Dentadoras para engranajes cónicos de dientes rectos.docx
5
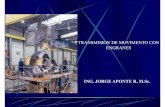
Dentadoras para engranajes cónicos de dientes rectos. Los dientes rectos ejecutados sobre una superficie cónica presentan características distintas respecto a los dientes ejecutados sobre una superficie cilíndrica, estos últimos tienen una sección constante. La dentadora Gleason se diferencia notablemente de las demás por hacer actuar dos herramientas en lugar de una sola. Dichas herramientas se mueven alternativamente; cada una de ellas actúa durante la carrera de retroceso de la otra.
-
Upload
kennyborja -
Category
Documents
-
view
11 -
download
3
description
dentadora
Transcript of Dentadoras para engranajes cónicos de dientes rectos.docx
Dentadoras para engranajes cnicos de dientes rectos.Los dientes rectos ejecutados sobre una superficie cnica presentancaractersticas distintas respecto a los dientes ejecutados sobre una superficiecilndrica, estos ltimos tienen una seccin constante.La dentadora Gleason se diferencia notablemente de las dems por haceractuar dos herramientas en lugar de una sola. Dichas herramientas se muevenalternativamente; cada una de ellas acta durante la carrera de retroceso de laotra.
Procedimientos para la talla de engranajes cnicos. El mtodo de fresado es muy usado para la talla inicial o por labrar de las ruedas cnicas. Las ruedas cnicas de precisin con dientes rectos no pueden terminarse con una fresa conformada. El mtodo ms comn para tallar engranajes cnicos es el de generacin, y la mquina ms comnmente usada para este objeto es el generador Gleason de engranajes cnicos, el cual utiliza una corona dentada para controlar el movimiento del diente de cremallera bsica con flancos rectos como herramienta generadora. Se puede usar una sola herramienta, pero ms generalmente se emplean dos simultneamente, trabajando sobre los dos flancos de un diente.Las ruedas dentadas cnicas espirales tienen dientes curvos que no son espirales verdaderas. Se usa una fresa circular, parecida a la cilndrica o recta, o sea la fresadora acepilladora. Se emplean cuchillas con seccin de diente de cremallera con flancos rectos. En el desbastado, para proporcionar inclinacin radial o salida para la viruta, los dientes alternos tallan los flancos opuestos de un hueco entre dientes. Despus de acabado o terminado el hueco, se gira la pieza base con un ndice del plato divisor, justamente como cuando se tallan dientes rectos o de engranajes cilndricos.
Para el acabado en la fabricacin en serie, se usa una fresa, la cual slo termina un flanco de los dientes. Un segundo juego de mquina y fresa termina el otro flanco de los dientes. Las ruedas dentadas hipoidales se labran en la actualidad en generadores hipoidales Gleason con la fresa colocada unos 5 cm por debajo del centro del pin. Recientemente, la Illinois Tool Co. introdujo los engranajes "Spiroid"; se parecen stos a los hipoidales y son para transmisiones en ngulo recto y con altas relaciones. El pin es en forma de una rosca cnica con uno o ms filetes.Los engranajes de esta forma complicada, que no se pueden rectificar despus del tratamiento trmico, son asentados con frecuencia haciendo marchar juntos mecnicamente la rueda dentada y su pin, con un aceite que contenga un fino abrasivo pulverizado entre los dientes que engranan.Los engranajes interiores se tallan por el principio generador con fresa de pin y por el procedimiento de limado (mquina Fellows) y con una fresa de diente de cremallera de una punta y por el procedimiento de generacin (mquina Bilgrim).Las cremalleras se tallan por el principio de la fresa circular conformada y por el procedimiento de fresado ordinario, y con la fresa de pin por el principio de generacin.Los engranajes helicoidales se tallan par el principio de la fresa circular conformada y el procedimiento de fresado, el principio de generacin y el fresado con fresa matriz, y por el principio de generacin y el procedimiento de limado (mquina Fellows).Los tornillos sin fin ogusanos se tallan por el principio de la fresa circular conformada y el procedimiento de fresado (fresadora de roscar); por el principio de la cuchilla conformada y el procedimiento de torneado; por medio de la fresa de pin y el procedimiento de generacin (mquina Fellows); y por e procedimiento de la fresa matriz. Los tornillos sin fin de gran avance son acabados por los flancos de los dientes con una herramienta de corte lateral en el torno, o bien por rectificado a esmeril.Las ruedas para tornillos sin fin se tallan por el principio de generacin y el procedimiento de fresado con fresa matriz. Se usan tres formas de fresas, la fresa matriz recta, la fresa matriz cnica y la fresa perfilada simple. La primera requiere el mecanismo ms simple; una fresadora ordinaria es suficiente, pero las fresas matrices, o tornillos-fresa, son costosos. La fresa perfilada simple se fabrica fcilmente y con exactitud, pero requiere una mquina complicada para usarla. La fresa matriz cnica se adapta a trabajos grandes y a un gran nmero de piezas. Con frecuencia se rectifican los tornillos sin fin despus de templados.