
DISEÑO, CONSTRUCCIÓN Y MONTAJE DE UN MOLINO DE …
129
DISEÑO, CONSTRUCCIÓN Y MONTAJE DE UN MOLINO DE DISCOS POR FRICCIÓN PARA SALES GABRIEL ENRIQUE CABRALES PAFFEN MAC SEGUNDO JULIO GUTIÉRREZ CORPORACIÓN UNIVERSITARIA TECNOLÓGICA DE BOLÍVAR FACULTAD DE INGENIERÍA MECÁNICA CARTAGENA D. T. Y C. 1999
Transcript of DISEÑO, CONSTRUCCIÓN Y MONTAJE DE UN MOLINO DE …

DISEÑO, CONSTRUCCIÓN Y MONTAJE DE UN MOLINO DE DISCOS POR
FRICCIÓN PARA SALES
GABRIEL ENRIQUE CABRALES PAFFEN
MAC SEGUNDO JULIO GUTIÉRREZ
CORPORACIÓN UNIVERSITARIA TECNOLÓGICA DE BOLÍVAR
FACULTAD DE INGENIERÍA MECÁNICA
CARTAGENA D. T. Y C.
1999
DISEÑO, CONSTRUCCIÓN Y MONTAJE DE UN MOLINO DE DISCOS POR
FRICCIÓN PARA SALES
GABRIEL ENRIQUE CABRALES PAFFEN
MAC SEGUNDO JULIO GUTIÉRREZ
Trabajo de grado para optar al título de Ingeniero Mecánico
Director
WALBERTO ROCA BECHARA Ingeniero Mecánico
CORPORACIÓN UNIVERSITARIA TECNOLÓGICA DE BOLÍVAR
FACULTAD DE INGENIERÍA MECÁNICA
CARTAGENA D. T. Y C.
1999
Cartagena, abril 9 de 1999
Sres :
COMITÉ DE EVALUACIÓN DE PROYECTOS
FACULTAD DE INGENIERÍA MECÁNICA
CORPORACIÓN UNIVERSITARIA TECNOLÓGICA DE BOLÍVAR
L.C.
Apreciados señores.
Atentamente nos permitimos presentar nuestro proyecto de grado titulado
“DISEÑO, CONSTRUCCIÓN Y MONTAJE DE UN MOLINO DE DISCOS POR
FRICCIÓN PARA SALES”. Como requisito parcial para optar al título de
Ingenieros Mecánicos.
Cordialmente,
____________________________ ________________________
GABRIEL E. CABRALES PAFFEN MAC S. JULIO GUTIÉRREZ
COD. 9903350 COD. 9903351
Nota de aceptación __________________________________ __________________________________ __________________________________ __________________________________ Presidente del jurado __________________________________ Jurado __________________________________ Jurado
Cartagena, abril 9 de 1999

ARTICULO 105
La Corporación Universitaria Tecnológica de Bolívar se reserva el derecho de
propiedad intelectual de todos los trabajos de grado aprobados y no pueden ser
explotados comercialmente sin su autorización.
Al Dios todo poderoso, por permitir
llegar hasta este punto de mi vida
logrando mis metas y anhelos.
A mis Padres y Hermanos, por su
paciencia y apoyo incondicional en
todo momento.
A mi abuela materna, abuelo
paterno y a Moisés que Dios los
tenga en la gloria.
A mis amigos.
MAC
Al Dios todo poderoso;
A mi esposa,
A mis hijos.
GABRIEL
AGRADECIMIENTOS
Los autores expresan su agradecimiento a:
Walberto Roca Bechara, Ingeniero Mecánico y director del proyecto de grado, por
su respaldo y sus valiosas orientaciones.
Justo Rafael Ramos Madrid, Ingeniero Mecánico y Decano de la facultad de
Ingeniería Mecánica de la Corporación Universitaria Tecnológica de Bolívar, por su
respaldo.
Miguel Angel Romero, Ingeniero Mecánico y profesor de al Facultad de Ingeniería
Mecánica de la Corporación Universitaria Tecnológica de Bolívar, por su
desinteresada labor.
A todos los profesores de la Corporación Universitaria Tecnológica de Bolívar.
A nuestros amigos.
A todos los que de alguna forma colaboraron en el desarrollo de este proyecto.
CONTENIDO
Pág.
INTRODUCCIÓN
1
1. REDUCCIÓN DE TAMAÑO
5
1.1 FUNDAMENTOS DE LA DESINTEGRACIÓN MECÁNICA DE SÓLIDOS
6
1.1.1 Criterios de la desintegración
6
1.1.2 Características de los productos triturados
7
1.2 REQUERIMIENTOS DE ENERGÍA Y POTENCIA EN LA DESINTEGRACIÓN
8
1.2.1 Eficacia de la desintegración
9
1.2.2 Relaciones empíricas: leyes de Rittinger y de Kick
11
1.2.3 Ley de Bond e índice de trabajo
13
2. EQUIPOS PARA LA REDUCCIÓN DE TAMAÑO
16
2.1 QUEBRANTADORES
18
2.1.1 Quebrantadores de mandíbula
18
2.1.2 Quebrantadores giratorios
19
2.1.3 Quebrantadores de rodillos lisos
22
2.1.4 Quebrantadores de rodillos dentados
25
2.2 MOLINOS
27
2.2.1 Molinos de martillos e impactores
27
2.2.2 Máquinas de rodadura – compresión
29
2.2.3 Molinos de frotación 31
2.2.4 Molinos de volteo
34
2.2.5 Molinos de ultrafino
43
2.3 MÁQUINAS CORTADURAS
48
2.4 OPERACIÓN DEL EQUIPO
49
2.4.1 Operación en circuito abierto y en circuito cerrado
51
2.4.2 Control de la alimentación
52
2.4.3 Descarga del molino
53
2.4.4 Retirada o suministro de calor
54
3. DISEÑO DEL MOLINO DE DISCOS POR FRICCIÓN
56
3.1 REQUERIMIENTOS DE POTENCIA EN LA DESINTEGRACIÓN
56
3.2 DISEÑO DEL TORNILLO SINFÍN TRANSPORTADOR
58
3.2.1 Características del material
59
3.2.2 Determinación del tipo, tamaño y velocidad del transportador
60
3.2.3 Cálculo de la potencia requerida por el tornillo sinfín
65
3.3 ARTESA O ARMAZÓN
68
3.4 DISEÑO DE LA TOLVA DE ALIMENTACIÓN
70
3.5 DISCOS DE FROTAMIENTO
75
3.6 POTENCIA DE INERCIA DEL SISTEMA
79
3.7 DISEÑO DEL SISTEMA DE GRADUACIÓN
83
3.7.1 Consideraciones de diseño
83
3.7.2 Cálculo de resortes y tornillos de la graduación
86
3.8 CÁLCULO DEL SISTEMA DE TRANSMISIÓN POR CORREAS
93
3.9 DISEÑO DEL EJE DEL MOLINO
98
3.9.1 Consideraciones previas al diseño 98

3.9.2 Fuerzas sobre el eje
98
3.9.3 Análisis por fatiga y deflexión
100
3.9.4 Rodamientos
107
3.10 CÁLCULO DE ELEMENTOS DE FIJACIÓN
109
3.10.1 Chavetas de las poleas
109
3.10.2 Pasador del portadisco giratorio
112
4. DISEÑO DEL SISTEMA ELÉCTRICO
114
4.1 CÁLCULO DE LA CORRIENTE NOMINAL
114
4.2 CÁLCULO DE LOS CONDUCTORES
115
4.3 CÁLCULO DE PROTECCIONES
116
4.3.1 Cálculo de protecciones contra sobrecarga
116
4.3.2 Cálculo de protecciones contra corto circuito
117
4.3.3 Protecciones del circuito de control
117
5. OPERACIÓN Y MANTENIMIENTO
120
5.1 OPERACIÓN
120
5.2 MANTENIMIENTO
123
5.3 PRECAUCIONES
125
6. CONCLUSIONES
129
BIBLIOGRAFÍA
131
ANEXOS
132
PLANOS
LISTA DE CUADROS Y TABLAS
Pág.
Cuadro 1. Contenido acuoso de algunos alimentos o componentes de alimentos a una actividad de agua de 0.8.
2
Tabla 1. Índices de trabajo para trituración seca o molienda húmeda. 15
LISTA DE FIGURAS
Pág.
Figura 1. Quebrantador de mandíbulas BLAKE. 20
Figura 2. Quebrantador giratorio. 21
Figura 3. Quebrantador de rodillos lisos 23
Figura 4. Quebrantador de un solo rodillo dentado. 26
Figura 5. Impactor. 30
Figura 6. Molino de rodillos. 30
Figura 7. Molino de frotación. 33
Figura 8. Molino de volteo. 35
Figura 9. Fuerzas sobre la bola de un molino de bolas. 40
Figura 10. Molino de martillo con clasificación interna. 44
Figura 11. Molino que usa la energía de un fluido. 46
Figura 12. Cortadora de cuchillas rotatorias. 50
Figura 13. Tornillo sinfín. 61
Figura 14. Artesa o armazón. 69
Figura 15. Disposición del molino: tolva, artesa y tornillo. 72
Figura 16. Tolva de alimentación. 74
Figura 17. Disco de frotación. 76
Figura 18. Sistema de graduación del molino. 77
Figura 19. Detalles en el sistema de graduación. 88
Figura 20. Diagrama de fuerzas, momentos torques y deflexiones en el eje del molino.
101
Figura 21. Sistema eléctrico del sistema de molienda. 119
LISTA DE ANEXOS
Pág.
Anexo A. Propiedades de los materiales y codificación CEMA. 133
Anexo B. Código de materias primas. 134
Anexo C. Factor relativo al paso del tornillo. 135
Anexo D. Factor de capacidad relativo al tipo de hélice. 135
Anexo E. Capacidad por revolución en pies cúbicos por minuto. 135
Anexo F. Máximo tamaño de grano. 136
Anexo G. Factor de diámetro del tornillo. 136
Anexo H. Factor para el porcentaje de carga relativo al tipo de hélice. 136
Anexo J. Factor de sobrecarga. 137
Anexo K. Eficiencia del sistema motriz. 138
Anexo L. Índices de resortes para cargas próximas a la de diseño. 138
Anexo M. Esfuerzo de torsión corregido para diámetros de alambre de resortes de acero ASTM A 229.
139
Anexo N. Coeficientes de servicio, Nsf. 140
Anexo P. Secciones de correa según su potencia y velocidad. 141
Anexo Q. Longitudes normalizadas de correas trapezoidales. 142
Anexo R. Coeficientes de diámetro pequeño, Kd. 143
Anexo S. Coeficientes de arco de contacto, Kθ. 143
Anexo T. Factores de corrección de longitud, KL. 144
RESUMEN
El objetivo de este proyecto es diseñar, construir y montar un molino de discos por fricción para sales capaz de moler la sal de mar hasta un tamaño tal que pase por un tamiz de malla No. 10 y con una capacidad de 7 toneladas/h. Para este fin se realiza una investigación aplicada con base en los conocimientos teóricos y algunos prácticos adquiridos durante el desarrollo de la carrera, y de desarrollo tecnológico ofreciendo un mejoramiento en la calidad granulométrica del material de trabajo y llenando las espectativas de producción en el ámbito regional y parte de la nacional. Los cálculos desarrollados para obtener el objetivo propuesto se le hicieron a los elementos básicos propios de las máquinas mecánicas como transmisiones, fijaciones, soportes y giratorios; a aspectos que tienen que ver con los requerimientos energéticos y sus sistemas de control y protección, y principalmente a elementos que habrán de proporcionar la calidad y capacidad requeridas y especificadas como objetivos de este trabajo, a pesar de la extensa pero imprecisa acerca de los molinos especialmente en lo referente al consumo de potencia (o energía) en esta clase de máquinas. Este trabajo suministra un aporte al sector Agroindustrial ofreciendo un producto de alta calidad en las cantidades suficientes para abastecer el sector.
INTRODUCCIÓN
La sal común es suministrada corrientemente como uno de los ingredientes de un
suplemento mineral. En éste no sólo actúa como nutriente, sino también como
condimento para estimular el libre consumo de la mezcla mineral, como
condimento supera a todas las sustancias que se utilizan para intensificar el sabor
de los alimentos, que de otra forma podría no ser ingerida de buena gana. Cuando
la sal forma parte de una mezcla mineral suplementaria que aporta también calcio
y fósforo, la sal no puede constituir más del 25% si el suplemento se destina a los
cerdos y del 33% si se destina al ganado vacuno o a las ovejas.
Es universalmente conocido por los ganaderos el hecho de que cuando los
animales domésticos disponen de cantidad suficiente de agua, su tolerancia para
la sal común es amplia.
De otra parte, ciertos alimentos se conservan añadiéndoles grandes cantidades de
NaCl como uno de los métodos para conseguir una reducción de la actividad del
agua: el decrecimiento de la actividad del agua frena el crecimiento de
microorganismos, por lo tanto, para prolongar la conservación de un alimento se
añaden sustancias que posean una alta capacidad de retención de agua.
De la comparación recogida en el siguiente cuadro:
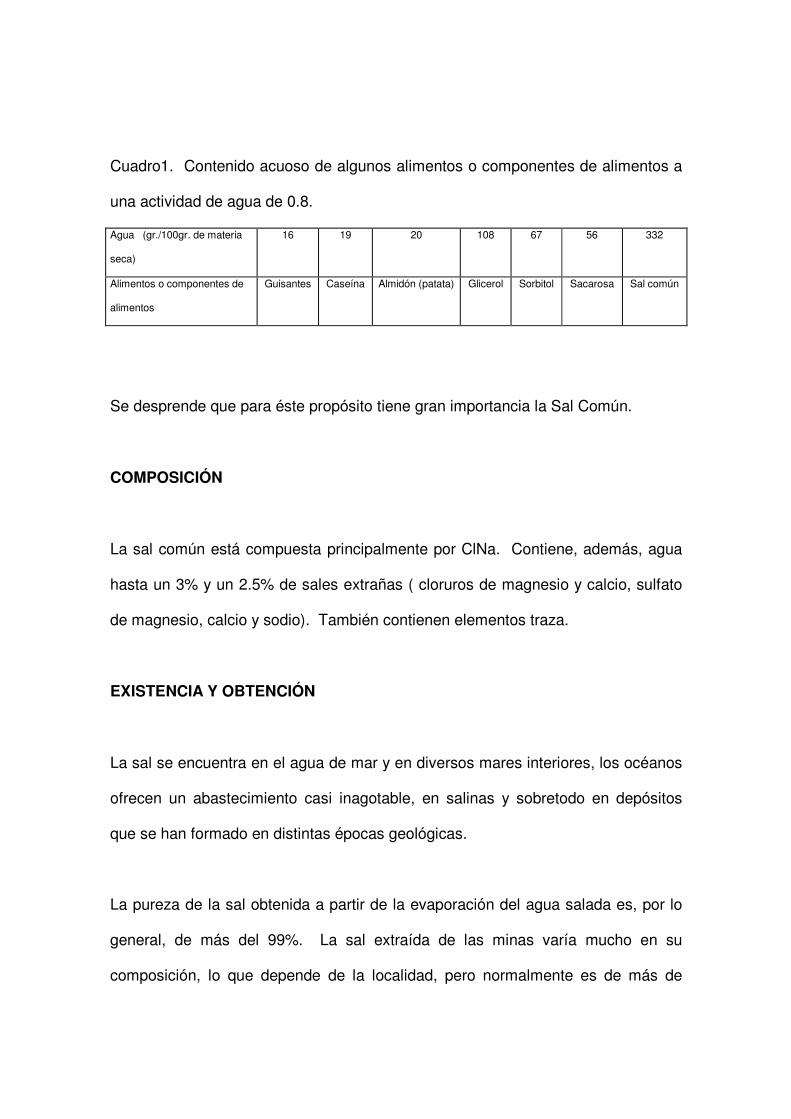
Cuadro1. Contenido acuoso de algunos alimentos o componentes de alimentos a
una actividad de agua de 0.8.
Agua (gr./100gr. de materia
seca)
16 19 20 108 67 56 332
Alimentos o componentes de
alimentos
Guisantes Caseína Almidón (patata) Glicerol Sorbitol Sacarosa Sal común
Se desprende que para éste propósito tiene gran importancia la Sal Común.
COMPOSICIÓN
La sal común está compuesta principalmente por ClNa. Contiene, además, agua
hasta un 3% y un 2.5% de sales extrañas ( cloruros de magnesio y calcio, sulfato
de magnesio, calcio y sodio). También contienen elementos traza.
EXISTENCIA Y OBTENCIÓN
La sal se encuentra en el agua de mar y en diversos mares interiores, los océanos
ofrecen un abastecimiento casi inagotable, en salinas y sobretodo en depósitos
que se han formado en distintas épocas geológicas.
La pureza de la sal obtenida a partir de la evaporación del agua salada es, por lo
general, de más del 99%. La sal extraída de las minas varía mucho en su
composición, lo que depende de la localidad, pero normalmente es de más de
95%, sin embargo, alguna sal de roca se eleva hasta una pureza de 99.5%. La
solución que se obtiene de pozos tiene a menudo una pureza de alrededor de
98%.
La evaporación solar, que representa gran parte de la producción mundial, se
utiliza mucho en los climas secos, en donde la taza de evaporación depende de la
humedad del aire, de la velocidad del viento y de la cantidad de energía solar
absorbida ; en los paises cálidos el agua de mar se lleva a grandes piscinas muy
poco profundas donde se concentra por la evaporación solar y el viento hasta que
la sal se cristaliza
La ventajas comparativas de la sal de mar en cuanto a su importancia como
nutriente en suplementos minerales, la pureza y la relativa facilidad con la que se
obtiene en las costas del océano Atlántico, como fuente natural de este recurso,
motivaron el interés personal de los autores en diseñar, construir y montar UN
MOLINO DE DISCOS POR FRICCIÓN PARA SALES con capacidad de 7
toneladas/h para abastecer la Demanda Regional y participar en la Nacional,
con los más altos índices de calidad al sector Agroindustrial de “sal crema
molida”.
Al término de este proyecto, el Molino de Discos por Fricción cumple con los
requerimientos de calidad, Malla No. 10, y demanda, 1500 Ton/mes, del sector
Agroindustrial dando así una respuesta al desarrollo de la Costa Atlántica y del
País.
Dado que el presente trabajo está orientado a poner en práctica los conocimientos
teóricos Materia de la Investigación, el método es el de investigación aplicada, y
como se trata del Diseño de una máquina con características innovadoras, su tipo
es de desarrollo tecnológico.
Las empresas del sector Agroindustrial podrán contar con sal molida de alta
calidad mejorando a su vez la de sus productos. Así mismo, dada la capacidad de
producción del molino será capaz de cubrir la demanda del mercado regional y
gran parte del nacional. Garantizando el suministro de un producto acorde a las
necesidades del mercado representándose en una alta aceptación en el sector.
1. REDUCCIÓN DE TAMAÑO1
El término reducción de tamaño se aplica a todas las formas en las que las
partículas de sólidos se pueden cortar o romper en piezas más pequeñas. En los
procesos industriales la reducción de tamaño de sólidos se lleva a cabo por
distinto métodos y con fines diferentes. Las grandes piedras de un mineral crudo
se desintegran hasta un tamaño manejable; los productos químicos sintéticos se
muelen hasta polvo y las láminas de plástico se cortan en cubos o rombos. Los
productos comerciales con frecuencia han de cumplir rigurosas especificaciones
con respecto al tamaño y, a veces, con respecto a la forma de las partículas. La
reducción de partículas aumenta también la reactividad de los sólidos, permite la
separación por métodos mecánicos de ingredientes no deseados y reduce el
tamaño de un material fibroso para su más fácil tratamiento.
Los sólidos pueden romperse de muy diferentes formas, pero solamente cuatro de
ellas se utilizan habitualmente en los equipos de reducción de tamaño: (1)
compresión, (2) impacto, (3) frotación o rozamiento, y (4) corte. Un cascanueces,
un martillo, una lima y unas tijeras constituyen ejemplos de los cuatro tipos de
acción. De una forma general, la compresión se utiliza para la reducción gruesa
de sólidos duros, dando lugar a relativamente pocos finos; el impacto genera
productos gruesos, medios o finos; la frotación conduce a productos muy finos a
partir de minerales blandos no abrasivos. El corte da lugar a un tamaño definido
de partícula, y a veces también de forma, con muy pocos o nada de finos.
1 Mc CABE, Warren L. Operaciones unitarias en ingeniería química. 4ta edición. Madrid. Mc
Graw Hill, 1998. p 869-924.
1.1 FUNDAMENTOS DE LA DESINTEGRACIÓN MECÁNICA DE SÓLIDOS
1.1.1 Criterios de la desintegración. La desintegración mecánica es un término
genérico de reducción de tamaño. La quebrantadoras y los molinos son tipos de
equipos de desintegración. Una quebrantadora o molino ideal debieran (1) tener
gran capacidad, (2) requerir poco consumo de energía por unidad de producto, y
(3) dar lugar a un producto de único tamaño, o distribución de tamaños, que se
desee. El método habitual para estudiar el comportamiento del equipo de proceso
es establecer una operación ideal como patrón y comparar las características del
equipo real con las de la unidad ideal, observando la diferencia entre ambas.
Cuando se aplica este método al equipo de desintegración y molienda, las
diferencias entre la unidad ideal y la real son muy grandes y, a pesar de los
amplios estudios realizados, no se han aclarado totalmente las deficiencias. Por
otra parte, se han desarrollado correlaciones empíricas útiles para predecir el
comportamiento del equipo a partir de la incompleta teoría disponible.
Las capacidades de las máquinas de desintegración son particulares a cada
equipo. Sin embargo, los aspectos fundamentales de la forma y tamaño del
producto, así como el consumo de energía, son comunes a la mayor parte de las
máquinas y se pueden considerar en una forma más general.
1.1.2 Características de los productos triturados. El objetivo de la trituración y
molienda es producir pequeñas partículas a partir de otras más grandes. Las
partículas más pequeñas son deseables por su gran superficie o bien por su forma,

tamaño y número. Una medida en la eficacia de la operación se basa en la
energía que se requiere para crear nueva superficie ya que el área superficial de
una unidad de masa de partículas aumenta mucho cuando las partículas
disminuyen de tamaño.
Contrariamente a un triturador o un molino ideal, una unidad real no da lugar a un
producto uniforme, con independencia de que la alimentación sea o no de tamaño
uniforme. El producto siempre consta de una mezcla de partículas con tamaño
variable desde un máximo definido hasta un mínimo submicroscópico. Algunas
máquinas, especialmente en el caso de molinos, están diseñadas para controlar el
tamaño de las partículas más grandes en sus productos, pero en cambio las más
finas no están bajo control. En algunos tipos de molino los finos se reducen a un
mínimo, pero no se eliminan totalmente. Si la alimentación es homogénea, tanto
por lo que se refiere al tamaño de las partículas como a su estructura física y
química, las formas de las distintas partículas de los productos pueden ser
bastante uniforme ; en caso contrario, las proporciones de los granos en los
distintos tamaños de un sólo producto pueden variar considerablemente.
La relación de diámetro entre las partículas más grandes y más pequeñas en un
material triturado es del orden de 104. Debido a esta enorme variación de tamaños
de las partículas individuales, las relaciones que son adecuadas para tamaños
uniformes han de modificarse cuando se aplican a tales mezclas. Por ejemplo, el
término “tamaño medio” carece de sentido mientras no se defina el método
utilizado para promediar y se pueden calcular varios tamaños medios diferentes:
diámetro medio volumen - superficie, medio aritmético, medio de masa y medio de
volumen.
Excepto que sean alisadas por abrasión después de la trituración, las partículas
trituradas se parecen a poliedros, con caras casi planas y bordes y picos
escarpados. Las partículas pueden ser compactas, con longitud, anchura y
espesor aproximadamente iguales, o bien tener forma de láminas o agujas. Para
granos compactos, la dimensión mayor, o diámetro aparente, generalmente se
toma para caracterizar el tamaño de la partícula. Para partículas con forma de
láminas o agujas, deberán especificarse dos dimensiones para caracterizar su
tamaño.
1.2 REQUERIMIENTOS DE ENERGÍA Y POTENCIA EN LA DESINTEGRACIÓN
El costo energético es el de mayor importancia en trituración y molienda, de forma
que los factores que controlan este costo son de gran interés. Durante la
reducción de tamaño, las partículas del material de alimentación son primeramente
distorsionadas y forzadas. El trabajo necesario para forzarlas se almacena
temporalmente en el sólido como energía mecánica de tensión, de la misma forma
que la energía mecánica se puede almacenar en un muelle. Al aplicar una fuerza
adicional a las partículas tensionadas, éstas se distorsionan más allá de su
resistencia final y bruscamente se rompen en fragmentos, generándose nuevas
superficies. Puesto que una unidad de área de sólido posee una cantidad definida
de energía superficial, la creación de nuevas superficies requiere un trabajo, que
es suministrado por la liberación de energía de tensión cuando la partícula se
rompe. De acuerdo con el principio de conservación de la energía, toda la energía
en exceso sobre la energía de la nueva superficie creada ha de aparecer en forma
de calor.
1.2.1 Eficacia de la desintegración. La relación entre la energía superficial creada
por la desintegración mecánica y la energía absorbida por el sólido es la eficacia
de desintegración ηc. Si es es la energía superficial por unidad de área, en pies
por libra fuerza por pie cuadrado, y Awa y Awb son la áreas por unidad de masa de
producto y de alimentación, respectivamente, la energía absorbida por unidad de
masa de material Wn es:
( )Wne
cA A
s
wb wa= −η
( 1.1)
La energía superficial creada por fractura es pequeña en comparación con la
energía mecánica total almacenada en el material en el momento de la ruptura, y
la mayor parte de esta última se convierte en calor. Por tanto, las eficacias de
trituración son bajas. Se han medido experimentalmente estimando es a partir de
teorías del estado sólido, midiendo Wn, Awa y Awb y sustituyendo en la
ecuación 1.1. La precisión del cálculo es mala, principalmente debido a las
incertidumbres en el cálculo de es, pero los resultados indican que las eficacias de
trituración están comprometidas en el intervalo de 0.06 a 1 por 100.

La energía absorbida por el sólido Wn es menor que la comunicada por la
máquina. Parte de la entrada total de energía W se utiliza para vencer la fricción
en los cojinetes y otras partes móviles, y el resto queda disponible para trituración.
La relación entre la energía absorbida y la entrada de energía es la eficacia
mecánica, ηm. Por tanto, si W es la entrada de la energía,
( )W
W e A An
m
s wb wa
c m
= =−
η η η (1.2)
Si m•
es la velocidad de alimentación, la potencia consumida por la máquina es
( )P Wm
me A As wb wa
c m
= =−•
•
η η (1.3)
Calculando Awb y Awa a partir de la ecuación diámetro medio volumen - superficie,
D As w p≡ 6
φ ρ , y sustituyendo en la ecuación 1.3, se obtiene
Pme
D D
s
c m p b sb a sa
= −
•
6 1 1
η η ρ φ φ (1.4)
Donde:
Dsa, Dsb: diámetro/medio volumen - superficie de la alimentación y el producto,
respectivamente.
φa, φb: esfericidad de alimentación y producto, respectivamente.
ρp: densidad de la partícula.
1.2.2 Relaciones empíricas: leyes de Rittinger y de Kick.
Se han propuesto varias leyes con objeto de relacionar la reducción de tamaño a
una variable sencilla, la energía que entra al molino.
La ley de desintegración propuesta por Rittinger en 1867 establece que el trabajo
que se requiere para la desintegración es proporcional a la nueva superficie
creada. Esta “ley”, que realmente no es más que una hipótesis, es equivalente a
establecer que la eficacia de desintegración ηc es constante y, para una máquina y
material de alimentación dados, es independiente de los tamaños de la
alimentación y del producto. Si las esfericidades φa y φb son iguales y la eficacia
mecánica es constante, las distintas constantes de la ecuación 1.4 se pueden
reunir en una sola Kr y expresar la ley de Rittinger en la siguiente forma:
P
mK
Dsb Dsar&
= −
1 1 (1.5)
En 1885 Kick propuso otra “ley”, basada en el análisis de esfuerzos de la
deformación plástica dentro del límite de elasticidad, y establece que el trabajo que
se requiere para triturar una masa dada de material es constante para la misma
relación de reducción, o sea, la relación entre el tamaño inicial de las partículas y
el tamaño final de las mismas. Esto conduce a la expresión:
P
mK Ln
Dsa
DsbK&
= (1.6)
Donde KK es una constante.
Una relación generalizada para ambos casos es la ecuación diferencial.
dP
m
K dDs
&
=
Dsn (1.7)
La resolución de la ecuación 1.7 para n = 1 y 2 conduce a las leyes de Kick y
Rittinger, respectivamente.
Tanto la ley de Kick como la de Rittinger han demostrado ser aplicables para
rangos muy limitados de tamaños de partículas; KK y Kr se determinan
experimentalmente en ensayos con la máquina y materiales que se utilizan en la
realidad. Por tanto, la utilidad de estas leyes es limitada y su interés es más bien
de carácter histórico.
1.2.3 Ley de Bond e Índice de trabajo. Un método algo más realista para estimar
la energía necesaria para la trituración y molienda fue propuesta por Bond en
1952. Bond postuló que el trabajo que se requiere para formular partículas de un
tamaño DP a partir de una alimentación muy grande es proporcional a la raíz
cuadrada de la relación superficie a volumen del producto,
S v v Dp p p S p/ / / ) (Sp = 6 φ , φs es la esfericidad ; de donde se deduce que:
P
m
K
D
b
p&
= (1.8)
Siendo Kb una constante que depende del tipo de máquina y del material que se
tritura. Esto es equivalente a la solución de la ecuación 1.7 para n = 1.5 y una
alimentación de tamaño infinito. Para utilizar la ecuación 1.8 se define un índice
de trabajo, como la energía total, en kilovatios - hora por 2000 libras de
alimentación, que se necesita para reducir una alimentación muy grande hasta un
tamaño tal que el 80% del producto pase a través de un tamiz de 100 µm: el
índice de trabajo se calcula en forma experimental basándose en los ensayos de
trituración y molienda efectuados en el laboratorio, o a través de operación de
molienda comerciales2. Esta definición conduce a una relación entre Kb y W i. Si
Dp está en milímetros, P en kilovatios y &m en toneladas (2000 lbs) por hora,
K Wi Wib = × =−100 10 0 31623 . (1.9)
2 PERRY. Manual del Ingeniero Químico, tomo II. Mc Graw Hill. 6ta edición. México 1992.P 8 -13.
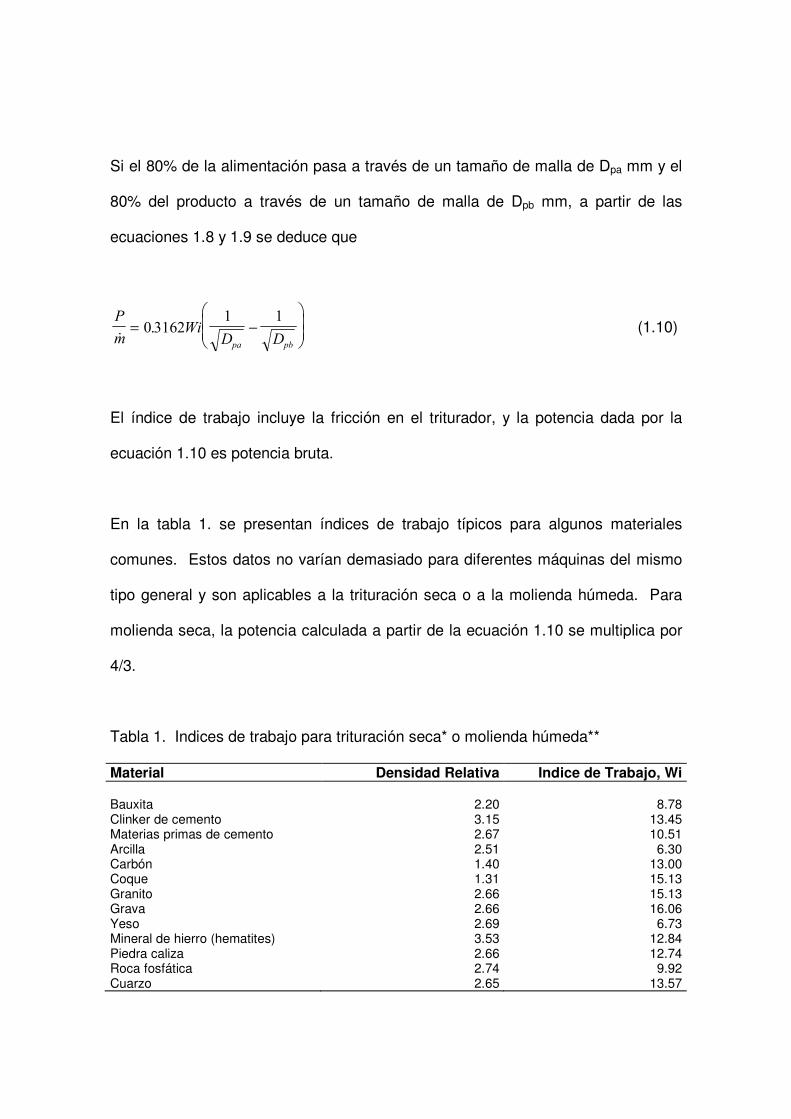
Si el 80% de la alimentación pasa a través de un tamaño de malla de Dpa mm y el
80% del producto a través de un tamaño de malla de Dpb mm, a partir de las
ecuaciones 1.8 y 1.9 se deduce que
P
mWi
D Dpa pb&
.= −
0 3162
1 1 (1.10)
El índice de trabajo incluye la fricción en el triturador, y la potencia dada por la
ecuación 1.10 es potencia bruta.
En la tabla 1. se presentan índices de trabajo típicos para algunos materiales
comunes. Estos datos no varían demasiado para diferentes máquinas del mismo
tipo general y son aplicables a la trituración seca o a la molienda húmeda. Para
molienda seca, la potencia calculada a partir de la ecuación 1.10 se multiplica por
4/3.
Tabla 1. Indices de trabajo para trituración seca* o molienda húmeda**
Material Densidad Relativa Indice de Trabajo, Wi Bauxita Clinker de cemento Materias primas de cemento Arcilla Carbón Coque Granito Grava Yeso Mineral de hierro (hematites) Piedra caliza Roca fosfática Cuarzo
2.20 3.15 2.67 2.51 1.40 1.31 2.66 2.66 2.69 3.53 2.66 2.74 2.65
8.78
13.45 10.51
6.30 13.00 15.13 15.13 16.06
6.73 12.84 12.74
9.92 13.57
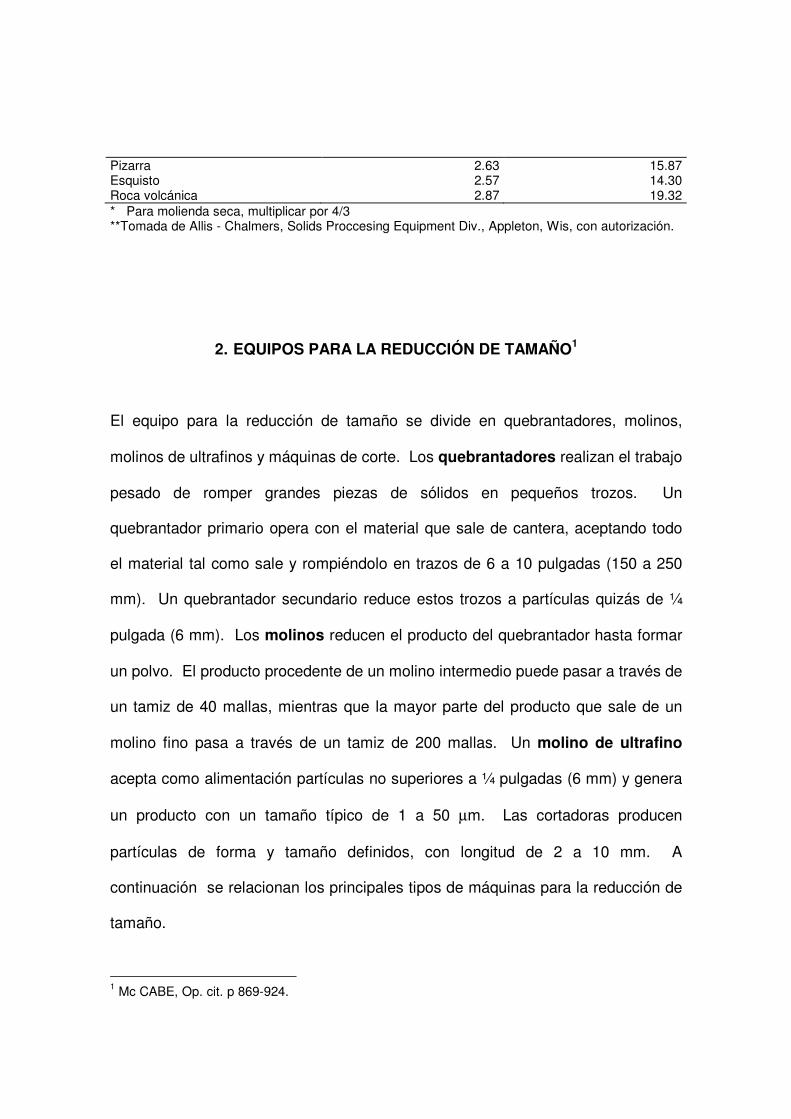
Pizarra Esquisto Roca volcánica
2.63 2.57 2.87
15.87 14.30 19.32
* Para molienda seca, multiplicar por 4/3 **Tomada de Allis - Chalmers, Solids Proccesing Equipment Div., Appleton, Wis, con autorización.
2. EQUIPOS PARA LA REDUCCIÓN DE TAMAÑO1
El equipo para la reducción de tamaño se divide en quebrantadores, molinos,
molinos de ultrafinos y máquinas de corte. Los quebrantadores realizan el trabajo
pesado de romper grandes piezas de sólidos en pequeños trozos. Un
quebrantador primario opera con el material que sale de cantera, aceptando todo
el material tal como sale y rompiéndolo en trazos de 6 a 10 pulgadas (150 a 250
mm). Un quebrantador secundario reduce estos trozos a partículas quizás de ¼
pulgada (6 mm). Los molinos reducen el producto del quebrantador hasta formar
un polvo. El producto procedente de un molino intermedio puede pasar a través de
un tamiz de 40 mallas, mientras que la mayor parte del producto que sale de un
molino fino pasa a través de un tamiz de 200 mallas. Un molino de ultrafino
acepta como alimentación partículas no superiores a ¼ pulgadas (6 mm) y genera
un producto con un tamaño típico de 1 a 50 µm. Las cortadoras producen
partículas de forma y tamaño definidos, con longitud de 2 a 10 mm. A
continuación se relacionan los principales tipos de máquinas para la reducción de
tamaño.
1 Mc CABE, Op. cit. p 869-924.
A. Quebrantadores (gruesos y finos)
1. Quebrantadores de mandíbula.
2. Quebrantadores giratorios.
3. Quebrantadores de rodillos.
B. Molinos (intermedios y finos).
1. Molinos de martillos; impactores.
2. Molinos de rodadura - compresión.
a. Molinos de rulos.
b. Molinos de rodillos.
3. Molinos de frotación.
4. Molinos de volteo.
a. Molinos de barras.
b. Molinos de bolas; molinos de guijarros.
c. Molinos de tubos; molinos de compartimentos.
C. Molinos Ultrafinos.
1. Molinos de martillos con clasificación interna.
2. Molinos que utilizan la energía de un fluido.
3. Molinos agitados.
D. Máquinas de Corte.
1. Cortadoras de cuchilla; cortadoras de cubos; cortadoras de tiras.
Estas máquinas realizan su trabajo en formas muy diferentes. La compresión es la
acción característica de los quebrantadores. Los molinos utilizan impacto y
frotación, a veces combinadas con compresión; los molinos de ultrafinos operan
principalmente por frotación. El corte es, por supuesto, la acción característica de
las máquinas cortadoras.
2.1 QUEBRANTADORES
Los quebrantadores son máquinas de baja velocidad utilizadas para la reducción
gruesa de grandes cantidades de sólidos. Los principales tipos son los
quebrantadores de rodillos lisos y los dentados. Los tres primeros operan por
compresión y pueden romper grandes trozos de materiales muy duros, como es el
caso de la reducción primaria y secundaria de rocas y minerales. Los
quebrantadores dentados trocean y separan la alimentación; pueden tratar
alimentaciones blandas como carbón, huesos y pizarras blandas.
2.1.1 Quebrantadoras de mandíbulas. En un quebrantador de mandíbulas la
alimentación se introduce entre dos mandíbulas que forman una V abierta por la
parte superior. Una de las mandíbulas, que recibe el nombre de yunque, es fija,
está situada en posición casi vertical y no se mueve; la otra, que recibe el nombre
de oscilante, se mueve alternativamente en un plano vertical, y forma un ángulo de
20 a 30 grados con la mandíbula fija. Está accionada por un excéntrica, de forma
que aplica una gran fuerza de compresión a los trozos situados entre las
mandíbulas. Las caras de las mandíbulas son planas o ligeramente combadas, y
pueden tener muescas en forma de hendiduras horizontales. Los trozos grandes
atrapados entre las partes superiores de las mandíbulas se rompen, descienden
hacia el espacio más estrecho inferior, y vuelven a romperse en el siguiente
movimiento de cierre de la mandíbula. Las mandíbulas se abren y cierran unas
250 a 400 veces por minuto.
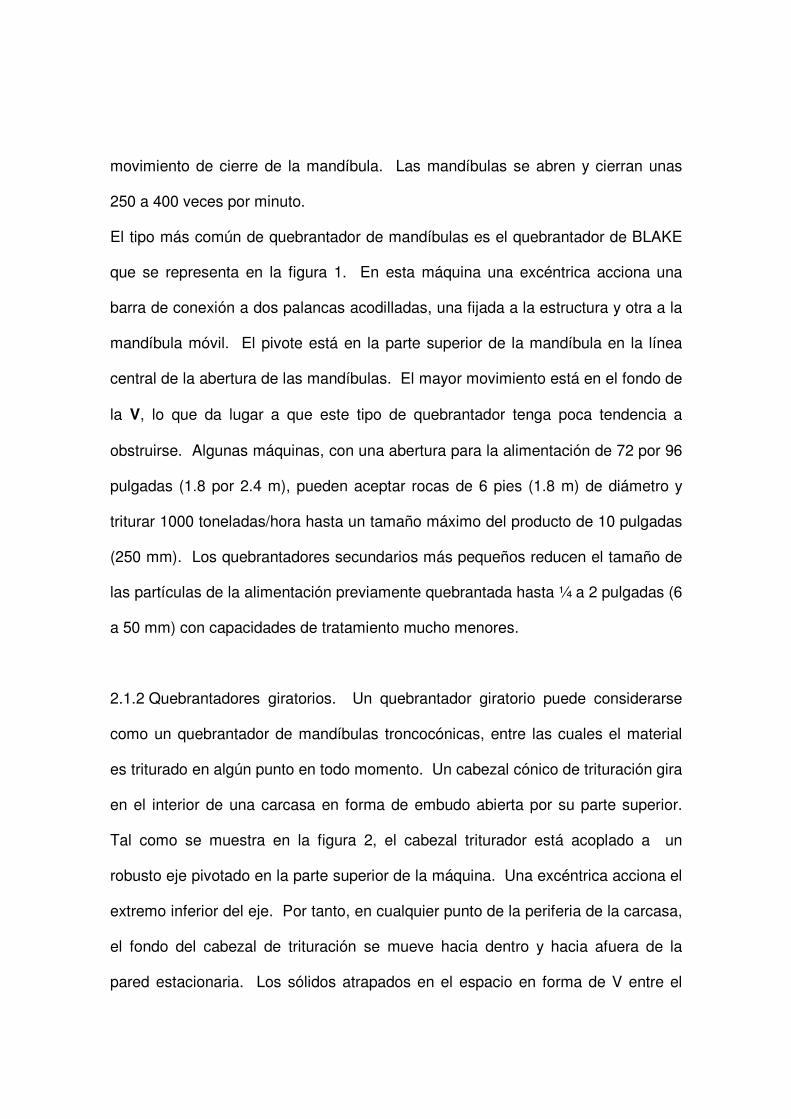
El tipo más común de quebrantador de mandíbulas es el quebrantador de BLAKE
que se representa en la figura 1. En esta máquina una excéntrica acciona una
barra de conexión a dos palancas acodilladas, una fijada a la estructura y otra a la
mandíbula móvil. El pivote está en la parte superior de la mandíbula en la línea
central de la abertura de las mandíbulas. El mayor movimiento está en el fondo de
la V, lo que da lugar a que este tipo de quebrantador tenga poca tendencia a
obstruirse. Algunas máquinas, con una abertura para la alimentación de 72 por 96
pulgadas (1.8 por 2.4 m), pueden aceptar rocas de 6 pies (1.8 m) de diámetro y
triturar 1000 toneladas/hora hasta un tamaño máximo del producto de 10 pulgadas
(250 mm). Los quebrantadores secundarios más pequeños reducen el tamaño de
las partículas de la alimentación previamente quebrantada hasta ¼ a 2 pulgadas (6
a 50 mm) con capacidades de tratamiento mucho menores.
2.1.2 Quebrantadores giratorios. Un quebrantador giratorio puede considerarse
como un quebrantador de mandíbulas troncocónicas, entre las cuales el material
es triturado en algún punto en todo momento. Un cabezal cónico de trituración gira
en el interior de una carcasa en forma de embudo abierta por su parte superior.
Tal como se muestra en la figura 2, el cabezal triturador está acoplado a un
robusto eje pivotado en la parte superior de la máquina. Una excéntrica acciona el
extremo inferior del eje. Por tanto, en cualquier punto de la periferia de la carcasa,
el fondo del cabezal de trituración se mueve hacia dentro y hacia afuera de la
pared estacionaria. Los sólidos atrapados en el espacio en forma de V entre el
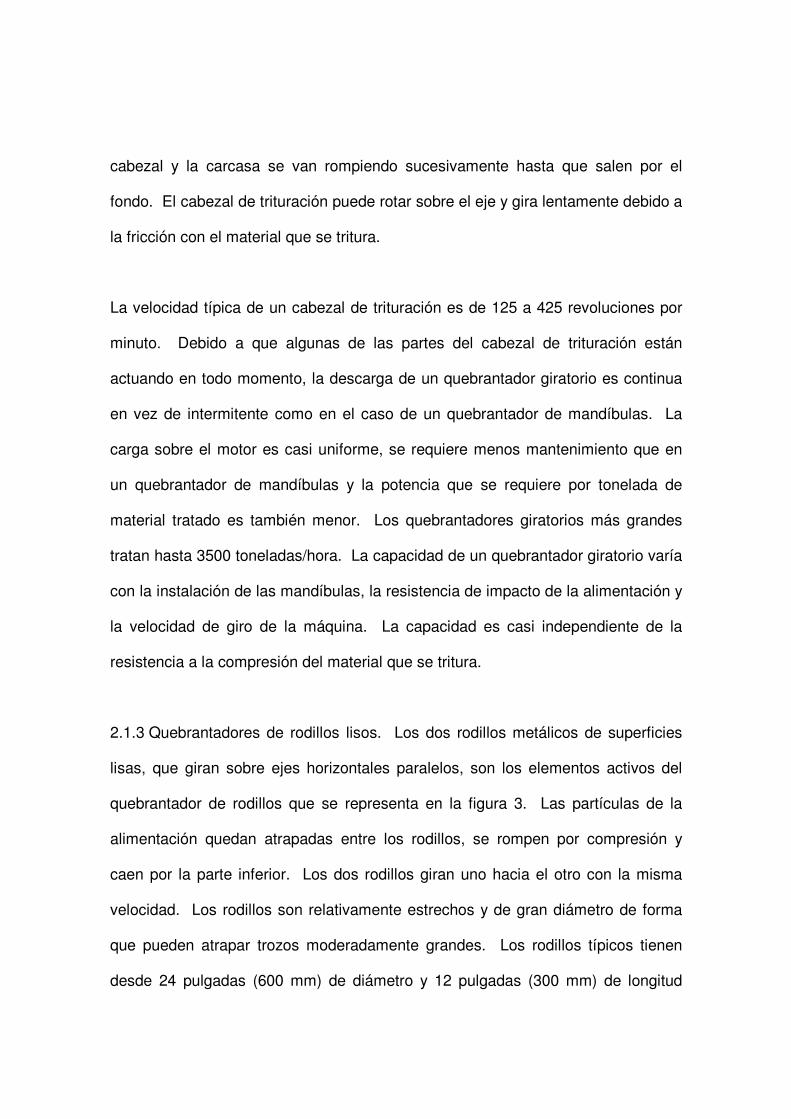
cabezal y la carcasa se van rompiendo sucesivamente hasta que salen por el
fondo. El cabezal de trituración puede rotar sobre el eje y gira lentamente debido a
la fricción con el material que se tritura.
La velocidad típica de un cabezal de trituración es de 125 a 425 revoluciones por
minuto. Debido a que algunas de las partes del cabezal de trituración están
actuando en todo momento, la descarga de un quebrantador giratorio es continua
en vez de intermitente como en el caso de un quebrantador de mandíbulas. La
carga sobre el motor es casi uniforme, se requiere menos mantenimiento que en
un quebrantador de mandíbulas y la potencia que se requiere por tonelada de
material tratado es también menor. Los quebrantadores giratorios más grandes
tratan hasta 3500 toneladas/hora. La capacidad de un quebrantador giratorio varía
con la instalación de las mandíbulas, la resistencia de impacto de la alimentación y
la velocidad de giro de la máquina. La capacidad es casi independiente de la
resistencia a la compresión del material que se tritura.
2.1.3 Quebrantadores de rodillos lisos. Los dos rodillos metálicos de superficies
lisas, que giran sobre ejes horizontales paralelos, son los elementos activos del
quebrantador de rodillos que se representa en la figura 3. Las partículas de la
alimentación quedan atrapadas entre los rodillos, se rompen por compresión y
caen por la parte inferior. Los dos rodillos giran uno hacia el otro con la misma
velocidad. Los rodillos son relativamente estrechos y de gran diámetro de forma
que pueden atrapar trozos moderadamente grandes. Los rodillos típicos tienen
desde 24 pulgadas (600 mm) de diámetro y 12 pulgadas (300 mm) de longitud
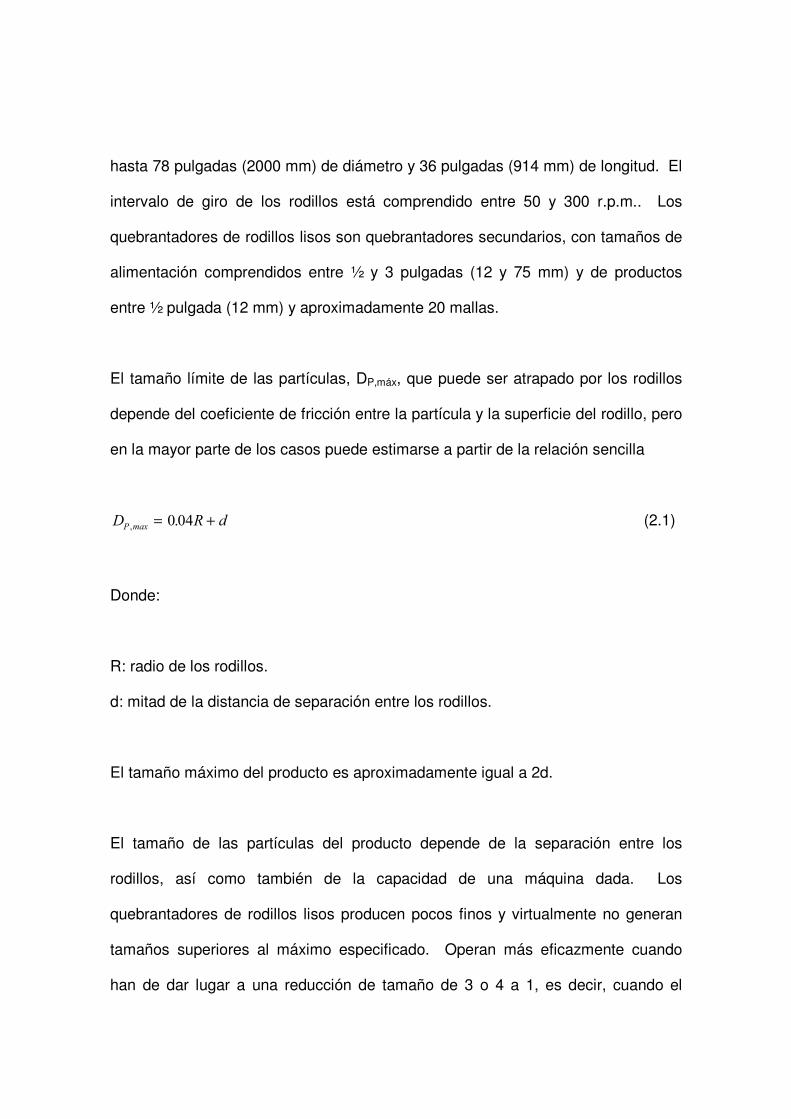
hasta 78 pulgadas (2000 mm) de diámetro y 36 pulgadas (914 mm) de longitud. El
intervalo de giro de los rodillos está comprendido entre 50 y 300 r.p.m.. Los
quebrantadores de rodillos lisos son quebrantadores secundarios, con tamaños de
alimentación comprendidos entre ½ y 3 pulgadas (12 y 75 mm) y de productos
entre ½ pulgada (12 mm) y aproximadamente 20 mallas.
El tamaño límite de las partículas, DP,máx, que puede ser atrapado por los rodillos
depende del coeficiente de fricción entre la partícula y la superficie del rodillo, pero
en la mayor parte de los casos puede estimarse a partir de la relación sencilla
D R dP max, .= +0 04 (2.1)
Donde:
R: radio de los rodillos.
d: mitad de la distancia de separación entre los rodillos.
El tamaño máximo del producto es aproximadamente igual a 2d.
El tamaño de las partículas del producto depende de la separación entre los
rodillos, así como también de la capacidad de una máquina dada. Los
quebrantadores de rodillos lisos producen pocos finos y virtualmente no generan
tamaños superiores al máximo especificado. Operan más eficazmente cuando
han de dar lugar a una reducción de tamaño de 3 o 4 a 1, es decir, cuando el
diámetro máximo del producto es un tercio o un cuarto del de la alimentación. Las
fuerzas que ejercen los rodillos son muy grandes, y están comprendidas entre
5000 a 40000 lbs por pulgada (8700 a 70000 N/cm) de anchura del rodillo. Para
permitir que el material no triturable pase a través del sistema sin dañar la
máquina, al menos uno de los rodillos ha de estar acoplado a un muelle.
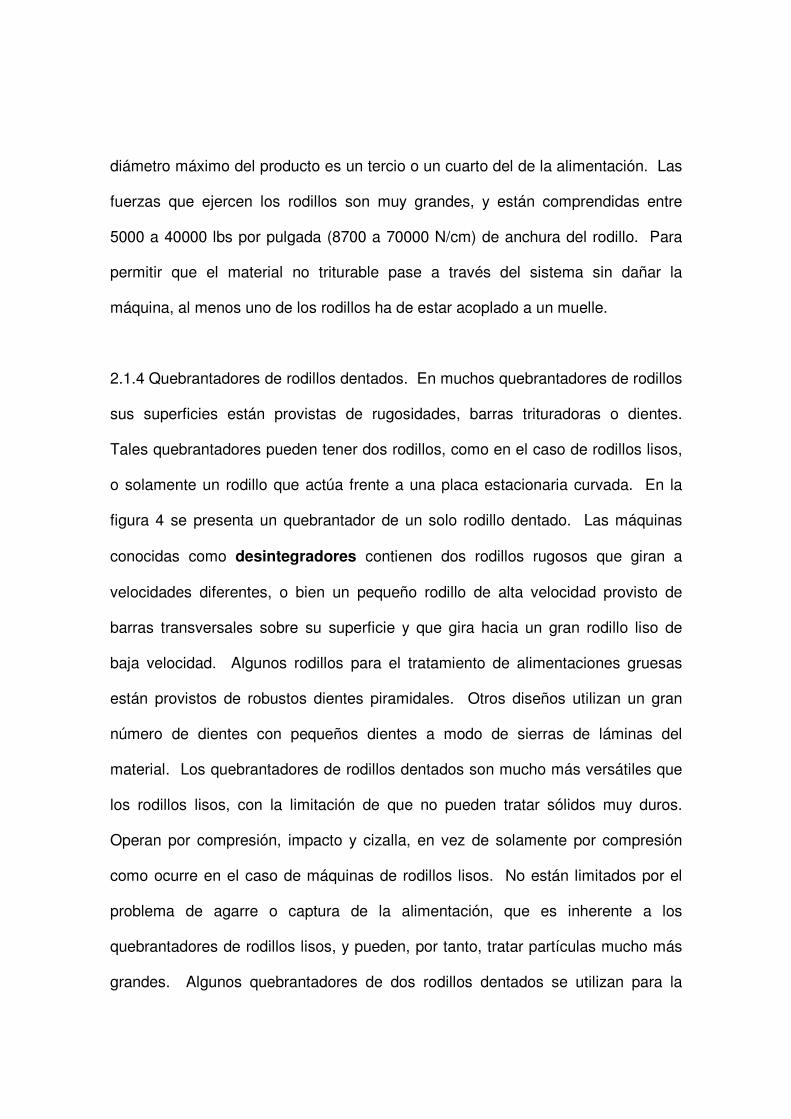
2.1.4 Quebrantadores de rodillos dentados. En muchos quebrantadores de rodillos
sus superficies están provistas de rugosidades, barras trituradoras o dientes.
Tales quebrantadores pueden tener dos rodillos, como en el caso de rodillos lisos,
o solamente un rodillo que actúa frente a una placa estacionaria curvada. En la
figura 4 se presenta un quebrantador de un solo rodillo dentado. Las máquinas
conocidas como desintegradores contienen dos rodillos rugosos que giran a
velocidades diferentes, o bien un pequeño rodillo de alta velocidad provisto de
barras transversales sobre su superficie y que gira hacia un gran rodillo liso de
baja velocidad. Algunos rodillos para el tratamiento de alimentaciones gruesas
están provistos de robustos dientes piramidales. Otros diseños utilizan un gran
número de dientes con pequeños dientes a modo de sierras de láminas del
material. Los quebrantadores de rodillos dentados son mucho más versátiles que
los rodillos lisos, con la limitación de que no pueden tratar sólidos muy duros.
Operan por compresión, impacto y cizalla, en vez de solamente por compresión
como ocurre en el caso de máquinas de rodillos lisos. No están limitados por el
problema de agarre o captura de la alimentación, que es inherente a los
quebrantadores de rodillos lisos, y pueden, por tanto, tratar partículas mucho más
grandes. Algunos quebrantadores de dos rodillos dentados se utilizan para la
reducción primaria de carbón y materiales similares. El tamaño de la alimentación
de estas máquinas puede ser tan grande como 20 pulgadas (500 mm), y su
capacidad asciende hasta 500 toneladas/h.
2.2 MOLINOS
El término Molino se utiliza para describir una gran variedad de máquinas de
reducción de tamaño para servicio intermedio. El producto procedente de
quebrantador con frecuencia se introduce como alimentación de un molino, en el
que se reduce a polvo. Los principales tipos de molinos son los molinos de
martillo e impactores, máquinas de rodadura - compresión, molinos de frotación y
molinos de volteo.
2.2.1 Molinos de martillos e impactores. Todos estos molinos contienen un rotor
que gira a alta velocidad en el interior de una carcasa cilíndrica. El eje
generalmente es horizontal. La alimentación entra por la parte superior de la
carcasa, se trocea y cae a través de una abertura situada en el fondo. En un
molino de martillos las partículas se rompen por una serie de martillos giratorios
acoplados a un disco rotor. Una partícula que entra en la zona de molienda no
puede salir sin ser golpeada por los martillos. Se rompe en pedazos, se proyecta
contra la placa estacionaria situada dentro de la carcasa rompiéndose todavía en
fragmentos más pequeños. Estas a su vez son pulverizadas por los martillos y son
impulsadas a través de una rejilla o tamiz que cubre la abertura de descarga.
Con frecuencia se montan sobre el mismo eje varios discos rotores, cada uno de 6
a 8 pulgadas (150 a 450 mm) de diámetro y con cuatro a ocho martillos. Los
martillos pueden ser barras rectas de metal con los extremos planos o alargados, o
bien afilados para formar un borde cortante. Los molinos de martillos con
reducción de tamaño intermedio dan lugar a un producto con un tamaño de
partículas de 1 pulgada (25 mm) a 20 mallas. En molinos de martillos para una
molienda fina la velocidad periférica de los extremos de los martillos puede llegar
a ser de 22000 pies/minuto (112 m/s), y tratan de 0.1 a 15 toneladas/h hasta
tamaños más finos que 200 mallas. Los molinos de martillos pueden tratar casi
cualquier producto: sólidos fibrosos como corteza o cuero, virutas de acero, pastas
blandas y húmedas, arcilla plástica o una roca dura. Para obtener una molienda
fina están limitados a los materiales más blandos.
Tanto la capacidad como el consumo de energía de un molino de martillos varía
mucho con la naturaleza de la alimentación y no se pueden estimar con confianza
a partir de la información publicada, o todavía mejor a partir de ensayos a pequeña
o gran escala realizados en el molino con una muestra real del material a tratar.
Los molinos comerciales típicamente tratan 100 a 400 lb de sólido por caballo/h
(60 a 240 kg/kWh) de energía consumida.
Un impactor, como el que se representa en la figura 5, se parece a un molino de
martillos para servicio pesado, pero no contiene rejilla o tamiz. Las partículas se
rompen exclusivamente por impacto, sin la acción secundaria de pulverización
características de los molinos de martillos. Con frecuencia los impactores se
utilizan como máquinas de reducción primaria para rocas y minerales, tratando
hasta 600 toneladas/h. Dan lugar a partículas que son más aproximadamente
equidimensionales (más “cúbicas”) que las partículas en forma de láminas que se
obtienen en quebrantadores de mandíbulas o giratorios. El rotor de un impactor,
como ocurre en muchos molinos de martillos, puede girar en ambas direcciones
con el fin de prolongar la vida de los martillos.
2.2.2 Máquinas de rodadura - compresión. En este tipo de molinos las partículas
sólidas son captadas y trituradas entre un medio rodante y la superficie de un
anillo o carcasa. Los tipos más frecuentes son los pulverizadores de rodadura -
anillo, los molinos de rulos, y los molinos de rodillos. En el molino de rodillos que
se ilustra en la figura 6, los rodillos cilíndricos verticales presionan con gran fuerza
hacia fuera frente a un anillo estacionario, con la forma de una plaza de toros.
Giran con velocidades moderadas siguiendo un recorrido circular. Los trozos de
sólidos son desplazados desde la solera del molino y llevados entre el anillo y los
rodillos, donde tiene lugar la molienda. El producto es barrido fuera del molino por
una corriente de aire hasta un separador - clasificador, desde el cual las partículas
grandes retornan al molino para su posterior reducción. En un molino de rulos, y
en algunos molinos de rodillos, gira la carcasa o el anillo, mientras que los rodillos
rotan sobre ejes estacionarios, que pueden ser verticales u horizontales. Los
molinos de este tipo encuentran su principal aplicación en la molienda de piedra
caliza, clinker de cemento y carbón. Pulverizan hasta 50 toneladas/h. Cuando se
utiliza clasificación, puede ser tan fino como que el 99% pase a través de un tamiz
de 200 mallas.
2.2.3 Molinos de frotación. El molino de discos o fricción es un equivalente
moderno de los antiguos molinos de piedra. Las piedras se sustituyen por discos
de acero en los que se montan placas de molienda intercambiables ya sea
metálicas o abrasivas: las partículas de sólidos blandos son frotadas entre las
caras planas estriadas de unos discos circulares rotatorios, que giran a
velocidades mucho mayores, permitiendo con ello una gama más amplia de
aplicaciones. El eje del disco es generalmente horizontal, aunque a veces puede
ser vertical. En un molino de rotación simple uno de los discos es estacionario y el
otro rota, mientras que en las máquinas de doble rotación ambos discos giran a
alta velocidad en sentidos contrarios. La alimentación entra a través de una
abertura situada en el centro de uno de los discos, pasa hacia fuera a través de la
separación entre los discos y descarga por la periferia de una carcasa
estacionaria. La separación entre los discos es ajustable dentro de ciertos límites.
Por lo menos una de las placas de molienda está montada sobre un muelle de
forma que los discos pueden separarse si entra en el molino un material que no
puede ser molido. Molinos provistos de diferentes tipos de estrías, rugosidades o
dientes sobre los discos permiten una gran variedad de operaciones incluyendo
molienda, troceado, granulación y desmenuzamiento, así como también
operaciones no directamente relacionadas con la reducción de tamaño, tales como
mezclado y rizado de plumas.
En la figura 7 se representa un molino de frotación de rotación simple. Estos
molinos contienen discos de piedra esmeril para la reducción de sólidos tales
como talco y yeso, o bien discos metálicos para sólidos tales como madera,
almidón, polvo de insecticidas y cera de carnauba. Los discos metálicos
generalmente son de acero ordinario, si bien para materiales corrosivos a veces
son necesarios discos de acero inoxidable. Los molinos de doble rotación muelen,
en general, hasta productos más finos que los de corredera simple, pero tratan
productos más blandos. Con frecuencia se hace circular aire a través del molino
para separar el producto y evitar el anegamiento del molino. Los discos pueden
refrigerarse con agua o salmuera para eliminar el calor generado por la operación
de molienda. La refrigeración es fundamental cuando se tratan materiales
sensibles al calor tales como el caucho, que de lo contrario podría estropearse.
Los discos de los molinos de rotación simple tienen de 10 a 54 pulgadas de
diámetro (250 a 1370 mm) y giran de 350 a 700 r.p.m.. Los discos de los molinos
de rotación doble giran a más velocidad, entre 1200 y 7000 r.p.m.. La alimentación
se tritura previamente hasta un tamaño máximo de partícula de aproximadamente
½ pulgada (12 mm) y debe entrar con una velocidad uniforme controlada. Los
molinos de frotación tratan de ½ a 8 toneladas/h para dar productos que pasan a
través de un tamiz de 200 mallas. La energía que se requiere depende en gran
medida de la naturaleza de la alimentación y del grado de reducción alcanzado, y
es mucho mayor que en los molinos y quebrantadores descritos hasta ahora. Los
valores típicos están comprendidos entre 10 y 100 CV-h (8 a 80 kWh) por tonelada
de producto.
2.2.4 Molinos de volteo. En la figura 8 se representa un molino de volteo típico.
Una carcasa cilíndrica que gira lentamente alrededor de un eje horizontal, y está
llena aproximadamente hasta la mitad de su volumen con un medio sólido de
molienda, constituye un molino de volteo. La carcasa es generalmente de acero,
con un recubrimiento de una lámina de acero de elevado contenido de carbono,
porcelana o caucho. El medio de molienda son barras metálicas, en un molino de
barras, cadenas o bolas de metal, caucho o madera en un molino de bolas,
guijarros o esferas de porcelana o circonio en un molino de guijarros. Los molinos
de volteo resultan inadecuados para la reducción intermedia y fina de materiales
abrasivos.
Contrariamente a los molinos considerados anteriormente, todos los cuales
requieren una alimentación continua, los molinos de volteo pueden operar tanto de
forma continua como discontinua. En una máquina discontinua, se introduce en el
molino, a través de una abertura situada en la carcasa, una determinada cantidad
de sólido que ha de ser molido. Se cierra entonces la abertura y el molino se
mantiene girando durante varias horas, después de lo cual se para y se descarga
el producto. En un molino continuo el sólido circula estacionariamente a través de
la carcasa giratoria, entrando por un extremo a través de un muñón hueco y sale
por el otro extremo, bien a través del correspondiente muñón o de aberturas
periféricas existentes en la carcasa.
En todos los molinos de volteo los elementos de molienda son elevados por la
carcasa hasta cerca de la parte superior, desde donde caen sobre las partículas
situadas debajo. La energía consumida en elevar los elementos de molienda es
utilizada en reducir el tamaño de las partículas. En algunos molinos de volteo,
como ocurre en un molino de barras, una gran parte de la reducción se realiza
por rodadura - compresión y por frotación al descender las barras deslizándose y
rodando unas con otras. Las barras de molienda son generalmente de acero, de
1 a 5 pulgadas (25 a 125 mm) de diámetro, existiendo en todo momento varios
tamaños de cualquier molino concreto. Las barras se extienden hasta toda la
longitud del molino. A veces se previene que las barras se entrecrucen mediante
un diseño cónico de los extremos de la carcasa. Los molinos de barras son
sistema de reducción intermedia, pasando tal vez desde una alimentación de ¾
pulgada (19 mm) hasta 10 mallas, preparando con frecuencia el producto de un
quebrantador para la reducción final en un molino de bolas. Dan lugar a un
producto con pocos tamaños grandes y un mínimo de finos.
En un molino de bolas o en un molino de guijarros la mayor parte de la
reducción se produce por impacto de la caída de las bolas o guijarros desde cerca
de la parte superior de la carcasa. En un molino de bolas grande la carcasa puede
tener 10 pies (3m) de diámetro y 14 pies (4.25m) de longitud. Las bolas son de 1 a
5 pulgadas (25 a 125 mm) de diámetro, y los guijarros son de 2 a 7 pulgadas (50 a
175 mm) de diámetro.
Un molino tubular es un molino continuo con una larga carcasa cilíndrica en el que
el material es tratado durante un tiempo de dos a cinco veces superior que el
correspondiente a un molino de bolas. Los molinos de bolas son excelentes para
moler hasta polvo muy fino en un solo paso cuando el consumo de energía no es
una variable importante. Colocando particiones transversales en un molino tubular
lo convierte en un molino compartimentado. Un compartimento puede contener
bolas grandes, otros bolas pequeñas y otros guijarros. Esta segregación de los
medios de molienda en elementos de diferentes tamaños y pesos ayuda
considerablemente a la pérdida de energía, haciendo que las bolas grandes y
pesadas rompan solamente las partículas grandes sin interferencia de las finas,
mientras que las bolas pequeñas y ligeras no caigan sobre las partículas grandes a
las que no pueden romper.
La segregación de unidades de molienda en una sola cámara es una característica
del molino de bolas cónico que se representa en la figura 8. La alimentación
entra por la izquierda a través de un cono de 60° en la zona de molienda primaria
donde el diámetro de la carcasa es máximo. El producto sale por el cono de 30°
situado a la derecha. Un molino de este tipo contiene bolas de diferentes tamaños
que se desgastan y se hacen más pequeñas a medida que opera el molino.
Periódicamente se añaden nuevas bolas grandes. Al girar la carcasa las bolas
grandes se desplazan hacia el punto de máximo diámetro mientras que las bolas
pequeñas emigran hacia el punto de descarga. Por tanto, la rotura inicial de las
partículas de alimentación es realizada por las bolas más grandes que caen desde
una altura mayor, mientras que las partículas pequeñas son molidas por bolas
pequeñas que caen desde una altura mucho menor. El consumo de energía está
ligado a la dificultad de la operación de rotura, aumentando así la eficacia del
molino.

a) Acción en los molinos de volteo. La carga de bolas en un molino de bolas o en
un tubular es tal que cuando el molino está parado las bolas ocupan
aproximadamente la mitad del volumen del molino. La fracción de huecos en la
masa de bolas, cuando están en reposo, es normalmente de 0,40. La molienda
puede realizarse con sólidos secos pero es más frecuente que la alimentación sea
una suspensión de partículas en agua, lo cual aumenta la capacidad y la eficacia
del molino. Una aberturas de descargas situadas en posiciones adecuadas
controlan el nivel de líquido en el molino, que deberá ser tal que la suspensión
llene justamente el espacio de huecos en la masa de bolas.
Al girar el molino las olas se adhieren a la pared del molino y son llevadas hasta
cerca de la parte superior, donde despegan de la pared y caen al fondo para ser de
nuevo elevadas. La fuerza centrífuga mantiene las bolas en contacto con la pared
y entre ellas durante la etapa de ascenso. Mientras están en contacto con la
pared, las bolas realizan algo de molienda deslizando y rodando entre ellas, pero
la mayor parte de la molienda ocurre en la zona de impacto en la que las bolas que
caen libremente chocan contra el fondo del molino.
Cuanto más rápidamente gira el molino a mayor distancia son elevadas las bolas
en el interior del mismo y mayor es el consumo de energía. La energía
comunicada es provechosamente utilizada debido a que las bolas caen desde
mayor altura, con lo que aumenta la intensidad del impacto y la capacidad del
molino. Sin embargo, si la velocidad de giro es tan grande que las bolas se
mueven adheridas siempre a la pared se dice que hay centrifugación. La
velocidad para la que ocurre la centrifugación recibe el nombre de velocidad
crítica. Cuando un molino está centrifugando poco o nada de molienda se
produce, de forma que la velocidad de operación ha de ser inferior a la crítica.
La velocidad para la cual las bolas más exteriores pierden el contacto con la pared
del molino depende del balance entre las fuerzas gravitacional y centrífuga. Esto
puede apreciarse con ayuda de la figura 9. Considérese la bola en el punto A de la
periferia del molino. Sean los radios del molino y de la bola R y r respectivamente.
El centro de la bola está, por tanto, a R - r pies (o m) del eje del molino. Sea α el
ángulo que forma el radio AO con la vertical. Sobre la bola actúan dos fuerzas. La
primera de ellas es la fuerza de gravedad, mg gC/ , siendo m la masa de la bola.
La segunda es la fuerza centrífuga, ( ) /R r w gC− 2 , donde w = 2πn y n es la
velocidad de giro. La componente centrípeta de la fuerza de gravedad es
(mg gC/ )cos α, y esta fuerza se opone a la centrífuga. Cuando la fuerza centrífuga
supera a la centrípeta la partícula no se desprende de la pared. Sin embargo, a
medida que disminuye el ángulo α, la fuerza centrípeta aumenta y, excepto que la
velocidad de giro supere el valor crítico, se alcanza un punto en el que las fuerzas
opuestas son iguales y la bola está en condiciones de caer. El ángulo para el que
ocurre esto se obtiene igualando las dos fuerzas
[ ]mg
g
m n R r
gC C
cos( )
απ
=−4 2 2
(2.1)
cos( )
απ
=−4 2 2n R r
g (2.2)
Para la velocidad crítica, α = 0, cos α = 1, y n se transforma en la velocidad crítica
nC. Por tanto
ng
R rC =−
1
2π (2.3)
Los molinos de volteo giran a un 65-80% de la velocidad crítica, con los valores
más bajos para la molienda humedad de suspensiones viscosas.
b) Capacidad y consumo de energía de los molinos de volteo. La máxima cantidad
de energía que se puede suministrar al sólido sometido a molienda se puede
calcular a partir de la masa del medio de molienda, la velocidad de rotación y la
máxima distancia de caída. En un molino real la energía utilizada es mucho menor
que ésta, mientras que la energía mecánica total suministrada al molino es mucho
mayor. Se requiere energía para hacer girar la carcasa en los cojinetes se
soporte. Mucha de la energía suministrada al medio de molienda es consumida en
moler más las partículas que ya son suficientemente finas y en levantar bolas o
guijarros que caen que realizan poca o ninguna molienda. Por supuesto que un
buen diseño minimiza la cantidad de esta energía consumida. Un análisis teórico
completo de las principales variables interrelacionadas es virtualmente imposible y
el funcionamiento de los molinos de volteo se predice mejor a partir de
simulaciones en ordenador basadas en ensayos de planta piloto. Los molinos de
barra producen de 5 a 200 toneladas/h de un producto de 10 mallas; los molinos
de bolas producen de 1 a 50 toneladas/h de polvo que tal vez del 70 al 90% pasa
por un tamiz de 200 mallas. El consumo total de energía para un molino de barras
típico operando con un material duro es del orden de 5 CV-h/ton (4 kWh/ton); para
un molino de bolas es del orden de 20 CV-h/ton (16kWh/ton). Los molinos
tubulares y los compartimentados requieren una potencia algo mayor. A medida
que aumenta la finura del producto la capacidad de un determinado molino
diminuye y el consumo de energía aumenta.
2.2.5 Molinos de ultrafino. Muchos productos comerciales han de contener
partículas con un tamaño comprendido entre 1 y 20µm, y que todas las partículas
pasen esencialmente a través de un tamiz estándar de 325 mallas, cuya anchura
de las aberturas es de 44µm. Los molinos que reducen sólidos hasta partículas
tan finas reciben el nombre de molinos de ultrafinos. La molienda ultrafina de
polvos secos se realiza con molinos tales como molinos de martillos de alta
velocidad provistos de un sistema de clasificación interna o externa, y con molinos
de chorros o que utilizan la energía de un fluido. La molienda ultrafina en húmedo
se realiza en molinos agitados.
a) Molinos de martillos con clasificación. El Micro-Atomizer que se representa
en la figura 10 es un molino de martillos con clasificación interna. Un conjunto de
martillos giratorios está acoplado entre dos discos rotores, esencialmente igual que

en un molino de martillos convencional. Además de los martillos, el eje rotor lleva
dos ventiladores que impulsan aire a través del molino en la dirección que se
muestra en la figura y que descarga en conductos que acaban en los colectores de
producto. Sobre los discos rotores hay unas cortas aspas radiales para separar las
partículas de tamaño superior a las deseadas. En la cámara de molienda las
partículas del sólido se mueven con una elevada velocidad rotacional. Las
partículas gruesas se concentran a lo largo de la pared de la cámara debido a la
fuerza centrífuga que actúa sobre ellas. La corriente de aire transporta las
partículas más finas desde el interior de la cámara de molienda hacia el eje en la
dirección AB. Las aspas del separador tienden a arrojar las partículas hacia fuera
en la dirección BA. El que una determinada partícula pase o no entre las aspas
del separador y llegue hasta el punto de descarga depende de cuál sea la fuerza
que predomine : la fuerza de rozamiento ejercida por el aire o la fuerza centrífuga
ejercida por las aspas. Las partículas aceptablemente finas pasan a través
mientras que las partículas demasiado grandes son devueltas hacia atrás para su
posterior reducción en la cámara de molienda. El tamaño máximo de partícula que
se puede variar modificando la velocidad del rotor o el tamaño y el número del
aspa del separador. Los molinos de este tipo reducen de 1 a 2 toneladas/h hasta
un tamaño medio de partículas de 1 a 20 µm, con un consumo de energía de
aproximadamente 50 Cv-h/ton (40 kWh/ton).
b) Molinos que utilizan energía de un fluido. En la figura 11 se presenta un
típico molino que utiliza la energía de un fluido. En estos molinos las partículas
sólidas están suspendidas en una corriente gaseosa y son transportadas a altas
velocidades siguiendo un camino circular o eléctrico. Parte de la reducción de
tamaño se produce cuando las partículas chocan o friccionan contra las paredes
de la cámara, pero la mayor parte de la reducción tiene lugar como consecuencia
de la frotación entre partículas. La clasificación interna mantiene las partículas
más grandes en el molino hasta que se reducen en el tamaño deseado.
El gas utilizado es generalmente aire comprimido o vapor de agua sobrecalentado,
que entran a una presión de 100 psi (6.9 at) a través de boquillas energizantes. En
el molino que se representa en la figura, la cámara de molienda es un lazo oval de
tubería de 1 a 8 pulgadas (25 a 200 mm) de diámetro y de 4 a 8 pies (1.2 a 2.4 m)
de altura. La alimentación entra cerca del fondo del lazo oval a través de un
inyector de vénturi. La clasificación de las partículas molidas tiene lugar en el codo
superior del lazo. Cuando la corriente gaseosa circula a través de este codo a alta
velocidad, las partículas más gruesas son arrastradas hacia fuera chocando contra
la pared exterior, mientras que las finas se congregan en la pared interior. Una
abertura de descarga situada en la pared interior en este punto conduce hasta un
separador de ciclón y un colector de bolsa para la recogida del producto. La
clasificación se favorece por el complejo modelo de tirabuzón que se genera en la
corriente gaseosa a su paso por el codo de la tubería. Los molinos que operan
con la energía de un fluido aceptan partículas tan grandes como ½ pulgada (13
mm) pero son más eficaces cuando el tamaño de las partículas de la alimentación
no es superior a 100 mallas. Reducen hasta 1 tonelada/h de sólidos no pegajosos
hasta partículas con un diámetro medio de ½ a 100 µm, utilizando de 1 a 4 lb de
vapor de agua o 6 a 9 lb de aire por lb de producto.
c) Molinos agitados. Para algunas operaciones de molienda ultrafina se utilizan
pequeños molinos discontinuos no rotatorios que contienen un sólido como medio
de molienda. Dicho medio consiste en elementos sólidos duros tales como bolas,
pellets o granos de arena. Estos molinos son recipientes verticales de 1 a 300
galones (2 a 1200 l) de capacidad, que están llenos con un líquido en el que se
encuentra suspendido el medio de molienda. En algunos diseños esta carga se
agita con un rodete de múltiples palas; en otros, que se utilizan especialmente
para la molienda de materiales duros (tales como sílice o dióxido de titanio), una
columna central alternativa hace vibrar el contenido del recipiente con una
frecuencia de unos 20 Hz. Por la parte superior se introduce la alimentación en
forma de una suspensión concentrada, y el producto (con algo de líquido) se retira
a través de un tamiz situado en el fondo. Los molinos agitados son especialmente
útiles para la obtención de partículas con un tamaño de 1 µm o más finas.
2.3 MÁQUINAS CORTADORAS
En algunos problemas de reducción de tamaño la alimentación es demasiado
tenaz o demasiado elástica para poder ser troceada por compresión, impacto o
frotación. En otro tipo de casos la alimentación ha de reducirse a partículas de
dimensiones fijas. Estos requerimientos se pueden cumplir con dispositivos que
cortan, pican o desgarran la alimentación en un producto con las características
deseadas. Los quebrantadores con diente de sierra mencionados anteriormente
realizan buena parte de su trabajo en esta forma. Las verdaderas máquinas
cortadoras comprenden las cortadoras de cuchillas rotatorias y los granuladores.
Estas máquinas encuentran aplicación en una gran variedad de procesos pero se
adaptan especialmente bien a los problemas de reducción de tamaño en la
industria del caucho y de plásticos.
Cortadoras de cuchillas. Una cortadora de cuchillas rotatorias, como la que se
presenta en la figura 12, consta de un rotor horizontal que gira de 200 a 900 r.p.m.
en el interior de una cámara cilíndrica. Sobre el rotor van acopladas de dos a doce
cuchillas con extremos de acero que pasan muy próximas sobre uno a siete
cuchillas estacionarias. Las partículas de alimentación entran en la cámara por la
parte superior, son cortadas varios centenares de veces por minuto y salen a
través de un tamiz situado en el fondo con aberturas de 5 a 8 mm. A veces las
cuchillas móviles son paralelas a las cuchillas fijas; otras veces, dependiendo de
las propiedades de alimentación, ambas cuchillas se encuentran formando un
ángulo. Las cortadoras rotatorias y los granuladores tienen un diseño similar. Un
granulador produce partículas más o menos irregulares; una cortadora puede dar
cubos, cuadrados delgados o gránulos.
2.4 OPERACIÓN DEL EQUIPO
Para la adecuada selección y operación económica de las máquinas de reducción
de tamaño es preciso cuidar muchos detalles del procedimiento y del equipo
auxiliar. No se puede esperar que un quebrantador, un molino o una cortadora
funcionen satisfactoriamente excepto que (1) la alimentación sea de un tamaño
adecuado y se introduzca con una velocidad uniforme; (2) que el producto se retire
lo más pronto posible una vez que las partículas han alcanzado el tamaño
deseado; (3) que el material que no es triturable se mantenga fuera de la máquina;
y (4) que en el caso de productos de bajo punto de fusión o sensibles al calor se
elimine el calor generado en la molienda. Por tanto, calentadores, enfriadores,
separadores de metales, bombas y soplantes, así como alimentadores de
velocidad constante, son importantes dispositivos complementarios de una unidad
de reducción de tamaño.
2.4.1 Operación en circuito abierto y en circuito cerrado. En muchos molinos la
alimentación se reduce a partículas de tamaño satisfactorio pasándola una sola
vez a través del molino. Cuando las partículas de tamaños más grandes no se
hacen retornar a la máquina para su posterior reducción, se dice que el molino
opera en circuito abierto. Esto puede dar lugar a un consumo excesivo de
energía puesto que se pierde mucha energía en moler partículas que ya son
suficientemente finas. Si se desea un producto de 50 mallas, evidentemente
resulta un despilfarro continuar moliendo el material hasta 100 o 200 mallas. Por
consiguiente, con frecuencia resulta económico retirar del molino el material
parcialmente molido y hacerlo pasar a través de un dispositivo de separación de
tamaños. Los tamaños finos se retiran como producto mientras que los gruesos se
hacen retornar al molino. El dispositivo de separación está a veces situado en el
interior del molino, como ocurre en el caso de molinos de ultrafinos, pero lo más
frecuente es que tales dispositivos sean exteriores al molino. Operación en
circuito cerrado es la denominación que se aplica a la sección de un molino y un
separador conectados de forma que las partículas gruesas retornan al molino.
Para partículas gruesas el dispositivo de separación es un tamiz o rejilla, mientras
que para polvos finos se utiliza alguna forma de clasificador. La operación en
circuito cerrado es muy conveniente para la reducción de tamaños finos y
ultrafinos, lo cual requiere que la separación se realice utilizando clasificadores
húmedos o separadores con aire. Por supuesto es preciso suministrar energía
para accionar los transportadores y separadores en un sistema de circuito cerrado,
pero, a pesar de esto, la reducción del consumo total de energía alcanza con
frecuencia el 25% de la que se requiere para la molienda en circuito abierto.
2.4.2 Control de la alimentación. La operación más importante para la reducción
de tamaño es el control de la alimentación del molino. Las partículas de la
alimentación han de tener un tamaño apropiado. Evidentemente no han de ser tan
grandes que no puedan ser rotas por el molino. Por otra parte, si una gran
cantidad de partículas son muy finas, la eficacia de muchas máquinas,
especialmente quebrantadores y trituradores, se reduce considerablemente. Con
algunos sólidos, la compresión o el enfriamiento previo de la alimentación antes de
su entrada en el molino aumenta considerablemente la facilidad de molienda del
material. En molinos continuos la velocidad de alimentación debe controlarse
dentro de límites estrechos para evitar el bloqueo del molino, así como variaciones
erráticas de la carga que dan lugar a una disminución de la capacidad de la
máquina. En el corte de un material laminar para formar cuadrados de tamaño
exacto o copos de longitud uniforme, es evidente que será esencial un control
exacto de la velocidad de alimentación.
2.4.3 Descarga del molino. Para evitar la acumulación en un molino continuo es
necesario que la velocidad de descarga sea igual a la velocidad de alimentación.
Además, la velocidad de descarga ha de ser tal que la partes altivas del molino
puedan actuar sobre el material en forma más eficaz. Por ejemplo, en un
quebrantador de mandíbulas, las partículas pueden recoger en la abertura de
descarga triturase muchas veces antes de que salga del sistema. Tal como se ha
indicado anteriormente, esto dará lugar a un despilfarro de energía si el tamaño de
muchas partículas se reduce más de lo necesario. Esta forma de operación de un
quebrantador se realiza a veces deliberadamente y recibe el nombre de
trituración obturada. Sin embargo, la máquina esta generalmente diseñada para
operar de tal forma que las partículas trituradas puedan salir fácilmente,
posiblemente llevando algunas partículas grandes, que se separan después y
vuelven al sistema de reducción de tamaño. Este tipo de operación recibe el
nombre de trituración de descarga libre o trituración libre. La trituración
obturada se utiliza solamente en situaciones poco frecuentes, ya que requieren
una gran cantidad de energía y puede dañar el molino.
En el caso del producto molido relativamente grueso, con lo obtenido en un
quebrantador, un triturador intermedio o una cortadora, la fuerza de gravedad es
suficiente para producir una descarga libre, cayendo generalmente el producto por
el fondo del molino. En un molino rotatorio el producto sale a través de la abertura
de la pared de la cámara situada en un extremo del cilindro (descarga periférica), o
bien es levantado por una cuchara que lo deposita en un cono que lo dirige hacia
un muñón perforado (descarga de muñón).
En la descarga de molinos para la molienda fina y ultrafina, la fuerza de gravedad
es situada por el arrastre de un fluido portador. El fluido puede ser un líquido o un
gas. La molienda húmeda con un líquido portador es frecuente en los molinos
rotatorios. Esto provoca un mayor desgaste en las paredes de la cámara y del
medio de molienda que cuando se operan en seco, pero disminuye el consumo de
energía, aumenta la capacidad y simplifica la manipulación y clasificación del
producto. La separación del producto de los molinos de frotamiento en los que
utiliza la energía de un fluido y en muchos molinos de martillos, se realiza
mediante barridos con aire, vapor de agua o un gas inerte. El polvo se retira de la
corriente gaseosa por medio de separadores de ciclón o de filtro de mangas.
2.4.4 Retirada o suministro de calor. Puesto que solamente una fracción muy
pequeña de la energía comunicada al sólido se utiliza en crear nuevas superficies,
la mayor parte de la energía se convierte en calor, lo cual puede dar lugar a un
importante aumento de la temperatura del sólido. El sólido puede fundir,
descomponerse o circular agua fría o salmuera a través de serpentinas o camisa
incorporada al molino. A veces se impulsa aire refrigerado a través del molino o se
introduce dióxido de carbono (nieve carbónica) con la alimentación. Con nitrógeno
líquido todavía se alcanza una más drástica reducción de temperatura pudiendo
realizarse la molienda a temperaturas inferiores a - 75° C. La finalidad de
temperaturas tan bajas es alterar las características de rotura del sólido,
haciéndolo en general más fácilmente triturable. De esta forma, productos tales
como la manteca de cerdo y la cera de abejas se hacen suficientemente duras
para ser tratadas en un molino de martillos, y plásticos correosos, que atascan un
molino a temperaturas ordinarias, se hace suficientemente quebradizo y puede
molerse sin dificultad.
3. DISEÑO DEL MOLINO DE DISCOS POR FRICCIÓN
3.1 REQUERIMIENTOS DE POTENCIA EN LA DESINTEGRACIÓN
Se han propuesto varias leyes (Kick, Rittinguer, Bond) con el objeto de relacionar
la reducción de tamaño a una variable sencilla, la energía que entra al molino.
Ninguna de las leyes de energía se aplica perfectamente bien en la práctica, y no
se ha logrado encontrar un punto de partida para desarrollar una mayor
comprensión o un dominio más amplio de las operaciones de molienda.
La ley de Bond y el índice de trabajo es el método algo más realista para estimar la
energía necesaria para la trituración y molienda. Bond postuló que el trabajo que
se requiere para formar partículas de un tamaño DP a partir de una alimentación
muy grande es proporcional a la raíz cuadrada de la relación de superficie volumen
del producto1, de donde se deduce que:
1 Mc CABE, Op. cit., p. 894.

P
m
Kb
Dp= (3.1)
Donde:
Kb: constante que depende del tipo de máquina y del material que se tritura.
m: capacidad del molino, Tonelada/h.
DP: tamaño del producto en mm.
P: potencia requerida para la reducción de tamaño.
Para utilizar la ecuación 3.1 se define un índice de trabajo, W i, como la energía
total en Kw-hr por tonelada de alimentación, que se necesita para reducir la
alimentación muy grande hasta un tamaño tal que el 80% del producto pase a
través de un tamiz de 100µm. Sin embargo, para este proyecto del molino de
discos, se pudo determinar un índice de trabajo W i mediante la medición de la
energía consumida, en Kw-hr, por tonelada igual a 5.143 Kw-hr/Ton para un
producto que pasa por un tamiz de malla No. 10. De este modo, la relación entre
Kb y W i está dada por Kb DpWi= , para un diámetro de producto igual a 2.00 mm
se tiene que:
Kb = 1.414 W i
Así, para calcular la potencia requerida por el molino de discos por fricción se
emplea la siguiente expresión, deducida de la ecuación 3.1:
P
mWi
Dpb Dpa= −
1414
1 1. (3.2)
El índice de trabajo incluye la fricción en el molino.
Donde:
DPb: diámetro del producto en mm.
DPa: diámetro de la alimentación en mm.
Para un diámetro de alimentación de 12.7mm (½ pulgada) y del producto de
2 mm, se tiene que:
P = 21.65 KW
Es decir que se requiere una potencia de 29.4 CV (21.65 KW) para reducir los
terrones de sal a un tamaño tal que el 80% pase por el tamiz No. 10: los molinos
se diseñan para controlar el tamaño de las partículas más grandes en sus
productos, pero en cambio las más finas no están bajo control.
3.2 DISEÑO DEL TORNILLO SINFÍN TRANSPORTADOR.

El procedimiento que se desarrollará a continuación tiene como fundamento el
indicado en el catálogo sobre “Selección, diseño, instalación y mantenimiento de
sistemas de transporte al granel”, módulo II: Tornillos Transportadores, conferencia
dictada en la Universidad del Norte2. Todas las tablas referidas en el
procedimiento se encuentran en el catálogo en mención, ver anexos.
3.2.1 Característica del material. Para seleccionar o diseñar un tornillo sinfín se
debe tener buen conocimiento del material transportado.
La sal, de acuerdo a la clasificación CEMA, se codifica como C ½ - 36 TU
(Anexo B). La interpretación del código del material se presenta a continuación,
ver también Anexo A:
C ½: tamaño de grano comprendida entre la malla No 6 hasta máximo ½ pulgada,
considerado como granular.
3: flujobilidad media.
6: moderadamente abrasivo.
T: medianamente corrosivo.
U: higroscópico.
Otras características, Anexo B:
2 MAURY, Heriberto E. Tornillos transportadores, Modulo II. En: Conferencia “Selección, Diseño,
Instalación y Mantenimiento de Sistemas de Transporte al Granel”. Barranquilla. Universidad del

Factor del material (Fm): 1.7
Coeficiente de llenado: 30B (30 %).
Densidad del material (ρ) : 70 Lb/ft3 (1100 Kgr/m3) para la sal granular.
Máximo Tamaño de grano: ½ pulgada, clase III (Anexo F).
Capacidad requerida (C): 7 tonelada/h.
Trayectoria del transportador: horizontal.
3.2.2 Determinación del tipo, tamaño y velocidad del transportador.
Tipo. El tornillo sinfín extrae la sal depositada en la tolva y la conduce hasta los
discos de la molienda.
Estos se caracterizan por tener menor paso, en la zona de carga, y a veces mayor
diámetro con el objeto de lograr que el nivel del material disminuya en el sentido
de la marcha lográndose un adecuado coeficiente de llenado3.
Usando el mismo principio pero en sentido inverso se consigue llevar la sal hasta
los discos con un completo llenado del transportador asegurando que la entrada
del material a la zona de molienda sea continua en todo momento, Figura 13.
Las especificaciones del tornillo son:
Norte : Centro de Educación Continuada,1996.
• Tornillo de paso variable, combinación de paso estándar (paso igual al
diámetro) y paso recortado (paso igual a 2/3 del diámetro); además del
incremento del diámetro al final del tornillo.
• Helicoide discontinuo, hélice cortada, con el objeto de alcanzar elevadas
revoluciones en el tornillo.
• De acuerdo con las características de la sal, moderadamente abrasivo y
medianamente corrosivo, se recomienda la Fundición Gris como material de
fabricación.
Tamaño y Velocidad Del Transportador. Antes de definir el tamaño del
transportador se debe calcular la capacidad equivalente, que tiene en cuenta las
divergencias frente al sistema estándar con que se elaboraron las tablas de
capacidades.
VARIABLES
CF1: factor relativo al paso del tornillo, Anexo C.
CF2: factor relativo al tipo de hélice, Anexo D.
CF3: factor relativo al tipo de paletas (aletas).
CF4: factor relativo a condiciones como la inclinación.
3 TARGHETTA ARRIOLA, Luis. Transporte y Almacenamiento de Materias Primas en la Industria
Básica, tomo II. Madrid. Editorial BLUME, 1970. P. 695 - 701.
CE: capacidad equivalente.
Capacidad/ rev: capacidad por revolución en ft3/hr, Anexo E.
N: revoluciones por minuto.
FÓRMULAS
CE C CF CF CF CF= × × × ×1 2 3 4 (3.3)
NCE
Capacidad rev=
/ (3.4)
DATOS
C: 7 Tonelada/h (225 ft3/hr con ρ = 1100 Kgr/m3 o 70 Lb/ft3)
CF1: 1.5
CF2: 1.57
CF3 y CF4: 1.0 no se aplica a este tipo de transportador.
Reemplazando los datos en la ecuación 3.3, tenemos que:
CE = 529.875 ft3/hr (15 m3/hr)
El cálculo de las revoluciones por minuto (r.p.m.) para lograr la capacidad
requerida se realiza teniendo en cuenta que la sal posee un coeficiente de llenado

de 30% (30B), con este dato y usando el Anexo E se encuentra la capacidad por
revolución, no sin antes definir el diámetro del tornillo.
En el Anexo F se encuentra que el diámetro apropiado del sinfín es de máximo
6 pulgadas para materiales de clase III (es decir, 95% de terrones en el rango del
tamaño máximo a la mitad del tamaño máximo y el 5% de material fino) y tamaño
de grano máximo de ½ pulgada. Sin embargo, teniendo en cuenta que los
terrones de sal se rompen muy fácilmente en su transporte no imponen limitación
en el tamaño del tornillo.
Por disposición de espacio, un tornillo de 4.5 pulgadas es el más adecuado;
interpolando entre los diámetros 4 y 6 del Anexo E se obtiene una capacidad por
revolución de 0.68 ft3/hr, luego, las revoluciones necesarias para transportar el
material a la capacidad requerida es, por la ecuación 3.4, igual a:
N = 780 r.p.m.
Las especificaciones para la construcción del tornillo son:
Diámetro (D): 4.5 pulgadas y 5 pulgadas en el extremo final.
Voluta tipo: helicoidal, discontinua para la sección estándar.
Longitud (L): 16 pulgadas (1.33 ft).
Paso (P): estándar hasta L = 13.5 pulgadas y recortado en las últimas 2.5
pulgadas.
Espesor de la voluta: 1 pulgada (25 mm) borde interior y 1/16 pulgadas (1.6 mm)
en el borde exterior.
Altura de la hélice: ¾ pulgadas (19 mm).
3.2.3 Cálculo de la potencia requerida por el tornillo sinfín.
VARIABLES
Fm: factor del material, Anexo B.
L: longitud (ft).
N: revoluciones por minuto.
Fd: factor de tamaño, Anexo G.
Fb: factor del soporte intermedio.
C: capacidad en ft3/hr.
W: (ρ), peso del material por ft3, (Lb/ft3).
Ff: factor de hélice, Anexo H.
Fp: factor de las aletas.
Fo: factor de sobrecarga, Anexo J.
e: eficiencia del sistema motriz, Anexo K.
HPF: potencia requerida para el trabajo en vacío y la fricción.
HPm: potencia requerida para mover la carga.
HPt: potencia total requerida por el tornillo sinfín.
FÓRMULAS
HpfL N Fb Fd
=× × ×
1000000 (3.5)
HpmC L W Ff Fm Fp
=× × × × ×
1000000 (3.6)
HptHpf Hpm Fo
e=
+( ) (3.7)
DATOS
Fm: 1.7
L: 1.33 ft
N: 780 r.p.m.
Fd: 13.5 por interpolación.
Fb: 1.0 no es necesario soporte intermedio.
C: 225 ft3/hr
W: 70 Lb/ft3
Ff: 1.15 (30% de llenado y voluta cortada o discontinua).
FP: 1.0 (cero paletas por paso).
e: 0.88, sistema motriz por correas.
Reemplazando los datos en las ecuaciones 3.5 y 3.6 tenemos:

HPf = 0.014 HP (10.44 W)
HPm = 0.041 HP (30.57 W)
Para calcular la potencia total requerida, ecuación 3.7, se debe primero encontrar
el factor de sobrecarga (Fo) el cual se obtiene ubicando el valor de la suma de HPf
y HPm en la gráfica del Anexo J y luego se sigue el procedimiento allí descrito:
HPf + HPm = 0.0550 (41 W)
Fo = 3.0
Luego,
HPt = 0.187 HP (0.19 CV) (139.44 W)
Esta potencia más la encontrada en los requerimientos de energía del molino
(29.4 CV) da un total de 29.6 CV.
3.3 ARTESA (ARMAZÓN)
El tornillo en su movimiento helicoidal transporta la cantidad de material contenido
entre sus filetes a través de la artesa, caja o conducto, abierta o cerrada según el
material. La forma de estos conductos es muy variada; su sección transversal
puede ser rectangular, circular, semicircular, trapezoidal e incluso los hay
enchaquetados, para el transporte en caliente4.
La artesa ensanchada hacia afuera tipo “ Flared Trough” se usa principalmente
para transportar materiales que no son de flujo libre o para aquellos que tienen
tendencia a pegarse en las paredes del conducto, figura 14.
La sal de mar presenta flujobilidad media por tal motivo la artesa a utilizar es del
tipo “Flared Trough” o ensanchada hacia afuera.
Aunque los terrones a manejar no son excesivamente duros se prevé la
introducción de material extraño como piedras y trozos de metal, lo deseable, ante
una eventual situación, es que haya un espacio suficientemente amplio entre el
tornillo y los bordes de la artesa. Se recomienda, para prevenir daños, que este
espacio tenga como mínimo el tamaño del terrón más grande4, es decir,
½ pulgada. Las especificaciones para la construcción de la artesa se ven
claramente en los planos.
El material de construcción de la artesa es, dada las características de la sal:
moderadamente abrasivo y medianamente corrosivo; es de fundición gris, colado
en una sola pieza con agujero para el alojamiento del rodamiento, ver plano de
montaje.
4 MESA V, Ignacio. Manejo de Sólidos, serie Nabla - Delta No.10. Medellín. Editorial PRUEBA.,
1990. p.153. 4 Ibid, p. 154.
3.4 DISEÑO DE LA TOLVA DE ALIMENTACIÓN.
Una tolva es un pequeño depósito con un fondo oblicuo, por lo menos con un lado
inclinado, que se utiliza para el almacenamiento temporal antes de introducir los
sólidos como alimentación del proceso (Molienda). El principal problema de
diseño de un depósito es conseguir una descarga satisfactoria1.
Uno de los criterios más comunes es el de la medición del ángulo de reposo o de
deslizamiento: ángulo que se forma con la horizontal y en el cual el material se
mantiene cuando se apila; el uso de este valor como ángulo de la tolva y el ajuste
del depósito para el espacio disponible5.
El ángulo de la sal en terrones determinada experimentalmente es de 31°, por lo
tanto el ángulo de inclinación de las paredes del recipiente debe ser mayor o igual
a este valor.
Cálculo De Las Dimensiones De La Tolva.
Como se anotaba anteriormente, el principal problema de diseño de un depósito es
conseguir una descarga satisfactoria; en este caso el tornillo sinfín ayuda a
descargar el depósito y producir una alimentación uniforme, Figura 15. Sin
1 Mc CABE, Op. cit., p. 882. 5 PERRY. Manual del Ingeniero Químico, tomo II. 6ta edición. México. Mc Graw Hill, 1992. p. 7-29.
embargo, para que esto ocurra la relación numérica de la abertura del alimentador
de tornillo al diámetro del mismo no debe sobrepasar de seis5.
Estimando una relación numérica de 2.3 se obtiene un diámetro para la tolva de
10.35 pulgadas.
Teniendo en cuenta la forma de artesa o canal donde se aloja el tornillo sinfín, la
boca de la descarga debe ser rectangular por lo tanto usaremos la siguiente
ecuación:
de6 = 0.808(b1 h1)1/2 (3.8)
Donde:
de: diámetro equivalente.
h1: largo de la boca de descarga.
b1: ancho de la boca de descarga.
Con el diámetro equivalente igual a 10.35 pulgadas se obtiene un área de
descarga de 164.1 pulg2.
Las dimensiones correspondientes a las especificaciones de la artesa son:
6 SHIGLEY, Joseph E. y MISCHKE, Charles. Diseño en Ingeniería Mecánica. 5ta edición. México.
Mc Graw Hill, 1990. p. 319.

h1 = 14 9/16 pulgadas (370 mm)
b1 = 11 ¼ pulgadas (286 mm)
Para calcular las dimensiones de la tolva se parte de un tiempo estimado de
150 segundos para desalojar el material que a la velocidad de molienda de 7 ton/hr
equivalente a 1.76 x 10-3 m3/s se obtiene una capacidad volumétrica para la tolva
de 0.265 m3.
Considerando la tolva como una combinación de pirámide truncada de base
rectangular y prisma recto (figura 16), y teniendo en cuenta el ángulo de
deslizamiento, dimensiones de la descarga y la capacidad volumétrica de
0.265 m3; sus dimensiones son:
b = 39 3/8 pulgadas (1000 mm)
a= 11 ¼ pulgadas (286 mm)
h = 6 5/16 pulgadas (160 mm)
c = 14 9/16 pulgadas (370 mm)
H = 20 ½ pulgadas (521 mm)
ϕϕϕϕ = 54.5° > ángulo de reposo.
φφφφ = 57.8° > ángulo de reposo.
La fórmula que determina el volumen de la tolva es:
V hacHb
a cH
b a b c= + + + − −2 3
( ) ( )( ) (3.9)
3.5 DISCOS DE FROTAMIENTO
En un molino de frotación las partículas de sólidos blandos son frotados entre las
caras planas estriadas de unos discos circulares rotatorios. La alimentación entra a
través de una abertura situada en el centro de uno de los discos (figura 17), pasa
hacia fuera a través de la separación entre los discos y descarga por la periferia en
una carcaza estacionaria. La separación entre los discos es ajustable por un
sistema de muelles o resortes (figura 18) dentro de ciertos límites como lo es la
potencia del motor ya que al ajustar demasiado los discos se creará un incremento
en el amperaje y puede sobrepasar el permitido por las especificaciones del motor;
una de las placas está montada sobre un muelle o aro basculante de forma que los
discos puedan separarse si entra al molino un material que no pueda ser molido.
Los discos son metálicos de fundición blanca dadas las propiedades abrasivas y
corrosivas de la sal, además por ser la parte móvil del molino es la que sufre
desgaste a propósito y su reposición debe ser periódica para mantener la calidad
del producto.
Consideraciones de diseño de los discos de frotamiento.
El sistema de graduación de los discos se basa en el principio de frenos y
embragues, el cual mediante la aplicación de una fuerza normal controlada por
resortes de compresión se acercará el disco giratorio, sujeto al eje del molino, al
discos fijo de manera que se produzca contacto con presión y por ende el efecto
friccionante que en definitiva es el que va a producir la molienda.
De acuerdo a las consideraciones generales hechas sobre embrague en el texto:
Diseños de Elementos de Máquina, Virgil Faires7; indica que para valores de
fuerza normal y coeficiente de rozamiento, se transmite el máximo par cuando el
radio interior (ri ) del disco es máximo, pero si el radio interior es aproximadamente
igual a el radio exterior ( ro ), la presión será muy alta y el sistema se desgastará
rápidamente. Para ro = 2ri, se obtiene aproximadamente un equilibrio óptimo de
desgaste y par que, aunque no es la mejor opción en casos muy particulares, es el
parámetro a seguir para dimensionar los discos de fricción del molino.
Los discos tienen las siguientes especificaciones de construcción:
Diámetro exterior = 11 pulgadas
Diámetro interior = 5.5 pulgadas
Pestañas o salientes (figura 17) = ¼ pulgadas
Altura de las estrías = 2 mm
Revoluciones por minuto = 780
7 FAIRES, Virgil M. Diseño de Elementos de Máquinas. México. UTEHA (Noriega editores). 1993.,
p. 652.

La alimentación se desintegra previamente, por la acción del tornillo sinfín, hasta
un tamaño aproximado de ½ pulgada y entra con velocidad uniforme controlada
por la disposición de paso recortado e incremento del diámetro en el extremo final
del gusano, extremo que coincide con los discos; por medio de las pestañas o
salientes, tanto en el disco giratorio como en el fijo, se introduce la sal a la
separación estrecha entre éstos que como consecuencia de la intensa acción
cizallante se produce la molienda de la carga.
3.6 POTENCIA DE INERCIA DEL SISTEMA
En la energía necesaria para mover los elementos rotatorios del molino cuando
estos se encuentran en reposo se tiene en cuenta el concepto de momento de
inercia de masa y aceleración angular adquirida por el sistema antes de
estabilizarse el motor eléctrico por completo.
Los elementos rotativos que intervienen en la máquina, véase planos, y sus
especificaciones son:
Portadisco giratorio: de hierro fundido, considerado como un disco circular de
diámetro 13.5 pulgadas (343 mm) y masa determinada experimentalmente
incluyendo la del disco de 10.6 Kg.

Tornillo sinfín alimentador: de hierro fundido, se considera como un cilindro
hueco de diámetro exterior 5.5 pulgadas (139.7 mm), diámetro exterior 2 pulgadas
(50 mm) y masa determinada en forma práctica de 7.6 Kg.
Para hallar el trabajo necesario por el sistema para vencer el reposo se utiliza la
expresión:
T = Iαααα (3.10)
Donde:
I: momento de inercia de masa del elemento.
α: aceleración angular.
A su vez, la aceleración angular se obtiene de la expresión wf = wi + αt, donde w
es la velocidad angular (wi = 0 rad/s y wf = 81.68 rad/s, obtenido de 780 r.p.m.);
para el tiempo estimado de 3 segundos que tarda en estabilizarse el motor
eléctrico, el valor de α es de 27.23 rad/s2.
Los momentos de inercia de cada elemento están dados por las siguientes
expresiones:
I = ½ mr2 (3.11)
I = ½ m(ro2 - ri
2) (3.12)
Donde ro y ri son los radios exterior e interior del tornillo sinfín en la ecuación 3.12 y
la ecuación 3.11 se utiliza para hallar el momento de inercia de masa del porta -
disco giratorio.
Con los datos de dimensiones y masa especificados para cada elemento al
principio de esta sección se determina que, según las ecuaciones 3.11 y 3.12,
I (portadisco giratorio) = 0.156 Kg.m2
I (tornillo sinfín) = 0.016 Kg.m2
Del producto entre la suma de los momentos de inercia, que es de 0.172 Kg.m2, y
la aceleración angular (27.23 rad/s2) resulta el torque requerido por el sistema para
vencer el estado de reposo del mismo, y es igual a,
T = 4.68 N.m
La potencia para vencer la inercia del sistema está expresada por,
Pi = T.n (3.13)
Con n = 13 r.p.s (revoluciones por segundo), es igual a 60.88 W (0.082 CV).

Por lo tanto, la potencia requerida por el molino para una capacidad de
7 toneladas/h y obtener un producto de malla No. 10 es la suma de la energía
necesaria para la desintegración (29.4 CV), la energía requerida por el sinfín
alimentador (Hpt = 0.19 CV) y la necesaria para vencer el reposo (Pi = 0.082 CV).
PT = 29.67 CV (21.85 KW)
El valor comercial más próximo corresponde a un motor de 30 CV, sin embargo,
dad la previsión de moliendas en condiciones extremas de humedad y teniendo en
cuenta que hasta este punto no se ha incluido la potencia de inercia del eje y de la
polea de transmisión (éstas se calcularán en las siguientes secciones) se estima
el uso de un motor de 35 CV.
3.7 DISEÑO DEL SISTEMA DE GRADUACIÓN DE DISCOS
3.7.1 Consideraciones de diseño. Como se había dicho en la sección anterior el
sistema de graduación está basado en el principio de los frenos de discos y
embragues (figura 18). Cabe notar que el objetivo del sistema no es frenar la
operación de molienda sino aplicar una fuerza tal que se produzca la presión
necesaria en los discos y obtener la granulometría deseada. Sin embargo, con el
posterior procedimiento se hallará la fuerza necesaria para el frenado y a partir de
ésta determinar un par de resortes que logren una fuerza menor a la del frenado de
manera que haya la rotación y presión necesaria para la molienda.
Mediante la siguiente fórmula se halla el par de rozamiento:
fCVT nf
=.
63000 (3.14)
Donde:
fCV: potencia de fricción, CV.
Tf: Par de fricción o de rozamiento, Lbs - pulgada.
n: revoluciones por minuto, r.p.m.
fCV no es más que la potencia entregada por el motor menos la empleada por el
sinfín transportador, es decir, fCV = 34.732 HP. Se halla el par de rozamiento en
los discos Tf = 2805.28 Lbs - pulgada.
Asimismo, el par de rozamiento se expresa por la ecuación:
T f Nr r
f
o i=
+
.
2 ó
( )N
T
r r f
f
o i
=+
2 (3.15)
Donde:
ro: radio externo del disco.

ri: radio interno del disco.
f: coeficiente de fricción del material de los discos.
N: fuerza normal aplicada a los discos.
En la sección 3.5 se especificó para los discos un diámetro exterior (Do) igual a
11 pulgadas (280 mm) e interior (Di) de 5.5 pulgadas (140 mm). El coeficiente de
fricción, determinado experimentalmente, es de 0.3 con presencia de sal, luego la
fuerza normal a aplicar a los discos para el frenado es:
N = 2266.9 Lbs (10.1 KN)
Es la magnitud de la fuerza a la cual no debe llegar la acción de los resortes.
De acuerdo con información suministrada por la empresa FAMEC, la presión
interna recomendada para esta clase de máquinas está entre 500 y 1000 Kpa
(72.5 y 145 psi) en el recipiente que aloja el tornillo transportador.
El armazón o artesa para este proyecto no es cerrado por lo que no se considera
como recipiente sometido a presión; sin embargo, el gusano transportará la sal
hasta la zona de los discos donde al acumularse ejercerá una presión tal que
intente separar los discos para lo cual se usará un valor de 1000 Kpa o 145 psi.
Pero, por trabajar con piezas fundidas fabricadas en talleres sin controles de
calidad en sus productos no se garantiza la suficiente confiabilidad por
imperfecciones en la colada, por esto, se estima el uso de un factor de seguridad
(n = 6)8, luego el nuevo valor de la presión es de 24.167 psi.
El área de influencia de esta presión es la comprendida entre la superficie del eje
(r = 1pulgada) y el radio interior del disco (ri = 2.75 pulgadas), forma anular, ver
figura 17; y es igual a 20.62 pulgadas cuadradas.
La fuerza que producirá los 24.167 psi de presión en un área de 20.62 pulgadas
cuadradas es,
F = 498.237 Lbs (2.2 KN)
Donde F << N por ende no habrá peligro de frenado en los discos. La fuerza
necesaria en cada resorte es Fres = 249 Lbs.
3.7.2 Cálculo de los resortes y tornillos de la graduación. El siguiente es el
procedimiento a seguir para calcular y especificar las características del resorte9:
En el Anexo L se ubica el valor de la carga o el más próximo por encima de
249 Lbs que hará al muelle más seguro. Dentro de los valores próximos se
8 DEUTSCHMAN, Aaron y otros. Diseño de Máquinas Teoría y Práctica. 6ta reimpresión. México.
Compañía Editorial Continental S.A. de C.U, 1995. p. 22 y 23. 9 OBERG, Erick y otros. Manual Universal de la Técnica Mecánica, tomo I. 3ra edición (21era
edición norteamericana). México. Editorial LABOR S.A, 1994. p. 1232.
verifica que el índice del resorte esté entre 7 y 9 característica de mejor
proporcionalidad.
Como se ve en el Anexo L el resorte con diámetro exterior de 1 ¾ y diámetro de
alambre 7/32 es el más pequeño de los que están en el intervalo recomendado
(índice de resorte = 7) y soporta una carga mayor que le da seguridad. Las
demás especificaciones son, de acuerdo a la dicha tabla, f = 0.301, es flecha de
una espira bajo la carga de 269; S = 100 Ksi, esfuerzo de torsión no corregido
correspondiente a un acero ASTM A 229 para la cual fue hecha la tabla en la
fuente referida.
Los restantes cálculos para el diseño del resorte se completan como sigue:
• Esfuerzo (S) para la carga de 249 Lbs. La carga de 249 Lbs es el % 92.56 de
269 Lbs, por lo tanto, el esfuerzo para ésta es, en el mismo porcentaje para
100 Ksi, S = 92565 psi (638.2 Mpa).
• Flecha (f) para la carga de 249 Lbs. Con el mismo porcentaje también se
determina una flecha f = 0.2786.
• Espiras Activas (AC). Dadas las características constructivas del sistema de
graduación, ver figura 19, se calcularán dos resortes en serie por tornillo de
manera que entre éstos se encuentre alojado el dispositivo (cuadrante) que
asegura y transmite la fuerza a la guía que a su vez le proporciona la fuerza
axial al eje y, por ende, junta los discos a la presión de molienda.
El número de espiras para un resorte que se estima va a comprimirse dos (2)
pulgadas (y = deformación del resorte antes de comprimirse por completo),
se obtiene de la expresión AC = y f÷ = 7.18, es decir, AC = 8 espiras (por
resorte).
• Número Total de Espiras (TC). Los resortes tendrán extremos cerrados y
rectificados, entonces, el número de espiras totales es de 10 por resorte.
• Altura con Bobinas en Contacto (SH). Está dada por el producto entre el
número total de espiras y el diámetro del alambre (7/32), igual a 2 3/16 pulgadas.
• Longitud Libre del Resorte (FL). La longitud libre6 del resorte debe ser menor
que lo que resulte de la expresión 2 63. D
α, donde D es el diámetro medio del
resorte ( 1 17/32) y α es la constante de apoyo de extremos que para los
soportados entre superficies paralelas planas es de 0.5, para lograr la
estabilidad del resorte. Según lo anterior, la longitud libre del resorte debe
ser menor de 8.05 pulgadas (204 mm).
6 SHIGLEY. Op. cit., p. 476.
Para una longitud de 4 ¼ pulgadas la flecha total (FT), que no es más que la
diferencia entre la longitud libre del resorte (FL) y la altura con bobinas en
contacto (SH), resultan 2 1/16 pulgadas (52 mm).
• Esfuerzo con Bobinas en Contacto (SSH).
SS
yFTSH = (3.16)
Con los datos anteriores, SSH = 95457.66 psi (658.1 Mpa).
• Índice del muelle (C). Del Anexo L para los diámetros exterior y del alambre
igual 1 ¾ y 7/32 respectivamente, C = 7.
• Factor de Corrección de Esfuerzo Cortante (Ks). El efecto por curvatura se
omite ya que el resorte está sometido sólo a cargas estáticas (no se presenta
fatiga). Ks se halla de la expresión 105
−.
C, y es igual a Ks = 1.07.
• Esfuerzo Total Corregido (ST) para 249 Lbs. Es el producto de el esfuerzo S
por el factor de corrección Ks, es decir que ST = 99177 psi. Como los resortes
sólo van a soportar cargas estáticas (servicio ligero), en el Anexo M se
encuentra un esfuerzo de torsión corregido admisible de 108500 psi
aproximadamente, por lo tanto, ST es seguro.
• Esfuerzo Total con Espiras en Contacto (STSH) para 249 Lbs. De igual forma
que para ST resulta también del producto del esfuerzo con bobinas en contacto
SSH y el factor de corrección Ks. STSH = 102276 psi, también resulta seguro, es
decir, el muelle no sufrirá deformación permanente.
• Paso. Resulta de la expresión FL d
AC
− 2 y es igual a P = 0.47 pulgadas
(12 mm).
Las especificaciones finales por resorte son:
Material: acero ASTM A 229
Diámetro exterior: 1 ¾ pulgadas.
Diámetro del alambre: 7/32 pulgadas.
Espiras totales: diez.
Longitud libre: 4 ¼ pulgadas.
Paso: 0.47 pulgadas
Resortes para el sistema: dos por cada tornillo (cuatro en total), véase plano de
montaje.
La fuerza máxima que tomará cada tornillo es de 249 Lbs cuando los dos resortes
esté totalmente comprimido (para cualquier otra deformación la carga será menor
a 249 Lbs) y a su vez servirá de guía a los muelles. En las especificaciones SAE
para aceros de mediano o bajo carbono, para pernos y tornillos entre ¼ y 1½, son
las siguientes6:
Resistencia límite mínima a la tensión = 33 Ksi.
Resistencia última mínima a la tensión = 60 Ksi.
Resistencia de fluencia mínima a la tensión = 36 Ksi.
Para un factor de carga n = 1.25, el esfuerzo de tensión admisible es
σadm = 26.4 Ksi
De la expresión σadm = F/ At, donde At es el área de tensión se obtiene para ésta, y
una carga de 249 Lbs, el siguiente valor:
At = 9.432*10-3 pulg2
En la tabla de roscas unificadas UNC y UNF se estandariza a 0.1120 o
designación de tamaño cuatro (4).
Como se había anotado, el tornillo también servirá de guía a los muelles aparte de
permitir una deformación gradual con el avance de la tuerca (con forma de
mariposa para facilitar el agarre, ver figura 18); por esta razón, el diámetro
calculado para el tornillo deberá aumentarse a ¾ de pulgadas lo cual lo hará más
6 Ibid., p. 386.
resistente a la fuerza aplicada y cumplirá satisfactoriamente la función de guía (no
se pandeará excesivamente el muelle).
Las especificaciones del tornillo6 son:
Designación: ¾
Diámetro mayor nominal: 0.75 (19 mm)
Número de hilos por pulgada (serie basta UNC): 10
Longitud: 13.5 pulgadas (343 mm).
3.8 CALCULO DEL SISTEMA DE TRANSMISIÓN POR CORREAS.
Las especificaciones iniciales de la transmisión son,
Potencia transmitida: 35CV
Revoluciones de la polea menor: 1800 r.p.m.
Revoluciones de la polea mayor: 780 r.p.m.
El primer paso7 es calcular la potencia de proyecto según la expresión:
Potencia de proyecto = Nsf * potencia a transmitir (3.17)
6 Ibid., p. 370
Donde Nsf es el coeficiente de servicio (Anexo N) que para molinos conducidos por
motor eléctrico de jaula de ardilla tiene un valor de 1.4 pero como el servicio es
intermitente se reduce a 1.2, por tanto la potencia de proyecto es,
Potencia de proyecto = 42 CV
Con este dato y las revoluciones de la polea pequeña se ubica en el Anexo P
correas de sección tipo B ( )12
516× ; las constantes para potencia nominal son:
a = 4.737
b = 13.962
e = 0.0234
DS (in) = 5.4 pulgadas (Anexo Q)
El diámetro mínimo recomendado DS no cae en el intervalo de velocidades para
proyectos económicas (4000 - 4500 fpm), mientras que para DS = 8.6 la velocidad
(Vm) es de 4052.65 fpm.
Para una relación de transmisión de 2.3: 1800a 780 r.p.m.; el diámetro de la polea
mayor es de 19.78 pulgadas (20 pulgadas, estandarizado).
7 FAIRES. Op. cit., p. 570.
Se considera una distancia entre centros (C) de 3 pies, o 36 pulgadas, valor que
satisface las condiciones de valor mínimo y máximo6 para esta longitud. Luego, la
longitud primitiva se calcula por la expresión:
( )( )
L C D DD D
C≅ + + +
−2 157
42 1
2 1
2
. (3.18)
Donde:
D2 = 20 pulgadas, diámetro de la polea mayor.
D1 = 8.6 pulgadas, diámetro de la polea menor.
C = 36 pulgadas, distancia entre centros.
L = 117.8 pulgadas (2992 mm)
En el Anexo Q la longitud estandarizada tiene especificación B 112,
(113.8 pulgadas).
La potencia nominal se obtiene con la siguiente ecuación:
Pnom aVm
c
KdDeVm Vm
=
− −
10
10 10
3 0 09
1
2
6 3
.
(3.19)
6 SHIGLEY. Op. cit., p. 762.
Las constantes para la potencia nominal para correas de sección tipo B se
definieron al inicio de esta sección extractadas del Anexo Q al igual que la
velocidad Vm. El coeficiente de diámetro pequeño (Kd) está definido por la relación
de diámetro D2/D1 en el Anexo R y es igual a 1.13, por lo tanto la potencia nominal
es,
Pnom = 9.545 CV
Para hallar el número de correas este valor hay que ajustarlo con los coeficientes
de arco de contacto (Kθ) y el factor de corrección de longitud (KL), los que se
encuentran en los Anexos S y T, con lo cual la potencia nominal ajustada
expresada por la expresión:
Pnom ajustada Pnom K KL. = × ×θ (3.20)
Con Kθ = 0.953 y KL = 1.05, es igual a:
Pnom.ajustada = 9.621CV
Luego el número de correas es:
No correasPotencia de proyecto
Pnom ajustada.
. .
..= = 4 3654 (3.21)
Se usan 5 correas tipo B - 112.
La polea de hierro fundido, se considera como un disco circular con un radio de 10
pulgadas (254 mm) y masa determinada experimentalmente de 45 Kg.
Mediante la ecuación 3.11 se determina la inercia de masa de la polea,
I (polea) = 1.613 Kg.m2
La aceleración angular es de 27.23 rad/s2, por lo tanto el torque requerido para
vencer el reposo de la polea es de T = 39.52 N.m.
Mediante la ecuación 3.13 y con n = 13 r.p.s. (revoluciones por segundo)
obtenemos la potencia de inercia con un valor de 513 W (0.7 CV).
La potencia total requerida por la máquina es la suma de la energía de
desintegración (29.4 CV), la requerida por el tornillo (0.19 CV) y las potencias de
inercia (0.082 y 0.7 CV) totalizada en 30.37 CV lo cual ratifica el uso de un motor
de 35 CV.
3.9 DISEÑO DEL EJE DEL MOLINO.
3.9.1 Consideraciones previas al diseño del eje. Cuando los sólidos granulares se
almacenan en un depósito o una tolva, la presión lateral ejercida sobre las paredes
en cualquier punto es menor que la calculada a partir de la carga de material

situada por encima de dicho punto. Además, generalmente hay fricción entre la
pared y los granos de sólido y, debido al entrecruzamiento de las partículas, el
efecto de esta fricción se propaga a través de la masa. La fuerza de fricción en la
pared tiende a contrarrestar peso del sólido y reduce la presión ejercida por la
masa sobre el fondo. En el caso extremo, este efecto provoca que la masa forme
un arco o puente, de tal forma que aunque se retire el material situado debajo de la
masa de sólido, éste no cae1. Luego, la presión del material en la tolva no
originará mayores esfuerzos sobre el eje de tal modo que ésta se puede
despreciar.
3.9.2 Fuerzas sobre el eje.
• Peso de la polea = 99 Lbs (440 N), carga puntual; componente en “y”.
• Peso del tornillo transportador = 16.74 Lbs (74.4 N), distribuida en una longitud
de 16 pulgadas; componente en “y”.
• Portadisco giratorio (incluyendo el peso del disco) = 23.35 Lbs (103.86 N), carga
puntual; componente en “y”.
La fuerza debida a la acción de las correas se calcula mediante la siguiente
expresión:
( )F F F F F= + = −1 2 1 215. (3.22)
1 Mc CABE. Op. cit., p. 882.
A su vez,
F FHP
r n1 2
63000− =
.
. (3.23)
De las ecuaciones 3.22 y 3.23, y los valores de n = 780 r.p.m. y CV = 35, la fuerza
debida a la acción de las correas F es,
F = 424 Lbs (1886 N)
La acción de esta fuerza, por disposición de construcción, tiene un ángulo de
57.65°, por tanto las fuerzas de flexión debida a la polea en las componentes “x” e
“y” son:
FY = 226.9 Lbs (1009 N), este valor no incluye el peso de la polea;
FZ = 358.23 Lbs (1593 N).
La figura 20 muestra como están situadas las fuerzas en los planos “x - y” y “x - z”,
la distribución de esfuerzos y la deflexión en el eje dadas las cargas antes
especificadas.
El torque entregado al eje se deduce de la ecuación 3.23 mediante la expresión
T F F r= − •( )1 2, luego T = 2826.9 Lbs - pulgada y la consumida por los discos bajo
condiciones extremas, es decir, que por graduación de los discos éstos consuman
33.543 CV de los 35 entregados por el motor eléctrico, Tf = 2709.24 Lbs - pulg.
3.9.3 Análisis por Fatiga y Deflexión6. El material del eje es de acero tipo 1040
cuyas especificaciones son:
Tipo: 1040
SYT: 42 Ksi, resistencia a la tensión.
SUT: 76 Ksi, resistencia última a la tensión.
E: 30 Mpsi, módulo de elasticidad.
Por la siguiente relación para los aceros se encuentra el límite de resistencia a la
fatiga:
Se Sut′ = 0504. , para Sut Kpsi≤ 200 (3.24)
Se obtiene que Se’ = 38.304 Kpsi; luego, se determinan los factores que han de
modificar a este valor:
Factor de Superficie (Ka).
Ka aSutb= (3.25)
6 SHIGLEY. Op. cit., p. 788 - 814
El acabado que se le da al eje es por maquinado luego entonces a = 2.7 y
b = -0.265, por lo tanto Ka = 0.857
Factor de Tamaño (Kb)
Kbd
=
−
0 3
0 1133
.
.
(3.26)
Como se ve, este factor depende del diámetro del eje pero como no se conoce se
supone, para efectos de cálculo, Kb = 0.8 luego se corrige para saber su efecto
real.
Factor de Carga (Kc)
0.923, para carga axial y Sut Kpsi≤ 200
1, para carga axial y Sut Kpsi > 200
1, para flexión
0.577, para torsión y cortante
Se toma de acuerdo al tipo de carga que predomine en el punto crítico a analizar.
Factor de Temperatura (Kd)
Como la máquina operará a temperatura ambiente en Cartagena el eje no se
corrige por este factor, luego Kd = 1.
Factores Diversos (Ke)
En estos se incluyen aspectos como corrosión sobre el cual no hay valores
estandarizados ya que éstos varían de acuerdo a las características del ambiente
de operación los cuales son muy variados. Sin embargo, para este proyecto no se
debe dejar de tener en cuenta por lo cual se estima Ke = 0.7, para no dejar de lado
este hecho.
Por otro lado, la concentración de esfuerzos varía de acuerdo a los concentradores
en los puntos críticos a analizar más adelante.
El análisis por fatiga se realizará en los puntos críticos bajo el enfoque de
SODERBERG basado en la teoría de la energía de distorsión, para el cual el
diámetro está definido por:
dn Kfs Ta
Se
Tm
Sy
Kf Ma
Se
Mm
Sy= +
+ +
482 2
1
2
1
3
π
. . (3.27)
Donde:
n: factor de seguridad.
Kfs: coeficiente de concentración de esfuerzo para carga variable a torsión.
Kf: coeficiente de concentración de esfuerzo para carga variable flexionante.
Ma: carga variable de flexión, Lbs - pulgada.
Ta: carga variable de torsión, Lbs - pulgada.
Mm: carga media de flexión, Lbs - pulgada.
Tm: carga media de torsión, Lbs - pulgada.
SYT: esfuerzo de fluencia, Ksi.
Se: Se’*Ka*Kb*Kc*Kd*Ke, resistencia a la fatiga corregido, Ksi.
Punto Crítico C (polea).
Este punto, figura 20, posee sólo cargas de torsión constante, de flexión invertida y
se encuentra un chavetero de perfil para los cuales se dan los siguientes valores:
Ma Mz MyC C C= + =2 2 1404 9. Lbf - pulgada
TmC = 2826 9. Lbf - pulgada
Kf = 1.6
Kc = 0.577 (flexión y torsión)
Se = 10.607 Ksi
Para la elección del factor de seguridad se tuvo en cuenta los criterios de Joseph
P. Vidosic8 que asegura que para materiales promedios que trabajen en
condiciones de medio ambiente ordinarias y sujetos a cargas y esfuerzos que
pueden calcularse n está entre 2.0 y 2.5 Se escogió n = 2, por lo tanto, el
diámetro d calculado por la ecuación 3.27 es:
d = 1.894 pulgadas (48 mm)
Con este valor y mediante la ecuación 3.26, se corrige el valor supuesto del factor
de tamaño cuyo nuevo valor es Kb = 0.811, luego el valor definitivo de d es,
d = 1.886 pulgadas (48 mm)
Punto Crítico E (pasador).
En este punto se presenta carga axial, de torsión constante y existe un pasador
sujetador del disco giratorio. De acuerdo con el diagrama de momentos, el
momento alternante en este punto es nulo, por lo tanto, la expresión KfMa Se en la
ecuación 3.27 también se hace cero; por todo esto se tienen en cuenta sólo
siguientes datos:
TmE = 2709 24. Lbf - pulgada
8 Ibid., p. 22 y 23.
n = 2.0
SYT = 42 Ksi
De la ecuación 3.27, el diámetro del eje es:
d = 1.25 pulgadas (32 mm)
El diámetro definitivo del eje de sección constante es de 2 pulgadas (50 mm).
En la figura 20 se halla el diagrama de deflexión para el eje de dos pulgadas, de
donde se calculan para el punto crítico D deflexiones de 9.633*10-3 pulgadas
(≅ 9/1000) en el plano “x-z” y de 2.096*10-3 pulgadas (≅ 1/50) en el plano “x-y”
como los valores más grandes a lo largo del eje. Estos valores son muy pequeños
que no representan problemas por causa de deflexiones.
Potencia de inercia. Eje macizo de acero AISI 1040, se considera como un eje
macizo6 con radio de 1 pulgada (25 mm) y peso específico (w) de 76.5 KN/m3,
utilizando la longitud del eje de 64 pulgadas (1629 mm) y la aceleración de la
gravedad (g = 9.81 m/s2) se obtiene la masa para el eje de m = 24.94 Kg.
6 SHIGLEY. Op. Cit., p 825 y 857.
Con la ecuación 3.11 y los valores anteriores de masa y radio, y con una
aceleración angular de 27.23 rad/s2 hallamos el torque requerido para mover el eje
estando en reposo con valor de 0.21 N.m.
Para la velocidad de 13 r.p.s. y la ecuación 3.13 se halla el valor de 2.76 W de
potencia de inercia (0.004 CV).
3.9.4 Rodamientos del eje. En los puntos A, B y F en el eje son donde va alguna
clase de soporte y/o rodamiento.
Punto A
En este punto se emplearán unidades tipo “Y”, serie SY 50 TB: rodamiento
especial rígido de bolas obturados a ambos lados cuyo aro exterior tiene su
superficie exterior esférica (630310 BA); y un soporte “Y” (SY 510: de pie o de
pedestal) de fundición gris, tienen engrasador y una ranura para lubricación en el
alojamiento esférico, cargas axiales alternativas.
Punto B
En este punto se usará un rodamiento de bolas de dos hileras con designación
2211K + H311.
Punto F
En éste se usará una guía con bábit de bronce para eje de 2 pulgadas, ver plano.
Dentro de éste se alojará un rodamiento axial de rodillos con especificación 30205.
3.10 CÁLCULO DE ELEMENTOS DE FIJACIÓN.
Para ejes entre 1 ¾ y 2 ¼ inclusive, las chavetas sugeridas6 son de dimensiones
de ½ × 3/8 y profundidad de chavetero de 3/16; y, ½ × ½ y profundidad de chavetero
de ¼. Se escoge la primera para la sección transversal y un acero 1020 como
material para la construcción.
3.10.1 Chaveta en las poleas conductora y conducida. En el cálculo de la longitud
de la chaveta en el eje del motor eléctrico se tiene en cuenta el torque (T) obtenido
de la fórmula:
THP
r p m=
63000
. . . (3.28)
Donde CV = 35 es la potencia transmitida a 1800 revoluciones por minuto, luego, T
= 1225 Lbs - pulgada. La fuerza superficial en el eje con radio de una pulgada
dada por la expresión F Tr= es de 1225 Lbs.
6 SHIGLEY. Op. cit., (Tabla 8.15) p. 416.
Por la teoría de la energía de la deformación, la resistencia al cortante es
SSY = 0.577 SY. Para el acero 1020 el esfuerzo de fluencia (SY) es 65 Ksi, por lo
tanto, SSY es igual a 37.5 Ksi.
En el análisis de la chaveta por falla por cortante se usa la ecuación,
τ = =F
t L
Ssy
n. (3.29)
Donde :
t : ½ pulgada, ancho de la chaveta.
L : longitud de la chaveta.
n : 2.5, factor de seguridad.8
Al despejar la longitud (L) de la ecuación 3.29, se obtiene un valor de:
L = 0.1633 pulgadas (4 mm) (Cizalladura)
Para el análisis de la chaveta por falla de aplastamiento se emplea la siguiente
expresión:
Sy
n
F
h L=
. (3.30)
8 Ibid., p. 22 y 23.
Donde h es la profundidad del chavetero igual a 3/8, despejando a L de la
expresión anterior tenemos que:
L = 0.2513 pulgadas (6 mm) (Aplastamiento)
La longitud mínima para que falle el elemento de fijación es de 0.2513 pulgadas.
Para el cálculo de la longitud de la chaveta del eje de la máquina se tienen en
cuenta las mismas dimensiones transversales, ya que el eje de la máquina
también es de 2 pulgadas, el torque, ecuación 3.28, para 780 r.p.m. es T = 2826.9
Lbs - pulgada y la fuerza superficial en el eje (r = 1 pulgada) es de 2826.9 Lbs.
En el análisis de falla por cortante o cizalladura mediante la ecuación 3.29 y
usando el nuevo valor de la fuerza superficial es:
L = 0.377 pulgadas (10 mm) (Cizalladura)
En el análisis de fallo por aplastamiento para la chaveta del eje de la máquina se
emplea de igual manera la ecuación 3.30, para la fuerza superficial
correspondiente a dicho eje:
L = 0.579 pulgadas (15 mm) (Aplastamiento)
La longitud del cubo de las poleas es aproximadamente dos veces el diámetro
interior del agujero o del eje, asimismo, una longitud de la chaveta igual a la del
cubo proporciona mayor estabilidad y amplia resistencia, por lo tanto:
L = 4 pulgadas (102 mm)
3.10.2 Pasador sujetador del portadisco giratorio (Perno). Con la fuerza superficial
debida al torque en el eje de la máquina en el punto E (figura 21) F = 2709.24 Lbs
de la expresión: F Tr= ; y un esfuerzo de fluencia (SY) igual a 65 Ksi para aceros
1020, se calcula la dimensión del pasador usando la teoría de la energía de la
distorsión: Ssy Sy= 0577. ∴ Ssy Ksi= 37 5.
El esfuerzo cortante a través del área del pasador es:
τπ
=F
Area. del pasador (3.31)
A su vez τ =Ssy
n y el área del pasador es
πD2
4, sustituyendo estas dos
expresiones en la ecuación 3.31 y despejando a D resulta la siguiente ecuación:
DnF
Ssy=
41
2
π (3.32)
n es el factor de seguridad igual a 4, ya que el punto E está en la zona de la
molienda sometido permanentemente al contacto con la sal lo que lo convierte en
un medio ambiente incierto8 .
El diámetro del perno pasador es, según lo anterior, igual a 0.61 pulgadas.
D = 5/8 pulgadas (Valor estándar)
Por último, el pasador estará sometido también a la acción de la fuerza de los
resortes (FRES = 498.237 Lbs); sin embargo, ésta es mucho menor que la debida al
torque por lo tanto no es determinante.
4. DISEÑO DEL SISTEMA ELÉCTRICO
La potencia total calculada para efectuar la molienda es de 30.37 CV, el valor
comercial más próximo de los motores eléctricos es de 35 CV.
Por la facilidad de conseguir una fuente de voltaje alterna se escoge un motor con
las siguientes características:
Tipo: Rotor jaula de ardilla.
8 Ibid., p. 22 y 23.
Voltaje: 440 V.
Frecuencia (f): 60 Hz.
Factor de potencia (fp): 1
4.1 CÁLCULO DE LA CORRIENTE NOMINAL
La corriente nominal se expresa mediante la siguiente expresión,
IP
V fpL
n
=746
3. . (4.1)
Donde:
IL: corriente de línea, Amp.
P: potencia nominal, CV.
Vn: Voltaje nominal, V.
fp: factor de potencia
Con los datos del motor eléctrico dados al inicio del capítulo y reemplazado en la
ecuación 4.1 tenemos que:
IL = 34.2 Amperios
4.2 CÁLCULO DE LOS CONDUCTORES.
De la expresión
I Imax L= 125. (4.2)
Donde 1.25 es el factor de sobrecarga especificado por el Código Eléctrico
Nacional, obtenemos una corriente máxima de,
Imax = 42.5 Amp.
Se selecciona el conductor THW calibre No. 8, que tiene capacidad para 50
amperios y una temperatura máxima de 75°C.
4.3 CÁLCULO DE PROTECCIONES
Se entiende que una instalación está razonablemente protegida si cuenta con un
sistema coordinado de elementos que desempeñe las siguientes funciones: evitar
situaciones peligrosas para las personas, minimizar los daños provocados por
condiciones anormales y aislar la zona donde aparece la falla de tal forma que el
resto de la instalación continúe operando en las mejores condiciones posibles.
En general, todas las fallas que se pueden presentar en una instalación eléctrica
para accionar un motor, se resumen en dos condiciones:
Sobrecarga. Es una condición anormal en la cual un sistema eléctrico trabaja un
porcentaje ligeramente superior a la capacidad nominal pero en forma sostenida,
esto se traduce en la elevación de corriente (menor que 12 veces la corriente
nominal) con el correspondiente aumento de temperatura lo cual acorta la vida útil
de todos los elementos que hacen parte de la instalación eléctrica.
Corto circuito. Es también una condición anormal en la que el sistema trabaja un
porcentaje importante sobre la capacidad nominal, si es mayor o igual a 12 veces
la corriente nominal se considera corto circuito.
4.3.1 Cálculo de protecciones contra sobrecarga. Se Considera que el equipo se
puede sobrecargar un 125% como máximo. El dispositivo que se usa es el relé de
sobrecarga (OL: Over Load) el cual trae incluida la posibilidad de variar la corriente
a la cual ha de operar (30, 35 y 40 Amp).
Los relé de sobrecarga están conformados por tres sensores térmicos
independientes que básicamente son elementos bimetálicos, es decir, dos
materiales de diferente coeficiente de dilatación térmica que producen
deformaciones antagónicas cuando circulan por ellos cierta cantidad de corriente.
En este caso van conectados en serie con los conductores de la alimentación.
Otra de las partes importantes lo constituyen el par de contactos uno normalmente
abierto (NO) y el otro normalmente cerrado (NC) los cuales se conectan al circuito
de control para darle entrada a las funciones de señalización, enclavamiento o
sistema de alarma.
4.3.2 Cálculo de protecciones contra corto circuito. Dado que los motores de
inducción absorben de la red aproximadamente 3 veces la corriente nominal en el
momento del arranque se selecciona un “Breaker” de 100 amperios para cada una
de las fases.
4.3.3 Protecciones del circuito de control. Para este circuito usamos “Breakers”
calibrados en 10 amperios y fusibles de 10 amperios debido al bajo consumo de
corriente de los dispositivos que hacen parte del mismo como la bobina de relé
instantáneo y del contactor principal.
En la figura 21 se observa la configuración del sistema eléctrico y las protecciones
propias para el sistema de molienda. Las abreviaturas utilizadas corresponde a los
siguientes términos:
M: bobina del contactor.
CR: bobina del relé.
OL: protección contra sobrecarga.
N.C: normalmente cerrado.
N.O: normalmente abierto.
V: bombillo verde.
A: amperios.
V: voltios.
X1, X2: terminales secundarios.
H1, H2: terminales primarios.
x, y, z: terminales del motor.
5. OPERACIÓN Y MANTENIMIENTO
5.1 OPERACIÓN
1. Lubrique los rodamientos.
2. Al poner en marcha la máquina, opere en vacío y observe en los rodamientos
calentamiento, ruido inusual o desalineamientos en la transmisión por correas. Si
cualquiera de éstos ocurre tome los correctivos necesarios.
• La insuficiente o excesiva lubricación de los rodamientos causarán altas
temperaturas en la operación.
• Los desalineamientos pueden causar excesivos mantenimientos y poca vida útil
en los rodamientos.
3. Para graduar, con la máquina en marcha, surta de material de alimentación y se
roscan las mariposas en los tornillos de la graduación verificando la granulometría
del producto hasta obtener la deseada.
4. En el momento de la graduación, se debe observar la lectura en el amperímetro
de manera que la corriente consumida no sobrepase los 35 amperios para los
cuales está calibrada la protección contra sobrecarga.
5. Cuando las protecciones del sistema eléctrico se disparan puede estar
ocurriendo que:
• Si se está realizando la graduación es indicio que está muy ajustado el apriete
en el sistema o está húmeda la sal por lo que no se debe seguir el ajuste. Se debe
procurar el secado de la sal o realizar la molienda en varias pasadas.
• Si la máquina está operando a plena carga puede existir desalineamiento del
eje, la lubricación en los rodamientos es deficiente, el tornillo alimentador y/o
placas presentan excesivo desgaste.
Siga el siguiente procedimiento:
• Verifique la lubricación en los rodamientos y corríjase.
• Observe el estado del sinfín y/o los discos, éstos últimos deben presentar
estrías uniformes y pronunciadas; realice el cambio.

• Si el problema persiste es necesario alinear nuevamente, hágalo con respecto
al rodamiento rígido de bolas y el soporte “Y”, las correas deben intercambiarse
periódicamente para hacer uniforme la tensión en el sistema de transmisión.
6. Evite dejar trabajando el molino, ya graduado, en vacío debido a que las placas
quedarán en contacto y se producirá excesivo desgaste.
7. La máquina está diseñada para moler sal, cualquier otro material será
inapropiado procesarlo por el cambio de propiedades del material.
8. Observar que no vayan trozos de metal en el material de alimentación ya que
éstos podrían producir la rotura de los discos, especialmente las estrías, y las
orejas de barrido en el portadisco giratorio.
9. Hay necesidad de paros de emergencia cuando uno de los elementos móviles
del sistema de molienda sufren rotura como lo son: tornillos sinfín, discos, orejas
de barrido en el portadisco giratorio, pasadores o chavetas.
10. Al apagar la máquina y ésta va a quedar inoperante por un prolongado periodo
de tiempo debe quedar totalmente libre de sal, dada la corrosividad de la misma,
se debe aflojar el sistema de graduación y dejar lubricada todas las partes móviles
así como los rodamientos.
5.2 MANTENIMIENTO.
Mantenga el área circundante a la máquina limpia y libre de obstáculos para el fácil
acceso y evitar la interferencia de objetos con el funcionamiento de la misma. Se
establece una rutina periódica de inspecciones y mantenimiento semanal en la que
se deben tener en cuenta los siguientes aspectos:
Cambio de piezas móviles. Existen piezas en la máquina que sufren desgaste a
propósito para mantener al máximo la calidad granulométrica. Éstas piezas se
listan a continuación y algunas periodicidades de reemplazo:
• Tornillos sinfín: 175 toneladas.
• Discos: 30 a 37.5 toneladas.
• Portadisco giratorio: depende de la introducción de trozos de metal de manera
eventual.
Babitado de la guía o Yugo. Las vibraciones excesivas en el sistema de
graduación y el recalentamiento de la guía indican la necesidad de babitar dada la
amplia tolerancia a la que queda trabajando, las pequeñas deflexiones que se
generan en el extremo del eje son determinantes en este fenómeno. El agujero de
la guía es de 2 pulgadas.
Correas de transmisión. Deben intercambiarse en sus posiciones
periódicamente para que los efectos del tensado en cada una de ellas sea
uniforme al cabo de cierto tiempo. Cuando la flojedad sea excesiva, sobretodo en
sus lados tensos, es necesario el cambio de todas las correas, esto se verifica por
la disminución en las revoluciones de la máquina y por tanto en la producción de la
misma en toneladas/h.
Rodamientos. Los rodamientos deben lubricarse para evitar que se produzca
contacto metálico entre los elementos rodantes, los caminos de rodadura y las
jaulas y para proteger al rodamiento contra la corrosión y el desgaste. Las
propiedades del lubricante se deterioran como resultado de envejecimiento y de
las solicitaciones mecánicas y además todos los lubricantes llegan a contaminarse
en servicio y deben reponerse o cambiarse de vez en cuando.
Los rodamientos pueden lubricarse con grasa o con aceite:
En los rodamientos rígido de bolas se usa generalmente lubricación con grasa
cuando trabajan a velocidades, temperaturas y condiciones de carga normales; los
rodamientos axiales de rodillos deben lubricarse con aceite pero para velocidades
lentas y en casos especiales como ambientes corrosivos se puede usar grasa. La
grasa tiene ciertas ventajas en comparación con el aceite: es más fácil de retener
en el alojamiento del rodamiento y contribuye a la obturación para evitar la entrada
de humedad y de otras impurezas. Al efectuar la selección de una grasa, los

factores más importantes a tener en cuenta son su consistencia, el campo de
temperatura y sus propiedades anticorrosivas.
• Consistencia : NLGI No. 2 (National Lubricating Grease Institute), espesada
con jabones metálicos.
• Campo de temperaturas. Grasa de base sódica para usarse a temperaturas
comprendidas entre -30° y +80°C.
• Propiedades anticorrosivas. Las grasas de base sódica son solubles en
agua, es decir, que absorben agua en cierto grado y forman una emulsión
anticorrosiva, sin perjuicio de sus propiedades lubricantes. Con estas grasas,
los rodamientos quedarán protegidos suficientemente contra la corrosión,
siempre que se impide que entre el agua en el rodamiento. Cuando entra agua,
arrastra fácilmente a tales grasas fuera del alojamiento del rodamiento.
Recubrimiento de protección contra corrosión. Se debe recubrir
periódicamente la máquina con una base anticorrosiva teniendo previo cuidado de
retirar óxidos y sal de la superficie. Luego, se recubre con pintura de acabado.
5.3 PRECAUCIONES.
1. Mantener un entrenamiento de seguridad y un programa de
operación/mantenimiento de equipos de seguridad para todos los empleados.
2. La máquina no puede operarse a menos que ésta esté totalmente ensamblada o
montada, es decir, que los elementos en movimiento estén debidamente
acoplados y el sistema de graduación y la tolva completamente fijadas.
3. Si la máquina se desmonta para inspección, limpieza u observación los
“breakers” deben estar en posición “OFF” de manera que no haya la posibilidad de
encendido en ningún momento sin previa advertencia de la falta de energía, lo que
indicará, desde luego, trabajos de mantenimiento o reparación.
4. Debe evitarse el uso de ropas que puedan tener contacto con elementos
móviles o rotatorios y asimismo mantener las partes del cuerpo alejadas de éstas.
5. Avisos de seguridad y control deben advertirse como requisito de seguridad
industrial y de la buena práctica.
6. Manténgase, todo el tiempo, los alrededores de la máquina limpio de material
ajeno al de trabajo y en caso de jornadas nocturnas hacerlo con buena luz dirigida
especialmente al molino.
7. Mantenga a todo el personal advertido de la localización y operación de todos
los controles y avisos de emergencia. Mantener libre acceso a estos controles y
advertir la importancia de esta condición.
8. Realice frecuentes inspecciones a estos controles y avisos, cubiertas y equipos
para asegurar el orden propio de trabajo y el correcto posicionamiento con que
debe realizarse.
9. No se sitúe ni camine sobre la máquina.
10. No empuje con elementos punzantes material directamente hacia el sinfín.
11. No coloque las manos, los pies o cualquier parte del cuerpo y prendas en
general en los elementos en movimiento o rotatorios.
12. No use el molino para moler material diferente al de la sal para el cual fue
diseñado. Si lo hace podría estar manejando materiales explosivos, inflamables,
tóxicos u otros peligrosos para el operario y obreros.
13. Mantenga la descarga del molino libre de objetos que puedan interrumpir su
función.
14. Antes de iniciar la molienda haga un pre-encendido de chequeo que asegurará
que la máquina y el área están seguras para la operación.
15. Evite desmontar o revisar cualquier elemento de la máquina sin antes apagarla
y colocar los “breakers” o interruptores en posición de apagado.

16. Siga las instrucciones de operación y mantenimiento de la máquina.
17. Cualquier falta a estas recomendaciones podrían resultar en daños personales
o de la máquina.
CONCLUSIONES
El sector agroindustrial, cada vez más competitivo, representa un reto para
cualquier Ingeniero y muy especialmente al Ingeniero Mecánico por la necesidad
de desarrollar tecnología acorde a las exigencias de dicho sector como lo es el
incremento de la productividad a índices elevados de calidad.
El molino de discos por fricción para sales es el resultado de los requerimientos de
calidad y productividad en la demanda de la sal crema molida en la región con
producto de malla No. 10 y capacidad de 7 toneladas/h. Para lo anterior, se hizo
un análisis experimental de los requerimientos de energía en la molienda y así
poder utilizar la ley de Bond basada en este hecho y la calidad del producto a partir
de la del material de alimentación;
De la conferencia sobre “Tornillos transportadores” especificada en la bibliografía
se obtuvo un procedimiento completo para diseñar este tipo de elementos dadas
las características del material y la capacidad de transporte así como los
dispositivos y accesorios necesarios para su buen funcionamiento.
El dimensionamiento de la tolva se basó en el principio del ángulo de reposo que
presenta el material y la velocidad de descarga acorde con la capacidad de la
máquina, información encontrada en textos propios del área de Ingeniería
Química.
También se hizo indispensable el diseño de un sistema de graduación mediante
resortes que permitirá no solo la obtención de un único tamaño de grano sino más
bien una gama relativamente amplia de estos. El principio básico que se utilizó fue
el de frenos y embragues con lo cual se calcula la fuerza necesaria ejercida en los
resortes de graduación de manera que se produjera un presión en los discos capaz
de producir efectos cizallantes y friccionante sin necesidad de frenar el sistema; a
partir del mismo principio se obtuvo la relación de diámetros en el disco de
frotamiento de forma tal que existiera un equilibrio entre la presión y el desgaste en
las placas.
Para el cálculo del sistema de transmisión, eje y rodamientos se fundamentó este
hecho en los conocimientos adquiridos en el transcurso de la carrera y
especialmente en el área de diseño de máquinas con los textos comúnmente
usados y otros tantos especializados en temas específicos.
Por último, se diseñó el sistema eléctrico, se elaboraron el manual de operaciones
y mantenimiento, y los planos de montaje y despiece de la máquina con el fin de
entregar un trabajo completo en el montaje y puesta en marcha del molino de
discos por fricción para sales.
Este proyecto reafirma uno de los propósitos de la Corporación Universitaria
Tecnológica de Bolívar de trabajar en el desarrollo tecnológico del sector
productivo de la costa Atlántica e incursionar a escala nacional.
BIBLIOGRAFÍA
DEUTSCHMAN, Aaron. Diseño de máquinas teoría y práctica. 6ta reimpresión. México: Compañía Editorial Continental S.A. DE C.U., 1995., p. 22 y 23. FAIRES, Virgil. Diseño de elementos de máquinas. México: UTEHA (Noriega Editores), 1993, p. 890. MAURY, Heriberto E. Tornillos transportadores, módulo II. En: Conferencia “ Selección, diseño, instalación y mantenimiento de sistemas de transportes al granel”. Barranquilla. Universidad del Norte: Centro de Educación Continuada, 1996 Mc CABE, Warren L. Operaciones unitarias en Ingeniería Química. 4ta edición, Madrid: Mc Graw Hill, 1998., p. 869-924. MESA, Ignacio. Manejo de sólidos, serie NABLA-DELTA No. 10. Medellín: PRUEBA, 1990, p. 193. PERRY. Manual del Ingeniero Químico, tomo II. 6ta edición. Mc Graw Hill, 1992., p. 7-29.
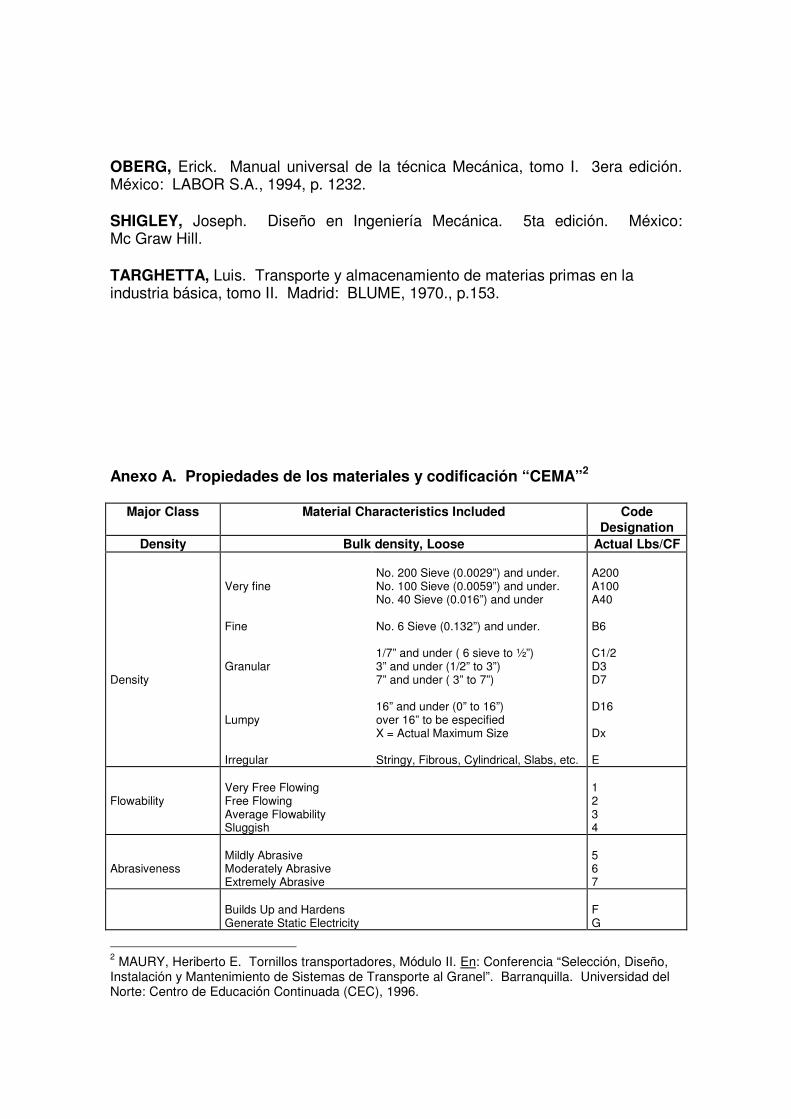
OBERG, Erick. Manual universal de la técnica Mecánica, tomo I. 3era edición. México: LABOR S.A., 1994, p. 1232. SHIGLEY, Joseph. Diseño en Ingeniería Mecánica. 5ta edición. México: Mc Graw Hill. TARGHETTA, Luis. Transporte y almacenamiento de materias primas en la industria básica, tomo II. Madrid: BLUME, 1970., p.153.
Anexo A. Propiedades de los materiales y codificación “CEMA”2
Major Class Material Characteristics Included Code Designation
Density Bulk density, Loose Actual Lbs/CF Density
Very fine Fine Granular Lumpy Irregular
No. 200 Sieve (0.0029”) and under. No. 100 Sieve (0.0059”) and under. No. 40 Sieve (0.016”) and under No. 6 Sieve (0.132”) and under. 1/7” and under ( 6 sieve to ½”) 3” and under (1/2” to 3”) 7” and under ( 3” to 7”) 16” and under (0” to 16”) over 16” to be especified X = Actual Maximum Size Stringy, Fibrous, Cylindrical, Slabs, etc.
A200 A100 A40 B6 C1/2 D3 D7 D16 Dx E
Flowability
Very Free Flowing Free Flowing Average Flowability Sluggish
1 2 3 4
Abrasiveness
Mildly Abrasive Moderately Abrasive Extremely Abrasive
5 6 7
Builds Up and Hardens Generate Static Electricity
F G
2 MAURY, Heriberto E. Tornillos transportadores, Módulo II. En: Conferencia “Selección, Diseño, Instalación y Mantenimiento de Sistemas de Transporte al Granel”. Barranquilla. Universidad del Norte: Centro de Educación Continuada (CEC), 1996.
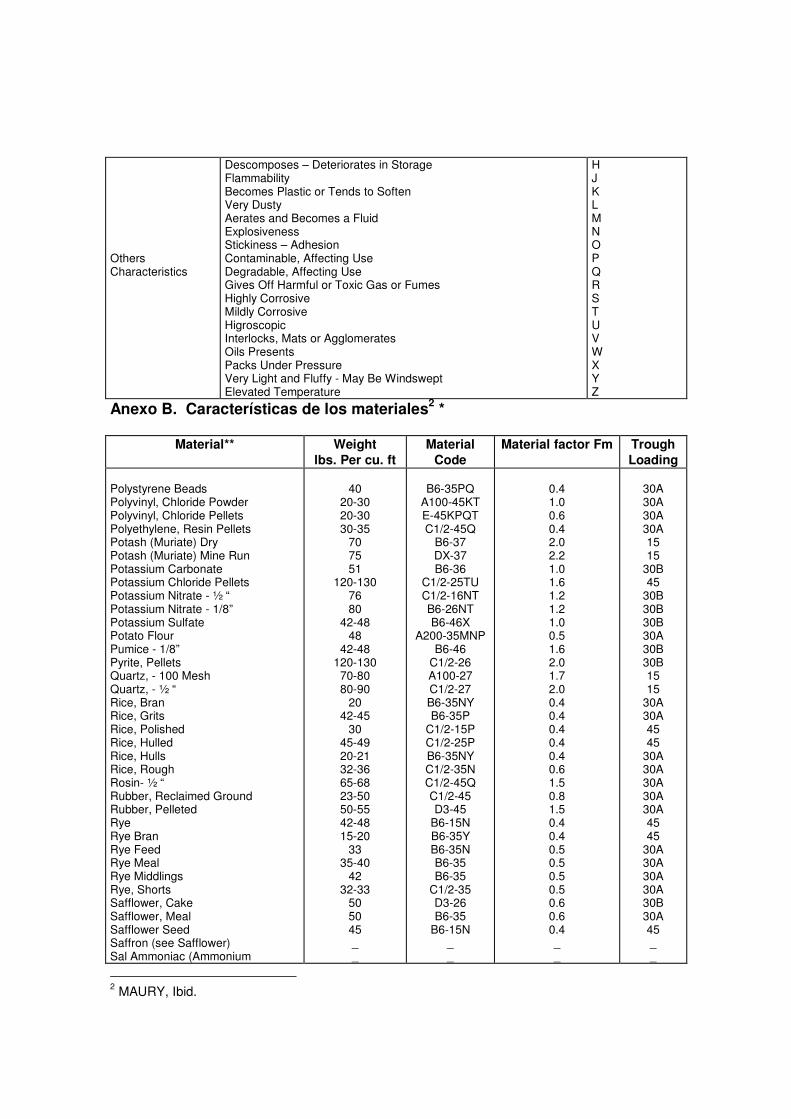
Others Characteristics
Descomposes – Deteriorates in Storage Flammability Becomes Plastic or Tends to Soften Very Dusty Aerates and Becomes a Fluid Explosiveness Stickiness – Adhesion Contaminable, Affecting Use Degradable, Affecting Use Gives Off Harmful or Toxic Gas or Fumes Highly Corrosive Mildly Corrosive Higroscopic Interlocks, Mats or Agglomerates Oils Presents Packs Under Pressure Very Light and Fluffy - May Be Windswept Elevated Temperature
H J K L M N O P Q R S T U V W X Y Z
Anexo B. Características de los materiales2 *
Material** Weight lbs. Per cu. ft
Material Code
Material factor Fm Trough Loading
Polystyrene Beads Polyvinyl, Chloride Powder Polyvinyl, Chloride Pellets Polyethylene, Resin Pellets Potash (Muriate) Dry Potash (Muriate) Mine Run Potassium Carbonate Potassium Chloride Pellets Potassium Nitrate - ½ “ Potassium Nitrate - 1/8” Potassium Sulfate Potato Flour Pumice - 1/8” Pyrite, Pellets Quartz, - 100 Mesh Quartz, - ½ “ Rice, Bran Rice, Grits Rice, Polished Rice, Hulled Rice, Hulls Rice, Rough Rosin- ½ “ Rubber, Reclaimed Ground Rubber, Pelleted Rye Rye Bran Rye Feed Rye Meal Rye Middlings Rye, Shorts Safflower, Cake Safflower, Meal Safflower Seed Saffron (see Safflower) Sal Ammoniac (Ammonium
40
20-30 20-30 30-35
70 75 51
120-130 76 80
42-48 48
42-48 120-130
70-80 80-90
20 42-45
30 45-49 20-21 32-36 65-68 23-50 50-55 42-48 15-20
33 35-40
42 32-33
50 50 45 _ _
B6-35PQ
A100-45KT E-45KPQT C1/2-45Q
B6-37 DX-37 B6-36
C1/2-25TU C1/2-16NT B6-26NT B6-46X
A200-35MNP B6-46
C1/2-26 A100-27 C1/2-27 B6-35NY B6-35P
C1/2-15P C1/2-25P B6-35NY C1/2-35N C1/2-45Q C1/2-45 D3-45
B6-15N B6-35Y B6-35N B6-35 B6-35
C1/2-35 D3-26 B6-35
B6-15N _ _
0.4 1.0 0.6 0.4 2.0 2.2 1.0 1.6 1.2 1.2 1.0 0.5 1.6 2.0 1.7 2.0 0.4 0.4 0.4 0.4 0.4 0.6 1.5 0.8 1.5 0.4 0.4 0.5 0.5 0.5 0.5 0.6 0.6 0.4 _ _
30A 30A 30A 30A 15 15
30B 45
30B 30B 30B 30A 30B 30B 15 15
30A 30A 45 45
30A 30A 30A 30A 30A 45 45
30A 30A 30A 30A 30B 30A 45 _ _
2 MAURY, Ibid.
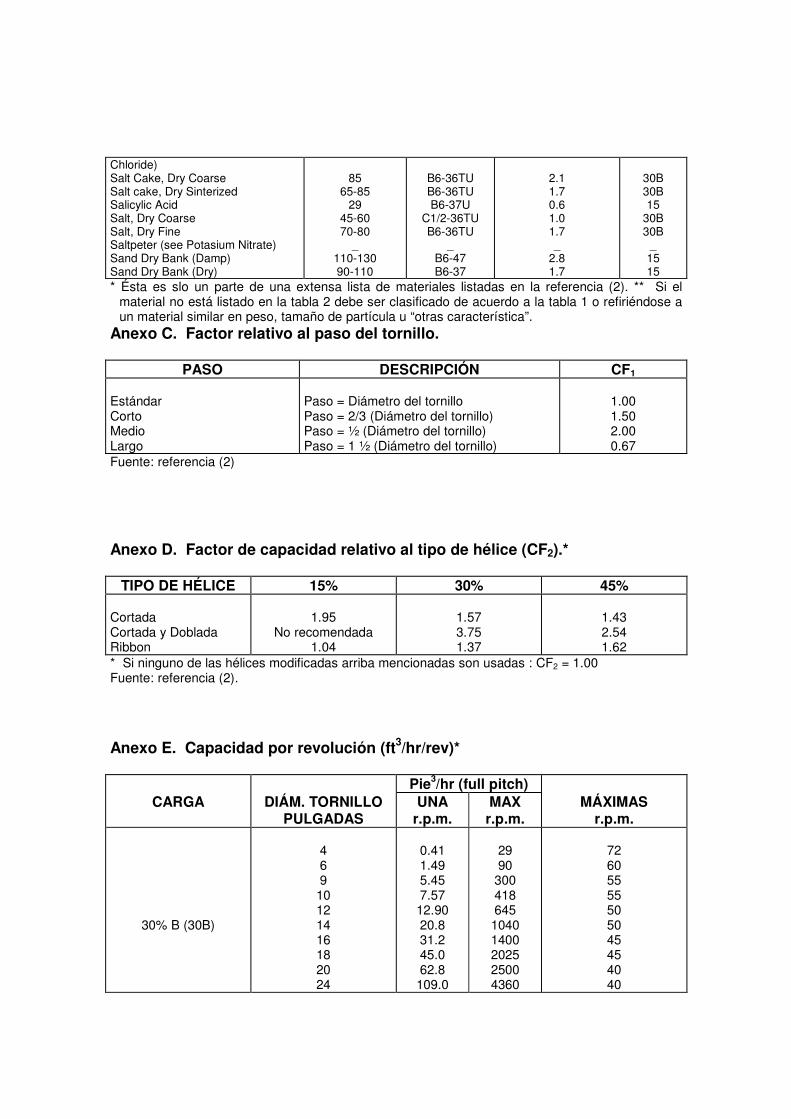
Chloride) Salt Cake, Dry Coarse Salt cake, Dry Sinterized Salicylic Acid Salt, Dry Coarse Salt, Dry Fine Saltpeter (see Potasium Nitrate) Sand Dry Bank (Damp) Sand Dry Bank (Dry)
85
65-85 29
45-60 70-80
_ 110-130 90-110
B6-36TU B6-36TU B6-37U
C1/2-36TU B6-36TU
_ B6-47 B6-37
2.1 1.7 0.6 1.0 1.7 _
2.8 1.7
30B 30B 15
30B 30B
_ 15 15
* Ésta es slo un parte de una extensa lista de materiales listadas en la referencia (2). ** Si el material no está listado en la tabla 2 debe ser clasificado de acuerdo a la tabla 1 o refiriéndose a un material similar en peso, tamaño de partícula u “otras característica”.
Anexo C. Factor relativo al paso del tornillo.
PASO DESCRIPCIÓN CF1 Estándar Corto Medio Largo
Paso = Diámetro del tornillo Paso = 2/3 (Diámetro del tornillo) Paso = ½ (Diámetro del tornillo) Paso = 1 ½ (Diámetro del tornillo)
1.00 1.50 2.00 0.67
Fuente: referencia (2) Anexo D. Factor de capacidad relativo al tipo de hélice (CF2).*
TIPO DE HÉLICE 15% 30% 45% Cortada Cortada y Doblada Ribbon
1.95
No recomendada 1.04
1.57 3.75 1.37
1.43 2.54 1.62
* Si ninguno de las hélices modificadas arriba mencionadas son usadas : CF2 = 1.00 Fuente: referencia (2). Anexo E. Capacidad por revolución (ft3/hr/rev)*
Pie3/hr (full pitch) CARGA DIÁM. TORNILLO
PULGADAS UNA
r.p.m. MAX r.p.m.
MÁXIMAS r.p.m.
30% B (30B)
4 6 9 10 12 14 16 18 20 24
0.41 1.49 5.45 7.57 12.90 20.8 31.2 45.0 62.8 109.0
29 90
300 418 645 1040 1400 2025 2500 4360
72 60 55 55 50 50 45 45 40 40
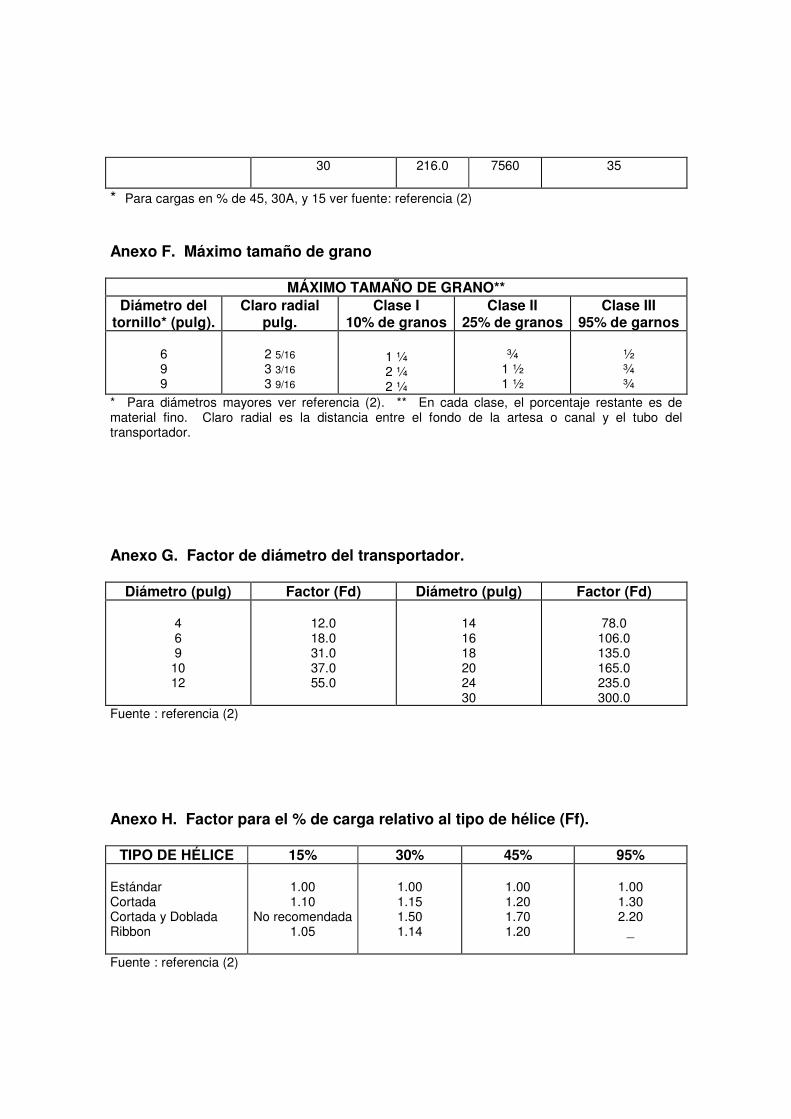
30 216.0
7560 35
* Para cargas en % de 45, 30A, y 15 ver fuente: referencia (2) Anexo F. Máximo tamaño de grano
MÁXIMO TAMAÑO DE GRANO** Diámetro del
tornillo* (pulg). Claro radial
pulg. Clase I
10% de granos Clase II
25% de granos Clase III
95% de garnos 6 9 9
2 5/16 3 3/16 3 9/16
1 ¼ 2 ¼ 2 ¼
¾
1 ½ 1 ½
½ ¾ ¾
* Para diámetros mayores ver referencia (2). ** En cada clase, el porcentaje restante es de material fino. Claro radial es la distancia entre el fondo de la artesa o canal y el tubo del transportador. Anexo G. Factor de diámetro del transportador.
Diámetro (pulg) Factor (Fd) Diámetro (pulg) Factor (Fd) 4 6 9 10 12
12.0 18.0 31.0 37.0 55.0
14 16 18 20 24 30
78.0
106.0 135.0 165.0 235.0 300.0
Fuente : referencia (2) Anexo H. Factor para el % de carga relativo al tipo de hélice (Ff).
TIPO DE HÉLICE 15% 30% 45% 95% Estándar Cortada Cortada y Doblada Ribbon
1.00 1.10
No recomendada 1.05
1.00 1.15 1.50 1.14
1.00 1.20 1.70 1.20
1.00 1.30 2.20
_
Fuente : referencia (2)

Anexo K. Factor o eficiencia motriz (e) Screw driver or Shaft mount W/
V-Belt drive
V-Belt to helical gear
and coupling
Gearmoto w/ coupling
Gearmotor w/ chain drive
Worm Gear
0.88
0.87
0.95
0.87
Manufacturer
Fuente: referencia (2) Anexo L. Indices de resortes para cargas próximas a 249 lbs
Diámetro exterior
Diam. Alambre W. y M.
Carga Índice del resorte
Deformación de una espira a
la carga
1 7/16 1 ½
1 5/8 1 ¾
1 7/8 1 15/16
2 2 1/16 2 1/8 2 3/16
2 ¼ 2 5/16 2 3/8 2 7/16
2 ½
5 5
7/32 7/32
4 4 4 3 3 3 3 3 3 3 3
283 269 292 269 272 262 253 312 302 292 283 275 267 259 252
5.94 6.24 6.43 7.00 7.32 7.60 7.88 7.46 7.70 7.97 8.23 8.50 8.74 9.00 9.25
0.205 0.227 0.254 0.301 0.339 0.365 0.392 0.381 0.407 0.435 0.463 0.493 0.523 0.554 0.586
Fuente : OBERG, Erick y otros. Manual Universal de la Técnica Mecánica, tomo I. Editorial LABOR S.A., 3RA edición ( 21era edición norteamericana). México, 1994. P 1232.
W. y M : Washburn y Moen, 5 (0.207 pulg.), 4 (0.2253 pulg.) y 3 (0.2437 pulg.) Anexo M. FACTORES DE SERVICIO, Nsf
Motores eléctricos C.A fase partida C.A de jaula ardilla par normal y sincrónicos
Motores eléctricos C.A monofasicos devanado serie C.A alto par o alto

MAQUINAS CONDUCIDAS
C.C devanado en derivación Ruedas hidráulicas Turbinas hidráulicas y de vapor Motores de combustión interna (transmisión hidráulica)
deslizamiento C.A anillos rozantes C.A. con condensador C.C. devanado compuesto Maquinas de vapor y ejes de transmisión Embrague sobre eje conductor o conducido.
Agitadores, liquido. . . . . . . . . . . Fresadoras para levas. . . . . . . . . Transportadores, empaquetadoras. . . Taladradoras, tornos. . . . . . . . . . Tornos o maquinas de rosca. . . . . . Pequeñas ventiladoras hasta 10 CV. . .
1.1
1.2
Compresores y sopladores (giratorios) Transportadores de mineral, arena. . . Dinamos y alternadores. . . . . . . . Ejes de transmisión o de línea. . . . . Maquinas-herramientas (otras). . . . . Maquinas de imprimir. . . . . . . . . . Bombas (giratorias) . . . . . . . . . . Cizalladoras. . . . . . . . . . . . . . .
1.2
1.4
Molinos de bolas. . . . . . . . . . . . Mezcladoras. . . . . . . . . . . . . . Sierras circulares. . . . . . . . . . . . Compresores (alternativos). . . . . . . Transportadores, de cangilones, de banda articulada, de tornillo sinfín, de cadena sinfín con arrastre. . . . . . . Trituradoras, machacadoras, etc. . . . Molinos de martillos. . . . . . . . . . Pulverizadoras. . . . . . . . . . . . . Bombas (alternativas). . . . . . . . . . Punzonadoras, prensas. . . . . . . . . Hélices. . . . . . . . . . . . . . . . . Tambores clasificadores, cribadoras. . Molinos tubulares. . . . . . . . . . . .
1.4
1.6
Cabrestantes o tornos izadores. . . . . Ventiladores de minas. . . . . . . . . Ventiladores de acción directa. . . . . Continuas de hilar. . . . . . . . . . . . Tambores o barriles de frotación. . . Retorcedoras textiles. . . . . . . . . .
1.6
1.8
Sumar 0.2 a los valores dados para cada una de las siguientes condiciones: servicio continuo (mas de 16 horas por día); ambiente húmedo; transmisiones con polea loca; transmisiones aceleradas. Restar 0.2 si el funcionamiento es completamente intermitente o de temporada. Estos coeficientes representan términos medios de los valores que se encuentran en la literatura técnica y en particular para las correas trapezoidales; sin embargo pueden servir de guia para ortos elementos de transmision. Fuente: referencia (7)
Anexo Q. LONGITUDES NORMALIZADAS DE CORREAS TRAPEZOIDALES NORTEAMERICANAS CONSTANTES DE POTENCIA.
El valor Ds min es el diámetro primitivo de la polea menor que debe utilizarse con esta sección. Si se emplea una polea más pequeña, lo probable es que la correa tenga poca duración. L esta expresada en pulgadas ( y en centímetros)
Sección A Sección B Ds min = 3 pulg
(7.62 cm) Ds min = 5.4 pulg
(13.71 cm) Correa núm. Longitud primit.
Pulg cm Correa
num. Longitud primitiv.
Pul cm
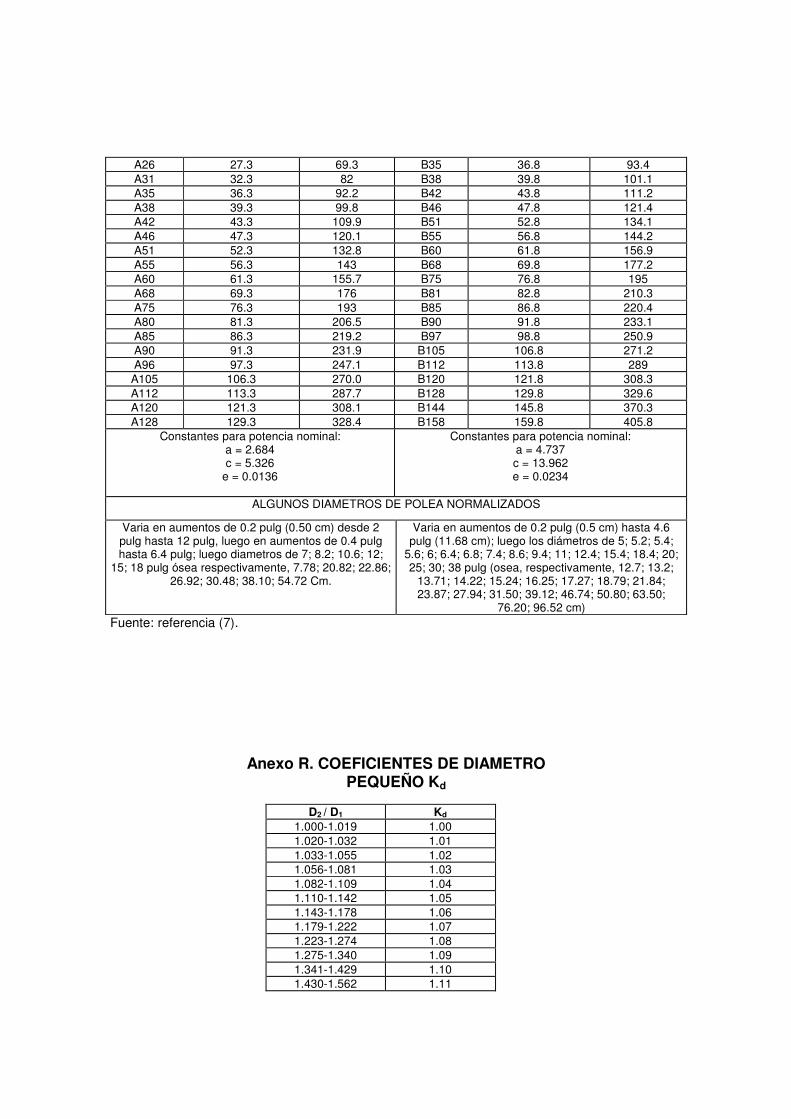
A26 27.3 69.3 B35 36.8 93.4 A31 32.3 82 B38 39.8 101.1 A35 36.3 92.2 B42 43.8 111.2 A38 39.3 99.8 B46 47.8 121.4 A42 43.3 109.9 B51 52.8 134.1 A46 47.3 120.1 B55 56.8 144.2 A51 52.3 132.8 B60 61.8 156.9 A55 56.3 143 B68 69.8 177.2 A60 61.3 155.7 B75 76.8 195 A68 69.3 176 B81 82.8 210.3 A75 76.3 193 B85 86.8 220.4 A80 81.3 206.5 B90 91.8 233.1 A85 86.3 219.2 B97 98.8 250.9 A90 91.3 231.9 B105 106.8 271.2 A96 97.3 247.1 B112 113.8 289 A105 106.3 270.0 B120 121.8 308.3 A112 113.3 287.7 B128 129.8 329.6 A120 121.3 308.1 B144 145.8 370.3 A128 129.3 328.4 B158 159.8 405.8
Constantes para potencia nominal: a = 2.684 c = 5.326
e = 0.0136
Constantes para potencia nominal: a = 4.737 c = 13.962 e = 0.0234
ALGUNOS DIAMETROS DE POLEA NORMALIZADOS
Varia en aumentos de 0.2 pulg (0.50 cm) desde 2 pulg hasta 12 pulg, luego en aumentos de 0.4 pulg hasta 6.4 pulg; luego diametros de 7; 8.2; 10.6; 12;
15; 18 pulg ósea respectivamente, 7.78; 20.82; 22.86; 26.92; 30.48; 38.10; 54.72 Cm.
Varia en aumentos de 0.2 pulg (0.5 cm) hasta 4.6 pulg (11.68 cm); luego los diámetros de 5; 5.2; 5.4;
5.6; 6; 6.4; 6.8; 7.4; 8.6; 9.4; 11; 12.4; 15.4; 18.4; 20; 25; 30; 38 pulg (osea, respectivamente, 12.7; 13.2;
13.71; 14.22; 15.24; 16.25; 17.27; 18.79; 21.84; 23.87; 27.94; 31.50; 39.12; 46.74; 50.80; 63.50;
76.20; 96.52 cm) Fuente: referencia (7).
Anexo R. COEFICIENTES DE DIAMETRO PEQUEÑO Kd
D2 / D1 Kd
1.000-1.019 1.00 1.020-1.032 1.01 1.033-1.055 1.02 1.056-1.081 1.03 1.082-1.109 1.04 1.110-1.142 1.05 1.143-1.178 1.06 1.179-1.222 1.07 1.223-1.274 1.08 1.275-1.340 1.09 1.341-1.429 1.10 1.430-1.562 1.11
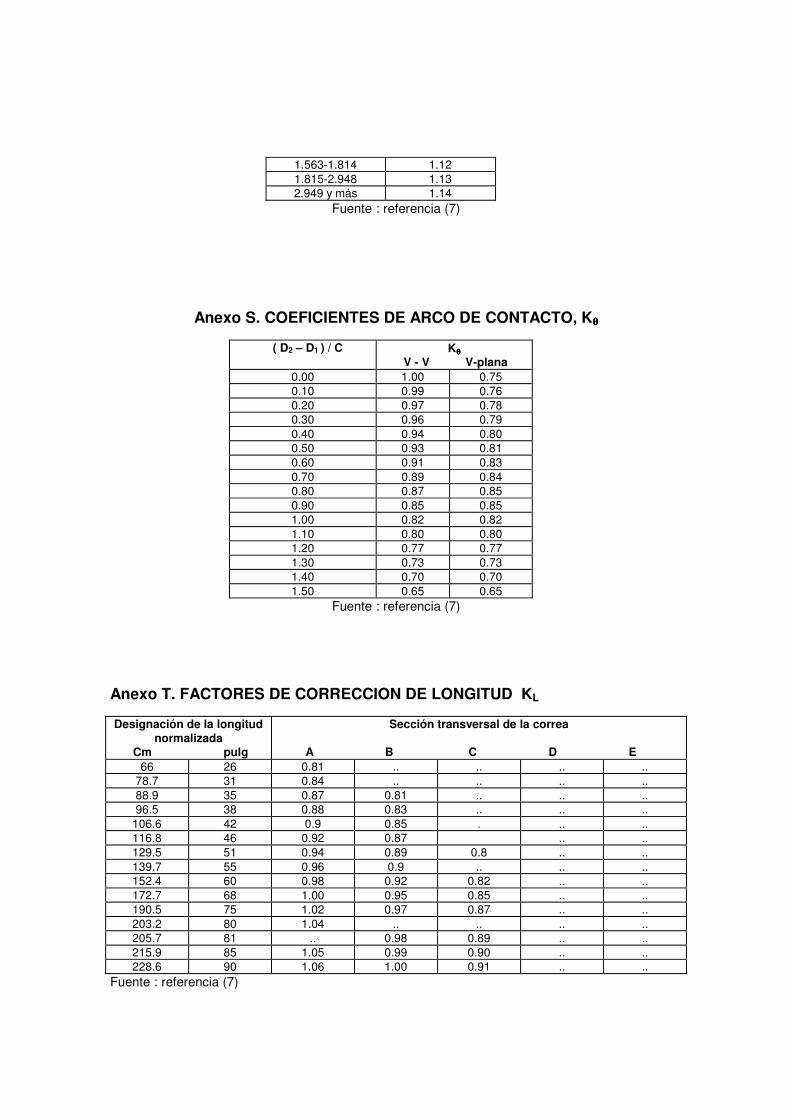
1.563-1.814 1.12 1.815-2.948 1.13 2.949 y más 1.14
Fuente : referencia (7)
Anexo S. COEFICIENTES DE ARCO DE CONTACTO, Kθθθθ
( D2 – D1 ) / C Kθθθθ V - V V-plana
0.00 1.00 0.75 0.10 0.99 0.76 0.20 0.97 0.78 0.30 0.96 0.79 0.40 0.94 0.80 0.50 0.93 0.81 0.60 0.91 0.83 0.70 0.89 0.84 0.80 0.87 0.85 0.90 0.85 0.85 1.00 0.82 0.82 1.10 0.80 0.80 1.20 0.77 0.77 1.30 0.73 0.73 1.40 0.70 0.70 1.50 0.65 0.65
Fuente : referencia (7)
Anexo T. FACTORES DE CORRECCION DE LONGITUD KL Designación de la longitud
normalizada Cm pulg
Sección transversal de la correa
A B C D E 66 26 0.81 .. .. .. ..
78.7 31 0.84 .. .. .. .. 88.9 35 0.87 0.81 .. .. .. 96.5 38 0.88 0.83 .. .. ..
106.6 42 0.9 0.85 . .. .. 116.8 46 0.92 0.87 .. .. 129.5 51 0.94 0.89 0.8 .. .. 139.7 55 0.96 0.9 .. .. .. 152.4 60 0.98 0.92 0.82 .. .. 172.7 68 1.00 0.95 0.85 .. .. 190.5 75 1.02 0.97 0.87 .. .. 203.2 80 1.04 .. .. .. .. 205.7 81 .. 0.98 0.89 .. .. 215.9 85 1.05 0.99 0.90 .. .. 228.6 90 1.06 1.00 0.91 .. ..
Fuente : referencia (7)



















