DISEÑO Y CONSTRUCCIÓ DEN UN TRANSFORMADOR...
103
DISEÑO Y CONSTRUCCIÓN DE UN TRANSFORMADOR DE CORRIENTE DE USO INDUSTRIAL PARA MEDIDA EN BAJA TENSIÓN JEAN FRANCISCO CADENA LEMOS TESIS PREVIA A LA OBTENCIÓN DEL TITULO DE INGENIERO ELÉCTRICO EN LA ESPECIALIZACION DE POTENCIA DE LA ESCUELA POLITÉCNICA NACIONAL Julio - 1991
Transcript of DISEÑO Y CONSTRUCCIÓ DEN UN TRANSFORMADOR...
DISEÑO Y CONSTRUCCIÓN DE UNTRANSFORMADOR DE CORRIENTEDE USO INDUSTRIAL PARA MEDIDA
EN BAJA TENSIÓN
JEAN FRANCISCO CADENA LEMOS
TESIS PREVIA A LA OBTENCIÓN DEL TITULO DE INGENIERO.ELÉCTRICO EN LA ESPECIALIZACION DE POTENCIA
DE LA ESCUELA POLITÉCNICA NACIONAL
Julio - 1991

Certifico que la presente tesis fue
realizada en su totalidad por el
señor: Jean Francisco Cadena Lemos
bajo mi dirección.
6IngT Fausto Aviles
DIRECTOR DE TESIS

A G R A D E C I M I E N T O S
A mis queridos padres
Al Ing. Fausto Aviles, director de tesis
A Carlos Pinto, gerente de Industria Eléctrica
de Motores Cía.Ltda "INELMO"
A Carlos Alvarez, habilidoso trabajador
"INELMO"
de
Al Ing. Patricio Estupiñán, catedrático de "Tratamientos
Térmicos" de la Facultad de
Ingeniería Mecánica
A Santiago Díaz, asistente de Gerencia de
Cambios Internacionales del
Banco Central del Ecuador
A Tatiana Cadena Lemos, tecnóloga en computación de la
Escuela Politécnica Nacional
y a todos quienes de una u otra forma aportaron con sus
valiosos consejos e ideas para llevar a feliz término este
trabajo.

INTRODUCCIÓN
Un transformador de corriente es un instrumento diseñado
para reproducir en su circuito secundario la corriente que
pasa por su circuito primario, en una proporción definida y
manteniendo sustañeialmente la relación de fase.
Este tipo de transformador es muy usado en la industria,
ya que permite medir o controlar altas corrientes con aparatos
pequeños y de buena precisión.
OBJETIVO DE LA TESIS
El objetivo de esta tesis es el de diseñar y construir
un transformador de corriente de uso industrial para medida
en baja tensión, en función de la utilización eficiente de una
serie de recursos disponibles, de tal forma que pueda resultar
un producto comercial pero que al mismo tiempo goce de buenas
características técnicas.
El aparato tendrá las siguientes especificaciones:
Relación : 200/5 A
Frecuencia: 60 c/s
Burden : 5 VA
Clase : 1
Vu.v : 0.6 KVMAX.

ALCANCES DE LA TESIS
En el primer capítulo se detallarán las
del producto a diseñarse, con el propósito de definir el
mercado al que corresponde y su delimitación; se determinará
la necesidad potencial del producto y se analizará la oferta
actual existente y la posible oferta futura, enmarcadas dentro
de la política arancelaria gubernamental,
En el segundo capítulo se hará un estudio general del
funcionamiento de los transformadores de corriente,
pormenorizando en algunas características relacionadas con las
del tipo a diseñarse.
-En el tercer capítulo se detallarán cada uno de los
materiales que serán usados en la fabricación de nuestro
prototipo y que han sido seleccionados revisando sus
características técnicas y económicas.
En el capítulo cuarto, en base al estudio de mercado y
a los recursos disponibles se realizará el diseño del aparato,
y en el capítulo quinto se describirá su proceso de
construcción, la elaboración de cada una de sus partes y su
ensamblaje .
Una vez fabricado el transformador, en el capítulo sexto
se evaluará su calidad final para verificar que satisface los
requerimientos de Normas, mediante la realización de las
pruebas correspondientes. Además se determinarán- sus costos
de producción y el margen de utilidad, para establecer sí el
precio final del producto resulta o no competitivo.
Por último, en el séptimo capítulo se escribirán algunas
conclusiones y recomendaciones finales.

ÍNDICE
CAPITULO I : ESTUDIO DE MERCADO
1.1 Importacia del Estudio de Mercado 1
1.2 Definición del Producto 2
1.3 Estudio de la Demanda 4
1.3.1 Demanda Actual 5
1.3.2 Áreas de Demanda 7
1.3.3 Demanda Futura 8
1.4 Estudio de la Oferta ^
1.4.1 Oferta Actual 11
1.4.2 Tratamiento Arancelario Actual 15
1.4.3 Clasificación Industrial 15
1.4.4 Oferta Futura 16
1.4.5 Comercialización 17
1.4.6 Precios de Venta al Público 18
1.5 Conclusiones 18
CAPITULO II : CRITERIOS PARA EL DISEÑO
2.1 Utilidad de los transformadores de corriente
industriales para medición _ 21
2.2 Normas para transformadores de corriente 22
2.3 Características generales de los transformadores
de corriente 23
2.4 Clases de Precisión 26

2.5 Factores, gue deben tomarse en cuenta para el diseño
2.5.1 Influencia de los errores del trans-
formador de corriente en las mediciones
2.5.2 Determinación de los errores
2.5.3 Efecto de la variación del Burden
2.5.4 Efecto de la variación del factor de
Potencia Secundario
2.5.5 Efecto del secundario abierto
2.5.6 Polaridad
2 . 6 Conclusiones
35
36
37
38
CAPITULO III : RECURSOS DISPONIBLES
3.1 Material para el núcleo
3.2 Material para las bobinas
3.3 Material para la carcaza
3.4 Material para acabados
3.5 Conclusiones
40
41
42
43
43
CAPITULO IV : DISEÑO
4.1 Fojrma y disposición
4 . 2 Núcleo
4.3 Curva de Magnetización
4.4 Curva de Excitación y Curva de Pérdidas
4.5 Bobinado
4.6 Errores de relación y ángulo
4.7 Cálculos
4.8 Conclusiones
45
46
49
50
51
52
54
57

CAPITULO V CONSTRUCCIÓN
5.1 Núcleo
5.1.1 Tratamiento térmico del núcleo
5.2 Bobinado
5.3 Carcaza
5.4 Ensamblaje
5.5 Acabados
5.6 Conclusiones
58
59
61
61
62
63
64
CAPITULO VI : ESTIMACIÓN TÉCNICO-ECONÓMICA DEL PRODUCTO
FINALV i
6.1 Estimación Técnica: Pruebas 65
6.2 Estimación Económica: Determinación de Precios 75
6.3 Conclusiones 77
CAPITULO VII : CONCLUSIONES Y RECOMENDACIONES GENERALES
ANEXOS
Anexo I
Anexo II
Anexo III
Anexo IV
Anexo V
Unidades de conversión
Curvas del hierro
Niveles de Aislamiento para Trans-
formadores de Corriente
Datos generales de Alambre Esmaltado
Datos generales de alambres de Cobre
Aislados
82
84
90
91
92
BIBLIOGRAFÍA 93

CAPITULO I
ESTUDIO DE MERCADO
1.1 IMPORTANCIA DEL ESTUDIO DE MERCADO.- '¿ .
Uno de los factores más críticos en el estudio de un
proyecto es la determinación de su mercado, tanto por el hecho
de que en éste se define la cuantía de su demanda e ingresos
de operación, como por los costos e inversionesX.
implícitos.(Ref 1) .
Es en el mercado donde convergen las potencialidades de
la demanda y oferta existentes en una sociedad en un momento
dado, para establecer las condiciones de precio y cantidad de
las transacciones realizadas; es allí donde las personas
reflejan sus intereses, deseos y necesidades.
Es también en el mercado donde los productos reflejan sus
condiciones de costo y tecnología.(Ref 1)
En el caso de un proyecto, el estudio de mercado tiene
por finalidad el probar que existe un número suficiente de
individuos, empresas u otras entidades económicas que, dadas
ciertas condiciones, presentan una demanda que justifica la
puesta en marcha de un determinado programa de producción de
bienes o servicios, en un cierto periodo.
Este estudio permite por lo tanto dimensionar
adecuadamente el mercado, con lo que se pueden plantear
ífe
hipótesis realistas de captación y abastecimiento del mismo
que ayudarán a determinar la cantidad necesaria y suficiente
de los medios de producción a adquirir para llevar adelante
el proyecto¡ escoger una correcta estrategia comercial y
seleccionar adecuados canales de distribución.
Si bien en nuestro país hay estudios de mercado serios,
como los realizados por el Centro de Desarrollo Industrial del
Ecuador (CENDES) o por la Comisión Ecuatoriana de Bienes de
Capital (CEBCA), es costumbre generalizada de muchos
empresarios la de hacer simulacros de estudios de mercado,
solo con ocasión de tener que estructurar un documento que
muestre la factibilidad económica y financiera de fabricar
y vender algo, para presentarlo a instituciones públicas o
privadas, encargadas de tramitar la concesión de algún
beneficio económico o de conseguir algún crédito. Es por esta
razón que en el mercado nacional se ha dado una sobrecapacidad
instalada en algunas ramas industriales, ocasionando
desperdicio de recursos productivos y de capitales que el país
los necesita.(Ref 5)
1.2 DEFINICIÓN DEL PRODUCTO.-
El producto a ser diseñado y cuyo mercado va a estudiarse
es un transformador de corriente de uso industrial para medida
en baja tensión y de las siguientes características:
Relación de corriente: 200/5 A
Carga nominal: 5 VA

Factor de potencia: 0.8
Frecuencia: 60 Hz
Clase: 1.0
Aislamiento: 600 V
Dentro de los transformadores de corriente para medida
en baja tensión, hay una amplia gama en cuanto a sus
características específicas y se encuentran aforados bajo las
partidas arancelarias NANDINA 8504.31.00.00 vigente desde
1990 y que agrupa a todos los transformadores de potencia
inferior o igual a 1 KVA, y NABANDINA 85.01.11.01 que agrupa
a todos los transformadores de hasta 10 KVA.X
Como puede verse, las partidas arancelarias contienen los
permisos de importación de gran cantidad de transformadores
de diversos tipos, por lo que para recabar datos de una clase
particular deben revisarse cada uno de ellos.
Desafortunadamente, estos permisos constituyen
información de acceso reservado.
Gracias a gestiones realizadas por el Señor Decano de la
Facultad,, mediante solicitud dirigida a la Gerencia de Cambios
Internacionales del Banco Central del Ecuador, se nos permitió
revisar todos los permisos de' importación concedidos desde el
año 1985 hasta 1990 bajo las partidas antes mencionadas,
prohibiéndosenos sin embargo tomar datos referentes al número
del permiso o a los nombres de las empresas importadoras.
Luego de revisar los 350 permisos , observamos que: la
mayor cantidad de transformadores de corriente importados son
los de relaciones: 100/5, 150/5, 200/5, 250/5, 300/5, 400/5

y 500/5 de manera más o menos igual. (Ref 19) Tomamos como caso
representativo los de relación 200/5 y en base a esto, con los
datos obtenidos de los permisos, se realizará el estudio de
oferta y demanda y posteriormente el diseño será hecho
considerando esta relación de transformación.
1.3 ESTUDIO DE LA DEMANDA.-
Se entiende por Demanda al número de unidades de un
determinado bien o servicio que los consumidores están
dispuestos a adquirir durante un periodo determinado de tiempo
y según determinadas condiciones como precio, calidad,
etc.(Ref.1) ^
El análisis de la demanda tiene por objeto demostrar y
cuantificar la existencia, en ubicaciones geográficamente
definidas, de individuos o entidades organizadas que son
consumidores o usuarios actuales o potenciales del bien o
servicio que se piensa ofrecer. Este estudio debe enfocarse
a determinar la cantidad deseable o necesaria de dicho bien
o sevicio.(Ref 2)
Para nuestro caso, el estudio de la demanda se lo
realizará a través de una investigación de la evolución
histórica de la cuantía de transformadores de características
similares al que se pretende diseñar, que ha venido siendo
puesta a disposición de los ecuatorianos y que _ha sido
utilizada desde 1985 .
El periodo de estudio es de seis años y ha sido limitado
por la gran cantidad de información a revisarse.

En el Ecuador no se ha identificado producción existente
de transformadores de corriente, como tampoco se tiene
referencia sobre algún proyecto específico en el Ministerio
de Industrias, Comercio e Integración.(Ref 17.1) Por ello,
podemos afirmar que hasta la presente fecha, la demanda
nacional de estos productos viene siendo cubierta
exclusivamente mediante importaciones.
Con estas consideraciones, el estudio de demanda se
concretará al análisis de las importaciones de transformadores
de corriente de características específicas que,
definitivamente pueden considerarse como la demanda total de
este tipo de productos en el país. De ahí que, dada la
naturaleza de la información de que disponemos, nuestra
investigación de mercado será de carácter cuantitativo y
estará destinada a medir o estimar los volúmenes ofrecidos y
demandados, su evolución pasada y las perspectivas futuras.
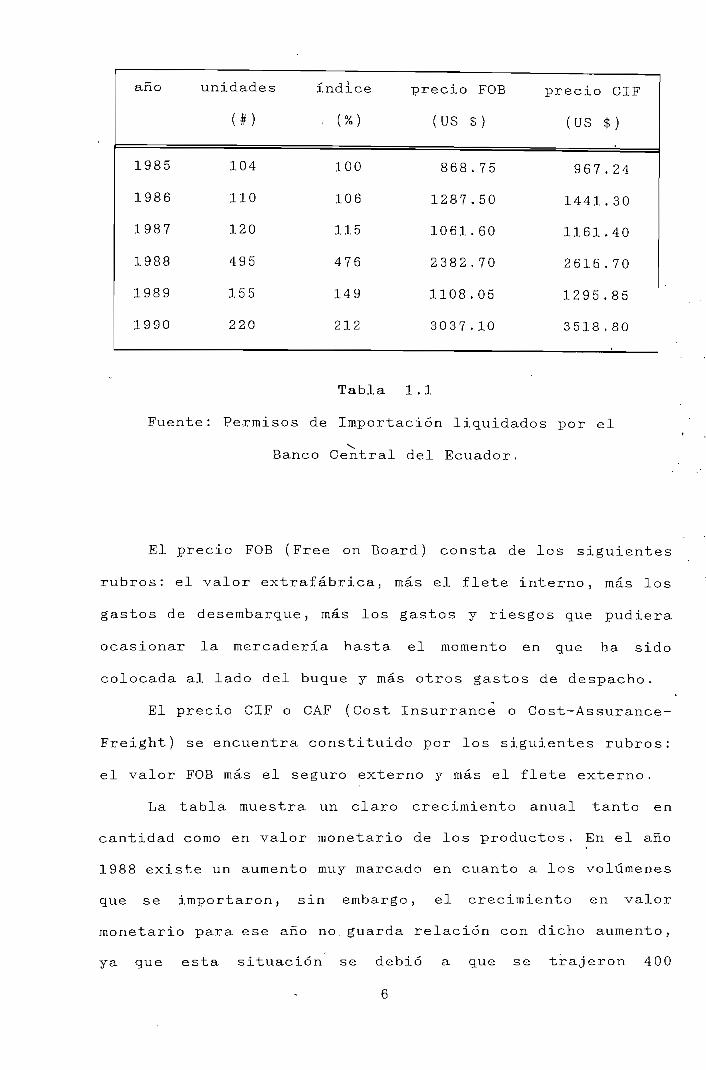
1.3.1 DEMANDA ACTUAL.-
A continuación, en la tabla 1.1 se cuantifica la demanda
para el periodo comprendido entre 1985 y 1990:
año
1
1
1
1
1
985
986
987
988
989
1990
unidades
(#)
104
110
1
4
1
2
20
95
55
20
índice
100
106
115
4
1
2
76
4
1
9
2
precio
(US
868
1287
1061
2382
1108
3037
FOB
$)
.75
.50
.60
. 70
.05
.10
precio
(US
967
1441
1161
26
12
35
16
95
18
GIF
.24
.30
.40
. 70
.85
.80
Tabla 1.1
Fuente: Pe-rmisos de Importación liquidados por el
Banco Central del Ecuador.
El precio FOB (Free on Board) consta de los siguientes
rubros: el valor extrafábrica, más el flete interno, más los
gastos de desembarque, más los gastos y riesgos que pudiera
ocasionar la mercadería hasta el momento en que ha sido
colocada al lado del buque y más otros gastos de despacho.
El precio GIF o CAF (Cost Insurranee o Cost-Assurance-
Freight) se encuentra constituido por los siguientes rubros:
el valor FOB más el seguro externo y más el flete externo.
La tabla muestra un claro crecimiento anual tanto en
cantidad como en valor monetario de los productos. En el año
1988 existe un aumento muy marcado en cuanto a los volúmenes
que se importaron, sin embargo , el crecimiento en valor
monetario para ese año no. guarda relación con dicho aumento,
ya que esta situación se debió a que se trajeron 400
6

transformadores de corriente de marca TAIAN, procedentes de
China y a un precio 56% menor al precio promedio de los
correspondientes a las otras marcas.
Este hecho nos da una idea del comportamiento de la
demanda frente a la existencia de productos de características
técnicas similares pero de menor precio. Si consideramos que
el sector comercial que es el canal distribuidor de este
producto, importa cantidades que considera serán vendidas en
un cierto periodo, se estará esperando un aumento en el
consumo de este bien, dado por la disminución de su precio,
o en su defecto una demanda preferente del mismo, frente a la
de otros de un costo mayor.
v.
1.3.2 ÁREAS DE DEMANDA.-
De la revisión de la información recopilada se observa
que la mayoría de importaciones van destinadas a las ciudades
de Quito y Guayaquil, habiendo un volumen muy pequeño de
importaciones dirigidas a otras ciudades, presumiblemente
porque son abastecidas por los sectores comerciales de estas
dos grandes urbes.
En la tabla 1.2 se presenta un detalle del destino
geográfico de las importaciones.

DESTINO
QUITO *
GUAYAQUIL
TOTAL
19 85
UHIDADS
30
74
104
X
28,8
71,2
100
1986
JHIDADS
40
70
110
X
36.4
63,6
100
1987
UHIDADS
60
60
120
X
50
50
100
Í988
UHIDADS
425
70
495
X
85.9
14,1
100
1989
MÍDAOS
85
70
155
%
54,8
45,2
100
1990
UHIDADS
130
90
220
%
59,1
40,9
100
Tabla 1.2
Fuente: Permisos de Importación liquidados por el
Banco Central del Ecuador.
* Incluye otras ciudades
Se aprecia que la demanda de Guayaquil se mantiene más
o menos constante a lo largo del periodo, con un promedio de
72 unidades anuales, mientras que la de Quito presenta un:
acentuado crecimiento año a año tanto en cantidad como en
porcentaje respecto al total de importaciones.
1.3.3 DEMANDA FUTURA.-
El propósito del análisis histórico del comportamiento
de la demanda de un cierto conjunto de bienes y servicios es
obtener una idea de la evolución pasada de esa demanda a fin
de poder pronosticar su comportamiento futuro con un margen
razonable de seguridad.(Ref 2)
De ahí que, con los datos presentados en los numerales
anteriores podemos realizar una proyección de la demanda, que

constituirá un elemento clave en la planificación a -mediano
Y largo plazo de cantidades a producir, infraestructura
necesaria para hacerlo, técnicas de comercialización, etc.
Cabe resaltar que la validez de los resultados de la
proyección está íntimamente relacionada con la calidad de los
datos de entrada que sirven de base al pronóstico. El Banco
Central nos provee de datos muy confiables por ser el
organismo oficial a través del cual se canaliza el comercio¡exterior del país.
Existen varias técnicas de pronóstico y para el
escogitamiento de una en particular debe considerarse: la
validez y disponibilidad de los datos históricos, la precisión
deseada del pronóstico, el costo del procedimiento, los
beneficios del resultado, los periodos futuros que se desea
pronosticar y el tiempo disponible para hacer el estudio3
entre otras cosas.(Ref 1)
Para nuestro estudio usaremos un modelo causal de
regresiónj que intenta proyectar el mercado sobre la base de
antecedentes cuantitativos históricos y bajo el supuesto de
que los factores condicionantes del comportamiento histórica
de alguna o todas las variables del mercado permanecerán
estables. Estas consideraciones las hacemos debido a que
únicamente disponemos de datos numéricos y a que no es nuestro
objetivo el profundizar en el análisis económico.
Obteniendo una tasa media de crecimiento durante el
período, sin considerar el año 1988 5 ya que la demanda en él
es lineal por deberse a un factor de oportunidad, tenemos que
las demandas para los seis años siguientes a 1990 se espera

tengan los valores detallados en la tabla 1.3.
Año
1991
1992
1993
1994
1995
1996
Unidades
262
312.
371
441
524
623
Tabla 1.3
X,
En la figura 1.1, se muestra en un diagrama de barras los
resultados obtenidos:
10

700DEMANDA <# unidades)
1986 1986 1987 1988 1989 1990 1991 1992 1993 1994 1996 1996AÑO
Fig. 1.1
1.4 ESTUDIO DE LA OFERTA.- :
El término oferta de puede definir como el número de
unidades de un determinado bien o servicio que los proveedores
están dispuestos a vender a determinados precios.(Ref 1)
1.4.1 OFERTA ACTUAL.-
Como en el país no se ha detectado producción, nacional
de transformadores de corriente, la oferta de este tipo de
productos ha sido en su totalidad proveniente del extranjero.
En las tablas 1.4 y 1.5 se presenta la oferta por país de
11

origen y por marca respectivamente para el periodo comprendido
entre 1985 y 1990.
PAÍS
ESPAÑA
BRASIL
UHUJA
rKANUlA
TOTAL
19
ÜNIDADS
79
25
104
85
%
76
U
100
19
iHIDADS
90
20
110
86
%
81,8
18,2
ÍOO
19
ÜHIDADS
100
20
120
8?
X
83,3
16,7
100
19
ÜHIDADS
85
10
i fifi
495
88
%
17,2
2
ftfl 3
100
19
ÜNIDADS
120
25
i fi1U
155
89
%
77.4
16,1
R i
100
19
ÜNIDADS
no
30
9fl¿U
220
90
X
77,3
13,6
q 1U , 1
100
Tabla 1.4
Fuente: Permisos de Importación liquidados por el
Banco Central del Ecuador.
Puede observarse que salvo en el año 1988, España ha
estado a a la vanguardia en la oferta del producto.
Revisando los1 catálogos verificamos que este país cuenta*
con modernas unidades de producción en constante y creciente
modernización, ubicadas en las ciudades de Madrid y Valenciaj
y provistas de equipo totalmente automático que dispone
inclusive de una línea robotizada para el montaje de
transformadores de intensidad y con laboratorios propios para
pruebas y experimentación. Sus exportaciones las realizan a
más de treinta países.(Ref 17.5)
12

KARCA
ILSA
CELSA
HB
TAIAN
TUR
RS
TOTAL
1985
IFOB/U
8,50
-
7,89
—
--
i
79
—
25
--
-
10*
X
76
..
24
—
—
100
1986
JFOB/U
12,51
—
8,08
--
--
<-t
90
--
20
_.
--
110
X
81,8
—
18,2
--
—
100
1987
ÍFOB/U
—
8,96
8,28
—
—
í
--
100
20
—
--
120
X
--
83,3
16,7
—
--
100
HARCA
ÍLSA
CElrSÁ .
HB
TAIÁtí
TUR
. RS
TOTAL
1988
ÍFOB/U
..
8,96
8,51
3,84
—
-
*
—
85
10
ÍOO
—
--
495
%
--
17,2
2
80,08
-
—
100'
1989
JFOB/U
9,13
6,09
8,75
-
-
12,81
*
10
110
25
._
--
10
155
%
6,5
71,0
16,0
--
„
6,5
100
1990
ÍFOB/U
12,73
14,21
11,91
-
16.19
17,62
t
50
120
30
—
.10
10
220
X
22,9
54,5
13,6
..
4.5
4.5
100
Tabla 1.5
Fuente: Permisos de Importación liquidados por, el
Banco. Central del Ecuador.
13

Las características de cada uno de estos transformadores
de presenta en la tabla 1.6.
Marca
ILSA
CELSA
HB
TAIAN
TUR
RS
País
España
España
Brasil
China
Francia
Francia
Relación
200/5
200/5
200/5
200/5
200/5
200/5
Clase
1
1
1
1
1
1
Burden
(VA)
5
5
10
5
10
50
Frecuencia
. (Hz)
50/60
50/60
50/60
50/60
50/60
50/60
Aislamiento
(KV)
0.6/3
0.6
0.5/3
0.6
0.8/3
0.75
Tabla 1.6
Fuente: Catálogos de fabricantes
Del análisis de la tabla 1.5 se desprende que. la marca
CELSA se ha ido imponiendo en el mercado nacional a partir de
1987 cuando con un precio FOB más bajo que el de sus similares
de marca ILSA, los sustituye y en ese año,constituye más del
80% de la oferta total.
En 1988 con un precio FOB de 3.84 dólares, inferior en
un 56% al promedio del de las otras marcas importadas ese año,
la marca TAIAN inunda el mercado nacional con 400
transformadores, que serán vendidos a lo largo de los años
subsiguientes.
En 1989 y 1990 se traen unos cuantos transformadores
franceses de excelentes características técnicas pero mucho
14

más caros que los de las otras marcas.
De este análisis puede decirse que el mercado del
producto está constituido por consumidores institucionales,
que son aquellos cuyas decisiones de compra son generalmente
muy racionales y basadas en las variables técnicas del
producto , en sxi calidad, precio , disponibilidad, e te , no
estando condicionadas por factores emocionales.(Ref 1)
1.4.2 TRATAMIENTO ARANCELARIO ACTUAL. -
En el Arancel Aduanero Ecuatoriano, los transformadores
de corriente se identifican actualmente bajo la partidav.
arancelaria N AND I NA 8504.31.00.00 con la denominación : "... los
demás transformadores de potencia inferior o igual a 1KVA" y
están incluidos en la lista I} segmento b del arancel vigente,
lo cual implica que las importaciones de estos bienes deben
pagar un gravamen ad-valorem del 5% más los recargos
arancelarios del 8% ad-valorem por concepto de "recargo de
estabilización monetaria".(Ref 6)
1.4.3 CLASIFICACIÓN INDUSTRIAL.-
La empresa que se dedique a la fabricación del producto
podrá acogerse a los beneficios otorgados por la Ley de
Fomento Industrial en la categoría B, que según el, artículo
12, agrupa a "las empresas industriales nuevas o existentes
que , al ser 'evaluadas , demuestren su conveniencia para el
desarrollo económico del país y la necesidad de otorgarles
15

determinados beneficios adicionales para su instalación y
funcionamiento."(Ref 7)
El artículo 5 de la Ley de Fomento Industrial establece
que: "Las empresas industriales nuevas podrán acogerse a los
beneficios de esta ley cuando, además de conformarse con las
condiciones del artículo 4 se destinan a producir artículos
no fabricados todavía en el País" y este sería el caso de una
empresa que se dedique a fabricar el producto en cuestión.
Entre los beneficios de esta Ley se cuentan
exhoneraciones tributarias y tratamientos preferenciales tales
como el que establece el artículo 19: "A solicitud de la parte
interesada, el Ministerio de Industrias, Comercio ex
Integración podrá solicitar al Comité Arancelario se prohiba
o limite la importación . de artículos similares a los
elaborados por la Industria Nacional, cuando éstos presenten
condiciones satisfactorias de abastecimiento, calidad y
precios."(Ref 7)
1.4.4 OFERTA FUTURA.-
No se puede analizar la oferta futura de transformadores
de corriente sin tomar en cuenta la nueva política arancelaria
con respecto al Mercado Andino que pondrá en vigencia el
Gobierno Nacional,
En efecto , el Ecuador se comprometerá ante • sus soci'os
andinos a una desgravación total a partir de Junio de 1992 en
un proceso que se cumplirá en dos etapas, el 50% el 31 de
Diciembre de este año y el restante 50% el 30 de Junio de
16
1992. Esto significa que para esta fecha el mercado
ecuatoriano se habrá abierto totalmente a los productos de los
otros cuatro países andinos.
Se tiene conocimiento de que en Venezuela y Colombia ya
se fabrican transformadores de corriente y obviamente} con la
apertura del mercado ecuatoriano, los dos países serán
oferentes seguros de estos productos.
Mediante contactos realizados con las empresas:
Construcciones Eléctricas Iribarren C.A. de Venezuela y
Meditraf Jamaica de Colombia pudimos verificar sus intenciones
de acceder al Mercado Ecuatoriano con sus productos, a precios
detallados en el capítulo VI.
Por lo tanto, se prevee que la oferta futura contendrá
en gran medida productos de origen andino y posiblemente
también de fabricación nacional, si es que alguna empresa
ecuatoriana inicia la industrialización.
1.4.5 COMERCIALIZACIÓN.-
La comercialización de Transformadores de Corriente en
el Ecuador se realiza generalmente utilizando como principal
canal distribuidor el sector comercial, a través de
importadores-distribuidores localizados principalmente en
Quito y Guayaquil. La mayoría de estos distribuidores son
importadores mayoristas de toda clase de equipos y maquinaria
de uso industrial.
Generalmente, la venta en el comercio importador se
realiza mediante facturas proforma acorde con las
17

características de los productos obtenidos mediante catálogos
y folletos informativos que los distribuidores ponen a
disposición del usuario interesado.
1.4.6 PRECIOS DE VENTA AL PÚBLICO.-
Los precios de venta al público de los Transformadores
de Corriente son muy variables, toda vez que dependen o están
en función de la marca, tipo, procedencia, incidencia de los
gravámenes arancelarios vigentes, sistemas de comercialización
y márgenes de utilidad establecidos por las condiciones
particulares del comercio importador.V.
En todo caso los precios promedio por marca, incluido el
10% IVA y tomados en Abril de 1991 son:
. ILSA: $ 20900
CELSA: $ 22500
HB: $ 20900
TAIAN: $ 20900
.TUR: $ 30690
RS: •$ 32780
1.5. CONCLUSIONES.-
El Estudio de Mercado es muy importante en la -realización
de un proyecto tanto porque éste define la cuantía de su
demanda e ingresos de operación como por los costos e
inversiones implícitas.

Un buen Estudio de Mercado permite determinar la cantidad
necesaria y suficiente de los medios de producción a adquirir
para llevar adelante el proyecto , evitando el desperdi.cio de
recursos productivos y de capitales.
El mercado de Transformadores de Corriente estudiado es
exclusivamente el del Ecuador y se basa en las importaciones
realizadas por el país durante el periodo comprendido entre
1985 y 1990.
Existe un hermetismo para la concesión de esta
información, pues el Banco Central no puede difundir
referencias que no han sido autorizadas por los titulares de
los documentos que reposan en sus archivos y que en este casov
son las empresas importadoras.
Dado que no existe producción nacional de transformadores
de corriente (TC), la demanda o consumo aparente de estos
bienes en el mercado ecuatoriano está reflejada exclusivamente
por los niveles de importación registrados anualmente.
De la revisión de los permisos de importación se arribó
a la conclusión de que los TC más demandados son los de
relaciones 100/5, 150/5, 200/5, 250/5, 300/5, 400/5 y 500/5,
tomándose como caso representativo para el estudio y posterior
diseño el de relación 200/5.
La demanda de TC presenta un claro incremento,
estimándose que para 1992 será de 312 unidades.
Se observa gran sensibilidad de la demanda -frente a la
variación de los precios de los productos.
Las áreas de demanda son las ciudades de Quito y
Guayaquil. Mientras la demanda de la primera presenta un
19

v crecimiento marcado, la de la segunda se mantiene casi
constante.
La mayoría de TC provienen de España y principalmente son
de la. marca GELSA; los hay también brasileros, chinos y
franceses, a más de otras marcas que no han ingresado con
permisos de importación y que obviamente no incluye el
estudio.
Para mediados de 1992 se espera que, debido a la
A- desgravación arancelaria para los Países del Pacto Andino,
exista la oferta de gran cantidad de TC venezolanos y
.colombianos a precios mucho más competitivos.
20

* CAPITULO II
CRITERIOS PARA EL DISEÑO
2.1 UTILIDADES DE LOS TRANSFORMADORES DE CORRIENTE
INDUSTRIALES PARA MEDICIÓN,-
En las instalaciones eléctricas industriales existe la
necesidad de conectar aparatos de medida tales como
amperímetros, vatímetros y cosíímetros. Unos y otros suelen\r de constitución delicada, reducidas dimensiones y buena
precisión.
Frecuentemente, la magnitud de corriente que se quiere
medir (o vigilar) es muy elevada y los aparatos que cumplen
este fin van dispuestos en cuadros o pupitres centralizados.
Surge por tanto la dificultad de conducir esas corrientes'
hasta aquéllos cuadros.
Esta dificultad se supera a base de conducir hacia los
instrumentos de medida, magnitudes proporcionales a las
originales , pero con valores más manejables y ésta es la
función que cumplen los Transformadores de Corriente (TC) . Con
sus primarios conectados en alta o baja tensión, según
corresponda, transforman las magnitudes de corriente altas en
intensidades moderadas en el secundario (que por motivos de
seguridad puede conectarse a tierra). De esta forma, cabe
construir aparatos de medida normalizados, que generalmente
21

funcionan en base a bobinas amperimétrieas para intensidades
nominales de 1 a 5 amperios y pueden ser colocados en
tableros, pudiéndose llevar a ellos económicamente las señales
con secciones de alambre reducidas y bajos aislamientos(Ref8)
Aún sin el problema de las canalizaciones, los
Transformadores de Corriente son de utilidad. Supóngase la
necesidad de medir o íú- -ñ- -s c o r r i e n t e s con intensidades del
orden de los 800 amperioSj en baja tensión. La instalación
directa de un amperímetro obligaría a la utilización de un
aparato grande, difícilmente compatible con los requerimientos
de precisión. Pero, además, no deben olvidarse las posibles
perturbaciones magnéticas que tan fuertes corrientes puedenv
motivar en los aparatos. Finalmente, en caso dé cortocircuito
en la instalación, se crearían considerables esfuerzos
dinámicos que tendrían que soportar delicados órganos
" amperimétricos.(Ref 8)
2.2 NORMAS PARA TRANSFORMADORES DE CORRIENTE.-
A lo largo del desarrollo de este trabajo, se hará
referencia a las siguientes recomendaciones y normas relativas
a transformadores de medida.
UNE 21 088 (propuesta) de Una Norma Española
CEI publicación 185/1966, recomendación de la
Comisi ón Electrotécnica Internacional ,
relativa a transformadores de corriente.
VDE 0414/5.67 , prescripciones de la Verband
22

» Deutscher Elektrotechnicker
ANSÍ/IEEE C57.13.1/1981 actualizada en 1987,
requerimientos de transformadores de medida
por American Standards Institute.
Estas normas contienen definiciones estandarizadas 'y
protocolos de prueba para garantizar la calidad de losJh.
Transformadores de Corriente.
2.3 CARACTERÍSTICAS GENERALES DE LOS TRANSFORMADORES DE
CORRIENTE.-
X.
La constitución general de un transformador de corriente
es análoga ala de un transformador monofásico de potencia.
w Pero ha de observarse su forma especial * de trabajo. El
primario está dispuesto en serie en relación con el circuito
principal (objeto de medición), a diferencia de los
transformadores de potencia que se alimentan en derivación.
En cuanto a las cargas de los secundariosj la diferencia
es también esencial. Las impedancias de carga de los TC son
bobinas amperimétricas , ¿tffa&g^ de bajos valores. Esto
3ftsignifica que los transformadores de corriente trabajan
próximos al cortocircuito del secundario. Además, obsérvese
que al existir multiplicidad de cargas, en los transformadores
de corriente se disponen en serié (aumentando la impedancia
equivalente Zc del circuito secundario), mientras que en los
de potencia suelen disponerse en derivación (se aumenta la
23

carga disminuyendo Zc) .
Nótese que, a diferencia de un transformador de potencia,
por el primario del TC circula una intensidad,
independientemente de la carga que tenga conectada al
secundario.
Tampoco habrá pasado desapercibido que, mientras el
transformador de potencia recibe en el primario la plena
tensión de línea, en el de corriente se reduce a una simple
caída de tensión en la línea. Será necesariamente pequeña
pues, de otra forma, alteraría excesivamente el régimen del
circuito objeto de medición.
Como se trata de reducir la corriente, el transformadorv,
de intensidad se caracteriza por tener muchas espiras en el
devanado secundario y pocas en el primario. Este número
reducido de espiras en el devanado primario puede llegar a ser
tan pequeño como uno o incluso estar constituido por una barra
o varilla, apareciendo el concepto de los denominados
"Transformadores de barra pasante"; esto depende de la
magnitud de corriente que vaya a pasar por dicho devanado.
La Relación de Transformación es el factor por el que se
multiplica la corriente medida por el instrumento (corriente
secundaria del TC), para determinar el verdadero valor de la
corriente que circula por el primario.
Las corrientes nominales normalizadas para los
secundarios de los TC son 5A y 1A, la CEI también admite 2A.
Tanto UNE como CEI dan preferencia a 5A.(Ref 18)
En el caso de tener que alimentar conducciones de gran
longitud, el tener 1A de corriente resulta ventajoso, pues se
24

reducen los consumos de los alambres de unión entre los bornes
secundarios del transformador y los aparatos alimentados,
consumos que se suman a los de las bobinas amperimétricas de
los instrumentos de medición.
Esto puede apreciarse claramente en la tabla 2.1 donde
aparecen los consumos en VA por metro de conductor de cobre.
Si se considera ida y retorno, para longitudes extensas, éstos
ya son apreciables.
sección
( mm
2.
4.
6.
10.
2): ..5
0
0
0
consumo
I =
o,.
0.
0.
0.
por metro(VA)
5A
18
11
07
044
de
1
0
0
0
0
conductor
= 1A
.007
.0044
.0029
.00175
Tabla 2.1
Fuente: Referencia 8
Otra característica importante de los transformadores de
corriente es la improcedencia de tener el secundario abierto,
ya que el hacerlo implica un peligro personal, por la tensión
que surge entre sus bornes (desde decenas hasta centenas de
voltios), y un riesgo para el aislamiento, sin olvidar el
calentamiento del núcleo, por las elevadas densidades,de flujot
producidas. Tales condiciones de trabajo mantenidas pueden
conducir a un deterioro del transformador e incluso a una
explosión.
25
Por el contrario, nada cabe objetar a que el secundario
esté en cortocircuito, salvo en algunos TC que necesitan una
resistencia de protección. Por ende, se recomienda que si por
algún motivo hay que desconectar la carga Zc (revisiones de
aparatos, etc), se puentee el secundario, tras lo cual puede
retirarse Zc sin necesidad de interrumpir, el servicio de la
línea principal. Nunca se debe proteger el secundario mediante
fusible, ya 'que su actuación provocaría la apertura del
circuito.(Ref 10)
La causa de error en los transformadores de corriente
está dada por la existencia de una corriente de magnetización
Iu. Si esta no existiese, los fasores corriente primaria y
corriente secundaria estarían defasados exactamente 180 entre
si y sus módulos estarían en una relación precisa dada por
la razón del número de espiras en el bobinado secundario al
número de espiras en el primario. Sin embargo, la presencia
de la corriente I» varía estas condiciones introduciendo
errores. La necesidad de minimizar estos errores implica una
disminución de dicha corriente de magnetización., lo que
condiciona aspectos constructivos del TG.
Un- TC será más preciso entre más pequeños sean sus
errores. Estos pueden ser de relación o de fase y se los
estudiará más adelante.
2.4 CLASE DE PRECISIÓN.-
Los errores de un TC dependen de la naturaleza de su
carga y determinan la clase de precisión del mismo.
26

Se conoce como Burden de un transformador de corriente
a la potencia activa y reactiva suministrada a los terminales
del secundario. Se lo expresa como los VA totales con factor
de potencia a los valores nominales de corriente y frecuencia
o como . la impedancia total secundaria en ohmios con sus
componentes resistiva y reactiva. ( Ref 18 )
El Burden nominal de un TC es aquella potencia secundaria
( correspondiente a una carga Zc ) con la cual los errores de
relación y de fase son inferiores a los establecidos por las
normas para su clase de precisión particular. Es un valor que
debe especificarse como dato de placa.
Los diferentes requerimientos de los TC determinanX
distintos límites de errores admisibles en las mediciones.
Estos limites determinan a su vez una división de estos
aparatos en las llamadas clases de precisión . A tal f in , se
definen según la CEI seis clases, cuyas designaciones son:
0,1 0,2 0,5 1 3 y 5
Los usos más generalizados de los TC según su clase de
precisión son: (Ref 8)
clase 0,1: Mediciones de precisión (laboratorio); en
ocasiones se exigen mayores precisiones.
clase 0,2: Contadores de precisión, especialmente
cuando se trata de grandes potencias
(elevadas tensiones) y puedan presentarse
factores de potencia bajos. Mediciones de
laboratorio . Patrones portátiles .
clase 0,5: Contadores normales . Aparatos de medida
27

y reguladores sensibles.
clase 1: Voltímetros, vatímetros y fasímetros de
cuadro. Contadores industriales. Relés de
protección. Reguladores ordinarios.
clases 3 y 5: Aparatos con gran consumo, sin grandes
requerimientos. Aparatos de poca
precisión o a los que no afecten los
errores de ángulo.
• ., Como podemos ver} el aparato a diseñarse debe ser de
clase 1 por estar destinado a usos industriales.
La CEI establece distintos límites de errores según la^
clase del TC y éstos aparecen en la tabla 2.2 . ,"
Bajo ningún concepto estos límites deben ser superados;
para una clase de precisión particular, con un Burden de
cualquier valor entre el 25% y el 100% del Burden nominal.
Este Burden nominal debe tener un factor de potencia de 0.8
en retraso excepto cuando sea inferior a 5 VA en cuyo caso se
usará un fp = l . En ningún caso el Burden de- prueba debe ser
inferior a 1 VA.
28

clase
0.1
0.2
0.5
1.0
error dedistintosjes de la
,10
0. 25
0. 50
1.00
2 .00
20
0.20
0. 35
0.75
1 .50
relación aporcenta-I nominal
100
0.1
0.2
0.5
1.0
.200
0.1
0.2
0. 5
1.0
desplazamientoangular
( minutos )
10 20
10 8
20 15
60 45
120 90
100
5
10
30
60
200
5
10
30
60
Tabla 2.2
Fuente: Referencia NORMA IEC 185
2.5 FACTORES QUE DEBEN TOMARSE EN CUENTA PARA EL DISEÑO.-i
2.5.1 INFLUENCIA DE LOS ERRORES DEL TC EN LAS
MEDICIONES.-
Como se ha dicho, los errores de un TC serán producidos
por la existencia de una corriente de magnetización I» y para
minimizarlos el aparato debe ser proyectado de forma que ,
dentro de su campo de trabajo, dicha corriente sea muy
pequeña, prácticamente despreciable. Con este fin, el núcleo
debe ser conformado por chapas magnéticas de alta
permeabilidad, debe trabajar a baja inducción y debe tener una
forma tal que haga que los caminos magnéticos sean lo más
cortos posibles, evitándose en lo posible entrehierro.
Cuando únicamente se trata de medir una intensidad de
corriente (módulo), esto es, cuando el TC va conectado a un
29

amperímetro, el único factor que afecta la conflabilidad de
la lectura es el error de relación; el error de fase en este
caso no se lo toma en cuenta.(Ref 8)
Si, por el contrario, se trata de alimentar bobinas
amperímetricas de vatímetros o de contadores de energía
eléctrica, los errores de fase tienen importancia, pues
falsean el factor de potencia. En medidas de potencia es
necesario que la fase de la corriente secundaria esté
desplazada exactamente 180 respecto a la corriente primaria.
El error en ángulo de fase varía este desplazamiento y,
traducido en potencia activa, es tanto más grave cuanto más
bajo es el factor de potencia.
DETERMINACIÓN DE LOS ERRORES DEL TG.-
Un transformador de corriente puede representarse
mediante el circuito equivalente de la Figura 2.1, en donde
la impedancia de magnetización ha sido referida al
secundario.(Ref 16)
30

Xls
L o
Np Ns
Fig. 2.1
El diagrama vectorial para este circuito aparece en la
figura 2.2.
Fig 2.2
donde:
Rp = resistencia del devanado primario
Xlp = reactancia de dispersión del devanado primario
Rs - resistencia del devanado secundario
31

XIs = reactancia de dispersión del devanado secundario
Zc = Burden del TC
Es = voltaje a los terminales del secundario
Ue = voltaje inducido en el devanado secundario
Ip = corriente primaria
I,, = corriente de magnetización
lo = componente de orientación de I»n
Iw = componente de energía de I»
Ism = corriente medida en el secundario
Np = número de espiras del devanado primario
Ns = número de espiras del devanado secundario
n = relación de transformación = Ns/Np
V = n * *nIs1 = n * Ism
Is = valor esperado de la corriente secundaria = Ip/n
<j> = flujo de trabajo del TC
8 = ángulo de factor de potencia del secundario
(entre Ism y Es)
8 = ángulo entre Ism y Ue
J3 = ángulo de factor de potencia de pérdidas
a = ángulo entre la corriente medida y la esperada,
en el secundario
Como puede verse, de la corriente Ip que circula por el
primario¡ se requiere una componente I»' para pr9ducir el
flujo que se ha de establecer en el núcleo, transmitiéndose
al secundario la diferencia Is', convertida en Ism a través
de la relación de número de espiras. La corriente I» es la
32

causante de que la corriente medida en el secundario Ism no
sea la verdadera corriente esperada Is = Ip/n , sino que
diverja de ella por un error de magnitud (relación) e y un
error de ángulo (fase) a.
Del análisis del diagrama vectorial de la Figura 2.2 se
tiene que:
Ism - Ism \£L
Ts = Ism Lü + IM Lp_
~Ts - (Ism*cosQ + I
Ts - i s
donde :
Is = (Ism*cosQ + JK*cosp)
Ism*senQY = arctg
Error de relación:
e% =Is
Error de ángulo :
a = y -
33

2.5.3 EFECTO DE LA VARIACIÓN DE BURDEN.-
Un incremento del Burden de un TG es un aumento de los
VA de carga. Imagínese que el transformador estaba alimentado
exclusivamente de un amperímetro pero luego, en el secundario
se intercalan, suplementariamente, otras bobinas
amperimétricas. Esto implica que, para un valor de corriente
secundaria dada, se induzca un voltaje secundario mayor y en
consecuencia, se incrementen los valores de flujo y de
densidad de flujo del núcleo.
El valor de la corriente de magnetización aumenta, lo que
conduce a una mayor relación de transformación. Esto hace que
los errores en magnitud y en ángulo se incrementen.
En consecuencia, un transformador de corriente trabajando
con una carga o potencia secundaria excesivas (mayores que las
nominales), puede proporcionar errores superiores a los
permisibles por su clase, incluso en el margen normal de
corrientes (del 10% al 120% de la corriente nominal). De ahí
que es preciso conocer exacta o aproximadamente la potencia
necesaria (consumo en VA) para un determinado circuito, con
el fin de elegir el transformador adecuado.
En la tabla 2.3 se dan los consumos (VA) más corrientes
de aparatos o instrumentos de medida. Dichos consumos suelen
ser inductivos en distinta cuantía (factores de potencia de
o . 4 a O . 9 ) . . ,
Aún cuando teóricamente los consumos amperimétrieos en
serie deben sumarse vectorialmente (potencias complejas), es
práctica corriente hacerlo aritméticamente.
34

Consumo en VA de bobinas amperimétrieas más comunes
aparato o intrumento
amperímetros indicadores
amperímetros registradores
amperímetros de precisión
vatímetros indicadores
vatímetros registradores
vatímetros de precisión
contadores de potencia ac-
tiva o reactiva
f así me tros indicadores
f así metros registradoras
consumo
1 ...
2 ...
0.2 ...
2 ...
2 ...
1 ...
1 ...
5 ...
8 ...
(VA)
2
5
0.5
4
8
2
1.5
15 :
20
Tabla 2.3
Fuente: Referencia
2.5.4 EFECTO DE LA VARIACIÓN DEL FACTOR DE POTENCIA
SECUNDARIO.
Analizando el diagrama vectorial de la Figura 2.2 se
observa que al reducir el factor de potencia del circuito de
carga, se incrementa el ángulo 6 y por ende el ángulo 8,
haciendo que Ism e I» se pongan más en fase entre si. Como Is
e I u permanecen constantes (el Burden no varía en módulo), IsmH
disminuye, por ser el resultado de la diferencia vectorial de
estas dos, por tanto Ism se hace más pequeña y el error de
relación aumenta.

Sin embargo , corno Ism se pone más en fase con !„ , elli
ángulo a, y por tanto el error de fase, disminuye y se hace
mínimo cuando Ism es colineal con I», esto es, cuando el
ángulo de factor de potencia 9 se hace igual a 13.
2.5.5 EFECTO DEL SECUNDARIO ABIERTO.
Cuando fluye corriente en el primario de un TC y el
secundario se abre, la corriente por dicho secundario es cero
y la carga infinita. La tensión secundaria quedaría
indeterminada por el producto de ambas, pero si se observa que
bajo estas condiciones el primario se presenta como una simple
bobina de choque recorrida vpor la corriente de línea, sin que
la excitación promovida por ésta sea contrarrestada en
absoluto por amperio-vuelta alguno secundario, se concluye que
la caída primaria, el flujo en el núcleo y la tensión entre
los bornes del secundario, constituido por un gran número de
espiras, son de valores excesivos.(Ref 10)
De hecho este voltaje a circuito abierto viene limitado
por la saturación del hierro, pero alcanza fácilmente de 100
a 500 voltios con transformadores de 5A secundarios, y llega
hasta 1000 V en los de 1A en instrumentos de precisión. Estos
valores resultan peligrosos para la seguridad del operador.
La inducción, que para los diseños se la elige de bajo
valor, con el fin de trabajar con pérdidas mínimas aumenta
con el secundario abierto hasta 10 a 12 mil Gauss, ocasionando
también como consecuencia fuertes pérdidas en el hierro, que
pueden provocar la destrucción de los aislantes por
36

calentamiento.
En virtud de lo expuesto y como ya se dijo en el numeral
2.3j todo transformador de intensidad intercalado en un
circuitoj cuando no alimenta aparatos de medida o de
protección por su arrollamiento secundario, debe permanecer
con los terminales de este lado en cortocircuito.
2.5.6 POLARIDAD DE UN TC.-
Generalmente a los terminales primarios de un TC se los
identifica con las letras K y L (mayúsculas), mientras que a
los secundarios con las letras k y 1 (minúsculas).
La designación de un primario y un secundario con letras
correspondientes mayúsculas y minúscula está dada por su •
polaridad relativa e instantánea. Esto es, para que un
primario y un secundario tengan marca correspondiente (e j :
primario L y secundario 1), deben tener la misma polaridad.
El concepto de polaridad está asociado a la relativa e
instantánea dirección de la corriente y es por esto que,
cuando en un instante dado la corriente entra al primario L,
debe entrar por el secundario 1 en dirección tal} como si los
dos conductores formaran un circuito continuo.
Hay varias formas de determinar la polaridad de un
transformador de corriente y una de ellas es por comparación
con la de un TG de polaridad conocida (ver CAP. V-I) .
37

2.6 CONCLUSIONES.-
Los transformadores de intensidad de uso industrial para
medición se utilizan para proveer a los aparatos de medida,
de corrientes proporcionalmente más bajas que aquellas de
valores altos que generalmente circulan por los circuitos que
alimentan la maquinaria eléctrica.
La estimación directa de estas corrientes altas
implicaría la utilización de aparatos grandes e imprecisos
afectados por perturbaciones magnéticas originadas por las
elevadas magnitudes de dichas intensidades. De ahí la
necesidad de medirlas con aparatos de constitución delicada,X
reducidas dimensiones y buena precisión, que pueden ser
instalados en tableros centralizados para facilitar su lectura
y que trabajan con intensidades pequeñas (de 1 a 5 A) que
provienen de los secundarios de los TC.
El primario de un TC se encuentra en serie con el
circuito principal (objeto de medición), mientras que el
secundario tiene como cargas las bobinas amperimétricas de los
aparatos de medida.
Como todo aparato real, el transformador de intensidad
tiene errores, cuya magnitud a una potencia secundaria nominal
denominada Burden nominal, determina la clase de precisión del
mismo . La selección de un TC de una clase específica está
estrechamente relacionada con los usos que se le quiera dar.
Para servicio industrial, donde las mediciones de corriente
y potencia no requieren de una precisión muy alta, la clase
1 es suficiente.

Un incremento del Burden nominal en un TC provoca un
aumento de los errores de relación y fase, incluso superiores
a los tolerables por su clase.
Una reducción del factor de potencia secundario de un TC
aumenta el error de relación y disminuye el de fase.
El secundario de un TC nunca debe permanecer sin carga
cuando está en servicio, pues si este permanece abierto, se
inducen en él tensiones muy altas y peligrosas. Además, la
densidad de flujo crece desmedidamente, pudiendo causar serios
daños al núcleo por las elevadas pérdidas producidas.
De ahí la recomendación de que todo transformador de
intensidad intercalado en un circuito, cuando no alimenteV
aparatos de medida o de protección por su arrollamiento
secundario, debe permanecer con los terminales de este lado
en cortocircuito .
La polaridad de un TC está dada por la dirección
instantánea y relativa de las corrientes primaria y secundaria
que circulan por él.
39

CAPITULO III
RECURSOS DISPONIBLES
El diseño del Transformador de Corriente producto de esta
tesis, se lo hará en función del uso de materiales que
actualmente se utilizan en el país para la fabricación de los
transformadores de distribución y que serán detallados en lo
que sigue de este capítulo.
3.1 MATERIAL PARA EL NÚCLEO.-V.
Actualmente, el material empleado para la construcción
del núcleo de los transformadores es el acero al silicio de
grano orientado. Este acero ofrece gran resistencia al
envejecimiento y puede trabajarse a elevadas inducciones
debido a su alta permeabilidad y muy bajas pérdidas en la
dirección de laminación.
Esta propiedad e.s debida a la estructura del cristal de
aleación hierro-silicio5 que es cúbica centrada, con un átomo
en cada vértice y otro en el centro. La más fácil
magnetización se obtiene en dirección de las aristas del cubo;
existiendo mayor dificultad en dirección de las diagonales de
las caras y aún más siguiendo las diagonales del cubo .
Mediante tecnologías adecuadas se puede conseguir que la
mayoría de los cubos (no todos) queden alineados en la
dirección del laminado, dirección que en consecuencia será la

más favorable para la magnetización.(Ref 12 )
Los aceros de grano orientado son superiores a los no
orientado usados antiguamente, en cuanto a tener .menos
pérdidas y requerir menor H, por lo que pueden hacerse
trabajar con mayores densidades de flujo que éstos,(Ref 9)
Disponemos de acero al silicio de grano orientado de
procedencia brasileña fabricado por la Compañía Siderúrgica
de Aceros Especiales Itabira "ACESITA" en rollos de dos
toneladas y ancho de fleje de 860 mm.(Ref 17)
Normalmente el pedido mínimo es de seis toneladas y debe
especificarse el espesor de la lámina y el ancho de fleje
patrón (860 u 880 mm).X
El producto tiene excelentes y uniformes propiedades
magnéticas y es el resultado de un proceso de fabricación
integrado y altamente tecnificado.
El catálogo correspondiente nos provee de las curvas de
magnetización, excitación y pérdidas que constan en el anexo
II, además de la siguiente información:
Denominación comercial: E - 005
Espesor nominal: 0.30 mm
Envejecimiento magnético máximo: 5%
Densidad asumida: 7.65 g/cm
Factor de apilamiento: 95%
3.2 MATERIAL PARA BOBINAS.-
Para la elaboración de las bobinas se dispone de alambre
41

magneto FÁDATEMP elaborado por "Fábrica de Alambres Técnicos
FADALTEG S.A." de Colombia.(Ref 17}
Este alambre se fabrica con cobre de densidad 8.89. g/cm3
(a 20 C.), recubierto con resinas de poliéster modificado.
Este aislamiento se caracteriza por su elevada estabilidad
térmica que permite su uso a 180° C. Presenta además buenas
propiedades mecánicas, muy alta rigidez dieléctrica y
resistencia a solventes y refrigerantes.
Puede estar colocado como capa sencilla o como doble
capa. Para nuestro aparato es suficiente él aislamiento de
simple capa.
El alambre magneto FADATEMP se ajusta a lasv
especificaciones NEMA MW-30-C.
3.3 MATERIAL PARA LA CARCAZA.-
Para la elaboración de la carcaza que recubre al núcleo
bobinado se uso una mezcla que contiene los siguientes
componentes:
Resina acrílica
Monómero
Catalizador
Cobalto
Pigmento
Oxido de Zinc
El monómero es un solvente de la resina. El catalizador
42
es un acelerante que ante la presencia del cobalto reacciona
con la resina y permite el fraguado. El pigmento da ,color a
la mezcla y el óxido de Zinc la hace más densa y consistente.
Para tener una idea de las proporciones de cada uno de
los componentes, se sabe que por cada galón de resina se debe
m e z 1 ar :
2 litros de monomero, 1/4 de litro de catalizador, 1/8 de
litro de Cobalto, 4 libras de óxido de Zinc y cantidad de
pigmento de acuerdo a la tonalidad deseada.
3.4 MATERIAL PARA ACABADOS.-
V.
Lo que llamamos "acabados" de nuestro prototipo son: La
bornera, la placa de datos técnicos y las marcas de polaridad.
La bornera está conformada por dos pequeñas platinas de
hierro galvanizado, provistas cada una de dos orificos
roscados, en donde irán colocados sendos tornillos con sus
respectivas rodelas de presión.
La placa de datos técnicos consiste de una placa metálica
con la información grabada mediante la técnica de
fotomecánica.
Las marcas de polaridad están constituidas por pequeñas
placas grabadas con la misma técnica.
3.5 CONCLUSIONES
Los materiales usados en la construcción de nuestro
prototipo son exclusivamente los utilizados para la
43
fabricación, de los transformadores de distribución.
Para el núcleo se utilizará acero al silicio de grano
orientado de procedencia brasileña.
Para el bobinado emplearemos alambre esmaltado fabricado
en Colombia.
Para la carcaza se usará una mezcla de resina acrílica
y otros componentes, que suele utilizarse en la reparación de
roturas en los tanques de transformadores sumergidos en
aceite.
Adicionálmente el transformador contará con dos platinas
atornillada a manera de bornera y placas grabadas en
fotomecánica que contendrán la- información técnica requerida.
Todos estos productos son relativamente económicos y
permitirán obtener un aparato con bajos costos de
producción.
44

CAPITULO IV
DISEÑO
4.1 FORMA Y DISPOSICIÓN.-
El transformador de corriente a diseñarse será del tipo
ventana (window type) . /La norma ANSÍ lo define como; "Aquel
que tiene su devanado secundario aislado del núcleo y
permanentemente montado en él, pero no tiene devanado primarioV
que sea parte, integral de la estructura. El devanado primario
estará constituido por una vuelta del conductor de línea que
pasa a través de la ventana, la cual lo provee de un
aislamiento completo".
Este tipo de TC es muy usual cuando se tienen corrientes
primarias altas 5 ya que se supera el problema que constituye
el bobinar con alambre muy grueso y se obvia la dificultad de
realizar las conexiones de los cables de línea, de secciones
grandes, al aparato que, generalmente, es pequeño y no muy
robusto. .
A pesar de que el núcleo del transformador es anular, el
aparato no tiene forma de disco, sino que adopta la forma del
molde utilizado para recubrilo con resina.
Nuestro prototipo tiene una configuración particular y
está diseñado para ser colocado verticalmente en tableros
industriales.
45

4.2 NÚCLEO.-
La forma más conveniente de núcleo es la de un toroide,
ya que permite tener un campo magnético muy homogéneo. En él
se definen, las siguientes dimensiones geométricas, que se
presntán en la figura 4.1
Ancho
Fig. 4.1
donde:
LADO = Dext - Dint
Dmedio = Dint + LADO
LONMED = longitud media del núcleo = TC # Dmedio
ANCHO = 3;5 cm
AREÁT = área transversal del toroide
= ANCHO * LADO
Por el orificio de Dint pasará el conductor que lleve la
corriente primaria y por el devanado arrollado en el toroide
46

circulará la corriente secundaria que alimentará a los
instrumentos de medida.
El orificio tiene que ser tal que permita pasar por él,
al conductor de mayor diámetro que suela usarse para.llevar
la corriente primaria nominal¿
Para el caso de 200 A nominales, en la tabla del anexo
V vemos que el conductor de mayor aislamiento (TTU) para esa
corriente, tiene un diámetro aproximado de 2 cm.
Como queremos que el conductor entre holgado, proveemos un
diámetro libre de la ventana de 3 cm, pero como hay que
considerar espacio para el aislamiento y el bobinado, el
diámetro interno del núcleo lo hacemos de 5 cm.x.
El bobinado se dispone alrededor del toroide como se
muestra en la figura 4.2
Zc CBurderO
Ns
Fig. 4 .2
donde:
Ip = corriente primaria
47

Is = corriente secundaria
E = valor RMS del voltaje inducido en los
terminales del secundario _ '
Ns = número de espiras del bobinado secundario.
<}> = flujo magnético
H = intensidad de campo magnético
B = densidad de flujo magnético
Al circular la corriente Ip , se genera un campo magnético
de intensidad H en el toroide. Aplicando la ley de Ampere , que
relaciona corrientes eléctricas y campos magnéticos, al
circuito de la figura 4.2, tenemos que :•v,
H - Jp _ -Ate * ISLONMED LONMED
La dirección de H respecto a la de las corrientes se
deduce en forma práctica por la regla de la mano derecha .
La intensidad de campo H se relaciona con la densidad de
flujo B por la expresión:
B = \í * H
El factor u es la permeabilidad , siendo ésta una
propiedad del material del núcleo .
Dentro del núcleo puede considerarse uniforme la densidad
de flujo en toda el AREAT de una sección, de manera que el
flujo, total en ella será:
(f> = B * AREAT
Se cumplen además las siguientes relaciones:
48

A *4 .44 *
nominal BORDEN^ [VA]
Is RMS nominal ISEC^ [A]
^ * 108 r ,nAREAT = — - — - [0772]
* B * 4 . 44 * 60 * JVS * O . 95
El factor 0.95 es el factor de ápilamiento q_ue hay que
considerar i tomando en cuenta que el núcleo se laminará con
chapas de 0.3 mm .
= E jANCHO
LONMED = (Din^ + LADO) * n [cm]
PESONUCLEO = LONMED * LAT>O * A CHO * 7 .65 * 10~3 [Kff] ,
Se puede notar que definiendo B , quedan determinadas
todas las .dimensiones del núcleo .
El valor de B se lo escoje de tal forma que permita
situar al aparato en la clase precisada, esto es, de tal forma
que no se superen los errores dados por la norma para la clase
de precisión 1.0 .
4.3 CURVA DE MAGNETIZACIÓN .-
La curva de magnetización normal o de corriente continua,
que es la curva que se obtiene uniendo entre si los extremos
de una serie de curvas de histéresis B-H que cubran todo el
campo de densidades de flujo, constituye la indicación básica
de la propiedades magnéticas de los materiales
49

ferromagnéticos.(Ref 12)
La curva de magnetización del hierro que vamos a utilizar
es provista por el fabricante del hierro y aparece en el anexo
II.
4.4 CURVA DE EXCITACIÓN Y CURVA DE PERDIDAS.-
Los materiales magnéticos ocasionan una pérdida de
energía cada vez g_ue quedan sometidos a un ciclo B-H; esta
pérdida se divide en dos partes, una de ellas debida a las
corrientes parásitas y la otra a la histéresis. La primera es
2debida a las perdidas I R por efecto Joule de las corrientes
que circulan por el matersial tendiendo a oponerse a las
variaciones en las densidades del flujo, y la segunda lo es
a la energía gastada en orientar, en la dirección del campo,
las partículas elementales del material. Dichas pérdidas
dependen de la composición del material, particularmente del
contenido del silicio en tanto por ciento, del grado de
orientación del grano, de la frecuencia, del espesor del
material medido en un plano normal al campo y de la densidad
de flujo. Se resumen en la curva de excitación y en la curva
de pérdidas. La primera nos da las pérdidas de energía totales
en VA/Kg y la segunda las pérdidas por efecto Joule en W/Kg,
para las distintas densidades de flujo y a una frecuencia
definida.(Ref 12)
Las curvas de excitación y de pérdidas del hierro que
vamos a utilizar son provistas por el fabricante del hierro
y aparecen en el anexo II.
50
4. 5 BOBINADO.^
En el circuito de la figura 4 . 2 se cumple, por la peoría
general de Transformadores que :
* Is = Ip
por lo tanto :
IPRIM,Ns = ífOtí
La sección del alambre para el arrollamiento se determina
escogiendo una densidad de corriente J:
sección del alambre
Para transformadores de corriente se recomienda escoger
2un valor de J entre 1.5 y 1.8 A/mm . Escogemos el valor de 1 . 8
porque nos permite economizar en cantidad de cobre. Además
debe tomarse en cuenta que el TC debe trabajar correctamente
hasta con un valor del 120% de la corriente nominal. Por lo
tanto:
1.2 * ISEC,SECCIÓN-
J
La longitud total del alambre será:
* 1.1 * 2 * (ANCHO + LADO) + 4
El factor 1 . 1 considera un 10% para dobleces en las
esquinas. Además se preveen 4 cm para conexiones.
La resistencia del bobinado será:

* R/KmLUJ
R/Km es . la resistencia por longitud del alambre que
corresponde a la SECCIONA calculada y se toma de la tabla
del anexo IV.
El peso del alambre será:
LONGALAM * Kg/Km r ,[Kg]1000 yj
Kg/Km es el peso por longitud de alambre. Para el alambre
escogido ver tabla del anexo IV.
V.
4.6 ERRORES DE RELACIÓN Y DE ÁNGULO.- !
; ' ' I
Habíamos afirmado que los errores deben ser inferiores
a los que establece la norma para la clase de precisión 1 para
cualquier Burden entre el 25% y el 100% del nominal a factor
de potencia 0.8 y corrientes de valores 10%, 20%, 100% y 120%
de la nominal.
Por lo tanto se deben calcular los errores para todas
estas condiciones,
Sean:
BURDENPRÜEB = fracción del Burden nominal
= fracción de la corriente nominal
52

La impedancia de carga será
zc -
Como la norma establece factor de potencia O
RC = ZC * 0.8 [Q]
XC = ZC * 0.6 [O]
Si despreciamos Xls (Ref 16 ) :
ZT - i/RTZ. + *C2 [Q]
0 = are tg [radianes]RT
ZT
COS 6 = —ZT
El voltaje inducido en el secundario para los valores
\ ISECpñlJEB sera:
VOLTIND = ISECPRUEB * ZT [V]
y corresponderá a una densidad de f lu jo :
*.1Q8
De las curvas de excitación leemos los VA/Kg
(EXCITÁCIONpRUEB) y de la de pérdidas los W/Kg ( PERDIDASpRUgB ) ,
correspondientes a esta Bpn,,nn y obtenemos:
53
EXCITACIÓNPRUEB *
VOLTINDX = PRUEB -NUCLEO 1-3-1
PERDIDAS PROEB * PESOmcLEO
VOLTIND
(J = are eos —— [radianes]
Is = J(ISECPRW,B * COSO + rM * C05P)2 + (ISECPBUEB * Sf£»fl
Y = are tgISECpitna, * COSQ + IH * COSP
Los errores serán:
Error de relación:
|e| % * 100 [%]IS
Error de fase:
a = 3437.74 * (y - 9) [minutos}
4.7 CÁLCULOS.-
Utilizando una hoja electrónica de cálculo se obtuvieron
los errores gue se detallan a continuación y que aparecen en
la tabla 4.2. . .
54

UNIDADES VALORES
I PRIM NOM
I SEO NOM
BURDEN NOM
D INT
ANCHO
B
NS
AREAT
LADO
LONMED
PESO NÚCLEO
J
SECCIÓN ALAM
AWG ALAM
LONG ALAM
R/Km ALAM
RALAM
Kg/Km ALAM
PESO ALAM
[A]
[A]
[VA]
[cm]
[cm]
[GAUSS]
[ adimensional]
[cm2]v
[cm]
[cm]
[Kg]
[A/mm2]
[mm2]
[AWG]
[m]
[ohmios/Km]
[ ohmios ]
[Kg/Km]
[Kg]
200
5
5
5
3.5
3000
40
3.292766
0.940790
18.66354
0.470128
1.8
3. 333333
12
3 . 947895
5.21
0.020568
29.46
0. 116305
Tabla 4.1
55

IURDEN PRUEB
SEC PRÜEB
;c :c ;c .T 1T EN TETA
IOS TETA
ANG TETA
'ETA
OLT IND
; PRUEB
XCITACION PRUEB
'ERDIDAS PRUEB
M w ETA
EN BETA
QS BETA
s AMA
RROR|^
LFA
[VA]
[A]
[ohmios]
[ohmios]
[ohmios]
[ohmios]
[ohmios]
[adimensional]
[adimensional]
[adimensional]
[radianes]
[V]
.
[GAUSS]
[A/cm]
[W/Kg]
[A]
[A]
[radianes]
[adimensional]
[adimensional]
[A]
[radianes]
[£]
[minutos]
5' 6
0.2
O.iG
0.12
0.180568
0.216806
0.553489
O.S32S56
0.664567
0,586548
1,300838
3707.388
0.112
0,075
0.040477
0.027105
0.837068
0.742683
0.669642
6.039222
0.588209
0.649455
5.712093
5 5
0.2
0.16
0.12
0.180568
0.216806
0.553489
O.S32856
0.664567
0-.586548
1.084031
3089.490
0.085
0.055
0.036863
0.023852
0.867075
0.762440
0.647058
5.035432
0.588574
0.703664
6.967797
5 L
0.2
0.16
0.12
0.180568
0.216806
0.553489
0.832856
0.664567
0.586548
0.216806
617.8981
0.0055
0,004
0.011926
0.008673
0.756456
0.686348
0.727272
1.011756
0.5SS541
1.162000
6.S52175
5
0.5
0.2
0.16
0.12
0,180568
0.216806
0.553489
0.832856
0.664567
0.586548
0.108403
308.9490
0.003
0.0007
0.013010
0.003035
1.335292
0.972396
0.233333
0.509607
0.603927
1.885326
59.74801
2.5 6
0,1
0.08
0.06
0.100568
0.117106
0.512352
0.858775
0.596608
0.537921
0.702641
2002.528
0.04
0.025
0.026763
0.016727
0.895664
0.780624
0.625
6.025076
0.539477
0.416199
5.347146
2.5 5
0.1
0.08
0.06
0.100563
0.117106
0.512352
0.858775
0.596608
0.537921
0.585534
1668.773
0.03
0/02
0.024087
0.016058
O.S4106S
0.745355
0.666666
5.022993
0.539353
0.457773
4.921273
2.5 1
0.1
0.08
0.06
0.100568
0.117106
0.512352
0.858775
0.59660S
0.537921
0.117106
333.7547
0.003
0.0007
0.012043
0.002810
1.335292
0.972396
0.233333
1.008450
0.546467
0.837953
29.37666
2.5
0.5
0.1
0.08
0.06
0.100568
0.117106
0.512352
0.358775
0.596608
0.537921
0.058553
166.3773
0.001'
0.00015
0.008029
0.001204
1.420228
0.988685
0.15
0.505139
0.550196
1.017437
42.19594
1.25
6
0.05
0.04
0.03
0.060568
0.067591
0.443845
0.896103
0.495306
0.459885
0.405546
1155.806
0.018
0.012
0.020866
0.013910
O.S41068
0.745355
0.666666
6.019373
0.461175
0.321856
4.433390
1.25
5
0.05
0.04
0.03
0.060568
0.067591
0.443845
0.896103
0.495306
0.459885
0.337955
963.1721
0.015
0.01
0.020866
0.013910
0.841068
0.745355
0.666666
5.019374
0.461432
0.385999
5.316645
1.25
1
0.05
0.04
0.03
0.060568
0.067591
0.443845
0.896103
0.495306
0.459885
0.067591
192.6344-
0.002
0.0004
0.013910
0.002782
1.369438
0.979795
0.2
1.008602
0.470771
0.852909
37.42164
1.25 0.5
0.05
0.04
0.03
0.060568
0.067591
0.443845
0.896103
0.495306
0.459885
0.033795
96.31721
0.001
0.0001
0.013910
0.001391
1.470628
0.994987
0.1
0.507526
0.483109
1.4S3036
79.83824
Tab
la
4.2

4.8 CONCLUSIONES.-
El transformador de corriente diseñado es de tipo ventana
y está concebido para ser usado en el interior de tableros
industriales.
Su núcleo será toroidal, puesto que permite tener un
campo magnético muy homogéneo.
La curva de magnetización del hierro a usarse nos indica
que éste posee excelentes propiedades magnéticas, lo que hace
posible que el diseño se utilice una inducción de trabajo de
3000 Gauss, sin que las pérdidas sean muy altas.
Los errores que se calculan en el diseño son inferiores
á los que exige la Norma IEC 185 para la clase de precisión
1.0, de tal forma que el aparato pueda pasar la prueba de
precisión (ver CAP VI).
* 57
CAPITULO V
CONSTRUCCIÓN
5.1 NÚCLEO.-
El núcleo toroidal de nuestro transformador de corriente
lo construimos enrollando lámina magnética de 3 . 5 cm de ancho
hasta alcanzar el área transversal exigida por el diseño. Esta
claro por tanto el problema que representa obtener, de un
rollo de 2 toneladas y ancho de fleje 860 mm, una cinta
continua en la dirección de laminación y a un ancho de 3.5 cm
(escogido pensando en las dimensiones finales del aparato).
El corte con cizalla no era factible pues este aparato
permite cortes únicamente de hasta 2 metros de largo y
nosotros necesitábamos cinta de mayor longitud.
Como se requería material para algunos prototipos, el
corte a mano resultaba muy dificultoso e irregular.
Acudimos pues a "Industrias Oro", fabricante de filtros
para automotores, equipo caminero, industriales, etc.
Esta fábrica cuenta con maquinaria capaz de cortar de una
sola vez todo el rollo a un ancho de fleje definido. Gracias
a su colaboración fue posible obtener suficiente cantidad de
cinta continua para el ensayo de algunos núcleos.
Para formar el toroide nos valimos de la máquina de
bobinar: A un tubo de metal de 5 cm de diámetro,, le soldamos
58

una gran rodela metálica, y a este artefacto lo utilizamos
como eje de enrollamiento. Colocamos la lámina en un carrete
plástico y la hicimos pasar por un aparato que la presiona
permitiendo darle tensión al arrollamiento,
En el tubo practicamos un pequeño corte a fin de fijar
el principio de la cinta; el borde de ésta va junto a la
rodela .
Accionando el motor de la máquina fuimos enrollandp la
lámina hasta alcanzar la sección requerida. Para ello medimos
con el calibrador la magnitud correspondiente al "LADO" y
verificamos que sea la exigida por el diseño. Una vez que esto
ocurra, cortamos la lámina y aseguramos con un sunchoX.
metálico .
5.1.1 TRATAMIENTO TÉRMICO DEL NÚCLEO . -
Durante todo el proceso, desde el corte de la lámina
hasta su conformación toroidal, se fueron introduciendo en el
material tensiones mecánicas y deformaciones que afectarían
ostensiblemente sus propiedades .
Para aliviar dichas tensiones e ^irregularidades y
restaurar las buenas cualidades magnéticas de la lámina es
indispensable aplicar un tratamiento térmico conocido como "
"recocido de regeneración"
Este tratamiento destruye mediante un calentamiento la
estructura distorsionada por el trabajo en frío y hace que el
material adopte una forma libre de deformaciones. Este proceso
se realiza totalmente en el estado sólido y el calentamiento
59

va seguido normalmente de un enfriamiento lento en el horno
desde la temperatura alcanzada.(Ref 14)
La temperatura alcanzada varía según el material. Para
el acero al silicio se recomienda esté comprendida entre los
750DC y los 820"C.(Ref 15) > •: \a tratar nuestro núcleo procedimos de la siguiente
forma: :;
Removimos todo compuesto orgánico como viruta, aceite,
etc, que pudo haberse adherido al núcleo.
En una atmósfera neutra y seca, parat prevenir la
oxidación y carbonización y evitar asi la degradación de la
propiedades magnéticas y de revestimiento del material,
llevamos al toroide y su molde hasta una temperatura de 800 °C
y lo recocimos por espacio de una hora. Luego de este tiempo
se apagamos el horno y lo dejamos enfriar lentamente dentro
de éste. Una ves que esto sucedió, lo sacamos del horno.
Por efecto de la temperatura, el toroide cede un poco la
presión sobre el tubo-molde y es posible desprenderlo de él.
Retiramos el suncho y lo reemplazamos por cinta de
vidrio.
Cabe anotar que con el recocido, la lámina pierde tensión
y si se deja el toroide libre, mantendrá la forma de espiral
sin serpentear como cuando recién se lo enrolla.
El recocido se lo realizó en el Laboratorio de
Tratamientos Térmicos de la Facultad de Ingeniería %Mecanica
de la Escuela Politécnica Nacional bajo la dirección del Ing.
Patricio Estupiñán.
60

5.2 BOBINADO.-
A pesar de que el alambre tiene una capa de aislamiento,
podría suceder que en el proceso de bobinado éste se agriete
o se destruya por el contacto con el filo de la lámina
magnética. Para evitar este riesgo, se envolvió al núcleo en
una capa de cartón recubierta por una de reata. De esta forma
el núcleo queda listo para ser bobinado.
Al calcular la magnitud LOÑG,, .„ en el diseñó, se conoce
aproximadamente la cantidad de alambre necesario para bobinar
las Ns espiras. Envolvimos esa cantidad en un pedazo largo de
madera y la enrollamos a mano alrededor del núcleo hastav,
completar las vueltas necesaria.
Hay que destacar que el bobinado debe hacerse lo más
simétrico posible y tratando de que el arrollamiento ocupe la
mayor porción posible del toroide. Debe evitarse usar martillo
o alicate para acomodar las espiras, ya que estas herramientas
pueden destruir el aislamiento del alambre y con ello
producirse cortocircuitos entre espiras.
No deben existir espiras entrecruzadas y para ello hay
que calcular aproximadamente la distancia entre ellas, de tal
forma que no falte espacio para ninguna.
Al núcleo así bobinado le dimos un baño de barniz y lo
introduj irnos en el horno a 40 ° C para secarlo.
5.3 CARCAZA.-
Preparamos la mezcla indicada en el numeral 3.3, en
* 61

aproximadamente medio litro de resina, guardando las
proporciones en cantidades de los otros componentes.
Utilizamos pigmento de color verde en cantidad tal que
la mezcla adquiera una tonalidad oscura .
Es necesario mover continuamente la mezcla, evitando que
se formen burbujas de aire que darían a la carcaza una
constitución porosa.
De esta forma quedó lista la composición para montar el
núcleo bobinado en la carcaza.
5.4 ENSAMBLAJE. -
Preparamos en aluminio, el molde para fundir la resina
alrededor del núcleo bobinado. Para formar el orificio central
utilizamos un tubo plástico forrado de cartón, de 3 cm de
diámetro .
La resina no se adhiere al aluminio , ni al cartón , ni a
superficies bañadas en algún derivado del petróleo .
Vertimos un poco de mezcla en el molde y la dejamos
secar. Luego colocamos nuestro núcleo y lo bañamos en el resto
de la mezcla hasta llenar el molde . Los terminales del
arrollamiento quedan fuera de éste.
Cuando esta segunda capa se secó, procedimos a fijar la
bornera, soldando con estaño las platinas de metal
atornilladas , a los terminales de la bobina. Luego c,o loe amos
otra pequeña capa de mezcla para que cubra la bornera, dejando
al descubierto únicamente la superficie de las platinas .
Los tornillos debieron ser previamente engrasados para
62

que la resina no se adhiera a ellos. j
Cuando la mezcla se secó bien, se retiró el molde
quedando nuestro TC casi listo.
5.5 ACABADOS.-
Pulimos con lija fina todas las superficies de la carcaza
hasta alcanzar uniformidad y eliminar las asperezas.
Retiramos todo resto de resina de la hornera y colocamos
las rodelas de presión en los tornillos.
Con cemento de contacto, fijamos las placas metálicas de
datos técnicos a las superficies laterales del transformador.
De idéntica manera fijamos las marcas de polaridad en los
lugares correctos.
De esta forma queda listo nuestro aparato y sus
dimensiones finales son las que se presentan en la figura 5.1
12.5 20 12. 5 20
-ID 10 na
12.5 25 -12.5
Fig. 5.1
63

5.6 CONCLUSIONES.-
La construcción del transformador no resultó una -labor
sencilla, debido al cuidado que hay que tener al elaborar el
núcleo y el bobinado. Además tuvimos que usar maquinaria y
herramienta no idónea, sino adaptada a nuestros
requerimientos.
Para armar el toroide, en un principio se pensó que en
lugar de la rodela metálica que sirve de tope en el molde, se
podía usar una rodela de madera, de más fácil elaboración. Sin
embargo, al rozar el filo de la lámina con ella, se iban
quedando entre capa y capa de la espiral que se formaba polvoV,
de madera, que durante el recocido se carbonizaba y dañaba al
material . De ahí que una de las partes más complejas en' la
elaboración del aparato fue la construcción del molde para
armar su núcleo.
Durante el proceso de formación del toroide, la lámina
magnética vio afectada en gran medida sus propiedades y fue
necesario tratarla térmicamente para restaurarlas.
El bobinado a mano requiere de mucha paciencia y técnica
y hay que realizarlo con uniformidad.
Sin embargo, como el prototipo fue realizado en forma
artesanal, eran de esperarse todos estos inconvenientes.
64

CAPITULO VI
ESTIMACIÓN TÉCNICO-ECONÓMICA DEL PRODUCTO FINAL
6.1 ESTIMACIÓN TÉCNICA: PRUEBAS , -
Una vez construido el transformador de corriente, debemos
realizar varias pruebas según normas , para garantizar que
cumpla con las especificaciones preestablecidas, para su
diseño, y que su funcionamiento post-instalación sea correcto.v
Es necesario anotar que él grupo de pruebas no se lo pudo
realizar en su totalidad , por falta de equipo para realizar
algunas de ellas .
Las pruebas efectuadas fueron:
PRUEBA f 1:
VERIFICACIÓN DE DATOS DE PLACA
Norma: IEC 185
Objetivo : "Comprobar que se encuentran de manera indeleble
sobre el transformador o en una placa firmemente sujeta al
mismo las siguientes marcas de placa" :
1 ) Nombre del fabricante o marca del aparato , que lo
identifique .
2 ) Número de serie o tipo de producto , preferentemente>
ambos . !
3 ) Relación nominal de corrientes .
65

4) Frecuencia nominal.
5) Burden nominal.
6) Clase de precisión.
7) Voltaje máximo de servicio.
8) Marcas terminales (de polaridad).
Procedimiento: Mediante una inspección visual se verifica la
existencia de las marcas de placa antes detalladas.
Resultados: El transformador de corriente en prueba presenta
los siguientes datos de placa:
1) C A D E N A
2) Tipo: TC # 001
3 ) Relación: 200/5 Av
4) Frecuencia: 60 c/s
5) Burden: 5 VA
6) Clase: 1
7) VMAX: 0.6 KV
8) K,L para primario
k,1 para secundario
Observaciones: Los datos de placa están completos.
PRUEBA #2:
VERIFICACIÓN DE POLARIDAD
Norma: ANSÍ C57.13.1
Objetivo: Comprobar la correcta ubicación de las marcas de
polaridad.
E'quipo: Fuente variable de 60 Hz
Transformador reductor
66

Transformador de Corriente patrón CT-90B
Amperímetro
Procedimiento: Se conecta el transformador reductor a la
fuente y, utilizando el transformador patrón con su relación
de corriente 100/5 A, se alimenta con unos 10 A el circuito
de la figura 6.1.
TC conocido
_nn!Mmi_0 v l / V v v v
\f /YYYWY"\' nnfiiífífi * c* V V v v V v
L
^
1
b
PC en pruebe
f /'WYYVYA 1o (TíyMlp o° v u v v v v
i-MíffiM^L" U u lí U U y J
i
Fig. 6.1
Como nuestro aparato es de relación 200/5 hay que pasar
dos vueltas de conductor primario por su ventana para obtener
200 A.
Si el amperímetro lee la suma de corrientes secundarias,
la polaridad del TC en prueba es contraria. Si el amperímetro
lee cero, la polaridad es correcta.
Resultados: La lectura del amperímetro es cero.
Observaciones: Las marcas de polaridad están correctamente
ubicadas.
67

PRUEBA # 3:
DETERMINACIÓN DE LA CLASE DE PRECISIÓN
Normas: ANSÍ C57.13 . 1
IEC 185
Objetivo: Comprobar si la clase de precisión del TC es la
especificada en el dato de placa.
Equipo: Fuente variable de 60 Hz
Transformador reductor
Resistencia continua variable de 0-3 Q. , 9.9 A
Amperímetro
Contrastador de TC TS-62S
Galvanómetro de sensibilidad 40 uV/mm
Caja de Burden BB-C408A
Procedimiento: Primeramente, antes de comprobar la precisión
del aparato, la norma ANSÍ recomienda desmagnetizarlo para
eliminar la posible existencia de magnetismo remanente en el
núcleo, que podría alterar los resultados de la prueba. Para
hacerlo se utiliza el circuito de la figura 6.2.
68

60 Hz
TC a ser desmagnet1
Fig. 6.2
Se pasa la corriente nominal por el devanado primario.V,
Se aumenta la resistencia R hasta que el TC se sature, luego
se reduce lentamente la resistencia hasta cero y se desconecta
la alimentación. La saturación del núcleo se indica por una
disminución de la corriente secundaria.
Una vez que el aparato está desmagnetizado se procede a
determinar su precisión mediante la técnica de contrastación.
Esta técnica consiste en comparar al transformador cuya
clase de precisión se desea determinar, con un transformador
fabricado especialmente para tener márgenes de error mínimos,
conocido como Transformador Patrón. Esta comparación se la
realiza mediante la utilización del Co.ntrastador de TC
existente en el Laboratorio de Protecciones de la Facultad de
Ingeniería Eléctrica de la E.P.N., cuyos diales nos dan
directamente lecturas de errores de relación y ángulo.
Las conexiones del circuito utilizado son las indicadas
en la figura 6.3.
69

110 ÁC
Fig. 6.3
La Norma establece que la prueba se la realice para
valores de corriente ' del 10% ,20% ,100% y 120% de la corriente
nominal y para un Burden del 25% al 100% del nominal con fp
= 0,8.
En lo que respecta a los valores de corriente,
maniobrando la fuente variable que alimenta al transformador
reductor, pueden obtenerse los porcentajes especificados, mas
en cuanto a la carga secundaria, la caja de Burden de que
disponemos, únicamente simula los siguientes consumos:
2.5, 5, 10, 15, 20, 25 y 40 VA con factor de potencia 0.8.
Como el TC en prueba tiene Burden nominal 5 VA, debería
hacerse la prueba con carga desde 1.25 VA (25% del nominal)
hasta 5 VA (100% del nominal), mas por esta limitación solo
se puede realizar con valores de 2.5 VA y 5 VA.
70
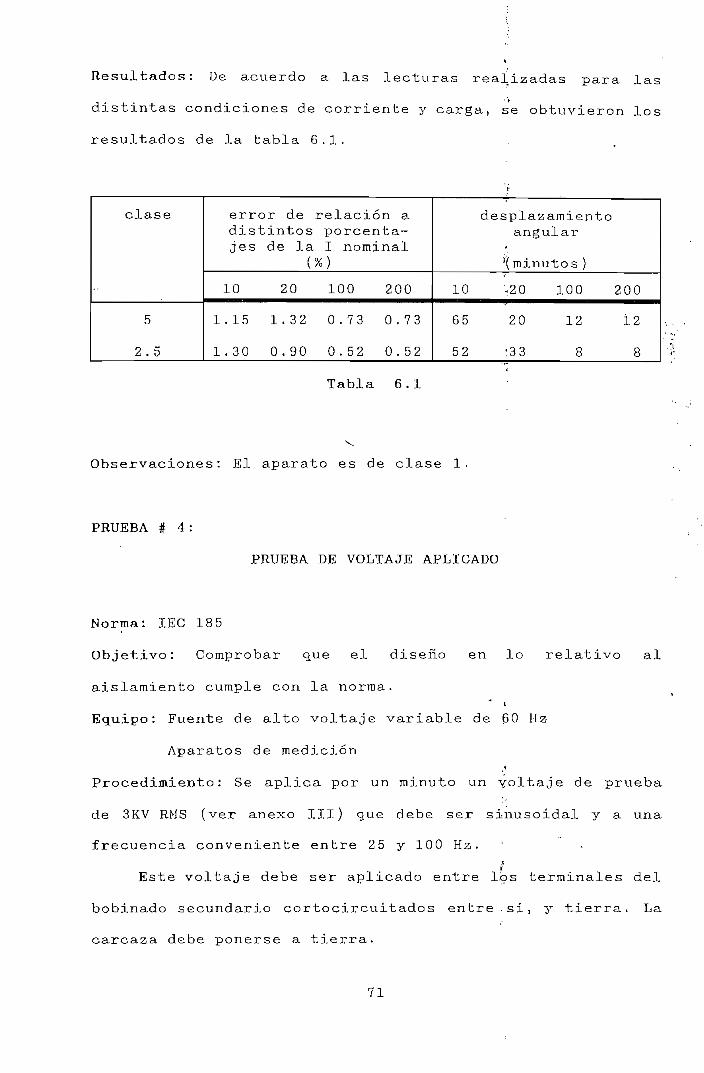
Resultados: De acuerdo a las lecturas realizadas para las
distintas condiciones de corriente y carga, se obtuvieron los
resultados de la tabla 6.1.
clase
5
2.5
error de relación adistintos porcenta-jes de la I nominal
i y \ )
10 20 100 200
1.15 1.32 0.73 0.73
1.30 0.90 0.52 0,52
desplazamientoangular
''( minutos )
10 -20 100 200
65 20 12 12
52 :33 8 8
Tabla 6.1
Observaciones: El aparato es de clase 1.
PRUEBA # 4:
PRUEBA DE VOLTAJE APLICADO
Norma: IEC 185
Objetivo: Comprobar gue el diseño en lo relativo al
aislamiento cumple con la norma.t
Equipo: Fuente de alto voltaje variable de 60 Hz
Aparatos de medición
Procedimiento: Se aplica por un minuto un yoltaje de prueba
de 3KV RMS (ver anexo III) que debe ser sinusoidal y a una
frecuencia conveniente entre 25 y 100 Hz.*í
Este voltaje debe ser aplicado entre Los terminales del
bobinado secundario cortocircuitados entre . si, y tierra. La
carcaza debe ponerse a tierra.
71

Resultados: No existe disrupción ni corriente de fuga.
Observaciones: El transformador pasa la prueba.
PRUEBA # 5:
PRUEBA DE ELEVACIÓN DE TEMPERATURA
Norma: ANSÍ C57.13.1
Objetivo: Comprobar si en condiciones normales de
funcionamiento no se exceden los límites de incremento de
temperatura permisibles por la norma.
Procedimiento: "Se monta al TC en las condiciones más cercanas
posibles a las de trabajo y de tal forma que la disipación de
xcalor por conducción y radiación no sea influida por
transferencia anormal o por la proximidad de objetos o
aparatos."
Se mide la temperatura ambiente del sitio donde se va a
realizar la prueba.
Se hace funcionar al TC en sus condiciones nominales y
se mide la temperatura que alcanza en régimen estable. Se dice
que el TC llega a régimen estable cuando en intervalos no
menores a 30 minutos, se pueden obtener tres lecturas
consecutivas de temperatura en su devanado, que no varíen una
de otra en más de 1 ° C .
La temperatura del devanado se determina midiendo su
resistencia óhmica con un puente y aplicando la expresión:
72
D
- * (234.5 + 80) - 234.5
donde :
O,. = temperatura en C del devanado al tiempo t
R, = resistencia del devanado al tiempo t
8n = temperatura de referencia del devanado
R n = resistencia de referencia del devanado°El tiempo de desconexión de la f uente , para medición de
la resistencia debe ser el mínimo posible .
Cuando se registre la temperatura en régimen estable 8*t
se toma nota de su valor.v
Para encontrar el incremento de temperatura se aplica la
expresión:
A9 = FCT * [ (FCA * 9£) - 0J
donde :
8 = temperatura ambiente
FCA = factor de corrección por altitud
FCA = [1 - 0.005 * ( h
para Quito h = 2818 m.s.n.m, por lo tanto FCA = 0.9
FCT = factor de corrección por temperatura ambiente
264.5234.5 + 6n
73

El máximo incremento de temperatura según la norma es de
55 C. Debe comprobarse que el incremento de temperatura
calculado sea inferior a este máximo.
Observaciones: Esta prueba no se la pudo realizar por cuanto
el transformador reductor del que disponemos no puede usarse
en forma continua por más de 30 minutos, cuando entrega
valores elevados de corriente.
PRUEBA # 6:
PRUEBA DE INTENSIDAD DINÁMICA
Norma: VDE 0414
\: Comprobar si el transformador puede soportar
corrientes transitorias en el primario sin sufrir daños
físicos debidos a los esf uerzíos electromagnéticos.
Procedimiento: Por el primario se hace pasar una corriente
instantánea de 150 veces la nominal (valor de cresta), estando
el secundario cortocircuitado y se observa si existen efectos
perjudiciales.
Observaciones: Esta prueba no pudo realizarse por falta de
equipo,
PRUEBA # 7:
PRUEBA DE INTENSIDAD DINÁMICA '
Norma: VDE 0414
Objetivo: Comprobar si el transformador puede soportar
sobrecorrientes en el primario sin sufrir daños debidos a
74

sobrecalentamientos excesivos .
Procedimiento: Por el primario se hace pasar una corriente de
60 veces la nominal durante 1 segundo, estando el secundario
cortocircuitado y se observa si existen efectos perjudiciales,
Observaciones: Esta prueba no pudo realizarse por falta de
equipo.
6.2 ESTIMACIÓN ECONÓMICA: DETERMINACIÓN DE PRECIOS.-
En una economía liberal de mercado como la que vivimos,
el precio actúa como guía principal en el proceso iterativo
entre compradores y vendedores, regulando las relaciones entrev,
oferta y de-manda.
Si el precio de un bien es más bajo que el de otros
similares, el costo de consumir este bien respecto al costo
de otros bienes disminuye, haciendo que los consumidores
desplacen su demanda hacia él por ser relativamente menos
caros.
Para determinar el precio al que se podría vender nuestro
transformados, consideraremos los costos de producción
involucrados en su construcción y el rédito mínimo que se
espera obtener. Este rédito se obtendrá de la diferencia entre
los costos de producción del producto y el ingreso que se
espera percibir por su venta.
En la tabla 6.2 se presenta un detalle de todos los
gastos realizados en la fabricación de núes ti-o prototipo
además del margen de utilidad esperado. La suma de estos
valores nos dará el precio final del producto.
75

MATERIAL
HIERRO
ALAMBRE
CARTÓN
REATA
MEZCLA PARACARCAZA
HORNERA
PLACA
OTROS(Lija, Barniz etc )
TOTAL MATERIAL
MANO DE OBRA
ENERGÍA ELÉCTRICAY . DESGASTE DE
HERRAMIENTA
TOTAL COSTOS
+ UTILIDAD
PRECIO FINAL
CANTIDAD*PRECIO/CANTIDAD
PESO. * 3000 S/ . /Kg
PESOAUH * 9000 S/./Kg
0.05 Kg * 1000 S/./Kg
0.03 Kg * 500 S/.Kg
0.5 Litros * 20000S/./Gln
2 Bornes * 200 S/. /Borne
1 Placa^ * 2000 S/ . /Placa
10% * TOTAL MATERIAL
1% * TOTAL MATERIAL
1,3 * TOTAL COSTOS -
VALOR (S/.)
1410
1047
50
15
2642
400
2000
500
8064
806.4
80. 7
8951
11636
12000
Tabla 6,2
NOTA: Dólar americano de intervención S/. 1040 por un US
Dólar (Diario El Comercio 16 de Julio/1991).
76

6.3 CONCLUSIONES.-
El transformador construido tiene una buena calidad
técnica por cuanto cumple las pruebas que exigen las Normas.
Debe anotarse que algunas pruebas no pudieron realizarse
por falta de equipo, principalmente el necesario para producir
altas corrientes . Se espera que para los próximos años la
Politécnica pueda contar con un Laboratorio de Altas
Corrientes como los existentes en universidades de países más
desarrollados.
El producto podría llevarse al mercado a un precio de:
S/. 12000.
Contactos realizados con las empresas "Construcciones
Eléctricas Iribarren C.A." de Venezuela y "Meditraf Jamaica"
de Colombia, nos permitieron conocer sus intenciones de tener
una representación en el Ecuador para la venta de sus
productos y en particular de los transformadores de corriente
análogos al construido por nosotros. Los precios a los que
estarían dispuestos a entregar sus aparatos son S/. 17000 y
S/. 15000 respectivamente, lo que quiere decir que nuestro
precio resulta competitivo aun sin considerar la utilidad que
se adjudicaría el representante.
Si nuestro precio resulta módico respecto al de los
aparatos colombianos y venezolanos, que podrían invadir
nuestro mercado cuando ocurra la apertura arancelaría, con
mayor razón lo serán respecto al de los productos similares
de otros países (ver CAPÍ 1.4.6), esperándose que los
consumidores de este bien adquieran el producto nacional por
77

ser menos caro y de buena calidad.
Además hay que considerar que el precio que.fijamos puede
disminuir una vez que se indus trialice el producto, en vista
de que su producción dejará de ser artesanal para constituirse
en un proceso en serie, que abarataría sus costos de
producción.
78

CAPITULO VII
CONCLUSIONES Y RECOMENDACIONES GENERALES
El estudio de factibilidad de -un proyecto debería
contener siempre un buen estudio de mercado que permita
definir la cuantía de su demanda y optimizar recursos
productivos y de capital.
En el desarrollo de este trabajo se han dado los pasos
necesarios para diseñar y construir un transformador deV,
corriente de uso industrial para medida en baja tensión, en
función de la utilización eficiente de recursos y adaptando
maquinaria, para abaratar costos de producción, con lo, que se
pudo obtener un producto de precio módico respecto a
cotizaciones de similares importados y de buenas
características técnicas, que podrá tener cabida en el
mercado nacional.
La calidad y precio del aparato se verían mejoradas si
se lo industrializase, pues se obviaría la dificultad que
representa el fabricarlo de manera artesanal.
La empresa que desee hacerlo podrá acogerse a algunos
beneficios estipulados en la Ley de Fomento Industial según
se indica en el capítulo 1, y podrá aprovechar la gran demanda
existente por este tipo de producto.
Se recomienda profundizar en la parte del acabado
exterior del aparato, esto es en su recubrimiento final, de
79

tal manera que su apariencia total se vea mejorada. Para ello
podría construirse una matriz que incluya la marca y datos
técnicos en la misma carcaza.
Por último, si en Colombia y Venezuela ya se producen
transformadores de corriente industriales} por qué no hacerlo
en nuestro país, si existe la infraestructura necesaria en las
fábricas de transformadores de distribución y potencia como
para sacar una línea de producción adicional ?
80


ANEXO I
UNIDADES DE CONVERSIÓN
REF 13
INTENSIDAD DE CAMPO MAGNÉTICO H:
-ftUNIDADES
Oersted(Oe)
A/m
A/cm
A/pulg
Oersted
1
1.257*10"2
1.257
4.947*10~1
A/m
7.958*10
1
102
3.937*10
A/cm
7.958+10"1
IQ~1
1
3.937*10"1
A/pulg
2.021
2.540*10~2
2 . 5 4 0
1
FLUJO MAGNÉTICO $:
UNIDADES
Weber (Wb)
Maxwell (Mx)
Líneas(Lin)
Weber
1
10"8
10"8
Maxwell
108
1
1
Líneas
108
1
1
82

INDUCCIÓN MAGNÉTICA B:
UNIDADES
Tesla (T)
Gauss (G)
Wb/pulg2
Línea/Pulg
Tesla
1
10-*
1.550*103
1.550*10"5
Gauss
10(
1
1.550*107
1.550+10"1
Wb/pulg2
6.452*10~i
6.452*10~8
1
10"8
TLinea/pulg
6.452*10(
6 .452
103
1
PERMEABILIDAD MAGNÉTICA
UNIDADES
G/Oe
Wb/A/m
Wb/A/pulg
Lín/A/pulg
G/Oe
1
7.958*105
3.133*107
S.133^10"1
Wb/A/m
1.257*10~G
1
3.937*10
3,937*10"?
Wb/A/pulg
3.192*10~S
2.540*10"Z
1
10"8
Lín/A/pulg
3.192
2.54G*106
103
1
PERDIDAS MAGNÉTICAS
UNIDADES
W/Kg
W/Lb
W/Kg
1
2 . 204
W/Lb
4.536*10~!
1
83

ANEXO II
CURVA DE MAGNETIZACIÓN
CURVA DE EXCITACIÓN
CURVAvDE PERDIDAS
84

ro O o 13 Q
H-r
h-t-
H—
£
CU
RV
A D
E M
AG
NE
TiZ
AgA
OT
ipo d
e A
go =
E005
Esp
ess
ura
=
0,3
0m
rnF
reqüénci
a
= 6
0H
z
t'::}
í üiü
'^-H
-EÜ
H11
:1" iB
iíHr1
U..
1.1
11
ti
-J-i
- '-
f'
tí)'
-*l*
¡1::::
!:! I
tftU
dí í
Uiü
10 ~
r
CA
MP
O (
Hp)
-Oer
sted

Z)
Q
PO
TE
NC
IA D
E E
XC
1TA
CA
O£
Tipo
de
Ago
= E
005
Esp
essu
ra
= 0
,30m
mFr
eqüé
ncia
=
50
Hze
60
H2
- i)
i- ip
i-fi
i'-n
^tt
—
100
PO
TE
NC
IA D
E E
XC
ITA
QÁ
O (P
z) -
VA
/kg

, o z> Q
PER
DAS
MA
GN
TIC
AS
Tip
od
eA
go
= E
005
Esp
essu
ra
= 0
,30m
mFre
qüén
cia
=5
0H
ze
60
Hz
1,0
10
PE
RD
AS
MA
GN
ÉT
ICA
S -
W/k
g

f
EX
TR
AP
OLA
CIÓ
N D
E L
A
CU
RV
A D
E
EX
CIT
AC
IÓN
40
00
IND
UC
CIÓ
N [
GA
US
S]
0.0
01
0.01
0.1
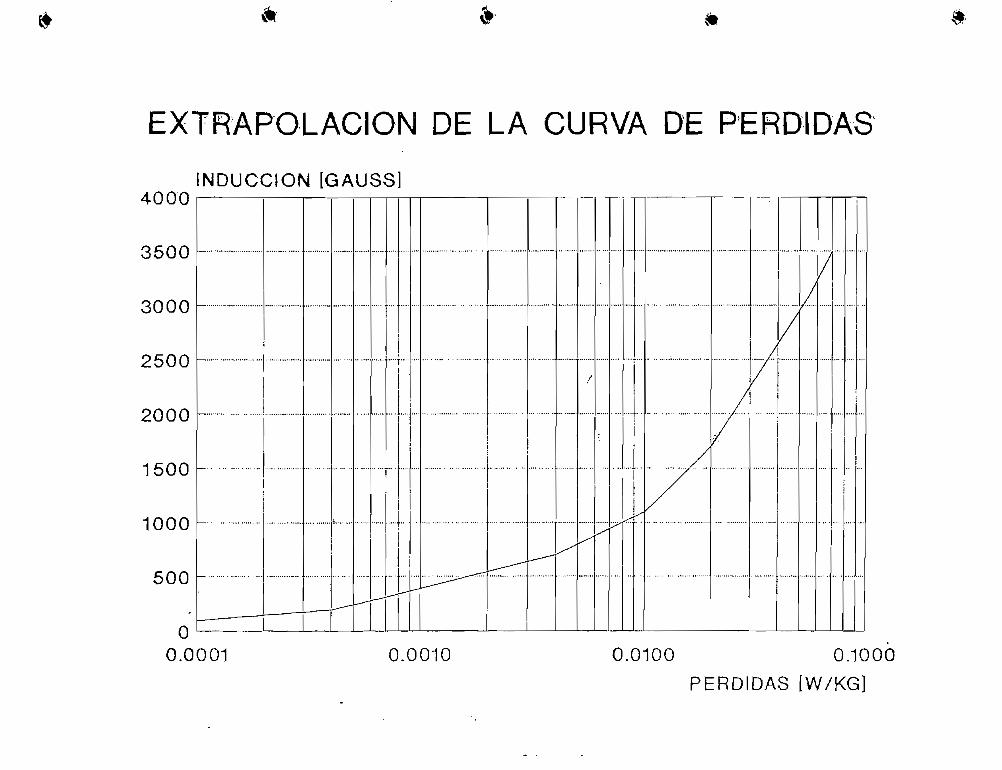
EXTRAPOLACIÓN DE LA CURVA DE PERDIDAS
40
00
35
00
IND
UC
CIÓ
N [
GA
US
S]
0.0
00
10.
0010
0.0
10
0
0.1
00
0
PE
RD
IDA
S
[W/K
G]

ANEXO III
NIVELES DE AISLAMIENTO PARA TRANSFORMADORES DE CORRIENTE
NORMA IEC-185
Voltaje del sistema
( K V r . m . s )
0 . 6
1.2
2 . 4
3 . 6
7 .2
12.0
17.5
2 4 , 0
3 6 . 0
52 .0
72 . 5
Voltaje a frecuenciaindustrial
1 minuto de duración( K V r . m . s )
3
6
11
X
16
22
28
38
50
70
95
140
Voltaje de impulso
(KV pico)
—
—
--
45
60
75
95
125
170
250
325
90
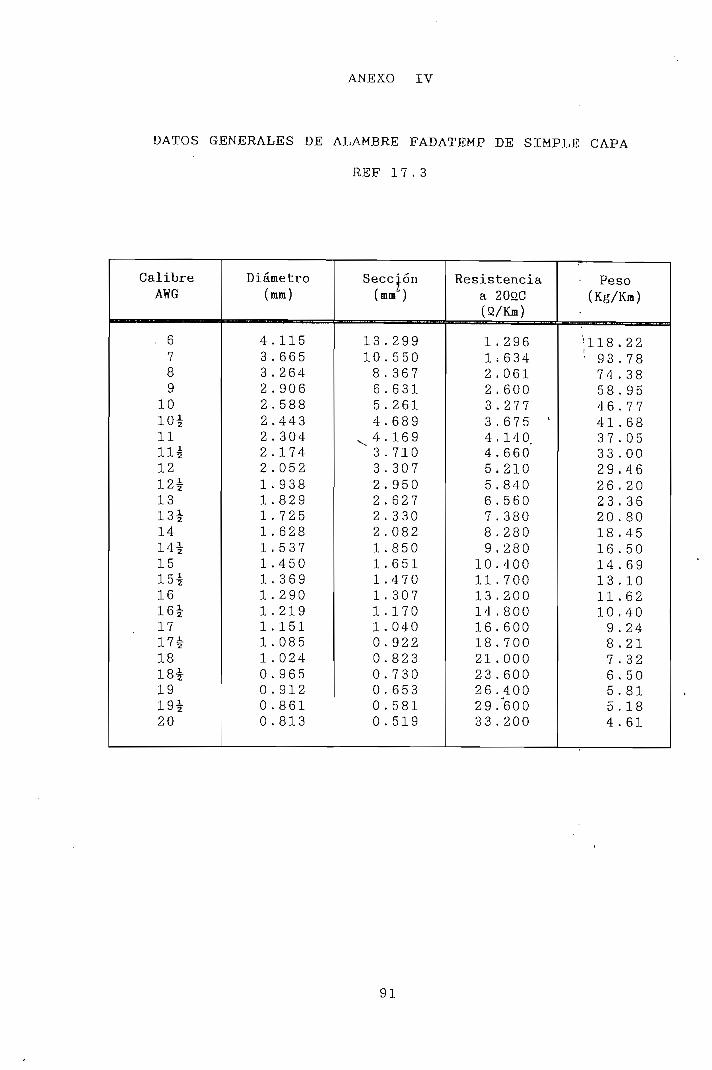
ANEXO IV
DATOS GENERALES DE ALAMBRE FADATEMP DE SIMPLE CAPA
REF 17.3
CalibreAWG
. 6789
1010*1111*1212*131 O 2;
1414*1515*1616*1?17*1818*1919*20
Diámetro( m m )
4.1153 . 6653 . 2 6 42 . 9 0 62. 5882 . 4 4 32 .3042 .1742 . 0 5 21. 9381.8291 . 7 2 51 . 6 2 81 .5371.4501.3691.2901 . 2191.1511 .0851 . 0 2 40. 9650 .9120 .8610.813
Sección(rara )
13 . 29910. 550
8. 3676.6315. 2614 .689
^4.1693 .7103 . 3 0 72 . 9502. 6272 . 3 3 02 . 0 8 21 .8501.6511 . 4 7 01.3071 . 1701.0400 . 9220 . 8 2 30 . 7 3 00. 6530. 5810 .519
Resistenciaa 200G(Q/Km)
1. 2961,6342 . 0 6 12. 6003 . 2 7 73 . 6 7 5 l
4.140,4 . 6 6 05 .2105 . 8 4 06 . 5 6 07. 3808. 2809. 280
10 .40011 . 7 0 013 .20014 . 80016 .60018.70021 .00023 . 6002 6 . 4 0 029 ."6003 3 . 2 0 0
Peso(Kg/Km)
''118.22" ' 9 3 . 7 8
74. 3858.9546. 7741 .6837.0533 . 002 9 . 4 62 6 . 2 023 .3620 . 8018.4516.5014 .6913.1011.6210.40
9 . 2 48.217 . 3 26. 505.815 . 184. 61
91

ANEXO V
DATOS GENERALES DEL ALAMBRE CABLJÍC-TTU-COBRE-2000V-75 C
REF 17.4
Calibre
AWG o MCM
8642
1/02/03/04/0i/o2/03/04/0250300350400500600700750800
1000
- 7h- 7h- 7h- 7h- 7h- 7h- 7h- 7h- 19h- 19h- 19h- 19h- 37h- 37h- 37h- 37h- 37h- 37h- 61h- 61h- 61h- 61h
DiámetroExterior
Aproximado( mm )
8 . 259 . 73
10.9612.4914.9416.0817.3718>8415.0316.1817.5318.9821 .7223.1024 . 4025 . 5927 . 7630. 5132. 3633.2334.0537.14
Capacidad
*(A)
506585
115150175200230150175200230255285310 .335380420460475490545
* *(A)
7095
125170230265 .310360230265310360405445505 .545620690755785815935
Capacidad de conducción para no más de 3 conductores en
conduit, bandeja, cable o directamente enterrado a
temperatura ambiente de 30 ° C.
Capacidad de conducción para un conductor ..en' aire a
temperatura ambiente de 30" C.
92

BIBLIOGRAFÍA
REF1:
SAPAG CHAIN, NASSIRSAPAG CHAIN, REINALDO
Preparación y Evaluación de Proyectos Segunda EdiciónEditorial Hc.GravLatinoaiericanaBogotá-Colonbia-1989
REF2:
INSTITUTO LATINOAMERICANODE PLANIFICACIÓN ECONOKICAY SOCIAL (ILPBS)
Guía para la presentación de Proyectos Déciüo Tercera EdiciónEditorial SigloVeintiunoHéxico-Héxico-1985
REF3:
CENTRO DE DESARROLLOINDUSTRIAL DEL ECUADOR
(CENDES)
La investigación de aereado de produc-tos industriales
Documento diviiigatívo
REF4 :
CENDES Bases para la elaboración de proyectos Documento dívulgativopara pequeñas y medianas empresas
REF5:
CENDES Manual de estudios de prefactibilidad Documento divulgativo
REF6:
BANCO CENTRAL DEL ECUADOR K anual de Importaciones y Exportaciones Ejemplar í 02492 /Í982
REF7:
CORPORACIÓN DE ESTUDIOST PUBLICACIONES
Leyes de Fomento Industrial, PequeñaIndustria y Artesanía
Offset CEPSIQuita-Ecuador-1988
93
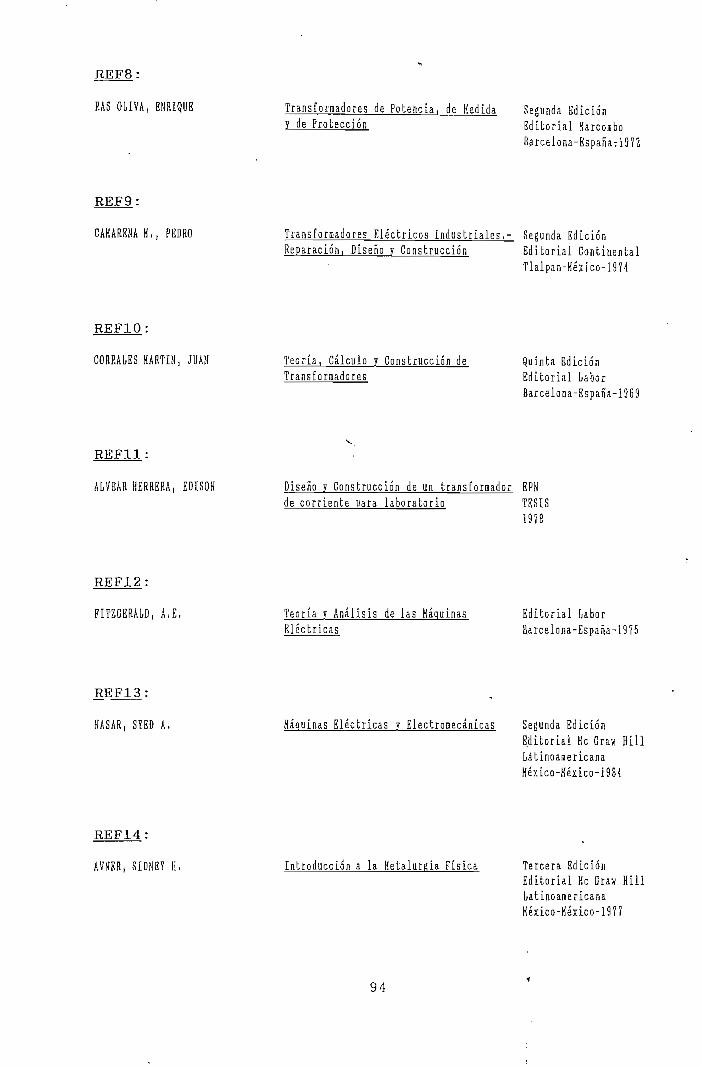
REF8 :
RAS OLIVA, ENRIQUE Transformadores de Potencia, de Hediday de Protección
Segunda EdiciónEditorial KarcoreboBarcelona~España7l9?2
REF9:
CAHARE1ÍA K,, PEDRO Transformadores Eléctricos Industriales.-Reparación, Diseño y Construcción
Segunda EdiciónEditorial ContinentalTlalpan-Héxica-1974
REF10:
CORRALES HARTO, JUAH Teoría, Cálculo y Construcción deTransformadores
Quinta EdiciónEditorial Labor8arcelona-España-i!)69
REF11:
A L V E A R H E R R E R A , EDISON Diseño y Construcción de un transformadorde corriente para laboratorio TESIS
1978
REF12:
A,E. Teoría y Análisis de las HáguinasEléctricas
Editorial LaborHarcelona-España-1975
REF13:
HASAR, SYED A. Háquinas Eléctricas y Electromecánicas Segunda EdiciónEditorial He Graw HUÍLatinoamericanaHéxico-Hé):ico-198í
REF14:
AVHER, SiüNEY li, Introducción a la Hetalurña Física Tercera EdiciónEditorial He Graw HuíLatinoamericanaKéxico-Kéxico-1977
94
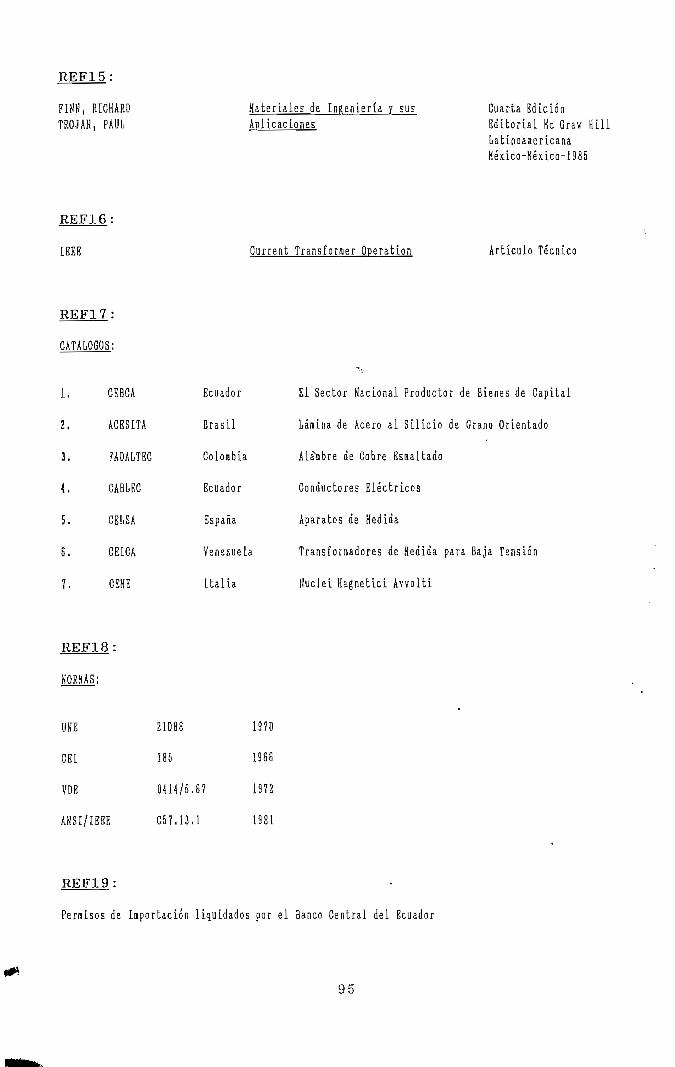
REF15:
FIHíJ, RICHARDT R U J A N , P A U L
Haterlales de ingeniería y susAplicaciones
Cuarta EdiciónE d i t o r i a l He Grav HUÍL a t i n o a i i e r i c a n aKéxico-Héxico-1985
REF16:
IEEE Gurrent Transforrcer Operation Artículo Técnico
REF17:
CATÁLOGOS:
7.
CEBCA
ACESITA
PADALTEC
CABLEC
CELSA
CEICA
CBHE
Ecuador
Brasil
Colorabia
Ecuador
España
Venezuela
Italia
El Sector Nacional Productor de Bienes de Capital
Lánina de Acero al Silicio de Grano Orientado
Alambre de Cobre Esmaltado
Conductores Eléctricos
Aparatos de Hedida
Transformadores de Hedida para Baja Tensión
lluclei Hagnetici Avvolfci
REF18:
NORMAS:
UNE
CEI
VDE
ANSI/IBBE
21088
Í85
G4M/5.67
057,13,1
1970
1966
1972
1981
RJEF19:
Remisos de Importación liquidados por el Banco Central del Ecuador
95