“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE …
127
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.” INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 1 INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN “DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.” TESIS QUE PARA OBTENER EL TÍTULO DE: INGENIERO EN CONTROL Y AUTOMATIZACIÓN PRESENTAN: HERNÁNDEZ GUERRERO EMMANUEL ISÍAS RAMÍREZ JUÁREZ LÁZARO TREJO MONTIEL EDUARDO DIRECTORES DE TESIS M en C.Ivonne Cecilia Torres Rodríguez. M en C. Antonio Obregón Tenorio. MÉXICO, D.F.DICIEMBRE 2012
Transcript of “DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE …

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 1
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y
ELÉCTRICA
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA
Y UN ORDENADOR DE TAPAS PARA LA LINEA DE ENVASADO DE
PRODUCTO DICAPA.”
TESIS
QUE PARA OBTENER EL TÍTULO DE:
INGENIERO EN CONTROL Y AUTOMATIZACIÓN
PRESENTAN:
HERNÁNDEZ GUERRERO EMMANUEL ISÍAS
RAMÍREZ JUÁREZ LÁZARO
TREJO MONTIEL EDUARDO
DIRECTORES DE TESIS
M en C.Ivonne Cecilia Torres Rodríguez.
M en C. Antonio Obregón Tenorio.
MÉXICO, D.F.DICIEMBRE 2012

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página i

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página ii
DEDICATORIAS:
HERNANDEZ GUERRERO EMMANUEL ISIAS:
A mis Padres, a mi Hermano, a mí Novia y a mi equipo de trabajo de tesis ya que
nunca han dudado de mí, con todo mi corazón los amo.
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página iii
DEDICATORIAS:
LAZARO RAMIREZ JUAREZ:
A mi padre el Sr. Mateo Ramírez Ángeles porque todo esto siempre fue tuyo
Te amo padre.

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página iv
DEDICATORIAS:
TREJO MONTIEL EDUARDO:
A mi madre, porque siempre ha estado para limpiar mis lágrimas y darme la mano para
levantarme cuando he caído. Te Amo
A mi padre, porque aunque no estés aquí con tus enseñanzas y consejos haz forjado
tu apariencia dentro de mí. Te Amo
A mis hermanos Gerardo Trejo y Roberto Trejo porque han sido más que unos padres
para mí.

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página v
AGRADECIMIENTOS:
HERNÁNDEZ GUERRERO EMMANUE ISIAS:
A Hashem/אלהינו מלך העולם 'ברוך אתה ה./BarujAtáAdonaiEloheinuMelejHaolam por
ayudarme y cuidarme toda mi vida, gracias porque me has permitido estar con mis
seres queridos.
A mi Padre y a mi Madre, por acompañarme y ayudarme desde mi infancia a pesar de
todos los problemas que hemos pasado y sin importar las pérdidas que sufrimos en el
camino estuvimos juntos. Gracias por creer en mí.
A mi hermano Álvaro Iván y a mí cuñada Sol por su apoyo incondicional, ya que no
habría podido salir adelante si no hubiera estado a mi lado en el caso de hermano y
por parte de mi cuñada por su motivación.
A mi hermano mayor José Ignacio que a pesar de que partiste siempre estarás en mi
corazón, gracias por compartir tu vida conmigo.
A Maribel por su amor e incluso desvelarse conmigo y ayudarme con mis obligaciones
académicas. Gracias por estar conmigo todo este tiempo y soportarme. Te amo.
A mis amigos Lázaro, Eduardo, Ismael, Víctor, Josué y a todos sin excepción gracias por su
amistad y los momentos de alegría que pase con ustedes.

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página vi
AGRADECIMIENTOS:
LAZARO RAMIREZ JUAREZ
Primero a mi DIOS por darme la fuerza para ser el hombre que ahora soy, porque en
su palabra he encontrado alivio, fuerza y esperanza.
A mi madre por su sacrificio de amor hacia mi persona.
A mi padre, porque gracias a ti hoy presumo ser imagen tuya.
A mis hermanas Mayte, Lizeth, Jenny y Karla por fungir como madres en mi dura niñez.
A mi esposa por motivarme, por soportarme, por siempre estar ahí de pie para luchar
conmigo hombro a hombro.
A mi hijo David porque con tu llegada iluminaste mi existencia.
Y finalmente a mí apreciado equipo de tesis: Emmanuel Isias y Eduardo, gracias
amigos por compartir conmigo amarguras y alegrías
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página vii
AGRADECIMIENTOS:
TREJO MONTIEL EDUARDO:
A Dios por darme el regalo más grande del universo: La vida
A mi Madre por cuidarme, amarme, y enseñarme a luchar por lo que yo quiero.
A mi Padre por cuidarme los primeros años de mi vida y enseñarme a valorar las
grandes cosas de la vida.
A cada uno de mis hermanos por protegerme, cuidarme, quererme, brindarme su
apoyo y arrebatarme sonrisas cuando las necesitaba.
A ti Abigail, por darme tu mano cuando más hundido me sentía y brindarme tu apoyo, cariño
y amor incondicional.
A mi equipo de tesis, Emmanuel y Lázaro, así como a cada uno de mis amigos por su
comprensión y amistad a lo largo de mis estudios universitarios.

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página viii
ÍNDICE GENERAL:
INDICE DE FIGURAS: .................................................................................................................................. XI
CAPITULO I-INTRODUCCIÓN ..................................................................................................................... 1
1.1 ANTECEDENTES: ......................................................................................................................... 2
1.2 OBJETIVO: ..................................................................................................................................... 3
1.2.1 OBJETIVOS PARTICULARES: ................................................................................................... 3
1.3 JUSTIFICACIÓN: ..................................................................................................................... 4
1.4 ESTADO DEL ARTE: ...................................................................................................................... 5
1.4.1 Descripción general sistema de envasado ..................................................................................... 5
1.4.2 Dispensador de latas: ......................................................................................................................... 7
1.4.3 Dispensador de tapas......................................................................................................................... 8
1.5 ALCANCES: ................................................................................................................................... 9
CAPITULO II-FUNCIONAMIENTO DE LA LINEA DE PRODUCCION DE PRODUCTO DICAPA ...... 11
2.1 SUMINISTRO DE ENVASE: ......................................................................................................... 12
2.2 ETAPA DE LLENADO (FILLER): .................................................................................................. 13
2.3 ETAPA DE TAPADO (CAPPER): ................................................................................................. 14
2.3.1 Colocación de la tapa: ...................................................................................................................... 14
2.3.2 Sellado de la tapa: ............................................................................................................................ 15
CAPITULO III-DISEÑO DE UN DESPACHADOR DE LATAS Y DE UN ORDENADOR DE TAPAS
SEMIAUTOMÁTICOS .................................................................................................................................. 16
3.1 NECESIDADES DEL PROCESO DE ENVASADO ...................................................................... 17
3.2 ÁREA DEL PROCESO ................................................................................................................. 17
3.3 DESPACHADOR DE LATAS (CTP-09) ........................................................................................ 18
3.3.1 Análisis arquitectónico de la maquina .......................................................................................... 18
3.3.2 Análisis de tiempos .......................................................................................................................... 19
3.3.3 Análisis de dispensadores rotatorio existentes ............................................................................ 20
3.3.4 desventajas del uso de dispensador de latas de disco rotatorio y de disco vibratorio ........... 22
3.3.5 Propuesta para el despachador de latas (CTP-09) ..................................................................... 23 3.3.5.1 Propuesta para la base de la charola del CTP-09 y su análisis de esfuerzos .................................... 26 3.3.5.2 Propuesta para selección de la paleta...................................................................................................... 27 3.3.5.3 Propuesta de banda transportadora auxiliar para alimentador rotatorio ............................................. 28
3.3.6 Propuesta final del despachar de latas CTP-09 ........................................................................... 29 3.3.6.1 Criterio de selección de los motores de CD ............................................................................................. 30 3.3.6.2 Criterio de selección de los motores de los sensores inductivos ........................................................... 31 3.3.6.3 Criterio de selección del PLC ..................................................................................................................... 33 3.3.6.4 Diagrama de conexión para los sensores ................................................................................................. 34 3.3.6.5 Diagrama de conexión para el motor del despachador........................................................................... 34
3.4 ORDENADOR DE TAPAS (ELE-09) ............................................................................................ 35

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página ix
3.4.1 Análisis arquitectónico de la maquina .......................................................................................... 36
3.4.2 Análisis de tiempos del llenado y la colocación de tapa ............................................................. 38
3.4.3 Análisis de los alimentadores existentes ....................................................................................... 38 3.4.3.1 Alimentadores Vibratorios (VibratoryFeeders): ....................................................................................... 38 3.4.3.2 Alimentadores Rotatorios (Rotary Feeders) ............................................................................................ 40 3.4.3.3 Equipos de Elevación (Elevating Equipment) .......................................................................................... 41
3.4.4 Desventajas y Ventajas de los ordenadores ................................................................................. 42
3.4.5 Propuesta del ordenador de tapas ELE-09 ................................................................................... 43 3.4.5.1 Propuesta de la base del ELE-09 .............................................................................................................. 43 3.4.5.2 Propuesta base circular .............................................................................................................................. 45 3.4.5.3 Propuesta de carcasa de base circular .................................................................................................... 47 3.4.5.4 Propuesta base sombrero .......................................................................................................................... 51
3.4.5.4.1 Descripción del eje que une el motor y el sombrero de caucho. .................................................. 53 3.4.5.4.2 Descripción de sombrero de caucho. ............................................................................................... 54 3.4.5.4.3 Descripción de las soleras. ................................................................................................................ 55
3.4.6 PROPUESTA FINAL DEL ELE-09 .................................................................................................... 57
3.4.6.1 Motor para el rotor de sombrero .................................................................................................. 58
3.4.6 2 Motor para el rotor circular ........................................................................................................... 60
3.4.6.3 Elección de elementos dentro del sistema neumático. ............................................................ 62
CAPITULO IV-SIMULACION ...................................................................................................................... 69
4.1 COMUNICACIÓN DE LA PC CON EL PLC .................................................................................. 70
4.2 SIMULACION DEL CTP-09 .......................................................................................................... 72
4.3 SIMULACION DEL ELE-09 ........................................................................................................... 73
CAPITULO V-ANÁLISIS DE COSTOS Y FACTIBILIDAD DELPROYECTO ......................................... 76
5.1 ANALISIS DE COSTOS DEL PROYECTO ................................................................................... 77
CONCLUSIONES ......................................................................................................................................... 82
BIBLIOGRAFIAS: ........................................................................................................................................ 83
ANEXOS ....................................................................................................................................................... 84
ANEXO 1: HOJA DE DATOS DE SEGURIDAD .............................................................................................. 84
ANEXO 2: DIAGRAMA DE FLUJO DEL SISTEMA .............................................................................. 88
ANEXO 3: NEMA .................................................................................................................................. 89
ANEXO 4: CRONOGRAMA DE ACTIVIDADES ................................................................................... 90
ANEXO 5: NORMA AISI ....................................................................................................................... 91
ANEXO 6: BANDA RODILLO ............................................................................................................... 95
ANEXO 7: CHAROLA ........................................................................................................................... 96
ANEXO 8: BASE DE CHAROLA ........................................................................................................... 97
ANEXO 9: PALETA............................................................................................................................... 98
ANEXO 10: RODILLO SOPORTE ........................................................................................................ 99
ANEXO 11: RODILLO......................................................................................................................... 100
ANEXO 12: CODO DE LA BANDA ..................................................................................................... 101
ANEXO 13: TAPA ............................................................................................................................... 102

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página x
ANEXO 14: BASE DEL ELE-09 .......................................................................................................... 103
ANEXO 15: TAPA DE LA BASE ......................................................................................................... 104
ANEXO 16: NYLAMID ........................................................................................................................ 105
ANEXO 17: BASE CIRCULAR ........................................................................................................... 107
ANEXO 18: CARCASA DE LA BASE ................................................................................................. 108
ANEXO 19: SOPORTE DE LA BASE ................................................................................................. 109
ANEXO 20: ESPIRAL DE LA BASE .................................................................................................... 110
ANEXO 21: BOCAS DE PESCADO ................................................................................................... 111
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página xi
INDICE DE FIGURAS:
CAPITULO I-INTRODUCCIÓN ..................................................................................................................... 1
FIGURA 1.1 DOSIFICADORA GRAVIMÉTRICA ................................................................................................................. 5 FIGURA 1.2 DISPENSADOR DE LATAS DE DISCO ROTATORIO ................................................................................. 7 FIGURA 1.3 DISPENSADOR DE LATAS DE DISCO VIBRATORIO ................................................................................ 8 FIGURA 1.4 DISPENSADOR DE TAPAS ............................................................................................................................. 9
CAPITULO II-FUNCIONAMIENTO DE LA LINEA DE PRODUCCION DE PRODUCTO DICAPA ...... 11
FIGURA 2.1 DISTRITUBCIÓN PLANTA DE LA LÍNEA DE PRODUCTO TRANSPARENTE (DICAPA) ................... 12 FIGURA 2.2 ENVASE DEL PRODUCTO TAPODI ............................................................................................................ 13 FIGURA 2.3 ETAPA DE LLENADO...................................................................................................................................... 14 FIGURA 2.4 SELLADO DE LOS ENVASES. ...................................................................................................................... 15
CAPITULO III-DISEÑO DE UN DESPACHADOR DE LATAS Y DE UN ORDENADOR DE TAPAS
SEMIAUTOMÁTICOS .................................................................................................................................. 16
FIGURA 3.1 ÁREA DE ENVASADO DE LA PLANTA ....................................................................................................... 18 FIGURA 3.2 DISPENSADOR DE LATAS DE DISCO ROTATORIO ............................................................................... 21 FIGURA 3.3 DISPENSADOR DE LATAS DE DISCO VIBRATORIO .............................................................................. 21 FIGURA 3.4 AREA ÚTIL EN UN DISPENSADOR DE LATAS DE DISCO ROTATORIO ............................................ 22 FIGURA 3.5 ÁREA ÚTIL EN UN DISPENSADOR DE LATAS DE DISCO VIBRATORIO ........................................... 22 FIGURA 3.6 CHAROLA CIRCULAR .................................................................................................................................... 23 FIGURA 3.7 MOTOR EN POSICIÓN VERTICAL............................................................................................................... 23 FIGURA 3.8 CHAROLA CON PALETA ROTATORIA ....................................................................................................... 24 FIGURA 3.9 CHAROLA CON LA INTEGRACIÓN DE LA BARRERA PERMISIVA ...................................................... 24 FIGURA 3.10 CHAROLA HECHA DE ISIA 304 .................................................................................................................. 25 FIGURA 3.11 CHAROLA HECHA DE ALEACIÓN 1060 ................................................................................................... 25 FIGURA 3.12 ANÁLISIS DE ESFUERZOS Y DEFORMACIONES EN SOLIDWORKSSIMULATIONXPRESS DE
BASE CHAROLA .................................................................................................................................................................... 27 FIGURA 3.13 ANÁLISIS DE ESFUERZOS Y DEFORMACIONES EN SOLIDWORKSSIMULATIONXPRESS DE
PALETA .................................................................................................................................................................................... 28 FIGURA 3.14 BANDA RODILLO .......................................................................................................................................... 28 FIGURA 3.15 PROPUESTA FINAL DE DESPACHADOR DE LATAS ........................................................................... 29 FIGURA 3.16 MOTOR DE CORRIENTE DIRECTA .......................................................................................................... 30 FIGURA 3.17 DIMENSIONES DEL MOTOR Y CAJA REDUCTORA ............................................................................. 31 FIGURA 3.18 SENSORES INDUCTIVOS ............................................................................................................................ 31 FIGURA 3.19 DIMENSIONES DEL SENSOR Y VISTA DEL SENSOR FÍSICAMENTE ............................................... 33 FIGURA 3.20 PROGRAMACIÓN EN ESCALERA ............................................................................................................. 33 FIGURA 3.21 CONEXIÓN DEL SENSOR INDUCTIVO AL PLC ..................................................................................... 34 FIGURA 3.22 SISTEMA DE POTENCIA PARA MOTOR DE DESPACHADOR. ............................................................ 35 FIGURA 3.23 ESQUEMA DE CONEXIÓN PARA UN MOTOR DE CD AL PLC ............................................................. 35 FIGURA 3.24 ÁREA DISPONIBLE ENTRE LA ETAPA DE LLENADO Y SELLADO ................................................... 36 FIGURA 3.25 ÁREA DE SELLADO Y UNA PEQUEÑA VISTA DEL ESPACIO DISPONIBLE ................................... 37 FIGURA 3.26 COLUMNA DE METAL .................................................................................................................................. 37

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página xii
FIGURA 3.27 ALIMENTADORES VIBRATORIOS............................................................................................................. 38 FIGURA 3.28 ESPIRAL DE LA CHAROLA ......................................................................................................................... 39 FIGURA 3.30 ESPIRAL DE FUERA DE PISTA .................................................................................................................. 39 FIGURA 3.31 ALIMENTADORES ROTATORIOS ............................................................................................................. 40 FIGURA 3.32 ESTRUCTURA DEL ALIMENTADOR ROTATORIO ................................................................................ 40 FIGURA 3.33 EQUIPOS DE ELEVACIÓN .......................................................................................................................... 41 FIGURA 3.34 ELEMENTO ENCERRADO EN OVALO DE COLOR ROJO ES EL ELEMENTO DE PROXIMIDAD 41 FIGURA 3.35 CINTA TRANSPORTADORA ....................................................................................................................... 42 FIGURA 3.36 BASE DEL ELE-09 ......................................................................................................................................... 44 FIGURA 3.37 SEGUNDA TAPA DE LA BASE ................................................................................................................... 44 FIGURA 3.38 BASE CON TAPA DELANTERA .................................................................................................................. 45 FIGURA 3.39 CAUCHO ......................................................................................................................................................... 46 FIGURA 3.40 BASE CIRCULAR CON DIENTES MAQUINADOS .................................................................................. 46 FIGURA 3.41 BASE CIRCULAR CON CAUCHO ACOPLADO........................................................................................ 47 FIGURA 3.42 CARCASA DE BASE CIRCULAR ................................................................................................................ 47 FIGURA 3.43 SOPORTE DE LA BASE CON CUERDA ................................................................................................... 48 FIGURA 3.44 ESPIRAL DE LA BASE .................................................................................................................................. 49 FIGURA 3.45 SOPORTES UBICADOS EN EL ESPIRAL ................................................................................................ 49 FIGURA 3.46 ORIFICIO DEL PISTÓN Y SOLETA DE SOPORTE ................................................................................. 50 FIGURA 3.47 MEDIDAS DE LAS DIMENSIONES DE LA MORDAZA DE LA TAPA ................................................... 50 FIGURA 3.48 SEMICÍRCULO Y CAJA DE DESCANSO DE LA TAPA .......................................................................... 51 FIGURA 3.49 BASE DEL SOMBRERO CON ÁNGULO DE INCLINACIÓN DE 15° GRADOS .................................. 52 FIGURA 3.50 MODIFICACIÓN PARA LA SUJECIÓN DEL MOTOR DENTRO DE LA BASE .................................... 52 FIGURA 3.51 BASE DE ROTOR DE SOMBRERO ........................................................................................................... 53 FIGURA 3.52 EJE DE MOTOR DE SOMBRERO .............................................................................................................. 54 FIGURA 3.53 PARTE INFERIOR DEL ROTOR DE SOMBRERO .................................................................................. 55 FIGURA 3.54 PARTE SUPERIOR DEL MOTOR DE SOMBRERO ................................................................................ 55 FIGURA 3.55 SOLERA .......................................................................................................................................................... 56 FIGURA 3.56 BASE SOSTENIDA CON SOLERAS .......................................................................................................... 57 FIGURA 3.57 DISEÑO FINAL DEL ELE-09 ........................................................................................................................ 58 FIGURA 3.58 DIMENSIONES DEL MOTOR DE ROTOR DE SOMBRERO .................................................................. 59 FIGURA 3.59 MOTOR ELEGIDO PARA ROTOR DE SOMBRERO ............................................................................... 60 FIGURA 3.60 DIMENSIONES DEL MOTOR DE ROTOR CIRCULAR .......................................................................... 61 FIGURA 3.61 MOTOR ELEGIDO PARA EL ROTOR CIRCULAR ................................................................................... 61 FIGURA 3.62 MINI COMPRESOR ....................................................................................................................................... 62 FIGURA 3.63 UNIDAD DE MANTENIMIENTO .................................................................................................................. 63 FIGURA 3.64 VÁLVULA 1 FÍSICA........................................................................................................................................ 64 FIGURA 3.65 FUNCIÓN INTERNA DE LA VÁLVULA 1 ................................................................................................... 64 FIGURA 3.66 VÁLVULA 2 FÍSICA........................................................................................................................................ 65 FIGURA 3.67 FUNCIÓN INTERNA DE LA VÁLVULA 2 ................................................................................................... 65 FIGURA 3.68 CILINDRO DE DOBLE EFECTO ................................................................................................................. 66 FIGURA 3.69 VÁLVULA ANTI RETORNO .......................................................................................................................... 67 FIGURA 3.70 VÁLVULA DE ESCAPE RÁPIDO ................................................................................................................. 67 FIGURA 3.71 ESQUEMA DEL SISTEMA NEUMÁTICO ................................................................................................... 68
CAPITULO IV-SIMULACION ...................................................................................................................... 69
FIGURA 4.1 DIRECCIÓN IP .................................................................................................................................................. 70 FIGURA 4.2 CONFIGURACIÓN DEL BOOT SERVER ..................................................................................................... 71 FIGURA 4.3 CONFIGURACIÓN DE LA MAC ..................................................................................................................... 71 FIGURA 4.4 CONFIGURACIÓN EXITOSA DEL PLC ....................................................................................................... 72

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página xiii
FIGURA 4.5 PROGRAMACIÓN EN ESCALERA ............................................................................................................... 72 FIGURA 4.6 LÍNEAS DE PROGRAMACIÓN ...................................................................................................................... 73 FIGURA 4.7 PROGRAMACIÓN DEL TON.......................................................................................................................... 74 FIGURA 4.8 ACCIONAMIENTO DEL PISTÓN ................................................................................................................... 74 FIGURA 4.9 REINICIO DEL TON ......................................................................................................................................... 74
CAPITULO V-ANÁLISIS DE COSTOS Y FACTIBILIDAD DELPROYECTO ......................................... 76
FIGURA 5.1 COSTO DESPACHADOR ............................................................................................................................... 80 FIGURA 5.2 COSTO ORDENADOR .................................................................................................................................... 81

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página xiv
INDICE DE TABLAS:
CAPITULO III-DISEÑO DE UN DESPACHADOR DE LATAS Y DE UN ORDENADOR DE TAPAS
SEMIAUTOMÁTICOS .................................................................................................................................. 16
TABLA 3.1 ANÁLISIS ARQUITECTÓNICO DE LA MAQUINA ........................................................................................ 19 TABLA 3.2 ANÁLISIS DE TIEMPOS .................................................................................................................................... 20 TABLA 3.3 COMPARACIÓN DE PROPIEDADES FÍSICAS ENTRE MATERIALES AISI 304 Y ALEACIÓN 1060 . 26 TABLA 3.4 CARACTERÍSTICAS DEL SENSOR IM30-10BPS-ZC1 ................................................................................ 32 TABLA 3.5 TIEMPOS DE LAS ETAPAS ............................................................................................................................. 38
CAPITULO IV-SIMULACION ...................................................................................................................... 69
TABLA 4.1 LISTADO DE I/O DEL SISTEMA ...................................................................................................................... 75
CAPITULO V-ANÁLISIS DE COSTOS Y FACTIBILIDAD DELPROYECTO ......................................... 76
TABLA 5.1 ANÁLISIS DE COSTOS ..................................................................................................................................... 77 TABLA 5.2 SERVICIO DE INGENIERÍA Y DESARROLLO ............................................................................................. 79 TABLA 5.3 SUPERVISIÓN DE INSTALACIÓN .................................................................................................................. 80

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página xv

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 1
CAPITULO I-INTRODUCCIÓN
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 2
1.1 ANTECEDENTES:
En un principio el envasado de transparente en la industria Productos Químicos y
Pinturas S.A. de C.V se ejercía de forma manual, dos operadores eran los encargados
de llevar acabo dicho proceso. Un operador se encargaba de controlar el llenado de
manera visual mediante la apertura de una llave, la cual suministraba el producto al
envase. El segundo operador realizaba la colocación y el sellado de las tapas
ejerciendo un ligero golpe con un martillo.
La alta demanda del producto dio origen a la necesidad de un medio que permitiera
incrementar la producción con el uso de una maquina volumétrica, a la cual
posteriormente se le implemento una etapa de sellado. Estas etapas fueron
consideradas de mayor importancia para el envasado de producto transparente.
Hoy en día, la línea de transparentes opera con las siguientes etapas:
1. Suministro de latas a la línea de envasado
2. Inyección del transparente a la lata
3. Colocación de la tapa
4. Sellado de la tapa
5. Empacado del producto final
Las Etapas 1,3 y 5 fueron agregadas al proceso de una manera manual, las cuales
son realizadas por un operador el cual controla toda la línea de envasado. Ésta línea
cuenta con la producción de 92 productos transparentes disponibles de la compañía
Productos Químicos y Pinturas S.A. de C.V.
De acuerdo con el personal de operación de la línea se cuenta con una producción
deficiente, puesto que se pierde tiempo en el abastecimiento de envases a la banda
transportadora, tarea que el operador perpetra por lotes de 115 envases. Además, el
proceso llega a ser detenido transitoriamente debido a que el operario, mismo que
ejecuta la etapa 1 del proceso, coloca las tapas en los recipientes previamente
llenados.

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 3
1.2 OBJETIVO:
Proponer el diseño de un dispensador de latas y de un colocador de tapas, para lograr
una producción de 6,000 latas de transparente en una jornada laboral de 8 horas.
Implementando un sistema semiautomático.
1.2.1OBJETIVOS PARTICULARES:
Identificar tipos de dispensadores de envases y colocadores de tapas usados a
nivel industrial.
Describir las características y el funcionamiento de los dispensadores de
envases y colocadores de tapas.
Seleccionar la información recabada para la propuesta.
Elegir el tipo de control a utilizar.
Elaborar una propuesta con base al tipo de dispensador, colocador de tapas y
tipo de control elegidos.
Simular el funcionamiento de la propuesta.
Evaluar los resultados.

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 4
1.3 JUSTIFICACIÓN:
La empresa Productos Químicos y Pinturas S.A. de C.V. cuenta con una gran variedad
de productos usados en el repintado automotriz, entre los cuales se encuentra la línea
de transparentes.
Para obtener el transparente como producto terminado es necesario realizar varias
etapas, una de ellas es el envasado, la cual es llevada a cabo de forma semiautomática
agilizando dicha etapa; Debido a que la empresa consta con dos deficiencias
principales en la línea, se implementó un sistema el cual ayudo a suprimir los tiempos
muertos de producción, mediante el cual se hará la colocación de envases a través de
un dispensador así como la colocación de las tapas en los mismos, de una manera
automática, otorgando con esto una mayor obtención de productos, que sin duda
beneficiara a la mejora de la empresa y ayudara con el cumplimiento de la demanda
establecida.
Ya que si la línea sufre alguna anomalía, retrasara y/o detendrá el envasado de todos
los productos transparentes y posteriormente a su vez proporcionara un desabasto de
los mismos.

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 5
1.4 ESTADO DEL ARTE:
1.4.1 Descripción general sistema de envasado
En el proceso de envasado de pintura, al igual que otros procesos industriales, se
encuentran diferentes tipos de máquinas, según sea la demanda o necesidad de
producción. Estas necesidades inciden directamente sobre las máquinas, variando,
principalmente, el grado de automatización de éstas. Para el envasado de pinturas, la
principal característica por la cual se catalogan las máquinas es el tipo de dosificación
de la solución final, las cuales se dividirse en dos grupos:
Dosificadoras gravimétricas
Dosificadoras volumétricas
La primera clasificación hace referencia a las dosificadoras gravimétricas, que realizan
el vertido de la pintura que se produce directamente por el peso o caída del líquido,
controlando la cantidad de pintura vertida con una balanza, mientras que en las
dosificadoras volumétricas, el vertido se controla mediante un émbolo, controlando el
vertido por volumen, en la figura 1.1 se muestra un dosificador.
Figura 1.1 Dosificadora gravimétrica

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 6
Las dosificadoras gravimétricas nos proporcionan un gran control de la cantidad
vertida, mientras que las volumétricas, presentan una velocidad mayor, sin renunciar
por ello a un buen control de la cantidad final, sin llegar a la precisión de las
gravimétricas.
La aparición de máquinas COLORMIX, máquinas que permiten la venta de pintura con
color según demanda de forma instantánea, requiere tener un control exacto de la
cantidad de pintura base, ya que se basan en añadir colorantes a esta pintura base,
de manera que grandes errores en la cantidad de pintura base provocaría un resultado
final insatisfactorio. Las dosificadoras volumétricas, como se ha comentado antes,
llegan a tener hoy en día un nivel de tolerancia más que aceptable, siendo de esta
forma las más utilizadas actualmente para procesos industriales, ya que, sin perder
control de la cantidad vertido, se aumenta la velocidad de producción.
Las dosificadores de pintura volumétricas, según este nivel de tolerancia, puede verse
que están catalogadas según rangos de dosificación. Éstas suelen clasificarse entre
dosificadoras de entre 100cm3 y 5000cm3 y otras con unos rangos de dosificación de
entre 5dm3 y 20 dm3. Estos rangos hacen referencia a la capacidad de embolada, de
manera, que las máquinas de rango superior, existe la posibilidad de realizar una doble
embolada, de manera que puede llegar a envasar latas de hasta 40dm3. Según el nivel
de producción que se tenga, existen máquinas envasadoras con mayor o menor grado
de automatización. Para el sistema de envasado automático de pinturas en latas, ha
de tenerse en cuenta que el desplazamiento de las latas a través de la línea de
envasado debe realizarse por “pulsos” o “paso a paso”, es decir, las acciones a realizar
en la línea de envasado se realizan con las latas parados en ésta, y no de una forma
continua. En las máquinas envasadoras de pintura, según el grado de automatización
que se desee, se encuentran diferentes tipos de acciones, controladas normalmente
por sistemas automáticos neumáticos. Este tipo de acciones, son por ejemplo:
Dispensador de latas
Detector de fugas en las latas
Llenado o dosificación de latas
Dispensado de tapas
Cerrado de tapas

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 7
Marcado de fondos
Comprobación cerrada de tapas
Estos sistemas son independientes entre sí, y actúan por un sistema lógico, que va en
relación con el sistema de transporte de latas. No es objeto de este proyecto el diseño
ni el estudio de cada acción de la línea automatizada, pero si el transporte de las latas
a través de la línea. A continuación se realizará una breve descripción de los
componentes de la línea automática de envasado.
1.4.2 Dispensador de latas:
El dispensador de latas, es un accesorio de la máquina encargado del suministro
automático de latas a la línea de envasado. Éste está indicado para todo tipo de latas
de hasta 5dm3, pero a partir de las latas de 2dm3 o inferiores en los que realmente es
necesario el dispensador automático de latas, ya que en éstos, la frecuencia de llenado
es lo Línea de transporte de envasadora automática de pintura suficientemente rápida
como para que un operario no pudiera realizar la labor de manera sincronizada con la
máquina. Se encuentran diversas soluciones para el alimentador de latas de la línea,
con distintas concepciones de funcionamiento. La primera de ellas consta de un disco
cónico, en el cual se colocan las latas, y a partir de éste se van colocando uno a uno
en la línea de envasado. El disco cónico, está accionado por un moto-reductor, de
manera que va girando sobre su eje, y las latas dispuestas en este empujan a la hilera
de entrada a la línea, en la figura 1.2 se ilustra el dispensador de latas.
Figura 1.2 Dispensador de latas de disco rotatorio
La segunda, de apariencia muy similar, también consta de un disco cónico, el cual
tiene una apertura en uno de sus lados, dejando pasar por allí las latas. Para ello, se

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 8
genera una vibración sobre el disco provocar el movimiento de las latas. Éstos, se
depositan a su vez sobre un disco plano giratorio más pequeño como se muestra en
la figura 1.3, encargado de desplazarlos a la línea de transporte.
Figura 1.3 Dispensador de latas de disco vibratorio
Una tercera solución, de diferente concepción a las dos anteriores, consistiría en la
colocación de las latas en grupos de filas a la línea, disponiendo éstos a la línea
directamente desde el palé donde están situados, sin la necesidad de colocarlos
previamente en un revolver de carga, como en los dos casos anteriores. Esta solución
estaría compuesta de un elevador de palees, más otro sistema encargado del empuje
de las latas a la línea. Un problema que presenta este sistema, es la necesidad de que
las latas tengan una equidistancia entre ellos, y el hecho de que estos se coloquen en
la línea en grupo, implicaría el diseño también de un sistema para la correcta
disposición de éstos en la línea[1]
1.4.3 Dispensador de tapas
Para las distintas latas de pintura existentes en el mercado, se puede encontrar
diversos tipos de tapas con diferentes características. Estas diferencias las podemos
clasificar en:
1. Material (plástico o metal)
2. Forma (circular, ovalada, rectangular,…)
3. Apilables o no aplicables

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 9
Según sean las características de las tapas a utilizar, se utilizará un tipo u otro de
dispensador de tapas. Puede verse que los dispensadores de tapas más tradicionales
son aquellos que dejaban caer la tapa directamente sobre el bote a cerrar mediante la
acción de la gravedad como se muestra el dispensador de tapas en la figura 1.4. En
estos, el tipo de tapa a utilizar son las tapas metálicas apilables circulares. La idea de
funcionamiento de éstos, al tratarse de tapas apilables, que son tapas con un pequeño
reborde, que serán más adelante encajadas por presión, es colocar éstas en el
acumulador de tapas, de manera que un sistema de actuadores neumáticos deja pasar
en cada instante necesario la tapa solicitada, cayendo esta encima del bote debido a
la acción de la gravedad. [1]
Figura 1.4 Dispensador de tapas
1.5 ALCANCES:

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 10
El alcance de esta tesis es diseñar el despachador de latas y de tapas de un sistema
que nos permita suministrarlas a una línea de producción de envasado implementando
un control proporcional.
Dentro del alcance de este trabajo no se encuentra la modificación del proceso de
llenado o la implementación de algún dispositivo ajeno a lo establecido dentro del
objetivo general.
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 11
CAPITULO II-FUNCIONAMIENTO
DE LA LINEA DE PRODUCCION
DE PRODUCTO DICAPA
El envasado de productos dicapa cuenta con una línea de envasado que opera de
manera semiautomática, siendo operada en su mayoría por el personal a cargo.

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 12
Como se ha mencionado en el capítulo anterior, ésta línea cuenta con 5 etapas como
se muestra en el Anexo 2, las cuales se desempeñan manualmente, a excepción de
la etapa de inyección del transparente y la de sellado de la tapa, el resto de las etapas
son de forma manual. A continuación se muestra en la figura 2.1 una distribución de
planta proporcionado por Sherwin William Automovite Texcoco.
Figura 2.1Distritubción planta de la línea de producto Transparente (Dicapa)
La línea de envasado de producto Dicapa cuenta con una maquina volumétrica, ésta
máquina es la encargada de llenar todas latas que son producidas en esta línea. La
máquina es controlada por medio de un Controlador Lógico Programable (PLC) de la
marca Allen Bradley® modelo Micrologix 1100, desgraciadamente por políticas dentro
de la empresa no contamos con más información sobre el PLC y de su programación.
2.1 SUMINISTRO DE ENVASE:

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 13
La siguiente operación se realiza de manera manual, el primero operador se encarga
de realizar el suministro de las latas. Los envases vienen en costales para su
transporte desde que el proveedor las proporciona a la empresa. La lata se colocara
de forma manual por encima de una banda transportadora, lo antes mencionado es
ejecutado por el primer operador, dicho operador abandona su puesto por un lapso de
7 minutos para acarrear 2 lotes de latas (Contiene cada lote 130 envases aprox.). En
esta etapa existen muchos tiempos muertos ya que de manera forzosa es necesario
parar todo el proceso por razones antes mencionadas, en la figura 2.2 se muestra el
envase.
Figura 2.2 envase del producto TAPODI
2.2 ETAPA DE LLENADO (FILLER):
Durante esta etapa las latas provenientes del transportador, los envases son sujetados
por un par de mordazas de plástico que llevan a cabo la función de mantener los
envases por debajo de la boquilla de las llenadoras, esto evita un derramamiento de
producto sobre la banda transportadora como se muestra en la figura 2.3.
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 14
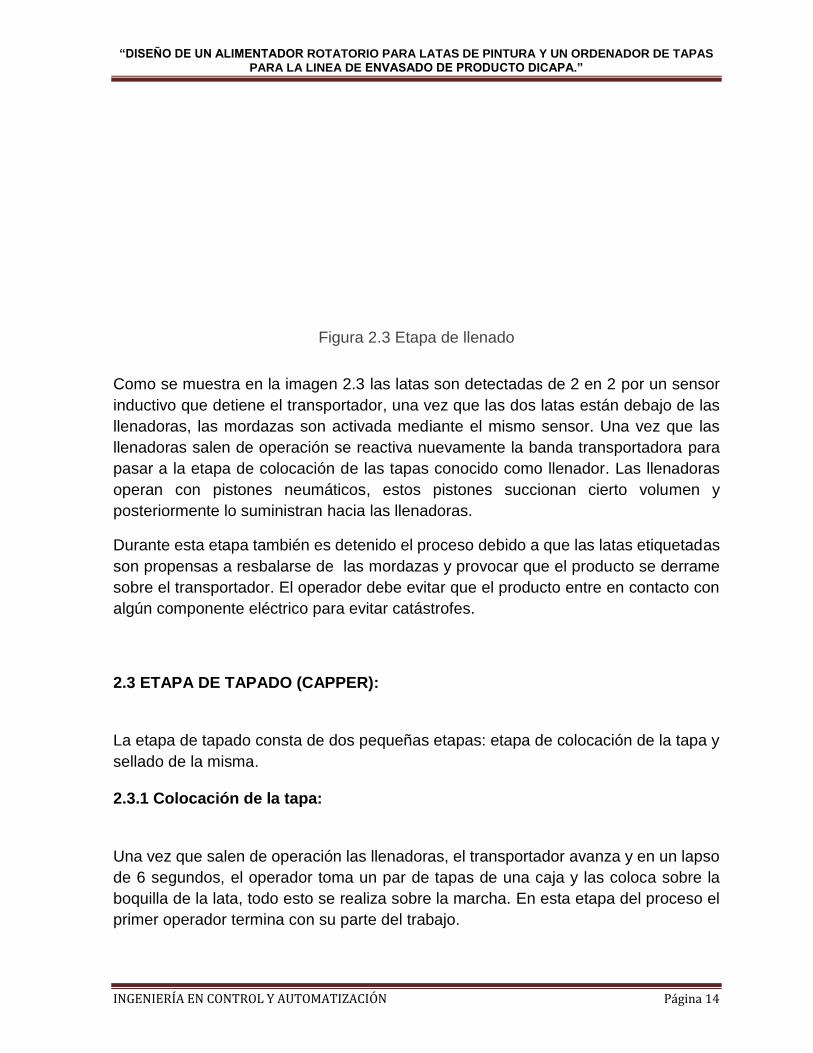
Figura 2.3 Etapa de llenado
Como se muestra en la imagen 2.3 las latas son detectadas de 2 en 2 por un sensor
inductivo que detiene el transportador, una vez que las dos latas están debajo de las
llenadoras, las mordazas son activada mediante el mismo sensor. Una vez que las
llenadoras salen de operación se reactiva nuevamente la banda transportadora para
pasar a la etapa de colocación de las tapas conocido como llenador. Las llenadoras
operan con pistones neumáticos, estos pistones succionan cierto volumen y
posteriormente lo suministran hacia las llenadoras.
Durante esta etapa también es detenido el proceso debido a que las latas etiquetadas
son propensas a resbalarse de las mordazas y provocar que el producto se derrame
sobre el transportador. El operador debe evitar que el producto entre en contacto con
algún componente eléctrico para evitar catástrofes.
2.3 ETAPA DE TAPADO (CAPPER):
La etapa de tapado consta de dos pequeñas etapas: etapa de colocación de la tapa y
sellado de la misma.
2.3.1 Colocación de la tapa:
Una vez que salen de operación las llenadoras, el transportador avanza y en un lapso
de 6 segundos, el operador toma un par de tapas de una caja y las coloca sobre la
boquilla de la lata, todo esto se realiza sobre la marcha. En esta etapa del proceso el
primer operador termina con su parte del trabajo.
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 15
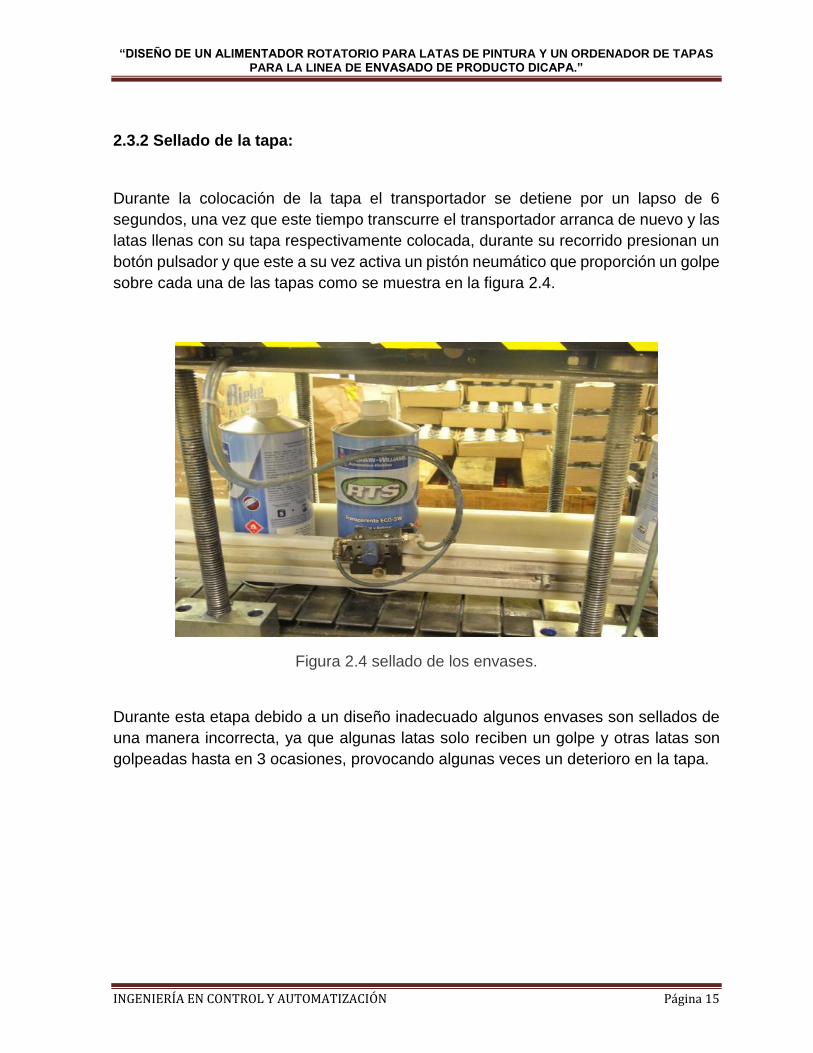
2.3.2 Sellado de la tapa:
Durante la colocación de la tapa el transportador se detiene por un lapso de 6
segundos, una vez que este tiempo transcurre el transportador arranca de nuevo y las
latas llenas con su tapa respectivamente colocada, durante su recorrido presionan un
botón pulsador y que este a su vez activa un pistón neumático que proporción un golpe
sobre cada una de las tapas como se muestra en la figura 2.4.
Figura 2.4 sellado de los envases.
Durante esta etapa debido a un diseño inadecuado algunos envases son sellados de
una manera incorrecta, ya que algunas latas solo reciben un golpe y otras latas son
golpeadas hasta en 3 ocasiones, provocando algunas veces un deterioro en la tapa.
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 16
CAPITULO III-DISEÑO DE UN
DESPACHADOR DE LATAS Y DE
UN ORDENADOR DE TAPAS
SEMIAUTOMÁTICOS
Para el diseño de un despachador de latas y de un ordenador de tapas fue necesario
identificar las necesidades de la línea de envasado de transparente acrílico poliuretano
dicapa (TAPODI).

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 17
3.1 NECESIDADES DEL PROCESO DE ENVASADO
Las necesidades de la línea de envasado se enlistaran a continuación (para tener una
información más detallada véase el Capítulo II):
1. El operador número 1 se encarga de suministrar los envases a la banda
transportadora, debido a falta de espacio en la banda transportadora solamente
se pueden colocar un máximo de 5 latas. Una vez que esas latas se agotan el
operador forzosamente necesita suministrar otros 5 envases.
2. Después de la etapa de llenado se encuentra la etapa de colocación de la tapa,
éste proceso se realiza de manera manual. El operador coloca las tapas de 2
en 2 ya que anteriormente, en la tapa de llenado solamente pueden estar 2 latas
durante ese proceso.
Una vez que se tuvieron bien definidas las necesidades del proceso, se prosiguió a
tomar en cuenta varios aspectos, los cuales son:
1. Identificación de la sustancia química peligros como se muestra en el Anexo 1
2. Implementar la NEMA 7, que se muestra en el Anexo 3
3. Dispensadores de latas existentes (características)
4. Ordenadores de tapas existentes (características)
En los puntos 3 y 4 son casos particulares, ya que se analizaron los diferentes tipos
de dispensadores de latas y ordenadores de tapas que existen para recabar
información y realizar una elección de toda ésta.
3.2 ÁREA DEL PROCESO
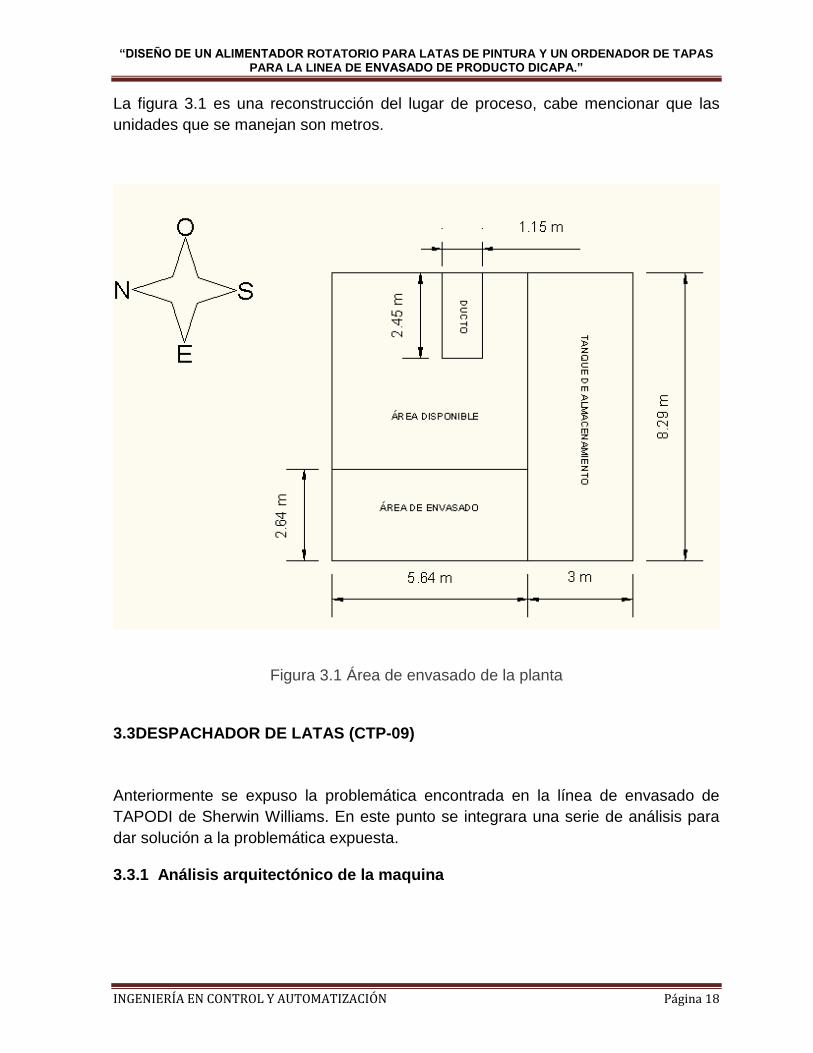
El área disponible con la que se cuenta actualmente en la planta es de 24.38 m2 como
se muestra en la figura 3.1.La figura 3.1 es una reconstrucción del lugar de proceso.
Se pueden apreciar 4 áreas: 1) Área disponible, 2) Área de envasado, 3) Área de
almacenamiento y 4) ducto de ventilación. Cabe mencionar que no se cuenta con un
plano arquitectónico del área de envasado de la planta, pero se realizó un
reconocimiento físico y un levantamiento de campo de acuerdo con el cronograma de
actividades que se realizó el 18 de octubre del 2012 como se muestra en el Anexo 4.
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 18
La figura 3.1 es una reconstrucción del lugar de proceso, cabe mencionar que las
unidades que se manejan son metros.
Figura 3.1 Área de envasado de la planta
3.3DESPACHADOR DE LATAS (CTP-09)
Anteriormente se expuso la problemática encontrada en la línea de envasado de
TAPODI de Sherwin Williams. En este punto se integrara una serie de análisis para
dar solución a la problemática expuesta.
3.3.1 Análisis arquitectónico de la maquina
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 19
Para conocer el funcionamiento de la maquina no solo es preciso conocer el
comportamiento coordinado de todos elementos que conforman esta línea de
envasado, sino también de los tiempos en los que se realizan estas operaciones, cabe
señalar que se necesitan envasar 6000 latas en un turno de 8 horas. Se realizó un
análisis arquitectónico de la máquina para conocer los elementos que integran esta
llenadora volumétrica y haciendo énfasis que solamente se realizó el análisis
arquitectónico, ya que dentro del alcance del proyecto solo abarca el solucionar la
problemática del área de envasado mas no modificar o mejorar las funciones de la
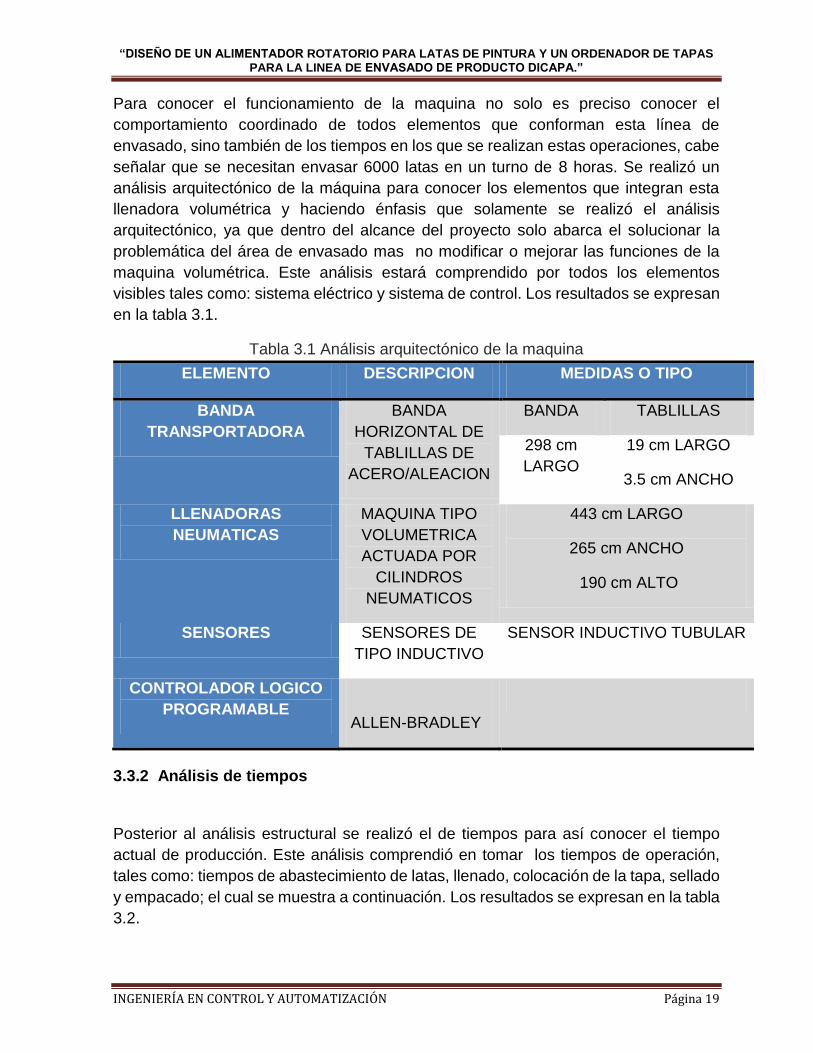
maquina volumétrica. Este análisis estará comprendido por todos los elementos
visibles tales como: sistema eléctrico y sistema de control. Los resultados se expresan
en la tabla 3.1.
Tabla 3.1 Análisis arquitectónico de la maquina
ELEMENTO DESCRIPCION MEDIDAS O TIPO
BANDA
TRANSPORTADORA
BANDA
HORIZONTAL DE
TABLILLAS DE
ACERO/ALEACION
BANDA TABLILLAS
298 cm
LARGO
19 cm LARGO
3.5 cm ANCHO
LLENADORAS
NEUMATICAS
MAQUINA TIPO
VOLUMETRICA
ACTUADA POR
CILINDROS
NEUMATICOS
443 cm LARGO
265 cm ANCHO
190 cm ALTO
SENSORES SENSORES DE
TIPO INDUCTIVO
SENSOR INDUCTIVO TUBULAR
CONTROLADOR LOGICO
PROGRAMABLE
ALLEN-BRADLEY
3.3.2 Análisis de tiempos
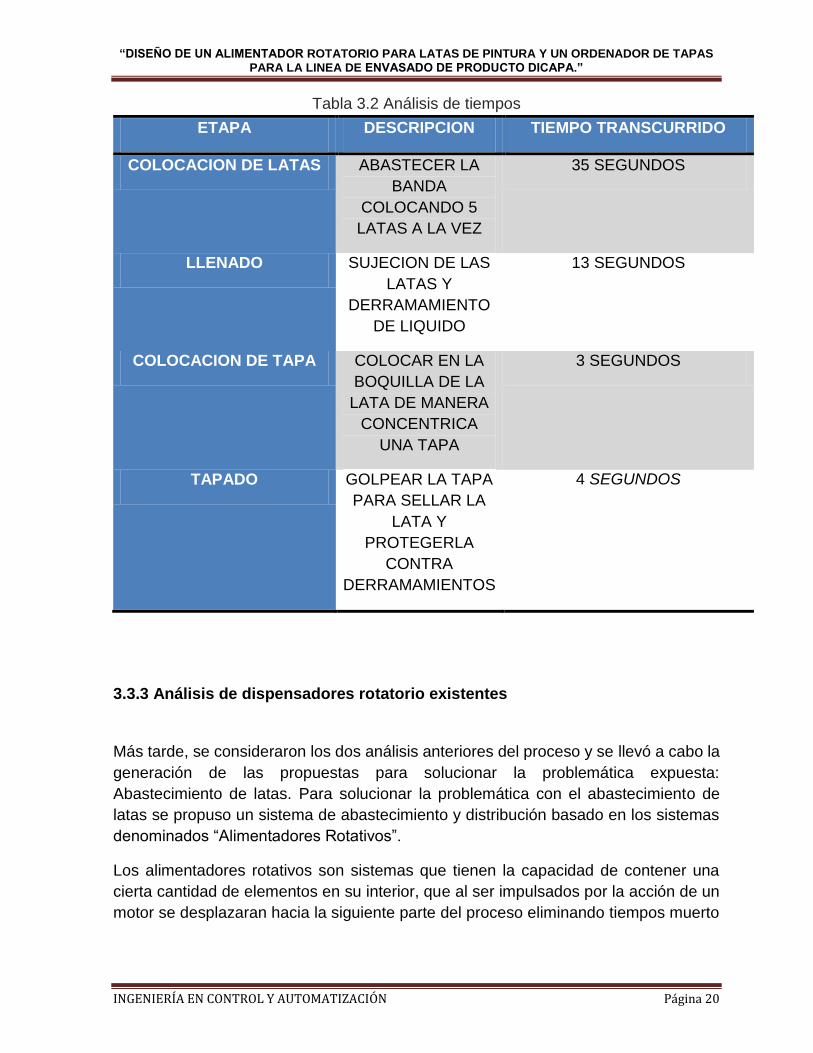
Posterior al análisis estructural se realizó el de tiempos para así conocer el tiempo
actual de producción. Este análisis comprendió en tomar los tiempos de operación,
tales como: tiempos de abastecimiento de latas, llenado, colocación de la tapa, sellado
y empacado; el cual se muestra a continuación. Los resultados se expresan en la tabla
3.2.
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 20
Tabla 3.2 Análisis de tiempos
ETAPA DESCRIPCION TIEMPO TRANSCURRIDO
COLOCACION DE LATAS ABASTECER LA
BANDA
COLOCANDO 5
LATAS A LA VEZ
35 SEGUNDOS
LLENADO SUJECION DE LAS
LATAS Y
DERRAMAMIENTO
DE LIQUIDO
13 SEGUNDOS
COLOCACION DE TAPA COLOCAR EN LA
BOQUILLA DE LA
LATA DE MANERA
CONCENTRICA
UNA TAPA
3 SEGUNDOS
TAPADO GOLPEAR LA TAPA
PARA SELLAR LA
LATA Y
PROTEGERLA
CONTRA
DERRAMAMIENTOS
4 SEGUNDOS
3.3.3 Análisis de dispensadores rotatorio existentes
Más tarde, se consideraron los dos análisis anteriores del proceso y se llevó a cabo la
generación de las propuestas para solucionar la problemática expuesta:
Abastecimiento de latas. Para solucionar la problemática con el abastecimiento de
latas se propuso un sistema de abastecimiento y distribución basado en los sistemas
denominados “Alimentadores Rotativos”.
Los alimentadores rotativos son sistemas que tienen la capacidad de contener una
cierta cantidad de elementos en su interior, que al ser impulsados por la acción de un
motor se desplazaran hacia la siguiente parte del proceso eliminando tiempos muerto
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 21
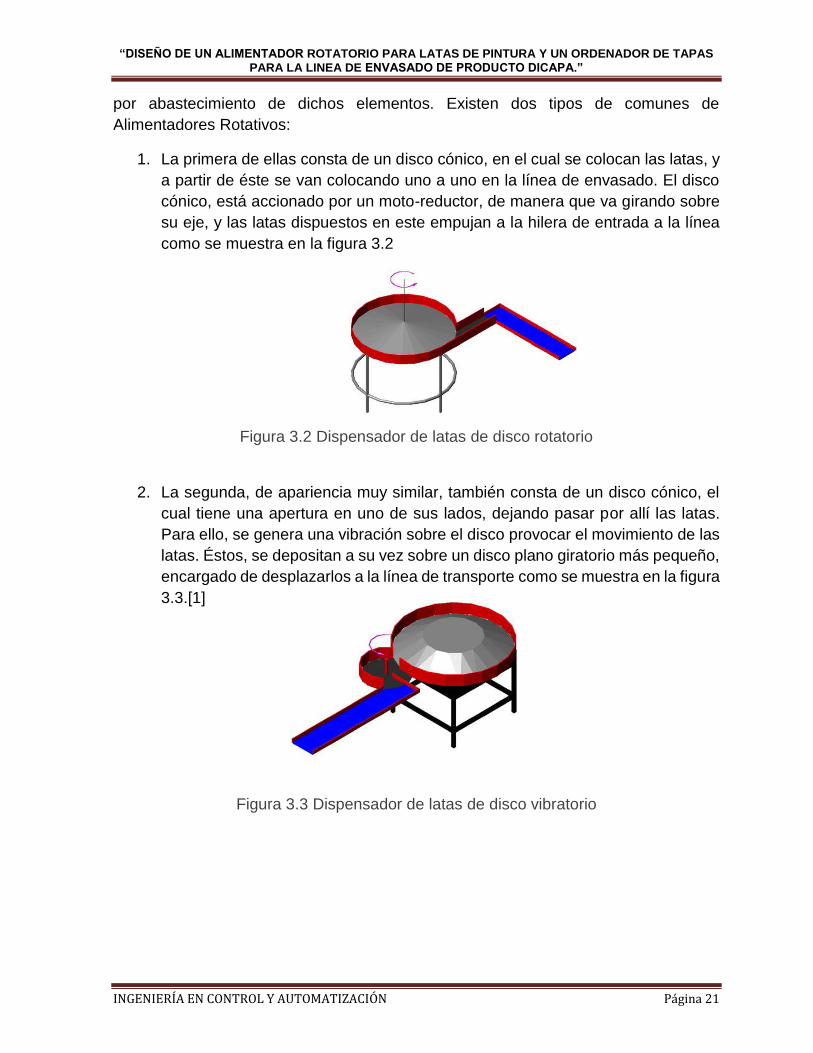
por abastecimiento de dichos elementos. Existen dos tipos de comunes de
Alimentadores Rotativos:
1. La primera de ellas consta de un disco cónico, en el cual se colocan las latas, y
a partir de éste se van colocando uno a uno en la línea de envasado. El disco
cónico, está accionado por un moto-reductor, de manera que va girando sobre
su eje, y las latas dispuestos en este empujan a la hilera de entrada a la línea
como se muestra en la figura 3.2
Figura 3.2 Dispensador de latas de disco rotatorio
2. La segunda, de apariencia muy similar, también consta de un disco cónico, el
cual tiene una apertura en uno de sus lados, dejando pasar por allí las latas.
Para ello, se genera una vibración sobre el disco provocar el movimiento de las
latas. Éstos, se depositan a su vez sobre un disco plano giratorio más pequeño,
encargado de desplazarlos a la línea de transporte como se muestra en la figura
3.3.[1]
Figura 3.3 Dispensador de latas de disco vibratorio

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 22
3.3.4 desventajas del uso de dispensador de latas de disco rotatorio y de disco
vibratorio
Para tener una idea más detallada de cuáles son las desventajas de los dispensadores
de latas de disco rotatorio se ilustrara a continuación para apreciar que es útil y que
no, destacando solo características. Los dos tipos de dispensadores que fueron
analizados solo ocupan las áreas marcadas con verde en las figuras 3.4 y 3.5.
Figura 3.4 Área útil en un dispensador de latas de disco rotatorio
Figura 3.5 Área útil en un dispensador de latas de disco vibratorio
Para resolver esta problemática es necesaria una superficie plana, debido a las
características físicas de los envases que se utilizan en la etapa de llenado de TAPODI,
por lo tanto no se considera que este tipo de dispensadores útil.
Se considera útil el principio de funcionamiento más no el diseño.

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 23
3.3.5 Propuesta para el despachador de latas (CTP-09)
Para la realización de esta propuesta se utilizó parte de los principios que se
mencionaron en el capítulo 3.3.4. Se mencionó anteriormente los requerimos que son
necesarios como; una superficie plana que pueda ser utilizada en su totalidad. Para la
parte de la salida de las latas se eligió el principio del dispensador de latas de disco
rotatorio. Para la parte de la charola se diseñó una de forma circular con una abertura
en uno de los extremos para que sirviera como guía para la salida de los envases
como se muestra en la figura 3.6.
Figura 3.6 Charola circular
Esta charola posee un orificio en el centro, éste permitirá que un eje impulsado por un
motor gire en posición vertical como se muestra en la figura3.7.
Figura 3.7 Motor en posición vertical
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 24
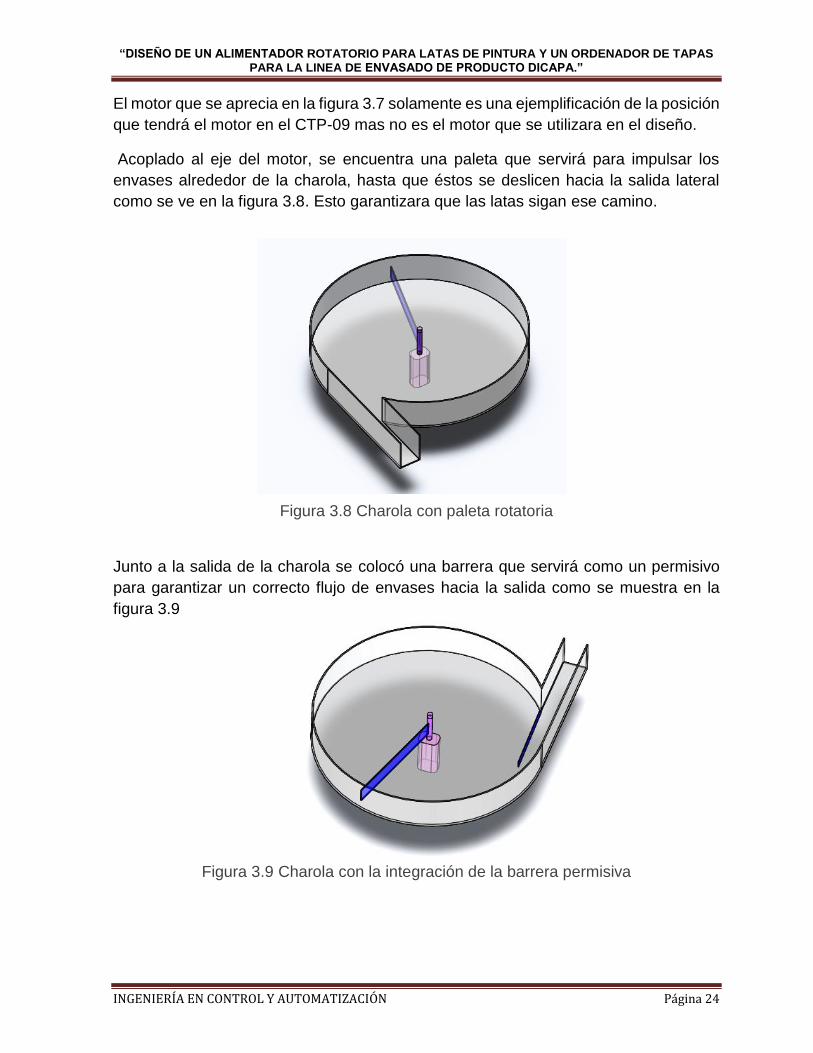
El motor que se aprecia en la figura 3.7 solamente es una ejemplificación de la posición
que tendrá el motor en el CTP-09 mas no es el motor que se utilizara en el diseño.
Acoplado al eje del motor, se encuentra una paleta que servirá para impulsar los
envases alrededor de la charola, hasta que éstos se deslicen hacia la salida lateral
como se ve en la figura 3.8. Esto garantizara que las latas sigan ese camino.
Figura 3.8 Charola con paleta rotatoria
Junto a la salida de la charola se colocó una barrera que servirá como un permisivo
para garantizar un correcto flujo de envases hacia la salida como se muestra en la
figura 3.9
Figura 3.9 Charola con la integración de la barrera permisiva

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 25
En un principio se propuso utilizar placa de acero inoxidable AISI 304, las
características del materia se encuentran en el anexo 5 de 0.3175 cm como material
para la fabricación de la charola, debido a su bajo costo a diferencia del aluminio,
posteriormente se realizó un análisis de material en SolidWorks© se determinó el masa
total de la charola con el material AISI 304 mostrado en la figura 3.10 y Aleación 1060
mostrado en la figura 3.11.
Figura 3.10 Charola hecha de AISI 304
Figura 3.11 Charola hecha de aleación 1060

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 26
De acuerdo a las fichas de propiedades físicas que se presentaron en las figuras
anteriores (3.10 y 3.11) se hizo una comparación en base a sus propiedades físicas,
considerando la masa como factor de importancia como se ve en la tabla 3.3
Tabla 3.3 Comparación de propiedades físicas entre materiales AISI 304 y Aleación
1060
Material
Masa
Superficie
AISI 304
95 kilogramos
3.77 metros cuadrados
Aleación 1060
32.1 kilogramos
3.77 metros cuadrados
La comparación anterior de la Tabla 3.3 permitió visualizar que al poseer un material
más resistente como el acero, se genera un aumento en el peso total de la charola.
Por otra parte, el aluminio a consideración por parte del equipo de trabajo y con base
a los fines del proyecto se optó por la selección de éste material debido a que es más
sustentable, dado que no se requiere de un material para resistir un esfuerzo sino un
material para contener sobre sí, latas.
3.3.5.1 Propuesta para la base de la charola del CTP-09 y su análisis de
esfuerzos
La banda transportadora principal se encuentra ubicada a 94.5 cm del suelo, esto es
en relación a la altura promedio de una persona mexicana (1.66 m). La charola tiene
una altura de 17.78 cm como se muestran en los anexos 6 y 7. La base para la charola
tiene una altura de 83 cm, esto para empatar con las medidas actuales de la llenadora.

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 27
Para la propuesta de la base de la charola se utilizó el material AISI 304 para los
soportes principales. En el anexo 8 se muestran las características del material.
Para saber si este material cumplía con lo requerido se realizó un análisis de esfuerzos
con la ayuda del software SimulationXpress. En la figura 3.12 se aprecia el resultado
final, para los soportes.
Figura 3.12 Análisis de esfuerzos y deformaciones en SolidWorks SimulationXpress
de BASE CHAROLA
3.3.5.2 Propuesta para selección de la paleta
Este elemento es una de las partes fundamentales para el correcto funcionamiento del
Alimentador Rotativo, esta parte impulsa las latas hacia la llenadora volumétrica. Para
la selección del material de este componente, se consideró utilizar Aleación 1060
teniendo en cuenta que es un material ligero, lo que también es viable para la selección
del motor.
El peso de la paleta es de 1.77 Kilogramos y prácticamente este es todo el peso que
va a cargar el motor, en la figura 3.13 se muestra la paleta; en el anexo 9 se muestran
sus características

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 28
Figura 3.13 Análisis de esfuerzos y deformaciones en SolidWorks SimulationXpress
de PALETA
3.3.5.3 Propuesta de banda transportadora auxiliar para alimentador rotatorio
Para la selección de la banda, se realizó una banda tipo rodillo. En la figura 3.14 se
observa el diseño de la banda, en la cual podemos observar el número de rodillos que
llevara (35 rodillos). Las características del soporte del rodillo y del rodillo se muestran
en los anexos 10 y 11.
Figura 3.14 Banda rodillo
La banda tiene una capacidad de tener hasta 65 latas aproximadamente. También es
necesario considerar el peso que tiene para verificar si la base puede cargar el peso
antes de ceder por el peso de la banda, en los anexos 6, 7, 8, 9, 10, 11,12 se
encuentran sus características. Los anexos mencionados brindan la oportunidad de
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 29
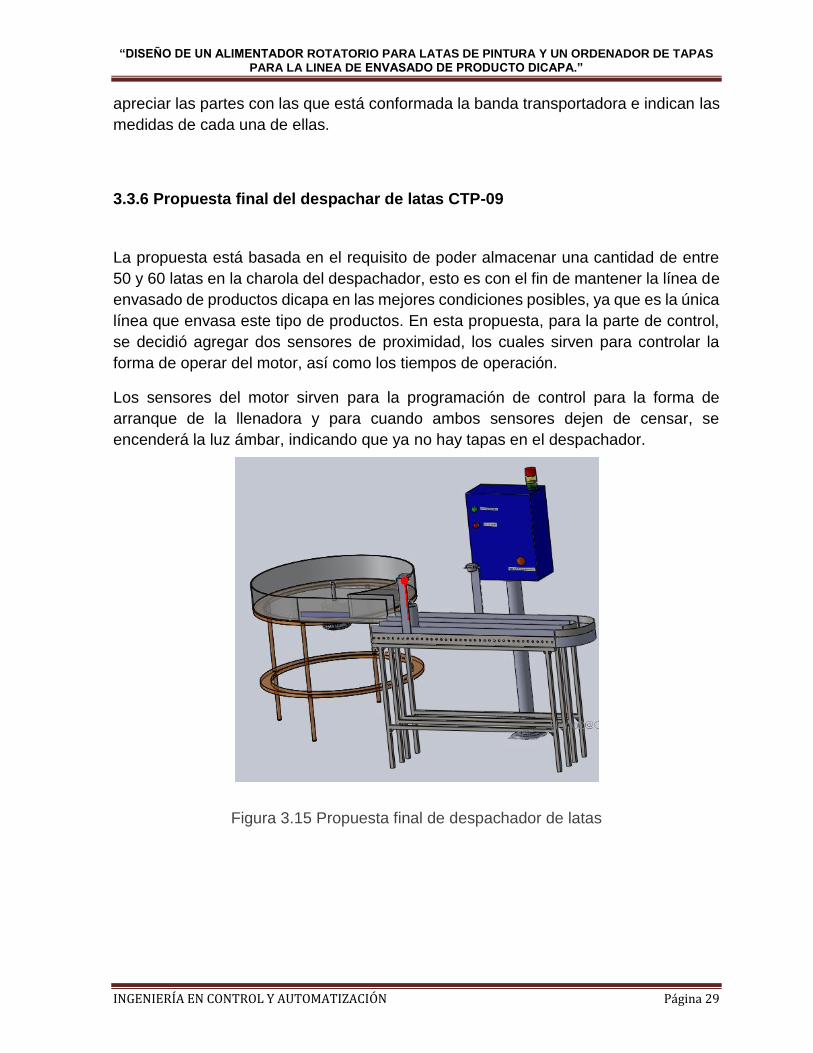
apreciar las partes con las que está conformada la banda transportadora e indican las
medidas de cada una de ellas.
3.3.6 Propuesta final del despachar de latas CTP-09
La propuesta está basada en el requisito de poder almacenar una cantidad de entre
50 y 60 latas en la charola del despachador, esto es con el fin de mantener la línea de
envasado de productos dicapa en las mejores condiciones posibles, ya que es la única
línea que envasa este tipo de productos. En esta propuesta, para la parte de control,
se decidió agregar dos sensores de proximidad, los cuales sirven para controlar la
forma de operar del motor, así como los tiempos de operación.
Los sensores del motor sirven para la programación de control para la forma de
arranque de la llenadora y para cuando ambos sensores dejen de censar, se
encenderá la luz ámbar, indicando que ya no hay tapas en el despachador.
Figura 3.15 Propuesta final de despachador de latas

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 30
3.3.6.1 Criterio de selección de los motores de CD
Para arrancar adecuadamente el despachador es necesario seleccionar el motor que
se va a utilizar como el motor de la figura 3.16, este motor puede ser modificado con
una caja reductora de velocidad, para reducir la velocidad de manera segura.
Figura 3.16 Motor de corriente directa
Este tipo de motores son uno de los tipos de motor más utilizados en la industria, ya
que se puede controlar fácilmente su posición, paro, velocidad, arranque; es por ellos
que para esta propuesta se mencionan los motores de corriente directa.
Ventajas del uso de cajas reductoras de velocidad:
Regulación de potencia y velocidad
Eficiencia en la transmisión de potencia suministrada por el motor
Menores costos de mantenimiento
Menor tiempo en instalación y montaje
Menores riesgos de seguridad
La selección del motor es un motor con una caja reductora con una relación de 29:1
alimentado a 12 Volts con características:
Velocidad: 175 RPM
Corriente sin carga: 300mA
Corriente máxima: 5.1 A
Par máximo: 8 Kg/cm2

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 31
En la figura 3.17 se muestran las dimensiones del motor y de la caja reductora según
datos del proveedor.
Figura 3.17 Dimensiones del motor y caja reductora
3.3.6.2 Criterio de selección de los motores de los sensores inductivos
Los sensores inductivos incorporan una bobina electromagnética, la cual es para
detectar la presencia de un objeto metálico. Este tipo de sensores ignora cualquier
material no metálico.
En la industria se utiliza para control de presencia o usencia de objetos metálicos. En
la figura 3.18 se muestra un sensor inductivo blindado y uno no blindado.
Figura 3.18 Sensores inductivos

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 32
Los sensores fueron colocados uno a la salida del despachador de latas y uno al final
de la banda tipo rodillo, su posicionamiento se debe a que se debe censar el paso
continuo de latas hacia la banda tipo rodillo y hacia la llenadora volumétrica.
Como no se cuenta con los datos exactos en la composición del metal de las latas se
seleccionó un sensor estándar, que fuera de bajo costo pero que cumpliera con los
requerimientos que se necesitan.
Para esta propuesta se seleccionó un sensor tipo cilindro modelo IM30-10BPS-ZC1 de
la marca SICK, a continuación se muestra la tabla 3.4
Tabla 3.4 Características del sensor IM30-10BPS-ZC1
TIPO DE SENSOR INDUCTIVO
CONFIGURACIÓN DE SALIDA PNP / NO
ALCANCE 0...10MM
TENSIÓN DE ALIMENTACIÓN 10...30VCD
CARCASA DE SENSOR M30
CONEXIÓN CONECTORES M12 4PIN
CLASE DE IMPERMEABILIDAD IP67
CORRIENTE DE TRABAJO MÁX. 400MA
TEMPERATURA DE TRABAJO -25...70°C
FRECUENCIA DE INTERRUPCIÓN MÁX. 200HZ
MATERIAL DE CARCASA LATÓN
COBERTURA DEL CUERPO NÍQUEL
En la figura 3.19 se pueden ver las dimensiones proporcionadas por el proveedor y la
vista del sensor físicamente. [2]

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 33
Figura 3.19 Dimensiones del sensor y vista del sensor físicamente
3.3.6.3 Criterio de selección del PLC
Se seleccionó un PLC Micrologix 1000 de Allen Bradley, ya que estos PLCs cuentan
con una manera cómoda de programas en escalera como se muestra en la figura 3.20
aparte que estos PLCs tienen salida de tensión de hasta 12 volts lo que facilita la
conexión de los sensores o motores en los puertos de las tarjetas de entrada.
Figura 3.20 Programación en escalera

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 34
La línea 000 funciona de la siguiente manera: El contacto I:0/0 se cierra y enclava el
I0O/1, de esta manera energiza el motor O:0/0, al igual que el motor es energizado el
contacto que se encuentra en paralelo con el I:0/0 el O:0/0 es enclavado. Mientras que
la línea 0001 funciona de manera similar pero este se energiza cuando la línea 0000
está sin energía.
Por otra parte se decidió utilizar este PLC ya que se cuenta con uno de la misma
familia, y esto facilita la configuración y programación. Otro criterio para la selección
de este PLC es que se cuenta con alguno en los laboratorios pesados de ESIME-
Zacatenco y facilita el acceso para la programación y documentación.
3.3.6.4 Diagrama de conexión para los sensores
En la figura 3.21 se muestra la conexión del sensor hacia el PLC, cabe mencionar que
se seleccionó un sensor de cuatro cables para tener la posibilidad de tenerlo en estado
NA y NC.
Figura 3.21 Conexión del sensor inductivo al PLC
3.3.6.5 Diagrama de conexión para el motor del despachador
Para este elemento de salida se decidió realizar un sistema de potencia previo, ya que
no se puede conectar directamente por que esto podría generar un daño en el PLC. En
la figura 3.22 se muestra el circuito de fuerza para el motor.

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 35
Figura 3.22 Sistema de potencia para motor de despachador.
A continuación en la figura 3.23 se muestra el diagrama de conexión de la salida del
PLC al motor. [3]
Figura 3.23 Esquema de conexión para un motor de CD al PLC
3.4 ORDENADOR DE TAPAS (ELE-09)
Una vez que se ha tenido la solución para el suministro de latas en el área de proceso
de TAPODI es ineludible omitir la segunda necesidad con la que cuenta la línea de
envasado. Para dar una solución se es necesario integrar una serie de análisis, de
igual manera que en el CTP-09.

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 36
3.4.1 Análisis arquitectónico de la maquina
En el punto anterior 3.3.1 se muestra una tabla que contiene las medidas de la maquina
volumétrica, en esta tabla se proporciona el área total de la banda transportadora. El
espacio disponible entre el área de llenado y el área de sellado es de 60 cm
aproximadamente, cabe mencionar que la medida no es exacta, dado que en la fecha
que se realizó el levantamiento y reconocimiento físico como se muestra en el anexo
4 para consultar fecha de la visita, la línea trabajo normalmente, a consecuencia de
eso fue imposible tomar las medidas sobre la marcha y por lo tanto se tomaron fuera
de la máquina, es decir las medidas fueron al aire. En la figura 3.24 se muestra el área
de llenado y una parte del espacio disponible con el que se cuenta en la máquina.
Figura 3.24 Área disponible entre la etapa de llenado y sellado

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 37
En la figura 3.25 cuenta con una vista muy restringida como resultado de que ninguna
fue tomada por el equipo de trabajo que desarrollo el proyecto de titulación.
Figura 3.25 área de sellado y una pequeña vista del espacio disponible
A continuación se muestra la imagen 3.26 señalando en un ovalo de color rojo una
estructura metálica, la cual obstruye la colocación del ELE-09 pero se tomó en cuenta
para el diseño del mismo.
Figura 3.26 Columna de metal

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 38
3.4.2 Análisis de tiempos del llenado y la colocación de tapa
Después de realizar el análisis de la estructura de la maquina continua el análisis de
tiempos, tomándose en cuenta que influyeron al momento de la programación del
sistema. Estos datos se muestran en la tabla 3.5
Tabla 3.5 Tiempos de las etapas
ETAPA TIEMPO TRANSCURRIDO
LLENADO (ANTES)
LLENADO (DESPUES)
13 SEGUNDOS
COLOCACION DE TAPA (ANTES)
COLOCACION DE TAPA (DESPUES)
3 SEGUDOS
3.4.3 Análisis de los alimentadores existentes
Para la elaboración del ordenador de tapas ELE-09 se realizó un análisis de los
alimentadores de tapas existentes, cabe mencionar que solo se me analizaron los más
ocupados en la industria. A continuación se mencionan:
3.4.3.1 Alimentadores Vibratorios (VibratoryFeeders):
Existen 3 tipos de alimentadores vibratorios de cascada (Cascade), través de la pared
(Thru-wall) y fuera de pista (OutsideTrack), estos alimentadores se muestran en la
figura 3.27. [4]
Figura 3.27 Alimentadores Vibratorios

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 39
Estos tipos de alimentadores se manejan a velocidades altas por lo que las tapas,
baterías, alimentos o el objeto que se deseé transportar deberá de tener ciertas
medidas para que pueda operar el alimentador respectivamente. Los alimentadores
funcionan por medio de vibración, que esto a su vez provoca que los objetos avancen
en un espiral que contiene la parte de la charola, en las figuras 3.28 y 3.29 se ilustran
algunos ejemplos de alimentadores. [5]
Figura 3.28 Espiral de la charola
Figura 3.29 Espiral de fuera de pista

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 40
3.4.3.2 Alimentadores Rotatorios (Rotary Feeders)
Estos alimentadores rotatorios tienen un funcionamiento de un disco rotatorio y un
cilindro. Este tiene a diferencia de los alimentadores vibratorios que su velocidad se
pueda aumentar o disminuir a voluntad y esto depende del objeto con el que se esté
trabajando, en la figura 3.30 se muestran los ejemplos de alimentadores rotativos.
Figura 3.30 Alimentadores Rotatorios
El disco con el cual funciona se ilustra en la figura 3.31, esta imagen muestra la
posición que asume el disco que tiene una forma de sombrilla y el cilindro se encuentra
en la parte lateral de la charola. El disco y el cilindro están casi unidos, es decir que la
separación con la que se cuenta es pequeña para así evitar que los objetos que
contiene no caigan dentro del alimentador. [6]
Figura 3.31 Estructura del alimentador rotatorio

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 41
3.4.3.3 Equipos de Elevación (ElevatingEquipment)
Estos equipos son grandes, ya que como dice el nombre son equipos de elevación, su
funcionamiento es totalmente distinto a los otros 2 tipos de alimentadores que se vieron
en el punto 3.4.3.1 y 3.4.3.2 hasta el momento, estos equipos funcionan prácticamente
como un elevador puesto que llevan los objetos hasta cierta altura y de allí los
suministran hasta donde se deseé, la figura 3.32 nos muestra los equipos de elevación.
[7]
Figura 3.32 Equipos de elevación
El funcionamiento de estos equipos es el siguiente: cuentan con una banda
transportadora que se encuentra inclinada, la cual lleva los objetos hasta una especie
de resbaladilla, las tapas se encuentran en una charola en la parte inferior del equipo
como se muestra en las figuras 3.33 y 3.34
Figura 3.33 Elemento de la figura de color rojo es el elemento de proximidad

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 42
Figura 3.34 Cinta transportadora
3.4.4 Desventajas y Ventajas de los ordenadores
Las desventajas con las que cuentan los alimentadores no involucran su desempeño
sino la estructura de éstas, debido a la forma de la tapa con la que se cuenta, en el
anexo 14 se muéstrala estructura de la tapa.
1. De acuerdo con artículos videos e imágenes vistas durante la etapa de diseño
de alimentadores de tapas fue de gran importancia el alimentador vibratorio.
Este fue el primer diseño que se trabajó, pero de acuerdo a las siguientes
anomalías detectadas durante el mismo se llegó a la conclusión de que este
tipo de alimentador no era el adecuado para este proceso. El alimentador
vibratorio trabaja exclusivamente para tapas en forma de medio cilindro “de
refresco” por decirlo de cierta manera. En el instante en que las tapas vibran se
encimarían una por encima de la otra esto por el cuerpo de la tapa utilizada lo
que ocasionaría un desplome o mal acomodo de la tapa. Finalmente que al
ocasionar un mal acomodo de la tapa esta originara una obstrucción hacia las
que vienen sobre el alimentador, por consiguiente se procedería a parar el
sistema y acomodar las tapas y poner en marcha de nuevo el sistema.
2. Los alimentadores rotatorios tienen la ventaja de que el funcionamiento puede
ser flexibles debido a la estructura puesto que se pueden agregar elementos.
La forma de la tapa sugiere que la charola sea de manera redonda pero que su
transportación contenga un medio que agregue un movimiento para evitar que
las tapas se superpongan entre sí.

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 43
3. Los equipos de elevación son grandes y estorbosos ya que se pretende
minimizar el mayor espacio posible sin que intervenga con su funcionamiento.
Estos equipos brindan una ventaja: solo se necesita un motor para transportar
las tapas. Una desventaja es que la cinta inclinada necesita un ángulo de
inclinación demasiado grande como consecuencia de la forma de la tapa y al
momento de ordenarla necesitara de una trayectoria mayor de la cinta, como
consecuencia daría un suministro lento.
El equipo de trabajo llego a la conclusión de realizar un diseño similar a los
alimentadores rotativos pero con mejoras en el diseño, ya que tendrá la capacidad de
ordenar tapas no solo como la que se muestra en el anexo 13 sino que también cuenta
con la capacidad de manejar diversas tapas con las que cuenta la línea de envasado
de Productos Químicos y Pinturas S.A. de C.V.
3.4.5 Propuesta del ordenador de tapas ELE-09
Para realizar el diseño de este ordenador de tapas se tomaron en cuenta las
necesidades de la línea de envasado de producto TAPODI, tales son:
1. El espacio con el que se cuenta en el área de envasado de la planta.
2. La forma de la tapa de la propuesta del ELE-09 como se muestra en el anexo
13.
3. Distancia entre las etapas de llenado y sellado.
4. Tiempo que se lleva en cada etapa para el suministro de la tapa.
3.4.5.1 Propuesta de la base del ELE-09
Cabe mencionar que este diseño fue basado en los alimentadores rotatorios debido a
las ventajas que ofrece este tipo de máquinas.
La base del ordenador fue diseñada de 60 cm de largo por 30 cm de alto, cuenta con
un grosor de 10 mm como se muestra en el anexo 14. La base tiene 3 tubos que están
soldados a la base, para que estos pudieran sostener en sus extremos baleros
mecánicos, estos brindan un rodamiento sin fin a unos engranes que tiene acoplados.
En la figura 3.35 se aprecia el diseño de la base con los elementos que cuenta la
misma.

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 44
Figura 3.35 Base del ELE-09
Esta base cuenta con una tapa en la parte de abajo que se encarga de sellar la caja
de la base. Como se ve en el anexo 14 solamente tiene 3 tubos que tienen la capacidad
de dar soporte a los engranes, ya que estos sostienen una base de caucho y una placa.
La base de la charola tiene en la parte de arriba una segunda etapa, pero esta cuenta
con un orificio de 50.6 cm en la parte de en medio como se muestra en el anexo 15,
esta tapa necesito 16 orificios de los cuales se atornilla y se sujeta a la base como se
muestra en la figura 3.36.
Figura 3.36 Segunda tapa de la base
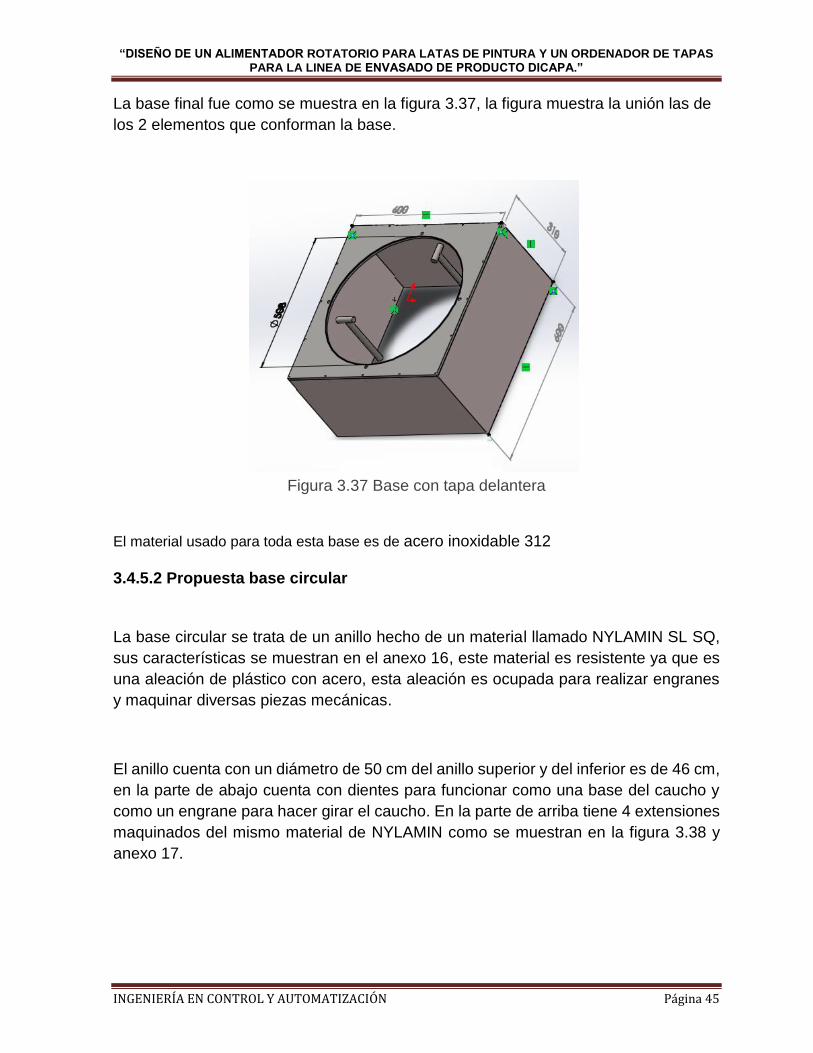
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 45
La base final fue como se muestra en la figura 3.37, la figura muestra la unión las de
los 2 elementos que conforman la base.
Figura 3.37 Base con tapa delantera
El material usado para toda esta base es de acero inoxidable 312
3.4.5.2 Propuesta base circular
La base circular se trata de un anillo hecho de un material llamado NYLAMIN SL SQ,
sus características se muestran en el anexo 16, este material es resistente ya que es
una aleación de plástico con acero, esta aleación es ocupada para realizar engranes
y maquinar diversas piezas mecánicas.
El anillo cuenta con un diámetro de 50 cm del anillo superior y del inferior es de 46 cm,
en la parte de abajo cuenta con dientes para funcionar como una base del caucho y
como un engrane para hacer girar el caucho. En la parte de arriba tiene 4 extensiones
maquinados del mismo material de NYLAMIN como se muestran en la figura 3.38 y
anexo 17.

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 46
Figura 3.38 Caucho
El anillo se la primera parte con la que posee la base circular, ya que tiene caucho en
forma de cilindro con una altura de 30 cm como se muestra en la figura 3.39.
Figura 3.39 Base circular con dientes maquinados

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 47
Esta base gira continuamente, puesto que es el encargado de hacer llevar las tapas
hacia una resbaladilla. Estas dos partes se acoplan para funcionar como uno solo
como se muestra en la figura 3.40
Figura 3.40 Base circular con caucho acoplado
3.4.5.3 Propuesta de carcasa de base circular
La carcasa es le encargada de proteger al caucho para evitar que este sufra cortes en
un futuro, también funciona como un límite para el caucho porque evita que este oscile
demasiado y salga de los parámetros que se desean como se muestra en el anexo
18.La carcasa es un cilindro formado de lámina, tiene un grosor de 3 mm y una altura
de 30 cm. Esta carcasa tiene un diámetro de 50.8 cm como se muestra en la figura
3.41.
Figura 3.41 Carcasa de base circular

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 48
Como se aprecia en la figura 3.41 se pueden ver los elementos que se describieron
anteriormente, pero también contiene unos soporte que están soldados a la carcasa,
éstos tienen un largo de 0.34 cm y un ancho de 1.25 cm pero cuentan un orificio de 1
cm de diámetro en cada uno.
Para sostener la carcasa se tienen 4 tubos que evitan el oscilamiento de la carcasa
debido al funcionamiento del motor, estos tubos tienen una cuerda de 3 cm de longitud
como se aprecia en el anexo 19, esta cuerda se realizó con una tarraja como se
muestra en la figura 3.42.
Figura 3.42 Soporte de la base con cuerda
Esta carcasa tiene una doble función, aparte de sostener el caucho para evitar
oscilaciones no deseadas también fungirá como un soporte para un espiral, el cual
sirve como un riel, para que las tapas sigan el camino marcado y de allí sean
transportadas hacia una resbaladilla donde se ubicaron para la etapa de la colocación
de la tapa durante el proceso de envasado. El espiral tiene un radio de 22 cm con un
alto de 8 cm y un grosor de 2.5mm como se muestra en el anexo 20,también cuenta
con un paso de rosca de 3 cm, con revoluciones de 1.05 y un ángulo inicial de 310°
como se muestra en la figura 3.43.
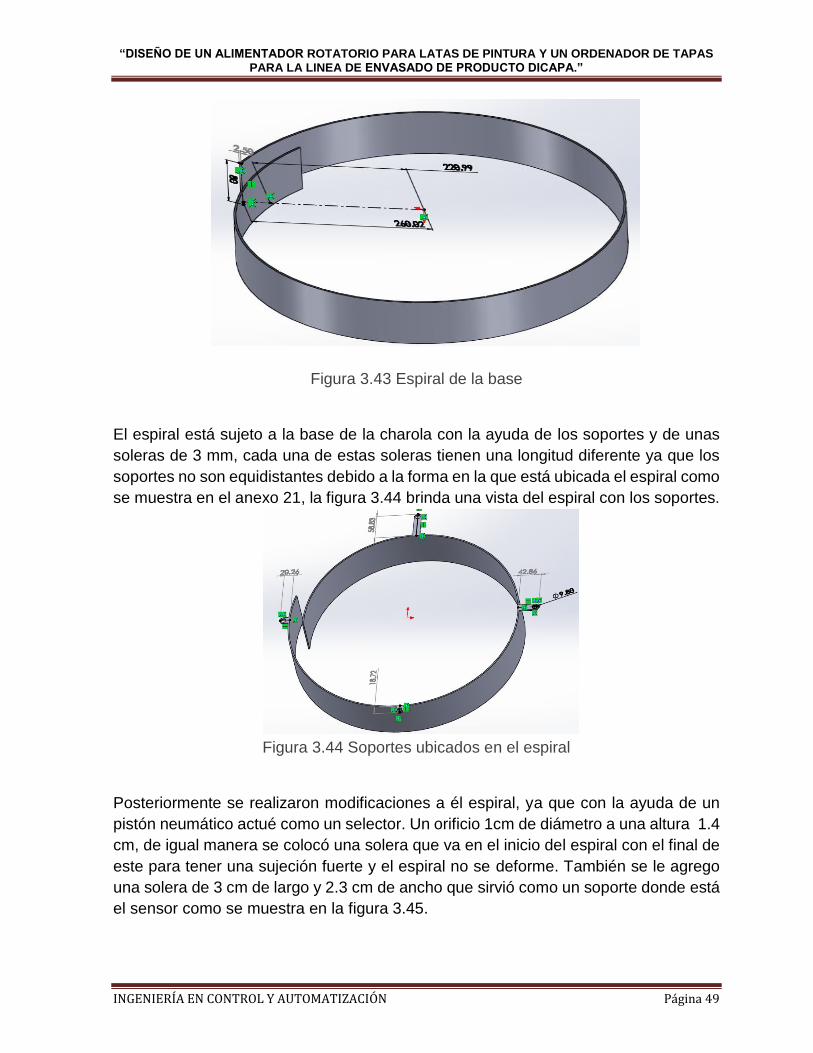
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 49
Figura 3.43 Espiral de la base
El espiral está sujeto a la base de la charola con la ayuda de los soportes y de unas
soleras de 3 mm, cada una de estas soleras tienen una longitud diferente ya que los
soportes no son equidistantes debido a la forma en la que está ubicada el espiral como
se muestra en el anexo 21, la figura 3.44 brinda una vista del espiral con los soportes.
Figura 3.44 Soportes ubicados en el espiral
Posteriormente se realizaron modificaciones a él espiral, ya que con la ayuda de un
pistón neumático actué como un selector. Un orificio 1cm de diámetro a una altura 1.4
cm, de igual manera se colocó una solera que va en el inicio del espiral con el final de
este para tener una sujeción fuerte y el espiral no se deforme. También se le agrego
una solera de 3 cm de largo y 2.3 cm de ancho que sirvió como un soporte donde está
el sensor como se muestra en la figura 3.45.

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 50
Figura 3.45 Orificio del pistón y soleta de soporte
Subsiguientemente se añadió a él espiral 2 soleras paralelas para así asegurar que
las tapas siguieran un determinado camino para su transportación hasta el envase de
pintura. Se realizó una mordaza que sostendrá a la tapa en el recorrido hasta la banda
transportadora, esta mordaza tiene una longitud de 2.7 cm y una altura de 1.1 cm como
se muestra en la figura 3.46.
Figura 3.46 Medidas de las dimensiones de la mordaza de la tapa
Posteriormente se prolongó la baja hasta 40 cm y se realzo al final de esta
prolongación un semicírculo para forzar a la tapa a quedar de la forma que se desea,
el semicírculo tiene un ángulo de inclinación de 135 grados como se muestra en la

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 51
figura 3.47. Como final se realizó una caja de 3 cm de largo por 2.7 cm de alto para
que la tapa descanse hasta el momento de su colocación en el envase.
Figura 3.47 Semicírculo y caja de descanso de la tapa
3.4.5.4 Propuesta base sombrero
En esta etapa de diseño fue de suma importancia tomar en cuenta la posición en la
que se colocara el rotor con sombreo ya que este debe de cumplir con ciertas
características como es el ángulo de inclinación en la que está el sombrero, con el
objetivo de garantizar que las tapas sean direccionadas hacia el rotor de caucho.
Para el diseño de esta parte del ordenador de tapas se eligió una base cuadrada de
25 cm de cada lado por una altura de 25 cm para que sostuviese esta al motor, esto
con el objetivo de que sea estable el motor como se muestra en el anexo 21 y este
pudiese entrar con facilidad dentro del rotor de caucho, así como también no tener
fricción o contacto con el giro del caucho.
Ahora, a esta pieza se le hizo un corte de 15 grados con respecto a la horizontal para
que en el instante en el cual el motor se le acoplara, este quedara de una forma
inclinada para concretar así un objetivo del ordenador, el cual es que el rotor de
sombrero pudiese elevar las tapas en cierta posición sobre su giro como se ve en la
figura 3.48.

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 52
Figura 3.48 Base del sombrero con ángulo de inclinación de 15° grados
Sabiendo que el motor está depositado en el interior de esta base, se pensó en la
manera en que estará sujetado dentro de la misma. Se realizó una modificación en la
parte inferior de la base para inmovilizar al motor dentro de ella, a través de tornillos
los cuales lo sujetan como se muestra en la figura 3.49
Figura 3.49 Modificación para la sujeción del motor dentro de la base
Después de esto se enfocó hacia la parte del ajuste de la base en la cual se recurrió a
hacer un orificio en cada extremo de ella, esto con el fin de utilizar soleras que se

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 53
ajustaron con la base a través de tornillos de 1 cm de diámetro. Finalmente la figura
3.50 muestra la base concretada.
Figura 3.50 Base de rotor de sombrero
3.4.5.4.1 Descripción del eje que une el motor y el sombrero de caucho.
En esta parte del diseño se tomaron en cuenta dos aspectos importantes para el buen
funcionamiento del rotor de sombrero; primeramente el tamaño del orificio del
sombrero de caucho ya que una parte del eje esta acoplado a este mismo y la otra
parte esta acoplada hacia el motor, el otro semblante importante es la distancia entre
el motor y el rotor de sombrero, puesto que esta distancia no puede ser extensa debido
a dos aspectos:
La distancia no puede ser tan grande debido a que esta causaría una
inestabilidad indeseada dentro del sistema ya que habría un mayor esfuerzo del
motor y del eje al ejercer el giro sobre el sombrero de caucho
Igualmente la distancia debe de ser mínima debido al reducido espacio con el
que se cuenta para acoplar el rotor de sombrero dentro del rotor de caucho, si
no se cumple con el espacio determinado existiría una fricción entre el rotor

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 54
circular y rotor de sombrero lo que desgastaría a las dos partes del sistema o
simplemente no se podrían acoplar.
Las dimensiones del eje consisten en 2 cm de diámetro con un largo de 8 cm como se
muestra en el anexo 23 y la figura 3.51.
Figura 3.51 Eje de motor de sombrero
3.4.5.4.2 Descripción de sombrero de caucho.
Como anteriormente se menciono era necesaria la construcción y el uso de un rotor
en forma de sombrero ya que este nos ayuda a orientar la tapa en una cierta dirección
y posición requerida para la colocación de la misma por encima del envase. Para este
diseño nos basamos en un ordenador de disco rotatorio así como en su principio de
funcionamiento que consiste en el giro de un sombrero en forma inclinada que ayude
a la tapa a elevarse hasta una sección la cual está en contacto con la base circular de
caucho haciendo que la tapa se situé por encima del rotor circular y este a su vez
traslade a la tapa hasta su colocación como se muestra en el capítulo 3.4.4.
Las dimensiones del rotor de sombrero son una base con un diámetro de 43.9 cm una
altura de 5 cm de altura, este tiene una extrusión en la parte superior de 77 grados con
respecto a la vertical y una extrusión en la parte inferior de 3 cm para la colocación del
eje que va junto con la del motor como se muestra en la siguiente figura 3.52 y el anexo
24.
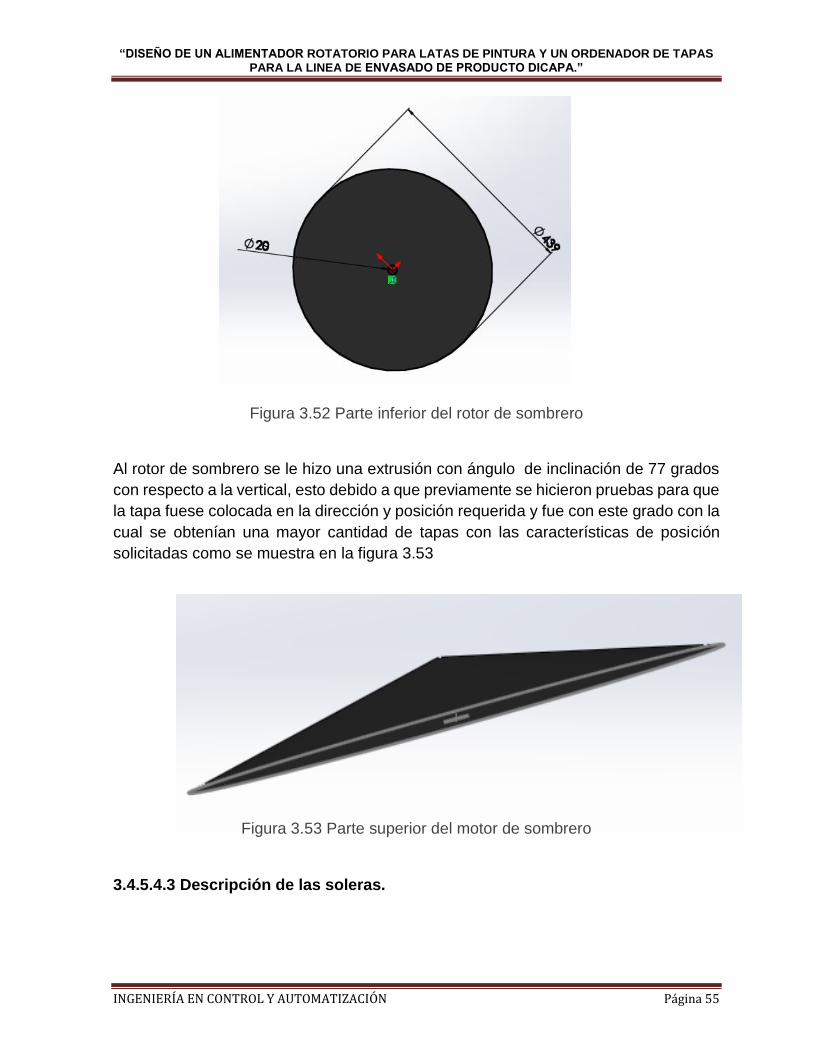
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 55
Figura 3.52 Parte inferior del rotor de sombrero
Al rotor de sombrero se le hizo una extrusión con ángulo de inclinación de 77 grados
con respecto a la vertical, esto debido a que previamente se hicieron pruebas para que
la tapa fuese colocada en la dirección y posición requerida y fue con este grado con la
cual se obtenían una mayor cantidad de tapas con las características de posición
solicitadas como se muestra en la figura 3.53
Figura 3.53 Parte superior del motor de sombrero
3.4.5.4.3 Descripción de las soleras.

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 56
Durante el periodo en el cual se estaba llevando a cabo el diseño de la base del motor
se pensó que esta llegaría hasta la parte inferior de la base, pero esto sería de gran
inconveniente debido a las siguientes características:
El motor necesitaría de ventilación o estar expuesto en un lugar en donde no se
concentre el calor debido a su funcionamiento.
Debido al gasto innecesario de material así como de recursos económicos.
Una vez establecida la base del motor se llegó a la parte del sostén de esta pieza;
como resultado de esto se propuso diseñar cuatro soleras metálicas (como se muestra
en la figura 3.54, una en cada extremo de la base las cuales la mantendrán sujeta,
esto mediante cuatro tornillos, uno en cada extremo de la base como se muestra la
siguiente figura 3.55.
Figura 3.54 Solera

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 57
Figura 3.55 Base sostenida con soleras
Las medidas de la solera en forma de V son de 32 cm de alto con una V de 2 cm x 2
cm como se muestra en el anexo 25. Estas soleras aparte de sujetar la base del motor
nos permiten colocar la parte alta del rotor de sombrero a la altura del rotor de círculo,
esto con el fin de que la tapa una vez acomodada y direccionada por el rotor de
sombrero pase al rotor de círculo sin perder esta orientación.
3.4.6 Propuesta final del ELE-09
En el ordenador de tapas se logró terminar con todos los materiales que son requeridos
para el funcionamiento del ELE-09, en la figura 3.56 se muestra el diseño final del
ordenador, cada una del partes que se diseñaron anteriormente fueron ensambladas
para que el este diseño funcionara correctamente.
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 58
Figura 3.56 Diseño final del ELE-09
3.4.6.1 Motor para el rotor de sombrero
Para el rotor de sombrero se seleccionó el motor TS-48E520 de la marca TSINY ya
que este posee las siguientes características:
Uso: Barco, automóvil, bicicleta eléctrica, ventilador, aparato electrodoméstico,
entre otros.
Tipo: Motor de engranaje
Velocidad (RPM): 5 - 6.5
Voltaje: 12 volts
Numero de modelo: TS-48E520

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 59
Para elegir este motor como primer punto es el uso al cual está sometido, ya que como
se menciona, este se le da uso para ventiladores y este motor está familiarizado con
un movimiento similar al que se requirió.
El segundo punto importante es que tiene una velocidad de 5 a 6.5 RPM y esta es la
velocidad necesaria para elevar las tapas hasta la parte superior y el ordenador no se
sobrecargue de tapas.
Tercer punto es el voltaje que hizo funcionar eficientemente al motor ya que son
necesarios 12 volts y la salida de nuestro PLC nos entregó este mismo voltaje para su
operación.
El cuarto punto es la fuerza que soporta el motor ya que este cuenta con una tolerancia
de 5kg/cm y el peso por encima de este motor es de 4 Kg.
Uno de los puntos más importantes de este motor son las dimensiones de su tamaño
mostradas en la figura 3.57 ya que estas son las adecuadas para que este motor fuera
instalado dentro de su módulo.
Figura 3.57 Dimensiones del motor de rotor de sombrero
Y finalmente el punto más importante de este motor y lo que llevo a su elección fue su
costo ya que este tiene un costo de $156.00 M/N con los gastos de envió incluidos vía
FEDEX en un tiempo entrega de 3 días hábiles. En la figura 3.58 se muestra la imagen
del motor que se utilizó.

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 60
Figura 3.58 Motor elegido para rotor de sombrero
3.4.6 2 Motor para el rotor circular
Para el rotor circular se seleccionó el motor TS-32Z370de la marca TSINY ya que este
posee las siguientes características:
Uso: Barco, automóvil, bicicleta eléctrica, ventilador, aparato electrodoméstico
Tipo: Motor de engranaje
Velocidad (RPM): 9 - 12
Voltaje: 6 volts
Numero de modelo: TS-32Z370
Para elegir éste motor como primer punto es el uso al cual está sometido, ya que como
se menciona, este se le da uso para ventiladores y este motor está familiarizado con
un movimiento similar al que se requirió. El segundo punto importante es que tiene una
velocidad de 9 a 12 RPM y esta es la velocidad necesaria para se coloquen las tapas
que son elevadas por el rotor de sombrero por encima del rotor circular y estas se
trasladen hacia la parte en donde se suministran las mismas. El tercer punto es el
voltaje que hizo funcionar eficientemente al motor ya que son necesarios 6 volts y la
salida de nuestro PLC nos entregó este mismo voltaje para su operación. . El cuarto

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 61
punto es la fuerza que soporto el motor ya que este cuenta con una tolerancia de 4.5
Kg.cm y el peso por encima de este motor es de 4 Kg. Uno de los puntos más
importantes de este motor son las dimensiones de su tamaño mostradas en la figura
3.59 ya que estas son las adecuadas para que este motor fuera instalado dentro de la
base del ordenador.
Figura 3.59 Dimensiones del motor de rotor circular
Y finalmente el punto más importante de este motor y lo que llevo también a su elección
fue su costo ya que este tiene un costo de $208.00 M/N con los gastos de envió
incluidos vía FEDEX en un tiempo de entrega de 3 a 8 días hábiles. En la figura 3.60
se muestra la imagen del motor que se va a utilizar.
Figura 3.60 Motor elegido para el rotor circular

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 62
3.4.6.3 Elección de elementos dentro del sistema neumático.
Dentro de la estructura de un sistema de control neumático se encuentran los
siguientes componentes los cuales son:
La red de distribución de aire
Unidad de mantenimiento
Unidad de control
Actuadores Neumáticos
Para elegir finalmente el componente de nuestro sistema, a lo que se refiere con la
red de distribución de aire, se eligió un mini compresor como se muestra en la figura
3.61. Debido a que posee las siguientes características [8].
Su alimentación es a través de un contacto de 127 VCA lo que es una fuente
estándar en nuestro país y esto nos ayuda a mantener el proceso con un trabajo
continuo
Este brinda una presión de aire de 50 psi con una entrega de aire de 70 L/min
Las medidas del Compresor son (cm): 21x14x19 (largo, ancho y alto) lo que es
de gran ayuda ya que no hizo robusto el sistema
Este es ligero y silencioso
Fácil manejo y almacenaje
Tiene un cuerpo de aluminio de alta resistencia
Finalmente el costo del compresor es de $1250.00 M/N y esto es accesible ya
que no es necesario para nuestro sistema manejar grandes cantidades de aire
Figura 3.61 Mini compresor

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 63
Después llega la unidad de mantenimiento en la cual existe una gran rama de
productos, sin embargo, el elemento LFR-1/4-D-MINI-Aes el adecuado para nuestro
sistema por lo siguiente:
Presión máxima de trabajo 145 psi o 10 kg/cm²(bar),
temperatura para ambiente y fluido 5-60° C
El rango de regulación de 7-123 psi
Conexión de 1/4” o 0.635 cm
El precio es de $1082.00 M/N y esto es considerable ya que existen unidades
de mantenimiento que son 200% más costosos que la elegida constando de
propiedades similares
En la figura 3.62. Se muestra la unidad de mantenimiento [9].
Figura 3.62 Unidad de mantenimiento
Después de esto se procedió a la elección de las válvulas solenoides las cuales son
las siguientes:

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 64
Válvula 1
La primera válvula solenoide es la Festo MFH-2-M5, esta fue quien proporciono aire
por fuera del ordenador de tapas y es la encargada de regresar las tapas al rotor de
sombrero cuando estas no están acomodadas de la manera solicitada [10]. Las
características de la válvula 1 uno son las siguientes:
Su función es 2/2 (2 vías, 2 posiciones)
Su accionamiento eléctrico a través de una alimentación de 12 VCD y también
mecánico a través de un pulsador.
Soporta de 40 hasta 120 L/min
Se encuentra en posición cerrada y al activarse permite el paso del aire
Cuando deja de accionarse eléctricamente esta regresa a su posición inicial por
un retorno mecánico tipo muelle
Trabaja a temperaturas que van desde los -15 hasta los 60°C
Trabaja con una presión de 0 – 8 bar
La figura 3.63 muestra un esquema de la válvula 1 físicamente y la figura 3.64 muestra
un esquema que explica la función interna de la válvula.
Figura 3.63 Válvula 1 física
Figura 3.64 Función interna de la válvula 1

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 65
Válvula 2
Ahora la segunda válvula solenoide es la Festo MFH-5-1/4, esta es quien proporciona
el aire para hacer salir el embolo de un cilindro, este a su vez detiene las latas para
que caiga una tapa por encima de ellas en la posición deseada [11].Las características
de la válvula 2 uno son las siguientes:
Su función es 5/2 (5 vías, 2 posiciones)
Su accionamiento eléctrico a través de una alimentación de 12 VCD y también
mecánico a través de un pulsador.
Soporta de hasta 7500 L/min
Se encuentra en posición cerrada y al activarse permite el paso del aire
Cuando deja de accionarse eléctricamente esta regresa a su posición inicial por
un retorno mecánico tipo muelle y permite la salida del aire
Trabaja a temperaturas que van desde los -10 hasta los 60°C
Trabaja con una presión de 2 – 8 bar
La figura 3.65 muestra un esquema de la válvula 2 físicamente y la figura 3.66 muestra
un esquema que explica la función interna de la válvula.
Figura 3.65 Válvula 2 física
Figura 3.66 Función interna de la válvula 2
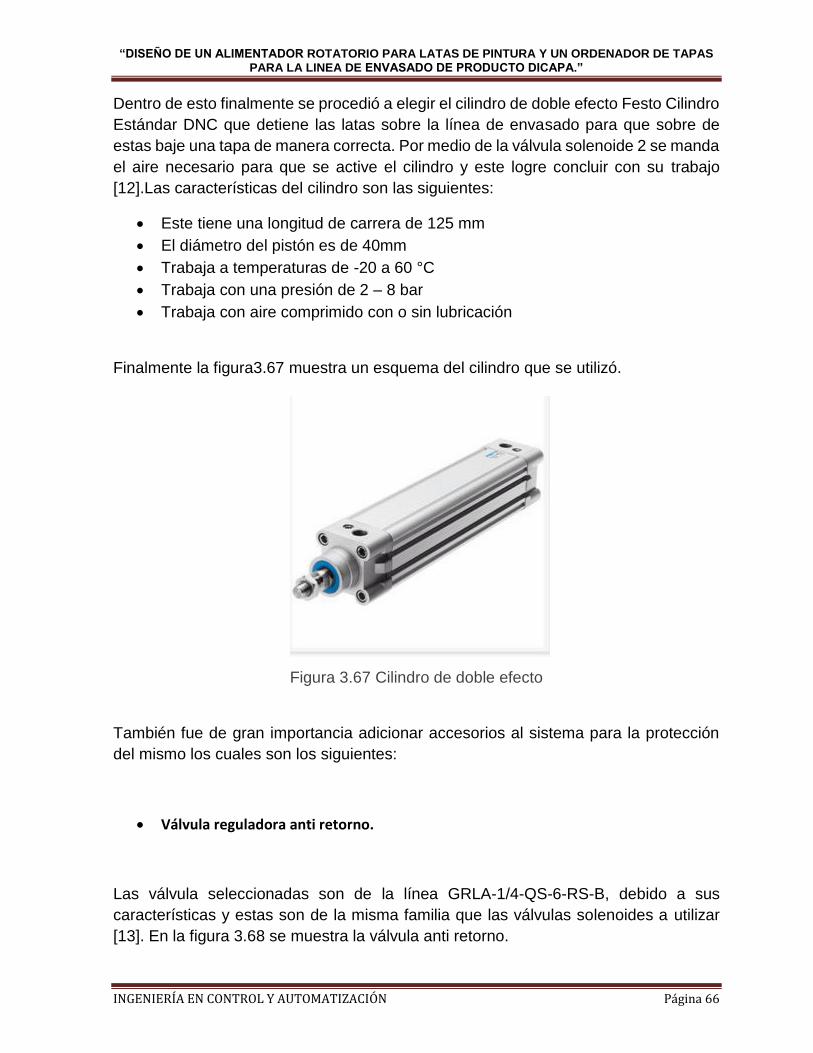
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 66
Dentro de esto finalmente se procedió a elegir el cilindro de doble efecto Festo Cilindro
Estándar DNC que detiene las latas sobre la línea de envasado para que sobre de
estas baje una tapa de manera correcta. Por medio de la válvula solenoide 2 se manda
el aire necesario para que se active el cilindro y este logre concluir con su trabajo
[12].Las características del cilindro son las siguientes:
Este tiene una longitud de carrera de 125 mm
El diámetro del pistón es de 40mm
Trabaja a temperaturas de -20 a 60 °C
Trabaja con una presión de 2 – 8 bar
Trabaja con aire comprimido con o sin lubricación
Finalmente la figura3.67 muestra un esquema del cilindro que se utilizó.
Figura 3.67 Cilindro de doble efecto
También fue de gran importancia adicionar accesorios al sistema para la protección
del mismo los cuales son los siguientes:
Válvula reguladora anti retorno.
Las válvula seleccionadas son de la línea GRLA-1/4-QS-6-RS-B, debido a sus
características y estas son de la misma familia que las válvulas solenoides a utilizar
[13]. En la figura 3.68 se muestra la válvula anti retorno.

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 67
Figura 3.68 Válvula anti retorno
El uso de una válvula de escape rápido fue necesaria en la parte del cilindro debido a
que esta válvula permite elevar la velocidad de los émbolos de cilindros y con ella se
ahorran largos tiempos de retorno, especialmente si se trata de cilindros de simple
efecto [14]. La figura 3.69 Muestra la válvula de escape rápido.
Figura 3.69 Válvula de escape rápido
La figura 3.70 muestra el esquema de la conexión del sistema neumático en donde
están incorporadas todas las partes mencionadas anteriormente.

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 68
Figura 3.70 Esquema del Sistema neumático

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 69
CAPITULO IV-SIMULACION

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 70
4.1 COMUNICACIÓN DE LA PC CON EL PLC
Para la parte de la simulación del proyecto es necesario realizar una comunicación de
la PC con el PLC a utilizar. A continuación se mencionan una serie de pasos para
realizar la configuración antes mencionada.
1. En el primer punto es configuro la IP y la máscara, se seleccionó en la parte del
panel de control y en la opción de conexiones se agregó la IP 168.192.1.33. Y
la máscara 255.255.255.0, en la figura 4.1 se muestra la captura de pantalla de
la configuración de la IP y la MAC
Figura 4.1 Dirección IP
2.- Después se recurrió a RS links Classic y se configuro la comunicación, es
decir, el cable a utilizares Ethernet. Una vez seleccionado el cable fue necesario
el programar a BOOT SERVER, una vez dentro aparece una ventana (network
settings), como parte final se agrega la máscara como se muestra en la figura
4.2

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 71
Figura 4.2 Configuración del BOOT SERVER
4.-Despues surge una nueva ventana (New Entry) en la cual se añade la MAC
del PLC (000F7300D982) y se ingresa tal como viene en el PLC respetando las
mayúsculas y minúsculas como se muestra en la figura 4.3
Figura 4.3 Configuración de la MAC
5.- Una vez ingresados los valores emerge una pantalla con la configuración del PLC
y la computadora para comprobar que la configuración de la comunicación se llevó a
cabo correctamente como se muestra en la figura 4.4

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 72
Figura 4.4 Configuración exitosa del PLC
4.3 SIMULACION DEL CTP-09
La figura 4.5 se muestra la programación que se realizó, a continuación se narra
línea por línea el funcionamiento de la misma.
Figura 4.5 Programación en escalera
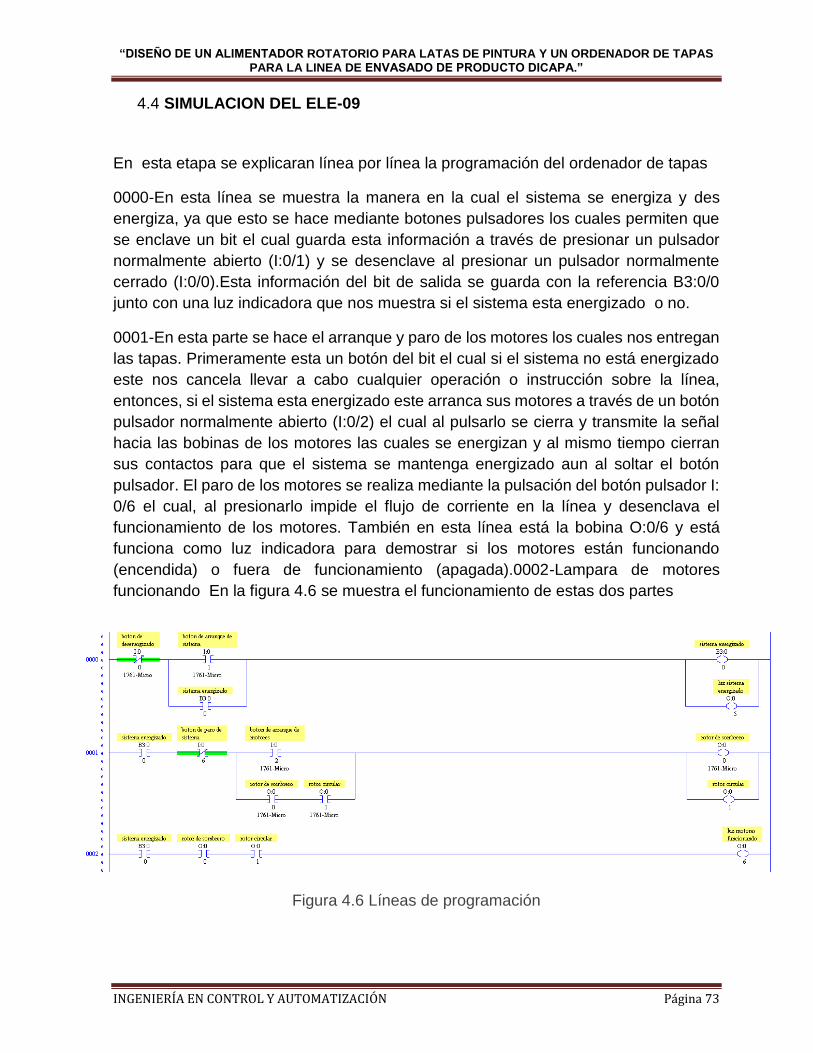
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 73
4.4 SIMULACION DEL ELE-09
En esta etapa se explicaran línea por línea la programación del ordenador de tapas
0000-En esta línea se muestra la manera en la cual el sistema se energiza y des
energiza, ya que esto se hace mediante botones pulsadores los cuales permiten que
se enclave un bit el cual guarda esta información a través de presionar un pulsador
normalmente abierto (I:0/1) y se desenclave al presionar un pulsador normalmente
cerrado (I:0/0).Esta información del bit de salida se guarda con la referencia B3:0/0
junto con una luz indicadora que nos muestra si el sistema esta energizado o no.
0001-En esta parte se hace el arranque y paro de los motores los cuales nos entregan
las tapas. Primeramente esta un botón del bit el cual si el sistema no está energizado
este nos cancela llevar a cabo cualquier operación o instrucción sobre la línea,
entonces, si el sistema esta energizado este arranca sus motores a través de un botón
pulsador normalmente abierto (I:0/2) el cual al pulsarlo se cierra y transmite la señal
hacia las bobinas de los motores las cuales se energizan y al mismo tiempo cierran
sus contactos para que el sistema se mantenga energizado aun al soltar el botón
pulsador. El paro de los motores se realiza mediante la pulsación del botón pulsador I:
0/6 el cual, al presionarlo impide el flujo de corriente en la línea y desenclava el
funcionamiento de los motores. También en esta línea está la bobina O:0/6 y está
funciona como luz indicadora para demostrar si los motores están funcionando
(encendida) o fuera de funcionamiento (apagada).0002-Lampara de motores
funcionando En la figura 4.6 se muestra el funcionamiento de estas dos partes
Figura 4.6 Líneas de programación

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 74
0003-Accionamiento para que funcione aire que nos devolverá tapa mal acomodada.
0004-Accionamiento del cilindro que detendrá la lata en lugar adecuado. 0005-Tiempo
que tardara en activar accionamiento para que el cilindro regrese a posición inicial
Figura 4.7 Programación del TON
0006-Accionamiento para que cilindro regrese a posición inicial y permita de nuevo el
transcurso sobre la línea a la lata. 0007-Tiempo que tardara en caer la tapa encima de
la lata0008-Accionamiento que lanzara aire para que caiga tapa hacia la lata
Figura 4.8 Accionamiento del pistón
0009-Accionamiento que hace reset para que temporizador T4:0 reinicie. 0010-Luces
de motores fuera de funcionamiento.
Figura 4.9 Reinicio del TON

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 75
Cabe mencionar que cada uno de los diseños y así como los análisis de fuerzas que
fueron realizados en este proyecto, fue necesario el uso de un programa llamado
SolidWorks 2013, éste es un programa de diseño asistido por computadora para
modelado mecánico. También tiene la capacidad de realizar estudio de movimiento,
así el análisis de esfuerzos mecánicos de cada una de las partes de un mecanismo de
manera independiente.
Para mayor información sobre el funcionamiento y/o cualquier duda ver el Manual
SolidWorks 2013 Dassault Systems. [15].
A continuación se muestra la siguiente tabla con el listado de I/O del sistema:
Tabla 4.1 Listado de I/O del sistema
LISTADO DE SEÑALES
SEÑALES DISCRETAS SEÑALES ANALOGICAS
ENTRADA SALIDA ENTRADA SALIDA
10 4 0 0
En el manual del PLC Micrologix 1000 se exhiben las características del mismo dentro
de las cuales resaltan puntos de entrada y salida digital de 10, 16 o 32. Lo cual nos
permitió concluir que el plc en viable para utilizarlo en este proyecto. (Para más
información consulte el manual del Micrologix 1000. [16]
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 76
CAPITULO V-ANÁLISIS DE
COSTOS Y FACTIBILIDAD
DELPROYECTO
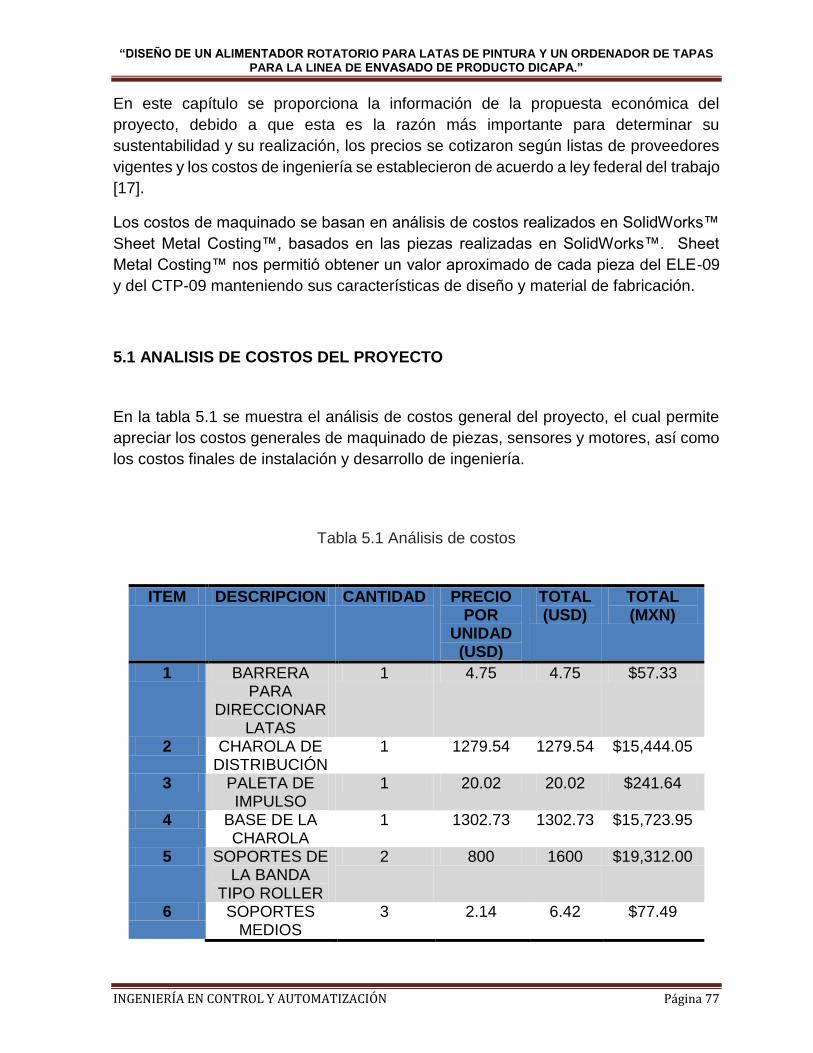
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 77
En este capítulo se proporciona la información de la propuesta económica del
proyecto, debido a que esta es la razón más importante para determinar su
sustentabilidad y su realización, los precios se cotizaron según listas de proveedores
vigentes y los costos de ingeniería se establecieron de acuerdo a ley federal del trabajo
[17].
Los costos de maquinado se basan en análisis de costos realizados en SolidWorks™
Sheet Metal Costing™, basados en las piezas realizadas en SolidWorks™. Sheet
Metal Costing™ nos permitió obtener un valor aproximado de cada pieza del ELE-09
y del CTP-09 manteniendo sus características de diseño y material de fabricación.
5.1 ANALISIS DE COSTOS DEL PROYECTO
En la tabla 5.1 se muestra el análisis de costos general del proyecto, el cual permite
apreciar los costos generales de maquinado de piezas, sensores y motores, así como
los costos finales de instalación y desarrollo de ingeniería.
Tabla 5.1 Análisis de costos
ITEM DESCRIPCION CANTIDAD PRECIO POR
UNIDAD (USD)
TOTAL (USD)
TOTAL (MXN)
1 BARRERA PARA
DIRECCIONAR LATAS
1 4.75 4.75 $57.33
2 CHAROLA DE DISTRIBUCIÓN
1 1279.54 1279.54 $15,444.05
3 PALETA DE IMPULSO
1 20.02 20.02 $241.64
4 BASE DE LA CHAROLA
1 1302.73 1302.73 $15,723.95
5 SOPORTES DE LA BANDA
TIPO ROLLER
2 800 1600 $19,312.00
6 SOPORTES MEDIOS
3 2.14 6.42 $77.49

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 78
7 PLACAS PARA SOPORTE DE
RODILLOS
2 230.46 460.92 $5,563.30
8 CODO A 90° 1 74.9 74.9 $904.04
9 BASE PARA EL MOTOR
1 51.82 51.82 $625.47
10 RODILLOS 78 3.21 250.38 $3,022.09
11 MOTOR 1 33.14 33.14 $400.00
12 SENSORES INDUCTIVOS
3 99.42 298.26 $3,600.00
13 CIRCUITO DE POTENCIA
1 4.14 4.14 $49.97
14 BASE ENGRANE
1 257 257 $3,101.99
15 BASE ORDENADOR
1 304.55 304.55 $3,675.92
16 BASE MOTOR 1 1012.12 1012.12 $12,216.29
17 ENGRANE CORTO
3 251.12 753.36 $9,093.06
18 BASE CIRCULAR
CON DIENTES MAQ.
1 225.76 225.76 $2,724.92
19 PLACA/TAPA 1 301.2 301.2 $3,635.48
20 ROTOR PRINCIPAL
1 250.74 250.74 $3,026.43
21 SOLERO 4 24.71 98.84 $1,193.00
22 TAPA BASE 1 267.23 267.23 $3,225.47
23 TUBO DE SOPORTE
1 10.82 10.82 $130.60
24 MOTOR CHAROLA
1 12.92 12.92 $155.94
25 MOTOR SOMBRERO
1 17.23 17.23 $207.97
26 SENSOR PROXIMIDAD
2 20.71 41.42 $499.94
27 UNIDAD DE MTTO.
1 N/A N/A $1,082.00
28 ELECTRO VÁLVULA
1 N/A N/A $1,025.00
29 ELECTRO VÁLVULA
1 N/A N/A $1,800.00
30 MANGUERA 1 N/A N/A $150.00
31 CILINDRO 1 N/A N/A $1,888.00

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 79
32 COMPRESOR 1 N/A N/A $1,250.00
32 SUBTOTAL PIEZAS
$115,103.33
33 SERVICIO DE INGENIERIA Y DESARROLLO
3 $9,600.00
34 SERVICIO DE INSTALACION, SUPERVISION
Y MANO DE OBRA
2 $5,480.00
35 SUBTOTAL INSTALACION Y SERVICIOS
$130,183.33
36 MISCELANEOS DE CABLEADO
N/A N/A 5% $6,509.17
TOTAL $136,692.50
En la tabla 5.2 se permiten observar la propuesta de los costos del desarrollo de la
ingeniería.
Tabla 5.2 Servicio de ingeniería y desarrollo
HORAS-HOMBRE DEL DESARROLLO DE INGENIERIA
1 INGENIERO
80 HORAS
3 INGENIEROS
240HORAS
SUELDO POR
HORA
SUELDO DE 240 H-H
$40.00 $9,600.00
El sueldo de cada ingeniero fue calculado de acuerdo a el salario mínimo que ofrece
la empresa SINDE (Sistemas Industriales Expertos) S.A. DE C.V. a los ingenieros
recién egresados del Instituto Politécnico Nacional.
En la tabla 5.3 se permiten observar los costos del personal para supervisar la
instalación del ELE-09 y del CTP-09.

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 80
Tabla 5.3 Supervisión de instalación
HORAS-HOMBRE DEL PERSONAL
PERSONAL LABORAL
GANANCIA POR HORA
GANANCIA POR DIA
GANANCIA TOTAL 10
DIAS INGENIERO $40.00 $320.00 $3,200.00
TECNICO $28.50 $228.00 $2,280.00
TOTAL $68.50 $548.00 $5,480.00
En las figuras 5.1.y 5.2 se muestra una comparación realizada con base a los
resultados obtenidos y a las cotizaciones de proveedores.
Figura 5.1 Costo despachador
$66,385.00
$32,492.44 $33,892.56
$0.00
$10,000.00
$20,000.00
$30,000.00
$40,000.00
$50,000.00
$60,000.00
$70,000.00
COSTO EN ELMERCADO
COSTOPROPUESTA
AHORRO
COSTOS DESPACHADOR
COSTO EN EL MERCADO
COSTO PROPUESTA
AHORRO

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 81
Figura 5.2 Costo ordenador
$72,420.00
$42,887.15
$29,532.85
$0.00
$10,000.00
$20,000.00
$30,000.00
$40,000.00
$50,000.00
$60,000.00
$70,000.00
$80,000.00
COSTO EN ELMERCADO
COSTOPROPUESTA
AHORRO
COSTOS ORDENADOR
COSTO EN EL MERCADO
COSTO PROPUESTA
AHORRO

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 82
CONCLUSIONES
El objetivo del proyecto se logró cumplir un 80% debido a falta de recursos en los
equipos de cómputo, dado que no fue posible simular el ELE-09, aun así, la parte de
evaluación de resultados se llevó a cabo satisfactoriamente proponiendo el análisis de
costos adecuado para la realización de este.
El funcionamiento del ELE-09 teóricamente es fiable, ya que tiene la capacidad de
trabajar con un máximo de 120 tapas, de las cuales el 100% de ellas estarán
ordenadas en la posición que se requiere. El funcionamiento del ordenador es similar
a los que están en el mercado pero con la diferencia de que es rentable dado que
existe un ahorro en cuanto a la instalación y gastos de envío. En cuanto a el CTP-09
se puede concluir que es rentable a un 100%, puesto que se realizaron todas las
pruebas necesarias, su funcionamiento es ejemplar, ya que funciona con un máximo
de 50 latas.
Finalmente concluimos que la suma del costo real de los equipos en el mercado menos
el costo total de ambas propuestas dio un aproximado de ahorro de $63,425.41 pesos.

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 83
REFERENCIAS:
[1]..................http://upcommons.upc.edu/pfc/bitstream/2099.1/2961/1/54316-1.pdf
[2]..................http://www.tme.eu/es/katalog/?art=IM30-10BPS-ZC1
[3]...................http://200.69.222.121/eta/mont/download/Sensores_inductivos.pdf
[4]...................http://www.syntronpartsfeeders.com/Vibratory-Feeders/index.html
[5]...................http://www.auting.com/eng/vibratory-feeders.htm
[6]..................http://www.syntronpartsfeeders.com/Rotary-Feeders/index.html
[7]...................http://www.syntronpartsfeeders.com/Elevator-Conveyors/index.html
[8]...................http://articulo.mercadolibre.com.mx/MLM-422158444-mini-compresor-para-
aerografo-pistola-pintar-12hp-facil-uso-_JM
[9]...................http://articulo.mercadolibre.com.mx/MLM-421505138-unidad-de-
mantenimiento-de-aire-instrutek-de-14-ac-2000-02-_JM
[10]..................http://www.kiowa.co.uk/products/MFH-2-M5-Festo-Solenoid-
valve/P00025356/413
[11]..................http://www.kiowa.co.uk/products/MFH-5-14-Festo-Solenoid-
valve/P00025579/410
[12]..................http://www.kiowa.co.uk/products/DNC-40-125-PPV-A-Festo-Standard-
cylinder/P00037511/98
[13]..................http://www.kiowa.co.uk/products/GRLA-14-QS-6-RS-B-Festo-One-way-flow-
control-valve/P00037245/455
[14]..................http://www.kiowa.co.uk/products/SEU-14-Festo-Rapid-exhaust-
valve/P00016718/440
[15]..................http://files.solidworks.com/Supportfiles/Whats_new/2013/Spanish/whatsnew.p
df
[16]................... http://ab.rockwellautomation.com/es/programmable-controllers/micrologix-
1100
[17]...................http://www.diputados.gob.mx/LeyesBiblio/pdf/125.pdf

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 84
ANEXOS
Anexo 1: Hoja de datos de seguridad

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 85

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 86

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 87

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 88
Anexo 2:DIAGRAMA DE FLUJO DEL SISTEMA

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 89
Anexo 3: NEMA

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 90
Anexo 4:CRONOGRAMA DE ACTIVIDADES

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 91
Anexo 5:NORMA AISI

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 92

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 93

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 94
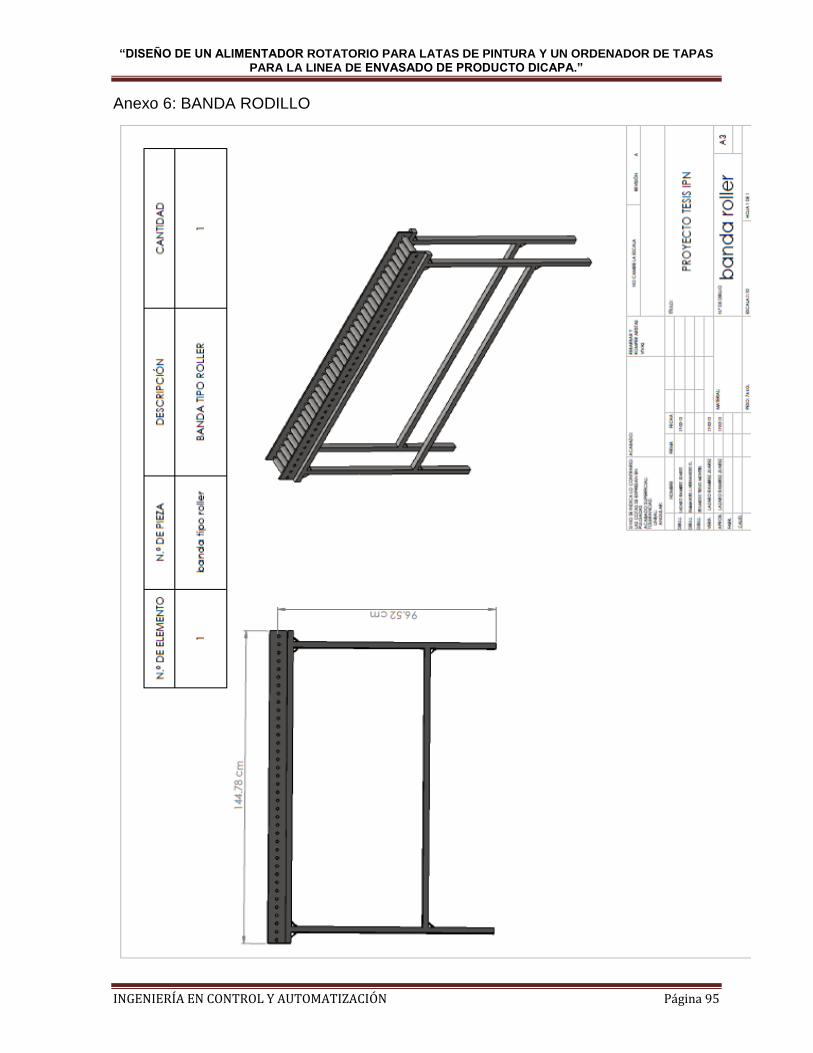
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 95
Anexo 6: BANDA RODILLO

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 96
Anexo 7:CHAROLA

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 97
Anexo 8: BASE DE CHAROLA
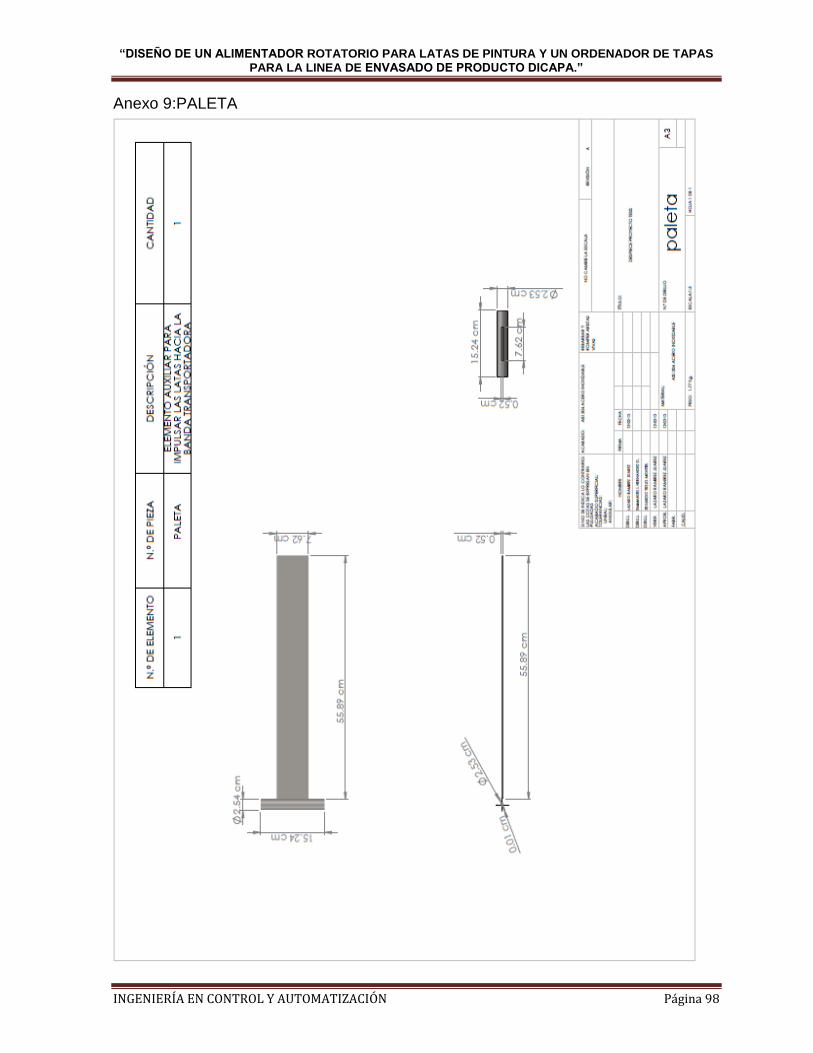
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 98
Anexo 9:PALETA

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 99
Anexo 10: RODILLO SOPORTE

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 100
Anexo 11: RODILLO
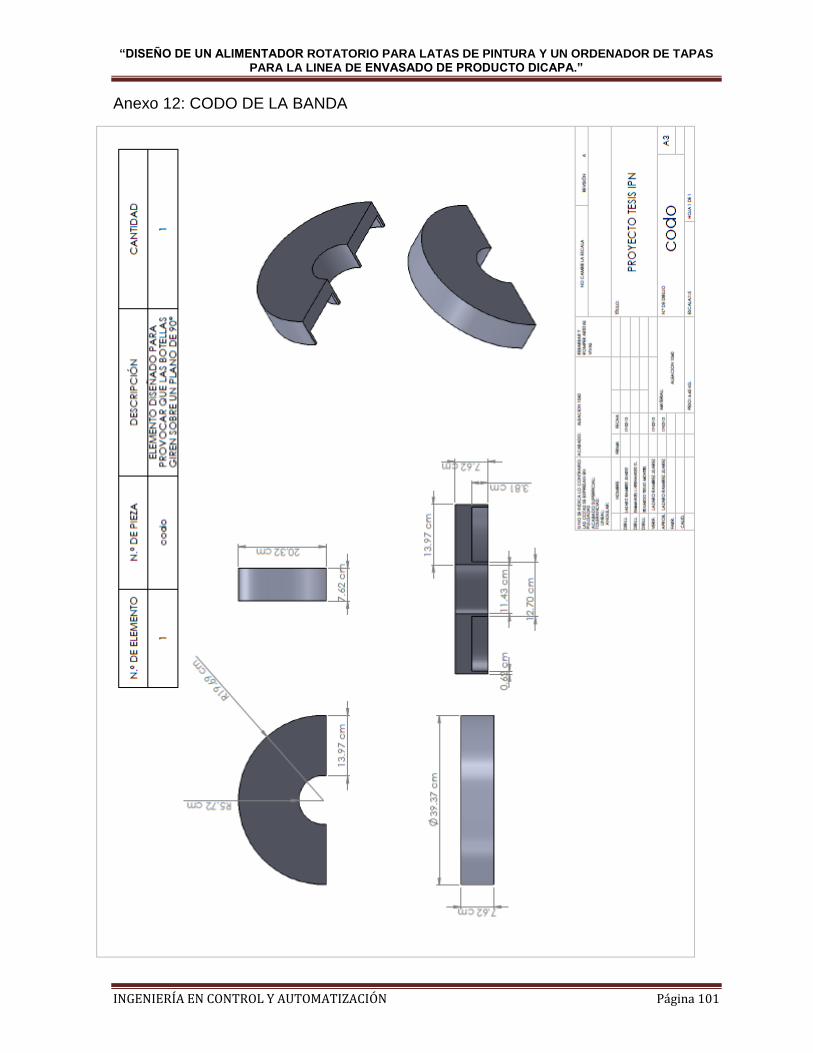
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 101
Anexo 12: CODO DE LA BANDA

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 102
Anexo 13:TAPA

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 103
Anexo 14:BASE DEL ELE-09

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 104
Anexo 15:TAPA DE LA BASE

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 105
Anexo 16:NYLAMID
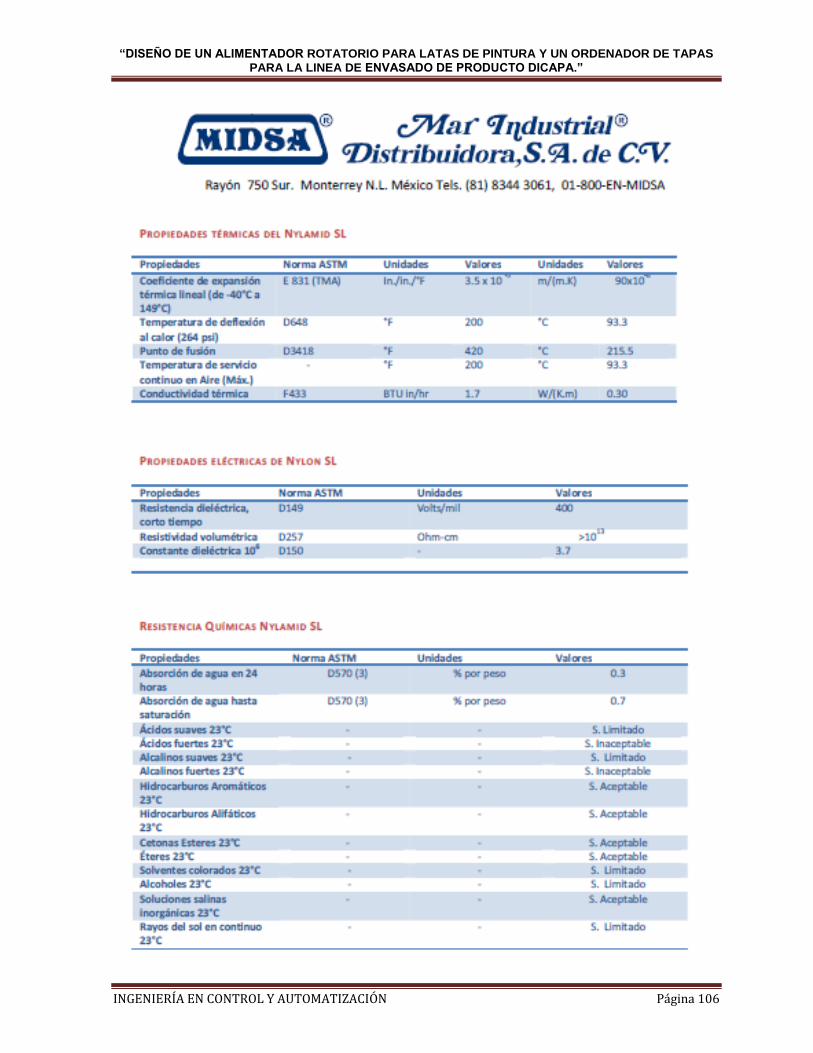
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 106

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 107
Anexo 17:BASE CIRCULAR

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 108
Anexo 18: CARCASA DE LA BASE

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 109
Anexo 19: SOPORTE DE LA BASE

“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 110
Anexo 20:ESPIRAL DE LA BASE
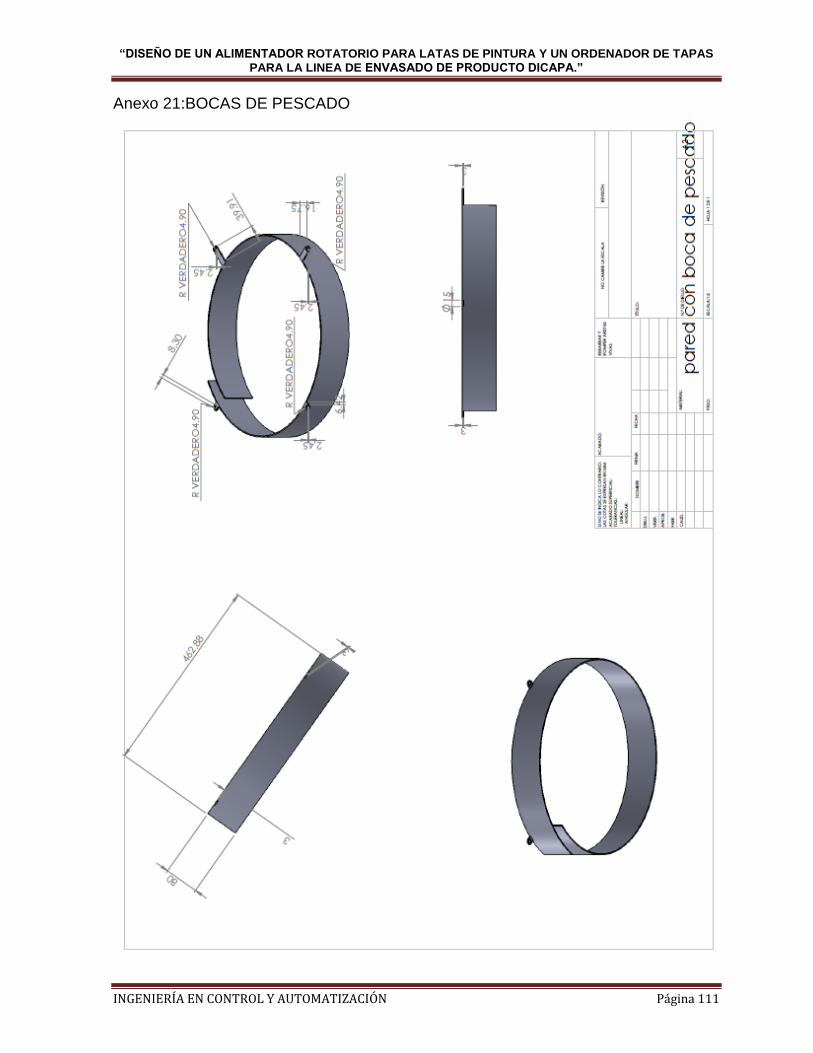
“DISEÑO DE UN ALIMENTADOR ROTATORIO PARA LATAS DE PINTURA Y UN ORDENADOR DE TAPAS
PARA LA LINEA DE ENVASADO DE PRODUCTO DICAPA.”
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN Página 111
Anexo 21:BOCAS DE PESCADO