Diseño de un Cortador Eléctrico de Rebaba para la...
148
Facultad de Ingeniería Carrera de Ingeniería Eléctrica y de Potencia “Diseño de un Cortador Eléctrico de Rebaba para la Optimización en el Tiempo de Producción de Bandas de Rodadura en la Empresa LAMINADOS SAC” Autor: Christian Canaval Navarrete Para obtener el Título Profesional de Ingeniero Eléctrico y de Potencia Asesor: Ing. Paul Ángel Montoya Tufinio Lima, enero 2019
Transcript of Diseño de un Cortador Eléctrico de Rebaba para la...

Facultad de Ingeniería
Carrera de Ingeniería Eléctrica y de Potencia
“Diseño de un Cortador Eléctrico de Rebaba para la Optimización en el
Tiempo de Producción de Bandas de Rodadura en la Empresa LAMINADOS
SAC”
Autor: Christian Canaval Navarrete
Para obtener el Título Profesional de
Ingeniero Eléctrico y de Potencia
Asesor: Ing. Paul Ángel Montoya Tufinio
Lima, enero 2019

II
DEDICATORIA
A mi madre Agustina, a mis hermanos y
a mi esposa Sandra, por su amor y apoyo
constante en el logro de mis objetivos.

III
AGRADECIMIENTOS
Agradezco a mi familia por siempre estar ahí cuando más los necesito y en especial a mi
esposa Sandra, por su constante apoyo, aliento, compañía y alegría.
A mis compañeros y amigos de la empresa Laminados SAC por darme la idea del proyecto
y el apoyo constante durante los años que trabajamos juntos.
A la gerencia de la empresa Laminados SAC. Por la oportunidad de ejercer y compartir
profesionalmente conocimientos para el desarrollo del proyecto.
A mis maestros universitarios por su apoyo constante durante los años de estudio.
A mi asesor de tesis el Ingeniero Paúl Ángel Montoya Tufinio por compartir los
conocimientos e información necesaria para concluir con éxito la tesis propuesta.

IV
RESUMEN
El siguiente trabajo tiene como objetivo diseñar un cortador eléctrico de rebaba, para la
optimización en el tiempo de producción de bandas de rodadura en la empresa
LAMINADOS SAC. El trabajo se encuentra dividido en 4 capítulos, con el objetivo de dar a
conocer los conceptos teóricos necesarios y finalmente entender cómo se logró el diseño
de la máquina eléctrica cortadora.
En el capítulo 1; se presenta el objetivo principal y los objetivos específicos, se describe y
formula el problema principal y los problemas específicos del proceso de corte de rebaba,
además de la justificación del tema, los alcances, limitaciones, vacío tecnológico.
En el capítulo 2; se abordan conceptos básicos de producción y productividad, así como la
propuesta de mejora a la problemática planteada en el capítulo anterior, se realizan los
análisis del tiempo de producción a través de técnicas de estudio de tiempo DAP y DOP
del proceso actual y el proceso proyectado. Además, se utilizaron herramientas de
proyección para analizar el proceso de corte de rebaba en ambos escenarios, el que se
puede observar que con el método propuesto se puede lograr un aumento en la cantidad
de bandas producidas consecuencia de la reducción del proceso de producción, se
desarrolla la metodología de la investigación, se indican la población y muestra utilizada
para la investigación, se plantea la hipótesis principal y las hipótesis específicas, la variable
principal y las variables independientes, se indican los métodos y técnicas de recolección
de datos, Se describe el procedimiento para la recolección de datos, se realizan los caculos
de proyección de producción,

V
En el capítulo 3, se desarrolla la propuesta de solución que consta en la implementación
de un cortador eléctrico de rebaba, se realizan los cálculos y selección de componentes
eléctricos, mecánicos y neumáticos que mejor se adaptan a la propuesta de solución,
posteriormente se describen los parámetros técnicos de la máquina eléctrica cortadora, se
implementa el cronograma de mantenimiento requerido para el correcto funcionamiento de
la máquina, se describen las especificaciones técnicas de los equipos, materiales y
componentes eléctricos a implementar en la máquina cortadora de rebaba eléctrica, así
como las especificaciones de pruebas a realizar antes y durante la puesta en marcha.
En el capítulo 4, se presentan los análisis, resultados y conclusiones de la investigación,
para esto se evalúan los indicadores del proyecto que son los siguientes:
- Incremento de la eficiencia en la producción de bandas de rodadura.
- Monitoreo y control del proceso sobre cualquier etapa de éste.
- Seguridad para el operario en la operación de la maquinaria de la línea de
producción.
- VAN (valor actual neto)
- TIR (tiempo de recuperación de la inversión)
- B/C (costo - beneficio)
Se presenta una memoria descriptiva de las características técnicas más importantes del
cortador eléctrico, se analizan las causas del retraso y falta de uniformidad en el proceso
de corte de rebaba de bandas, una vez efectuado el análisis de la situación actual de la
línea de corte de rebaba determino que existe deficiencia en esta labor, se ha comprobado
con técnicas de estudio de tiempo y herramientas de proyección que, con la
implementación de la cortadora eléctrica en el proceso proyectado le toma a una sola
persona 1.5 minutos por banda de 11m, logrando una reducción de tiempo de 87.5%, es
decir el proceso se realiza 8 veces más rápido y una reducción de personal en esta labor
de 6 a 1, es decir una reducción de mano de obra de 83.3%.

VI
ÍNDICE DE FIGURAS
Figura 1. Árbol de problemas en la línea de raspado de la empresa LAMINADOS SAC.
Elaboración propia. ............................................................................................. 3
Figura 2. Axiome. (2016). Máquina de corte para materiales compuestos, para espuma,
para material plástico, para caucho ROBOTCOUPE 4XM. Recuperado de
http://www.directindustry.es/prod/axiome/product-18792-92775.html ............ 10
Figura 3. Axiome. (2014). Máquina de corte para materiales compuestos, para cerámica,
para metal, para material plástico, para caucho JET EAU ABRASIF.
Recuperado de https://www.axiome-cutting.com/machines/abrasive-waterjet-
cutting.html ........................................................................................................ 11
Figura 4. Axiome. (2014). Máquina de corte para materiales compuestos ROBOT DE
COUPE LAME(AXIOME), Recuperado de https://www.axiome-
cutting.com/machines /abrasive-waterjet-cutting.html ..................................... 12
Figura 5. Soldexa. (2018). Máquina de corte Voyager 1530, Soldexa Perú, Perú.
Recuperado de https://www.soldexa.com.pe
/soldexa/sp/about/whatwedo/index.cfm ........................................................... 13
Figura 6. Soldexa. (2018). Máquina de corte Magicut, Soldexa Perú, Perú. Recuperado de
https://www.soldexa.com.pe /soldexa/sp/about/whatwedo/index.cfm ............. 14
Figura 7. Soldexa. (2018). Máquina de corte Master, Soldexa Perú, Perú. Recuperado de
https://www.soldexa.com.pe /soldexa/sp/about/whatwedo/index.cfm ............. 15
Figura 8. Laminados SAC. (2016). Dibujo de una banda de rodadura. Folleto de
introducción de la empresa LAMINADOS SAC, 2da Edición, p. 9. ................. 18
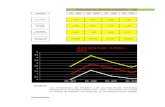
Figura 9 . Curva de proyección de la producción actual. Elaboración propia. ................ 37
Figura 10. Curva de proyección de la producción proyectada. Elaboración propia. ........ 39
Figura 11. Línea de Raspado actual. Elaboración propia. ................................................ 43
Figura 12. Línea de Raspado Propuesta. Elaboración propia. ......................................... 43

VII
Figura 13. Línea de Producción Propuesta. Elaboración propia. ..................................... 43
Figura 14. Banda de rodadura con rebaba. Elaboración propia. ...................................... 44
Figura 15. Organigrama Institucional de la empresa Laminados SAC. Recuperado de
http://indelband.com/empresa.html. ................................................................. 44
Figura 16. Diagrama del proceso de producción de la planta Laminados SAC. Elaboración
propia. ............................................................................................................... 45
Figura 17. Corte de rebaba realizado de forma manual (situación actual). Elaboración
propia. ............................................................................................................... 46
Figura 18. Inicio de línea de raspado (situación actual). Elaboración propia. .................. 48
Figura 19. Diagrama Esquemático de la maquina cortadora propuesta. Elaboración
propia. ............................................................................................................... 49
Figura 20. Festo Perú. (2013). Actuadores neumáticos Festo. Recuperado de
https://www.festo.com/cat/es-pe_pe/products_010000 ................................... 52
Figura 21. Epli SAC. (2015). Variadores de frecuencia Delta. Recuperado de................ 53
Figura 22. Tercesa S.L. Secter Transmisiones (2017). Motoreductores.
https://tercesa.com/noticias/que-es-un-motorrecuctor/.................................... 54
Figura 23. Festo Perú. (2013). Electroválvula 3/2 FESTO. Recuperado de
https://es.wikipedia.org/ wiki/Electrov%C3%A1lvula ....................................... 54
Figura 24. Esquema de disposición de los equipos. Elaboración propia. ........................ 62
Figura 25. Gráfico de Caída de tensión General. Elaboración propia. ............................. 69
Figura 26. Periodo de Recuperación o Payback. Elaboración propia. ............................... 3
Figura 27. Cronograma de obra. Elaboración propia. ......................................................... 4

VIII
ÍNDICE DE TABLAS
Tabla 1. Diagrama DOP del Proceso actual de corte de rebaba. Elaboración propia. . 23
Tabla 2. Diagrama DAP del Proceso actual de corte de rebaba. Elaboración propia. . 24
Tabla 3. Diagrama DOP del Proceso proyectado de corte de rebaba. Elaboración propia.
.......................................................................................................................... 25
Tabla 4. Diagrama DAP del Proceso proyectado de corte de rebaba. Elaboración propia.
.......................................................................................................................... 26
Tabla 5. Diagrama comparativo DAP del Proceso proyectado de corte de rebaba.
Elaboración propia. ........................................................................................... 26
Tabla 6. Delta Electronics INC. (2016). Características técnicas de variadores de
frecuencia marca DELTA ELECTRONICS, Recuperado de
www.delta.com.tw/industrialautomation. .......................................................... 61
Tabla 7. Características técnicas de los motores seleccionados. Elaboración propia. 62
Tabla 8. CNE. (2006). Determinación de las secciones del conductor para motores
según diferentes requerimientos de servicio. Código nacional de electricidad -
utilización, (2006), Lima, Perú. ......................................................................... 63
Tabla 9. INDECO SA. (2018). Características técnicas de conductor NHX-90 de la
marca INDECO, recuperado de www.indeco.com.pe. .................................... 68
Tabla 10. Schneider Electric SA. (2018). Interruptores termomagnéticos de caja
moldeada de la marca Schneider Electric. SCHNEIDER
Lista_de_Precios_Peru_2018. Lima, Perú. ..................................................... 68
Tabla 11. Schneider Electric. (2018). Coordinación tipo 2 para arranques directos de la
marca Schneider Electric. SCHNEIDER Lista_de_Precios_Peru_2018. Lima,
Perú. .................................................................................................................. 72
Tabla 12. Schneider Electric. (2018). Contactores auxiliares de la marca Schneider
Electric. SCHNEIDER Lista_de_Precios_Peru_2018. Lima, Perú. ................. 72

IX
Tabla 13. SIEMENS AG (2003). Características técnicas del módulo de alimentación
LOGO! SIEMENS. Recuperado de www.siemens.com/logo/.......................... 73
Tabla 14. SIEMENS AG (2003). Características técnicas del módulo digital LOGO!
SIEMENS. Recuperado de www.siemens.com/logo/. ..................................... 74
Tabla 15. SIEMENS AG (2003). Características técnicas del LOGO! SIEMENS.
Recuperado de www.siemens.com/logo/. ........................................................ 75
Tabla 16. Cronograma de mantenimiento de la máquina cortadora. Elaboración
propia
....................................................................................................................... 97
Tabla 17 Tabla de inversión Inicial componentes Eléctricos. Elaboración propia. ...... 101
Tabla 18 Tabla de inversión Inicial componentes estructurales. Elaboración propia. . 101
Tabla 19 Tabla de inversión Inicial componentes Mecánicos. Elaboración propia. ..... 101
Tabla 20 Tabla de inversión Inicial Mano de obra. Elaboración propia. ....................... 102
Tabla 21. Tabla de inversión Inicial Herramientas y equipos. Elaboración propia. ....... 102
Tabla 22. Tabla de inversión Inicial Gastos de Fabricación. Elaboración propia. ......... 102
Tabla 23. Resumen de inversión Inicial. Elaboración propia. ........................................ 102
Tabla 24. Laminados SAC. Banda de rodadura tipo RIB, uso urbano. Recuperado de
http://indelband.com/urbano.html ................................................................... 103
Tabla 25. Costo de producción actual de una banda de rodadura de 11m de longitud.
Elaboración propia. ......................................................................................... 104
Tabla 26. Producción Actual de bandas de rodadura de 11m de longitud. Elaboración
propia. ............................................................................................................. 104
Tabla 27. Costo de producción de una banda de rodadura de 11m con la implementación
de la cortadora. Elaboración propia. .............................................................. 105
Tabla 28. Producción lograda con la implementación de la cortadora. Elaboración propia.
........................................................................................................................ 105
Tabla 29. Resumen de inversión de la cortadora. Elaboración propia. ......................... 105
Tabla 30. Flujo de Caja. Elaboración propia. ................................................................. 105
Tabla 31. Cálculo de VAN y TIR. Elaboración propia. ....................................................... 2

X
ÍNDICE DE ANEXOS
Anexo 1. Área de corte de rebaba actual Elaboración propia. ....................................... 12
Anexo 2. Línea de producción propuesta. Elaboración propia. ...................................... 13
Anexo 3. Esquema de fuerza de cortadora. Elaboración propia .................................... 14
Anexo 4. Esquema de conexiones LOGO! Elaboración propia ...................................... 15
Anexo 5. Vista frontal de tablero de control con puerta. Elaboración propia .................. 16
Anexo 6. Vista frontal de tablero de fuerza sin puerta. Elaboración propia .................... 17
Anexo 7. Parámetros básicos de programación de variador de frecuencia para motor Faja
Principal y motor Faja de Recojo de Residuos. Elaboración propia ............... 19
Anexo 8. Parámetros básicos de programación de variador de frecuencia para motor Faja
Principal y motor Faja de Recojo de Residuos. Elaboración propia ............... 21
Anexo 9. Programa LOGO de control del sistema eléctrico. Elaboración propia ........... 22
Anexo 10. Programa LOGO de control del sistema eléctrico. Elaboración propia ........... 23
Anexo 11. Programa LOGO de control del sistema eléctrico. Elaboración propia ........... 24
Anexo 12. Layout de ubicación de equipos planta Laminados SAC. Elaboración
propia
....................................................................................................................... 25
Anexo 13. Matriz de Consistencia. Elaboración propia. .................................................... 26

XI
ÍNDICE GENERAL
DEDICATORIA ...................................................................................................................... II
AGRADECIMIENTOS .......................................................................................................... III
RESUMEN ............................................................................................................................ IV
ÍNDICE DE FIGURAS .......................................................................................................... VI
ÍNDICE GENERAL ............................................................................................................... XI
INTRODUCCIÓN .............................................................................................................. XVII
CAPÍTULO 1 ......................................................................................................................... 1
ASPECTOS GENERALES ................................................................................................... 1
1.1. Definición del Problema ........................................................................................ 1
1.1.1. Descripción del Problema ..................................................................................... 1
1.2. Formulación del Problema .................................................................................... 4
1.3. Problema Principal ................................................................................................ 4
1.4. Problemas Específicos ......................................................................................... 4
1.5. Vacío Tecnológico................................................................................................. 5
1.6. Definición de los Objetivos ................................................................................... 6
1.6.1. Objetivo Principal .................................................................................................. 6
1.6.2. Objetivos Específicos ............................................................................................ 6
1.7. Justificación de la investigación............................................................................ 6
1.8. Alcances y Limitaciones........................................................................................ 7
1.8.1. Alcances ................................................................................................................ 7
1.8.2. Limitaciones .......................................................................................................... 8
CAPÍTULO 2 ......................................................................................................................... 9
FUNDAMENTO TEÓRICO ................................................................................................... 9
2.1. Estado del Arte ...................................................................................................... 9
2.2. Marco Teórico ..................................................................................................... 16
2.2.1. ¿Qué es Productividad? ..................................................................................... 16
2.2.2. Sistemas de Manufactura ................................................................................... 16
2.2.2.1. Producción especial ............................................................................................ 16
2.2.2.2. Producción por lote ............................................................................................. 17
2.2.2.3. Producción en masa ........................................................................................... 17
2.2.3. Proceso de fabricación de una banda de rodadura ........................................... 17
2.2.3.1. Banda de rodadura ............................................................................................. 17
2.2.3.2. Funciones de la banda de rodadura de una llanta ............................................. 17

XII
2.2.3.3. Dibujo de la banda de rodadura ......................................................................... 18
2.2.4. Composición ....................................................................................................... 19
2.2.4.1. Materiales de Fabricación ................................................................................... 19
2.2.4.1.1. Caucho Natural ................................................................................................... 19
2.2.4.1.2. Caucho Sintético ................................................................................................. 19
2.2.4.2. Sustancias Químicas .......................................................................................... 19
2.2.4.2.1. Pigmentos ........................................................................................................... 19
2.2.4.2.2. Aceites de Proceso ............................................................................................. 20
2.2.4.2.3. Ceras ................................................................................................................... 20
2.2.4.2.4. Antioxidantes ....................................................................................................... 20
2.2.4.2.5. Resinas ............................................................................................................... 20
2.2.4.2.6. Retardadores / Aceleradores .............................................................................. 20
2.2.4.2.7. Azufre .................................................................................................................. 20
2.2.5. Proceso de Manufactura ..................................................................................... 20
2.2.5.1. Pesado (Balanzas de precisión) ......................................................................... 20
2.2.5.2. Mezclado (Bambury) ........................................................................................... 21
2.2.5.3. Homogenizado (Molinos) .................................................................................... 21
2.2.5.4. Extrusión (Extrusora) .......................................................................................... 21
2.2.5.5. Prensado (Prensa de vulcanizado) .................................................................... 21
2.2.5.6. Corte de rebaba (actualmente se realiza de forma manual) ............................. 22
2.2.5.7. Raspado (Raspadora) ......................................................................................... 22
2.2.5.8. Encementado (Encementadora) ......................................................................... 22
2.2.5.9. Enrollado y Etiquetado (Enrolladora).................................................................. 22
2.3. Marco Conceptual ............................................................................................... 23
2.3.1. Diagrama DOP Y DAP del proceso de corte de rebaba actual ......................... 23
2.3.2. Diagrama DOP Y DAP del proceso proyectado de corte de rebaba ................. 25
2.3.3. Análisis de proyección de la producción de bandas .......................................... 27
2.3.4. Método de Mínimos Cuadrados.......................................................................... 27
2.4. Marco Metodológico ............................................................................................ 29
2.4.1. Diseño de la Investigación .................................................................................. 29
2.5. Población y muestra ........................................................................................... 29
2.5.1. Población............................................................................................................. 29
2.5.2. Muestra. .............................................................................................................. 29
2.6. Hipótesis .............................................................................................................. 30
2.6.1. Hipótesis Principal............................................................................................... 30

XIII
2.6.2. Hipótesis Específicos .......................................................................................... 30
2.7. Tipo de Investigación .......................................................................................... 30
2.8. Variables ............................................................................................................. 30
2.8.1. Variable Dependiente ......................................................................................... 30
2.8.2. Variable Independiente ....................................................................................... 30
2.9. Métodos, instrumentos y técnicas de recolección de datos............................... 31
2.9.1. Métodos de Recolección de Datos ..................................................................... 31
2.9.2. Técnicas de Recolección de Datos .................................................................... 32
2.9.2.1. Observación ........................................................................................................ 32
2.9.2.2. Entrevista ............................................................................................................ 32
2.9.2.3. Recolección de Datos ......................................................................................... 32
2.9.3. Instrumentos de Recolección de Datos .............................................................. 32
2.9.3.1. Guías de observación ......................................................................................... 32
2.9.3.2. Guía de análisis de documentos ........................................................................ 33
2.10. Procedimiento para recolección de datos .......................................................... 33
2.10.1. Diagrama de Flujo de Procesos ......................................................................... 33
2.10.2. Descripción de Procesos .................................................................................... 33
2.10.2.1. Identificar las características del material .......................................................... 33
2.10.2.2. Tipo de proceso de corte a utilizar ..................................................................... 33
2.10.2.3. Determinación del ancho de corte ...................................................................... 33
2.10.2.4. Selección de componentes eléctricos y electrónicos ......................................... 34
2.10.2.5. Selección de equipos electromecánicos ............................................................ 34
2.11. Criterios de rigor científico .................................................................................. 34
2.12. Cálculo de proyección de la producción de bandas........................................... 35
2.12.1. Producción Actual ............................................................................................... 35
2.12.2. Producción Proyectada ....................................................................................... 37
2.13. Marco Legal ........................................................................................................ 40
CAPÍTULO 3 ....................................................................................................................... 41
DESARROLLO DE LA APLICACIÓN ................................................................................ 41
3.1. Modelamiento en los softwares AutoCAD y LOGOSOFT.................................. 42
3.2. Organigrama Institucional ................................................................................... 44
3.3. Diagrama del proceso de producción ................................................................. 45
3.4. Causas del retraso y falta de uniformidad en la calidad del producto final en la
línea de producción de raspado .......................................................................................... 46
3.5. Desarrollo de la Solución .................................................................................... 46
3.5.1. Descripción del equipo propuesto ...................................................................... 47

XIV
3.5.2. Diseño Mecánico................................................................................................. 48
3.5.3. Diseño Eléctrico .................................................................................................. 49
3.5.3.1. Esquema eléctrico en Auto CAD ........................................................................ 49
3.5.3.2. Diseño del Sistema de Control ........................................................................... 50
3.6. Materiales por utilizarse ...................................................................................... 51
3.6.1. Fundamento Mecánico ....................................................................................... 51
3.6.1.1. Policarbonato ...................................................................................................... 51
3.6.1.2. Faja Transportadora ........................................................................................... 52
3.6.1.3. Cilindro Neumático .............................................................................................. 52
3.6.1.4. Acero Inoxidable ................................................................................................. 52
3.6.2. Fundamento Eléctrico ......................................................................................... 53
3.6.2.1. Variador de Frecuencia....................................................................................... 53
3.6.2.2. Motorreductor ...................................................................................................... 54
3.6.2.3. Electroválvula ...................................................................................................... 54
3.6.2.4. Sensor Foto eléctrico Reflexivo .......................................................................... 54
3.6.2.5. PLC LOGO! ......................................................................................................... 55
3.6.2.6. Conductores Eléctricos ....................................................................................... 55
3.6.2.7. Selección de los Motorreductores ...................................................................... 56
3.3.2.7.1. Motor Faja Principal de Avance y Motor Faja de Recojo de Residuos: ............ 58
3.3.2.7.2. Motor Regulador de Ancho de Cuchillas: ........................................................... 59
3.6.2.8. Selección de Variador de Frecuencia................................................................. 61
3.6.2.9. Cálculo y Selección de Alimentadores ............................................................... 62
3.6.2.10. Selección de Los Guardamotores, contactores, relés térmicos ........................ 70
3.6.2.11. Selección de los actuadores y sensores ............................................................ 72
3.6.2.12. Selección del LOGO! SIEMENS ......................................................................... 73
3.7. Especificaciones Técnicas .................................................................................. 75
3.7.1. Tableros eléctricos .............................................................................................. 76
3.7.1.1. Gabinete .............................................................................................................. 76
3.7.1.2. Caja. .................................................................................................................... 76
3.7.1.3. Barras y Accesorios ............................................................................................ 76
3.7.1.4. Marco, Mandil y Tapa ......................................................................................... 77
3.7.1.4.1. Proceso de Arenado y pintura ............................................................................ 77
3.7.2. Interruptores, Guardamotores, Contactores....................................................... 79
3.7.3. Conductores Eléctricos ....................................................................................... 84
3.7.4. Sensor Reflexivo XUK 1ARCNL2H60 ................................................................ 84
3.7.5. Electroválvula ...................................................................................................... 85

XV
3.7.6. Pulsadores .......................................................................................................... 85
3.7.7. Lámparas de Señalización ................................................................................. 85
3.7.8. Selectores ........................................................................................................... 86
3.7.9. Transformador de Tensión 440 / 24 VAC ........................................................... 86
3.7.10. Borneras de control y fuerza ............................................................................... 86
3.7.11. Bandejas Eléctricas ............................................................................................ 86
3.7.12. Tuberías Eléctricas ............................................................................................. 87
3.7.13. Cilindro Neumático DSBC: ................................................................................. 88
3.7.14. Modulo Lógico Programable (PLC LOGO SIEMENS) ....................................... 88
3.7.15. Variadores de Frecuencia ................................................................................... 89
3.7.16. Motorreductores .................................................................................................. 90
3.7.16.1. Motorreductor de Faja Principal y Faja de Recojo de Residuos........................ 90
3.7.16.2. Motorreductor de Regulador de apertura y cierre de cuchillas .......................... 90
3.8. Aplicación del sistema ........................................................................................ 91
3.8.1. Partes del sistema. ............................................................................................. 91
3.8.2. Simulación del programa de control del PLC LOGO. ........................................ 92
3.8.3. Panel de control TD. ........................................................................................... 92
3.8.4. Puesta en Marcha. .............................................................................................. 93
3.9. Monitoreo, Control y Especificaciones Técnicas de Pruebas ............................ 93
3.9.1. Pruebas de aislamiento ...................................................................................... 93
3.9.2. Aplicación del código nacional de electricidad ................................................... 95
3.10. Mantenimiento. .................................................................................................... 95
3.10.1. Mantenimiento del sistema de control. ............................................................... 95
3.10.2. Programación ...................................................................................................... 96
3.10.2.1. Programación de actividades para la implementación de la propuesta ............ 96
3.11. Parámetros Técnicos de la máquina Cortadora de Rebaba .............................. 96
3.12. Cronograma de mantenimiento .......................................................................... 97
CAPÍTULO 4 ....................................................................................................................... 98
ANÁLISIS DE COSTO Y BENEFICIO DE LA INVESTIGACIÓN ..................................... 98
4.1. Memoria descriptiva de las características técnicas más importantes del cortador
eléctrico ............................................................................................................... 98
4.1.1. Características técnicas más importantes del cortador eléctrico:...................... 99
4.2. Resultados de la Investigación por medio indicadores de logro de los
objetivos. ........................................................................................................... 100
4.2.1. Perspectiva: “LÍNEA DE PRODUCCIÓN DE RASPADO” ............................... 100
4.2.2. Perspectiva: “FACTIBILIDAD ECONÓMICA”................................................... 100
4.3. Análisis de Costo de Inversión de la máquina cortadora ................................. 100

XVI
4.3.1. Consumo Eléctrico de la cortadora .................................................................. 103
4.3.2. Producción de bandas de rodadura ................................................................. 103
4.4. Análisis de Beneficios de la Implementación ................................................... 106
4.5. Análisis de Sensibilidad .................................................................................... 106
4.5.1. Criterio de viabilidad para el caso propuesto ....................................................... 2
4.5.2. Cálculo del VAN, TIR y Payback .......................................................................... 2
4.6. Cronograma de Implementación .......................................................................... 3
CONCLUSIONES Y RECOMENDACIONES ....................................................................... 6
CONCLUSIONES .................................................................................................................. 6
RECOMENDACIONES ......................................................................................................... 7
GLOSARIO ............................................................................................................................ 8
BIBLIOGRAFÍA ..................................................................................................................... 9
ANEXOS ............................................................................................................................. 11

XVII
INTRODUCCIÓN
El diseño de la máquina eléctrica cortadora de rebaba surge de la necesidad de procurar
mayor eficiencia, control y calidad en la ejecución de esta labor en la empresa LAMINADOS
SAC.
En el diseño de la cortadora se integraron temas eléctricos, mecánicos y de control, se
realizó mediante el uso del software AutoCAD y LOGOSOFT, las dimensiones y esquemas
eléctricos fueron elaborados tomando en cuenta las necesidades, recomendaciones y
estándares de la empresa LAMINADOS SAC; también se realizó la simulación del sistema
de control con el software LOGOSOFT a fin de descartar y comprobar el funcionamiento
de los sistemas para su posterior montaje. La máquina eléctrica realiza un proceso de corte
continuo en el ángulo requerido de acuerdo con el tipo de banda, garantizando la
uniformidad en calidad la cual no se puede garantizar al realizarlo manualmente, esto
generará un incremento en la utilidad de la empresa debido a que la labor la puede realizar
un solo operario y en un menor tiempo, evitando rechazos de producción por los clientes
debido a la falta de uniformidad en estándares de calidad.
Los detalles eléctricos de la máquina se encuentran representados en imágenes, tablas y
esquemas, para los detalles constructivos no se tendrán en cuenta detalles de los planos
con medidas de construcción. Como resultado tenemos una máquina capaz de realizar el
corte de rebaba adaptable a cualquier ancho y tipo de banda de rodadura.

1
CAPÍTULO 1
ASPECTOS GENERALES
En este capítulo se definirá, describirá y formulará el problema, se conocerá el objetivo
general y los objetivos específicos, la justificación del tema, los alcances y limitaciones.
1.1. Definición del Problema
En este punto se detalla el problema, las causas que le dan origen y los efectos que este
produce en la línea de producción. También se describirá la formulación del problema.
1.1.1. Descripción del Problema
La producción de neumáticos es una actividad que ha tenido un gran auge en los últimos
años, debido a que se ha incrementado el parque automotor a nivel nacional; pero existe una
problemática, que los productores, por falta de tecnología adecuada en sus procesos de
fabricación, no pueden cubrir la demanda del mercado, lo que propicia que recurran a la
importación a fin de cubrir dicha demanda.
A mediados de la década de los 80 se fundó LAMINADOS SAC, empresa enfocada en la
industria del reencauche, comenzó sus operaciones realizando dos procesos, Mezclado y
Extrusión de compuestos para bandas de rodadura.

2
En el 2009 la empresa incrementó su capacidad de producción para cubrir la demanda del
mercado, ampliando sus instalaciones, contratando mayor personal y adquiriendo un mayor
número de maquinarias de producción.
La compañía en la actualidad realiza cuatro procesos de producción: Mezclado, Extrusión,
Prensado y Raspado, cubriendo así todo el proceso de producción de una banda de rodadura.
Ver Layout de ubicación de equipos planta en anexo 12.
En el área de raspado se realizan tres subprocesos finales a la banda de rodadura: el corte
de rebaba, raspado y etiquetado.
Tomando como base la línea de producción de raspado de la empresa Laminados SAC, se
observó que el subproceso de corte de rebaba realizado en forma artesanal es de baja
eficiencia, debido a que el realizarlo toma mucho tiempo (12 min por banda de 11m) y ha
quedado rezagado con respecto al resto de la línea convirtiéndose en un cuello de botella.
Además, se ve la necesidad de llevar un control de la cantidad de bandas por turno de
producción para cada formato de banda de rodadura.
La presente tesis se enfoca en resolver la problemática existente en el proceso de corte de
rebaba, para poder definir mejor el problema principal, se hará uso de la técnica del árbol de
problemas.

3
Figura 1. Árbol de problemas en la línea de raspado de la empresa LAMINADOS SAC.
Elaboración propia.
Como se observa en la figura 1. Árbol de problemas en la línea de raspado de la empresa
LAMINADOS SAC, Se encuentran las siguientes causas:
Participan del proceso de 2 a 6 personas, las cuales realizan la labor en forma manual
tomándose cada pareja 12 min por banda de 11m, para ello utilizan una tijera metálica
industrial las cuales son más robustas y pesadas que una tijera casera, con la que van
cortando el excedente de material de los bordes de la banda hasta dejarlas libres de rebaba.
Se observa la falta de tecnología en esta labor, en consecuencia, se tiene personal realizando
una repetitiva y constante labor en un horario extendido.
Efectos
Problema
Causas
Mayor personal para
realizar el corte
Deficiente proceso de corte de rebaba en la línea
de producción de la planta LAMINADOS SAC
Corte de rebaba
de forma manual
Nulo uso de
tecnología
Control de bandas
de forma manual
Cansancio del personal por la
repetitiva y constante labor
Paradas forzadas en la
línea de producción
Baja calidad
del producto
Pérdida de tiempo
en una sola labor

4
Como resultado de este trabajo, ninguna banda tiene el mismo acabado, el personal genera
callos y ampollas en las manos a los pocos días de trabajo, no se cuenta con un control
apropiado de la cantidad de bandas por turno de producción de cada formato, generando el
siguiente problema principal “Deficiente proceso de corte de rebaba en la línea de producción
de la planta LAMINADOS SAC”, en consecuencia se genera una baja calidad del producto
por cortes de rebaba irregulares, mayor personal involucrado en una misma tarea, paradas
de producción forzadas y pérdida de tiempo de producción.
Una vez descrito el problema principal, sus causas y efectos en la técnica del árbol de
problemas, se plantea la pregunta:
1.2. Formulación del Problema
¿Es factible diseñar un cortador de rebaba eléctrico, para los diferentes formatos de banda
de rodadura?
1.3. Problema Principal
El principal problema es el Deficiente proceso de corte de rebaba en la línea de producción
de la planta LAMINADOS SAC
1.4. Problemas Específicos
- Corte de rebaba realizado de forma manual lo cual genera una baja calidad en el
producto final debido a la falta de uniformidad.
- Proceso de corte de rebaba realizado en un área adyacente al de la línea de
producción de raspado el cual origina pérdida de tiempo en el traslado de las bandas
procesadas y por procesar.

5
1.5. Vacío Tecnológico
En la actualidad el proceso de corte de rebaba de bandas de rodadura es realizado de forma
artesanal, por ende, es de baja eficiencia. Participan del proceso de 2 a 6 personas,
tomándole a cada pareja 12 min por banda de 11m, para ello utilizan una tijera metálica
industrial con la que van cortando el excedente de material de los bordes de la banda hasta
dejarlas libres de rebaba.
Como resultado de este trabajo, ninguna banda tiene el mismo acabado, no se cuenta con
un control apropiado de la cantidad de bandas por turno de producción de cada formato, en
consecuencia, se genera una baja calidad del producto por cortes de rebaba irregulares,
mayor personal involucrado en una misma tarea, paradas de producción forzadas y pérdida
de tiempo de producción.
El diseño de la máquina eléctrica cortadora de rebaba surge de la necesidad de procurar
mayor eficiencia, control y calidad en la ejecución de esta labor en la empresa.
Por lo antes expuesto, los vacíos tecnológicos en el presente proyecto de tesis serán:
Optimización en el tiempo del proceso el cual pasara de 12min a 1.5min por banda de 11m.
es decir, el proceso se realizaría 8 veces más rápido. Logrando una reducción de tiempo de
87.5%,
- Reducción de personal en esta labor de 6 a 1, es decir una reducción del costo de la
mano de obra del 83.3%.
- Mejora en la calidad del producto final, debido a que la máquina eléctrica realiza un
proceso de corte continuo en el ángulo requerido de acuerdo con el tipo de banda.
- Incremento en la utilidad de la empresa, evitando rechazos de producción por los
clientes debido a la falta de uniformidad en estándares de calidad.

6
1.6. Definición de los Objetivos
1.6.1. Objetivo Principal
Diseñar un cortador eléctrico de rebaba para optimizar el tiempo de producción y la cantidad
de personal involucrado en la producción de bandas de rodadura en la empresa Laminados
SAC.
1.6.2. Objetivos Específicos
- Fusionar el proceso de corte de rebaba de bandas de rodadura con la línea de raspado
optimizando así el tiempo de producción.
- Optimizar la cantidad de personal involucrado en el proceso de corte de rebaba de
bandas de rodadura.
1.7. Justificación de la investigación
La máquina eléctrica por diseñar beneficiará a la empresa LAMINADOS SAC en el
cumplimiento de sus estándares de calidad y producción. Con una inversión en una máquina
de fabricación nacional promoviendo el uso de la tecnología dentro de la empresa. Se justifica
mediante el ahorro de recursos, teniendo una mejora el proceso de raspado de bandas de
rodadura.
Con la mejora del proceso se conseguirá mayor eficiencia y rentabilidad acorde a las
necesidades de producción, calidad y competitividad a nivel manufactura de bandas de
rodadura ya que se logrará una mayor cantidad de productos de calidad en un menor tiempo.
Otra justificación importante es la mejora en el cuidado de la salud física del personal obrero
al evitar largas jornadas sometido a posturas anatómicas prolongadas y la constante carga
de peso.

7
Ventajas:
- Incrementará la eficiencia de la producción reduciendo el tiempo del proceso.
- Fomentará el desarrollo tecnológico de la empresa.
- Mayor facilidad operacional de la línea de producción.
- Control del proceso por un solo operario.
- Reducción del tiempo de producción
- Se reducirán los permisos del personal por descanso médico debido a lesiones.
1.8. Alcances y Limitaciones
En este ítem se describen los puntos tomados en cuenta en la realización del proyecto, hasta
donde llegará y que no se incluirán en el mismo.
1.8.1. Alcances
Con el desarrollo del presente proyecto se procura realizar el diseño de un cortador eléctrico
versátil capaz de procesar cualquier modelo y forma de banda.
Las especificaciones de diseño de dicho modelo se desarrollarán para el corte de rebaba de
bandas de rodadura, sin embargo, con la finalidad de delimitar el diseño y establecer un caso
concreto de aplicación se estudiarán las variables y especificaciones necesarias para realizar
el corte de rebaba de bandas de rodadura.
El proyecto concluye con el modelado de los componentes del sistema eléctrico, y la
simulación de este mediante herramientas de software AUTOCAD de AUTODESK y
LOGOSOFT de SIEMENS, y el análisis de resultados obtenidos de acuerdo con los datos
planteados para el diseño.

8
1.8.2. Limitaciones
Es necesario indicar que el trabajo de investigación presentado abarca sólo el sistema
eléctrico del cortador de rebaba propuesto, más no otras partes de ésta como la mecánica,
automatización, etc.
No forma parte del alcance la revisión, descripción, estudio y/o control de las máquinas que
están antes o después de la cortadora de rebaba.

9
CAPÍTULO 2
FUNDAMENTO TEÓRICO
En este capítulo se definirán conceptos básicos y componentes generales que se necesitan
en la máquina eléctrica cortadora de rebaba que se diseñó.
2.1. Estado del Arte
A continuación, se presentarán diferentes diseños de máquinas que realizan la función de
corte a nivel nacional e internacional.
A Nivel Internacional
La empresa AXIOME se ha distinguido en la robotización de piezas de gran tamaño y fabrica
máquinas de corte para industrias como la aeronáutica o el transporte terrestre (ferrocarril,
vehículos pesados). Gracias a su experiencia en robótica, AXIOME propone soluciones
técnicas adaptadas para cortar piezas grandes mediante la adición de funciones adicionales
o ejes (de traslación, lineales o rotativos). Entonces, ahora podemos robotizar operaciones
que sólo se llevaron a cabo manualmente hasta ahora.
Axiome.Designer of robotic machines. (2014). Axiome machines. Aizenay, Francia.
Recuperado de https://www.axiome-cutting.com/espagnol.html

10
2.1.1. Máquina de corte para materiales compuestos / para espuma / para material
plástico / para caucho ROBOTCOUPE 4XM (AXIOME).
“El corte waterjet puro se dedica a una amplia gama de materiales y se puede ejecutar en
máquinas con un o vario robots.
Adaptan a la cantidad de cabezales cortadores, la presión, el flujo y el tamaño del robot según
los materiales, y las piezas que se cortarán.
AXIOME integra los dispositivos necesarios para adaptar las máquinas a su necesidad
específica de la producción, mejora así las condiciones de trabajo (reducción del nivel de
ruidos, evacuación automática de los pedazos, etc…)”
Características:
Material tratado : Materiales compuestos, espuma, material plástico, caucho.
Tecnología : Con chorro de agua
Sistema de control : CNC
Velocidad de corte : Máx.: 0.9 m/s (2.953 ft/s) / Mín.: 0.6 m/s (1.969 ft/s)
Figura 2. Axiome. (2016). Máquina de corte para materiales compuestos, para espuma, para material plástico, para caucho ROBOTCOUPE 4XM. Recuperado de http://www.directindustry.es/prod/axiome/product-18792-92775.html

11
2.1.2. Máquina de corte para materiales compuestos / para espuma / para material
plástico / para caucho JET EAU ABRASIF (AXIOME).
El principio de corte waterjet abrasivo consiste en pulverizar el abrasivo a una velocidad muy
alta en el material a cortar.
El agua se comprime en 2000 a 4000 bar para propulsar el abrasivo que cortará los materiales
más duros.
El sistema completo de corte abrasivo incluye:
- Una tolva para el almacenamiento del abrasivo.
- Una tolva de almacenamiento intermedio (montada cerca de la cabeza).
- Un sistema de dosificación abrasiva, una tubería para transportar el abrasivo a la
cabeza.
- Una cabeza dedicada especialmente para el abrasivo que contiene una boca.
- Las máquinas de corte por chorro de agua AXIOME se basan en el uso de robots poli
articulados o tablas de 2 o 3 ejes. Es posible combinar la tecnología de chorro de agua
pura con chorro de agua abrasivo en el mismo equipo.
Figura 3. Axiome. (2014). Máquina de corte para materiales compuestos, para cerámica, para metal, para material plástico, para caucho JET EAU ABRASIF. Recuperado de https://www.axiome-cutting.com/machines/abrasive-waterjet-cutting.html

12
2.1.3. Máquina de corte para materiales compuestos / para espuma / para material
plástico / para caucho ROBOT DE COUPE LAME (AXIOME).
La tecnología de cuchilla y corte ultrasónico es ideal para aplicaciones dedicadas al corte de
pieles, películas, espumas en 3D.
Las cuchillas utilizadas se pueden configurar en vibración de alta frecuencia para un corte
más fácil.
Las células robóticas se basan en robots poli articulados que usan un generador de alta
frecuencia o una simple cuchilla.
Máquinas con uno o varios robots (STAUBLI, ABB ...) según los volúmenes de producción
solicitados. Velocidad de corte promedio: de 50 a 250 mm / seg
AXIOME desarrolló sistemas automáticos de cambio de cuchillas, lo que permite que la célula
trabaje de forma autónoma. El robot puede detectar las cuchillas rotas. Él rechaza la cuchilla
rota y se carga una nueva herramienta para continuar la producción.
La integración de las cuchillas de ultrasonido en robots permite cortar muchos materiales,
como compuestos "secos" o preimpregnados.
Figura 4. Axiome. (2014). Máquina de corte para materiales compuestos ROBOT DE COUPE LAME(AXIOME), Recuperado de https://www.axiome-cutting.com/machines /abrasive-waterjet-cutting.html

13
A Nivel Nacional
La empresa SOLDEXA es la empresa peruana líder en tecnología de unión y corte de
materiales en el país, con una importante presencia en el mercado regional, brindando
soluciones integrales en el campo de la soldadura para sus necesidades de hoy y mañana.
2.1.4. Máquina de corte automático VOYAGER 1530.
Construido con cojinetes lineales, perfiles pesados de aluminio y diseño reforzado.
Aprovechamiento de retazos y equipos de respaldo para trabajos en campo, gran utilidad
para la fabricación de cartelas y cortes sobre estructuras instaladas.
Disponible en dos (2) versiones:
Voyager (Motor paso a paso)
Voyager Gt (Servomotor)
Área de corte: 1500 x3000mm.
Velocidad máxima: 10000mm/min.
Precisión: +/- 0.25mm
Figura 5. Soldexa. (2018). Máquina de corte Voyager 1530, Soldexa Perú, Perú. Recuperado
de https://www.soldexa.com.pe /soldexa/sp/about/whatwedo/index.cfm

14
2.1.5. Máquina de corte automático MAGICUT.
Diseñada para fábricas y metal mecánicas, con trabajos pesados de gran volumen. Sistema
pórtico con triple servo-motorización y cajas planetarias, rodamientos lineales, rieles
mecánicos y asiento de operador.
Área de corte:
Ancho: 2000 hasta 4000 mm.
Largo: 3500 hasta 50000 mm.
Velocidad máxima: 12000mm/min.
Precisión: +/-0.1mm
Figura 6. Soldexa. (2018). Máquina de corte Magicut, Soldexa Perú, Perú. Recuperado de
https://www.soldexa.com.pe /soldexa/sp/about/whatwedo/index.cfm

15
2.1.6. Máquina de corte automático MASTER.
Estructura fuerte tipo pórtico tratado térmicamente, con rieles pesados (38Kg/m),
triple servo-motorización con cajas planetarias; rodamientos lineales, perfil con bajo centro
de gravedad, pantalla táctil y antigolpes, puntero láser, asiento de operador, etc.
Especialmente diseñado para sistemas de corte plasma de alta definición.
Área de corte:
Ancho: 2000 hasta 7000 mm.
Largo: 3500 hasta 100000 mm.
Velocidad máxima: 24000mm/min.
Precisión: +/-0.05mm
Figura 7. Soldexa. (2018). Máquina de corte Master, Soldexa Perú, Perú. Recuperado de
https://www.soldexa.com.pe /soldexa/sp/about/whatwedo/index.cfm

16
2.2. Marco Teórico
2.2.1. ¿Qué es Productividad?
El principal objetivo de la tesis es diseñar de manera óptima un cortador eléctrico de rebaba,
asegurando un producto de calidad en un menor tiempo.
Por lo que comenzaremos por precisar qué es productividad en el proceso de manufactura.
La productividad es la relación entre cierta producción y ciertos insumos.
𝑃𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑣𝑖𝑑𝑎𝑑 =𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖𝑜𝑛
𝐼𝑛𝑠𝑢𝑚𝑜𝑠
La productividad no es la cantidad que se ha producido ni es una medida de la producción,
es una medida de lo bien que se ha utilizado y combinado los recursos para cumplir los
resultados deseados.
Se puede definir también como la razón entre la efectividad de la producción y la eficiencia
con que se emplearon los recursos consumidos.
𝑃𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑣𝑖𝑑𝑎𝑑 =𝐸𝑓𝑒𝑐𝑡𝑖𝑣𝑖𝑑𝑎𝑑
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎
(Bain, 1985, p.3)
2.2.2. Sistemas de Manufactura
Según (Ramos, 2001, pp.15-16) los clasifica en 3 tipos:
2.2.2.1. Producción especial
Consiste en la elaboración de productos especiales, es decir la manufactura de productos
que son producidos muy pocas veces o por única vez. Por ejemplo, la fabricación de bandas
de rodadura OTR.

17
2.2.2.2. Producción por lote
Es la producción por lotes de medio o alto tamaño. Para esto se utiliza equipos de uso más
general. La producción representa una alta porción del total de la actividad en la industria
manufacturera.
2.2.2.3. Producción en masa
Esta radica en una manufactura secuencial y muy alta razón de producción. Suele emplearse
equipo especializado y usualmente el total de la planta se dedica a esta labor.
2.2.3. Proceso de fabricación de una banda de rodadura
2.2.3.1. Banda de rodadura
Es la zona blanda que forma la superficie de contacto entre el caucho y el asfalto. Esta brinda
adherencia y amortiguación, su composición y diseño establecen las características de
rendimiento más significativas del neumático.
2.2.3.2. Funciones de la banda de rodadura de una llanta
Entre sus funciones está dar la tracción necesaria en una variedad de condiciones para
detener al automóvil o mantenerse en las curvas; evacua el agua por debajo de la llanta y
con ello evita el acuaplaneo, además que resiste grandes fuerzas, la abrasión y el calor. Las
llantas que tienen un gran desgaste pierden tracción y además son más propensas a dañarse
por baches.
Issuu Digital Platform. (2017). Ruedas y neumáticos. USA. Recuperado de https://issuu.com/
mariocesarbartraflores/docs/neumaticos.pptx

18
2.2.3.3. Dibujo de la banda de rodadura
Este influye en el:
- Confort,
- Nivel Sonoro,
- Consumo de combustible.
Figura 8. Laminados SAC. (2016). Dibujo de una banda de rodadura. Folleto de introducción
de la empresa LAMINADOS SAC, 2da Edición, p. 9.
Laminillas. Hendeduras anchas que crean tacos en la banda de rodadura y originan
hendiduras de 0,3 a 1,5mm. Su función es corregir las cualidades de tracción en superficies
húmedas o nevadas, así como la eliminación del agua.
Bloques de la banda de rodadura. Componen la banda de rodadura. Tienen como función
certificar una buena tracción.
Costillas de la banda de rodadura. Es el lomo de la banda de rodadura y abarca todo su
perímetro, muchas veces provisto de ranuras transversales. Crean la franja de contacto del
perímetro.
Hoyuelos. Cumplen la función de refrigerar el neumático.
Estrías de la banda de rodadura. Corrigen la conductividad y efectividad del frenado. El
nivel de ruido emitido por los neumáticos depende del patrón de estrías. La calidad del
neumático depende del patrón, forma y cantidad de estas.

19
Estriación de la banda de rodadura. En superficies mojadas sirve para eliminar el agua bajo
las ruedas al crear espacio entre estas y la superficie.
Laminados SAC. (2016). Folleto de introducción de la empresa LAMINADOS SAC, 2da
Edición. Lima, Perú. Pp. 11 – 13.
2.2.4. Composición
Una banda de rodadura puede contener distintos tipos de componentes que son combinados
para formar un compuesto de color negro gomoso. Goodyear Perú. (2007).
Programa de entrenamiento MRT – Elite. Lima, Perú.: Recuperado de
https://es.slideshare.net/Joseph-O/modulo-1-proceso-de-fabricacion-de-l-lantas-format
2.2.4.1. Materiales de Fabricación
2.2.4.1.1. Caucho Natural
Material resistente al calor de origen vegetal. Usado en la elaboración de los bordes de la
llanta por ser éstos los que más se calientan debido a la flexión a que están sometidos.
2.2.4.1.2. Caucho Sintético
Este es resistente a la abrasión o desgaste y se usa principalmente en el piso de la llanta.
2.2.4.2. Sustancias Químicas
2.2.4.2.1. Pigmentos
El negro de humo es el pigmento principal, que proporciona resistencia, consistencia y dureza
al caucho. Sirven también para dar color al caucho.

20
2.2.4.2.2. Aceites de Proceso
Sirven para suavizar el caucho y permiten la incorporación del negro de humo y demás
materiales
2.2.4.2.3. Ceras
Brindan textura a las llantas, sirviendo también como antioxidantes.
2.2.4.2.4. Antioxidantes
Sirven para proteger al caucho del medio ambiente.
2.2.4.2.5. Resinas
Desarrollan mayor adherencia entre los componentes de la llanta al momento de estarla
construyendo.
2.2.4.2.6. Retardadores / Aceleradores
Sirve para regular el tiempo de vulcanización y obtener las propiedades físicas requeridas.
2.2.4.2.7. Azufre
Es el principal agente vulcanizante.
Goodyear Dunlop Tires España, S.A. (2016). Como se fabrica un neumático. Madrid, España.
Recuperado de https://www.goodyear.eu/es_es/consumer/learn/how-tires-are-made.html
2.2.5. Proceso de Manufactura
2.2.5.1. Pesado (Balanzas de precisión)
El proceso se inicia con el pesado de todos los compuestos que integrarán la banda de
rodadura, las materias primas, así como los aditivos.

21
2.2.5.2. Mezclado (Bambury)
Todos los insumos ya pesados son mezclados en una máquina mezcladora de cámara
cerrada (bambury), donde por medio de la fricción se incorporan al caucho todas las
sustancias necesarias para formar un compuesto.
2.2.5.3. Homogenizado (Molinos)
El compuesto formado, pasa por 2 etapas de homogenizado (mezclado en molino de rodillos)
donde se termina de mezclar el compuesto hasta lograr su uniformidad, esta mezcla
homogenizada es transportada a través de un túnel de viento donde es enfriada, para ser
empaletada para pasar a la siguiente etapa del proceso.
2.2.5.4. Extrusión (Extrusora)
La finalidad de la extrusora es producir material con el contorno adecuado al uso que se le va
a dar. Básicamente se compone de un cilindro, un tornillo sin fin extrusor y un “dado”, el cual
proporciona el contorno deseado.
A la salida de la extrusora, el perfil de caucho es marcado con un código numérico y una línea
de color, a fin de identificarlo en etapas posteriores.
Luego es enfriado por agua en aspersión.
Después de enfriarse, el caucho extruido es cortado, medido y cementado con antiadherente
a fin de ser trasladado a las prensas de vulcanizado.
2.2.5.5. Prensado (Prensa de vulcanizado)
En esta etapa, la banda de rodadura se vulcaniza y se le da su forma final. La banda se coloca
en una máquina de vulcanización (prensa hidráulica provista de moldes calentados con vapor)
que comprime todos los componentes del neumático, crea las bandas de rodadura y añade
las marcas en los flancos.

22
La banda se mantiene prensada por 20min aproximadamente a una temperatura de 150°C y
200 Bar de presión, completando así el proceso de vulcanizado que le da la resistencia y
flexibilidad necesarias.
Al culminar el proceso de vulcanizado las bandas son retiradas para que se enfríen a
temperatura ambiente, es en esta parte del proceso que se generan las rebabas en las
bandas, producto del material excedente del vulcanizado.
2.2.5.6. Corte de rebaba (actualmente se realiza de forma manual)
Esta etapa consta en realizar el corte del material excedente producido en el vulcanizado de
la banda, proceso que ha quedado rezagado con respecto al resto convirtiéndose en un cuello
de botella para lograr el producto final.
El presente trabajo de investigación (tesis) se enfoca en solucionar la existente problemática
en la fase de corte de rebaba la cual será tratada más adelante.
2.2.5.7. Raspado (Raspadora)
Aquí la banda ésta es ingresada a través de una faja transportadora a la máquina raspadora,
la cual consiste en una serie de rodillos abrasivos giratorios que desgastan la superficie lisa
de la banda hasta dejarla áspera.
2.2.5.8. Encementado (Encementadora)
Aquí se le aplica a la banda a través de aspersión una capa de cemento adhesivo para
adherirle luego una cinta a fin de proteger el adhesivo de contaminantes externos.
2.2.5.9. Enrollado y Etiquetado (Enrolladora)
Esta es la última etapa del proceso la cual consiste en enrollar la banda de rodadura en sí
misma y embalarla con plástico para envolver (stretch film), para luego ser pesada y
etiquetada según sus características.

23
2.3. Marco Conceptual
La presente tesis se enfoca en resolver la problemática existente en el proceso de corte de
rebaba, implementando para ello un cortador de rebaba eléctrico, analizando previamente los
procesos con técnicas de estudio de tiempo e indicadores de factibilidad.
2.3.1. Diagrama DOP Y DAP del proceso de corte de rebaba actual
Tabla 1. Diagrama DOP del Proceso de corte de rebaba actual. Elaboración propia.
EMPRESA
AREA
SECCION
ACTIVIDAD
PROCESO
ACTUAL
(Nº OPERACIONES)
PROCESO
PROYECTADO
(Nº OPERACIONES)
OPERACIÓN 4 ------------
INSPECCION ------------ ------------
TRANSPORTE ------------ ------------
COMBINADO 4 ------------
ALMACENAJE ------------ ------------
TOTAL 8 ------------
DISTANCIA TOTAL 98 m ------------
12 17
11 18
11 300
11 15
11 300
11 18
6 17
25 35
98 m 12 min
8. Recojo y traslado de la rebaba cortada al deposito
de residuos.
FECHA -
SI
1. Subida de banda a mesa de trabajo.
2. Desenrrollado de banda en mesa de trabajo.
3. Corte de rebaba manual en un lado de la banda.
Dist
(m)
Tiempo
(seg)
4. Giro de la banda en 180º sobre la mesa de trabajo.
5. Corte de rebaba manual del otro lado de la banda.
6. Enrrollado de la banda sobre la mesa de trabajo.
7. Colocado de la banda enrrollada sin rebaba en una
paleta para su traslado a la linea de raspado.
METODO
PROYECTADO
METODO
ACTUAL
TOTAL
DESCRIPCION
DIAGRAMA DE OPERACIONES DEL PROCESO (DOP)
(PROCESO ACTUAL)LAMINADOS SAC
RASPADO
CORTE DE REBABA
DIFERENCIA OBSERVADOR CANAVAL NAVARRETE C.
RESUMEN

24
Tabla 2. Diagrama DAP del Proceso de corte de rebaba actual. Elaboración propia.
EMPRESA
AREA
SECCION
ACTIVIDAD
PROCESO
ACTUAL
(Nº OPERACIONES)
PROCESO
PROYECTADO
(Nº OPERACIONES)
OPERACIÓN 7 ------------
INSPECCION ------------ ------------
TRANSPORTE 1 ------------
COMBINADO 5 ------------
ALMACENAJE ------------ ------------
TOTAL 13 ------------
DISTANCIA TOTAL 98 m ------------
6 3 Seg.
4 Seg.
6 6 Seg.
4 Seg.
11 18 Seg.
11 5 min
11 15 Seg.
11 5 min
11 18 Seg.
4 Seg.
6 6 Seg.
7 Seg.
25 35 Seg.
98 m 12 minTOTAL
FECHA
METODO
ACTUAL
METODO
PROYECTADO
SI
-
9. Enrrollado de la banda sobre la mesa de trabajo.
12. Colocado de la banda enrrollada en una paleta
para su traslado a la linea de raspado.
13. Recojo y traslado de la rebaba cortada al deposito
de residuos.
1. Traslado a paleta de bandas con rebaba.
2. Levantado de banda con rebaba.
3. Traslado de banda con rebaba a mesa de trabajo.
10. Levantado de banda sin rebaba.
11. Traslado de banda sin rebaba a paleta.
Tiempo
4. Subida de banda a mesa de trabajo.
5. Desenrrollado de banda en mesa de trabajo.
6. Corte de rebaba manual en un lado de la banda.
7. Giro de la banda en 180º sobre la mesa de trabajo.
8. Corte de rebaba manual del otro lado de la banda.
DESCRIPCIONDist
(m)
CANAVAL NAVARRETE C.OBSERVADORDIFERENCIA
DIAGRAMA ANALÍTICO DEL PROCESO (DAP)
(PROCESO ACTUAL)LAMINADOS SAC
RASPADO
CORTE DE REBABA
RESUMEN

25
2.3.2. Diagrama DOP Y DAP del proceso proyectado de corte de rebaba
Tabla 3. Diagrama DOP del Proceso proyectado de corte de rebaba. Elaboración propia.
EMPRESA
AREA
SECCION
ACTIVIDAD
PROCESO
ACTUAL
(Nº OPERACIONES)
PROCESO
PROYECTADO
(Nº OPERACIONES)
OPERACIÓN 4 3
INSPECCION ------------ ------------
TRANSPORTE ------------ ------------
COMBINADO 4
ALMACENAJE ------------
TOTAL 8 3
DISTANCIA TOTAL 98 m 34 m
12 17 Seg.
11 18 Seg.
11 55 Seg.
34 m 90 seg.
FECHA -
CANAVAL NAVARRETE C.
SI
64 m
Tiempo
1. Subida de banda a mesa de trabajo.
2. Desenrrollado de banda en mesa de trabajo.
3. Corte de rebaba automatico en ambos lados de la
banda.
DESCRIPCION
TOTAL
Dist
(m)
------------ METODO
ACTUAL4
------------ METODO
PROYECTADO5
1
------------
DIAGRAMA DE OPERACIONES DEL PROCESO (DOP)
(PROCESO PROYECTADO)LAMINADOS SAC
RASPADO
CORTE DE REBABA
RESUMEN
DIFERENCIA OBSERVADOR

26
Tabla 4. Diagrama DAP del Proceso proyectado de corte de rebaba. Elaboración propia.
Tabla 5. Diagrama comparativo DAP del Proceso proyectado de corte de rebaba.
Elaboración propia.
EMPRESA
AREA
SECCION
ACTIVIDAD
PROCESO
ACTUAL
(Nº OPERACIONES)
PROCESO
PROYECTADO
(Nº OPERACIONES)
OPERACIÓN 7 4
INSPECCION ------------ ------------
TRANSPORTE 1 1
COMBINADO 5 1
ALMACENAJE ------------ ------------
TOTAL 13 6
DISTANCIA TOTAL 98 m 34 m
6 3 Seg.
4 Seg.
6 6 Seg.
4 Seg.
11 18 Seg.
11 55 Seg.
34 m 90 seg.
METODO
PROYECTADOSI
CANAVAL NAVARRETE C.
6. Corte de rebaba automatico en ambos lados de la
banda.
Tiempo
1. Traslado a paleta de bandas con rebaba.
2. Levantado de banda con rebaba.
3. Traslado de banda con rebaba a mesa de trabajo.
4. Subida de banda a mesa de trabajo.
5. Desenrrollado de banda en mesa de trabajo.
TOTAL
64 m
DESCRIPCIONDist
(m)
0 METODO
ACTUAL4
------------
7
3
------------FECHA -
DIAGRAMA ANALÍTICO DEL PROCESO (DAP)
(PROCESO PROYECTADO)LAMINADOS SAC
RASPADO
CORTE DE REBABA
RESUMEN
DIFERENCIA OBSERVADOR
ACTIVIDAD
PROCESO
ACTUAL
(Nº OPERACIONES)
TIEMPO
(seg.)
PROCESO
PROYECTADO
(Nº OPERACIONES)
TIEMPO
(seg.)
DIFERENCIA
(seg.)
OPERACIÓN 7 70 4 81 11
INSPECCION ------------ ------------ ------------ ------------ ------------
TRANSPORTE 1 3 1 3 0 Seg
COMBINADO 5 647 1 6 641
ALMACENAJE ------------ ------------ ------------ ------------ ------------
TOTAL 13 720 Seg. 6 90 Seg. 630 Seg.
(12 min) (1.5 min) (10.5 min)
Tiempo Actual
CUADRO COMPARATIVO DE DIAGRAMA DE ANALISIS DEL PROCESO (DOP Y DAP)
(ACTUAL Y PROYECTADO)
Tiempo Proyectado Diferencia Total
720 Seg. 90 Seg. 630 Seg.

27
2.3.3. Análisis de proyección de la producción de bandas
Existen muchos métodos para calcular la proyección de producción; uno de ellos es el método
de los mínimos cuadrados que se explica a continuación:
2.3.4. Método de Mínimos Cuadrados
Es un método utilizado para proyectar la producción futura en base a producciones de
gestiones pasadas.
Este método debe ser ajustado en caso existan factores que afecten las situaciones y
condiciones, políticas, capacidad, de mercado, económicas, internas como externas.
Procedimiento de Cálculo
Tomamos como base el historial de producción de bandas, por ejemplo, la cantidad de
bandas de 11m producidas en los anteriores cinco días fueron:
Para estimar la cantidad de bandas producidas para los siguientes 25 días con la misma
tendencia, se acude al método de mínimos cuadrados.
Solo contabilidad. (2012). Métodos de cálculo para el pronóstico. Bogotá, Colombia.
https://www.solocontabilidad.com/2012/10/metodos-de-calculo-para-el-pronostico.html
Aplicando el método, se ajusta a la recta:
Y = 𝑎 + 𝑏𝑥
DíasAcumulativo de
bandas producidas
1 N1
2 N2
3 N3
4 N4
5 N5

28
donde:
Para hallar las fórmulas, preliminarmente es necesario determinar:
Reemplazando los resultados en las fórmulas de “a” y “b”
Con los resultados anteriores y reemplazando en la fórmula:
Podemos hallar la producción de las bandas reemplazando en “x” el número del día que se
desea conocer, es decir:
Para el día 6 será : Y= a + b (6)
Para el día 7 será : Y= a + b (7)
Para el día 30 será : Y= a + b (30)
Días
Acumulativo
de bandas
producidas
x y x2 y2 xy
1 y1 1 (y1)2 (1) (y1)
2 y2 4 (y2)2 (2) (y2)
3 y3 9 (y3)2 (3) (y3)
4 y4 16 (y4)2 (4) (y4)
5 y5 25 (y5)2 (5) (y5)
15 y1+y2+y3+
y4+y5 55
(y1)2+(y2)2+(y3)2
+(y4)2+(y5)2
(y1)+(2y2)+(3y3)
+(4y4)+(5y5)
Y = 𝑎 + 𝑏𝑥

29
2.4. Marco Metodológico
2.4.1. Diseño de la Investigación
PROBLEMA SOLUCIÓN MEJORA
2.5. Población y muestra
2.5.1. Población.
Esta investigación se desarrolló en la empresa Laminados SAC.
2.5.2. Muestra.
Tomando como muestra el corte de rebaba de las bandas modelo RIB, las cuales son parte
importante de la producción de la empresa.
Haciendo uso de un muestreo probabilístico aleatorio simple, se tomaron la cantidad de
bandas procesadas durante un día normal de producción. Cabe resaltar que esta muestra ha
sido obtenida para validar datos relacionados con las características de la población (donde
se analizaron las distas formas de los operarios en realizar el corte de rebaba de bandas de
rodadura).
¿Cómo mejorar el proceso y la eficiencia en el corte de rebaba de bandas?
Diseño de una maquina cortadora de rebaba eléctrica
- Reducción del tiempo de producción.
- Aumento de bandas producidas.

30
2.6. Hipótesis
En este punto, se definen la hipótesis principal y las hipótesis específicas.
2.6.1. Hipótesis Principal
Si se diseña un cortador de rebaba eléctrico entonces se optimiza el tiempo de producción y
la cantidad de personal involucrado en la producción de bandas de rodadura en la empresa
Laminados SAC
2.6.2. Hipótesis Específicos
Las hipótesis específicas se detallan a continuación:
- Si se diseña un cortador de rebaba eléctrico entonces se optimizará el tiempo de
producción de bandas de rodadura.
- Con el diseño de un cortador de rebaba eléctrico se logrará optimizar la cantidad de
personal involucrado en el proceso de corte de rebaba de bandas de rodadura.
2.7. Tipo de Investigación
Este trabajo se basó en un diseño tecnológico cuasi experimental, utilizamos e intentamos
realizar control de las variables de gran importancia para nuestro diseño, y tiene una
metodología claramente cuantitativa para el análisis de datos.
2.8. Variables
2.8.1. Variable Dependiente
El proceso de corte de rebaba de las bandas de rodadura.
2.8.2. Variable Independiente
Se detallan a continuación:

31
- El método de corte de rebaba de las bandas de rodadura.
- Ubicación de la zona de corte dentro de la planta de producción.
- Para una mejor comprensión de los objetivos, hipótesis, y variables del proyecto, estos
han sido ilustrados en una matriz de consistencia (ver anexo 13).
2.9. Métodos, instrumentos y técnicas de recolección de datos
2.9.1. Métodos de Recolección de Datos
a) Analítico
Se optó por el método analítico, el cual suministro al proyecto el distinguir los elementos que
relacionados entre sí forman el sistema de la máquina cortadora de rebaba. Luego de
distinguir los elementos del sistema la finalidad de este método es la de proceder a revisar
ordenadamente cada uno de los elementos, con el objetivo de seleccionar los elementos
adecuados para interrelacionar entre sí y formar el sistema apropiado.
Este método de investigación aporto al proyecto, en la selección de los elementos que
integran el sistema de la máquina cortadora de rebaba.
b) Sintético
Permitirá la reunión de información de los dispositivos del sistema electromecánico, con el fin
de entender el funcionamiento del sistema, permitiendo su construcción.
c) Inductivo
Una de las técnicas de investigaciones empleadas en esta tesis, es el método inductivo, esta
técnica nos permitió relacionarnos con casos particulares que se relacionan a nuestro
proyecto de investigación. A partir de estudios de distintas fuentes, es que como se logran
ideas claras y precisas con el objeto de no plasmar métodos ya existentes, es por esta razón
que recurrimos a este método ya que nos proporcionara fuentes de información necesaria
con la finalidad de mejorar e innovar dichos sistemas.

32
Este método de investigación aporto al proyecto de tesis, en lo que se refiere al diseño del
sistema de la máquina cortadora de rebaba.
2.9.2. Técnicas de Recolección de Datos
Para aprobar nuestra investigación se efectuaron entrevistas a los operarios encargados de
realizar el corte de rebaba en la empresa, los cuales consumaron que la dirección de esta
investigación seria de gran importancia para el proceso de producción.
2.9.2.1. Observación
Se medirá la problemática en el corte de rebaba de bandas de rodadura en la empresa
Laminados SAC.
2.9.2.2. Entrevista
Con un cuestionario recolectamos datos del proceso de producción, aspectos de calidad,
tipos de bandas procesadas, entre otros.
2.9.2.3. Recolección de Datos
Se tuvo en cuenta la información de revistas, manuales, libros y tesis.
2.9.3. Instrumentos de Recolección de Datos
2.9.3.1. Guías de observación
Se realizó a una guía de observación para reconocer y evaluar los distintos tipos de bandas
de rodadura analizando los productos terminados en aspectos como la calidad, el tiempo y el
costo. Los datos fueron recolectados directamente en el lugar donde se lleva a cabo el
proceso dentro de la empresa Laminados SAC.

33
2.9.3.2. Guía de análisis de documentos
Se tomo en cuenta manuales, revistas y libros, normas técnicas y el CNE para la selección
de los elementos de control, y fuerza para el diseño de los componentes eléctricos,
electrónicos y mecánicos.
2.10. Procedimiento para recolección de datos
2.10.1. Diagrama de Flujo de Procesos
- Identificar características de las bandas de rodadura
- Tipo de proceso de corte de rebaba a realizar
- Calculo del tipo y forma de corte a realizar
- Selección de los componentes eléctricos, electrónicos y mecánicos.
- Modelamiento de los sistemas con los softwares AutoCAD y LOGOSOFT.
- Análisis y proyección de resultados.
2.10.2. Descripción de Procesos
2.10.2.1. Identificar las características del material
Se recolecta datos de las bandas de rodadura mediante las técnicas de recopilación de datos
en los cuales obtendremos datos como geometría, longitud, peso.
2.10.2.2. Tipo de proceso de corte a utilizar
En nuestro diseño utilizaremos el proceso de corte de rebaba por cuchillas circulares porque
es el adecuado para cortar la rebaba uniformemente y en el ángulo requerido.
2.10.2.3. Determinación del ancho de corte
Para diseñar la maquina cortadora debemos saber el rango de ancho de banda que se
requiere para todos los formatos de banda producidos por la empresa.

34
2.10.2.4. Selección de componentes eléctricos y electrónicos
De acuerdo a los requerimientos de funcionamiento de la maquina se pueden seleccionar los
componentes eléctricos y electrónicos necesarios.
2.10.2.5. Selección de equipos electromecánicos
De acuerdo al requerimiento de potencia de las fajas transportadoras y el regulador de ancho
de cuchillas, serán seleccionados todos los accesorios para el accionamiento
electromecánico.
2.11. Criterios de rigor científico
Son los siguientes:
Reflexividad o Confirmabilidad: Llamado también objetividad o neutralidad, con este
razonamiento los efectos de la investigación deben avalar la sinceridad de las descripciones
elaboradas por los participantes.
Fiabilidad y validez: Son cualidades básicas con las que deben contar las pruebas o los
instrumentos de carácter científico para la reunión de datos, ya que avalan que los resultados
que se muestran son meritorios de crédito y confianza.
Valor de la verdad o Credibilidad o: Es también conocido como autenticidad, es un requisito
elemental ya que permite demostrar los fenómenos y experiencias humanas, tal y como son
vistos por los sujetos. Se refiere al acercamiento que los resultados de una investigación
deben tener en correspondencia con el fenómeno observado, así el investigador elude
realizar hipótesis a priori sobre el entorno estudiada.
La Aplicabilidad o Transferibilidad: Consiste en poder trasladar los resultados de la
investigación a otros contextos. Al referirnos a transferibilidad se tiene en cuenta que los

35
fenómenos estudiados están profundamente emparentados a los momentos, a las
situaciones del contexto y a los sujetos colaboradores de la investigación.
Dependencia o Consistencia: Conocido como replicabilidad, este razonamiento hace
referencia a la estabilidad de los datos.
2.12. Cálculo de proyección de la producción de bandas
Haremos uso del método de los mínimos cuadrados
2.12.1. Producción Actual
Basándonos en el historial de producción de bandas, por ejemplo, la cantidad de bandas de
11m producidas en los anteriores cinco días fueron:
Si se desea estimar la cantidad de bandas de 11m producidas para los siguientes 25 días
con la misma tendencia, se puede acudir el método de mínimos cuadrados.
Aplicando el método, este se ajusta a la recta:
donde:
Solo contabilidad. (2012). Métodos de cálculo para el pronóstico. Bogotá, Colombia.
https://www.solocontabilidad.com/2012/10/metodos-de-calculo-para-el-pronostico.html
DíasAcumulativo de
bandas producidas
1 270
2 520
3 800
4 1080
5 1350
Y = 𝑎 + 𝑏𝑥

36
Para hallar las fórmulas, previamente es necesario determinar:
Reemplazando en las fórmulas:
Con los resultados anteriores y reemplazando en la fórmula:
Podemos hallar la producción de las bandas, es decir:
Como resultado observamos que al día 30 se producen 8066 bandas de 11m con el proceso
actual.
Día 6 y= 1,613
Día 7 y= 1,882
Día 8 y= 2,150
Día 9 y= 2,419
Día 10 y= 2,688
. . . .
. . . .
. . . .
Día 30 y= 8,066
𝑏 = 25(14780) − (15)(4020)
25(55) − (152)= 268.87 𝑎 =
(4020) − 270(15)
25 = −0.52
Y = 𝑎 + 𝑏𝑥
Día
Acumulativo
de bandas
producidas
x y x2 y2 xy
1 270 1 72,900 270
2 520 4 270,400 1,040
3 800 9 640,000 2,400
4 1,080 16 1,166,400 4,320
5 1,350 25 1,822,500 6,750
15 4,020.0 55 3,972,200.00 14,780.0

37
Figura 9 . Curva de proyección de la producción actual. Elaboración propia.
2.12.2. Producción Proyectada
De acuerdo con el Cuadro Comparativo DAP, en el proceso proyectado realizar el corte le
tomaría a una sola persona 1.5 minutos por banda de 11m, logrando una reducción de tiempo
de 87.5%, es decir, el proceso se realizaría 8 veces más rápido y una reducción de personal
en esta labor de 6 a 1, es decir reducción de mano de obra de 83.3%.
Con el cortador pasaría de 270 bandas de 11m hasta un máximo de 2160 bandas de 11m
producidas. La empresa por su cadena de producción tiene la capacidad de incrementar la
cantidad de bandas producidas hasta un máximo de 570. Consideraremos en el análisis el
valor promedio de 420 bandas de 11m. Por ejemplo, si la cantidad de bandas producidas en
los primeros cinco días fueron:
DíasAcumulativo de
bandas producidas
1 420
2 840
3 1260
4 1680
5 2100

38
Día
Acumulativo
de bandas
producidas
x y x2 y2 xy
1 420 1 176400 420
2 840 4 705600 1680
3 1260 9 1587600 3780
4 1680 16 2822400 6720
5 2100 25 4410000 10500
15 6300 55 9702000 23100
Para estimar la cantidad de bandas de 11m producidas para los siguientes 25 días con la
misma tendencia, podemos usar el método de mínimos cuadrados.
Aplicando el método, este se ajusta a la recta:
donde:
Para hallar las fórmulas, previamente es necesario determinar:
Reemplazando en las fórmulas:
Con los resultados anteriores y reemplazando en la fórmula:
Y = 𝑎 + 𝑏𝑥
𝑏 = 25(23100) − (15)(6300)
25(55) − (152)= 420 𝑎 =
(6300) − 420(15)
25 = 0
Y = 𝑎 + 𝑏𝑥

39
Podemos hallar la producción de las bandas, es decir:
Como resultado observamos que al día 30 se producen 12600 bandas de 11m con el proceso
proyectado.
Figura 10. Curva de proyección de la producción proyectada. Elaboración propia.
Día 6 y= 2,520.00
Día 7 y= 2,940.00
Día 8 y= 3,360.00
Día 9 y= 3,780.00
Día 10 y= 4,200.00
. . . .
. . . .
. . . .
Día 30 y= 12,600.00

40
2.13. Marco Legal
La presente tesis se rige bajo las normas legales establecidas por las instituciones y
reglamentos siguientes.
- Código Nacional de Electricidad – Utilización (CNE)
- Reglamento Nacional de Edificaciones
- Reglamento de Grados y Títulos – UTP (2018)
- Norma 160-106 del CNE – Utilización (2006).
- Norma 020-030 del CNE – Utilización (2006).
- Norma 050-102 del CNE – Utilización (2006).
- Norma IEC 947-4 / IEC 947-6-2
- Tabla 27 del CNE. (2006). Determinación de las secciones del conductor para motores
según diferentes requerimientos de servicio.

41
CAPÍTULO 3
DESARROLLO DE LA APLICACIÓN
En este capítulo se planteará la propuesta de solución que cumpla con los objetivos de la
forma más eficientemente posible, ayudando así a la eliminación o disminución de la
problemática que existe actualmente en el área de Raspado de la empresa LAMINADOS
SAC.
Actualmente el corte de rebaba es realizado en un área adyacente a la línea de raspado (ver
anexo 1); lo que se propone es fusionar ambos procesos en una sola línea de producción que
tendría como inicio del proceso el corte de rebaba (ver anexo 2). Para ello es necesario
realizar esta última tarea de forma industrializada y continua.
La propuesta consiste en integrar al inicio de la línea de raspado un cortador de rebaba
eléctrico capaz de realizar la tarea de forma industrializada y continua, haciendo uso de
soluciones de bajo costo y teniendo en cuenta un diseño simple y amigable para que el
operador pueda manipularlo sin dificultades. Dependiendo del tamaño y tipo de banda de
rodadura, el proceso proyectado tomaría 1.5 minutos por banda de 11m, logrando una
reducción de tiempo de 87.5%, es decir el proceso se realizará 8 veces más rápido y una
reducción de personal en esta labor de 6 a 1, es decir reducción de mano de obra de 83.3%.

42
3.1. Modelamiento en los softwares AutoCAD y LOGOSOFT.
Los componentes y accesorios que conforman la máquina cortadora de rebaba fueron
realizados para su respectiva simulación de funcionamiento y modelado.
La máquina diseñada se implementará en la faja de entrada de la máquina raspadora, por lo
que al terminar el proceso de corte de rebaba continuará por la faja transportadora hacia el
ingreso de la máquina de raspado, es decir se iniciará un proceso a continuación del otro sin
intervención entre ambos.
Como la máquina eléctrica realiza un proceso de corte continuo en el ángulo requerido de
acuerdo con el tipo de banda, garantiza la uniformidad en la calidad, la cual no se puede
garantizar al realizarlo manualmente.
Esta máquina será capaz de regularse al ancho de banda y ángulo de corte requerido a través
de un motorreductor, el cual alineará las cuchillas encargadas de realizar el corte de rebaba.
Una vez alineadas las cuchillas al ancho de la banda, estas bajan a través de un pistón
accionado por un cilindro neumático, a su vez se realizan 2 procesos:
Primero; la rebaba cortada a cada lado de la banda cae por una pendiente hacia una segunda
faja transportadora la cual a su vez la deposita en un contenedor;
Segundo; se acciona la faja transportadora lo cual permite que se realice el corte a todo lo
largo de la banda de rodadura, dejándola lista para la siguiente etapa del proceso de raspado
tal lo indica el esquema anterior denominado “LÍNEA DE RASPADO PROPUESTA”.
Desde luego la máquina propuesta contará con sistemas de monitoreo y seguridad para para
que el operario pueda realizar el proceso con total seguridad y control sobre cualquier etapa
de este.

43
Figura 11. Línea de Raspado actual. Elaboración propia.
Figura 12. Línea de Raspado Propuesta. Elaboración propia.
El sistema eléctrico de esta máquina se divide en 2 partes:
1.- El sistema de control con las sgts. características eléctricas: 24VAC, 60Hz, 1Ø.
2.- El sistema de fuerza con las sgts. características eléctricas: 440VAC, 60Hz, 3Ø
Figura 13. Línea de Producción Propuesta. Elaboración propia.
TG-CORTADORA220 VAC 3F 60 Hz
TABLERO GENERAL
PELIGRORIESGO
ELECTRICO
M AN A UT
0
R S T
M AN A UT
0
M AN A UT
0
M AN A UT
0
M AN A UT
0
M AN A UT
0
ENCENDIDO
APAGADO
ENCENDIDO
APAGADO
ENCENDIDO
APAGADO
ENCENDIDO
APAGADO
ENCENDIDO
APAGADO
ENCENDIDO
APAGADO
CIERRE ANCHO
DE BANDA
RECOJO DE
REBABA
FAJASUBIDA DE
CUCHILLAS
BAJADA DE
CUCHILLAS
APERTURA ANCHO
DE BANDA
LÍNEA DE PRODUCCIÓN PROPUESTA
INGRESO DE BANDA
A LÍNEA DE RASPADOSALIDA DE BANDA
DE RODADURA
SIN REBABA
INGRESO DE BANDA DE
RODADURA CON REBABA
FAJA TRANSPORTADORA
CORTADORA
DE REBABA
Corte manual
de rebaba
Raspado de
bandas limpias
Encementado
de bandas
Enrollado de
bandas
Inicio de línea Fin de línea
Inicio de línea
Área adyacente a la línea de raspado
LÍNEA DE RASPADO
ACTUAL
Línea de producción actual (raspado)
Cortador de
rebaba
(propuesto)
Raspado
de bandas
limpias
Encementado
de bandas
Enrollado
de bandas
LÍNEA DE RASPADO PROPUESTA
Nuevo inicio de línea Fin de línea

44
Figura 14. Banda de rodadura con rebaba. Elaboración propia.
3.2. Organigrama Institucional
Figura 15. Organigrama Institucional de la empresa Laminados SAC. Recuperado de
http://indelband.com/empresa.html.
BANDA DE RODADURA CON REBABA
BANDA DE
RODADURA
REBABA
REBABA
REBABA
BANDA DE
RODADURA
ORGANIGRAMA
N° DE PERSONAL
PERSONAL ADMINISTRATIVO: 25
PERSONAL DE FÁBRICA: 64
ALTA
DIRECCIÓN
LOGÍSTICA CALIDAD
CONTROL DE CALIDAD E
INVESTIGACIÓN Y DESARROLLO
MANTENIMIENTO VENTAS Y SOPORTE
TÉCNICO
DESPACHOS PRODUCCIÓN GERENCIA
ADMINISTRATIVA
Y FINANCIERA
SEGURIDAD

45
3.3. Diagrama del proceso de producción
Figura 16. Diagrama del proceso de producción de la planta Laminados SAC. Elaboración
propia.
ALMACÉN DE BANDAS
PROCESADAS
RECEPCIÓN DE ORDEN DE TRABAJO
INGRESO AL SISTEMA
DE PRODUCCIÓN
DESPACHO DE MATERIAS PRIMAS
ORDEN DE
PRODUCCIÓN
TRANSPORTE
PESAJE DE MATERIAS PRIMAS
TRANSPORTE
MEZCLADO DE MATERIAS PRIMAS
HOMOGENIZADO DEL COMPUESTO
ENFRIAMIENTO DEL
COMPUESTO EN
TÚNEL DE VIENTO
TRANSPORTE
EXTRUSIÓN DEL COMPUESTO
ENFRIAMIENTO DE
LA BANDA POR
ASPERSIÓN DE AGUA
ASPERSION
TRANSPORTE
EXTRUSIÓN DEL COMPUESTO
TRANSPORTE PRENSADO DE BANDAS PARA VULCANIZADO
INSP
ECC
IÓN
SI
NO
TRANSPORTE
CORTE DE REBABA
TRANSPORTE
RASPADO ENROLLADO ETIQUETADO
TRANSPORTE
PROCESO DE
ESTUDIO

46
3.4. Causas del retraso y falta de uniformidad en la calidad del producto final en la
línea de producción de raspado
La principal causa es el corte de rebaba realizado de forma manual, dicha labor toma 12 min
por banda de 11m.
Incremento de los costos y por ende la reducción en la productividad y en la Rentabilidad.
Figura 17. Corte de rebaba realizado de forma manual (situación actual). Elaboración propia.
3.5. Desarrollo de la Solución
Esta consta de la instalación de un sistema eléctrico capaz de realizar el corte de rebaba de
bandas neumáticas de forma continua y uniforme en un menor tiempo, para ello se plantea
el diseño de una máquina eléctrica controlada por un micro PLC (controlador lógico
programable) el cual tendrá como función principal de controlar los mecanismos eléctricos
encargados del corte, para lograr una mejora en el rendimiento y eficiencia de la
productividad.

47
A continuación, se detallan las ventajas del porqué utilizaremos PLC
- Mayor seguridad para el proceso
- Requiere poco espacio
- Mínimo mantenimiento
- Localización rápida de averías y tiempos muertos
- Viabilidad de añadir modificaciones sin elevar costos
- Menor costo en operación y mantenimiento
- Viabilidad de gobernar distintos actuadores con el mismo PLC
- Reducción de personal para las operaciones en los procesos
- Control del proceso más preciso.
- Personal técnico de mantenimiento habituado al manejo de estos.
Entre las desventajas tenemos:
- El costo de los elementos que intervienen en el proyecto claro está que es una
inversión que a muy corto plazo será reembolsada
- El nuevo diseño de los programas de producción.
3.5.1. Descripción del equipo propuesto
- Un PLC LOGO! de siemens
- LOGO! TD DISPLAY
- Una fuente de voltaje de 24 VAC
- 2 módulos digitales de entrada
- Pulsadores de parada de emergencia, de arranque, de parada.
- 1 módulo digital de salida
- 3 motorreductores

48
- 2 pistones neumáticos
- 3 variadores de frecuencia
- 1 sensor óptico reflexivo
- 1 electroválvula
- Contactores electromagnéticos de fuerza y control.
- 3 guardamotores
- Lámparas de señalización
- Interruptor de Caja moldeada con mando rotativo
- Transformador de tensión 440 / 24 VAC
- Selector MOA
- Conductores eléctricos
- Borneras de control y fuerza
- Bandejas y canalizaciones eléctricas
- 1 tablero de control y fuerza
Figura 18. Inicio de línea de raspado (situación actual). Elaboración propia.
3.5.2. Diseño Mecánico
Es el uso de los materiales polímeros, plásticos y metálicos fabricados por máquinas
convencionales, corte y doblez de acero inoxidable, galvanizado de uso industrial, las cuales
sirven de soporte para los componentes eléctricos y electrónicos que son instalados en la
estructura metálica de la cortadora de rebaba, así como para el tablero de control, con el fin

49
de generar la acción de corte haciendo uso de la energía eléctrica de acuerdo con el estándar
eléctrico de la empresa y lo indicado en el CNE.
El diseño mecánico de la máquina no forma parte del alcance de este proyecto.
Figura 19. Diagrama Esquemático de la maquina cortadora propuesta. Elaboración propia.
3.5.3. Diseño Eléctrico
Se tuvo en cuenta los requerimientos de operación, las necesidades y seguridad del operario
para un buen manejo y control del proceso de corte de rebaba, realizado de forma segura y
cómoda para el operario.
3.5.3.1. Esquema eléctrico en Auto CAD
El esquema eléctrico se trabajó en AutoCAD previamente antes de montar los actuadores,
sensores y dispositivos de control y fuerza, para evaluar la disposición de los espacios y
distribución del cableado de fuerza y control.
TABLERO
ELECTRICO
FAJA
TRANSPORTADORA
MOTORREDUCTOR
ELECTRICO
MOTORREDUCTOR
ELECTRICO
CILINDRO
NEUMATICO
SENSOR
FOTOELECTRICO
ESTRUCTURA
METALICA
CUCHILLAS
DE CORTE

50
Además de constituir el primer paso para su simulación con el software LOGOSOFT de
Siemens. (Ver anexos 3 y 4).
3.5.3.2. Diseño del Sistema de Control
Haciendo uso del software LOGOSOFT de Siemens con el cual cuenta la empresa se realizó
la programación del micro PLC LOGO!, el cual tendrá como función principal la de controlar
los mecanismos eléctricos encargados del corte. (Ver anexos 9, 10 y 11).
A continuación, se relata el diseño y explicación de la programación.
Paso 1:
El operario coloca la banda de rodadura con rebaba en la mesa transportadora al inicio de la
línea de producción, la cual es accionada por un motorreductor a la velocidad ya regulada por
el variador de frecuencia, esta velocidad es fija para toda la línea de producción de raspado.
Una vez colocada la banda en la mesa transportadora el operario regula las cuchillas de corte
al ancho de la banda haciendo accionar un motorreductor, éste a su vez hace girar un tornillo
sinfín en el que están soportadas las cuchillas, cabe indicar que las cuchillas son del tipo
circular y están sujetas al pistón de un cilindro neumático.
Paso 2:
Ya reguladas las cuchillas al ancho de banda requerido el operario acciona el botón de inicio
del proceso, aquí se dan varias secuencias. La mesa transportadora es accionada moviendo
la banda de rodadura hacia las cuchillas de corte. Una vez que la banda llega a un punto
cercano de la cortadora, es detectada por un sensor de presencia, este hace accionar los
pistones que soportan a las cuchillas de corte, realizándose el corte a todo lo largo de la
banda, la rebaba cortada cae por los costados de la faja transportadora a través de unas
planchas de acero inoxidable en pendiente hacia una segunda faja transportadora.

51
Paso 3:
El sensor de presencia deja de detectar la banda, levantando las cuchillas de corte. La rebaba
cortada es transportada a su vez por una segunda faja transportadora hacia un depósito de
residuos ubicado al lado de la cortadora dando por finalizado el proceso de corte de rebaba.
Paso 4:
El operario tendrá la opción de realizar el proceso paso por paso en forma manual o realizarlo
de forma continua, para ello seleccionará el proceso a través de un selector manual-
automático (M-O-A).
En el proceso manual una vez terminado el proceso de corte de rebaba, deberá indicar a
través de un pulsador la continuidad de la banda en la línea de raspado para su
procesamiento final.
En el proceso automático una vez terminado el proceso de corte de rebaba, la banda continua
su recorrido a lo largo de la línea de raspado hasta su procesamiento final, y se encuentra
lista para repetir el proceso continuamente.
3.6. Materiales por utilizarse
Como desarrollo del marco teórico se describirá el fundamento eléctrico y mecánico.
3.6.1. Fundamento Mecánico
Se refiere al uso de materiales plásticos, poliméricos metálicos y utilización de fajas
transportadoras de uso industrial.
3.6.1.1. Policarbonato
Material termoplástico cristalino, utilizado para todo tipo de cubiertas en construcción
industrial y cerramientos de seguridad. Es uno de los materiales más resistentes
prácticamente son irrompibles con una resistencia al impacto de 200 veces superior a un

52
cristal. Tiene una gran transparencia y por su característica de transmisión de luz, también
tiene protección UV (Ultravioleta).
3.6.1.2. Faja Transportadora
Sistema continúo de transporte, lo conforma una banda continua que gira entre dos ejes.
La faja es arrastrada por la fricción de uno de sus ejes accionado por un motorreductor. Este
roce es la resultante de aplicar una tracción a la faja transportadora a través de un dispositivo
tensor. El otro eje gira libre y tiene la función es servir de regreso a la banda.
3.6.1.3. Cilindro Neumático
Actuador mecánico que ejerce una fuerza, que va continuada de un movimiento, y es
accionado por aire comprimido. Esta diferencia de presión de aire acciona un pistón para
moverse en la dirección deseada.
Henry Pool Mariano Balabarca. (2017). Construcción de una máquina lavadora de envases
plásticos multiformato. Universidad Tecnológica del Perú. Lima – Perú.
Figura 20. Festo Perú. (2013). Actuadores neumáticos Festo. Recuperado de
https://www.festo.com/cat/es-pe_pe/products_010000
3.6.1.4. Acero Inoxidable
Es una fusión de acero, cromo, hierro, níquel y otros compuestos que resultan muy resistentes
a la corrosión. Tiene una gran resistencia mecánica, se puede seleccionar el acero inoxidable
de acuerdo con sus características adquiriendo distintas resistencias, elasticidad, dureza, etc.
El acero inoxidable es fuerte, durable, atractivo y muy resistente a la oxidación de
temperaturas elevadas, tiene una facilidad de transformar a gran variedad los productos, su

53
apariencia es estética ya que varía a diferentes tratamientos superficiales para obtener un
acabado deseado así no se oxida y es más fácil de limpiar que otros metales.
MITH, William F. (2006) Fundamentos de la ciencia e ingeniería de materiales. Traducción de
Gabriel Nagore Cazares. Cuarta edición. México, D:F : editorial McGraw-Hill
3.6.2. Fundamento Eléctrico
Es el uso de materiales y componentes eléctricos y electrónicos que son instalados en la
estructura metálica de la cortadora de rebaba y en el tablero de control, con el fin de generar
la acción de corte haciendo uso de la energía eléctrica de acuerdo con el estándar del sistema
eléctrico de la empresa y lo indicado en el CNE.
3.6.2.1. Variador de Frecuencia
Es un sistema que controla la velocidad de giro de un motor eléctrico de corriente alterna
controlando la frecuencia alimentación suministrada al mismo. Ver los parámetros de
programación de este en los anexos 7 y 8.
Figura 21. Epli SAC. (2015). Variadores de frecuencia Delta. Recuperado de
https://www.epli.com.pe/es/productos/variador-de-velocidad-delta

54
3.6.2.2. Motorreductor
Los motorreductores se conforman por un reductor mecánico formado por tornillos sin fin
acoplado a un motor eléctrico el cual reduce la velocidad de giro de este en el rango de 50:1,
40:1, etc, ofreciendo un mayor torque.
Figura 22. Tercesa S.L. Secter Transmisiones (2017). Motoreductores.
https://tercesa.com/noticias/que-es-un-motorrecuctor/
3.6.2.3. Electroválvula
Es una válvula electromecánica que controla el paso de un fluido por una tubería o conducto.
La válvula es controlada por una bobina solenoide accionada eléctricamente.
Figura 23. Festo Perú. (2013). Electroválvula 3/2 FESTO. Recuperado de
https://es.wikipedia.org/ wiki/Electrov%C3%A1lvula
3.6.2.4. Sensor Foto eléctrico Reflexivo
Los sensores foto eléctricos tienen como principio de funcionamiento la emisión de un haz de
luz que es reflejado o interrumpido por el objeto a detectar y las transforma en variable
eléctrica; ésta viaja como señal y emite la información a las entradas de un dispositivo de
control.

55
El sensor seleccionado para el diseño es del tipo reflexivo, cuenta con salida de relé, tensión
de alimentación de 24VAC, 5 hilos.
Hilo Marrón : Alimentación 24VAC.
Hilo Azul : Alimentación 0V.
Hilo Gris : Salida de relé contacto común.
Hilo Negro : Salida de relé contacto abierto.
Hilo blanco : Salida de relé contacto cerrado.
Mariano Balabarca, Henry Pool (2017). Construcción de una máquina lavadora de envases
plásticos multiformato. Universidad Tecnológica del Perú. Lima – Perú.
3.6.2.5. PLC LOGO!
Es un módulo lógico programable, es decir, un PLC que permite que, sin intervención del
operario, las máquinas realicen un trabajo. Para ello, es necesario ingresar un programa al
LOGO!
Funciona de la siguiente forma: al LOGO! se le da como datos de entrada una serie de
señales, las cuales son procesadas en el programa, y el LOGO! entrega unos datos de salida,
ambos entradas y salidas han sido programados previamente en el LOGO!.
Las señales de entrada pueden ser: pulsadores, finales de carrera, sensores, etc. (datos de
entrada), las salidas pueden ser salidas de relé (contactos) o señales análogas (datos de
salida).
SIEMENS AG (2003) Manual LOGO! Siemens. Edición 06/2003. Nuernberg, Alemania:
Siemens AG.
3.6.2.6. Conductores Eléctricos
Material que brinda poca resistencia al paso de la electricidad. Son compuestos o aleaciones
con electrones libres que admiten el movimiento de cargas.

56
El conductor más utilizado es el cobre electrolítico de 99,9 % de pureza.
Ing. Ricardo Zurita Armas (2013), Componentes principales de las instalaciones eléctricas,
Separata del curso universitario Introducción al Diseño, Universidad Tecnológica del Perú,
UTP. Lima, Perú.
Para nuestro diseño hemos utilizado los siguientes conductores eléctricos:
FREETOX N2XH 0.6/1 kV, Marca INDECO, Para el alimentador principal.
FREETOX NHX-90, 450/750 V, Marca INDECO, Para alimentadores secundarios.
FREETOX NH-80, 450/750 V, Marca INDECO, Para el circuito de control.
3.6.2.7. Selección de los Motorreductores
Calculo de los motorreductores
Cuando hablamos de fuerza motriz quedamos unidos a dos principios fundamentales que
gobiernan el movimiento. En primer lugar, tenemos las Leyes del Movimiento de Newton, que
se resumen en la ecuación:
Fuerza igual a masa por aceleración
F=m.a
Esta ecuación es usada cuando un cuerpo se traslada con movimiento lineal. Para el
movimiento giratorio la ecuación se convierte en:
T = Jo
En la que “T” es el par, “Jo” es el momento polar en inercia y “” es la aceleración angular.

57
En menor o mayor medida, los dispositivos mecánicos de transmisión toman una porción de
la energía que entra y la convierten en calor. Cuando esto pasa, hay un aumento en la
temperatura de operación hasta que se logra un equilibrio entre la energía que se está
absorbiendo y el calor que se disipa en la atmósfera o mediante algún método de
enfriamiento. Una vez logrado este equilibrio, la potencia mecánica a la entrada será igual a
la potencia mecánica en la salida más la energía que se disipa en forma de calor. Examinado
a la inversa, la potencia útil a la salida de un mecanismo de transmisión es igual a la potencia
a la entrada menos las pérdidas por calor.
La eficiencia indica cuánta energía se pierde, de manera que la potencia útil a la salida de
cada elemento será igual a la potencia a la entrada multiplicada por su eficiencia, esto es:
Ps = .Pe : (la eficiencia “”, siempre será menor a 1.0).
En movimiento giratorio, la potencia mecánica es igual al par aplicado multiplicado por la
velocidad angular y en movimiento lineal es igual a la fuerza requerida multiplicada por la
velocidad del movimiento. La ecuación, en el sistema ISO se convierte en:
(T)s = .Pe
Donde:
T : Par en Newtons-metro (Nm)
: Velocidad Angular en radianes por segundo (s-1)
: Eficiencia por unidad (menor a 1.0)
P : Potencia en watts (W)
Subíndice s : Condiciones a la salida
Subíndice e : Condiciones a la entrada

58
Usualmente la velocidad de giro, N, está dada en revoluciones por minuto (rpm), y la potencia
en kilowatts (kW). Las unidades más usadas en el sistema inglés son libras-pulgada (lb-in)
para el par y caballos de fuerza, Hp, para la potencia.
En el caso más sencillo se tiene que elegir un motor y su transmisión para una máquina que
trabaja a una velocidad constante Ns y requiere un par Ts, también constante. La potencia
que se requiere en el motor Pm, estará definida por las siguientes ecuaciones:
Sistema Internacional
Pe =TS(NM)xNS(rpm)
Kx
Donde:
Pe : Potencia requerida a la entrada
Ts : Par requerido a la salida
Ns : Velocidad a la salida en rpm
: Eficiencia
K : Constante de conversión = 9,550 para par en Nm y potencia en kW
3.3.2.7.1. Motor Faja Principal de Avance y Motor Faja de Recojo de Residuos:
Se desea escoger un motor eléctrico de cuatro polos a 60 Hz (1750 rpm) y un reductor tipo
tornillo-sinfín para una faja transportadora con movimiento constante. El par de trabajo en el
eje de mando del transportador es de 400 Nm y la velocidad 35 rpm. El motorreductor
trabajará 20 horas por día aproximadamente.
A.- El reductor tendrá una relación de velocidad de:
1750(rpm)
35(rpm)= 50: 1
B.- La eficiencia en este tipo de reductores es de aproximadamente 70%.

59
C.- La potencia solicitada en el motor
Pe =TS(NM)xNS(rpm)
Kx=
400(NM)x35(rpm)
9550x0.70= 2.09(kW) = 2.8(HP)
Donde:
Pe : Potencia requerida a la entrada
Ts : Par requerido a la salida
Ns : Velocidad a la salida en rpm
: Eficiencia
K : Constante de conversión = 9,550 para par en Nm y potencia en kW
D.- El motor estándar de potencia superior es de 2.2 kW (3Hp)
E.- En estas condiciones de trabajo el factor de servicio recomendado es: 1.65
F.- El reductor deberá contar con una capacidad mecánica superior a:
1.65 x 2.2(kW) = 3.63 (kW) = 4.87 (HP)
Por lo tanto, de la tabla de selección de reductores de Eurodrive seleccionamos un motor de
potencia estándar inmediata superior (3.73Kw / 5HP, 3Ø, 1750rpm, 440V, 60Hz, Cos=0.85,
=89%, rotor Jaula de Ardilla) y un reductor con relación de velocidad de 50:1 del tipo
tornillo-sinfín.
3.3.2.7.2. Motor Regulador de Ancho de Cuchillas:
Se desea elegir un motor eléctrico de cuatro polos a 60 Hz (1750 rpm) y un reductor tipo
tornillo-sinfín para la regulación del acho de corte de las cuchillas. El par de trabajo en el eje
de mando del transportador es de 40 Nm y la velocidad 35 rpm.
El motorreductor trabajará 1 hora por día aproximadamente.

60
A.- El reductor tendrá una relación de velocidad de:
1750(rpm)
35(rpm)= 50: 1
B.- La eficiencia en este tipo de reductores es de aproximadamente 70%.
C.- La potencia solicitada en el motor
Pe =TS(NM)xNS(rpm)
Kx=
40(NM)x35(rpm)
9550x0.70= 0.209(kW) = 0.28(HP)
En donde:
Pe : Potencia requerida a la entrada
Ts : Par requerido a la salida
Ns : Velocidad a la salida en rpm
: Eficiencia
K : Constante de conversión = 9,550 para par en Nm y potencia en kW
D.- El motor estándar de potencia superior es de 0.249 kW (1/3Hp)
E.- En estas condiciones de trabajo el factor de servicio recomendado es: 1.40
F.- El reductor deberá contar con una capacidad mecánica superior a:
1.40 x 0.249(kW) = 0.349 (kW) = 0.467 (HP)
Por lo tanto, de la tabla de selección de reductores de Eurodrive seleccionamos un motor de
potencia estándar inmediata superior (0.373Kw / 0.50HP, 3Ø, 1750rpm, 440V, 60Hz,
Cos=0.85, =89%, rotor Jaula de Ardilla) y un reductor con relación de velocidad de
50:1 del tipo tornillo-sinfín.
Scribd. (2015). Selección de reductores y acoplamientos. USA. https://es.scribd.com/doc/
271952883/SELECCION-DE-MOTORREDUCTOR-ALGUNOS-CALCULOS-pdf

61
3.6.2.8. Selección de Variador de Frecuencia
Deseamos seleccionar un variador de frecuencia para los motorreductores seleccionados en
el paso anterior.
Basados en el catálogo del fabricante de variadores de frecuencia de la marca DELTA,
seleccionamos los variadores de frecuencia potencia estándar similar o inmediata superior:
Motorreductor : 3.73Kw / 5HP, 3Ø, 440V, 60Hz, Cos=0.85, =89%, rotor Jaula de
Ardilla.
Motorreductor : 0.373Kw / 0.5HP, 3Ø, 440V, 60Hz, Cos=0.85, =89%, rotor Jaula de
Ardilla.
Tabla 6. Delta Electronics INC. (2016). Características técnicas de variadores de
frecuencia marca DELTA ELECTRONICS, Recuperado de www.delta.com.tw/
industrialautomation.

62
3.6.2.9. Cálculo y Selección de Alimentadores
Deseamos seleccionar el conductor alimentador principal y los alimentadores secundarios
para alimentar a los motores seleccionados en el paso anterior.
Figura 24. Esquema de disposición de los equipos. Elaboración propia.
Parámetros Motor Faja
principal
Motor Faja de
Residuos
Motor Regulación
de Cuchillas
Potencia 3.73kW / 5HP 3.73kW / 5HP 0.373kW / 0.5HP
Cos 0.85 0.85 0.85
Rendimiento () 89% 89% 89%
Número de fases 3 3 3
Distancia 30m 35 32
Tensión de trabajo 440V 440V 440V
Tabla 7. Características técnicas de los motores seleccionados. Elaboración propia.
M
3~
S.E. T.G.
RASPADO
T.G.
CORTADORAMOTORES
d=70m d=85m d=30m
M
3~d=32m
M
3~d=35m
Motor Regulador
de cuchillas
Motor Faja Principal
de Avance
Motor Faja Recojo
de Residuos

63
La Norma 160-106 del CNE – UTILIZACIÓN se establece lo siguiente:
(1) Los conductores de un circuito derivado que alimentan a un motor utilizado con un
régimen de servicio continuo deben tener una capacidad de conducción no menor que
el 125% de la corriente nominal a plena carga del motor.
(2) Los conductores de un circuito derivado que alimenta a un motor con un régimen de
servicio no continuo deben tener una capacidad de conducción no menor que el valor
resultante de multiplicar la corriente nominal a plena carga del motor, por el porcentaje
aplicable de la Tabla 27, correspondiente al régimen de servicio, o cuando se permita
una excepción en aplicación de la Norma 020-030 para un régimen de servicio
variable, por un porcentaje menor.
Tabla 8. CNE. (2006). Determinación de las secciones del conductor para motores según
diferentes requerimientos de servicio. Código nacional de electricidad - utilización,
(2006), Lima, Perú.

64
Cálculo del conductor alimentador de cada motor:
En donde:
P : Potencia Eléctrica
%∆U : Porcentaje de caída de tensión
Cos : Factor de Potencia
L : Longitud
0.0309 : Factor que se aplica para el caso de cargas trifásicas
Motor Faja Principal de Avance:
Cálculo de la corriente nominal del motor (In):
In = P
√3 x U x Cosφ x =
3730W
√3 x 440 x 0.85 x 0.89 = 𝟔. 𝟒𝟕𝐀
Cálculo de la sección del conductor por Capacidad de corriente (Id):
Id = In x 1.25 = 6.47A x 1.25 = 𝟖. 𝟎𝟗𝐀
Cálculo de la sección del conductor por Caída de tensión (S):
S =0.0309 x L x Id x Cosφ
% ∆U x U=
0.0309 x 30 x 8.09 x 0.85
0.015 x 440= 𝟎. 𝟗𝟕𝐦𝐦𝟐
De la tabla 9 seleccionamos el conductor (S):
Según tabla cumple la sección de 2.5mm2, pero optamos por seleccionar:
S = NHX-90 3 – 1 x 4 mm2 + 1 x 4 mm2 (34A)

65
Cálculo de caída de tensión con la sección del conductor seleccionado (%∆U):
% ∆U =0.0309 x L x Id x Cosφ
S x U=
0.0309 x 30 x 8.09 x 0.85
4 x 440= 𝟎. 𝟒𝟎%
Motor Faja Recojo de Residuos:
Cálculo de la corriente nominal del motor (In):
In = P
√3 x U x Cosφ x =
3730W
√3 x 440 x 0.85 x 0.89 = 𝟔. 𝟒𝟕𝐀
Cálculo de la sección del conductor por Capacidad de corriente (Id):
Id = In x 1.25 = 6.47A x 1.25 = 𝟖. 𝟎𝟗𝐀
Cálculo de la sección del conductor por Caída de tensión (S):
S =0.0309 x L x Id x Cosφ
% ∆U x U=
0.0309 x 35 x 8.09 x 0.85
0.015 x 440= 𝟏. 𝟏𝟑𝐦𝐦𝟐
De la tabla 9 seleccionamos el conductor (S):
Según tabla cumple la sección de 2.5mm2, pero optamos por seleccionar:
S = NHX-90 3 – 1 x 4 mm2 + 1 x 4 mm2 (34A)
Cálculo de caída de tensión con la sección del conductor seleccionado (%∆U):
% ∆U =0.0309 x L x Id x Cosφ
S x U=
0.0309 x 35 x 8.09 x 0.85
4 x 440= 𝟎. 𝟒𝟐%

66
Motor Regulador de cuchillas:
Cálculo de la corriente nominal del motor (In):
In = P
√3 x U x Cosφ x =
373W
√3 x 440 x 0.85 x 0.89 = 𝟎. 𝟔𝟒𝟕𝐀
Cálculo de la sección del conductor por Capacidad de corriente (Id):
Id = In x 1.25 = 0.647A x 1.25 = 𝟎. 𝟖𝟎𝟗𝐀
Cálculo de la sección del conductor por Caída de tensión (S):
S =0.0309 x L x Id x Cosφ
% ∆U x U=
0.0309 x 32 x 0.809 x 0.85
0.015 x 440= 𝟎. 𝟏𝟎𝟑𝐦𝐦𝟐
De la tabla 9 seleccionamos el conductor (S):
Según tabla cumple la sección de 2.5mm2, pero optamos por seleccionar:
S = NHX-90 3 – 1 x 4 mm2 + 1 x 4 mm2 (34A)
Cálculo de caída de tensión con la sección del conductor seleccionado (%∆U):
% ∆U =0.0309 x L x Id x Cosφ
S x U=
0.0309 x 32 x 0.809 x 0.85
4 x 440= 𝟎. 𝟎𝟒%

67
Alimentador Principal:
El alimentador tendrá una longitud de 85m.
Cálculo de la sección del conductor por Capacidad de corriente (Id):
𝐼𝑑 = 1.25𝐼𝑛 𝑀𝑜𝑡𝑜𝑟 𝑑𝑒 𝑀𝑎𝑦𝑜𝑟 𝑝𝑜𝑡𝑒𝑛𝑐𝑖𝑎 + ∑ 𝐼𝑛 𝑂𝑡𝑟𝑜𝑠 𝑀𝑜𝑡𝑜𝑟𝑒𝑠 + 𝐶𝑖𝑟𝑐𝑢𝑖𝑡𝑜 𝑑𝑒 𝑐𝑜𝑛𝑡𝑟𝑜𝑙
𝐼𝑑 = 1.25(6.47) + (6.47 + 0.647) + 2.50 = 𝟏𝟕. 𝟕𝟏𝑨
Cálculo de la sección del conductor por Caída de tensión (S):
S =0.0309 x L 𝑥 ∑( Id x Cosφ )
% ∆U x U=
0.0309 x 85x 17.71 x 0.85
0.025 x 440= 𝟑. 𝟓𝟗𝐦𝐦𝟐
De la tabla 9 seleccionamos el conductor (S):
Según tabla cumple la sección de 4mm2, pero optamos por seleccionar:
S = NHX-90 3 – 1 x 6 mm2 + 1 x 6 mm2 (44A)
Cálculo de caída de tensión con la sección del conductor seleccionado (%∆U):
% ∆U =0.0309 x L x Id x Cosφ
S x U=
0.0309 x 85 x 17.71 x 0.85
6 x 440= 𝟏. 𝟓𝟎%
Cálculo del Interruptor Automático:
𝑰𝒅 = 1.15𝐼𝑛 𝑀𝑜𝑡𝑜𝑟 𝑑𝑒 𝑀𝑎𝑦𝑜𝑟 𝑝𝑜𝑡𝑒𝑛𝑐𝑖𝑎 + ∑ 𝐼𝑛 𝑂𝑡𝑟𝑜𝑠 𝑀𝑜𝑡𝑜𝑟𝑒𝑠 + 𝐶𝑖𝑟𝑐𝑢𝑖𝑡𝑜 𝑑𝑒 𝑐𝑜𝑛𝑡𝑟𝑜𝑙
𝑰𝒅 = 1.15(6.47) + (6.47 + 0.647) + 2.50 = 𝟏𝟕. 𝟎𝟔𝑨

68
Tabla 9. INDECO SA. (2018). Características técnicas de conductor NHX-90 de la marca
INDECO, recuperado de www.indeco.com.pe.
De la tabla 10 seleccionamos:
INTERRUPTOR POWERPACT, 3 POLOS, 30A, 35KA/480VAC, CAJA MOLDEADA.
Tabla 10. Schneider Electric SA. (2018). Interruptores termomagnéticos de caja moldeada
de la marca Schneider Electric. SCHNEIDER Lista_de_Precios_Peru_2018.
Lima, Perú.

69
Los alimentadores seleccionados cumplen con lo descrito en La Norma 050-102 del CNE –
UTILIZACIÓN que establece lo siguiente:
(1) Los conductores de los alimentadores deben ser dimensionados para que:
(a) La caída de tensión no sea mayor del 2,5%; y
(b) La caída de tensión total máxima en el alimentador y los circuitos derivados hasta la salida
o punto de utilización más alejado, no exceda del 4%.
(2) Los conductores de los circuitos derivados deben ser dimensionados para que:
(a) La caída de tensión no sea mayor del 2,5%; y
(b) La caída de tensión total máxima en el alimentador y los circuitos derivados hasta la salida
o punto de utilización más alejado, no exceda del 4%.
Figura 25. Gráfico de Caída de tensión General. Elaboración propia.
M
3~
S.E. T.G.
RASPADO
T.G.
CORTADORAMOTORES
70m
1%
85m
1.50%
30m
0.40%
M
3~32m
0.04%
M
3~35m
0.42%
Motor Regulador
de cuchillas
Motor Faja Principal
de Avance
Motor Faja Recojo
de Residuos
1% 1.5% 0.42%
1% 1.92% < 4%

70
3.6.2.10. Selección de Los Guardamotores, contactores, relés térmicos
Arranque de motor con Coordinación
La norma IEC 947-4 / IEC 947-6-2 indica:
Consiste en relacionar un dispositivo de protección contra cortocircuitos (fusible, guarda
motor o interruptor automático), con un contactor y un dispositivo de protección contra
sobrecarga. Cuyo objetivo es interrumpir una sobre corriente (1 a 10 veces la corriente
nominal) o una corriente de corto circuito (>10 veces la corriente nominal) en el tiempo
suficiente a fin de evitar daños al personal o la instalación. Los tipos de coordinación definidos
en la Norma IEC 947-4 y la IEC 947-6-2 precisan el grado de deterioro aceptable para los
equipos después de un cortocircuito.
a) COORDINACIÓN TIPO 1:
Es la solución más divulgada que garantiza ningún riesgo para el operador. El
arrancador puede sufrir daños, siendo preciso un posible cambio de algún
componente luego de un cortocircuito.
b) COORDINACIÓN TIPO 2:
Esta solución asegura la continuidad de servicio. Ningún riesgo para el operador, y el
arrancador no sufre daños, permiten la rápida respuesta en servicio luego de eliminar
la falla y la verificación del contactor. Los contactos del contactor podrían sufrir una
pequeña soldadura separable fácilmente. El relé de cortocircuito del interruptor deberá
ser reiniciado.
c) COORDINACIÓN TOTAL:
Según la norma IEC 947-6-2 en caso de cortocircuito no es aceptado ningún daño ni
riesgo de soldadura. La norma ratifica el concepto de “continuidad de servicio”. Es
empleado en industrias de proceso en donde la continuidad de servicio es
indispensable.

71
Para nuestros cálculos se utilizará el sistema de COORDINACIÓN TIPO 2.
Para motores asíncronos de Jaula de Ardilla:
Deseamos seleccionar los contactores para el manejo de la corriente consumida por los
motorreductores seleccionados en el paso anterior.
Motorreductor: 3.73Kw / 5HP, 3Ø, 440V, 60Hz, Cos=0.85, rotor Jaula de Ardilla,
consumo de corriente directa de 6.45A.
Motorreductor: 0.373Kw / 0.5HP, 3Ø, 440V, 60Hz, Cos=0.85, rotor Jaula de Ardilla,
consumo de corriente directa de 0.645A.
Contactor Categoría AC-3: Esto se emplea en los motores de jaula de ardilla donde se
produce la apertura mientras el motor está funcionando.
En el cierre, el contactor resiste la corriente de arranque, de 5 a 7 veces la corriente
nominal del motor.
En la apertura, el contactor resiste la corriente nominal absorbida por el motor; en ese
punto, la tensión en los bornes de los polos es del orden del 20% de la tensión de la
red. El corte es fácil.
Ejemplos de utilización (todos los motores de jaula de ardilla): mezcladores, bombas,
escaleras mecánicas, compresores, cintas transportadoras, etc.

72
Tabla 11. Schneider Electric. (2018). Coordinación tipo 2 para arranques directos de la marca Schneider Electric. SCHNEIDER Lista_de_Precios_Peru_2018. Lima, Perú.
Tabla 12. Schneider Electric. (2018). Contactores auxiliares de la marca Schneider Electric.
SCHNEIDER Lista_de_Precios_Peru_2018. Lima, Perú.
3.6.2.11. Selección de los actuadores y sensores
Se necesita seleccionar un cilindro neumático de doble efecto, vástago de 20mm de
diámetro, carrera de 250mm, para una presión de trabajo de 6 Bar, así como un sensor
fotoeléctrico con alcance superior a 0.5m, contacto de relé de 0.5A mínimo.

73
3.6.2.12. Selección del LOGO! SIEMENS
Se necesita seleccionar un controlador lógico programable capaz de albergar la lógica de
control de todos los actuadores, sensores, etc., por medio de entradas y salidas análogas y
digitales.
Existe una variedad de PLC básicos de características similares, por ejemplo, el LOGO! de
Siemens, el ZELIO de Schneider Electric, ALPHA de Mitsubishi, entre otros que se adaptan
a lo requerido para la máquina cortadora, entre los cuales elegimos el LOGO! de Siemens
debido a que al igual que los mencionados cuenta con un software de descarga gratuita, de
manejo sencillo, de bajo costo y lo más importante es que en la empresa el 90% de los PLC
son de la mara Siemens por lo que el personal de mantenimiento está habituado a su uso,
además de contar con los cables, memorias y demás accesorios para su intervención.
Tabla 13. SIEMENS AG (2003). Características técnicas del módulo de alimentación LOGO!
SIEMENS. Recuperado de www.siemens.com/logo/

74
Tabla 14. SIEMENS AG (2003). Características técnicas del módulo digital LOGO!
SIEMENS. Recuperado de www.siemens.com/logo/.

75
Tabla 15. SIEMENS AG (2003). Características técnicas del LOGO! SIEMENS.
Recuperado de www.siemens.com/logo/.
3.7. Especificaciones Técnicas
Se describirán las especificaciones técnicas de los equipos, materiales y componentes
eléctricos a implementar en la máquina cortadora de rebaba eléctrica, así como las
especificaciones de pruebas.

76
3.7.1. Tableros eléctricos
Estarán formados por dos partes:
3.7.1.1. Gabinete
Formado por:
3.7.1.2. Caja.
Serán del tipo para adosar y auto soportado, constituida de fierro galvanizado de 5/64” (1.98
mm) de espesor.
Contaran con espacio necesario por los cuatro lados para poder realizar el alambrado en
ángulo recto.
Las dimensiones de los tableros se indican a continuación, mayor detalle constructivo en los
planos mecánicos ubicados en los anexos 5 y 6 del proyecto.
Dimensiones del tablero de control: 600x850x200mm.
Dimensiones del tablero de fuerza: 800x1800x800mm.
3.7.1.3. Barras y Accesorios
Las barras deben ser aisladas de todo el gabinete, de forma de cumplir con las características
del Tablero de Frente Muerto. Las barras serán de cobre electrolito de capacidad mínima:
Interruptor General Barras
30 - 60 100 A.
100 - 320 500 A.
Contará con barra de cobre para conectar la tierra de todos los circuitos, éstos se realizarán
por medio de tornillos, debiendo haber un terminal para la conexión a la red de tierra. Los
tornillos deben ser de bronce cadmiados.

77
3.7.1.4. Marco, Mandil y Tapa
Serán de plancha de acero al carbono de 1.98 mm (5/64”) de espesor como mínimo. Con
acabado de arenado comercial, dos capas de pintura anticorrosiva y dos de esmalte color
RAL 7035.
La tapa brindará apropiada hermeticidad y llevará el nombre del tablero de forma clara y
duradera.
En la parte interna de la tapa llevará el directorio de circuitos de forma clara, el directorio se
elaborará con las letras mayúsculas y realizado en imprenta.
La puerta contara con cerradura y llave, del tipo abisagrada de una hoja.
3.7.1.4.1. Proceso de Arenado y pintura
Arenado
Para iniciar el proceso de arenado la superficie debe estar libre de aceite o cualquier otro tipo
de lubricante, brea, grasa, o cualquier otro material combustible.
El arenado es una técnica de método de limpieza por impacto con el que se logra un acabado
superficial y a la vez una correcta terminación, no dañando la superficie original. Reside en la
proyección de partículas abrasivas a gran velocidad, esta produce la eliminación de los
contaminantes de la superficie, siendo excelente como paso previo para lograr una máxima
adherencia en los posteriores procesos de acabado con pintura.
Preparación y aplicación de las pinturas
Base Epóxica Cromato de Zinc
Es un epóxico anticorrosivo curado con poliamida, el cual contiene como pigmento inhibidor
de la corrosión, el cromato de zinc que protege por mecanismo de pasivación.

78
Es impermeable y altamente resistente al agua salada o dulce, y agentes atmosféricos
obteniéndose buenos resultados en ambientes moderados como también en ambientes
agresivos
Preparación de pintura
Homogenizar los componentes antes de mezclarlos. Luego unificar la pintura con el
catalizador en la proporción 3:1; es decir 3 de resina y 1 de catalizador. A continuación, dejar
reposar la mezcla por 30 minutos a 25°C. Diluir según recomendaciones. Por último, filtrar la
mezcla con una malla N° 30 y proceder a la aplicación.
Aplicación de pintura
Aplicar la pintura con un equipo convencional a presión, Devillbis o similar boquilla de 704,
presión 50-60 PSI con regulador de presión y filtros de aceite y agua. El empleo de brocha y
rodillo es solo para retoques.
Tener en cuenta las condiciones ambientales antes y durante la aplicación consideradas en
la hoja técnica.
Realizar el traslape del 50% entre pasada y mantener la pistola en forma paralela y a una
distancia de 12” de la pieza a pintar.
Utilizar el instrumento calibrador húmedo “galleta” para tener referencias de la película
húmeda. (Húmedo 6 mils)
Esmalte Epóxico
Es un acabado epóxico curado con poliamida, el cual contiene pigmentos de alta estabilidad,
asimismo la capa formada posee gran flexibilidad, dureza al impacto e impermeabilidad,
brindando buenos resultados en ambientes marinos como en industriales, soportando aun
salpicaduras de ácidos como de bases. Trabaja a temperaturas de 90°C con picos de 120°C

79
Preparación de pintura
Homogenizar los componentes antes de mezclarlos. Luego unificar la pintura con el
catalizador en la proporción 3:1; es decir 3 de resina y 1 de catalizador. A continuación, dejar
reposar la mezcla por 30 minutos a 25°C. Diluir según recomendaciones. Por último, filtrar la
mezcla con una malla N° 30 y proceder a la aplicación. La vida útil de la mezcla es de 8 horas
a 25°C.
Aplicación de pintura
Aplicar la pintura con un equipo convencional a presión, Devillbis o similar boquilla de 704,
presión 50-60 PSI con regulador de presión y filtros de aceite y agua. También se puede
aplicar con un equipo airless, con boquilla de 0,021-0,027 y presión comprendido en este
rango de 2500-3000 PSI. Además, el empleo de brocha y rodillo es solo para retoques.
Realizar el traslape del 50% entre pasada y mantener la pistola en forma paralela y a una
distancia de 12” de la pieza a pintar.
Utilizar el instrumento calibrador húmedo “galleta” para tener referencias de la película
húmeda.
Base: Cromato de Zinc (verde o amarillo) EPS: 3-0 mils
Acabado: Esmalte Epóxico (color por definir) EPS: 3-0 mils
Espesor Total 6.0 mils
3.7.2. Interruptores, Guardamotores, Contactores
a) Los interruptores
Del tipo termo magnético, la conexión de los conductores debe ser simple y segura,
la conexión eléctrica debe poder asegurar que no suceda pérdida de energía por
falsos contactos.
Serán del tipo intercambiables, los interruptores podrán ser retirados sin manipular los
contiguos.

80
El alambrado a los interruptores debe ser realizado por terminales de tornillos con
contactos de presión de bronce o de fierro galvanizado.
Los interruptores llevaran visiblemente marcadas las palabras FUERA (OFF) y
SOBRE (ON).
INTERRUPTOR:
Modelo : POWERPACT
Nº fases : 3 polos
Capacidad : 30A
Tensión de aislamiento : Ui = 690V
Tensión de trabajo máxima : 480VAC
Grado de polución : III
Temperatura de utilización : -25º C a + 70º C
b) Los Guardamotores
Tiene la función de ser un contactor manualmente operado, con protección de
sobrecarga y cortocircuito. El relevo térmico es sólo para sobrecarga y se utiliza en
conjunto con el contactor para tener un control automático a distancia.
Los interruptores y guardamotores serán de la capacidad adecuada para los motores
a los cuales controlará y protegerá.
GUARDAMOTORES:
Modelo : GV2-P14
Número de polos : 3P
Tipo de unidad de control : Térmico-magnético
Frec. asignada de empleo : 50/60 Hz conforme a IEC 60947-4-1
Categoría de utilización : AC-3 conforme a IEC 60947-4-1

81
A conforme a IEC 60947-2
Modo de fijación : Montado en perfil DIN simétrico de 35mm
Posición de funcionamiento : Cualquier posición
Tipo de control : Mando giratorio
Corriente nominal : 10 A
Corriente de rearme : 6...10 A
Corriente de disparo magnética : 138 A
Tensión asignada de empleo : 690VCA 50/60 Hz conforme IEC 60947-2
Tensión de aislamiento : 690V CA 50/60 Hz conforme IEC 60947-2
Modelo : GV2-P05
Número de polos : 3P
Tipo de unidad de control : Térmico-magnético
Frecuencia asignada de empleo : 50/60 Hz conforme a IEC 60947-4-1
Categoría de utilización : AC-3 conforme a IEC 60947-4-1
A conforme a IEC 60947-2
Modo de fijación : montado en perfil DIN simétrico de 35mm
Posición de funcionamiento : Cualquier posición
Tipo de control : Mando giratorio
Corriente nominal : 1 A
Corriente de rearme : 0.63...1 A
Corriente de disparo magnética : 13 A
Tensión asignada de empleo : 690V CA 50/60 Hz conforme IEC 60947-2
Tensión de aislamiento : 690V CA 50/60 Hz conforme IEC 60947-2
Schneider Electric SA. (2018). Coordinación de arranque motor de la marca Schneider
Electric. SCHNEIDER Lista_de_Precios_Peru_2018. Lima, Perú.

82
c) Los Contactores
Para 440V, 60Hz. La bobina de control tendrá como mínima tensión de activación a
24VAC, y bajo consumo. El contactor tendrá la capacidad de cerrar sus contactos por
completo con tensiones de rango del 75% de la del nominal; la apertura completa de
los contactos sucederá con tensiones de 60% de la nominal.
Llegará dotado de tornillos para simplificar la conexión de los cables; tendrá como
mínimo 2 contactos regularmente cerrados y 2 contactos regularmente abiertos. Serán
trifásicos de capacidad adecuada para los motores a los cuales controlara.
CONTACTORES:
Modelo : LC1 D09 B7
Número de polos : 3P
Categoría de Operación : AC-1, AC-3 , AC-4
Contactos principales : 3 NA
Potencia del motor kW : 2.2 kW a 220...230 V AC 50/60 Hz AC-3
4 kW a 380...400 V AC 50/60 Hz AC-3
Corriente de Operación : 10 A (<= 60 ° C) a <= 440 V AC AC-1
para circuito de potencia
9 A (<= 60 ° C) a <= 440 V AC AC-3
para circuito de potencia
Voltaje del circuito de control : 24 V AC
Composición de contacto auxiliar : 1 NO + 1 NC
Capacidad de corte nominal : 250 A a 440 V para circuito de potencia
conforme a IEC 60947
Tiempo de operación : 53.55 ... 72.45 ms de cierre
16 ... 24 ms de apertura

83
Modelo : LC1 D12 B7
Número de polos : 3P
Categoría de Operación : AC-1 , AC-3 , AC-4
Contactos principales : 3 NO
Potencia del motor kW : 3 kW a 220...230 V AC 50/60 Hz AC-3
5.5 kW a 380...400 V AC 50/60 Hz AC-3
Corriente de Operación : 25 A (<= 60 ° C) a <= 440 V AC AC-1
para circuito de potencia
12 A (<= 60 ° C) a <= 440 V AC AC-3
para circuito de potencia
Voltaje del circuito de control : 24 V AC
Composición de contacto auxiliar : 1 NO + 1 NC
Capacidad de corte nominal : 250 A a 440 V para circuito de potencia
conforme a IEC 60947
Tiempo de operación : 53.55 ... 72.45 ms de cierre / 16 ... 24 ms
de apertura
Modelo : LC1 K09 10 B7
Categoría de Operación : AC-1 , AC-3 , AC-4
Contactos : 3 NO + 1 NC
Potencia del motor kW : 2.2 kW a 220...230 V AC 50/60 Hz AC-3
4 kW a 380...400 V AC 50/60 Hz AC-3
Corriente de Operación : 20 A (<= 60 ° C) a <= 440 V AC AC-1
para circuito de potencia
9 A (<= 60 ° C) a <= 440 V AC AC-3
para circuito de potencia
Voltaje del circuito de control : 24 V AC

84
Capacidad de corte nominal : 110 A a 440 V para circuito de potencia
conforme a IEC 60947
Tiempo de operación : 10 ... 20 ms de cierre / 10 ... 20 ms
de apertura
Schneider Electric SA. (2018). Contactores electromagnéticos de la marca Schneider Electric.
SCHNEIDER Lista_de_Precios_Peru_2018. Lima, Perú.
d) Supresor de Pico para Contactores
Supresor de pico del tipo filtro antiparasitario, para montaje superior mediante
conexión por tornillos, de tecnología de supresión Circuito RC, para tensión del circuito
de control 24...48 V AC 50/60 Hz.
3.7.3. Conductores Eléctricos
Todos los conductores para usarse en alimentadores, circuitos de distribución serán de cobre
electrolítico de 99.9 % de conductibilidad de temple suave, con aislamiento no propagador de
incendio, con baja emisión de humos, libre de halógenos y ácidos corrosivos, para un nivel
de tensión de 600V y temperatura de operación de 90ºC.
3.7.4. Sensor Reflexivo XUK 1ARCNL2H60
Sistema / Tipo de emisión : Réflex / Infrarrojo
Alcance nominal (Sn) : 7 m (con reflector 50 x 50 mm)
Grado de protección : IP 65, doble aislamiento
Salida : Cable: diámetro 6 mm, longitud 2m,
sección de los hilos: 5 x 0,34 mm2
(Función NC)
Tensión de alimentación : AC o DC 24…..240 V
Tensión máx. contactos del relé : AC 250 V

85
Retardos : Disponibilidad: ≤ 60 ms;
al activar: ≤ 25 ms; al desactivar: ≤ 25 ms
Temperatura ambiente : Para funcionamiento: - 25…+ 55 °C.
Schneider Electric SA. (2018). Detectores fotoeléctricos. Lima, Perú. Recuperado de
https://www.schneider-electric.com.pe/es/search/ XUK1ARCNL2H60
3.7.5. Electroválvula
Alimentación : 24VAC
Presión de funcionamiento : 1,5 ... 8 bar
Tipo de accionamiento : eléctrico
Función de las válvulas : 3/2 cerrada monoestable
Fluido : Aire comprimido según ISO 8573-1:2010
Electroválvula 3/2 monoestable Festo. Recuperado de https://www.festo.com/cat/es-pe_pe/
products_MF?pf=1
3.7.6. Pulsadores
Tensión de trabajo : 230 – 240 VAC
Contactos : NA + NC
Ø del dispositivo : 22mm.
3.7.7. Lámparas de Señalización
Tensión de trabajo : 24 VAC
Tipo de lampara : LED
Ø del dispositivo : 22mm.

86
3.7.8. Selectores
Tensión de trabajo : 240 VAC
Contactos : NA + NC
Ø del dispositivo : 22mm
Formato : M-O-A
3.7.9. Transformador de Tensión 440 / 24 VAC
Relación de transformación : 440 / 24 VAC
Rigidez dieléctrica : 4800V (entre primario y secundario)
2400V (entre primario y masa)
Grado de protección : IP20
Clase de protección : I
Frecuencias : 50 / 60 Hz
3.7.10. Borneras de control y fuerza
Rango : 2.5 – 6mm2
Amperaje máximo : 30 A
Voltaje máximo : 800 V
Paso : 5.2 mm
Marca : LEGRAND
3.7.11. Bandejas Eléctricas
Serán de Plancha Laminada en Frío revestida con una capa de Zinc en ambas caras,
mediante un Procedimiento de Inmersión en caliente. La capa de Zinc brinda protección
contra la corrosión ambiental.
Luego de ser fabricadas las bandejas en plancha LAF pasan por un proceso de decapado,
limpiándole de todo tipo de impureza y oxidación para luego ser sometidas a una poza de

87
Zinc fundido a 400 o 500 ºC de temperatura consiguiéndose una adhesión promedio de 80 a
90 micras de Zinc en promedio, cumpliendo con la norma ASTM A 123.
3.7.12. Tuberías Eléctricas
Electroductos
Las tuberías utilizadas para la protección de los conductores alimentadores y circuitos
derivados serán tuberías plásticas rígidas, fabricados a base de resina termoplástica de
Policloruro de vinilo (PVC) no plastificado, rígido resistente a la humedad y a los ambientes
químicos, retardantes de la llama, resistentes al impacto, al aplastamiento y a las
deformaciones generadas por el calor en las condiciones normales de servicio y además
resistentes a las bajas temperaturas, del tipo pesado. De sección circular, de paredes lisas.
Largo de la tubería de 3m, contenida una campana en un extremo. Se catalogan por su
diámetro nominal en mm.
Accesorios para Electroductos de PVC-P.
Son de material PVC-P.
Curvas.
Se utilizarán curvas de fábrica, de radio normalizado para todas las de 90º.
Unión tubo a tubo.
Serán del tipo para acoplar los tubos a presión. Llevan una campana a cada extremo.
Unión tubo a caja
Se utilizarán la combinación de una unión tipo sombrero y una unión tubo a tubo.

88
3.7.13. Cilindro Neumático DSBC:
Carrera : 250 mm
Diámetro del émbolo : 50 mm
Vástago : Material Acero de aleación fina, 20mmØ,
rosca del vástago (M16x1,5)
Basado en la norma : ISO 21287
Construcción : Émbolo, Vástago, Tubo perfilado
Amortiguación : Amortiguación por tope elástico/placa a
ambos lados
Carrera de amortiguación : 22mm
Presión de funcionamiento : 1 ... 10 bar
Modo de funcionamiento : de doble efecto
Fluido : Aire comprimido según ISO 8573-1:2010
Material de la culata : Aluminio anodizado
camisa del cilindro : Aleación forjable de aluminio
Anodizado deslizante
Festo SA. (2018). Cilindro normalizado DSBC. Lima, Perú. Recuperado de
https://www.festo.com/cat/es-pe_pe/products_DSBC
3.7.14. Modulo Lógico Programable (PLC LOGO SIEMENS)
Módulo lógico (controlador programable) modelo LOGO! 24RC
Alimentación : 24VAC / 24VDC
Entradas : 8 digitales
Salidas : 4 Relés de 10A
Módulo de alimentación : LOGO! Power 24V / 2.5A

89
Módulo Digital LOGO! DM8 24R
Alimentación : 24VAC / 24VDC
Entradas : 4 digitales
Salidas : 4 Relés de 5A
LOGO! TD DISPLAY
Alimentación : 12….24V AC/DC
Visualizador de textos : 4 líneas
Compatibilidad : Conectable con las variantes LOGO! 0BA6
Programable con LOGO! : Soft Comfort V8.0
3.7.15. Variadores de Frecuencia
Principales características:
Modelo : VFD-055E43A, DELTA ELECTRONICS
Voltaje máximo de operación : 460V
Potencia de motor aplicable : 5.5kW / 7.5HP
Número de fases : 3
Máximo voltaje de Salida : 460V
Rango de voltaje / frecuencia : 3Ø, 380-480V, 50/60Hz.
Corriente nominal de entrada : 14 A
Voltaje / Frecuencia de tolerancia : (342-528 V) / (47-63 Hz)
Protección IP : IP20
Modelo : VFD-004E43A, DELTA ELECTRONICS
Voltaje máximo de operación : 460V
Potencia de motor aplicable : 0.4kW / 0.5HP
Número de fases : 3

90
Máximo voltaje de Salida : 460V
Rango de voltaje / frecuencia : 3Ø, 380-480V, 50/60Hz.
Corriente nominal de entrada : 1.9 A
Voltaje / Frecuencia de tolerancia : (342-528 V) / (47-63 Hz)
Protección IP : IP20
3.7.16. Motorreductores
3.7.16.1. Motorreductor de Faja Principal y Faja de Recojo de Residuos
Potencia : 3.73Kw / 5HP
Tensión nominal : 3Ø, 440V
Frecuencia : 60Hz
Cos : 0.85
: 89%,
Velocidad : 1750rpm,
Tipo de motor eléctrico : rotor Jaula de Ardilla
Relación de velocidad : 50:1
Tipo de transmisión del reductor : tipo tornillo-sinfín
3.7.16.2. Motorreductor de Regulador de apertura y cierre de cuchillas
Potencia : 0.373Kw / 0.5HP
Tensión nominal : 3Ø, 440V
Frecuencia : 60Hz
Cos : 0.85
: 89%,
Velocidad : 1750rpm,
Tipo de motor eléctrico : rotor Jaula de Ardilla

91
Relación de velocidad : 50:1
Tipo de transmisión del reductor : tipo tornillo-sinfín
3.8. Aplicación del sistema
Para la instalación se debe hacer uso de los manuales más importantes del tablero de control
(por ejemplo, del PLC), además de hacer uso de las siguientes indicaciones:
- Alimentación y protecciones: Hay que evitar mezclar en una misma fuente de
alimentación elementos de señal y de accionamiento de potencia. Cuando sea
posible, para el PLC, las entradas y salidas deben alimentarse de fuentes
independientes.
- Distribución y cableado interno del tablero de control: El tablero debe ir conectado a
la tierra de la instalación, las puertas del armario deben unirse a tierra a través de
trenzas conductoras.
3.8.1. Partes del sistema.
Para la selección de los componentes del sistema, se deben de tener en cuenta las
condiciones ambientales como la temperatura, el polvo, etc. También la coordinación entre
los equipos de potencia, los aparatos de protección, los ciclos de trabajo y las normas que se
deben respetar para la elaboración de la integración de materiales y equipos.
De acuerdo al equipo que debe contener el tablero para realizar el adecuado control del
sistema, se tiene el siguiente gabinete de control, en el cual se siguen las instrucciones que
la Comisión Electrotécnica Internacional (IEC por sus siglas en inglés) indica para el manejo
de los equipos de baja tensión, como contactores, arrancadores, PLC, hasta la interfase
completa hombre-máquina.
En la sección de planos se encuentra del tablero con las debidas especificaciones, así como
sus componentes tanto de control como de potencia para el manejo del equipo del proceso.

92
3.8.2. Simulación del programa de control del PLC LOGO.
La forma básica de programación más común es la programación en escalera, en esta se
especifica cada una de las tareas de una programación como si fueran los peldaños de una
escalera, este consiste en la elaboración de un programa de manera similar a como se dibuja
un circuito de contactos eléctricos. La secuencia que sigue un PLC para realizar un programa
se resume de la siguiente manera:
- Explorar las entradas asociadas a un peldaño del programa de escalera.
- Solución de la operación lógica de cada una de las entradas.
- Encendido/Apagado de las salidas del peldaño.
- Continúa con el siguiente peldaño y realiza los puntos anteriores 1, 2 y 3, y así
sucesivamente hasta finalizar el programa.
- Las operaciones que se hacen dentro de los peldaños son símbolos gráficos que
incluyen tres formas básicas:
- Contactos: Simbolizan condiciones lógicas de entrada (interruptores, botones,
condiciones internas, etc.).
- Bobinas: Simbolizan condiciones lógicas de salidas (lámparas, arrancadores para
motores, reles, etc.).
- Cuadros: Simbolizan operaciones adicionales (temporizadores, contadores u
operaciones aritméticas.).
3.8.3. Panel de control TD.
Es el que va a servir para que exista una interacción entre el usuario y el proceso, a través
de este el operario podrá poner en acción todo el equipo necesario para que se pueda
comenzar a trabajar en el proceso.

93
3.8.4. Puesta en Marcha.
Se realiza tomando como base los parámetros del proceso, los cuales se deben poder
manipular y visualizar, además de que deben tener los equipos necesarios para su correcta
manipulación, sin riesgo de alteración del programa del PLC. Aquí uno de los aspectos más
importantes es el buen dialogo hombre-máquina, ya que debe existir la seguridad de que el
operador va a poder actuar con seguridad en todo momento. Para lograr esto, es preciso que
se especifiquen todas las características que tienen los programas, los manuales y en general
los dispositivos involucrados en el control.
La puesta en marcha contando con todo el personal involucrado tiene como objetivos:
- Que el usuario sepa cómo ingresar los datos de entrada.
- Que el usuario aprenda a conseguir los resultados y datos de salida.
- Valer como manual de aprendizaje.
- Valer como manual de referencia.
- Precisar las funciones que debe efectuar el usuario.
- Comunicar al usuario de la respuesta a cada mensaje de error.
3.9. Monitoreo, Control y Especificaciones Técnicas de Pruebas
3.9.1. Pruebas de aislamiento
Las pruebas por llevarse a cabo son las siguientes:
Entre cada uno de los conductores activos y tierra.
Entre todos los conductores activos.
La prueba es necesaria sólo para los conductores ubicados entre interruptores, dispositivos
de protección y otros puntos en los que el circuito puede ser interrumpido.
Durante las pruebas, la instalación deberá ser puesta fuera de servicio por la conexión en el
origen de todos los conductores activos y del neutro.

94
Las pruebas deben efectuarse con tensión directa igual o superior a la tensión nominal. Para
tensiones nominales menores de 500V, la tensión de prueba debe ser por lo menos de 500V.
Nota 1: Esta Tabla está dada para una instalación en la cual el conjunto de canalizaciones y
cualquiera sea el número de conductores que las componen, no exceda de 100 m.
Cuando no es posible el fraccionamiento del circuito a 100 m o fracción, se admite
que el valor de la resistencia de aislamiento de toda la instalación sea, con relación
al mínimo que le corresponda, inversamente proporcional a la longitud total de las
canalizaciones.
Nota 2: Cuando los portalámparas, tomacorrientes, calefactores de zócalo u otros
electrodomésticos se conecten a la instalación o donde exista excesiva humedad,
pueden esperarse menores valores de resistencia de aislamiento.
Nota 3: Se deben tomar como referencia las Normas Técnicas Peruanas correspondientes.
Excepción 1: Para instalaciones existentes se puede considerar la resistencia de aislamiento
mínima de 1 000 W / V (por ejemplo: 220 kW a 220 V); es decir la corriente
de fuga no deberá ser mayor de 1 mA a la tensión de 220 V. Si estos tramos
tienen una longitud mayor a 100 m, la corriente de fuga se puede incrementar
en 1 mA por cada 100m de longitud o fracción adicionales.
Excepción 2: Para instalaciones existentes en áreas que posean dispositivos y equipos a
prueba de lluvia aprobados, no se requiere cumplir con la Excepción 1, pero la
resistencia de aislamiento no debe ser menor de 500 W / V .

95
3.9.2. Aplicación del código nacional de electricidad
Para todo lo no especificado en el presente capítulo, es válido el Código Nacional de
Electricidad en vigencia aprobado por la Dirección General de Electricidad del Ministerio de
Energía y Minas.
3.10. Mantenimiento.
3.10.1. Mantenimiento del sistema de control.
Es la sistematización de operaciones cuyo objetivo es la conservación de máquinas e
instalaciones productivas. Este es importante porque reduce costos, facilita el control de la
producción, mejora la calidad del producto, hay menos accidentes de trabajo y menos paros
de máquina.
El programa de actividades que se realizará para este sistema es el de mantenimiento
preventivo, el cual como se sabe, es el que se realiza con el fin de garantizar que la calidad
de servicio que estos proporcionan continúe dentro de los límites establecidos.
En lo que concierne al tablero de control y al PLC, se debe de seguir la siguiente secuencia
de operaciones:
- Debe hacerse un registro con todas las condiciones iniciales de operación del tablero
y de los distintos equipos empleados dentro del proceso de fermentación.
- Se debe comprobar la fecha de caducidad de los elementos perecederos, en el caso
de los PLC sería la batería / memoria.
- Debe comprobarse periódicamente (cada 6 meses) el buen estado de los elementos
- redundantes o de protección.
- Debe comprobarse que estén libres de polvo los filtros para ventilación de los equipos
contenidos dentro del tablero de control.
- Revisar el cableado para cerciorarse que no existan bornes o conectores flojos.
- Revisar la toma a tierra, comprobando que exista un buen contacto.

96
3.10.2. Programación
3.10.2.1. Programación de actividades para la implementación de la propuesta
De acuerdo a la propuesta seleccionada se procede a programar las actividades para la
implementación del sistema de control de la cortadora de rebaba por medio del PLC LOGO.
A continuación, se detallan los pasos a seguir:
- Presentación del proyecto a la gerencia de la empresa dando a conocer los beneficios
y utilidades que se obtendrán al aprobar y ejecutar el mismo.
- Establecer como política de la empresa la capacitación técnica de todo el personal.
Que opera la línea de raspado, así como también a todo el personal de mantenimiento
eléctrico para que por intermedio de esta capacitación tengan presentes la importancia
de esta implementación de nuevas tecnologías, así como su fácil manejo y deducción
de problemas que lleguen a presentarse
- La propuesta contempla la construcción de un sistema de control automatizado por
intermedio de PLC (control lógico programable) que controlan los actuadores.
- Puesta en marcha de la propuesta una vez aprobado el cronograma de
Implementación
3.11. Parámetros Técnicos de la máquina Cortadora de Rebaba
- Velocidad de corte : 0.2m / Seg.
- Tensión Nominal : 440V, 3 fases
- Potencia eléctrica : 10kW
- Frecuencia : 60Hz.
- Corriente Nominal : 15.44A

97
Características de la máquina:
- Apertura y cierre de cuchillas al ancho de banda requerido.
- Graduación del ángulo de corte.
- Contador de bandas procesadas.
- Opción de operación en manual y automático.
3.12. Cronograma de mantenimiento
Tabla 16. Cronograma de mantenimiento de la máquina cortadora. Elaboración propia
CRONOGRAMA DE MANTENIMIENTO
DESCRPCION DIARIO SEMANAL QUINCENAL MENSUAL SEMESTRAL ANUAL
Lubricacion partes moviles X
Afilado de cuchillas X
Calibracion de cuchillas X
Cambio de aceite a motoreductores X
Lubricacion de rodamientos X
Templado de fajas y cadenas X
Limpieza de tableros electricos X
Ajuste de contactos electricos X
Revision de nivel de aceite X
Revision de presion de aire y unidad de mantenimiento X
Revision de motoreductores X
Revision de componentes electricos. X
FRECUENCIA
MAQUINA : CORTADORA DE REBABA

98
CAPÍTULO 4
ANÁLISIS DE COSTO Y BENEFICIO DE LA INVESTIGACIÓN
En este capítulo se analizará la factibilidad del proyecto mediante los indicadores de logro de
objetivos al implementar la máquina cortadora.
4.1. Memoria descriptiva de las características técnicas más importantes del
cortador eléctrico
Generalidades: Las características técnicas se redactan de acuerdo a la finalidad del diseño
propuesto que permitirán solucionar la problemática que se presenta el corte de rebaba.
Alcance: Las características técnicas enunciadas han de servir como documento técnico
hacia su presentación ante el departamento de mantenimiento, además como base para la
fabricación del cortador eléctrico requerido.
Ubicación: El cortador eléctrico se encontrará ubicado en el inicio del proceso del corte de
rebaba.

99
4.1.1. Características técnicas más importantes del cortador eléctrico:
Velocidad de corte: Debido a que el cortador eléctrico realizará en 55segundos el corte a la
banda de rodadura de 11 metros, entonces la velocidad que tendrá el cortador eléctrico a
diseñar será de 0.2m / s
Tensión nominal: La tensión que posee la fábrica es de 440 Voltios, en formación trifásica
(R, S, T), es decir, esta tensión será la requerida por el cortador eléctrico a diseñar.
Potencia eléctrica: La potencia a considerar será la suma de potencias de los motores
calculados y del sistema de control, es decir:
02 motorreductores de Faja Principal y Faja de Recojo de Residuos
Potencia: 3.73Kw
01 motorreductor de Regulador de apertura y cierre de cuchillas
Potencia: 0.373Kw
Sistema de control
Potencia: 2.00Kw
La potencia resultante que requiere el cortador eléctrico será como mínimo 9.83Kw, es por
esto que, para el diseño se ha considerado 10Kw.
Frecuencia: La frecuencia a considerar será de 60Hz.
Corriente nominal: Poseerá una corriente nominal de 15.44A.

100
4.2. Resultados de la Investigación por medio indicadores de logro de los objetivos.
4.2.1. Perspectiva: “LÍNEA DE PRODUCCIÓN DE RASPADO”
Variable dependiente: “PRODUCCIÓN”
Objetivo Estratégico:
“Fusionar el proceso de corte de rebaba con la línea de raspado”
Indicadores:
a.- Incremento de la eficiencia en la producción de bandas de rodadura.
b.- Monitoreo y control del proceso sobre cualquier etapa de este.
c.- Seguridad para el operario en la operación de la maquinaria de la línea de
producción.
4.2.2. Perspectiva: “FACTIBILIDAD ECONÓMICA”
Variable independiente: “RENTABILIDAD”
Objetivo Estratégico:
“Evaluar la factibilidad económica del proyecto”
Indicadores:
a.- Rentabilidad de la inversión
VAN (valor actual neto)
TIR (tiempo de recuperación de la inversión)
B/C (costo - beneficio)
4.3. Análisis de Costo de Inversión de la máquina cortadora
A continuación, se muestran los costos de inversión inicial para la elaboración de la máquina
cortadora propuesta, la fuente de los costos se obtuvo de la base de datos de la empresa y
de cotizaciones realizadas con los proveedores de la empresa LAMINADOS SAC.

101
Tabla 17 Tabla de inversión Inicial componentes Eléctricos. Elaboración propia.
Tabla 18 Tabla de inversión Inicial componentes estructurales. Elaboración propia.
Tabla 19 Tabla de inversión Inicial componentes Mecánicos. Elaboración propia.
Descripción Unidades Costo Unitario Costo Total
Motoreductores electricos 3 S/. 2,100.00 S/. 6,300.00
Electrovalvula 3/2 Festo 1 S/. 250.00 S/. 250.00
Contactores + contactos
auxiliares8 S/. 135.00 S/. 1,080.00
Guardamotor 3 S/. 225.00 S/. 675.00
Supresores de pico RC 3 S/. 70.00 S/. 210.00
Potenciometros 0 - 5 MW 3 S/. 20.00 S/. 60.00
Sensor foto electrico 1 S/. 420.00 S/. 420.00
Variador de Frecuencia 3 S/. 1,100.00 S/. 3,300.00
Logo Siemens + Modulos
de expansion + LogoTD1 S/. 1,550.00 S/. 1,550.00
Selector, Pulsadores,
señalizacion, etc 1 S/. 1,750.00 S/. 1,750.00
Cicruito de control 1 S/. 600.00 S/. 600.00
Interruptor de caja
moldeada1 S/. 330.00 S/. 330.00
Conductores electricos +
canalizaciones1 S/. 3,500.00 S/. 3,500.00
Tableros electricos 2 S/. 2,050.00 S/. 4,100.00
Ferreteria 1 S/. 700.00 S/. 700.00
S/. 24,825.00TOTAL :
Descripción Unidades Costo Unitario Costo Total
Perfil de acero de 60x600x3000mm 10 S/. 450.00 S/. 4,500.00
Perfil de acero de 40x40x3000mm 4 S/. 141.00 S/. 564.00
Perfil de aluminio de 60x60x3000mm 6 S/. 196.00 S/. 1,176.00
Plancha de acero de 150x2000mm 8 S/. 74.00 S/. 592.00
Plancha de acero de 800x2000mm 8 S/. 250.00 S/. 2,000.00
Bases, reguladores, etc. 1 S/. 2,000.00 S/. 2,000.00
S/. 10,832.00TOTAL :
Descripción UnidadesCosto
UnitarioCosto Total
Soportes, rieles, etc 1 S/. 4,000.00 S/. 4,000.00
Guias de tope lineales 12 S/. 62.00 S/. 744.00
Ferreteria 1 S/. 600.00 S/. 600.00
Cilindro neumatico 1 S/. 450.00 S/. 450.00
Rodillos 14 S/. 95.00 S/. 1,330.00
Cuchillas de corte 10 S/. 90.00 S/. 900.00
Chumaceras 28 S/. 160.00 S/. 4,480.00
S/. 12,504.00TOTAL :

102
Tabla 20 Tabla de inversión Inicial Mano de obra. Elaboración propia.
Tabla 21. Tabla de inversión Inicial Herramientas y equipos. Elaboración propia.
Tabla 22. Tabla de inversión Inicial Gastos de Fabricación. Elaboración propia.
Tabla 23. Resumen de inversión Inicial. Elaboración propia.
En total se necesita invertir para la fabricación de la Máquina Cortadora es de S/. 61,056.33
con un periodo de ensamble de 2 meses.
Descripción Unidades Costo H-HTotal
H x 52 díasCosto Total
Personal Tecnico 4 S/. 8.33 208 S/. 6,933.33
Operarios 1 S/. 6.25 208 S/. 208.00
Ingenierios 1 S/. 25.00 104 S/. 104.00
S/. 7,245.33TOTAL :
Descripción UnidadesCosto
UnitarioCosto Total
Maquina de Soldar 1 S/. 600.00 S/. 600.00
Consumibles 1 S/. 1,000.00 S/. 1,000.00
Herramientas manuales 1 S/. 650.00 S/. 650.00
Herramientas Electricas 1 S/. 800.00 S/. 800.00
Instrumentos de medicion 1 S/. 600.00 S/. 600.00
S/. 3,650.00TOTAL :
Descripción Unidades Costo Unitario Costo Total
Consumo de electricidad,
gastos varios1 S/. 800.00 S/. 800.00
Gastos de adminisracion y
logistica1 S/. 1,200.00 S/. 1,200.00
S/. 2,000.00TOTAL :
Descripción Costo Total
Componentes Estructurales S/. 10,832.00
Componentes Mecanicos S/. 12,504.00
Componentes Electricos S/. 24,825.00
Mano de Obra S/. 7,245.33
Herramientas y Equipos S/. 3,650.00
Gastos de Fabricacion S/. 2,000.00
TOTAL : S/. 61,056.33

103
4.3.1. Consumo Eléctrico de la cortadora
Se considera cada mes de 26 días laborables y 6 días laborales a la semana.
Se estima que la máquina opere 18 horas por día, la potencia consumida por la máquina es
de 10kW-h, 180kW por día, 4.68 MW mensual, 56.16MW anuales.
El costo por kW-h promedio para el horario de trabajo de la cortadora actualmente es de
S/. 0.60
Lo que simboliza un costo de:
Costo de electricidad diaria = 180 kW x 0.60 S/. x kW.h = S/. 108.00
Costo de electricidad mensual = 4680 kW x 0.60 S/. x kW.h = S/. 2808.00
Costo de electricidad anual = 56160 kW x 0.60 S/. x kW.h = S/. 33696.00
4.3.2. Producción de bandas de rodadura
Tomaremos como ejemplo para nuestros cálculos la banda de rodadura tipo RIB para uso
URBANO, la cual es la de mayor producción y tiene las siguientes características:
Uso Urbano
Base 180mm
Profundidad 11mm
Peso 2.27 kg/m
Longitud 11m
Tabla 24. Laminados SAC. Banda de rodadura tipo RIB, uso urbano. Recuperado de
http://indelband.com/urbano.html

104
La empresa LAMINADOS SAC actualmente tiene un margen de producción para este tipo de
banda de 270 bandas de 11m diarias, para ello cuenta con 6 operarios abocados a la tarea
de corte de rebaba, esto debido a que este trabajo actualmente se realiza de forma artesanal.
Con la implementación de esta máquina eléctrica cortadora de rebaba se reduciría el personal
para esta labor de 6 a 1 solo operario y se podría incrementar la producción de bandas diarias
de 270 a un máximo de 2160 trabajando 18 horas por día como es el tiempo actual de horas
trabajadas.
La empresa por su cadena de producción tiene la capacidad de incrementar la producción de
bandas diarias de 270 a 420 bandas de 11m. Es este número el que utilizaremos para
nuestros cálculos.
Tabla 25. Costo de producción actual de una banda de rodadura de 11m de longitud.
Elaboración propia.
Tabla 26. Producción Actual de bandas de rodadura de 11m de longitud. Elaboración propia.
Descripción Costo Total
Insumos S/. 52.00
Logistica S/. 19.50
Maquinaria (depreciacion) S/. 19.50
Mantenimiento S/. 10.40
Mano de obra S/. 19.50
Merma S/. 2.60
Otros S/. 6.50
COSTO PARCIAL : S/. 130.00
IGV S/. 23.40
COSTO TOTAL : S/. 153.40
PRECIO DE VENTA : S/. 185.00
UTILIDAD: S/. 31.60
DescripciónCosto
Unitario
Produccion
diaria
Sub Total
Diario
Sub Total
Mensual
Costo de produccion por banda S/. 153.40 270 S/. 41,418.00 S/. 1,076,868.00
Precio de venta por banda S/. 185.00 270 S/. 49,950.00 S/. 1,298,700.00
Utilidad por banda S/. 31.60 270 S/. 8,532.00 S/. 221,832.00

105
Tabla 27. Costo de producción de una banda de rodadura de 11m con la implementación
de la cortadora. Elaboración propia.
Tabla 28. Producción lograda con la implementación de la cortadora. Elaboración propia.
Tabla 29. Resumen de inversión de la cortadora. Elaboración propia.
Tabla 30. Flujo de Caja. Elaboración propia.
Descripción Costo Total
Insumos S/. 52.00
Logistica S/. 24.00
Maquinaria (depreciacion) S/. 24.80
Mantenimiento S/. 19.00
Mano de obra S/. 6.50
Merma S/. 0.65
Otros S/. 11.00
Consumo de electricidad S/. 0.50
COSTO TOTAL : S/. 138.45
IGV S/. 24.92
COSTO TOTAL : S/. 163.37
PRECIO DE VENTA : S/. 185.00
UTILIDAD: S/. 21.63
DescripciónCosto
Unitario
Produccion
diaria
Sub Total
Diario
Sub Total
Mensual
Costo de produccion por S/. 163.37 420 S/. 68,615.82 S/. 1,784,011.32
Precio de venta por banda S/. 185.00 420 S/. 77,700.00 S/. 2,020,200.00
Utilidad por banda S/. 21.63 420 S/. 9,084.18 S/. 236,188.68
Produccion
diaria
Sub Total
Diario
Sub Total
Mensual
420 S/. 68,615.82 S/. 1,784,011.32
CONSTRUCCION DE MAQUINA CORTADORA
Descripción
COSTO DE PRODUCCION CON LA MAQUINA
CORTADORA
S/. 61,056.33
Descripción Mes 1 Mes 2 Mes 3 Mes 4 Mes 5 Mes 6
Ingresos S/. 14,356.68 S/. 14,356.68 S/. 14,356.68 S/. 14,356.68
Egresos S/. -61,056.33 S/. -61,056.33 S/. -61,056.33 S/. -46,699.65 S/. -32,342.97 S/. -17,986.29
Flujo Neto S/. -46,699.65 S/. -32,342.97 S/. -17,986.29 S/. -3,629.61S/. -61,056.33
Descripción Mes 7 Mes 8 Mes 9 Mes 10 Mes 11 Mes 12
Ingresos S/. 14,356.68 S/. 14,356.68 S/. 14,356.68 S/. 14,356.68 S/. 14,356.68 S/. 14,356.68
Egresos S/. -3,629.61 S/. 10,727.07 S/. 25,083.75 S/. 39,440.43 S/. 53,797.11 S/. 68,153.79
Flujo Neto S/. 10,727.07 S/. 25,083.75 S/. 39,440.43 S/. 53,797.11 S/. 68,153.79 S/. 82,510.47

106
Para el presente trabajo de tesis consideramos una tasa de descuento, teniendo en cuenta
la inflación anual, tasas de interés, producción y un riesgo estimado, todos los datos fueron
facilitados por la empresa LAMINADOS SAC, para nuestro caso será del 15% que es valor
con el que trabaja la empresa, con lo cual determinaremos si es viable o no el proyecto.
4.4. Análisis de Beneficios de la Implementación
Se comprueba también que el proyecto es rentable, pues al analizar el cálculo del Costo–
Beneficio (B/C) resulta ser mayor a la unidad.
De la tabla 27 (Costo de producción de una banda de rodadura de 11m con la implementación
de la cortadora), tenemos lo siguiente:
Donde:
Venta (ingresos) = S/. 165.00
Costo (egresos) = S/. 141.04
B
C=
Ingresos
Costo= (
165.00
141.04) = 1.17 > 1
Con el análisis de estos indicadores se concluye que la implementación de la máquina
cortadora en el proceso de corte de rebaba es factible.
4.5. Análisis de Sensibilidad
Efectuaremos una evaluación económica teórica que determine la vialidad del proyecto
mediante los indicadores financieros VAN, TIR y PAYBACK.
El proyecto tiene un tiempo de desarrolló de 2 meses y se considera dentro del presupuesto
las horas – hombre de trabajo; de acuerdo con las responsabilidades que se realizan en el
proyecto y según la remuneración de cada personal.
Se generó gastos también en los materiales para la construcción estructural, servicio de corte
y doblez de la máquina, así también como los dispositivos eléctricos, electrónicos y
neumáticos.

2
4.5.1. Criterio de viabilidad para el caso propuesto
- Valor Actual Neto (VAN): Nos muestra rentabilidad o la utilidad neta generada por el
proyecto. Es la diferencia entre el flujo de caja (Rt) y la inversión inicial (Io) a lo largo
de la vida útil del proyecto.
Si el VAN de nuestro trabajo de tesis es mayor a cero, el proyecto en estudio es factible
desde el enfoque financiero.
- Tasa Interna de Retorno (TIR): Es una tasa de rendimiento utilizada en el
presupuesto de capital para comparar y medir la rentabilidad del trabajo de tesis
propuesto. Se define además como el valor de la tasa de descuento que hace que el
VAN sea igual a cero, para un proyecto de inversión dado.
Labán Hijar, Juan H. (2018). Análisis, diseño y selección de alternativas de iluminación para
alumbrado público con nuevas tecnologías. Universidad Tecnológica del Perú. Lima – Perú.
4.5.2. Cálculo del VAN, TIR y Payback
Siendo:
Tasa de descuento : 15%
Inversión inicial : 61,056.33 soles.
Flujo de caja mensual : 14,356.68 soles
Tabla 31. Cálculo de VAN y TIR. Elaboración propia.
15%
S/. 10,996.52 Valor positivo, inversion factible
20% Valor superior a la tasa de descuento, inversion factibleTIR a 12 meses :
CALCULO DE VAN Y TIR
Tasa de Descuento :
VAN a 12 meses :

3
Periodo de Payback = (Periodo último con flujo acumulado negativo) + (Valor absoluto del
ultimo flujo acumulado negativo / Valor del flujo de caja en el siguiente periodo)
Periodo de Payback = 7 + (3629.61
14356.68) = 7 + 0.25 = 7.25 𝑚𝑒𝑠𝑒𝑠
El periodo de recuperación o payback, es de 7,25 meses o de 8 meses aproximadamente.
Este resultado se puede observar en la gráfica siguiente
Figura 26. Periodo de Recuperación o Payback. Elaboración propia.
4.6. Cronograma de Implementación
El cronograma de implementación de la alternativa de solución seleccionada se ha diseñado
bajo el uso del programa Microsoft Project, para lo cual se ha utilizado la técnica del diagrama
de Gantt con este método tratamos de ordenar y clasificar las actividades de la propuesta de
tal forma que se cumplan con las fechas estipuladas del inicio y final de la propuesta,
disponiendo de los recursos de manera lógica y oportuna para que así sea más eficaz y
eficiente el desenvolvimiento de esta.

4
Figura 27. Cronograma de obra. Elaboración propia.

5
Siguiendo el procedimiento del cronograma de implementación, realizado con el programa
Microsoft Project se consiguieron los siguientes resultados
- La puesta en marcha de la propuesta tendrá una duración de 60 días calendario al
momento de la aprobación de este.
- El cronograma marca como fecha de inicio el 01 de abril de 2019 y como final del
proyecto el 30 de mayo de 2019.
- De esta manera se asegura que el proyecto será factible para su puesta en marcha.

6
CONCLUSIONES Y RECOMENDACIONES
CONCLUSIONES
- Se logro diseñar un cortador eléctrico de rebaba de 0.2 m/s de velocidad para
optimizar el tiempo de producción y la cantidad de personal involucrado en la
producción de bandas de rodadura en la empresa Laminados SAC.
- Con la implementación de la cortadora de rebaba en la faja de entrada de la máquina
raspadora, se fusionarán los procesos de corte de rebaba con el proceso de raspado,
iniciándose un proceso a continuación del otro sin intervención entre ambos. Antes de
la implementación el proceso de corte de rebaba se realizaba manualmente y tomaba
12 minutos por banda de 11 m, sin embargo, al implementar la cortadora el corte toma
1.5 minutos por banda de 11 m, logrando una reducción de tiempo de 87.5%, es decir,
el proceso se realiza 8 veces más rápido.
- Antes de la implementación de la cortadora de rebaba eléctrica el proceso de corte de
rebaba era realizado por 6 personas, con la implementación de esta se reduce la
cantidad de personal necesario en esta labor de 6 a 1, es decir se logra una reducción
de la mano de obra del 83.3%.

7
RECOMENDACIONES
- Actualizar la normativa nacional vigente ya que, con los avances en tecnología, la
concientización en la utilización de la energía eléctrica a nivel mundial para disminuir
el impacto ambiental se necesitan nuevas normas enfocadas en la sustentabilidad y
atenuar el impacto al medio ambiente.
- La recomendación a la empresa Laminados SAC es la de promover el desarrollo
tecnológico dentro de la empresa con charlas y capacitaciones al personal técnico y
de producción, y la concientización en el uso correcto de la energía eléctrica.

8
GLOSARIO
- Banda de rodadura
Es la zona blanda que constituye la superficie de contacto entre el asfalto y el caucho
de un neumático.
- Contactores
Son dispositivos electromecánicos que pueden ser usados para el mando o potencia,
estos se cierran o se abren para el paso de la corriente.
- Guardamotores
Es un interruptor termomagnético para motores.
- Rebaba
Porción de material que sobresale en la superficie o en los bordes de un objeto.
- Software
Es un soporte lógico de un sistema informático que hace viable el cumplimiento de
labores informáticas.
- PLC LOGO!
Es un módulo lógico programable, es decir, un PLC que permite que, sin intervención
del operario, las máquinas realicen un trabajo. Para ello, es necesario ingresar un
programa al LOGO!
- Variador de frecuencia
Es un sistema que controla la velocidad de giro de un motor eléctrico de corriente
alterna controlando la frecuencia alimentación suministrada al mismo.

9
BIBLIOGRAFÍA
- Axiome.Designer of robotic machines. (2014). Axiome machines. Aizenay, Francia.
Recuperado de https://www.axiome-cutting.com/espagnol.html
- Bain, D. (1985). Aspectos fundamentales, Productividad: La solución a los problemas
de la empresa (p.3). México: Ediciones McGraw-Hill.
- Código nacional de electricidad - utilización, (2006), Lima, Perú.
- Epli SAC. (2015). Variadores de frecuencia Delta. Lima, Perú. Recuperado de
https://www.epli.com.pe/es/productos/variador-de-velocidad-delta
- Goodyear Perú (2007). Slideshare: Programa de entrenamiento MRT – Elite. Lima,
Perú.: Recuperado de https://es.slideshare.net/Joseph-O/modulo-1-proceso-de-
fabricacin-de-l-lantas-format.
- Goodyear España (2016). ¿Cómo se fabrica un neumático?
https://www.goodyear.eu/es_es/consumer/learn/how-tires-are-made.html.
- Festo Perú. (2013). Actuadores neumáticos Festo. Recuperado de
https://www.festo.com.pe
- INDECO SA. (2018). Características técnicas de conductor NHX-90, recuperado de
www.indeco.com.pe.
- Labán Hijar, Juan Hermes. (2018). Análisis, diseño y selección de alternativas de
iluminación para alumbrado público con nuevas tecnologías. (Tesis de pregrado).
Universidad Tecnológica del Perú. Lima – Perú.
- LAMINADOS SAC, Lima, Perú, (2015), Folleto de introducción, 2da Edición.
Pp. 9 – 13.

10
- Mariano Balabarca, Henry Pool (2017), Construcción de una máquina lavadora de
envases plásticos multiformato. (Informe de Suficiencia Profesional). Universidad
Tecnológica del Perú. Lima – Perú.
- MITH, William F. (2006) Fundamentos de la ciencia e ingeniería de materiales (p.426-
512). Traducción de Gabriel Nagore Cazares. Cuarta edición. México, D:F : editorial
McGraw-Hill.
- RAMOS, J. (2001), Optimización de operaciones en la línea de producción para
incrementar la productividad y disminuir el desperdicio. (Tesis inédita de Maestría).
Universidad Autónoma de Nuevo León, Monterrey, México.
- Ricardo Zurita Armas (2013), Componentes principales de las instalaciones eléctricas,
Separata del curso universitario Introducción al Diseño. Universidad Tecnológica del
Perú, UTP. Lima, Perú.
- Schneider Electric SA. (2018). Lista_de_Precios_Peru_2018. Lima, Perú.
- Scribd. (2015). Selección de reductores y acoplamientos. USA. https://es.scribd.com/
doc/271952883/selección-de-motorreductor-algunos-calculos-pdf
- SIEMENS AG (2003) Manual LOGO! Siemens. Edición 06/2003. Nuernberg,
Alemania: Siemens AG. Recuperado de www.siemens.com/logo/
- Solo contabilidad. (2012). Métodos de cálculo para el pronóstico. Bogotá, Colombia.
https://www.solocontabilidad.com/2012/metodos-de-calculo-para-el-pronostico.html
- Stephen N. Chapman, (2006) Planificación y control de la producción (p.18-79).
Traducción de Erika Montserrat Jasso Hernand Borneville. Primera edición. México;
editorial Pearson Educación de México, S.A. de C.V.
- Tercesa S.L. Secter Transmisiones (2017). Motoreductores. Madrid, España.
Recuperado de https://tercesa.com/noticias/que-es-un-motorrecuctor/
- Universidad Tecnológica del Perú, (2017), Guía para la elaboración del plan de tesis.
Lima-Perú.
- Vargas Sagastegui, Joel D. (2012), Diagrama de Operaciones “Elaboración DOP,
DAP”, Ingeniería de Métodos I - Universidad San Martin de Porres. Lima, Perú.

11
ANEXOS

12
Anexo 1. Área de corte de rebaba actual Elaboración propia.
11m
MESA DE TRABAJO
ZONA DE APILAMIENTO
DE BANDAS POR
PROCESAR
6m
ZONA DE APILAMIENTO
DE BANDAS
PROCESADAS
6m
DEPOSITO DE RESIDUOS
9m
7m
AREA DE CORTE DE REBABA ACTUAL
AREA DE TRANSITO
DE MONTACARGA
AREA DE CORTE DE REBABA
ACTUAL
(ELABORACION PROPIA)
LAMINADOS SAC
TABLERO CORTADORA
DISEÑO
DIBUJADO
FECHA FIRMA
C.C.N.
C.C.N.
28-01-19
28-01-19

13
Anexo 2. Línea de producción propuesta. Elaboración propia.
AREA DE CORTE DE REBABA
PROPUESTA
(ELABORACION PROPIA)
11m
INICIO DE LÍNEA
(FAJA TRANSPORTADORA)
ZONA DE APILAMIENTO
DE BANDAS POR
PROCESAR
6m
DEPOSITO DE RESIDUOS
7m
AREA DE TRANSITO
DE MONTACARGA
CORTADORA
DE REBABA
INGRESO A
MAQUINA
RASPADORA
11m
LÍNEA DE PRODUCCIÓN PROPUESTA
FIN DE LÍNEA
(FAJA TRANSPORTADORA)
LAMINADOS SAC
TABLERO CORTADORA
DISEÑO
DIBUJADO
FECHA FIRMA
C.C.N.
C.C.N.
28-01-19
28-01-19

14
Anexo 3. Esquema de fuerza de cortadora. Elaboración propia
DISEÑO
DIBUJADO
FECHA FIRMA
C.C.N.
C.C.N.
28-01-19
28-01-19
LAMINADOS SAC
TABLERO CORTADORA
ESQUEMA DE FUERZA
MAQUINA CORTADORA
M
3~
U V W
R1
COM +10
L1 L2 L3
A/V
VARIADOR DE
FRECUENCIA
SCSB SA1 3 5
U V W
M
3~
U V W
R1
COM+10
1 3 5
2 4 6
L1 L2 L3
440VAC, 3Ø, 60Hz
A/VFWRV +24V
VARIADOR DE
FRECUENCIA
SC SBSA 1 3 5
U V W
KM1
1 3 5
2 4 6
KM2
M
3~
U V W
R1
COM +10
L1 L2 L3
A/V
VARIADOR DE
FRECUENCIA
SCSB SA1 3 5
U V W
1 3 5
2 4 6
KM3
L1
L2
L3
FAJA PRINCIPAL APERTURA - CIERRE
DE CUCHILLAS
FAJA DE RESIDUOS
23
24
KM1
FW RV+24V
13
14
KM2
FW RV+24V
23
24
KM3KA5
13
14
ESQUEMA DE FUERZA, 440VAC, 3Ø, 60Hz
2 4 6
IG
1 3 5
2 4 6
IG1
1 3 5
1 3 5
2 4 6
IG2
1 3 5
1 3 5
2 4 6
IG3
1 3 5
KA1 : CONTACTOR DE SELECCIÓN DE MODO MANUAL
KA2 : CONTACTOR DE SELECCIÓN DE MODO AUTOMÁTICO
KA3 : CONTACTOR DE SUBIDA - BAJADA DE CUCHILLAS
KA4 : CONTACTOR DE OPERACIÓN EN MODO AUTOMÁTICO
KA5 : CONTACTOR DE CIERRE DE CUCHILLAS
KM1 : CONTACTOR DE AVANCE DE FAJA PRINCIPAL
KM2 : CONTACTOR DE APERTURA DE CUCHILLAS
KM3 : CONTACTOR DE AVANCE DE FAJA DE RESIDUOS
EV1 : ELECTROVALVULA
C : CONTADOR DE CICLOS / CONTADOR DE BANDAS
IG : INTERRUPTOR GENERAL
IG1 : GUARDAMOTOR DE MOTOR FAJA PRINCIPAL
IG2 : GUARDAMOTOR DE MOTOR APERTURA /
CIERRE DE CUCHILLAS
IG3 : GUARDAMOTOR DE MOTOR FAJA DE RESIDUOS
M3~ : MOTOR ASÍNCRONO 3Ø, JAULA DE ARDILLA
M-0-A : SELECTOR MANUAL - 0 - AUTOMÁTICO
PE1, PE2 : PULSADOR DE PARADA DE EMERGENCIA
SENSOR : SENSOR ÓPTICO
S1 : PULSADOR DE PARADA CICLO AUTOMÁTICO
S2 : PULSADOR DE ARRANQUE CICLO AUTOMÁTICO
S3 : PULSADOR DE PARADA CICLO MANUAL
S4 : PULSADOR DE ARRANQUE CICLO MANUAL
S5 : PULSADOR DE BAJADA DE CUCHILLAS CICLO MANUAL
S6 : PULSADOR DE SUBIDA DE CUCHILLAS CICLO MANUAL
S7 : PULSADOR DE PARADA DE FAJA DE RESIDUOS
S8 : PULSADOR DE ARRANQUE DE FAJA DE RESIDUOS
S9 : PULSADOR DE APERTURA DE CUCHILLAS
S10 : PULSADOR DE CIERRE DE CUCHILLAS
H1 : PARADA DE EMERGENCIA
H2 : FALLA DE MOTOR FAJA PRINCIPAL
H3 : FALLA DE MOTOR DE CUCHILLAS
H4 : FALLA DE MOTOR FAJA RECOJO RESIDUOS
H5 : COLUMNA DE LUCES
LEYENDA

15
Anexo 4. Esquema de conexiones LOGO! Elaboración propia
S7 S8 S10S9
A1
A2
KA2
A1
A2
KA3
A1
A2
KA4
A1
A2
KA5
A1
A2
KM3
A1
A2
KM1
A1
A2
KM2
A1
A2
EV1
M-0-AIG1
X1
X2
H1
X1
X2
H2
X1
X2
H3
A1
GY
BK
WH
X1
X2
H4
PA
RA
DA
EM
ER
GE
NC
IA
FA
LL
A F
AJA
PR
INC
IPA
L
FA
LL
A F
AJA
RE
CO
JO
RE
SID
UO
S
FA
LL
A M
OT
OR
DE
CU
CH
ILL
AS
IG2
A1
A2
IG3
CO
LU
MN
A D
E
LU
CE
S (
R)
H5
A1
A2
H5
CO
LU
MN
A D
E
LU
CE
S (
V)
SE
NS
OR
FO
TO
EL
EC
TR
ICO
SENSOR
AV
AN
CE
DE
FA
JA
DE
RE
SID
UO
S
EL
EC
TR
OV
AL
VU
LA
AP
ER
TU
RA
DE
CU
CH
ILL
AS
LAMINADOS SAC
TABLERO CORTADORA
ESQUEMA DE CONEXIONES LOGO!
MAQUINA CORTADORA
28-01-19
28-01-19
DISEÑO
DIBUJADO
FECHA FIRMA
C.C.N.
C.C.N.
PE2
KA1 : CONTACTOR DE SELECCIÓN DE MODO MANUAL
KA2 : CONTACTOR DE SELECCIÓN DE MODO AUTOMÁTICO
KA3 : CONTACTOR DE SUBIDA - BAJADA DE CUCHILLAS
KA4 : CONTACTOR DE OPERACIÓN EN MODO AUTOMÁTICO
KA5 : CONTACTOR DE CIERRE DE CUCHILLAS
KM1 : CONTACTOR DE AVANCE DE FAJA PRINCIPAL
KM2 : CONTACTOR DE APERTURA DE CUCHILLAS
KM3 : CONTACTOR DE AVANCE DE FAJA DE RESIDUOS
EV1 : ELECTROVALVULA
IG1 : GUARDAMOTOR DE MOTOR FAJA PRINCIPAL
IG2 : GUARDAMOTOR DE MOTOR APERTURA /
CIERRE DE CUCHILLAS
IG3 : GUARDAMOTOR DE MOTOR FAJA DE RESIDUOS
M-0-A : SELECTOR MANUAL - 0 - AUTOMÁTICO
PE1, PE2 : PULSADOR DE PARADA DE EMERGENCIA
SENSOR : SENSOR ÓPTICO
S1 : PULSADOR DE PARADA CICLO AUTOMÁTICO
S2 : PULSADOR DE ARRANQUE CICLO AUTOMÁTICO
S3 : PULSADOR DE PARADA CICLO MANUAL
S4 : PULSADOR DE ARRANQUE CICLO MANUAL
S5 : PULSADOR DE BAJADA DE CUCHILLAS CICLO MANUAL
S6 : PULSADOR DE SUBIDA DE CUCHILLAS CICLO MANUAL
S7 : PULSADOR DE PARADA DE FAJA DE RESIDUOS
S8 : PULSADOR DE ARRANQUE DE FAJA DE RESIDUOS
S9 : PULSADOR DE APERTURA DE CUCHILLAS
S10 : PULSADOR DE CIERRE DE CUCHILLAS
S11 : REINICIO DE CONTADOR
H1 : PARADA DE EMERGENCIA
H2 : FALLA DE MOTOR FAJA PRINCIPAL
H3 : FALLA DE MOTOR DE CUCHILLAS
H4 : FALLA DE MOTOR FAJA RECOJO RESIDUOS
H5 : COLUMNA DE LUCES
PE1
A1
A2
KA1
L1
L2
S1 S2 S3 S4
AV
AN
CE
DE
FA
JA
PR
INC
IPA
L
OP
ER
AC
ION
EN
AU
TO
MÁ
TIC
O
SU
BID
A -
BA
JA
DA
DE
CU
CH
ILL
AS
SE
LE
CC
IÓN
MO
DO
AU
TO
MÁ
TIC
O
CIE
RR
E D
E
CU
CH
ILL
AS
SE
LE
CC
IÓN
MO
DO
MA
NU
AL
24VAC, 1Ø, 60Hz
S6S5
LEYENDA
RC
RC
RC
A2
S11

16
Anexo 5. Vista frontal de tablero de control con puerta. Elaboración propia
DISEÑO
DIBUJADO
FECHA FIRMA
C.C.N.
C.C.N.
28-01-19
28-01-19
TABLERO DE CONTROL
VISTA FRONTAL
PLANOS MECANICOS
LAMINADOS SAC
TABLERO CORTADORA
600.00
850.00
FALLA FAJA
PRINCIPAL
PARADA DE
EMERGENCIA
FALLA MOTOR
CUCHILLAS
FALLA FAJA
SECUNDARIA
MANUAL - O - AUTOMATICO
ENCENDIDO FAJA
PRINCIPAL
ENCENDIDO FAJA
PRINCIPAL
ENCENDIDO MOTOR
CUCHILLAS
ENCENDIDO FAJA
SECUNDARIA
MODO DE TRABAJO
MANUAL
MODO DE TRABAJO
AUTOMATICO
ARRANQUE CICLO
MANUAL
ARRANQUE CICLO
AUTOMATICO
ARRANQUE FAJA
DE RESIDUOS
PARADA CICLO
MANUAL
PARADA CICLO
AUTOMATICO
PARADA FAJA
DE RESIDUOS
SUBIDA DE
CUCHILLAS
BAJADA DE
CUCHILLAS
APERTURA DE
CUCHILLAS
CIERRE DE
CUCHILLAS
CONTADOR DE
BANDAS
T-CONTROL
24 VAC - 1F - 60 Hz
PELIGRO
RIESGO
ELECTRICO

17
Anexo 6. Vista frontal de tablero de fuerza sin puerta. Elaboración propia
LAMINADOS SAC
TABLERO CORTADORA
DISEÑO
DIBUJADO
FECHA FIRMA
C.C.N.
C.C.N.
28-01-19
28-01-19
TABLERO DE FUERZA
VISTA FRONTAL SIN PUERTA
PLANOS MECANICOS
800.00
1800.00
TIERRA
2x4A
KA1
L N T
L N T
440 V
24 V
KA2 KA3 KA4 KA5
CANALETA RANURADA 50x50mm
CANALETA RANURADA 50x50mm
CANALETA RANURADA 50x50mm
VAR 2 VAR 3VAR 1
TABLERO DE FUERZA
VISTA FRONTAL SIN PUERTA

18
A. Parámetros básicos de programación de variadores de frecuencia
- Parámetros para motor Faja Principal y motor Faja de Recojo de Residuos

19
Anexo 7. Parámetros básicos de programación de variador de frecuencia para motor Faja
Principal y motor Faja de Recojo de Residuos. Elaboración propia

20
- Parámetros para motor Regulador Apertura – Cierre de cuchillas

21
Anexo 8. Parámetros básicos de programación de variador de frecuencia para motor Faja
Principal y motor Faja de Recojo de Residuos. Elaboración propia

22
Anexo 9. Programa LOGO de control del sistema eléctrico. Elaboración propia

23
Anexo 10. Programa LOGO de control del sistema eléctrico. Elaboración propia

24
Anexo 11. Programa LOGO de control del sistema eléctrico. Elaboración propia

25
Anexo 12. Layout de ubicación de equipos planta Laminados SAC. Elaboración propia
LAMINADOS SAC
TABLERO CORTADORA
DISEÑO
DIBUJADO
FECHA FIRMA
C.C.N.
C.C.N.
28-01-19
28-01-19
LAYOUT DE
UBICACIÓN DE EQUIPOS
PLANTA LAMINADOS SAC
2 3 4
6
5
7
8
19
11
10
12
13
AV. INDUSTRIAL
LIMITE DE PROPIEDAD
2 MEZCLADO DE INSUMOS Y
FORMACION DEL COMPUESTO
3 HOMOGENIZADO DEL COMPUESTO
4 EXTRUSIÓN DEL COMPUESTO
HOMOGENIZADO
5 PRENSADO DE BANDAS
(VULCANIZADO DEL COMPUESTO)
6 CORTE DE REBABA MANUAL
(SITUACIÓN ACTUAL)
7 RASPADO Y ENCEMENTADO DE
BANDAS LIMPIAS DE REBABA
8 ENRROLLADO Y ETIQUETADO DE
BANDAS LIMPIAS DE REBABA
9 ALMACENAMIENTO DE
BANDAS PROCESADAS
1 ALMACENAMIENTO DE MATERIAS PRIMAS
10 TALLERES DE MANTENIMIENTO
11 OFICINAS ADMINISTRATIAS
12 PATIO DE MANIOBRAS
13 AREA DE CALDEROS, COMPRESORAS
PATIO DE
MANIOBRAS

26
PLANTEAMIENTO DEL PROBLEMA OBJETIVOS HIPÓTESIS VARIABLES
Actualmente el proceso de corte de rebaba es
realizado manualmente y en un área adyacente a
la línea de raspado.
Participan del proceso de corte de rebaba 6
personas, las cuales realizan la labor en forma
manual tomándose cada pareja 12 min por banda
de 11m lo cual representa demasiado tiempo
empleado en esta labor, para ello utilizan una tijera
metálica industrial las cuales son más robustas y
pesadas que una tijera casera, con la que van
cortando el excedente de material de los bordes
de la banda hasta dejarlas libres de rebaba.
Objetivo Principal
OP. - Diseñar un cortador eléctrico de rebaba para
optimizar el tiempo de producción y la cantidad de
personal involucrado en la producción de bandas
de rodadura en la empresa Laminados SAC.
Objetivos Específicos
OE1. - Fusionar el proceso de corte de rebaba de
bandas de rodadura con la línea de raspado
optimizando así el tiempo de producción.
OE2. - Optimizar la cantidad de personal
involucrado en el proceso de corte de rebaba de
bandas de rodadura.
Hipótesis Principal
HP. - Si se diseña un cortador de rebaba eléctrico
entonces se optimiza el tiempo de producción y la
cantidad de personal involucrado en la producción
de bandas de rodadura en la empresa Laminados
SAC
Hipótesis Específicas
H1.- - Si se diseña un cortador de rebaba
eléctrico entonces se optimizará el tiempo de
producción de bandas de rodadura.
H2.- - Con el diseño de un cortador de rebaba
eléctrico se logrará optimizar la cantidad de
personal involucrado en el proceso de corte de
rebaba de bandas de rodadura.
Variable Dependiente
VD.- El proceso de corte de rebaba de las bandas
de rodadura.
Variable Independiente
VI1.- El método de corte de rebaba de las bandas
de rodadura.
VI2.- Ubicación de la zona de corte dentro de la
planta de producción.
Anexo 13. Matriz de Consistencia. Elaboración propia.