
DISEÑO DE MOLDES PARA EL PROCESO DE ROTOMOLDEO DE MATERIALES PLÁSTICOS
DESARROLLOYFABRICACIÓNDEUNA
MÁQUINADEROTOMOLDEO
Departamentodemedioscontinuosyteoríadeestructuras
GradoenIngenieríaMecánica
Autor: RodrigoLassodelaVegaRomeroTutores: JesúsPernasSánchez JoséAlfonsoArteroGuerrero
Índice1. MOTIVACIÓNDELPROYECTO 1
2. INTRODUCCIÓNALPROYECTO 2
3. ESTADODELARTE 33.1 Introducciónalastécnicasdeproduccióndeplástico 33.2 Tiposderotomoldeo 53.3 Materiales 7
4. ELECCIÓNDELDISEÑO 94.1 Primeraopción: 104.2 Segundaopción: 104.3 Terceraopción: 114.4 Optimizacióndelasplacasdesujeción 164.5 Explicacióndeldiseño(enfuncióndecadaelementoimportante) 20
5. Funcionamientodelamáquinaycálculos 255.1 Factordegiroycalculodelalongituddelacorrea 255.2 Materialesdelmoldeypiezasaprocesar 27
6. Propiedadesdelmaterialaprocesar 286.1 ParámetrosdelanormaASTMD695-02 286.1.1 Definicióndelestándar 286.1.2 Maquinariadelensayo 286.1.3 Probeta 296.1.4 Parámetrosdelensayo 296.1.5 Resultadosquesesacandelensayo 30
6.2 Parámetrosinicialesdelensayo 306.2.1 Característicasdelamáquina 316.2.2 Característicasdelasprobetas 31
6.3 Realizaciónprácticadelensayo 336.3.1 ProbetassólidasderesinaE55yUrecast 336.3.2 Probetasdelrotomoldeo 346.3.3 Probetasimpresas 366.3.4 Otrascaracterísticasdelensayo 39
6.4 Conclusionesdelensayo 41
7. PRESUPUESTO 437.1 Presupuestoalternativo 44
8. CONCLUSIONES 47
9. BIBLIOGRAFIAASOCIADAALPROYECTO 48ANEXO 4910. RECOMENDACIONES 50
11. INTRUCIONESDEMONTAJE 51
13. PLANOS 59

1
1. MOTIVACIÓNDELPROYECTOEnesteproyectodeingenieríasehabladecómohacerunamáquinaderotomoldeo
lacualseutilizaráprincipalmenteparafabricarpiezasdepoliuretanopararealizarunosensayosdealtavelocidaddeldepartamentodemedioscontinuosyteoríade
estructuras de la universidad Carlos III de Madrid. Esta máquina se crea en
respuesta a la demanda de piezas que se puedan hacer en un corto periodo detiempo. Con lamáquina de rotomoldeo de este proyecto se tarda en torno a 20
minutosen fabricarunapieza independientementedel tamañoque tenga.Conel
procesoqueseutilizabaanteriormente, la impresión3Ddelaspiezas,setardabaentornoa3-4horasenfabricardichapieza.Porlatécnicaderotomoldeo,gracias
alusodelaresinadepoliuretanolíquida,laspiezassalenigualquelapiezamodeloque se generapor impresión.Por estemotivo lamejora con respecto alproceso
anterioressignificativa.
Cuandosefabricaunapiezapormediodelrotomoldeo,hayunaetapaquesetarda
másqueelsistemaanterior.Esteprocesoeselque involucraa la fabricacióndelmoldedesiliconaparagenerarelrestodepiezas,elcual tarda90minutoshasta
que endurece por completo. Este molde se crea a partir de una pieza modelo
fabricadaporimpresión3Dysobreellaseviertesiliconaparaformarelmolde.Apesardeestetiempoperdidoeneldesarrollodelmolde,latécnicadelrotomoldeo
suponeunavanceen la fabricaciónde laspiezasparael ensayo.La razónpor la
quenoimportatantoestetiemposedebeaqueelnúmerodepiezasquesehacedeunmismotipo,yportantoconelmismomolde,esmuygrande.
Teniendo en cuenta estos criterios se tiene que este proceso si se realiza de un
modo óptimo esmuchomejor que el realizado anteriormente. Por esta razón la
opción de crear piezas por medio del rotomoldeo es un buen sustituto para elmétododeimpresión3D.
2
2. INTRODUCCIÓNALPROYECTOElensayoencuestiónquerealizaeldepartamentodemedioscontinuosydeteoría
de estructuras se basa en hacer pruebas de impacto sobre diferentesmaterialesparavercomosecomportan.Estosproyectilessonaceleradospormediodesabots
alolargodeuncañónde60mmdediámetro.Esahícuandointervienelamáquina
de rotomoldeo. Estamáquina va a ser la encargada de producir las piezas paraacelerarlosproyectiles(sabots).Dondeporcadaensayoseutilizaunsabotnuevo
porque dichas piezas no se reutilizan de una prueba a otra. El método del
rotomoldeomejoralacadenciadepiezasrespectoalaimpresora3D,estogeneraque las pruebas de impacto se puedan hacer con una mayor continuidad y sin
sufrirningúntipodeparóndebidoalaroturadeestoselementos.
Duranteesteproyectoseharáusodesoftwaredemodelado3Dasícomosoftware
específicoparagenerarelcódigode instrucciones(gcode)paraque la impresoragenere laspiezasrequeridas.Elsoftwareutilizadoparagenerarelcódigopara la
impresoraeselSlic3rquecomoparticularidadescapazdegenerarrellenosdelaspiezas en forma de panal de abeja (honeycomb). Una vez generado el gcode se
manda a la impresora que tiene acceso el departamento que es una bq witbox
utilizandobobinas de PLAde 3mmde diámetro. Lamáquina de rotomoldeo hasidomodeladaporcompletoporelsoftwaredemodelado3DSOLIDWORKS®.
Para hacer este proyecto posible se ha estructurado el trabajo de la siguienteforma:
− 2,5mesesparalaelecciónydesarrollodelamáquina.
− 1mesparalacomparaciónyadquisicióndeloscomponentes.
− 3semanasparaajustarlaspiezasymontarlamáquina.
− 2semanasparahacerlaspiezasdepruebaylosensayos.
− De modo continuo a lo largo del desarrollo de la máquina se ha ido
redactandolamemoriadelproyecto.
Porlotantoparaeldesarrollodelamáquinaderotomoldeoseahanrequerido4
mesesyunasemanaparacrearladesdecero.

3
3. ESTADODELARTE
3.1 Introducciónalastécnicasdeproduccióndeplástico
Elrotomoldeoesunadelasmúltiplestécnicasdefabricaciónqueenlaactualidadseutilizanparahacerpiezasdeplástico.Tienelacualidadcaracterísticadepoder
hacerpiezashuecascondiferentesespesoresdependiendodelacargadematerialque se aplique en el interior del molde. La razón por la que este proceso de
producciónnoestanconocidocomoelresto,talescomoeldeinyección,soplado,
extrusión,etc,sedebeaqueconestemétodosolosepuedenhacerpiezashuecas,locualreducemuchoelámbitoindustrialalquevadirigido.Otradelascausases
la capacidad de fabricación,mientras que otro proceso similar al rotomoldeo, el
soplado, es capaz de tener una gran producción, el rotomoldeo no tiene tantacapacidadysuproducciónserestringeaunaproducciónpequeñadepiezas.
Lastécnicasdeproduccióndepiezasdeplásticoalternativasyqueseancapacesde
tenerunaampliaproducciónsonlassiguientes:
• ExtrusiónConesteprocesosegeneranpiezasdemaneracontinuapormediodeuntornillo
sinfín que sirve para cargar el material constantemente. Debido a estacaracterísticalaspiezasfinalessonalargadasydeperfilconstantetalescomolos
tubos. El proceso productivo sigue las siguiente etapas: El plástico se carga en
formadepolvoalprincipiodeltornillosinfíndondelasparedessecalientanparaqueelpolvodeplásticosefundayasípoderpasarlomásfácilmenteporlaboquilla
con la geometría final que se quiera. Hay que tener en cuenta que los
termoplásticos extruidos se expanden una vez salen de la boquilla de extrusión,por tanto la forma de la boquilla se tiene que hacer de tal forma que tras la
expansión,elplásticoadquieralaformafinal.Estassonlasdiferentesgeometríasutilizadasparalasformasfinalesmásutilizadas.
Figura1: Boquillasdeloseyectores.
• InyecciónEsteprocesoesanálogoalanterior,peroenvezdetenerunprocesocontinuo, la
boquillainyectaelplásticoapresiónenunmoldeconlageometríadelapiezafinal.Dichapresiónsedebemantenerhastaelcompletoenfriamientodelplásticopara
asegurarunamayoruniformidadenelmaterialyunmejoracabado.Elmolde,para
enfriarlapieza,tieneunosconductosporlosquecirculaaguayasípoderreducirlostiemposdefabricaciónparatenerunamayorproducción.
4
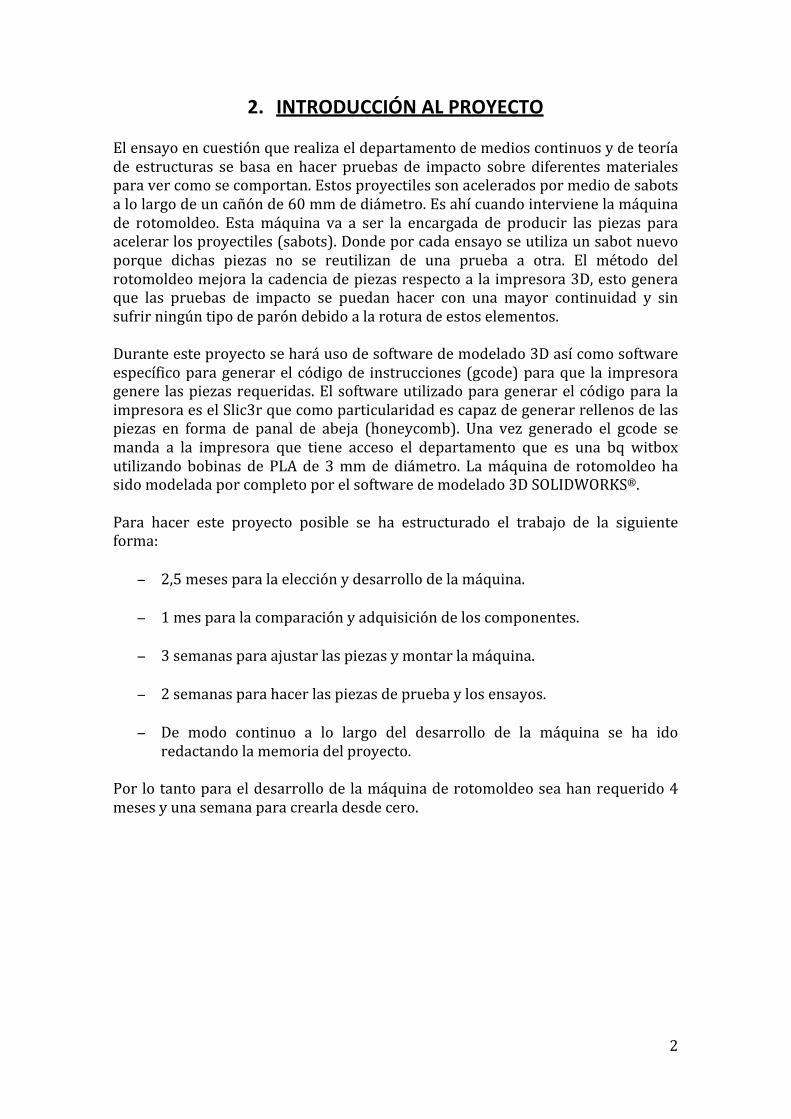
• SopladoElsistemadesopladoesanálogoaldeinyección,perolavariaciónquetieneconel
anterioresqueelplásticonoseintroduceapresiónenelmolde,sinoquelapieza,quehadeserhueca, se le introduceairegenerando lapieza final.Por logeneral
estaspiezassuelenserdepequeñoespesorylageometríaquesecopiadelmolde
sehallaporlapartequenoseinyectaelaire.
Figura2: Ejemplodepiezafabricadaporsoplado.
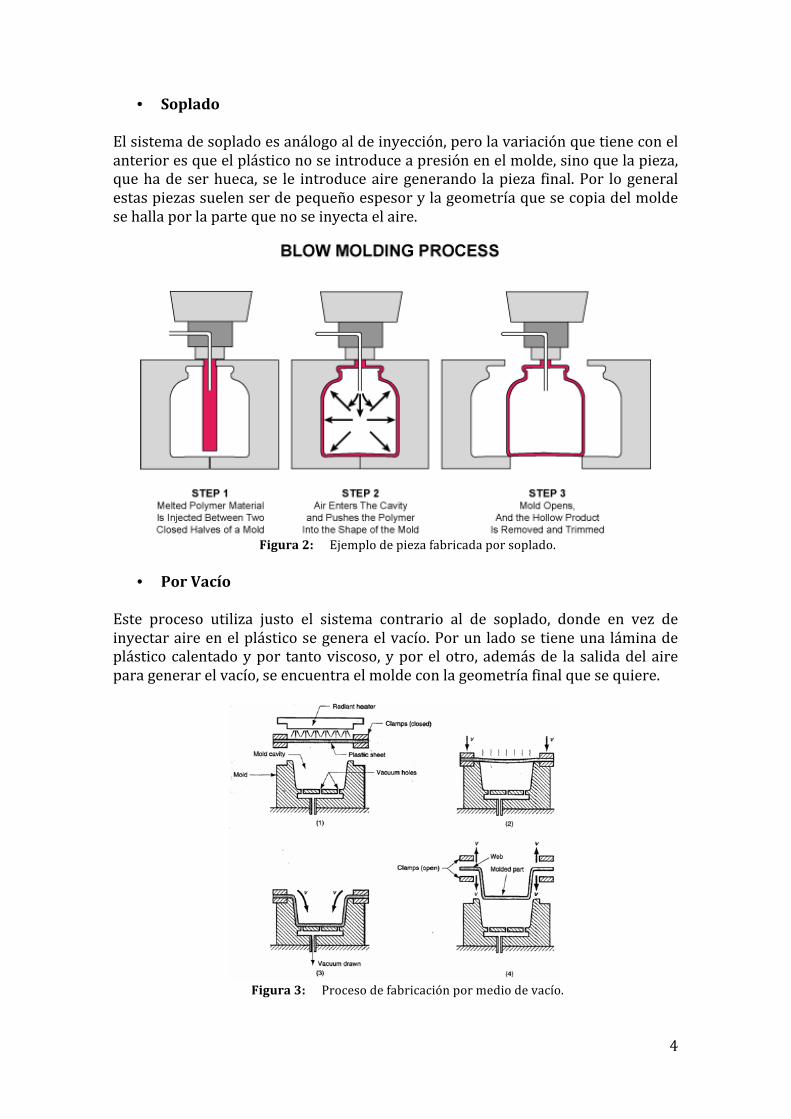
• PorVacío
Este proceso utiliza justo el sistema contrario al de soplado, donde en vez de
inyectaraireenelplásticosegeneraelvacío.Porunladosetieneunaláminadeplásticocalentadoypor tantoviscoso,yporelotro,ademásde lasalidadelaire
paragenerarelvacío,seencuentraelmoldeconlageometríafinalquesequiere.
Figura3: Procesodefabricaciónpormediodevacío.

5
• CalandradoElcalandradoseutilizaprincipalmenteparafabricarlaminadosdeplástico.Estose
produce haciendo pasar el plástico proveniente de un proceso anterior deextrusiónporunaseriederodillosparaobtenerelgrosorquesequiera.Paratener
elgrosorrequeridosemodificaladistanciaexistenteentrelosrodillospudiéndose
hacerdeformagradualcomosisetrataradeunacero.
Figura4: Ejemplodecalandrado.
3.2 Tiposderotomoldeo
Comosunombremismoindica,esteprocesosebasaenelgiroparaconformarlapieza.Dichogiroparaquegenereunapiezacompletade360°debedeserendos
ejes (biaxial), uno horizontal y el otro perpendicular a éste para poder abarcar
todoelrangodelas3dimensionesdelespacio.Sinoseabarcanloscitados360°lapiezapudesufrirvariacionesdeespesorovacíosenlaspartesdondenosellegaba
ahacerungirocompleto.Elmétodoporelcualsevaformandolapiezaserealizapor gravedad principalmente, ya que por norma general la máquina tiene
velocidadesderotaciónpequeñas.
Dentrodelatécnicadelrotomoldeoseintegrandistintasformasotipos,loscuales
dependendelacadenciadeproducciónquesequiera,geometríaytamañodelas
piezas.Deacuerdoconestosetienenlosdistintostipos:
• Tipo“RockandRoll”
Este tipo es el utilizado para la producción de piezas de gran tamaño. Sufuncionamiento se basa en un giro en torno a un eje, que viene dado por la
direcciónlongitudinalde lapieza,yenvezdetenerunejedegirosecundario,se
tiene un movimiento de vaivén de aproximadamente 45° ya que la energíanecesariayelespacioquehaydisponiblenopermitenungirocompleto.Unbuen
ejemplodepiezashechasporestemétodosonloskayaks.

6
• TipoClamshelloconchaEnestetipo,laestacióndecalentamientoydeenfriamientosealojanenelmismo
lugarporloqueesunmétodomuycompactoysecaracterizaportenertansolounbrazoquepuedeanclardesdeunpuntoodosalapiezarotadasegúnsutamañoy
peso.
• TipocarruselEldetipocarruseleselquemejorcadenciadeproduccióntienedebidoaquese
puedenutilizarhastacuatroestacionesa lavez(cargaydescarga,calentamiento,
pre-enfriamiento y enfriamiento). Dentro de este tipo se tienen a su vez otrasubdivisión: la de brazos dependientes y la de brazos independientes. Como su
nombremismoindicacadabrazoprincipalqueestáencadaestaciónpuedeactuarde forma independiente o dependiente del resto de brazos, siendo el
independiente mejor debido a que se pueden hacer más operaciones al mismo
tiempo,porquemientrassehaceladescargaycargadelmaterialelrestodebrazospueden seguir girando, pero esto implica tener un diseño de la máquina más
complejo.
• TipoShuttleolineal
Se basa en utilizar una plataforma donde se aloja la pieza y ésta avanza por las
distintasestacionesde calentamientoy enfriamientopormediodeunos carritosquesoportanlosmarcosquerotandeformabiaxial.Paramaximizarlaproducción
depiezassesuelenutilizarvarioscarritosalavezparaque,cuandounoestéenla
estacióndecalentamiento,elotroestéeneldeenfriamientoyasípoderduplicarlaproducción.Lomejordeeste tipode rotomoldeoesel espacioempleadopara la
maquinaria, que para tener una capacidad productiva parecida a la de tipocarrusel,ladetiposhuttleocupamuchomenosespacio.
Figura5: Rotomoldeotiposhuttle.

7
Estos distintos tipos de máquinas de rotomoldeo son los que existen en la
actualidadenel ambiente industrial capacesde fabricar lotes grandesdepiezas.También existen sistemas cuyo fin es la fabricación de piezas con un número
pequeño de unidades, los cuales debido a su baja productividad son sistemas
sencillos. En este grupo se alojarían sistemas de rotomoldeo de un brazo o consistema de marcos perpendiculares. Este ultimo tipo es el utilizado para este
proyecto.
Figura6: Sistemabiaxialdeunsolobrazo.
3.3 Materiales
Porlogeneralenesteprocesodefabricaciónseutilizantermoplásticosloscualessereblandecenconunaumentodelatemperaturayseendurecenalenfriarse.Esta
capacidadesmuybuenaparapodermeterelplásticoyalíquidoenelmoldeoen
forma de granza, dependiendo de si el molde se calienta o no, para que así elplástico vaya conformando la pieza creando la geometría posándose el plástico
sobre los bordes del molde mientras gira. Por otra parte también se pueden
utilizartermoestablesperoéstosdebenserenformaderesinaqueseviertenenelmolde en forma líquida para que así el proceso de formación del polímero y el
endurecimientoseproduzcadentrodelmoldemientrasésteúltimorota.
En la actualidad en la industria se utilizan principalmente termoplásticos donde
parahacerqueelplástico fluyadentrodelmoldedebede ser calentadohasta latemperaturadefusióndelplástico,querondanlos200°C,porloqueelmoldedebe
desercalentado.Específicamente,eltermoplásticomásutilizadoeselpolietilenoensusdiferentesformas(reticulado,dealtadensidadHDPEyeldebajadensidad
LDPE)agrupandomásdel80%delaindustriadelrotomoldeo.Elresto,enorden
deimportanciaseencuentranelPVC,polipropileno(PP),poliésteresinsaturados,etc.Lostermoplásticossonlosmásidóneosparaesteprocesoporquealcalentarse
aunaciertatemperaturasevuelvenlíquidossinquesedegradencomopasaenlos
polímeros termoestables. Una vez se vayan enfriando se endurecen poco a pocohaciendoquelapiezasevayahaciendocapaacapaformandounúnicosólido.
Además de los termoplásticos, también se pueden utilizar termoestables, pero
dichopolímerotienequesertiporesinabicomponente.Larazónporlaquedichos
termoestablesdebendeserenresinassedebeaquelostermoestablescuandoson

8
calentados en vez de fundirse y tener forma líquida, se degradan y las cadenas
poliméricas,queesloqueformaelpolímero,serompen.Estaresinabicomponentesecomponededosmonómeros,queintegranelpolímero,enformalíquidaqueal
juntarlos, por medio de un proceso de emulsión, se genera el polímero
bicomoponente. Este proceso es irreversible por tanto una vez producido eltermoestable,dichopolímeronopuedevolveraunestadodefluenciacomopasa
enlospolímerostermoplásticos.

9
4. ELECCIÓNDELDISEÑOParaelegireldiseñohayquesabercualeselfinalquevadirigidolamáquina.En
esteproyectodeldesarrollodeunamáquinaderotomoldeotendrálautilidaddecrear sabots de ensayos balísticos para el departamento demedios continuos y
teoría de estructuras de la universidad Carlos III de Madrid. Estas piezas, por
motivos de diseño del ensayo, no excederán un diámetro de 60 milímetros(tamaño del cañón utilizado en el ensayo para acelerar los proyectiles) y una
longitud de 200 milímetros. Teniendo esto en cuenta, se delimita el tamaño
mínimoquesepuedehacerlamáquinademodoqueseaválida.Eldiseñoseguiráunmodeloporelquelamáquinaserácompactayquesepuedafabricarymontar
delaformamássencillaposible.Porestarazónningunodelosdiseñosinicialesnolleganaserigualdegrandesqueeldiseñofinaldebidoaquetodosloselementos
tienenque encajaren lamáquina final.Lamaquina finalpor tantoeseldiseño
másgrandedetodoslospropuestosyaquesino,conelgirodelamáquina,habríaelementosquechocasenentresíproduciendolaroturadelamisma.
Siguiendoestalógica,seproponeunbocetoinicialdecómohacerelmarcoexterior
quesuponelapartemásproblemáticaencuantoadiseñoserefiere.Estosedebea
que el marco exterior, que gira entorno a un eje horizontal, también tiene quegenerarotransmitirelmovimientodelmarcointerior,queenestamáquinagiraen
unejevertical.Elmovimientodeesemarcosecundarioointeriorsellevaacaboa
travésdeunsistemadepoleasyengranajes.Paratransmitirelmovimientofinaldedichomarco,sehacepasarunejeatravesandoelmediodelmarcoprincipalpara
queelsecundariosehallecentradoenlaestructura.
Teniendoencuentaesaspremisas, sediseñaelmarcoexteriordemodoquesea
fácildefabricarysupongaunamayorsimplicidadenelmontajedelamáquina.Losprimeros tres modelos propuestos son simples y fáciles de fabricar y vendrán
definidossegúnsepuedasuministrarlosmaterialesdeunamanerarápida.Estos
diseñosvienencaracterizadospor lageometríadelmarcoexterior,el cualpuedeestar hecho por medio de una chapa de aluminio, tubos rectangulares o tubos
circulares. Para hacer lamáquina lomás ligera posible todos los perfiles son depequeño espesor (≈1,5milímetros) y se baraja la idea de hacerlo de diferentes
materiales comoaluminio,PVCoacero,dependiendode la rigidezquesequiera
paralamáquina.
Aquíestánlastrespropuestasordenadassegúnseamenosválidaamásválidaalahoradesuutilidaddecaraallegaraldiseñofinaldelamáquina.
10
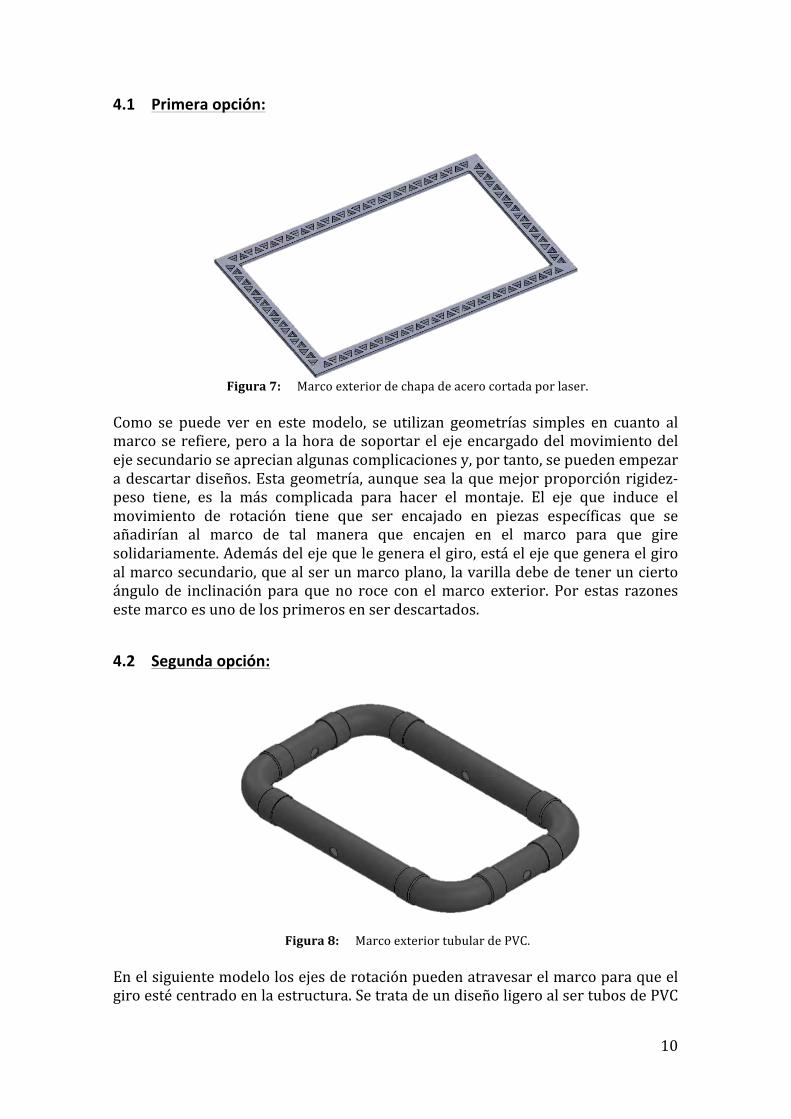
4.1 Primeraopción:
Figura7: Marcoexteriordechapadeacerocortadaporlaser.
Como se puede ver en estemodelo, se utilizan geometrías simples en cuanto almarcoserefiere,peroa lahoradesoportarelejeencargadodelmovimientodel
ejesecundarioseaprecianalgunascomplicacionesy,portanto,sepuedenempezar
adescartardiseños.Estageometría,aunquesea laquemejorproporciónrigidez-peso tiene, es la más complicada para hacer el montaje. El eje que induce el
movimiento de rotación tiene que ser encajado en piezas específicas que seañadirían al marco de tal manera que encajen en el marco para que gire
solidariamente.Ademásdelejequelegeneraelgiro,estáelejequegeneraelgiro
almarcosecundario,quealserunmarcoplano,lavarilladebedetenerunciertoángulo de inclinaciónpara queno roce con elmarco exterior. Por estas razones
estemarcoesunodelosprimerosenserdescartados.
4.2 Segundaopción:
Figura8: MarcoexteriortubulardePVC.
Enelsiguientemodelolosejesderotaciónpuedenatravesarelmarcoparaqueelgiroestécentradoenlaestructura.SetratadeundiseñoligeroalsertubosdePVC

11
de25milímetrosdediámetroyespesorde1,2milímetrosysepuedenencontrar
losmaterialesencualquierferreteríaespecializadahaciendoquelaconstrucciónyel suministro sea fácil. Por el contrario tenemos que la sujeción del eje que
transmiteelmovimientodegirodelmarcointeriorsecomplicaporqueelasiento
sobreelmarcoexteriortieneformacilíndrica.
En definitiva, si almarco se le pone algún tipo de pieza adicional, no sería una
pieza fácil de fabricar o de encontrar, si se optase por esa opción, debido a sugeometría.Asíquedaríaelsoportedeeseejedetransmisióndelmarcosecundario.
Figura9: MarcoexteriordePVCconsoporteparaelejedetransmisión.
4.3 Terceraopción:
Eltercerdiseñoestaformadoportubosrectangularesde30x15milímetroscon
un espesor de entorno a 1 milímetro. Como con este tipo de geometría laestructura ya es resistente, elmaterial utilizado puede ser tanto aluminio como
PVC.Altenerlascarasplanassepuedenadherirpiezasextrasamododesoporteyquequedenbienfijadas,nocomopodríapasarenelperfilanteriorconelmarcode
forma cilíndrica. Además, como ocurría con el diseño de los tubos de PVC, se
puedenhacerperforacionesenelmediodelostubosparapoderpasarporahílosejesquetransmitanelgiroalosmarcos.Sabiendocualpuedeserundiseñoviable,
secreaunprimermodeloparatenerunapautaaseguirdecaraahaceriteracionescadavezmás completas, yaque, comoseve en lapróxima imagen, esunmarco
simpledondetienelojustoparaserfuncional,peropodríaplantearalgúnqueotro
problemaalahoradefabricarlo.

12
Figura10: Marcoexteriordetubosrectangulares.
Comosepuedeverenlaimagenanterior,alossoportesdelejedetransmisiónde
girodelejesecundariolefaltanmuchoparaconvertirseenalgofuncionalyquesepueda fabricar fácilmente. A pesar de las posibles complicaciones que puedan
ocurrir con este diseño, se realiza un boceto completo de lamáquina para ver
cualessonlospuntosfuertesydébilesdelamáquinaparapodersolucionarlosdecaraalarealizacióndelbocetofinal.

13
Figura11: Marcoexteriordetubosrectangularesmásdesarrollado.
Una vez obtenido un diseño más o menos viable, hace falta estudiar como
mejorarlo para tener los menos problemas posibles y rigidizar la estructura
eliminando cualquier punto débil. Para ello hay que averiguar como hacer lasuniones entre tubos lo más estable posible. La mejor posibilidad es poniendo
escuadrasqueesténunidasenunángulode90°adostubosalavez.Estasoluciónimplicaque cada tubo sedebade cortar con lamáximaprecisiónparaque todo
encaje,sobretodolostubosdelosmarcosquedebendesercortadosenunángulo
de 45° y así formar las esquinas. Lo mismo pasa con los tubos verticales delsoporte,debidoaquesinoestándeltodorectolosagujerosnoestaránalineadosy
por tantohayunaaltaprobabilidaddeque lamáquina falle.Porestas razonesy
manteniendoeldiseñodelageometríadetuborectangularsedecideutilizartubosdeperfilNikaide20x20milímetros.
Conelusodeesteperfilnosetienentantosproblemascomoseteníanantesala
horade fijar laspartesperpendicularesentresí.Estosedebeaquehayapliques
específicos para el perfil que se encajan en las ranuras del perfil y sirven paraanclarescuadrasquemantienenfijosdosperfilesformando90°.Ademássiseelige
bieneldiámetrodelasvarillasquetransmitenelmovimiento,nosetendrátantoproblemaalahoraderealizarlasperforacionessobreelperfil.
14
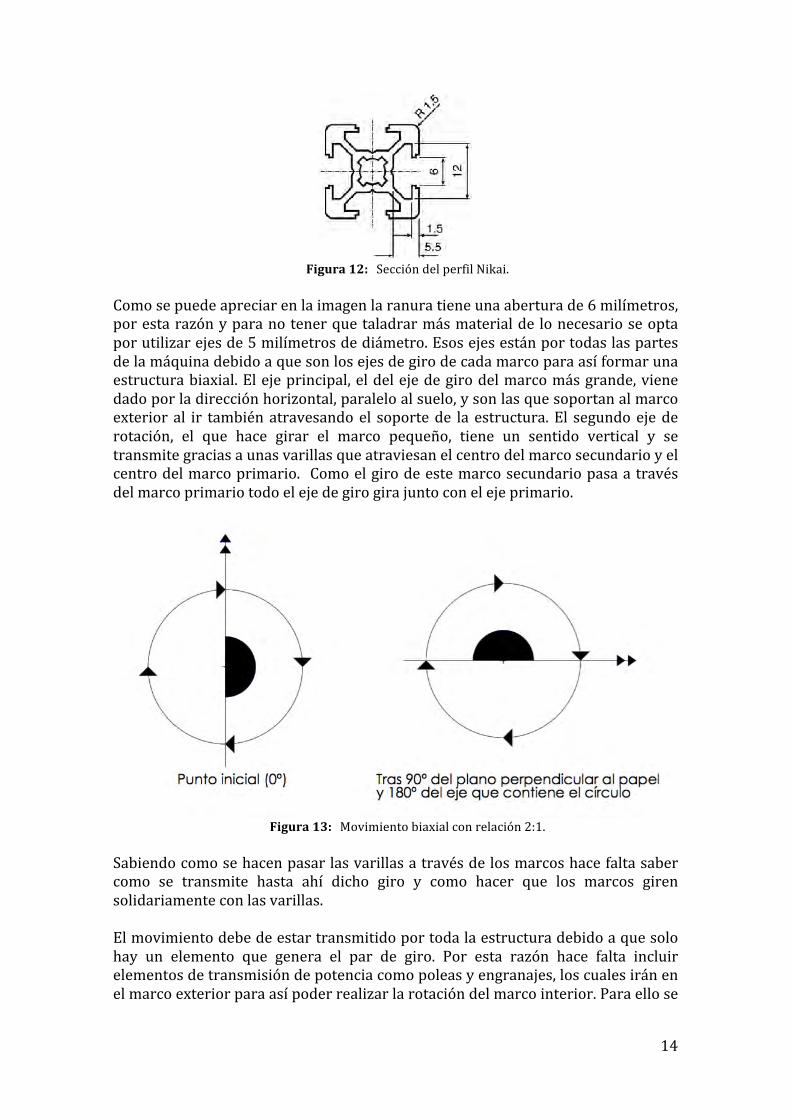
Figura12: SeccióndelperfilNikai.
Comosepuedeapreciarenlaimagenlaranuratieneunaaberturade6milímetros,porestarazónyparanotenerquetaladrarmásmaterialde lonecesarioseopta
porutilizarejesde5milímetrosdediámetro.Esosejesestánportodaslaspartes
delamáquinadebidoaquesonlosejesdegirodecadamarcoparaasíformarunaestructurabiaxial.Elejeprincipal,eldelejedegirodelmarcomásgrande,viene
dadoporladirecciónhorizontal,paraleloalsuelo,ysonlasquesoportanalmarcoexterior al ir tambiénatravesandoel soportede la estructura.El segundoejede
rotación, el que hace girar el marco pequeño, tiene un sentido vertical y se
transmitegraciasaunasvarillasqueatraviesanelcentrodelmarcosecundarioyelcentrodelmarcoprimario. Comoelgirodeestemarcosecundariopasaatravés
delmarcoprimariotodoelejedegirogirajuntoconelejeprimario.
Figura13: Movimientobiaxialconrelación2:1.
Sabiendocomosehacenpasarlasvarillasatravésdelosmarcoshacefaltasabercomo se transmite hasta ahí dicho giro y como hacer que los marcos giren
solidariamenteconlasvarillas.
Elmovimientodebedeestartransmitidoportodalaestructuradebidoaquesolo
hay un elemento que genera el par de giro. Por esta razón hace falta incluirelementosdetransmisióndepotenciacomopoleasyengranajes,loscualesiránen
elmarcoexteriorparaasípoderrealizarlarotacióndelmarcointerior.Paraellose

15
utilizaunsistemadepoleasque transmitenelmovimientodesdeelejeprincipal
delmarcoexterior,queasuvereselejemotriz,hastaunacaradelmarcoexterior.Por eso la importancia de tener un sistema de sujeción de este eje sobre este
marco.Esteejedetransmisiónesparaleloalmotrizyportantotambiénloesdel
principal, para que sea perpendicular a dicho eje y convertirse en un sistemabiaxial se utilizan dos engranajes cónicos para transmitir esemovimiento en un
ángulode90°.
Para que losmarcos giren solidariamente junto con las varillas se utilizan unas
placas que van unidas a los marcos. Estas placas, de entre 2-1,5 milímetros deespesor, sirven para proteger los marcos del choque que puedan producir las
varillasconlosperfilescuandogiren,asísiserompeunapartedelamáquina,que
seaunadelasplacas,lascualessonfácilmentereemplazables.Estasplacassonlaclavedelamáquina,yaquetambiénsonlasquesoportantodaslaspartesmóviles
e impidenquesedesalineen losejesmientras lamáquina funciona.Son tambiénlasqueseutilizanparasujetarrodamientosy lapartedelejecomprendidaentre
las poleas y los engranajes manteniendo el eje recto con respecto a uno de los
ladosdelmarcoprincipal.
Solucionandotodoslosproblemasquepudieranhaberalahoradetransmitirlos
girosserealizaunúltimobocetoincluyendotodaslasmodificacionescitadas.
Figura14: Diseñofinalsinningunaevolucióndeplacas.
16
Lasmodificacionesposterioressonvariacionesmenorescentradasprincipalmente
enquelaspiezasseanmásfácildefabricar.Porestarazónsevaríaligeramenteeldiseñodelasplacasquesoportanlosejes(mostradasenamarilloenlafigura14).
Debido a que dichas placas no aportan ningún elemento estructural se deciden
hacer por impresión 3D y así hacerlo personalizado para nuestro diseño demáquina.
4.4 Optimizacióndelasplacasdesujeción
Desde un primer momento se piensa en hacer unas placas hechas a base de
planchas de acero de 1,5mm de espesor como en la primera opción de diseño(como la figura7)ycon lamismaempresa.Teniendoencuenta lasmedidasque
hacen faltay lasoperacionesquepuedehacer laempresa, lacualhacecorteporlaserdechapasyelplegadodelasmismas.Sabiendoestosecreanunosmodelos
parapedirunpresupuestoalaempresaLasertekdandocomoresultadoquenose
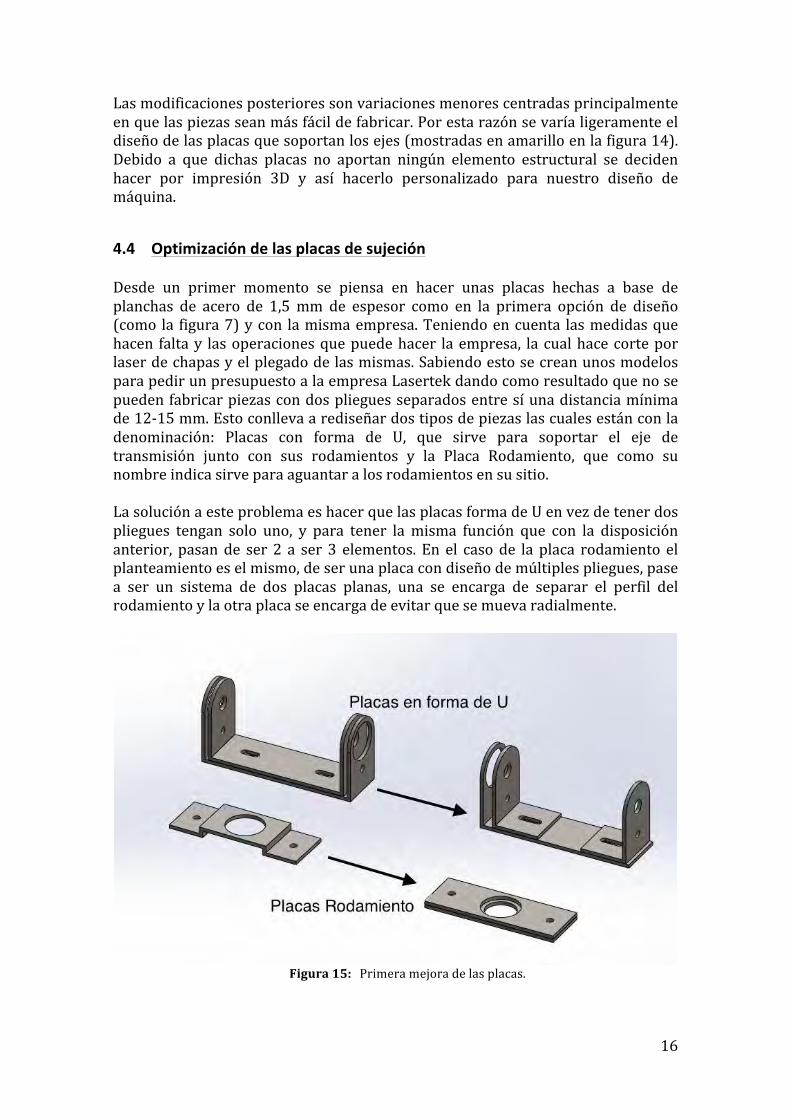
puedenfabricarpiezascondosplieguesseparadosentresíunadistanciamínimade12-15mm.Estoconllevaarediseñardostiposdepiezaslascualesestánconla
denominación: Placas con forma de U, que sirve para soportar el eje de
transmisión junto con sus rodamientos y la Placa Rodamiento, que como sunombreindicasirveparaaguantaralosrodamientosensusitio.
LasoluciónaesteproblemaeshacerquelasplacasformadeUenvezdetenerdos
pliegues tengan solo uno, y para tener lamisma función que con la disposición
anterior, pasande ser 2 a ser 3 elementos. En el casode la placa rodamiento elplanteamientoeselmismo,deserunaplacacondiseñodemúltiplespliegues,pase
a ser un sistema de dos placas planas, una se encarga de separar el perfil delrodamientoylaotraplacaseencargadeevitarquesemuevaradialmente.
Figura15: Primeramejoradelasplacas.

17
Lasiguientemodificaciónesmásradicalquelasanterioresporquenoestásujetaa
tantas restricciones como las anteriores hechas a base de planchas de acero. Enestaevoluciónsepasade lascitadasplanchasdeaceroa la impresión3D loque
simplifica todo, desde el precio hasta el diseño. Con este cambio de materiales
además se gana en ligereza aunque estas piezas no supongan una carga muygrandedentrodelconjuntodelamáquina.Conlautilizacióndeestetipodepiezas
los sistemas de placas se transforman en una sola pieza con un espesor y una
geometríacomosequieradentro lasrestriccionesquetiene la impresora,siendoestasrestriccionesmenoresquelasqueseteníanconelacero.
Figura16: MejoradechapadeaceroapiezaimpresadePLA.
Pese a que parece que estas piezas pueden ser las definitivas a un les faltadesarrollarsemásparaqueconsiganque lamáquina funcionede lamejor forma
posible.Estoseconsiguehaciendoqueloselementosquesujetantodoaquelloquetengamovimiento,semuevanlomínimoposibleyparaelloseajustanalmáximo
lastoleranciasyseaumentanlasprofundidadesdelasplacasdondesealojanlos
rodamientosdandolugaraqueelrodamientoapenasseleveporqueseencuentracasienvueltoporlapiezaimpresaquelosostiene.
18
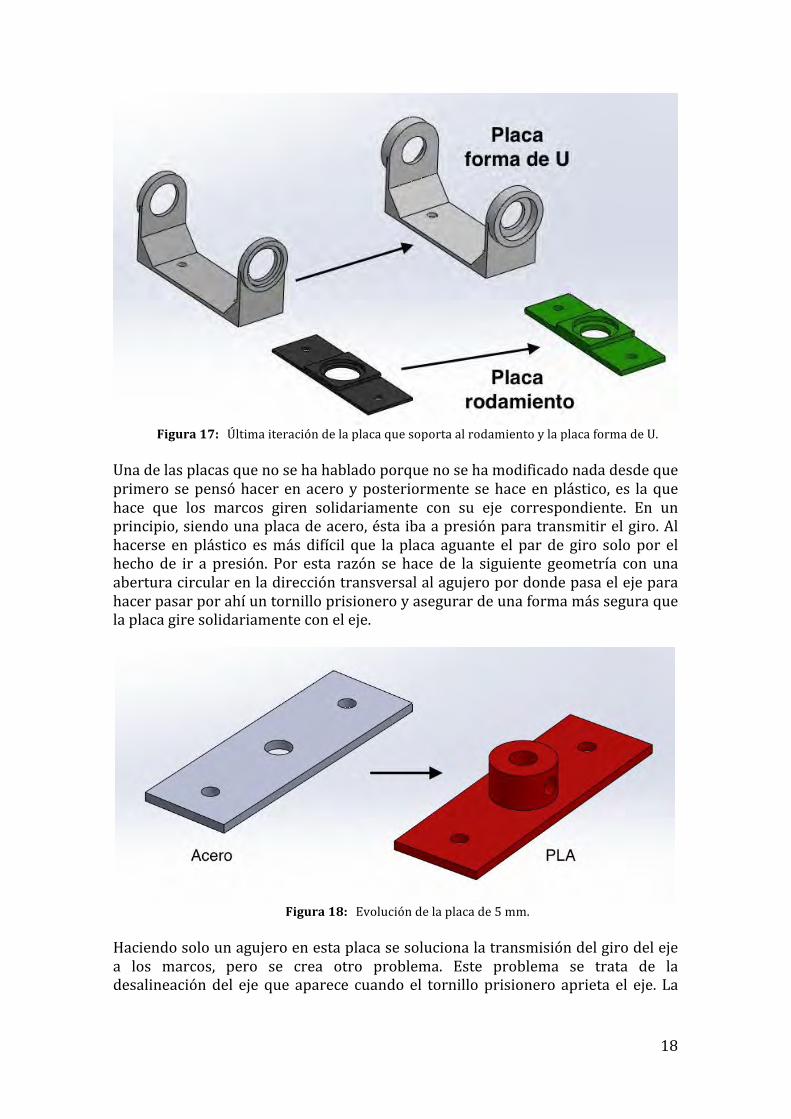
Figura17: ÚltimaiteracióndelaplacaquesoportaalrodamientoylaplacaformadeU.
Unadelasplacasquenosehahabladoporquenosehamodificadonadadesdeque
primerosepensóhacerenaceroyposteriormentesehaceenplástico, es laque
hace que los marcos giren solidariamente con su eje correspondiente. En unprincipio,siendounaplacadeacero,éstaibaapresiónparatransmitirelgiro.Al
hacerse enplástico esmásdifícil que la placa aguante el par de giro solo por elhecho de ir a presión. Por esta razón se hace de la siguiente geometría con una
aberturacircularenladireccióntransversalalagujeropordondepasaelejepara
hacerpasarporahíuntornilloprisioneroyasegurardeunaformamásseguraquelaplacagiresolidariamenteconeleje.
Figura18: Evolucióndelaplacade5mm.
Haciendosolounagujeroenestaplacasesolucionalatransmisióndelgirodeleje
a los marcos, pero se crea otro problema. Este problema se trata de ladesalineacióndel eje que aparece cuando el tornillo prisionero aprieta el eje. La

19
soluciónparteenrepartiresafuerzadeaprisionamientoentresparaqueelejeno
se descentre de su agujero. Por esta razón en vez de haber un agujero para eltornillo prisionero hay tres con una diferencia angular de 120° para que así, al
estarequidistantesentresí,serepartanlasfuerzasequitativamenteenlosejesXe
Ydelespacioyasímantenerelejerecto.
Figura19: Evoluciónfinaldelaplacade5mmmodificada.
Contodasestasmodificacionesquedaríaconcluidoeldiseñofinaldelamáquinay
por tantoeldiseñoqueseutilizaráparacrear laspiezasa travésdelmétododelrotomoldeo.
20
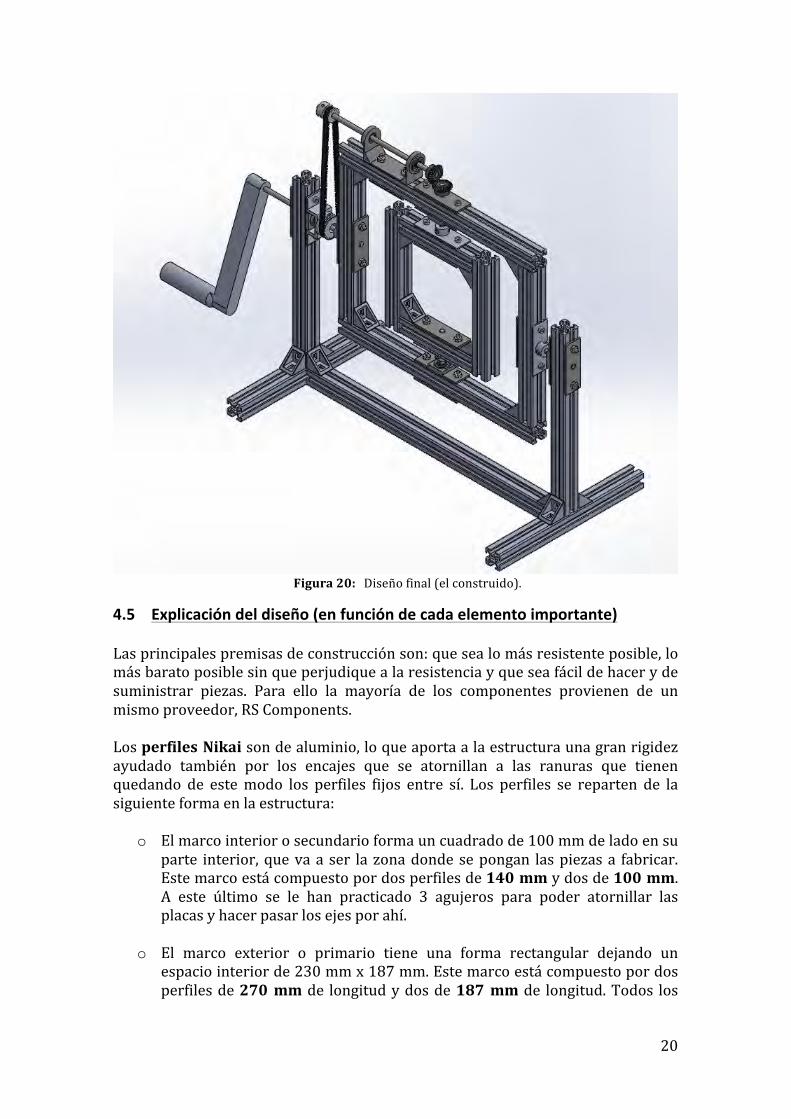
Figura20: Diseñofinal(elconstruido).
4.5 Explicacióndeldiseño(enfuncióndecadaelementoimportante)
Lasprincipalespremisasdeconstrucciónson:quesealomásresistenteposible,lomásbaratoposiblesinqueperjudiquealaresistenciayqueseafácildehaceryde
suministrar piezas. Para ello la mayoría de los componentes provienen de un
mismoproveedor,RSComponents.
LosperfilesNikaisondealuminio,loqueaportaalaestructuraunagranrigidezayudado también por los encajes que se atornillan a las ranuras que tienenquedando de estemodo los perfiles fijos entre sí. Los perfiles se reparten de la
siguienteformaenlaestructura:
o Elmarcointeriorosecundarioformauncuadradode100mmdeladoensu
parte interior,quevaa ser la zonadondesepongan laspiezasa fabricar.Estemarcoestácompuestopordosperfilesde140mmydosde100mm.A este último se le han practicado 3 agujeros para poder atornillar lasplacasyhacerpasarlosejesporahí.
o El marco exterior o primario tiene una forma rectangular dejando unespaciointeriorde230mmx187mm.Estemarcoestácompuestopordos
perfilesde270mmde longitudydosde187mmde longitud.Todos los
21
perfilesqueloformanselehanhechounosagujerosparapasarlosejes,en
un tipo de perfil (el 270 mm) para pasar el eje que genera el girosecundario,eldelmarcointerior,yenelotroperfil(el187mm)paraelgiro
delpropiomarcoexterior.Ademásdeesosagujerosenelperfilmáslargose
hacen dos agujeros de más para poder atornillar el soporte del eje detransmisión.
o El soporte es la última estructura formada por los perfiles Nikai. Loconstituyen cinco perfiles, dos de 220 mm, que se colocan en vertical ysoporta todo el peso de la estructura; dos de200 mm, que funcionan amododepatasysecolocantransversalmentealaestructurayunperfilde
340 mm que une los dos perfiles anteriores y se coloca de formalongitudinalalamáquina.Enestesoportesolosehanhechoagujerosadosperfiles,estosson losperfilesde220mmyseutilizanparapasar losejes
quevienendelmarcointeriorysoportantodoelpesodelosmarcos.
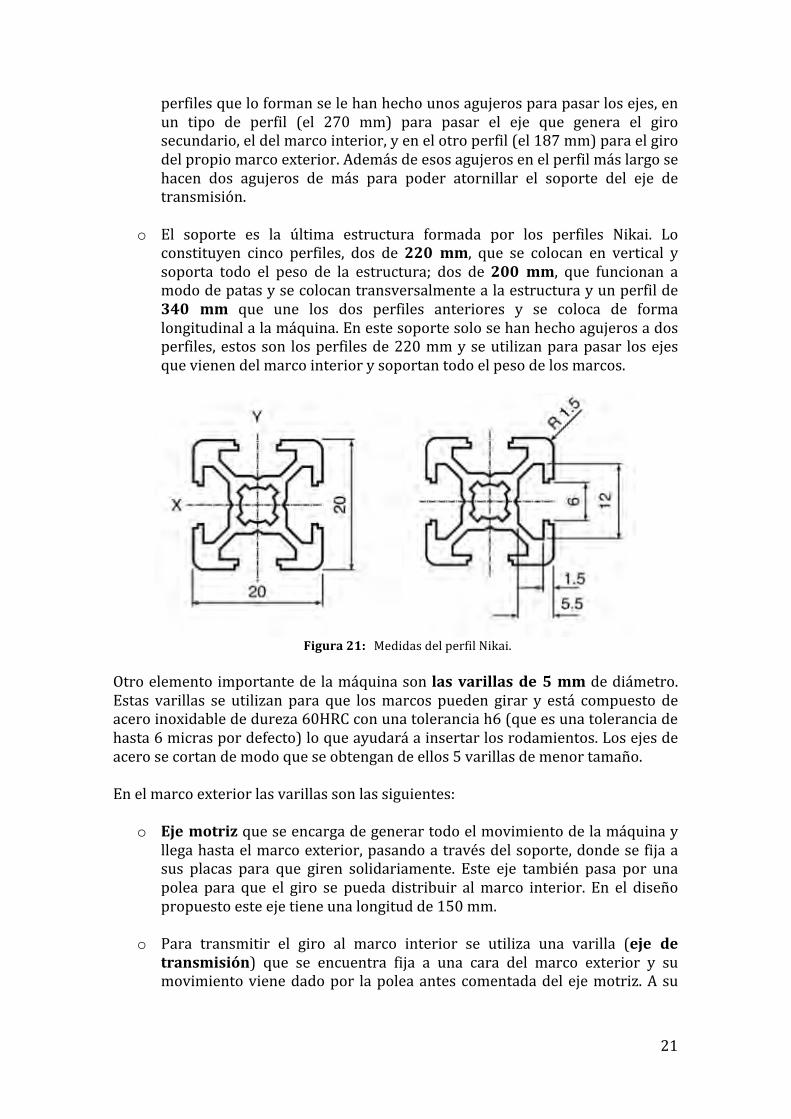
Figura21: MedidasdelperfilNikai.
Otroelementoimportantedelamáquinasonlas varillasde5mmdediámetro.Estas varillas se utilizan para que losmarcos pueden girar y está compuesto deaceroinoxidablededureza60HRCconunatoleranciah6(queesunatoleranciade
hasta6micraspordefecto)loqueayudaráainsertarlosrodamientos.Losejesde
acerosecortandemodoqueseobtengandeellos5varillasdemenortamaño.
Enelmarcoexteriorlasvarillassonlassiguientes:
o Ejemotrizqueseencargadegenerartodoelmovimientodelamáquinay
llegahastaelmarcoexterior,pasandoatravésdelsoporte,dondesefijaasus placas para que giren solidariamente. Este eje también pasa por una
polea para que el giro se pueda distribuir almarco interior. En el diseño
propuestoesteejetieneunalongitudde150mm.
o Para transmitir el giro al marco interior se utiliza una varilla (eje detransmisión) que se encuentra fija a una cara del marco exterior y sumovimientovienedadopor lapoleaantescomentadadelejemotriz.Asu
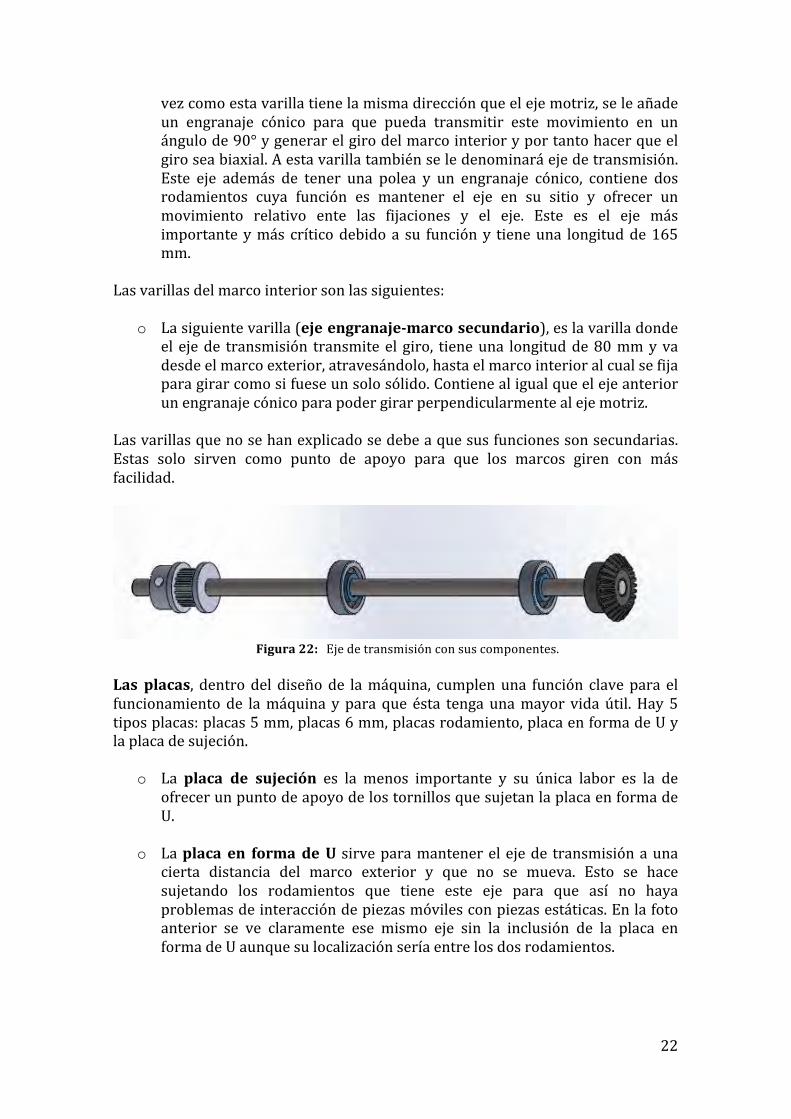
22
vezcomoestavarillatienelamismadirecciónqueelejemotriz,seleañade
un engranaje cónico para que pueda transmitir este movimiento en unángulode90°ygenerarelgirodelmarcointerioryportantohacerqueel
giroseabiaxial.Aestavarillatambiénseledenominaráejedetransmisión.
Este eje además de tener una polea y un engranaje cónico, contiene dosrodamientos cuya función es mantener el eje en su sitio y ofrecer un
movimiento relativo ente las fijaciones y el eje. Este es el eje más
importanteymás críticodebidoa su funcióny tieneuna longitudde165mm.
Lasvarillasdelmarcointeriorsonlassiguientes:
o Lasiguientevarilla(ejeengranaje-marcosecundario),eslavarilladondeel ejede transmisión transmiteel giro, tieneuna longitudde80mmyva
desdeelmarcoexterior,atravesándolo,hastaelmarcointerioralcualsefijaparagirarcomosifueseunsolosólido.Contienealigualqueelejeanterior
unengranajecónicoparapodergirarperpendicularmentealejemotriz.
Lasvarillasquenosehanexplicadosedebeaquesusfuncionessonsecundarias.
Estas solo sirven como punto de apoyo para que los marcos giren con más
facilidad.
Figura22: Ejedetransmisiónconsuscomponentes.
Las placas, dentrodeldiseñode lamáquina, cumplenuna función clavepara elfuncionamientode lamáquina yparaque ésta tengaunamayor vidaútil.Hay5
tiposplacas:placas5mm,placas6mm,placasrodamiento,placaenformadeUylaplacadesujeción.
o La placa de sujeción es la menos importante y su única labor es la de
ofrecerunpuntodeapoyodelostornillosquesujetanlaplacaenformade
U.
o Laplaca en formadeU sirveparamantenerelejede transmisiónaunacierta distancia del marco exterior y que no se mueva. Esto se hace
sujetando los rodamientos que tiene este eje para que así no haya
problemasdeinteraccióndepiezasmóvilesconpiezasestáticas.Enlafotoanterior se ve claramente ese mismo eje sin la inclusión de la placa en
formadeUaunquesulocalizaciónseríaentrelosdosrodamientos.

23
o LasplacasrodamientocuyafunciónesmuysimilaralaplacaenformadeU. En este caso además de evitar movimientos del rodamiento tantoradiales comoaxiales, también sirvepara separar lapartemóvil, el anillo
interior del rodamiento, del marco y que no se produzcan rozamientos
innecesarios.
Por último están las placas 5mm y 6mm con una utilidadmuy parecida entre
ellas.
o Lade6mm solosirveparaprotegerelperfildelgirodelejeparaquenogenereroturasnienunelementonienelotro.
o Lade5mmtienendosformasuna5mmnormaly la5mmmodificada.Paradistribuir elparde los ejes a losmarcos seutilizan lasplacas5mm
modificada.Estaplacatienelacaracterísticadetener3agujerosseparados120°paraquesepuedafijardelamejorformaposiblealeje(enlafigura19
semuestra unaplacade este tipo). Estos agujeros llevaránunos tornillos
prisioneros M4 para apretar el eje. La utilización de este número detornillos y su situación angular se debe a que sino el eje sufre
desalineacionesyportantomovimientosnodeseados.Lasplacas5mmsin
modificarseutilizansoloparaque lasanterioresnosemuevanytambiénsirvendeapoyoparalastuercasademásdeprotegeralperfildeleje.
Figura23: Posiciónrelativadelasplacas5mmmodificadasrespectoalsoporteysituaciónde
lasdistintasvarillas.
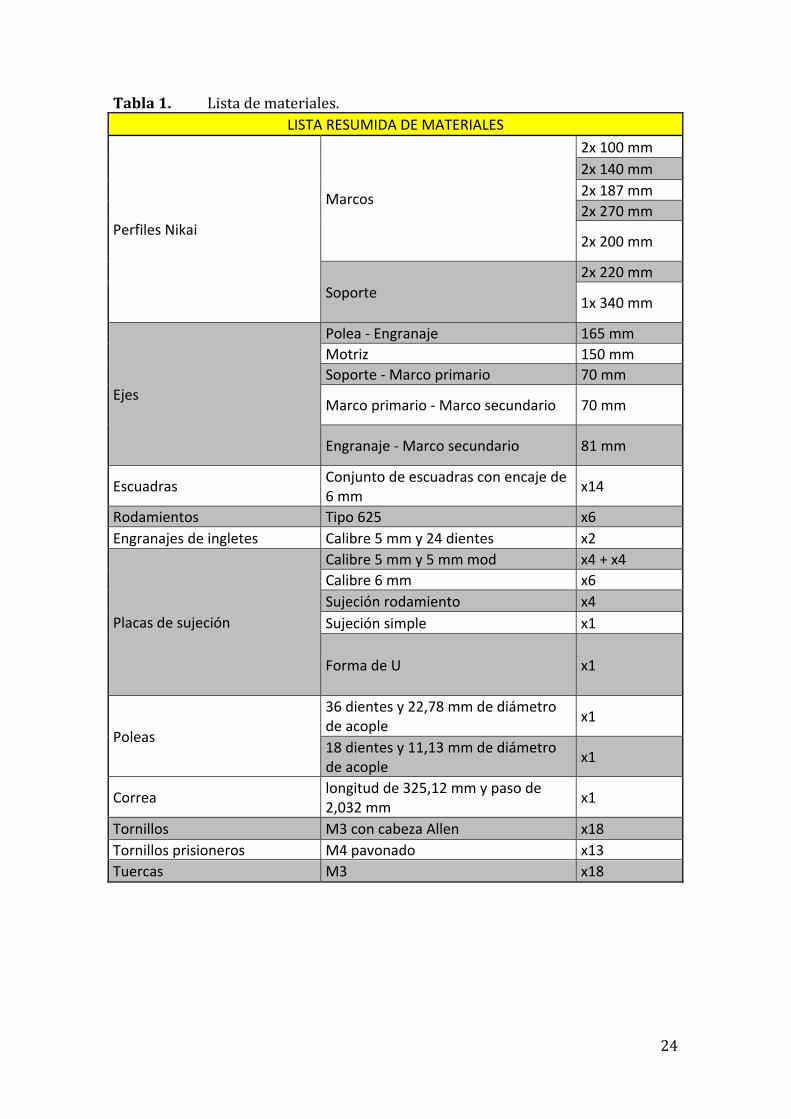
Resumiendotodo locomentadoanteriormente, lasiguientetablamuestradeuna
maneramásvisibleunalistadetodoslosmaterialesutilizadosenlamáquina:
24
Tabla1. Listademateriales.
LISTARESUMIDADEMATERIALES
PerfilesNikai
Marcos
2x100mm2x140mm2x187mm2x270mm
2x200mm
Soporte2x220mm
1x340mm
Ejes
Polea-Engranaje 165mmMotriz 150mmSoporte-Marcoprimario 70mm
Marcoprimario-Marcosecundario 70mm
Engranaje-Marcosecundario 81mm
Escuadras Conjuntodeescuadrasconencajede6mm x14
Rodamientos Tipo625 x6Engranajesdeingletes Calibre5mmy24dientes x2
Placasdesujeción
Calibre5mmy5mmmod x4+x4Calibre6mm x6Sujeciónrodamiento x4Sujeciónsimple x1
FormadeU x1
Poleas
36dientesy22,78mmdediámetrodeacople x1
18dientesy11,13mmdediámetrodeacople x1
Correa longitudde325,12mmypasode2,032mm x1
Tornillos M3concabezaAllen x18Tornillosprisioneros M4pavonado x13Tuercas M3 x18
25
5. Funcionamientodelamáquinaycálculos
Estamáquinasecreaparafabricarunaspiezasdetamañoreducido,deunaformamanual y utilizando unos recursos básicos. Todo esto condiciona el tipo de
máquina, su tamaño y losmateriales utilizados para hacer las piezas. Por estas
razonesestassonlascaracterísticasparticularesdelamáquina.
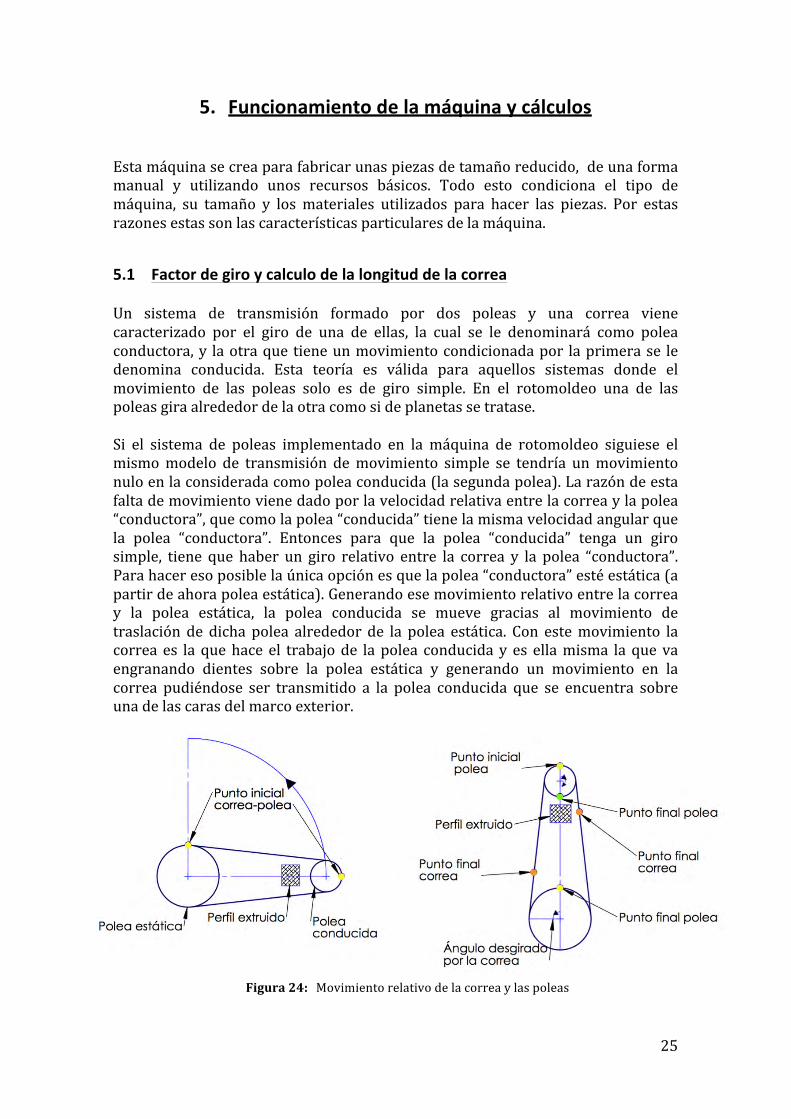
5.1 FactordegiroycalculodelalongituddelacorreaUn sistema de transmisión formado por dos poleas y una correa viene
caracterizado por el giro de una de ellas, la cual se le denominará como polea
conductora,y laotraquetieneunmovimientocondicionadapor laprimerase ledenomina conducida. Esta teoría es válida para aquellos sistemas donde el
movimiento de las poleas solo es de giro simple. En el rotomoldeo una de laspoleasgiraalrededordelaotracomosideplanetassetratase.
Si el sistema de poleas implementado en la máquina de rotomoldeo siguiese elmismomodelo de transmisión demovimiento simple se tendría unmovimiento
nuloenlaconsideradacomopoleaconducida(lasegundapolea).Larazóndeesta
faltademovimientovienedadoporlavelocidadrelativaentrelacorreaylapolea“conductora”,quecomolapolea“conducida”tienelamismavelocidadangularque
la polea “conductora”. Entonces para que la polea “conducida” tenga un girosimple, tiene que haber un giro relativo entre la correa y la polea “conductora”.
Parahaceresoposiblelaúnicaopciónesquelapolea“conductora”estéestática(a
partirdeahorapoleaestática).Generandoesemovimientorelativoentrelacorreay la polea estática, la polea conducida se mueve gracias al movimiento de
traslación de dicha polea alrededor de la polea estática. Con estemovimiento lacorrea es laquehace el trabajode lapolea conduciday es ellamisma laqueva
engranando dientes sobre la polea estática y generando un movimiento en la
correa pudiéndose ser transmitido a la polea conducida que se encuentra sobreunadelascarasdelmarcoexterior.
Figura24: Movimientorelativodelacorreaylaspoleas

26
Unavezgeneradoelmovimientoenlosdosmarcosortogonalesfaltaportratarlarelacióndegiroquedebendemantenerambosejesparaqueelgiroseaóptimoen
ambosejes.Paraellohayquesaber lasgeometríasadesarrollarycomosevana
colocar dentro de la estructura. La colocación delmolde y la pieza a fabricar sehacensegúnlafacilidadalahoradecargarelmaterialdentrodelmoldeyparaque
lamáquina sea lomás compacta.De esta formay tomandoestas condicionesde
diseño, se decide poner las piezas de modo que su dirección longitudinal seatransversalalosmarcosyportantotambiénasusejesderotación.
Peseaqueconesterotomoldeosevanahacermultituddepiezasycondistintas
relacionesdeaspectoseeligeunarelacióndegirode losmarcode2:1siendoel
marcoquemásgireelmarcointerior.
Haciendodichaeleccióndegirohacefaltasabereltamañodelaspoleaparaquesecumplalarelacióndegiroestimadaanteriormente.Paraelloseutilizaunapoleade
36dientesparalapoleaestáticay18dientesparalapoleaquevaencajadaenel
ejedetransmisióndelejesecundario.
Sabiendo las características de las poleas hay que buscar una correa cerrada
acordeconnuestrasespecificaciones.Teniendoescogidas laspoleasquesevanautilizar se realiza el cálculode la longitudnecesariapara la correa. Sabiendo los
diámetrosdeengranede lasdospoleas,11,13mmpara lapoleade18dientesy22,78mmparalapoleade36dientes,yladistanciaalacualsequieretransmitirel
giro,136mm,seutilizaunafórmulaparasaberlalongituddelapolea.
!p = ! !1 + !22 + !2 − !1 !
4! + 2!
Siendo:
D1=eldiámetrodelapoleademenortamaño(11,13mm)D2=eldiámetrodelapoleademayortamaño(22,78mm)
a=ladistanciaentrecentros(136mm).
ConestosdatosseobtienequelalongituddelacorreadebedeserdeLp=325,49
mm. Por tanto viendo el catalogo de productos de RS Componentes se elige la
correaconunalongitudde325,12mm.(12,8pulgadas).
Para que el movimiento fuese más fluido por parte del sistema de transmisiónpolea-correaselehapuestountensor.Setratadeunelementoqueseencuentra
situadopordentrodelperfil.Su funciónes ladegeneraruna tensiónextraen la
correa,ademásgraciasasuposición,hacequelapoleapequeñatengamásdientesengranadosalmismotiempohaciendoquesedisminuyalaposibilidaddequehaya
deslizamientoentrelosdientesdelapoleaylosdientesdelacorrea.

27
5.2 Materialesdelmoldeypiezasaprocesar
En la técnicadel rotomoldeo y en la industria del procesamientodel plástico en
general,seutilizantermoplásticosparaconfeccionarlaspiezas,yaqueestetipodeplásticossepuedencomprarmuyfácilmente,enformadegranzaopellets,ypara
dar forma a la pieza se calienta hasta que el plástico fluya. Una vez caliente seintroduceenelmoldeysedejaenfriaradquiriendolaformadeseada.Sinembargo,
comoesterotomoldeonosevaautilizardeunaformatanintensiva,seutilizauna
forma de procesamiento en frío utilizando unas resinas bicomponentes depoliuretano, la resinaE55 y laUrecast, ambas de la tienda Feroca. Estas resinas
fraguan entorno a unos 10 minutos tras la mezcla homogénea de los dos
monómerosqueconstituyenlaresina.Paracrearelmoldedelasprimeraspiezasagenerar por el rotomoldeo, que son las piezas utilizadas para hacer los ensayos
posteriores, se ha modificado una de las probetas impresas adhiriendo unaestructuratipoTparaquesemantengaensusitioysepuedahacerelmoldedela
formamáshomogéneaposible.Estapiezaseintroduceenunvasodeplásticoque
se utiliza para contener la silicona y de ese modo hacer el molde con la piezaimpresaamododepiezamodelo.Enlasiguienteimagensemuestraunafotografía
delapiezaquesehautilizadocomopiezamodelo.
Figura25: Piezamodeloparaelmolde.
Losmoldes, en el casode laspiezashechasdepruebaque seránutilizadaspara
realizarunensayodecompresión,serealizaconlasiliconaSilastic3481tambiénde Feroca que tarda en endurecer 24 horas pero gracias a la utilización de un
agentedecuradoeste tiemposereducea tansolo90minutosconun tiempode
preparación de 8 minutos. Su función es la de contener el material líquido delplásticobicomoponenteygenerarlageometríadelapiezarequerida.
28
6. Propiedadesdelmaterialaprocesar
6.1 ParámetrosdelanormaASTMD695-02
6.1.1 Definicióndelestándar
Para comprobar las propiedades mecánicas de los materiales que se disponen
(resinas de poliuretano) para utilizar en la máquina de rotomoldeo se le van ahacerunaseriedepruebasdecompresión.
Pararealizarestaspruebas,sesiguelanormadeestandarizaciónD695-02adela
AmericanSocietyforTestingMaterials(ASTM)paraquelosresultadospuedanser
verificadosdeformainternacional.Estanormaeslaqueregulacomosedebendehacer las pruebas de compresión a plásticos rígidos, como es el caso de los
materiales utilizados para procesar en el rotomoldeo. Esta norma regula losparámetros en los que se debe realizar los ensayos. La D695-02a se basa en la
realizacióndeensayosdecompresióndeplásticosrígidos,loscualespuedenestar
reforzadosonoreforzados.Enlarealizacióndelensayotambiénseestipulacomodebe ser laprobeta al igual que como realizar el procesode carga. Lanormade
ASTMD695-02a es técnicamente análoga a la norma internacional ISO 604 solo
quevaríalaformadeprobetautilizada.
EnelensayodecompresiónsesacandatostalescomoelmódulodeYoung,puntode fluencia, deformación tras el punto de fluencia y la resistencia a compresión.
Ésteúltimopuedequenosepuedasacarsielmaterialenvezdefracturarseono
tener ninguna discontinuidad en la carga aplicada alcanza un punto donde laprobetasetransformaenundiscoplanomientrasseaplicadichacarga.
6.1.2 Maquinariadelensayo
Lamaquinariaparahacerelensayodebeserestándaroalmenosquecumplalosrequerimientosmínimosqueproponelanorma.
− Máquina de ensayoà Ésta debe de ser capaz de medir la fuerza o cargaaplicadasobrelaprobetaysintenerenningúncasoinerciaquemodifiquelos
resultados.Tambiéndebetenerunmecanismoparacontrolarlavelocidadalaque se hace el ensayo ya que como se explicará posteriormente esta norma
tambiéndictalavelocidaddelensayo.
− Herramienta de compresiónà Este ensayo se hace con una probeta puesta
verticalmente y por ello la compresión se debe ejercer la carga con unassuperficies planas, horizontales al suelo y paralelas entre sí para garantizar
que se aplica una carga uniforme a la pieza ensayada. Esta herramienta decompresión también debe de tener una plaquita de sujeción para que la
probetanosemuevaduranteelensayoyundispositivoquepermitamedirla
29
distancia recorridao ladistanciaentre lasdossuperficiesplanasparapoder
sabercualesladeformacióndelamuestra.
− CalibreàDebede tenerunaprecisiónmínimade0,01mmyseutilizaparaverificar las cotas de la probeta para poder corroborar que se ajusta a los
márgenesdelensayoestandarizado.
6.1.3 Probeta
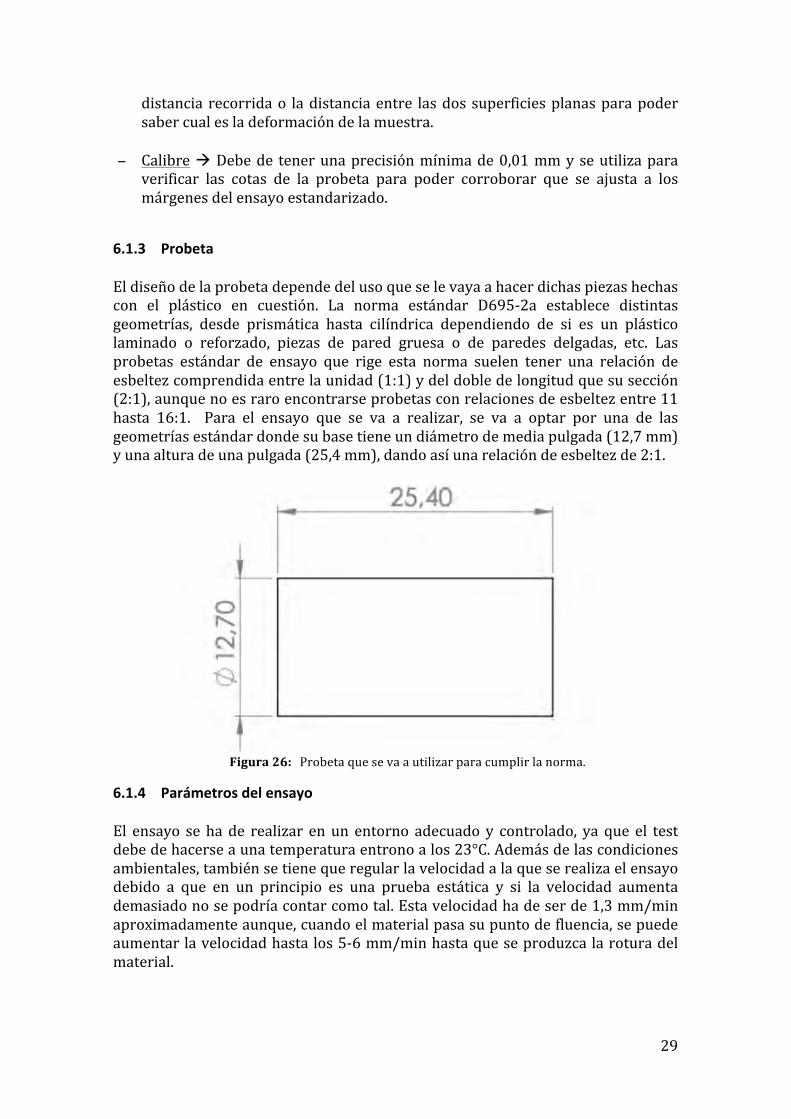
Eldiseñodelaprobetadependedelusoqueselevayaahacerdichaspiezashechascon el plástico en cuestión. La norma estándar D695-2a establece distintas
geometrías, desde prismática hasta cilíndrica dependiendo de si es un plásticolaminado o reforzado, piezas de pared gruesa o de paredes delgadas, etc. Las
probetas estándar de ensayo que rige esta norma suelen tener una relación de
esbeltezcomprendidaentrelaunidad(1:1)ydeldobledelongitudquesusección(2:1),aunquenoesraroencontrarseprobetasconrelacionesdeesbeltezentre11
hasta 16:1. Para el ensayo que se va a realizar, se va a optar por una de las
geometríasestándardondesubasetieneundiámetrodemediapulgada(12,7mm)yunaalturadeunapulgada(25,4mm),dandoasíunarelacióndeesbeltezde2:1.
Figura26: Probetaquesevaautilizarparacumplirlanorma.
6.1.4 Parámetrosdelensayo
El ensayo se hade realizar enun entorno adecuado y controlado, ya que el testdebedehacerseaunatemperaturaentronoalos23°C.Ademásdelascondiciones
ambientales,tambiénsetienequeregularlavelocidadalaqueserealizaelensayodebido a que en un principio es una prueba estática y si la velocidad aumenta
demasiadonosepodríacontarcomotal.Estavelocidadhadeserde1,3mm/min
aproximadamenteaunque,cuandoelmaterialpasasupuntodefluencia,sepuedeaumentarlavelocidadhastalos5-6mm/minhastaqueseproduzcalaroturadel
material.

30
Paradarporbuenoslosresultadosdelensayo,sedebenhacerpruebasaalmenos
5 probetas por cada muestra estudiada en materiales isotrópicos. Para losanisotrópicos, se deben hacer 5 pruebas por cada eje de anisotropía, por tanto
hastauntotalde10muestras.Silasmuestraspresentanalgúntipodefalloporel
cual hace que rompan debido a esto, estas prueban deben de descartarse yvolversea repetir. Sidichos fallos constituyenunavariableno sedescartanesas
piezas.
6.1.5 ResultadosquesesacandelensayoSi se ha seguido lospasos según indica la norma los resultadosque establece el
estándarcomoválidossonlosiguientes:
− Resistencia a compresión à Calculada por medio de la división de la
máximacargaaplicadaalapiezaylasecciónmínimadelapiezaalprincipiodelensayo.
− ResistenciaafluenciadecompresiónàVienedadoporelpuntoporelcuallapiezadejadeteneruncomportamientoelástico,paratenerunoplástico
(puntode fluencia). Suvalor se calculapormediodel valorque tiene esacargaentreeláreatransversaldeliniciodelaprobeta.
− MódulodeelasticidadàSecalculamediantelatangentedelapartelineal
detensión-deformaciónsiendoéstacalculadaengigapascales(GPa).AestetérminotambiénselellamamódulodeYoung.
− CargamáximaàEslacargamáximaquealcanzalaprobetaenelmomentodel ensayo. Suele darse durante la zona de plastificación justo antes de
romperselapieza.
− Rigidez en función de la deformación à Este valor vendrá dado parasustituir el módulo de elasticidad. Se aplicará a las piezas que se han
ensayadoynotienenunaseccióntransversalconstantelocualcorrespondeconlasprobetashuecas.
6.2 Parámetrosinicialesdelensayo
Esteensayose realizaparahacer comparaciónentreelmaterialque seutilizabaanteriormentepara losensayosdealtavelocidady losnuevosmaterialesquese
vanautilizarapartirdeahora,lasresinasdepoliuretano.

31
6.2.1 Característicasdelamáquina
LamáquinautilizadaparaelensayoesunaInstron8516conunacargamáximadehasta100KNyundesplazamientomáximode150mm.Para realizar la prueba a
compresión se acoplan a la máquina unos platos planos para que sirva como
asientoparaquea lasprobetasse leapliqueunafuerzadistribuidaensusbases.Estamáquinaademás tieneunajusteporel cual sepuedevariar lavelocidadde
desplazamiento de los platos. Para que esté acorde con la norma descrita
anteriormenteestavelocidadsefijaen1,3mm/min.
Figura27: Platosdepresióndelamáquinadeensayo.
6.2.2 Característicasdelasprobetas
La probeta utilizada para el ensayo son cilindros demedia pulgada de diámetro
(12,7mm)yunaalturadeunapulgada(25,4mm).Enlarealizacióndelensayosetomarán dos tipos de muestras. Las primeras vienen dadas por ser probetas
sólidas,elmaterialrellanantodoelvolumendelapieza,yestáncompuestasdelostiposderesinaquesequiereensayar.Elmotivodelarealizacióndelensayoaeste
tipodepiezasirveparasaberdeprimeramano laespecificacionesmecánicasde
losmaterialesquesevanautilizarenelensayodealtavelocidadapartirdeahora.El otro tipo de probetas son huecas, tienen vacíos en su interior. Éstas se
ensayaránpararealizarunacomparaciónentrelaspiezasutilizadasparaelensayodealtavelocidadantesdelrotomoldeoydespuésdetenerelrotomoldeo.Poresta
razónlosdostiposdeprobetasaensayarconestaspropiedadesestáncompuestas
dePLAydeunadelasresinasquesevanautilizarenadelanteenelrotomoldeo.Ademásestasprobetasfabricadasutilizandoelrotomoldeo,sirvenpararealizarlas
primeraspiezasdepruebaparaverificarelbuenfuncionamientodelamáquina.
Las piezas sólidas son creadas por medio del método de colada, y como se ha
comentadoantesseutilizaranparacomparar lascaracterísticasmecánicasde las

32
resinasentresíytambiénrespectoalPLA.Larazóndeesteaspectosedebeaque
conlaspiezassólidasseobtienenpiezasconunavariaciónmínimasentreellas.Estallasimilitudquetienen,queunavezcreadasladiferenciamáximaenmasaentre
dospiezasesde0,09gramos,verificandolaaltareproducibilidaddeestematerial.
Noserealizan laspruebasconpiezassólidasdePLAporquealcontrarioque lasresinas, estas piezas sólidas no se pueden crear debido a que la impresora no
permitehacerunapiezasólidaporqueelplásticonollegaasolidificarsedeltodo.
Cada capa que se genera derrite la anterior haciendo que fluya por los lateralesdeformandolapieza.
Enelcasodelmaterialimpresosecrean7tiposdistintosdeprobetas.Dosdeellas
tendrán un patrón de llenado tipo panal de abeja con un porcentaje de
compactación del 20% y 40%. Cuatro de ellas utilizan un patrón rectilíneo decompactación igual al de panal de abeja pero incluyendo también las
compactacionesde10%y30%.Laúltimaprobetase tratadeunaprobetahuecaconunaparedcompuestaportreshilos impresos.Paragenerarestasgeometrías
seutilizóelprogramaSlic3relcualescapazdehacerdichaconfiguracióndepanal
deabejapordefecto.
Figura28: Probetasdeensayoimpresas.
Porotro ladoestán lasprobetashechaspormediodel rotomoldeo, las cuales su
variacióndesecciónsolosepuedehacerpormediodelaumentoodisminucióndel
espesordelapareddelapieza.Esoseconsigueaportandomásomenosmaterialalmoldequeseutilizaráenlamáquina.Comopormediodeestemétodonosepuede
conseguir una precisión tan buena, además de las probetas vacías se hace la
pruebaapiezassólidasdelosdostiposderesinas.
33
6.3 Realizaciónprácticadelensayo
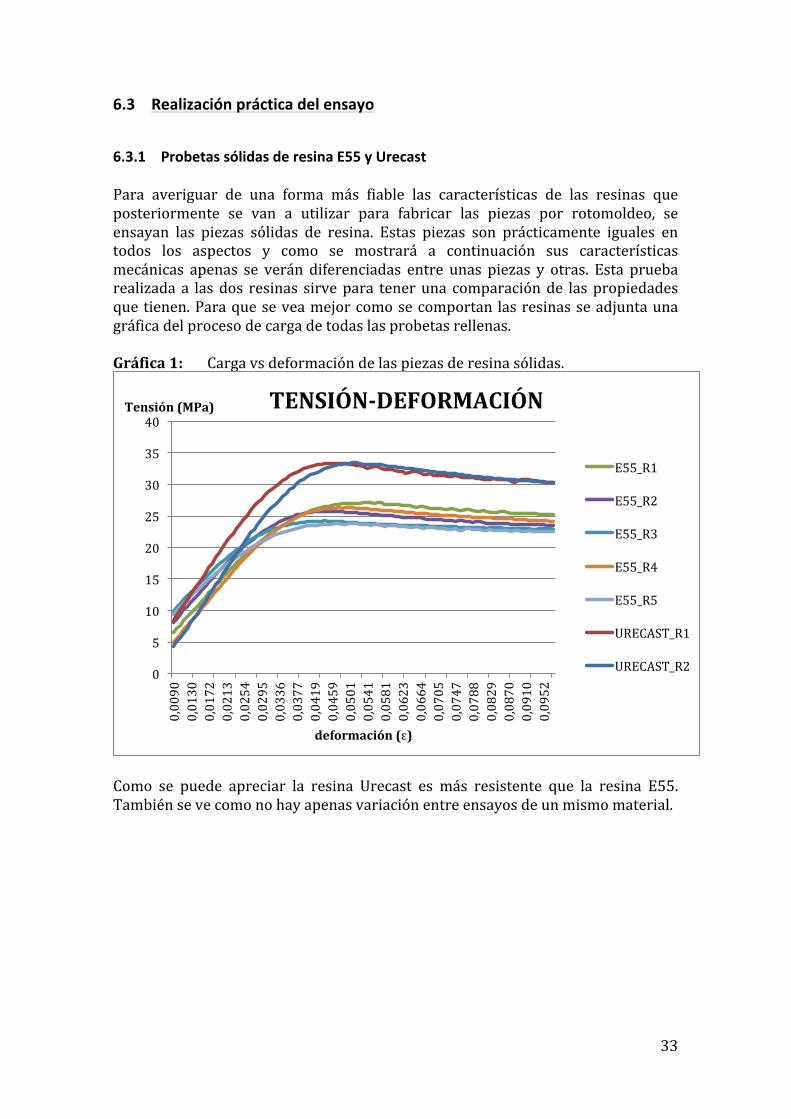
6.3.1 ProbetassólidasderesinaE55yUrecastPara averiguar de una forma más fiable las características de las resinas que
posteriormente se van a utilizar para fabricar las piezas por rotomoldeo, se
ensayan las piezas sólidas de resina. Estas piezas son prácticamente iguales entodos los aspectos y como se mostrará a continuación sus características
mecánicas apenas se verán diferenciadas entre unas piezas y otras. Esta pruebarealizadaa lasdos resinas sirvepara teneruna comparaciónde laspropiedades
quetienen.Paraqueseveamejorcomosecomportan lasresinasseadjuntauna
gráficadelprocesodecargadetodaslasprobetasrellenas.
Gráfica1: Cargavsdeformacióndelaspiezasderesinasólidas.
Como se puede apreciar la resina Urecast es más resistente que la resina E55.
Tambiénsevecomonohayapenasvariaciónentreensayosdeunmismomaterial.
0
5
10
15
20
25
30
35
40
0,0090
0,0130
0,0172
0,0213
0,0254
0,0295
0,0336
0,0377
0,0419
0,0459
0,0501
0,0541
0,0581
0,0623
0,0664
0,0705
0,0747
0,0788
0,0829
0,0870
0,0910
0,0952
Tensión(MPa)
deformación(ε)
TENSIÓN-DEFORMACIÓN
E55_R1
E55_R2
E55_R3
E55_R4
E55_R5
URECAST_R1
URECAST_R2

34
Tabla2. PropiedadesdepiezassólidasdelaresinaE55.
E55 Nºdeprobeta
Códigode
probeta
Peso(gramos)
Cargamáxima(KN)
Módulode
Young(MPa)
Resistenciaafluencia(MPa)
Rigidez(KN/mm)
Probetasresinade
poliuretanoAE55-PR55rellenas
1 E55_R1 3,67 3,4325 735,17 27,10 28,9442 E55_R2 3,62 3,2605 732,95 25,74 28,8563 E55_R3 3,69 3,0655 710,66 24,20 27,9794 E55_R4 3,71 3,491 749,14 25,92 29,4945 E55_R5 3,71 3,017 658,95 23,82 25,943
Media 3,68 3,2533 717,374 25,35 28,24Comosepuedeapreciarcomosuseccióntransversalnocambialosdatosarrojados
por este ensayo apenas cambian teniendo de una forma aproximada las
propiedadesdelaresina.
Los datosmostrados en la gráfica anterior de las probetas de la resina Urecast
vienen de la siguiente tabla que como se puede apreciar soportan una cargamáximamásalta.
Tabla3. PropiedadesdepiezassólidasdelaresinaUrecast.
Urecast Nºdeprobeta
Códigodeprobeta
Peso(gramos)
Cargamáxima(KN)
Módulode
Young(MPa)
Resistenciaafluencia(MPa)
Rigidez(KN/mm)
Probetasresinade
poliuretanoUrecastRellenas
1 Urecast_R1 3,74 4,224 843,65 33,34 33,2152 Urecast_R2 3,76 4,2375 850,25 33,45 33,474
Media 3,75 4,23075 846,95 33,40 33,3445
ComopasabaconlaresinaE55losdatosapenasvaríanentreunamuestrayotra.
6.3.2 Probetasdelrotomoldeo
En la realización de los ensayos de las piezas generadas por el rotomoldeo, serealizaunacomparacióndesuspropiedadesrespectoalpeso.Estopermitetener
unaciertarelaciónentrelosensayosdebidoaladispersiónyfaltadeuniformidad
entremuestras.Estafaltadeuniformidadsedebeaquelapiezaensayadaesmuypequeñaylaformaporlaquesehizoelvertidoespocoprecisoyaquesehizopor
mediode jeringuillas conuna graduación enmililitros (con escala cada0,2mL).Paragenerar lasprobetasdelensayo, lascualestambiénsirvieronparahacer las
pruebas de la máquina, se utilizaron distintas cargas del material. Primero se
utilizóunacargade3mLdecadacomponenterebosandoelmoldegenerandoportanto una pieza sólida. Las siguientes piezas por tanto se utilizan 2mL de cada
componente.Conestacargadematerial,elcualserealizaenunvasoparahacerla

35
mezcla de los componentes para posteriormente verterlo al molde. Con esto se
tieneunamasadeprobetacomprendidaentrelos2,18gramosylos3,41gramos.Como se puede apreciar no se tiene apenas uniformidad en el vertido y por esa
razón se opta por incluir la variable de la masa de la probeta. Realizando más
pruebas se generan probetas con una menor carga de material, 1 mL por cadacomponentemezcladoenunvasoyotrovertidode0,5mLde cada componente
vertidoendirectamenteenelmoldeymezcladoenél.Estasdosprobetas tienen
unacaracterísticaquesedemostrarámásadelante.Aquísemuestralatabladelosdatos obtenidos de las probetas realizadas con la resina E55 por medio del
rotomoldeo.
Tabla4. DatosdelasprobetasderesinaE55procesadasporrotomoldeo.
Nºdeprobeta
Códigodeprobeta Peso(gramos) Carga
máxima(KN)Rigidez(KN/mm)
Probetasresinade
poliuretanoAE55-PR55
1 E55_V1 2,46 0,9585 10,3412 E55_V2 2,87 1,3985 16,8273 E55_V3 3,41 1,9645 22,8144 E55_V4 2,57 1,0435 12,2335 E55_V5 2,18 0,4635 7,89846 E55_V6 1,35 0,653 7,69567 E55_V7 1,42 0,5625 6,3611
Media 2,322857143 1,006285714 12,0243
Como se puede apreciar hay bastante dispersión en los datos, no importa que
variablesecojasetienendistintosvalores.Estosedebeprincipalmenteaquelaspiezassonmuydistintasunasdeotras,solohayquefijarseenelpesoquevadesde
los1,35gramoshasta los3,41gramos loquehaceunadiferenciaentreellosdel
90% respecto a la pieza de menor peso. Para ver la relación que tienen lascaracterísticas de este material se hace una gráfica de la carga máxima que
soportanenrelaciónasupesodandolugaralasiguientegráfica.
Gráfica2: Cargamáximavspesodelasprobetashechasporrotomoldeo.
0,9585
1,3985
1,9645
1,0435
0,4635
0,653
0,5625
0,2
0,7
1,2
1,7
2,2
0 1 2 3 4
CARGA(KN)
PESO(gramos)
CARGAMAX-PESOE55VACIAS
E55_V1
E55_V2
E55_V3
E55_V4
E55_V5
E55_V6
E55_V7

36
Como muestra la gráfica hay una progresión en las probetas que más pesan
mientras que lasmenos pesadas se alejan de esa linealidad. Esto se debe, comomuestra la figura 29, a que lamayor parte delmaterial se queda alojado en las
basesenvezdedistribuirsedeformauniformealolargodetodoelinteriordela
probeta.Lasprobetasmás ligerasalnotenertantoexcedentedematerialquesequedeenlasbasessedistribuyemejoralolargodelinteriordandolugaraquehay
unamayorproporcióndematerialenlasparedeslateralesqueenlasprobetasmás
pesadas.
Figura29: Llenadodelaspiezasporrotomoldeo.
6.3.3 Probetasimpresas
Paratenerunaanalogíaconelmaterialutilizadoanteriormentesecreanlaspiezasde PLA impresas con características parecidas. Para ello se crean las 7 probetas
conlasdistintasdistribucionesinteriores.Aligualqueconlaspiezashuecas,para
comparar los distintos de relleno, se establece una dependencia de todas lasunidadesmedidasrespectoalpesodandolugaralasiguientetabla.Hayquetener
en cuentaqueno sehanensayado todas laspiezasdisponibles, almenosyparatenerunadispersiónsuficientesehanensayado3probetasporcadadisposición
como mínimo. En estas piezas no se dan datos de sus propiedades mecánicas
porquesonhuecas.Parapoderhacerunacomparacióncuantitativaserealizaunestudiodelasrigidecesdelasdistintasprobetas.

37
Tabla5. Datosdeloensayoshechoalasprobetasimpresas.
Piezasimpresas
Disposición Nºdeprobeta
códigodeprobeta
Peso(gramos)
Cargamáxima(KN)
Rigidez(KN/mm)
Cargamáximamedia(KN)
Rigidezmedia(KN/mm)
Pesomedio
Probetahueca
1 2,04
4,8048 41,6583 1,9882 2,03 3 H10A 1,94 4,6585 25,9434 H10B 2 5,0015 50,3165 H10C 1,93 4,7545 48,716
honeycomb20%
1 2,44
5,2241 52,8413 2,3642 2,34 3 H20A 2,35 5,2815 51,5574 H20B 2,36 5,133 52,9335 H20C 2,33 5,258 54,034
honeycomb40%
1 3,07
6,9623 65,123 3,0042 3,01 3 H40A 2,99 7,558 70,4674 H40B 2,97 6,6565 62,8155 H40C 2,98 6,6725 62,088
Rectilinear10%
1 1,65
3,6485 38,653 1,6122 1,58 3 R10A 1,6 3,571 37,9014 R10B 1,58 3,615 38,1225 R10C 1,65 3,7595 39,936
Rectilinear20%
1 2,06
4,5095 47,0223 2,07752 R20A 2,05 4,392 45,1723 R20B 2,11 4,557 48,7964 R20C 2,09 4,5795 47,0995 R20D
Rectilinear30%
1 2,53
5,3555 53,2343 2,4662 2,43 3 R30A 2,43 5,3155 54,6784 R30B 2,46 5,3235 51,1515 R30C 2,48 5,4275 53,874
Rectilinear40%
1 2,9
6,3062 62,0077 2,8242 R40A 2,81 6,3505 61,8283 R40B 2,8 6,2075 60,9064 R40C 2,81 6,2305 63,3475 R40D 2,8 6,4365 61,95

38
ComosepuedeapreciarasimplevistadelosdatosobtenidosdelaspiezasdePLA
esqueestematerialesmuchomásresistentequelaresinadepoliuretano.Lacargamáximadeladisposiciónmásligerallegahastaunacargamáximade3,5KNcon
un peso de 1,6 gramos. Como el proceso de construcción de estas piezas es
automático (pormedio de la impresora 3D), las piezas tienen unas propiedadesmuyparecidasunasaotrasyesosepuedeapreciarbienenlasiguientegráfica.
Gráfica3: Cargamáximavspesodelaspiezasimpresas.
Al contrario de lo que ocurría con las piezas creadas por el rotomoldeo, estassiguenunalinealidad.Estodemuestraqueloqueimportaenestaspiezaseselárea
de la secciónde la probetamás que la distribución que tenga. Por esta razón la
hueca,aunquesecreaquetienemenosáreaquelaR10,enverdadtienemásáreayelpesolocorrobora.Loqueocurreesqueenvezdetenerunaparedformadapor2
pasadasdelaimpresora,haciendoquesedepositemásmaterial,tiene3,haciendoquetodalasecciónseconcentreensuparteexteriorteniendoasíunmayorgrosor
depared.
Enlasiguientegraficasepuedevertambiénclaramenteelcomportamientodelas
distintasdisposicionesalolargodetodalapruebaquesehanhechoalasdistintas
probetas.
4,8048333335,224166667
6,962333333
3,6485
4,5095
5,3555
6,30625
3,4
3,9
4,4
4,9
5,4
5,9
6,4
6,9
7,4
1,5 1,7 1,9 2,1 2,3 2,5 2,7 2,9 3,1
CARGA(KN)
PESO(gramos)
Carga-Pesopiezasimpresas
Hueca
H20
H40
R10
R20
R30
R40
39
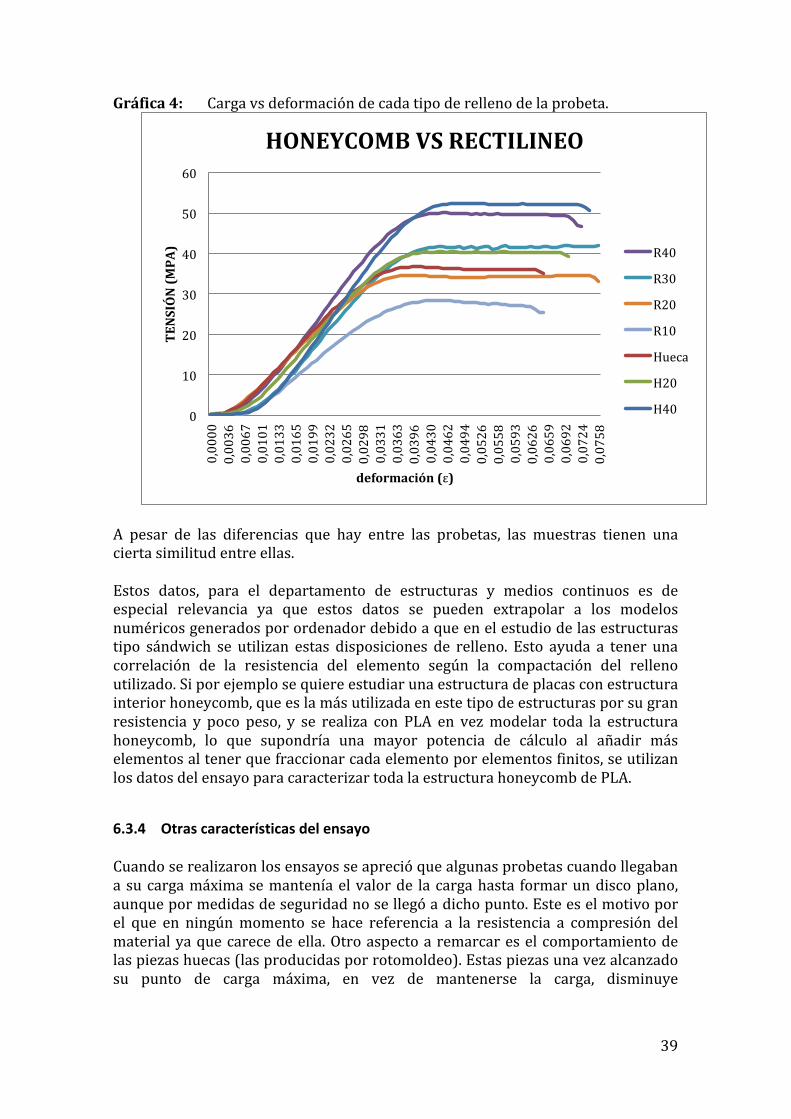
Gráfica4: Cargavsdeformacióndecadatipoderellenodelaprobeta.
A pesar de las diferencias que hay entre las probetas, las muestras tienen unaciertasimilitudentreellas.
Estos datos, para el departamento de estructuras y medios continuos es deespecial relevancia ya que estos datos se pueden extrapolar a los modelos
numéricosgeneradosporordenadordebidoaqueenelestudiodelasestructurastipo sándwich se utilizan estas disposiciones de relleno. Esto ayuda a tener una
correlación de la resistencia del elemento según la compactación del relleno
utilizado.Siporejemplosequiereestudiarunaestructuradeplacasconestructurainteriorhoneycomb,queeslamásutilizadaenestetipodeestructurasporsugran
resistencia y poco peso, y se realiza con PLA en vezmodelar toda la estructura
honeycomb, lo que supondría una mayor potencia de cálculo al añadir máselementosaltenerquefraccionarcadaelementoporelementosfinitos,seutilizan
losdatosdelensayoparacaracterizartodalaestructurahoneycombdePLA.
6.3.4 OtrascaracterísticasdelensayoCuandoserealizaronlosensayosseaprecióquealgunasprobetascuandollegaban
asucargamáximasemanteníaelvalorde lacargahasta formarundiscoplano,
aunquepormedidasdeseguridadnosellegóadichopunto.Esteeselmotivoporel que en ningúnmomento se hace referencia a la resistencia a compresión del
materialyaquecarecedeella.Otroaspectoaremarcareselcomportamientodelaspiezashuecas(lasproducidasporrotomoldeo).Estaspiezasunavezalcanzado
su punto de carga máxima, en vez de mantenerse la carga, disminuye
0
10
20
30
40
50
60
0,0000
0,0036
0,0067
0,0101
0,0133
0,0165
0,0199
0,0232
0,0265
0,0298
0,0331
0,0363
0,0396
0,0430
0,0462
0,0494
0,0526
0,0558
0,0593
0,0626
0,0659
0,0692
0,0724
0,0758
TENSIÓN(M
PA)
deformación(ε)
HONEYCOMBVSRECTILINEO
R40
R30
R20
R10
Hueca
H20
H40

40
paulatinamente. Esto se debe, tal y como muestra la siguiente figura, a que el
material pandea porque las paredes se deforman hacia dentro. Este pandeo sedebealarelaciónquehayentreelespesordelapareddelaprobetaylalongitud
queabarcadichoespesor.Esporelloqueesteefectono senotaen lasprobetas
vacíasdemayorpeso.Enlaimagenposteriorseveclaramenteelpandeoentodaslaspiezasmenosenla2queesunadelaspiezasdemayorpeso.
Figura30: Efectodepandeoenlaspiezasvacíascomparandoconlavacíademayorpeso.
Sehaobservadoenunelementoaisladodelaspiezasimpresas,específicamenteen
laR10A,que tambiénsehaproducidoesteefectodepandeo.Sinembragonoha
habido consecuencias sobre el ensayo ya que los valores que se han tenido encuentahansidolosdelacargamáximasoportadasobreelmismo.Elrestodelas
piezas se han comportado de una forma parecida entre sí, al cargarse han idoensanchándosetransversalmenteperosinllegarahaberroturadelmaterial.Enla
siguiente imagen se muestra claramente el efecto de pandeo en la pieza en
cuestión.
Figura31: Deizquierdaaderecha1)lapiezapandeada,2)unapiezanoensayaday3)una
concomportamientonormal.

41
Gráfica5: Ensayodemuestrapandeadaymuestraconcomportamientonormal.
(laspiezaselegidassonlasdelaimagenanterior)
6.4 Conclusionesdelensayo
El ensayo ha revelado algunas de las características de estos materiales que sedesconocíanenunprincipio.Elcualsebasaenquelacargamáximasemantienea
lolargodeladeformaciónplástica.Enunplásticorígido,durantelaplastificación
lacargaaumenta ligeramentehastaqueseproduce laroturadelmaterial.En losplásticos utilizados si no se genera el efecto de pandeo se mantiene la carga
durante la parte de deformación plástica, hasta que se transforma en un disco
plano. Para corroborar lo dicho aquí están las imágenes de unasmuestras de lodichoanteriormentejuntoconsusgráficascompletasdesucomportamientoenel
ensayo.
Figura32: Losdistintoscomportamientosdelosmaterialesenelensayo.
0
1
2
3
4
5
6
7
Carga(KN)
deformación(ε)
Pandeovsplastiiicación
R10C
R40D

42
Gráfica6: Comportamientodelasprobetasdelaimagen.
0
0,5
1
1,5
2
2,5
3
3,5
Carga(KN)
deformación(ε)
Comportamientosdelensayo
E55_V1
E55_R4
43
7. PRESUPUESTOElpresupuestodelamáquinaeselqueserelataacontinuación.Hayqueteneren
cuentaquealgunosprecioscomoeldelastuercasylostornillossecuentasuparteproporcional debido a que las piezas restantes pueden ser utilizadas para otros
usos.Sinembargolaspiezasquesobrenyseanmásespecíficascomoeselcasode
losejesylosperfilesNikai,secuentaelprecioporelloteadquiridosinimportarlacantidad que haya sobrado. Otro aspecto a tener en cuenta en los precios aquí
mostrados,sonlasposiblesrebajasporadquisicióndeunnúmerodeterminadode
unidades,comohapasadoenelcasodelasescuadrasylosrodamientos.
Graciasalosmediosdelosquedisponeeldepartamentodeestructurasymedioscontinuossehapodidocontarconunanavedondesehacortadoyperforadolos
perfiles.Asuveztambiénsetieneaccesoaunaimpresora3D,dondesehanhecho
algunasde laspiezascomopuedenser lasplacas.Paracalcularel costedeestoselementos,serealizasegúnlacantidaddeplásticoutilizadoysupreciototalseráel
pesodelasplacasporelprecioporkilogramopromediodelplásticoutilizado,queeneste casoesPLA.Amodo comparativo se incluyeelpreciode loquehubiese
costadoestasmismasplacassisehubiesenencargadoaunaempresaexternaalgo
que se barajó enunprincipio en el proyecto. Estas piezas seríanunasplacas deacero de 1,5 mm de espesor procesadas por la empresa Lasertek y con una
geometríamássimplequeconlaimpresora3D.
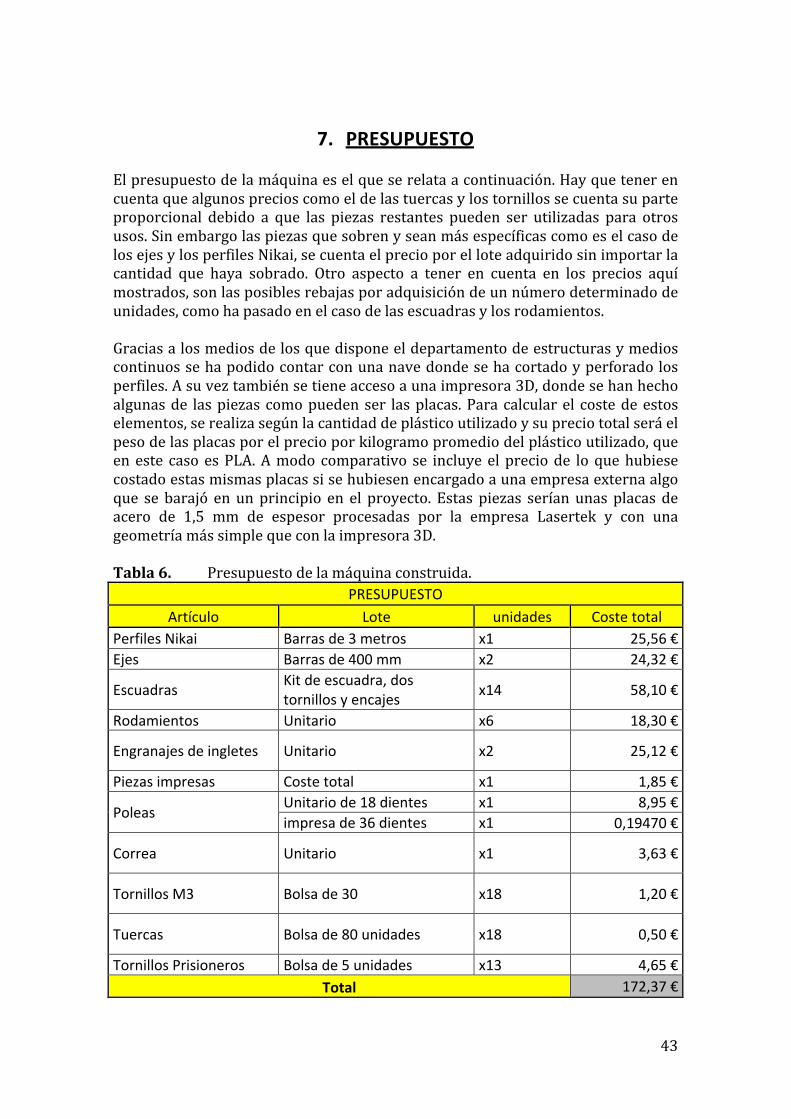
Tabla6. Presupuestodelamáquinaconstruida.
PRESUPUESTOArtículo Lote unidades Costetotal
PerfilesNikai Barrasde3metros x1 25,56€Ejes Barrasde400mm x2 24,32€
Escuadras Kitdeescuadra,dostornillosyencajes x14 58,10€
Rodamientos Unitario x6 18,30€
Engranajesdeingletes Unitario x2 25,12€
Piezasimpresas Costetotal x1 1,85€
PoleasUnitariode18dientes x1 8,95€impresade36dientes x1 0,19470€
Correa Unitario x1 3,63€
TornillosM3 Bolsade30 x18 1,20€
Tuercas Bolsade80unidades x18 0,50€
TornillosPrisioneros Bolsade5unidades x13 4,65€Total 172,37€

44
Lasplacas,queenprincipioibanaserprocesadasporLasertek,teníanuncostede81€siendoésteelcostedelaspiezasdelaprimeraevoluciónyaexplicadasenel
apartadodelaeleccióndeldiseño.Estaspiezaseranlomássimplesposiblespara
quesepudiesenprocesarpordichaempresa.Comosepuedeapreciarladiferenciadeprecioesalgoatenerencuentayaqueladiferenciaesde79,15€,ademáscon
laspiezasimpresassepuedenhacerdiseñosmáscomplejos.Alcostepormaterial
delaspiezasimpresastambiénselehaañadidoelcostedelaelectricidadqueharequeridolamáquinapararealizarlaspiezas.Estecosteaunquefuesepequeñoen
comparaciónconeldelmaterialhayque tenerloencuentaparaque loscálculosdelcostedelamáquinaseanlomásfiableposibles.
Comosepuedeapreciarnose incluyeelprecionidelmoldedesiliconanide laspiezascreadasparahacer lasprobetas.Estosedebeaqueestecoste seengloba
dentrodeloscostesdeoperaciónynoenloscostesdelamáquina.Otroaspectoatenerencuentaesquenosehaincluidoelcostedeltiempoquehahechofaltapara
eldesarrollo,montajeyfabricacióndelamáquina.
Resumiendoloscostesanteriormentemostrados,sepuedeconcluirquegraciasa
la inclusión de las piezas hechas por impresión 3D se reduce de forma
considerableelprecio totalde lamáquina,debidoaquesino lasplacasdeacerosupondríanelmayordesembolsodelamáquina.
7.1 PresupuestoalternativoAligualqueconlasplacasdeacerotambiénsebarajóotrodiseñoválido.Porestarazón se ha realizado un presupuesto alternativo con las piezas con las que se
hubiese realizado la máquina si hubiese tenido más peso el motivo económico
antes que el estructural. El diseño en el cual se basa este presupuesto es elpresentadoanteriormenteenelapartadorelacionadoalaeleccióndeldiseñoque
teníapornombre“terceraopción”.Comosebasaenlosmismosprincipiosqueeldiseñofinal(lautilizacióndeperfilesconcarasplanas)sepuedenutilizarmuchasde las piezas presentes en el diseño final. Las únicas variaciones que sufre este
presupuestovienedadopor laeleccióndeperfilesrectangularesde30x15mm,loscualesvanunidosporescuadrasplanasquevanunidasalosperfilespormedio
dedostornilloscomomínimoporcadaescuadra.

45
Figura33: Escuadrasplanas.
En la siguiente tabla se adjunta el presupuesto propuesto anteriormente pero
variando los elementos que cambian en este segundo modelo. También como
prevalece que el valor económico de la máquina sea lo más bajo posible conrespectoalaestructural,sehanrealizadoloscálculoshaciendoquecadaescuadra
vaya fijadopor tan solo2 tornillos envezde los4 tornillosquepodría albergarparaaportaralaestructuraunamayorderigidez.
Tabla7. Presupuestodeldiseñoalternativo.
PresupuestoAlternativoArtículo Lote unidades Costetotal
Perfiles Pormetros x3 10,35€Ejes Barrasde400mm x2 24,32€
Escuadrasplanas90°
Escuadracontornillosenparalelo(loteunitario) x20 6€
Escuadracontornillosenperpendicular(loteunitario) x8 2,00€
Rodamientos Unitario x6 18,30€Engranajesdeingletes Unitario x2 25,12€
Piezasimpresas Costetotal x1 1,85€
PoleasUnitariode18dientes x1 8,95€Impresade36dientes x1 0,1947€
Correa Unitario x1 3,63€TornillosM3 Bolsade30 x74 5,00€Tuercas Bolsade80unidades x74 2,04€TornillosPrisioneros Bolsade5unidades X13 4,65€
Total 112,40€Como se puede apreciar la diferencia de precio entre los dos montajes es
claramente significativa, específicamente59,97€,pero alno ser el único factor ateneren cuentaenelmontajedefinitivo, lamáquina se realizópormediode los

46
perfilesNikai, siendosusencajesparamantenerlo firme lamayor carga sobreel
presupuestofinal.
Las características más significativas que cambiarían de un modelo a otro son
comounir losmarcos entre sí. En la siguiente foto semuestran losdos tiposdefijaciones.
Figura34: Fijacionesdelosperfiles.

47
8. CONCLUSIONESEnesteproyectosehaconseguidohacerunamáquinaderotomoldeototalmentea
medida y de bajo coste, pero a su vez utilizando unos materiales que si lascondiciones de las piezas fuesen distintas harían que el diseño siguiese siendo
válidoaunqueconunadistintaescala.Estosedebealautilizacióndelosperfiles
nikaiquerepresentanelpilarcentraldelsoportedelrestodepiezasdelamáquina.Estoesdebidoasusmúltiplesutilidadesdentrodelámbitoindustrialgraciasaque
esunbuenelementodesoporteestructural.
También aunque el rotomoldeo sea un método que tiene una capacidad de
producciónrelativamentebaja,enesteprocesoderotomoldeosepuedeaumentarlaproducción incluyendomásmoldes.Estosedebeaquemientras laspiezasya
pasadaspor el rotomoldeo se endurecen sepuede ir haciendootrapieza, por lo
quesepodríaincrementaraldoblelaproducciónnormal.Sisequiereincrementaraúnmásesaproducción,sepodríaadoptarlaopcióndetenermásdeunamáquina,
que gracias a su tamaño compacto, en un espacio reducido se podrían colocarvariasmáquinas.
Lamáquinahasidodiseñadademodoqueningunaoperaciónrequieradeutillajeespecialylasplacas,apesardeutilizarunatecnologíarelativamentenovedosa,no
sondifícilesdeconseguirgraciasalaugedelasimpresoras3Dtantoenelámbito
industrial comoeneldoméstico.Laspiezas3Ddebidoa lasdistintas toleranciasquetienenlasimpresorashayqueajustarlasmedidasparaqueencajenlaspiezas
sinholguras.
La manera de caracterizar las piezas ensayadas se han hecho de la forma más
simpleposibleperonoporellonoesválida.Alaspiezasimpresassepodríanhaberhechounestudiomásexhaustivohaciendounestudiotensionaldelasfuerzaspor
cadapartedelapieza.
Para trabajos futuros sobre la máquina de rotomoldeo queda pendiente la
inclusión de un motor eléctrico capaz de controlar de una manera uniforme lavelocidad de giro, además esto generaría un mejor acabado de las piezas. Otra
mejorafuturaeselhacerunenganchepolivalenteparaagarrardelamejorforma
posible los distintos moldes a los marcos. Éste debe de ser válido para toda lavariedaddepiezasqueserequieranhacerconlamáquinaenunfuturo.
48
9. BIBLIOGRAFIAASOCIADAALPROYECTOEstadodelarte Contenidoobtenidodelossitioweb:
Textoscientíficos.Moldeado,inyección,extrusión.Disponibleen:http://www.textoscientificos.com/polimeros/moldeado
TecnologíadePlásticos.RotomoldeoII.Disponibleen:http://tecnologiadelosplasticos.blogspot.com.es/2011/12/rotomoldeo-
ii.html
Eleccióndeldiseño
SOLIDWORKS®3DCAD.Versión2014.
Propiedadesdelmaterialaprocesar
ASTMInternational.Standardtestmethodforcompressivepropertiesofrigidplastics.Designation:D695–02a.
Presupuesto
Artículosdelamáquina.
TiendaRscomponents.Disponibleen:http://es.rs-online.com/web/
Artículosdelpresupuestoalternativo.
TiendaAlcaglas.Disponibleen:
http://www.alcaglas.com/producto.php?codigo=tubo-cuadrado-aluminioal1506&foto=3
TiendaLeroyMerlin.Disponibleen:http://www.leroymerlin.es
Propiedadesdelasresinas
ResinadepoliuretanoE55confichatécnicaycaracterísticasdelos
monómeros.TiendaFeroca.Disponibleen:http://www.feroca.com/es/resinas-poliuretano/67-feropur-pr55-e55-
resina-poliuretano-rigida.html

49
ANEXO

50
10. RECOMENDACIONESTras la fabricación de la máquina y probarla se aconseja tener en cuenta las
siguientesrecomendacionessisequierenhacerdeunamaneraóptimalaspiezasenlamáquinaderotomoldeo:
• Antes de realizar cualquier acción con la máquina asegúrense de que lamáquinasehallesujetaaalgofirmeporpartedesuspatas.Estoayudaráa
quelamáquinagireconmásfacilidadademásdehacerquelamáquinanosetrasladedesuposición.
• Antesdemanipular losmonómerosdelbicomponente leerdetenidamentelasinstruccionesdeseguridaddeusoqueproveeelfabricantesobreestos
materiales ya que pueden provocar lesiones físicas si no se tienen lasconsideracionespertinentes.
• Al verter la resina de poliuretano en el molde, para tener un mejor
resultado en la pieza final, el material se tiene que distribuiruniformementepor lasparedesdelmolde. Para ello cuando se empiece a
darvueltasalmolde,laresinadebeserlomáslíquidaposibledeesemodo
el plástico se quedará alrededor del molde eficientemente. Si cuando seempieza a girar lamáquina y el poliuretanono fluyebien la piezapodría
quedarseincompleta.
• Al igualque la recomendaciónanterior,parasacar lapiezadelmoldehayque estar seguro que la pieza ha endurecido por completo. Si no ha
endurecido y se saca puede salir deformada y por tanto desechada. El
moldesepuedesacardelamáquinaderotomoldeocuandoseestáseguroqueelplásticonofluyeperodelmoldenosepuedesacarhastaquenoestá
dura.
• Antes de dar alguna vuelta a la máquina hay cerciorarse de que no hay
ningúnelementoenlatrayectoriadeningúnelementodelamáquina.Silohubiesenosedeberíamoverlamáquinahastaqueseapartenlascosas,en
casocontrariopodríaprovocarlaroturadelamáquinaolesionesfísicas.
• Paraevitardiscontinuidadesenelmaterial,hayqueasegurarsequeseechasuficientematerial comoparapoderrellenar todas lasparedesdelmolde,
encasocontrariolapiezatendráagujerosyportantolapiezanoseráválida
ydeberáserdesechada.
51
11. INTRUCIONESDEMONTAJE
Esta es una recomendación de cómo realizar el montaje de la máquina de unaformacorrectademodoquetodoencajeacordeacomosehadiseñadolamáquina.
Aunque haya muchas formas de montarla, aquí se indica la forma en la que se
procede en el proyecto. Por esta razón se recomienda que se sigan estasinstruccionesparaelbuenfuncionamientodelamáquina.
Pasosaseguir
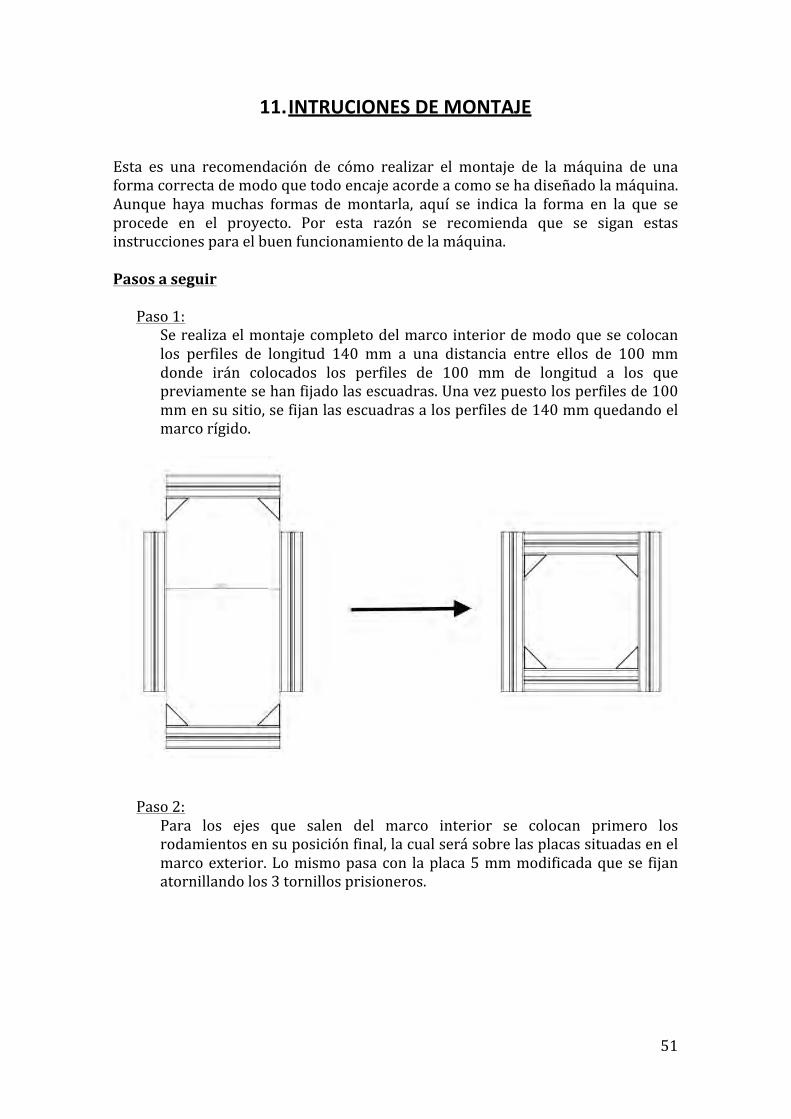
Paso1: Serealizaelmontajecompletodelmarcointeriordemodoquesecolocan
los perfiles de longitud 140 mm a una distancia entre ellos de 100 mm
donde irán colocados los perfiles de 100 mm de longitud a los quepreviamentesehanfijadolasescuadras.Unavezpuestolosperfilesde100
mmensusitio,sefijanlasescuadrasalosperfilesde140mmquedandoelmarcorígido.
Paso2:
Para los ejes que salen del marco interior se colocan primero losrodamientosensuposiciónfinal,lacualserásobrelasplacassituadasenel
marcoexterior.Lomismopasacon laplaca5mmmodificadaquese fijanatornillandolos3tornillosprisioneros.

52
Paso3:
Unavezhechoestosecolocanlasplacasquesealojanporlaparteexternadelmarcointeriorysehacenpasarlosejesporlosagujerospracticadosen
elperfilhastaelfinaldondeseponelaplacadenominadacomoplaca5mm.Paramantenerlasplacasfijasseatornillanentresíalperfil.

53
Paso4:
Teniendo montado el marco interior se empieza el montaje del marcoexteriorfijandolasplacascorrespondientesalosperfiles270mmdondese
alojaránlosejesprovenientesdelmarcointerior.
Paso5:
Se colocan los perfiles de 270 mm haciéndolos pasar por los ejes antes
citados hasta su posición final definida por los rodamientos antescolocados.

54
Paso6:
Secolocaloquerestadelmarcoexteriorporelmismoprocedimientoqueenelmarcointerior(Paso1).Sefijanprimerolasescuadrasalosperfilesde
187 mm, se hacen deslizar hasta su posición final y se fija al perfil
perpendicular,elperfilde230mm,quedandoasímontadoelmarcointerioryelexterior.
Paso7: Losejesquerestanpasanatravésdelmarcoexteriorysemontancomoen
el marco interior (Paso 2). Se colocan primero los rodamientos en su
posiciónfinal,lacualserásobrelasplacassituadasenelperfildelsoportede lamáquina y las placas 5mmmodificadas se fijanpormediode los 3
tornillos prisioneros. Además en el eje que transmite el giro al marco
secundariosecolocalapolea.
55
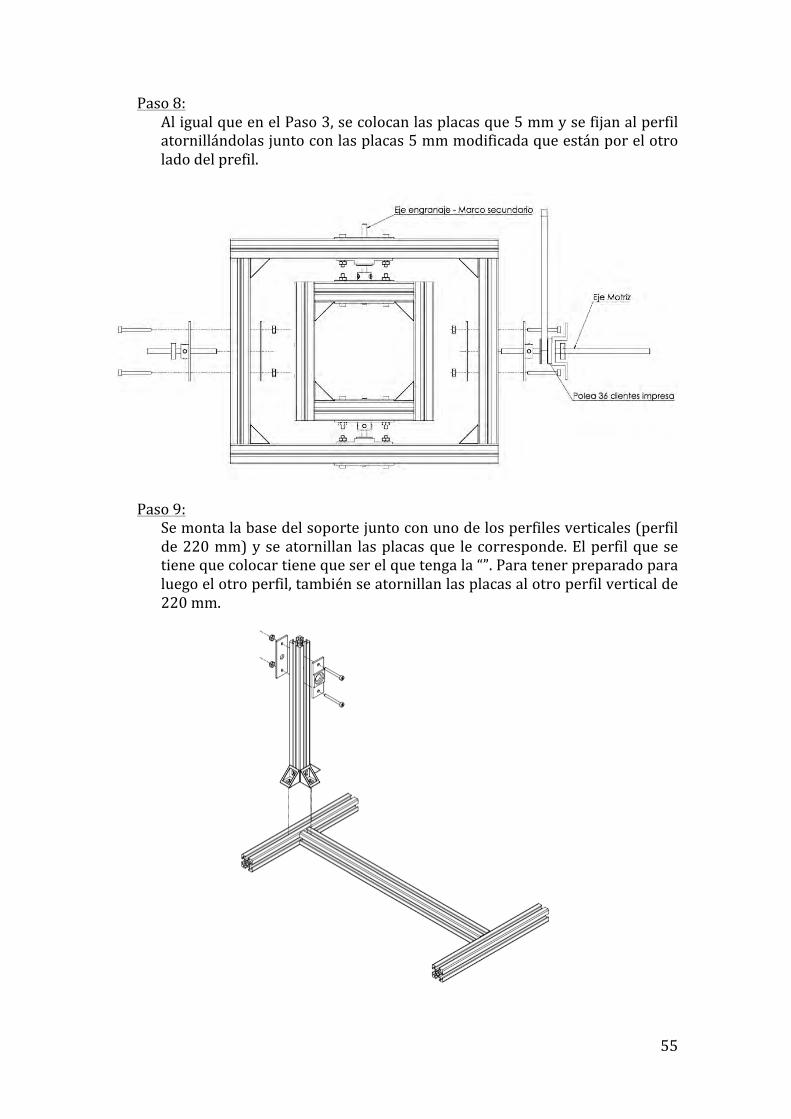
Paso8:
AligualqueenelPaso3,secolocanlasplacasque5mmysefijanalperfilatornillándolasjuntoconlasplacas5mmmodificadaqueestánporelotro
ladodelprefil.
Paso9: Semontalabasedelsoportejuntoconunodelosperfilesverticales(perfil
de220mm)yseatornillan lasplacasque lecorresponde.Elperfilquesetienequecolocartienequeserelquetengala“”.Paratenerpreparadopara
luegoelotroperfil,tambiénseatornillanlasplacasalotroperfilverticalde
220mm.
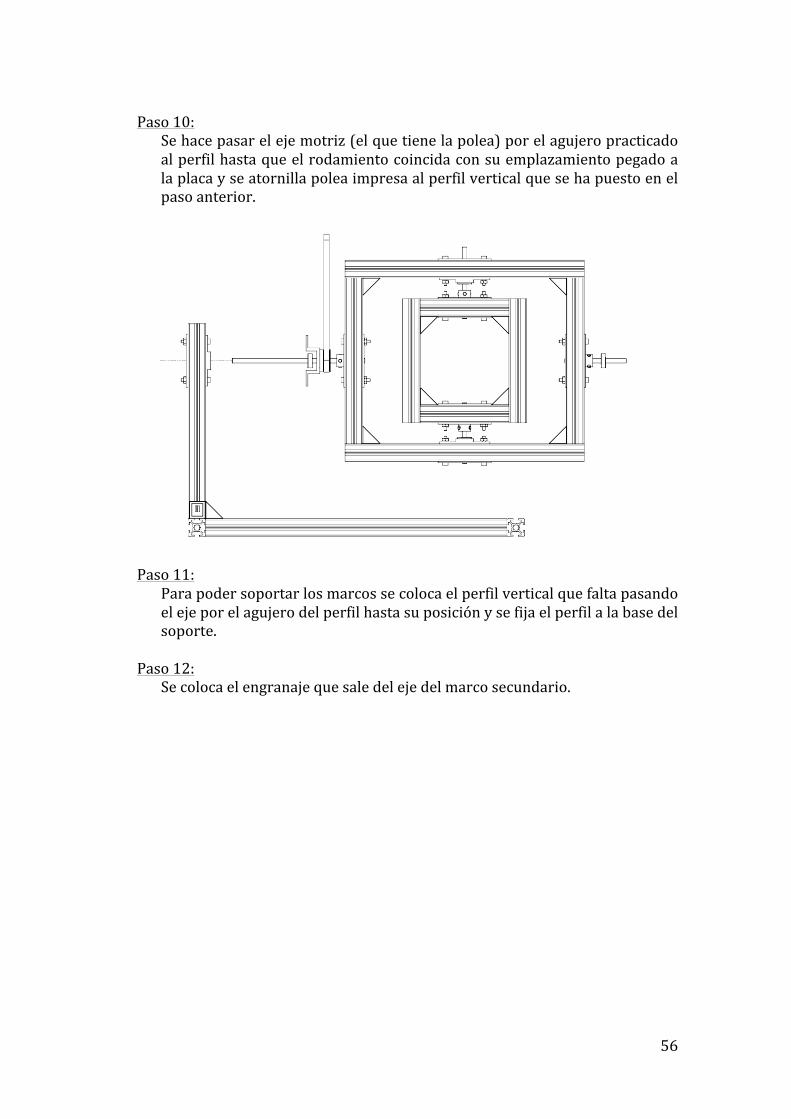
56
Paso10: Sehacepasarelejemotriz(elquetienelapolea)porelagujeropracticado
alperfilhastaqueelrodamientocoincidaconsuemplazamientopegadoa
laplacayseatornillapoleaimpresaalperfilverticalquesehapuestoenelpasoanterior.
Paso11: Parapodersoportarlosmarcossecolocaelperfilverticalquefaltapasando
elejeporelagujerodelperfilhastasuposiciónysefijaelperfilalabasedelsoporte.
Paso12: Secolocaelengranajequesaledelejedelmarcosecundario.
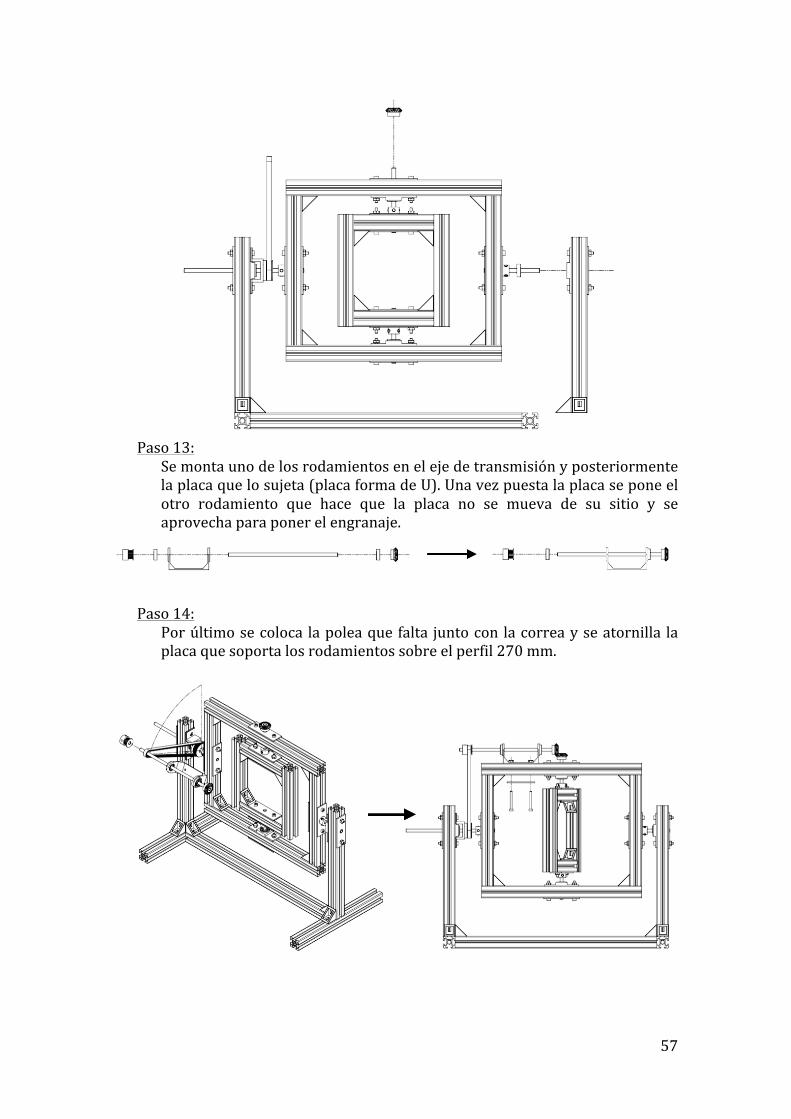
57
Paso13:
Semontaunodelosrodamientosenelejedetransmisiónyposteriormentelaplacaquelosujeta(placaformadeU).Unavezpuestalaplacaseponeel
otro rodamiento que hace que la placa no se mueva de su sitio y seaprovechaparaponerelengranaje.
Paso14: Porúltimosecoloca lapoleaquefalta juntocon lacorreayseatornilla laplacaquesoportalosrodamientossobreelperfil270mm.

58
Conestolamáquinayaestaríacompletaylistaparaserutilizadaygenerarpiezas
pormediodelatécnicadelrotomoldeo.

187 2
0
43,50
21,75
71,75
R3 R1,50
21,75
43,50
33
270
113,25 50
20 R3
R1,50
R1,50 R1,50
6
R1,50
4
R3
1,50
5,50
20
Escala 1:1
Perfiles 270 mmy 187 mm
A4
HOJA 1 DE 16ESCALA:1:2
DIBUJOTÍTULO:
ROTOMOLDEO

20
100
21,75
43,50 28,25
R3
R1,5
0
6
R1,50
4
R3
1,50
5,50
20
140
20
Escala 2:1
Perfiles 100 mm y 140 mm
A4
HOJA 2 DE 16ESCALA:1:1
DIBUJOTÍTULO:
ROTOMOLDEO
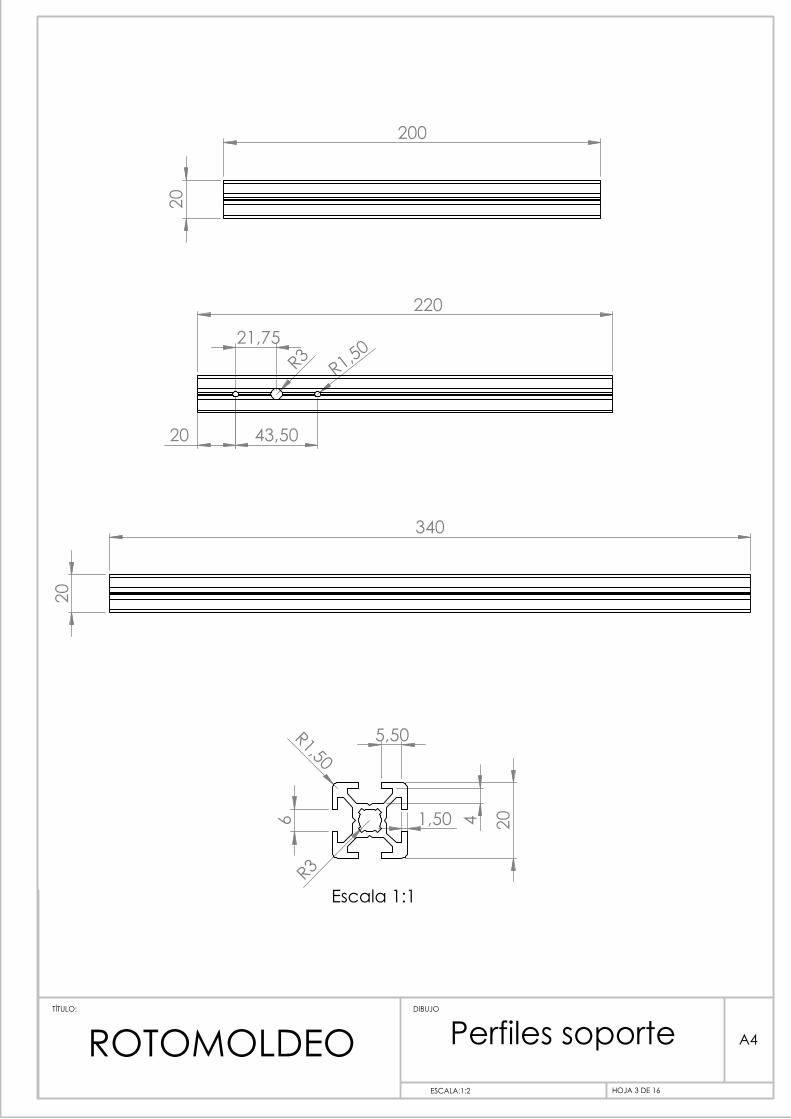
200
20
340
20
220
20
21,75
43,50
R3 R1,50
6
R1,50
4
R3
1,50
5,50
20
Escala 1:1
Perfiles soporte A4
HOJA 3 DE 16ESCALA:1:2
DIBUJOTÍTULO:
ROTOMOLDEO
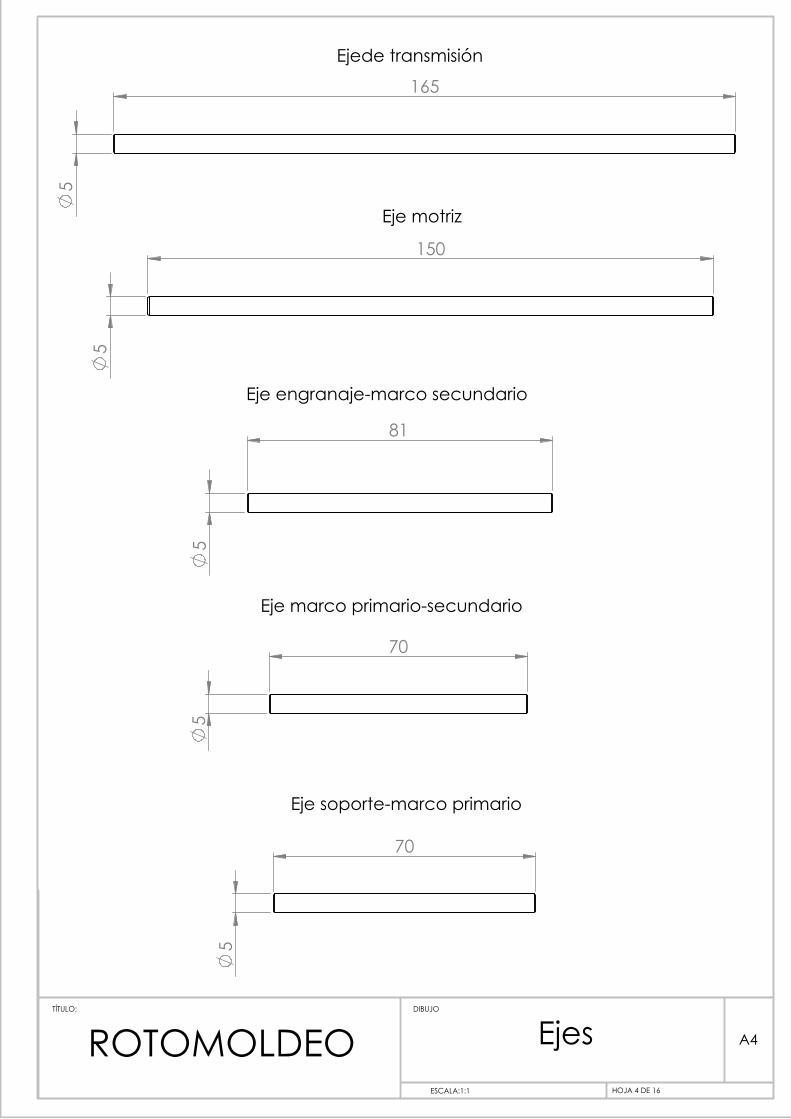
5
81
Eje engranaje-marco secundario
5
70
Eje marco primario-secundario
5
150
Eje motriz
165
5 Ejede transmisión
5
70
Eje soporte-marco primario
Ejes A4
HOJA 4 DE 16ESCALA:1:1
DIBUJOTÍTULO:
ROTOMOLDEO
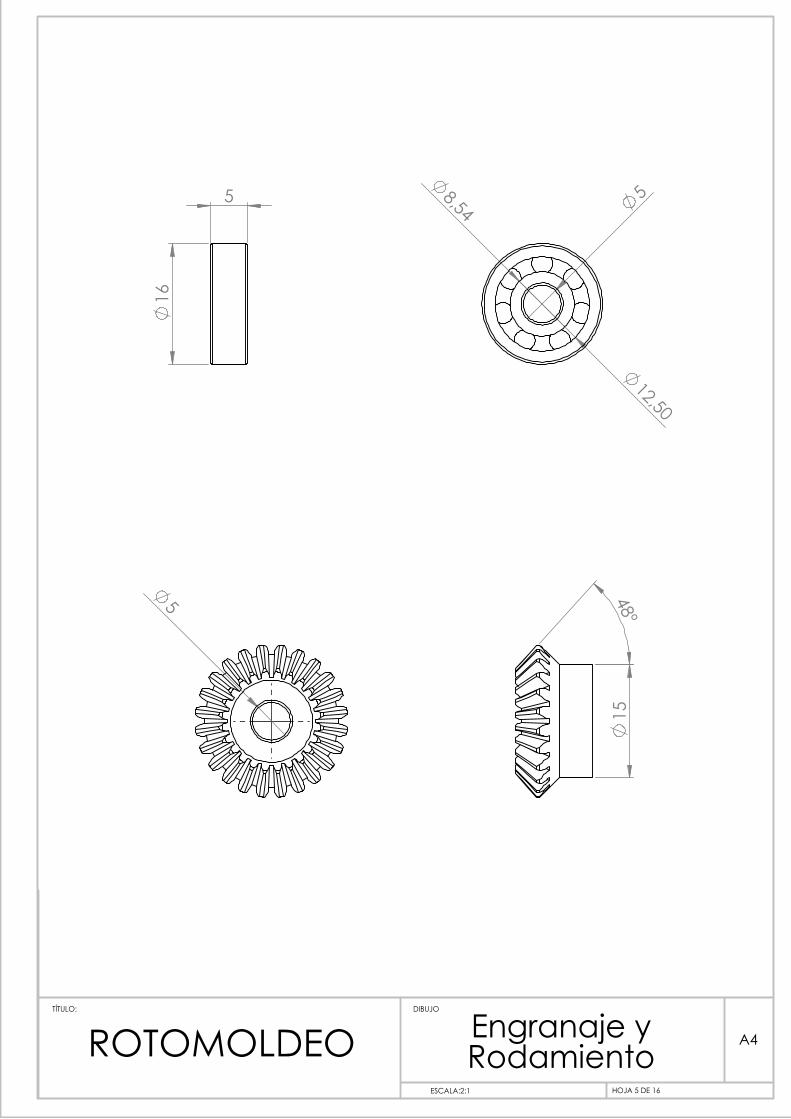
5
16
15
48º
5
8,54
12,50
5
Engranaje yRodamiento
A4
HOJA 5 DE 16ESCALA:2:1
DIBUJOTÍTULO:
ROTOMOLDEO
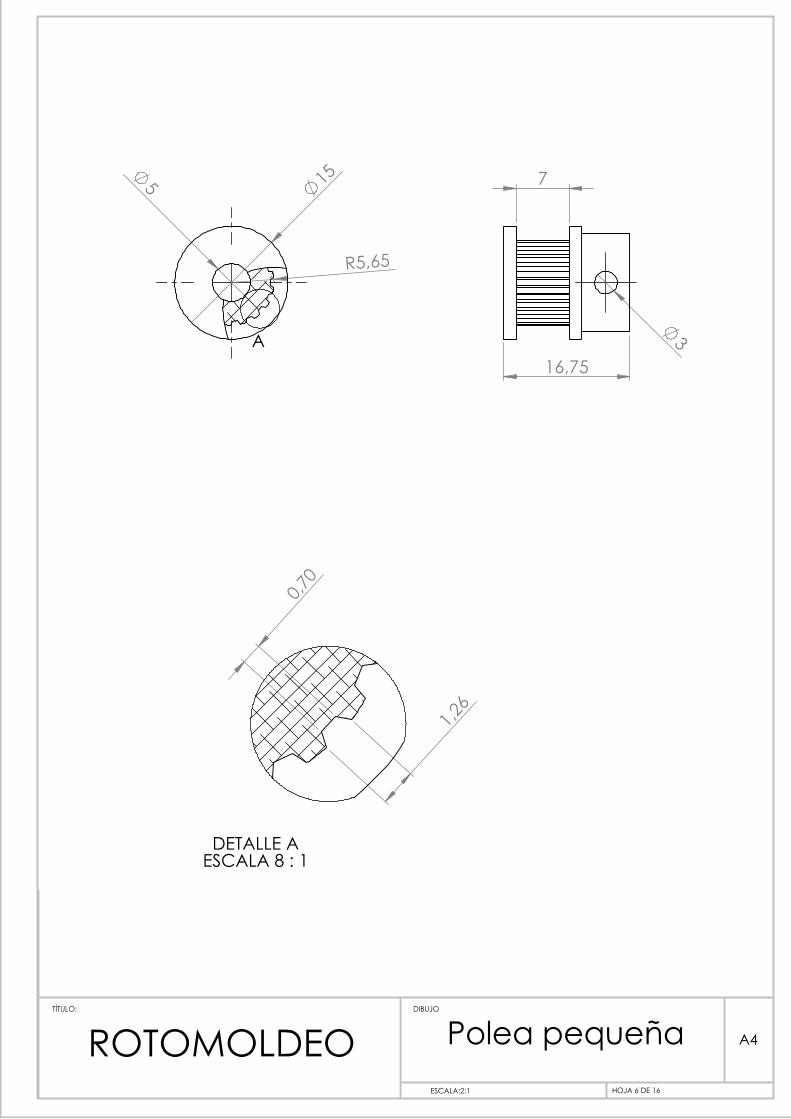
5
15
R5,65
A
7
16,75
3
0,70
1,26
DETALLE AESCALA 8 : 1
Polea pequeña A4
HOJA 6 DE 16ESCALA:2:1
DIBUJOTÍTULO:
ROTOMOLDEO

1,5
0
47
33
20
7
3
22
3,50 5
60
7,50 8,5
0
33,
50
11
16
,90
22,
50
33
13,50
22
Placa simple
Placa forma de U
Placas impresas 1 A4
HOJA 7 DE 16ESCALA:1:1
DIBUJOTÍTULO:
ROTOMOLDEO

20
2 60
3,70
5,70
43,50
21,75
3,70
43,50
21,75
B
B
4
8
5,
70
13
,70
1,50
SECCIÓN B-B
Placa 5 mm modificada
Placa 5 mm
Placas impresas 2 A4
HOJA 8 DE 16ESCALA:1:1
DIBUJOTÍTULO:
ROTOMOLDEO
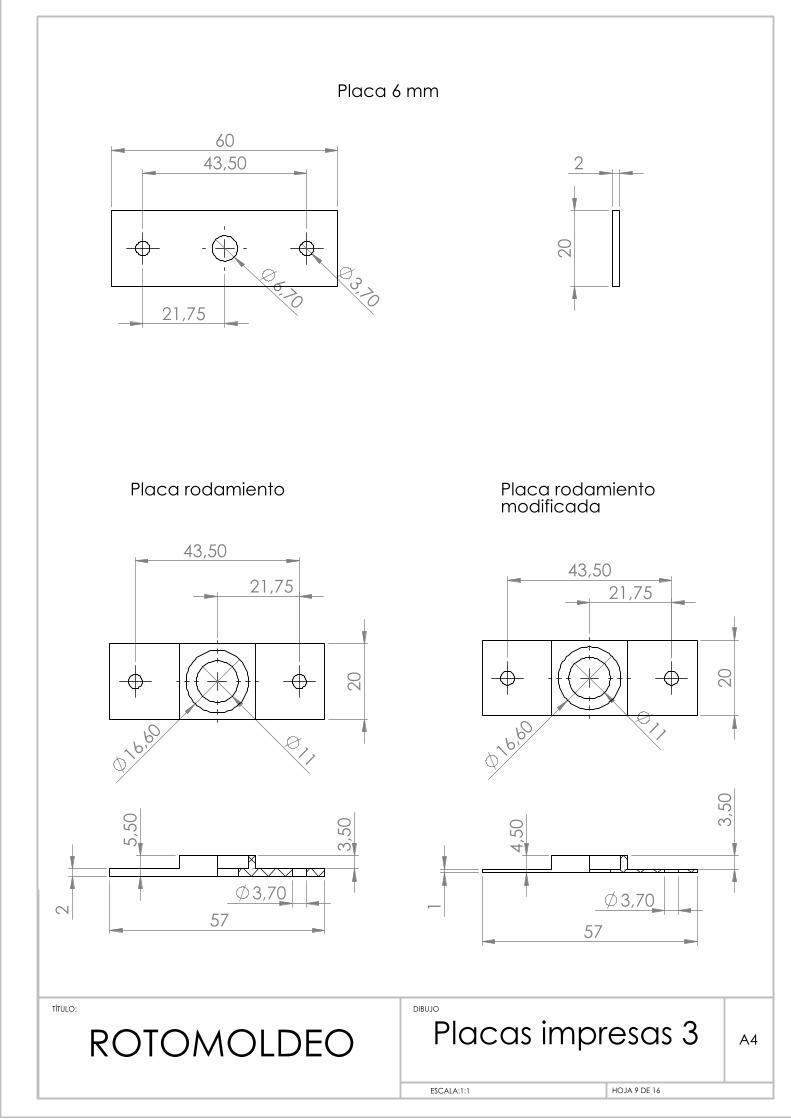
2
20
6,70
3,70
60 43,50
21,75
16
,60
11
43,50
21,75
20
3,5
0
2
57 3,70
5,5
0 3,5
0
1
57
3,70
4,5
0
43,50 21,75
11
16
,60
20
Placa 6 mm
Placa rodamiento Placa rodamientomodificada
Placas impresas 3 A4
HOJA 9 DE 16ESCALA:1:1
DIBUJOTÍTULO:
ROTOMOLDEO
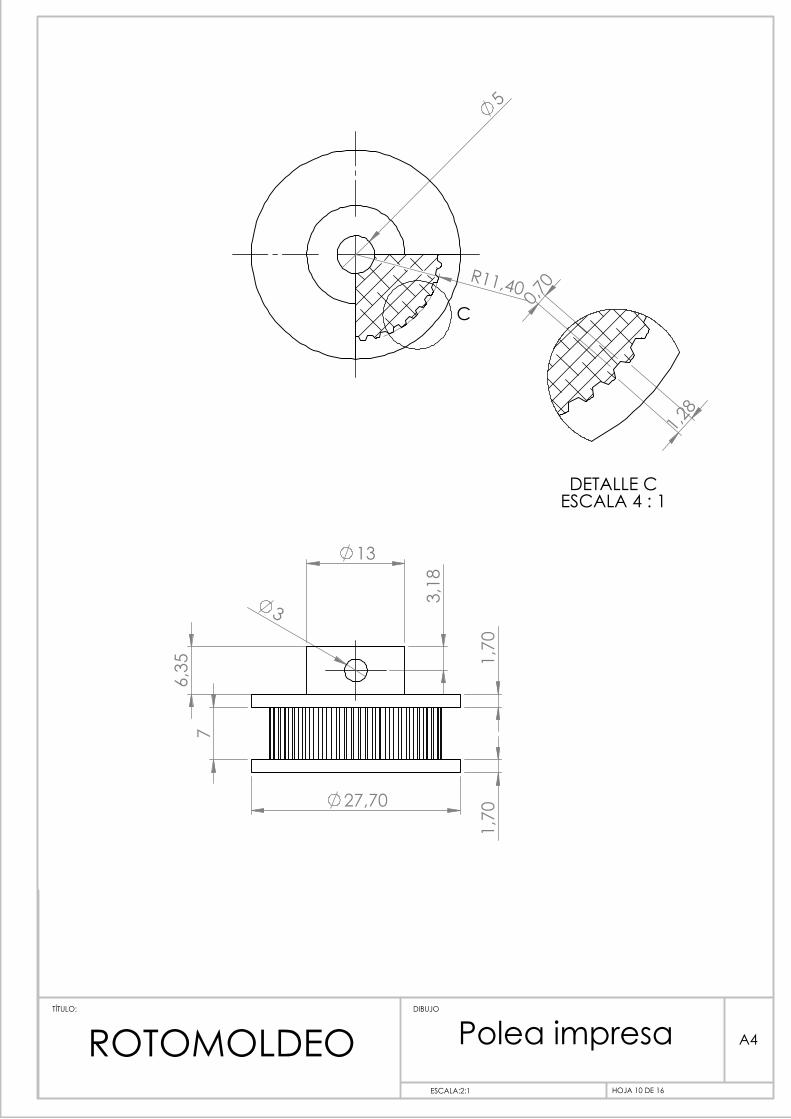
5
R11,40 C
1,28
0,70
DETALLE CESCALA 4 : 1
3
3,1
8
13
7
27,70
1,7
0 1
,70
6,3
5
Polea impresa A4
HOJA 10 DE 16ESCALA:2:1
DIBUJOTÍTULO:
ROTOMOLDEO

145
20
6
2,50
70
C
20
15
4
5,70
15
DETALLE CESCALA 2 : 1
Manivela A4
HOJA 11 DE 16ESCALA:1:1
DIBUJOTÍTULO:
ROTOMOLDEO

100
100
120
140
N.º DE ELEMENTO N.º DE PIEZA MATERIAL CANTIDAD
1 Perfil 100 mm Aluminio 22 Perfil 140 mm Aluminio 23 Escuadra Aluminio 44 Placa 5 mm modificada PLA 2
5 Prisionero Acero 6
6 Placa 5 mm PLA 27 Tuerca Acero 48 Tornillo Acero 4
Marco interior A4
HOJA 12 DE 16ESCALA:1:2
DIBUJOTÍTULO:
ROTOMOLDEO

187
230
33
20
22,
50
N.º DE ELEMENTO N.º DE PIEZA MATERIAL CANTIDAD
1 Perfil 187 mm Aluminio 2
2 Perfil 270 mm Aluminio 2
3 Escuadra Aluminio 4
4 Placa 6 mm PLA 2
5 Prisionero Acero 6
6 Placa 5 mm PLA 1
7 Placa 5 mm modificada PLA 2
8 Tuerca Acero 10
9 Tornillo Acero 10
10 Placa rodamiento PLA 2
11 Placa U PLA 212 Placa Simple PLA 1
Marco exterior A4
HOJA 13 DE 16ESCALA:1:2
DIBUJOTÍTULO:
ROTOMOLDEO

220
306
Placa rodamientomodificada
200
340
178
,25
N.º DE ELEMENTO N.º DE PIEZA MATERIAL CANTIDAD
1 Escuadra Aluminio 6
2 Perfil 220 mm Aluminio 2
3 Perfil 340 mm Aluminio 1
4 Perfil 200 mm Aluminio 2
5 Placa 6 mm PLA 2
6 Tornillo Acero 4
7 Tuerca Acero 4
8 Placa rodamiento PLA 1
9 Placa rodamiento modificada PLA 1
10 Polea impresa PLA 1
Soporte A4
HOJA 14 DE 16ESCALA:1:4
DIBUJOTÍTULO:
ROTOMOLDEO
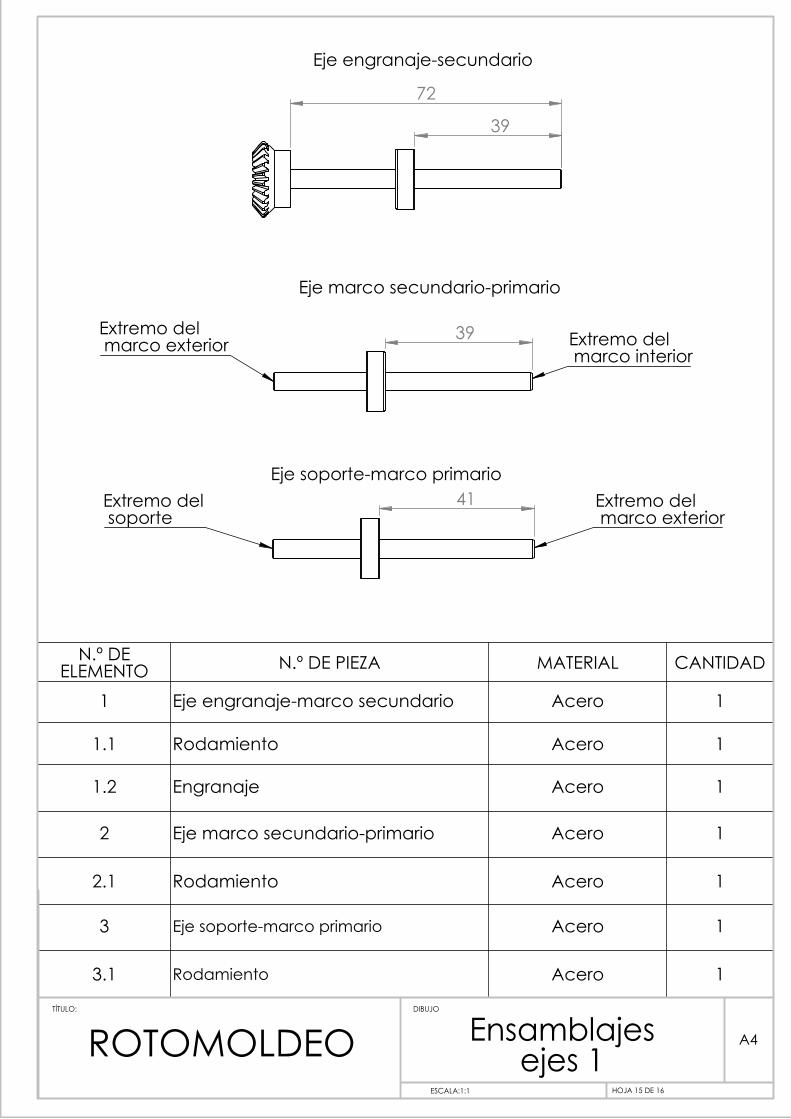
39
72
39 Extremo del marco interior
Extremo del marco exterior
Eje soporte-marco primario 41 Extremo del
marco exteriorExtremo del soporte
Eje engranaje-secundario
Eje marco secundario-primario
N.º DE ELEMENTO N.º DE PIEZA MATERIAL CANTIDAD
1 Eje engranaje-marco secundario Acero 1
1.1 Rodamiento Acero 1
1.2 Engranaje Acero 1
2 Eje marco secundario-primario Acero 1
2.1 Rodamiento Acero 1
3 Eje soporte-marco primario Acero 1
3.1 Rodamiento Acero 1
Ensamblajesejes 1
A4
HOJA 15 DE 16ESCALA:1:1
DIBUJOTÍTULO:
ROTOMOLDEO

60
Eje de transmisión
Extremo delmarco primario
Extremo de la manivela
156
133,96
68,96 8,21
Eje motriz
N.º DE ELEMENTO N.º DE PIEZA MATERIAL CANTIDAD
1 Eje transmisión Acero 1
1.1 Engranaje Acero 1
1.2 Polea impresa PLA 1
1.3 Rodamiento Acero 22 Eje motriz Acero 1
2.1 Rodamiento Acero 1
Ensamblajes ejes 2
A4
HOJA 16 DE 16ESCALA:1:1
DIBUJOTÍTULO:
ROTOMOLDEO


















