
deeea.urv.catdeeea.urv.cat/public/PROPOSTES/pub/pdf/2442pub.pdf · 4 DISSENY, CONSTRUCCIÓ I...
229
Jordi Vallès Andreu DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS TREBALL DE FI DE GRAU dirigit pel Prof. José Ramón López López Grau d’Enginyeria Electrònica Industrial i Automàtica Tarragona 2017
Transcript of deeea.urv.catdeeea.urv.cat/public/PROPOSTES/pub/pdf/2442pub.pdf · 4 DISSENY, CONSTRUCCIÓ I...

Jordi Vallès Andreu
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA
FRESADORA CNC DE 3 EIXOS
TREBALL DE FI DE GRAU
dirigit pel Prof. José Ramón López López
Grau d’Enginyeria Electrònica Industrial i Automàtica
Tarragona
2017
3
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
ÍNDEX GENERAL
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA
FRESADORA CNC DE 3 EIXOS
4
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
ÍNDEX GENERAL
MEMÒRIA ............................................................................................................. 9
1. OBJECTE DEL PROJECTE .............................................................................. 13
2. ABAST ........................................................................................................ 14
3. ANTECEDENTS ............................................................................................ 15
4. NORMES I REFERÈNCIES ............................................................................. 16
4.1 Disposicions legals i normes aplicades ............................................................ 16
4.2 Bibliografía .................................................................................................... 18
4.3 Programes utilitzats ....................................................................................... 18
4.4 Pla de gestió de la qualitat aplicat durant la redacció del projecte ................... 19
4.5 Altres referències ........................................................................................... 19
5. DEFINICIONS I ABREVIATURES .................................................................... 20
5.1 Definicions..................................................................................................... 20
5.2 Abreviatures .................................................................................................. 22
6. REQUISITS DE DISSENY ............................................................................... 23
6.1 Descripció del sistema .................................................................................... 23 6.1.1 Requisits de disseny establerts pel client ..................................................................... 24 6.1.2 Requisits de disseny establerts per la legislació ........................................................... 25
6.2 Requisits generals .......................................................................................... 25 6.2.1 Requisits estructurals ................................................................................................... 26 6.2.2 Requisits de Hardware .................................................................................................. 29 6.2.3 Requisits de Software ................................................................................................... 39
7. ANÀLISIS DE SOLUCIONS ............................................................................ 42
7.1 Selecció de l’estructura .................................................................................. 42
7.2 Selecció de components mecànics .................................................................. 44
7.3 Selecció dels motors ...................................................................................... 45 7.3.1 Motors per a l’accionament de cada eix ..................................................................... 45 7.3.2 Motor d’accionament rotatori per al fresat ................................................................ 47
7.4 Selecció dels components electrònics ............................................................. 47 7.4.1 Unitat de control ......................................................................................................... 47 7.4.2 Controladors dels motors ............................................................................................ 49 7.4.3 Font d’alimentació ....................................................................................................... 49 7.4.7 Regulador de tensió ..................................................................................................... 50 7.4.7 Mòdul de relès ............................................................................................................. 50 7.4.6 Final de carrera ............................................................................................................. 50 7.4.7 Ventilador ..................................................................................................................... 50
7.5 Selecció del software ..................................................................................... 51

5
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
8. RESULTATS FINALS ..................................................................................... 53
8.1 Material estructural escollit ........................................................................... 53
8.2 Components mecànics escollits ...................................................................... 55 8.2.1 Cilindre lineal per al guiatge ......................................................................................... 55 8.2.2 Suport fix per als cilindres guia ..................................................................................... 56 8.2.3 Suport mòbil per als cilindres guia................................................................................ 56 8.2.4 Kit cargol sense fi .......................................................................................................... 57
8.3 Motors escollits ............................................................................................. 58 8.3.1 Motors per l’accionament dels eixos ............................................................................ 58 8.3.2 Motor de la fresadora ................................................................................................... 60
8.4 Components electrònics escollits .................................................................... 62 8.4.1 Unitat de control Arduino Mega 2560 ........................................................................ 62 8.4.2 Placa intermitja Ramps 1.4 ........................................................................................... 64 8.4.3 Controlador de motor DRV8825 ................................................................................... 65 8.4.4 Font d’alimentació 12 V ................................................................................................ 67 8.4.5 Regulador de tensió ...................................................................................................... 67 8.4.6 Mòdul de relés .............................................................................................................. 68 8.4.7 Final de carrera ............................................................................................................. 68 8.4.8 Ventilador ..................................................................................................................... 69
8.5 Software escollit ............................................................................................ 70
9. PLANIFICACIÓ ............................................................................................ 72
10. ORDRE DE PRIORITAT ENTRE ELS DOCUMENTS BÀSICS.............................. 74
ANNEXES ........................................................................................................... 75
1. DOCUMENTACIÓ DE PARTIDA ......................................................................... 77
2. CÀLCULS ......................................................................................................... 78
3. ALTRES DOCUMENTS ...................................................................................... 79 3.1 Esquema controlador motor DRV8825 ............................................................................ 79 3.2 Esquema Arduino MEGA 2560 ......................................................................................... 80 3.3 Esquema RAMPS 1.4 ........................................................................................................ 81 3.4 Programa de control ........................................................................................................ 83 3.5 Estructura seguida ........................................................................................................... 93 3.6 Procés de muntatge ......................................................................................................... 94
PLÀNOLS .......................................................................................................... 103
1. PLÀNOL SITUACIÓ ......................................................................................... 105
2. PLÀNOL EMPLAÇAMENT ............................................................................... 106
3. ESQUEMES ELÈCTRICS ................................................................................... 107
4. PLÀNOLS ELEMENTS ESTRUCTURALS ............................................................. 113
5. PLÀNOLS ELEMENTS ELÈCTRICS I ELECTRÒNICS .............................................. 140
6. PLÀNOLS DE CONJUNTS ................................................................................ 144

6
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
PLEC DE CONDICIONS ..................................................................................... 154
1. PLEC DE CONDICIONS GENERALS ................................................................... 156
2. PLEC DE CONDICIONS TÈCNIQUES ................................................................. 182
ESTAT D’AMIDAMENTS .................................................................................. 192
CAPITOL C_01 MATERIAL ESTRUCTURAL ............................................................ 194
CAPITOL C_02 MATERIAL ELÉCTRIC .................................................................... 199
CAPITOL C_03 VARIS .......................................................................................... 202
PRESSUPOST .................................................................................................. 203
1. PREUS UNITARIS ............................................................................................ 205
2. QUADRE DESCOMPOSATS .............................................................................. 210
3. PRESSUPOST .................................................................................................. 217
4. RESUM PRESSUPOST ...................................................................................... 220
ESTUDIS AMB ENTITAT PRÒPIA ...................................................................... 221
7
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
ÍNDEX DE FIGURES
Imatge 1. Diagrama de la descripció del sistema ....................................................................................... 23
Imatge 2. Diagrama dels requisits generals ............................................................................................... 25
Imatge 3. Diagrama dels requisits estructurals .......................................................................................... 26
Imatge 4. Disseny de l’estructura ............................................................................................................... 28
Imatge 5. Diagrama dels requisits de hardware ........................................................................................ 29
Imatge 6. Parts d’un motor DC ................................................................................................................... 31
Imatge 7. Motor unipolar ........................................................................................................................... 33
Imatge 8. Motor bipolar ............................................................................................................................. 34
Imatge 9. Diagrama dels requisits de software .......................................................................................... 39
Imatge 10. Perfil estructural ....................................................................................................................... 53
Imatge 11. Accessoris de muntatge ........................................................................................................... 54
Imatge 12. Cilindre lineal ............................................................................................................................ 55
Imatge 13. Suport fix .................................................................................................................................. 56
Imatge 14. Suport mòbil ............................................................................................................................. 56
Imatge 15. Cargol sense fi .......................................................................................................................... 57
Imatge 16. Motors dels eixos...................................................................................................................... 58
Imatge 17. Suport de fixació dels motors ................................................................................................... 59
Imatge 18. Motor spindle ........................................................................................................................... 60
Imatge 19. Freses de carbur de tungsté ..................................................................................................... 61
Imatge 20. Freses d'acer ............................................................................................................................. 61
Imatge 21. Placa electrònica Arduino Mega 2560 ..................................................................................... 62
Imatge 22. Distribució de components de la placa electrònica .................................................................. 63
Imatge 23. Entorn de programació Arduino ............................................................................................... 63
Imatge 24. Placa electrònica Ramps 1.4 .................................................................................................... 64
Imatge 25. Controlador de motor ............................................................................................................... 65
Imatge 26. Ports del controlador motor ..................................................................................................... 66
Imatge 27. Font d'alimentació .................................................................................................................... 67
Imatge 28. Regulador de tensió ................................................................................................................. 67
Imatge 29. Mòdul de relés .......................................................................................................................... 68
Imatge 30. Final de carrera ........................................................................................................................ 68
Imatge 31. Ventilador ................................................................................................................................. 69
Imatge 32. Diagrama del software escollit ................................................................................................ 70
Imatge 33. Entorn del programa Inkscape ................................................................................................. 70
Imatge 34. Entorn del programa CNC Control ............................................................................................ 71

8
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
ÍNDEX DE TAULES
Taula 1. Taula comparativa de motors ....................................................................................................... 34
Taula 2. Taula comparativa de materials ................................................................................................... 43
Taula 3. Característiques cilindre lineal ...................................................................................................... 55
Taula 4. Característiques del suport fix ...................................................................................................... 56
Taula 5. Característiques suport mòbil ....................................................................................................... 56
Taula 6. Característiques del cargol sense fi .............................................................................................. 57
Taula 7. Característiques dels motors dels eixos ........................................................................................ 58
Taula 8. Característiques del suport dels motors ....................................................................................... 59
Taula 9. Característiques del spindle .......................................................................................................... 60
Taula 10. Característiques de la font d'alimentació del spindle ................................................................. 60
Taula 11. Característiques de les freses ...................................................................................................... 61
Taula 12. Característiques de les freses ...................................................................................................... 61
Taula 13. Característiques de la placa electrònica ..................................................................................... 62
Taula 14. Possibilitats de resolució del controlador de motor .................................................................... 66
Taula 15. Descripció de les entrades/sortides del controlador demotor .................................................... 66
Taula 16. Característiques de la font d'alimentació ................................................................................... 67
Taula 17. Característiques del regulador de tensió .................................................................................... 67
Taula 18. Característiques del mòdul de relés ............................................................................................ 68
Taula 19. Característiques del final de carrera ........................................................................................... 68
Taula 20. Característiques del ventilador ................................................................................................... 69

9
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
MEMÒRIA
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA
FRESADORA CNC DE 3 EIXOS

10
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Full d’identificació:
Títol del projecte:
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC
DE 3 EIXOS
Codi identificador:
01_2017
Emplaçament:
Aquest projecte es realitzarà a la ciutat de Tarragona, més exactament al
carrer Vidal i Barraquer. En la zona comercial d’un edifici residencial poc
transitada propera del riu Francolí de Tarragona.
Raó social:
Inpros.SL
Ramon Cajal, 41
Tarragona.
C.I.F. 437899563-k
Projecte redactat per:
Jordi Vallès Andreu
Marcel·lí Domingo, 7
Tarragona
CP: 43007
Nº de col·legiat: 117632
Signatures:
Client: Autor:

11
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
ÍNDEX
MEMÒRIA ....................................................................................................... 9
1. OBJECTE DEL PROJECTE ........................................................................... 13
2. ABAST ..................................................................................................... 14
3. ANTECEDENTS ......................................................................................... 15
4. NORMES I REFERÈNCIES .......................................................................... 16
4.1 Disposicions legals i normes aplicades ............................................................ 16
4.2 Bibliografía .................................................................................................... 18
4.3 Programes utilitzats ....................................................................................... 18
4.4 Pla de gestió de la qualitat aplicat durant la redacció del projecte ................... 19
4.5 Altres referències ........................................................................................... 19
5. DEFINICIONS I ABREVIATURES ................................................................. 20
5.1 Definicions..................................................................................................... 20
5.2 Abreviatures .................................................................................................. 22
6. REQUISITS DE DISSENY ............................................................................ 23
6.1 Descripció del sistema .................................................................................... 23 6.1.1 Requisits de disseny establerts pel client ..................................................................... 24 6.1.2 Requisits de disseny establerts per la legislació ........................................................... 25
6.2 Requisits generals .......................................................................................... 25 6.2.1 Requisits estructurals ................................................................................................... 26 6.2.2 Requisits de Hardware .................................................................................................. 29 6.2.3 Requisits de Software ................................................................................................... 39
7. ANÀLISIS DE SOLUCIONS ......................................................................... 42
7.1 Selecció de l’estructura .................................................................................. 42
7.2 Selecció de components mecànics .................................................................. 44
7.3 Selecció dels motors ...................................................................................... 45 7.3.1 Motors per a l’accionament de cada eix ..................................................................... 45 7.3.2 Motor d’accionament rotatori per al fresat ................................................................ 47
7.4 Selecció dels components electrònics ............................................................. 47 7.4.1 Unitat de control ......................................................................................................... 47 7.4.2 Controladors dels motors ............................................................................................ 49 7.4.3 Font d’alimentació ....................................................................................................... 49 7.4.7 Regulador de tensió ..................................................................................................... 50 7.4.7 Mòdul de relès ............................................................................................................. 50 7.4.6 Final de carrera ............................................................................................................. 50 7.4.7 Ventilador ..................................................................................................................... 50
7.5 Selecció del software ..................................................................................... 51
12
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
8. RESULTATS FINALS .................................................................................. 53
8.1 Material estructural escollit ........................................................................... 53
8.2 Components mecànics escollits ...................................................................... 55 8.2.1 Cilindre lineal per al guiatge ......................................................................................... 55 8.2.2 Suport fix per als cilindres guia ..................................................................................... 56 8.2.3 Suport mòbil per als cilindres guia................................................................................ 56 8.2.4 Kit cargol sense fi .......................................................................................................... 57
8.3 Motors escollits ............................................................................................. 58 8.3.1 Motors per l’accionament dels eixos ............................................................................ 58 8.3.2 Motor de la fresadora ................................................................................................... 60
8.4 Components electrònics escollits .................................................................... 62 8.4.1 Unitat de control Arduino Mega 2560 ........................................................................ 62 8.4.2 Placa intermitja Ramps 1.4 ........................................................................................... 64 8.4.3 Controlador de motor DRV8825 ................................................................................... 65 8.4.4 Font d’alimentació 12 V ................................................................................................ 67 8.4.5 Regulador de tensió ...................................................................................................... 67 8.4.6 Mòdul de relés .............................................................................................................. 68 8.4.7 Final de carrera ............................................................................................................. 68 8.4.8 Ventilador ..................................................................................................................... 69
8.5 Software escollit ............................................................................................ 70
9. PLANIFICACIÓ ......................................................................................... 72
10. ORDRE DE PRIORITAT ENTRE ELS DOCUMENTS BÀSICS ............................ 74

13
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
1. OBJECTE DEL PROJECTE
El principal objectiu del present projecte és dissenyar, construir i controlar una
fresadora CNC de 3 eixos.
Actualment qualsevol empresa del sector industrial disposa d’un departament
d’enginyeria de processos, l’objectiu del qual és facilitar, millorar i reduir la fatiga del
treball diari dels operaris de la planta de producció. Per a dur a terme amb èxit aquests
objectius, és crea la necessitat gairebé a diari de dissenyar utillatge específic per als
processos de muntatge i/o fabricació de nous components. Degut a aquesta necessitat, la
majoria d’empreses subcontracten a empreses externes el servei de fabricació
d’utillatges, amb el sobrecost que això comporta per a l’empresa sol·licitant.
En aquest projecte es procedirà a dissenyar i construir una màquina fresadora per cobrir
unes necessitats concretes. Aquesta màquina hauria de ser versàtil amb dimensions
suficients per a la fabricació de peces i utillatges a la pròpia planta de producció de cada
empresa, sense necessitat de subcontractar el servei. Això suposa una major autonomia,
al no dependre de cap proveïdor i en un curt termini de temps, una reducció de costos i
de temps de posada en funcionament del utillatge.
Per tal d’aconseguir l’objectiu marcat inicialment es realitzarà un procés d’investigació i
una recerca d’informació per poder fer una previsió de l’abast del projecte. Una vegada
s’hagi recopilat tota la informació, es procedirà a realitzar una previsió i identificació de
materials i recursos disponibles.
Seguidament s’iniciarà el disseny de l’estructura i la distribució dels elements que
formen la totalitat de la màquina fresadora, i es realitzarà la recerca i compra de tot el
material. Paral·lelament s’instal·larà el software corresponent i s’iniciarà el procés de
programació. Quan es disposi de tots els elements es podrà continuar amb la fase de
fabricació, muntatge i regulació del conjunt. Finalment, es realitzaran tests de prova i els
ajustaments necessaris.
14
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
2. ABAST
El projecte es centra en buscar la metodologia més idònia per a poder dur a terme la
construcció d’una fresadora CNC de 3 eixos. Concretament, investigar i provar les
diferents possibilitats que es troben a l’abast i escollir la que millor s’adapti a l’objectiu
fixat.
En primer lloc, trobar al mercat el material idoni per a la construcció de l’estructura.
Això implica:
Que es tracti d’un material on el seu valor de massa sigui reduït.
Que la rigidesa d’aquest material sigui suficient per suportar els esforços.
Que ofereixi una gran versatilitat per al muntatge i disposi d’accessoris.
En segon lloc, trobar el mecanisme de guiatge i motorització per al moviment de cada
eix. Això comporta un accionament elèctric per al desplaçament en cada eix, per
exemple un cargol sense fi, dos cilindres guia, un motor i tots els seus suports i
accessoris d’acoblament per a cada eix. Degut a que l’esforç que han de realitzar els
motors és mínim, no és precisen motors de gran potència, però si que disposin del
menor angle de pas possible per a obtenir un control més precís.
Per últim, aconseguir un hardware que gestioni el software de control de la màquina,
ajustant els paràmetres adequats a partir del software bàsic de control inicial. És
convenient utilitzar dispositius de hardware versàtils, compatibles amb la majoria de
productes del mercat i que el seu cost unitari tingui una bona relació qualitat/preu.
El resultat de tota recerca i resultats obtinguts es troba recollit en la següent
documentació, destacant la memòria la qual inclou tota la informació rellevant,
juntament amb els plànols, plec de condicions, amidaments i pressupost els quals
mostren en detall cadascun dels elements que formen la fresadora de 3 eixos.

15
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
3. ANTECEDENTS
Des de les primeres fresadores de principi del segle XVIII a les actuals i modernes
fresadores CNC s’ha produït un enorme avanç tecnològic. La primera fresadora data de
1818 i va ser dissenyada per agilitzar la fabricació de fusells i disposava tant sols de
regulació horitzontal de la base. Però va ser fins al 1830 que es va dissenyar i construir
la primera fresadora que incorporava regulació vertical.
Anys més tard es va començar a incorporar el control numèric computaritzat (CNC) a
les fresadores. Aquestes eren molt semblants a les fresadores convencionals disposant
de les mateixes parts mòbils, tot i que no disposaven ni de manetes ni palanques per
accionar-les. Al seu lloc s’hi van instal·lar motors destinats a realitzar les mateixes
funcions que les manetes, controlats per components elèctrics i electrònics, i tot
gestionat mitjançant una computadora.
Actualment, gràcies a Internet tothom té a l’abast gran quantitat d’informació, i el
disseny i construcció d’una fresadora no resulta tant complex com anys endarrere. A
partir d’un bon programa de control, components electrònics i motors pas a pas, es pot
construir una fresadora CNC obtenint un bon resultat.
Existeixen fresadores CNC construïdes la majoria d’elles amb materials com la fusta o
el cartró, sense cap disseny ni estudi previ i amb eines simples i senzilles, que tard o
d’hora poden donar força complicacions. Així doncs, és important investigar,
seleccionar i obtenir la informació necessària per assolir l’objectiu de dissenyar,
construir i controlar amb èxit una fresadora CNC de 3 eixos robusta, ergonòmica, fiable
i versàtil que pugui donar solució i facilitat de treball en qualsevol departament
d’enginyeria.

16
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
4. NORMES I REFERÈNCIES
4.1 DISPOSICIONS LEGALS I NORMES APLICADES
En la redacció del projecte s’han tingut en compte les següents normes i reglaments:
Norma UNE 157001 sobre criteris generals per l’elaboració de projectes.
Norma UNE 157701 sobre criteris generals per l’elaboració de projectes
d’instal·lacions elèctriques de baixa tensió.
Norma UNE-EN-60617 sobre símbols gràfics per a esquemes.
REBT R.D. 842/2002, de 2 d’agost, revisió setembre 2015. Reglament
Electrotècnic per a Baixa Tensió i instruccions tècniques complementaries.
Llei 20/2009, de 4 de desembre, de prevenció i control ambiental de les
activitats.
UNE-EN 61131-1:2004, Autòmats programables. Part 1:Informació general.
UNE-EN 62381:2012 sobre sistemes d’automatització en processos industrials.
UNE-EN 62337:2012 sobre posada en servei de sistemes elèctrics
d’instrumentació i control en la indústria de procés. Fases específiques i etapes.
Reial Decret 1311/2005, sobre protecció de la salut i seguretat dels treballadors
davant als riscs derivats o que puguin derivar-se de l’exposició a vibracions
mecàniques.
Reial Decret 1580/2006, de 22 de desembre, pel qual és regula la compatibilitat
electromagnètica dels equips elèctrics i electrònics.
Reial Decret 1644/2008, pel que s’estableixen les normes per a la
comercialització i posada en servei de les màquines.
Reial Decret 1495/1986, de 26 de maig, on s’aprova el Reglament de Seguretat a
les Màquines.
Reial Decret 830/1991 en el que es modifica el Reglament de Seguretat a les
Màquines.
Reial Decret 485/1997 de 14 d’abril, en el que s’estableixen les disposicions
mínimes en matèria de senyalització de seguretat i salut en el treball.

17
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Reial Decret 486/1997, de 14 d’abril, en el que s’estableixen les disposicions
mínimes de seguretat i salut en els llocs de treball.
Reial Decret 614/2001, de 8 de juny, sobre disposicions mínimes per la
protecció de la salut i seguretat dels treballadors en front al risc elèctric.
Reial Decret 1627/1997 sobre disposicions mínimes de seguretat i salut a les
obres.
Reial Decret 1215/1997 del 18 de Juliol de 1997, sobre disposicions mínimes de
seguretat i salut per la utilització pels treballadors dels equips de treball.
Reial Decret 773/1997 del 30 de Maig de 1997, sobre disposicions mínimes de
seguretat i salut relatives a la utilització pels treballadors d'equips de protecció
individual.
Reial Decret 604/2006, de 19 de maig, pel qual es modifiquen el Reial Decret
39/1997, de 17 de gener, pel qual s'aprova el Reglament dels Serveis de
Prevenció, i el Reial Decret 1627/1997, de 24 d'octubre, pel qual s'estableixen
les disposicions mínimes de seguretat i salut en les obres de construcció
Reial Decret 299/2016, de 22 de juliol, sobre la protecció de la salut i la
seguretat dels treballadors contra els riscos relacionats amb l'exposició a camps
electromagnètics.
Normes ISO.

18
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
4.2 BIBLIOGRAFÍA
Alique, J.R. (1981). Control numérico. Barcelona: Marcombo
Ribas, J. (2013). Manual imprescindible de Arduino práctico. Madrid: Anaya
Multimedia.
Norma francesa UTE NF C03.190 Diagramme fonctionnel “GRAFCET” pour le
description des systèmes logiques de commade – 1982
Bossy, J.C., Brard, P. i Faugère, P. (1995). GRAFCET Práctica y Aplicaciones.
Ed: UPC – Universitat Politècnica de Catalunya
4.3 PROGRAMES UTILITZATS
OFFICE: per a la redacció del projecte
EXCEL: per a la planificació del projecte
Arduino 1.6.12: per a l’edició del codi
Inkscape 0.91: per a l’edició dels gràfics vectorials
CNC Control: per al control de la fresadora
Pronterface: un altre programa per al control de la fresadora

19
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
4.4 PLA DE GESTIÓ DE LA QUALITAT APLICAT DURANT LA
REDACCIÓ DEL PROJECTE
La redacció del projecte es realitza a partir dels apartats que composen la norma UNE
157001 “Criteris generals per a l’elaboració de projectes”.
Per tal d’aplicar un pla de gestió de qualitat durant la redacció del projecte, per evitar
possibles errors i assegurar-ne la seva qualitat, es realitzaran diverses comprovacions:
S’escolliran les partides d’obra i materials necessaris per tal d’obtenir una bona
relació qualitat/preu.
Es comprovarà que les dimensions de cada element estructural dels plànols és
correcte, comparant-les amb els catàlegs i altres fonts d’informació.
Es comprovarà que els preus unitaris de cada component corresponen amb els
preus de catàlegs utilitzats.
Es verificarà la unificació de criteris tant en la memòria com en el plec de
condicions.
4.5 ALTRES REFERÈNCIES
Els recursos web utilitzats que han servit d’ajuda per a l’elaboració del projecte han
estat els següents:
http://www.aenor.es
https://www.arduino.cc
https://www.boschrexroth.com
http://www.cnccontrol.byethost13.com
http://www.digikey.com/
https://github.com
http://www.google.es
http://www.icc.es
https://inkscape.org/es
http://www.productoscnc.es
http://www.pronterface.com
http://reprap.org/wiki/Marlin
http://es.rs-online.com/web/
https://www.staticboards.es/
http://www.ti.com/

20
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
5. DEFINICIONS I ABREVIATURES
5.1 DEFINICIONS
Arduino: Plataforma de hardware lliure, basada en una placa amb un microcontrolador
i un entorn de desenvolupament, dissenyada para facilitar l’ús de la electrònica en
projectes multidisciplinaris. A través del port de sortida, l’usuari podria connectar una
pantalla on es mostrarien les dades que executaria el llenguatge de programació que
mostra l’entorn de desenvolupament integrat.
Bancada: Base d’una màquina. Pot servir com element de suport de la màquina i
allotjar els mecanismes propis.
Control Numèric Computaritzat (CNC): Sistema que permet controlar en tot moment
la posició d’un element físic, normalment una eina que està muntada en una màquina.
Es poden controlar les coordenades de posició d’un punt (eina) respecte a un origen
(0,0,0 de màquina), la manera de desplaçar-se entre elles, la seva velocitat i altres
paràmetres mitjançant un software i un conjunt d’ordres. És a dir, és una espècie de
GPS però aplicat a la mecanització, i molt més precís.
Corrent Altern (AC): Tipus de corrent elèctric que es caracteritza per canviar al llarg
del temps, ja sigui en intensitat o en sentit, a intervals regulars.
Corrent Continu (DC): Tipus de corrent elèctric que no canvia de sentit amb el temps.
Driver (Controlador de motor): Electrònica necessària per a moure correctament els
motors. És específica per a cada tipus de motor i s’encarrega de rebre les senyals de
control de la placa base de la màquina (per exemple, “vull que el motor de l’eix X
avanci 5 passos cap a aquesta direcció”) i envia aquesta ordre als motors en forma de
senyal elèctrica amb la forma i potència adequades.
EEPROM (Electrically Erasable Programmable Read Only Memory): Xip de
memòria programable i esborrable elèctricament. Útil per emmagatzemar dades de
manera estable per un llarg període de temps sense electricitat.
Fresadora: Màquina amb una eina utilitzada per a donar formes complexes a peces de
metall, plàstica, fusta o ceràmica i altres materials. La seva forma bàsica és la d'un
tallant que gira sobre un eix vertical i es pot moure en tres dimensions, respecte a la
peça que cal mecanitzar.
21
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Hardware: Part física de un sistema format per components elèctrics, electrònics,
electromecànics i mecànics. Per exemple, circuits de cables i de llum, plaques, útils,
cadenes, i qualsevol altre material, en estat físic, que sigui necessari per a què l’equip
funcioni.
Kilobyte (kB): Unitat de mesura equivalent a mil bytes de memòria d’ordinador o de
capacitat de disc.
Megahertz (Mhz): Unitat de mesura de la freqüència. Equival a 106 hertz.
Microcontrolador: Petit ordinador en un sol circuit integrat especialitzat per a
controlar equips electrònics, que inclou una CPU (unitat central de processament), una
petita quantitat de memòria, unitats d'E/S (Entrada/Sortida) i acostuma a portar una
memòria FRAM, NOR flash o una ROM per guardar-hi el programa.
Motor DC: Dispositiu electromecànic rotatiu que transforma energia elèctrica en forma
de corrent continu en energia mecànica mitjançant interaccions electromagnètiques.
Motor pas a pas: Dispositiu electromecànic que converteix una sèrie d’impulsos
elèctrics en desplaçaments angulars discrets, el que significa que és capaç de girar una
quantitat de graus (pas o mig pas) depenent de les seves entrades de control.
Parell motor (Nm): Moment de força que exerceix un motor sobre l’eix de transmissió
de potència o, tendència d’una força per girar un objecte al voltant d’un eix, punt de
suport, o de pivot.
Placa electrònica: Utilitzada per donar suport mecànic i connectar elèctricament
components electrònics que utilitzen pistes de material conductor, gravats a partir de
fulls de coure laminats a un substrat no conductor.
Potència (W): Quantitat d'energia lliurada o absorbida per un element en un temps
determinat. Quan un corrent elèctric flueix en un circuit, pot transferir energia en fer un
treball mecànic o termodinàmic. La unitat en el sistema internacional és el Watt.
Rodament (o coixinet): Tota part que subjecta un eix, normalment dotat d'un sistema
contra el fregament, i amb possibilitat de ser lubricat. Ens trobem amb un coixinet de
rodolament entre l'eix i l'allotjament per evitar desgastaments no desitjats.
Software: Comprèn el conjunt sistemàtic dels programes d’explotació i dels programes
informàtics que serveixen per a aplicacions determinades. Moltes vegades, el terme és
usat per contraposició a maquinari. S'usa el primer per a descriure la part lògica d'un
sistema informàtica i el segon, per a descriure la part física.
22
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Spindle: Motor DC utilitzat per a realitzar les operacions de fresatge. En el seu extrem
se li incorpora l’eina corresponent segons el procés de mecanització que hagi de
realitzar, com fresar, perforar o qualsevol altra operació que estigui dins del seu abast.
SRAM (Static Random Access Memory): Tipus de tecnologia de memòria RAM
basada en semiconductors, capaç de mantindre les dades mentre sigui alimentada sense
la necessitat de circuit de refrigeració.
Step (o “pas”): Distància longitudinal que avança un cargol sense fi cada volta que
gira.
Tensió (V): Magnitud que expressa la diferència de potencial elèctric entre dos punts
d’un camp elèctric. La unitat en el sistema internacional és el Volt.
5.2 ABREVIATURES
V: volt
W: watt
kW: kilowatt
m: metre
cm: centímetre
mm: mil·límetre
h:hora
s:segon
mA: miliamper
A: amper
u: unitat
g: grams
AC: corrent altern
DC: corrent continu
Nm: Newton metre
kB: kilobyte
Mhz: megahertz
ºC: grau centígrad
mH: milihenris
r/min: revolucions/minut

23
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
6. REQUISITS DE DISSENY
6.1 DESCRIPCIÓ DEL SISTEMA
En aquest punt es descriuran els requisits de disseny, així com també el procés i els
elements que constituiran una fresadora CNC de 3 eixos. Aquesta estarà formada per
una estructura on s’allotjaran elements hardware gestionats per un software de control.
Imatge 1. Diagrama de la descripció del sistema
Hardware: conjunt d’elements físics o materials que reben informació i són
governats pel programa de control o bé envien informació d’interès al programa de
control sobre el seu estat.
PC+Software: conjunt de programes que realitzen la gestió i el control de la
màquina fresadora per tal de mecanitzar una peça/utillatge partint d’un dibuix
realitzat amb un programa de dibuix.
Fresadora: màquina física formada per un conjunt d’elements estructurals disposats
de manera que formaran una estructura concreta, on es fixaran els elements
hardware. Mitjançant ordres del programa de control, els elements hardware
realitzaran unes tasques o funcions determinades.
USUARI
HARDWARE
FRESADORA
PC+SOFTWARE

24
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
6.1.1 Requisits de disseny establerts pel client
El client sol·licita el disseny i construcció d’una màquina fresadora CNC. Les seves
premisses son:
- Disposar de 3 eixos (x, y , z).
- El conjunt de l’estructura ha de ser robusta i lleugera, oferint un bon equilibri
pes-resistència.
- Possibilitat de fabricar peces i utillatges de diverses formes.
- Disposar de la suficient potència per a fresar qualsevol material i amb velocitat
variable.
- Relació qualitat/preu adequada.
- Fiabilitat i precisió.
Les premisses per tal d’iniciar el disseny de l’estructura de la fresadora venen
determinades per les dimensions que ha de tenir la bancada. Per a l’ús a què es destinarà
la fresadora, no es precisa una bancada de grans dimensions per dos motius. En primer
lloc el tamany dels utillatges a mecanitzar acostumarà a ser reduït, i en segon lloc
perquè la ubicació on s’instal·larà la fresadora es tracta d’una zona d’oficines.
Pel que fa a l’altura de treball, degut a què principalment es processaran peces de
dimensions reduïdes, tal i com s’ha dit anteriorment, l’altura de treball no serà inferior a
80 mm, per a què compleixi les possibles necessitats que puguin sorgir.
Seguidament s’ha de determinar el tipus de material en què es realitzarà l’estructura de
la màquina. Es sol·licita una estructura robusta i lleugera amb un cost acceptable, i en la
mesura del possible, disposar de múltiples accessoris i un gran ventall de possibilitats
per a la fixació dels components a l’estructura.
Finalment, s’haurà de determinar la metodologia de control de la màquina fresadora,
escollint components hardware fiables amb una bona relació qualitat/preu. Aquests
juntament amb un software o programa de control bàsic per a màquines CNC, el qual
haurà de ser adaptat al hardware, formaran el sistema de control de la màquina.

25
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
6.1.2 Requisits de disseny establerts per la legislació, reglamentació i
normativa aplicable
La realització del projecte es durà a terme complint en tot moment la normativa
esmentada a l’apartat 4.1 Disposicions legals i Normes aplicades. S’aplicaran les
corresponents mesures durant el disseny, fabricació i control del present projecte,
intentant satisfer en la mesura del possible tots els requisits de disseny sol·licitats pel
client.
6.2 REQUISITS GENERALS
En el diagrama següent es mostren a grans trets els requisits generals, on el conjunt de
la màquina fresadora es pot dividir en tres grans grups: estructura, hardware i software.
Imatge 2. Diagrama dels requisits generals
El primer grup inclou tots els components estructurals que formen la fresadora, com són
la perfileria estructural, les bases de cada eix, i els suports per als components.
En segon lloc es troba ubicat el hardware, el qual inclou tots els components mecànics
com els motors que fan possible el desplaçament de la base en cada eix, el sistema de
guiatge de cada base, i els components electrònics que actuen sobre els motors
permetent el moviment de la fresadora com les plaques electròniques i els drivers dels
motors entre altres.
L’última posició s’hi troba el software, el qual és l’encarregat de gestionar i controlar
els elements harware anteriors. Inclou els programes de control i el codi de programa.
FRESADORA
ESTRUCTURA
HARDWARE
SOFTWARE

26
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
6.2.1 Requisits estructurals
Els factors principals a tenir en compte per a dissenyar i implementar l’estructura de la
màquina a partir dels requisits del client són: el material utilitzat, el disseny i els
accessoris necessaris. En aquest cas, el client necessita que la màquina treballi peces de
dimensions reduïdes i ha recalcat que vol una màquina lleugera per a poder ubicar-la en
la zona d’oficines a sobre d’una taula o un mobiliari semblant.
Així doncs, a continuació es mostra en forma de diagrama els requisits estructurals
sol·licitats pel client:
Imatge 3. Diagrama dels requisits estructurals
MATERIAL
Un dels factors determinants i sol·licitats pel client és que el conjunt de la màquina
fresadora sigui d’un material lleuger, però alhora resistent. La ubicació final de la
màquina serà una zona delimitada dins les oficines d’un departament d’enginyeria.
Inicialment el seu emplaçament serà fix, tot i que degut a la seva versatilitat, pot
esdevenir la possibilitat de tenir de desplaçar la màquina a la zona on existeixi la
necessitat i crear la peça o utillatge in situ. D’aquí la necessitat que la seva estructura
estigui realitzada amb un material lleuger, d’aspecte agradable i robusta.
ESTRUCTURA
MATERIAL
PES
RESISTENCIA
DISSENY
DIMENSIONS
FORMA
ACCESSORIS
27
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Actualment els principals materials utilitzats a la indústria són l’acer i l’alumini per les
múltiples qualitats que tenen. Els dos materials són versàtils al tenir moltes aplicacions i
poden ser mecanitzats en diverses formes.
Pel que respecta a l’alumini, aquest genera una capa natural d’òxid protector que el fa
resistent a la corrosió. És més fàcil de mecanitzar al tenir un baix punt de fusió. La seva
densitat és tres vegades més baixa que l’acer, concretament l’alumini té una densitat de
2,72 mg/m3 i l’acer 7,85 mg/m
3. Per això l’alumini és molt més lleuger que l’acer. Com
a desavantatge de l’alumini, és que té la meitat del rendiment a fatiga que l’acer.
DISSENY
Pel que fa referència al disseny, primer es realitzarà un breu esborrany del sistema que
es vol dissenyar, indicant les principals característiques on el factor ergonòmic és
determinant per a poder processar còmodament cadascuna de les peces.
Així doncs, el disseny de l’estructura es planteja com un sistema CNC de sobretaula
amb tres eixos on es podrà controlar el moviment relatiu entre la peça i l’estructura en
els seus tres eixos.
Tal i com s’ha dit anteriorment es precisa una bancada la qual pugui absorbir la gran
majoria d’utillatges i peces que s’hauran de mecanitzar. Això representa que la bancada
de la fresadora, que correspon a l’eix Y, ha de tenir unes dimensions suficients per a
poder mecanitzar la majoria de peces que puguin sorgir.
Pel que fa la distància eix Z amb eix Y, no és necessària una gran altura de treball, ja
que principalment els utillatges i peces a mecanitzar acostumen a ser plaques o blocs de
material de nomes uns centímetres de gruix.
Al ser una fresadora de sobretaula, les dimensions totals del sistema no hauran d’excedir
de 600x600x700 mm i la superfície útil de treball serà de 200x200x90 mm.
La forma de la seva base serà rectangular amb el centre buit. Estarà formada per quatre
perfils formant l’estructura quadrada que també serviran per a la fixació dels elements
de guiatge i desplaçaments. A sobre la base s’instal·larà una estructura tipus pòrtic
plana, la qual té l’objectiu de proporcionar la fixació als elements que formaran els
eixos X i Z, i el conjunt de components electrònics de control.

28
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Imatge 4. Disseny de l’estructura
ACCESSORIS
A més de les característiques físiques de cada material, una premissa a tenir en compte
és la disponibilitat de múltiples accessoris i possibilitats de fixació dels components a
l’estructura.
Disposar d’accessoris “plug & play” en facilita la instal·lació, proporcionant una bona
aparença física i pràcticament sense mecanització. En el cas de sel·leccionar l’acer com
a material estructural, la majoria d’accessoris disponibles són de caire universal, i es
precisa mecanització per adaptar-los. A diferència de la perfileria estructural d’alumini,
la qual disposa d’accessoris de fàcil muntatge, sense necessitat de mecanització per a
fixar-ne els components.
En el disseny de la màquina es creu necessari intentar evitar el procés de mecanització,
reduint costos i temps de fabricació, i els accessoris hi tenen un paper important,
facilitant-ne el muntatge.

29
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
6.2.2 Requisits de Hardware
Una vegada descrites les principals característiques que ha de tenir l’estructura, el
següent pas és definir els components mecànics, elèctrics i electrònics necessaris per tal
d’obtenir la màquina fresadora sol·licitada.
A continuació en forma de diagrama es mostren els diferents components que estaran
ubicats a l’estructura de la fresadora segons la seva funció a realitzar. Els elements
electrònics s’agruparan per tal de disposar de tot el sistema de control en un mateix
punt. D’aquesta forma es redueix la longitud total del cablejat i el conjunt està preparat
formant un bloc per si en un futur es vol extreure tot el control de la fresadora en una
caixa externa.
Imatge 5. Diagrama dels requisits de hardware
HARDWARE
COMPONENTS MECÀNICS
GUIATGE
DESPLAÇAMENT
MOTORS
MOTORS EIXOS
SPINDLE
COMPONENTS ELECTRÒNICS
UNITAT DE CONTROL
CONTROLADORS DELS MOTORS
FONT D'ALIMENTACIÓ
REGULADOR DE TENSIÓ
MÒDUL DE RELÉS
FINALS DE CARRERA
VENTILADOR

30
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
COMPONENTS MECÀNICS
Per tal de poder realitzar el moviment de la base de cada eix, és necessari un sistema de
desplaçament lineal per a la base de cada eix, i un sistema de guiatge per a què l’avanç
de la base es realitzi de forma uniforme.
Pel que respecta al sistema de guiatge, serà necessari comptar amb dos guies d’un
material resistent a la deformació i la flexió preferiblement de secció circular, disposats
un a cada extrem de cada base en el sentit del desplaçament de la base. D’aquesta
manera es mantindrà uniforme el deplaçament de la base de cada eix.
La fixació dels cilindres guia a l’estructura serà mitjançant un suport de caire fix a cada
extrem del cilindre, el qual no ha de permetre cap moviment lineal ni rotatiu d’aquest.
Per a la fixació dels suports a l’estructura, es dissenyaran i fabricaran plaques
adaptadores d’alumini per a què el recolzament de cada suport esdevingui uniforme
sobre una superficie plana.
Per a què cada base es deplaci a travès dels cilindres guia, es necessitaran dos suports
per cilindre guia, amb un total de quatre fixats a la part inferior de cada base. Cada
suport inclourà un rodament interior, i una vegada fixats a la base, s’introduirà el
conjunt base-suport en els cilindre guia per tal de que el conjunt llisqui a travès del
cilindre guia. El rodament del suport serà circular, podrà ser de boles o d’agulles, i del
mateix diàmetre que el cilindre guia escollit per a què l’ajust sigui el més adeqüat
possible.
D’altra banda, per al sistema de desplaçament de la base de cada eix, l’opció de disposar
un cargol sense fi amb un motor acoblat en el seu extrem, es considera l’opció més
adequada perquè l’ajust entre el cargol i la femella és alt, presentant un valor de
tolerancia baix, fet que proporciona una bona precisió en cada desplaçament per petit
que sigui.
Es disposarà un kit cargol sense fi + un motor a cadascun dels tres eixos. El conjunt
estarà situat longitudinalment en el centre de cada base entre els dos cilindres guia
anteriors. El cargol sense fi estarà fixat en cada extrem per un suport amb rodament que
permetrà la rotació del cargol, i al llarg del cargol es desplaçarà una femella de boles, la
qual estarà fixada al centre de cada base de cada eix.
31
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
MOTORS
MOTORS DELS EIXOS
Per al moviment de les bases de cadascun dels eixos, s’incorporarà un motor per a cada
eix, amb un total de tres motors. La característica principal que es busca en aquests
accionaments és la precisió, a més de disposar d’un parell adequat per a poder moure
amb facilitat cadascuna de les estructures mòbils. La fresadora haurà de realitzar
moviments petits i de gran precisió, motiu que impulsa a buscar un tipus de motor que
en la mesura del possible, el mínim valor de rotació sigui el més petit possible.
Els motors a utilitzar seran motors de corrent continua (DC), ja que s’utilitzarà una font
de corrent contínua per alimentar el sistema. Es descarta la utilització de motors de
corrent alterna (AC) ja que la seva velocitat de gir es fixa una vegada alimentats, i no
són aptes per a funcionar a baixes velocitats. En canvi, un motor de corrent contínua
convencional, una vegada rep alimentació tambè gira de forma contínua, pero la
velocitat de gir ve determinada per la tensió d’entrada. A més tensió, més velocitat, i
menys tensió, menys velocitat de gir.
Els motors DC es poden classificar en dos tipus:
Motors amb escombretes
Motors sense escombretes o brushless.
- MOTORS DC AMB ESCOMBRETES
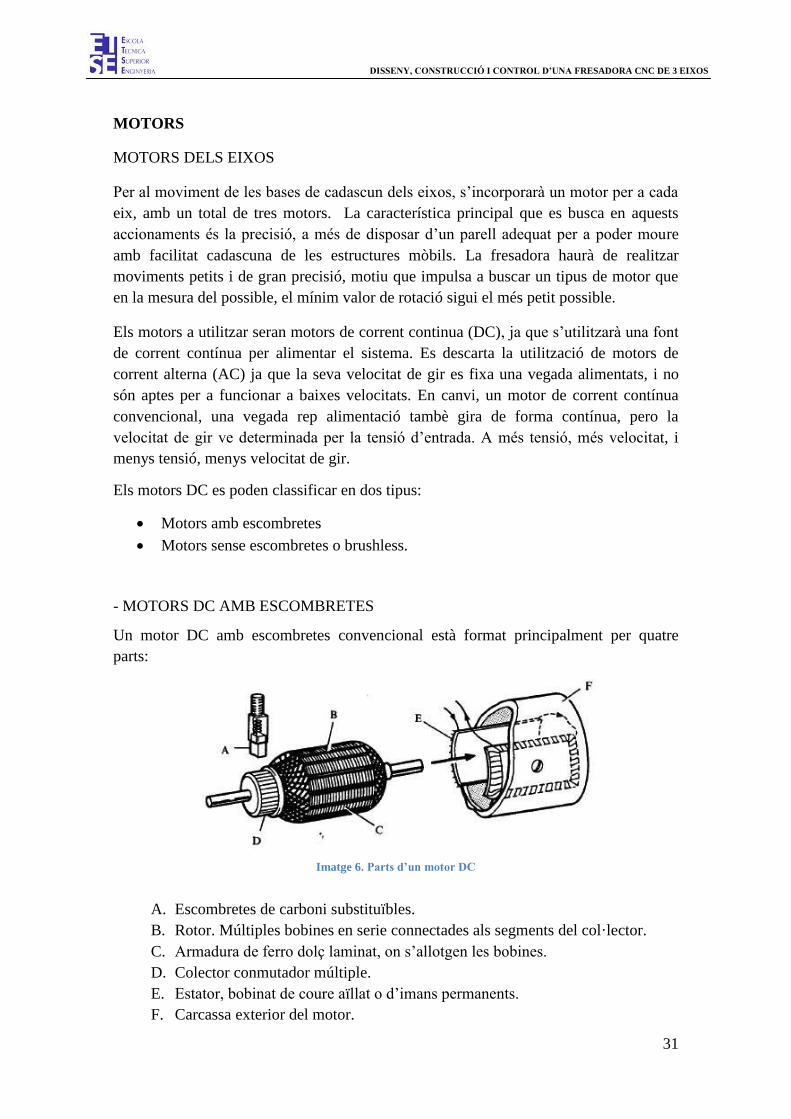
Un motor DC amb escombretes convencional està format principalment per quatre
parts:
Imatge 6. Parts d’un motor DC
A. Escombretes de carboni substituïbles.
B. Rotor. Múltiples bobines en serie connectades als segments del col·lector.
C. Armadura de ferro dolç laminat, on s’allotgen les bobines.
D. Colector conmutador múltiple.
E. Estator, bobinat de coure aïllat o d’imans permanents.
F. Carcassa exterior del motor.

32
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
A més, els motors DC amb escombretes es poden classificar en:
Motor DC amb bobinat en derivació: les bobines del rotor i de l’estator es troben
connectades en paral·lel, proporcionant una velocitat de gir constant
independentment de la càrrega aplicada.
Motor DC amb bobinat serie: les bobines del rotor i de l’estator es troben
connectades en serie. Tenen l’avantatge que disposen d’un parell alt, pero a
diferència dels anteriors, a major càrrega la velocitat de gir disminueix.
Motor DC amb bobinat compost: es tracta d’una combincació dels dos tipus
anteriors, i ofereixen una velocitat de gir constant independentment de la càrrega
i un parell alt.
Motor DC amb excitació independent: el subministrament de tensió es realitza
per separat rotor i estator.
Motor DC d’imants permanents: el estator està format per imants permanents en
comptes de bobinat. Aquest tipus es el tipus de motor de corrent contínua més
utilitzat per ser de més petit, lleuger i eficient que els altres tipus de motors.
El funcionament d’un motor de corrent contínua amb escombretes una vegada
alimentats els seus terminals, les bobines s’energitzen, formant un electroimant, de
manera que s’alineen amb els pols de l’estator. Com que al girar el rotor del motor
tambè gira el colector, llavors es canvien les polaritats i fa que el rotor torni a girar.
- MOTORS DC SENSE ESCOMBRETES
Aquests tipus de motors es diferencien dels altres al no portar escombretes, i la
commutació no es realitza mitjançant un col·lector. El seu rotor té un imant permanent a
sobre, i l’estator està fet d’acer laminat amb ranures on hi conté els bobinats. Existeixen
motors sense ranures a l’estator que tenen menor inductancia i permeten assolir
velocitats més elevades, pero el cost es més alt degut a tenir major bobinat.
Per a fer girar el rotor, s’energitza successivament les bobines del estator i la
commutació la realitza un controlador electrònic juntament amb un sensor de posició al
rotor.
33
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Els motors brushless tenen diverses avantatges respecte els motors amb escombretes:
Baix manteniment i no generen xispes.
Menor inercia, menys soroll i dimensions més reduïdes.
Alt parell d’arranc, parell pla fins a la velocitat nominal.
No canvia la velocitat en funció de la càrrega.
Pels múltiples avantatges que aporten els motors DC brushless, es considera oportú
escollir aquest tipus de motors per al moviment de cadascun dels tres eixos.
Una vegada escollit el tipus de motors, es necessari escollir entre motors DC brushless
convencionals o motors DC brushless pas a pas. Els motors DC convencionals giren de
forma contínua quan estan alimentats i els motors DC pas a pas no giren de forma
contínua, sinó que ho fan per passos. És a dir, cada vegada que reben un impuls giren
uns determinats graus. A més, en el cas que es mantigui energitzada la bobina, el motor
restarà immòbil en la mateixa posició en espera d’un altre impuls. I en el cas que es
desalimentin les seves bobines, el motor quedarà completament lliure.
A més, els motors pas a pas ofereixen una elevada precisió en cadascun dels moviments
i tambè disposen d’un bon parell, de manera que s’obtarà per incorporar motors pas a
pas.
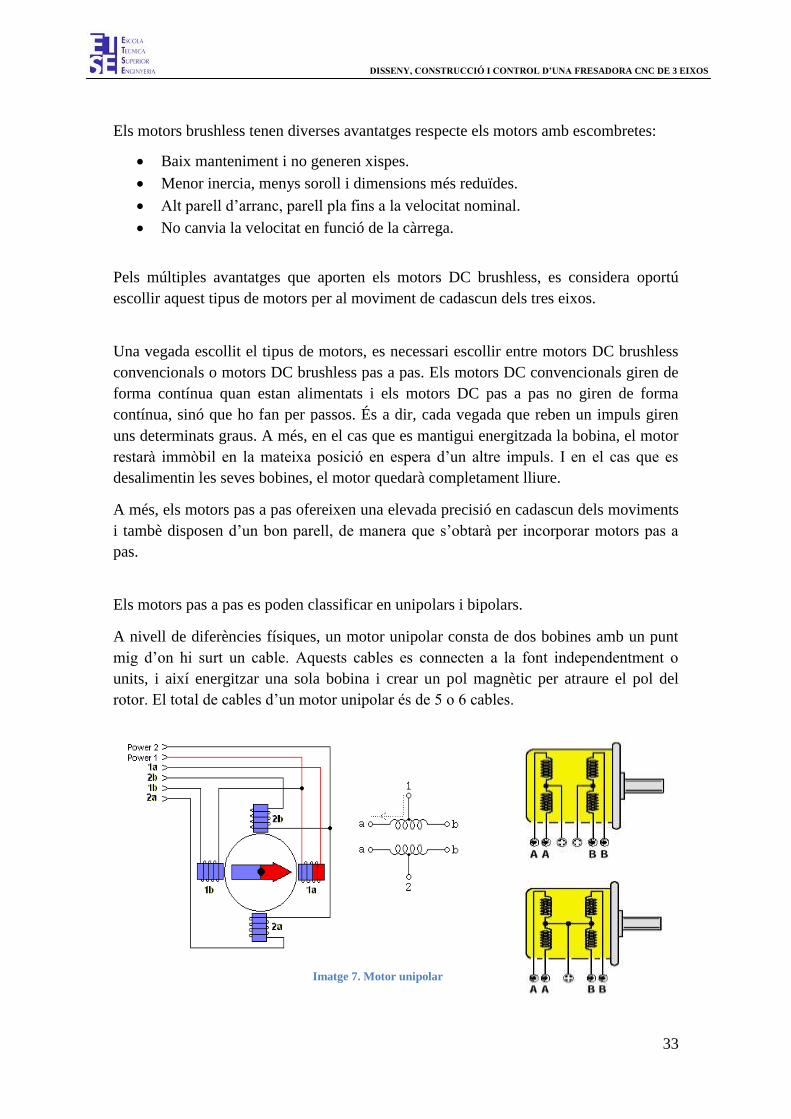
Els motors pas a pas es poden classificar en unipolars i bipolars.
A nivell de diferències físiques, un motor unipolar consta de dos bobines amb un punt
mig d’on hi surt un cable. Aquests cables es connecten a la font independentment o
units, i així energitzar una sola bobina i crear un pol magnètic per atraure el pol del
rotor. El total de cables d’un motor unipolar és de 5 o 6 cables.
I
Imatge 7. Motor unipolar

34
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
En el cas del motor bipolar, disposa de dos bobines sense punt mig de manera que tenen
4 cables, i cada parell de cables correspon als extrems d’una bobina. Tal com està
dissenyada la bobina, la corrent pot fluir en les dos direccions, motiu pel qual pot
canviar el sentit de gir del motor en funció de la direcció del flux de corrent per les
bobines.
Imatge 8. Motor bipolar
A continuació, es mostra una taula amb els avantatges dels motors bipolars respecte els
unipolars.
Motors bipolars Motors unipolars
Valor de parell: alt Valor de parell: menor que el bipolar
Tamany: reduït Tamany: major que el bipolar
Preu: econòmic Preu: superior al bipolar
Control: complicat, precisa d’una targeta
amb etapes de control de gir i potència
Control: més senzill que el bipolar, nomès
precisa un circuit d’alimentació.
Taula 1. Taula comparativa de motors

35
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Una vegada analitzats els diferents tipus de motors i haver avaluat els avantatges i
desavantatges d’un motor bipolar o unipolar, s’ha considerat que per al tipus d’aplicació
d’aquest projecte com és el control dels motors dels eixos d’una màquina fresadora el
tipus de motor més indicat és un motor DC brushless pas a pas bipolar d’imants
permanents per els múltiples avantatges que ofereixen.
Per tal de facilitar el disseny i la construcció, i com la diferència entre els nivells de
càrrega és petita, s’escollirà el mateix model de motor per als tres eixos.
SPINDLE - MOTOR PER AL FRESAT
Per a poder realitzar les operacions de mecanització, s’utilitzarà un motor DC pels
mateixos motius que s’han mencionat en l’apartat anterior. Per a mantindre una potència
sostinguda es recomana que disposi d’una font d’alimentació propia. Aquesta font
estarà alimentada a 220 V de corrent alterna de la xarxa eléctrica, gestionada per un relé
controlat a partir d’una placa electrònica. Quan el relé s’activi, la font d’alimentació
pròpia del motor del fresat entregarà entre 24-110 V de corrent contínua al motor per al
seu funcionament.
El client demana una màquina que treballi peces en una gran varietat de formes i
complexitats. Per això és necesari que la màquina proporcioni un ampli rang de
velocitats de rotació i que el spindle disposi d’un bon parell per a poder realitzar la
mecanització sense dificultats.
Per a evitar possibles escalfaments del motor, és recomanable disposar d’un sistema de
refrigeració forçada, ja sigui extern o bè que el mateix motor incorpori un sistema de
ventilació. Per tal de simplificar-ne el muntatge i l’acabat final, s’obtarà per un motor
que incorpori el sistema de ventilació en el mateix eix de gir del motor.
36
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
COMPONENTS ELECTRÒNICS
UNITAT DE CONTROL
S’incorporarà una unitat de control per la gestió i control de tots els components que
formen el conjunt de la fresadora. Degut als costos que suposaria dissenyar i fabricar
una placa electrónica a mida, el més adequat és comprar una placa electrónica
disponible al mercat que cumpleixi amb escreix les necessitats existents. Les
especificacions són les següents:
3 Entrades digitals per als sensors de finals de carrera.
3 Sortides digitals per gestionar els 3 motors dels eixos.
1 Sortida digital per a l’activació/desactivació del ventilador.
4 Sortides digitals per a l’activació/desactivació dels relés.
1 Sortida digital PWM per al control del motor de la fresadora.
La unitat de control ha d’incorporar tots els elements necessaris per tal de poder
connectar directament els elements, sense necessitat d’afegir cap hardware per expandir
les possibilitats de la placa original. Interessa que disposi de suficient memòria per al
codi, suficients pins per als perifèrics a utilizar, i ports UART per tal de connectar
dispositius en sèrie per a possibles millores o ampliacions.
Per al control dels motors dels motors pas a pas, serà necessari incorporar un driver o
controlador de cadascun dels motors. Aquests aniran muntats a sobre d’una placa
interfase, la qual es muntarà a sobre de la placa electrònica de control. Els sensor de
final de carrera i qualsevol altre component es connectarà als ports corresponents
d’aquesta placa interfase Tot el conjunt anirà muntat a sobre de la placa unitat de
control, que en realitzarà la gestió de tot el conjunt.
Finalment, la unitat de control seleccionada, ha de disposar de l’entorn de programació
propi per a què es puguin carregar i editar codis de programa. Es preferible escollir un
entorn visual i de senzilla utilització per a facilitar les tasques de programació.
37
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
CONTROLADORS DELS MOTORS
Es necessitarà controlar tres motors, un per a cada eix. Per a fer-ho seran necessaris tres
controladors de motor, tambè anomenats drivers. Principalment s’encarreguen de
realitzar el control de la corrent entregada al motor i poder realitzar els micro-passos o
microsteps. L’avantatge de poder realitzar microsteps és que el driver pot augmentar el
nombre de passos per cada volta del motor.
La utilització de controladors es imprescindible ja que qualsevol microcontrolador del
mercat no és capaç d’alimentar el moviment del motor, perquè està dissenyat per a
senyals digitals, i no soporta la potència que necessita un motor. Per això es precisen els
drivers, els quals actuen de regulador de la corrent dels motors. Disposen d’un o dos
potenciòmetres segons el model per a regular la corrent subministrada al motor que
controla.
La posada en marxa d’un motor s’iniciarà quan el microcontrolador enviï una senyal
digital al driver, i aquest permeti el pas de corrent de 12 V de la font d’alimentació
general cap al bobinat del motor.
Per tant s’incorporaran tres controladors de motor que permetin regular la corrent
subministrada als motors i tambè augmentar el nombre de passos per volta de motor,
reduint així el nombre de graus per volta, i millorant la precisió al poder realitzar
moviments més petits.
FONT D’ALIMENTACIÓ
Per a l’alimentació de tensió de tot el conjunt de la màquina fresadora, s’instal·larà una
font d’alimentació, que alimentada a 220-240 V de corrent alterna de la xarxa eléctrica,
proporcioni 12 V de corrent contínua a la seva sortida. Per les característiques de
l’estructura és recomanable una font d’alimentació de dimensions reduïdes per a poder
intergrar-la en l’estructura, evitant haver de fabricar un suport extern.
REGULADOR DE TENSIÓ
S’incorporarà un regulador de tensió per a visualitzar la tensió d’entrada i sortida i a
més que disposi de la possibilitat de regulació de la tensió de sortida, augmentant o
reduint-ne el valor segons necessitat. La tensió d’entrada serà de 12 V de corrent
contínua, proporcionada per la font d’alimentació anterior.

38
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
MÒDUL DE RELÉS
Es previndrà la disposició d’un mòdul de relés, on el nombre total de relés independents
no sigui inferior a quatre. Cadascun dels relés serà l’encarregat de proporcionar la tensió
corresponent al component al qual estigui connectat. És necessària la incorporació del
mòdul perquè la majoria de microcontroladors proporcionen 5 V a la seves sortides i la
gran part de components elèctrics i electrònics la seva tensió de funcionament és de 12
V. La senyal de 5 V del microcontrolador s’encarregarà de tancar el contacte del relé i
deixar pas als 12 V de l’entrada del contacte cap al component corresponent.
FINALS DE CARRERA
S’incorporarà un sensor de final de carrera per a cadascun dels eixos. Es trobaran fixats
a l’estructura i cadascun tindrà la funció de proporcionar el punt de referència que la
base de l’eix on està fixat ha arribat al seu extrem, posició que s’utilitzarà com a
referència d’inici, tambè anomenada homing. Per tal de determinar el punt de referència
de l’altre extrem de cada eix, es prescindirà d’incorporar un final de carrera, i es
referenciarà mitjançant un valor numèric en el codi del programa.
El conjunt de la fresadora disposarà de tres finals de carrera de tipus pulsador, un per a
l’eix X, el qual es trobarà situat al costat dret a mitja altura i actuarà la base de l’eix faci
contacte amb el sensor. El següent, per a l’eix Y, estarà fixat a l’estructura sota la base
de l’eix, i actuarà quan la lleva que porta la base incorporada faci contacte amb el
sensor. L’últim sensor, per a l’eix Z, es trobarà situat al costat dret, a la mateixa altura
que al sensor de l’eix X i serà activat amb el mateix procediment que els anteriors finals
de carrera.
VENTILADOR
Per a la refrigeració dels components electrònics, està prevista la instal·lació d’un
ventilador a sobre el conjunt de plaques electròniques. Haurà de ser un ventilador
alimentat a 12 V, alimentat mitjançant un relé, que estarà en funcionament sempre que
la fresadora estigui en marxa i el seu diàmetre total no sigui superior a 45 mm. El
principal objectiu es la refrigeració dels drivers de motors que acostumen a agafar
temperatura.

39
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
6.2.3 Requisits de Software
A l’hora de seleccionar el software més adequat per al client és important entendre les
principals dificultats que afronten els clients a l’hora d’utilitzar una nova màquina o
sistema. En aquest cas, es tindrà en compte els següents punts per a la selecció del
software:
Senzill i intuitiu (el més visual possible) per a facilitar la formació i adaptació
dels treballadors.
Intentar una màxima automatització del procés. És a dir, que requereixi el mínim
nombre de pasos per a realitzar l’activitat.
Fàcil instalació i configuració per a evitar possibles errors inesperats.
Software flexible i escalable – que en un futur es pugui ampliar amb altres
funcions (potser més innovadores) aprofitant la familiaritat que tenen els
treballadors amb el software.
A mesura de lo possible, utilitzar programes coneguts en l’àmbit del disseny
industrial per aprofitar la possible familiaritat del personal i compatibilitat entre
programes.
Que sigui adequat per el tipus de peces que es treballaran.
Principalment el conjunt software, es pot dividir en tres parts tal i com mostra el
diagrama.
Imatge 9. Diagrama dels requisits de software
SOFTWARE
CREACIÓ GCODE
FIRMWARE
PROGRAMES DE CONTROL
40
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Per a configurar una fresadora és necesari disposar almenys dels següents programes:
Programa per la creació del disseny de les peces
Programa editor de gràfics vectorials capaç de crear i editar diagrames, linies,
gràfics, logotips, il·lustracions complexes i plànols de la peça a fabricar, en un
conjunt d’instruccions que puguin ser llegides i compreses per la màquina (codi
gcode). Aquest programa ha d’admetre arxius de qualsevol tipus d’imatge, plànol i/o
amb format de la majoria de programes disponibles d’edició i modificació
d’imatges, dibuixos i plànols.
El procès s’iniciarà amb la creació d’un plànol o dibuix mitjançant un programa
comercial de disseny. Seguidament, l’arxiu que contingui el plànol o imatge es
carregarà al programa de disseny de les peces. Una vegada carregat, realitzant unes
breus instruccions es transformarà el dibuix o plànol inicial en un conjunt de punts i
vectors. Tot el conjunt de punts estarà contingut en un arxiu de codi on cada punt
tindrà unes coordenades (X,Y,Z). Aquest arxiu s’anomena codi gcode.
Firmware
Controlador que s’ha d’instalar a la màquina per a què aquesta pugui interpretar el
codi rebut i executar-lo. Es tracta d’escollir un software lliure bàsic per al control
d’aquest tipus de màquines, en el qual s’inclourà la part de codi corresponent. El
firmware ha de ser executable per l’entorn de programació escollit d’acord amb la
unitat de control seleccionada. Ha de permetre editar el codi, compilar i carregar el
firmware a la placa de control que gestionarà tot el software.
En el programa principal del firmware, primer de tot s’escolliran els codis “M”
disponibles, s’assignarà una acció a cada codi “M” i s’habilitaran les sortides de la
unitat de control següents:
o Sortida digital per la gestió del ventilador.
o Sortida digital per l’activació del relé d’alimentació de la font d’alimentació
del spindle.
o Sortida PWM per al control del spindle, on segons el valor que se li
proporcioni funcionarà amb un rang de 0-100%.
Seguidament, mitjançant un “switch” es crearan els diferents casos per a cada codi
“M” creat de nou.
A banda, en l’arxiu llibreria de configuració, es definiran diversos paràmetres dels
motors com per exemple: el seu nombre, el nombre de passos per unitat (obtingut a
partir de càlculs), l’acceleració, i la distància en mil·límetres des de l’origen.

41
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Programa de control – Comunicació entre la máquina i l’ordinador
Principalment s’envia la sol·licitud amb el codi gcode del disseny de la peça a
fabricar. Aquest programa ha de ser senzill d’utilitzar, visual i intuïtiu. La finalitat
d’aquest programa es dur a la realitat un dibuix o plànol en forma de codi.
Per a fer-ho el programa ha d’estar instal·lat en un ordinador convencional, i aquest
mateix ordinador ha d’estar connectat a la màquina fresadora mitjançant un cable de
comunicació tipus USB connectat a la placa electrònica general. S’escollirà l’arxiu
de codi “G” creat anteriorment i es carregarà al programa de control. Com que el
programa de control ja està configurat per acceptar arxius de codi “G”, no ha de
sorgir cap tipus d’imprevist.
Seguidament, tant sols es precisa iniciar el codi “G” per a què la màquina fresadora
iniciï la mecanització i es desplaci des de l’origen cap al seu primer punt del codi
gcode.

42
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
7. ANÀLISIS DE SOLUCIONS
Una vegada coneguts els requisits de disseny del projecte, s’analitzaran les alternatives
més rellevants, que afecten directament a la seguretat de l’activitat i de les persones, i
als aspectes tècnics i econòmics.
El fet d’escollir una o altra alternativa, està condicionat per tal d’assolir un alt nivell de
funcionalitat, fiabilitat, rendibilitat i seguretat sempre justificant el factor econòmic.
7.1 SELECCIÓ DE L’ESTRUCTURA
Tal i com s’ha mencionat als requisits de disseny, el material en què es realitzarà
l’estructura ha de ser resistent, lleuger, amb un bon acabat i en la mesura del possible de
fàcil muntatge per tal d’evitar costos afegits de mecanització.
MATERIAL
En el sector industrial predomina la utilització de l’acer i l’alumini per les múltiples
qualitats que tenen. Els dos materials ofereixen la possibilitat de disposar de bones
característiques de resistencia i conductivitat.
L’acer és més maleable i la duresa superficial és major enfront de l’alumini. Tots dos
són bons conductors de l’electricitat, i en el cas de l’alumini és dos vegades millor
conductor que el coure.
Pel que respecta a l’alumini, aquest genera una capa natural d’òxid protector que el fa
resistent a la corrosió. És més fàcil de mecanitzar al tenir un baix punt de fusió. La seva
densitat és tres vegades més baixa que l’acer, concretament l’alumini té una densitat de
2,72 mg/m3 i l’acer 7,85 mg/m
3. Motiu pel qual l’alumini és molt més lleuger que
l’acer. Com a desavantatge, l’alumini té la meitat del rendiment a la fatiga que l’acer.
En el cas d’escollir l’acer com a material per a realitzar l’estructura, al mercat hi ha
múltiples accessoris de caire general que es podrien adaptar, pero en qualsevol cas, el
procès de mecanització és inevitable.
D’altra banda, una altra opció disponible és perfil estructural d’alumini, el qual ve
suministrat amb barres de fins a 6 metres, preparat per fixar-hi components i disponible
en diverses mesures. La seva secció és quadrada i disposa de quatre canals al llarg de la
longitud de cada cara, on s’hi introdueixen les femelles, cargols o qualsevol altre
sistema de fixació. A més, existeix un tipus d’angle segons la mesura de perfil escollit,
sistemes per a la unió de perfils, embellidors, cargols de diverses longituds i femelles
per a diverses mètriques...
Al mercat es troben disponibles múltiples accessoris de caire universal per poder
adaptar a qualsevol superfície, i accessoris exclusius segons els tipus de perfileria
escollit.

43
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
A continuació es mostra una taula comparativa d’ambdós materials:
Característiques físiques i mecàniques Perfils laminats d’acer Alumini
Pes específic (g/cm3) 7,85 2,70
Punt de fusió (ºC) 1535 658
Coeficient de dilatació tèrmica lineal (10-6
ºC-1
) 11 23
Resistivitat elèctrica (microohms-cm2/cm) 19 2,8
Resistència a tracció (N/mm2) 370-620 250-300
Límit elàstic 0,2 (N/mm2) 240-360 270
Mòdul d’elasticitat (N/mm2) 200.000 65.000
Taula 2. Taula comparativa de materials
Com s’ha dit anteriorment, la disponibilitat d’un gran ventall d’accessoris i possibilitats
a un preu raonable, de fàcil instal·lació, bona aparença física i pràcticament sense
mecanització té un pes important en la selecció del material estructural per a la
construcció de la màquina fresadora. Un altre factor a tenir en compte, és que l’alumini
a diferència de l’acer no precisa ser pintat per evitar la corrosió, evitant així costos en
productes pels acabats superficials com pintura i imprimació.
D’altra banda, la construcció de l’estructura es realitzarà seguint el disseny establert,
formant una base quadrada amb perfil estructural d’alumini de secció quadrada, amb un
reforç al centre, i l’altura es construirà seguint el mateix procediment que la base.
El conjunt de perfileria es fixarà mitjançant angles d’alumini amb tornilleria específica
per al pefil seleccionat. A més, s’utlitzaran femelles específiques per a la fixació dels
components mecànics i electrònics a l’estructura. Per assegurar un correcte assentament
de cada element fixat a l’estructura, entremig es disposaran plaques d’alumini a mida,
que s’obtindran a partir de mecanitzar una làmina d’alumini d’alguns mil·límetres.
44
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
7.2 SELECCIÓ DE COMPONENTS MECÀNICS
Per a la realització de l’estudi dels sistemes de desplaçament i guiatge, el primer que
s’ha realitzat és investigar sobre la disponibilitat de sistemes que hi ha al mercat que
puguin ser d’utilitat per a la realització del projecte.
Per al sistema de desplaçament l’opció més fiable i senzilla és optar per un cargol sense
fi perquè ofereix una bona precisió, amb un bon ajust entre el cargol i la femella que
llisca pel cargol. Mitjançant un motor pas a pas acoblat en el seu extrem, el cargol
realitzarà el gir a dreta o esquerra segons se li ordeni. La majoria de cargols sense fi que
es troben al mercat són d’acer, i aquests són subministrats amb la femella de boles que
recorre el cargol. A més, no tots tenen una mateixa longitud, sinó que a la venta es
poden trobar cargols de diverses longituds. Així doncs, aquest és un motiu a tenir en
compte en el moment del disseny.
Mencionar que per a facilitar el muntatge i la recerca de components independents, es
pot optar per l’adquisició de kits de cargols sense fi, els quals incorporen els suports de
fixació dels seus extrems, la femella de boles i el suport de la femella.
L’altre a punt a determinar és el mètode de guiatge de les bases de cada eix. És
imprescindible que cada base es desplaci paral·lelament amb el seu pla i en línia recta.
Tot i que l’operació de fresat no precisa grans esforços, és necessari que les guies per on
lliscaran els rodaments siguin rígides i no presentin deformació.
Al mercat es poden trobar barres cilíndriques d’acer, de diverses longituds. A més,
també estan disponibles els suports específics per a fixar les barres cilíndriques a
l’estructura, com els suports mòbils amb rodament de boles que es desplaçaran pel
cilindre guia. Aquests han de tenir el mateix diàmetre que els cilindres guia per tal de
poder fixar i introduir els cilindres guia dins els orificis dels suports.

45
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
7.3 SELECCIÓ DELS MOTORS
7.3.1 Motors per a l’accionament de cada eix
Tal i com s’ha escollit anteriorment, s’utilitzaran motors pas a pas perqué mitjançant un
programa de control, ofereixen la possibilitat de controlar la seva velocitat, acceleració,
es mantenen fixes quan estan alimentats, i sobretot perqué ofereixen un control
excepcional de la seva posició.
Per a la selecció d’un motor pas a pas es necessari tenir un compte una serie de
característiques que a continuació es descriuran breument.
Nombre de passos per volta
Els motors pas a pas com s’ha dit anteriorment, no tenen un moviment continu, i per
tant, no poden posicionar-se en tots els angles. Per exemple, funcionen com els segons
d'un rellotge d'agulles, que només tenen 60 posicions. Llavors com més passos tingui el
motor, s’aconseguirà tenir una precisió més elevada.
La majoria de motors disponibles al mercat solen tenir 200 passos per volta. Això és
360º / 200 = 1,8º per cada pas.
Micropassos
Els drivers son els encarregats de realitzar els micropassos, i per a cada motor es precisa
un driver. En el cas de no disposar d’ells, el funcionament dels motors es brusc. Per
tant, es necessari comptar amb un tipus de motor on els drivers escollits siguin
compatibles.
Tamany i Estàndard
Per aquestes aplicacions el tipus de motor NEMA es el més utilitzat.
NEMA és l'acrònim de National Electrical Manufacturers Association. Es classifiquen
segons el tamany en NEMA14, NEMA17, NEMA23...
El nombre diu la mida del motor. En concret diu la mida de la cara frontal del motor.
Per exemple, NEMA17 vol dir que mesura 1,7x1,7 polzades.

46
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
En general un motor de més grandària sol implicar més parell, però no té perquè ser
així. És possible que un NEMA14 superi a un NEMA17, però depèn del fabricant i de
les característiques del motor.
En l’elecció del tamany del motor, tambè es té de tenir en compte la seva ubicació. Si el
motor estarà fixat a una part mòbil de la màquina, un motor més gran implica més pes, i
això vol dir més inèrcia, i més costarà de moure l’eix.
Els motors NEMA14 són lleugers, però és difícil trobar-los amb la força necessària. Els
NEMA17 i NEMA 23 són els motors més senzills d'aconseguir i són els més comuns.
Calor
Es té de tenir en compte que els motors s'escalfen bastant. Si treballen al límit de la seva
capacitat no és difícil que arribin als 80º graus. Per tant és preferible utilitzar un motor
NEMA17 que treballi de forma còmode amb un augment mínim de temperatura, que un
NEMA14 que encara que disposi del parell necessari, treballi al límit amb el consegüent
augment de temperatura.
Resistència
Entre les especificacions del motor hi ha la resistència interna. En tenir més resistència,
el motor s'escalfa més, i és possible que no permeti circular la suficient corrent perquè
el motor es mogui.
Voltatge
És comú que el motor tingui un valor del tipus 3,6 V i estigui alimentat per una font de
12 V. Com que el motor és una bobina de coure, on la resistència es constant, per la Llei
d'Ohm, si la resistència és constant, els ampers són proporcionals al voltatge.
I en el cas dels motors bipolars, els drivers gestionen correctament l'energia i tenen un
límit màxim de potència. El driver mesura la quantitat de corrent i la limita quan arriba
al límit. Per això, el voltatge no és tant important, ja que es gestionarà la potència
calibrant el controlador del motor.
Una vegada descrites les principals característiques a tenir en compte en l’adquisició
d’un motor pas a pas bipolar, es creu convenient escollir tres motors NEMA17 o
NEMA23 per a l’accionament de cada eix, per les bones prestacions i fiabilitat que
ofereixen.

47
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
7.3.2 Motor d’accionament rotatori per al fresat
Per a realitzar les operacions de mecanitzat és necessari disposar d’un motor de corrent
contínua rotatori. Al mercat es poden trobar diversos motors que podrien cumplir amb
el seu objectiu, pero tal com s’ha dit en els requisits de disseny es recomana la
utilització d’un motor que disposi de la seva propia font d’alimentació.
La millor opció és escollir un kit motor+font d’alimentació+suport per al motor amb un
bon parell i que la velocitat de rotació es pugui canviar. La font d’alimentació estarà
alimentada amb 220 V de la xarxa eléctrica, i mitjançant un relé controlat, activarà la
font i aquesta entregarà un valor entre 24 i 110 V de corrent contínua al motor.
Desprès d’haver analizat diverses opcions d’implementació, es considera que escollir un
kit de motor+font d’alimentació+suport és la millor opció per la seva bona relació
qualitat/preu.
7.4 SELECCIÓ DELS COMPONENTS ELECTRÒNICS
7.4.1 Unitat de control
En el món actual, la tecnologia avança molt ràpidament, i es troba present en cadascuna
de les tasques diàries que qualsevol persona realitza. Des de petites aplicacions fins a
programes complexos, tots necessiten almenys un microcontrolador. Avui en dia es
poden trobar plaques electròniques que incorporin els microcontroladors per a
programar una aplicació.
Tot seguit es comentaran les principals alternatives de plaques electròniques que
podrien ser útils per a la realització del projecte, amb els seus avantatges i
inconvenients.
Arduino:
Es tracta d’una plataforma oberta i versàtil, enfocada a públic no expert, per al
desenvolupament de productes electrònics. Com que es tracta d’un hardware lliure, tots
els seus dissenys poden utilitzar-se i millorar-se, i té una gran quantitat d’adeptes.
El seu hardware consisteix en una placa de circuit imprès amb un microcontrolador,
ports digitals i analògics d’entrada/sortida, que es poden connectar a plaques
d’expansió, les quals amplien les característiques de funcionament de la placa original.
Mitjançant un port de connexió USB, es pot alimentar la placa i comunicar-se amb
l’ordinador.
Pel que refereix al software, la placa es pot programar des de qualsevol ordinador,
utilitzant una comunicació sèrie tipus RS-232.

48
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
BeagleBone:
Es tracta d’un ordinador petit, aproximadament del tamany d’una targeta de crèdit. Es
pot executar un sistema operatiu com Linux o Android, i es poden executar programes
sobre aquests sistemes operatius. Respecte a Arduino, BeagleOne està dissenyat per a
treballar a un nivell força més alt i disposa d’una capacitat de procés superior.
El desavantatge respecte Arduino és el seu elevat preu i el fet que precisa uns majors
coneixements a nivell de programació.
Raspberry Pi:
Com en el cas anterior, es tracta d’un mini ordinador, de cost més barat que l’anterior
però més car que Arduino. Té la possibilitat de poder desenvolupar programes més
complexos que en Arduino, ja que permet utilitzar llenguatges de programació d’alt
nivell com Phyton, C++ i Java. Com a desavantatge té una plataforma més complicada
que Arduino.
Nanode:
Es tracta d’una evolució d’Arduino, el qual permet la connexió a internet a través d’una
aplicació i permet utilizar-lo com servidor de pàgines web simples. De la mateixa
manera que Arduino, es programa amb el mateix entorn i és obert, per a què es pugui
programar des de qualsevol sistema operatiu (MAC, Linux i Windows). La diferència
més evident entre ambdós és el preu, ja que Nanode té un cost inferior a Arduino amb
una qualitat i funcionalitat semblant.
Així doncs, per a la gestió del sistema de control, existeixen diferents possibilitats. Però,
es considera que la millor opció és Arduino degut a que és una plataforma senzilla
d’entendre i d’utilitzar i disposa d’una gran comunitat de recolzament amb molta
informació arreu. A més, per a dur a terme aquest projecte, la utilització d’una placa de
control Arduino compleix amb escreix les necessitats de control de la fresadora.
La placa més indicada és la Arduino Mega 2560 per les seves característiques,
juntament amb una placa electrònica Ramps 1.4 muntada a sobre. Aquest tipus de placa
està dissenyada per aplicacions com el control d’una impressora 3D o un sistema CNC i
és idonia per poder ubicar fins a cinc controladors de motors i disposar de les mateixes
entrades/sortides i prestacions que la placa Arduino Mega 2560 a l’anar muntada a
sobre.
A més, Arduino disposa d’un entorn de programació visual i amb molta informació de
com utilitzar-lo correctament.

49
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
7.4.2 Controladors dels motors
Per tal de realitzar el control dels motors dels eixos, és necessari la incorporació d’un
driver per a cada motor. Una vegada escollida la placa unitat de control, es poden
determinar els controladors dels motors a utilizar.
El microcontrolador de la placa Arduino no és capaç d’alimentar el moviment del motor
perquè està dissenyat per a senyals digitals, i no soporta la potència que necessita un
motor. Per això es precisen els drivers, els quals actuen de regulador de la corrent dels
motors. Quan l’Arduino envía una senyal, el driver permet el pas de corrent des de la
font d’alimentació fins la bobina del motor. Així doncs, fa de separador entre la tensió
que alimenta l’Arduino de 5 V, i la que alimenta les bobines dels motors a 12 V. Per
aquest motiu, l’Arduino es pot alimentar mitjançant un cable USB de 5 V, però a banda
es necessita una font d’alimentació externa de 12 V per als motors.
Per a la incorporació dels controladors dels motors en una placa Arduino Mega,
únicament es pot muntar una placa Ramps 1.4. Aquesta únicament pot incorporar dos
tipus de controladors de motors: DRV8825 o A4988. El driver A4988 admet una
corrent máxima de 2 A, i permet la realització de fins a 16 micro passos. En el cas del
DRV8825, admet un valor de corrent màxim de 1,5 A, amb ventilació forçada fins a 2,2
A i permet la realització de fins a 32 micro passsos. Tant un model com l’altre, disposen
d’un potenciòmetre per a poder regular la corrent subministrada al motor.
Així doncs, com uns dels requisits principals és obtenir un valor de passos per volta de
motor el major possible, el controlador DRV8825 permet realitzar el doble de passos
que el controlador A4988, i a més disposen d’un valor de potència superior als A4988.
Per aquests dos motius, els drivers escollits són els DRV8825.
7.4.3 Font d’alimentació
Per a l’alimentació de tensió al conjunt de la màquina fresadora, la font d’alimentació
principal ha d’estar alimentada a 220-240 V DC i proporcionar 12 V DC a la seva
sortida. Al mercat es poden trobar múltiples fonts que cumpleixen aquestes
caracterísitques, diferenciant-se en forma i dimensions, així com tambè algunes tenen la
possibilitat d’ajustar la tensió de sortida.
Com es precisa una font d’alimentació amb una bona relació qualitat/preu i amb un
tamany reduit per a poder-la integrar a l’estructura, es creu convenient utilitzar una font
d’alimentació com les utilitzades per alimentar equips portàtils.

50
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
7.4.7 Regulador de tensió
Per a poder controlar la tensió d’entrada i sortida, s’instal·larà un regulador de tensió el
qual admeti una tensió d’entrada entre 4 V – 40 V DC, i mitjançant un potenciòmetre es
pugi regular la tensió de sortida per obtenir un rang de valors de 2 V – 40 V DC.
La majoria de reguladors de tensió que es troben disponibles al mercat tenen unes
característiques semblants. S’escollirà un regulador que disposi de les característiques
esmentades, i a més disposi d’un visualitzador de 7 segments d’almenys dos dígits per a
poder visualitzar la tensió d’entrada i de sortida, que es seleccionarà mitjançant un
pulsador.
7.4.7 Mòdul de relès
Per tal de gestionar la tensió que s’aplicarà a elements com la font d’alimentació del
spindle o el ventilador, tal com s’ha dit s’incorporarà un mòdul de relés. Al mercat es
poden trobar múltpiles mòduls equipats amb un sol relé o fins a setze relés. En el cas
que ens ocupa s’escollirà un mòdul de quatre relés, ja que dos dels gestionaran el
ventilador i la font del spindle. Els altres dos resten a la disposició de modificacions o
futures ampliacions com una impresora 3D.
7.4.6 Final de carrera
Per requisits de disseny es necessiten tres finals de carrera, un per cada eix. El tipus de
sensor serà de tipus pistó per les característiques de l’actuador que activarà el pulsador.
No es creu convenient utilitzar finals de carrera de palanca perquè ocupen més espai.
Tampoc es creu oportú que el final de carrera incorpori una roldana, perquè el contacte
serà perpendicular sense que hi hagi cap desplaçament.
7.4.7 Ventilador
Per a la refrigeració del conjunt de plaques electròniques i controladors de motor es pot
escollir un ventilador d’extracció d’aire o bé d’impulsió d’aire. Al mercat estan
disponibles infinitat de models. Per a refredar el conjunt electrònic de control s’escollirà
un ventilador d’impulsió d’aire perquè el contacte directe de l’aire refredarà els
components. Al no tractar-se d’un recinte tancat, no és necessari un ventilador
d’extracció.
El ventilador no tindrà un diàmetre superior a 45 mm, la seva tensió de funcionament
serà de 12 V.

51
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
7.5 SELECCIÓ DEL SOFTWARE
El principi bàsic d’un programa de control CNC per a mecanitzar una peça utilitza un
sistema de coordenades, les quals determinen el moviment de l’eina de tall. El
moviment es realitza respecte els eixos de coordenades de la màquina, X, Y i Z. És
determinant que sempre que s’iniciï la fresadora, les bases de cada eix estiguin en una
determinada posició coneguda, la qual serà el punt de referència (0,0,0). L’operació de
posicionar cada base al punt inicial s’anomena homing.
A partir d’aquí, cada moviment i cada posició de la fresadora té unes coordenades i un
valor de velocitat en el cas del desplaçament.
Una vegada conegut el funcionament principal d’un sistema CNC, es procedirà a
seleccionar els programes i el procediment per a la fabricació d’una peça a partir d’una
imatge o un plànol.
a. CREACIÓ CODI GCODE
Inkscape
És un dels programes més complerts per a la creació del Gcode (codi que pot interpretar
la màquina fresadora). Concretament, és una eina de codi obert d’elaboració de gràfics
en format vectorial. A partir d’una imatge o un plànol, el programa converteix la imatge
amb un conjunt de punts, per seguidament formar un arxiu de codi (Gcode) amb totes
les coordenades de cada punt.
b. FIRMWARE
Marlin o Grbl
Aquest software és el que interacciona directament amb el hardware, interpretant les
senyals que provenen del hardware i mitjançant les funcions que inclou, gestiona i
executa el codi de coordenades que indica les diferents coordenades on es té de
posicionar l’eina.
Per a màquines fresadores CNC els dos més utilitzats son el firmware Marlin o
firmware Grbl. Tant un com l’altre son lliures, i consisteixen en un codi bàsic general el
qual es té de configurar segons els dispositius hardware on s’executarà i adaptar-lo
segons necessitat, afegint funcions específiques, configurant la velocitat dels motors, els
nombre de motors, la distància a recòrrer des de l’origen...
Tant el firmware Marlin com el Grbl es poden executar a partir de l’entorn de
programació d’Arduino, en una placa Ramps 1.4 i Arduino Mega.

52
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
c. PROGRAMA DE CONTROL
Pronterface
Amb aquest programa és possible poder controlar una fresadora CNC. Aquest dòna la
possibilitat de controlar manualment la fresadora mitjançant l’enviament d’ordres
concretes, engegar/aturar els motors, tornar la fresadora a la posició inicial (homing),
canviar la velocitat dels motors… A més, de poder carregar un arxiu de codi Gcode,
generat a partir del programa anterior Inkscape, volcar-lo a la fresadora i executar-lo.
Disposa d’un visualitzador que permet veure en un pla X-Y les trajectòries i els
moviments que realitza la màquina fresadora en tot moment. Tambè inclou icones
d’accions comunes com el homing de cada eix independent, del conjunt d’eixos, o la
modificació de la velocitat, també es poden crear icones amb funcions determinades per
executar-les més còmodament.
CNC Control
Programa de control per a la fresadora amb característiques molt semblants al programa
Pronterface anterior. Tot i que aquest programa no permet la visualització de la
trajectòria seguida per l’eina, té l’avantatge de poder conèixer amb un cop d’ull els
desplaçaments de cada eix en valors numèrics.
Tambè disposa d’icones intuitives que en faciliten el seu ús, i l’entorn del programa és
més visual i ordenat al disposar de les icones més espaiades.

53
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
8. RESULTATS FINALS
Una vegada estudiades les diferents opcions que es poden utilitzar per a la realització
de la màquina fresadora, es descriuran les principals característiques dels components i
dispositius escollits per tal de dur a terme amb èxit el projecte.
Així doncs, es detallaran breument els materials estructurals escollits, els sistemes de
guiatge i desplaçament, els motors de cada eix i de la fresadora, el tipus d’unitat de
control escollida i el software utilitzat.
A més, s’ampliarà la informació, incloent components de menys rellevancia, els quals
no s’han inclòs en l’apartat anterior.
8.1 MATERIAL ESTRUCTURAL ESCOLLIT
L’opció escollida per a realitzar l’estructura de la fresadora, és l’alumini. Per les seves
qualitats de lleugeresa, resistencia a la corrossió, aspecte agradable i per l’ergonomia
que suposa en el muntatge.
Imatge 10. Perfil estructural
El tipus de perfileria és tipus Bosch, de secció quadrada de 45x45 mm. Tal i com es pot
apreciar a la imatge, disposa de 4 canals al llarg del perfil, on mitjançant la tornilleria i
accessoris específics amb aquest tipus de perfileria, el procès muntatge és cómode
resultant una estructura sólida, ajustada i precisa.
Per tal de poder realizar el muntatge dels components a l’estructura de la fresadora, és
necessària la fabricació de suporteria i plaques interfases entre els components a fixar i
l’estructura.

54
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
El material escollit per a la realització de les plaques es l’alumini. A partir d’una lámina
de 5 mm de gruix i 88 mm d’amplada, es realitzaran els talls necessàris a la làmina, per
tal d’obtenir cada placa de dimensions L x 88 x 5 mm, on L=lontigud de cada placa.
Pel que fa als suports es realitzarà el mateix procediment que en les plaques, fabricant
en cada cas el tipus de suport més adequat.
A continuació es descriuran breument els accessoris i components de fixació: angles,
cargols i femelles específics per aquest tipus de perfileria.
Components adicionals per al muntatge:
Imatge 11. Accessoris de muntatge
Aquest tipus d’angles són exclusius per aquest tipus de perfileria. Disposen de 2 punts
de fixació per cada superfície de contacte amb el perfil, de manera que queden enclavats
dins els canals del perfil, impedint el seu moviment lateral o de rotació.
La tornilleria escollida, són cargols amb cap en T, els quals s’introdueixen pels orificis
de l’angle, una vegada aquest ha estat posicionat a sobre del perfil, i al roscar-hi la
femella, el cargol gira 90º i queda fixat dins el canal del perfil. Una vegada apretada la
femella, la superfície rectangular del cargol, s’ajusta perfectament a la secció del canal
del perfil, fent juntament amb els punts de l’angle, una unió ajusta i resistent.
Per a la fixació de les plaques interfase i altre components a l’estructura, s’ha optat per
femelles en T i cargols diversos (hexagonal, Allen, Phillips) de diverses mètriques.
Aquestes femelles, igual que els cargols en T, queden fixades en l’interior dels canals de
la perfileria una vegada són apretats els cargols.

55
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
8.2 COMPONENTS MECÀNICS ESCOLLITS
Per al sistema de guaitge, s’ha optat per escollir barres cilindriques d’acer, de mètrica 12
per la seva accessibilitat en el mercat i perquè aquest diàmetre és suficient per a la
funció que ha de tenir en la fresadora. Pel que representa als suports, s’han escollit dos
tipus de suports, uns de fixes que tenen la funció de fixar el cilindre guia per evitar el
seu moviment en qualsevol direcció, i uns de mòbils que lliscaran al llarg dels cilindres
guia.
8.2.1 Cilindre lineal per al guiatge
Els cilindres guía són utilitzats per a realizar un guiat correcte de la fresadora en
cadascun dels seus tres eixos. Cada eix disposa de 2 cilindres guía, un a cada extrem de
la base de cada eix, i són fixats en cadascun dels seus extrems a l’estructura de la
fresadora, mitjançant un suport fix a cada extrem.
Taula 3. Característiques cilindre lineal
Imatge 12. Cilindre lineal
Denominació comercial SF12
Longitud de la guía 650mm
Diàmetre de la guia 12mm
Tipus Eix per a carril lineal
Material Acer

56
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
8.2.2 Suport fix per als cilindres guia
La finalitat d’aquests suports és la fixació dels cilindres guía de cada eix a l’estructura
de la fresadora. Cadascun dels cilindres lineals tindrà un suport d’aquestes
característiques en cadascun dels seus extrems, formant un total de 4 suports per a cada
base de cada eix.
Imatge 13. Suport fix
Taula 4. Característiques del suport fix
8.2.3 Suport mòbil per als cilindres guia
La finalitat d’aquests suports és el desplaçament de la base de cada eix a través dels
cilindres guía. Per a realitzar el desplaçament, el suport compta amb un orifici amb un
rodament de boles en el seu interior, per on lliscarà el cilindre guía. Cadascun dels
cilindres lineals tindrà dos suports d’aquestes característiques que unirán la base amb el
cilindre guía, formant un total de 4 suports per cada base de cada eix.
Imatge 14. Suport mòbil
Taula 5. Característiques suport mòbil
Fabricant ANYCUBIC
Model 3D574
Denominació comercial SK12
Tipus Suport d’eix linial
Material: Acer
Diàmetre del l’orifici 12 mm
Fabricant ANYCUBIC
Model 3D571
Denominació comercial SC12UU
Tipus Bloc de lliscament lineal
Material del rodament Boles d’acer
Diàmetre del rodament 12 mm

57
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
8.2.4 Kit cargol sense fi
Per al sistema de desplaçament, s’ha optat per escollir un cargol sense fi per a cada eix.
Tal i com s’ha mencionat anteriorment, al mercat es poden trobar kits amb tots els
elements per a la seva instal·lació, compostos per cargol sense fi, suports, femella de
boles, suport de la femella i l’adaptador per poder acoblar un motor en l’extrem del
cargol sense fi. Els tres cargols escollit són de tres longituds diferents, 300, 400 i 500
mm, corresponent al desplaçament que tindrà cada base de cada eix.
Taula 6. Característiques del cargol sense fi
Imatge 15. Cargol sense fi
1 cargol sense fi amb l’extrem mecanitzat pels suports extrems BK/BF10
1 femella de boles de diàmetre exterior de 22mm
1 suport extrem BK10
1 suport extrem BF10
1 adaptador 6,35x8 mm per al motor
1 suport per a la femella d’alumini
Denominació comercial SFU1204
Material Acer
Diàmetre del cargol 10 mm
Longitud del cargol 300, 400, 500 mm

58
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
8.3 MOTORS ESCOLLITS
8.3.1 Motors per l’accionament dels eixos
Imatge 16. Motors dels eixos
Taula 7. Característiques dels motors dels eixos
Els motor escollits per al moviment de cada eix de la fresadora és un motor bipolar pas
a pas tipus Nema 23. S’ha cregut convenient escollir aquest tipus de motor, en primer
lloc per tenir-ne a l’abast i en segon lloc perqué ofereixen unes bones prestacions i un
pas angular petit. Això significa que com més petit sigui el valor del pas angular,
s’obtindrà un posicionament de la fresadora més precís.
Per a cada volta de motor, són 200 passos. Això significa que els 360º d’una volta de
motor es poden dividir en 200 parts, obtenint 1,8º cada pas. És a dir, el mínim valor en
que pot avançar a cada impuls el motor és de 1,8º. A més, mitjançant la utilització d’un
controlador amb un valor de fins a 32 micropassos, s’obté una precisió alta.
Tipus Motor pas a pas
Normalització Size 23 series-v4
Pas angular 1,8º
Nombre de fases 2
Nombre de fils 8
ΔTmax 80 graus
Classe d’aïllament B
Resistència d’aïllament 100 Mohm ( 500 Vdc )
Φ (diàmetre) 6,35
Pes (g) 750
L (mm) 54
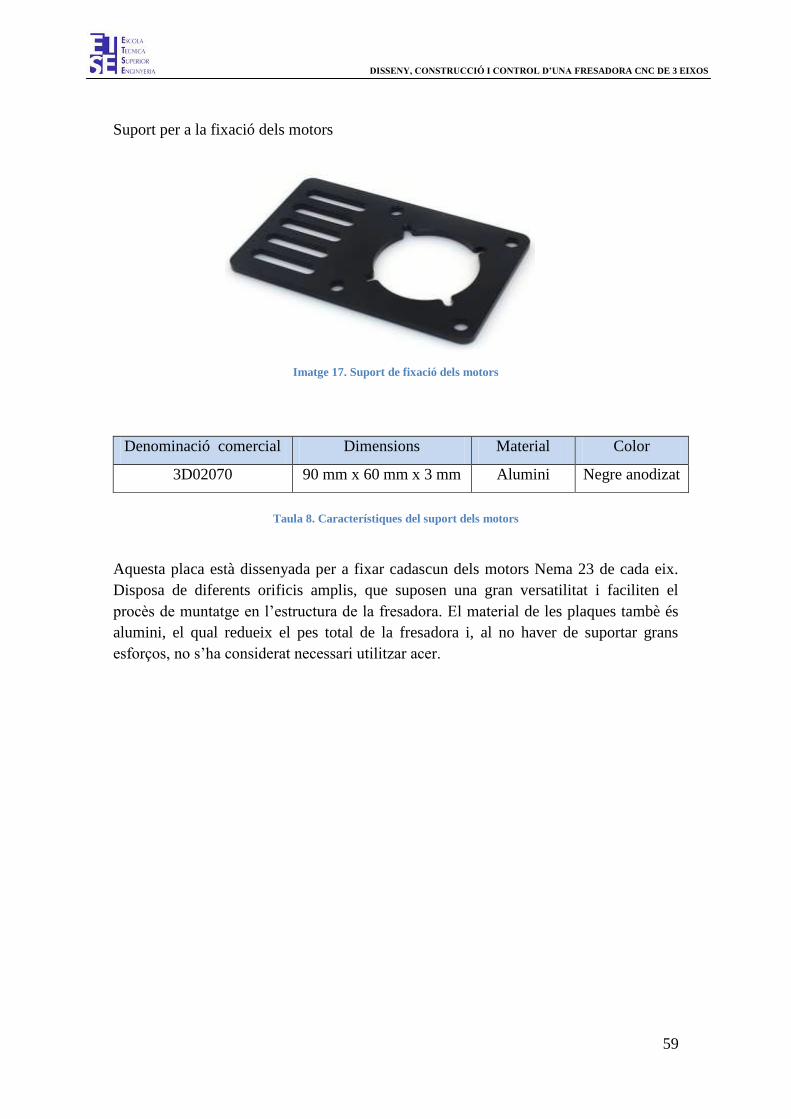
59
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Suport per a la fixació dels motors
Imatge 17. Suport de fixació dels motors
Denominació comercial Dimensions Material Color
3D02070 90 mm x 60 mm x 3 mm Alumini Negre anodizat
Taula 8. Característiques del suport dels motors
Aquesta placa està dissenyada per a fixar cadascun dels motors Nema 23 de cada eix.
Disposa de diferents orificis amplis, que suposen una gran versatilitat i faciliten el
procès de muntatge en l’estructura de la fresadora. El material de les plaques tambè és
alumini, el qual redueix el pes total de la fresadora i, al no haver de suportar grans
esforços, no s’ha considerat necessari utilitzar acer.
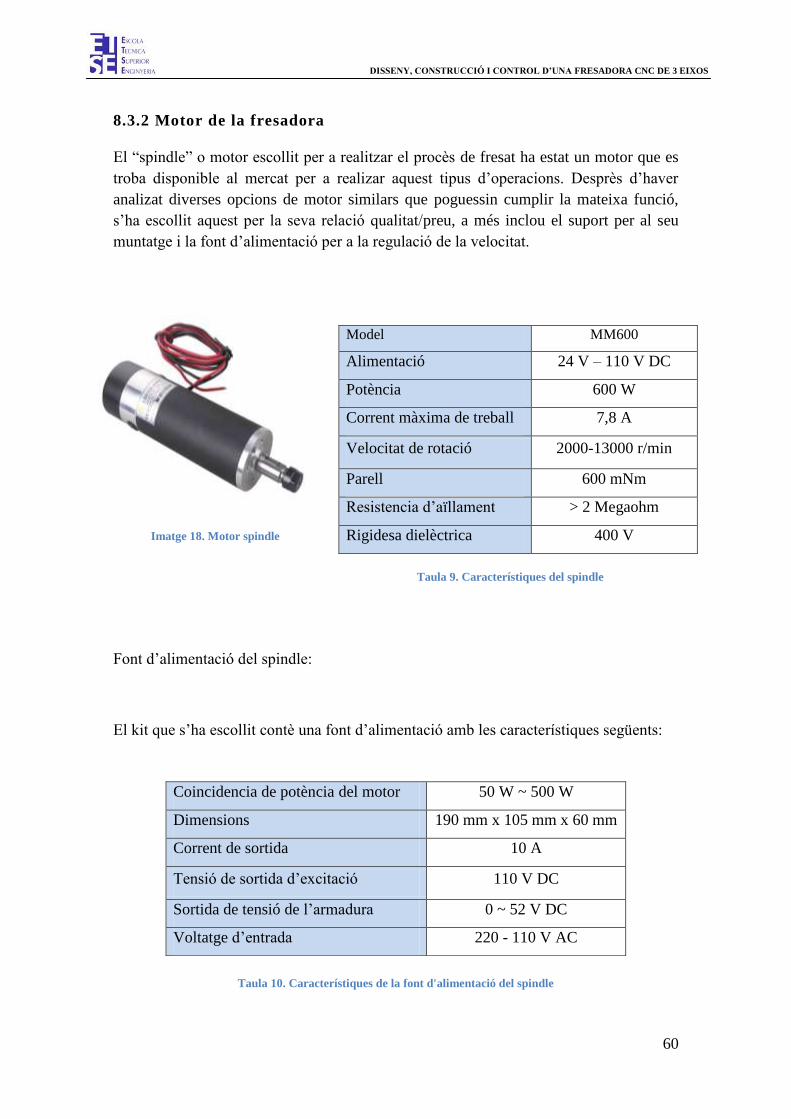
60
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
8.3.2 Motor de la fresadora
El “spindle” o motor escollit per a realitzar el procès de fresat ha estat un motor que es
troba disponible al mercat per a realizar aquest tipus d’operacions. Desprès d’haver
analizat diverses opcions de motor similars que poguessin cumplir la mateixa funció,
s’ha escollit aquest per la seva relació qualitat/preu, a més inclou el suport per al seu
muntatge i la font d’alimentació per a la regulació de la velocitat.
Imatge 18. Motor spindle
Taula 9. Característiques del spindle
Font d’alimentació del spindle:
El kit que s’ha escollit contè una font d’alimentació amb les característiques següents:
Taula 10. Característiques de la font d'alimentació del spindle
Model MM600
Alimentació 24 V – 110 V DC
Potència 600 W
Corrent màxima de treball 7,8 A
Velocitat de rotació 2000-13000 r/min
Parell 600 mNm
Resistencia d’aïllament > 2 Megaohm
Rigidesa dielèctrica 400 V
Coincidencia de potència del motor 50 W ~ 500 W
Dimensions 190 mm x 105 mm x 60 mm
Corrent de sortida 10 A
Tensió de sortida d’excitació 110 V DC
Sortida de tensió de l’armadura 0 ~ 52 V DC
Voltatge d’entrada 220 - 110 V AC

61
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Eines per al fresatge
S’han escollit dos kits diferents que inclouen 10 freses cadascun d’ells i que s’utilitzaran
per a treballar diferents tipus de material. Aquestes eines s’introduiran en l’extrem
inferior del spindle anterior.
Kit compost per 10 freses:
Taula 11. Característiques de les freses
Imatge 19. Freses de carbur de tungsté
Kit compost per 10 freses:
Taula 12. Característiques de les freses
Imatge 20. Freses d'acer
Model SKU102900
Material Carbur de tungsté
Longitud 40 mm
Diàmetre de l’eix 3 mm
Model Tool Mart
Material HSS (acer d’alta velocitat)
Longitud 1.5 a 7 mm
Diàmetre de l’eix 6 mm

62
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
8.4 COMPONENTS ELECTRÒNICS ESCOLLITS
8.4.1 Unitat de control Arduino Mega 2560
La placa de control escollida és la Arduino Mega 2560 degut a la seva bona relació
qualitat-preu. Es tracta d’una solució intermitja entre els diferents models disponibles.
Respecte a models inferiors com la Uno o la Leonardo, les diferències més
significatives són que disposa de més memòria per a codi, més pins per a perifèrics, i
disposa de 4 UARTs per a connectar dispositius en sèrie.
Imatge 21. Placa electrònica Arduino Mega 2560
A continuació es detallaran les especificacions d’aquesta:
Microcontrolador ATmega2560
Voltatge d’operació 5 V
Voltatge d´entrada (recomanat) 7 - 12 V
Voltatge d’entrada (límit) 6 - 20 V
Pins E/S digitals 54 (15 proporcionen PWM)
Pins d’E analògics 16
DC per a pins d´E/S 40 mA
DC per a pins de 3,3 V 50 mA
Memòria Flash 256 kB
SRAM 8 kB
EEPROM 4 kB
Freqüència de rellotge 16 Mhz
Dimensions 101,52 x 53,3 mm
Pes 37 g
Taula 13. Característiques de la placa electrònica

63
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Distribució de components:
Imatge 22. Distribució de components de la placa electrònica
L’entorn de programació que utilitzat es del mateix fabrican Arduino i es tracta de la
versió més recent, la versió 1.8.0. A continuació es mostra una imatge de l’entorn
Arduino.
Imatge 23. Entorn de programació Arduino
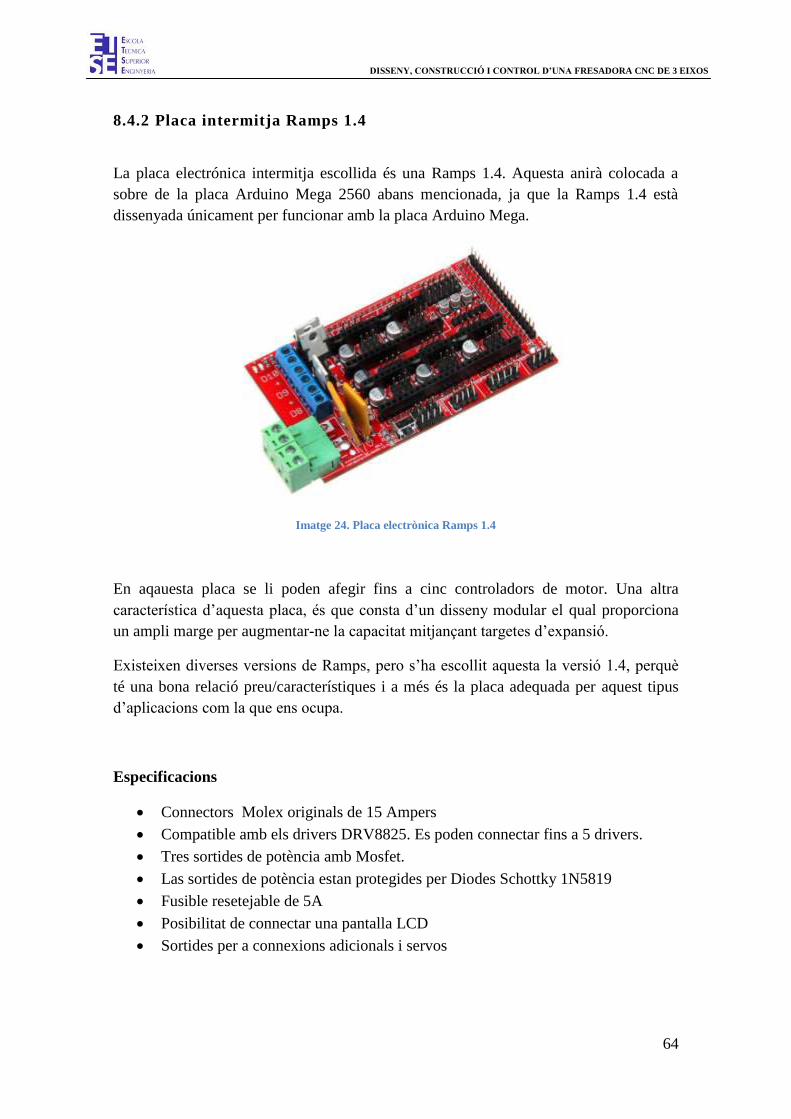
64
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
8.4.2 Placa intermitja Ramps 1.4
La placa electrónica intermitja escollida és una Ramps 1.4. Aquesta anirà colocada a
sobre de la placa Arduino Mega 2560 abans mencionada, ja que la Ramps 1.4 està
dissenyada únicament per funcionar amb la placa Arduino Mega.
Imatge 24. Placa electrònica Ramps 1.4
En aqauesta placa se li poden afegir fins a cinc controladors de motor. Una altra
característica d’aquesta placa, és que consta d’un disseny modular el qual proporciona
un ampli marge per augmentar-ne la capacitat mitjançant targetes d’expansió.
Existeixen diverses versions de Ramps, pero s’ha escollit aquesta la versió 1.4, perquè
té una bona relació preu/característiques i a més és la placa adequada per aquest tipus
d’aplicacions com la que ens ocupa.
Especificacions
Connectors Molex originals de 15 Ampers
Compatible amb els drivers DRV8825. Es poden connectar fins a 5 drivers.
Tres sortides de potència amb Mosfet.
Las sortides de potència estan protegides per Diodes Schottky 1N5819
Fusible resetejable de 5A
Posibilitat de connectar una pantalla LCD
Sortides per a connexions adicionals i servos
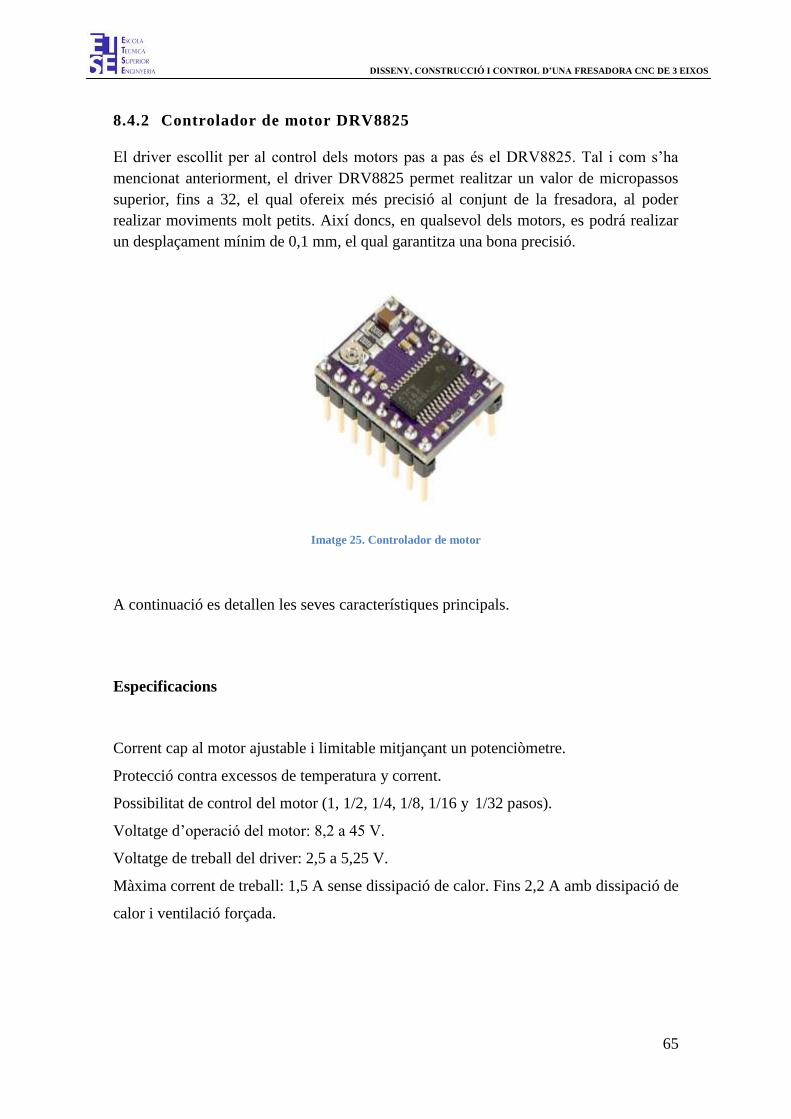
65
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
8.4.2 Controlador de motor DRV8825
El driver escollit per al control dels motors pas a pas és el DRV8825. Tal i com s’ha
mencionat anteriorment, el driver DRV8825 permet realitzar un valor de micropassos
superior, fins a 32, el qual ofereix més precisió al conjunt de la fresadora, al poder
realizar moviments molt petits. Així doncs, en qualsevol dels motors, es podrá realizar
un desplaçament mínim de 0,1 mm, el qual garantitza una bona precisió.
Imatge 25. Controlador de motor
A continuació es detallen les seves característiques principals.
Especificacions
Corrent cap al motor ajustable i limitable mitjançant un potenciòmetre.
Protecció contra excessos de temperatura y corrent.
Possibilitat de control del motor (1, 1/2, 1/4, 1/8, 1/16 y 1/32 pasos).
Voltatge d’operació del motor: 8,2 a 45 V.
Voltatge de treball del driver: 2,5 a 5,25 V.
Màxima corrent de treball: 1,5 A sense dissipació de calor. Fins 2,2 A amb dissipació de
calor i ventilació forçada.
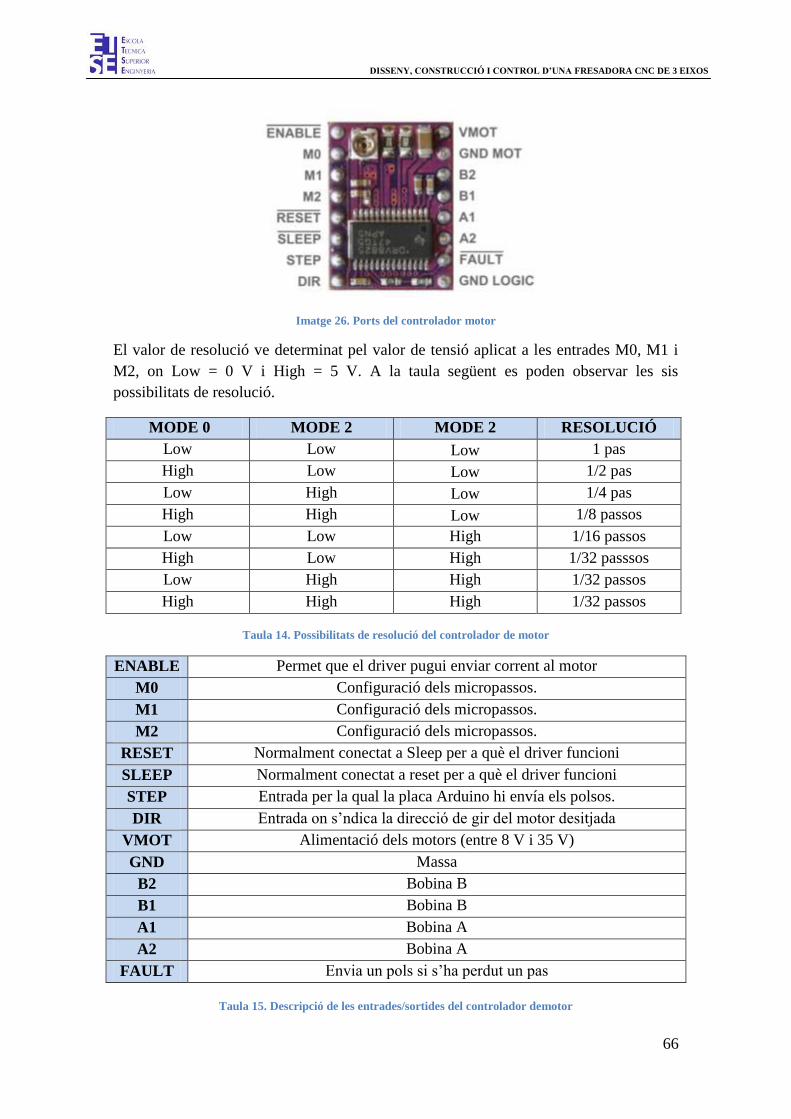
66
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Imatge 26. Ports del controlador motor
El valor de resolució ve determinat pel valor de tensió aplicat a les entrades M0, M1 i
M2, on Low = 0 V i High = 5 V. A la taula següent es poden observar les sis
possibilitats de resolució.
MODE 0 MODE 2 MODE 2 RESOLUCIÓ
Low Low Low 1 pas
High Low Low 1/2 pas
Low High Low 1/4 pas
High High Low 1/8 passos
Low Low High 1/16 passos
High Low High 1/32 passsos
Low High High 1/32 passos
High High High 1/32 passos
Taula 14. Possibilitats de resolució del controlador de motor
ENABLE Permet que el driver pugui enviar corrent al motor
M0 Configuració dels micropassos.
M1 Configuració dels micropassos.
M2 Configuració dels micropassos.
RESET Normalment conectat a Sleep per a què el driver funcioni
SLEEP Normalment conectat a reset per a què el driver funcioni
STEP Entrada per la qual la placa Arduino hi envía els polsos.
DIR Entrada on s’ndica la direcció de gir del motor desitjada
VMOT Alimentació dels motors (entre 8 V i 35 V)
GND Massa
B2 Bobina B
B1 Bobina B
A1 Bobina A
A2 Bobina A
FAULT Envia un pols si s’ha perdut un pas
Taula 15. Descripció de les entrades/sortides del controlador demotor

67
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
8.4.3 Font d’alimentació 12 V
La font d’alimentació escollida és del tipus de fonts utilitzades per alimentar ordinadors
portàtils. Es tracta d’una font d’alimentació conmutada. Les seves dimensions són
reduïdes, es connecta a la xarxa elèctrica de 220-240 V, i a la seva sortida dòna una
tensió de 12 V de corrent contínua. En el moment de la tria, s’ha tingut en compte
l’amperatge de sortida i per tant la potència de la font, per a poder alimentar sense
impediments els tres motors dels tres eixos que de tots els components, són els que
tenen un consum més elevat.
Imatge 27. Font d'alimentació
Taula 16. Característiques de la font d'alimentació
8.4.5 Regulador de tensió
El mòdul escollit per regular la tensió de sortida està format per dos terminals per a la
connexió del cablejat. En un extrem hi ha el port d’entrada que entraran 12 V DC
provinent de la font d’alimentació. I a l’altre extrem, hi ha el port de sortida, on es
podrà sel·leccionar la tensió mitjançant un potenciometre, obtenint una tensió amb un
rang de 2 V – 40 V DC. A més, disposa d’un visualitzador de 7 segments de tres dígits
on es mostra la tensió d’entrada o sortida segons es sel·leccioni mitjançant un pulsador.
Imatge 28. Regulador de tensió
Taula 17. Característiques del regulador de tensió
Fabricant Cincon
Model TR70A12
Tensió d’entrada 94 - 264 V AC
Tensió de sortida 12 V DC
Potència 70 W
Corrent sortida 5,5 A
Longitud del cablejat 720 mm
Model LM2596S
Tensió d’entrada 4 V – 40 V DC
Tensió de sortida 1,25 V – 37 V DC
Potència màxima de sortida 15 W
Corrent sortida 2 A
Pes 10 g
Dimensions 43 x 23 x 5 mm
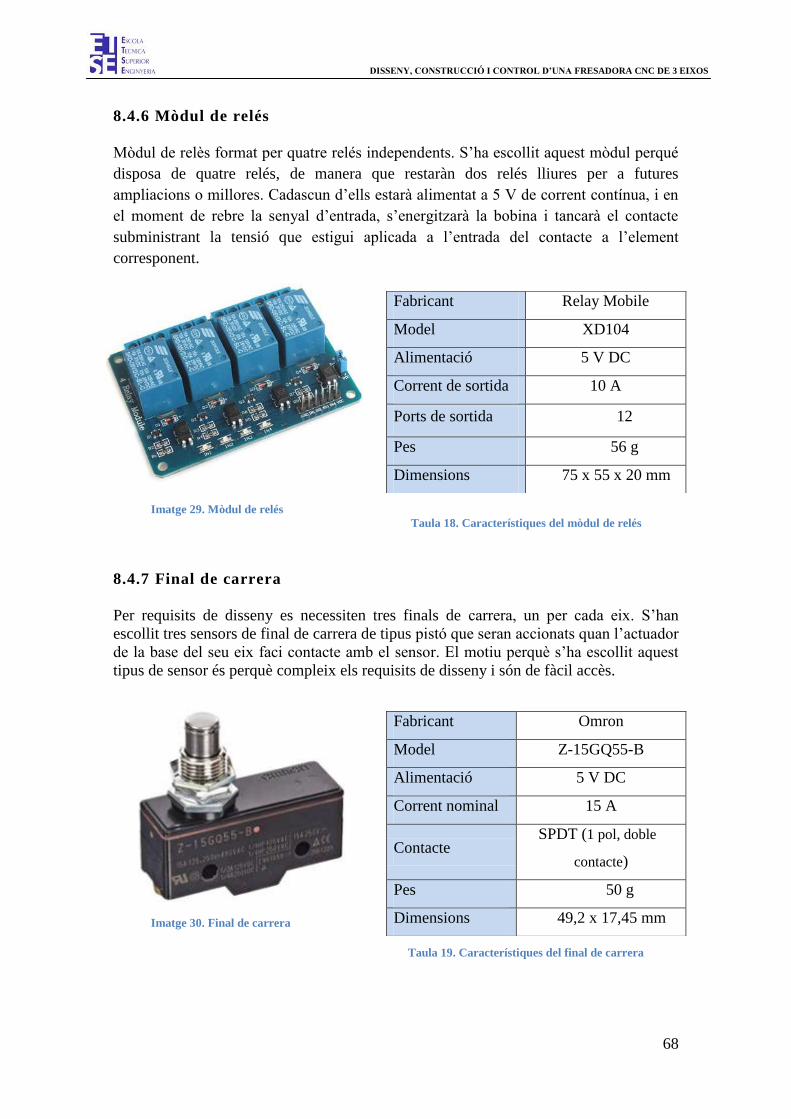
68
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
8.4.6 Mòdul de relés
Mòdul de relès format per quatre relés independents. S’ha escollit aquest mòdul perqué
disposa de quatre relés, de manera que restaràn dos relés lliures per a futures
ampliacions o millores. Cadascun d’ells estarà alimentat a 5 V de corrent contínua, i en
el moment de rebre la senyal d’entrada, s’energitzarà la bobina i tancarà el contacte
subministrant la tensió que estigui aplicada a l’entrada del contacte a l’element
corresponent.
Imatge 29. Mòdul de relés
Taula 18. Característiques del mòdul de relés
8.4.7 Final de carrera
Per requisits de disseny es necessiten tres finals de carrera, un per cada eix. S’han
escollit tres sensors de final de carrera de tipus pistó que seran accionats quan l’actuador
de la base del seu eix faci contacte amb el sensor. El motiu perquè s’ha escollit aquest
tipus de sensor és perquè compleix els requisits de disseny i són de fàcil accès.
Imatge 30. Final de carrera
Taula 19. Característiques del final de carrera
Fabricant Relay Mobile
Model XD104
Alimentació 5 V DC
Corrent de sortida 10 A
Ports de sortida 12
Pes 56 g
Dimensions 75 x 55 x 20 mm
Fabricant Omron
Model Z-15GQ55-B
Alimentació 5 V DC
Corrent nominal 15 A
Contacte SPDT (1 pol, doble
contacte)
Pes 50 g
Dimensions 49,2 x 17,45 mm
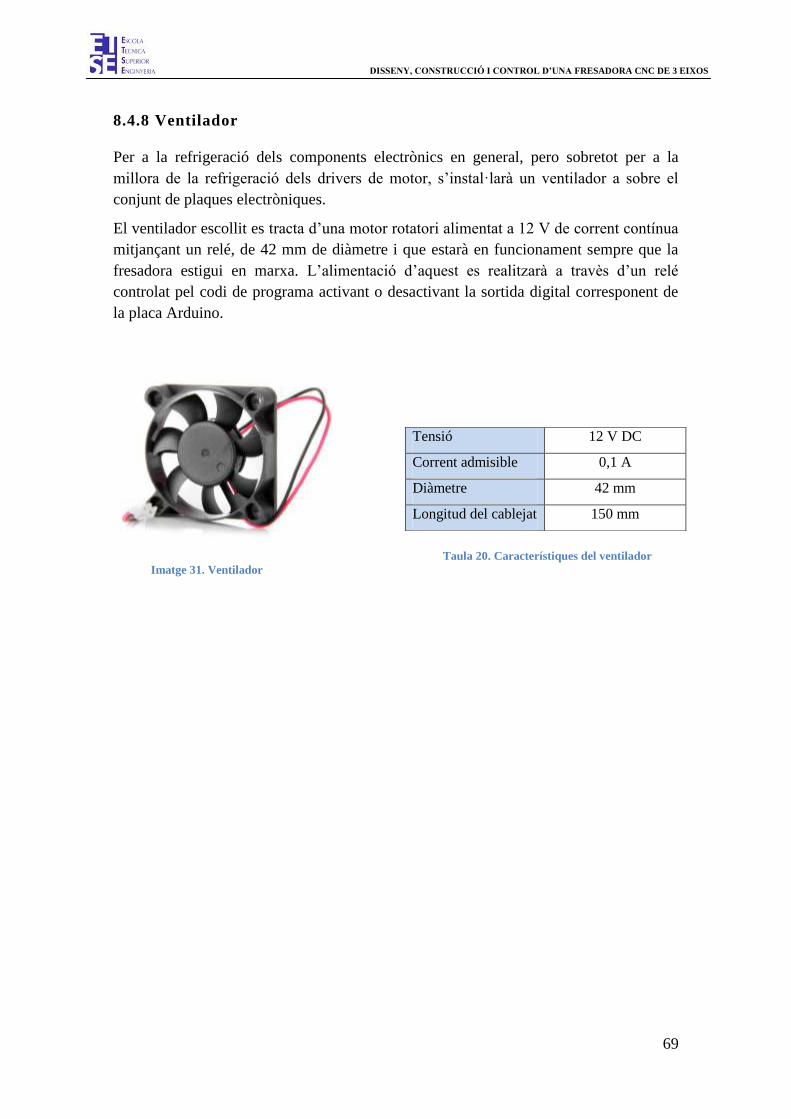
69
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
8.4.8 Ventilador
Per a la refrigeració dels components electrònics en general, pero sobretot per a la
millora de la refrigeració dels drivers de motor, s’instal·larà un ventilador a sobre el
conjunt de plaques electròniques.
El ventilador escollit es tracta d’una motor rotatori alimentat a 12 V de corrent contínua
mitjançant un relé, de 42 mm de diàmetre i que estarà en funcionament sempre que la
fresadora estigui en marxa. L’alimentació d’aquest es realitzarà a travès d’un relé
controlat pel codi de programa activant o desactivant la sortida digital corresponent de
la placa Arduino.
Taula 20. Característiques del ventilador
Imatge 31. Ventilador
Tensió 12 V DC
Corrent admisible 0,1 A
Diàmetre 42 mm
Longitud del cablejat 150 mm
70
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
8.5 SOFTWARE ESCOLLIT
Per a la gestió i control de la màquina fresadora s’han escollit els següents programes:
Imatge 32. Diagrama del software escollit
INKSCAPE 0.91
Per a la generació del codi de coordenades (codi Gcode) a partir d’un dibuix o un
plànol, s’ha escollit el programa Inkscape 0.91 ja que és el més utilitzat per aquest tipus
d’aplicacions. És un programa gratuït, de codi lliure i de fàcil instal·lació. El programa
admet qualsevol arxiu de tipus imatge, plànol i amb format de la majoria de programes
comercials d’edició i modificació d’imatges i plànols. Permet crear i editar diagrames,
línies, logotips, gràfics, i imatges complexes. Ofereix un entorn visual, i tot i que
disposa de múltiples icones per a realitzar accions, el seu funcionament es senzill i
intuïtiu.
Inkscape 0.91 disposa de missatges flotants els quals faciliten la utilització dels botons,
comandaments i ordres.
Imatge 33. Entorn del programa Inkscape
Inkscape 0.91 Firmware Marlin CNC Control
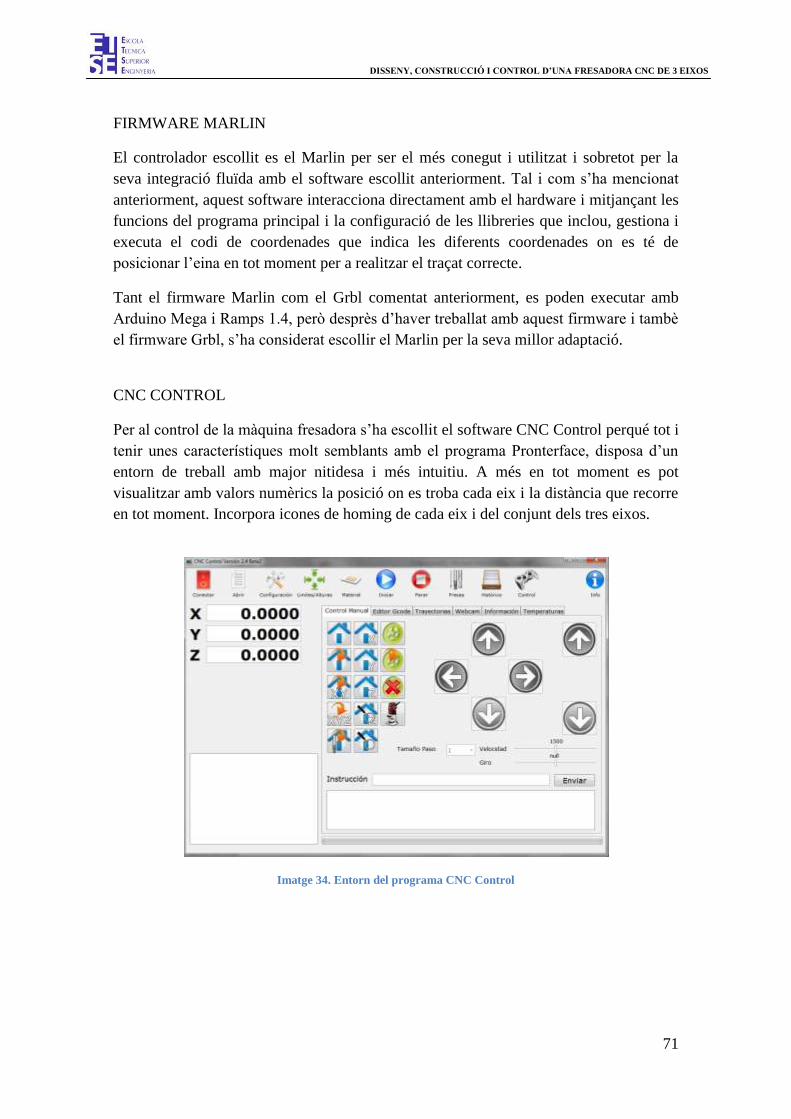
71
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
FIRMWARE MARLIN
El controlador escollit es el Marlin per ser el més conegut i utilitzat i sobretot per la
seva integració fluïda amb el software escollit anteriorment. Tal i com s’ha mencionat
anteriorment, aquest software interacciona directament amb el hardware i mitjançant les
funcions del programa principal i la configuració de les llibreries que inclou, gestiona i
executa el codi de coordenades que indica les diferents coordenades on es té de
posicionar l’eina en tot moment per a realitzar el traçat correcte.
Tant el firmware Marlin com el Grbl comentat anteriorment, es poden executar amb
Arduino Mega i Ramps 1.4, però desprès d’haver treballat amb aquest firmware i tambè
el firmware Grbl, s’ha considerat escollir el Marlin per la seva millor adaptació.
CNC CONTROL
Per al control de la màquina fresadora s’ha escollit el software CNC Control perqué tot i
tenir unes característiques molt semblants amb el programa Pronterface, disposa d’un
entorn de treball amb major nitidesa i més intuitiu. A més en tot moment es pot
visualitzar amb valors numèrics la posició on es troba cada eix i la distància que recorre
en tot moment. Incorpora icones de homing de cada eix i del conjunt dels tres eixos.
Imatge 34. Entorn del programa CNC Control

72
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
9. PLANIFICACIÓ
La planificació del projecte vigent es centra en tres fases principals on cada fase inclou
diverses activitats que a continuació s’expliquen.
Fase 1: Estructura.
Prepararació i muntatge dels elements estructurals: en aquesta activitat es tallaran a les
mesures corresponents tot el conjunt de perfils que formen l’estructura de la màquina. A
continuació, mitjançant angles i tornilleria, es fixaran tal i com indiquen els plànols.
Una vegada units els perfils formant l’estructura principal, es procedirà a tallar
cadascuna de les bases de cada eix. Seguidament es continuarà amb la mecanització de
les plaques adaptadores i el muntatge dels cargols sense fi, els cilindres guia i els seus
suports.
Fase 2: Hardware.
Cablejat i muntatge elèctric: en aquesta activitat es fixaran els motors de cada eix a
l’estructura mitjançant els seus suports, es fixarà el motor de la fresadora al seu suport,
s’instal·larà el conjunt de la placa de control i perifèrics i els sensors de final de carrera.
A continuació, es procedirà a instal·lar el cablejat tal i com indica el plànol elèctric.
Fase 3: Software i regulació.
Instal·lació del software i test: en aquest pas es procedirà a instal·lar a l’ordinador el
conjunt de programes de control de la fresadora i comunicació amb la placa.
Seguidament es modificarà el software inicial segons necessitat i es realitzaran diferents
tests de prova per a possibles ajustaments i/o detecció de possibles errades.

73
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Diagrama de Gantt
La planificació s’ha realitzat per activitats separades per a una jornada de treball de vuit hores diàries, on es realitzen quatre hores al matí (M) i
quatre hores a la tarda (T).

74
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
10. ORDRE DE PRIORITAT ENTRE ELS DOCUMENTS BÀSICS
Per evitar qualsevol discrepància en el cas d’existir algun error en la documentació,
l’ordre de prioritat que s’estableix entre els documents, de major a menor prioritat és
el següent:
Plànols
Plec de condicions
Pressupost
Memòria

ANNEXES
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA
FRESADORA CNC DE 3 EIXOS
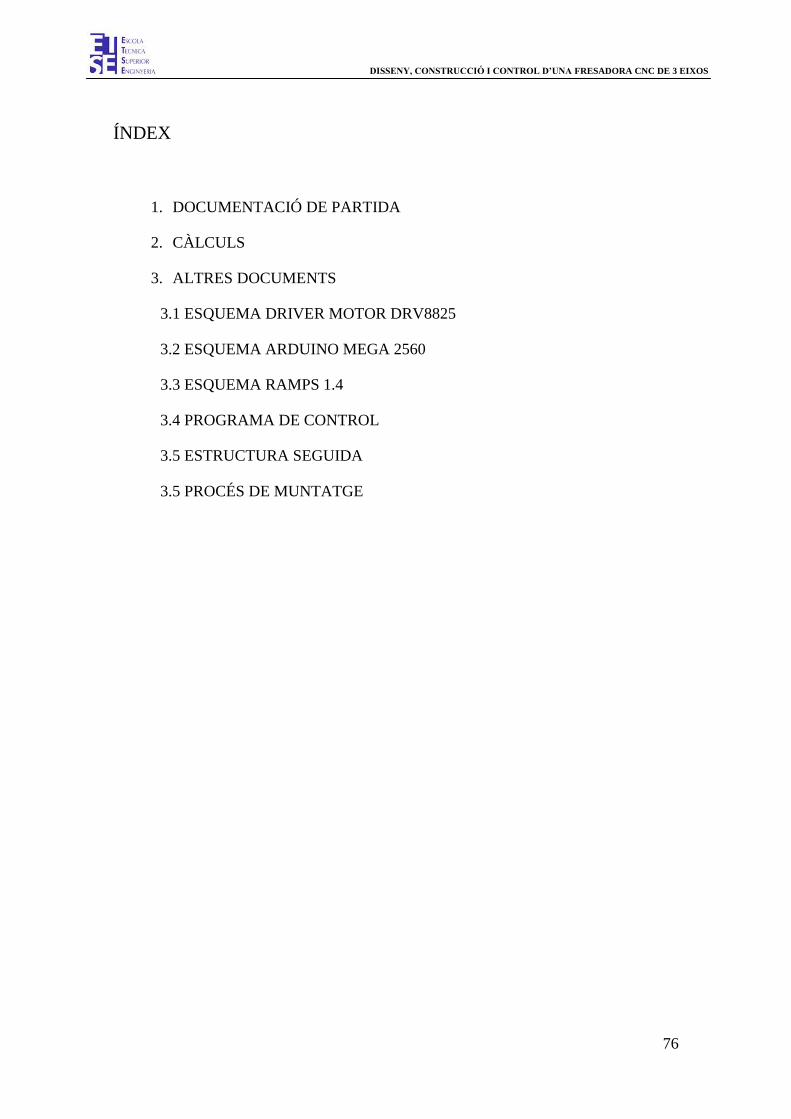
76
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
ÍNDEX
1. DOCUMENTACIÓ DE PARTIDA
2. CÀLCULS
3. ALTRES DOCUMENTS
3.1 ESQUEMA DRIVER MOTOR DRV8825
3.2 ESQUEMA ARDUINO MEGA 2560
3.3 ESQUEMA RAMPS 1.4
3.4 PROGRAMA DE CONTROL
3.5 ESTRUCTURA SEGUIDA
3.5 PROCÉS DE MUNTATGE
77
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
1. DOCUMENTACIÓ DE PARTIDA
Per a l’elaboració del present projecte, es disposa d’informació a nivell de control i
programació de la fresadora, ja que tant el firmware com els programes de control són
lliures i estan a disposició de qualsevol que hi estigui interessat. Es tracta de firmware
bàsic de control per una fresadora o una impressora 3D, el qual ha de ser configurat
segons els components de que disposa la fresadora o la impressora 3D. A més, és
possible ampliar i afegir configuració per a nous components.
Pel que respecta a nivell constructiu, la informació de que es disposa és força minsa. La
majoria de fresadores indsutrials són de grans dimensions i de disseny i estructura
diferent a la d’aquest projecte. D’altra banda, existeixen alguns fresadores de reduïdes
dimensions, però la gran majoria estan fabricades amb fusta, i no compleix els objectius
d’aquest projecte.
A partir de la informació disponible, es sel·leccionarà el material i els components
elèctrics i electrònics adequats. Es realitzarà el disseny de l’estructura i distribució de
components. A continuació es procedirà al muntatge. I per acabar es configurarà el
firmware i programa de control selecionat.

78
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
2. CÀLCULS
Càlcul del nombre de passos per unitat del motor de cada eix
1 volta cargol sense fi = avança 4 mm
1 volta motor = 200 passos (steps)
Per tant,
A més, amb l’utilització del driver de motor DRV8825, 1 step es pot subdividir fins a
32 vegades. Així doncs, com més alt sigui el nombre amb que es pot dividir 1 step, més
alta serà la resolució de la màquina, al poder realitzar desplaçaments més petits.
Es pot concloure, que cada milimetre correspon a 1600 steps. Aquest valor estarà definit
en el software de configuració com a nombre de passos per unitat de cada eix.
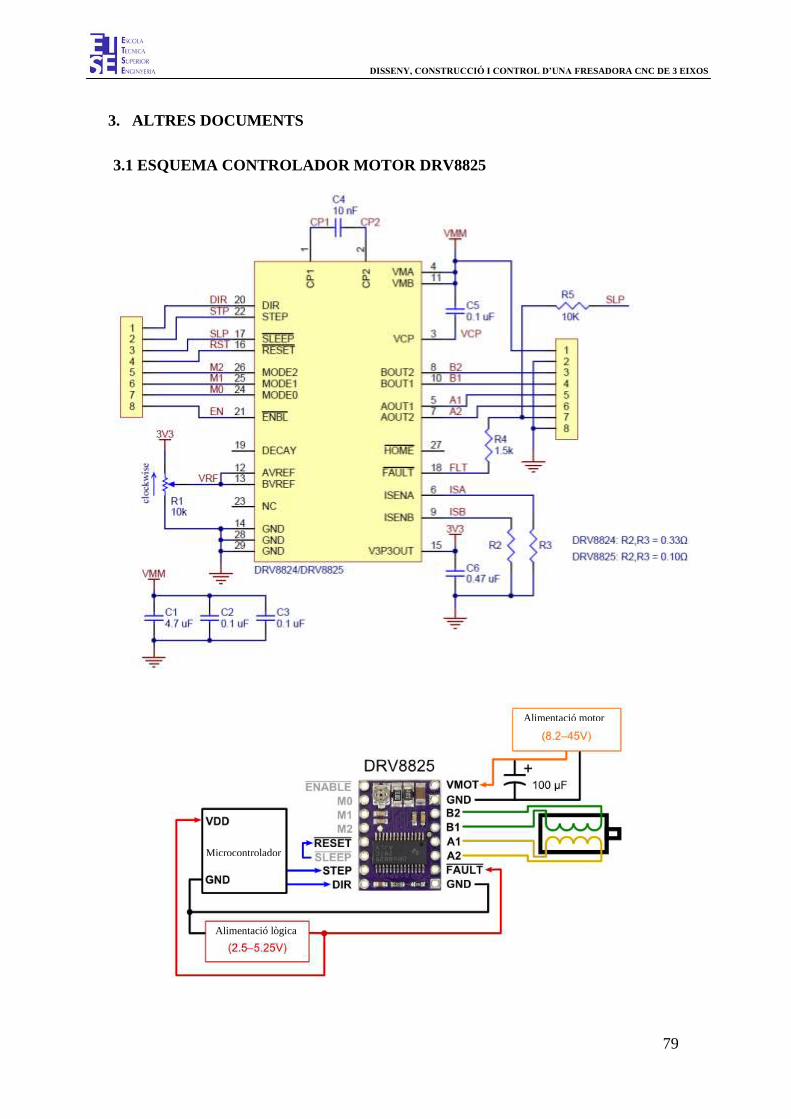
79
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
3. ALTRES DOCUMENTS
3.1 ESQUEMA CONTROLADOR MOTOR DRV8825
Alimentació motor
Microcontrolador
Alimentació lògica

80
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
3.2 ESQUEMA ARDUINO MEGA 2560

81
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
3.3 ESQUEMA RAMPS 1.4
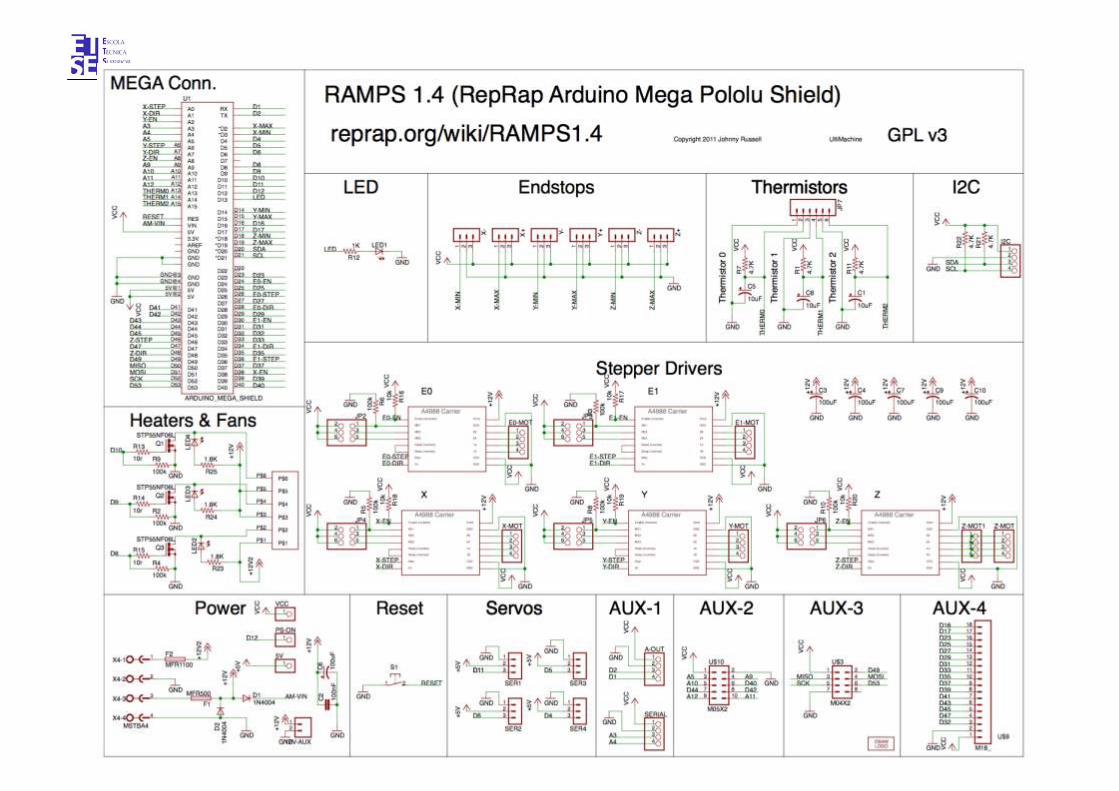
82
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS

83
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
3.4 PROGRAMA DE CONTROL
Programa principal Main.ccp
A continuació, es descriu el significat de cadascun dels codis “G” i “M” definits i
utilitzats en el programa per a realitzar el control de la màquina fresadora. Es pot
observar que tant al codi “G” com el “M” la numeració no es correlativa. Això significa
que els codis que no estan expressats a continuació, no estan definits previament, i son
de lliure assignació i configuració per part de l’usurari.
/**
* -----------------
* Implemented Codes
* -----------------
*
* "G" Codes
*
* G0 -> G1
* G1 - Coordinated Movement X Y Z E
* G2 - CW ARC
* G3 - CCW ARC
* G4 - Dwell S<seconds> or P<milliseconds>
* G5 - Cubic B-spline with XYZE destination and IJPQ offsets
* G10 - Retract filament according to settings of M207
* G11 - Retract recover filament according to settings of M208
* G12 - Clean tool
* G20 - Set input units to inches
* G21 - Set input units to millimeters
* G28 - Home one or more axes
* G29 - Detailed Z probe, probes the bed at 3 or more points. Will
fail if you haven't homed yet.
* G30 - Single Z probe, probes bed at current XY location.
* G31 - Dock sled (Z_PROBE_SLED only)
* G32 - Undock sled (Z_PROBE_SLED only)
* G90 - Use Absolute Coordinates
* G91 - Use Relative Coordinates
* G92 - Set current position to coordinates given

84
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
* "M" Codes
*
* M0 - Unconditional stop - Wait for user to press a button on the
LCD (Only if ULTRA_LCD is enabled)
* M1 - Same as M0
* M17 - Enable/Power all stepper motors
* M18 - Disable all stepper motors; same as M84
* M20 - List SD card
* M21 - Init SD card
* M22 - Release SD card
* M23 - Select SD file (M23 filename.g)
* M24 - Start/resume SD print
* M25 - Pause SD print
* M26 - Set SD position in bytes (M26 S12345)
* M27 - Report SD print status
* M28 - Start SD write (M28 filename.g)
* M29 - Stop SD write
* M30 - Delete file from SD (M30 filename.g)
* M31 - Output time since last M109 or SD card start to serial
* M32 - Select file and start SD print (Can be used _while_ printing
from SD card files): syntax "M32 /path/filename#", or "M32
S<startpos bytes> !filename#"
* M33 - Get the longname version of a path
* M42 - Change pin status via gcode Use M42 Px Sy to set pin x to
value y, when omitting Px the onboard led will be used.
* M48 - Measure Z_Probe repeatability. M48 [P # of points] [X
position] [Y position] [V_erboseness #] [E_ngage Probe] [L #
of legs of travel]
* M75 - Start the print job timer
* M76 - Pause the print job timer
* M77 - Stop the print job timer
* M78 - Show statistical information about the print jobs
* M80 - Turn on Power Supply
* M81 - Turn off Power Supply
* M82 - Set E codes absolute (default)
* M83 - Set E codes relative while in Absolute Coordinates (G90)mode

85
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
* M84 - Disable steppers until next move,
or use S<seconds> to specify an inactivity timeout, after
which the steppers will be disabled. S0 to disable the
timeout.
* M85 - Set inactivity shutdown timer with parameter S<seconds>. To
disable set zero (default)
* M92 - Set planner.axis_steps_per_mm - same syntax as G92
* M106 - Fan on
* M107 - Fan off
* M110 - Set the current line number
* M111 - Set debug flags with S<mask>. See flag bits defined in
enum.h.
* M112 - Emergency stop
* M113 - Get or set the timeout interval for Host Keepalive "busy"
messages
* M114 - Output current position to serial port
* M115 - Capabilities string
* M117 - Display a message on the controller screen
* M119 - Output Endstop status to serial port
* M120 - Enable endstop detection
* M121 - Disable endstop detection
* M126 - Solenoid Air Valve Open (BariCUDA support by jmil)
* M127 - Solenoid Air Valve Closed (BariCUDA vent to atmospheric
pressure by jmil)
* M128 - EtoP Open (BariCUDA EtoP = electricity to air pressure
transducer by jmil)
* M129 - EtoP Closed (BariCUDA EtoP = electricity to air pressure
transducer by jmil)
* M140 - Set bed target temp
* M145 - Set the heatup state H<hotend> B<bed> F<fan speed> for
S<material> (0=PLA, 1=ABS)
* M149 - Set temperature units
* M150 - Set BlinkM Color Output R: Red<0-255> U(!): Green<0-255> B:
Blue<0-255> over i2c, G for green does not work.
* M200 - Set filament diameter, D<diameter>, setting E axis units to
cubic. (Use S0 to revert to linear units.)
* M201 - Set max acceleration in units/s^2 for print moves (M201 X1000
Y1000)

86
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
* M202 - Set max acceleration in units/s^2 for travel moves (M202
X1000 Y1000) Unused in Marlin!!
* M203 - Set maximum feedrate that your machine can sustain (M203 X200
Y200 Z300 E10000) in units/sec
* M204 - Set default acceleration: P for Printing moves, R for Retract
only (no X, Y, Z) moves and T for Travel (non printing) moves
ex. M204 P800 T3000 R9000) in units/sec^2
* M205 - Set advanced settings. Current units apply:
S<print> T<travel> minimum speeds
B<minimum segment time>
X<max xy jerk>, Z<max Z jerk>, E<max E jerk>
* M206 - Set additional homing offset
* M207 - Set Retract Length: S<length>, Feedrate: F<units/min>, and Z
lift: Z<distance>
* M208 - Set Recover (unretract) Additional (!) Length: S<length> and
Feedrate: F<units/min>
* M209 - Turn Automatic Retract Detection on/off: S<bool> (For slicers
that don't support G10/11).
* M218 - Set a tool offset: T<index> X<offset> Y<offset>
* M220 - Set Feedrate Percentage: S<percent> ("FR" on your LCD)
* M221 - Set Flow Percentage: S<percent>
* M226 - Wait until the specified pin reaches the state required:
P<pin number> S<pin state>
* M280 - Set servo position absolute. P: servo index, S: angle or
microseconds
* M300 - Play beep sound S<frequency Hz> P<duration ms>
* M301 - Set PID parameters P I and D
* M304 - Set bed PID parameters P I and D
* M381 - Disable all solenoids
* M400 - Finish all moves
* M401 - Lower Z probe if present
* M402 - Raise Z probe if present
* M407 - Display measured filament diameter in millimeters
* M410 - Quickstop. Abort all the planned moves
* M420 - Enable/Disable Mesh Leveling (with current values) S1=enable
S0=disable

87
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
* M421 - Set a single Z coordinate in the Mesh Leveling grid. X<units>
Y<units> Z<units>
* M428 - Set the home_offset logically based on the current_position
* M500 - Store parameters in EEPROM
* M501 - Read parameters from EEPROM (if you need reset them after you
changed them temporarily).
* M502 - Revert to the default "factory settings". You still need to
store them in EEPROM afterwards if you want to.
* M503 - Print the current settings (from memory not from EEPROM). Use
S0 to leave off headings.
* M540 - Use S[0|1] to enable or disable the stop SD card print on
endstop hit (requires ABORT_ON_ENDSTOP_HIT_FEATURE_ENABLED)
* M600 - Pause for filament change X[pos] Y[pos] Z[relative lift]
E[initial retract] L[later retract distance for removal]
* M665 - Set delta configurations: L<diagonal rod> R<delta radius>
S<segments/s>
* M666 - Set delta endstop adjustment
* M605 - Set dual x-carriage movement mode: S<mode> [ X<duplication x-
offset> R<duplication temp offset> ]
* M851 - Set Z probe's Z offset in current units. (Negative values
apply to probes that extend below the nozzle.)
* M907 - Set digital trimpot motor current using axis codes.
* M908 - Control digital trimpot directly.
* M909 - DAC_STEPPER_CURRENT: Print digipot/DAC current value
* M910 - DAC_STEPPER_CURRENT: Commit digipot/DAC value to external
EEPROM via I2C
* M350 - Set microstepping mode.
* M351 - Toggle MS1 MS2 pins directly.
*
* ******
* Custom codes - This can change to suit future G-code regulations
********
* M100 - Watch Free Memory (For Debugging Only)
* M928 - Start SD logging (M928 filename.g) - ended by M29
* M999 - Restart after being stopped by error
*/
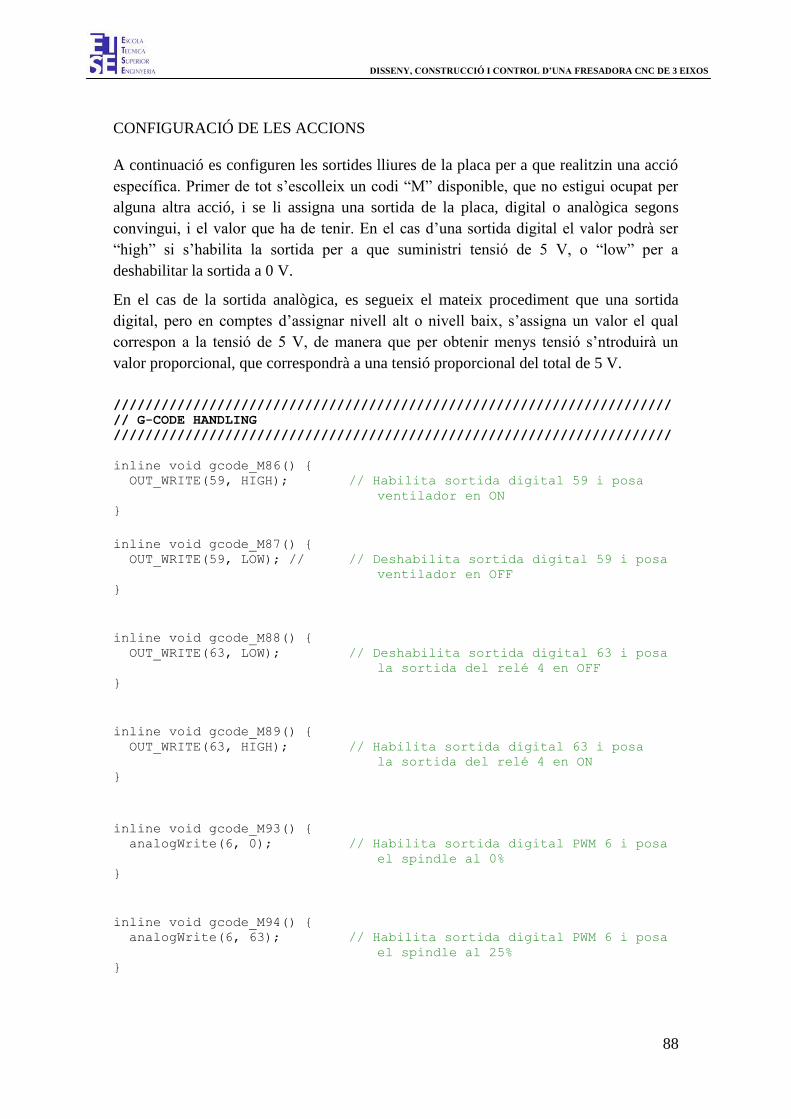
88
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
CONFIGURACIÓ DE LES ACCIONS
A continuació es configuren les sortides lliures de la placa per a que realitzin una acció
específica. Primer de tot s’escolleix un codi “M” disponible, que no estigui ocupat per
alguna altra acció, i se li assigna una sortida de la placa, digital o analògica segons
convingui, i el valor que ha de tenir. En el cas d’una sortida digital el valor podrà ser
“high” si s’habilita la sortida per a que suministri tensió de 5 V, o “low” per a
deshabilitar la sortida a 0 V.
En el cas de la sortida analògica, es segueix el mateix procediment que una sortida
digital, pero en comptes d’assignar nivell alt o nivell baix, s’assigna un valor el qual
correspon a la tensió de 5 V, de manera que per obtenir menys tensió s’ntroduirà un
valor proporcional, que correspondrà a una tensió proporcional del total de 5 V.
//////////////////////////////////////////////////////////////////////
// G-CODE HANDLING
//////////////////////////////////////////////////////////////////////
inline void gcode_M86() {
OUT_WRITE(59, HIGH); // Habilita sortida digital 59 i posa
ventilador en ON
}
inline void gcode_M87() {
OUT_WRITE(59, LOW); // // Deshabilita sortida digital 59 i posa
ventilador en OFF
}
inline void gcode_M88() {
OUT_WRITE(63, LOW); // Deshabilita sortida digital 63 i posa
la sortida del relé 4 en OFF
}
inline void gcode_M89() {
OUT_WRITE(63, HIGH); // Habilita sortida digital 63 i posa
la sortida del relé 4 en ON
}
inline void gcode_M93() {
analogWrite(6, 0); // Habilita sortida digital PWM 6 i posa
el spindle al 0%
}
inline void gcode_M94() {
analogWrite(6, 63); // Habilita sortida digital PWM 6 i posa
el spindle al 25%
}

89
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
inline void gcode_M95() {
analogWrite(6, 127); // Habilita sortida digital PWM 6 i posa
el spindle al 50%
}
inline void gcode_M96() {
analogWrite(6, 190); // Habilita sortida digital PWM 6 i posa
el spindle al 75%
}
inline void gcode_M97() {
analogWrite(6, 255); // Habilita sortida digital PWM 6 i posa
el spindle al 100%
}
// HANDLE A KNOWN G, M, OR T
SWITCH (COMMAND_CODE) {
CASE 'G': SWITCH (CODENUM) {
CASE 86: // M86 - Posa el ventilador en ON
GCODE_M86();
BREAK;
CASE 87: // M87 - Posa el ventilador en OFF
GCODE_M87();
BREAK;
CASE 88: // M88 - Posa l’electronica del spindle a ON
GCODE_M88();
BREAK;
CASE 89: // M89 - Posa l’electronica del spindle a OFF
GCODE_M89();
BREAK;
CASE 92: // M92 – Fixa els passos per unitat dels eixos
GCODE_M92();
BREAK;
CASE 93: // M93 - Posa el spindle al 0%
GCODE_M93();
BREAK;
CASE 94: // M94 - Posa el spindle al 25%
GCODE_M94();
BREAK;
CASE 95: // M95 - Posa el spindle al 50%
GCODE_M95();
BREAK;
CASE 96: // M96 - Posa el spindle al 75%
GCODE_M96();
BREAK;
CASE 97: // M97 - Posa el spindle al 100%
GCODE_M97();
BREAK;

90
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Llibreria Configuration.h
// Define this to have the electronics keep the power supply off on
startup. If you don't know what this is leave it.
#define PS_DEFAULT_OFF //Es defineix apagada per defecte la font
d’alimentació
CONFIGURACIÓ DE LA CARRERA DE CADA EIX
En aquest apartat, es defineix la carrera de cada eix en milímetres. La posició inicial de
cada eix, denominada MIN_POS es defineix com a 0. Cada vegada que s’inicii la
fresadora, es portarà al seu punt inicial, conegut com a home, i a partir d’allí la distància
màxima que pot recorre cada eix es la definida a continuació com a MAX_POS.
//////////////////////////////////////////////////////////////////////
// Z Probe Options
//////////////////////////////////////////////////////////////////////
// ENDSTOP SETTINGS:
// Sets direction of endstops when homing; 1=MAX, -1=MIN
// :[-1,1]
#define X_HOME_DIR -1
#define Y_HOME_DIR -1
#define Z_HOME_DIR -1
#define min_software_endstops true // If true, axis won't move to
coordinates less than HOME_POS.
#define max_software_endstops true // If true, axis won't move to
coordinates greater than the defined lengths below.
// Travel limits after homing (units are in mm)
#define X_MIN_POS 0 //Es defineix el valor incial de l’eix X
#define Y_MIN_POS 0 //Es defineix el valor incial de l’eix Y
#define Z_MIN_POS 0 //Es defineix el valor incial de l’eix Z
#define X_MAX_POS 200 //Es defineix el valor màxim de l’eix X
#define Y_MAX_POS 200 //Es defineix el valor màxim de l’eix Y
#define Z_MAX_POS 80 //Es defineix el valor màxim de l’eix Z
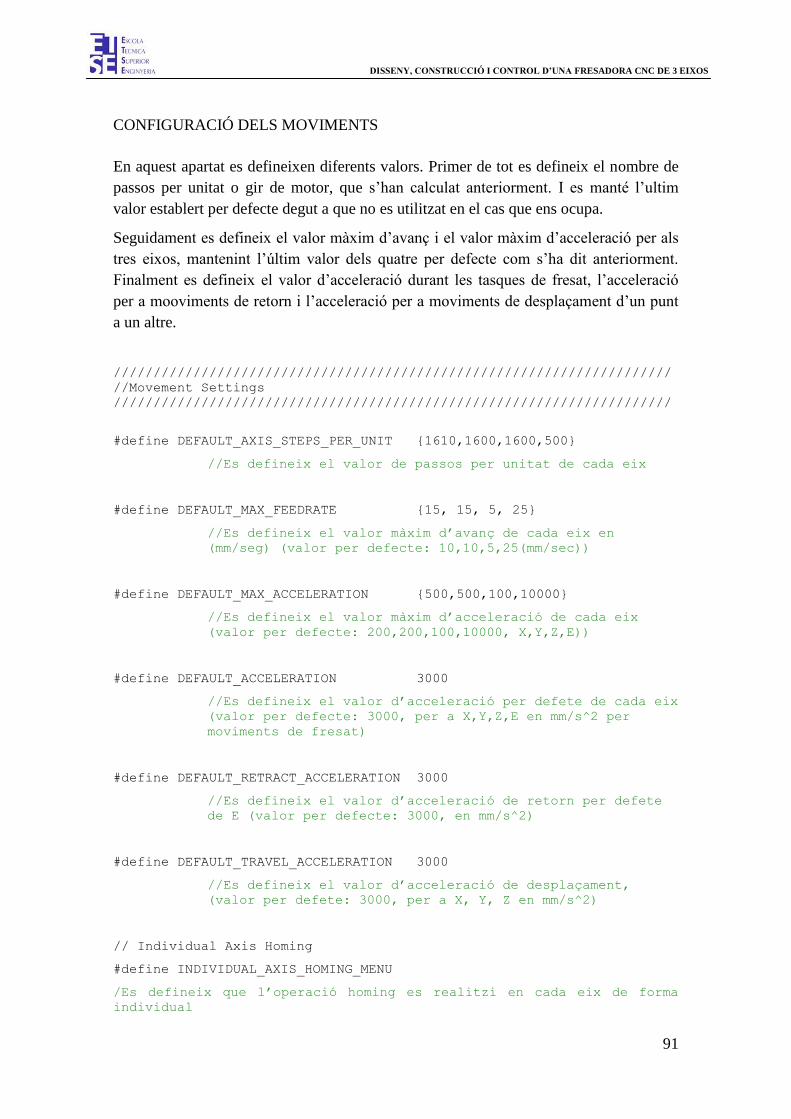
91
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
CONFIGURACIÓ DELS MOVIMENTS
En aquest apartat es defineixen diferents valors. Primer de tot es defineix el nombre de
passos per unitat o gir de motor, que s’han calculat anteriorment. I es manté l’ultim
valor establert per defecte degut a que no es utilitzat en el cas que ens ocupa.
Seguidament es defineix el valor màxim d’avanç i el valor màxim d’acceleració per als
tres eixos, mantenint l’últim valor dels quatre per defecte com s’ha dit anteriorment.
Finalment es defineix el valor d’acceleració durant les tasques de fresat, l’acceleració
per a mooviments de retorn i l’acceleració per a moviments de desplaçament d’un punt
a un altre.
//////////////////////////////////////////////////////////////////////
//Movement Settings
//////////////////////////////////////////////////////////////////////
#define DEFAULT_AXIS_STEPS_PER_UNIT {1610,1600,1600,500}
//Es defineix el valor de passos per unitat de cada eix
#define DEFAULT_MAX_FEEDRATE {15, 15, 5, 25}
//Es defineix el valor màxim d’avanç de cada eix en
(mm/seg) (valor per defecte: 10,10,5,25(mm/sec))
#define DEFAULT_MAX_ACCELERATION {500,500,100,10000}
//Es defineix el valor màxim d’acceleració de cada eix
(valor per defecte: 200,200,100,10000, X,Y,Z,E))
#define DEFAULT_ACCELERATION 3000
//Es defineix el valor d’acceleració per defete de cada eix
(valor per defecte: 3000, per a X,Y,Z,E en mm/s^2 per
moviments de fresat)
#define DEFAULT_RETRACT_ACCELERATION 3000
//Es defineix el valor d’acceleració de retorn per defete
de E (valor per defecte: 3000, en mm/s^2)
#define DEFAULT_TRAVEL_ACCELERATION 3000
//Es defineix el valor d’acceleració de desplaçament,
(valor per defete: 3000, per a X, Y, Z en mm/s^2)
// Individual Axis Homing
#define INDIVIDUAL_AXIS_HOMING_MENU
/Es defineix que l’operació homing es realitzi en cada eix de forma
individual
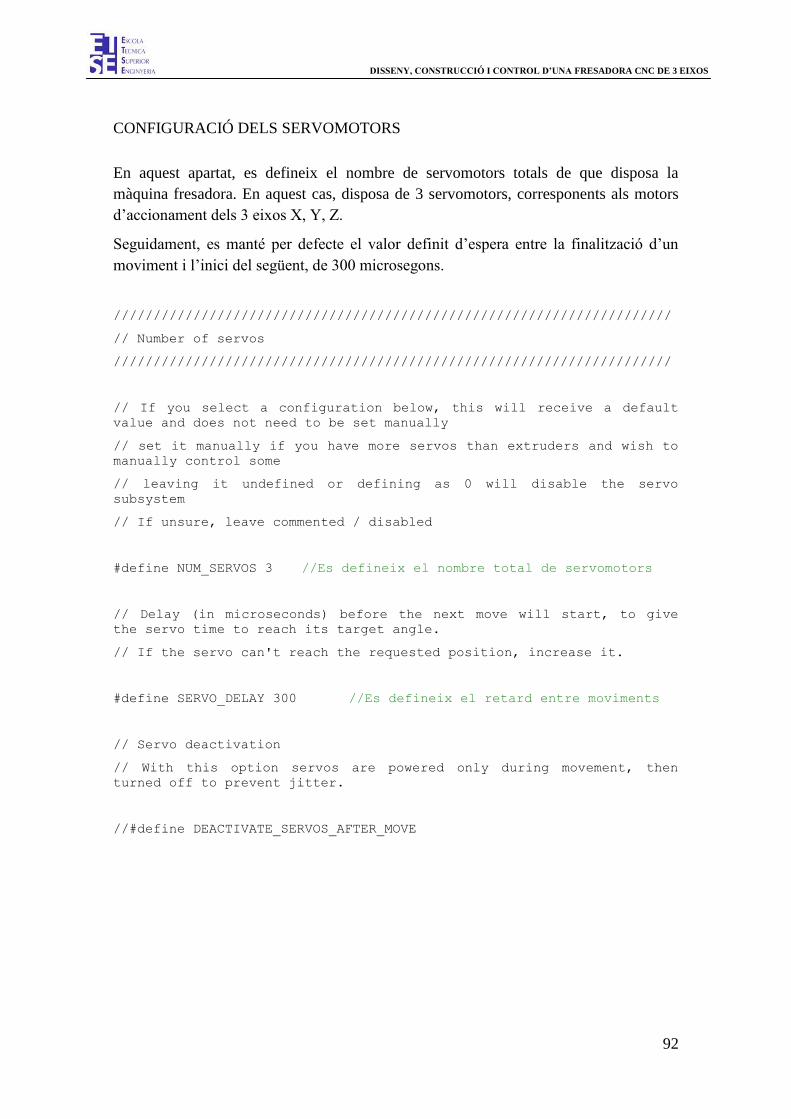
92
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
CONFIGURACIÓ DELS SERVOMOTORS
En aquest apartat, es defineix el nombre de servomotors totals de que disposa la
màquina fresadora. En aquest cas, disposa de 3 servomotors, corresponents als motors
d’accionament dels 3 eixos X, Y, Z.
Seguidament, es manté per defecte el valor definit d’espera entre la finalització d’un
moviment i l’inici del següent, de 300 microsegons.
//////////////////////////////////////////////////////////////////////
// Number of servos
//////////////////////////////////////////////////////////////////////
// If you select a configuration below, this will receive a default
value and does not need to be set manually
// set it manually if you have more servos than extruders and wish to
manually control some
// leaving it undefined or defining as 0 will disable the servo
subsystem
// If unsure, leave commented / disabled
#define NUM_SERVOS 3 //Es defineix el nombre total de servomotors
// Delay (in microseconds) before the next move will start, to give
the servo time to reach its target angle.
// If the servo can't reach the requested position, increase it.
#define SERVO_DELAY 300 //Es defineix el retard entre moviments
// Servo deactivation
// With this option servos are powered only during movement, then
turned off to prevent jitter.
//#define DEACTIVATE_SERVOS_AFTER_MOVE

93
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
3.4 ESTRUCTURA SEGUIDA
En el següent diagrama es mostra l’estructura seguida.
Redacció de l'informe
Teoria Pràctica
Revisió i control
Tests de prova Ajustaments
Fabricació i muntatge
Mecanització dels elements estructurals Muntatge de l'estructura, components mecànics i
electrònics
Preparació prèvia
Compra de material Instal·lació de software Programació
Disseny
Estructura Distribució de components
Investigació
Recolecta d'informació Previsió de materials necessàris Identificació de materials i
recursos disponibles
Idea
Identificació de problemes en el sector Selecció d'un tema Estudi de viabilitat (temps, cost, esforç)

94
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
3.5 PROCÉS DE MUNTATGE
Estructura i bases de cada eix
Preparació de la base de l’eix Y

95
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Mecanització de les plaques adaptadores

96
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Muntatge eix Y
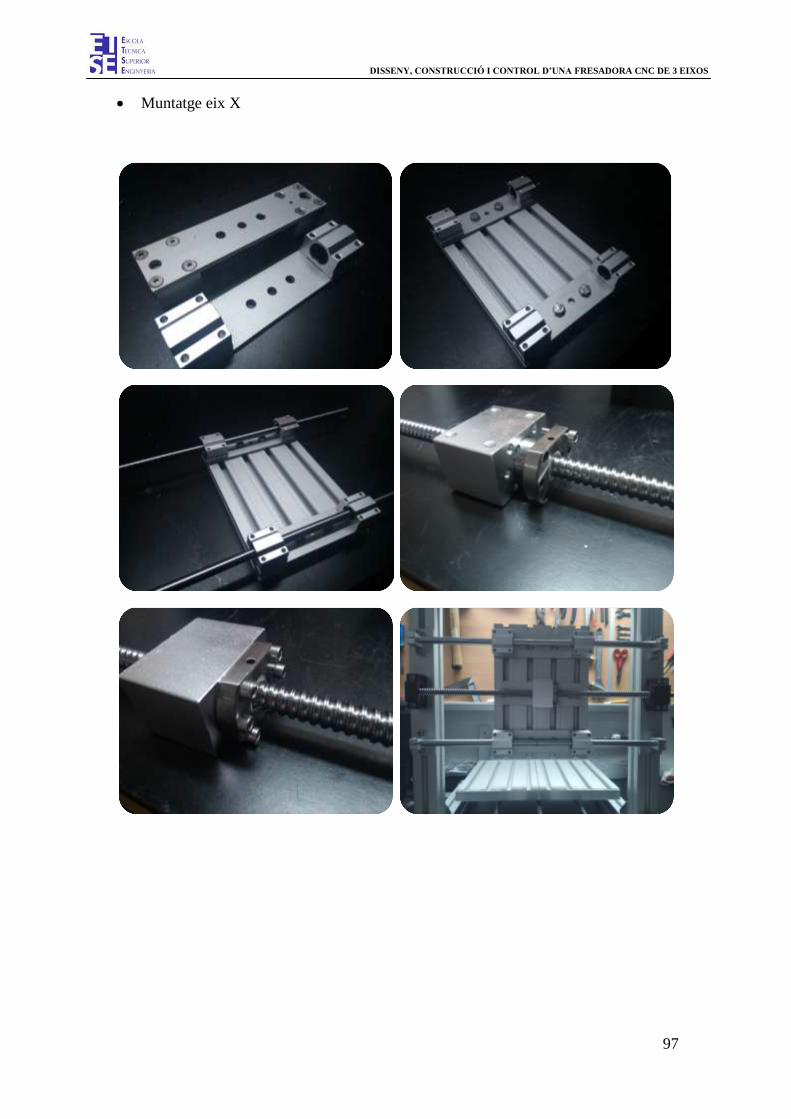
97
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Muntatge eix X

98
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Muntatge eix Z

99
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Ubicació dels finals de carrera a l’estructura
Eix X Eix Z
Eix Y

100
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Aspecte final de l’estructura
Eix X
Eix Y Eix Z

101
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Motors
Eix X Eix Y
Eix Z Font d‘alimentació Spindle

102
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Components electrònics

PLÀNOLS
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA
FRESADORA CNC DE 3 EIXOS
104
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
ÍNDEX
1. PLÀNOL SITUACIÓ
2. PLÀNOL EMPLAÇAMENT
3. ESQUEMA ELECTRIC
4. PLÀNOLS ELEMENTS ESTRUCTURALS
5. PLÀNOLS ELEMENTS ELÈCTRICS I ELECTRÒNICS
6. PLÀNOLS DE CONJUNTS


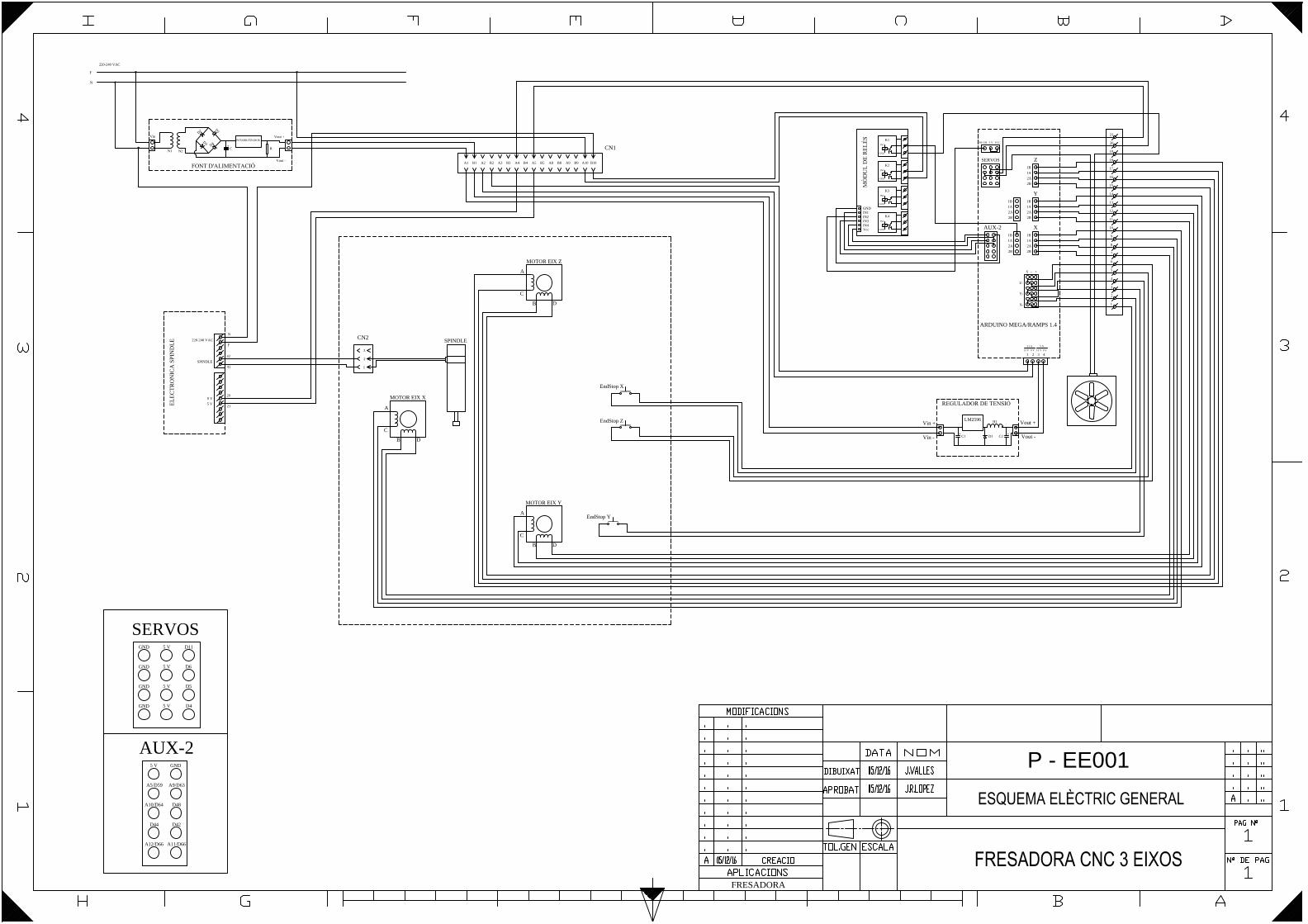
B1A1 B5B3B2A2 A3 B4A4 A5 B9B8A8 A9 B10A10
N
ELEC
TRO
NIC
A S
PIN
DLE
220-240 VAC
ARDUINO MEGA/RAMPS 1.4
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
2B2A1A1B
2B2A1A1B
2B2A1A1B
Z
Y
X
2B2A1A1B
2B2A1A1B
Z-
Y-
X-
+-S
Vout +
Vout -
EndStop X
EndStop Y
EndStop Z
MOTOR EIX X
A
C
B D
MOTOR EIX Z
MÒDUL DE RELÉS
SPINDLE
1 2 3 4
F
5 V0 V
SPINDLE1
2
3
21
20
SERVOS
AUX-2
F
N
220-240 VAC
PS-ON
FRESADORA
P - EE001
41
42
Vin +
Vin -+ +
C1 D1
H1LM2596
REGULADOR DE TENSIÓ
CN1
CN2
5 V VCC
SERVOS5 V
5 V
5 V
5 V
GND
GND
GND
GND
D11
D6
D5
D4
AUX-25 V GND
A5/D59 A9/D63
A12/D66 A11/D66
D48
D44 D42
A10/D64
12 V 0 V12 V 0 V11 A 5 A
Vin Vout +
Vout -
FONT D'ALIMENTACIÓ
C2
+C R
D4
D1
D3
D2
ESTABILITZADOR
N1 N2
MOTOR EIX Y
A
C
B D
A
C
B D
GNDIN1IN2
IN4Vcc
IN3
K1
K2
GND
K3
K4
IN2
GND
IN2
GND
IN2
GND
IN2

EndStop X
EndStop Y
EndStop Z
MOTOR EIX X
A
C
B D
MOTOR EIX Z
SPINDLE
1
2
3
CN2
MOTOR EIX Y
A
C
B D
A
C
B D
41
42
12
34
56
789
10
11121314
15161718
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
P - EE002

APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
P - EE003
Vin Vout +
Vout -
+C R
D4
D1
D3
D2
ESTABILITZADOR
N1 N2
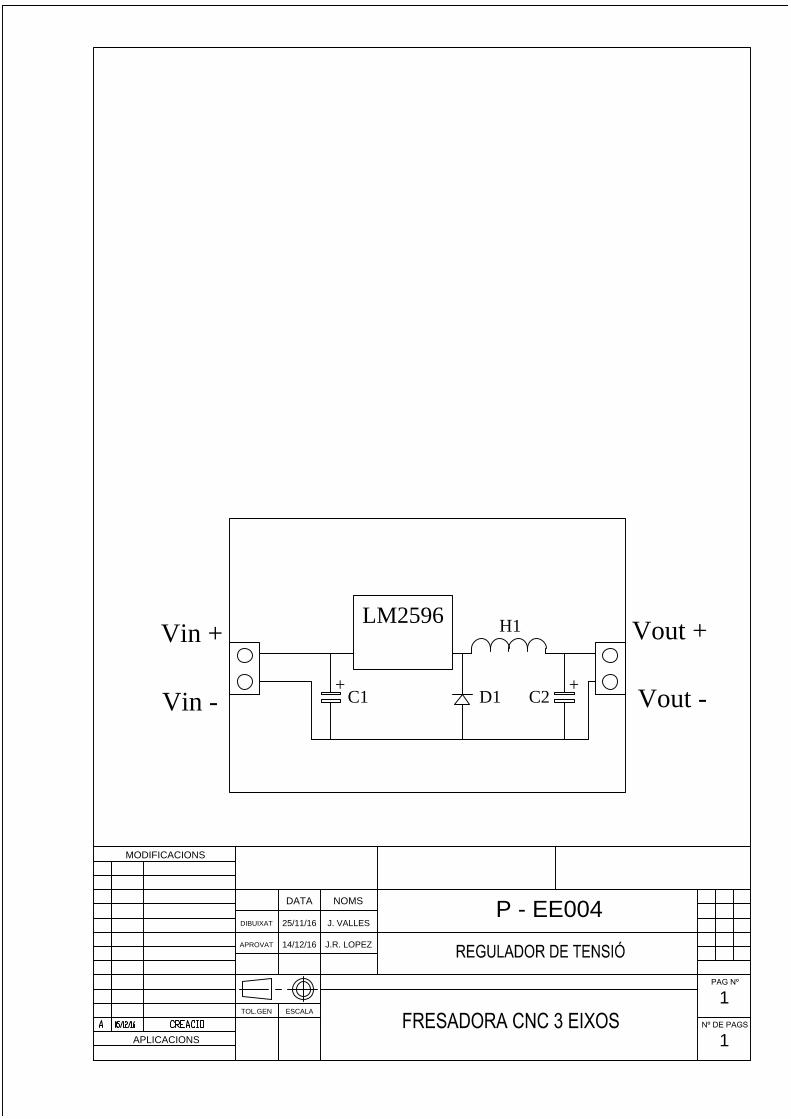
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
P - EE004
Vout +
Vout -
Vin +
Vin -+ +
C1 D1
H1LM2596
C2

APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
P - EE005
GNDIN1IN2
IN4Vcc
IN3
K1
K2
GND
K3
K4
IN2
GND
IN2
GND
IN2
GND
IN2

APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
P - EE006
ARDUINO MEGA/RAMPS 1.4
2B2A1A1B
2B2A1A1B
2B2A1A1B
Z
Y
X
2B2A1A1B
2B2A1A1B
Z-
Y-
X-
+-S
1 2 3 4
SERVOS
AUX-2
PS-ON 5 V VCC
12 V 0 V12 V 0 V11 A 5 A
GND
IN1
IN2
IN4Vcc
IN3
1
2
3
4
5
6
78910
11121314
15161718
20
21
FAN

1:1
SUPORT 001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ALUMINI15
E - 390-1798

1:3
BASE001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ALUMINI1
E - 115 - 038
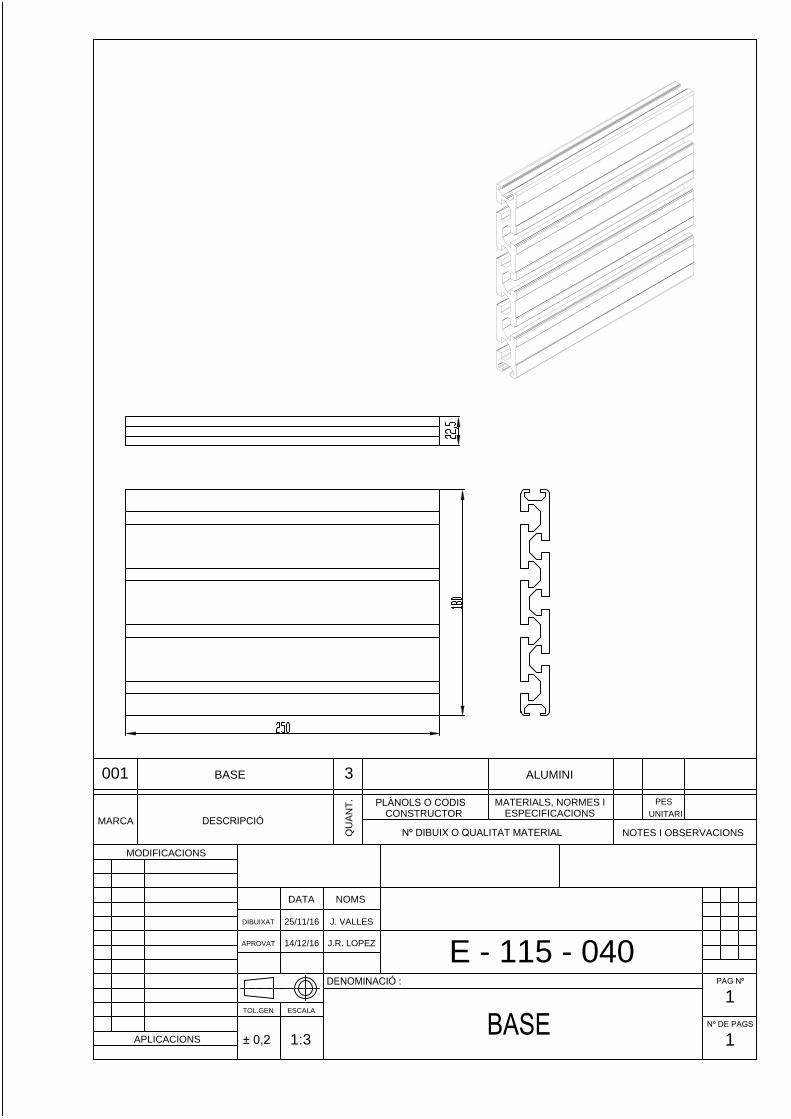
1:3
BASE001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ALUMINI3
E - 115 - 040

1:3
PERFIL001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ALUMINI1
E - 390 - 0048

1:3
PERFIL ANGULAR001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ALUMINI1
E - 128 - 094
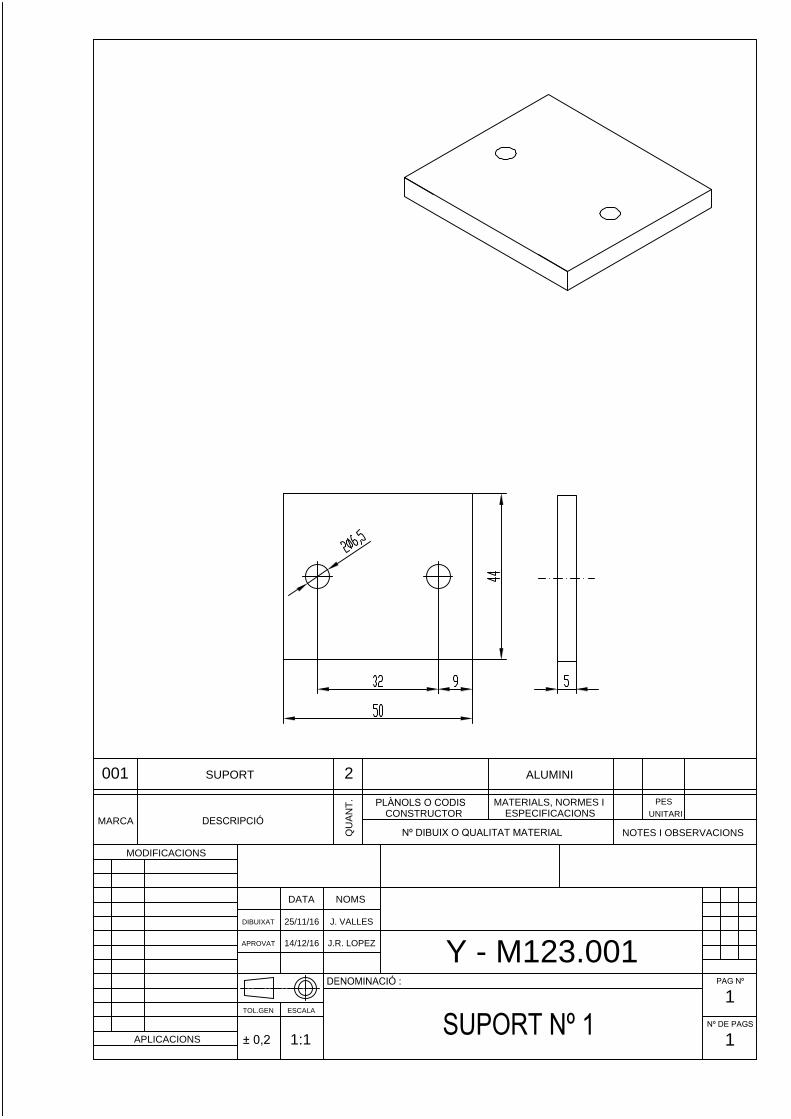
1:1
SUPORT001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ALUMINI2
Y - M123.001

1:2
SUPORT001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ALUMINI2
Y - M123.002
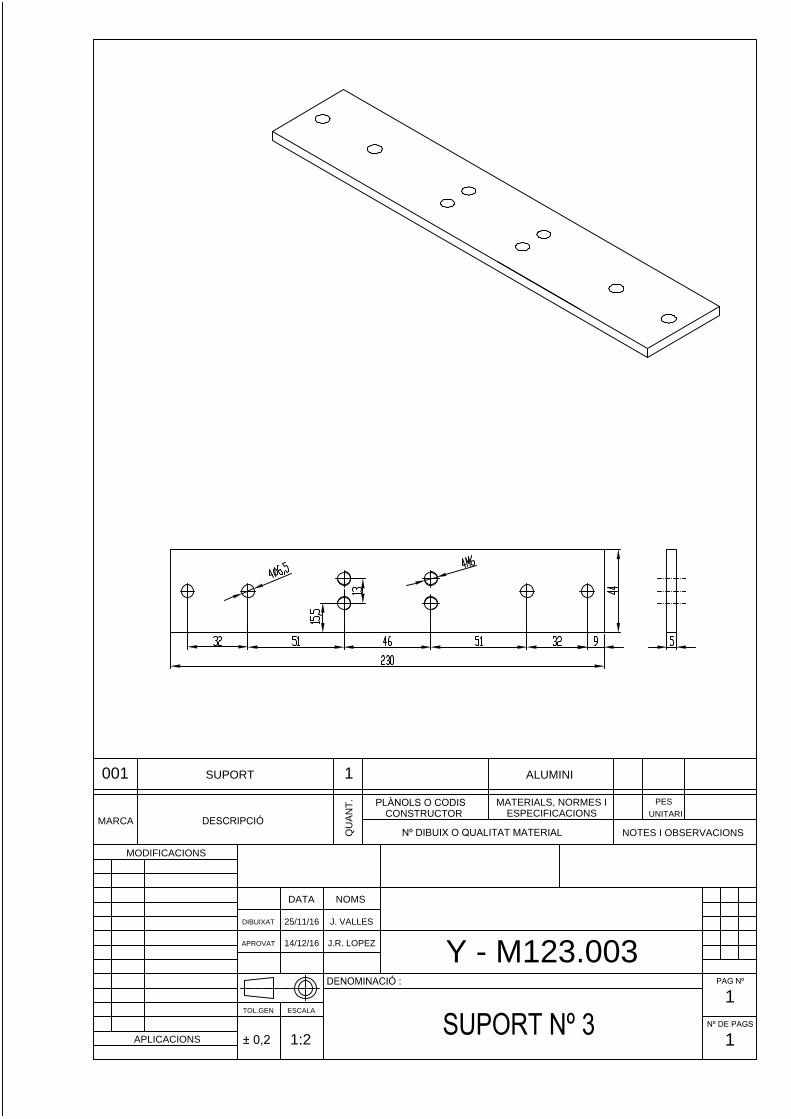
1:2
SUPORT001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ALUMINI1
Y - M123.003

1:2
SUPORT001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ALUMINI1
Y - M123.004

1:2
SUPORT001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ALUMINI1
Y - M123.005

1:2
SUPORT001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ALUMINI2
Y - M123.006

1:2
SUPORT001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ALUMINI1
Y - M123.007
APROVAT
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
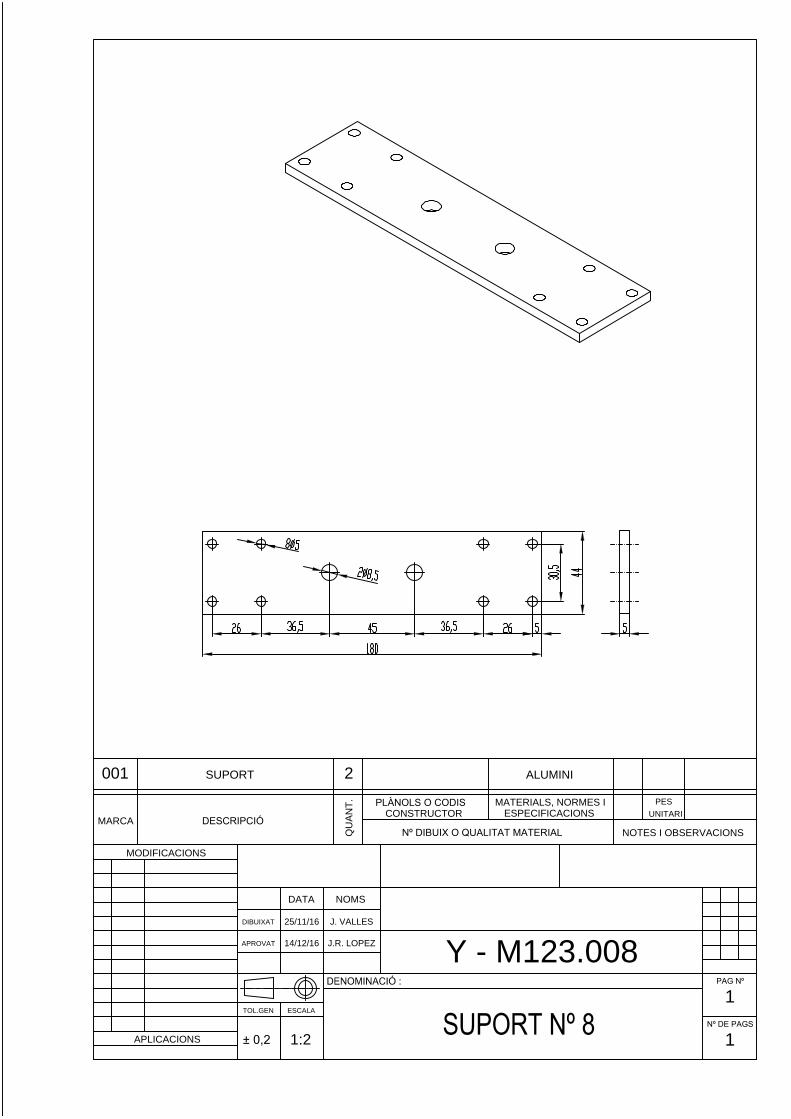
1:2
SUPORT001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
MARCA DESCRIPCIÓ
QU
AN
T.
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ALUMINI2
Y - M123.008
APROVAT
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS

1:2
SUPORT001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
MARCA DESCRIPCIÓ
QU
AN
T.
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ALUMINI2
Y - M123.009
APROVAT
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS

1:2
SUPORT001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
MARCA DESCRIPCIÓ
QU
AN
T.
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ALUMINI2
Y - M123.010
APROVAT
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS

1:2
SUPORT001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ALUMINI1
Y - M123.011

1:2
SUPORT001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ALUMINI1
Y - M123.012
APROVAT
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS

1:2
SUPORT001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
MARCA DESCRIPCIÓ
QU
AN
T.
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ALUMINI1
Y - M123.013
APROVAT
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
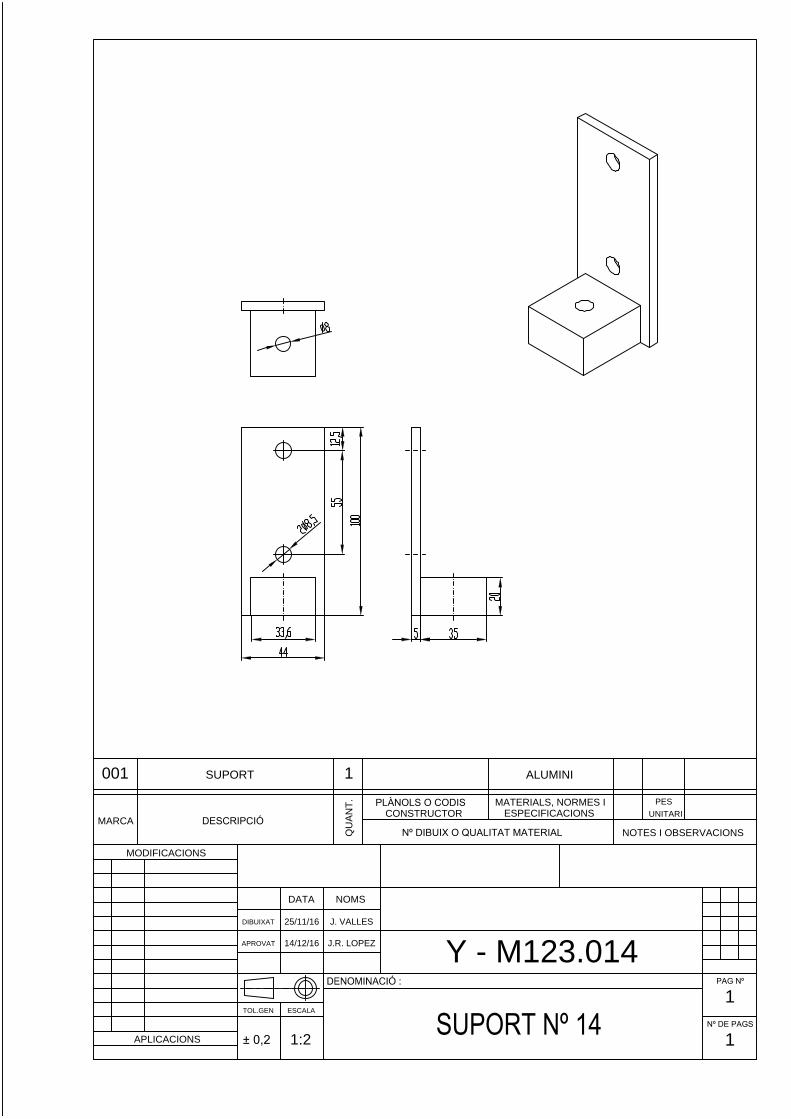
1:2
SUPORT001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
MARCA DESCRIPCIÓ
QU
AN
T.
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ALUMINI1
Y - M123.014
APROVAT
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS

1:1
SUPORT SK12001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ACER12
Y - 3D574
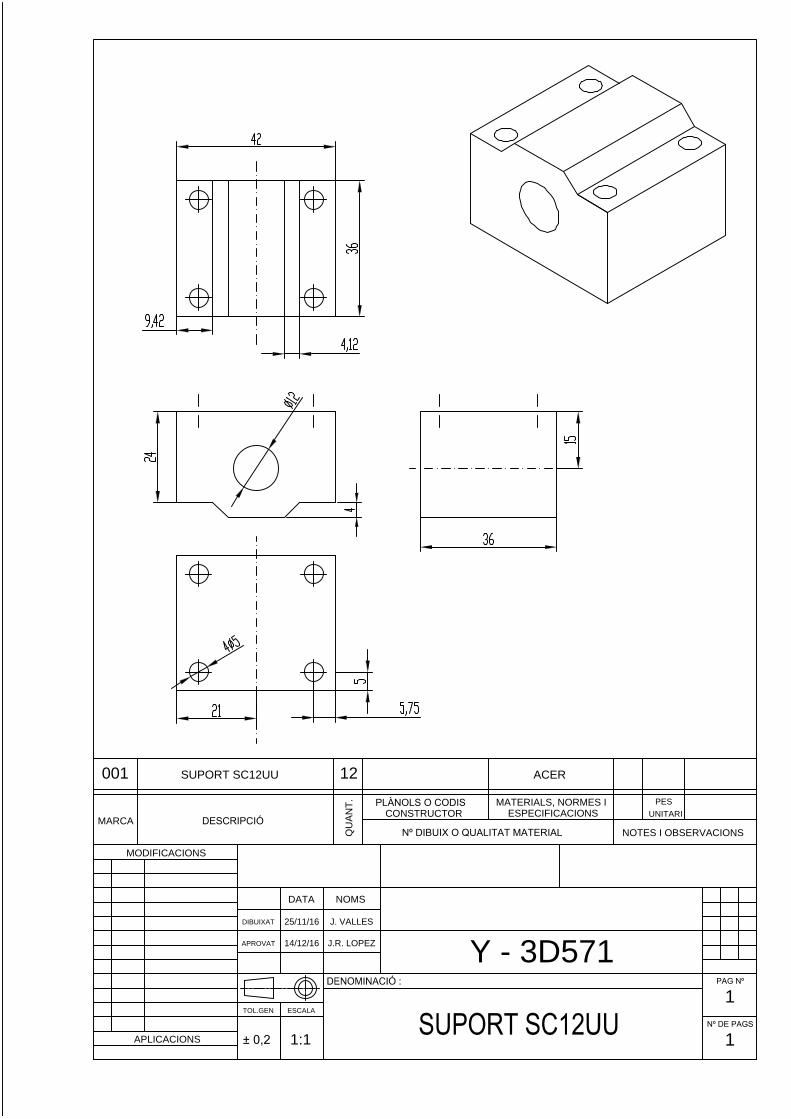
1:1
SUPORT SC12UU001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ACER12
Y - 3D571

1:1
SUPORT BK10001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ACER3
E - SFU1204 - 1
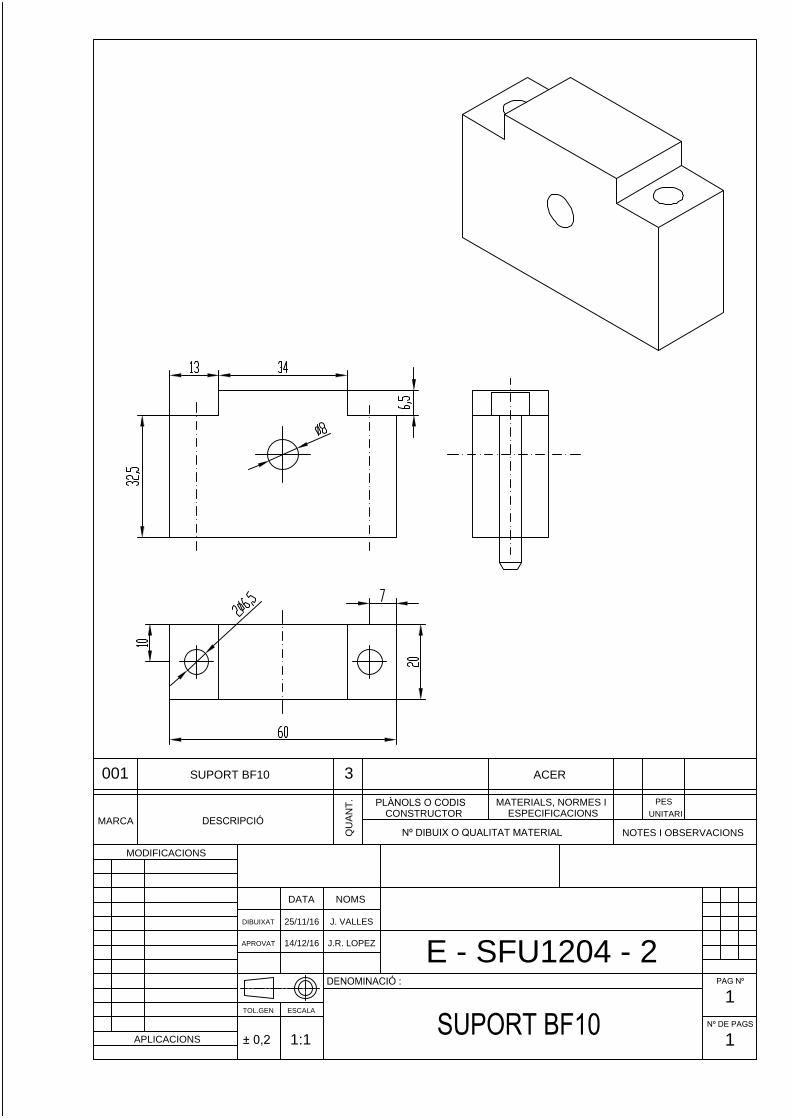
1:1
SUPORT BF10001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ACER3
E - SFU1204 - 2

1:1
FEMELLA001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ACER3
E - SFU1204 - 3

1:1
SUPORT001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ACER3
E - SFU1204 - 4

1:1
SUPORT MOTOR001
± 0,2
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ALUMINI3
M - 3D0270

M23-1.3-1D06-D9-A
1:2
MOTOR001
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
3
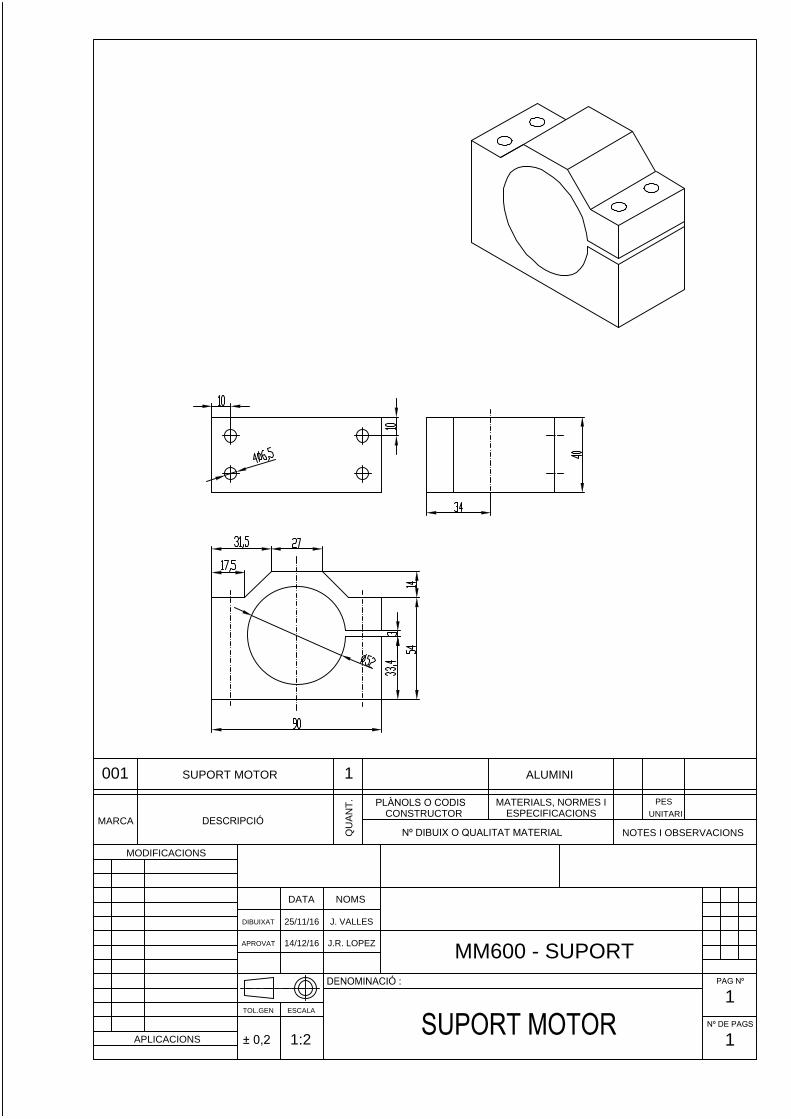
MM600 - SUPORT
1:2
SUPORT MOTOR001
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
1 ALUMINI
± 0,2

MM600
1:2
MOTOR001
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
1

1:3
CONJUNT MOTOR - CARGOL SENSE FI001
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
C - 001
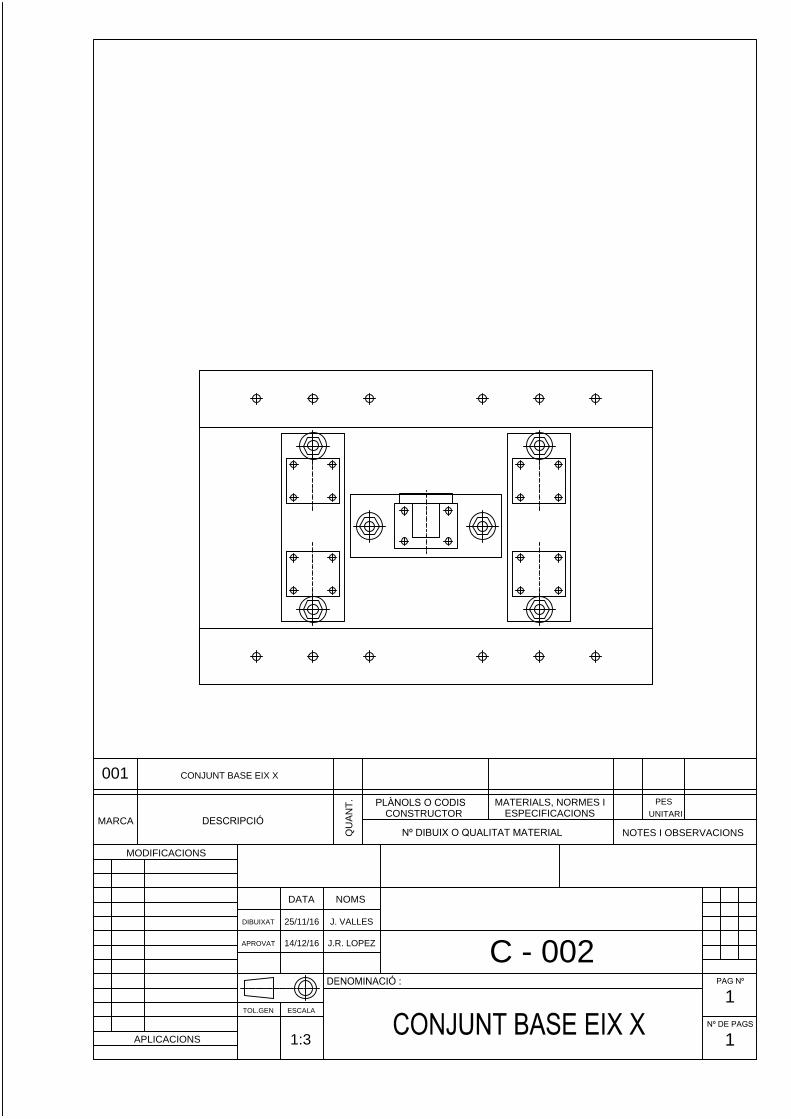
1:3
CONJUNT BASE EIX X001
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
C - 002

1:3
CONJUNT BASE EIX Y001
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
C - 003

1:3
CONJUNT BASE EIX Z001
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
C - 004
SUPORT PER A SPINDLE

1:3
CONJUNT BASE EIX Z001
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
C - 005
SUPORT PER A BOLÍGRAF
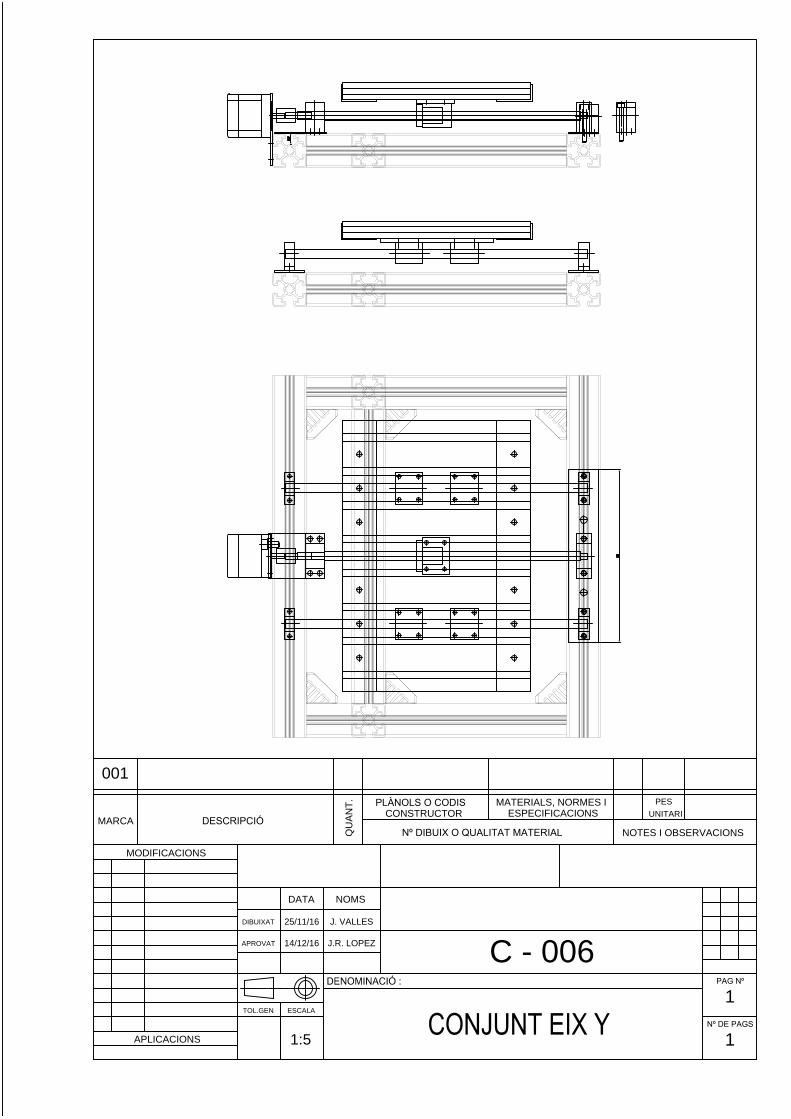
1:5
001
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
C - 006

1:6
001
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
C - 007
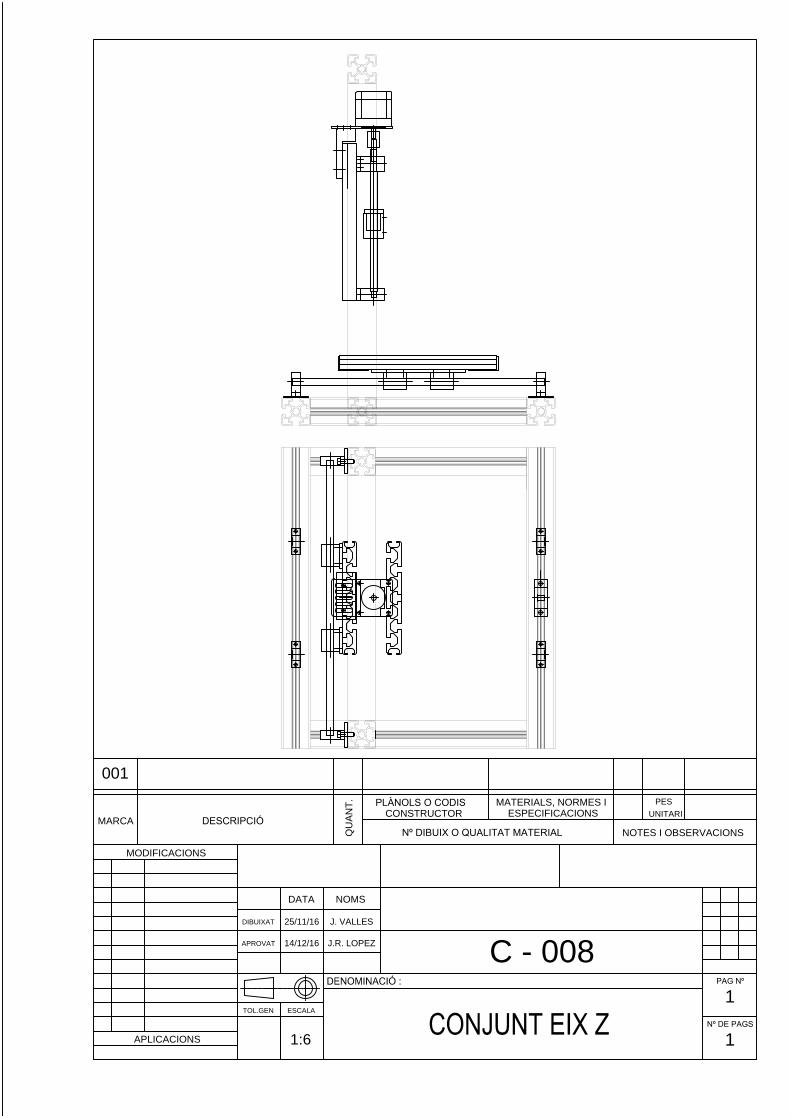
1:6
001
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
C - 008
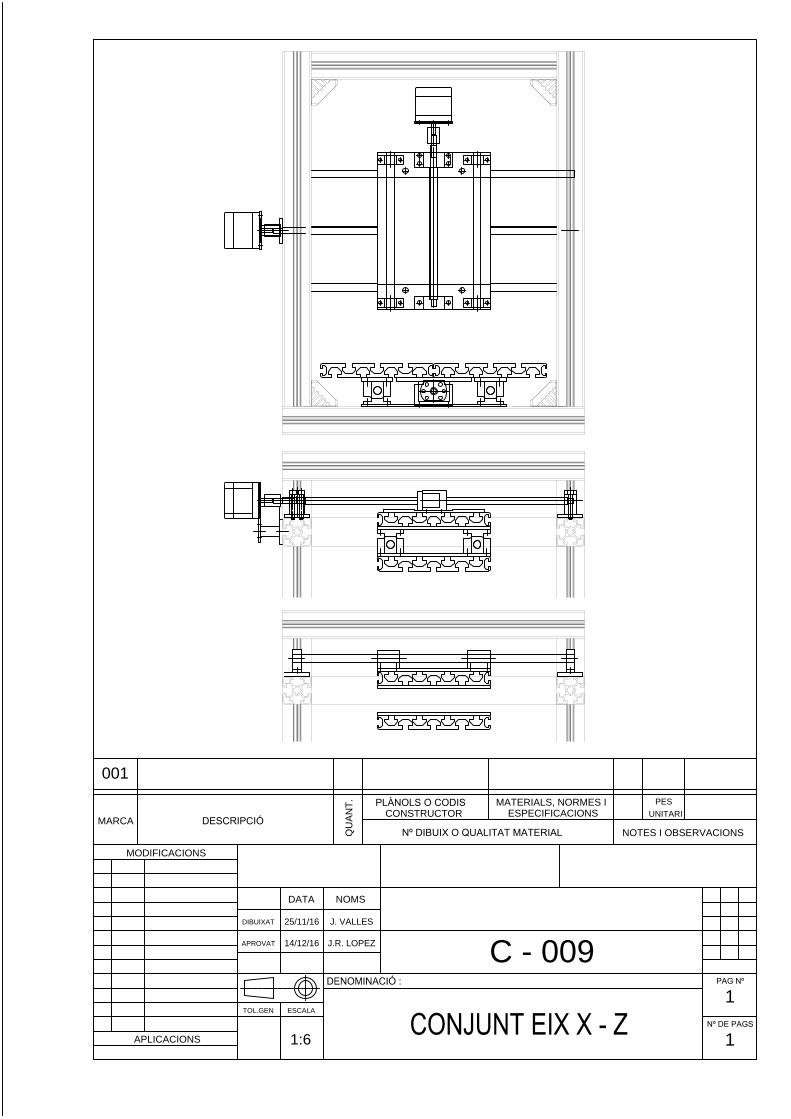
30.44
001
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
C - 009
1:6

1:7
SUPORT 001
APLICACIONS
PAG Nº
Nº DE PAGS
1
1
25/11/16 J. VALLES
14/12/16
DATA NOMS
DIBUIXAT
APROVAT
MARCA DESCRIPCIÓ
QU
AN
T.
PLÀNOLS O CODIS
CONSTRUCTOR
MATERIALS, NORMES I
ESPECIFICACIONS
PES
UNITARI
Nº DIBUIX O QUALITAT MATERIAL NOTES I OBSERVACIONS
TOL.GEN ESCALA
J.R. LOPEZ
MODIFICACIONS
ALUMINI1
C - 010

PLEC DE CONDICIONS
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA
FRESADORA CNC DE 3 EIXOS

155
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
ÍNDEX
1. PLEC DE CONDICIONS GENERALS.
2. PLEC DE CONDICIONS TÈCNIQUES.

156
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
1. PLEC DE CONDICIONS GENERALS, FACULTATIVES, ECONÒMIQUES
I TÈCNIQUES
Capítol Preliminar: Disposicions Generals
Naturalesa i objecte del Plec General
Article 1.- El present Plec General de Condicions té caràcter supletori del Plec
de Condicions particulars del Projecte. Ambdós, com a part del projecte tenen com a
finalitat regular l'execució de les obres fixant-ne els nivells tècnics i de qualitat exigibles i
precisen les intervencions que corresponen, segons el contracte i d'acord amb la
legislació aplicable, al Promotor o propietari de l'obra, al Contractista o constructor de
l'obra, als seus tècnics i encarregats, al Projectista, així com les relacions entre ells i les
seves obligacions corresponents en ordre a l'acompliment del contracte d'obra.
Documentació del Contracte d'Obra
Article 2.- Integren el contracte els documents següents relacionats per ordre
de relació pel que es refereix al valor de les seves especificacions en cas d'omissió o
contradicció aparent:
1. Les condicions fixades en el mateix document de contracte
d'empresa o arrendament d'obra si és que existeix.
2. El Plec de Condicions particulars.
3. El present Plec General de Condicions.
4. La resta de la documentació del Projecte (memòria, plànols, medicions i
pressupost).
Les ordres i instruccions de la Direcció facultativa de les obres s'incorporen al Projecte
com a interpretació, complement o precisió de les seves determinacions. En cada
document, les especificacions literals prevalen sobre les gràfiques i en els plànols, la cota
preval sobre la mida a escala.
Capítol I: Condicions Facultatives
Epígraf 1: Delimitació General de Funcions Tècniques

157
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
El Projectista
Article 3.- Correspon al Projectista:
a) Redactar els complements o rectificacions del projecte que calguin.
b) Assistir a les obres, tantes vegades com ho requereixi la seva naturalesa i complexitat,
per tal de resoldre les contingències que es produïssin i impartir les instruccions
complementàries que calguin per aconseguir la solució correcta.
c) Coordinar la intervenció en obra d'altres tècnics que, en el seu cas, concorrin a la
direcció amb funció pròpia en aspectes parcials de la seva especialitat.
d) Aprovar les certificacions parcials d'obra, la liquidació final i assessorar el promotor en
l'acte de la recepció.
e) Preparar la documentació final de l'obra i expedir i subscriure el certificat de final
d'obra.
El Constructor
Article 4.- Correspon al Constructor:
a) Organitzar els treballs de construcció, redactant els plans d'obra que calguin i
projectant o autoritzant les instal·lacions provisionals i mitjans auxiliars de l'obra.
b) Elaborar el Pla de Seguretat i Salut en el treball en el qual s'analitzin, estudiïn,
desenvolupin i complementin les previsions contemplades a l'estudi o estudi bàsic, en
funció del seu propi sistema d'execució de l'obra..
c) Subscriure amb el Projectista l'acte de replanteig de l'obra.
d) Ostentar la direcció de tot el personal que intervingui en l'obra i coordinar les
intervencions dels subcontractistes.
e) Assegurar la idoneïtat de tots i cadascun dels materials i elements constructius que
s'utilitzen, comprovant-ne els preparats en obra i rebutjant, per iniciativa pròpia o per
prescripció del Projectista, els subministraments o prefabricats que no comptin amb les
garanties o documents de idoneïtat requerits per les normes d'aplicació.
f) Custodiar el Llibre d'ordres i seguiment de l'obra, i donar el vist i plau a les anotacions
que s'hi practiquin.
g) Facilitar al Projectista, amb temps suficient, els materials necessaris per
l'acompliment de la seva comesa.
h) Preparar les certificacions parcials d'obra i la proposta de liquidació final.
i) Subscriure amb el Promotor les actes de recepció provisional i definitiva.
j) Concertar les assegurances d'accidents de treball i de danys a tercers durant l'obra.

158
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Epígraf 2: De les obligacions i drets generals del Contractista
Verificació dels documents del projecte
Article 5.- Abans de començar les obres, el Contractista consignarà per escrit que la
documentació aportada li resulta suficient per a la comprensió de la totalitat de l'obra
contractada, o en cas contrari, sol·licitarà els aclariments pertinents.
Pla de Seguretat i Salut
Article 6.- El Contractista, a la vista del Projecte que contingui l'Estudi de Seguretat i
Salut o bé l'Estudi bàsic, presentarà el Pla de Seguretat i Salut que s'haurà d'aprovar, abans
de l'inici de l'obra, pel coordinador en matèria de seguretat i salut o per la direcció
facultativa en cas de no ser necessària la designació de coordinador.
Serà obligatòria la designació, per part del promotor, d'un coordinador en matèria de
seguretat i salut durant l'execució de l'obra sempre que a la mateixa intervingui més d'una
empresa, o una empresa i treballadors autònoms o diversos treballadors autònoms.
Els contractistes i subcontractistes seran responsables de l'execució correcta de les mides
preventives fixades en el pla de seguretat i salut, relatiu a les obligacions que els hi
corresponguin a ells directament o, en tot cas, als treballadors autònoms contractats per
ells. Els contractistes i subcontractistes respondran solidàriament de les conseqüències que
es derivin de l'incompliment de les mides previstes en el pla, en els termes de l'apartat 2 de
l'article 42 de la Llei 31/1995 de Prevenció de Riscos Laborals.
Oficina a l'obra
Article 8.- El Contractista habilitarà a l'obra una oficina en la qual hi haurà una taula
o taulell adequat, on s'hi puguin extendre i consultar els plànols.
En l'esmentada oficina hi tindrà sempre el Contractista a disposició de la Direcció
Facultativa:
- El projecte complet, inclosos els complements que en
el seu cas, redacti el projectista.
- La Llicència d'obres.
- El Llibre d'Ordres i Assistències.
- El Pla de Seguretat i Salut.
- La documentació de les assegurances esmentades en l'article 4.j)
Disposarà a més el Contractista una oficina per a la Direcció Facultativa, convenientment
condicionada per treballar-hi amb normalitat a qualsevol hora de la jornada.
159
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
El Llibre d'Incidències, que haurà de restar sempre a l'obra, es trobarà en poder del
coordinador en matèria de seguretat i salut o, en el cas de no ésser necessària la designació
de coordinador, en poder de la Direcció Facultativa.
Representació del Contractista
Article 9.- El Contractista està obligat a comunicar a la propietat la persona
designada com a delegat seu a l'obra, que tindrà el caràcter de Cap de la mateixa, amb
dedicació plena i amb facultats per representar-lo i adoptar en tot moment aquelles
decisions que es refereixen a la Contracta.
Les seves funcions seran les del Contractista segons s'especifica a l'article 5.
Quan la importància de les obres ho requereixi i així es consigni en el Plec de "Condicions
particulars d'índole facultativa" el Delegat del Contractista serà un facultatiu de grau
superior o grau mig, segons els casos.
El Plec de Condicions particulars determinarà el personal facultatiu o especialista que el
Contractista s'obligui a mantenir en l'obra com a mínim, i el temps de dedicació
compromesa.
L'incompliment d'aquesta obligació o, en general, la manca de qualificació suficient per
part del personal segons la naturalesa dels treballs, facultarà al projectista per ordenar la
paralització de les obres, sense cap dret a reclamació, fins que sigui esmenada la
deficiència.
Presència del Contractista en l'obra
Article 10.- El Cap d'obra, per ell mateix o mitjançant els seus tècnics o encarregats,
estarà present durant la jornada legal de treball i acompanyarà a la Direcció Facultativa en
les visites que facin a les obres, posant-se a la seva disposició per a la pràctica dels
reconeixements que es considerin necessaris i subministrant-los les dades que calguin per a
la comprovació de medicions i liquidacions.
Treballs no estipulats expressament
Article 11.- Es obligació de la contracta executar tot el que sigui necessari per a la
bona construcció i aspecte de les obres, encara que no es trobi expressament determinat als
documents de Projecte, sempre que, sense separar-se del seu esperit i recta interpretació,
ho disposi el Projectista dins els límits de possibilitats que els pressupostos habilitin per a
cada unitat d'obra i tipus d'execució.
En cas de defecte d'especificació en el Plec de Condicions particulars, s'entendrà que cal un
reformat de projecte requerint consentiment exprés de la propietat tota variació que suposi
increment de preus d'alguna unitat d'obra en més del 20 per 100 o del total del pressupost
en més d'un 10 per 100.

160
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Interpretacions, aclariments i modificacions dels documents del projecte
Article 12.- Quan es tracti d'aclarir, interpretar o modificar preceptes dels Plecs de
Condicions o indicacions dels plànols o croquis, les ordres i instruccions corresponents es
comunicaran precisament per escrit al Contractista que estarà obligat a tornar els originals
o les còpies subscrivint amb la seva signatura el conforme que figurarà al peu de totes les
ordres, avisos o instruccions que rebi, tant de la Direcció Facultativa.
Qualsevol reclamació que en contra de les disposicions de la Direcció Facultativa vulgui
fer el Contractista, haurà de dirigir-la, dins precisament del termini de tres dies, a aquell
que l'hagués dictat, el qual donarà al Contractista el corresponent rebut si així ho sol·licités.
Article 13.- El Contractista podrà requerir de la Direcció Facultativa, les instruccions
o aclariments que calguin per a la correcta interpretació i execució del projecte.
Reclamacions contra les ordres de la Direcció Facultativa
Article 14.- Les reclamacions que el Contractista vulgui fer contra les ordres o
instruccions dimanades de la Direcció Facultativa, solament podrà presentar-les, a través
de Projectista, davant la Propietat, si són d'ordre econòmic i d'acord amb les condicions
estipulades en els Plecs de Condicions corresponents. Contra disposicions d'ordre tècnic de
la direcció Facultativa, no s'admetrà cap reclamació, i el Contractista podrà salvar la seva
responsabilitat, si ho estima oportú, mitjançant exposició raonada dirigida al Projectista, el
qual podrà limitar la seva resposta a l'acusament de recepció que en tot cas serà obligatori
per aquest tipus de reclamacions.
Recusació pel Contractista del personal nomenat pel Projectista
Article 15.- El Contractista no podrà recusar als Projectistes o personal encarregat
per aquests de la vigilància de l'obra, ni demanar que per part de la propietat es designin
altres facultatius per als reconeixements i medicions.
Quan es cregui perjudicat per la seva tasca, procedirà d'acord amb allò estipulat a l'article
precedent, però sense que per això no es puguin interrompre ni pertorbar la marxa dels
treballs.
Faltes del personal

161
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Article 16.- El Projectista, en el cas de desobediència a les seves instruccions,
manifesta incompetència o negligència greu que comprometi o pertorbi la marxa dels
treballs, podrà requerir el Contractista perquè aparti de l'obra als dependents o operaris
causants de la pertorbació.
Article 17.- El Contractista podrà subcontractar capítols o unitats d'obra a altres
contractistes i industrials, subjectant-se en el seu cas, a allò estipulat en el Plec de
Condicions particulars i sense perjudici de les seves obligacions com a Contractista general
de l'obra.
Epígraf 3: Prescripcions generals relatives als treballs, als materials i als mitjans
auxiliars
Camins i accessos
Article 18.- El Contractista disposarà pel seu compte dels accessos a l'obra, la
senyalització i el seu tancament o vallat.
La Direcció Facultativa podrà exigir la seva modificació o millora.
Replanteig
Article 19.- El Contractista iniciarà les obres replantejant-les en el terreny i
assenyalant-ne les referències principals que mantindrà com a base d'ulteriors replanteigs
parcials. Aquests treballs es consideraran a càrrec del Contractista i inclosos en la seva
oferta.
El Contractista sotmetrà el replanteig a l'aprovació de la Direcció Facultativa i una vegada
aquesta hagi donat la seva conformitat prepararà una acta acompanyada d'un plànol que
haurà de ser aprovat pel Projectista, i serà responsabilitat del Contractista l'omissió d'aquest
tràmit.
Començament de l'obra. Ritme d'execució dels treballs
Article 20.- El Contractista començarà les obres en el termini marcat en el Plec de
Condicions Particulars, desenvolupant-les en la forma necessària perquè dins dels períodes
parcials assenyalats en el Plec esmentat quedin executats els treballs corresponents i, en
conseqüència, l'execució total es dugui a terme dins del termini exigit en el Contracte.
Obligatòriament i per escrit, el Contractista haurà de donar compte a la Direcció
Facultativa del començament dels treballs al menys amb tres dies d'anticipació.

162
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Ordre dels treballs
Article 21.- En general, la determinació de l'ordre dels treballs és facultat de la
Contracta, excepte aquells casos en què, per circumstàncies d'ordre tècnic, la Direcció
Facultativa estimi convenient variar.
Facilitat per a altres Contractistes
Article 22.- D'acord amb el que requereixi la Direcció Facultativa, el Contractista
General haurà de donar totes les facilitats raonables per a la realització dels treballs que
siguin encomanats a tots els altres Contractistes que intervinguin en l'obra. Això sense
perjudici de les compensacions econòmiques que tinguin lloc entre Contractistes per
utilització de mitjans auxiliars o subministraments d'energia o altres conceptes.
En cas de litigi, ambdós Contractistes respectaran allò que resolgui la Direcció Facultativa.
Ampliació del projecte per causes imprevistes o de força major
Article 23.- Quan sigui necessari per motiu imprevist o per qualsevol accident
ampliar el Projecte, no s'interrompran els treballs i es continuaran segons les instruccions
fetes per la Direcció Facultativa en tant es formula o tramita el Projecte Reformat.
El Contractista està obligat a realitzar amb el seu personal i els seus materials allò que la
Direcció de les obres disposi per fer calçats, apuntalaments, enderrocs, recalçaments,
bastides o qualsevol obra de caràcter urgent, anticipant de moment aquest servei, l'import
del qual li serà consignat en un pressupost addicional o abonat directament, d'acord amb el
que s'estipuli.
Pròrroga per causa de força major
Article 24.- Si per causa de força major i independent de la voluntat del Contractista,
aquest no pogués començar les obres, o hagués de suspendre-les, o no li fos possible
acabar-les en els terminis prefixats, se li atorgarà una pròrroga proporcionada per
l'acompliment de la Contracta, previ informe favorable del Projectista. Per això, el
Contractista exposarà, en un escrit dirigit a la Direcció Facultativa la causa que impedeix
l'execució o la marxa dels treballs i el retard que degut a això s'originaria en els terminis
acordats, raonant degudament la pròrroga que per l'esmentada causa sol·licita.
Responsabilitat de la Direcció Facultativa en el retard de l'obra
Article 25.- El Contractista no podrà excusar-se de no haver complert els terminis d'obres
estipulats, al·legant com a causa la carència de plànols o ordres de la Direcció Facultativa,
a excepció del cas en què havent-ho sol·licitat per escrit no se li hagués proporcionat.
163
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Condicions generals d'execució dels treballs
Article 26.- Tots els treballs s'executaran amb estricte subjecció al Projecte, a les
modificacions que prèviament hagin estat aprovades i a les ordres i instruccions que sota la
responsabilitat de la Direcció Facultativa i per escrit, lliurin els Projectistes al Contractista,
dins de les limitacions pressupostàries i de conformitat amb allò especificat a l'article 11.
Durant l'execució de l'obra es tindran en compte els principis d'acció preventiva de
conformitat amb la Llei de Prevenció de Riscos Laborals.
Obres ocultes
Article 27.- De tots els treballs i unitats d'obra que hagin de quedar ocults a
l'acabament de l'edifici, se n'aixecaran els plànols que calguin per tal que quedin
perfectament definits; aquests documents s'extendran per triplicat i se'n lliuraran: un als
Tècnics Projectistes i l'altre al Contractista. Aquests documents aniran firmats pels tècnics
directors i els contractista. Els plànols, que hauran d'anar suficientment acotats, es
consideraran documents indispensables i irrecusables per a efectuar les medicions.
Treballs defectuosos
Article 28.- El Contractista haurà d'emprar materials que acompleixin les condicions
exigides en les "Condicions generals i particulars d'índole tècnica" del Plec de Condicions i
realitzarà tots i cadascun dels treballs contractats d'acord amb allò especificat també en
l'esmentat document.
Per això, i fins que tingui lloc la recepció definitiva de l'edifici, és responsable de
l'execució dels treballs que ha contractat i de les faltes i defectes que en els treballs hi
poguessin existir per la seva mala execució o per la deficient qualitat dels materials
emprats o aparells col·locats sense que li exoneri de responsabilitat el control que és
competència dels Tècnics Projectistes, ni tampoc el fet que aquests treballs hagin estat
valorats en les certificacions parcials d'obra, que sempre s'entendran exteses i abonades a
bon compte.
Com a conseqüència de l’expressat anteriorment, quan el Tècnic Projectista detecti vicis o
defectes en els treballs executats, o que els materials emprats o els aparells col·locats no
reuneixin les condicions preceptuades, ja sigui en el decurs de l'execució dels treballs, o un
cop finalitzats, i abans de ser verificada la recepció definitiva de l'obra, podrà disposar que
les parts defectuoses siguin enderrocades o desmuntats i reconstruïdes o instal·lats d'acord
amb el que s'hagi contractat, i tot això a càrrec de la Contracta.
Si la Contracta no estimés justa la decisió i es negués a l'enderroc o desmuntatge i
reconstrucció ordenades, es plantejarà la qüestió davant el Projectista de l'obra, que ho
resoldrà.

164
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Vicis ocults
Article 29.- Si el Tècnic Projectista tingués raons de pes per creure en l'existència de
vicis ocults de construcció en les obres executades, ordenarà efectuar a qualsevol moment,
i abans de la recepció definitiva, els assaigs, destructius o no, que cregui necessaris per
reconèixer els treballs que suposi que són defectuosos. Les despeses que ocasionin seran a
compte del Contractista, sempre i quan els vicis existeixin realment, en cas contrari seran a
càrrec de la Propietat.
Dels materials i dels aparells. La seva procedència
Article 30.- El Contractista té llibertat de proveir-se dels materials i aparells de totes
classes en els punts que ell cregui convenient, excepte en els casos en què el Plec Particular
de Condicions Tècniques preceptuï una procedència determinada.
Obligatòriament, i abans de procedir a la seva utilització i aplec, el Contractista haurà de
presentar al Tècnic Projectista una llista completa dels materials i aparells que hagi
d'emprar en la qual s'hi especifiquin totes les indicacions sobre marques, qualitats,
procedència i idoneïtat de cadascun.
Presentació de mostres
Article 31.- A petició de la Direcció Facultativa, el Contractista li presentarà les
mostres dels materials amb l'anticipació prevista en el Calendari de l'Obra.
Materials no utilitzables
Article 32.- El Contractista, a càrrec seu, transportarà i col·locarà, agrupant-los
ordenadament i en el lloc adequat, els materials procedents de les excavacions, enderrocs,
etc., que no siguin utilitzables en l'obra.
Es retiraran de l'obra o es portarà a l'abocador, quan així sigui establert en el Plec de
Condicions particulars vigent en l'obra.
Si no s'hagués preceptuat res sobre el particular, es retiraran de l'obra quan així ho ordeni la
Direcció Facultativa, però acordant prèviament amb el Contractista la seva justa taxació,
tenint en compte el valor d'aquests materials i les despeses del seu transport.

165
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Materials i aparells defectuosos
Article 33.- Quan els materials, elements instal·lacions o aparells no fossin de la
qualitat prescrita en aquest Plec, o no tinguessin la preparació que s'hi exigeix o, en fi,
quan la manca de prescripcions formals del Plec, es reconegués o es demostrés que no eren
adequats per al seu objecte, la Direcció Facultativa donarà ordre al Contractista de
substituir-los per altres que satisfacin les condicions o acompleixin l'objectiu al qual es
destinen.
Si el Contractista al cap de quinze (15) dies de rebre ordres que retiri els materials que no
estiguin en condicions no ho ha fet, podrà fer-ho la Propietat carregant-ne les despeses a la
Contracta.
Si els materials, elements instal·lacions o aparells fossin defectuosos, però acceptables a
criteri de la Direcció Facultativa, es rebran, però amb la rebaixa de preu que ell determini,
a no ser que el Contractista prefereixi substituir-los per altres en condicions.
Despeses ocasionades per proves i assaigs
Article 34.- Totes les despeses dels assaigs, anàlisis i proves realitzats pel laboratori
i, en general, per persones que no intervinguin directament a l'obra seran per compte del
propietari o del promotor (art. 3.1. del Decret 375/1988. Generalitat de Catalunya)
Neteja de les obres
Article 35.- Es obligació del Contractista mantenir netes les obres i els seus voltants,
tant de runa com de materials sobrants, fer desaparèixer les instal·lacions provisionals que
no siguin necessàries, així com adoptar les mesures i executar tots els treballs que calguin
perquè l'obra ofereixi bon aspecte.
Obres sense prescripcions
Article 36.- En l'execució de treballs que entren en la construcció de les obres i
instal·lacions i pels quals no existeixin prescripcions consignades explícitament en aquest
Plec ni en la documentació restant del Projecte, el Contractista s'atendrà, en primer lloc, a
les instruccions que dicti la Direcció Facultativa de les obres i, en segon lloc, a les regles i
pràctiques de la bona construcció.

166
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Epígraf 4: de les recepcions de les obres i instal·lacions
De les recepcions provisionals
Article 37.- Trenta dies abans de finalitzar les obres, la Direcció Facultativa
comunicarà a la Propietat la proximitat del seu acabament amb la finalitat de convenir la
data per a l'acte de recepció provisional.
Aquesta recepció es farà amb la intervenció de la Propietat, del Constructor i la Direcció
Facultativa. Es convocarà també als tècnics restants que, en el seu cas, haguessin
intervingut en la direcció amb funció pròpia en aspectes parcial o unitats especialitzades.
Practicat un detingut reconeixement de les obres, s'extendrà un acta amb tants exemplars
com intervinents i signats per tots ells. Des d'aquesta data començarà a córrer el termini de
garantia, si les obres es trobessin en estat de ser admeses.
Seguidament, els Tècnics de la Direcció Facultativa extendran el Certificat corresponent de
final d'obra.
Quan les obres no es trobin en estat de ser rebudes, es farà constar en l'acta i es donarà al
Contractista les oportunes instruccions per resoldre els defectes observats, fixant un termini
per a subsanar-los, finalitzat el qual, s'efectuarà un nou reconeixement a fi de procedir a la
recepció provisional de l'obra.
Si el Contractista no hagués complert, podrà declarar-se rescindit el contracte amb pèrdua
de la fiança.
Documentació final d'obra
Article 38.- La Direcció Facultativa facilitarà a la Propietat la documentació final de
les obres, amb les especificacions i contingut disposats per la legislació vigent i, si es tracta
d'habitatges, amb allò que s'estableix en els paràgrafs 2, 3, 4 i 5, de l'apartat 2 de l'article 4t.
del Reial Decret 515/1989, de 21 d'abril.
Medició definitiva dels treballs i liquidació provisional de l'obra
Article 39.- Rebudes provisionalment les obres, es procedirà immediatament pel
tècnic projectista a la seva medició definitiva, amb la assistència precisa del Contractista o
del seu representant. S'extendrà l'oportuna certificació per triplicat que, aprovada per la
Direcció Facultativa amb la seva signatura, servirà per l'abonament per part de la Propietat
del saldo resultant excepte la quantitat retinguda en concepte de fiança.

167
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Termini de garantia
Article 40.- El termini de garantia haurà d'estipular-se en el Plec de Condicions
Particulars i en qualsevol cas mai no haurà de ser inferior a nou mesos.
Conservació de les obres rebudes provisionalment
Article 41.- Les despeses de conservació durant el termini de garantia comprès entre
les recepcions provisional i definitiva, seran a càrrec del Contractista.
Si l'edifici fos ocupat o emprat abans de la recepció definitiva, la vigilància, neteja i
reparacions causades per l'ús seran a càrrec del propietari i les reparacions per vicis d'obra
o per defectes en les instal·lacions, seran a càrrec de la Contracta.
De la recepció definitiva
Article 42.- La recepció definitiva es verificarà després de transcorregut el termini de
garantia en igual forma i amb les mateixes formalitats que la provisional, a partir de la data
del qual cessarà l'obligació del Contractista de reparar al seu càrrec aquells desperfectes
inherents a la conservació normal dels edificis i quedaran només subsistents totes les
responsabilitats que poguessin afectar-li per vicis de construcció.
Pròrroga del termini de garantia
Article 43.- Si en procedir al reconeixement per a la recepció definitiva de l'obra, no
es trobés en les condicions degudes, la recepció definitiva s'aplaçarà i la Direcció
Facultativa marcarà al Contractista els terminis i formes en què s'hauran de fer les obres
necessàries i, si no s'efectuessin dins d'aquests terminis, podrà resoldre's el contracte amb
pèrdua de la fiança.
De les recepcions de treballs la contracta de les quals hagi estat rescindida
Article 44.- En el cas de resolució del contracte, el Contractista estarà obligat a
retirar, en el termini que es fixi en el Plec de Condicions Particulars, la maquinària, mitjans
auxiliars, instal·lacions, etc., a resoldre els subcontractes que tingués concertats i a deixar
l'obra en condicions de ser recomençada per una altra empresa.
Les obres i treballs acabats per complet es rebran provisionalment amb els tràmits
establerts en l'article 35.
Transcorregut el termini de garantia es rebran definitivament segons allò que es disposà en
els articles 39 i 40 d'aquest Plec. Per a les obres i treballs no acabats però acceptables a
criteri de la Direcció facultativa, s'efectuarà una sola i definitiva recepció.

168
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Capítol II: Condicions Econòmiques
Epígraf 1: Principi general
Article 45.- Tots els que intervenen en el procés de construcció tenen dret a percebre
puntualment les quantitats acreditades per la seva correcta actuació d'acord amb les
condicions contractualment establertes.
Article 46.- La propietat, el contractista i, en el seu cas, els tècnics poden exigir-se
recíprocament les garanties adequades a l'acompliment puntual de les seves obligacions de
pagament.
Epígraf 2: Fiances
Article 47.- El Contractista prestarà fiança d'acord amb alguns dels procediments
següents, segons que s'estipuli:
a) Dipòsit previ, en metàl·lic o valors, o aval bancari, per import entre el 3 per 100 i
10 per 100 del preu total de contracta (art.53).
b) Mitjançant retenció a les certificacions parcials o pagaments a compte en la
mateixa proporció.
Fiança provisional
Article 48.- En el cas que l'obra s'adjudiqui per subhasta pública, el dipòsit
provisional per a prendre-hi part s'especificarà en l'anunci de l'esmentada subhasta i la seva
quantia serà d'ordinari, i exceptuant estipulació distinta en el Plec de Condicions
particulars vigent en l'obra, d'un tres per cent (3 per 100) com a mínim, del total del
pressupost de contracta.
El Contractista al qual s'hagi adjudicat l'execució d'una obra o servei per la mateixa,
haurà de dipositar en el punt i termini fixats a l'anunci de la subhasta o el que es determini
en el Plec de Condicions particulars del Projecte, la fiança definitiva que s'assenyali i, en el
seu defecte, el seu import serà del deu per cent (10 per 100) de la quantitat per la qual es
faci l'adjudicació de l'obra, fiança que pot constituir-se en qualsevol de les formes
especificades en l'apartat anterior.
El termini assenyalat en el paràgraf anterior, i llevat condició expressa establerta en
el Plec de Condicions Particulars, no excedirà de trenta dies naturals a partir de la data en
què sigui comunicada l'adjudicació i en aquest termini haurà de presentar l'adjudicatari la
carta de pagament o rebut que acrediti la constitució de la fiança a la qual es refereix el
mateix paràgraf.
L'incompliment d'aquest requisit donarà lloc a què es declari nul·la l'adjudicació, i
l'adjudicatari perdrà el dipòsit provisional que hagués fet per prendre part en la subhasta.

169
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Execució de treballs amb càrrec a la fiança
Article 49.- Si el Contractista es negués a fer pel seu compte els treballs necessaris
per ultimar l'obra en les condicions contractades, la Direcció Facultativa, en nom i
representació del Propietari, els ordenarà executar a un tercer o, podrà realitzar-los
directament per administració, abonant el seu import amb la fiança dipositada, sense
perjudici de les accions a les quals tingui dret el propietari, en el cas que l'import de la
fiança no fos suficient per cobrir l'import de les despeses efectuades en les unitats d'obra
que no fossin de recepció.
De la seva devolució en general
Article 50.- La fiança retinguda serà retornada al Contractista en un termini que no
excedeixi trenta (30) dies un cop signada l'Acta de Recepció Definitiva de l'obra. La
propietat podrà exigir que el Contractista li acrediti la liquidació i saldo dels seus deutes
causats per l'execució de l'obra, tals com salaris, subministraments, subcontractes...
Devolució de la fiança en el cas que es facin recepcions parcials
Article 51.- Si la propietat, amb la conformitat de la Direcció Facultativa, accedís a
fer recepcions parcials, tindrà dret el Contractista a què li sigui retornada la part
proporcional de la fiança.
Epígraf 3: Dels preus
Composició dels preus unitaris
Article 52.- El càlcul dels preus de les distintes unitats d'obra és el resultat de sumar
els costos directes, els indirectes, les despeses generals i el benefici industrial.
Es consideren costos directes:
a) La mà d'obra, amb els seus plusos, càrregues i assegurances socials, que
intervinguin directament en l'execució de la unitat d'obra.
b) Els materials, als preus resultants a peu d'obra, que quedin integrats en la unitat de
què es tracti o que siguin necessaris per a la seva execució.
c) Els equips i sistemes tècnics de seguretat i higiene per a la prevenció i protecció
d'accidents i malalties professionals.

170
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
d) Les despeses de personal, combustible, energia, etc. que tinguin lloc per
l'accionament o funcionament de la maquinària i instal·lació utilitzades en l'execució de la
unitat d'obra.
e) Les despeses d'amortització i conservació de la maquinària, instal·lacions,
sistemes i equips anteriorment citats.
Es consideraran costos indirectes:
Les despeses instal·lació d'oficines a peu d'obra, comunicacions, edificació de magatzems,
tallers, pavellons temporals per a obrers, laboratoris, assegurances, etc., els del personal
tècnic i administratiu adscrits exclusivament a l'obra i els imprevistos. Totes aquestes
despeses, es xifraran en un percentatge dels costos directes.
Es consideraran despeses generals:
Les despeses generals d'empresa, despeses financeres, càrregues fiscals i taxes de
l'administració, legalment establertes. Es xifraran com un percentatge de la suma dels
costos directes i indirectes (en els contractes d'obres de l'Administració pública aquest
percentatge s'estableix entre un 13 per 100 i un 17 per 100.)
Benefici industrial
El benefici industrial del Contractista s'estableix en el 6 per 100 sobre la suma de les
partides anteriors.
Preu d'Execució material
S'anomenarà Preu d'Execució material el resultat obtingut per la suma dels anteriors
conceptes excepte el
Benefici Industrial.
Preu de Contracta
El preu de Contracta és la suma dels costos directes, els indirectes, les Despeses Generals i
el Benefici Industrial. L'IVA gira sobre aquesta suma, però no n'integra el preu.
171
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Preus de contracta. Import de contracta
Article 53.- En el cas que els treballs a fer en un edifici o obra aliena qualsevol es
contractessin a risc i ventura, s'entén per Preu de Contracta el que importa el cost total de la
unitat d'obra, es a dir, el preu d'execució material més el tant per cent (%) sobre aquest
últim preu en concepte de Benefici Industrial de Contractista. El benefici s'estima
normalment, en un 6 per 100, llevat que en les Condicions Particulars se n'estableixi un
altre de diferent.
Preus contradictoris
Article 54.- Es produiran preus contradictoris només quan la Propietat mitjançant
l'Arquitecte decideixi introduir unitats o canvis de qualitat en alguna de les previstes, o
quan calgui afrontar alguna circumstància imprevista.
El Contractista estarà obligat a efectuar els canvis.
Si no hi ha acord, el preu es resoldrà contradictòriament entre la direcció facultativa i el
Contractista abans de començar l'execució dels treballs i en el termini que determini el Plec
de Condicions Particulars. Si subsisteix la diferència s'acudirà, en primer lloc, al concepte
més anàleg dins del quadre de preus del projecte, i en segon lloc al banc de preus
d'utilització més freqüent en la localitat.
Els contradictoris que hi haguessin es referiran sempre als preus unitaris de la data del
contracte.
Reclamacions d'augment de preus per causes diverses
Article 55.- Si el Contractista abans de la signatura del contracte, no hagués fet la
reclamació o observació oportuna, no podrà sota cap pretext d'error o omissió reclamar
augment dels preus fixats en el quadre corresponent del pressupost que serveixi de base per
a l'execució de les obres (amb referència a Facultatives).
Formes tradicionals de mesurar o d'aplicar els preus
Article 56.- En cap cas podrà al·legar el Contractista els usos i costums del país
respecte a l'aplicació dels preus o de la forma de mesurar les unitats d'obra executades, es
respectarà allò previst en primer lloc, al Plec General de Condicions Tècniques, i en segon
lloc, al Plec General de Condicions particulars.
172
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
De la revisió dels preus contractats
Article 57.- Si es contracten obres pel seu compte i risc, no s'admetrà la revisió dels
preus en tant que l'increment no arribi, en la suma de les unitats que falten per realitzar
d'acord amb el Calendari, a un muntant superior al tres per 100 (3 per 100) de l'import total
del pressupost de Contracte.
En cas de produir-se variacions en alça superiors a aquest percentatge, s'efectuarà la revisió
corresponent d'acord amb la fórmula establerta en el Plec de Condicions Particulars, rebent
el Contractista la diferència en més que resulti per la variació de l'IPC superior al 3 per
100.
No hi haurà revisió de preus de les unitats que puguin quedar fora dels terminis fixats en el
Calendari de la oferta.
Emmagatzament de materials
Article 58.- El Contractista està obligat a fer els emmagatzaments de materials o
aparells d'obra que la Propietat ordeni per escrit.
Els materials emmagatzemats, una vegada abonats pel Propietari són, de l'exclusiva
propietat d'aquest; de la seva cura i conservació en serà responsable el Contractista.
Epígraf 4: Obres per administració
Administració
Article 59.- Se'n diuen "Obres per Administració" aquelles en què les gestions que
calgui per a la seva realització les porti directament el propietari, sigui ell personalment,
sigui un representant seu o bé mitjançant un constructor.
Les obres per administració es classifiquen en les dues modalitats següents:
a) Obres per administració directa.
b) Obres per administració delegada o indirecta.

173
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Obres per administració directa
Article 60.- Se'n diuen "Obres per Administració directa" aquelles en què el
Propietari per si mateix o mitjançant un representant seu, que pot ser la Direcció
Facultativa, autoritzat expressament per aquest tema, porti directament les gestions que
calguin per a l'execució de l'obra, adquirint-ne els materials, contractant-ne el seu transport
a l'obra i, en definitiva, intervenint directament en totes les operacions precises perquè el
personal i els obrers contractats per ell puguin realitzar-la; en aquestes obres el constructor,
si hi fos, o l'encarregat de la seva realització, és un simple dependent del propietari, ja sigui
com empleat seu o com autònom contractat per ell, que és el que reuneix, per tant, la doble
personalitat de Propietat i Contractista.
Obres per administració delegada o indirecta
Article 61.- S'entén per "Obra per administració delegada o indirecta" la que
convenen un Propietari i un Constructor perquè aquest últim, per comte d'aquell i com a
delegat seu, realitzi les gestions i els treballs que calguin i es convinguin.
Són, per tant, característiques peculiars de les "Obres per Administració delegada o
indirecte" les següents:
a) Per part del Propietari, l' obligació d'abonar directament o per mitjà del
Constructor totes les despeses inherents a la realització dels treballs convinguts,
reservant-se el Propietari la facultat de poder ordenar, bé per si mateix o mitjançant la
Direcció Facultativa en la seva representació, l'ordre i la marxa dels treballs, l'elecció dels
materials i aparells que en els treballs han d'emprar-se i, a la fi, tots els elements que cregui
necessaris per regular la realització dels treballs convinguts.
b) Per part del Contractista, l'obligació de portar la gestió pràctica dels treballs,
aportant els seus coneixements constructius, els mitjans auxiliars que calguin i, en
definitiva, tot allò que, en harmonia amb la seva tasca, es requereixi per a l'execució dels
treballs, rebent per això del Propietari un tant per cent (%) prefixat sobre l'import total de
les despeses efectuades i abonades pel Contractista.
Liquidació d'obres per administració
Article 62.- Per a la liquidació dels treballs que s'executin per administració delegada
o indirecta, regiran les normes que amb aquesta finalitat s'estableixin en les "Condicions
particulars d'índole econòmica" vigents en l'obra; en cas que no n'hi haguessin, les
despeses d'administració les presentarà el Contractista al Propietari, en relació valorada a la
qual s'adjuntaran en l'ordre expressat més endavant els documents següents conformats tots
ells per la Direcció facultativa:
a) Les factures originals dels materials adquirits per als treballs i el document
adequat que justifiqui el dipòsit o la utilització dels esmentats materials en l'obra.

174
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
b) Les nòmines dels jornals abonats, ajustades a allò que és establert en la legislació
vigent, especificant el nombre d'hores treballades en l'obra pels operaris de cada ofici i la
seva categoria, acompanyant les esmentades nòmines amb una relació numèrica dels
encarregats, capatassos, caps d'equip, oficials i ajudants de cada ofici, peons especialitzats i
solts, llisters, guardians, etc., que hagin treballat en l'obra durant el termini de temps al qual
corresponguin les nòmines que es presentin.
c) Les factures originals dels transports de materials posats en l'obra o de retirada
d'enderrocs.
d) Els rebuts de llicències, impostos i altres càrregues inherents a l'obra que hagin
pagat o en la gestió de la qual hagi intervingut el Constructor, ja que el seu abonament és
sempre a compte del Propietari.
A la suma de totes les despeses inherents a la pròpia obra en la gestió o pagament de
la qual hagin intervingut el Constructor se li aplicarà, si no hi ha conveni especial, un
quinze per cent (15 per 100), entenent-se que en aquest percentatge estan inclosos els
mitjans auxiliars i els de seguretat preventius d'accidents, les despeses generals que
originin al Constructor els treballs per administració que realitzi el Benefici Industrial del
mateix.
Abonament als constructor dels comptes d'administració delegada
Article 63.- Llevat pacte distint, els abonaments al Constructor dels comptes
d'Administració delegada, els realitzarà el Propietari mensualment segons els comunicats
de treball realitzats aprovats pel propietari o pel seu delegat representant.
Independentment, la direcció Facultativa Tècnic redactarà, amb la mateixa periodicitat, la
medició de l'obra realitzada, valorant-la d'acord amb el pressupost aprovat. Aquestes
valoracions no tindran efectes per als abonaments al Contractista sinó que s'hagués pactat
el contrari contractualment.
Normes per a l'adquisició dels materials i aparells
Article 64.- Això no obstant, les facultats que en aquests treballs per Administració
delegada es reserva el Propietari per a l'adquisició dels materials i aparells, si al
Contractista se li autoritza per gestionar-los i adquirir-los, haurà de presentar al Propietari,
o en la seva representació a la Direcció Facultativa, els preus i les mostres dels materials i
aparells oferts, necessitant la seva prèvia aprovació abans d'adquirir-los.

175
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Responsabilitat del constructor en el baix rendiment dels obrers
Article 65.- Si la Direcció Facultativa advertís en els comunicats mensuals d'obra
executada que preceptivament ha de presentar-li el Contractista, que els rendiments de la
mà d'obra, en totes o en alguna de les unitats d'obra executades fossin notablement
inferiors als rendiments normals admesos generalment per a unitats d'obra iguals o
similars, li ho notificarà per escrit al Contractista, amb la finalitat que aquest faci les
gestions precises per augmentar la producció en la quantia assenyalada per la Direcció
Facultativa.
Si un cop feta aquesta notificació al Contractista, en els mesos successius, els
rendiments no arribessin als normals, el Propietari queda facultat per resercir-se de la
diferència, rebaixant-ne el seu import del quinze per cent (15 per 100) que pels conceptes
abans expressats correspondria abonar-li al Contractista en les liquidacions quinzenals que
preceptivament s'hagin d'efectuar-li. En cas de no arribar ambdues parts a un acord pel que
fa als rendiments de la mà d'obra, se sotmetrà el cas a arbitratge.
Responsabilitats del contractista
Article 66.- En els treballs d'"Obres per Administració delegada" el Contractista
només serà responsable dels defectes constructius que poguessin tenir els treballs o unitats
executades per ell i també els accidents o perjudicis que poguessin sobrevenir als obrers o
a terceres persones per no haver pres les mesures necessàries i que en les disposicions
legals vigents s'estableixen. En canvi, i exceptuant l'expressat a l'article 63 precedent, no
serà responsable del mal resultat que poguessin donar els materials i aparells elegits segons
les normes establertes en aquest article.
En virtut del que s'ha consignat anteriorment, el Contractista està obligat a reparar pel seu
compte els treballs defectuosos i a respondre també dels accidents o perjudicis expressats
en el paràgraf anterior.

176
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Epígraf 5: De la valoració i abonament dels treballs
Formes diferents d'abonament de les obres
Article 67.- Segons la modalitat elegida per a la contractació de les obres i
exceptuant que en el Plec Particular de Condicions econòmiques s'hi preceptui una altra
cosa, l'abonament dels treballs s'efectuarà així:
1r. Tipus fix o tant alçat total. S'abonarà la xifra prèviament fixada com a base de
l'adjudicació, disminuïda en el seu cas a l'import de la baixa efectuada per l'adjudicatari.
2n. Tipus fix o tant alçat per unitat d'obra, el preu invariable del qual s'hagi fixat a la
bestreta, podent-ne variar solament el nombre d'unitats executades.
Prèvia medició i aplicant al total de les unitats diverses d'obra executades, del preu
invariable estipulat a la bestreta per cadascuna d'elles, s'abonarà al Contractista l'import de
les compreses en els treballs executats i ultimats d'acord amb els documents que
constitueixen el Projecte, els quals serviran de base per a la medició i valoració de les
diverses unitats.
3r. Tant variable per unitat d'obra, segons les condicions en què es realitzi i els
materials diversos emprats en la seva execució d'acord amb les ordres de la Direcció
Facultativa. S'abonarà al Contractista en idèntiques condicions al cas anterior.
4t. Per llistes de jornals i rebuts de materials autoritzats en la forma que el present
"Plec General de Condicions econòmiques" determina.
5è. Per hores de treball, executat en les condicions determinades en el contracte.
Relacions valorades i certificacions
Article 68.- En cada una de les èpoques o dates que es fixin en el contracte o en els
"Plecs de Condicions Particulars" que regeixin en l'obra, formarà el Contractista una
relació valorada de les obres executades durant els terminis previstos, segons la medició
que haurà practicat la Direcció Facultativa.
El treball executat pel Contractista en les condicions preestablertes, es valorarà aplicant al
resultat de la medició general, cúbica, superficial, lineal, ponderal o numeral corresponent
per a cada unitat d'obra, els preus assenyalats en el pressupost per a cadascuna d'elles,
tenint present a més allò establert en el present "Plec General de Condicions econòmiques"
respecte a millores o substitucions de materials o a les obres accessòries i especials, etc.
177
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Al Contractista, que podrà presenciar les medicions necessàries per extendre aquesta
relació, la Direcció Facultativa li facilitarà les dades corresponents de la relació valorada,
acompanyant-les d'una nota d'enviament, a l'objecte que, dins del termini de deu (10) dies
a partir de la data de recepció d'aquesta nota, el Contractista pugui en examinar-les i
tornar-les firmades amb la seva conformitat o fer, en cas contrari, les observacions o
reclamacions que consideri oportunes. Dins dels deu (10) dies següents a la seva recepció,
la Direcció Facultativa acceptarà o refusarà les reclamacions del Contractista si hi fossin,
donant-li compte de la seva resolució i podent el Contractista, en el segon cas, acudir
davant el Propietari contra la resolució de la Direcció Facultativa en la forma prevista en
els "Plecs Generals de Condicions Facultatives i Legals".
Prenent com a base la relació valorada indicada en el paràgraf anterior, la Direcció
Facultativa expedirà la certificació de les obres executades.
De l'import se'n deduirà el tant per cent que per a la constitució de la finança s'hagi
preestablert.
El material emmagatzemat a peu d'obra per indicació expressa i per escrit del Propietari,
podrà certificar-se fins el noranta per cent (90 per 100) del seu import, als preus que
figuren en els documents del Projecte, sense afectar-los del tant per cent de Contracta.
Les certificacions es remetran al Propietari, dins del mes següent al període al qual es
refereixen, i tindran el caràcter de document i lliuraments a bon compte, subjectes a les
rectificacions i variacions que es deriven de la liquidació final, no suposant tampoc
aquestes certificacions ni aprovació ni recepció de les obres que comprenen.
Les relacions valorades contindran solament l'obra executada en el termini al qual la
valoració es refereix. En cas que la Direcció Facultativa ho exigís, les certificacions
s'extendran a l'origen.
Millores d'obres lliurament executades
Article 69.- Quan el Contractista, inclòs amb autorització de la Direcció Facultativa,
utilitzés materials de preparació més acurada o de mides més grans que l'assenyalat en el
Projecte o substituís una classe de fàbrica per una altra de preu més alt, o executés amb
dimensions més grans qualsevol part de l'obra o, en general introduís en l'obra sense
demanar-li, qualsevol altra modificació que sigui beneficiosa a criteri del Tècnic Director,
no tindrà dret, no obstant, més que a l'abonament del que pogués correspondre en el cas
que hagués construït l'obra amb estricte subjecció a la projectada i contractada o
adjudicada.
Abonament de treballs pressupostats amb partida alçada
Article 70.- Exceptuant el preceptuat en el "Plec de Condicions Particulars d'índole
econòmica", vigent en l'obra, l'abonament dels treballs pressupostats en partida alçada,
s'efectuarà d'acord amb el procediment que correspongui entre els que a continuació
s'expressen:
178
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
a) Si hi ha preus contractats per a unitats d'obra iguals, les pressupostades mitjançant
partida alçada, s'abonaran prèvia medició i aplicació del preu establert.
b) Si hi ha preus contractats per a unitats d'obra similars, s'establiran preus
contradictoris per a les unitats amb partida alçada, deduïts dels similars contractats.
c) Si no hi ha preus contractats per a unitats d'obra iguals o similars, la partida alçada
s'abonarà íntegrament al Contractista, exceptuant el cas que en el Pressupost de l'obra
s'expressi que l'import d'aquesta partida s'ha de justificar, en aquest cas, el Tècnic Director
indicarà al Contractista i amb anterioritat a l'execució, el procediment que s'ha de seguir
per portar aquest compte que, en realitat serà d'administració, valorant-ne els materials i
jornals als preus que figuren en el Pressupost aprovat o, en el seu defecte, als que
anteriorment a l'execució convinguin ambdues parts, incrementant-se l'import total amb el
percentatge que es fixi en el Plec de Condicions Particulars en concepte de Despeses
Generals i Benefici Industrial del Contractista.
Abonament d'esgotaments i altres treballs especials no contractats
Article 71.- Quan calguessin efectuar esgotaments, injeccions o altres treballs de
qualsevol índole especial o ordinària, que per no haver estat contractats no fossin per
compte del Contractista, i si no fossin contractats amb tercera persona, el Contractista
tindrà l'obligació de fer-los i de pagar les despeses de tota mena que ocasionin, i li seran
abonats pel Propietari per separat de la Contracta.
A més de reintegrar mensualment aquestes despeses al Contractista, se li abonarà
juntament amb ells el tant per cent de l'import total que, en el seu cas, s'especifiqui en el
Plec de Condicions Particulars.
Pagaments
Article 72.- El Propietari pagarà en els terminis prèviament establerts.
L'import d'aquests terminis correspondrà precisament al de les certificacions d'obra
conformades pel Tècnic Director, en virtut de les quals es verificaran els pagaments.
Abonament de treballs executats durant el termini de garantía
Article 73.- Efectuada la recepció provisional i si durant el termini de garantia
s'haguessin executat treballs, per al seu abonament es procedirà així:
179
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
1r. Si els treballs que es fan estiguessin especificats en el Projecte i, sense causa
justificada, no s'haguessin realitzat pel Contractista al seu temps, i la Direcció Facultativa
exigís la seva realització durant el termini de garantia, seran valorats els preus que figuren
en el pressupost i abonats d'acord amb el que es va establir en els "Plecs Particulars" o en
el seu defecte en els Generals, en el cas que aquests preus fossin inferiors als vigents en
l'època de la seva realització; en cas contrari, s'aplicaran aquests últims.
2n. Si s'han fet treballs puntuals per a la reparació de desperfectes ocasionats per l'ús
de l'edifici, degut a que aquest ha estat utilitzat durant aquest temps pel Propietari, es
valoraran i abonaran els preus del dia, prèviament acordats.
3r. Si s'han fet treballs per a la reparació de desperfectes ocasionats per deficiència
de la construcció o de la qualitat dels materials, no s'abonarà per aquests treballs res al
Contractista.
Epígraf 6: De les indemnitzacions mútues
Import de la indemnització per retard no justificat en el termini d'acabament de les obres
Article 74.- La indemnització per retard en l'acabament s'establirà en un tant per mil
(0/000) de l'import total dels treballs contractats, per cada dia natural de retard, comptats a
partir del dia d'acabament fixat en el calendari d'obra. Les sumes resultants es
descomptaran i retindran amb càrrec a la fiança.
Demora dels pagaments
Article 75.- Si el propietari no pagués les obres executades, dins del mes següent a
què correspon el termini convingut, el Contractista tindrà a més el dret de percebre
l'abonament d'un quatre i mig per cent (4,5 per 100) anual, en concepte d'interessos de
demora, durant l'espai de temps de retard i sobre l'import de l'esmentada certificació.
Si encara transcorreguessin dos mesos a partir de l'acabament d'aquest termini d'un mes
sense realitzar-se aquest pagament, tindrà dret el Contractista a la resolució del contracte,
procedint-se a la liquidació corresponent de les obres executades i dels materials
emmagatzemats, sempre que aquests reuneixin les condicions preestablertes i que la seva
quantitat no excedeixi de la necessària per a la finalització de l'obra contractada o
adjudicada.
Malgrat l'expressat anteriorment, es refusarà tota sol·licitud de resolució del contracte
fundat en la demora de pagaments, quan el Contractista no justifiqui que en la data de
l'esmentada sol·licitud ha invertit en obra o en materials emmagatzemats admissibles la
part de pressupost corresponent al termini d'execució que tingui assenyalat al contracte.

180
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Epígraf 7: Varis
Millores i augments d'obra. Casos contraris
Article 76.- No s'admetran millores d'obra, només en el cas que el Tècnic Director
hagi manat per escrit l'execució de treballs nous o que millorin la qualitat dels contractats,
així com la dels materials i aparells previstos en el contracte.
Tampoc s'admetran augments d'obra en les unitats contractades, excepte en cas d'error en
les medicions del Projecte, a no ser que la Direcció Facultativa ordeni, també per escrit,
l'ampliació de les contractades.
En tots aquests casos serà condició indispensable que ambdues parts contractants, abans de
la seva execució o utilització, convinguin per escrit els imports totals de les unitats
millorades, els preus dels nous materials o aparells ordenants utilitzar i els augments que
totes aquestes millores o augments d'obra suposin sobre l'import de les unitats
contractades.
Se seguirà el mateix criteri i procediment, quan el Tècnic Director introdueixi innovacions
que suposin una reducció apreciable en els imports de les unitats d'obra contractades.
Unitats d'obra defectuoses però acceptables
Article 77.- Quan per qualsevol causa calgués valorar obra defectuosa, però
acceptable segons la Direcció Facultativa de les obres, aquest determinarà el preu o partida
d'abonament després de sentir al Contractista, el qual s'haurà de conformar amb
l'esmentada resolució, excepte el cas en què, estant dins el termini d'execució, s'estimi més
enderrocar l'obra i refer-la d'acord amb condicions, sense excedir l'esmentat termini.
Assegurança de les obres
Article 78.- El Contractista estarà obligat a assegurar l'obra contractada durant tot el
temps que duri la seva execució fins la recepció definitiva; la quantia de l'assegurança
coincidirà en cada moment amb el valor que tinguin per Contracta els objectes assegurats.
L'import abonat per la Societat Asseguradora, en el cas de sinistre, s'ingressarà en compte a
nom del Propietari, perquè amb càrrec al compte s'aboni l'obra que es construeixi, i a
mesura que aquesta es vagi fent. El reintegrament d'aquesta quantitat al Contractista es farà
per certificacions, com la resta dels treballs de la construcció. En cap cas, llevat
conformitat expressa del Contractista, fet en document públic, el Propietari podrà disposar
d'aquest import per menesters distints del de reconstrucció de la part sinistrada; la infracció
del què anteriorment s'ha exposat serà motiu suficient perquè el Contractista pugui resoldre
el contracte, amb devolució de fiança, abonament complet de despeses, materials
emmagatzemats, etc., i una indemnització equivalent a l'import dels danys causats al
Contractista pel sinistre i que no se li haguessin abonat, però sols en proporció equivalent a
allò que representi la indemnització abonada per la Companyia Asseguradora, respecte a
l'import dels danys causats pel sinistre, que seran taxats amb aquesta finalitat pel Tècnic
Director.
181
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
En les obres de reforma o reparació, es fixarà prèviament la part d'edifici que hagi de ser
assegurada i la seva quantia, i si res no es preveu, s'entendrà que l'assegurança ha de
comprendre tota la part de l'edifici afectada per l'obra.
Els riscs assegurats i les condicions que figuren a la pòlissa o pòlisses d'Assegurances, els
posarà el Contractista, abans de contractar-los, en coneixement del Propietari, a l'objecte de
recaptar d'aquest la seva prèvia conformitat o objeccions.
Conservació de l'obra
Article 79.- Si el Contractista, tot i sent la seva obligació, no atén la conservació de
l'obra durant el termini de garantia, en el cas que l'edifici no hagi estat ocupat pel Propietari
abans de la recepció definitiva, el Tècnic Director, en representació del Propietari, podrà
disposar tot el que calgui perquè s'atengui la vigilància, neteja i tot el que s'hagués de
menester per la seva bona conservació, abonant-se tot per compte de la Contracta.
En abandonar el Contractista l'edifici, tant per bon acabament de les obres, com en el cas
de resolució del contracte, està obligat a deixar-ho desocupat i net en el termini que la
Direcció Facultativa fixi.
Després de la recepció provisional de l'edifici i en el cas que la conservació de l'edifici
sigui a càrrec del Contractista, no s'hi guardaran més eines, útils, materials, mobles, etc.
que els indispensables per a la vigilància i neteja i pels treballs que fos necessari executar.
En tot cas, tant si l'edifici està ocupat com si no, el Contractista està obligat a revisar i
reparar l'obra, durant el termini expressat, procedint en la forma prevista en el present
"Plec de Condicions Econòmiques".
Utilització pel contractista d'edificis o bens del propietari
Article 80.- Quan durant l'execució de les obres el Contractista ocupi, amb la
necessària i prèvia autorització del Propietari, edificis o utilitzi materials o útils que
pertanyin al Propietari, tindrà obligació de adobar-los i conservar-los per fer-ne lliurament
a l'acabament del contracte, en estat de perfecte conservació, reposant-ne els que
s'haguessin inutilitzat, sense dret a indemnització per aquesta reposició ni per les millores
fetes en els edificis, propietats o materials que hagi utilitzat.
En el cas que en acabar el contracte i fer lliurament del material, propietats o edificacions,
no hagués acomplert el Contractista amb allò previst en el paràgraf anterior, ho realitzarà el
Propietari a costa d'aquell i amb càrrec a la fiança.
182
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
2. PLEC DE CONDICIONS TÈCNIQUES
C_01 MUNTATGE ESTRUCTURAL
390-0048 Perfil de muntatge Bosch d’alimini
Perfil de muntatge Bosch d’alumini anodizat, de longitud 3000 mm i de
secció quadrada de 45x45 mm.
DEFINICIÓ:
Perfil de muntatge Bosch d’alumini anodizat, de longitud 1000 mm i de
secció quadrada de 45x45 mm, canal de 10mm, fixat mitjançant accessoris
específics.
L'execució de la unitat d'obra inclou les operacions següents:
- Tallar segons longitud corresponent.
- Col·locació i nivellació.
- Muntatge.
CONDICIONS GENERALS:
El tall ha de ser realitzat amb l’eina adequada, presentant un tall net formant
un angle recte.
Ha d’estar muntat mitjançant angle Bosch 45x45 mm, cargols amb cap T
M8x30 mm i femelles M8, en contacte amb un altre perfil estructural.
El contacte i assentament amb l’altre perfil ha de ser correcte, sense
presentar tolerancies. Es cubriran els canals amb guia emebellidora de PVC
color negre, i els extrems al descobert es cobriran mitjançant tapes
embellidores específiques de color negre.

183
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
493-8296 Perfil de muntatge Bosch d’alimini
Perfil de muntatge Bosch d’alumini anodizat, de longitud 1000 mm i de
secció quadrada de 45x45 mm.
DEFINICIÓ:
Perfil de muntatge Bosch d’alumini anodizat, de longitud1000 mm i de
secció quadrada de 45x45 mm, canal de 10mm, fixat mitjançant accessoris
específics.
L'execució de la unitat d'obra inclou les operacions següents:
- Tallar segons longitud corresponent.
- Col·locació i nivellació.
- Muntatge.
CONDICIONS GENERALS:
El tall ha de ser realitzat amb l’eina adequada, presentant un tall net formant
un angle recte.
Ha d’estar muntat mitjançant angle Bosch 45x45 mm, cargols amb cap T
M8x30 mm i femelles M8, en contacte amb un altre perfil estructural.
El contacte i assentament amb l’altre perfil ha de ser correcte, sense
presentar tolerancies. Es cubriran els canals amb guia emebellidora de PVC
color negre, i els extrems al descobert es cobriran mitjançant tapes
embellidores específiques de color negre.
3D500 Cilindre lineal SF12
Cilindre lineal model SF12, de longitud 650 mm, secció circular de 12 mm
de diàmetre.
DEFINICIÓ:
Cilindre lineal model SF12, de longitud 650 mm, secció circular de 12 mm
de diàmetre, utilitzat com a guia per a les bases de cada eix, fixat mitjançant
els suports corresponents.
L'execució de la unitat d'obra inclou les operacions següents:
- Tallar segons longitud corresponent.
- Col·locació i fixació.
CONDICIONS GENERALS:
El tall ha de ser realitzat amb l’eina adequada, presentant un tall net formant
un angle recte respecte el cilindre, sense rebaves.
S’instal·laran dos cilindres guia per a cada eix, amb un total de sis.
184
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
3D571 Suport mòbil SC12UU
Suport mòbil model 3D571, amb denominació comercial SC12UU,
d’alumini amb rodament de boles d’acer a l’interior.
DEFINICIÓ:
Suport mòbil model 3D571, amb denominació comercial SC12UU,
d’alumini amb rodament de boles d’acer a l’interior per a cilindres guia de
diàmetre 12 mm.
L'execució de la unitat d'obra inclou les operacions següents:
- Fixació del suport a la base de cada eix.
CONDICIONS GENERALS:
La fixació es realitzarà mitjançant 4 cargols M5x20 avellanats, intercalant
una placa mecanitzada d’alumini, obtinguda a partir d’un perfil d’alumini
E-126-019 de dimensions 550x44x5 mm. La placa es fixarà mitjançant
cargols hexagonals M6x20 mm, amb volanderes M6 i femelles en T M6.
S’instal·laran 4 suports per a cada eix, dos aniran alineats i en el seu interior
s’introduiran els cilindres guia.
El contacte i assentament amb la placa, i aquesta amb la base ha de ser
correcte, sense presentar tolerancies, formant un conjunt sòlid.
3D5714 Suport fix SK12
Suport fix model 3D574, amb denominació comercial SK12UU, d’acer.
DEFINICIÓ:
Suport fix model 3D574, amb denominació comercial SK12UU, d’acer per
a cilindres guia de diàmetre 12 mm.
L'execució de la unitat d'obra inclou les operacions següents:
- Fixació del suport a l’estructura de la fresadora.
CONDICIONS GENERALS:
La fixació es realitzarà mitjançant 2 cargols allen M5x20 amb volanderes
M5, a sobre de avellanats, intercalant una placa mecanitzada d’alumini,
obtinguda a partir d’un perfil d’alumini E-126-019 de dimensions
550x44x5 mm. La placa es fixarà mitjançant cargols hexagonals M6x20
mm, amb volanderes M6 i femelles en T M6.
S’instal·laran 4 suports per a cada eix, un a cada extrem de cada cilindre
guia i en el seu interior s’introduiran els cilindres guia.
El contacte i assentament amb la placa, i aquesta amb la base ha de ser
correcte, sense presentar tolerancies, formant un conjunt sòlid.

185
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
SFU1204 Cargol sense fi
Kit cargol sense fi, amb denominació comercial SFU1204, amb cargol
d’acer i dos suports extrems.
DEFINICIÓ:
Kit cargol sense fi, amb denominació comercial SFU1204, amb cargol
d’acer, dos suports extrems amb denominació comercial BK10 i BF10.
L'execució de la unitat d'obra inclou les operacions següents:
- Fixació del suports extrems a l’estructura.
- Fixació del suport per a la femella al centre de la base.
- Fixació de la femella de boles al suport central.
CONDICIONS GENERALS:
El kit conté un cargol sense fi, un suport ectrem BF10, un suport extrem
BK10, una femella de boles de diàmetre 22 mm, 1 suport central per a la
femella de boles i un adaptador 6,35x8 mm per al motor.
La fixació dels suports extrems es realitzarà mitjançant es realitzarà
mitjançant cargols allen M6x50 i femelles en T M6, intercalant la placa
mecanitzada d’alumini, anterior E-126-019, muntada amb els suports fixes.
La femella de boles es fixarà al suport central mitjançant 6 cargols M6x20, i
el suport central es fixarà a la base mitjançant 4 cargols avellanats M5x20
mm.
El contacte i assentament amb la placa, i aquesta amb la base ha de ser
correcte, sense presentar tolerancies, formant un conjunt sòlid.

186
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
C_02 MUNTATGE ELÈCTRIC
M23-1.3 Motor tipus Nema 23
Motor pas a pas tipus Nema 23 per a l’accionament de la base de cadascun
dels eixos.
DEFINICIÓ:
Motor pas a pas tipus Nema 23 per a l’accionament de la base de cadascun
dels eixos, amb pas angular 1,8º, diàmetre de l’eix 6,35 mm.
L'execució de la unitat d'obra inclou les operacions següents:
- Muntatge de cada motor a l’estructura.
- Disposició del cablejat.
CONDICIONS GENERALS:
Es muntarà cada motor de cada eix a l’estructura, amb un total de 3 motors,
mitjançant un suport d’alumini amb denominació comercial 3D02070.
L’eix del motor es fixarà al cargol sense fi mitjançant l’adaptador que
disposa el kit cargol sense fi.
Cada suport per al motor es fixarà a l’estructura mitjançant 2 cargols
M5x20 mm, i el motor es fixarà al suport mitjançant 4 cargols M4x25, i
volanderes planes de M4.
L’assentament del motor a sobre el suport i el suport amb l’estructura ha de
ser correcte, sense presentar tolerancies, formant un conjunt sòlid.
Es realitzarà la connexió de cada motor, i es disposarà el cablejat per
l’estructura de manera ordenada, amb un bon acabat fins a l’extrem superior
dret de l’estructura.

187
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Z-15GQ55 Final de carrera
Sensor final de carrera de tipus pistó model Z-15GQ55-B.
DEFINICIÓ:
Sensor final de carrera de tipus pistó model Z-15GQ55-B de tipus pulsador
de pistó, per a detectar quan cadascun dels eixos es al seu extrem.
L'execució de la unitat d'obra inclou les operacions següents:
- Muntatge dels finals de carrera a l’estructura.
- Connexió del cablejat.
- Disposició del cablejat.
CONDICIONS GENERALS:
Es muntarà cada sensor a l’estructura, un per a cada eix, amb un total de 3
sensors. S’utilitzarà una placa d’alumini E-126-019 a mida per la seva
fixació.
Cada sensor es fixarà a la placa mitjançant 2 cargols allen M4x25 mm amb
2 volanderes M4, i la placa es fixarà a l’estructura mitjançant dos cargols
allen M6x20 mm amb dos volanderes M6, i dos femelles en T M6.
L’assentament de la placa i el sensor ha de ser correcte, sense presentar
tolerancies.
Es realitzarà la connexió de cada final de carrera, i es disposarà el cablejat
per l’estructura de manera ordenada, amb un bon acabat fins a l’extrem
superior dret de l’estructura.
Per al cablejat s’utilitzarà cable 1 mm2 per alimentació i cable 0,75 mm
2 per
a transmissió de senyal. S’utilitzaran marcadors per a la identificació del
cablejat.
188
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
MM600 Motor fresadora
Kit motor per al fresat amb denominació comercial MM600, amb una
potència de 600 W.
DEFINICIÓ:
Kit motor per al fresat amb denominació comercial MM600, amb una
potència de 600 W, velocitat de rotació 2000-13000 r/min i tensió
d’alimentació de 24 - 110 V DC. Inclou font d’alimentació i suport per al
motor.
L'execució de la unitat d'obra inclou les operacions següents:
-Muntatge del suport i el motor.
- Connexió del cablejat.
- Disposició del cablejat.
CONDICIONS GENERALS:
Es muntarà el suport del motor a la base de l’eix Z mitjançant els cargols
suministrats, i intercalant una placa d’alumini la qual es fixarà al abase
mitjançant 2 cargols hexagonals M6x20 mm, amb dos volanderes M6 i 2
femelles en T M6.
Per al cablejat s’utilitzarà cable 1 mm2 per alimentació i cable 0,75 mm2
per a transmissió de senyal. S’utilitzaran marcadors per a la identificació del
cablejat.
ARDMEGA Placa Arduino Mega 2560
Kit de placa Arduino Mega 2560, microcontrolador Atmega 2560 i 256 kB
de memòria.
DEFINICIÓ:
Kit de placa Arduino Mega 2560, microcontrolador Atmega 2560, 54 pins
E/S digitals, 16 pins d’E analògics, 256 kB memòria.
L'execució de la unitat d'obra inclou les operacions següents:
-Muntatge de la placa.
CONDICIONS GENERALS:
Es muntarà la placa electrònica a sobre d’una làmina de metacrilat a mida,
la qual es fixarà a l’estructura mitjançant 3 cargols avellanats M6x20 mm i
3 femelles en T M6.

189
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
RMP14 Placa Ramps 1.4
Placa Ramps 1.4, per a connexió dels controladors del motors i sortides de
la placa anterior Arduino.
DEFINICIÓ:
Placa Ramps 1.4, per a connexió dels controladors del motors i sortides de
la placa anterior Arduino.
L'execució de la unitat d'obra inclou les operacions següents:
-Muntatge de la placa.
CONDICIONS GENERALS:
Es muntarà la placa electrònica a sobre de la placa Arduino Mega 2560
insertant els pins mascle de la placa Ramps 1.4 en els pins femella de la
placa Arduino. Per a connectar els terminals de la placa s’utilitzarà una
regleta de connexió 2SCSH fixada al costat de la Ramps.
Per al cablejat s’utilitzarà cable 1 mm2 per alimentació i cable 0,75 mm2
per a transmissió de senyal. S’utilitzaran marcadors per a la identificació del
cablejat.
DRV8825 Controlador motor DRV8825
Controlador motor DRV8825 per al control de dels motors pas a pas de
cada eix. Possibilitat de fins a 32 passos.
DEFINICIÓ:
Controlador motor DRV8825 per al control de dels motors pas a pas de
cada eix. Possibilitat de fins a 32 passos.
L'execució de la unitat d'obra inclou les operacions següents:
-Muntatge dels controladors.
CONDICIONS GENERALS:
Es muntaran els controladors motors en les ubicacions corresponents de la
placa Ramps 1.4. Segons com s’apliqui la tensió a les entrades
corresponents, es pot sel·leccionar el valor de resolució.

190
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
LM2596S Mòdul ajustable
Mòdul ajustable de tensió model LM2596S, per a poder regular la tensió de
sortida, i visualitzar la tensió d’entrada i sortida.
DEFINICIÓ:
Mòdul ajustable de tensió per a poder regular la tensió de sortida, i
visualitzar la tensió d’entrada i sortida.Tensió d’entrada 4-40 V DC i tensió
de sortida 1,25-37 V DC.
L'execució de la unitat d'obra inclou les operacions següents:
- Muntatge del mòdul.
- Connexió del cablejat.
CONDICIONS GENERALS:
Es muntarà el mòdul ajustable a sobre d’una làmina de metacrilat a mida, la
qual es fixarà a l’estructura mitjançant 2 cargols avellanats M6x20 mm i 2
femelles en T M6. I mitjançant els cargols sumministrats es fixarà el mòdul
a la làmina de metacrilat.
Per al cablejat s’utilitzarà cable 1 mm2 per alimentació i cable 0,75 mm2
per a transmissió de senyal. S’utilitzaran marcadors per a la identificació del
cablejat.
XD104 Mòdul de relés
Mòdul de relés, model XD104, format per 4 unitats per a poder gestionar
l’alimentació a components de consum.
DEFINICIÓ:
Mòdul de relés, model XD104, format per 4 unitats per a poder gestionar
l’alimentació a components de consum. Alimentació a 5 V DC i sortida a
12 V DC.
L'execució de la unitat d'obra inclou les operacions següents:
- Muntatge del mòdul.
- Connexió del cablejat.

191
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
CONDICIONS GENERALS:
Es muntarà el mòdul ajustable a sobre d’una làmina de metacrilat a mida, la
qual es fixarà a l’estructura mitjançant 2 cargols avellanats M6x20 mm i 2
femelles en T M6. I mitjançant els cargols sumministrats es fixarà el mòdul
a la làmina de metacrilat.
Per al cablejat s’utilitzarà cable 1 mm2 per alimentació i cable 0,75 mm
2 per
a transmissió de senyal. S’utilitzaran marcadors per a la identificació del
cablejat.
5010S Ventilador
Ventilador a 12 V DC, d’impulsió d’aire, diàmetre 42 mm, per a la
refrigeració dels components electrònics.
DEFINICIÓ:
Ventilador a 12 V DC, d’impulsió d’aire, diàmetre 42 mm, per a la
refrigeració dels components electrònics.
L'execució de la unitat d'obra inclou les operacions següents:
-Muntatge del ventilador.
CONDICIONS GENERALS:
Es muntarà el ventilador a sobre el conjunt de plaques electròniques
mitjançant 4 separadors roscats mascle-femella 806-6742 i els 4 cargols
suminstrats amb el ventilador.
Per al cablejat s’utilitzarà cable 1 mm2 per alimentació i cable 0,75 mm
2 per
a transmissió de senyal. S’utilitzaran marcadors per a la identificació del
cablejat.

ESTAT D’AMIDAMENTS
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA
FRESADORA CNC DE 3 EIXOS

193
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
ÍNDEX
CAPITOL C_01 MATERIAL ESTRUCTURAL
CAPITOL C_02 MATERIAL ELÈCTRIC
CAPITOL C_03 VARIS

194
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
CAPITOL C_01 MATERIAL ESTRUCTURAL
Codi Descripció Uts Longitud
(mm) Parcials Quantitat
466-7354 u Angle Bosch per a estructura
Unió estructural d’alumini. Fabricant Bosch.
Dimensions 20 x 20 mm.
3,00 3,00
3,00
390-1798 u Angle Bosch per a estructura
Unió estructural d’alumini. Fabricant Bosch.
Dimensions 45 x 45 mm.
15,00 15,00
15,00
NRH7915G u Angle metàl·lic pla
Angle per la fixació.
Material: acer inoxidable 4,00 4,00
4,00
2331J4x25 u Cargol allen M4x25 mm
Cargol d’acer, qualitat 8.8. Cabota cilíndrica.
Dimensions 4,0 x 25 mm.
10,00 10,00
10,00
2331J5x20 u Cargol allen M5x20 mm
Cargol d’acer, qualitat 8.8. Cabota cilíndrica.
Dimensions 5,0 x 20 mm.
30,00 30,00
30,00
2331J6x20 u Cargol allen M6x20 mm
Cargol d’acer, qualitat 8.8. Cabota cilíndrica.
Dimensions 6,0 x 20 mm.
18,00 18,00
18,00
2331J6x50 u Cargol allen M6x50 mm
Cargol d’acer, qualitat 8.8. Cabota cilíndrica.
Dimensions 6,0 x 50 mm.
18,00 18,00
18,00

195
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Codi Descripció Uts Longitud
(mm) Parcials Quantitat
390-0335 u Cargol amb cap T, M8x30 mm (kit 10 u)
Cargol d’acer galvanitzat per a unió
estructural.Qualitat 8.8. Mètrica 8.
30,00 30,00
30,00
2331J5x20 u Cargol avellanat M5x20 mm (caixa de
50 u)
Cargol allen d’acer inoxidable.
Mètrica 5.
2,00 2,00
2,00
80611 u Cargol hexagonal M6x20 mm
Cargol amb cabota hexagonal.
Material hacer. Mètrica 6.
8,00 8,00
8,00
2331J6x20 u Cargol phillips M6x20 mm
Cargol d’acer inoxidable.
Cabota tipus phillips.
40,00 40,00
40,00
3D500 u Cilindre lineal SF12 per al guiatge,
diàmetre 12 mm (kit 2 u)
Cilindre per al guiatge. Material acer.
Longitud: 650 mm.
2,00 650,00 2,00
2,00
390-0262 u Femella en T, M5 (kit 10 u)
Unió estructural d’acer inoxidable. Encaix
de 10 mm. Mètrica 5.
3,00 3,00
3,00
390-0278 u Femella en T, M6 (kit 10 u)
Unió estructural d’acer inoxidable. Encaix
de 10 mm. Mètrica 6.
3,00 3,00
3,00

196
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Codi Descripció Uts Longitud
(mm) Parcials Quantitat
390-0284 u Femella en T, M8 (kit 10 u)
Unió estructural d’acer inoxidable. Encaix
de 10 mm. Mètrica 8.
1,00 1,00
1,00
418-0863 u Guia embellidora
Material: PVC. 10,00 1,00 10,00
10,00
SFU1204 u Kit cargol sense fi L-300 mm
Conjunt cargol sense fi + accesoris.
Material acer. Longitud: 300 mm.
1,00 1,00
1,00
SFU1204 u Kit cargol sense fi L-400 mm
Conjunt cargol sense fi + accesoris.
Material acer. Longitud: 400 mm.
1,00 1,00
1,00
SFU1204 u Kit cargol sense fi L-500 mm
Conjunt cargol sense fi + accesoris.
Material acer. Longitud: 500 mm.
1,00 1,00
1,00
B00PM2LQDG u Làmina metacrilat transparent
700x500x3 mm
Làmina de metacrilat transparent. Mesures
700 x 500. Gruix 3 mm.
1,00 1,00
1,00
E-152-012 u Panell alumini 1260x240x22,5 mm
Panell d’alumini per a les bases de cada eix.
Longitud 1260 mm.
1,00 1,00
1,00

197
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Codi Descripció Uts Longitud
(mm) Parcials Quantitat
E-128-094 u Perfil angular 360x45x2 mm
Perfil d’alumini. Longitud 360 mm.
2,00 2,00
2,00
E-126-019 u Perfil d’alumini 550x44x5 mm
Perfil destinat a la fabricació de plaques de
suport.
4,00 4,00
4,00
493-8296 u Perfil de muntatge Bosch alumini
1000x45x45 mm
Perfil estructural d’alumini. Fabricant
Bosch.
1,00 1,00
1,00
390-0048 u Perfil de muntatge Bosch alumini
3000x45x45 mm
Perfil estructural d’alumini. Fabricant
Bosch.
1,00 1,00
1,00
3D02070 u Placa suport motor (kit 2 u)
Placa d’alumini per a motors tipus Nema
23.
2,00 2,00
2,00
360757 u Suport angular (kit 2 u)
Suports utilitzats per a fixació.
Material: acer.
2,00 2,00
2,00
3D574 u Suport fix SK12 per als cilindres guia
(kit 4 u)
Suports per la fixació dels cilindres guia en
els seus extrems. Material: acer.
3,00 3,00
3,00
198
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Codi Descripció Uts Longitud
(mm) Parcials Quantitat
423-6607 u Suport d'altura regulable
Cargol d’anivellació d’acer galvanitzat amb
potes de cautxú vulcanitzat. M8. 4,00 4,00
4,00
3D571 u Suport mòbil SC12UU per als
cilindres guia (kit 4 u)
Suports per als cilindres guia.
Material: acer.
3,00 3,00
3,00
390-0183 u Tapa embellidora (caixa 10 u)
Material: Poliamida.
10,00 10,00
10,00
525-925 u Volandera plana M4 (caixa 250 u)
Volandera d’acer galvanitzat. Mètrica 4.
Gruix 0,8 mm.
1,00 1,00
1,00
525-931 u Volandera plana M5 (caixa 250 u)
Volandera d’acer galvanitzat. Mètrica 5.
Gruix 1 mm.
1,00 1,00
1,00
525-947 u Volandera plana M6 (caixa 250 u)
Volandera d’acer galvanitzat. Mètrica 6.
Gruix 1,6 mm.
1,00 1,00
1,00
199
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
CAPITOL C_02 MATERIAL ELÉCTRIC
Codi Descripció Uts Longitud
(mm) Parcials Quantitat
233-487 u Brida Nylon L=30 mm (caixa 100 u)
Brida per a la subjecció del cablejat
1,00 1,00
1,00
H05VK075 m Cable 0,75 mm2 (diversos colors)
Cable de secció 0,75 mm2. Aïllament PVC.
15,00 1,00 15,00
15,00
H05VK1 m Cable 1 mm2 (diversos colors)
Cable de secció 1 mm2. Aïllament PVC.
15,00 1,00 15,00
15,00
720-2714 u Cadena porta cables
Cadena per al guiatge del cablejat.
Material Igumid G. Longitud 1000 mm.
1,00 1,00
1,00
178289-7 u Connector AMP femella 1x3p
Connector AMP serie Dynamic D-3100.
1,00 1,00
1,00
1-917659-8 u Connector AMP mascle 1x3p
Connector AMP serie Dynamic D-3200.
1,00 1,00
1,00
1918 u Connector AMP femella 2x10p
Connector AMP serie Dynamic D-3100.
1,00 1,00
1,00
178803-8 u Connector AMP mascle 2x10p
Connector AMP serie Dynamic D-3200.
1,00 1,00
1,00
DRV8825 u Driver motor DRV8825
Component electrònic per al control de motors
pas a pas.
3,00 3,00
3,00

200
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Codi Descripció Uts Longitud
(mm) Parcials Quantitat
408-198 u Funda per cable extensible (PET) 5 mm
Funda protectora de diàmetre 5 mm.
Material: tereftalat de polietilè.
2,00 5000 2,00
2,00
408-209 u Funda per cable extensible (PET) 10 mm
Funda protectora de diàmetre 10 mm.
Material: tereftalat de polietilè.
2,00 5000 2,00
2,00
408-205 u Funda per cable extensible (PET) 15 mm
Funda protectora de diàmetre 15 mm.
Material: tereftalat de polietilè.
2,00 5000 2,00
2,00
ARDMEG u Kit Arduino Mega 2560
Conjunt format per una placa electrònica
Arduino Mega 2560 + accessoris.
1,00 1,00
1,00
MM600 u Kit motor de fresadora
Conjunt format per motor 600 W,
Suport i font d’alimentació.
1,00 1,00
1,00
408-4670 u Marcador cable 0-9 (caixa 200 u)
Marcadors numèrics per a la identificació
del cablejat. Material: nylon.
1,00 1,00
1,00
LM2596S u Mòdul ajustable
Placa electrònica per a la visualització
i regulació de la tensió de sortida.
1,00 1,00
1,00
XD104 u Mòdul de relés
Mòdul de quatre relés per a l’alimentació
de components.
1,00 1,00
1,00

201
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Codi Descripció Uts Longitud
(mm) Parcials Quantitat
M23-1.3-
1D06-D9-A u Motor tipus Nema 23 Motor pas a pas per a cadascun dels eixos.
Pas angular: 1,8º.
1,00 1,00
1,00
175196-2 u Pin AMP femella
Terminal rectangular femella per
als conectors serie Dynamic.
25,00 25,00
25,00
917512-5 u Pin AMP mascle
Terminal rectangular mascle per
als conectors serie Dynamic.
25,00 25,00
25,00
RMP14 u Placa Ramps 1,4
Placa electrònica interface entre
Arduino Mega i drivers dels motors.
1,00 1,00
1,00
2SCSH u Regleta de connexió
Regleta per a la connexió del cablejat.
1,00 1,00
1,00
Z-15GQ55-B u Sensor final de carrera
Pulsador per a la detecció del final
de carrera de cada eix.
3,00 3,00
3,00
806-6742 u Separador roscat mascle-femella M4
L=50 mm
Separadors roscats hexagonals. Mètrica 4.
Material: llautó.
4,00 4,00
4,00
5010S u Ventilador 12 V
Ventilador de diàmetre 45 mm.
Tensió: 12 V.
1,00 1,00
1,00

202
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
CAPITOL C_03 VARIS
Codi Descripció Uts Longitud
(mm) Parcials
Quantitat
TR70A12 u Font d’alimentació 12 V
Font amb tensió d’entrada 220-240 V AC,
i tensió de sortida 12 V DC.
1,00 1,00
1,00
4CNCEN u Kit abraçadera de pressió (Kit 4 u)
Abraçaderes de pressió per a subjecció,
força de subjecció: 85kg.
1,00 1,00
1,00
VEC11 u Kit adaptador (1-7 mm)
Conjunt per a fixar les freses.
1,00 1,00
1,00
KU102900 u Kit freses carbur de tungsté
Conjunt de 10 freses de
carbur de tungsté.
1,00 1,00
1,00
Tool Mart u Kit freses HSS
Conjunt de freses d’acer.
Diàmetre:1,5 – 7 mm.
1,00 1,00
1,00
PRESSUPOST
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA
FRESADORA CNC DE 3 EIXOS

204
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
ÍNDEX
1. PREUS UNITARIS.
2. QUADRE DE DESCOMPOSATS
3. PRESSUPOST
4. RESUM PRESSUPOST
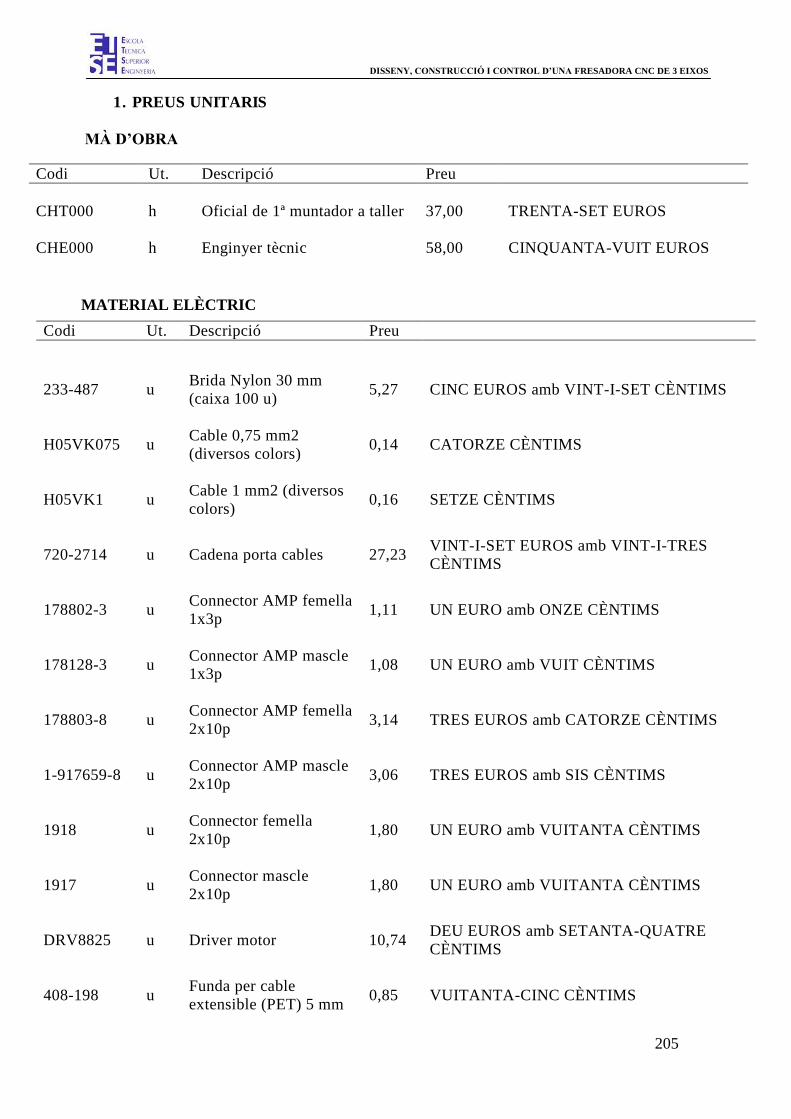
205
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
1. PREUS UNITARIS
MÀ D’OBRA
Codi Ut. Descripció Preu
CHT000 h Oficial de 1ª muntador a taller 37,00 TRENTA-SET EUROS
CHE000 h Enginyer tècnic 58,00 CINQUANTA-VUIT EUROS
MATERIAL ELÈCTRIC
Codi Ut. Descripció Preu
233-487 u Brida Nylon 30 mm
(caixa 100 u) 5,27 CINC EUROS amb VINT-I-SET CÈNTIMS
H05VK075 u Cable 0,75 mm2
(diversos colors) 0,14 CATORZE CÈNTIMS
H05VK1 u Cable 1 mm2 (diversos
colors) 0,16 SETZE CÈNTIMS
720-2714 u Cadena porta cables 27,23 VINT-I-SET EUROS amb VINT-I-TRES
CÈNTIMS
178802-3 u Connector AMP femella
1x3p 1,11 UN EURO amb ONZE CÈNTIMS
178128-3 u Connector AMP mascle
1x3p 1,08 UN EURO amb VUIT CÈNTIMS
178803-8 u Connector AMP femella
2x10p 3,14 TRES EUROS amb CATORZE CÈNTIMS
1-917659-8 u Connector AMP mascle
2x10p 3,06 TRES EUROS amb SIS CÈNTIMS
1918 u Connector femella
2x10p 1,80 UN EURO amb VUITANTA CÈNTIMS
1917 u Connector mascle
2x10p 1,80 UN EURO amb VUITANTA CÈNTIMS
DRV8825 u Driver motor 10,74 DEU EUROS amb SETANTA-QUATRE
CÈNTIMS
408-198 u Funda per cable
extensible (PET) 5 mm 0,85 VUITANTA-CINC CÈNTIMS

206
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Codi Ut. Descripció Preu
408-209 u Funda per cable
extensible (PET) 10 mm 1,22 UN EURO amb VINT-I-DOS CÈNTIMS
408-205 u Funda per cable
extensible (PET) 15 mm 2,32 DOS EUROS amb TRENTA-DOS CÈNTIMS
MM600 u Kit motor de fresadora 107,41 CENT SET EUROS amb QUARANTA-UN
CÈNTIMS
ARDMEG u Kit placa Arduino Mega
2560 119,95
CENT DINOU EUROS amb NORANTA-CINC
CÉNTIMS
408-4670 u Marcador cable 0-9
(caixa 200 u) 6,18 SIS EUROS amb DIVUIT CÈNTIMS
LM2596S u Mòdul ajustable 1,49 UN EURO amb QUARANTA-NOU CÈNTIMS
XD104 u Mòdul de relés 3,85 TRES EUROS amb VUITANTA-CINC
CÈNTIMS
M23-1.3-
1D06-D9-A u Motor tipus Nema 23 33,58
TRENTA-TRES EUROS amb CINQUANTA-
VUIT CÈNTIMS
175196-2 u Pin AMP femella 0,29 VINT-I-NOU CÈNTIMS
917512-5 u Pin AMP mascle 0,35 TRENTA-CINC CÈNTIMS
RMP14 u Placa Ramps 1,4 14,22 CATORZE EUROS amb VINT-I-DOS
CÈNTIMS
2SCSH u Regleta de connexió 4,09 QUATRE EUROS amb NOU CÈNTIMS
806-6742 u Separador roscat mascle-
femella M4 L=50 mm 0,74 SETANTA-QUATRE CÈNTIMS
Z-15GQ55B u Sensor final de carrera 21,26 VINT-I-UN EUROS amb VINT-I-SIS
CÈNTIMS
5010S u Ventilador 12 V 1,68 UN EURO amb SEIXANTA-VUIT CÈNTIMS
TR70A12 u Font d’alimentació 12 V 19,99 DINOU EUROS amb NORANTA-NOU
CÈNTIMS

207
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
MATERIAL ESTRUCTURAL
Codi Ut. Descripció Preu
466-7354 u Angle Bosch, 20x20 mm 3,77 TRES EUROS amb SETANTA-
SET CÈNTIMS
390-1798 u Angle Bosch, 45x45 mm 7,38 SET EUROS amb TRENTA-VUIT
CÈNTIMS
2331J4x25 u Cargol allen M4x25 mm 0,08 VUIT CÈNTIMS
2331J5x20 u Cargol allen M5x20 mm 0,05 CINC CÈNTIMS
2331J6x20 u Cargol allen M6x20 mm 0,10 DEU CÈNTIMS
2331J6x50 u Cargol allen M6x50 mm 0,21 VINT-I-UN CÈNTIMS
NRH7915G u Angle metàl·lic pla 1,73 UN EURO amb SETANTA-TRES
CÈNTIMS
2331J6x20 u Cargol Phillips M6x20 mm 0,05 CINC CÈNTIMS
390-0335 u Cargol amb cap en T, M8x30 mm 24,66 VINT-I- CUATRE amb
SEIXANTA-SIS CÈNTIMS
2331J5x20 u Cargol avellanat M5x20 mm
(caixa de 50 u) 14,49
CATORZE amb QUARANTA-
NOU CÈNTIMS
80611 u Cargol hexagonal M6x20 mm 0,10 DEU CÈNTIMS
3D500 u Cilindre lineal SF12 per al guiatge
12 mm 22,91
VINT-I- DOS EUROS amb
NORANTA-UN CÈNTIMS
390-0262 u Femella en T, M5 13,08 TRETZE EUROS amb VUIT
CÈNTIMS
390-0278 u Femella en T, M6 13,08 TRETZE EUROS amb VUIT
CÈNTIMS
390-0284 u Femella en T, M8 13,08 TRETZE EUROS amb VUIT
CÈNTIMS
418-0863 u Guia embellidora PVC 1000 mm 3,15 TRES EUROS amb QUINZE
CÈNTIMS
SFU1204.3 u Kit cargol sense fi L=300 mm 52,98 CINQUANTA-DOS EUROS amb
NORANTA-VUIT CÈNTIMS
SFU1204.4 u Kit cargol sense fi L=400 mm 50,35 CINQUANTA EUROS amb
TRENTA-CINC CÈNTIMS

208
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Codi Ut. Descripció Preu
B00PM2LQDG u Làmina metacrilat transparent
700x500x3 mm 11,80
ONZE EUROS amb VUITANTA
CÈNTIMS
E-152-012 u Panell alumini 1260x240x22,5 mm 56,84 CINQUANTA-SIS EUROS amb
VUITANTA-QUATRE CÈNTIMS
E-128-094 u Perfil alumini 360x45x2 mm 12,47 DOZE EUROS amb QUARANTA-
SET CÈNTIMS
E-126-019 u Perfil angular 550x44x5 mm 13,25 TRETZE EUROS amb VINT –I-
CINC CÈNTIMS
493-8296 u Perfil de montatge Bosch alumini
1000x45x45 mm 31,45
TRENTA - UN EUROS amb
QUARANTA-CINC CÈNTIMS
390-0048 u Perfil de montatge Bosch alumini
3000x45x45 mm 66,03
SEIXANTA-SIS EUROS amb
TRES CÈNTIMS
3D02070 u Placa suport motor 21,42 VINT-I-UN EUROS amb
QUARANTA-DOS CÉNTIMS
360757 u Suport angular 7,90 SET EUROS amb NORANTA
CÈNTIMS
423-6607 u Suport d'altura regulable 7,45 SET EUROS amb QUARANTA-
CINC CÉNTIMS
3D574 u Suport fix SK12 per als cilindres
guia 5,07
CINC EUROS amb SET
CÈNTIMS
3D571 u Suport mòbil SC12UU per als
cilindres guia 9,58
NOU EUROS amb CINQUANTA-
VUIT CÈNTIMS
390-0183 u Tapa embellidora poliamida (caixa
10 u) 18,10
DIVUIT EUROS amb DEU
CÈNTIMS
525-925 u Volandera plana M4 acer
galvanitzat (bossa 250 u) 2,94
DOS EUROS amb NORANTA-
QUATRE CÈNTIMS
525-931 u Volandera plana M5 acer
galvanitzat (bossa 250 u) 3,05
TRES EUROS amb CINC
CÈNTIMS
525-947 u Volandera plana M6 acer
galvanitzat (bossa 250 u) 4,74
QUATR EUROS amb SETANTA-
QUATRE CÈNTIMS
SFU1204.5 u Kit cargol sense fi L=500 mm 55,43 CINQUANTA-CINC EUROS amb
QUARANTA-TRES CÈNTIMS
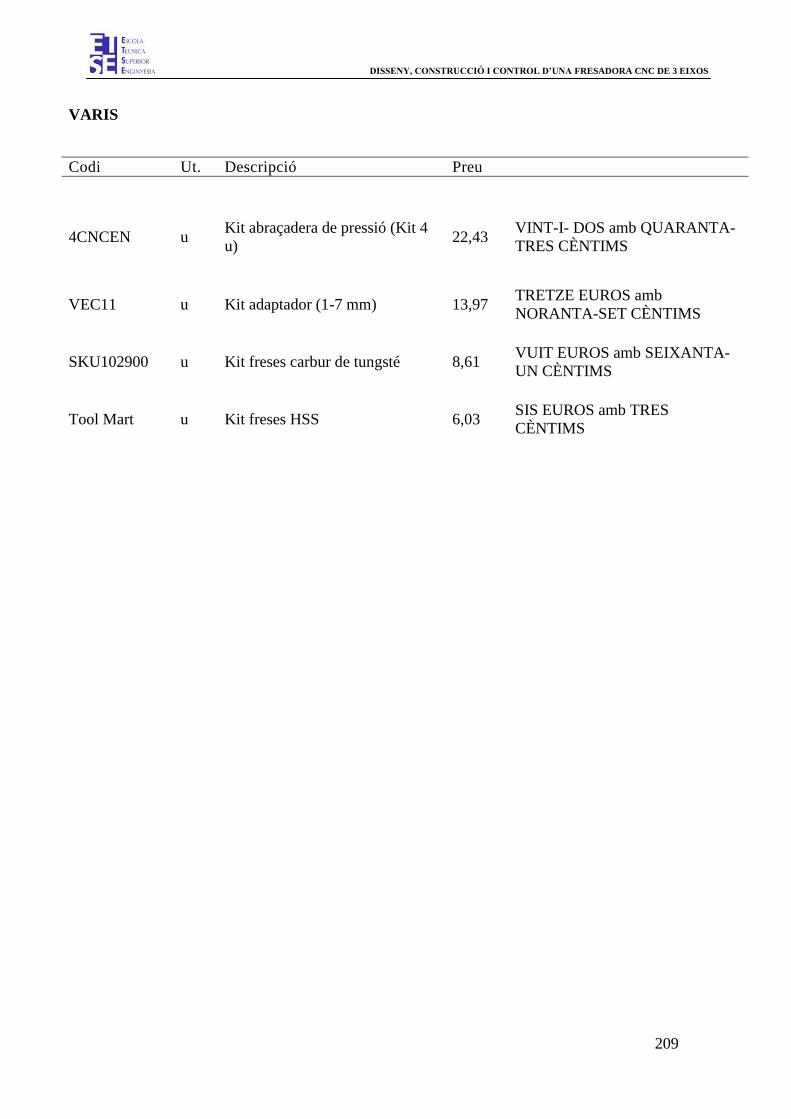
209
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
VARIS
Codi Ut. Descripció Preu
4CNCEN u Kit abraçadera de pressió (Kit 4
u) 22,43
VINT-I- DOS amb QUARANTA-
TRES CÈNTIMS
VEC11 u Kit adaptador (1-7 mm) 13,97 TRETZE EUROS amb
NORANTA-SET CÈNTIMS
SKU102900 u Kit freses carbur de tungsté 8,61 VUIT EUROS amb SEIXANTA-
UN CÈNTIMS
Tool Mart u Kit freses HSS 6,03 SIS EUROS amb TRES
CÈNTIMS
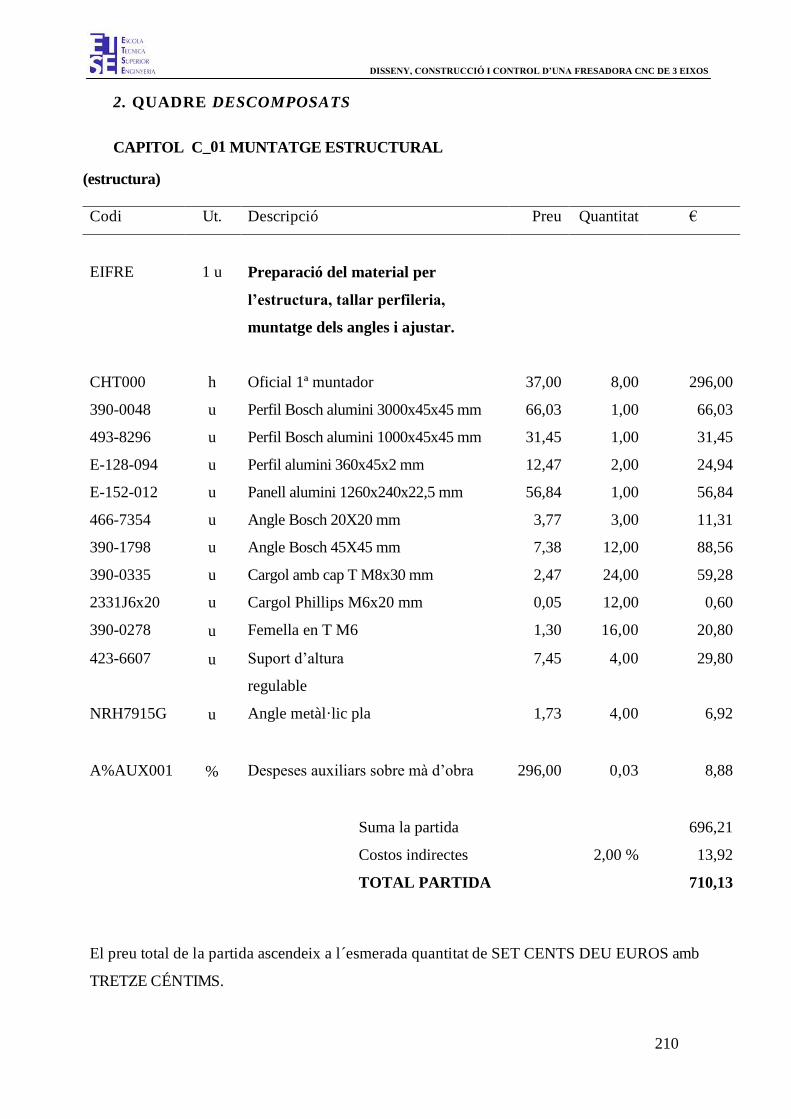
210
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
2. QUADRE DESCOMPOSATS
CAPITOL C_01 MUNTATGE ESTRUCTURAL
(estructura)
Codi Ut. Descripció Preu Quantitat €
EIFRE 1 u Preparació del material per
l’estructura, tallar perfileria,
muntatge dels angles i ajustar.
CHT000 h Oficial 1ª muntador 37,00 8,00 296,00
390-0048 u Perfil Bosch alumini 3000x45x45 mm 66,03 1,00 66,03
493-8296 u Perfil Bosch alumini 1000x45x45 mm 31,45 1,00 31,45
E-128-094 u Perfil alumini 360x45x2 mm 12,47 2,00 24,94
E-152-012 u Panell alumini 1260x240x22,5 mm 56,84 1,00 56,84
466-7354 u Angle Bosch 20X20 mm 3,77 3,00 11,31
390-1798 u Angle Bosch 45X45 mm 7,38 12,00 88,56
390-0335 u Cargol amb cap T M8x30 mm 2,47 24,00 59,28
2331J6x20 u Cargol Phillips M6x20 mm 0,05 12,00 0,60
390-0278 u Femella en T M6 1,30 16,00 20,80
423-6607 u Suport d’altura
regulable
7,45 4,00 29,80
NRH7915G u Angle metàl·lic pla 1,73 4,00 6,92
A%AUX001 % Despeses auxiliars sobre mà d’obra 296,00 0,03 8,88
Suma la partida 696,21
Costos indirectes 2,00 % 13,92
TOTAL PARTIDA 710,13
El preu total de la partida ascendeix a l´esmerada quantitat de SET CENTS DEU EUROS amb
TRETZE CÉNTIMS.

211
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
El preu total de la partida ascendeix a l´esmerada quantitat de MIL SET CENTS
SEIXANTA-VUIT EUROS amb NOU CÉNTIMS
(guiatge)
Codi Ut. Descripció Preu Quantitat €
GUFRE 1 u Preparació de les plaques i suports: tallar i
mecanitzar suports, tallar cilindres guía,
muntatge suports cilindres guia i plaques.
Regulació i ajust dels cilindres guia.
CHT000 h Oficial 1ª muntador 37,00 41,00 1.517,00
3D500 u Cilindre lineal SF12 22,91 2,00 45,82
3D571 u Suport mòbil SC12UU per a cilindres guía (kit 4 u) 9,58 3,00 28,74
3D574 u Suport fix SK12 per a cilindres guia (kit 4 u) 5,07 3,00 15,21
E-126-019 u Perfil alumini 550x44x5 mm 13,25 4,00 53,00
2331J5x20 u Cargol allen M5x20 mm 0,05 24,00 1,20
232-8439 u Cargol avellanat M5x20 mm 0,29 48,00 13,91
525-931 u Volandera plana M5 0,01 24,00 0,24
80611 u Cargol hexagonal M6x20 0,10 8,00 0,80
525-947 u Volandera plana M6 0,20 8,00 1,60
390-0278 u Femella en T M6 1,30 8,00 10,40
A%AUX001 % Despeses auxiliars sobre mà d’obra 1517,00 0,03 45,51
Suma la partida 1.733,43
Costos indirectes 2,00 % 34,66
TOTAL PARTIDA 1.768,09
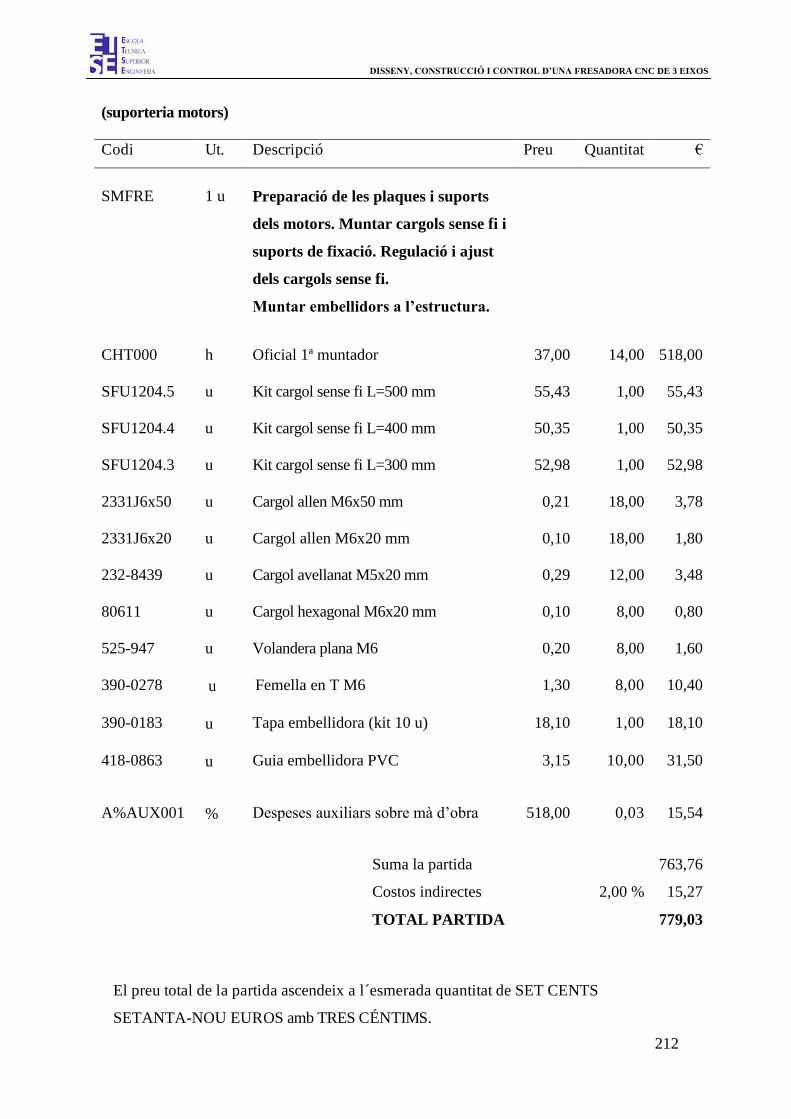
212
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
El preu total de la partida ascendeix a l´esmerada quantitat de SET CENTS
SETANTA-NOU EUROS amb TRES CÉNTIMS.
(suporteria motors)
Codi Ut. Descripció Preu Quantitat €
SMFRE 1 u Preparació de les plaques i suports
dels motors. Muntar cargols sense fi i
suports de fixació. Regulació i ajust
dels cargols sense fi.
Muntar embellidors a l’estructura.
CHT000 h Oficial 1ª muntador 37,00 14,00 518,00
SFU1204.5 u Kit cargol sense fi L=500 mm 55,43 1,00 55,43
SFU1204.4 u Kit cargol sense fi L=400 mm 50,35 1,00 50,35
SFU1204.3 u Kit cargol sense fi L=300 mm 52,98 1,00 52,98
2331J6x50 u Cargol allen M6x50 mm 0,21 18,00 3,78
2331J6x20 u Cargol allen M6x20 mm 0,10 18,00 1,80
232-8439 u Cargol avellanat M5x20 mm 0,29 12,00 3,48
80611 u Cargol hexagonal M6x20 mm 0,10 8,00 0,80
525-947 u Volandera plana M6 0,20 8,00 1,60
390-0278 u Femella en T M6 1,30 8,00 10,40
390-0183 u Tapa embellidora (kit 10 u) 18,10 1,00 18,10
418-0863 u Guia embellidora PVC 3,15 10,00 31,50
A%AUX001 % Despeses auxiliars sobre mà d’obra 518,00 0,03 15,54
Suma la partida 763,76
Costos indirectes 2,00 % 15,27
TOTAL PARTIDA 779,03

213
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
CAPITOL C_02 MUNTATGE ELÈCTRIC
(motors)
Codi Ut. Descripció Preu Quantitat €
MOFRE 1 u Fixar els motors dels tres eixos a
l’estructura.
Fixar motor fresadora amb suport.
Fixar sensors final de carrera.
Regulació i ajust de tots els
components.
CHT000 h Oficial 1ª muntador 37,00 15,00 555,00
M23-1.3-1D06 u Motor Nema 23 33,58 3,00 100,74
3D02070 u Placa suport motor 5,35 3,00 16,06
MM600 u Kit motor fresadora 107,41 1,00 107,41
Z-15GQ55-B u Sensor final de carrera 21,26 3,00 63,78
2331J6x20 u Cargol allen M6x20 mm 0,10 8,00 0,80
390-0278 u Femella en T M6 1,30 8,00 10,40
525-947 u Volandera plana M6 0,20 8,00 1,60
2331J4x25 u Cargol allen M4x25 mm 0,08 6,00 0,48
525-925 u Volandera plana M4 0,01 6,00 0,10
360757 u Suport angular (kit 2 u) 7,90 2,00 15,80
A%AUX001 % Despeses auxiliars sobre mà d’obra 555,00 0,03 16,65
Suma la partida 888,82
Costos indirectes 2,00 % 17,78
TOTAL PARTIDA 906,60
El preu total de la partida ascendeix a l´esmerada quantitat de NOU CENTS SIS EUROS amb
SEIXANTA CÉNTIMS.

214
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
El preu total de la partida ascendeix a l´esmerada quantitat de SIS CENTS
CINQUANTA-SIS EUROS amb QUARANTA CÉNTIMS.
(cablejat estructura)
Codi Ut. Descripció Preu Quantitat €
CBFRE 1 u Cablejar els diferents components,
grimpar terminals, fixar cables i
cadena porta cables a l’estructura.
CHT000 h Oficial 1ª muntador 37,00 15,00 555,00
233-487 u Brida Nylon L=30 mm (caixa 100 u) 5,27 1,00 5,27
720-2714 u Cadena porta cables 27,23 1,00 27,23
H05VK075 u Cable 1m x 0,75 mm2 0,14 10,00 1,40
H05VK1 u Cable 1m x 1 mm2 0,16 10,00 1,60
178128-3 u Connector AMP mascle 1x3p 1,08 1,00 1,08
178802-3 u Connector AMP femella 1x3p 1,11 1,00 1,11
1-917659-8 u Connector AMP mascle 2x10p 3,06 1,00 3,06
178803-8 u Connector AMP femella 2x10p 3,14 1,00 3,14
2331J5x20 u Cargol allen M5x20 mm 0,05 2,00 0,10
525-931 u Volandera plana M5 0,01 2,00 0,02
408-4670 u Marcador cable 0-9 (caixa 200 u) 6,18 1,00 6,18
408-198 u Funda per cable extensible (PET) 5 mm 0,85 2,00 1,70
408-209 u Funda per cable extensible (PET) 10 mm 1,22 2,00 2,44
408-205 u Funda per cable extensible (PET) 15 mm 2,32 2,00 4,64
175196-2 u Pin AMP femella 0,20 25,00 5,91
917512-5 u Pin AMP mascle 0,35 25,00 7,00
A%AUX001 % Despeses auxiliars sobre mà d’obra 555,00 0,03 16,65
Suma la partida 643,53
Costos indirectes 2,00 % 12,87
TOTAL PARTIDA 656,40
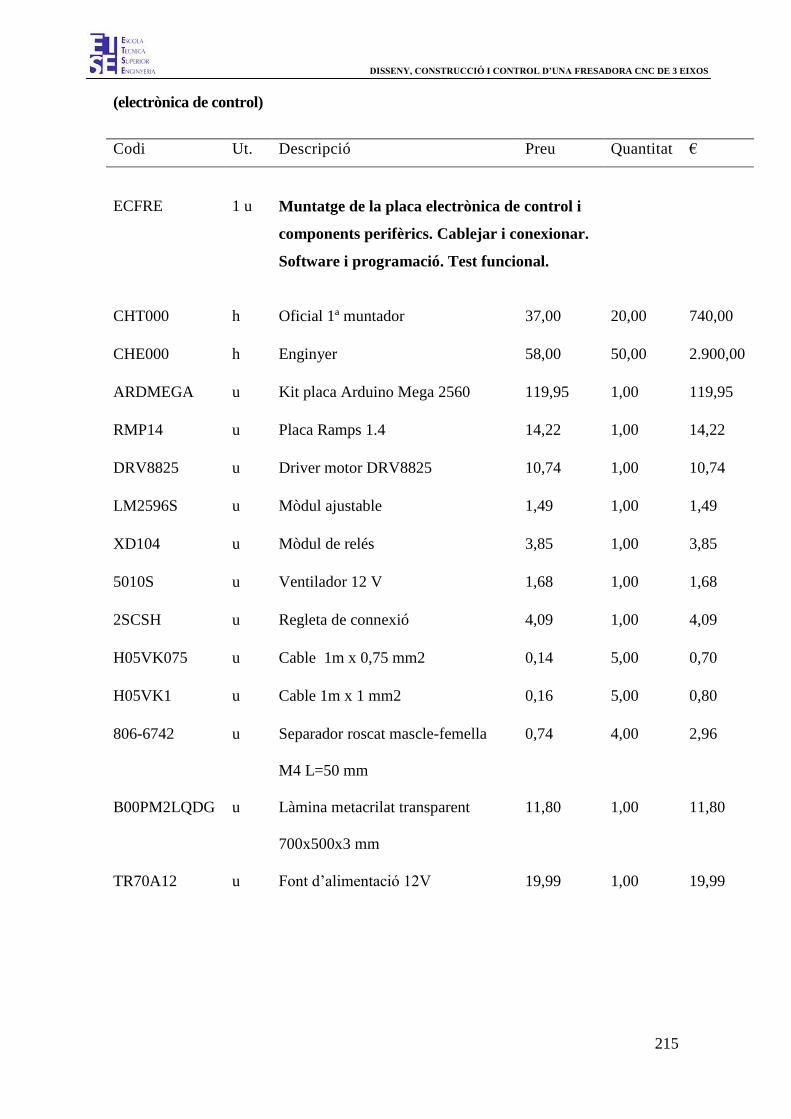
215
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
(electrònica de control)
Codi Ut. Descripció Preu Quantitat €
ECFRE 1 u Muntatge de la placa electrònica de control i
components perifèrics. Cablejar i conexionar.
Software i programació. Test funcional.
CHT000 h Oficial 1ª muntador 37,00 20,00 740,00
CHE000 h Enginyer 58,00 50,00 2.900,00
ARDMEGA u Kit placa Arduino Mega 2560 119,95 1,00 119,95
RMP14 u Placa Ramps 1.4 14,22 1,00 14,22
DRV8825 u Driver motor DRV8825 10,74 1,00 10,74
LM2596S u Mòdul ajustable 1,49 1,00 1,49
XD104 u Mòdul de relés 3,85 1,00 3,85
5010S u Ventilador 12 V 1,68 1,00 1,68
2SCSH u Regleta de connexió 4,09 1,00 4,09
H05VK075 u Cable 1m x 0,75 mm2 0,14 5,00 0,70
H05VK1 u Cable 1m x 1 mm2 0,16 5,00 0,80
806-6742 u Separador roscat mascle-femella
M4 L=50 mm
0,74 4,00 2,96
B00PM2LQDG u Làmina metacrilat transparent
700x500x3 mm
11,80 1,00 11,80
TR70A12 u Font d’alimentació 12V 19,99 1,00 19,99
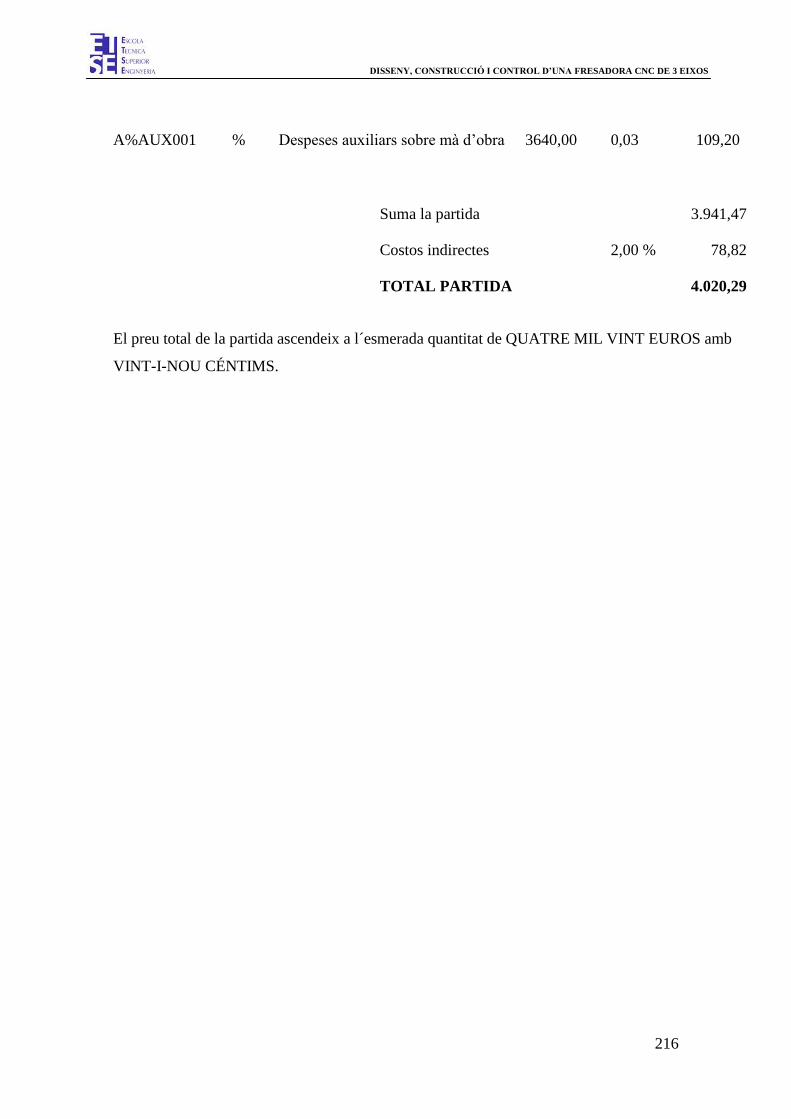
216
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
A%AUX001 % Despeses auxiliars sobre mà d’obra 3640,00 0,03 109,20
Suma la partida 3.941,47
Costos indirectes 2,00 % 78,82
TOTAL PARTIDA 4.020,29
El preu total de la partida ascendeix a l´esmerada quantitat de QUATRE MIL VINT EUROS amb
VINT-I-NOU CÉNTIMS.

217
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
3. PRESSUPOST
CAPITOL C_01 MUNTATGE ESTRUCTURAL
Codi Descripció Quantitat Preu Import
EIFRE Preparació del material per l’estructura,
tallar perfileria, muntatge dels angles i
ajustar. 1,00 710,13 710,13
GUFRE Preparació de les plaques i suports: tallar i
mecanitzar suports, tallar cilindres guía,
muntatge suports cilindres guia i plaques.
Regulació i ajust dels cilindres guia. 1,00 1.768,09 1.768,09
SMFRE Preparació de les plaques i suports dels
motors. Muntar cargols sense fi i suports de
fixació. Regulació i ajust dels cargols sense
fi.
Muntar embellidors a l’estructura. 1,00 779,03 779,03
TOTAL C_01 MUNTATGE ESTRUCTURAL 3.257,26 €

218
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
CAPITOL C_02 MUNTATGE ELÉCTRIC
Codi Descripció Quantitat Preu Import
MOFRE Fixar els motors dels tres eixos a l’estructura.
Fixar motor fresadora amb suport.
Fixar sensors final de carrera.
Regulació i ajust de tots els components. 1,00 906,60 906,60
CBFRE Cablejar els diferents components,
grimpar terminals, disposar i fixar
cables a l’estructura.
Fixar cadena porta cables a l’estructura. 1,00 656,40 656,40
ECFRE Muntatge de la placa electrònica de control i
components perifèrics. Cablejar i conexionar.
Software i programació. Test funcional. 1,00 4.020,29 4.020,29
TOTAL C_02 MUNTATGE ELÉCTRIC 5.583,29 €

219
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
CAPITOL C_03 VARIS
Codi Descripció Quantitat Preu Import
4CNCEN Kit abraçadera de pressió (Kit 4 u) 1,00 22,43 22,43
VEC11 Kit adaptador (1-7 mm) 1,00 13,97 13,97
KU102900 Kit freses carbur de tungsté 1,00 8,61 8,61
Tool Mart Kit freses HSS 1,00 6,03 6,03
TOTAL VARIS 51,04 €

220
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
TOTAL EXECUCIO MATERIAL 8.891,59 €
13,00 % Despeses Generals . 1.155,91
6,00 % Benefici industrial .. 533,49
SUMA DE D.G. y B.I 1.689,40
21,00 % I.V.A. .................................. 2.044,17 2.044,17
TOTAL PRESSUPOST CONTRATA 12.625,16
TOTAL PRESSUPOST GENERAL 12.625,16
El pressupost general ascendeix a l´esmerada quantitat de DOTZE MIL SIS CENTS
VINT-I-CINC EUROS amb SETZE CÈNTIMS.
Tarragona, a 2 de Gener de 2017
LA PROPIETAT ELS TÈCNICS
4. RESUM PRESSUPOST
Capítol Resum Import %
C_01 MUNTATGE ESTRUCTURAL 3.257,26 36,63
C_02 MUNTATGE ELÈCTRIC 5.583,29 62,80
C_03 VARIS 51,04 0,57

ESTUDIS AMB ENTITAT PRÒPIA
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA
FRESADORA CNC DE 3 EIXOS

222
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Estudi Bàsic de Seguretat i Salut
1. Compliment del R.D. 1627/97 de 24 d’octubre sobre disposicions mínimes de
seguretat i salut a les obres de construcció
Aquest Estudi Bàsic de Seguretat i Salut estableix, durant l'execució d'aquesta obra,
les previsions respecte a la prevenció de riscos d'accidents i malalties professionals, així
com informació útil per efectuar en el seu dia, en les degudes condicions de seguretat i
salut, els previsibles treballs posteriors de manteniment.
Servirà per donar unes directrius bàsiques a l'empresa constructora per dur a terme
les seves obligacions en el terreny de la prevenció de riscos professionals, facilitant el
seu desenvolupament, d'acord amb el Reial Decret 1627/1997 de 24 d'octubre, pel qual
s'estableixen disposicions mínimes de seguretat i de salut a les obres de construcció.
En base a l'art. 7è, i en aplicació d'aquest Estudi Bàsic de Seguretat i Salut, el
contractista ha d'elaborar un Pla de Seguretat i Salut en el treball en el qual s'analitzin,
estudiïn, desenvolupin i complementin les previsions contingudes en el present
document.
El Pla de Seguretat i Salut haurà de ser aprovat abans de l'inici de l'obra pel
Coordinador de Seguretat i Salut durant l'execució de l'obra o, quan no n'hi hagi, per la
Direcció Facultativa. En cas d'obres de les Administracions Públiques s'haurà de
sotmetre al'aprovació d'aquesta Administració.
Es recorda l'obligatorietat de què a cada centre de treball hi hagi un Llibre
d'Incidències pel seguiment del Pla. Qualsevol anotació feta al Llibre d'Incidències
hauràde posar-se en coneixement de la Inspecció de Treball i Seguretat Social en el
termini de 24 hores.
Tanmateix es recorda que, segons l'art. 15è del Reial Decret, els contractistes i
sotcontractistes hauran de garantir que els treballadors rebin la informació adequada de
totes les mesures de seguretat i salut a l'obra.
Abans del començament dels treballs el promotor haurà d'efectuar un avis a
l'autoritat laboral competent, segons model inclòs a l'annex III del Reial Decret.
La comunicació d'obertura del centre de treball a l'autoritat laboral competent haurà
d'incloure el Pla de Seguretat i Salut.
El Coordinador de Seguretat i Salut durant l'execució de l'obra o qualsevol integrant
de la Direcció Facultativa, en cas d'apreciar un risc greu imminent per a la seguretat dels
treballadors, podrà aturar l'obra parcialment o totalment, comunicant-lo a la Inspecció
de Treball i Seguretat Social, al contractista, sots-contractistes i representants dels
treballadors.
Les responsabilitats dels coordinadors, de la Direcció Facultativa i del promotor no
eximiran de les seves responsabilitats als contractistes i als sots-contractistes (art. 11è).
223
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
2. Principis generals aplicables durant l’execució de l’obra
L'article 10 del R.D.1627/1997 estableix que s'aplicaran els principis d'acció
preventiva recollits en l'art. 15è de la "Ley de Prevención de Riesgos Laborales (Ley
31/1995, de 8 de noviembre)" durant l'execució de l'obra i en particular en les següents
activitats:
El manteniment de l'obra en bon estat d'ordre i neteja.
L'elecció de l’emplaçament dels llocs i àrees de treball, tenint en compte les
seves condicions d'accés i la determinació de les vies o zones de desplaçament o
circulació.
La manipulació dels diferents materials i la utilització dels mitjans auxiliars.
El manteniment, el control previ a la posada en servei i el control periòdic de les
instal·lacions i dispositius necessaris per a l'execució de l'obra, amb objecte de
corregir els defectes que poguessin afectar a la seguretat i salut dels treballadors.
La delimitació i condicionament de les zones d'emmagatzematge i dipòsit dels
diferents materials, en particular si es tracta de matèries i substàncies perilloses.
La recollida dels materials perillosos utilitzats.
L'emmagatzematge i l'eliminació o evacuació de residus i runes.
L'adaptació en funció de l'evolució de l'obra del període de temps efectiu que
s'haurà de dedicar a les diferents feines o fases del treball.
La cooperació entre els contractistes, sots-contractistes i treballadors autònoms.
Les interaccions i incompatibilitats amb qualsevol altre tipus de feina o activitat
que es realitzi a l'obra o prop de l'obra.
Els principis d’acció preventiva establerts a l’article 15è de la Llei 31/95 són els
següents:
Evitar riscos.
Avaluar els riscos que no es puguin evitar.
Combatre els riscos a l'origen.
Adaptar el treball a la persona, en particular amb el que respecta a la concepció
dels llocs de treball, l'elecció dels equips i els mètodes de treball i de producció,
per tal de reduir el treball monòton i repetitiu i reduir els efectes del mateix a la
salut.

224
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Tenir en compte l'evolució de la tècnica.
Substituir allò que és perillós per allò que tingui poc o cap perill.
Planificar la prevenció, buscant un conjunt coherent que integri la tècnica,
l'organització del treball, les condicions de treball, les relacions socials i la
influència dels factors ambientals en el treball.
Adoptar mesures que posin per davant la protecció col·lectiva a la individual.
Donar les degudes instruccions als treballadors.
L'empresari tindrà en consideració les capacitats professionals dels treballadors en
matèria de seguretat i salut en el moment d'encomanar les feines.
L'empresari adoptarà les mesures necessàries per garantir que només els treballadors
que hagin rebut informació suficient i adequada puguin accedir a les zones de risc greu i
específic.
L'efectivitat de les mesures preventives haurà de preveure les distraccions i
imprudències no temeràries que pogués cometre el treballador. Per a la seva aplicació es
tindran en compte els riscos addicionals que poguessin implicar determinades mesures
preventives, que només podran adoptar-se quan la magnitud dels esmentats riscos sigui
substancialment inferior a les dels que es pretén controlar i no existeixin alternatives
més segures.
Podran concertar operacions d'assegurances que tinguin com a finalitat garantir com
a àmbit de cobertura la previsió de riscos derivats del treball, l'empresa respecte dels
seus treballadors, els treballadors autònoms respecte d'ells mateixos i les societats
cooperatives respecte els socis, l'activitat dels quals consisteixi en la prestació del seu
treball personal.
3. Identificació dels riscos
Sense perjudici de les disposicions mínimes de Seguretat i Salut aplicables a
l'obra establertes a l'annex IV del Reial Decret 1627/1997 de 24 d'octubre, s'enumeren a
continuació els riscos particulars de diferents treballs d'obra, tot i considerant que alguns
d'ells es poden donar durant tot el procés d'execució de l'obra o bé ser aplicables a
d'altres feines.
S'haurà de tenir especial cura en els riscos més usuals a les obres, com ara són,
caigudes, talls, cremades, erosions i cops, havent-se d'adoptar en cada moment la
postura més adient pel treball que es realitzi.
A més, s'ha de tenir en compte les possibles repercussions a les estructures
d'edificació veïnes i tenir cura en minimitzar en tot moment el risc d'incendi. Tanmateix,
els riscos relacionats s'hauran de tenir en compte pels previsibles treballs posteriors
(reparació, manteniment...).

225
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Mitjans i maquinaria
Atropellaments, topades amb altres vehicles, atrapades.
Interferències amb instal·lacions de subministrament públic (aigua, llum, gas...).
Desplom i/o caiguda de maquinària d'obra.
Caiguda de la càrrega transportada.
Generació excessiva de pols o emanació de gasos tòxics.
Caigudes des de punts alts i/o des d'elements provisionals d'accés (escales,
plataformes).
Cops i ensopegades.
Caiguda de materials, rebots.
Ambient excessivament sorollós.
Contactes elèctrics directes o indirectes.
Accidents derivats de condicions atmosfèriques.
3.1 Treballs previs
Interferències amb instal·lacions de subministrament públic (aigua, llum, gas...).
Caigudes des de punts alts i/o des d'elements provisionals d'accés (escales,
plataformes).
Cops i ensopegades.
Caiguda de materials, rebots.
Sobreesforços per postures incorrectes.
Bolcada de piles de materials.
Riscos derivats de l'emmagatzematge de materials (temperatura, humitat,
reaccions químiques).
3.2 Revestiments i acabats
Generació excessiva de pols o emanació de gasos tòxics.
Projecció de partícules durant els treballs.
Caigudes des de punts alts i/o des d'elements provisionals d'accés (escales,
plataformes).

226
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Talls i punxades.
Cops i ensopegades.
Caiguda de materials, rebots.
Sobreesforços per postures incorrectes.
Bolcada de piles de material.
Riscos derivats de l'emmagatzematge de materials (temperatura, humitat,
reaccions químiques).
3.3 Instal·lacions
Interferències amb instal·lacions de subministrament públic (aigua, llum, gas...).
Caigudes des de punts alts i/o des d'elements provisionals d'accés (escales,
plataformes).
Talls i punxades.
Cops i ensopegades.
Caiguda de materials, rebots.
Contactes elèctrics directes o indirectes.
Sobreesforços per postures incorrectes.
Caigudes de pals i antenes.
4. Relació no exhaustiva dels treballs que impliquen riscos especials (Annex II del
R.D. 1627/1997)
Treballs amb riscos especialment greus de soterrament, enfonsament o caiguda
d'altura, per les particulars característiques de l'activitat desenvolupada, els
procediments aplicats o l'entorn del lloc de treball.
Treballs en els quals l'exposició a agents químics o biològics suposi un risc
d'especial gravetat, o pels quals la vigilància específica de la salut dels treballadors
sigui legalment exigible.
Treballs amb exposició a radiacions ionitzants pels quals la normativa específica
obligui a la delimitació de zones controlades o vigilades.
Treballs en la proximitat de línies elèctriques d'alta tensió.

227
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
Treballs que exposin a risc d'ofegament per immersió.
Obres d'excavació de túnels, pou si altres treballs que suposin moviments de terres
subterranis.
Treballs realitzats en immersió amb equip subaquàtic.
Treballs realitzats en cambres d'aire comprimit.
Treballs que impliquin l'ús d'explosius.
Treballs que requereixin muntar o desmuntar elements prefabricats pesats.
5. Mesures de prevenció i protecció
Com a criteri general primaran les proteccions col·lectives en front les individuals. A
més, s'hauran de mantenir en bon estat de conservació els medis auxiliars, la maquinària
i les eines de treball. D'altra banda els medis de protecció hauran d'estar homologats
segons la normativa vigent.
Tanmateix, les mesures relacionades s'hauran de tenir en compte pels previsibles
treballs posteriors (reparació, manteniment...).
5.1 Mesures de protecció col·lectiva
Organització i planificació dels treballs per evitar interferències entre les
diferents feines i circulacions dins l'obra.
Senyalització de les zones de perill.
Preveure el sistema de circulació de vehicles i la seva senyalització, tant a
l'interior de l'obra com en relació amb els vials exteriors.
Immobilització de camions mitjançant falques i/o topalls durant les tasques de
càrrega i descàrrega.
Respectar les distàncies de seguretat amb les instal·lacions existents.
Els elements de les instal·lacions han d'estar amb les seves proteccions aïllants.
Fonamentació correcta de la maquinària d'obra.
Revisió periòdica i manteniment de maquinària i equips d'obra.
Utilització de paviments antilliscants.

228
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
5.2 Mesures de protecció individual
Utilització de caretes i ulleres homologades contra la pols i/o projecció de
partícules.
Utilització de calçat de seguretat.
Utilització de casc homologat.
Utilització de guants homologats per evitar el contacte directe amb materials
agressius i minimitzar el risc de talls i punxades.
Utilització de protectors auditius homologats en ambients excessivament
sorollosos.
9.1.5.3 Mesures de protecció a tercers
Tancament, senyalització i enllumenat de l'obra. Cas que el tancament envaeixi
la calçada s'ha de preveure un passadís protegit pel pas de vianants. El
tancament ha d'impedir que persones alienes a l'obra puguin entrar.
Immobilització de camions mitjançant falques i/o topalls durant les tasques de
càrrega i descàrrega.
6. Primers auxilis
Es disposarà d'una farmaciola amb el contingut de material especificat a la normativa
vigent.
S'informarà a l'inici de l'obra, de la situació dels diferents centres mèdics als quals
s'hauran de traslladar els accidentats. És convenient disposar a l'obra i enlloc ben
visible, d'una llista amb els telèfons i adreces dels centres assignats per a urgències,
ambulàncies, taxis, etc. per garantir el ràpid trasllat dels possibles accidentats.
7. Seguretat i salut a les obres
Relació de normes i reglaments aplicables.
Data d’actualització: 12/05/1998.
Directiva 92/57/CEE de 24 de Junio (DO: 26/08/92)
Disposiciones mínimas de seguridad y de salud que deben aplicarse en las obras de
construcción, temporales o móviles.

229
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
RD 1627/1997 de 24 de octubre (BOE: 25/10/97)
Disposiciones mínimas de Seguridad y de Salud en las obras de construcción.
Transposició de la Directiva 92/57/CEE
Deroga el RD 555/86 sobre obligatorietat d'inclusió d'Estudi de Seguretat i Higiene
en projectes d'edificació i obres públiques.
Ley 31/1995 de 8 de noviembre (BOE:10/11/95)
Prevención de riesgos laborales.
Desenvolupament de la Llei a través de les següents disposicions:
RD 39/1997 de 17 de enero (BOE:31/01/97).
Reglamento de los Servicios de Prevención
Modificacions: RD.780/1998 de 30 de abril (BOE: 01/05/98)
RD 485/1997 de 14 de abril (BOE: 23/04/97)
Disposiciones mínimas en materia de señalización, de seguridad y salud en el
trabajo.
RD 486/1997 de 14 de abril (BOE: 23/04/97)
Disposiciones mínimas de seguridad y salud en los lugares de trabajo.
En el capítol 1 excloeix les obres de construcció però el RD 1627/1997 l'esmenta en
quant a escales de mà.
Modifica i deroga alguns capítols de la Ordenanza de Seguridad e Higiene en el
trabajo (O. 09/03/1971)
RD 487/1997 de 14 de abril (BOE: 23/04/97)
Disposiciones mínimas de seguridad y salud relativas a la manipulación manual de
cargas que entrañe riesgos, en particular dorso lumbares, para los trabajadores.
RD 488/97 de 14 de abril (BOE: 23/04/97)
Disposiciones mínimas de seguridad y salud relativas al trabajo con equipos que
incluyen pantallas de visualización.
RD 664/1997 de 12 de mayo (BOE: 24/05/97)
Protección de los trabajadores contra los riesgos relacionados con la exposición a
agentes biológicos durante el trabajo.
RD 665/1997 de 12 de mayo (BOE: 24/05/97)
Protección de los trabajadores contra los riesgos relacionados con la exposición a
agentes cancerígenos durante el trabajo.
RD 773/1997 de 30 de mayo (BOE: 12/06/97)
Disposiciones mínimas de seguridad y salud, relativas a la utilización por los
trabajadores de equipos de protección individual.

230
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
RD 1215/1997 de 18 de julio (BOE: 07/08/97)
Disposiciones mínimas de seguridad y salud para la utilización por los trabajadores
de los equipos de trabajo.
Transposició de la Directiva 89/655/CEE sobreutilització dels equips de treball.
Modifica i deroga alguns capítols de la Ordenanza de Seguridad e Higiene en el
trabajo (O. 09/03/1971)
O. de 20 de mayo de 1952 (BOE: 15/06/52)
Reglamento de Seguridad e Higiene del Trabajo en la industria de la Construcción
Modificacions: O. de 10 de diciembre de 1953 (BOE: 22/12/53)
O. de 23 de septiembre de 1966 (BOE: 01/10/66)
Art. 100 a 105 derogats per O. de 20 de gener de 1956
O. de 31 de enero de 1940. Andamios: Cap. VII, art. 66º a 74º (BOE: 03/02/40)
Reglamento general sobre Seguridad e Higiene.
O. de 28 de agosto de 1970. Art. 1º a 4º, 183º a 291º y Anexos I y II (BOE: 05/09/70;
09/09/70)
Ordenanza del trabajo para las industrias de la Construcción, vidrio y cerámica
Correció d'errades: BOE: 17/10/70
O. de 20 de septiembre de 1986 (BOE: 13/10/86)
Modelo de libro de incidencias correspondiente a las obras en que sea obligatorio el
estudio de Seguridad e Higiene.
Correcció d'errades: BOE: 31/10/86
O. de 16 de diciembre de 1987 (BOE: 29/12/87)
Nuevos modelos para la notificación de accidentes de trabajo e instrucciones para su
cumplimiento y tramitación.
O. de 31 de agosto de 1987 (BOE: 18/09/87)
Señalización, balizamiento, limpieza y terminación de obras fijas en vías fuera de
poblado.
O. de 23 de mayo de 1977 (BOE: 14/06/77)
Reglamento de aparatos elevadores para obras.
Modificació: O. de 7 de marzo de 1981 (BOE: 14/03/81)
O. de 28 de junio de 1988 (BOE: 07/07/88)
Instrucción Técnica Complementaria MIE-AEM 2 del Reglamento de Aparatos de
elevación y Manutención referente a grúas-torre desmontables para obras.
Modificació: O. de 16 de abril de 1990 (BOE: 24/04/90)
O. de 31 de octubre de 1984 (BOE: 07/11/84)
Reglamento sobre seguridad de los trabajos con riesgo de amianto.
O. de 7 de enero de 1987 (BOE: 15/01/87)
Normas complementarias del Reglamento sobre seguridad de los trabajos con riesgo
de amianto.

231
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
RD 1316/1989 de 27 de octubre (BOE: 02/11/89)
Protección a los trabajadores frente a los riesgos derivados de la exposición al ruido
urante el trabajo.
O. de 9 de marzo de 1971 (BOE: 16 i 17/03/71)
Ordenanza General de Seguridad e Higiene en el trabajo.
Correcció d'errades: BOE: 06/04/71
Modificació: BOE: 02/11/89
Derogats alguns capítols per: Ley 31/1995, RD485/1997, RD 486/1997, RD
664/1997, RD 665/1997, RD 773/1997 i RD 1215/1997.
O. de 12 de gener de 1998 (DOG: 27/01/98)
S'aprova el model de Llibre d'Incidències en obres de construcció.
Resoluciones aprobatorias de Normas técnicas Reglamentarias para distintos medios
de protección personal de trabajadores.
R. de 14 de diciembre de 1974 (BOE: 30/12/74): N.R. MT-1: Cascos no
metálicos.
R. de 28 de julio de 1975 (BOE: 01/09/75): N.R. MT-2: Protectores auditivos.
R. de 28 de julio de 1975 (BOE: 02/09/75): N.R. MT-3: Pantallas para
soldadores.
Modificació: BOE: 24/10/75
R. de 28 de julio de 1975 (BOE: 03/09/75): N.R. MT-4: Guantes aislantes de
electricidad.
Modificació: BOE: 25/10/75
R. de 28 de julio de 1975 (BOE: 04/09/75): N.R. MT-5: Calzado de seguridad
contra riesgos mecánicos.
Modificació: BOE: 27/10/75
R. de 28 de julio de 1975 (BOE: 05/09/75): N.R. MT-6: Banquetas aislantes de
maniobras.
Modificació: BOE: 28/10/75
R. de 28 de julio de 1975 (BOE: 06/09/75): N.R. MT-7: Equipos de protección
personal de vías respiratorias. Normas comunes y adaptadores faciales.
Modificació: BOE: 29/10/75
R. de 28 de julio de 1975 (BOE: 08/09/75): N.R. MT-8: Equipos de protección
personal de vías respiratorias: filtros mecánicos.
Modificació: BOE: 30/10/75
232
DISSENY, CONSTRUCCIÓ I CONTROL D’UNA FRESADORA CNC DE 3 EIXOS
R. de 28 de julio de 1975 (BOE: 09/09/75): N.R. MT-9: Equipos de protección
personal de vías respiratorias: mascarillas auto filtrantes.
Modificació: BOE: 31/10/75
R. de 28 de julio de 1975 (BOE: 10/09/75): N.R. MT-10: Equipos de protección
personal de vías respiratorias: filtros químicos y mixtos contra amoníaco.
Modificació: BOE: 01/11/75
Normativa d'àmbit local (ordenances municipals).


















