia a la ramificación.
Algunas de las características de la corrosión de fractura por tensión, son las siguientes:
a) Para que esta corrosión exista, se requiere un esfuerzo de tensión.
b) Las fracturas se presentan quebradizas en forma macroscópica, mientras que las fallas
mecánicas de la misma aleación, en ausencia de un agente corrosivo especifico,
generalmente presentan ductibilidad.
c) La corrosión por esfuerzos depende de las condiciones metalúrgicas de la aleación.
d) Algunos medios ambientes específicos, generalmente causan fractura en una aleación
dada. El mismo medio ambiente no causa fracturas en otras aleaciones.
e) La corrosión por esfuerzo puede ocurrir en medios ambientes considerados no agresivos
para una aleación dada, por ejemplo la velocidad de corrosión uniforme es baja hasta que se
presenta una fractura.
f) Largos periodos de tiempo, a menudo años, pueden pasar antes de que las fracturas sean
visibles, pero entonces al presentarse, se propagan rápidamente con el resultadode una falla
inesperada.
g) La corrosión por esfuerzo, no está completamente entendida en la mayoría de los casos;
sin embargo, en la actualidad se dispone de muchos datos para ayudar al ingeniero a evitar
este problema.
Para combatir la corrosión de fracturas por tensión, es necesario realizar el relevado de
esfuerzo o seleccionar un material más resistente.
El término de fragilización por hidrógeno se confunde frecuentemente con la corrosión de
fractura por tensión, debido a que el hidrógeno desempeña una función en algunos casos de
ésta y para distinguir la fragilización por hidrógeno de la corrosión de fractura por tensión,
es conveniente juzgar los siguientes conceptos:
a) La fractura debido al hidrógeno introducido en el metal sin corrosión de éste, por
ejemplo, en la protección catódica, no es definitivamente corrosión de fractura por tensión.
b) La fractura debido al hidrógeno producida por una alta velocidad de corrosión uniforme
como en el decapado, tampoco es corrosión de fractura por tensión porque no se necesita
tener un esfuerzo mientras el hidrógeno se produce y la fractura se presenta posteriormente
cuando la tensión es aplicada después de la reacción corrosiva con liberación de hidrógeno.

41
c) Cuando el hidrógeno se produce por corrosión local en una fractura o picadura sobre un
metal sometido a esfuerzo de tensión y resulta una propagación en la fractura, entonces sí
se considera que la corrosión pertenece al tipo de corrosión de fractura por tensión.
La corrosión por fatiga, es una forma especial del tipo de corrosión de fractura por tensión
y se presenta en ausencia de medios corrosivos, debido a esfuerzos cíclicos repetidos. Estas
fallas son muy comunes en estructuras sometidas a vibración continua.
La corrosión por fatiga, se incrementa naturalmente con la presencia de un medio agresivo,
de tal forma que el esfuerzo necesario para producir la corrosión por fatiga, se reduce en
algunas ocasiones hasta la mitad del necesario, para producir la falla en aire seco (figura
No. 3 l).
Los métodos para evitar la corrosión por fatiga, necesitan prevenir la fractura producida por
ésta desde el principio, ya que es muy difícil detener la propagación de las fracturas, una
vez que se inician.
De lo indicado anteriormente, se ve la necesidad de reconocer en primer lugar, las
diferentes formas en las que se presenta la corrosión para así tomar medidas pertinentes que
permitan establecer los métodos correctivos para atenuarla, los cuales son mejor
comprendidos si se conoce la teoría de la corrosión.
2.4 Métodos de protección
Para prevenir la corrosión se cuentan con varios métodos como pueden ser la protección
catódica, la selección de materiales, los recubrimientos, etc.
De todos los métodos de protección el más sencillo y económico es el uso de una barrera
que impida que los elementos de la corrosión se unan.

42
3. Desarrollo del tema
3.1 Descripción de la Planta
La planta de separación de líquidos se encuentra ubicada en la localidad de Las Malvinas,
distante aproximadamente a 50 Km de los pozos, aproximadamente a 500 Km al este de la
ciudad de Lima, en una región de la selva amazónica conocida como Bajo Urubamba.
La planta Malvinas se encuentra dividida por áreas las cuales son:
Area 310: SlugCatcher, aquí hace su ingreso el gas proveniente de los pozos San
Martín y Cashiriari
Area 340 Estabilización, se acondiciona al gas antes de su ingreso a criogenica
Area 360 Criogenica
Area 370 Turbocompresore de 2 etapas, que son 2 para comprimir el gas, que será
bombeado desde la estación de bombeo de TGP
Area 380 Aeroenfriadores, enfrian el gas para comprimirlo en 2 etapas
Area 410 Hot Oil, aquí el aceite es calentado para luego transferir su calor a toda la
planta
En esta planta podemos identificar varias cañerías aéreas, los cuales se encontraran a
diferentes temperaturas de trabajo, agrupándose 2 esquemas de pintura.
Esquema 1 temperatura menores de 90º
Esquema 6 temperatura mayores de 90º
En el esquema 1 encontramos cañerías que transportan gas natural, gas licuado, nafta,
solventes, gas-oil, aceites lubricantes, anticongelantes, agua fría, agua caliente, agua para
incendio, vapor de agua, aire comprimido, etano, propano, butano.
En el esquema 6 encontramos aceite caliente que recorre toda la planta y retorna al área 410
Hot Oil donde entra a los quemadores para su calentamiento, dichos quemadores funcionan
con gas natural.
3.2 Selección del método de protección
El método seleccionado es el de aplicación de recubrimientos protectores, mediante la
aplicación de 2 capas.
Para el esquema 1, el sistema seleccionado es:
Primera capa: epoxico
Segunda capa: poliuretano

43
Para el esquema 6 el sistema seleccionado es:
Primera capa: zinc
Segunda capa: aluminio
La secuencia de actividades para cualquiera de los 2 esquemas la podemos dividir en 2
etapas:
Preparación de la superficie y aplicación de la primera capa del recubrimiento
Resane y aplicación de la segunda capa del recubrimiento
Como observamos vamos a aplicar 2 capas de recubrimiento, el cual depende del esquema
seleccionado. La preparación de la superficie y aplicación de la primer capa de
recubrimiento será realizado en las cañerías vírgenes que lleguen al galpón, luego estas se
montan en planta con el daño sobre estas debido a choques, caídas, fricción debido al
montaje. Luego viene la segunda etapa que es el resane o curado de las cañerías y la
aplicación de la capa de acabado.
En la siguiente tabla observamos el nombre de cada capa de recubrimiento según los
esquemas que maneja la planta y el sistema de pintura seleccionado.
Nº capa Sistema Nombre pintura Preparación Superficie
ESQUEMA 1
Primera capa Epoxico Sigma CM Miocoat 1-2 mils
SSPC-SP6 Segunda capa Poliuretano SigmadurGloss
ESQUEM 6
Primera capa Zinc Sigma Tornusil 2-3 mils
SSPC-SP10 Segunda capa Aluminio SigmatherSilicate
Cabe mencionar que un mils se define como la milésima parte de una pulgada: 1 mils =
1/1000 pulgada
En la tabla adjunta en la parte superior en la columna Preparación Superficie esta referido
al requisito mínimo que deberá quedar la cañería luego del arenado, para la posterior
aplicación del primer o primera capa, pudiendo observar un arando comercial para el
esquema 1 y un arenado al blanco para el esquema6.
3.3 Preparación de la superficie y aplicación de recubrimientos
Preparación de la superficie

44
Los métodos de preparación de superficies son las normalizadas por las instituciones
SSPC(Steel StructuresPainting Council), NACE(NationalAssociatio of
CorrosionEngineers) y la SIS(SwedishInstitute of Standars)
a. Se basa en la acción de los solventes, emulsiones o compuestos para lograr la
limpieza. Se usa para remover grasa,polvo y otros materiales contaminantes. No se
elimina: herrumbre, escamas de óxido, escama de laminación ni residuos de pintura
vieja.
b. Norma SSPC-SP-1 Limpieza con solventes
Eliminación de oxido, escamas de laminación y pintura suelta con espátulas,
piquetas, lijas o cepillos de alambre.
c. Norma SSPC-SP-2 Limpieza con herramientas manuales
d. Norma SSPC-SP-3 Limpieza con herramientas mecánicas
Eliminación de óxido, escamas de laminación y pintura suelta, con lijadoras, esmeriles,
cepillos mecánicos.
d. Norma SSPC-SP Limpieza con chorro de arena al metal blanco(Norma NACE Nº 1,
SIS Sa.3)
Eliminación de todo óxido, escamas de laminación, pinturas y demás materiales
extraños visibles, mediante chorro abrasivo(seco o húmedo) de arena o granalla.
e. Norma SSPC-SP-10 Limpieza con chorro de arena al metal casi blanco(Norma
NACE Nº 2, SIS Sa. 2)
Limpieza con chorro de arena al metal casi blanco, eliminando todo residuo visible de por
lo menos 95% del área de cada pulgada cuadrada.
f. Norma SSPC-SP-6 Limpieza con chorro de arena al metal gris comercial(Norma
NACE Nº 3, SIS Sa. 2)
Eliminación de todo óxido, escamas de laminación, pintura y demás materiales extraños de
por lo menos 2/3 ó 66% de cada pulgada cuadrada. Se acepta sombra suaves en menos de
1/3 ó 33% de cada pulgada cuadrada.
g. Norma SSPC-SP-7 Limpieza con chorro de arena simple(Norma NACE Nº 4, SIS
Sa. 1)
Eliminación con chorro de arena de todo material suelto, excepto residuos de escamas de
laminación, óxido y pinturas que estén bien adheridas, exponiendo numerosas y
uniformemente distribuidas áreas de metal limpio.

45
Aplicación de recubrimiento
Los métodos de aplicación de recubrimientos son:
Brocha
Rodillo
Spray convenciona
Spray sin aire
a. Aplicación de la brocha
Debe fomentarse donde las áreas que van a cubrirse no son sencillas. Para las áreas donde
se permite la aplicación, probablemente será necesario que el pintor use además una brocha
para cubrir las áreas dificiles, p.ej. los puntos de conexión con pernos, soldaduras, etc. Ete
revestimiento es a menudo llamado el evestimiento de faja /stripcoat). Cuando se concluye,
el revestimiento de faja habrá puesto una capa extra de pintura sobre esas areas que de otro
modo no pueden retener un revestimiento aplicado de spray completo, es decir los bordes
afilados, etc.
b. Aplicación del rodillo
Aun cuando este método es más rápido que la brocha, particularmente para las áreas
grandes, la calidad del trabajo es generalmente inferior al uso de la brocha desde el
punto de vista de protección a largo plazo Normalmente, el revestimiento tiende a ser
algo más delgado y más poroso debido a las pequeñas cantidades que el rodillo puede
depositar en la película.(efecto wicking)
c. Aplicación del spray convencional
El equipo de spray convencional utiliza(en comparación con el spray sin aire) presiones
bajas para esparcir pintura atomizada sobre la superficie preparada. A continuación se
describe una unidad convencional de spray:
La pintura es arrastrada(succionada) por una presión de alrededor de 20 a 60 psi, a
la cabeza del spray. Esta cabeza del sray obliga al material a pasar a través de un
orificio estrecho donde es entonces mezclado con un flujo dual de aire. La fuerza
del aire que entra en la corriente de pintura produce atomización fina del material el
cual se sienta suavemente sobre la superficie a ser revestida.
d. Aplicación del spray sin aire
La aplicación sin aire difiere de la convencional en varios aspectos importantes. La
cantidad de revestimiento esparcida a la superficie puede ser de hecho muy alta
constituyendo una operación rápida en estructuras o cañerías grandes. La pintura se

46
esparsedesde un recipiente, después de haber sido succionada a una bomba neumática. Esta
bomba es normalmente del tipo de presión operacional.
El pistón de la bomba es impulsado hacia arriba y hacia abajo, extrayendo pintura hacia una
cámara de compresión y esparciéndola después a una presión mayor. Normalmente la
presión de aire que impulsa la bomba será alrededor de 80 a 100 psi. La fuerza de la pintura
que se esparce a través de un orificio estrecho forma una llovizna de gotitas. Este proceso
no requiere atomización del aire.
3.4 Procedimientos de preparación de superficie y aplicación de recubrimientos
protectores - Esquema 1
3.4.1 Para tuberías vírgenes
Condiciones ambientales para los trabajos
En la ejecución del trabajo se tomarán mediciones de las condiciones ambientales, como:
humedad relativa, punto de rocío y temperatura de superficie.
Preparación de superficies
Las cañerías que lleguen al galpón serán arenadas según la Norma SSPC-SP-6 Limpieza
con chorro de arena al metal gris comercial.
Aplicación de pintura
Aplicación de una capa de pintura epóxica SIGMA CM MIOCOAT a un espesor de 5 –
mils seco, (húmedo en 7 –8 mils) con brocha de metal desnudo.
Evaluación en las etapas de preparación de superficie y aplicación de pintura
En la preparación de la superficie se tendrá especial cuidado que las superficies limpiadas
no contengan grasa, polvo, corrosión y otros contaminantes.
3.4.2 Para tuberías montadas
Condiciones ambientales para los trabajos
En la ejecución del trabajo se tomarán mediciones de las condiciones ambientales, como:
humedad relativa, punto de rocio y temperatura de superficie.
Preparación de superficies
Las cañerías montadas, se lavarán con agua potable y detergente biodegradable, según
norma SSPC-SP, para retirar las adherencias de grasa, polvo, y humedad.

47
Las zonas con presencia de corrosión serán limpiadas con lija Nº 60 y 80, hasta lograr el
metal desnudo, según la norma SSPC-SP2.
Las costuras de soldadura y las zonas con corrosión profunda serán limpiadas con arenado
puntual y/o limpieza manualmecánica.
Aplicación de pintura
Capa de resane – desmanche
Aplicación de una capa de pintura epóxica SIGMA CM MIOCOAT a un espesor de 5 –
mils seco, (húmedo en 7 –8 mils) con brocha de metal desnudo.
Capa final de poliuretano
Luego de haber lavado las superficies de las tuberías y haber secado, dichas superficies, se
aplicara una capa final de pintura SigmadurGloss, a un espesor de 1.5 – 2 mils seco
aplicado con pistola de succión, equipo convencional, brocha, rodillo o equipo airless,
según sea las necesidades.
Evaluación en las etapas de preparación de superficie y aplicación de pintura.
En la preparación de la superficie se tendrá especial cuidado que las superficies limpiadas
no contengan grasa, polvo, corrosión y otros contaminantes.
4. RESULTADOS
4.1 Control de calidad
Condiciones Ambientales
Las condiciones ambientales deberán ser las apropiadas para la preparación de superficies y
aplicación de revestimientos, mediante la medición de la temperatura del aire, temperatura
del acero, humedad relativa y punto de rocio.
Para realizar la medición de la temperatura del aire, humedad relativa y punto de rocio
usaremos un Higrometro de rotación(WhirlingHygrometer)
Para realizar la medición de la temperatura del acero utilizaremos un
termometromagnetico(dial thermometer)
Las 2 condiciones necesarias y suficientes para empezar con los trabajos son:
La temperatura del acero deberá de estar por lo menos 2 grados encima de la
temperatura del punto de rocio.
La humedad relativa del medio ambiente deberá ser menor de 85%

48
La temperatura ambiente esta contemplada en la hoja técnica del recubrimiento
Espesor de película húmeda(EPH)
El espesor de película húmeda deberá asegurar que cuando seque, el espesor que el
recubrimiento alcance será el estipulado en el diseño.
Para controlar el EPH, se requerirá un calibrador de espesor de película húmeda, el
instrumento más común para medir el EPH es el calibrador de peine. Los dos dientes
exteriores del peine son de igual longitud mientras que los dientes internos son
progresivamente más cortos.
Espesor de película seca(EPS)
Garantiza una adecuada barrera entre la cañería y el medio ambiente para protejerla de la
corrosión.
La medición del EPS es de importancia considerable porque:
Es el único valor positivo que puede verificarse en cualquier momento después de la
aplicación, sin que se dañe el revestimiento.
Este valor puede definirse en las especificaciones
La medición del espesor de la película seca normalmente se efectúa usando un calibrador
electrónico o magnético, utilizando la norma SSPC-PA2.
Calculo del EPH en función del EPS
Espesor de película seca x 100 = Espesor película húmeda
Sólidos por volumen
ESQUEMA 1
Capa: Espesor de película seca(mils)
Primera capa 5.0 – 5.5
Segunda capa 1.5 – 2
ESQUEMA 6
Capa: Espesor de película seca(mils)
Primera capa 3.5 – 4
Segunda capa 1 – 1.5

49
ANALISIS DE LA CORROSION EN LA INDUSTRIA
Selección de las Industrias: Utilizado la técnica de muestreo intencional que consiste en
la elección de una o varias características predeterminadas del fenómeno a estudiar, se
consideraron las siguientes características en el sector industrial nacional: participación en
la determinación del producto interno bruto, grandes y altamente organizada, fluidos que
manejan en el proceso productivo, el entorno agresivo del ambiente, la complejidad de sus
procesos, nivel de asignación de recursos en la partida de mantenimiento. De esta forma se
obtuvieron las industrias más representativas desde del punto de vista de corrosión,
enfocándose a dos categorías de la actividad industrial: Producción-Manufactura,
estratificada en los siguientes factores: Explotación y Producción de Petróleo y Gas,
Refinación de Petróleo, Química y Petroquímica, Alimentos (seleccionando la Industria
Cervecera), Siderúrgica y Papelera, y Serviciosrepresentada por la industria Eléctrica.
Aplicación de la entrevista y encuesta: Los instrumentos fueron aplicados a gerentes,
superintendentes y personal relacionado con los departamentos de mantenimiento y
corrosión para obtener una información confiable. El proceso de recolección de datos se
llevó a cabo a través de todo el territorio nacional como puede observarse en la Figura 1.
Al analizar los resultados obtenidos, puede decirse que el 60% del personal entrevistado
desconoce la información relacionada con los costos de mantenimiento de equipos e
instalaciones, el 80% emplea el sistema SAP (Sistema, Aplicaciones y Productos en el

50
Procesamiento de Datos) como herramienta para el registro de costos, el 80% no identifica
si el mantenimiento ejecutado es por corrosión; lo cual origina el desconocimiento de la
magnitud del problema, el 50% posee un historial de fallas de sus equipos por corrosión; no
obstante, la mayoría no lleva un registro estadístico para conocer la frecuencia de las
mismas y el 60% aunque conocen los costos totales de una parada de planta o la reposición
de un equipo, no disgregan los costos asociados a la corrosión.
De las 20 empresas encuestadas solamente 12 retornaron la encuesta con la información
requerida, representando un 60% del total de las encuestas. A continuación se presentan los
principales resultados:
El 50% de las industrias encuestadas cuentan con departamentos propios encargados de la
prevención, protección y seguimiento para la operación y control de la corrosión. Las
empresas que no poseen un departamento que se encargue de estas operaciones contratan
servicios externos para desarrollar estas labores, minimizando los efectos de este fenómeno
mediante limpieza periódica de equipos, tratamiento químico y el uso de revestimientos. El
67% de las industrias no cuenta con un personal que posea conocimientos con bases
teóricas y analíticas sólidas en el área de corrosión. Más aún, en la mayoría no existen
planes concretos sobre lo que piensan hacer para capacitar el personal y resolver
preventivamente los problemas de corrosión.
Tipos de corrosión: El 83% coinciden que las corrosiones: galvánica, por picaduras y
uniforme, son las formas más comunes en las que suele presentarse este problema, seguidas
por laerosión con un 67%, por espacios confinados con un 58% y la corrosión bajo tensión
con un 50%. El menor porcentaje lo tienen altas temperaturas e intergranular con un 42% y
el daño por hidrógeno con un 25% (Figura 2). Lo anterior coincide con evaluaciones
realizadas en países como México y Colombia donde se ha encontrado que la forma de
corrosión más recurrente es el ataque por picadura.

51
Causas de la corrosión: Se encontró que los efectos atmosféricos tienen la mayor
incidencia en la ocurrencia de este fenómeno. Las sustancias químicas (ácido sulfúrico y
fluorhídrico) y el agua salobre constituyen el segundo y tercer agente propiciador de la
corrosión en las industrias. Otras de las causas que sobresalen son la falta de
mantenimiento, el diseño inadecuado y la operación discontinua o inadecuada de los
sistemas de protección. La Figura 3 muestra en detalle los porcentajes de cada una de las
causas. Igualmente al comparar con otros países de América Latina se pudo confirmar la
similitud de las causas entre los diferentes países.

52
Métodos para prevenir la corrosión: Son los recubrimientos orgánicos y metálicos, el
tratamiento químico, la selección de materiales y la protección catódica los mas empleados
(Figura 4); lo cual también es comparable con los resultados obtenidos en México y
Colombia.

53
Método de inspección: Los más empleado es inspección visual. La herramienta más usada
para medir la velocidad de corrosión son los cupones de pérdida de peso, ya que permite
medir la pérdida de material y en muchos casos la morfología del ataque. El ensayo no
destructivo más común es el ultrasonido y de los métodos analíticos la medida de pH
representa la primera opción para llevar el control de los parámetros que ocasionan
corrosión.
Acciones de Mantenimiento: Organizativamente, el 50% de las industrias no lleva a cabo
las acciones de mantenimiento para el control de la corrosión mediante dependencias
propias. Estas labores las desarrollan contratistas especialistas en el área. El 58% aplica
tanto mantenimiento correctivo como preventivo y el resto de las industrias combina los
mantenimientos anteriores con el mantenimiento predictivo.
Costos generado por corrosión: En cuanto a la pregunta dirigida para determinar si las
industrias discriminan los costos por corrosión, se determinó que el 75% de las empresas
encuestadas desconoce los costos por corrosión relacionados con los diferentes sistemas de
control, tipos de corrosión y mantenimiento correctivo, siendo para la mayoría desconocido
el monto de las pérdidas por corrosión y su impacto en el producto interno bruto. En cuanto
a investigación y desarrollo, se determinó que la mayoría de las empresas encuestadas
realiza estas labores externamente.
Conclusiones
El 50% de las industrias encuestadas cuentan con departamentos propios encargados de la
prevención, protección y seguimiento para la operación y control de la corrosión.

54
El 75% de las industrias encuestadas desconoce la información relacionada con los costos
por corrosión, tanto desde el punto de vista de mantenimiento preventivo como correctivo,
y más aún los costos en función del tipo de corrosión o los sistemas de control aplicado e
investigación y desarrollo.
El 66,7% de las industrias encuestadas no cuenta con un personal que posea conocimientos
sólidos en corrosión y en la mayoría no existen planes de formación concretos.
Los tipos de corrosión más comunes son galvánica, picadura y uniforme y las menos
comunes son alta temperaturas, intergranular y daño por hidrogeno.
Las causas principales de corrosión en la industria son por ambientes atmosféricos
agresivos, sustancias químicas como ácido sulfúrico y ácido fluorhidrico y aguas salobres.
El orden secuencial de la aplicación de los métodos de control es: revestimientos orgánicos,
revestimientos metálicos, tratamiento químico, selección de materiales y protección
catódica.
Los métodos de inspección más comunes son el visual y el ultrasonido (medición de
espesor) la herramienta más usada para medir velocidad de corrosión son los cupones de
corrosión.
PROTECCIÓN.
Ya que la corrosión de los metales en ambientes húmedos es de naturaleza electroquímica,
una aproximación lógica para intentar parar la corrosión sería mediante métodos
electroquímicos. Los métodos electroquímicos para la protección contra la corrosión
requieren de un cambio en el potencial del metal para prevenir o al menos disminuir su
disolución.
La protección catódica, en este sentido, es un tipo de protección (electroquímico) contra la
corrosión, en el cual el potencial del electrodo del metal en cuestión se desplaza en la
dirección negativa. Los principios de la protección catódica pueden ilustrarse mediante un
diagrama termodinámico potencial - pH, como se muestra en la figura 10, en el caso del
hierro (Fe).
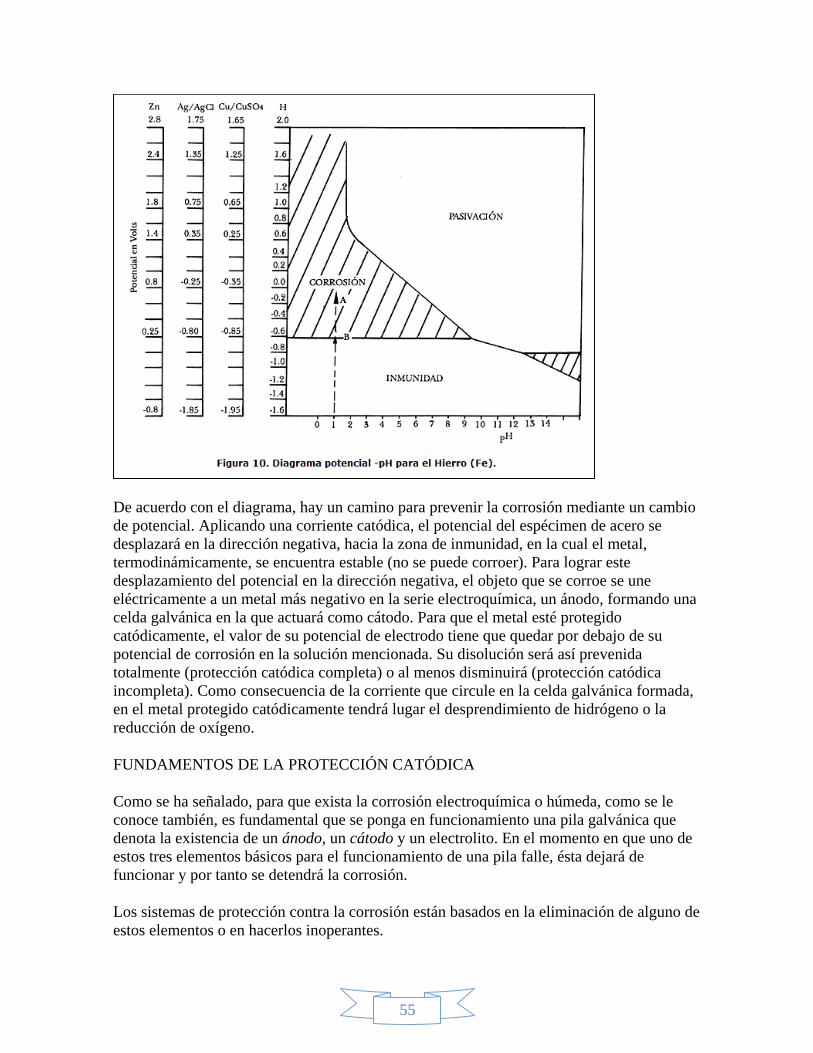
55
De acuerdo con el diagrama, hay un camino para prevenir la corrosión mediante un cambio
de potencial. Aplicando una corriente catódica, el potencial del espécimen de acero se
desplazará en la dirección negativa, hacia la zona de inmunidad, en la cual el metal,
termodinámicamente, se encuentra estable (no se puede corroer). Para lograr este
desplazamiento del potencial en la dirección negativa, el objeto que se corroe se une
eléctricamente a un metal más negativo en la serie electroquímica, un ánodo, formando una
celda galvánica en la que actuará como cátodo. Para que el metal esté protegido
catódicamente, el valor de su potencial de electrodo tiene que quedar por debajo de su
potencial de corrosión en la solución mencionada. Su disolución será así prevenida
totalmente (protección catódica completa) o al menos disminuirá (protección catódica
incompleta). Como consecuencia de la corriente que circule en la celda galvánica formada,
en el metal protegido catódicamente tendrá lugar el desprendimiento de hidrógeno o la
reducción de oxígeno.
FUNDAMENTOS DE LA PROTECCIÓN CATÓDICA
Como se ha señalado, para que exista la corrosión electroquímica o húmeda, como se le
conoce también, es fundamental que se ponga en funcionamiento una pila galvánica que
denota la existencia de un ánodo, un cátodo y un electrolito. En el momento en que uno de
estos tres elementos básicos para el funcionamiento de una pila falle, ésta dejará de
funcionar y por tanto se detendrá la corrosión.
Los sistemas de protección contra la corrosión están basados en la eliminación de alguno de
estos elementos o en hacerlos inoperantes.

56
El procedimiento que elimina todos los ánodos de la superficie metálica haciéndola toda
catódica, se conoce con el nombre de protección catódica.
¿Cómo se puede volver catódica una superficie metálica? Existen dos procedimientos
diferentes para lograrlo:
a) Conectando el metal que se trata de proteger a otro menos noble que él, es decir, más
negativo en la serie electroquímica (Cuadro 3). Este sistema se conoce como protección
catódica con ánodos galvánicos o de sacrificio y consiste realmente en la creación de una
pila galvánica en que el metal a proteger actúe forzosamente de cátodo (polo positivo de la
pila), mientras que el metal anódico se "sacrifica", o sea que se disuelve (Figura 11). Como
el metal más comúnmente utilizado en la práctica por su bajo precio y alta resistencia
mecánica es el acero, los metales que se puedan conectar a él y que deben tener un
potencial más negativo quedan reducidos en la práctica al zinc (Zn), aluminio (Al),
magnesio (Mg) y a sus aleaciones.
b) Conectando el metal a proteger al polo negativo de una fuente de alimentación de
corriente continua, pura o rectificada, y el polo positivo a un electrodo auxiliar que puede
estar constituido por chatarra de hierro, ferro-silicio, plomo-plata, grafito, etc. Este sistema
se conoce con el nombre de protección catódica con corriente impresa. Un esquema
simplificado del mismo se presenta en la figura 12.

57
Figura 12. Protección catódica con corriente impresa.
Desde el punto de vista de la termodinámica, la protección catódica se basa en la existencia
de un potencial y de una zona de inmunidad, en el correspondiente diagrama de estabilidad
termodinámica o diagrama potencial - pH, más conocido como diagrama de Pourbaix. Si
consideramos este diagrama para el caso del hierro (acero) figura 10, se puede observar en
él que están perfectamente delimitadas las zonas de corrosión, inmunidad y pasividad. Para
poder pasar el hierro a la zona de inmunidad hay que rebajar su potencial a un valor de 0.62
V con respecto al electrodo de referencia de hidrógeno, que equivale a -0.80 V con respecto
al Ag/AgCl. Esta será, pues, otra definición de la protección catódica. La densidad de
corriente que será necesario aplicar para conseguir rebajar el potencial de la estructura a
proteger (0.80 V) al valor señalado. Éste será un dato de gran valor ya que influirá
directamente en la economía del sistema.
Desde un punto de vista cinético, en un sistema cualquiera en el cual tenga lugar el
fenómeno -de corrosión, existe un balance perfecto entre las reacciones anódicas y
catódicas sobre la superficie del metal. En un diagrama de Evans se ejemplifica lo anterior
en la figura 13(a) que representa un diagrama que relaciona la densidad de corriente con el
potencial.
Por razones de simplicidad en la construcción gráfica, se acostumbran representar ambos
procesos, anódico o de oxidación y catódico o de reducción, en un mismo cuadrante con lo
que se obtiene, como se indica en la figura 13(b) el diagrama de Evans, o el de Evans-Tafel
si en lugar de utilizar la corriente se emplea el logaritmo de la corriente (Figura 13(c)).
Polarizando la superficie del metal que se corroe a un valor igual o inferior a Ea (Figura 13)
se anula la reacción anódica en el metal, siendo Ipc la corriente catódica que tendrá que ser
suministrada por el sistema de protección catódica.

58
Cuando la cinética de los dos procesos, anódico y catódico, es tal que una pequeña
variación en la corriente catódica provoca una gran variación en la corriente anódica (o sea
en la corriente de corrosión), se dice que el sistema está bajo control catódico.
Inversamente, cuando una pequeña variación en la corriente anódica produce un gran
desequilibrio en el proceso catódico, o sea, en la intensidad de corrosión, se dice que el
sistema está bajo control anódico. En la figura 14 se representan ambos casos.
En los sistemas en corrosión en los cuales la reacción catódica predominante es la
reducción del oxígeno, O2, agua de mar por ejemplo, según
02+2H20+4e- 4 OH- ,
se tiene un control catódico. La intensidad de corriente depende de la disponibilidad del O2
que llega a la interfase metal/electrolito, la cual está limitada por la velocidad con que el O2
llega del seno del electrolito hasta la interfase.

59
Por lo general, un sistema de protección catódica puede considerarse como una pila o celda
galvánica. Teniendo en cuenta una micropila de corrosión cualquiera, como la que se
muestra en la figura 15(a), o un esquema equivalente de la misma (Figura 15(b)), se tiene:
Ia = Ic = Io = Icor
En esta misma figura, Ea es el potencial del ánodo, Ec el potencial del cátodo, Ra la
resistencia del ánodo y Rc la resistencia del cátodo. Existe siempre una resistencia asociada
al ánodo y al cátodo que limita la corriente producida por una pila de corrosión, Io, que
como se desprende del circuito eléctrico de la figura 15(b), debe ser igual a la corriente que
circula por ambos electrodos, Ia e Ic, o sea: conocida como la corriente de corrosión de la
pila Icorr.
Si se introduce en el sistema anterior un tercer electrodo, un ánodo galvánico, designado
como P, tendremos una pila con tres electrodos (Figura 16). Si aplicamos la ley de Kirchoff
se obtiene:
Ic = Ia + Ip

60
Figura16. Esquema eléctrico equivalente.
La fuerza electromotriz (fem) entre el ánodo y el cátodo es:
Ec - Ea = IcRc,- Ia Ra,
y como
Ic = Ia +Ip,
resulta
Ec - Ea = (Ia+Ip)Rc +IaRa = IaRc+IpRc+IaRa
Ec - Ea = Ia(Rc + Ra) + IpRc,
de donde, despejando la se tiene lo siguiente:
Ia = (Ec - Ea) - IpRc
Rc+Ra

61
Por otro lado,
Ec - Ea = I o,
Ra + Rc
y haciendo
Rc = K,
Ra + Rp
con lo cual se obtiene:
Ia = Io - KIp.
Haciendo que KIp = Io, se tiene que Ia = 0, o sea la condición de que la corriente
de corrosión sea cero, para lo cual se tiene que cumplir que
Ip = Io/K = Io Ra + Rp
Rc
Anulando así la corriente de corrosión, se proporciona el sistema de protección.

62
Efecto del pH en la corrosión.
The effect on Corrosion of the pH of water to which iron or steel is exposed is influenced
by temperature in the following manner.
The potential of hydrogen or symbol (pH) is defined as the negative logarithm of the
hydrogen concentration, represented as [H+] in moles/liter.
pH = -log [H+]
The pH value is used to represent the acidity of a solution.
First, consider the exposure of iron to aerated water at room temperature (aerated water will
contain dissolved oxygen).
The corrosion rate for iron as a function of pH is illustrated in Figure 1.
In the range of pH 4 to pH 10, the corrosion rate of iron is relatively independent of the pH
of the solution. In this pH range, the corrosion rate is governed largely by the rate at which
oxygen reacts with absorbed atomic hydrogen, thereby depolarizing the surface and
allowing the reduction reaction to continue.
For pH values below 4.0, ferrous oxide (FeO) is soluble. Thus, the oxide dissolves as it is
formed rather than depositing on the metal surface to form a film. In the absence of the
protective oxide film, the metal surface is in direct contact with the acid solution, and the
corrosion reaction proceeds at a greater rate than it does at higher pH values.
63
It is also observed that hydrogen is produced in acid solutions below a pH of 4, indicating
that the corrosion rate no longer depends entirely on depolarization by oxygen, but on a
combination of the two factors (hydrogen evolution and depolarization).
For pH values above about pH 10, the corrosion rate is observed to fall as pH is increased.
This is believed to be due to an increase in the rate of the reaction of oxygen with Fe(OH)2
(hydrated FeO) in the oxide layer to form the more protective Fe2O3 (note that this effect is
not observed in deaerated water at high temperatures).
CORROSIÓN EN SUELOS
EL TERRENO o suelo por su contenido variable de humedad, sales y materia orgánica en
descomposición es el electrolito más complejo de todos los que se pueden encontrar.
Por necesidades mecánicas, económicas y de seguridad, la industria tiene que apoyar sobre
él y enterrar numerosas y muy variadas estructuras de acero, las cuales se ven sometidas a
un proceso de corrosión que en algunos casos puede ser complicado.
Para tener un buen control de la corrosión de estas estructuras se han de combinar los dos
tipos de protección a nuestro alcance: un buen recubrimiento pasivo, complementado por
un sistema de protección catódica adecuado. Confiar la protección anticorrosiva de una
estructura enterrada solamente a la protección catódica, puede hacerse, pero será siempre
antieconómico si la estructura no es de dimensiones pequeñas.
El suelo generalmente es un medio heterogéneo en donde se dan muchas variaciones en la
velocidad de corrosión de los metales. Un suelo natural contiene los siguientes elementos:
arena, arcilla, cal y humus. Estos componentes pueden estar mezclados en el suelo en
diferentes proporciones que darán lugar a distintos grados de agresividad.
Por lo general, los suelos arenosos, margo-arenosos, margo-calcáreos y calcáreos no son
agresivos; los suelos arcillosos en algunas condiciones son agresivos. Los que son
agresivos de por sí son las turbas, los humus libres de cal y también los suelos cenagosos y
de aluvión.
Los suelos artificiales, esto es los formados por escorias y basuras, elementos en
putrefacción y residuos humanos e industriales también son agresivos.
CAUSAS DE CORROSIÓN EN TUBERÍAS ENTERRADAS. ESTUDIO DE LA
AGRESIVIDAD DEL SUELO. CORROSIÓN ANAEROBIA
Si el oxígeno atmosférico no puede penetrar el suelo, es frecuente el caso en suelos
arcillosos o turbosos, el hidrógeno producido a consecuencia de la reacción catódica en la
estructura enterrada puede llegar a ser eliminado (oxidado) por una acción microbiana. Este
proceso es el resultado de la actividad metabólica de un microorganismo (la bacteria
64
Sporovibriodesulfuricans) que se desarrolla en ausencia completa de oxígeno libre
(condiciones anaerobias).
Para oxidar el hidrógeno de estos medios nutritivos orgánicos, esta bacteria no utiliza el
oxígeno libre, sino el ion sulfato (SO 2- 4
), reduciéndolo a sulfuro (S2-
) Uno de los
mecanismos más comúnmente aceptados para explicar lo anterior es el siguiente:
4 Fe 4 Fe 2+ + 8 e-
8 H+ + 8e- 8 H
S0 2-4 +8 H S2- +4 H2O
Fe2+ + S2- FeS } producto de corrosión 3 Fe 2+ + 6 OH- 3 Fe(OH)2
El resultado neto es que la corrosión continúa y se denomina corrosión anaerobia. Los
síntomas característicos en las conducciones metálicas enterradas son el ennegrecimiento
local del suelo por la formación del sulfuro de hierro y a veces el olor a ácido sulfhídrico.
AGRESIVIDAD DEL SUELO EN FUNCIÓN DE SU RESISTIVIDAD, pH Y
POTENCIAL RÉDOX
La velocidad de corrosión está ligada a la resistividad del terreno de la forma que se señala
en el cuadro 23.
La resistividad de un terreno depende, en particular, de su estructura, de las dimensiones de
sus partículas constituyentes, de su porosidad y permeabilidad, del contenido de agua
(humedad) y de su contenido de iones.

65
Por ejemplo, en lo que se refiere a un suelo arcilloso, con un 5% de humedad, dicho suelo
puede presentar una resistividad de 10 000 ohm-m, en cambio, con un 20% de humedad, la
resistividad disminuye hasta 100 ohm-m.
Es obvio, por tanto, que la resistividad de un terreno y especialmente la de los estratos
superiores, puede variar notablemente con las estaciones del año, la precipitación pluvial, la
actividad agrícola e industrial, etcétera.
En cambio, la temperatura no ejerce una influencia tan marcada, a menos que supere el
punto de congelación, después de lo cual hay un aumento significativo de la resistividad.
En lo que se refiere a la acidez, los suelos muy ácidos (pH <5.5) pueden motivar una rápida
corrosión del metal desnudo, y la agresividad del suelo aumenta con el incremento de la
acidez (disminución del pH), pero estos valores de pH no son normales. La mayor parte de
los suelos tienen pH comprendidos entre 5.0 y 8.0, en cuyo caso la corrosión depende de
otros factores. En suelos alcalinos parece existir una cierta correlación entre conductividad
y agresividad.
En un medio anaerobio es posible predecir la corrosión midiendo el pH y el potencial
rédox. Estas medidas permiten establecer las condiciones que favorecen la actividad
microbiológica responsable de la corrosión anaerobia. El pH más favorable es entre 5.5 y
8.5 (neutro). En estas condiciones, la medida del potencial rédox efectuada con un
electrodo de platino, permite establecer si un terreno está predispuesto al crecimiento de
bacterias sulfatoreductoras.
Basándose en los datos reportados en el cuadro 24, es posible determinar la agresividad
potencial de un suelo desde el punto de vista del crecimiento de bacterias sulfato-
reductoras, lo cual permite establecer una clasificación de los suelos. Por ejemplo, un suelo
cuyo contenido en sulfatos sea apreciable y su potencial rédox esté alrededor de +200 mV
está en condiciones favorables para que esta corrosión pueda tener efecto. Si en otro terreno
se obtiene un valor del potencial rédox de +400 mV, es posible excluir la posibilidad del
crecimiento y desarrollo de bacterias anaerobias. Naturalmente existe la posibilidad de que
se desarrollen otras familias de bacterias.
CUADRO 24. Grado de agresividad del suelo por bacterias sulfato-reductoras en
función del potencial rédox.

66
Un grupo de bacterias aerobias particularmente dañinas son los tiobacilos
(Ferrobacillusferrooxidans, que son capaces de oxidar el azufre y los sulfuros para
convertirlos en ácido sulfúrico.
En el cuadro 25 se presentan unos índices que permiten determinar las características
agresivas de un suelo basándose en el contenido de aniones del mismo, cloruros, sulfatos y
sulfuros, pH, potencial rédox y resistividad. Este tipo de información resulta de interés para
predecir la agresividad de un suelo frente a, por ejemplo, una tubería enterrada y con base
en esto, evaluar la corrosión y la protección correspondiente.
CUADRO 25. Determinación de la agresividad de suelos.
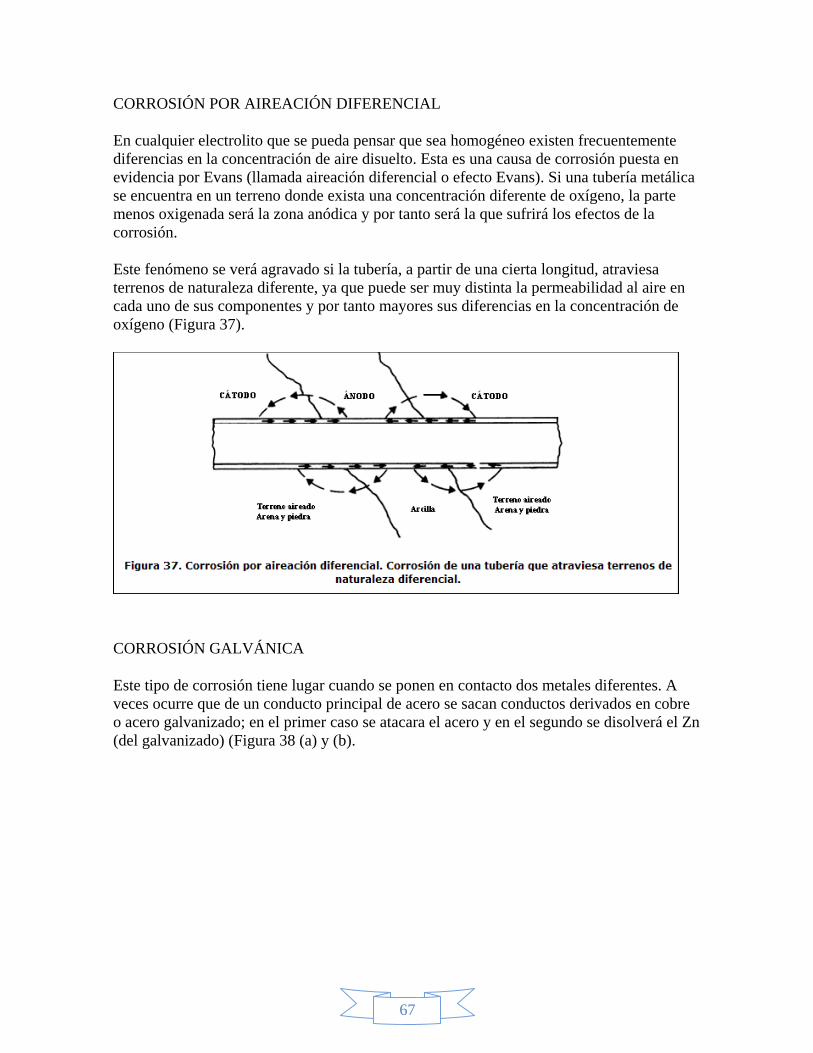
67
CORROSIÓN POR AIREACIÓN DIFERENCIAL
En cualquier electrolito que se pueda pensar que sea homogéneo existen frecuentemente
diferencias en la concentración de aire disuelto. Esta es una causa de corrosión puesta en
evidencia por Evans (llamada aireación diferencial o efecto Evans). Si una tubería metálica
se encuentra en un terreno donde exista una concentración diferente de oxígeno, la parte
menos oxigenada será la zona anódica y por tanto será la que sufrirá los efectos de la
corrosión.
Este fenómeno se verá agravado si la tubería, a partir de una cierta longitud, atraviesa
terrenos de naturaleza diferente, ya que puede ser muy distinta la permeabilidad al aire en
cada uno de sus componentes y por tanto mayores sus diferencias en la concentración de
oxígeno (Figura 37).
CORROSIÓN GALVÁNICA
Este tipo de corrosión tiene lugar cuando se ponen en contacto dos metales diferentes. A
veces ocurre que de un conducto principal de acero se sacan conductos derivados en cobre
o acero galvanizado; en el primer caso se atacara el acero y en el segundo se disolverá el Zn
(del galvanizado) (Figura 38 (a) y (b).

68
Se puede incluir en este tipo de corrosión el caso de la asociación de un conducto viejo
(oxidado) con uno nuevo. El metal oxidado (pasivado) es siempre más noble que el metal
nuevo, ya que tiene un potencial más elevado; por tanto, este último sufrirá los efectos de la
corrosión.
Hay que señalar, desde el punto de vista práctico, que este fenómeno es válido para metales
tan parecidos como el acero y la fundición. Un caso frecuente en los explotadores de
canalizaciones enterradas es el de la corrosión de los tornillos de acero de unión de las
bridas de los tubos de fundición.
CORRIENTES VAGABUNDAS
Con el término corrientes vagabundas o parásitas se designa a aquellas corrientes eléctricas
que circulan en el suelo fuera de los circuitos previstos. La intensidad de estas corrientes
con frecuencia es variable y depende esencialmente de la naturaleza y funcionamiento de la
fuente que las emite: tracción eléctrica, subestaciones, etcétera.
La corriente eléctrica busca siempre recorridos de menor resistencia y por esta razón sigue
con facilidad las canalizaciones metálicas enterradas y en particular las envolturas
metálicas de los cables eléctricos y telefónicos.
La corrosión se produce siempre en los lugares en donde la corriente sale de la estructura
que ha recorrido, provocando una disolución anódica tanto más peligrosa cuanto más
localizada esté.
La figura 39 ilustra el mecanismo de la corrosión de una tubería motivada por la acción de
corrientes vagabundas que provienen de un sistema de tracción eléctrica.
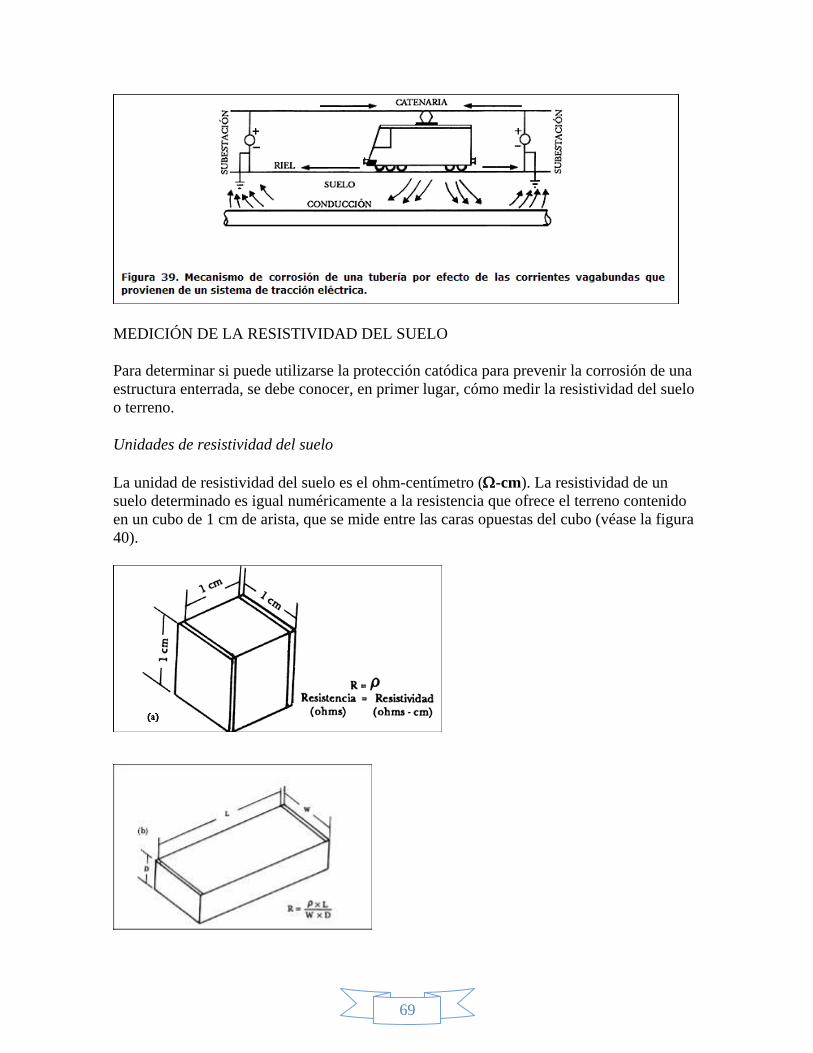
69
MEDICIÓN DE LA RESISTIVIDAD DEL SUELO
Para determinar si puede utilizarse la protección catódica para prevenir la corrosión de una
estructura enterrada, se debe conocer, en primer lugar, cómo medir la resistividad del suelo
o terreno.
Unidades de resistividad del suelo
La unidad de resistividad del suelo es el ohm-centímetro (-cm). La resistividad de un
suelo determinado es igual numéricamente a la resistencia que ofrece el terreno contenido
en un cubo de 1 cm de arista, que se mide entre las caras opuestas del cubo (véase la figura
40).

70
La resistencia de un sólido rectangular está dada por:
en donde W, L y D son las dimensiones (en cm), como se ve en la figura 40, y p es la
resistividad (en cm) para que las unidades sean consistentes. La resistencia entre dos
terminales de forma y tamaño cualquiera, en contacto con un terreno, está determinada por
la relación entre el tamaño y la distancia entre las terminales y por la resistividad del suelo.
En casos sencillos se puede determinar la resistencia, pero la complejidad matemática a
menudo es muy grande.
Determinación de la resistividad por el método de los cuatro electrodos
En la práctica de la ingeniería de la corrosión se requiere medir la resistividad de grandes
extensiones y a menudo, a una cierta profundidad. Para ello se utiliza el método de Wenner,
más conocido como método de los 4 electrodos. El circuito básico se presenta en la figura
41.

71
Figura 41. Medición de la resistividad del suelo por el método de Wenner o de los cuatro
electrodos. La distancia (b) o sea la profundidad a la que está enterrada el electrodo (barra
de cobre o acero) debe ser pequeña comparada con la distancia (a) entre los electrodos.
La resistividad se determina a partir de:
La medida que se obtiene es un valor promedio a una profundidad aproximadamente
igual que el espaciado entre los electrodos. Es costumbre efectuar las mediciones de
resistividad con un espaciado entre electrodos previamente establecido. Así, con
espaciados de 5 pies 2 1/2 pulgadas, 10 pies 5 pulgadas y 20 pies 10 pulgadas, el
producto 2 a respectivamente toma los valores de 1 000, 2 000 y 4 000, lo que facilita
el cálculo.
Los detalles de la operación varían de acuerdo con el instrumento particular empleado, pero
el principio es común a todos. Se entierran cuatro varillas de cobre equiespaciadas, y se
conectan las dos externas (C1 y C2 en la figura 41) a las terminales de la fuente de
corriente, y las dos internas (P1 y P2 de la misma figura) a un medidor potencial
(voltímetro). Nótese que se mide la resistencia entre las dos varillas internas o electrodos de
potencial; las dos varillas externas sirven para introducir corriente en el suelo.
El valor obtenido corresponde a la resistividad promedio a una profundidad
aproximadamente igual al espaciado entre los electrodos.
La presencia de estructuras metálicas enterradas puede alterar los resultados de la medición.
En este caso se aconseja realizar el alineamiento de los cuatro electrodos
perpendicularmente a la estructura enterrada (Figura 42).
La investigación de la resistividad de un suelo consiste, por lo general, en una serie de
medidas tomadas a lo largo de un línea, y se utiliza normalmente el método de los cuatro
electrodos. Las lecturas deben tomarse de acuerdo con un procedimiento sistemático. Un
método recomendable seguiría los siguientes pasos:

72
1) Deben efectuarse lecturas al menos cada 400 pies (1 pie = 12 cm).
2) Deben realizarse medidas donde exista un cambio visible en las características del suelo.
3) Dos lecturas sucesivas no deben diferir por más de 2:1. Cuando una lectura difiere de la
precedente por mayor cantidad que la relación anterior, es necesario volver atrás y rehacer
la lectura; esto debe repetirse hasta que se cumpla con la condición.
4) Como una excepción a la regla anterior, no será necesario tomar 2 lecturas a distancias
menores de 25 pies.
5) Como otra excepción a la regla, ésta no debe aplicarse cuando el valor más bajo de las
dos lecturas es mayor que 20 000-cm.
Para este tipo de investigaciones deben efectuarse mediciones de la resistividad del suelo a
la profundidad a la cual va a estar enterrada la tubería. El método de los cuatro electrodos
debe emplearse con un espaciado entre varillas de aproximadamente una vez y media la
profundidad de la tubería. Muy a menudo, se escoge un espaciado de 5 pies 2 pulgadas y
media para este propósito (lo cual supone que el producto 2a es igual a 1000).
Los resultados obtenidos por este procedimiento se grafican en un diagrama que represente
la longitud de la línea ( figura 43). La escala de resistividad es logarítmica, ya que es más
importante la relación de resistividades que sus diferencias. A partir de estos diagramas se
pueden localizar fácilmente los "puntos calientes" o sea las áreas de mayor corrosividad del
suelo.
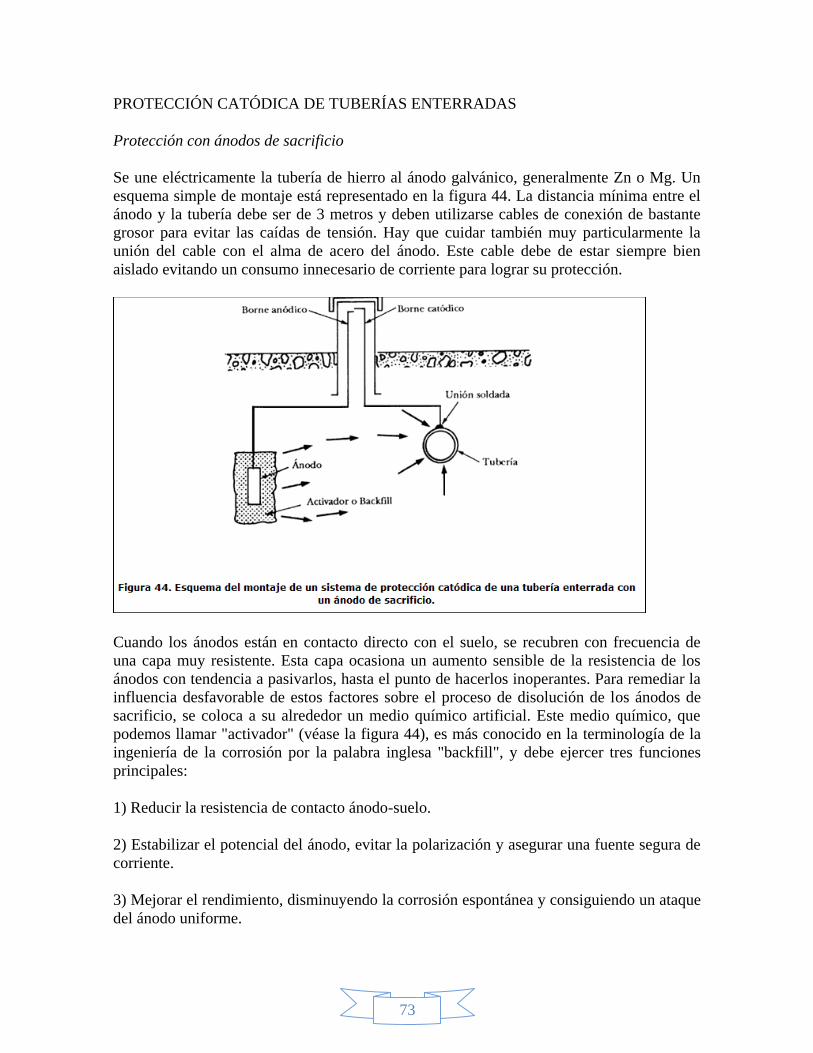
73
PROTECCIÓN CATÓDICA DE TUBERÍAS ENTERRADAS
Protección con ánodos de sacrificio
Se une eléctricamente la tubería de hierro al ánodo galvánico, generalmente Zn o Mg. Un
esquema simple de montaje está representado en la figura 44. La distancia mínima entre el
ánodo y la tubería debe ser de 3 metros y deben utilizarse cables de conexión de bastante
grosor para evitar las caídas de tensión. Hay que cuidar también muy particularmente la
unión del cable con el alma de acero del ánodo. Este cable debe de estar siempre bien
aislado evitando un consumo innecesario de corriente para lograr su protección.
Cuando los ánodos están en contacto directo con el suelo, se recubren con frecuencia de
una capa muy resistente. Esta capa ocasiona un aumento sensible de la resistencia de los
ánodos con tendencia a pasivarlos, hasta el punto de hacerlos inoperantes. Para remediar la
influencia desfavorable de estos factores sobre el proceso de disolución de los ánodos de
sacrificio, se coloca a su alrededor un medio químico artificial. Este medio químico, que
podemos llamar "activador" (véase la figura 44), es más conocido en la terminología de la
ingeniería de la corrosión por la palabra inglesa "backfill", y debe ejercer tres funciones
principales:
1) Reducir la resistencia de contacto ánodo-suelo.
2) Estabilizar el potencial del ánodo, evitar la polarización y asegurar una fuente segura de
corriente.
3) Mejorar el rendimiento, disminuyendo la corrosión espontánea y consiguiendo un ataque
del ánodo uniforme.

74
Numerosos productos químicos han sido utilizados en la composición del "activador o
backfill", como por ejemplo la arcilla ordinaria, la bentonita, el sulfato de calcio, la cal, el
hidróxido de sodio, el dicromato de sodio, el cloruro de sodio, el sulfato de sodio, el de
magnesio, etc. Los activadores a veces están constituidos por un solo compuesto, pero lo
más frecuente es que sean mezclas binarias o ternarias. Entre los productos citados, el yeso
y la bentonita son los de uso más corriente, ya que permiten preparar activadores muy
eficaces, posiblemente en virtud de su propiedad de retener el agua.
El empleo de la mezcla formada por arcilla y yeso para los ánodos de Zn permite obtener
un rendimiento elevado . En la práctica, las mezclas de yeso y arcilla se realizan en las
siguientes proporciones:
arcilla 50 %- yeso 50 %
arcilla 25%- yeso 75 %
Protección con corriente impresa
En este caso, se obtiene la protección de la tubería conectándola al polo negativo de una
fuente de alimentación de corriente continua. El polo positivo (ánodo) está constituido
generalmente por grafito, aleaciones de plomo o aleación de hierro y silicio. La corriente
que sale del ánodo llega a la tubería que se trata de proteger según el esquema de la figura
45.
Normalmente las tuberías, además de la protección catódica, llevan un sistema de
protección a base de sustancias bituminosas de 3 a 6 mm de espesor, lo que les proporciona
un buen aislamiento. También se utilizan mucho para este fin las bandas adhesivas de
cloruro de polivinilo (PVC). En el cuadro 26 se dan algunos valores para la protección de
una tubería en función de la resistencia del revestimiento y del diámetro del conducto.

75
CUADRO 26. Densidad de corriente necesaria (en mA/km), para la protección de una
tubería enterrada en función de la resistencia del revestimiento y del diámetro del
conducto.
Tal como se ha indicado en la figura 45, para que el reparto de corriente sea bueno los
ánodos deben estar lo más lejos posible del conducto; se recomienda una distancia mínima
de 50 metros.
En determinados casos o cuando se crea oportuno, los ánodos pueden ir en un lecho de
bentonita o polvo de coque; esto crea un medio homogéneo, húmedo y de baja resistividad
alrededor del ánodo, con lo que aumenta su diámetro aparente.
Como ya se ha señalado, el potencial al que hay que llevar la tubería es de -0.85 V con
respecto al electrodo de referencia de Cu/CuSO4 saturado.
MEDICIÓN DEL POTENCIAL DE UNA ESTRUCTURA ENTERRADA
La medición se realiza con ayuda de un electrodo de referencia de Cu/CuSO4 saturado y un
voltímetro de alta impedancia de entrada.
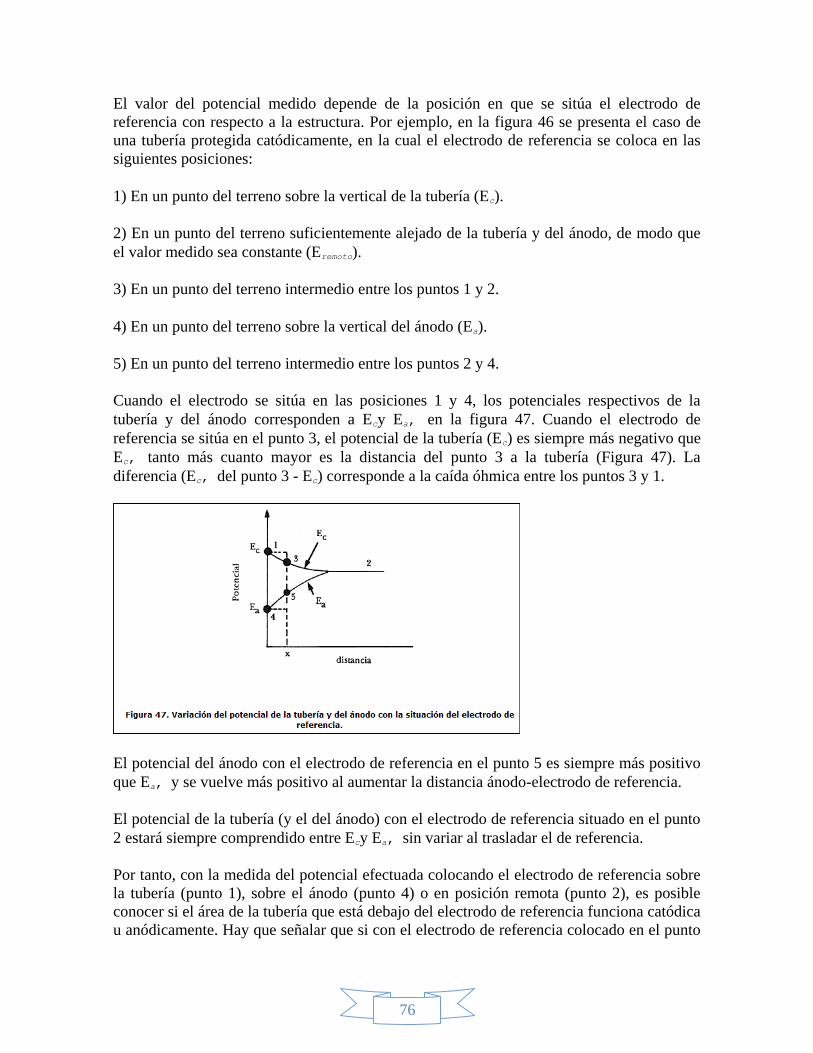
76
El valor del potencial medido depende de la posición en que se sitúa el electrodo de
referencia con respecto a la estructura. Por ejemplo, en la figura 46 se presenta el caso de
una tubería protegida catódicamente, en la cual el electrodo de referencia se coloca en las
siguientes posiciones:
1) En un punto del terreno sobre la vertical de la tubería (Ec).
2) En un punto del terreno suficientemente alejado de la tubería y del ánodo, de modo que
el valor medido sea constante (Eremoto).
3) En un punto del terreno intermedio entre los puntos 1 y 2.
4) En un punto del terreno sobre la vertical del ánodo (Ea).
5) En un punto del terreno intermedio entre los puntos 2 y 4.
Cuando el electrodo se sitúa en las posiciones 1 y 4, los potenciales respectivos de la
tubería y del ánodo corresponden a Ecy Ea, en la figura 47. Cuando el electrodo de
referencia se sitúa en el punto 3, el potencial de la tubería (Ec) es siempre más negativo que
Ec, tanto más cuanto mayor es la distancia del punto 3 a la tubería (Figura 47). La
diferencia (Ec, del punto 3 - Ec) corresponde a la caída óhmica entre los puntos 3 y 1.
El potencial del ánodo con el electrodo de referencia en el punto 5 es siempre más positivo
que Ea, y se vuelve más positivo al aumentar la distancia ánodo-electrodo de referencia.
El potencial de la tubería (y el del ánodo) con el electrodo de referencia situado en el punto
2 estará siempre comprendido entre Ecy Ea, sin variar al trasladar el de referencia.
Por tanto, con la medida del potencial efectuada colocando el electrodo de referencia sobre
la tubería (punto 1), sobre el ánodo (punto 4) o en posición remota (punto 2), es posible
conocer si el área de la tubería que está debajo del electrodo de referencia funciona catódica
u anódicamente. Hay que señalar que si con el electrodo de referencia colocado en el punto

77
2 se mide un potencial más negativo que el determinado sobre la vertical de la tubería, la
zona enterrada es catódica; si se mide un potencial más positivo la zona será anódica.
En la práctica, este tipo de determinaciones sólo es posible en estructuras no revestidas, en
cuanto que la corriente en éstas es lo suficientemente elevada como para dar lugar a caídas
óhmicas importantes en el terreno y debido a esto, medir diferencias de potencial
apreciables cuando se traslada el electrodo de referencia de un punto a otro.
Corrosión por Fisuras o “Crevice”
La corrosión por creviceo por fisuras es la que se produce en pequeñas cavidades o huecos
formados por el contacto entre una pieza de metal igual o diferente a la primera, o más
comúnmente con un elemento no- metálico. En las fisuras de ambos metales, que también
pueden ser espacios en la forma del objeto, se deposita la solución que facilita la corrosión
de la pieza. Se dice, en estos casos, que es una corrosión con ánodo estancado, ya que esa
solución, a menos que sea removida, nunca podrá salir de la fisura. Además, esta cavidad se
puede generar de forma natural producto de la interacción iónica entre las partes que
constituyen la pieza.
Algunas formas de prevenir esta clase de corrosión son las siguientes:
rediseño del equipo o pieza afectada para eliminar fisuras.
cerrar las fisuras con materiales no-absorventes o incorporar una barrera para
prevenir la humedad.
prevenir o remover la formación de sólidos en la superficie del metal.
La Corrosión en la Industria y sus Procesos.
Como se mencionó en un principio, la mayor problemática de la corrosión es la destrucción
del metal al que afecta. Ahora intentaremos ver un enfoque desde la industria, el sector más
afectado por la corrosión, a cerca de los ataques que este proceso causa. Podemos hablar
desde fracturas, hasta fugas en tanques, disminución de la resistencia mecánica de las
piezas y muchas otras maneras de efectos por los ataques. Aún así, lo peor de todo es que si

78
no son prevenidas estas clases de ataques por corrosión, la seguridad de las personas es algo
que se ve permanentemente afectado.
Existen dos clases de pérdidas desde el punto de vista económico.
DIRECTAS: las pérdidas directas son las que afectan de manera inmediata cuando
se produce el ataque. Estas se pueden clasificar en varios tipos también, de las
cuales las más importantes son el Coste de las Reparaciones, las Sustituciones de
los Equipos Deteriorados y Costes por Medidas Preventivas.
INDIRECTAS: se consideran todas las derivadas de los fallos debidos a los ataques
de corrosión. Las principales son la Detención de la Producción debida a las Fallas
y las Responsabilidades por Posibles Accidentes.
En general, los costes producidos por la corrosión oscilan cerca del 4% del P.I.B. de los
países industrializados. Muchos de estos gastos podrían evitarse con un mayor y mejor uso
de los conocimientos y técnicas que hoy en día están disponibles.
En 1971, se presentó el informe Hoar. Este informe mostraba de qué manera podrían
reducirse los gastos de cada país si se utilizaran los conocimientos disponibles de una mejor
manera. Un resumen de ese informe es el siguiente:
Industria o sector Coste estimado
(millones de libras)
Ahorro potencial
estimado
(millones de libras)
Construcción 250 ($190.000.000.000) 50 ($38.000.000.000)
Alimentación 40 ($30.400.000.000) 4 ($3.040.000.000)
Ingeniería en general 110 ($83600000000) 35 ($26.600.000.000)
Agencias y dptos. gubernamentales 55 ($41.800.000.000) 20 ($15.200.000.000)
Marina 280 ($212.800.000.000) 55 ($41.800.000.000)
Refino del metal y semielaborados 15 ($11.400.000.000) 2 ($1.520.000.000)
Petróleo y productos químicos 180 ($136.800.000.000) 15 ($11.400.000.000)
Energía 60 ($45.600.000.000) 25 ($19.000.000.000)
Transporte 350 ($266.000.000.000) 100 ($76.000.000.000)
Agua 25 ($19.000.000.000) 4 ($3.040.000.000)
TOTAL 1365 ($1.037.400.000.000) 310 ($235.600.000.000)
Como puede extraerse del informe Hoar, los sectores de transporte, marina y
construcciones son los de mayores costes, debido al fuerte impacto de la intemperie y el
agua de mar sobre la corrosión en los metales. Los costes del sector ingeniería no son tan
altos pero es de destacar el ahorro potencial que, en proporción, es considerable.

79
MATERIALES DE CONSTRUCCIÓN
MATERIALES DE CONSTRUCCIÓN
Las rocas o piedra natural se trata de uno de los más antiguos materiales de
construcción empleados por el hombre. Este aprendió a trabajar y manejar la
piedra natural como arma, como herramienta y como materia prima para la
construcción de sus primeros refugios y monumentos. Muchos de estos objetos
y construcciones primitivas han llegado hasta nosotros, gracias a las
condiciones excepcionales del material con que fueron realizadas.
Las rocas se encuentran en la naturaleza en formaciones de grandes dimensiones, sin forma
determinada y constituyendo el principal componente de la parte sólida de la corteza terrestre. Por
constituir un material natural, la piedra no precisa para su empleo más que la extracción y la
transformación en elementos de forma adecuada. Sin embargo, es necesario que reúna una serie de
cualidades que garanticen su aptitud para el empleo a que se destine. Estas cualidades dependen de
su estructura, densidad, compacidad, porosidad, dureza, composición, durabilidad, resistencia, a los
esfuerzos a que estará sometida, etc.
De 3 maneras principales se utilizan las piedras en la construcción:
*Como elemento resistente.
*Como elemento decorativo.
*Como materia prima para la fabricación de otros materiales.
La clasificación más corrientemente utilizada es la que agrupa las piedras según su origen,
dividiéndolas así:
* Eruptivas
* Sedimentarias
* Metamórficas
Labra de las piedras. Una vez extraídos los bloques de piedra de las canteras o formaciones de roca
en explotación, se procede a darles la forma en que han de ser colocados en la obra. A este trabajo
se le da el nombre de labra. La labra de la piedra comprende dos trabajos primordiales: el desbaste y
la labra propiamente dicha. El desbaste consiste en preparar el bloque en una forma aproximada por
exceso a la que ha de recibir definitivamente. Suele realizarse en la propia cantera dejando todas sus
dimensiones unos cuantos centímetros mayores a las del elemento que de él debe obtenerse. Estos
excesos llamados creces de cantera, tienen por objeto prevenir los posibles desperfectos que puedan
producirse en el transporte y manipulación y asegurar el trabajo de la labra contra una eventual falta
de material. Estas operaciones se venían haciendo manualmente mediante herramientas especiales.
En la actualidad, a partir de explotaciones de cierta importancia se utilizan una diversidad de
máquinas.

80
El marmol. Se denomina piedra natural a toda roca que pueda obtenerse en
bloques o piezas de cierto tamaño que permitan su utilización o
comercialización, por lo que sus propiedades constructivas deben
mantenerse constantes a lo largo de sus etapas de transformación. La piedra
utilizada en la edificación se denomina roca de construcción. Si esta tiene
un fin estético, suele hablarse de roca ornamental.
Por tanto, roca ornamental se define como piedra natural que ha sido seleccionada, desbastada o
cortada con una determinada forma o tamaño con o sin una o más superficies tratadas
mecánicamente. Estos materiales pueden dividirse en 2 grandes grupos: Piedras y Mármoles.
Pertenecen al grupo de las piedras las calizas, areniscas y materiales rocosos, con tratamiento
artesanal. Los mármoles son rocas capaces de admitir el pulido, como son los mármoles y granitos.
Otro grupo menor es el de las pizarras, utilizado principalmente para cubiertas. La piedra pasa por
varias etapas desde que se localiza hasta que está lista para su utilización. Estas etapas son: -
Extracción de la piedra de la cantera. - Corte y dimensionado de piezas. - Labra y terminación
superficial.
Mármol. Los mármoles son rocas sedimentarias carbonatadas (principalmente calizas) que por un
proceso de metamorfismo han alcanzado un alto grado de cristalización. Sin embargo, esta
denominación se ha extendido a otras rocas semicristalinas, con o sin carbonato cálcico, que
admiten el pulimento adquiriendo cierto brillo, como los “mármoles” verdes, que consisten en
serpentinas con un contenido nulo de carbonato cálcico, o los travertinos que son rocas calizas
sedimentarias y no metamórficas, y algún tipo de calizas. Al microscopio no presenta orientación
estructural, es muy compacto. Tiene mayor dureza, resistencia y durabilidad que las calizas. Pueden
dividirse en blancos, que son los más puros, y coloreados.
Características del mármol. Densidad: 2,38 – 2,87 Kg/dm3, Resistencia a compresión: 600 – 1000
Kg/cm2, Resistencia a flexión: 100 – 200 Kg/cm2, Resistencia al impacto: 30 – 45 cm., Coeficiente
de absorción (%): 0,2., Dureza(tabla de durezas): Entre 3 y 4.
El concreto es básicamente una mezcla de dos componentes:
Agregado y pasta. La pasta, compuesta de Cemento Portland y agua, une a los
agregados (arena y grava o piedra triturada) para formar una masa semejante a
una roca pues la pasta endurece debido a la reacción química entre el Cemento
y el agua. Los agregados generalmente se dividen en dos grupos: finos y
gruesos
Los agregados finos consisten en arenas naturales o manufacturadas con tamaños de partícula que
pueden llegar hasta 10mm; los agregados gruesos son aquellos cuyas partículas se retienen en la
malla No. 16 y pueden variar hasta 152 mm. El tamaño máximo de agregado que se emplea
comúnmente es el de 19 mm o el de 25 mm. La pasta está compuesta de Cemento Portland, agua y
81
aire atrapado o aire incluido intencionalmente. Ordinariamente, la pasta constituye del 25 al 40 %
del volumen total del concreto. La figura " A " muestra que el volumen absoluto de
Cemento está comprendido usualmente entre el 7 y el 15 % y el agua entre el 14 y el 21 %. El
contenido de aire y concretos con aire incluido puede llegar hasta el 8% del volumen del concreto,
dependiendo del tamaño máximo del agregado grueso. Como los agregados constituyen
aproximadamente el 60 al 75 % del volumen total del concreto, su selección es importante. Los
agregados deben consistir en partículas con resistencia adecuada asi como resistencias a
condiciones de exposición a la intemperie y no deben contener materiales que pudieran causar
deterioro del concreto. Para tener un uso eficiente de la pasta de cemento y agua, es deseable contar
con una granulometría continua de tamaños de partículas. La calidad del concreto depende en gran
medida de la calidad de la pasta. En un concreto elaborado adecuadamente, cada partícula de
agregado esta completamente cubierta con pasta y también todos los espacios entre partículas de
agregado. Variacion de las proporciones en volumen absoluto de los materiales usados en el
concreto. Las barras 1 y 3 representan mezclas ricas con agregados pequeños. Las barras 2 y 4
representan mezclas pobres con agregados grandes. Para cualquier conjunto especifico de
materiales y de condiciones de curado, la cantidad de concreto endurecido está determinada por la
cantidad de agua utilizada en la relación con la cantidad de Cemento. A continuación se presentan
algunas ventajas que se obtienen al reducir el contenido de agua :
• Se incrementa la resistencia a la compresión y a la flexión.
• Se tiene menor permeabilidad, y por ende mayor hermeticidad y menor absorción.
• Se incrementa la resistencia a la intemperie.
• Se logra una mejor unión entre capas sucesivas y entre el concreto y el esfuerzo.
• Se reducen las tendencias de formar agregados por contracción.
Entre menos agua se utilice, se tendrá una mejor calidad de concreto – a condición que se pueda
consolidar adecuadamente. Menores cantidades de agua de mezclado resultan en mezclas más
rígidas; pero con vibración, a un las mezclas más rígidas pueden ser empleadas. Para una calidad
dada de concreto, las mezclas más rígidas son las máseconómicas. Por lo tanto, la consolidación del
concreto por vibración permite una mejora en la calidad del concreto y en la economía. Las
propiedades del concreto en estado fresco ( plástico) y endurecido, se puede modificar agregando
aditivos al concreto, usualmente en forma líquida, durante su dosificación. Los aditivos se usan
comúnmente para (1) ajustar el tiempo de fraguado o endurecimiento, (2) reducir la demanda de
agua, (3) aumentar la duración, (4) incluir intencionalmente aire, y (5) ajustar otras propiedades del
concreto. Después de unaproporción adecuada, así como, dosificación, mezclado, colocación,
consolidación, acabado, y curado, el concreto endurecido se transforma en un material de
construcción resistente, no combustible, durable, resistencia al desgaste y prácticamente
impermeable que requiere poco o nulo mantenimiento. El concreto también es un excelente material
de construcción porque puede moldearse en una gran variedad de formas, colores y texturizados
para ser usado en un número ilimitado de aplicaciones.

82
CEMENTO PORTLAND. Varios siglos antes de Cristo los romanos descubrieron
la “puzzolana”, material volcánico que extraían de Puzzuoli, cerca de Nápoles, Italia.
Mezclada con cal y arena endurecía cuando se amasaba con agua. La puzzolana
experimenta un fraguado hidráulico porque su transformación es causada por la
acción del agua. Muchas veces se intentó imitar sin éxito hasta que, en 1824 el
albañil inglés John Aspdin elaboró un polvo que, empastado con agua, adquiría
dureza y coloración grisácea. Como se parecía a las piedras de Portland (Inglaterra),
fue llamado Cemento Portland
FABRICACIÓN. Las materias primas son piedras calizas y arcillas. En un principio se buscaron
canteras de piedras calizas arcillosas, con 20-40% de arcillas. En la actualidad se explotan por
separado calizas y arcillas, mezcladas luego en la proporción adecuada. Las sucesivas etapas de la
fabricación son: Mezcla y molienda de las materias primas: Ambos procesos se cumplen
conjuntamente dentro del molino de bolas, gran tambor horizontal giratorio dentro del cual hay
bolas metálicas. Los choques, durante su rotación, pulverizan las materias primas, convertidas en
pasta cruda. Se puede trabajar de dos maneras: por vía seca, en la que la mezcla y molienda se
efectúan con las materias primas solamente, o por vía húmeda, en la que se mezcla y muele en
presencia de agua.
Cocción de la pasta cruda: De los molinos de bolas la pasta cruda pasa a los hornos rotatorios
continuos, semejantes a los de cal viva, pero de 200 metros de longitud y 10 metros de diámetro. El
tubo tiene su chapa interiormente revestida de ladrillos refractarios. Giran lentamente: 1 vuelta por
minuto. Debido a la pendiente, la pasta cruda desciende del extremo superior al inferior. Un
quemador, de fuel oil y aire primario a presión, o bien de gas natural, genera una larga llama, cuya
temperatura se eleva a 1500º C. Primero se deseca la pasta cruda. Después los carbonatos se
calcinan. Por último, reaccionan los distintos óxidos. El producto obtenido, llamado clinquer, es
negro, duro y granulado. Cae caliente dentro de un sistema enfriador; por ejemplo, otro cilindro
rotatorio por el que circula aire frío a contracorriente. El aire así calentado actúa como aire
secundario en la combustión. Los hornos de cemento funcionan ininterrumpidamente con
rendimientos de varios miles de toneladas diarias de clinquer.
Transformación del clinquer en cemento portland: El clinquer se estaciona un mínimo de 15 a 30
días. Luego se muele finalmente en el molino de bolas. Durante la molienda se incorpora un 3% de
yeso crudo. Este aditivo regula el tiempo de fraguado. El cemento portland no enyesado fragua
velozmente: a los 5 minutos de empastado con agua endurece, en cambio cuando contiene yeso, se
inicia el fraguado a los 45 minutos de agregada el agua. El cemento molido se conserva dentro de
enormes silos, protegido de la humedad ambiente.
REQUISITOS EXIGIDOS AL CEMENTO PORTLAND. El cemento portland librado al
consumo debe cumplir especificaciones fijadas por el gobierno nacional. Los pliegos de
condiciones argentinos datan de 1931, y es Obras Sanitarias de la Nación el organismo que
supervisa la calidad, expidiendo certificados de aprobación y practicando controles periódicos. Los
ensayos más importantes son: Determinación de la finura del polvo: el cemento se tamiza y el polvo
grueso que no atraviesa el tamiz se expresa con un por un porcentaje. Determinación de la

83
velocidad de fraguado: Se amasa cemento con agua en cantidades prefijadas, poniendo en marcha
un cronómetro. Cada tanto se pincha la masa semisólida con una agua fina. Queda completado el
endurecimiento cuando esta ya no penetra. El tiempo mínimo para que se inicie el fraguado es de 45
minutos y el máximo tolerado es de 3 horas. Determinación de las resistencias mecánicas: Las
resistencias mecánicas son dos requisitos esenciales, dado el uso del cemento portland en la
construcción. Se determinan con piezas de forma y tamaño normalizados a fin de comprobar los
resultados. La resistencia a la compresión se calcula midiendo la fuerza que aplicada sobre la cara
de un cubo de cemento y arena causa su ruptura. Para la resistencia a la tracción se utilizan piezas
en forma de 8, estiradas en sentidos opuestos. Composición química: Los análisis químicos
determinan el porcentaje de cada óxido componente. Dichos porcentajes se relacionan con el índice
de comportamiento hidráulico, que es de alrededor de 0,6 para el cemento portland común.
Se denominan aditivos a una serie de productos que se añaden al
concreto con objeto de mejorar algunas de sus características;
normalmente algunos aditivos se agregan al agua del amasado, pero es
de suma importancia controlar la dosificación necesaria ya que de lo
contrario distorsiona el resultado apetecido; por lo general se
recomienda solo la
utilización de aquellos aditivos garantizados por empresas de reconocida solvencia; según la
normatividad vigente, se autoriza el empleo de aditivos siempre que se justifique, mediante ensayos
que la sustancia agregada en las proporciones previstas y disueltas en el agua produce el efecto
deseado.
Los diferentes tipos de acero se agrupan en cinco clases principales:
Aceros al carbono.
Más del 90% de todos los aceros son aceros al carbono. Estos aceros contienen diversas cantidades
de carbono y menos del 1,65% de manganeso, el 0,60% de silicio y el 0,60% de cobre. Entre los
productos fabricados con aceros al carbono figuran máquinas, carrocerías de automóvil, la mayor
parte de las estructuras de construcción de acero, cascos de buques, somieres y horquillas o
pasadores para el pelo.
Aceros de baja aleación ultra resistentes. Esta familia es la más reciente de las cinco grandes clases
de acero. Los aceros de baja aleación son más baratos que los aceros aleados convencionales ya que
contienen cantidades menores de los costosos elementos de aleación. Sin embargo, reciben un
tratamiento especial que les da una resistencia mucho mayor que la del acero al carbono. Por
ejemplo, los vagones de mercancías fabricados con aceros de baja aleación pueden transportar
cargas más grandes porque sus paredes son más delgadas que lo que sería necesario en caso de
emplear acero al carbono. Además, como los vagones de acero de baja aleación pesan menos, las
cargas pueden ser más pesadas. En la actualidad se construyen muchos edificios con estructuras de
aceros de baja aleación. Las vigas pueden ser más delgadas sin disminuir su resistencia, logrando un
mayor espacio interior en los edificios.
Aceros inoxidables. Los aceros inoxidables contienen cromo, níquel y otros elementos de aleación,
que los mantienen brillantes y resistentes a la herrumbre y oxidación a pesar de la acción de la
humedad o de ácidos y gases corrosivos. Algunos aceros inoxidables son muy duros; otros son muy
resistentes y mantienen esa resistencia durante largos periodos a temperaturas extremas. Debido a
sus superficies brillantes, en arquitectura se emplean muchas veces con fines decorativos. El acero
inoxidable se utiliza para las tuberías y tanques de refinerías de petróleo o plantas químicas, para los
fuselajes de los aviones o para cápsulas espaciales. También se usa para fabricar instrumentos y

84
equipos quirúrgicos, o para fijar o sustituir huesos rotos, ya que resiste a la acción de los fluidos
corporales. En cocinas y zonas de preparación de alimentos los utensilios son a menudo de acero
inoxidable, ya que no oscurece los alimentos y pueden limpiarse con facilidad.
Características de la madera. La madera tiene características muy convenientes
para su uso como material estructural y como tal se ha empleado desde los inicios
de la civilización. Al contrario de la mayoría de los materiales estructurales, tiene
resistencia a tensión superior a la de compresión, aunque esta última es también
aceptablemente elevada. Su buena resistencia, su ligereza y su carácter de
material natural renovable constituyen las principales cualidades de la madera
para su empleo estructural.
Su comportamiento es relativamente frágil en tensión y aceptablemente dúctil en compresión, en
que la falla se debe al pandeo progresivo de las fibras que proporcionan la resistencia. El material es
fuertemente aniso trópico, ya que su resistencia en notablemente mayor en la dirección de las fibras
que en las ortogonales de ésta. Sus inconvenientes principales son la poca durabilidad en ambientes
agresivos, que puede ser subsanada con un tratamiento apropiado, y la susceptibilidad al fuego, que
puede reducirse sólo parcialmente con tratamientos retardantes y más efectivamente protegiéndola
con recubrimientos incombustibles. Las dimensiones y formas geométricas disponibles son
limitadas por el tamaño de los troncos; esto se supera en la madera laminada pegada en que piezas
de madera de pequeño espesor se unen con pegamentos de alta adhesión para obtener formas
estructuralmente eficientes y lograr estructuras en ocasiones muy atrevidas y de gran belleza. El
problema de la anisotropía se reduce en la madera contrachapeada en el que se forman placas de
distinto espesor pegando hojas delgadas con las fibras orientadas en direcciones alternadas en cada
chapa.
La unión entre los elementos de madera es un aspecto que requiere especial atención y para el cual
existen muy diferentes procedimientos. Las propiedades estructurales de la madera son muy
variables según la especie y según los defectos que puede presentar una pieza dada; para su uso
estructural se requiere una clasificación que permita identificar piezas con las propiedades
mecánicas deseadas. En algunos países el uso estructural de la madera es muy difundido y se cuenta

85
con una clasificación estructural confiable; en otros su empleo con estos fines es prácticamente
inexistente y es difícil encontrar madera clasificada para fines estructurales. De los materiales
comúnmente usados para fines estructurales, el acero es el que tiene mejores propiedades de
resistencia, rigidez y ductilidad. Su eficiencia estructural es además alta; debido a que puede
fabricarse en secciones con la forma más adecuada para resistir flexión, compresión u otro tipo de
solicitación. Las resistencias en compresión y tensión son prácticamente idénticas y pueden hacerse
variar dentro de un intervalo bastante amplio modificando la composición química o mediante
trabajo en frío. Hay que tomar en cuenta que a medida que se incrementa la resistencia del acero se
reduce su ductilidad y que al aumentar la resistencia no varía el módulo de elasticidad, por lo que se
vuelven más críticos los problemas de pandeo local de las secciones y global de los elementos. Por
ello, en las estructuras normales la resistencia de los aceros no excede de 2500 kg/cm2, mientras
que para refuerzo de concreto, donde no existen problemas de pandeo, se emplean con frecuencia
aceros de 6000 kg/cm2 y para pre esfuerzo hasta de 20,000 kg/cm2. La continuidad entre los
distintos componentes de la estructura no es tan fácil de lograr como en el concreto reforzado, y el
diseño de juntas, soldadas o atornilladas en la actualidad, requiere de especial cuidado para que sean
capaces de transmitir las solicitaciones que implica su funcionamiento estructural.
Propiedades de la madera
La madera es un material natural que se obtiene de los árboles, y posee propiedades características
que la hacen apta para su uso en la construcción y en la fabricación de objetos diversos.
Entre las propiedades de la madera existen ventajas como la facilidad de labrado, la baja densidad,
su resistencia mecánica, sus propiedades térmicas y acústicas, y su belleza.
Los inconvenientes son la alta combustibilidad, la inestabilidad volumétrica, y su putrefacción.
Propiedades físicas de la madera
Anisotropía: la madera es un material anisótropo, o sea
que se comporta diferente según la dirección de las fibras. Es
más fácil cepillarla en el sentido de las fibras que
transversalmente. Con el corte sucede lo opuesto.
Resistencia: la madera posee excelentes cualidades para el
trabajo a tracción, debido a su estructura de fibras
direccionales. Alcanza el máximo de resistencia cuando la
tracción tiene dirección paralela al sentido de las fibras, pero
cuando es perpendicular a las fibras, presenta una resistencia
mínima. La flexión es un esfuerzo compuesto por dos
fuerzas, una de tracción y otra de compresión. En este caso,
la madera tiene una resistencia máxima cuando la fuerza
actuando es perpendicular a la fibra, y la resistencia mínima
es cuando los esfuerzos son paralelos al hilo.
Flexibilidad: la madera acepta ser curvada o doblada
mediante calor, humedad, o presión. Es más fácil doblar una madera verde que una seca. Las
maderas blandas son más flexibles que las duras.

86
Dureza: es una de las propiedades de la madera por la cual, la dureza se relaciona directamente
con la densidad, a mayor densidad, mayor dureza. Por esto, el centro del tronco es la zona más dura.
La dureza disminuye cuando aumenta la humedad.
Peso específico o densidad: depende del contenido de agua de la madera.
Conductividad térmica: en la madera seca, quedan células que perdieron el agua y encierran
burbujas de aire que hacen que se comporte como aislante térmico. Es más aislante en el sentido de
la fibra, que en el sentido perpendicular a la fibra.
Higroscopicidad: es la capacidad de la madera de absorber humedad del medio ambiente. Hay
un punto de equilibrio en el cual el material no acepta ni libera humedad ambiente. Si la humedad
ambiente es menor de este punto, la madera se seca, y si es mayor. Si es mayor, la madera se
humedece.
Por su dureza en relación con el peso específico. A este respecto las maderas pueden ser:
Duras. Son las procedentes de árboles de crecimiento por lo que son mas caras, y debido a
su resistencia, suelen emplearse en la realización de muebles de calidad.
Aquí tenemos ejemplos de maderas duras:
o Roble: Es de color pardo amarillento. Es una de las mejores maderas que se
conocen; muy resistente y duradera. Se utiliza en muebles de calidad, parqué...
o Nogal: Es una de las maderas más nobles y apreciadas en todo el mundo. Se emplea
en mueble y decoración de lujo.
o Cerezo: Su madera es muy apreciada para la construcción de muebles. Es muy
delicada por que es propensa a sufrir alteraciones y a la carcoma.
o Encina: Es de color oscuro. Tiene una gran dureza y es difícil de trabajar. Es la
madera utilizada en la construcción de cajas de cepillo y garlopas.
o Olivo: Se usa para trabajos artísticos y en decoración, ya que sus fibras tienen unos
dibujos muy vistosos(sobre todo las que se aproximan a la raíz.
o Castaño: se emplea, actualmente, en la construcción de puertas de muebles de
cocina. Su madera es fuerte y elástica.
o Olmo: Es resistente a la carcoma. Antiguamente se utilizaba para construir carros.
Blandas. Son las que proceden básicamente de coníferas o de árboles de
crecimiento rápido. Son las más abundantes y baratas.
Aquí tenemos ejemplos de maderas blandas:
Álamo: Es poco resistente a la humedad y a la carcoma. En España existen dos especies: El
álamo blanco (de corteza plateada) y el álamo negro, más conocido con el nombre de
chopo.
87
Abedul: Árbol de madera amarillenta o blanco-rojiza, elástica, no duradera, empleada en la
fabricación de pipas, cajas, zuecos, etc. Su corteza se emplea para fabricar calzados, cestas,
cajas, etc.
Aliso: Su madera se emplea en ebanistería, tornería y en carpintería, así como en la
fabricación de objetos de pequeño tamaño. De su corteza se obtienen taninos.
Alnus glutinosa: Su madera se emplea en ebanistería, tornería y en carpintería, así como en
la fabricación de objetos de pequeño tamaño. De su corteza se obtienen taninos.
Alnusincana: Su madera es blanda y ligera, fácil de rajarse. Es utilizada en tallas, cajas y
otros objetos de madera.
Carcoma: Insecto coleóptero muy pequeño y de color casi negro, cuya larva roe y talla la
madera..
CARACTERISTICAS GENERALES DE LA MADERA
La madera es poroso, combustible, higroscópica y deformable por los cambios de humedad
ambiental, sufre alteraciones químicas por efectos del sol, y es atacable por mohos, insectos y otros
seres vivos. Es un material delicado, aunque hoy en día existen tratamientos muy eficaces para
paliar las desventajas nombradas anteriormente.
CARACTERISTICAS EXTERNAS DE LA MADERA
La característica externa de la madera constituye un factor muy importante puesto que influye en la
selección de esta para su empleo en la construcción, ambientación de interiores o ebanistería, ellas
son:
- El Color: es originado por la presencia de sustancias colorantes y otros compuestos secundarios.
Tiene importancia en la diferenciación de las maderas y, además, sirve como indicador de su
durabilidad. Son en general, maderas más durables y resistentes aquellas de color oscuro.
- Olor: es producido por sustancias volátiles como resinas y aceites esenciales, que en ciertas
especies producen olores característicos.
- Textura: esta relacionada con el tamaño de sus elementos anatómicos de la madera, teniendo
influencia notable en el acabado de las piezas.
- Veteado: son figuras formadas en la superficie de la madera debido a la disposición, tamaño,
forma, color y abundancia de los distintos elementos anatómicos. Tiene importancia en la
diferenciación y uso de las maderas.
- Orientación de fibra o grano: es la dirección que siguen los elementos leñosos longitudinales.
Tiene importancia en la forma de trabajar de la madera y en su comportamiento estructural.

88
PROPIEDADES FISICAS
1.- DENSIDAD Y CONTENIDO DE HUMEDAD
Densidad: es la relación entre la masa (m) de una pieza de madera con su volumen (v) y se la
expresa en gramos por centímetro cúbico.
d= mv
La densidad se relaciona directamente con otras propiedades de la madera. Proporciona una primera
indicación acerca de su comportamiento probable frente a la absorción y perdida de agua y su
correspondiente grado de variación dimensional bajo el punto de saturación de las fibras.
Contenido de Humedad: es la cantidad de agua presente en la madera; se expresa como porcentaje
del peso de la madera seca o anhidra y se calcula mediante la fórmula siguiente:
CH (%)= (Pi - Po) X 100 donde:
CH= contenido de
Po humedad (%)
Pi= peso inicial (g)
Po= peso en estado
anhidro (g)
2.- MEDICION DEL CONTENIDO DE HUMEDAD
En la práctica, la cantidad de agua existente en la madera se determina según métodos principales:
directo, por diferencias de peso, e indirecto, con ayuda de xilohigrómetros eléctricos.
3.- CONTENIDO DE HUMEDAD DE EQUILIBRIO
Es el contenido de humedad que adquiere la madera cuando es expuesta al ambiente durante un
tiempo prolongado. En estas condiciones, la madera perderá o ganara agua hasta alcanzar un estado
de equilibrio entre la humedad que contiene y la del aire.
4.- CONTRACCION Y EXPANSIÓN
La magnitud de la contracción varía según las características de la especie, las secciones y la
orientación anatómica del corte. Se expresa como porcentaje de la dimensión original de la pieza de
madera. Se calcula mediante la fórmula siguiente:
C (%)=Dv - Do x100 donde:
C= contracción
Dv= dimensión en verde
Do= dimensión final adeterminadocontenido de humedad.

89
5.- AISLAMIENTO
Térmico: por su estructura anatómica, así como por su constitución lignocelulósica, la madera es un
excelente aislante térmico. La cantidad de calor conducida por la madera varia con la dirección de
la fibra, el peso específico, la presencia de nudos y rajaduras y con su contenido de humedad.
Acústico: la madera tiene buena capacidad para absorber sonidos incidentes. Esta propiedad puede
ser aprovechada ventajosamente en el diseño de divisiones. El aislamiento acústico puede
incrementarse notablemente si se dejan espacios vacíos entre los tabiques o se utilizan materiales
aislantes tales como fibra de vidrio, yeso.
Eléctrico: la madera seca es mala conductora de la electricidad. Su conductividad aumentara
rápidamente al aumentar su contenido de humedad, a tal punto que la madera saturada puede llegar
a ser conductora. La capacidad aislante de la madera tiene numerosas aplicaciones prácticas en la
transmisión y protección de la energía eléctrica.
PROPIEDADES MECANICAS
1.- COMPRESION Y TRACCIÓN
1.1.- Compresión Perpendicular al grano
La madera se comporta a manera de un conjunto de tubos alargados que sufriera una presión
perpendicular a su longitud; sus secciones transversales serán aplastadas y, en consecuencia,
sufrirán disminución en sus dimensiones bajo esfuerzos suficientemente altos.
1.2.- Compresión Paralela al grano
La madera se comporta como si el conjunto de tubos alargados sufriera la presión de una fuerza que
trata de aplastarlos. Su comportamiento ante este tipo de esfuerzos es considerado dentro de su
estado elástico, es decir, mientras tenga la capacidad de recuperar su dimensión inicial una vez
retirada la fuerza.
1.3.- Tracción Perpendicular al grano
Es asumida básicamente por la lignina de la madera que cumple una función cementante entre
fibras. La madera tiene menor resistencia a este tipo de esfuerzo en relación con otras solicitaciones.
1.4.- Tracción Paralela al grano
La madera tiene resistencia a la tracción paralela a las fibras, debido a que las uniones
longitudinales entre las fibras son de 30 a 40 veces más resistentes que las uniones transversales.
2.- CORTE Y FLEXION
90
2.1.- Corte o Cizallamiento
El corte o Cizallamiento de la estructura interna de la madera es semejante al comportamiento de un
paquete de tubos que se hallan adheridos entre ellos; por esta razón, en el caso de “corte o
Cizallamiento paralelo al grano”, el esfuerzo de corte es resistido básicamente por la sustancia
cementante, es decir, la lignina, mientras que el esfuerzo de corte o Cizallamiento perpendicular al
grano”, son fibras las que aumentan la resistencia al Cizallamiento. La madera es mucho más
resistente al corte perpendicular que al corte paralelo.
2.2.- Flexión
El comportamiento en flexión de una pieza de madera combina, simultáneamente, los
comportamientos a tracción, compresión y corte, repitiéndose los mismos fenómenos anteriormente
descritos. La madera es un material particularmente apto para soportar tracción y comprensión
paralela, debido a su alta capacidad por unidad de peso.
TIPOS DE MADERAS
Las maderas de acuerdo al árbol de que se obtenga, se clasifican en duras y blandas.
Maderas Duras: se obtienen de los árboles que pierden las hojas en otoño (caducifolios). De toda
esta gran variedad de árboles, sólo 200 existen en cantidad suficiente y son lo bastante flexibles
para la carpintería. Las maderas duras, como nuestra piel, tienen poros microscópicos en la
superficie. El tamaño de estos poros es lo que determina el dibujo de la veta y la textura. Debido a
estas características, las maderas duras se clasifican según la apertura del poro en: maderas de poros
cerrados (poros pequeños), entre las cuales las más usadas son el cerezo y el arce, y maderas de
poros circulares (poros más grandes), entre las cuales las más usadas son el roble, el fresno y el
álamo.
Clasificación de las maderas duras
La madera se clasifica en función del número de defectos que haya en una sección dada del largo y
el ancho del tablero. Al igual que en las maderas blandas, una madera de clase inferior puede ser
perfectamente aceptable dependiendo del lugar donde se vaya a colocar y el uso que se le vaya a
dar.
Entre las maderas duras tenemos:
- Roble: Es de color pardo amarillento. Es una de las mejores maderas que se conocen; muy
resistente y duradera. Se utiliza en muebles de calidad, parqué…
- Nogal: Es una de las maderas más nobles y apreciadas en todo el mundo. Se emplea en mueble y
decoración de lujo.
- Cerezo: Su madera es muy apreciada para la construcción de muebles. Es muy delicada porque es
propensa a sufrir alteraciones y a la carcoma.
- Encina: Es de color oscuro. Tiene una gran dureza y es difícil de trabajar. Es la madera utilizada
en la construcción de cajas de cepillo y garlopas.

91
- Olivo: Se usa para trabajos artísticos y en decoración, ya que sus fibras tienen unos dibujos muy
vistosos (sobre todo las que se aproximan a la raíz.
- Castaño: se emplea, actualmente, en la construcción de puertas de muebles de cocina. Su madera
es fuerte y elástica.
- Olmo: Es resistente a la carcoma. Antiguamente se utilizaba para construir carros.
Maderas Blandas: se obtienen de los árboles de hoja perenne (coníferas). En carpintería sólo se usa
el 25 % de todas las maderas blandas. Todas las maderas blandas tienen poros cerrados (poros
pequeños) que apenas se perciben en el producto acabado. Las maderas blandas más usadas son el
cedro, el abeto, el pino y la picea.
Clasificación de las maderas blandas
Las maderas blandas se dividen en dos categorías: madera dimensional, clasificada en función de la
resistencia, y paneles aparentes, que se utilizan habitualmente en proyectos de carpintería. La
clasificación de las maderas blandas es obra de varias agencias, así que encontrará algunas
variaciones en la terminología. Las distintas clases están ordenadas de la clase más alta a la más
baja.
Entre las maderas blandas tenemos:
- Álamo: Es poco resistente a la humedad y a la carcoma. En España existen dos especies: El álamo
blanco (de corteza plateada) y el álamo negro, más conocido con el nombre de chopo.
- Abedul: Árbol de madera amarillenta o blanco-rojiza, elástica, no duradera, empleada en la
fabricación de pipas, cajas, zuecos, etc. Su corteza se emplea para fabricar calzados, cestas, cajas,
etc.
- Aliso: Su madera se emplea en ebanistería, tornería y en carpintería, así como en la fabricación de
objetos de pequeño tamaño. De su corteza se obtienen taninos.
- Alnus glutinosa: Su madera se emplea en ebanistería, tornería y en carpintería, así como en la
fabricación de objetos de pequeño tamaño. De su corteza se obtienen taninos.
- Alnusincana: Su madera es blanda y ligera, fácil de rajarse. Es utilizada en tallas, cajas y otros
objetos de madera.
DEFECTOS MAS COMUNES EN LAS MADERAS
ALABEADO: comba de la cara del tablero en sentido longitudinal.
ABARQUILLAMIENTO: concavidad de la cara del tablero en sentido transversal.
ARQUEAMIENTO: comba del canto, conocido también como corona.
NUDO o AGUJERO DE NUDO: un nudo apretado, por regla general, no es problemático. Un nudo
suelto o muerto, rodeado de un anillo oscuro, puede desprenderse o puede haber dejado ya un
agujero.
HENDIDURA: grieta que atraviesa toda la pieza de madera, generalmente en los extremos.
RETORCIMIENTO: el tablero está combado por muchos lugares.
GRIETA EN CABECERA: grieta paralela a los anillos de crecimiento anuales que no atraviesa
toda la madera.
RAJADURA: separación de las fibras entre los anillos de crecimiento, que frecuentemente se
extiende a lo largo de la cara del tablero y a veces por debajo de su superficie.
92
CANTO REDONDEADO: falta de madera o corteza no recortada a lo largo del canto o las esquinas
de la pieza.
TABLEROS A BASE DE MADERA
Los laminados y aglomerados son recursos a los que se ha llegado por motivos económicos y
ecológicos y para evitar los problemas del comportamiento natural de la madera maciza. Están
hechos de residuos y fibras no utilizados de los troncos de los árboles, a los que se añaden resinas y
se prensan formando tableros de distintos espesores. Son fabricados en dimensiones mayores a las
que se pueden obtener en maderas aserradas.
Los principales tipos de tableros hechos a base de maderas son los siguientes:
- Contra enchapados: están formados por láminas o chapas encoladas de maderas (cola o resina
sintética). Sus dimensiones: 0,90 a 1,20 m de ancho por 2,10 a 2,44 de largo y su espesor normal
varía entre 4 y 19 mm, aunque se fabrican de mayor espesor. Se usa para recubrimiento de paredes
y techos, para la elaboración de muebles y puertas.
- Enlistonados o Panforte: están formados con alma de listones de madera y chapas exteriores, se
usan para la elaboración de muebles.
- De Partículas: es un material elaborado a base de madera o fibra de bagazo y aglomerado con
resinas sintéticas, con aplicación de presión y calor, por ejemplo el “tablopan”. Las de densidad baja
(de 0,25 a 0,40 grs/cm3), su uso es de paneles aislantes o en piezas complejas en las cuales es
necesario. Las de densidad media (de 0,40 a 0,80 g/cm3), su uso es igual al anterior y se emplea en
la fabricación de muebles y en la construcción. Las de densidad alta (mayor de 0,80 g/cm3) su uso
es el mismo de los anteriores y en general, son apropiados para ambientes interiores, pues se
descomponen en contacto con la humedad y con el tiempo con cargas de larga duración.
- Fibra: es un material fabricado con fibra o lana de madera y cemento. Las hay de tres tipos: las
blandas (0,40 grs/cm3), semiduras y duras (densidad superior a 0,40 g/cm3) y las entramadas y
tableros con dos caras lisas. Estas se fabrican de 2,44 por 1,22 m y de 3mm de espesor, es posible
conseguirlos en medidas mayores.
- De Lana de madera: están formadas por viruta de madera aglutinadas con adhesivos minerales, en
la mayoría de los casos cemento Portland resultando un papel rígido. Su densidad de 0,30 a 0,65
g/cm3, de acuerdo a su densidad se pueden usar como cielo pasos los de menor densidad y en
paredes y techos los de mayor densidad. Sus espesores varían entre 15 y 100 mm y sus dimensiones
entre 0,50 m por 2 m hasta 1,50 por 3 m. Esta posee múltiplos usos en la construcción tales como en
muebles, tablas, vigas, columnas, etc. Es más indicado para utilizarse como pavimentos para
hogares comerciales con poco tránsito, existen también tarimas especiales para instalaciones
deportivas.
FORMAS COMERCIALES
Como es un material muy utilizado, la madera, puede encontrarse en gran variedad de formas
comerciales:
- Tableros macizos: Pueden estar formados por una o varias piezas rectangulares encoladas por sus
cantos.

93
- Chapas y láminas: Formadas por planchas rectangulares de poco espesor.
- Listones y tableros: Que son prismas rectos, de sección cuadrado o rectangular, y gran longitud.
- Molduras o perfiles: Obtenidos a partir de listones a los que se les da una determinada sección.
- Redondos: Que son cilindros de maderas generalmente muy largos.
- Tableros contrachapados: Son piezas planas y finas que pueden trabajarse bien con herramientas
manuales, como la segueta. Están formados por láminas superpuestas perpendiculares entre sí.
- Tablero de fibras: Está formado por partículas o fibras de maderas que se prensan. Los hay de
densidad baja (DB) y de densidad media (DM). Estos tableros pueden usarse en el taller de
tecnología en los proyectos en los que intervienen piezas de madera.
- Tableros aglomerados: Se forman a partir de residuos de madera que se prensan y encolan. En
algunos casos estos tableros se cubren con una lámina muy fina (de 2 o 3mm de espesor) de una
madera más vistosa (cerezo, roble, etc.) o de plástico.
ACEROS INOXIDABLES
1. INTRODUCCIÓN.
Una buena manera de comenzar seria preguntarse ¿por qué los Aceros Inoxidables son
inoxidables?
Los Aceros Inoxidables son inoxidables porque tienen Cromo, en una cantidad superior a
10%, hasta
valores del orden de 30%.
El Cr es un metal reactivo y se combina con el Oxigeno del aire o en cualquier otra
condición oxidante para
formar una película sobre el acero inoxidable que lo aísla del medio agresivo .
Se cree, aunque no por todos los investigadores, que la resistencia a la corrosión de los
aceros inoxidables es
el resultado de la presencia de esta fina, densa (no porosa), continua, insoluble, adherente,
tenaz,autoregenerante e impermeable capa de óxido hidratado de Cromo en la superficie de
estos aceros queimpide, una vez formada esta, el contacto del acero con el medio oxidante.
La composición de esta película varía con el tipo de acero y con los diferentes tratamientos
tales comolaminado, decapado (pickling) o tratamiento térmico.
A esta situación se la denomina pasivación y la película formada es inerte frente a las
condiciones oxidantesde la atmósfera terrestre.
Esta película es transparente y brillante y confiere al acero inoxidable la habilidad de
retener su apariencia“inmaculada ” (stainless en Ingles), agradable a la vista.
El rango de condiciones bajo las cuales un Acero Inoxidable desarrolla Pasivación puede
ser amplio oreducido, la pasividad puede ser destruida por pequeños cambios de las
condiciones. En condicionesfavorables a la pasivación el metal adquiere potenciales de
disolución cercanos al de los metales nobles.
Cuando la pasividad se destruye el Potencial se acerca al del hierro.
Hay un número importante de distintos Aceros Inoxidables. Su resistencia a la corrosión,
propiedadesmecánicas y costo varía en un rango muy amplio, por esa razón es importante
94
especificar el acero inoxidablemásapropiado para una dada aplicación. El costo se eleva
entre 5 y 10 veces el de un acero al carbono.
Conviene tener en cuenta que el término “Inoxidable” es un término genérico que involucra
en UNS* a masde 130 composiciones químicas diferentes de aceros y/o aleaciones
inoxidables.
Pueden estar aleados además, con Cu, Al, Si, Ni, Mo. Nb, Ti que también aumentan su
resistencia lacorrosión, directa o indirectamente, en condiciones específicas.
Necesitamos un ambiente oxidante para formar la película de óxido de cromo. Con 10% de
Cr, que es lamínima proporción, la atmósfera terrestre es capaz de formar una película
protectora para un ambiente pocoagresivo como puede ser el interior de una vivienda, pero
con el tiempo si este acero presta servicio a laintemperie acaba corroyéndose.
Aun cuando su resistencia a la corrosión es la propiedad más apreciada no debemos olvidar
otraspropiedades. Algunos aceros se autotemplan, otros no toman temple, resisten las altas
temperaturas, semecanizan con facilidad, tienen capacidad de deformarse plásticamente o
son soldables.
Su aplicación se extiende desde usos arquitectónicos hasta la utilización en equipos de la
industria químicacon condiciones extremas de servicio.
UnifiedNumberingSystem desarrollado por ASTM, SAE y otros para asignar a cada
aleación metálica unnúmero (no una especificación), relacionado con su Composición
química. El sistema AISI existente estaincorporado en esta nueva numeración. Ver ASTM
E527.3
Al seleccionar un acero inoxidable debe evitarse seguir el mismo sistema utilizado con los
aceros alCarbono. Resultados satisfactorios de un acero dado en condiciones específicas de
temperatura, pH,concentración del medio agresivo, etc., no pueden extrapolarse a otras
condiciones aunque parezcansimilares.
El método idóneo de selección se basa en la experiencia ya sea del usuario como la del
fabricante del aceroinoxidable.
A medida que aumenta el riesgo de corrosión es necesario aumentar la concentración de Cr
aunque deberecordarse que el aumento de resistencia a la corrosión no tiene por qué ser
proporcional. Sin embargo conalrededor de 18% de Cr el acero está en condiciones de
soportar las más rigurosas condiciones atmosféricas.(el acero 18-8, AISI 304 o UNS
S30400 con 18% de Cr y 8% de Ni es capaz de soportar tales condicionesmás de 12 años)
Los aceros Inoxidables no son atacados por el ácido nítrico u otros ácidos oxidantes, sino
más bien estosácidos facilitan la formación de la película protectora.
Por otra parte estos aceros no resisten la presencia de ácidos reductores como el ácido
clorhídrico ofluorhídrico, y son atacados por las sales de ellos (cloruros, fluoruros,
bromuros y yoduros).
En la industria se utilizan substancia limpiadoras a base de cloruros para mejorar el aspecto
de los acerosinoxidables. Deben tomarse precauciones por que 40 minutos es el tiempo
máximo de exposición a estosagentes.
El ácido sulfúrico marca la frontera entre ácidos oxidantes y reductores ya que en algunos
casos esinofensivo y en otros ataca fuertemente.
El efecto de los ácidos como el de las sales varía con las condiciones de servicio,
concentración del agentecorrosivo y con el tipo de acero.

95
Para obtener la máxima resistencia a la corrosión es recomendable mantenerlos limpios y
pulidos parapreservar a la superficie de sustancias extrañas que pudieran albergarse en los
poros o irregularidades de lasuperficie.
En el caso de aceros inoxidables templables (Martensíticos), la máxima resistencia a la
corrosión se obtieneluego de un temple completo. Todos los aceros inoxidables deben
pasivarse.
Debe recordarse que cuando los Aceros Inoxidables sufren corrosión esta no es uniforme
como en el caso delos aceros al carbono, sino localizada, por picaduras (Pitting) o fisuras
por Corrosión bajo Tensión. Debido aello no puede prevenirse por el agregado de sobre
espesores sino que debe evitarse la corrosión misma pormedio de un conocimiento
profundo del medio corrosivo y el Acero utilizado.
4.
1.1 CLASIFICACION DE LOS ACEROS INOXIDABLES
Los aceros inoxidables se dividen de acuerdo con su Microestructura en cinco grupos:
1. FERRÍTICOS
2. MARTENSITICOS
3. AUSTENITICOS
4. DUPLEX
5. ENDURECIDOS POR PRECIPITACIÓN
2. ACEROS INOXIDABLES AL CROMO. SERIE 400 .FERRITICOS Y
MARTENSITICOS.
Esta familia de Aceros Inoxidables debe su existencia a la adición solo de Cr y son
llamados AcerosInoxidables al Cromo o serie 400. Por tener menos elementos de aleación
que los Austeníticos su costoes de aproximadamente el 70% del costo de un acero
Austenítico.
Metalúrgicamente el Cr es un formador de Ferrita (Ferrita es la estructura cristalina cúbica
centrada en elcuerpo del Hierro / Acero al C, a temperatura ambiente) y composiciones con
11 a 14 % Cr pueden sertratadas térmicamente (por ejemplo tipos 410, 420, 440).
Calentando estas aleaciones aproximadamentea 980ºC se Austenizarán y luego, debido a la
alta templabilidad que le confieren los elementos dealeación, con enfriamiento aún muy
lentos tales como enfriamiento al aire se transformaran enMartensita.
Dentro de la familia de los aceros Inoxidables con solo Cromo (serie 400) podemos
encontrar dosgrupos, los aceros Ferríticos y los Martensíticos.
El Acero Inoxidable más simple contiene solamente Hierro y Cromo. La Fig.1 muestra el
diagrama deequilibrio estable Fe-Cr, una manera apropiada de introducirnos en la
Metalurgia de esta aleación.

96
Fig. 1. Diagrama de equilibrio Estable de la aleación Hierro-Cromo
Un hecho interesante del diagrama es que aleaciones con más de » 12,7% de Cr, tienen la
estructuraCúbica centrada en el Cuerpo (b.c.c) del Fe alfa desde temperatura ambiente hasta
el punto de fusión. Alno atravesar durante el calentamiento el campo Austenítico, cúbico
centrado en las caras (f.c.c) del Fegamma, no pueden austenizarse y templarse para formar
Martensita. Los aceros inoxidables al Cr concontenidos de alrededor de 12% de Cr o más
son llamados Aceros Inoxidables Ferríticos. Deberecordarse que en estos aceros debe
limitarse el %C para que no se transformen, como veremos enAceros Inoxidables
Martensiticos.
El carbono tiene influencia en el bucle gamma, el cual se expande a la derecha por el
simple agregado de carbono.De esta manera podemos conseguir aleaciones hasta con 17%
de Cr, que a su vez puedan Austenizarse ytemplarse aun con bajas velocidades de
enfriamiento para obtener Martensita. Este grupo de AcerosInoxidables se denominan
Martensíticos y además de Cr deben poseer Carbono, con el doble propósitode:
1º) Correr a la derecha el campo de estabilidad del Fe gamma para poder Austenizar y por
lo tantotemplar y obtener Martensita.
2º) Obtener dureza, algo que depende del %C de la Martensita ya que estos aceros se
utilizangeneralmente para cuchillería, en donde la estabilidad del filo depende de la dureza
del material.
Ambos grupos, son magnéticos lo que los hace fácilmente identificables de los muy
populares AcerosInoxidables Austeníticos (Serie 300).
3. ACEROS INOXIDABLES FERRÍTICOS
Como ya vimos si a un acero inoxidable se le aumenta el %Cr y se limita el %C la vertical
querepresenta a aleación se situará a la derecha del bucle gamma y el acero será ferritico a
cualquiertemperatura, ya que no atraviesa ninguna línea de transformación, y no podrá ser
templado, como porejemplo Tipos 430, 442, y 446.
El %Cr de los Aceros Inoxidables Ferríticos se extiende desde el 10,5% Cr (Tipo 409) hasta
el 30% Cr(Tipo 447 y 448). Los aceros con 10-13% Cr y bajo % C, por estar cerca del
bucle gamma, a vecesdebido a la segregación del Cr durante la solidificación, que se
concentra en el centro del grano de Ferritadelta, pueden entrar en la zona bifásica de este, y
de esta manera tener una estructura duplex de Ferritacon Austenita en borde de grano, la

97
que al templarse produce Martensita, disminuyendo la resistencia ala corrosión, la
plasticidad, y la tenacidad.
Por otra parte algo de Martensita en borde de grano puede mejorar la resistencia al
crecimiento de granoferritico.Por encima de 30% de Cr se forma una fase Intermetálica
compuesta por 46% de Cr y 54% de Fellamada fase Sigma de composición nominal FeCr,
que disminuye la plasticidad de la aleación. Por estarazón se evitan contenidos de Cr
superiores a 30%.
Los Aceros Inoxidables Ferríticos tienen ciertas ventajas sobre otros materiales. Tienen un
menorcontenido de aleación, tienen una resistencia excelente al “pitting” y a la
“CreviceCorrosion” inducidapor cloruros, han probado ser una solución práctica frente a la
Corrosión bajo tensión (SCC) en Clorurosaun en caliente, y tienen un resultado excelente
frente a la corrosión por ácidos orgánicos, en laproducción de Urea y los de mayor
contenido de Cr en medios cáusticos.
Se puede hablar de dos familias de Aceros Inoxidables Ferríticos, los clásicos de los años
´50 y ´60 quetienen Propiedades Mecánicas bastante disminuidas con respecto a los
Austeníticos y la nueva familia delos aceros Inoxidables Ferríticos en donde se hizo
hincapié en el mejoramiento de las propiedadesmecánicas más que en la resistencia a la
corrosión.
Estos Aceros logran su mejor Tenacidad y Ductilidad mediante el control de elementos
intersticialesCarbono, Nitrógeno, y quizá oxígeno.
Durante los primeros años de la década del ´60 cuando fueron hechas estas observaciones
los métodosnormales de refinación no podían trasladar a la industria estas observaciones de
laboratorio.
3.1 ACEROS INOXIDABLES FERRÍTICOS. PROPIEDADES y TRATAMIENTO
TERMICO
Se debe destacar que se puede esbozar un perfil de propiedades de este grupo de aceros
inoxidablessolo de manera general. Cada acero Inoxidable tiene sus propias características.
Los Aceros InoxidablesFerríticos son aceros aleados solo con Cr y a veces también con
Mo. El Cr es un elemento alfágeno queretiene la estructura cúbica centrada en el cuerpo del
Hierro alfa.Estos aceros tienen como mínimo 10,5% de Cr, con este rango de %Cr su
resistencia a la corrosión esmínima, a algunos se los suele denominar Inoxidables al agua
pues no resisten medios más agresivos,son en general los más baratos por tener poco Cr.
.-Su ductilidad es menor que la de los aceros inoxidables Austeníticos debido a la inherente
menorplasticidad de la estructura cúbica centrada en el cuerpo del Hierro alfa, más el efecto
endurecedor queproporciona la gran cantidad de Cr en solución sólida.
A causa de la baja solubilidad de los intersticiales C y el N en la Ferrita, estos aceros
tradicionalmentetenían una limitada utilización debido a su susceptibilidad a la Corrosión
Intergranular como así tambiénuna alta Temperatura de Transición dúctil- frágil. Hoy en
día los procesos de refinación han mejorado,especialmente con la descarburación Argón –
oxigeno, lo que permite bajos niveles de impurezas, bajastemperaturas de Transición y más
alta tenacidad. A pesar de esto se los sigue confinando a productosplanos y tubulares
debido a la comparativamente menor tenacidad de la estructura Ferrítica la que es
adicionalmente reducida por el espesor.

98
Se debe poner especial énfasis en evitar durante la soldadura la contaminación con C y N.
Obviamente elNitrógeno no es apropiado como gas protector y por supuesto deben
removerse toda traza de aceite ygrasa de las superficies a ser soldadas.
.- Su ventaja comparativa con los inoxidables Austeníticos es su inmunidad a la Corrosión
bajo TensiónSCC (especialmente en cloruros a alta temperatura). Se los suele usar en tubos
de pared delgada deintercambiadores de calor donde SCC sea un problema, por ejemplo en
las plantas de procesamiento depetróleo o gas natural. El aumento de la temperatura
disminuye el problema de falta de tenacidad yductilidad.
.-Pequeñas cantidades de Níquel, tan bajas como 1,5% son suficientes para inducir SCC,
sin embargo laausencia de Ni reduce la resistencia general a la corrosión y los hace
susceptibles en muchos medios. Secomprobó que los Inoxidables Ferríticos son
susceptibles en H2S ,NH4Cl, NH4NO3 y soluciones deHgCl2.
.- El menos aleado de los Inoxidables Ferríticos, el tipo 409 se utiliza en los convertidores
catalíticos delos automóviles y los tipo 405 y 409 se usan para sustituir a los aceros al C de
los soportes de tubos deNíquel 600 del sistema de agua a presión de los generadores
nucleares de vapor para evitar el Denting o (distorsión por acumulación de productos de
corrosión entre el tubo y el soporte por CreviceCorrosion).El tipo 430 tiene usos
arquitectónicos y como adornos en automóviles donde la corrosión seamoderada.
.- Su ductilidad es menor que la de los aceros inoxidables Austeníticos, no endurecen por
trabajadomecánico tanto como los Austeniticos, no son templables, son magnéticos, y
como todos los AcerosInoxidables tienen escasa conductividad térmica.
Se los prefiere por su resistencia a la corrosión y su bajo costo , más que por sus
propiedades mecánicas.
Los Aceros Inoxidables Ferríticos tienen tres problemas que pueden acentuarse más o
menos según seala aplicación:
a) Excesivo crecimiento de grano
b) Sensibilizacion
c) Perdida de ductilidad por presencia de fase Sigma
a) Por encima de 950ºC el proceso de crecimiento de grano se intensifica por la falta de la
Recristalización del Cambio Alotrópico de Ferrita a Austenita de estos Aceros. El grano
grueso tienemenos ductilidad y menos Tenacidad que el grano fino.
En estos casos la única manera de afinar el grano seria con un Tratamiento de
Recristalización conDeformación Plástica Previa solo aplicable a productos
semielaborados. En el caso de Soldadura esto nopuede realizarse y por ello en materiales
donde la soldadura es parte del proceso de fabricación elcrecimiento de grano puede ser un
problema serio
b) Los Aceros Inoxidables Ferríticos pueden a veces, ya sea por segregación del Cr, o por
estar muycerca del bucle Gamma, no ser totalmente Ferríticos generando en el
calentamiento a más de 900ºC algode Austenita en borde de grano Ferritico. Si luego de
esta transformación se los enfría rápidamente laAustenita formada se transformará en
Martensita disminuyendo algo la plasticidad pero por sobre tododisminuyendo la
resistencia a la corrosión del borde de grano, por ello a estos aceros, para mejorarles
suresistencia a la corrosión se los debe enfriar lentamente (al contrario de los Austeníticos)

99
desde unatemperatura de aproximadamente 1000ºC. Por otra parte la presencia de
Martensita en borde de granopodría mejorar algo la resistencia al crecimiento de grano.
c) A medida que aumentamos la proporción de Cr para mejorar la resistencia a la corrosión,
nosacercamos peligrosamente a la transformación de Fe-a ? Fase Sigma ( s ) de estructura
cristalinatetragonal que predice el diagrama de equilibrio Fe-Cr. La Fase Sigma (s ) es un
intermetálico duro yfrágil que fragiliza a toda la estructura. La fase Sigma se forma durante
el enfriamiento en el rango de870ºC/ 530ºC y puede ser re disuelta con calentamientos del
orden de 1100ºC y su formación evitada porun enfriamiento rápido que retenga la fase de
alta temperatura (Fe a).
Hay poca información acerca de la influencia de la Fase Sigma en la resistencia a la
corrosión, sinembargo es esperable que una precipitación masiva sea peor que la presencia
de colonias aisladas. Yaque la fase sigma es un intermetálico más rico en Cr que la Ferrita
su presencia puede afectar laresistencia a la corrosión por una disminución del Cr disuelto
en la matriz.
En aceros Inoxidables Ferríticos con Mo aparece otra fase relacionada a Sigma llamada
fase Chi, entrelos 550-590ºC con una composición nominal Fe2CrMo aunque hay
desviaciones de los valores
Estequiométricos. La fase Chi precipita más rápidamente que la sigma, siempre acompaña a
la fase sigmay reduce los valores de tenacidad a la entalla de Aceros inoxidables Ferríticos.
Realmente la formación de Fase Sigma es lenta y con los enfriamientos encontrados en el
procesamientode los Aceros Inoxidables Ferríticos no llega a ser un problema.
En cambio sí es un problema en servicio al mantener estos Aceros altos en Cr o enfriarlos
lentamente ala temperatura de 475ºC.
3.2 FRAGILIZACION A 475ºC
En el diagrama de equilibrio Fe-Crse puede observar que la fase sigma a 475ºC se desdobla
en unafase rica en Cr (90%Cr) llamada (Alfa prima) y otra rica en Fe (14%Cr).
La dureza y resistencia aumentan con el tiempo de mantenimiento en este rango de
temperaturas pero laductilidad y la tenacidad disminuyen. La máxima velocidad de
fragilización tiene lugar a 475ºC y por esarazón el fenómeno se le denomina Fragilidad a
475ºC (885F Embrittlement).
Aunque como lo expresa la línea punteada a 475ºC del diagrama de equilibrio, esta
temperatura no estadefinida, la fragilización a los propósitos prácticos ocurre en el rango de
320-550ºC. Si bien el diagramade equilibrio predice que está enfragilización podría ocurrir
en aceros con menos de 10%Cr, es raro si esque ocurre en aceros con menos de 12 /
15%Cr.
Las partículas de Alfa prima son pequeñas, a lo sumo unos cientos de Å y parecen reducir
la ductilidad yla tenacidad por anclaje de dislocaciones. Hay evidencia que puede
influenciar en las propiedadesmecánicas aun antes de precipitar lo que sugiere un
mecanismo de pre-precipitación o envejecimientopor intermedio de Zonas de Guinier-

100
Preston. La precipitación de Alfa prima es reversible y puederedisolverse a 815ºC.La
presencia de Alfa prima aumenta marcadamente la Temperatura de Transición del ensayo
Charpy.
Sin embargo aunque el material a temperatura ambiente no posea prácticamente nada de
tenacidad,posiblemente tendrá valores razonables a la Temperatura de Servicio que produjo
dicha fragilidad. Por lotanto la fragilidad a 475ºC es un problema cuando se requieren
valores de tenacidad a temperaturaambiente. Cuando es así un acero Inoxidable Ferritico
con más de 15%Cr no debe ser expuesto a más de320ºC. La cinética de la precipitación de
? es suficientemente lenta para que no sea un problema durante
el procesamiento de estos aceros, pero si en servicio.
3.3 EFECTO DEL HIDROGENO
Es conocido el hecho que la estructura Austenítica es inmune a la fisuración por hidrogeno
debido a laalta plasticidad de la estructura Cúbica centrada en las caras (FCC) del Hierro
gamma y los AcerosInoxidables Austeníticos heredan esta propiedad.
No ocurre lo mismo con los Inoxidables Ferríticos, la presencia de Hidrógeno reduce
sustancialmente laductilidad y cambia el modo de fractura de dúctil a frágil.La soldadura de
los inoxidables Austeníticos se realiza a menudo con gases protectores como Argón
conpequeños agregados de Hidrogeno, si esto se hace con los inoxidables Ferríticos se debe
hacer unrecocido de des hidrogenación inmediatamente después de la soldadura para evitar
fisuración. Unrecocido a 150ºC luego de la soldadura restaura totalmente la ductilidad
mostrando que la fragilizaciónes reversible. El mantenimiento durante semanas a
temperatura ambiente también permite difundir elhidrógeno en estado atómico y restaurar
la ductilidad pero durante este tiempo podrían producirse fisuraslo que no hace
recomendable este tipo de des hidrogenación.
Los Aceros Inoxidables a menudo luego de un procesamiento a alta temperatura deben ser
decapados(pickling) para remover el óxido coloreado y a veces hasta de color negro
formado a estas altatemperatura s. Este procedimiento de limpieza produce Fragilización
por el Hidrógeno de los ácidosutilizados en la limpieza, y sobre todo si estos ácidos generan
o poseen SH2 (Ácido sulfhídrico) el queaumenta la actividad del hidrogeno atómico. Otra
manera de revertir esta fragilización es mantener almaterial fragilizado por 10-15 minutos
en agua hirviente.
Por todo lo anterior, si bien la HIC no es un problema particular de los Aceros Inoxidables
Ferríticos, losmismos comparten esta patología con todos los aceros Ferriticos. Por ello
pasaremos a describir acontinuación el mecanismo general, morfología y cualquier otro
aspecto relacionado con este tipo defisuración.
3.4 FISURACIÓN INDUCIDA POR HIDRÓGENO. (HIC).
Este tipo de fisuración tiene lugar si se presentan simultáneamente las siguientes
condiciones:
.- Una Concentración de Hidrógeno Crítica
.- Tensiones de Tracción Elevadas
101
.- Una Microestructura Susceptible
.- Una Temperatura entre -100ºC y + 200ºC
3.4.1 FORMACION
El hidrógeno atómico debe considerarse un verdadero veneno de los Aceros Ferríticos (Los
Inoxidables Austeníticos, serie 300, no sufren HIC). Puede difundir a través de la
Estructura Cristalinadel Acero debido a su pequeño diámetro atómico recombinándose a
hidrogeno molecular en espaciosvacíos tales como exfoliaciones o inclusiones, formando
excepcionalmente ampollas de hasta un metro de diámetro en chapas relativamente finas
(19mm). Puede quedar algo de hidrogeno en formaatómica anclando dislocaciones y
reduciendo la ductilidad. Peor aún puede producir fisuras en zonas dealta dureza tales como
metal de soldadura, ZAC y puntos duros. A este proceso se le denominaFisuración Inducida
por Hidrógeno (HIC).
Esta recombinación acumula moléculas de hidrógeno en forma gaseosa desarrollando
presionessuficientemente altas para romper enlaces atómicos y generar fisuras si la
microestructura no es plástica.Las presiones generadas se calculan teóricamente (en forma
aproximada) y llegan a valores de 105(cienmil) atm. En el caso del Nitrógeno estos mismos
cálculos dan valores de 4 atm.
De lo anterior surge la peligrosidad del Hidrógeno frente al Nitrógeno o cualquier otro gas.
Cantidadestan pequeñas como 0,0001 % en peso pueden producir fisuras en el acero.
3.4.2 ACEROS RESISTENTES A LA PENETRACIÓN DE HIDRÓGENO
Dentro de los materiales más usados en la industria petroquímica se encuentran los aceros
Serie 500,también Martensíticos, resistentes a la penetración de Hidrógeno, están aleados al
CrMo y si bien nodebe considerárselos Inoxidables por tener menos de 10% de cromo, por
tener ciertas propiedadesdebidas a la película de cromo y cierta inoxidabilidad parcial
vamos a citarlos. Los ejemplos clásicos sonlos aceros 501y 502(5Cr-0,5Mo), 503(7Cr-
0,5Mo) y 504(9Cr-1Mo)
Propiedades:
La influencia del Precalentamiento acerca de su habilidad para evitar la formación de
estructuras duras sepuede observar claramente en el caso de estos aceros, por ejemplo el
acero SA-335 Gr. P5 con 5% de Cry 0,5% de Mo. Si este acero es soldado sin
precalentamiento (PC) presenta una ZAC totalmenteMartensitica con durezas de
aproximadamente HB 450.
Si en cambio la soldadura se realiza con precalentamiento de 300ºC la cantidad de
Martensita en la ZACes solo del 50% y la dureza es algo superior a 300HB.Como la dureza
requerida en este acero cuando se usa en la industria Petroquímica (ASME B 31.3)
Parag. 331.1.7 y tabla 331.1.1 debe ser como máximo 241HB para evitar SCC en la ZAC
y/o metal desoldadura se hace imprescindible realizar un Tratamiento Térmico Post
Soldadura para revenir ese 50%de Martensita remanente luego del PC y así disminuir la
dureza a valores inferiores a 241HB.
102
Cuando se sueldan aceros al CrMo si el PC no se hace correctamente (temperatura
insuficiente) y nodisminuye la dureza lo previsto, luego el Tratamiento Térmico Post
Soldadura (TTPS) especificado(pensado para un PC correcto) podría no ser suficiente en
tiempo o temperatura de permanenciateniéndose que repetir el TTPS a cargo del
responsable del PC con los conflictos correspondientes.
En general estos aceros deben trabajar a altas temperaturas y por lo tanto tienen
propiedades refractarias.Deben resistir la Corrosión a Altas Temperaturas, el Creep, La
Fatiga Térmica y por último deben tenerResistencia a la Penetración de Hidrógeno,
propiedad que logran gracias a la película de óxido de Cromoimpermeable a este tipo de
contaminante.
Por otra parte como el Carburo de Cr es menos fácil de disociar que el CFe3 no se
descompone en C yCr. Pues el C podría asociarse con el Hidrógeno para formar Metano y
de esta manera se producirían poros y descarburación del acero (HydrogenAttack). La
presencia de Molibdeno (Mo) además demejorar la resistencia al Creep es para evitar la
fragilidad de Revenido (una forma de fragilidad que tienelugar cuando un acero templado
es calentado o cruza lentamente el rango de temperaturas de 500 /550°C), Tratamiento
Térmico utilizado como TTPS de estos aceros para disminuir la dureza de la ZACy metal
de aporte.
3.4.3 MORFOLOGIA:
Las fisuras por HIC son en general transgranulares y se inician luego de finalizada la
soldadura conretardos de hasta dos semanas, por esa razón a este tipo de fisuración también
se lo llama fisuraciónretardada por hidrógeno.
Nota Importante:
“Estas fisuras pueden no ser detectadas fácilmente, pueden estar en la ZAC, ser del tipo
"UnderBead " ypueden en el caso de ser "Toe Crack" no llegar a la superficie. Esto
significa que pueden no serdetectables por ensayos de tintas penetrantes o partículas
magnéticas.Dependiendo de su orientación pueden no ser visibles por radiografía y pueden
escapar a la detección por ultra sonido aunque esta es quizá la mejor técnica para detectar
fisuras de este tipo.Si estas fisuras no se detectan es altamente probable que fallen en
servicio, de ahí la necesidad deprevenir evitando su formación”
3.4.4 RANGO DE OCURRENCIA DE HIC:
La fisuración por hidrógeno ocurre solo con microestructuras susceptibles. En aceros al C o
al CMn unarazonable indicación de la presencia de tales estructuras es cuando la dureza
supera los 350HV (331HB)(35 HRC) que corresponde a la presencia de Martensita y a
veces de Bainita. (WeldingInstitute, AbingtonHall, Abington, Cambridge.U.K.).
Durante el enfriamiento del acero desde el estado Austenítico, el rango de temperaturas de
formación dedichas estructuras se extiende desde los 550ºC hasta los 200ºC, dependiendo
de su composición química.

103
Se encontró que existe una correlación entre la susceptibilidad a la fisuración y la velocidad
deenfriamiento a 300ºC. Por esta razón temperaturas de precalentamiento de 300ºC tienen
un efecto muymarcado en la velocidad de enfriamiento, y por lo tanto en la tendencia a la
fisuración.Por su parte La Asociación Americana de Ingenieros de Corrosión NACE, para
el caso de FisuraciónInducida por ácido sulfhídrico H2S, un tipo de HIC muy común en la
industria del gas y el petróleo se recomienda en la norma MR 0175 “Sulfide Stress
Cracking ResistantMetallicMaterials in OilfieldEquipment”que la dureza no supere los 22
HRC o sea unos 238 HB.
Este problema se encuentra en pozos de petróleo o gas profundos contaminados con H2S y
duranteel procesamiento de dichos productos se encontró que aceros tratados térmicamente
con 560 MPa (55 kg/mm2) de límite de fluencia, sé fisuranen muy poco tiempo. Esto puede
solucionarse incrementando la Temperatura de Servicio hasta valoresde por lo menos
150ºC o incrementando el PH del producto por encima de 6.
La HIC o Fisuración Retardada por Hidrógeno se produce luego de finalizada la soldadura
y atemperatura ambiente. Como ya dijimos ocurre entre -100ºC y +200ºC..- No ocurre a
menos de -100ºC por que la difusión es insuficiente para que los átomos de
Hidrógenodifundan dentro del material y se recombinen a Hidrógeno molecular y
produzcan HIC.
.- No ocurre a más de 200ºC por que a temperaturas superiores a 200ºC todo el hidrogeno
se encuentra enestado atómico sin posibilidades de formar moléculas H2 y la difusión es
suficientemente elevada para unamasiva migración de átomos a través de la superficie hacia
la atmósfera.
.- En el caso que se desee Deshidrogenar un material que se sospecha pueda tener
hidrógeno atómicoantes de su reparación por Soldadura se utilizan temperaturas del orden
de 200ºC / 250ºC y no mayores.
3.4.5 DESHIDROGENADO
El único calentamiento que se realiza antes de la Soldadura es el llamado Deshidrogenado
(baking, óBake - out en Ingles). Tiene como objetivo remover del material a ser soldado el
hidrógeno que pudiesehaber quedado debido al efecto contaminante, en servicio, de
substancias que generan hidrógeno atómicoya que los equipos que han estado en presencia
de Hidrógeno atómico son susceptibles de fisurarsedurante su reparación por Soldadura. La
causa es la presencia de Hidrogeno atómico en el material base,y es imperativo eliminarlo
antes de soldar.
Este gas, en forma atómica, penetra en el acero causando Fisuración, porosidad,
empolladuras y pérdidade ductilidad. Con el paso del tiempo, el Hidrógeno atómico difunde
en el retículo cristalino del acerorecombinándose a hidrogeno molecular en espacios vacíos
tales como exfoliaciones o inclusiones,formando ampollas de hasta un (1) metro de
diámetro en chapas relativamente finas (19mm). Puedequedar algo de hidrogeno en forma
atómica anclando dislocaciones y reduciendo la ductilidad. Peor aunpuede producir fisuras
en zonas de alta dureza tales como metal de soldadura, ZAC y puntos duros. Aeste proceso
se le denomina Fisuración Inducida por Hidrógeno (HIC).

104
· La fragilización por Hidrogeno de aceros Ferríticos ocurre solo a bajas Temperaturas,
cercanas a latemperatura ambiente. Es posible evitar la Fisuración en microestructuras
duras manteniéndolas untiempo a suficientemente alta Temperatura, ya sea para permitir al
hidrogeno difundir fuera del materialy/o para que la micro estructura se ablande por
revenido. Este principio se emplea en soldadurasmultipasadas y en TTPS.
· Otro problema que puede producir el Hidrogeno es a alta temperatura, se denomina
Ataque porhidrogeno (HydrogenAttack) y ocurre cuando el hidrogeno atómico reacciona
con el carbono de loscarburos produciendo burbujas de metano. Las consecuencias son,
pérdida de resistencia mecánica pordescarburación del acero y la generación de sopladuras
o poros con Metano. Este problema puede ocurriren Servicio a altas temperaturas de
equipos de procesamiento de petróleo o cuando se deshidrogena aTemperaturas demasiado
elevadas (>250ºC).
Fuentes usuales de Hidrógeno atómico son:
· Reacciones de diversos procesos químicos
· Adición de Hidrógeno con propósitos varios
· Presencia de Hidrógeno atómico en el producto.
· Aplicación de recubrimientos Electrolíticos
· Procesos de Limpieza Química de óxidos. (Pickling)
· Protección Catódica
· Eventual descomposición de la Humedad.
Un caso particular es la presencia de ácido sulfhídrico (H2S), que acelera la entrada de
Hidrógeno yaumenta la actividad de Hidrogeno atómico. El resultado es a veces mal
llamado Corrosión Bajo Tensiónpor ácido sulfhídricoporque en realidad es una forma de
HIC.“La Asociación de Ingenieros de Corrosión (NACE), norma MR -01-75, "Sulfide
Stress CrackingResistantMetallicMaterialsfor oíl fieldequipment", establece que para evitar
este tipo de HIC la durezatanto del Material Base como el material de Aporte y ZAC no
debe superar los HRC 22. ”
3.4.6 TEMPERATURAS DE DESHIDROGENADO:
Las temperaturas corrientes de Deshidrogenado no están tan acotadas como las de T.T.P.S.
y suelenvariar entre 150ºC y 450ºC aunque como veremos más adelante las temperaturas
más apropiadas rondanlos 200ºC – 250ºC. Un incremento en la Temperatura por encima de
la Temperatura ambiente incrementala velocidad de difusión del hidrógeno y de esa manera
se acelera su remoción de la soldadura. Esteefecto es particularmente marcado en el rango
de 20ºC – 150ºC. Por encima de los 150ºC la velocidad dedifusión sigue aumentando pero a
un ritmo menor. Para elegir la Temperatura de Deshidrogenado hayque tener en cuenta los
siguientes factores:
1) Debe ser superior a 200ºC ya que por encima de esa temperatura todo el Hidrógeno es
atómico,condición necesaria para su difusión
2) El aumento de la velocidad de difusión por encima de los 150ºC no es tan importante
como por debajode 150ºC
3) Si bien existe la tentación de realizar deshidrogenados a temperaturas superiores (450ºC
a 650ºC) paramaximizar la velocidad de difusión debe tenerse en cuenta que a temperaturas
superiores a 200ºC /250ºCel hidrogeno atómico puede reaccionar con los carburos

105
(especialmente con carburos simples de hierro ymenos probablemente con carburos de
cromo) con el doble perjuicio de descarburar el acerodisminuyendo su resistencia mecánica
y de formar burbujas de metano (CH4). Este tipo de falla se lodenomina Ataque por
Hidrogeno (HydrogenAttack) y suele ocurrir en servicio a alta temperatura deequipos de
Refinerías de Petróleo.
4) La solubilidad del Hidrogeno en el hierro aumenta con la temperatura y por lo tanto a
altastemperaturas el hierro disuelve en equilibrio mas Hidrogeno que a bajas temperaturas
de esa maneraquedaría más hidrogeno en la red de hierro que realizando el deshidrogenado
a más bajas temperaturas,además a altas temperaturas la fuerza impulsora (debida a la
sobresaturación) para expulsar al hidrogenoes menor.
3.5 DEFORMABILIDAD
Los Aceros Inoxidables Ferríticos tienen un endurecimiento por Trabajado Mecánico
menor que losAusteníticos, por ello son más fáciles de embutir que los Austeníticos pero no
son tan dúctiles comoellos.
La reducción durante el laminado en frío, más que la composición química, parece ser la
variablesignificativa en el control de la deformabilidad de los Aceros Inoxidables
Ferríticos. Una gran reducciónfinal parece ser la solución y reducciones del orden de 85%
antes del recocido final de recristalizaciónson las normalmente elegidas
4. ACEROS INOXIDABLES MARTENSITICOS
Ya vimos que los aceros Inoxidables Martensíticos son aquellas aleaciones Fe-Cr que
atraviesan elcampo gamma del Diagrama de equilibrio Fe-Cr y por lo tanto pueden
Austenizarse y TemplarseMartensíticamente. Pueden estar aleados con pequeñas cantidades
de otros elementos pero usualmenteno con más de 2-3%. Son Ferritico en estado de
Recocido pero son Martensíticos con un enfriamientomás rápido ya sea en aire o en un
medio líquido desde una temperatura superior a la crítica.
Aceros de este grupo en general no contienen más de 14% de Cr – excepto los tipos 440 A,
B, y C quecontienen 16-18%Cr y una cantidad de Carbono suficiente para producir el
endurecimiento. Estos tresaceros son solo resistentes a la corrosión en estado de temple
pues al tener mucho Carbono si este seencontrase formando carburos (de Cromo)
disminuiría la cantidad de Cr disuelta en el Hierro hastavalores inferiores al 10%, límite
inferior del %Cr para que un acero sea Inoxidable.
Estos aceros pueden ser templados y revenidos de la misma manera que los aceros aleados.
Tienen unaexcelente resistencia mecánica y son magnéticos. A continuación se puede
apreciar la dureza mínima exigida para estos aceros.
Dureza
S40300 HRB 88 máx.
S41000 410 450 HRB 95 max
S41008 410S HRB 95 max
S41040 410Cb 35 HRC
S41400 414 45HRC
106
S41800 41852 HRC
S42000 420HRC 52
S42200 42230 HRC
S43100 43155 HRC
S44002 440A HRB 95
S44003 440B HRB 96
S44004 440C HRB 97
S50100 65 HRC
S50200 70 HRC414L 795(d) 550(d) 20(d) 60(d)
416 plusX 60 HRC
los aceros Inoxidables Martensíticos se templan cuando son enfriados directamente al aire
luego delproceso de laminación en caliente, por lo tanto deben son recocidos entre 650ºC y
760ºC por alrededorde 4 horas luego de la laminación. Este recocido del proceso difiere del
recocido total, que se realiza a815-870ºC con un enfriamiento dentro del horno a
velocidades de 40 a 55ºC / hora hasta los 540ºC yluego enfriados en aire hasta temperatura
ambiente.
Ocasionalmente, los Aceros Martensíticos son comercializados en la condición de revenido,
o seaenfriándolos directamente desde la temperatura de laminado al aire, con el objeto de
Templar al Acero yluego reviniéndolos a 540-650ºC o también recalentándolo s hasta
1010-1065ºC, enfriándolo al aire paratemplarlos y luego reviniéndolo s a 540-650ºC.
1) En el Tratamiento Térmico de Aceros inoxidables Martensíticos, temperaturas de hasta
480ºC seconsideran temperaturas de Distensionado o relevamiento de las tensiones
Residuales, debido al pococambio en la Resistencia a la Tracción y la Dureza de aceros
Templados y calentados a estasrelativamente bajas temperaturas.
2) Temperaturas del orden de 540-650ºC se las denomina Temperaturas de revenido
3) Temperaturas entre 650-760ºC se denominan Temperaturas de recocido aunque estas
temperaturasestén por debajo de Ac1.
4.1 SOLDABILIDAD
La alta templabilidad de estas aleaciones hace que se produzca Martensita tanto en el
cordón desoldadura como en la Zona Afectada por el Calor (ZAC) adyacente. La estructura
Martensitica, cuyadureza aumenta con el contenido de carbono tiene una tendencia a la
fisuración muy importante durantela soldadura. Esto puede ser revertido parcialmente con
el Precalentamiento de la soldadura. Es prácticacomún precalentar como mínimo a 200ºC
pero si la pieza tuviese espesores gruesos o gruesos y finos sesugiere temperaturas más
altas (300-350ºC). Debido a que algo de Martensita siempre se produce a
pesar del precalentamiento, se suele realizar un Tratamiento térmico post Soldadura de
revenido atemperaturas del orden de 600-750ºC.
Si no se realiza el revenido post soldadura puede realizarse un Recocido a 850-900ºC
durante dos horas yluego enfriar a una velocidad no mayor de 50ºC por hora hasta los
600ºC. Por debajo de 600ºC sepermiten enfriamientos más rápidos, donde solo se debe
107
limitar la velocidad de enfriamiento por lastensiones térmicas que pudiesen generar
(aproximadamente 200ºC por hora por pulgada de espesor).
En general se utiliza como material de aporte los tipos 410 o 420 pero con el contenido de
carbono en elcentro o en el mínimo del rango especificado para evitar excesivo
endurecimiento de la soldadura. Paraaquellas soldaduras que no lleven Tratamiento
Térmico Post Soldadura se especifica usualmente comomaterial de aporte los tipos
Austeníticos 308 o 309. En estos casos la zona afectada por el calor ZAC seráresistente,
dura, y algo más frágil mientras que el cordón de soldadura será dúctil y capaz de absorber
lasdeformaciones por fluencia.
4.2 Desarrollo de los Aceros Inoxidables Ferríticos y Martensíticos
Martensíticos 0,15C min. 12CrDisminución de C Aumento de C paraPara aumentar la
resistencia aumentar dureza y12 Cr resistencia a la corrosión Rc52 aumento de Cr
paraFerríticos 0,15Cmáx.Aumentar resistenciaa la corrosión. Se agrega Mo para mejorar
resistencia a la corrosión. Se agrega Mo, Nb y Ta para aumentar la resistencia a altas
5. ACEROS INOXIDABLES AUSTENITICOS
La adición como mínimo de 8% de níquel a un acero con 18% de cromo lo transforma en
austeníticomanteniendo sus características de inoxidabilidad. Esta y otras modificaciones,
constituyen la serie 300de la familia de Aceros inoxidables Austeníticos o también
llamados al cromo -níquel.
La inherente plasticidad de la estructura cúbica centrada en las caras (FCC) de la Austenita
transmite sutenacidad, reducción en área y excelente resistencia al impacto aun a
temperaturas criogénicas a estosaceros.Para aplicaciones en condiciones de corrosión es
necesario el control del contenido de carbono por debajo de 0,08%(304 y 316). Cuando
estos aceros se sueldan se deben tomar precauciones adicionales y frecuentementese
especifican valores de carbono inferiores a 0,03% (304L y 316L),” L” es la abreviatura de
LowCarbon en inglés.
A veces se le adiciona elementos de aleación estabilizantes del carbono, como el Titanio
(321) o Niobio(347) como medio de impedir la formación de carburos de cromo durante el
servicio o el procesamientoa altas temperaturas. El carbono se combinará preferiblemente
con el Ti (como mínimo 4 veces elcontenido de Carbono) o con el Nb, también llamado
columbio en EEUU (como mínimo 10 veces elcontenido de carbono) permitiendo al Cr
seguir en solución sólida en el hierro para impartir resistencia ala corrosión.
Los aceros tipo 321 y 347 son denominados aceros Inoxidables Estabilizados. Las razones
para lalimitación del carbono. El contenido de carbono a veces se eleva para incrementar la
resistencia a alta temperatura (0,25%C en eltipo 310, y 0,2 a 0,6% C en el HK una aleación
fundida para altas temperaturas) y donde la resistencia ala corrosión es de importancia
secundaria.
Los aceros inoxidables Austeníticos no pueden ser templados para obtener Martensita, ya
que el Níquelestabiliza a la Austenita a temperatura ambiente y aún por debajo de ella.

108
A pesar de la ductilidad inherente de estos aceros es necesario controlar algunos factores
para obtenerresultados óptimos, sobre todo si estamos hablando de Soldadura u otros
procesos que utilicen altastemperaturas.Como familia, la serie 300 de aceros Inoxidables
puede identificarse por que no son magnéticos.
Los Aceros Inoxidables Austeníticos son lejos los más usados por su ductilidad lo que los
hace idealespara ser soldados, un proceso muy utilizado en la construcción de recipientes y
cañerías de la industriaQuímica y Petroquímica en donde la Corrosión es una condición de
servicio determinante.
La Fisuración Inducida por Hidrógeno (HIC) no es un problema estos aceros debido a su
bajaresistencia mecánica (baja dureza), solo cuando están deformados plásticamente en frío
puedepresentarse HIC.Podría tenerse en cuenta para el caso de aceros disímiles cuando
haya aceros Ferríticos en la juntasoldada.
En general no se obtienen beneficios con el precalentamiento (PC) de la soldadura de estos
aceros sinomás bien un deterioro de la resistencia a la Corrosión Intergranular como
consecuencia de laprecipitación de carburos de Cromo en borde de grano.Además el PC
aumenta el riesgo de fisuración en caliente y a la distorsión por su mayor coeficiente
dedilatación con respecto a un acero Ferritico.
En la Soldadura de los Aceros Inoxidables Austeníticos es práctica generalizada mantener
latemperatura del material base (y la ZAC) lo más baja posible, esto se logra usando bajas
intensidades decorriente (compatibles con una adecuada penetración y fusión), arco corto,
secuencia de paso peregrino,cordones cortos, o simplemente esperando que la pieza se
enfríe entre cordón y cordón. Es una prácticacorriente limitar la temperatura a valores
donde el material pueda tocarse con la mano (70°C).Como excepción y rara vez puede ser
requerido un calentamiento a 500°C con el objeto de producirprecipitación de carburos (de
Nb) en aceros inoxidables AISI 347 estabilizados al Nb (Niobio) (enEEUU Columbio) o en
aleaciones de Ni (Níquel) de una manera controlada para evitar la precipitación en servicio
produciendo fragilidad.
Este último Tratamiento se realiza si fuese necesario mediante un Tratamiento Térmico
Post Soldadura.Ciertos aceros Inoxidables Austeníticos llamados “Meta estables” tienen la
propiedad de desarrollarmayor dureza y resistencia que los llamados “Estables” cuando son
deformados por trabajado mecánicoen frío ya que la deformación plástica es el disparador
de la transformación de Austenita en Martensita
5.1 SENSIBILIZACION. CORROSION INTERGRANULAR ( CIG)
En el rango de 420- 850ºC el cromo y el carbono disueltos en el hierro? de estos aceros se
combina yprecipita en el borde de grano como carburo de cromo. La disminución de Cr de
la solución sólida en lasadyacencias del borde de grano deja poco Cr para formar la película
protectora de óxido de cromo. Estasituación deja al acero inoxidable vulnerable a ciertos
medios y se la denomina Sensitización.
109
La corrosión resultante es intergranular como consecuencia de la precipitación de los
carburos de Cr, yen este orden cronológico.La soldadura de estos aceros produce áreas
adyacentes al cordón que alcanzan las temperaturasantedichas, debido a ello estos aceros se
sensitizan en dos bandas paralelas al cordón de soldaduralevemente alejadas de este.
Esto se puede hacer de varias formas:
1) Una manera sería la disminución del contenido de carbono,
Para electrodos revestidos se permite un máximo de 0,04% C. Si latécnica de soldadura
utilizada asegura un enfriamiento rápido, no habrá tiempo suficiente para laformación de
carburos y la Sensitizacion del acero no ocurrirá.
Desafortunadamente las soldaduras sensitizadas lucen, una vez finalizado el proceso de
soldadura,exactamente igual que las no sensitizadas por lo tanto soldadores que no estén
familiarizados con lasparticularidades de estos aceros podrían generar soldaduras
defectuosas en casos particularmentesofisticados. Los grados L y EL (Low y Extra
LowCarbon) de bajo carbono minimizan este riesgo.
2) Un segundo método para evitar la precipitación de carburos de cromo consiste en
realizar uncalentamiento de redisolución de los carburos a una temperatura de 1050ºC para
luego y desde esatemperatura realizar un temple de retención de fase evitando que
precipiten los carburos. Este tipo desolución es válida para partes que no deban calentarse
en servicio en el rango de temperaturas donde seproduce Sensitizacion (420-850ºC). Este
tipo de solución en general no se aplica a partes soldadas ya quelas mismas suelen se
voluminosas (tanques) y de relativamente poco espesor lo que las hace difícil detemplar,
además los calentamientos a estas altas temperaturas podrían deformar el equipo.
3) Otro método para eliminar el problema del carbono en el metal base es especificar aceros
Inoxidablesque contengan Titanio o Niobio (Columbio). Ambos aleantes tienen una gran
afinidad con el carbono yformaran carburos preferencialmente con ellos dejando al cromo
en solución. A los aceros inoxidables deeste tipo se los denomina”Estabilizados” al Ti (tipo
321, donde %Ti = 4x%C) o al Nb (tipo 347 donde%Nb = 10x%C, 1% máx.) según sea el
aleante utilizado.Debido a que el Ti se volatiliza en el arco eléctrico, en la soldadura de
estos materiales se suele utilizar eltipo 347 (aleado con Nb) o el 308L (no estabilizado)
como material de aporte.
El mecanismo es el siguiente: A 1050ºC puede considerarse que la Austenita disuelve todos
loscarburos presentes en la estructura, ya sea los carburos de Cr de Fe de Ti o de Nb.Si
comenzamos a enfriar desde esta temperatura un acero estabilizado veremos que alrededor
de los900ºC comienza a formarse el carburo de Ti (321) o el carburo de Nb (347) en
cambio el carburo decromo recién empieza a precipitar a una temperatura inferior (800ºC).
Por lo tanto si solubilizamos todos los carburos a 1050ºC y enfriamos lentamente en el
rango deprecipitación de carburo de Ti o Nb (900ºC) permitiendo la precipitación de
carburo de Ti o de Nb(según sea el acero utilizado) cuando lleguemos al rango de
precipitación del carburo de Cr (800ºC) yano quedará carbono libre, debido a que todo el C
precipitó en forma de carburo de Ti o de Nb.
110
Es interesante observar que es imprescindible en el caso de los aceros estabilizados que
estos se enfríenlentamente en el rango de precipitación de carburo de Ti o Nb para permitir
su formación. En casocontrario, si enfriásemos rápidamente en este rango no habría tiempo
para la precipitación de carburos deTi o Nb y luego a temperaturas más bajas se producirían
las indeseables precipitaciones del carburo de Cromo.Esto es justamente lo que ocurre en la
soldadura de estos aceros.
.
5.1.1 KNIFE LINE ATTACK ( KLA)
Cuando un acero estabilizado se suelda, especialmente con SMAW (electrodo revestido),
una muy fina(solo de algunos granos de ancho) y muy cercana capa de material base
adyacente al cordón de soldadurase calienta a temperaturas superiores a 1050ºC (en
realidad debido a las grandes velocidades decalentamiento y a la propia inercia de la
redisolución es necesario calentamientos un pocosuperiores(1230ºC) para re disolver los
carburos de Nb) con la consiguiente disolución de todos loscarburos, una vez que el
electrodo avanza esa zona se enfría demasiado rápidamente en el rango de
formación de carburo de Ti o Nb impidiendo su precipitación. Esto ocurre especialmente en
chapas depoco espesor. Esta zona, luego queda sensitizadas con las pasadas consecutivas,
algún eventualtratamiento térmico o en servicio, ya que llega a la temperatura de
precipitación del carburo de Crteniendo todo el C disponible y precipitando carburo de Cr.
Esta fina capa y una vez en servicio se corroe, dejando a ambos lados del cordón y mucho
más cerca de este, que el caso de corrosión intergranularconvencional, una fina ranura
corroída que por su parecido al corte que dejaría un cuchillo se llamaKnife Line Attack
(KLA).
El KLA puede evitarse simplemente calentando a la zona afectada a una temperatura
superior a 815ºC apartir de la cual los carburos de Cr comienzan a redisolverse e inferior a
1050ºC donde la redisolución escompleta, y luego enfriar lentamente. En general el
Tratamiento Térmico Post Soldadura (TTPS) eslocalizado y se realiza a unos 900ºC,
máxima temperatura que se puede alcanzar con los calefactoreseléctricos normalmente
utilizados en TTPS.
5.2 ACEROS INOXIDABLES AUSTENÍTICOS CON ALTO NITRÓGENO
Dentro de los Aceros inoxidables Austeníticos además de la característica serie 300 se
encuentra laserie 200 en la que se reemplaza algo de Ni por nitrógeno. La principal
diferencia en comportamientomecánico es que la resistencia a la fluencia de los aceros de la
serie 200 es entre un 50 y un 100% mayorque la resistencia a la fluencia de los aceros de la
serie 300. La resistencia a la tracción también es mayorpero solo en aproximadamente un
20%.
5.3 ACEROS INOXIDABLES AUSTENÍTICOS ENDURECIBLES POR
PRECIPITACIÓN.
Los aceros inoxidables endurecibles por precipitación están clasificados por UNS por las
series 100,350, 360, 450 y 455. Su uso es muy acotado, el fabricante lo entrega con el
tratamiento térmico yarealizado. Los hay de estructura Austenítica, Martensitica y

111
Semiaustenítica. Los Martensíticos ySemiausteníticos son Austeníticos a alta temperatura.
Loa Martensíticos templan a Ms entre 100ºC y150ºC mientras que para los
Semiausteníticos Ms se encuentra debajo de Tamb. (-70ºC). En este casopara inducir la
transformación Martensitica se puede templar hasta -100ºC, deformar plásticamente enfrío
o calentar a 650ºC/850ºC para precipitar carburos de los aleantes y así disminuir la cantidad
deestabilizantes de la fase Austenítica y elevar Ms.
Son aceros con entre 12% y 18 % de Cr y entre 4 % y 9 % de Ni además de los aleantes que
producen elendurecimiento por precipitación que suelen ser Mo, Ti, N, Cu, Al, Ta, Nb, B, y
V.Se los utiliza en ciertas aplicaciones a alta temperatura como ser intercambiadores de
calor y tubos delsobrecalentador de calderas de vapor.
5.4 ACEROS INOXIDABLES DUPLEX
Por último esta la serie de aceros Duplex 312, 315, 318 325 y 329. Son aleaciones base
Hierro con Cry Mo, con suficiente cantidad de estabilizadores de la Austenita, Ni y N para
lograr el balance entreFerrita y Austenita. El resultado es una adecuada combinación de
estas dos fases, la Austenita confiereductilidad y la Ferrita resistencia a SCC. El Mo hace
más resistente a la pasivación y mejora laresistencia al pitting.Los carburos de Cr tienden a
precipitar en la interfase Ferrita-Austenita pero obteniendo el Cr de laFerrita en donde la
difusión es más rápida y la homogeneización del Cr en la misma es mayor que sifuese
Austenita y por lo tanto la disminución de la concentración de Cr en el borde de grano no es
tanpronunciada impidiendo la Corrosión Intergranular.
Consecuentemente los Aceros Duplex son usados en las más severas condiciones de
temperatura ycontenido de cloruros donde los Inoxidables Austeníticos sufren SCC, Pitting
y CreviceCorrosion.Recordemos que los aceros Inoxidables totalmente Ferríticos
generalmente resisten la SCC mejor que losAusteníticos. Pequeñas adiciones de Ni
aumentan la susceptibilidad a SCC.
Los Aceros Inoxidables Duplex son aceros con más Cr para mantener la resistencia a la
corrosión de losaceros Austeníticos y menos Ni para aumentar el contenido de ferrita con el
objeto de aumentar laresistencia a SCC en medios con cloruros a alta temperatura. Por lo
tanto los aceros duplex son másresistentes a SCC que los Austeníticos pero no totalmente
inmunes.Los Aceros Inoxidables duplex son aceros con una resistencia a SCC intermedia
entre los Austeníticos ylos Ferríticos, la que disminuye con el trabajado en frío.
Estos Aceros tienen más tenacidad que los Ferríticos, debido a ello se los consigue en
forma de chapaque se suelen usar para fabricar la placa-tubo de los intercambiadores de
calor.Como desventaja se observa que para contenidos similares de Cr y Mo su resistencia
a CreviceCorrosiones algo menor que los aceros Ferríticos o Austeníticos.
6. FISURACION EN SOLDADURA DE INOXIDABLES AUSTENITICOS
La Fisuración Inducida por Hidrógeno (HIC) no es un problema en los aceros Inoxidables
Austeníticosdebido a su baja resistencia mecánica (baja dureza), solo cuando están

112
deformados plásticamente en fríopuede presentarse HIC. Podría tenerse en cuenta para el
caso de aceros disímiles cuando haya acerosFerríticos en la junta soldada.
En general no se obtienen beneficios con el precalentamiento (PC) de la soldadura de estos
aceros sinomás bien un deterioro de la resistencia a la Corrosión Intergranular como
consecuencia de laprecipitación de carburos de Cromo en borde de grano.Además el PC
aumenta el riesgo de fisuración en caliente y a la distorsión por su mayor coeficiente
dedilatación con respecto a un acero Ferritico.
Es práctica generalizada en la Soldadura de los aceros Inoxidables Austeníticos mantener la
temperaturadel material base (y la ZAC) lo más baja posible, esto se logra usando bajas
intensidades de corriente(compatibles con una adecuada penetración y fusión), arco corto,
secuencia de paso peregrino, cordonescortos, o simplemente esperando que la pieza se
enfríe entre cordón y cordón. Es una práctica corrientelimitar la temperatura a valores
donde el material pueda tocarse con la mano (70°C).Como excepción y rara vez puede ser
requerido un calentamiento a 500°C con el objeto de producirprecipitación de carburos (de
Nb) en aceros inoxidables AISI 347 estabilizados al Nb (Niobio) (enEEUU Columbio) o en
aleaciones de Ni (Níquel) de una manera controlada para evitar la precipitaciónde los
mismos en servicio produciendo fragilidad.
Este último Tratamiento se realiza si fuese necesario mediante un Tratamiento Térmico
Post Soldadura(TTPS).
6.1 FISURACION EN CALIENTE. INFLUENCIA DE LA FERRITA.
Bajo condiciones de alta restricción a la contracción, algo frecuente en juntas soldadas de
AcerosInoxidables suelen aparecer pequeñas fisuras distribuidas al azar cuando el material
se encuentra a altatemperatura (1000ºC). A menudo estas fisuras no son visibles pero un
ensayo de plegado de cara laspone en evidencia como rupturas del material no mayores a
tres mm de longitud. Son llamadasmicro fisuras.El por qué algunas soldaduras exhiben esta
tendencia a la fisuración en Caliente y otras no ha sido temade estudio desde los años ´50.
Se comprobó que si pequeñas (2-3%) cantidades de Ferrita d, solución sólida de carbono en
Hierro bcc,acompañaba a la predominante Austenita se aumentaba la posibilidad de
producir soldaduras sanas, sinfisuración en Caliente.El mecanismo de fisuración parece ser
el resultado de la ruptura de una película intergranular líquida debajo punto de fusión
(1100-1200ºC) durante la contracción que tiene lugar cuando una estructuratotalmente
Austenítica se enfría desde su temperatura de fusión (1420-1450ºC). Los 250-300ºC
dediferencia producen tensiones de tracción cuando hay restricción a la contracción. La
presencia depequeñas cantidades de Ferrita d provee un número de remedios:
.-Se incrementa la cantidad de borde de grano disponible reduciendo de esta manera la
concentración deimpurezas que quedan segregadas en el borde de grano.
.-La Ferrita disuelve más fácilmente que la Austenita elementos Alfágenos como Fósforo y
Azufre ySilicio reduciendo de esta manera la influencia de estas perniciosas impurezas que
segregan en borde degrano Austenítico.

113
Cuando en el rango de temperaturas antedicho la Austenita, más resistente se está
contrayendo, la Ferritamás dúctil compensa la contracción deformándose plásticamente y
evitando la fisuración en Caliente denaturaleza intergranular.
6.2 DIAGRAMA DE SHAEFFLER
El diagrama de Schaeffler, (Fig 12) procede de su antecesor, el diagrama de Maurer
muestra las estructuras que va a presentar un acero al Cr-Ni de acuerdo a los porcentajes
verdaderos deCr y Ni.
Fig. 12 Diagrama de Scheaffler
Antón Scheaffler lo mejoró en el sentido de tener en cuenta las propiedades Alfágenas de
los elementosde aleación con el equivalente en Cr y las propiedades Gammágenas con el
equivalente en Níquel porintermedio de coeficientes de equivalencia. El diagrama de
Schaeffler muestra claramente el dominio de las fases Ferrítica, Martensítica yAustenítica
propias de los Aceros Inoxidables cuando son enfriados a las velocidades de soldadura.
Además, en distintos colores, muestra las zonas de fragilización en Frío debido a la
presencia deMartensita, la zona de Fragilidad en caliente originada por la presencia de
Austenita, lazona de Fragilidad por presencia de fase Sigma y la zona de Crecimiento de
grano Ferritico.
Cuando es necesario soldar aceros inoxidables, dos son las condiciones necesarias:
114
1) que la composición química de la soldadura sea similar a la del material base con el
objeto deresistir a la corrosión.
2) Que la estructura tenga las características mecánicas apropiadas
La condición segunda depende del punto del diagrama se ubique el metal de soldadura que
esuna mezcla de los materiales base que no olvidemos pueden ser distintos (soldaduras
disímiles) y delmaterial de aporte.
Para la determinación de este punto se procede de la siguiente manera:
.- Se determinan el equivalente en Cr y el equivalente en Ni a partir de la composición
química y loscoeficientes de equivalencia para cada uno de los materiales base y se los
posiciona en eldiagrama. Por ejemplo puntos 1 y 2 si vamos a soldar un acero Martensítico
(1) con un Austenítico (2).
.-Estos dos puntos se unen con una recta, y si los dos materiales base participan en la
misma proporción(igual espesor, igual bisel y arco simétricamente orientado) el punto
medio de la recta representará a lamezcla de los dos materiales base. Punto 3.
.-Ahora bien, si tenemos en cuenta el agregado del material de aporte, este también tendrá
asociado unpunto del diagrama. Punto 4.
.-Si unimos el punto medio de la recta (Punto 3) de los materiales base con el punto que
representa elmaterial de aporte (Punto 4) podemos suponer sin equivocarnos que el punto
representativo de la mezclafinal de los tres materiales deberá estar sobre esta recta, más
lejos o más cerca del material de aporte enfunción de la proporción de material de aporte
con respecto al material base fundido que le entreguemos,lo que a su vez es función del
proceso de soldadura y sus pará metros (intensidad de corriente, longitud dearco, etc.).
En general, para un proceso de soldadura con electrodo revestido (SMAW) se acostumbra a
dividir estaúltima recta en 10 partes y posicionar el punto final para un 80% de material de
aporte y un 20% demateriales base. Las propiedades mecánicas del metal de soldadura
dependerán de la posición dentro del diagrama deSchaeffler del Punto 5. En realidad la
zona del mismo con estructuras tenaces esrelativamente pequeña, pero si deseamos un
metal de Soldadura Tenaz debemos elegir cuidadosamenteal material de aporte para que
balanceado con los materiales base se sitúe indefectiblemente en dichazona.
La zona más apreciada como ya vimos anteriormente es la de Austenita con entre un 5% y
un 10% deFerrita.Mediante el uso de este diagrama de fases, los fabricantes de materiales
de aporte para soldadurabalancean los elementos de aleación para, con los materiales base
del mercado, producir depósitosAusteníticos con contenidos de Ferrita de entre 5 y 10 %.
En el eje vertical, llamado Equivalente en Níquel están los elementos de aleación
Gammágenas, carbono,níquel y manganeso. Ya que su influencia no es igual están
afectados por un factor.En el eje horizontal se muestra el Equivalente en Cromo donde
están los elementos Alfágenos Cromo,molibdeno, Silicio y Niobio (llamado Columbio en
EEUU) cada uno con el factor correspondiente.
Cromo equivalente %Cr + %Mo + 1,5x % Si + 0,5x % Nb
Níquel Equivalente % Ni + 30x % C** + 0,5x % Mn
En el caso de aceros al carbono es necesario considerar la descarburación que se produce
durante laSoldadura que alcanza valores de alrededor del 50%, por lo que en la fórmula del
115
Níquel Equivalente sereemplaza el coeficiente 30x %C por 15x %C.El área de especial
interés es la zona bifásica, de Ferrita más Austenita donde la exactitud de este
diagrama es de aproximadamente 4% de ferrita, ya que la ferrita es magnética y la
Austenita no, la cantidad de ferrita en una soldadura puede verificarsemidiendo su atracción
magnética, la que es directamente proporcional a la cantidad presente.
Hay varios instrumentos disponibles para esta medición. Uno, el Severn Gauge que
compara densidadesy de esta manera aísla las cantidades de ferrita.Otro es el Magna Gauge
que mide la tensión requerida por un resorte para separar a un imán de lasoldadura. La
fuerza necesaria es relacionada con el porcentaje de Ferrita. Este equipo es más exactopero
está limitado como instrumento de laboratorio mientras que el Severn Gauge se puede
aplicar enfábrica y obra.
Aunque no totalmente, el Diagrama de Shaeffler el Severn Gauge y el Magna Gauge son lo
suficientemente exactos para indicar la presencia del porcentaje máximo o mínimo deseado
de ferrita.Los tres métodos se confirman uno al otro dentro de un error admisible.El trabajo
original de Antón Schaeffler fue realizado con soldadura manual con electrodos
revestidos,SMAW, donde se asumía que los depósitos contenían alrededor de 0,06% de
nitrógeno un potenteestabilizadador de Austenita (gammageno).
Con el incremento del uso de otros procesos de soldadura como MIG, Arco Sumergido,
Sistemas autoprotegidos (open-arc, Flux cored), se incorporan del aire atmosférico al metal
fundido diferentescantidades de nitrógeno haciendo necesario incluir al nitrógeno como un
elemento más con el factorcorrespondiente.
En estos casos es preferible utilizar una revisión del diagrama de Schaeffler. La Ferrita se
distribuye uniformemente en la matriz austenítica, la medición por medios magnéticos de la
misma corresponde a un área y es el promedio de la misma. Por esta razón es incorrecto
referirse entérminos de porcentaje. Convencionalmente se acordó denominarla en términos
de “Número de Ferrita”o FN .Estos números se mantienen igual desde 0 a 8 pero se los
denomina Número y no porcentaje. Porencima de 8 los NF se hacen mayores que los
porcentajes del diagrama de Schaeffler, para reflejar lacalibración más exacta de los
instrumentos utilizados en los estudios respaldados por el WeldingResearch Council.
6.3 FORMACION DE FASE SIGMA
Vimos que una pequeña cantidad de Ferrita d evita la fisuraciónen Caliente, también
debemos agregarque se mejora además la resistencia mecánica y algunas veces la
resistencia a la corrosión. La cantidadde ferrita d no conviene que sea mayor que 12-15 %
debido a que ella, como ya vimos en el diagramaFe-Cr, se transforma en Fase Sigma,
aumentando los riesgos de fisuración como así tambiéndisminuyendo la resistencia a la
corrosión.
Si la parte a ser fabricada es destinada a un servicio entre 550-950ºC, o si tiene especificado
unTratamiento Térmico Post Soldadura, puede formarse Fase Sigma reduciendo la
ductilidad. Lacomposición de la fase Sigma es de aproximadamente 45% Cr -55Fe. A
730ºC se forma rápidamente,pero a más bajas temperaturas los tiempos se incrementan.

116
El Molibdeno y el Niobio aceleran la reacción formadora de fase Sigma, mientras que el
níquel eleva lamáxima temperatura a la que todavía la fase sigma está todavía presente.El
Hierro disuelve grandes cantidades de cromo y, a causa de la micro segregación, la ferrita
en el bordede grano contendrá usualmente suficiente cromo para convertirse en Sigma con
una mínima difusión.
Una vez formada, la fase Sigma solo podrá ser removida con un calentamiento de
redisolución a 1050ºC.La fase Sigma es no magnética, y la cantidad de fase Sigma formada
durante un calentamiento dadopuede ser fácilmente determinada si se conocen las
cantidades de ferrita antes y después delcalentamiento.
Debido a esta transformación de ferrita a fase Sigma, las partes que sean sometidas a
calentamientos yasea en servicio o durante el proceso de fabricación, como ser Tratamiento
Térmico Post Soldadura elcontenido de ferrita se limita a 12-15%.
7. TERMINACION SUPERFICIAL
Debido al valor estético y a veces para mejorar su resistencia a la corrosión estos aceros
deben serpulidos tanto en el material base como en las juntas soldadas para mantener la
continuidad superficial.La terminación superficial suele realizarse con discos abrasivos para
rectificar la superficie y porintermedio de granallado (blasting) para remover la coloración
en las áreas adyacentes a la soldadura.
7.1 PULIDO
Se utilizan discos abrasivos gruesos (20 a 36) seguidos de sucesivos discos más finos hasta
conseguir elmismo acabado del material base.Como en todo tipo de pulido, ningún paso
debe dejas ralladuras anteriores para ser removidas en pasossubsiguientes (con discos más
finos).
La operación final de pulido debe ser paralela a la dirección de laminado y pulido del
material base.Una forma de lograr que no se note la soldadura es terminar de pulir la
soldadura con una terminaciónmás fina que la del metal base, seguida de una más gruesa y
similar a la que tiene el material base.Se utilizan discos oxido de aluminio o de carburo de
silicio y en el pulido final para prevenir el golpeteode la herramienta se prefiere usar discos
con cuerpo de goma.
7.2 DECAPADO
La exposición al aire y a altas temperaturas que produce la soldadura genera óxidos
coloreados y aveces hasta de color negro. Diferentes óxidos se forman a diferentes
temperaturas y un solo acido nopuede removerlos a todos ellos.Para óxidos finos, de
colores suaves, se utiliza ácido nítrico (No3H) al 10-15% con 0,5 a 3% de acido
fluorhídrico (FH) a una temperatura de 50-60ºC (Pickling).
El FH es el ingrediente activo y el ácido nítrico al ser un agente pasivante, actúa como
inhibidor paraproteger las áreas ya limpias. El tiempo de exposición se determina por la
periódica observación de lasuperficie. Un tiempo excesivo producirá ataque.Para películas

117
gruesas de óxido son frecuentemente removidas con ácido sulfúrico (SO4H2) al 8-10%
auna temperatura algo mayor (65-75ºC) durante 5 a 10 minutos. Se debe realizar un lavado
final,preferentemente con cepillo o esponja, seguido por un decapado con ácido nítrico-
ácido fluorhídrico(pickling).Todo tratamiento con ácido debe ser seguido por un lavado con
agua limpia para remover cualquier
resto de ácido.
7.3 BLASTING
El bombardeo con partículas, por intermedio de un chorro de aire es un método rápido y
efectivo pararemover los óxidos negros o coloreados. Es preferible usar arena base sílice.
Si la arena está contaminada con partículas de óxido, este quedará incrustado en la
superficie del metalperjudicando su apariencia. Si se utilizan partículas de acero estas
también pueden quedar incrustadas enel metal por ello se suele, después de esta remoción
mecánica, realizar un tratamiento con ácido (15%NO3H2 +1%FH) para evitar manchas de
óxido y picaduras. Un lavado final con agua es imprescindiblepara remover cualquier resto
de ácido. Si se utiliza perdigones de acero es recomendable que estos seande Acero
Inoxidable.
Se debe tener cuidado con chapas de Acero Inoxidable finas, debe evitarse el Blasting ya
que puedeproducirse distorsión por la deformación plástica localizada debida a la energía
cinética de las partículasabrasivas.También debe prevenirse un excesivo deterioro
superficial localizado manteniendo el flujo de partículasen movimiento. Una variable
importante es el ángulo de incidencia del chorro abrasivo, para materialesdúctiles como los
aceros Austeníticos y Ferríticos ángulos de incidencia cercanos a 90º (chorro
casiperpendicular a la chapa) son los que menos desgaste producen. En cambio para aceros
duros (>HRC50)el máximo desgaste se producirá para ángulos de incidencia pequeños
(<45º).
8. PROBLEMAS COMUNES DE LA SOLDADURA DE ACEROS INOXIDABLES
Y SUSOLUCIÓN.
Si bien esta es una publicación sobre Aceros Inoxidables y no sobre Soldadura, la misma se
encuentracasi siempre presente cuando se usan Aceros Inoxidables ya que estos se utilizan
usualmente parafabricar tanques, cañerías, reactores, etc., todos ellos fabricados por
soldadura. Por ello haremos unabreve descripción de problemas comunes a los Aceros
Inoxidables y su soldadura.
Cuando se sueldan aceros al carbono la consideración principal es la resistencia mecánica
de la uniónsoldada. El material de aporte puede ser de cualquier composición química
mientras conserve laspropiedades mecánicas del material base. La apariencia y resistencia a
la corrosión de la junta sonconsideraciones secundarias.
Todos los Aceros Inoxidables Austeníticos, tienen en general propiedades mecánicas
comparables, y porlo tanto de consideración secundaria con respecto a la resistencia a la
corrosión y apariencia.
118
Mientras que la resistencia de una junta representa los valores promedio de un volumen
importante dematerial, la corrosión puede tener lugar en áreas tan pequeñas como una
picadura donde la causa puedeser la contaminación, cantidad de impurezas en el material,
etc.,Como en muchos ordenes de la vida la forma más simple de resolver problemas es
prevenir suocurrencia. La mayoría de los defectos en los Aceros Inoxidables son el
resultado de no seguirprocedimientos apropiados y comprobados y no por que los Aceros
Inoxidables sean diferentes de losmás familiares Aceros al carbono. Es tan fácil seguir
malos hábitos como seguir buenos hábitos, y lassiguientes son reglas comprobadas que si
son seguidas se transforman en buenos hábitos y concluyen enresultados satisfactorios o sea
un producto de calidad.
8.1 Usar productos de calidad
La calidad de la materia prima, tanto chapa, caños o tubos, y materiales de aporte deben
conformarciertos niveles de calidad especificados ya sea por AWS, ASME. Es una falsa
economía ahorrar en las materias primas que producirán indefectiblemente defectos que
deberán repararse o una vida útil en servicio reducida.
Las soldaduras de un Acero Inoxidable serán ensayadas por Gamma grafía o ultrasonido
para aseguraruna junta sana. Un cuidadoso procedimiento de Soldadura es esencial para
minimizar las indicaciones dedefectos, los que deberán ser removidos. La reparación de una
soldadura eleva el costo alrededor de tresveces, la primera vez se paga por hacer la
soldadura defectuosa, la segunda se paga por removerla conamolado o mecanizado y la
tercera por realizarla nuevamente esta vez correctamente. Pareciera quesiempre hay tiempo
y medios para realizar algo correctamente la segunda vez.
8.2 Diseño de juntas.
Es esencial un diseño de junta apropiado, una junta muy angosta dificulta el acceso del
electrodo omaterial de aporte e impide una correcta remoción de la escoria. Por el contrario
una junta muy ancharequiere mucho material de aporte y eso aumenta el costo de la
soldadura. Un ángulo de 60º esconsiderado correcto excepto para secciones gruesas que se
utiliza la junta en U o tipo tulipa. Laseparación de los bordes en la raíz debe ser igual al
diámetro del electrodo.
8.3 Forma y disposición de los cordones de soldadura.
Deben evitarse los cordones cuya sección sea demasiado puntiaguda o demasiada plana.
Esto producepoca penetración e inclusiones,las que serán reveladas por radiografía.Las
inclusiones de escoria en algunas áreas causan que la soldadura falle en el ensayo de
plegado. Elpaso de la onda o ancho del cordón no deberá ser de más de 2,5 veces el
diámetro del electrodo. Porsupuesto la intensidad de corriente y el voltaje deben ser los
apropiados y deben estar especificados en elprocedimiento de soldadura.
119
8.4Un buen diseño de junta permite una fácil remoción de la escoria.
Las juntas deben diseñarse con suficiente espacio para poder remover la escoria fácilmente.
La escoriade electrodos AC -DC rutílicos usualmente se rompe en trozos grandes en
cambio los electrodos básicosse rompen en partículas pequeñas más difíciles de eliminar.
Por ello se prefieren soldaduras con perfileslisos, sin anfractuosidades lo que hace del
trabajo de cepillado más fácil. Se suelen utilizar para estatarea, puntas agudas acompañadas
de cepillos de acero inoxidable.
8.5 Humedad.
La fuente más obvia es el agua, suele producir porosidad produciendo el rechazo de la
unión soldada.El agua utilizada para enfriar la soldadura de inoxidables rara vez produce
problemas porque el soldadorse asegura que este seco antes de seguir con la soldadura. Una
fuente de humedad menos obvia que debeser considerada son guantes húmedos o
transpirados, trapos húmedos, derrames de bebidas sobre lasoldadura, mangueras que
pierden agua, mangueras de aire utilizadas para soplar la escoria. Conrespecto a estas
últimas, en condiciones de mucha humedad, hay condensaciones de agua en el tanquedel
compresor, en el sistema de provisión de aire comprimido o en la manguera y el
soldadorinadvertidamente puede pulverizar agua sobre la junta. También hay que prevenir
cuando hay grandesvariaciones de temperatura ambiente que produzcan condensación.
Otro problema es la naturaleza higroscópica del revestimiento de los electrodos
inoxidables. Losexpertos aseguran que electrodos de bajo hidrógeno no deben exponerse a
un ambiente de 50% o más dehumedad relativa por un período de tiempo superior a dos
horas. Si esto ocurre el revestimiento absorbehumedad produciendo soldaduras defectuosas.
La primera indicación es la remoción dificultosa de laescoria y la segunda es la porosidad
visible. Una costumbre es proporcionar al soldador una cantidad deelectrodos suficiente
para dos horas en trabajo manteniendo el resto del material en el horno.
La humedad sobre todo en la noche puede ser un problema, si esta es alta puede producirse
condensaciónen las paredes del bisel especialmente si la chapa o cañería es introducida en
un ambiente máscálidodesde el exterior frío. Si la humedad no es removida calentando con
una antorcha o con soplado con aireseco antes de soldar se producirá dificultad en la
remoción de la escoria y porosidad.
Una vez que el paquete de electrodos se ha abierto y estos expuestos al aire, los electrodos
que no esténen uso deben colocarse en hornos para mantenerlos secos para su posterior
uso.Los electrodos a usarse se colocan en hornos portátiles (termos). Usualmente los
electrodos expuestos alaire deben ser re-horneados a 175ºC-200ºC por una hora para
restaurar un apropiado nivel de humedad.Si algún electrodo ha sido inmerso en agua
accidentalmente debe desecharse.

120
8.6 Contaminación.
Los Aceros Inoxidables pulidos son protegidos con papel adhesivo. Cuando se retira el
papel esnecesario limpiar los restos de adhesivo con un solvente tal como el percloroetileno
ya que el calor de lasoldadura puede producir gases con la combustión del adhesivo
generando porosidad.Hechos como el comentado, y otros como el azufre presentes en los
lubricantes de mecanizado pueden,además de causar porosidad y fisuración, incrementar el
porcentaje de C o S algo que el fabricante tratade minimizar en los aceros inoxidables para
ver que luego irónicamente una mala práctica de soldaduraproduce contaminación.
8.7 Fuentes de carbono.
Las fuentes de contaminación con carbono en los talleres de soldadura son:
Pinturas, lacas, y el siempre tan peligrosamente cerca de la soldadura, lápizpara escribir
sobre metal de base grasa o cera. Las identificaciones o instrucciones escritas con
taleslápices deben removerse antes de soldar para evitar contaminación de la soldadura.
8.8 Limpieza.
Ya hemos hecho notar que es importante la remoción de la escoria para evitar que quede
atrapada entrelas capas de soldaduras por multipasos. También es importante la limpieza
del cordón una vez finalizadala soldadura y antes que esta abandone el taller.Se han visto
grandes manchas de óxido que producen una reacción muy negativa en el cliente.
Unafuente común de contaminación son las diminutas partículas de acero al carbono
esparcidas por el airepor los discos de amolar en áreas adyacentes.
Las soldaduras de Aceros Inoxidables que contienen ferrita se tornan electromagnéticas a
causa de lapolarización de la soldadura por efecto de la corriente continua del proceso de
soldadura.La fase Ferrítica, ferromagnética atrae las partículas de hierro, creando una
concentración sobre o a loslados del cordón de soldadura. Cuando estas se exponen a la
humedad de la noche se oxidan creandomanchas amarillentas color “oxido”, un cepillado
con cepillos de acero inoxidable o un lavado con ácidonítrico diluido vuelve a darle a la
soldadura su apariencia normal.
Ya hemos dicho que los Aceros Inoxidables resisten la Corrosión gracias a una fina,
adherente y tenazpelícula de óxido hidratado de Cromo, que se forma por la exposición del
material al oxigeno del aire.Ahora bien, si quedase algo de escoria o Flux residual sobre la
soldadura, y la soldadura entrara enservicio con la presencia de algún líquido corrosivo no
oxidante, este Flux eventualmente podría serremovido dejando bajo el un área que nunca
fue expuesta al aire y por lo tanto sin la película protectora,la que será corroída
rápidamente.
Muchas picaduras en soldadura son debidas a residuos de Flux que quedan luego de una
limpiezaincorrecta luego de la soldadura.
9. OCHO CONSEJOS ÚTILES PARA SOLDAR ACEROS INOXIDABLES.

121
Para obtener una radiografía clara es necesario que la superficie de la soldadura esté libre
deirregularidades. Debe removerse toda traza de suciedad, grasa o materia extraña por
intermedio dedecapado, desengrasado, mecanizado o amolado. Debe usarse exclusivamente
cepillos de aceroinoxidable para evitar contaminación. El Oxicorte y el Arc-air utilizados
para crear el bisel deja una capade óxido la que debe ser removida por amolado antes de
soldar.
Para soldadura plana el electrodo debe mantener un ángulo de 15º y la parte superior
inclinada en elsentido de avance. El arco debe mantenerse lo mas corto posible. Para
soldadura vertical el electrododebe mantenerse perpendicular a la chapa y usarse una leve
oscilación en la pasada de raíz. Parasoldadura sobre cabeza el depósito debe realizarse en
cordones rectos y cortos. Debe mantenerse el arcocorto y debe evitarse oscilación.
Para una mejor resistencia a la corrosión el depósito debe realizarse con la intensidad de
corrientemínima y con cordones rectos (sin peinado). Cordones rectos minimizan el Calor
Aportado y reducen latendencia a la fisuración. Si debiese utilizarse peinado este debe
limitarse a 2,5 veces el diámetro delelectrodo. Siempre se debe llenar los cráteres antes de
cortar el arco.
Una corriente muy baja producirá un arco inestable, acompañado de pegado del electrodo
interferenciade la escoria en el arco, excesivo salpicado (spattering) y una incorrecta forma
del cordón. Un amperajedemasiado alto y/o un arco demasiado largo producirán un
salpicado excesivo con pérdida de material,fisuras en el cordón, “Under-Cut”, un bajo
control de la pileta, una dificultosa remoción de la escoria yuna pérdida de resistencia a la
corrosión por perdida de cromo.
Una difícil remoción de la escoria puede ser causada por contaminantes en el material base,
soldadurasirregulares, absorción de humedad por el revestimiento y juntas demasiado
angostas para permitir unmartillado efectivo. Todas las soldaduras deben enfriarse algo
antes de comenzar a remover la escoria.La fisuración en los Aceros Inoxidables puede ser
causada por varios factores, incluyendo:Cráteres sin llenar – Un arco demasiado largo al
comenzar y terminar una soldadura –Sobrecalentamiento de la pieza a soldar – Una
excesivamente alta velocidad de avance – Un diseño dejunta incorrecto – Elección de un
electrodo incorrecto. La mayoría de las veces el problema estriba enuna demasiado alta
temperatura de la pieza o en cráteres sin llenar antes de cortar el arco.
No se requiere una penetración profunda, ya que en el caso de Aceros Inoxidables estos
están limpios ylisos y no se requiere una gran fuerza del arco para producir una buena
penetración. Solo se necesita unasuficiente penetración para sellar la raíz y el espacio entre
la última pasada y el bisel. Mas penetraciónque esta puede causar problemas sin ofrecer
ventajas.Fisuras descubiertas por RX deben evaluarse individualmente. El seguimiento del
procedimiento desoldadura apropiado produce cordones lisos y densos donde la escoria
puede removerse totalmente confacilidad, dejando una superficie limpia para recibir la
pasada siguiente. Para asegurar la calidadradiográfica debe removerse toda la escoria y
eliminarse las depresiones (por amolado si fuese necesario)antes de dar por terminada la
soldadura.

122
10. CONCLUSIÓN.
Las consideraciones más específicas que podemos hacer acerca de los Aceros inoxidables
son lassiguientes:
.-Los aceros Inoxidables solo son Inoxidables en medios oxidantes como lo es precisamente
la atmósferaterrestre. Este hecho particular los hace parecer, erróneamente, universalmente
Inoxidables.
.-Los Aceros Inoxidables, desde el punto de vista de la corrosión, no se comportan como
los metalesnobles. No son nobles, son reactivos, lo que ocurre es que la película de
productos de la corrosión que seforma sobre la superficie, se adhiere tan fuertemente, es tan
continua, impermeable, etc., que lleva almaterial a un estado que se llama pasivo cuyo
comportamiento frente a medios oxidantes es similar alde los metales nobles.
.-Cuando se selecciona un Acero Inoxidable deben preverse exactamente las condiciones de
servicio,cualquier pequeña variación por insignificante que parezca (tanto
cuantitativamente comocualitativamente) puede producir fracasos, a veces espectaculares.
.- Si bien el cono cimiento Teórico acerca de las causas de la Corrosión es mucho, tantas
son las variablesque intervienen en el comportamiento de los materiales que la previsión
debe realizarse empíricamentepor intermedio de ensayos en diferentes situaciones, ya que
la extrapolación de resultados muchas vecesinduce a errores
.-Por último recordemos que cuanto más “Inoxidable” sea una aleación (por pasivación)
mayor será sutendencia a sufrir la corrosión más insidiosa, la localizada, o sea que sufrirá
picaduras (Pitting) o fisuraspor corrosión bajo tensión. Lo contrario, o sea cuanto menos
Inoxidable sea una aleación (acero alcarbono) mayor será su tendencia a sufrir corrosión
Uniforme. Esto significa que cuando utilizamosaceros al C, la corrosión tenderá a ser
Uniforme y su prevención podrá lograrse con métodos simplescomo pintura o sobre
espesor, en este último caso con los costos correspondientes al material adicional.Por el
contrario al usar Aceros Inoxidables, estos fallarán por corrosión Localizada, picaduras o
fisurasque pueden no ser detectadas fácilmente e inutilizarán el componente (tanques o
cañerías) manteniendola mayor parte del material sano. La corrosión Localizada no se
puede prevenir con el agregado en elproyecto de sobreespesores, solo se puede prevenir con
“Conocimiento” el conocimiento delcomportamiento de cada aleación en cada medio
específico, el Conocimiento del fabricante obtenidoempíricamente por cientos de ensayos,
el Conocimiento de Ingeniería del Usuario. O sea elegimos gastaren Tecnología (calidad)
en vez de gastar en material extra (cantidad). Parece ser que este es el caminoque hoy en
día a tomado la Ingeniería para resolver, también, los problemas de Corrosión.
SINTESIS CURRICULAR.

123
FRANCISCO MARTINEZ PEREZ.
Ingeniero Mecánico, graduado en la Universidad Técnica de La Habana en 1971.
Especialización en Metalurgia Física y Tratamientos Térmicos en el Instituto Politécnico
de Leningrado en 1972. Maestría en la Universidad de Waterloo, Canadá en Súper
plasticidad en 1976. Doctorado en Tribología y Tratamientos Térmicos en La Universidad
Técnica de Poznan Polonia en 1984.
Domina los idiomas ingles y ruso.
Es investigador y Profesor Titular de la República de Cuba. En el 2008 se le concede la
Categoría de Profesor Consultante.
Ha desempeñado los cargos de Decano de la Facultad de Ingeniería Mecánica de La
Universidad Técnica de La Habana, Jefe del Departamento de Ingeniería en el Ministerio
de Educación Superior, donde dirigió el desarrollo de todos los planes de estudio de
Ingeniería a escala nacional. Director del Centro de Investigaciones Metal Mecánicas del
Ministerio de la Industria Sideromecánica de Cuba, durante 10 años. Recibió cursos en
Calidad Total, Negociaciones, Informática y Técnicas de Dirección, las que llevó a la
práctica en el Centro.
Ha impartido cursos de Maestría y Doctorado en dos Centros de Excelencia en México, en
Venezuela, Argentina, Bahamas y Bolivia., además de para diferentes Organismos y
Universidades en Cuba.
Ha realizado investigaciones y asesorías a la industria en Tratamientos Térmicos,
Tribología, Análisis de Fallas Mecánicas, Recuperación de Elementos de Maquina,
Metodología de la Investigación Científica y Materiales de Ingeniería.
Ha realizado diversas investigaciones para la Industria y los Servicios así como asesorías y
trabajos científicos técnicos con una amplia introducción de los mismos. En República
Dominicana, auspiciado por la UNESCO, dirigió un Proyecto de Dirección Estratégica para
la Creación de un Centro de Investigaciones para la Industria Metal Mecánica
(ASONAMECA).
Ha preparado e impartido cursos de Maestría y Doctorado en idioma inglés, en Bahamas.
Ha publicado como autor o coautor 11 libros en Tribología, Tratamientos Térmicos,
Mecánica de Fractura, Tecnologías de Recuperación de Piezas, y otros, así como más de 60
124
artículos en revistas nacionales y extranjeras. Incluyendo la WEB of Science. Ha sido
miembro de los Tribunales Nacionales de defensa de tesis de doctorado en Mecánica y
Metalurgia, Presidente de Consejos Científicos y miembro de los mismos. Fue miembro del
Consejo Científico de la Academia de Ciencias de Cuba. Actualmente es miembro del
Comité Académico para el desarrollo de planes y programas de estudio en Mantenimiento,
tanto para pregrado como posgrado.
Ha recibido distinciones nacionales tales como: Premio a la mejor publicación en el
Ministerio de Educación Superior. Premio al mejor trabajo de investigación de la Academia
de Ciencias de Cuba. Medalla por la Educación Cubana, Medalla José Tey (Consejo de
Estado), Medalla Rafael María Mendive y Orden Frank País de Segundo Grado, otorgada
por el Consejo de Estado de la República de Cuba..
Recibió tres premios en evento científico en Córdoba, Argentina y varios en eventos de
carácter internacional en Cuba.
En este momento es Profesor Consultante e Investigador Titular del Centro de Estudios de
Ingeniería de Mantenimiento de la Facultad de Ingeniería Mecánica de la Universidad
Tecnológica de La Habana. Dirige un grupo de Investigación dedicado al incremento de le
eficiencia energética y la disponibilidad de los activos físicos en la industria y los servicios.
Ha impartido y dirigido varios diplomados y maestrías en el tema del mantenimiento. Ha
presentado trabajos en eventos internacionales, como SELASI, II Convención de Ingeniería
en Cuba y CEDAI en La Habana, Recientemente le fueron aceptados y publicados dos
trabajos en el Congreso Internacional de Mantenimiento en Colombia y participó como
asesor en el Programa Nacional de Formación de Profesionales en Mantenimiento en la
República Bolivariana de Venezuela. Imparte cursos de Maestría en la Maestría de
Mecánica en la Facultad de Ingeniería Mecánica en la CUJAE y de Mantenimiento, en la
Escuela Superior del Ministerio de Energía y Minas.