DISEÑO DE UN EQUIPO PARA EL ALMACENAMIENTO Y...
102
DISEÑO DE UN EQUIPO PARA EL ALMACENAMIENTO Y FRACCIONADO DE CABLE ELÉCTRICO, TELEFÓNICOS O DE FIBRA ÓPTICA. STEPHANY FLOR MONTOYA 2130279 JULIAN PAYÁN POTES 2130280 UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA DEPARTAMENTO DE AUTOMÁTICA Y ELECTRÓNICA PROGRAMA INGENIERÍA MECATRÓNICA SANTIAGO DE CALI 2019
Transcript of DISEÑO DE UN EQUIPO PARA EL ALMACENAMIENTO Y...

DISEÑO DE UN EQUIPO PARA EL ALMACENAMIENTO Y FRACCIONADO DE CABLE ELÉCTRICO, TELEFÓNICOS O DE FIBRA ÓPTICA.
STEPHANY FLOR MONTOYA 2130279 JULIAN PAYÁN POTES 2130280
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA
DEPARTAMENTO DE AUTOMÁTICA Y ELECTRÓNICA PROGRAMA INGENIERÍA MECATRÓNICA
SANTIAGO DE CALI 2019

DISEÑO DE UN EQUIPO PARA EL ALMACENAMIENTO Y FRACCIONADO DE CABLE ELÉCTRICO, TELEFÓNICOS O DE FIBRA ÓPTICA.
STEPHANY FLOR MONTOYA JULIAN PAYÁN POTES
Pasantía institucional Para optar al título de Ingeniero Mecatrónico
Director WILLIAM GUTIÉRREZ MARROQUÍN
Magister en Ingeniería
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE
FACULTAD DE INGENIERÍA DEPARTAMENTO DE AUTOMÁTICA Y ELECTRÓNICA
PROGRAMA INGENIERÍA MECATRÓNICA SANTIAGO DE CALI
2019

3
Nota de aceptación:
Aprobado por el Comité de Grado en cumplimiento de los requisitos exigidos por la Universidad Autónoma de Occidente para optar al título de Ingeniero Mecatrónico BERNARDO SABOGAL
Jurado DIEGO FERNANDO ALMARIO
Jurado
Santiago de Cali, 16 de Agosto 2019
4
AGRADECIMIENTOS
En primer lugar, deseamos expresar nuestro agradecimiento a Dios, por darnos salud y mucha sabiduría, para afrontar con fortaleza y paciencia todos nuestros propósitos de vida. Asimismo, agradecemos a nuestros padres, por su dedicación, apoyo, compromiso, amor y por haber proporcionado la mejor educación y lecciones de vida.
También agradecemos al profesor William Gutiérrez por creer en nuestras capacidades, por la dedicación y apoyo que ha brindado a este trabajo, por el respeto a nuestras sugerencias e ideas y por guiarnos con todos los aspectos técnicos que se conlleva.
A la empresa Medicables S.A.S. quien nos permitió hacer uso de sus instalaciones y por brindarnos la oportunidad de realizar nuestro trabajo de grado.
5
CONTENIDO pág.
RESUMEN 13
INTRODUCCIÓN 15
1. PLANTEAMIENTO DEL PROBLEMA 17
2. JUSTIFICACIÓN 20
3. OBJETIVOS 22
3.1 OBJETIVO GENERAL 22
3.2 OBJETIVOS ESPECÍFICOS 22
4. ANTECEDENTES 23
4.1 SISTEMAS O MÉTODOS EMPLEADOS PARA LA MEDICIÓN DE CABLE 23
4.1.1 Medicable 23
4.1.2 Embrata 24
4.2 ESTRUCTURAS PORTA BOBINAS PARA EL ALMACENAMIENTO DE CABLE 25
4.2.1 Estructuras porta bobinas 25
4.2.2 Estructura porta bobinas automatizada 25
5. MARCO TEÓRICO 27
5.1 ESTRUCTURA VERTICAL 27
5.2 BOBINAS O CARRETES 27
5.2.1 Tipos de carrete 27
6
5.3 MOTOR ELÉCTRICO 28
5.4 CABLES 29
5.5 AUTOMATIZACIÓN 30
5.6 MICROPROCESADORES 30
5.7 SISTEMA DE ENGRANAJE 31
6. METODOLOGÍA 32
6.1 ETAPAS DEL PROYECTO 32
6.1.1 Planeación del proyecto 32
6.1.2 Especificaciones del producto 33
6.1.3 Generación de conceptos 42
6.1.4 Selección de conceptos 53
6.1.5 Arquitectura del producto 56
6.1.6 Formulación y evaluación 91
7. CONCLUSIONES 95
BIBLIOGRAFÍA 96
ANEXOS 99
7
LISTA DE FIGURAS pág.
Figura 1. Estructura porta bobinas- Maquina MDC-014 17
Figura 2. Maquina Fraccionadora Grande Motorizada 23
Figura 3. Máquina de enrollar y medir cable RAS-91 24
Figura 4 Carrusel de alambre 26
Figura 5. Estructura vertical con polipasto eléctrico (Eléctricos del Valle). 35
Figura 6 Estructura Vertical (Ac Distribuciones eléctricas) 36
Figura 7. Cual o cuales son los sistemas o mecanismos 37
Figura 8. Cuanto tiempo requiere para el abastecimiento 38
Figura 9. Cuantos operarios se requieren para el proceso de abastecimiento 38
Figura 10. Pesos máximos de los carretes. 38
Figura 11. Especificación grafica del carrete 39
Figura 12 Casa de calidad 41
Figura 13. Caja Negra 42
Figura 14. Caja Transparente. 43
Figura 15. Wire Carrousels 44
Figura 16. Estructura estática con pasillo. 45
Figura 17. Estructura con bobinas. 45
Figura 18. Shuttle Xp 46
Figura 19. Motor de corriente continua. 48
Figura 20. Excitación Independiente. 48
Figura 21. Excitación en serie. 48
Figura 22. Excitación en paralelo. 49

8
Figura 23. Excitación en Compund. 49
Figura 24 Motor de corriente AC. 49
Figura 25. Concepto A. 51
Figura 26. Concepto B 52
Figura 27. Concepto C 53
Figura 28. Clasificación de las matrices de evaluación 53
Figura 29. Viga en I 59
Figura 30. Tubo Estructural Cuadrado. 59
Figura 31. Propiedades con base al programa CesEduPack. 60
Figura 32. Propiedades con base al programa CesEduPack. 60
Figura 33. Propiedades con base al programa CesEduPack. 61
Figura 34 Análisis de tensión acero A 36 62
Figura 35 Desplazamiento acero A36 63
Figura 36. Partes de un puente grúa. 64
Figura 37. Polipasto eléctrico de cadena. 65
Figura 38. Polipasto eléctrico de cable. 65
Figura 39. Apiladora eléctrica. 66
Figura 40. Diseño de polipasto. 67
Figura 41 Monorraíl. 68
Figura 42 Birrail. 68
Figura 43. Dimensiones principales del puente grúa. 69
Figura 44. Forma del gancho. 72
Figura 45. Tipos de trenzado. 72
Figura 46. esfuerzo debido al peso propio. 73
9
Figura 47. Puente grúa final. 76
Figura 48. Interfaz proceso inicial. 77
Figura 49. Sub-proceso de almacenar. 78
Figura 50. Flujo grama de conexión. 79
Figura 51. Bornas de control 80
Figura 52. Conexión PLC, Variador. 81
Figura 53. Desplazamiento del puente grúa. 81
Figura 54. Control manual 82
Figura 55. Gabinete de control. 82
Figura 56. Parte interna del gabinete de control 83
Figura 57. Conexión Variador Yaskawa. 85
Figura 58. Horquillas ajustables. 88
Figura 59. Trolleys VTE 88
Figura 60. Sistema de rotación. 89
Figura 61. Diseño De Final. 90
Figura 62. Flujo neto y valor presente 93
Figura 63 VPN VS TASA 94

10
LISTA DE TABLAS pág.
Tabla 1. Dimensiones Bobinas 28
Tabla 2. Dimensiones de los carretes más manejados. 39
Tabla 3. Lista de necesidades. 39
Tabla 4. Lista de métricas. 40
Tabla 5. Iteración Uno 54
Tabla 6. Iteración Dos. 55
Tabla 7. Iteración Tres. 56
Tabla 8. Iteración de materiales. 61
Tabla 9 Características técnicas principales. 70
Tabla 10 Grupo DIN en función de tiempo de servicio y tiempo de operación. 70
Tabla 11 Numero de gancho en función de carga 71
Tabla 12. Coeficiente de mayoración 74
Tabla 13. Vigas que cumplen con peso y modulo resistente 74
Tabla 14. Moto reductor MS 90L2-4 B5 76
Tabla 15. Costos de personal y Herramienta 91
Tabla 16. Costos Materiales 92
Tabla 17. Costo Final. 92
Tabla 18. VPN VNA 93
Tabla 19. Tasa interna de retorno e índice de rentabilidad. 94

11
LISTA DE CUADRO
Cuadro 1. Cada componente de este gabinete cumple con las siguientes funciones: 83
Cuadro 2. Especificaciones técnicas generales 89
12
LISTA DE ANEXOS pág.
Anexo. A. Evaluación de Métricas 99
Anexo. B Vista Superior. 100
Anexo. C Vista Lateral. 101
Anexo. D Vista Frontal 102
13
RESUMEN
El siguiente proyecto se basa en una propuesta para mejorar el proceso de almacenamiento de bobina de cable, para los clientes de la compañía Medicables S.A.S, esto como parte de la elaboración del proyecto de grado, por modalidad de pasantía institucional de la Universidad Autónoma de Occidente. El desarrollo de este proyecto se genera gracias a la problemática que presenta la compañía Medicables S.A.S a la hora de brindar un nuevo producto que logre satisfacer las necesidades de sus clientes, en cuento a almacenamiento de bobinas de cable, de acuerdo con esta problemática se busca realizar el diseño de un sistema automatizado que permita satisfacer las necesidades de los clientes, para la elaboración y el desarrollo se busca identificar las necesidades, y se procede a realizar visitas y entrevistas a compañías que presentan problemas en su almacenamiento y están interesados en una solución. Para llevar a cabo el objetivo de este proyecto, se plantea una metodología de desarrollo, la cual permite generar un concepto técnico realizable para dar la solución al proceso. La metodología implementada consiste en el diseño concurrente, que permite analizar de forma adecuada las necesidades demandas por los clientes de la compañía, también se lleva a cabo un estudio financiero para brindar información de la viabilidad del proyecto.
Palabras clave: Sistema automatizado, Problemática, Desarrollo concurrente, Medicables S.A.S

14
ABSTRACT
The following project is based a proposal to improve the cable coil storage process, for the Medicables S.A.S clients, this as part of the development of the degree project, by modality of institutional internship of the Universidad Autónoma de Occidente. The development of this Project is generated due to the problems presented by the company Medicables S.A.S when it comes to provide a new product that can satisfy the needs of their customers, in terms of storage of cable coils, In accordance with this problem, the design of an automated system that satisfies the needs of customers is sought, for the elaboration and development, it seeks to identify the needs, so we proceed to make visits and interviews to companies that present problems in their storage and are interested in a solution. To carry out the objective of this project, it's proposed a methodology for the development, which allows to generate a feasible technical concept to give the solution to the project. The methodology implemented consists of the concurrent design, which allows us to analyze the needs of the company's customers' needs, also a financial study is carried out to provide information on the viability of the Project.
15
INTRODUCCIÓN
Medicable es una compañía dedicada a la satisfacción de las necesidades de la pequeña, mediana y grande industria relacionada con la producción, almacenamiento, distribución e instalación de cualquier tipo de cable. Fundada en 2004, se ubica en Cali. Su objetivo básico es diseñar, fabricar y calibrar maquinaria, equipos y accesorios que brinden soluciones a su proceso de medición y fraccionado de cable.1
Esta compañía busca satisfacer las necesidades de la pequeña, mediana y gran industria relacionada con la producción, almacenamiento, distribución e instalación de cualquier tipo de cable eléctrico, telefónico o fibra óptica, sin embargo, a pesar de los productos fabricados por la compañía, aún no cuenta en su portafolio sistemas de almacenamiento de porta bobina automatizada.
Actualmente la compañía posee una cantidad de solicitudes de varias empresas que manipulan cable a diario, manifestando problemas con el manejo de la gran cantidad de bobinas de distintos calibres que tienen en sus almacenes. Dadas las solicitudes, la compañía se ha visto en la necesidad de diseñar un sistema de almacenamiento que permita satisfacer estas peticiones.
Las empresas dedicadas al manejo de cable, disponen de diversas bobinas, las cuales son almacenadas en varios lugares de la bodega, el método de almacenamiento utilizado ha generado problemas de tiempo, perdida de espacio y seguridad, de acuerdo con esto se busca dar solución en tema de optimización de espacio, para lo que se requiere llevar a un nivel mayor de automatización las máquinas, ofreciendo soluciones de almacenamiento y medición a los clientes. Donde se busca mitigar problemas de espacio, manipulación y seguridad al tratar con diferentes bobinas, además, permitir optimizar tiempos de medición, fraccionado y empaque de cable.
Teniendo en cuenta los antecedentes anteriormente expuestos, la gerencia de Medicables S.A.S. ha decidido incluir una búsqueda de diseño que se ajuste a las peticiones y solicitudes de los clientes, para lo cual ha recurrido a una solución de ingeniería, con el fin de automatizar el proceso de almacenamiento de bobinas. De esta forma se busca diseñar un equipo porta bobinas para mitigar problemas de espacio, manipulación y seguridad al tratar con diferentes bobinas, integrando
1P&P GROUP S.A.S, Medicable S.A.S [En línea]. Quienes Somos 2015. [Consultado 4 Abril 2018]. Disponible en internet: http://medicables.co/quienes-somos-medicables-sas-cali/

16
también maquina fraccionara de cable, para permitir el almacenamiento, medición y fraccionado de cable, de forma segura y rápida.
A continuación, se presenta el proceso llevado acabo y la metodología propuesta para determinar una solución realizable y acorde a la problemática. Para la solución de diseño se solicitó a dos estudiantes de ingeniería Mecatrónica de la universidad autónoma de occidente, plantear una alternativa técnica realizable y acorde a las necesidades, para solucionar la problemática de la compañía Medicables S.A.S.

17
1. PLANTEAMIENTO DEL PROBLEMA
La compañía Medicables S.A.S se dedica a la fabricación de maquinaria y equipos encargados del proceso de medición, fraccionado y almacenamiento de cable, laempresa cuenta con varias solicitudes de industrias relacionadas con la producción, almacenamiento y distribución cable, en las solicitudes se manifiestan problemas con el manejo de la gran cantidad de bobinas de distintos calibres que tienen en sus almacenes.
De acuerdo a las solicitudes de los clientes la compañía Medicables se vio en la necesidad de brindar una estructura porta bobinas ver Figura 1. Y de esa forma responder a las solicitudes.
Figura 1. Estructura porta bobinas- Maquina MDC-014
Fuente: CORREA MORALES, GUSTAVO. Estructura porta bobinas [imagen]. Medicables S.A.S. Colombia: P&P Gruop S.A.S. 2015. [Consultado: 1 Junio de 2018]. Disponible en internet: http://medicables.co/medicables-maquinas-fraccionadoras-de-cables-cali/.
La estructura porta bobinas es un mecanismo que permite el almacenamiento de productos en distintas alturas, aumentando así la capacidad de almacenamiento y permitiendo acomodar elementos de diferentes tamaños. Este sistema permite el almacenamiento de diferentes tipos de bobinas, pero a su vez dificulta el abastecimiento de la misma debido a que es una estructura estática. Las principales

18
problemáticas cuando se habla de estructuras porta bobinas están dadas en abastecimiento de bobinas y seguridad del personal.
Las estructuras de almacenamiento de porta bobinas estáticas son sistemas prácticos de almacenamiento, pero no garantizan la seguridad del operario al momento de abastecer nuevamente el mecanismo. Estos procesos suelen ser repetitivos y generan riesgos debido a la altura a la que se deben almacenar algunas bobinas, usualmente las bobinas de menor tamaño son ubicadas en la parte superior, aunque estas son las más livianas, es decir, su peso esta entre los 60kg y 150kg aproximadamente, para el operario no deja de ser un proceso de riesgo el cual puede provocar enfermedades laborales, estas enfermedades en Colombia están definidas de acuerdo a la ley 1562 del 2012 articulo cuatro donde se considera enfermedad laboral la contraída como resultado de la exposición a factores de riesgo inherentes a la actividad laboral o del medio en el que el trabajador se ha visto obligado a trabajar. De acuerdo con esta ley la tabla de enfermedades laborales está considerada en el decreto 1477 del 2014 articulo uno.2
Acorde a la tabla de enfermedades establecidas en el decreto 1477 del 2014 encontramos enfermedades psicosociales, generadas por cargas físicas donde el (Esfuerzo fisiológico que demanda la ocupación, generalmente en términos de postura corporal, fuerza, movimiento y traslado de cargas e implica el uso de los componentes del sistema osteomuscular, cardiovascular y metabólico), acorde al proceso desarrollado con las estructuras estáticas se debe destacar agentes ergonómicos generadas por posiciones forzadas y movimientos repetitivos, estas enfermedades pueden provocar que el operario se vea expuesto a artrosis, trastornos articulares no clasificados en otra parte, dolor articular, Síndrome cervicobraquial entre otros. .3
De acuerdo con esto la compañía Medicables buscaba satisfacer las necesidades de los clientes ofreciendo una estructura porta bobinas estática, la cual no causo satisfacción debido a la poca facilidad de abastecimiento, no satisfechos con las solución de la empresa los clientes de la compañía informan que “El sistema permite
2 COLOMBIA. CONGRESO DE LA REPÚBLICA. Ley 1562 (11, julio, 2012). Por la cual se modifica el Sistema de Riesgos Laborales y se dictan otras disposiciones en materia de Salud Ocupacional [En línea]. Diario Oficial No. 48.488, Articulo 4 p. 3 [Consultado 3, abril, 2018]Disponible en Internet: http://www.secretariasenado.gov.co/senado/basedoc/ley_1562_2012.html
3 COLOMBIA. PRESIDENTE DE LA REPUBLICA. Decreto numero 1477 (5, Agosto, 2014). En ejercicio de sus atribuciones constitucionales; en especial Ias conferidas por el numeral 11 del artículo 189 de la Constitución Política, el artícui04° de la Ley " 1562 de .2012 [En Línea]. Articulo 1 p. 2 [Consultado 3, abril, 2018]. Disponible en Internet: http://www.mintrabajo.gov.co/documents/20147/36482/decreto_1477_del_5_de_agosto_de_2014.pdf/b526be63-28ee-8a0d-9014-8b5d7b299500
19
mejorar el almacenamiento, pero nuestros operarios se ven expuestos a procesos en alturas donde se han presentado problemas con algunos en cuestión de salud, el proceso de abastecimiento a la hora de subir y bajar las bobinas les ha causado dolores musculares, dolor lumbar, esguinces y dolores articulares, aparte de generar problemas de salud este proceso genera pérdida de tiempo en producción, cuando se debe abastecer la estructura se requiere de tres a cuatro trabajadores y de aproximadamente una a dos horas” aunque el sistema mejoraba el almacenamiento de cable, no disminuye el riesgo de enfermedades laborales, lo que llevo a la compañía Medicables a buscar diferentes alternativas de diseño para ofreces a sus clientes. De acuerdo a esta problemática la compañía se vio en la necesidad de preguntarse ¿Cuál es el diseño óptimo de una estructura porta bobinas automatizada para el almacenamiento de cable, que permita satisfacer los requerimientos de los clientes de la compañía Medicables?
20
2. JUSTIFICACIÓN
Considerando la problemática anteriormente expuesta, resulta evidente que las compañías relacionadas con la producción, almacenamiento, distribución e instalación de cualquier tipo de cable, manipulan a diario este producto, el cual es almacenado en diversos lugares. De acuerdo con esto, se manifiestan problemas con el manejo de la gran cantidad de bobinas de distintos tamaños que se tienen en los almacenes, evidenciando la constante pérdida de tiempo y espacio, generando dificultad de medición y problemas de salud a los operarios. Para este tipo de compañías el almacenamiento de bobinas suele ser en estructuras verticales, las cuales en su mayoría son estáticas, esto dificulta el abastecimiento continuo de estas, de acuerdo con este sistema los operarios se ven expuestos a diversos riesgos en alturas y cargas, como se menciona en el decreto 1477, articulo uno, tabla de enfermedades laborales, agentes psicosociales, cargas físicas en las cuales se destacan esfuerzos fisiológicos que demanda la ocupación, generalmente en términos de postura, fuerza, movimientos y cargas que implican el uso del sistema osteomuscular, de acuerdo a este decreto también se logra evidenciar agentes ergonómicos, en cuestión de posiciones forzadas y movimientos repetitivos, estas enfermedades laborales pueden causar trastornos articulares, dolores articulares, entre otros problemas de salud. De acuerdo con esto los operarios están expuestos a riegos laborales, deberán suministrar un ingreso base de liquidación acorde a la ley 1562, articulo cinco, donde se deberá realizar un pago acorde al promedio del último año, o fracción de año, del Ingreso Base de Cotización (IBC) anterior a la fecha en que se calificó en primera oportunidad el origen de la enfermedad laboral. Con base en esta información se le solicito datos actuales a compañías que cuentan con este sistema de almacenamiento, donde nos informaron, que actualmente no se han visto expuestos a este tipo de enfermedades laborales, pero si han presentado problemas musculares, lumbares y articulares donde el operario se presenta con incapacidades laborales de forma temporal, de esta forma el costo de los dos primeros días de incapacidad es asumido por la empresa y desde el tercero pasa a ser responsabilidad de las EPS, según lo establece el Decreto 2943 de 2013. De acuerdo con esto las empresas deben cubrir el 100 % del salario diario del trabajador en ese tiempo. Cuando el pago lo hace la EPS, cubre el porcentaje de ley (66,67 %) y la cobertura se extiende hasta el día 90. Del día 91 hasta el día 180, se paga el 50% del salario y del día 181 en adelante, la responsabilidad del pago pasa a manos del fondo de pensión al que esté afiliado el trabajador.

21
De esta forma se busca que el proceso de automatizado permita transferir tareas de producción, realizadas habitualmente por operarios a un conjunto de elementos tecnológicos, estos mecanismos permiten mejorar las condiciones de trabajo del personal y mitigar tiempos. De acuerdo con esto se busca diseñar una estructura para almacenamiento de bobinas de cables automatizada, con el fin de optimizar espacios, mitigar tiempo, facilitar el abastecimiento y mejorar la medición de cable. Con el desarrollo de este proyecto se busca un beneficio bilateral donde Medicables pueda diseñar un producto para reproducir en masa, ofreciendo un sistema de automatización a diferentes compañías, por otro lado, los clientes de Medicables se verán beneficiadas con este mecanismo que permite mejorar la productividad del proceso. Para los clientes de Medicables es de gran necesidad un sistema de almacenamiento y principalmente un sistema de medición de cable, la exactitud a la hora de vender o comprar cable es de gran importancia debido a las pérdidas, si una compañía vende más cable, el cliente se verá satisfecho, pero la compañía se verá afectada, muchos de los clientes de Medicables solían presentar ventas donde por cada metro de cable regalaban cinco centímetros, esto quiere decir que si vendo veinte metros de cable estoy regalando un metro, en el caso contrario si vendo menos cable, la compañía estaría perdiendo clientes y el cliente se vería afectado en el inventario, de esta forma se busca diseñar una estructura vertical que permita almacenar las bobinas, a este mecanismo se le integra una maquina fraccionadora de cable con el objetivo de satisfacer las necesidades de todos los clientes, este dispositivo va a permitir almacenar, medir y fraccionar cable de forma óptima y correcta.
22
3. OBJETIVOS
3.1 OBJETIVO GENERAL
Diseñar un equipo porta bobinas automatizado, para almacenamiento, de cables eléctricos, telefónicos o fibra óptica, integrando también maquina fraccionadora de cable, para la medición y fraccionado.
3.2 OBJETIVOS ESPECÍFICOS
Establecer una propuesta técnica de ingeniería que permita a la compañíaMedicables S.A.S, tener en su portafolio un producto de almacenamiento quepermita satisfacer las necesidades de sus clientes.
Diseñar un equipo porta bobinas para mitigar problemas de espacio,manipulación y seguridad al tratar con diferentes bobinas.
Investigar sobre la metodología a emplear para el desarrollo de un programapara la automatización del porta-bobinas
Implementar un sistema unificado de porta bobinas y maquina fraccionadora decable, para permitir el almacenamiento, medición y fraccionado de cable, de formasegura y rápida.

23
4. ANTECEDENTES
En esta sección se presenta una descripción de proyectos relacionados con el almacenamiento y medición de cable electrónico, telefónico o fibra óptica, para resolver problemáticas como las descritas anteriormente. La sección de antecedentes permite identificar diseños similares y así desarrollar la metodología, este proceso permite tener conocimiento acerca de mecanismos comúnmente utilizados en el campo e identificar los alcances de las tecnologías actuales.
4.1 SISTEMAS O MÉTODOS EMPLEADOS PARA LA MEDICIÓN DE CABLE:
Actualmente la tecnología facilita el proceso de medición, la compañía Medicable como otras diseña y fabrican máquinas que facilitan estos procesos.
4.1.1 Medicable
La compañía medicable como es mencionado anteriormente es una empresa dedicada a satisfacer las necesidades de las industrias relacionadas con la producción, almacenamiento y distribución de cable, esta empresa fabrica maquinas fraccionadoras de cable que permiten de forma practica la medición, este mecanismo es diseñado de acuerdo a la necesidad y presupuesto de los clientes, la empresa cuenta con máquinas pequeñas, medianas, grandes y maquinas análogo o digital.
Figura 2. Maquina Fraccionadora Grande Motorizada
Fuente: CORREA MORALES, GUSTAVO. Maquina Motorizada grande [imagen].Medicables S.A.S. Colombia: P&P Gruop S.A.S. 2015. [Consultado: 1 Junio de 2018]. Disponible en internet: http://medicables.co/medicables-maquinas-fraccionadoras-de-cables-cali/

24
Como se puede observar en la figura anterior la maquina motorizada es uno de los productos fabricados por la compañía Medicables, esta máquina permite suplir las necesidades de fabricantes de cable, electrificadoras, distribuidores de cable, constructoras y demás empresas que tengan en sus procesos el fraccionamiento de cables y alambres ya que son máquinas de gran capacidad, robustas y capaces de garantizar metrológicamente la longitud de los cortes, el inconveniente que presenta este mecanismo es su tamaño, al ser una maquina tan pesada su movilidad o desplazamiento se dificulta debido a que el operario debe transportar la maquina hasta el lugar de la bobina, luego posicionar el carrete en el eje central y finalmente realizar la medición. 4.1.2 Embrata Esta compañía brasileña también fabrica máquinas que permiten facilitar la medición de cable, cuenta con productos de diferentes tamaños, precios y capacidad, al igual que la compañía Medicables. Ver Figura 3 Figura 3. Máquina de enrollar y medir cable RAS-91
Fuente: Maquina de enrollar y medir cable [imagen].Embrata. Brasil: DNA Comunicação. 2017. [Consultado: 1 Junio de 2018]. Disponible en internet: http://www.embrata.com.br/produtos-ras-91.php.
Como se muestra en la Figura 3 la máquina de enrollar y medir cable RAS-91, facilita este proceso. Así como las compañías Medicable y Embrata existen más fabricantes de este producto, a nivel nacional Medicable no cuenta con competencia directa.

25
4.2 ESTRUCTURAS PORTA BOBINAS PARA EL ALMACENAMIENTO DE CABLE
De acuerdo a búsquedas realizadas por medios virtuales, catálogos, información de clientes y diálogos con el metrólogo Gustavo Morales, subgerente de Medicables, se encuentra que el diseño más utilizado actualmente por las compañías es la estructura porta bobinas estática, también se logra identificar una compañía dedicada a la fabricación de sistemas de almacenamiento donde se encuentra una estructura automatizada.
4.2.1 Estructuras porta bobinas
Las compañías como Medicable, Embrata, entre otras, fabrican estanterías que permiten aumentar la capacidad de almacenamiento. Este producto de almacenamiento permite optimizar espacio y ordenar las bobinas de acuerdo a sus tamaños, la desventaja de este producto es el abastecimiento debido al diseño estático de la estructura se dificulta este proceso en alturas. Ver Figura 1.
4.2.2 Estructura porta bobinas automatizada
Mencionado anteriormente Petterson-pope es una compañía dedicada al diseño y fabricación de sistemas de almacenamiento entre estos sistemas encontramos la estructura porta bobinas automatizadas o mejor llamada carrusel de alambre.
26
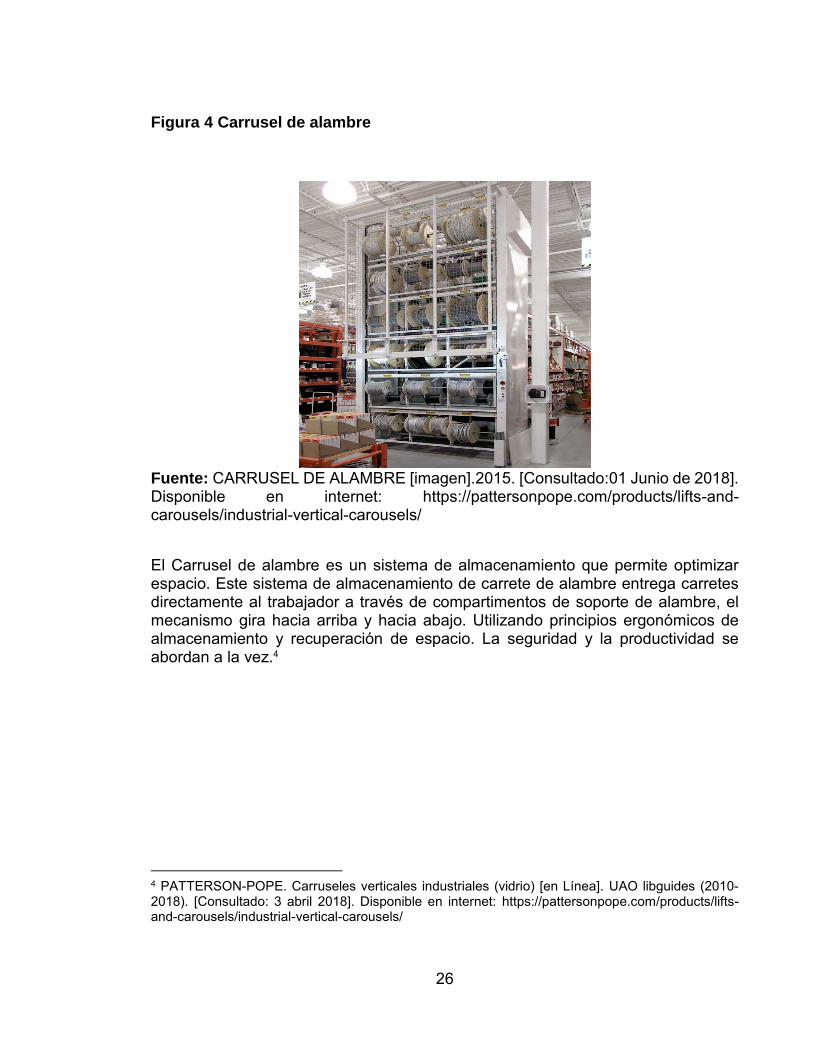
Figura 4 Carrusel de alambre
Fuente: CARRUSEL DE ALAMBRE [imagen].2015. [Consultado:01 Junio de 2018]. Disponible en internet: https://pattersonpope.com/products/lifts-and-carousels/industrial-vertical-carousels/
El Carrusel de alambre es un sistema de almacenamiento que permite optimizar espacio. Este sistema de almacenamiento de carrete de alambre entrega carretes directamente al trabajador a través de compartimentos de soporte de alambre, el mecanismo gira hacia arriba y hacia abajo. Utilizando principios ergonómicos de almacenamiento y recuperación de espacio. La seguridad y la productividad se abordan a la vez.4
4 PATTERSON-POPE. Carruseles verticales industriales (vidrio) [en Línea]. UAO libguides (2010-2018). [Consultado: 3 abril 2018]. Disponible en internet: https://pattersonpope.com/products/lifts-and-carousels/industrial-vertical-carousels/

27
5. MARCO TEÓRICO
5.1 ESTRUCTURA VERTICAL
Es un mecanismo que permite almacenar productos en alturas, aumentando la capacidad de bodega y permitiendo acomodar elementos de diferentes tamaños y pesos. Aunque estos dispositivos son de mayor almacenamiento, suelen ser fijos haciendo que el personal se vea expuesto a diferentes riesgos a la hora de acomodar las bobinas.
5.2 BOBINAS O CARRETES.
Son piezas cilíndricas de materiales diversos, taladrados por el eje y con rebordes en sus bases, que se usa para devanar y mantener enrollado en él hilos, cables, cadenas, etc.
5.2.1 Tipos de carrete
Carrete metálico: El carrete metálico es recomendado para el uso encondiciones severas y uso rudo o cargas pesadas, su uso es principalmente paracables de alta tensión y cualquier otro producto que por sus dimensiones y pesorequieran protección y movilidad.
Este tipo de carretes son fabricados con aceros de alta calidad y diferentes calibres, dependiendo del uso y ensamblado por medio de distintas soldaduras.
Carrete de triplay: Es recomendado para uso en cargas ligeras como empaquede alambres y cables, mangueras, cintas, cuerdas, etc. Los carretes pueden serfabricados con triplay de pino, aglomerados, OSB y MDF para las valonas y tubo decartón, PVC o duela de madera para el tambor.
Están conformados por valonas o bridas, que constituyen los soportes laterales del carrete. El tambor, la parte que almacena la carga. Los herrajes y tirantes metálicos que sirven para unir las valonas y dar consistencia al carrete.
28
Carrete de madera: Los carretes están fabricados con madera de pino ponderosa estufada y con tratamiento térmico, además calibrados y reforzados en su parte central por varillas de acero que proporcionan al carrete la resistencia y funcionalidad que este requiere para su uso. El carrete se utiliza como empaque para productos que pueden enrollarse como cables, alambres, mangueras, y demás.
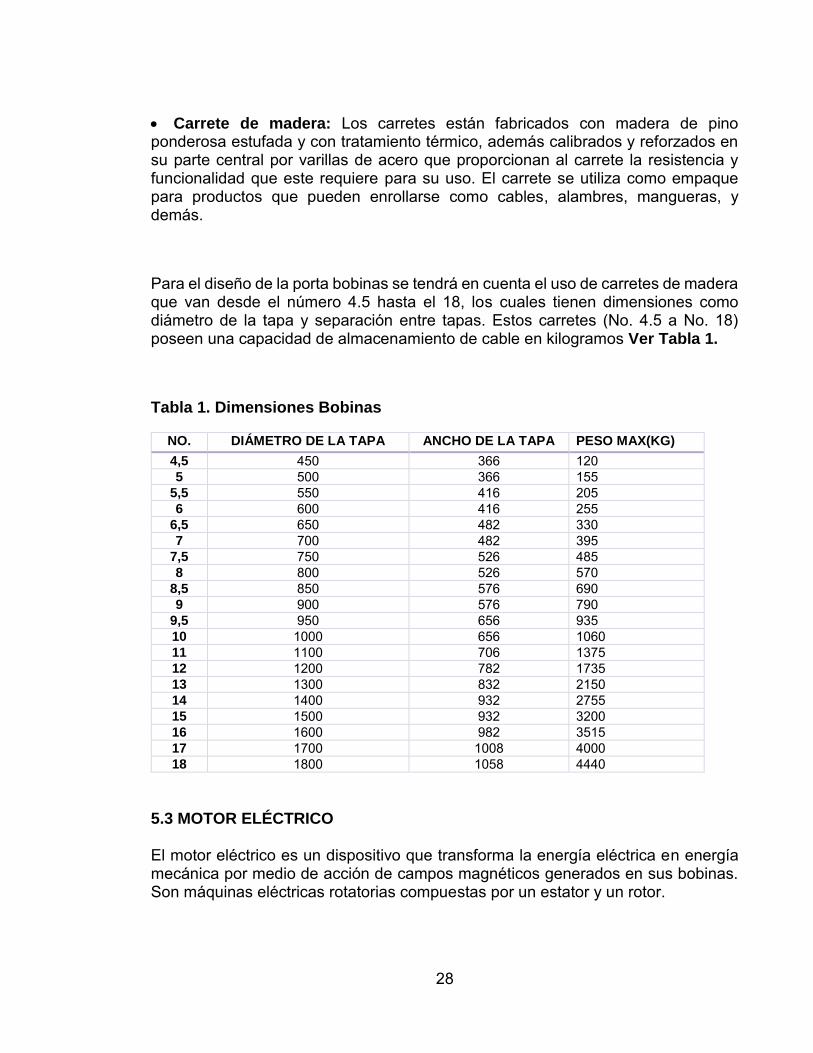
Para el diseño de la porta bobinas se tendrá en cuenta el uso de carretes de madera que van desde el número 4.5 hasta el 18, los cuales tienen dimensiones como diámetro de la tapa y separación entre tapas. Estos carretes (No. 4.5 a No. 18) poseen una capacidad de almacenamiento de cable en kilogramos Ver Tabla 1.
Tabla 1. Dimensiones Bobinas
NO. DIÁMETRO DE LA TAPA ANCHO DE LA TAPA PESO MAX(KG)
4,5 450 366 120 5 500 366 155
5,5 550 416 205 6 600 416 255
6,5 650 482 330 7 700 482 395
7,5 750 526 485 8 800 526 570
8,5 850 576 690 9 900 576 790
9,5 950 656 935 10 1000 656 1060 11 1100 706 1375 12 1200 782 1735 13 1300 832 2150 14 1400 932 2755 15 1500 932 3200 16 1600 982 3515 17 1700 1008 4000 18 1800 1058 4440
5.3 MOTOR ELÉCTRICO El motor eléctrico es un dispositivo que transforma la energía eléctrica en energía mecánica por medio de acción de campos magnéticos generados en sus bobinas. Son máquinas eléctricas rotatorias compuestas por un estator y un rotor.
29
5.4 CABLES
Se llama cable a un conductor o conjuntos de conductores recubiertos por un material aislante o protector.
Cable eléctrico: Son los cables que se utilizan para conducir electricidadgeneralmente se fabrica de cobre, debido a sus excelentes propiedades deconductividad.
Estos cables tienen una protección en el orden de los 0.5 mm hasta los 5 cm generalmente en plástico, el tipo y el grosor del aislamiento depende de la tensión de trabajo, la corriente, la temperatura tanto del ambiente como la del conductor.
Cable de pares: es un cable el cual está formado por grupos de dos hilos de material conductor, este tiene grosores entre los 0.3mm y los 3 mm, recubiertos por un plástico protector. Estos cables son usados para la conexión de equipos de telefonía, en redes de datos tales como en LAN (Local Area Network).
Cable coaxial: es utilizado para transportar señales eléctricas de altas frecuencias, el cable posee dos conductores concéntricos, uno central llamado núcleo que es el que transporta la información, y uno exterior de aspecto tubular, comúnmente llamado malla, blindaje o trenza, que sirve como referencia de tierra y retorno de las corrientes. Entre estos dos conductores se encuentra una capa aislante, la cual definirá la calidad del cable. Todo este conjunto está protegido por un aislante, llamado capa exterior.
Cable apantallado: es un tipo de cable recubierto por una malla o tubo metálico, que actúa como jaula de Faraday para evitar interferencias tanto del cable al entorno como del entorno hacia el cable.
En un mismo cable apantallado puede haber varios conductores apantallados, para evitar perturbaciones entre los mismos.
Cable de fuerza mecánica: empleados para la transmisión mecánica de movimiento o de cargas entre otros elementos mecánicos, tales como poleas, palancas y ruedas; realizar su trabajo de rotación o tracción.
30
5.5 AUTOMATIZACIÓN La automatización es un proceso que permite transferir tareas de producción, realizadas habitualmente por un operario a un sistema tecnológico, Es decir, que las acciones se vuelvan automáticas (que se desarrollen por si solas, sin la participación directa de un operario).
En el ámbito de la industria con referencia al sistema que permite que una máquina desarrolle ciertos procesos o realice tareas sin intervención del ser humano. La automatización permite ahorrar tiempo, dinero y seguridad del personal en cuanto a riesgos laborales como accidentes de trabajo los cuales pueden producir una perturbación funcional o psiquiátrica, una invalidez o la muerte, también permite disminuir riesgos de enfermedades laborales por procesos repetitivos realizados por el operario.
Los orígenes de la automatización se dan a través de las distintas revoluciones industriales que se han existido, pues éstas fueron procesos de revolución tecnológica protagonizada por la industria. De la primera revolución industrial (a partir de 1786) se obtuvo la aplicación de la máquina de vapor a la industria y al transporte, eliminando así la mano de obra basada en el trabajo manual y el uso de la tracción animal. La segunda revolución industrial (mediados del siglo XIX) da avances tecnológicos basados en la electricidad y su aplicación a la industria, al transporte y vida doméstica, de igual modo se da el descubrimiento del motor de explosión dando así el invento del automóvil, cambiando la forma en la cual se movilizaban en aquella época. La tercera revolución industrial se da a conocerla energía atómica, la electrónica y la cibernética, dando así energías alternativas, cambios en los medios de transporte y las comunicaciones. Cada una de estas revoluciones fue aportando a la automatización, para que el humano dejase de realizar tareas repetitivas y fatigantes para que con ayuda de un mecanismo o máquina, estas tareas se pudiesen realizar con mayor facilidad y agilidad, otorgando una satisfacción tanto del usuario como del operario.
5.6 MICROPROCESADORES
El microprocesador es un circuito digital compuesto por múltiples máquinas de estado y algunos dispositivos tanto de la lógica secuencial como combinatoria, los cuales se encuentran dispuestos de tal forma que este circuito pueda ser utilizado en diversas aplicaciones.
31
Esto es posible gracias a la capacidad que tiene el microprocesador para que su función pueda ser definida a través de una secuencia de bytes (lo cual se conoce como programa) almacenados en una memoria.
5.7 SISTEMA DE ENGRANAJE
Permite transmitir un movimiento giratorio de un eje a otro, pudiendo modificar las características de velocidad y sentido de giro. Estos ejes pueden ser paralelos, coincidentes o cruzados.
El sistema de engranajes es similar al de ruedas de fricción. La diferencia estriba en que la transmisión simple de engranajes consta de una rueda motriz con dientes en su periferia exterior, que engrana sobre otra similar, lo que evita el deslizamiento entre las ruedas. Al engranaje mayor se le denomina rueda y al menor piñón
A diferencia de los sistemas de correa-polea y cadena-piñón, este no necesita ningún operador (cadena o correa) que sirva de enlace entre las dos ruedas.
Los dientes de los engranajes son diseñados para permitir la rotación uniforme (sin saltos) del eje conducido.
Permite transmitir un movimiento giratorio de un eje a otro, pudiendo modificar las características de velocidad y sentido de giro. Estos ejes pueden ser paralelos, coincidentes o cruzados.
32
6. METODOLOGÍA
La metodología empleada en la realización del proyecto, se enfocó en las etapas de diseño conceptual, exploración de técnicas de ideación, descomposición funcional, generación de alternativas, evaluación y selección de concepto, para el desarrollo de este proyecto también se formuló y evaluó la viabilidad del diseño, proporcionando información teórica y conceptual que permita obtener un mecanismo que cumpla con las necesidades de los clientes de la compañía Medicables S.A.S.
6.1 ETAPAS DEL PROYECTO
6.1.1 Planeación del proyecto
En esta primera sección se recoge la información general del proyecto, permitiendo identificar el enfoque de mercado, restricciones de la empresa, compañías o áreas involucradas y los objetivos propuestos.
Descripción del producto: sistema de almacenamiento de bobinas automatizado que facilita la medición y el fraccionado de cable.
Propuesta de valor: esta incluye los siguientes elementos:
Disminuir el tiempo de abastecimiento de las bobinas.
Disminuir riesgos laborales del operario.
Disminuir tiempo de búsqueda de bobinas
Optimizar espacio de almacenamiento
Objetivo clave del negocio: mejorar el sistema de almacenamiento de bobinas, optimizando el tiempo de carga y descarga, y facilitar el uso de la bobina.
Mercado primario: grandes industrias relacionadas con la producción, almacenamiento y distribución de cable.

33
Mercado secundario: pequeñas y medianas empresas relacionadas con la producción, almacenamiento y distribución de cable.
Suposiciones y restricciones: esto incluye.
Dimensiones de la bodega.
Pesos de las bobinas.
Tamaño de la bobina.
Involucrados: de esta forma se encuentra involucrados.
Medicables S.A.S
Clientes de Medicables.
6.1.2 Especificaciones del producto:
En esta sección se busca identificar especificaciones, sugerencias, restricciones y recomendaciones de los clientes, para establecer de forma técnica las necesidades que se deben llevar acabo en el proyecto. Esta etapa cuenta con subprocesos de desarrollo como identificación de las necesidades, especificaciones preliminares, representación gráfica de procesos y generación de conceptos, las cuales buscan obtener información mediante encuestas, entrevistas y visitas empresariales, ya que todo lo que se desee realizar debe ir de la mano de estos datos.
6.1.2.1 Identificación de las necesidades de los clientes:
La identificación de necesidades permite determinar de forma directa o indirectamente los requerimientos, problemas y necesidades de los usuarios implicados, para llevar a cabo esta etapa se da inicio a una reunión con el Metrólogo Gustavo Morales sub-gerente de Medicables, seguido de visitas a empresas como Eléctricos del Valle y Distribuciones Eléctricas AC de la ciudad de Cali, finalizando con una encuesta virtual realizada a los clientes de la compañía (ubicados en las diferentes ciudades del país).
34
Como se menciona anteriormente se inicia el proceso de identificación de necesidades mediante una reunión con el Metrólogo y sub-gerente de la compañía Medicables Gustavo Morales Correa, el cual da a conocer los problemas que se presentan en el actual diseño y expresa los comentarios y recomendaciones recibidas por sus clientes en las diferentes visitas, de lo dialogado se destaca.
Sistema de almacenamiento para bobinas de diferentes calibres, que sea de fácilalmacenamiento y seguro para los operarios.
Sistema de almacenamiento automatizado que permita optimizar tiempo yespacio.
Sistema de almacenamiento de bobinas, con mecanismo que permita facilitar elabastecimiento de los carretes en líneas superiores, evitando poner en riesgo losoperarios.
Los comentarios expresados por el señor GUSTAVO MORALES nos permiten ir identificando y analizando las necesidades de los clientes, de igual forma se procede a realizar visitas y encuestas, con el objetivo de abarcar de forma más segura las necesidades de los clientes.
6.1.2.2 Visita a compañía
Con base a la información suministrada por la compañía Medicables y autorización gestionada por el Metrólogo GUSTAVO MORALES se logra visitar a compañías como Eléctricos del Valle y Distribuciones Eléctricas AC.
Eléctricos del Valle S.A, es una compañía dedicada a la distribución de productos eléctricos de alta, media y baja tensión, cableado estructurado y telecomunicaciones. Esta compañía ubicada en el centro de la ciudad de Cali permitió conocer su bodega y gracias a lo expuesto por el jefe de logística DIEGO CALAMBACS se identificaron los sistemas empleados para el almacenamiento y los problemas presentados en este proceso.
35
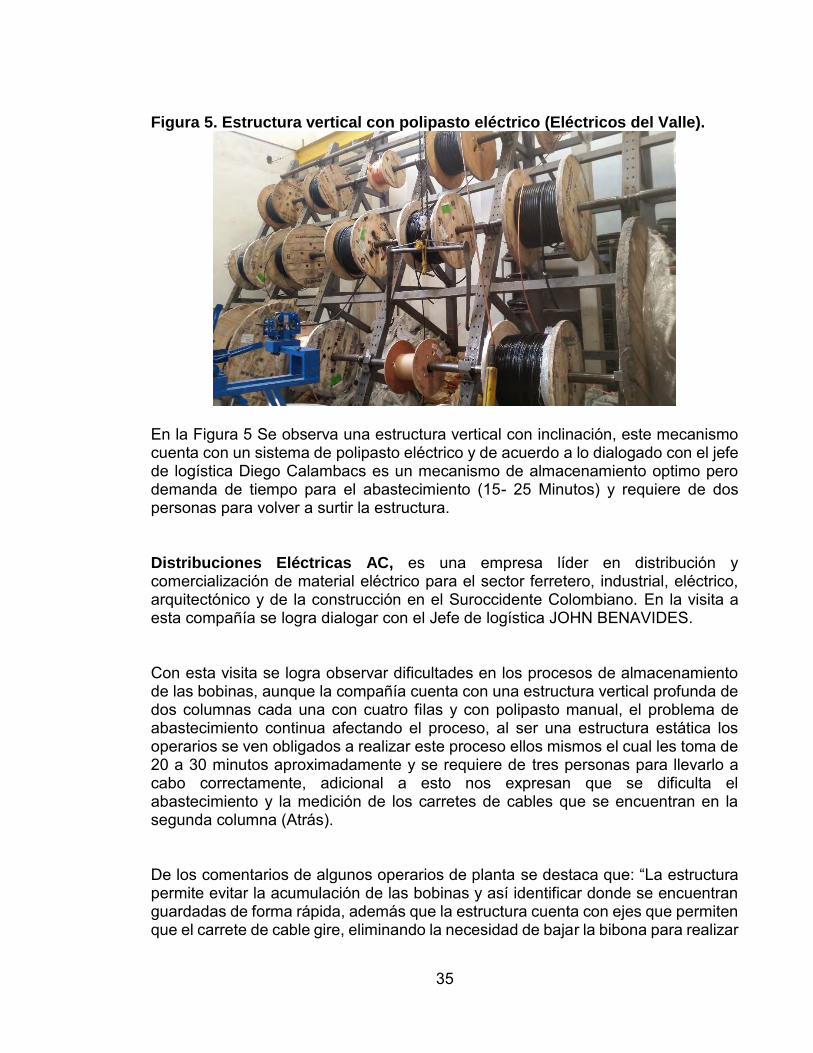
Figura 5. Estructura vertical con polipasto eléctrico (Eléctricos del Valle).
En la Figura 5 Se observa una estructura vertical con inclinación, este mecanismo cuenta con un sistema de polipasto eléctrico y de acuerdo a lo dialogado con el jefe de logística Diego Calambacs es un mecanismo de almacenamiento optimo pero demanda de tiempo para el abastecimiento (15- 25 Minutos) y requiere de dos personas para volver a surtir la estructura.
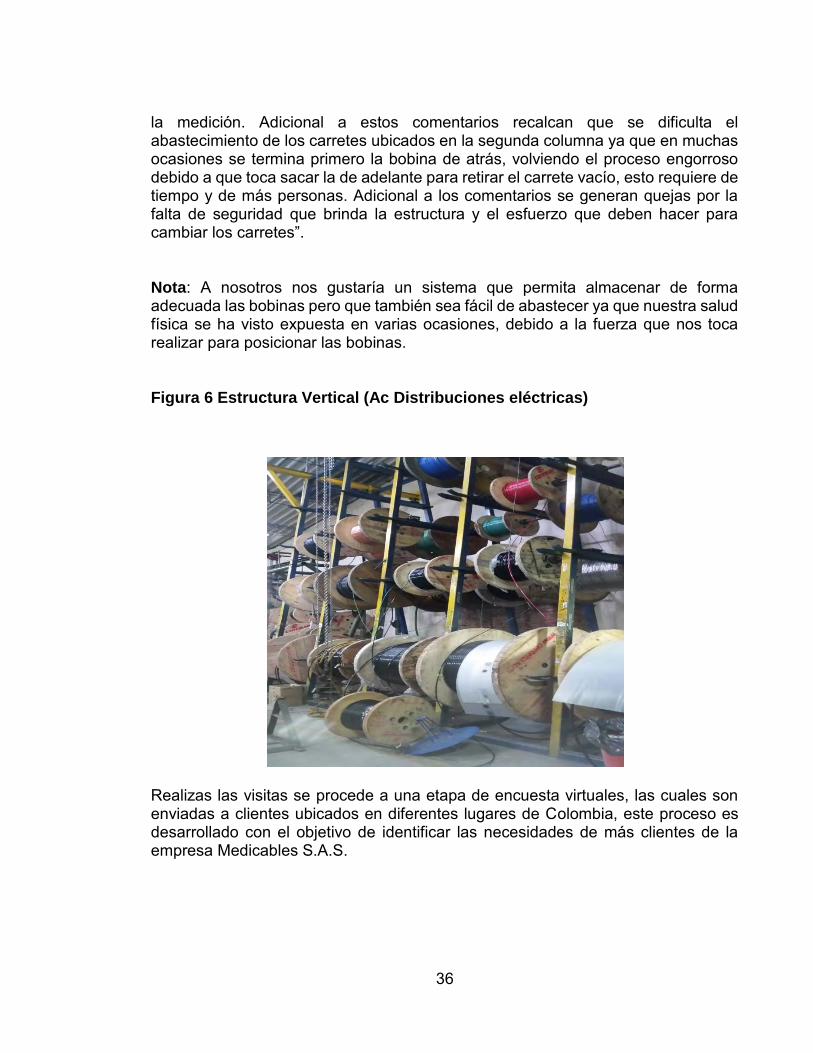
Distribuciones Eléctricas AC, es una empresa líder en distribución y comercialización de material eléctrico para el sector ferretero, industrial, eléctrico, arquitectónico y de la construcción en el Suroccidente Colombiano. En la visita a esta compañía se logra dialogar con el Jefe de logística JOHN BENAVIDES.
Con esta visita se logra observar dificultades en los procesos de almacenamiento de las bobinas, aunque la compañía cuenta con una estructura vertical profunda de dos columnas cada una con cuatro filas y con polipasto manual, el problema de abastecimiento continua afectando el proceso, al ser una estructura estática los operarios se ven obligados a realizar este proceso ellos mismos el cual les toma de 20 a 30 minutos aproximadamente y se requiere de tres personas para llevarlo a cabo correctamente, adicional a esto nos expresan que se dificulta el abastecimiento y la medición de los carretes de cables que se encuentran en la segunda columna (Atrás).
De los comentarios de algunos operarios de planta se destaca que: “La estructura permite evitar la acumulación de las bobinas y así identificar donde se encuentran guardadas de forma rápida, además que la estructura cuenta con ejes que permiten que el carrete de cable gire, eliminando la necesidad de bajar la bibona para realizar
36
la medición. Adicional a estos comentarios recalcan que se dificulta el abastecimiento de los carretes ubicados en la segunda columna ya que en muchas ocasiones se termina primero la bobina de atrás, volviendo el proceso engorroso debido a que toca sacar la de adelante para retirar el carrete vacío, esto requiere de tiempo y de más personas. Adicional a los comentarios se generan quejas por la falta de seguridad que brinda la estructura y el esfuerzo que deben hacer para cambiar los carretes”.
Nota: A nosotros nos gustaría un sistema que permita almacenar de forma adecuada las bobinas pero que también sea fácil de abastecer ya que nuestra salud física se ha visto expuesta en varias ocasiones, debido a la fuerza que nos toca realizar para posicionar las bobinas.
Figura 6 Estructura Vertical (Ac Distribuciones eléctricas)
Realizas las visitas se procede a una etapa de encuesta virtuales, las cuales son enviadas a clientes ubicados en diferentes lugares de Colombia, este proceso es desarrollado con el objetivo de identificar las necesidades de más clientes de la empresa Medicables S.A.S.
37
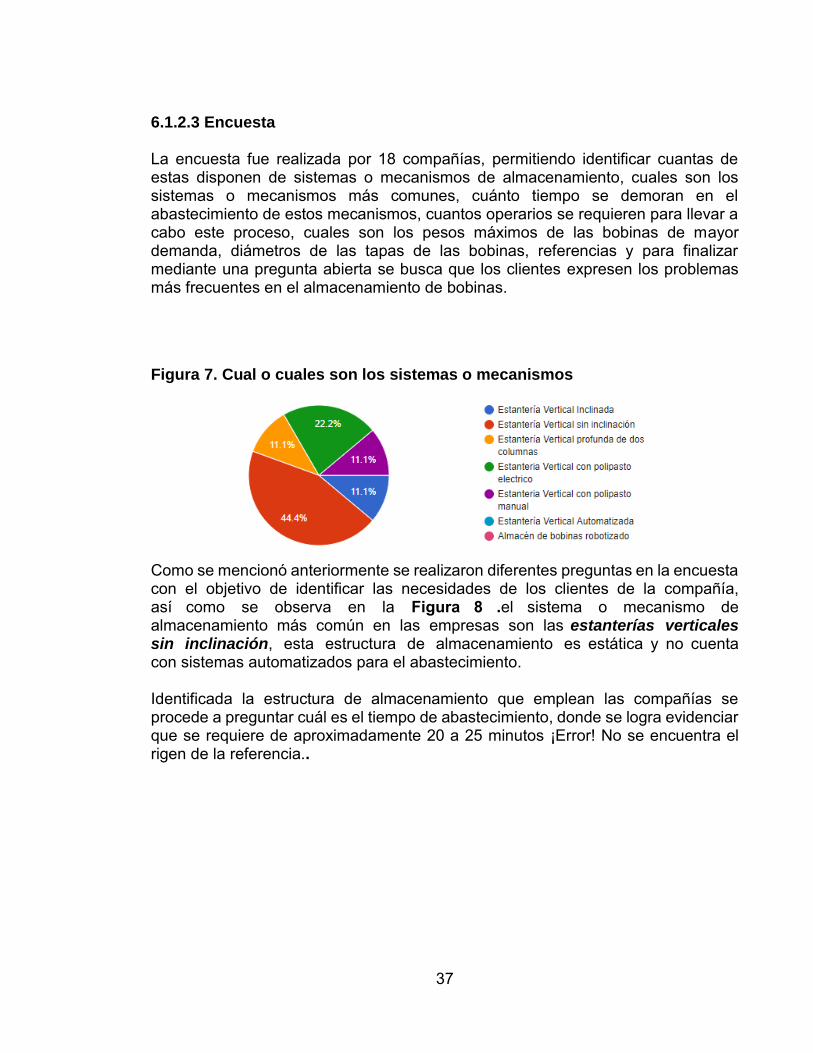
6.1.2.3 Encuesta
La encuesta fue realizada por 18 compañías, permitiendo identificar cuantas de estas disponen de sistemas o mecanismos de almacenamiento, cuales son los sistemas o mecanismos más comunes, cuánto tiempo se demoran en el abastecimiento de estos mecanismos, cuantos operarios se requieren para llevar a cabo este proceso, cuales son los pesos máximos de las bobinas de mayor demanda, diámetros de las tapas de las bobinas, referencias y para finalizar mediante una pregunta abierta se busca que los clientes expresen los problemas más frecuentes en el almacenamiento de bobinas.
Figura 7. Cual o cuales son los sistemas o mecanismos
Como se mencionó anteriormente se realizaron diferentes preguntas en la encuesta con el objetivo de identificar las necesidades de los clientes de la compañía, así como se observa en la Figura 8 .el sistema o mecanismo de almacenamiento más común en las empresas son las estanterías verticales sin inclinación, esta estructura de almacenamiento es estática y no cuenta con sistemas automatizados para el abastecimiento.
Identificada la estructura de almacenamiento que emplean las compañías se procede a preguntar cuál es el tiempo de abastecimiento, donde se logra evidenciar que se requiere de aproximadamente 20 a 25 minutos ¡Error! No se encuentra el rigen de la referencia..
38
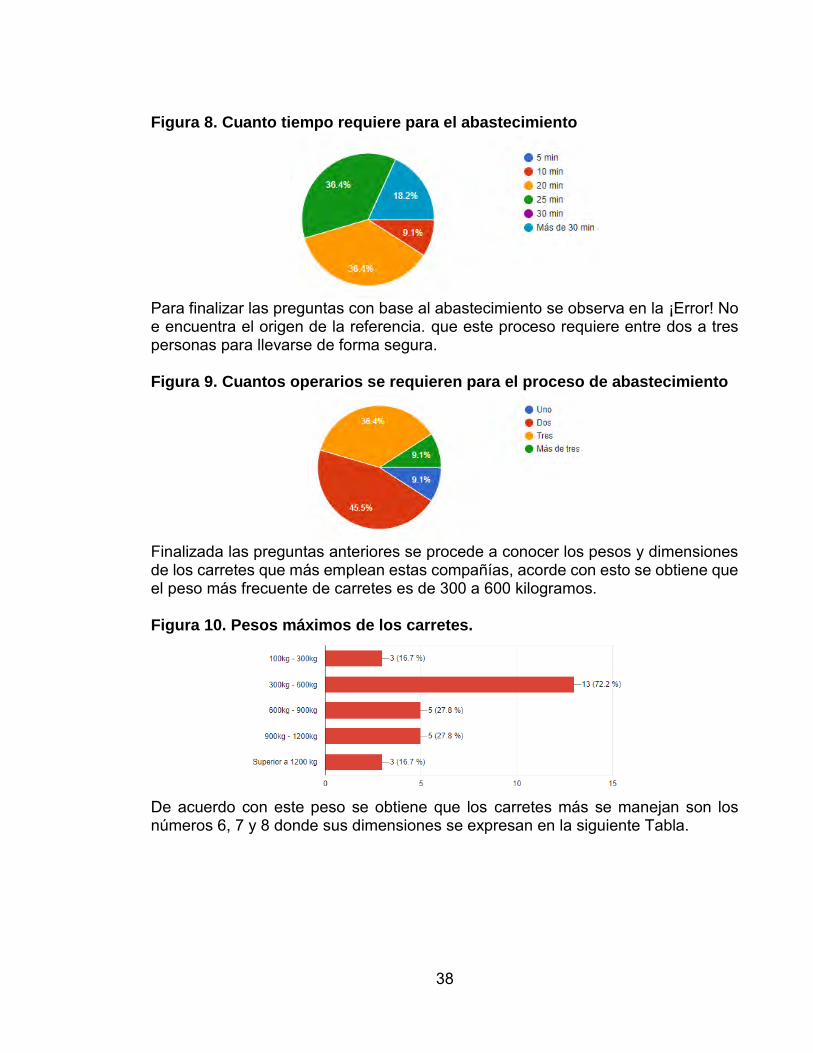
Figura 8. Cuanto tiempo requiere para el abastecimiento
Para finalizar las preguntas con base al abastecimiento se observa en la ¡Error! No e encuentra el origen de la referencia. que este proceso requiere entre dos a tres personas para llevarse de forma segura.
Figura 9. Cuantos operarios se requieren para el proceso de abastecimiento
Finalizada las preguntas anteriores se procede a conocer los pesos y dimensiones de los carretes que más emplean estas compañías, acorde con esto se obtiene que el peso más frecuente de carretes es de 300 a 600 kilogramos.
Figura 10. Pesos máximos de los carretes.
De acuerdo con este peso se obtiene que los carretes más se manejan son los números 6, 7 y 8 donde sus dimensiones se expresan en la siguiente Tabla.
39
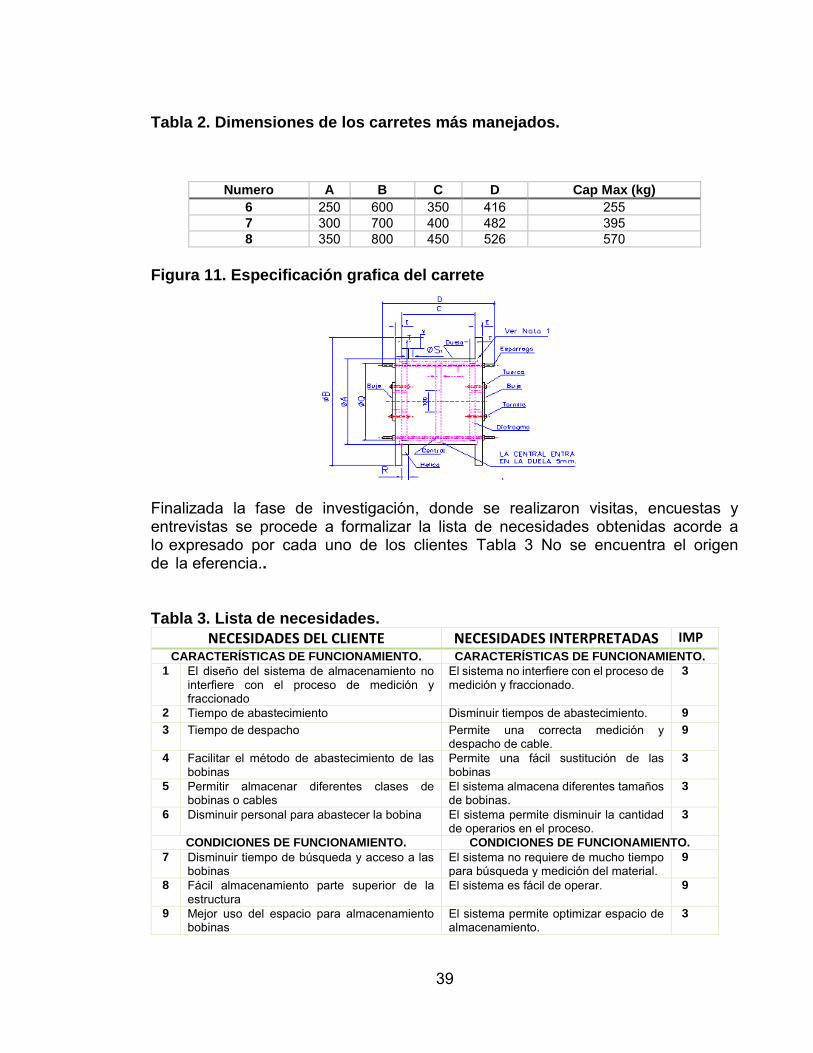
Tabla 2. Dimensiones de los carretes más manejados.
Numero A B C D Cap Max (kg)
6 250 600 350 416 255 7 300 700 400 482 395 8 350 800 450 526 570
Figura 11. Especificación grafica del carrete
Finalizada la fase de investigación, donde se realizaron visitas, encuestas y entrevistas se procede a formalizar la lista de necesidades obtenidas acorde a lo expresado por cada uno de los clientes Tabla 3 No se encuentra el origen de la eferencia..
Tabla 3. Lista de necesidades.
NECESIDADES DEL CLIENTE NECESIDADES INTERPRETADAS IMP
CARACTERÍSTICAS DE FUNCIONAMIENTO. CARACTERÍSTICAS DE FUNCIONAMIENTO.
1 El diseño del sistema de almacenamiento no interfiere con el proceso de medición y fraccionado
El sistema no interfiere con el proceso de medición y fraccionado.
3
2 Tiempo de abastecimiento Disminuir tiempos de abastecimiento. 9
3 Tiempo de despacho Permite una correcta medición y despacho de cable.
9
4 Facilitar el método de abastecimiento de las bobinas
Permite una fácil sustitución de las bobinas
3
5 Permitir almacenar diferentes clases de bobinas o cables
El sistema almacena diferentes tamaños de bobinas.
3
6 Disminuir personal para abastecer la bobina El sistema permite disminuir la cantidad de operarios en el proceso.
3
CONDICIONES DE FUNCIONAMIENTO. CONDICIONES DE FUNCIONAMIENTO.
7 Disminuir tiempo de búsqueda y acceso a las bobinas
El sistema no requiere de mucho tiempo para búsqueda y medición del material.
9
8 Fácil almacenamiento parte superior de la estructura
El sistema es fácil de operar. 9
9 Mejor uso del espacio para almacenamiento bobinas
El sistema permite optimizar espacio de almacenamiento.
3
40
10 Consumo energético El sistema optimiza el consumo de energía
1
11 Fácil mantenimiento El sistema es de Fácil mantenimiento 1
12 No sea ruidoso Nivel de ruido 1
SEGURIDAD. SEGURIDAD.
13 Disminuir riesgo al abastecer la estructura Disminuir el número de acciones ejecutadas por el operario.
9
14 Disminuir riesgo al utilizar la estructura El diseño protege al operario de operaciones de riesgos
9
15 Estructura resistente El sistema debe resistir la carga de las bobinas almacenadas.
9
MANTENIMIENTO. MANTENIMIENTO.
16 Fácil accesibilidad de herramientas para el mantenimiento
El sistema es de fácil mantenimiento. 1
17 Garantía El sistema cuenta con garantía de un año 1
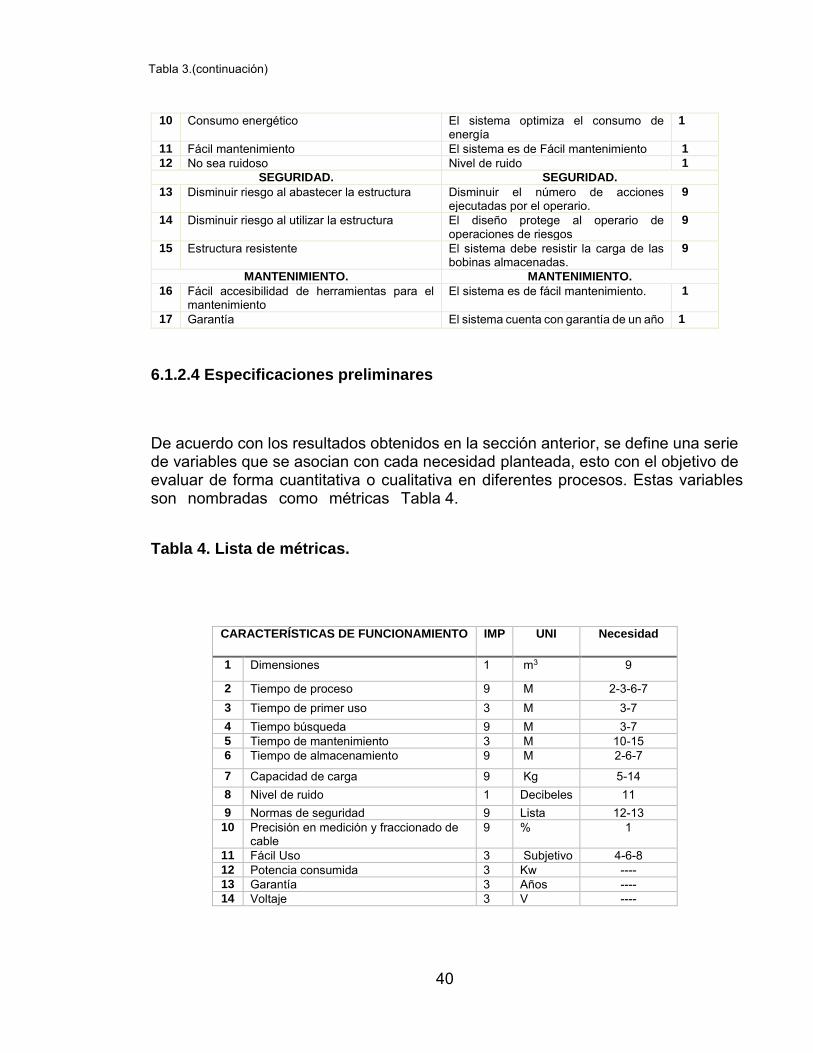
6.1.2.4 Especificaciones preliminares
De acuerdo con los resultados obtenidos en la sección anterior, se define una serie de variables que se asocian con cada necesidad planteada, esto con el objetivo de evaluar de forma cuantitativa o cualitativa en diferentes procesos. Estas variables son nombradas como métricas Tabla 4.
Tabla 4. Lista de métricas.
CARACTERÍSTICAS DE FUNCIONAMIENTO IMP UNI Necesidad
1 Dimensiones 1 m3 9
2 Tiempo de proceso 9 M 2-3-6-73 Tiempo de primer uso 3 M 3-74 Tiempo búsqueda 9 M 3-75 Tiempo de mantenimiento 3 M 10-156 Tiempo de almacenamiento 9 M 2-6-7
7 Capacidad de carga 9 Kg 5-148 Nivel de ruido 1 Decibeles 11 9 Normas de seguridad 9 Lista 12-13
10 Precisión en medición y fraccionado de cable
9 % 1
11 Fácil Uso 3 Subjetivo 4-6-812 Potencia consumida 3 Kw ---- 13 Garantía 3 Años ---- 14 Voltaje 3 V ----
Tabla 3.(continuación)
41
En la Tabla 4. Podemos observar las variables o las métricas con su correspondiente necesidad, unidad e importancia. Con base a estas métricas se pretende medir la seguridad y facilidad de manejo que posee el diseño.
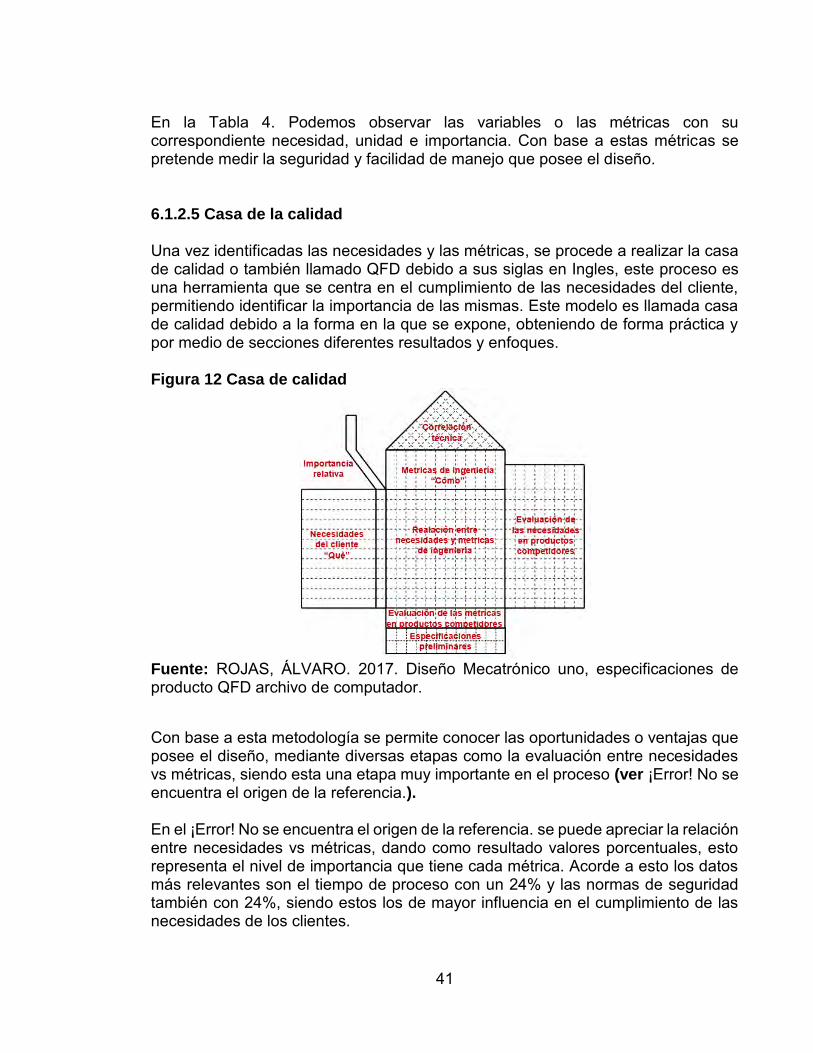
6.1.2.5 Casa de la calidad
Una vez identificadas las necesidades y las métricas, se procede a realizar la casa de calidad o también llamado QFD debido a sus siglas en Ingles, este proceso es una herramienta que se centra en el cumplimiento de las necesidades del cliente, permitiendo identificar la importancia de las mismas. Este modelo es llamada casa de calidad debido a la forma en la que se expone, obteniendo de forma práctica y por medio de secciones diferentes resultados y enfoques.
Figura 12 Casa de calidad
Fuente: ROJAS, ÁLVARO. 2017. Diseño Mecatrónico uno, especificaciones de producto QFD archivo de computador.
Con base a esta metodología se permite conocer las oportunidades o ventajas que posee el diseño, mediante diversas etapas como la evaluación entre necesidades vs métricas, siendo esta una etapa muy importante en el proceso (ver ¡Error! No se encuentra el origen de la referencia.).
En el ¡Error! No se encuentra el origen de la referencia. se puede apreciar la relación entre necesidades vs métricas, dando como resultado valores porcentuales, esto representa el nivel de importancia que tiene cada métrica. Acorde a esto los datos más relevantes son el tiempo de proceso con un 24% y las normas de seguridad también con 24%, siendo estos los de mayor influencia en el cumplimiento de las necesidades de los clientes.

42
6.1.3 Generación de conceptos
Finalizada la sección anterior se logra evidenciar las necesidades vs las métricas, este proceso permite identificar el enfoque principal y los objetivos técnicos con los que debe contar el diseño a proponer. De acuerdo con estos resultados se inicia la generación de conceptos, donde se busca conocer de forma detallada el funcionamiento tanto interno como externo, para así desglosarse en sub-funciones que representan el problema y describe de forma más específica lo que debe hacer cada elemento del producto para implementar la función principal.
La identificación de las sub-funciones críticas permite plantear conceptos o alternativas que den una buna solución a las mismas, las cuales se llevara a cabo mediante bosquejos que logren resaltar de forma detallada el concepto y serán planteadas acorde a los resultados de procesos como descomposición funcional, exploración sistémica y árbol del problema permitiendo obtener una buena alternativa de solución como consecuencia a la problemática planteada.
6.1.3.1 Descomposición Funcional
Como se puede observan en la Figura 13 se realiza la descomposición del problema en sub-funciones que lo simplifiquen, representado mediante una caja negra la cual cuenta con entradas y salidas que permite describir de forma más específica los elemento del producto para implementar la función principal, complementario a la caja negra se observa en la Figura # la descomposición funcional (caja transparente) la cual describe de forma específica que tiene que hacer cada elemento y permite enfocarse en los sub-funciones más críticos.

43
Figura 13. Caja Negra
Si bien la caja negra da una percepción general de las variables externas que son indispensables tanto para iniciar como para finalizar el proceso de almacenamiento, abastecimiento y medición de bobinas de cable, la caja transparente permite observar los elementos y procesos internos que se requieren para llegar a obtener una salida adecuada.
Figura 14. Caja Transparente.
44
6.1.3.2 Búsqueda externa.
La búsqueda externa es un proceso de investigación y recolección de información que permite identificar posibles soluciones mediante sistemas existentes. Este proceso es útil para determinar las tecnologías actuales que se pueden aprovecharse para que el producto satisfaga las necesidades del usuario.
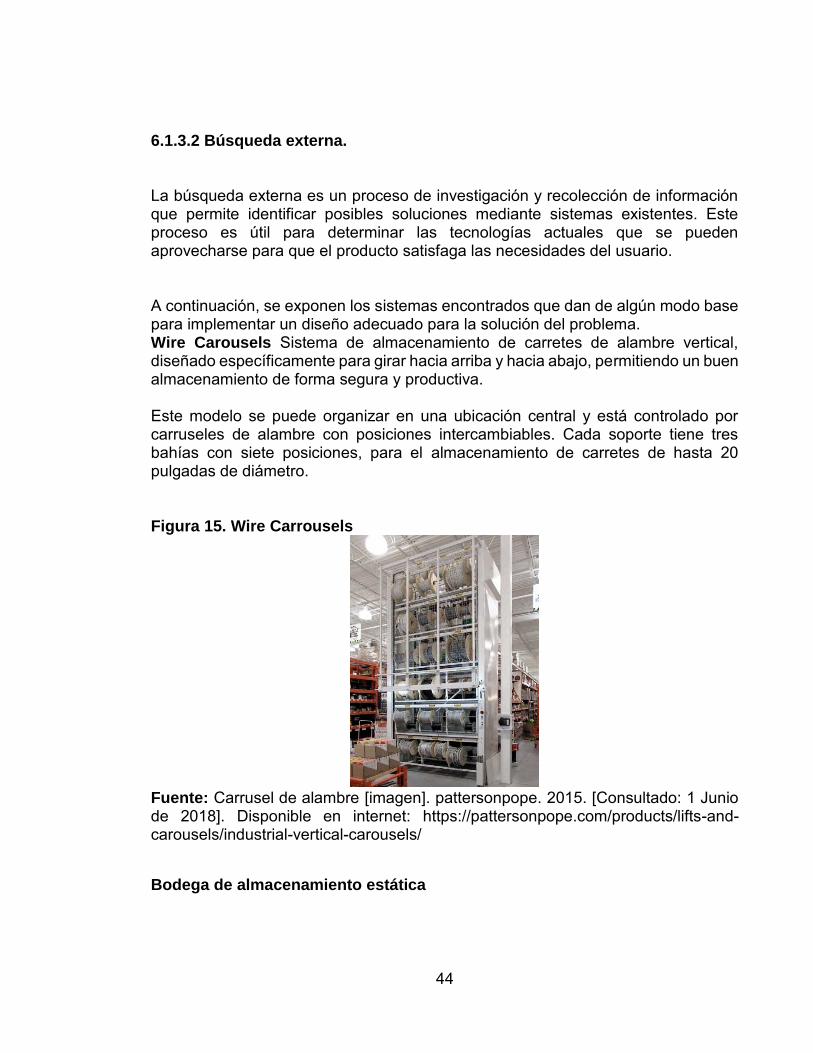
A continuación, se exponen los sistemas encontrados que dan de algún modo base para implementar un diseño adecuado para la solución del problema. Wire Carousels Sistema de almacenamiento de carretes de alambre vertical, diseñado específicamente para girar hacia arriba y hacia abajo, permitiendo un buen almacenamiento de forma segura y productiva.
Este modelo se puede organizar en una ubicación central y está controlado por carruseles de alambre con posiciones intercambiables. Cada soporte tiene tres bahías con siete posiciones, para el almacenamiento de carretes de hasta 20 pulgadas de diámetro.
Figura 15. Wire Carrousels
Fuente: Carrusel de alambre [imagen]. pattersonpope. 2015. [Consultado: 1 Junio de 2018]. Disponible en internet: https://pattersonpope.com/products/lifts-and-carousels/industrial-vertical-carousels/
Bodega de almacenamiento estática
45
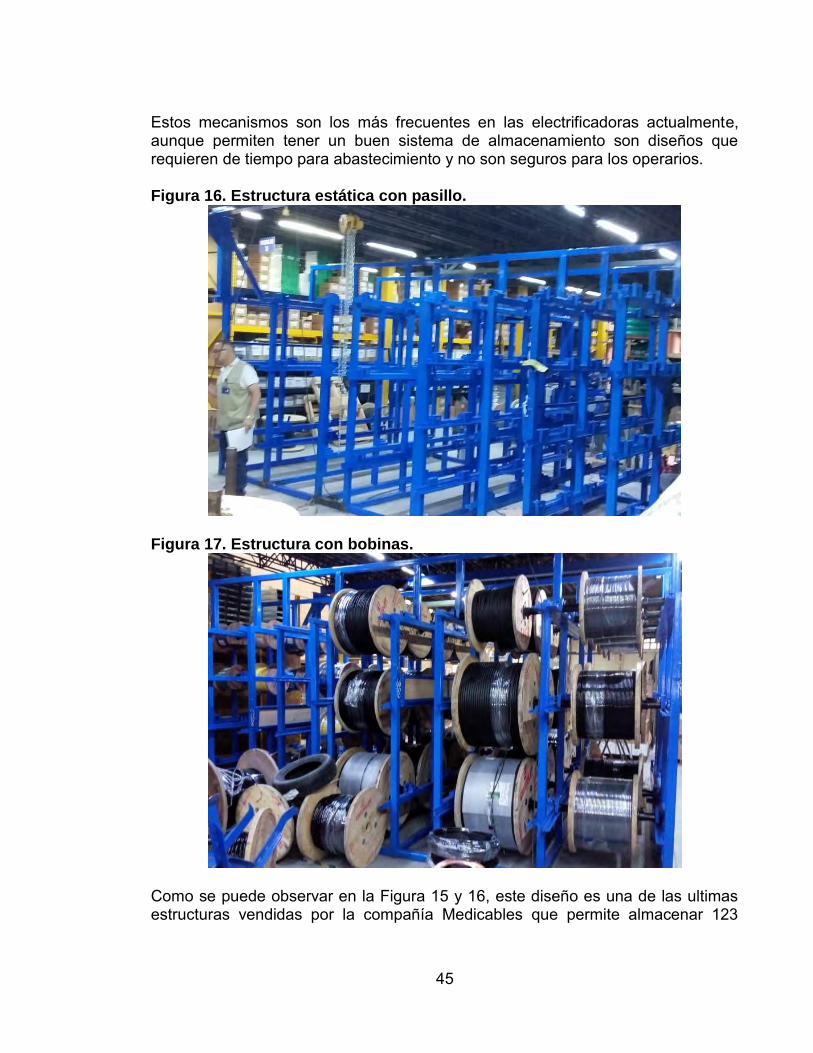
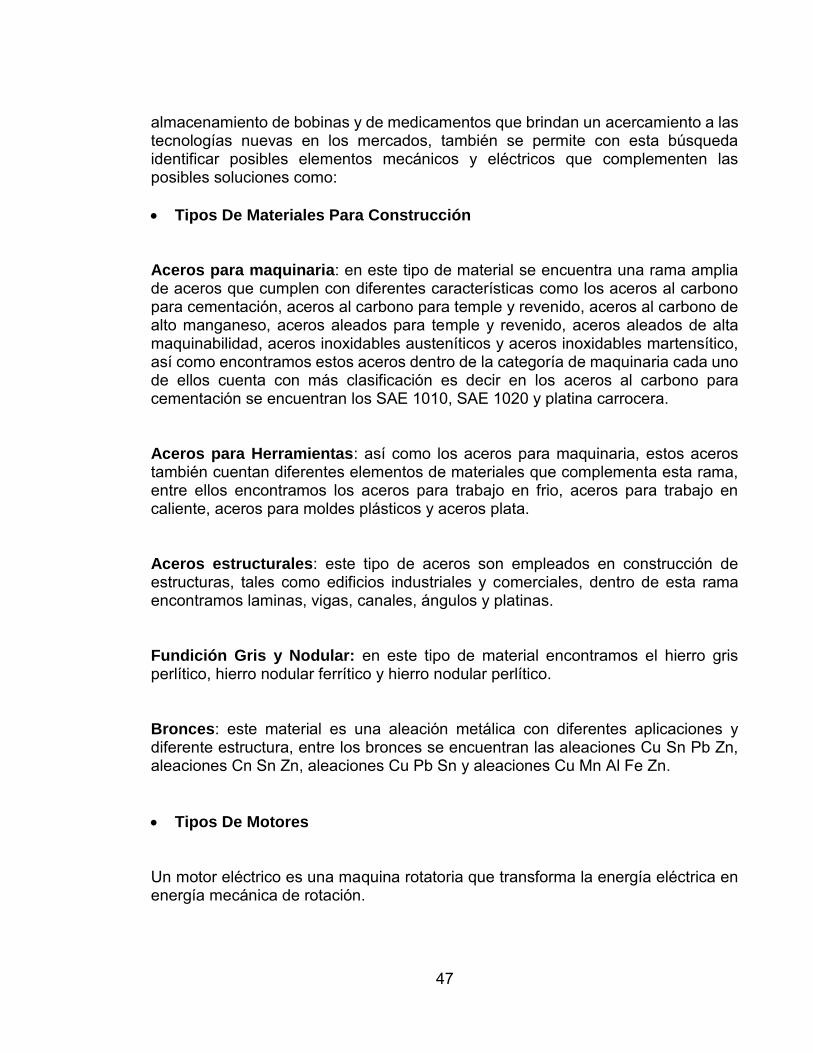
Estos mecanismos son los más frecuentes en las electrificadoras actualmente, aunque permiten tener un buen sistema de almacenamiento son diseños que requieren de tiempo para abastecimiento y no son seguros para los operarios.
Figura 16. Estructura estática con pasillo.
Figura 17. Estructura con bobinas.
Como se puede observar en la Figura 15 y 16, este diseño es una de las ultimas estructuras vendidas por la compañía Medicables que permite almacenar 123

46
bobinas entre la numero 7 y 8, aunque su diseño permite almacenar un alto número de bobinas su sistema de abastecimiento requiere de tiempo y no es fácil para los operarios.
Kardex Shuttle XP
Sistema de almacenamiento de medicamentos que permite lograr un ahorro de espacio de hasta el 90% en comparación con los sistemas de estantes tradicionales, el shuttle XP es un sistema de elevación vertical dinámico y de alta densidad, construido para maximizar la altura del techo con unidades disponibles de hasta 30 metros de altura.
Figura 18. Shuttle Xp
Fuente: Shuttle XP [imagen].2015. [Consultado: 15 Diciembre de 2018]. Disponible en internet: http://www.archiexpo.es/prod/kardex-systems/product-9012-762015.html
Como bien ya se ha dicho la busque externa permite identificar sistemas o elementos ya existentes que ayuden a generar una alternativa de solución más adecuada a las necesidades de los clientes de la compañía Medicables S.A.S. Conforme con esto se observa en las Figuras anteriores modelos de
47
almacenamiento de bobinas y de medicamentos que brindan un acercamiento a las tecnologías nuevas en los mercados, también se permite con esta búsqueda identificar posibles elementos mecánicos y eléctricos que complementen las posibles soluciones como:
Tipos De Materiales Para Construcción
Aceros para maquinaria: en este tipo de material se encuentra una rama amplia de aceros que cumplen con diferentes características como los aceros al carbono para cementación, aceros al carbono para temple y revenido, aceros al carbono de alto manganeso, aceros aleados para temple y revenido, aceros aleados de alta maquinabilidad, aceros inoxidables austeníticos y aceros inoxidables martensítico, así como encontramos estos aceros dentro de la categoría de maquinaria cada uno de ellos cuenta con más clasificación es decir en los aceros al carbono para cementación se encuentran los SAE 1010, SAE 1020 y platina carrocera.
Aceros para Herramientas: así como los aceros para maquinaria, estos aceros también cuentan diferentes elementos de materiales que complementa esta rama, entre ellos encontramos los aceros para trabajo en frio, aceros para trabajo en caliente, aceros para moldes plásticos y aceros plata.
Aceros estructurales: este tipo de aceros son empleados en construcción de estructuras, tales como edificios industriales y comerciales, dentro de esta rama encontramos laminas, vigas, canales, ángulos y platinas.
Fundición Gris y Nodular: en este tipo de material encontramos el hierro gris perlítico, hierro nodular ferrítico y hierro nodular perlítico.
Bronces: este material es una aleación metálica con diferentes aplicaciones y diferente estructura, entre los bronces se encuentran las aleaciones Cu Sn Pb Zn, aleaciones Cn Sn Zn, aleaciones Cu Pb Sn y aleaciones Cu Mn Al Fe Zn.
Tipos De Motores
Un motor eléctrico es una maquina rotatoria que transforma la energía eléctrica en energía mecánica de rotación.

48
Motores de corriente continua DC: Los motores de corriente continua son aquellos donde se requiere de una escobilla para poder meter la corriente eléctrica en el rotor del motor y unas delgadas para que entre y salga en la misma dirección por las espirales. Los motores de corriente continua se clasifican según la forma de conexión de las bobinas inductoras e inducidas entre sí. Tenemos cuatro tipos:
Figura 19. Motor de corriente continua.
Motor excitación independiente: La bobina de excitación se debe conectar a unafuente de alimentación distinta a la tensión de alimentación del inducido.
Figura 20. Excitación Independiente.
Motor excitación en serie: Baja resistencia del bobinado de campo y de armaduray alta corriente de arranque. Usado para arrancar con grandes cargas.
Figura 21. Excitación en serie.

49
Motor de excitación en paralelo: Es un motor eléctrico de corriente continua cuyobobinado inductor principal está conectado en derivación o paralelo con el circuitoformado por los bobinados inducido e inductor auxiliar.
Figura 22. Excitación en paralelo.
Motor de excitación con compund: Es un Motor eléctrico de corrientecontinua cuya excitación es originada por dos bobinados inductores independientes;uno dispuesto en serie con el bobinado inducido y otro conectado en derivación conel circuito formado por los bobinados: inducido, inductor serie e inductor auxiliar.
Figura 23. Excitación en Compund.
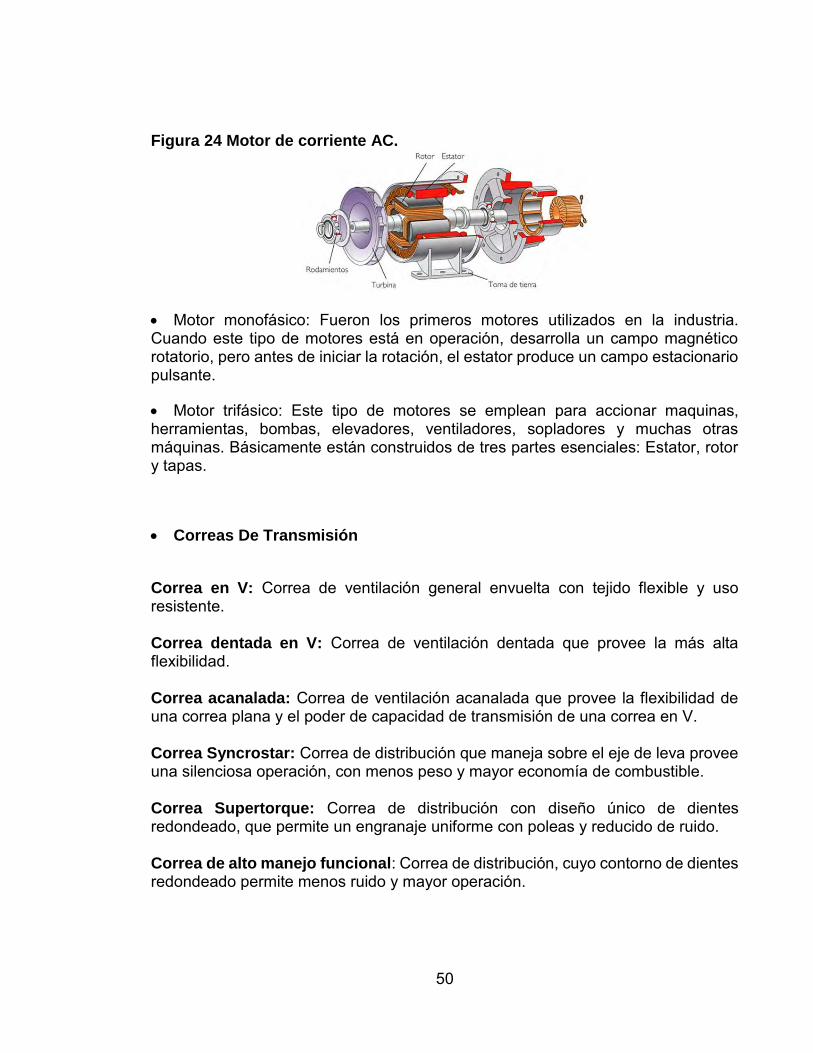
Motor de corriente alterna AC: son aquellos motores eléctricos que funcionan con este tipo de alimentación eléctrica. Un motor es un mecanismo que convierte una determinada energía en energía mecánica de rotación por medio de campos magnéticos variables, este tipo de motores eléctricos se componen de dos partes una fija llamada estator y una móvil llamada rotor.
50
Figura 24 Motor de corriente AC.
Motor monofásico: Fueron los primeros motores utilizados en la industria.Cuando este tipo de motores está en operación, desarrolla un campo magnéticorotatorio, pero antes de iniciar la rotación, el estator produce un campo estacionariopulsante.
Motor trifásico: Este tipo de motores se emplean para accionar maquinas,herramientas, bombas, elevadores, ventiladores, sopladores y muchas otrasmáquinas. Básicamente están construidos de tres partes esenciales: Estator, rotory tapas.
Correas De Transmisión
Correa en V: Correa de ventilación general envuelta con tejido flexible y uso resistente.
Correa dentada en V: Correa de ventilación dentada que provee la más alta flexibilidad.
Correa acanalada: Correa de ventilación acanalada que provee la flexibilidad de una correa plana y el poder de capacidad de transmisión de una correa en V.
Correa Syncrostar: Correa de distribución que maneja sobre el eje de leva provee una silenciosa operación, con menos peso y mayor economía de combustible.
Correa Supertorque: Correa de distribución con diseño único de dientes redondeado, que permite un engranaje uniforme con poleas y reducido de ruido.
Correa de alto manejo funcional: Correa de distribución, cuyo contorno de dientes redondeado permite menos ruido y mayor operación.
51
Acorde a la exploración se busca descubrir las posibles ideas de diseño que den lugar al concepto de diseño final a través de la información obtenida en la búsqueda externa, en donde quedaron expuestos esquemas y conceptos de herramientas tecnológicas que serían útiles para el cumplimiento de las necesidades del dispositivo a plantear.
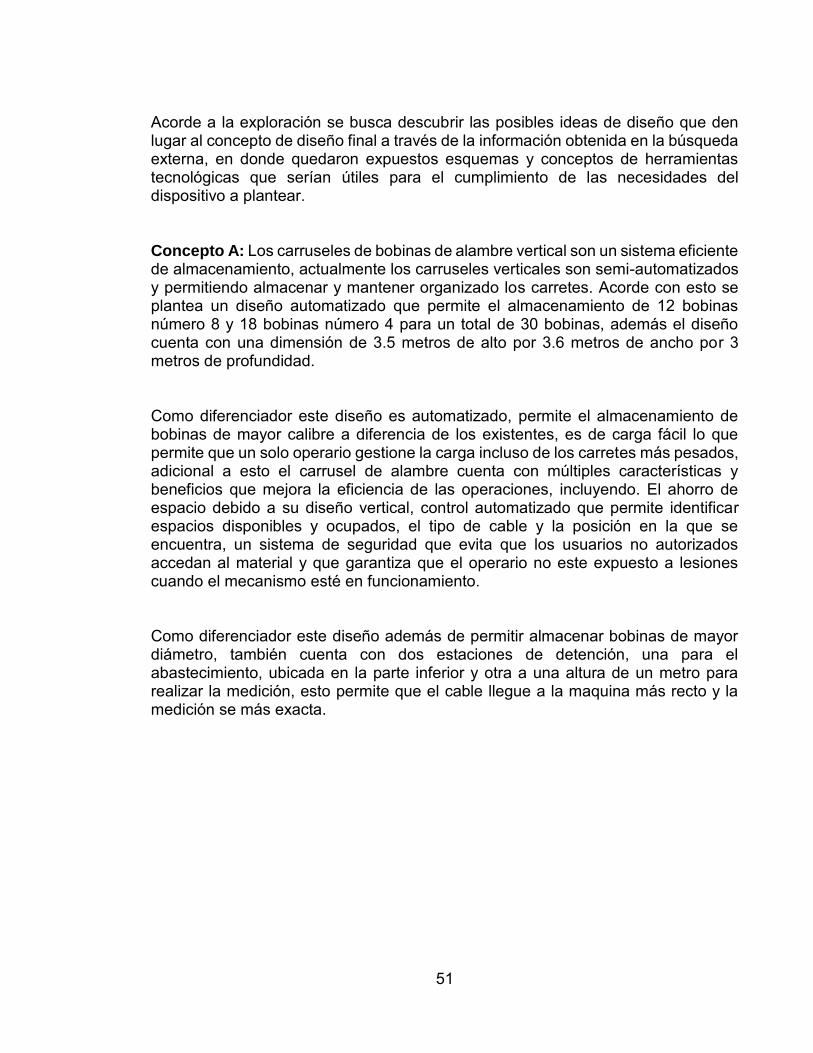
Concepto A: Los carruseles de bobinas de alambre vertical son un sistema eficiente de almacenamiento, actualmente los carruseles verticales son semi-automatizados y permitiendo almacenar y mantener organizado los carretes. Acorde con esto se plantea un diseño automatizado que permite el almacenamiento de 12 bobinas número 8 y 18 bobinas número 4 para un total de 30 bobinas, además el diseño cuenta con una dimensión de 3.5 metros de alto por 3.6 metros de ancho por 3 metros de profundidad.
Como diferenciador este diseño es automatizado, permite el almacenamiento de bobinas de mayor calibre a diferencia de los existentes, es de carga fácil lo que permite que un solo operario gestione la carga incluso de los carretes más pesados, adicional a esto el carrusel de alambre cuenta con múltiples características y beneficios que mejora la eficiencia de las operaciones, incluyendo. El ahorro de espacio debido a su diseño vertical, control automatizado que permite identificar espacios disponibles y ocupados, el tipo de cable y la posición en la que se encuentra, un sistema de seguridad que evita que los usuarios no autorizados accedan al material y que garantiza que el operario no este expuesto a lesiones cuando el mecanismo esté en funcionamiento.
Como diferenciador este diseño además de permitir almacenar bobinas de mayor diámetro, también cuenta con dos estaciones de detención, una para el abastecimiento, ubicada en la parte inferior y otra a una altura de un metro para realizar la medición, esto permite que el cable llegue a la maquina más recto y la medición se más exacta.

52
Figura 25. Concepto A.
Concepto B: sistema de almacenamiento vertical automatizado de construcción modular, que permite el ahorro de espacio haciendo uso de la altura, requiere de menos mano de obra, garantiza seguridad e inventarios precisos, este diseño requiere de 3,5 metros de alto por 3,6 metros de ancho por 3,5 metros de profundidad para el almacenamiento de 20 bobinas de cable número ocho. Específicamente este modelo es totalmente automatizado e inteligente y simultáneamente medirá, pesará y asignará las bobinas para ser almacenadas en la ubicación más eficiente.
Figura 26. Concepto B
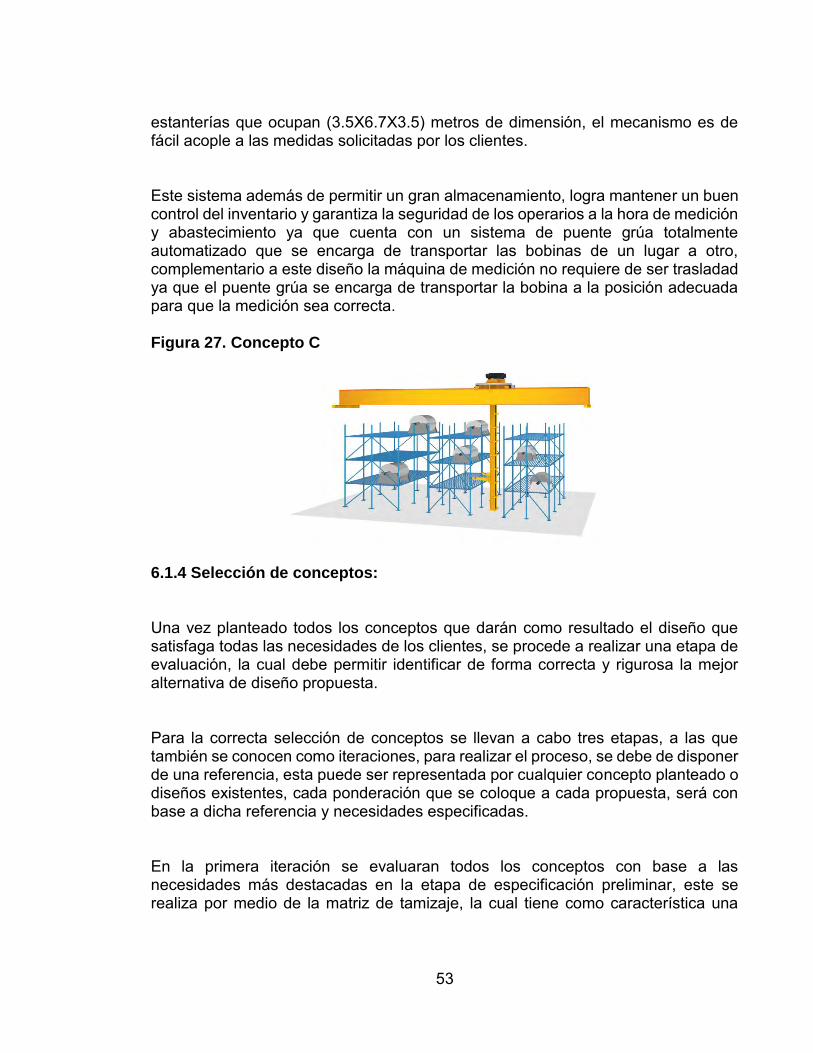
Concepto C: Diseño de un sistema de almacenamiento adaptable a las necesidades de cada cliente. Este diseño ofrece soluciones a todos los problemas de manutención, almacenaje y manipulación. El cual consta de tres estanterías fijas con una capacidad de 120 bobinas. Aunque para este diseño solo se plantean tres
53
estanterías que ocupan (3.5X6.7X3.5) metros de dimensión, el mecanismo es de fácil acople a las medidas solicitadas por los clientes.
Este sistema además de permitir un gran almacenamiento, logra mantener un buen control del inventario y garantiza la seguridad de los operarios a la hora de medición y abastecimiento ya que cuenta con un sistema de puente grúa totalmente automatizado que se encarga de transportar las bobinas de un lugar a otro, complementario a este diseño la máquina de medición no requiere de ser trasladad ya que el puente grúa se encarga de transportar la bobina a la posición adecuada para que la medición sea correcta.
Figura 27. Concepto C
6.1.4 Selección de conceptos:
Una vez planteado todos los conceptos que darán como resultado el diseño que satisfaga todas las necesidades de los clientes, se procede a realizar una etapa de evaluación, la cual debe permitir identificar de forma correcta y rigurosa la mejor alternativa de diseño propuesta.
Para la correcta selección de conceptos se llevan a cabo tres etapas, a las que también se conocen como iteraciones, para realizar el proceso, se debe de disponer de una referencia, esta puede ser representada por cualquier concepto planteado o diseños existentes, cada ponderación que se coloque a cada propuesta, será con base a dicha referencia y necesidades especificadas.
En la primera iteración se evaluaran todos los conceptos con base a las necesidades más destacadas en la etapa de especificación preliminar, este se realiza por medio de la matriz de tamizaje, la cual tiene como característica una
54
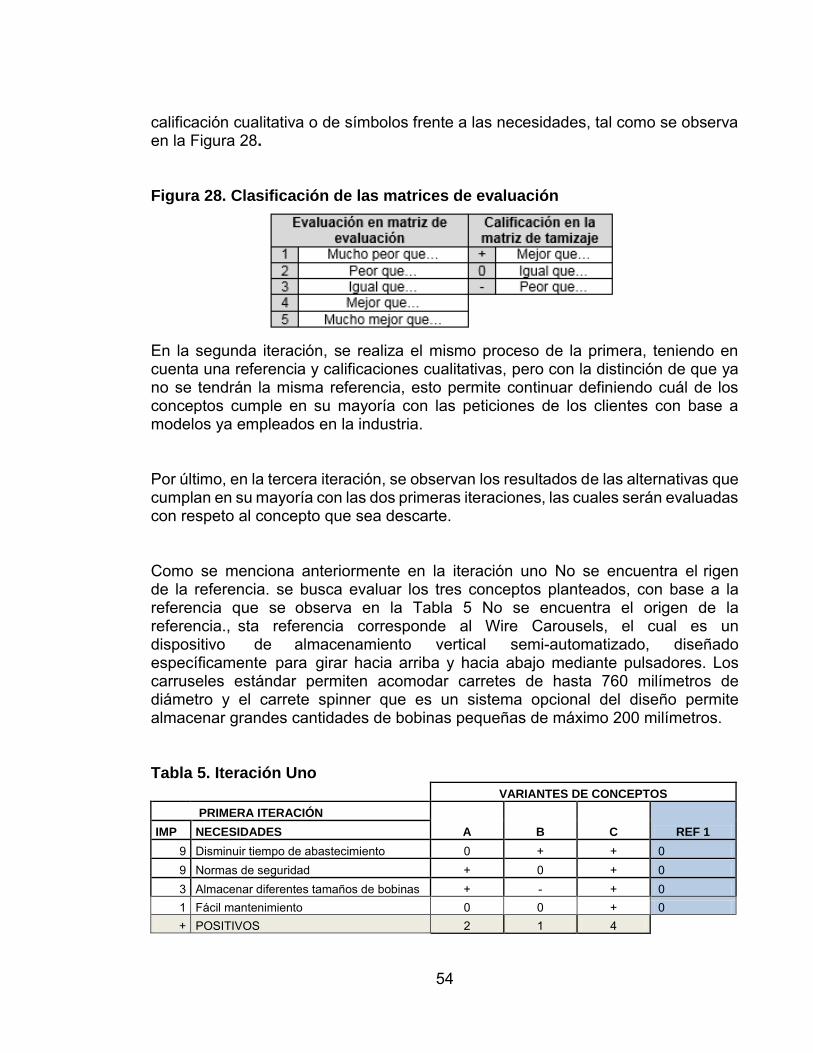
calificación cualitativa o de símbolos frente a las necesidades, tal como se observa en la Figura 28.
Figura 28. Clasificación de las matrices de evaluación
En la segunda iteración, se realiza el mismo proceso de la primera, teniendo en cuenta una referencia y calificaciones cualitativas, pero con la distinción de que ya no se tendrán la misma referencia, esto permite continuar definiendo cuál de los conceptos cumple en su mayoría con las peticiones de los clientes con base a modelos ya empleados en la industria.
Por último, en la tercera iteración, se observan los resultados de las alternativas que cumplan en su mayoría con las dos primeras iteraciones, las cuales serán evaluadas con respeto al concepto que sea descarte.
Como se menciona anteriormente en la iteración uno No se encuentra el rigen de la referencia. se busca evaluar los tres conceptos planteados, con base a la referencia que se observa en la Tabla 5 No se encuentra el origen de la referencia., sta referencia corresponde al Wire Carousels, el cual es un dispositivo de almacenamiento vertical semi-automatizado, diseñado específicamente para girar hacia arriba y hacia abajo mediante pulsadores. Los carruseles estándar permiten acomodar carretes de hasta 760 milímetros de diámetro y el carrete spinner que es un sistema opcional del diseño permite almacenar grandes cantidades de bobinas pequeñas de máximo 200 milímetros.
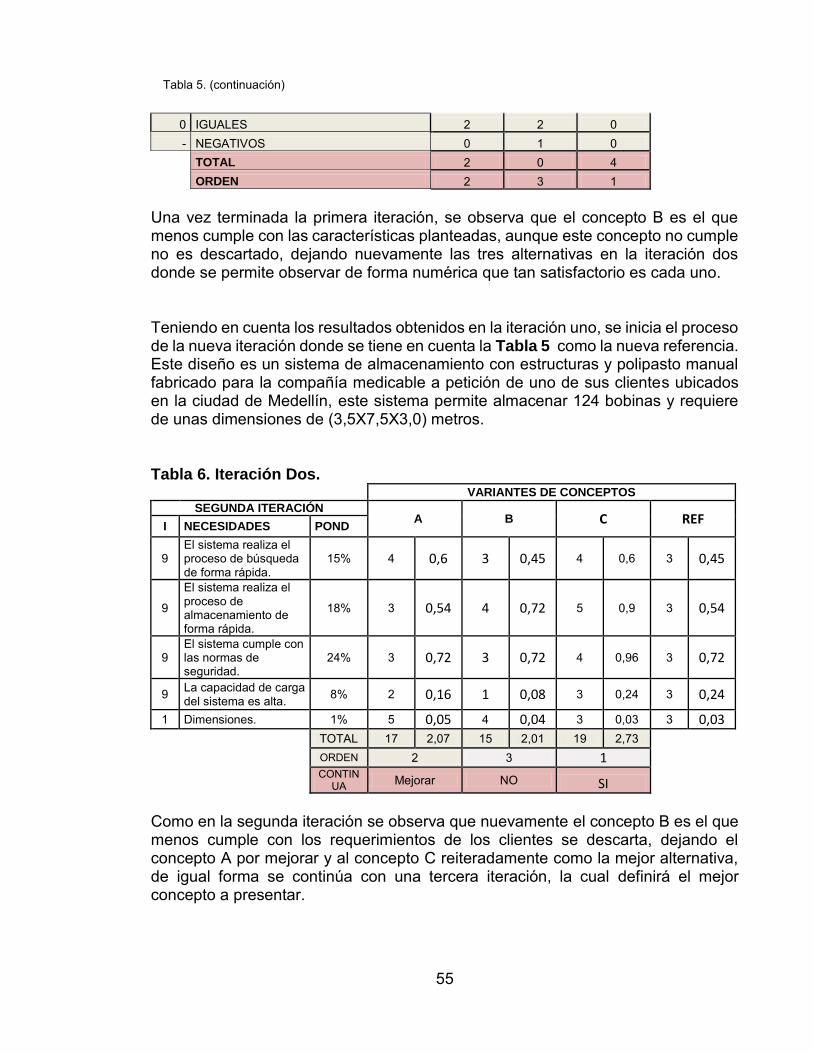
Tabla 5. Iteración Uno
VARIANTES DE CONCEPTOS
PRIMERA ITERACIÓN
A B C REF 1 IMP NECESIDADES
9 Disminuir tiempo de abastecimiento 0 + + 0 9 Normas de seguridad + 0 + 0 3 Almacenar diferentes tamaños de bobinas + - + 0 1 Fácil mantenimiento 0 0 + 0 + POSITIVOS 2 1 4
55
0 IGUALES 2 2 0 - NEGATIVOS 0 1 0
TOTAL 2 0 4 ORDEN 2 3 1
Una vez terminada la primera iteración, se observa que el concepto B es el que menos cumple con las características planteadas, aunque este concepto no cumple no es descartado, dejando nuevamente las tres alternativas en la iteración dos donde se permite observar de forma numérica que tan satisfactorio es cada uno.
Teniendo en cuenta los resultados obtenidos en la iteración uno, se inicia el proceso de la nueva iteración donde se tiene en cuenta la Tabla 5 como la nueva referencia. Este diseño es un sistema de almacenamiento con estructuras y polipasto manual fabricado para la compañía medicable a petición de uno de sus clientes ubicados en la ciudad de Medellín, este sistema permite almacenar 124 bobinas y requiere de unas dimensiones de (3,5X7,5X3,0) metros.
Tabla 6. Iteración Dos. VARIANTES DE CONCEPTOS
SEGUNDA ITERACIÓN A B C REF
I NECESIDADES POND
9 El sistema realiza el proceso de búsqueda de forma rápida.
15% 4 0,6 3 0,45 4 0,6 3 0,45
9
El sistema realiza el proceso de almacenamiento de forma rápida.
18% 3 0,54 4 0,72 5 0,9 3 0,54
9 El sistema cumple con las normas de seguridad.
24% 3 0,72 3 0,72 4 0,96 3 0,72
9 La capacidad de carga del sistema es alta. 8% 2 0,16 1 0,08 3 0,24 3 0,24
1 Dimensiones. 1% 5 0,05 4 0,04 3 0,03 3 0,03
TOTAL 17 2,07 15 2,01 19 2,73 ORDEN 2 3 1 CONTIN
UA Mejorar NO SI
Como en la segunda iteración se observa que nuevamente el concepto B es el que menos cumple con los requerimientos de los clientes se descarta, dejando el concepto A por mejorar y al concepto C reiteradamente como la mejor alternativa, de igual forma se continúa con una tercera iteración, la cual definirá el mejor concepto a presentar.
Tabla 5. (continuación)
56
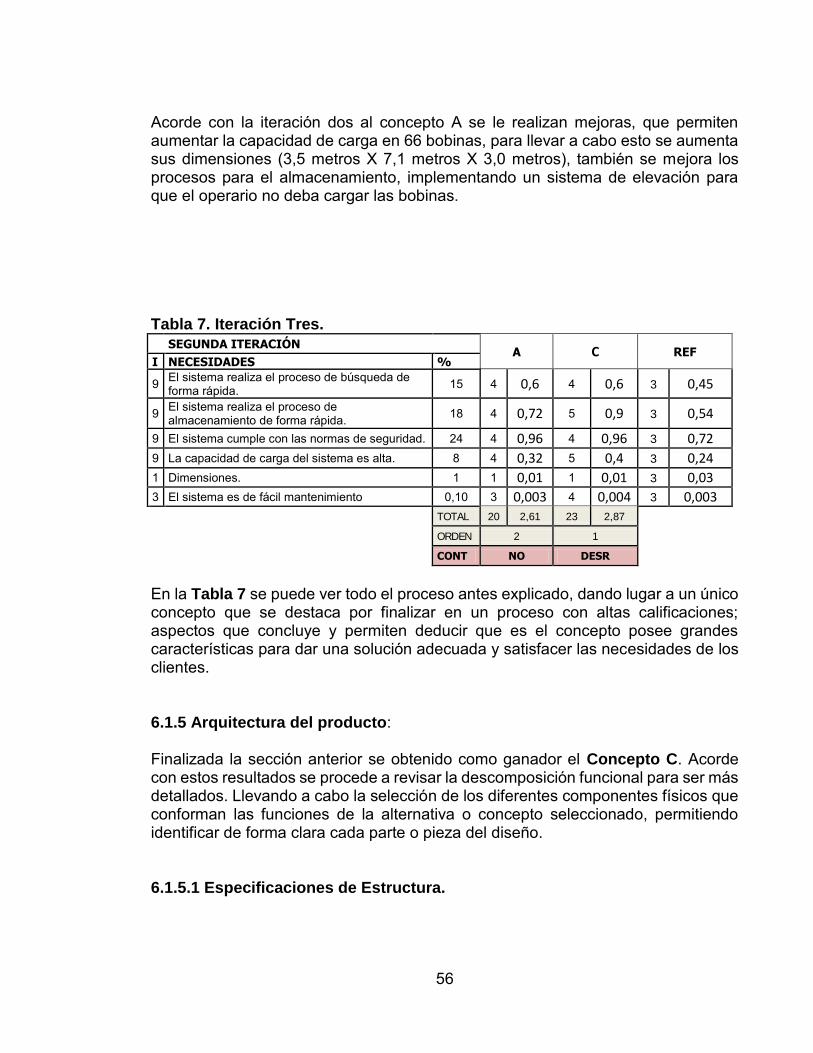
Acorde con la iteración dos al concepto A se le realizan mejoras, que permiten aumentar la capacidad de carga en 66 bobinas, para llevar a cabo esto se aumenta sus dimensiones (3,5 metros X 7,1 metros X 3,0 metros), también se mejora los procesos para el almacenamiento, implementando un sistema de elevación para que el operario no deba cargar las bobinas.
Tabla 7. Iteración Tres.
SEGUNDA ITERACIÓN A C REF
I NECESIDADES %
9 El sistema realiza el proceso de búsqueda de forma rápida. 15 4 0,6 4 0,6 3 0,45
9 El sistema realiza el proceso de almacenamiento de forma rápida. 18 4 0,72 5 0,9 3 0,54
9 El sistema cumple con las normas de seguridad. 24 4 0,96 4 0,96 3 0,72
9 La capacidad de carga del sistema es alta. 8 4 0,32 5 0,4 3 0,24
1 Dimensiones. 1 1 0,01 1 0,01 3 0,03
3 El sistema es de fácil mantenimiento 0,10 3 0,003 4 0,004 3 0,003
TOTAL 20 2,61 23 2,87
ORDEN 2 1
CONT NO DESR
En la Tabla 7 se puede ver todo el proceso antes explicado, dando lugar a un único concepto que se destaca por finalizar en un proceso con altas calificaciones; aspectos que concluye y permiten deducir que es el concepto posee grandes características para dar una solución adecuada y satisfacer las necesidades de los clientes.
6.1.5 Arquitectura del producto:
Finalizada la sección anterior se obtenido como ganador el Concepto C. Acorde con estos resultados se procede a revisar la descomposición funcional para ser más detallados. Llevando a cabo la selección de los diferentes componentes físicos que conforman las funciones de la alternativa o concepto seleccionado, permitiendo identificar de forma clara cada parte o pieza del diseño.
6.1.5.1 Especificaciones de Estructura.

57
Para el desarrollo del concepto seleccionado se requiere diseñar una estructura, rígida, segura y resistente, que soporte pesos de hasta 20 toneladas. Aunque en la etapa de generación de conceptos se realizó una investigación externa donde se mencionan algunos materiales para la construcción, se continúa con una investigación más profunda de las características de cada uno de estos.
A partir de esto se logra evidenciar que los materiales de uso técnico (Metales), se obtienen de minerales, que son rocas naturales que contienen el metal que deseamos. Los metales son más duros y resistentes que la madera, conducen el calor y la electricidad y se pueden fundir y deformar para construir barras, planchas, láminas, tubos, alambres u otras formas específicas.5 Entre los metales encontramos los:
Metales férreos: los cuales se caracterizan porque su principal componente es el hierro. En la extracción del hierro se emplea el carbono dando lugar a varias aleaciones de hierro y carbono. Conforme aumenta el contenido en carbono de una aleación férrica aumenta su dureza, su fragilidad y disminuye la plasticidad.
Hierro es sin duda el más importante de los metales, por su abundancia y porsus aplicaciones industriales. El hierro es un material duro, tenaz, resistente,trabajable y muy dúctil.
Acero es una aleación metálica, formada por hierro y carbono principalmente,aunque puede contener otros componentes como el vanadio y el cromo, parahacerlo más duro o inoxidable. Es un material muy duro, resistente y flexible,empleado para construir estructuras, vehículos, maquinas, herramientas y un sinfínde objetos más.
Fundición es el hierro que se obtiene en los altos hornos, tiene un alto porcentajede carbono y otras impurezas. La fundición es un material especialmente útil pararealizar piezas fundidas en moldes. Se emplea en la construcción de bloques paramotores, tapaderas de alcantarillas y otros registros.6
Metales no férreos: son los metales y aleaciones que no tienen en su composición química el hierro como:
5 LEONCIO VENTEO [En línea]. Materiales de uso técnico. [Consultado 16 Febrero 2019]. Disponible en internet: http: http://roble.pntic.mec.es/~lventeo/Temas/Metales/Metales.html.
6 JAMES GARRATT Diseño y tecnología. Materiales de uso técnico. [En Línea] roble.pntic [Consultado 1, Enero, 2019]. Disponible en internet: http://roble.pntic.mec.es/~lventeo/Temas/Metales/Metales.html
58
Cobre, metal de color rojizo. Es blando, dúctil y maleable, por lo tanto, fácil de trabajar. Sus aplicaciones se relacionan con su alta conductividad eléctrica y térmica. Se emplea en la fabricación de conductores eléctricos, circuitos impresos, material eléctrico y electrónico, calderas, radiadores, soldadores eléctricos, etc.
Aluminio es un metal de color blanco brillante, aunque cuando se oxida su color pasa a ser un gris apagado. El aluminio se extrae de la bauxita y es un metal, menos denso, más ligero que los anteriores per muy resistente, es buen conductor de calor y de electricidad. Se emplea en la construcción de aviones y estructuras de poco peso, escaleras, latas de bebidas, utensilios de cocina, cables de alta tensión, etc.
Plomo metal dúctil, maleable, blando y muy pesado, de color gris azulado y con baja temperatura de fusión.
Estaño es un material que no se oxida en contacto con el aire, e igual que el plomo tiene una baja temperatura de fusión y es blando, dúctil y maleable.
Oro es un metal amarillo que se puede encontrar en la naturaleza tal como lo conocemos, es un metal blando, buen conductor de calor y electricidad, muy maleable y prácticamente inalterable.
Plata es el mejor conductor de calor y de electricidad, aunque no se emplea habitualmente como conductor por su elevado precio. Es un metal dúctil y maleable que aunque menos que el oro, es químicamente muy estable y blando.
Adicional a esta información y como se menciona anteriormente muchos de estos metales se pueden deformar, lo cual permite hacer uso de estos en diferentes áreas como maquinaria, herramientas, estructuras, etc. Con base en esto y al diseño a plantear, se indaga más sobre los materiales estructurales, ya que elegir los materiales adecuados para la construcción de un proyecto es uno de los aspectos más importantes a tener en cuenta. Se debe asegurar de su disponibilidad, realizar cotizaciones y medir la idoneidad según la estructura. Acorde con esto haremos énfasis en los materiales comúnmente utilizados para crear estructuras metálicas. Como anteriormente se mencionó, existen diversos metales para construir una buena estructura metálica. Sin embargo, se debe tener en cuenta su función, para identificar cuando se debe emplear cada uno de ellos. Vigas: son barras que trabajan a flexión. Empleadas en la construcción, para el desarrollo de puentes, bodegas, techos o edificaciones de diversos tamaños.

59
Figura 29. Viga en I
Tubo estructural: son tuberías con fines estructurales, cuadradas, rectangular y redondas con diferente longitud y largo de 6 metros. Son utilizados en la elaboración de estructuras metálicas, bodegas, techos, cornisas, fabricación de contenedores, andamios, entre otros usos.
Figura 30. Tubo Estructural Cuadrado.
Adicional a esto es importante destacar que los materiales más empleados para el diseño de estructuras son. El acero, que es un recurso duro, tenaz y de gran resistencia y el hierro forjado, que es el más puro, duro y manipulable.
Gracias a esto y con ayuda del programa CesEduPack, el cual es un software con una base de datos bastante amplia de materiales, se continua con la investigación para determinar cuáles o cual es el metal adecuado para la implementación de la estructura, para este proceso se teniendo en cuenta características como el módulo de Young, limite elástico, resistencia, elongación, dureza y tenacidad.
Acero de bajo carbono: entre 0.08 hasta 0.25% en peso de carbono. Son blandos pero dúctiles, muy trabajables, fácilmente deformables, cortables, maquinables y soldables. Empleados en la industria automotriz, tuberías, elementos estructurales de edificios y puentes, varillas de refuerzo, corazas de barco, etc.

60
Figura 31. Propiedades con base al programa CesEduPack.
Aceros inoxidables: material versátil. Utilizado inicialmente para hacer cubiertos pronto encontró su camino en la industria química, debido a sus características de resistencia a la corrosión. También se emplea para la generación de energía, producción de alimentos, arquitectura, edificios y construcciones, aplicaciones médicas, entre otras. Figura 32. Propiedades con base al programa CesEduPack.

61
Fundición dúctil de hierro: es un tipo de fundición de hierro aleado con grafito. Tiene una gran dureza y resistencia a todo tipo de agentes externos. Utilizada para la fabricación de tubos para líneas de agua potable o aguas de alcantarillado. Una de sus ventajas es su resistencia.
Figura 33. Propiedades con base al programa CesEduPack.
De acuerdo con estos datos y a la información suministrada por el programa CesEduPack se realiza una iteración y se selecciona el material adecuado para la implementación de la estructura.
Tabla 8. Iteración de materiales.
Criterios Acero de bajo Carbono
Acero inoxidable Fundición Dúctil de Hierro
Módulo de Young + - +
Limite elástico + - +
Resistencia compresión + - +
Dureza-Vickers + + +
Tenacidad a fracturas + + -
Positivos 5 2 4
Negativos 0 3 1
Total 5 -2 3
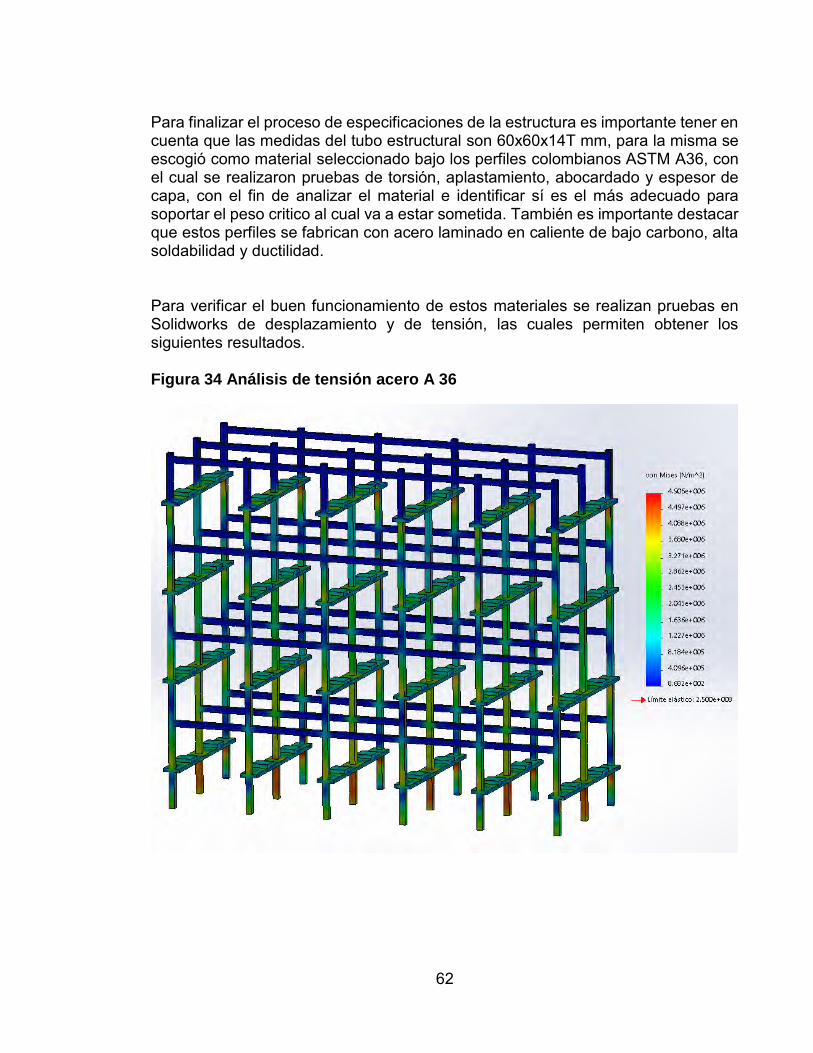
62
Para finalizar el proceso de especificaciones de la estructura es importante tener en cuenta que las medidas del tubo estructural son 60x60x14T mm, para la misma se escogió como material seleccionado bajo los perfiles colombianos ASTM A36, con el cual se realizaron pruebas de torsión, aplastamiento, abocardado y espesor de capa, con el fin de analizar el material e identificar sí es el más adecuado para soportar el peso critico al cual va a estar sometida. También es importante destacar que estos perfiles se fabrican con acero laminado en caliente de bajo carbono, alta soldabilidad y ductilidad. Para verificar el buen funcionamiento de estos materiales se realizan pruebas en Solidworks de desplazamiento y de tensión, las cuales permiten obtener los siguientes resultados. Figura 34 Análisis de tensión acero A 36
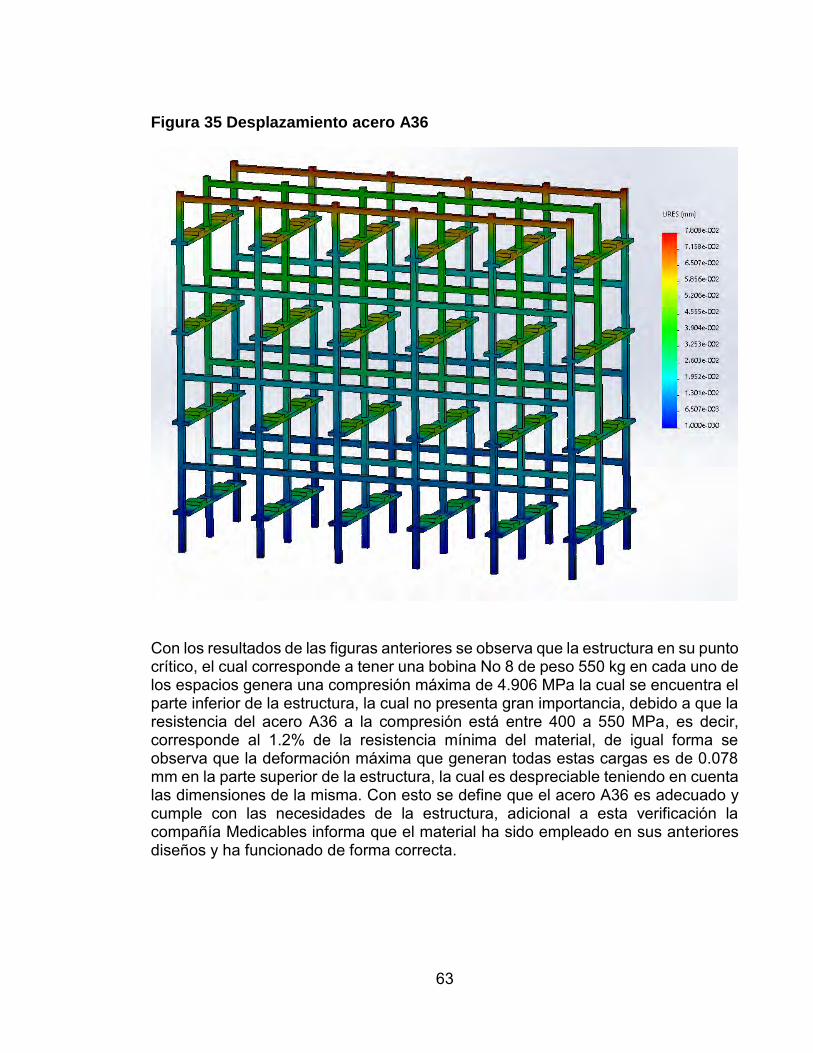
63
Figura 35 Desplazamiento acero A36
Con los resultados de las figuras anteriores se observa que la estructura en su punto crítico, el cual corresponde a tener una bobina No 8 de peso 550 kg en cada uno de los espacios genera una compresión máxima de 4.906 MPa la cual se encuentra el parte inferior de la estructura, la cual no presenta gran importancia, debido a que la resistencia del acero A36 a la compresión está entre 400 a 550 MPa, es decir, corresponde al 1.2% de la resistencia mínima del material, de igual forma se observa que la deformación máxima que generan todas estas cargas es de 0.078 mm en la parte superior de la estructura, la cual es despreciable teniendo en cuenta las dimensiones de la misma. Con esto se define que el acero A36 es adecuado y cumple con las necesidades de la estructura, adicional a esta verificación la compañía Medicables informa que el material ha sido empleado en sus anteriores diseños y ha funcionado de forma correcta.

64
6.1.5.2 Especificaciones de Puente Grúa
En la práctica tanto de la industria como del comercio puede llegar a surgir en determinado momento la necesidad de adquirir nueva maquinaria que simplifique ciertas tareas de traslado y almacenamiento, como por ejemplo el puente grúa, que es un mecanismo de elevación compuesto por una viga, simple o doble, apoyada sobre dos carriles elevados, utilizada en fábricas e industrias, para izar y desplazar cargas pesadas así como se muestra en la Figura 36.
Figura 36. Partes de un puente grúa.
Fuente: Escuela superior de tecnología y ciencias experimentales [PDF].2016. [Consultado: 01 Enero de 2019]. Disponible en internet: http://repositori.uji.es/xmlui/bitstream/handle/10234/163890/TFG_Marti%CC%81nez%20Ribes%2C%20David.pdf?sequence=1&isAllowed=y
De acuerdo con esto se busca dar solución al concepto ganador el cual cuenta con un puente grúa, este diseño debe ser seguro, fiable y de eficiente operación, con capacidad de almacenamiento de hasta 3 toneladas.
Con base a esto y a la búsqueda externa realizada en la generación de conceptos se tuvo en cuenta una gama de productos estándar, como polipastos eléctricos y apiladora eléctrica los cuales nos permitieron extraer información para llegar al diseño final.

65
El Polipasto Eléctrico: es un mecanismos de elevación que permite levantar y bajar los objetos en dirección vertical, este dispositivo se clasifica en polipasto eléctrico de cadena o polipasto eléctrico de cable.
El polipasto eléctrico de cadena es un modelo apto para ciclos de trabajo pesado, con un diseño ergonómico y resistente a la contaminación, sus características principales lo hacen silencioso, rápido, seguro y de fácil mantenimiento.
Figura 37. Polipasto eléctrico de cadena.
El polipasto eléctrico de cable, es un diseño robusto, de fácil mantenimiento ideal para trabajo pesado y prolongado, con una amplia capacidad de carga que permite mantenerla centrada y controlada para un máximo desempeño y confiabilidad.
Figura 38. Polipasto eléctrico de cable.
Estos dos sistemas eléctricos con múltiples características brindan solución a los procesos de cargas pesadas y nos permiten dar una alternativa para el diseño a emplear.

66
Apiladora eléctrica: son dispositivos de apilado y transporte que permite un almacenaje y optimización de espacio a muy bajo costo. En su mayoría dispone de un sistema de elevación mediante motor eléctrico, la elevación y el descenso se produce al accionar la palanca integrada, así mismo, los mandos incluyen un pulsador de paro de seguridad de enclavamiento.
Figura 39. Apiladora eléctrica.
Conforme con la información se toma el polipasto eléctrico de cadena y se le acopla a las horquillas con las que cuenta la apiladora eléctrica permitiendo diseñar un sistema de grúa con mástil fijo, carro giratorio, posicionamiento automático, control de stocks, sistema de mando automatizado y capacidad de 5000 kg.

67
Figura 40. Diseño de polipasto.
Finalizado el diseño del puente grúa se procede a establecer el soporte y vigas para el mecanismo, para esto es necesario tener en cuenta que existe:
Grúa monorraíl: dispositivo específicamente utilizado para un espacio limitado y una capacidad relativamente ligera.
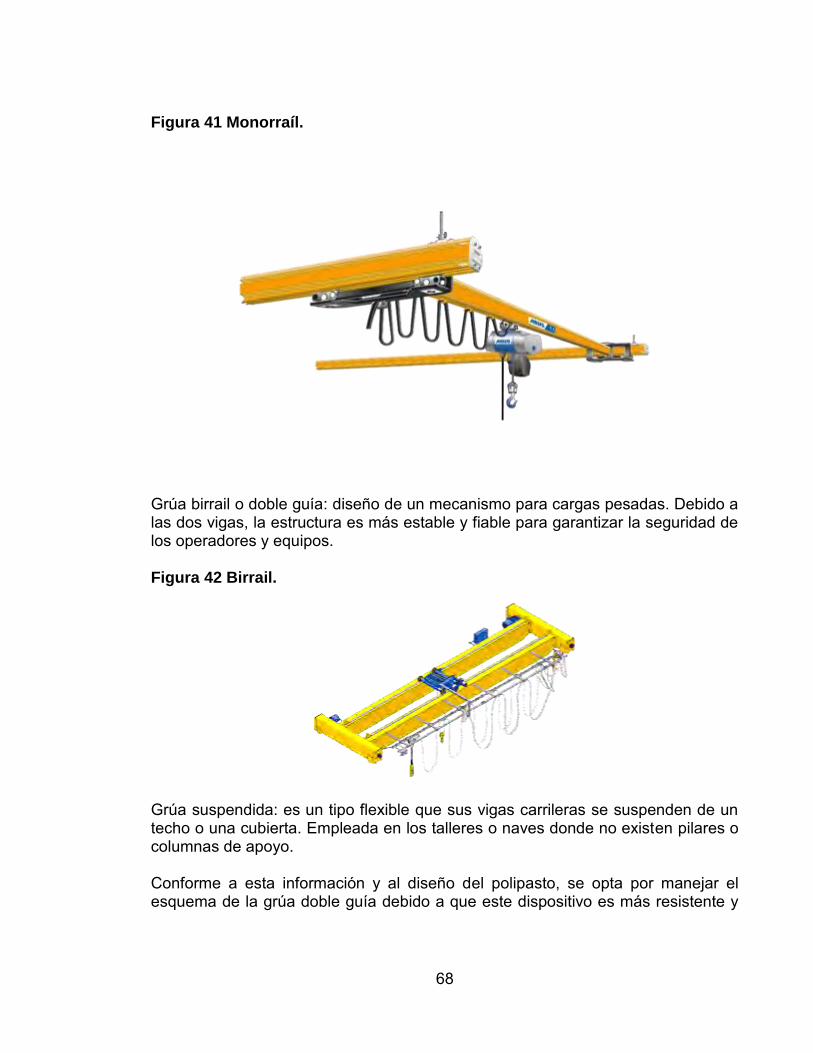
68
Figura 41 Monorraíl.
Grúa birrail o doble guía: diseño de un mecanismo para cargas pesadas. Debido a las dos vigas, la estructura es más estable y fiable para garantizar la seguridad de los operadores y equipos.
Figura 42 Birrail.
Grúa suspendida: es un tipo flexible que sus vigas carrileras se suspenden de un techo o una cubierta. Empleada en los talleres o naves donde no existen pilares o columnas de apoyo.
Conforme a esta información y al diseño del polipasto, se opta por manejar el esquema de la grúa doble guía debido a que este dispositivo es más resistente y
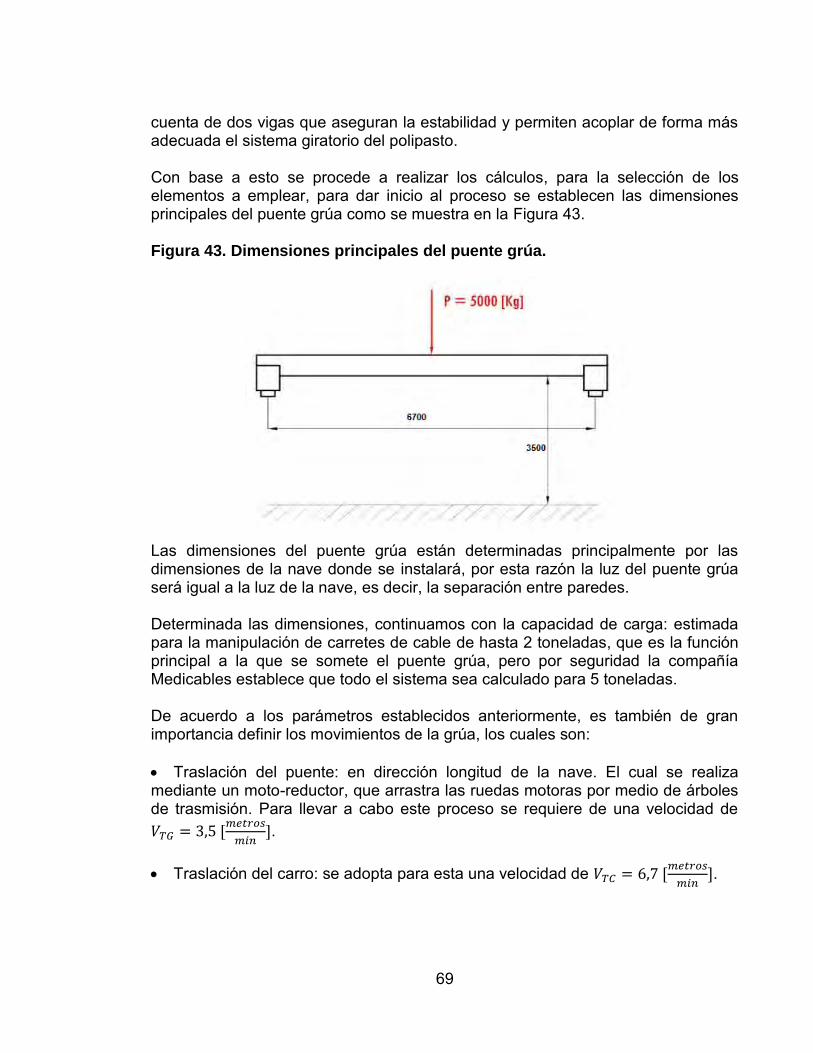
69
cuenta de dos vigas que aseguran la estabilidad y permiten acoplar de forma más adecuada el sistema giratorio del polipasto.
Con base a esto se procede a realizar los cálculos, para la selección de los elementos a emplear, para dar inicio al proceso se establecen las dimensiones principales del puente grúa como se muestra en la Figura 43.
Figura 43. Dimensiones principales del puente grúa.
Las dimensiones del puente grúa están determinadas principalmente por las dimensiones de la nave donde se instalará, por esta razón la luz del puente grúa será igual a la luz de la nave, es decir, la separación entre paredes.
Determinada las dimensiones, continuamos con la capacidad de carga: estimada para la manipulación de carretes de cable de hasta 2 toneladas, que es la función principal a la que se somete el puente grúa, pero por seguridad la compañía Medicables establece que todo el sistema sea calculado para 5 toneladas.
De acuerdo a los parámetros establecidos anteriormente, es también de gran importancia definir los movimientos de la grúa, los cuales son:
Traslación del puente: en dirección longitud de la nave. El cual se realizamediante un moto-reductor, que arrastra las ruedas motoras por medio de árbolesde trasmisión. Para llevar a cabo este proceso se requiere de una velocidad de𝑉𝑇𝐺 = 3,5 [
𝑚𝑒𝑡𝑟𝑜𝑠
𝑚𝑖𝑛].
Traslación del carro: se adopta para esta una velocidad de 𝑉𝑇𝐶 = 6,7 [𝑚𝑒𝑡𝑟𝑜𝑠
𝑚𝑖𝑛].
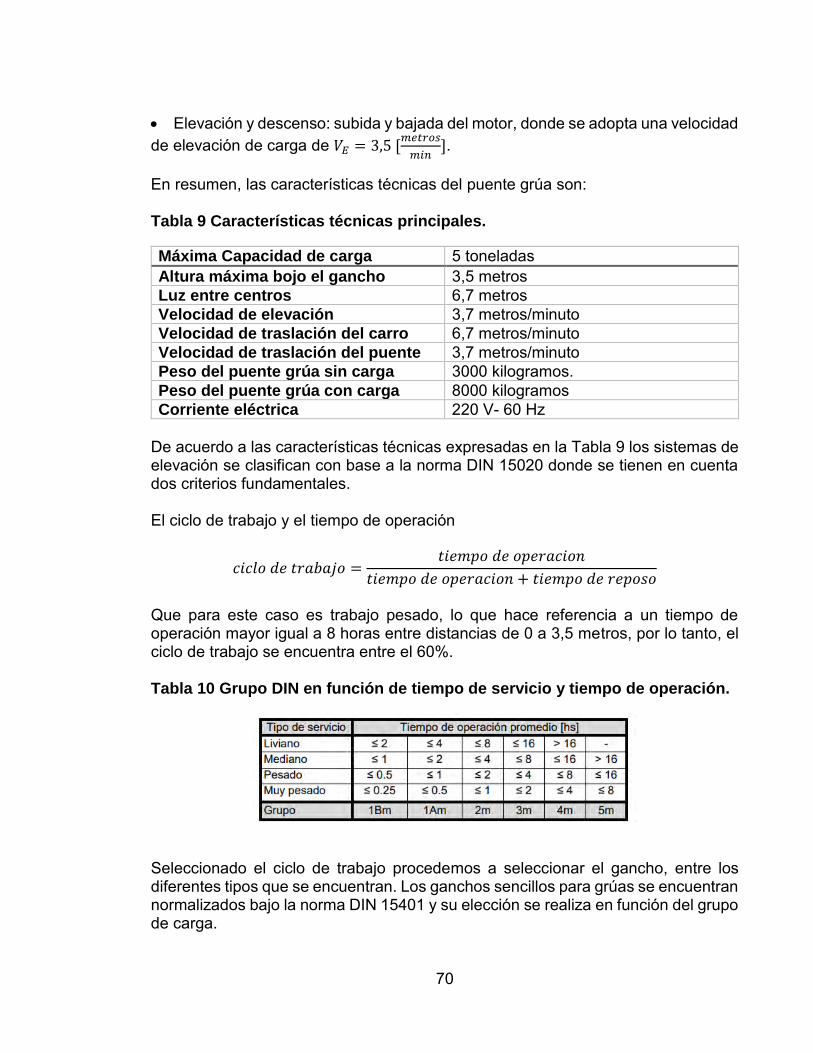
70
Elevación y descenso: subida y bajada del motor, donde se adopta una velocidadde elevación de carga de 𝑉𝐸 = 3,5 [
𝑚𝑒𝑡𝑟𝑜𝑠
𝑚𝑖𝑛].
En resumen, las características técnicas del puente grúa son:
Tabla 9 Características técnicas principales.
Máxima Capacidad de carga 5 toneladas Altura máxima bojo el gancho 3,5 metros Luz entre centros 6,7 metros Velocidad de elevación 3,7 metros/minuto Velocidad de traslación del carro 6,7 metros/minuto Velocidad de traslación del puente 3,7 metros/minuto Peso del puente grúa sin carga 3000 kilogramos. Peso del puente grúa con carga 8000 kilogramos Corriente eléctrica 220 V- 60 Hz
De acuerdo a las características técnicas expresadas en la Tabla 9 los sistemas de elevación se clasifican con base a la norma DIN 15020 donde se tienen en cuenta dos criterios fundamentales.
El ciclo de trabajo y el tiempo de operación
𝑐𝑖𝑐𝑙𝑜 𝑑𝑒 𝑡𝑟𝑎𝑏𝑎𝑗𝑜 =𝑡𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑜𝑝𝑒𝑟𝑎𝑐𝑖𝑜𝑛
𝑡𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑜𝑝𝑒𝑟𝑎𝑐𝑖𝑜𝑛 + 𝑡𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑟𝑒𝑝𝑜𝑠𝑜
Que para este caso es trabajo pesado, lo que hace referencia a un tiempo de operación mayor igual a 8 horas entre distancias de 0 a 3,5 metros, por lo tanto, el ciclo de trabajo se encuentra entre el 60%.
Tabla 10 Grupo DIN en función de tiempo de servicio y tiempo de operación.
Seleccionado el ciclo de trabajo procedemos a seleccionar el gancho, entre los diferentes tipos que se encuentran. Los ganchos sencillos para grúas se encuentran normalizados bajo la norma DIN 15401 y su elección se realiza en función del grupo de carga.

71
Tabla 11 Numero de gancho en función de carga
Con base a esto y a la Tabla 11 el gancho a emplear es el número uno con un diseño sencillo, seguro y con capacidad de 5 toneladas.
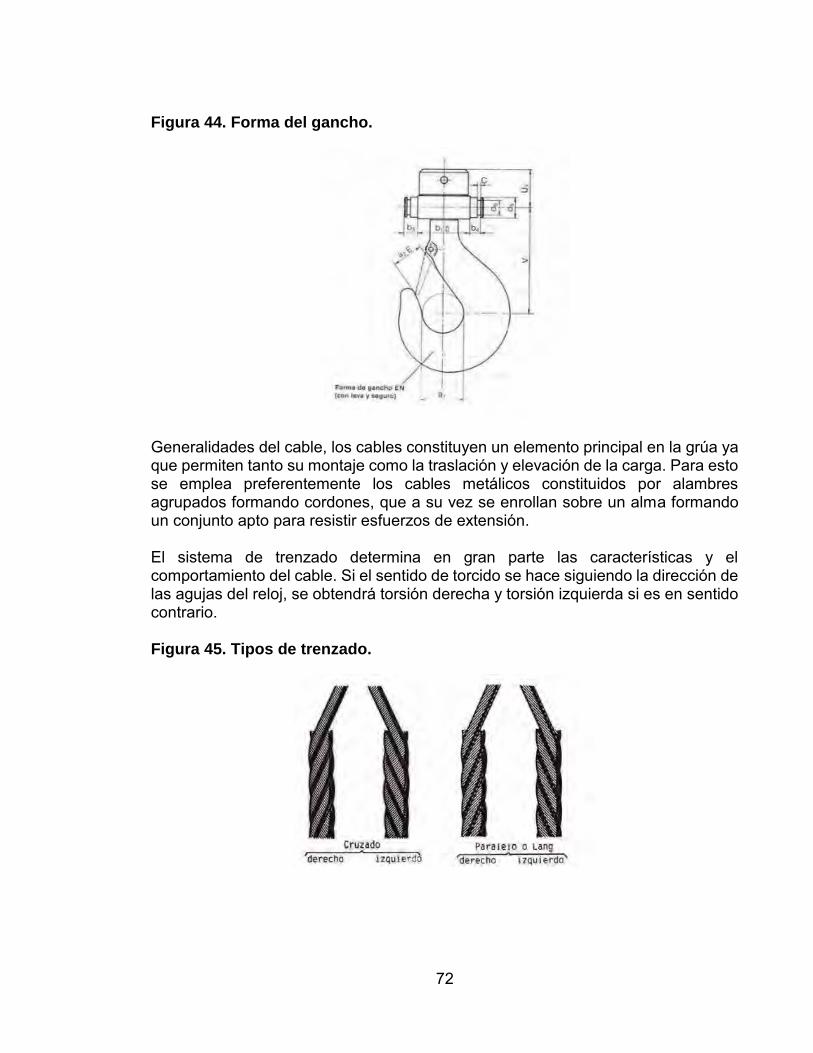
72
Figura 44. Forma del gancho.
Generalidades del cable, los cables constituyen un elemento principal en la grúa ya que permiten tanto su montaje como la traslación y elevación de la carga. Para esto se emplea preferentemente los cables metálicos constituidos por alambres agrupados formando cordones, que a su vez se enrollan sobre un alma formando un conjunto apto para resistir esfuerzos de extensión.
El sistema de trenzado determina en gran parte las características y el comportamiento del cable. Si el sentido de torcido se hace siguiendo la dirección de las agujas del reloj, se obtendrá torsión derecha y torsión izquierda si es en sentido contrario.
Figura 45. Tipos de trenzado.

73
Con forme con la información se escogió el cable metálico como elemento de trasmisión, en lugar de cadena, por tener algunas ventajas considerables. Su peso propio es más reducido, permiten velocidades más elevadas, ya que pasan sin ruido ni choque por las poleas y la seguridad se aumenta porque el cable no se rompe súbitamente como las cadenas.
Adicional a esto, se emplea el método de superposición, es decir, se calculan los esfuerzos por peso propio de la estructura y luego los esfuerzos debidos a las cargas móviles y fuerzas secundarias.
De esta forma suponemos el peso propio en función de la luz y la carga para determinar los esfuerzos.
𝑞′ = 200 [𝑘𝑔
𝑚]
Entonces para el cálculo se observa una viga simplemente apoyada como se muestra en la Figura 46.
Figura 46. esfuerzo debido al peso propio.
Cálculos de reacciones:
𝑅 = 𝑞′ ∗ 𝐿 = 1340𝑘𝑔
∑ 𝑀𝐴 = 0 𝑅𝐿
2− 𝑅𝐵. 𝐿 = 0 𝑅𝐵 = 670𝑘𝑔
∑ 𝑀𝐵 = 0 𝑅𝐿
2− 𝑅𝐴. 𝐿 = 0 𝑅𝐴 = 670𝑘𝑔
𝑀𝑃𝑚𝑎𝑧 = 𝑞 𝐿2
8= 1.122,25[𝑘𝑔. 𝑚]

74
La carga móvil, cambiando de intensidad y de posición, produce en las barras, fuerzas variables aplicadas muchas veces con ciertos choques. Todas las fuerzas y momentos flectores resultantes de la carga móvil deben ser mejoradas por un coeficiente que depende de las condiciones de funcionamiento de la máquina. En nuestro caso se encuentra en el grupo dos donde el tiempo de servicio específico es grande, las cargas son grandes y los impactos son normales.
𝜎 = 𝜑𝑀𝑃 + 𝛾𝑀𝐶
𝑊𝑋≤ 𝜎𝑎𝑑𝑚 𝑊𝑋 =
𝜑𝑀𝑃 + 𝛾𝑀𝐶
𝜎𝑎𝑑𝑚= 88,271[𝑚𝑚3] = 88,271𝑐𝑚3
𝜎𝑎𝑑𝑚 Tensión de tracción admisible del material, SAE 1040= 14[Kg/mm2]. 𝜑 Coeficiente de choque es 1,1. 𝛾 Coeficiente de mayoración. Tabla 12. Coeficiente de mayoración
Para el diseño del bastidor se debe hacer uso de una viga doble IPN o HEA. Tabla 13. Vigas que cumplen con peso y modulo resistente
Perfil H[mm] B[mm] S[mm] T[mm] Q[Kg.m] Wx[cm3] Wy[cm3] Ix[cm4]
IPN600 600 215 21,6 32,4 203,4 4627 435 139000 HEA600 590 300 13,0 25,0 182,45 4790 751 25,00
De acuerdo con la tabla la viga adecuada para el bastidor es la IPN 600, la cual cumple con modulo resistente y peso, además de encontrarla en muchas empresas bajo la norma DIN. Adicional a esto encontramos los motores de las máquinas de elevación, los cuales necesitan un par de arranque ya que deben poder ponerse en marcha para la elevación en carga, estando suspendidos en el aire y teniendo que acelerarla en muy poco tiempo, llevando todas las masas de cero hasta la velocidad régimen. El sentido de marcha debe ser reversible y deben ser capaces de ejercer un par de frenado.

75
Para esto nos basamos en la potencia de régimen, es decir, la potencia que da el motor para levantar o desplazar la plena carga a velocidad normal de régimen, después del periodo de aceleración.
𝑁𝑅 =𝑇𝑉
75 ∗ 𝑛= 2.43[𝐶𝑉] = 2 [𝐾𝑊]
𝑁𝑅 = 𝑝𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑑𝑒 𝑟𝑒𝑔𝑖𝑚𝑒𝑛 𝑇: 𝐶𝑎𝑟𝑔𝑎 𝑠𝑜𝑏𝑟𝑒 𝑒𝑙 𝑡𝑎𝑚𝑏𝑜𝑟 𝑑𝑒𝑏𝑖𝑑𝑜 𝑎 𝑙𝑎 𝑡𝑒𝑛𝑠𝑖ó𝑛 𝑑𝑒𝑙 𝑐𝑎𝑏𝑙𝑒 = 2600 𝑘𝑔
𝑣 = 𝑣𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑 𝑑𝑒𝑙 𝑐𝑎𝑏𝑙𝑒 𝑑𝑒 𝑒𝑙𝑒𝑣𝑎𝑐𝑖𝑜𝑛 3,7 [𝑚
𝑚𝑖𝑛] = 0,06075[
𝑚
𝑠𝑒𝑔]
𝑛 = 𝑟𝑒𝑛𝑑𝑖𝑚𝑖𝑒𝑛𝑡𝑜 𝑚𝑒𝑐𝑎𝑛𝑖𝑐𝑜 = 0.87
Por otra parte, el factor de carga relativa tiene en cuenta que un ciclo completo de trabajo de la grúa se compone de movimiento con carga y movimiento en vacío.
𝑀𝑅 = 𝑃𝑎𝑟 𝑒𝑛 𝑐𝑎𝑟𝑔𝑎 𝑀𝑂 = 𝑃𝑎𝑟 𝑒𝑛 𝑣𝑎𝑐𝑖𝑜
𝑀𝑟 =𝑀𝑅 + 𝑀𝑂
2. 𝑀𝑅
Los valores de carga relativa están establecidos y para cabrestantes de gancho son de 0,55 a 0,6. Entonces para el motor del sistema de elevación tenemos que:
𝑀𝑟 =0,55
0,60
De esta forma se procede a calcular la potencia del motor que seria.
𝑁𝑀 = 𝑟𝑁𝑅
En este caso r=0,74
𝐸𝐷% =∑ 𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑚𝑎𝑟𝑐ℎ𝑎
∑ 𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑚𝑎𝑟𝑐ℎ𝑎 + ∑ 𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑎𝑟𝑎𝑑𝑎. 100
𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑚𝑎𝑟𝑐ℎ𝑎 = 𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑒𝑙𝑒𝑣𝑎𝑐𝑖𝑜𝑛 + 𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑑𝑒𝑐𝑒𝑛𝑠𝑜 = 20 𝑠𝑒𝑔𝑢𝑛𝑑𝑜𝑠. 𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑎𝑟𝑎𝑑𝑎 = 𝑇𝑖𝑒𝑚𝑝𝑜 𝑐𝑖𝑐𝑙𝑜𝑠 − 𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑚𝑎𝑟𝑐ℎ𝑎 = 544 𝑠𝑒𝑔𝑢𝑛𝑑𝑜𝑠.
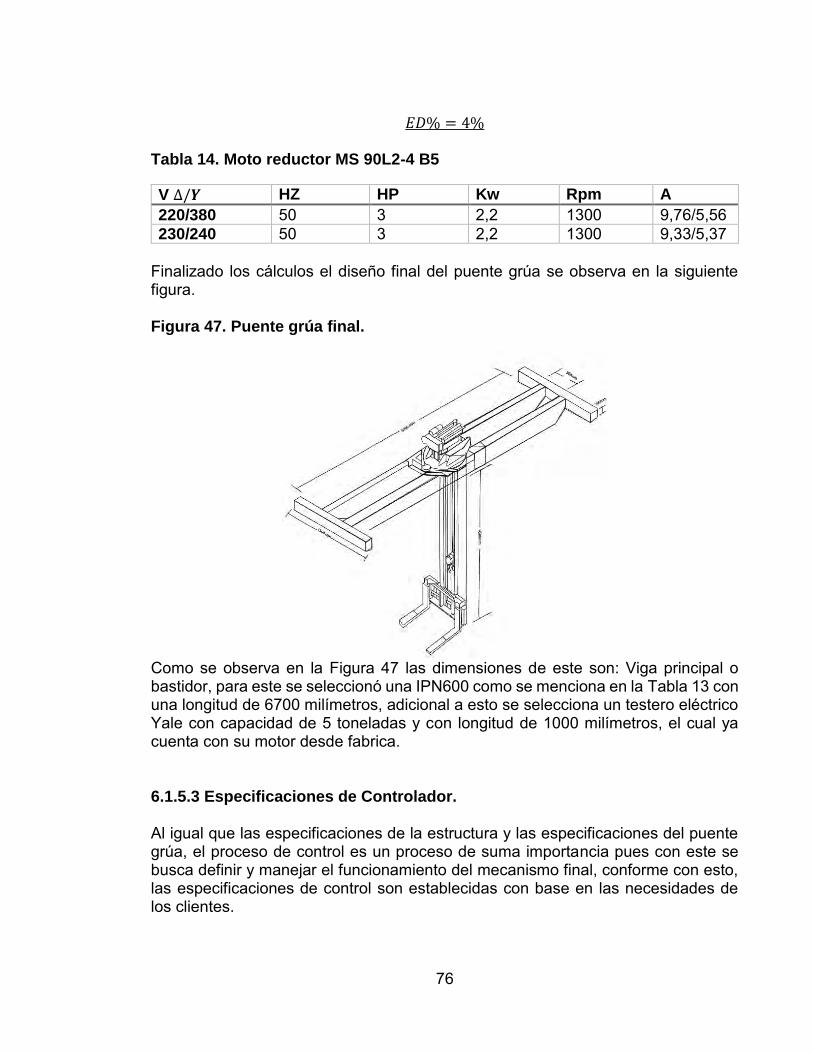
76
𝐸𝐷% = 4%
Tabla 14. Moto reductor MS 90L2-4 B5
V ∆/𝒀 HZ HP Kw Rpm A
220/380 50 3 2,2 1300 9,76/5,56 230/240 50 3 2,2 1300 9,33/5,37
Finalizado los cálculos el diseño final del puente grúa se observa en la siguiente figura.
Figura 47. Puente grúa final.
Como se observa en la Figura 47 las dimensiones de este son: Viga principal o bastidor, para este se seleccionó una IPN600 como se menciona en la Tabla 13 con una longitud de 6700 milímetros, adicional a esto se selecciona un testero eléctrico Yale con capacidad de 5 toneladas y con longitud de 1000 milímetros, el cual ya cuenta con su motor desde fabrica.
6.1.5.3 Especificaciones de Controlador.
Al igual que las especificaciones de la estructura y las especificaciones del puente grúa, el proceso de control es un proceso de suma importancia pues con este se busca definir y manejar el funcionamiento del mecanismo final, conforme con esto, las especificaciones de control son establecidas con base en las necesidades de los clientes.
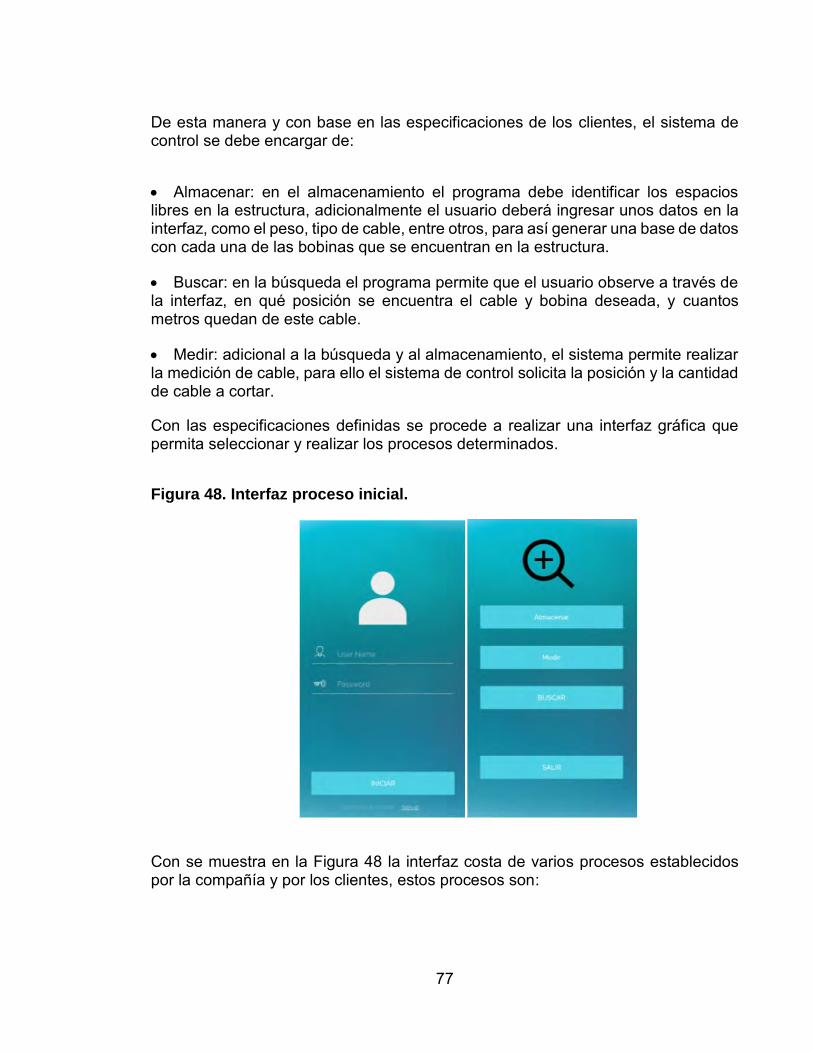
77
De esta manera y con base en las especificaciones de los clientes, el sistema de control se debe encargar de:
Almacenar: en el almacenamiento el programa debe identificar los espacioslibres en la estructura, adicionalmente el usuario deberá ingresar unos datos en lainterfaz, como el peso, tipo de cable, entre otros, para así generar una base de datoscon cada una de las bobinas que se encuentran en la estructura.
Buscar: en la búsqueda el programa permite que el usuario observe a través dela interfaz, en qué posición se encuentra el cable y bobina deseada, y cuantosmetros quedan de este cable.
Medir: adicional a la búsqueda y al almacenamiento, el sistema permite realizarla medición de cable, para ello el sistema de control solicita la posición y la cantidadde cable a cortar.
Con las especificaciones definidas se procede a realizar una interfaz gráfica que permita seleccionar y realizar los procesos determinados.
Figura 48. Interfaz proceso inicial.
Con se muestra en la Figura 48 la interfaz costa de varios procesos establecidos por la compañía y por los clientes, estos procesos son:

78
Inicio de cuenta: por seguridad al PLC se le crean perfiles asociados a los cargos qué haya dentro de la empresa, con el fin de asignar niveles de seguridad al proceso, para que sólo el personal autorizado pueda generar cambios o hacer uso de la maquinaria, y asimismo tener un registro de quién realizó qué actividades y en qué horario lo hizo
Proceso es de selección: en esta página se indica la acción a realizar y de acuerdo con esto, se despliegan sub-procesos, como en el caso de almacenar en dónde se debe de ingresar los datos principales de la bobina, con el fin de obtener un registro del stock que se posee en el momento, y así mantener un buen control del inventario.
Figura 49. Sub-proceso de almacenar.
Además de la interfaz se establece que para proceso el control de la máquina se implementa un PID para cada uno de los motores con el fin de obtener precisión en cada uno de los mismos para llegar a las posiciones grabadas de almacenamiento y reabastecimiento de la estructura. Aunque es claro establecer que actualmente existe en el mercado multitud de componentes que nos pueden facilitar el proceso, se va a emplear el control a través de una página HTML la cual está conectada al PLC Siemens S7-1200, el cual debe
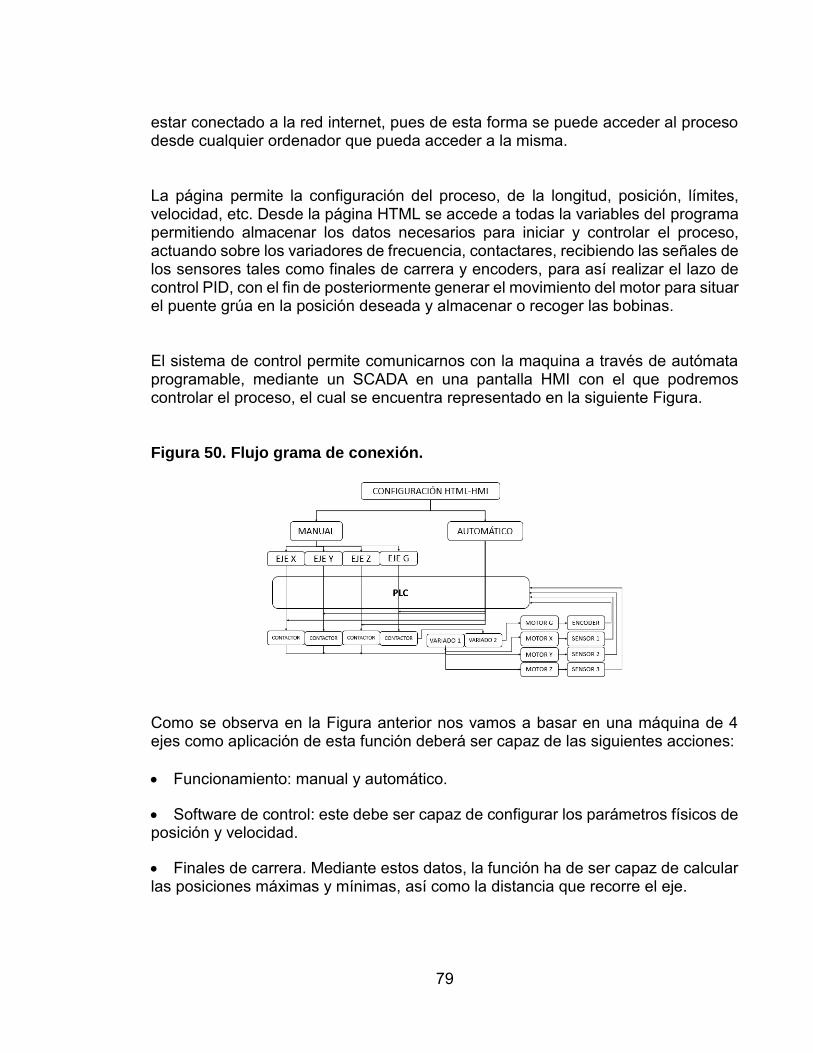
79
estar conectado a la red internet, pues de esta forma se puede acceder al proceso desde cualquier ordenador que pueda acceder a la misma.
La página permite la configuración del proceso, de la longitud, posición, límites, velocidad, etc. Desde la página HTML se accede a todas la variables del programa permitiendo almacenar los datos necesarios para iniciar y controlar el proceso, actuando sobre los variadores de frecuencia, contactares, recibiendo las señales de los sensores tales como finales de carrera y encoders, para así realizar el lazo de control PID, con el fin de posteriormente generar el movimiento del motor para situar el puente grúa en la posición deseada y almacenar o recoger las bobinas.
El sistema de control permite comunicarnos con la maquina a través de autómata programable, mediante un SCADA en una pantalla HMI con el que podremos controlar el proceso, el cual se encuentra representado en la siguiente Figura.
Figura 50. Flujo grama de conexión.
Como se observa en la Figura anterior nos vamos a basar en una máquina de 4 ejes como aplicación de esta función deberá ser capaz de las siguientes acciones:
Funcionamiento: manual y automático.
Software de control: este debe ser capaz de configurar los parámetros físicos deposición y velocidad.
Finales de carrera. Mediante estos datos, la función ha de ser capaz de calcularlas posiciones máximas y mínimas, así como la distancia que recorre el eje.
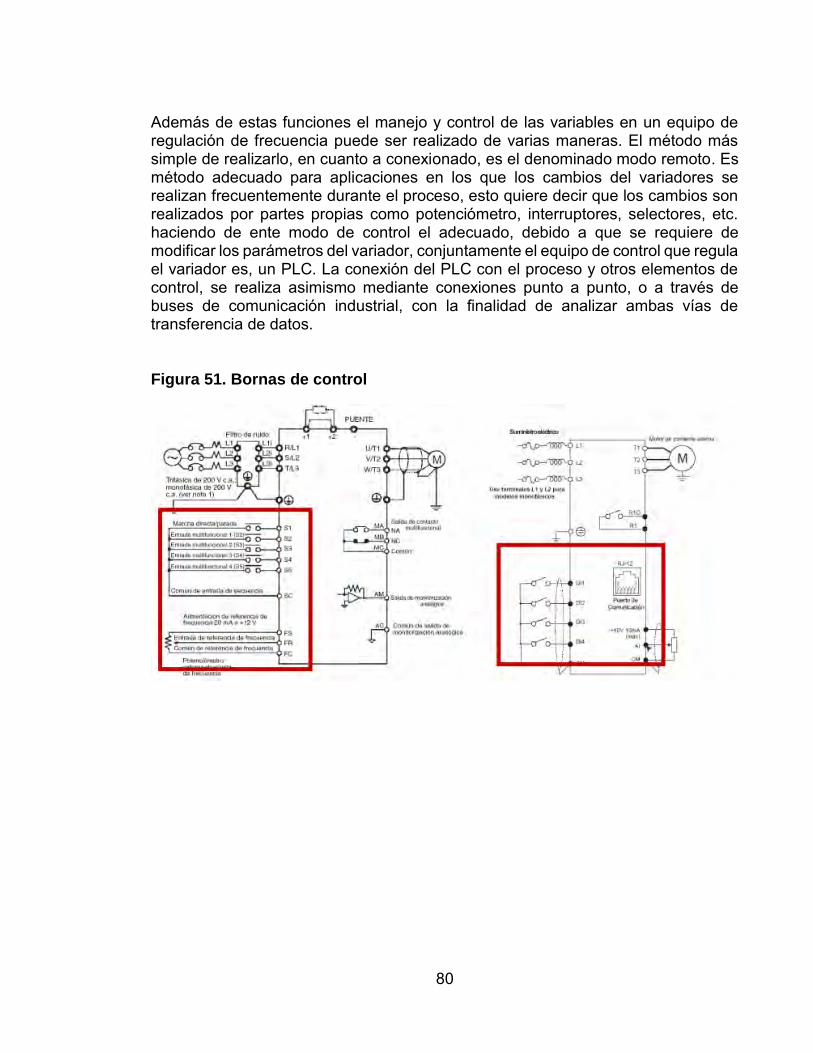
80
Además de estas funciones el manejo y control de las variables en un equipo de regulación de frecuencia puede ser realizado de varias maneras. El método más simple de realizarlo, en cuanto a conexionado, es el denominado modo remoto. Es método adecuado para aplicaciones en los que los cambios del variadores se realizan frecuentemente durante el proceso, esto quiere decir que los cambios son realizados por partes propias como potenciómetro, interruptores, selectores, etc. haciendo de ente modo de control el adecuado, debido a que se requiere de modificar los parámetros del variador, conjuntamente el equipo de control que regula el variador es, un PLC. La conexión del PLC con el proceso y otros elementos de control, se realiza asimismo mediante conexiones punto a punto, o a través de buses de comunicación industrial, con la finalidad de analizar ambas vías de transferencia de datos. Figura 51. Bornas de control
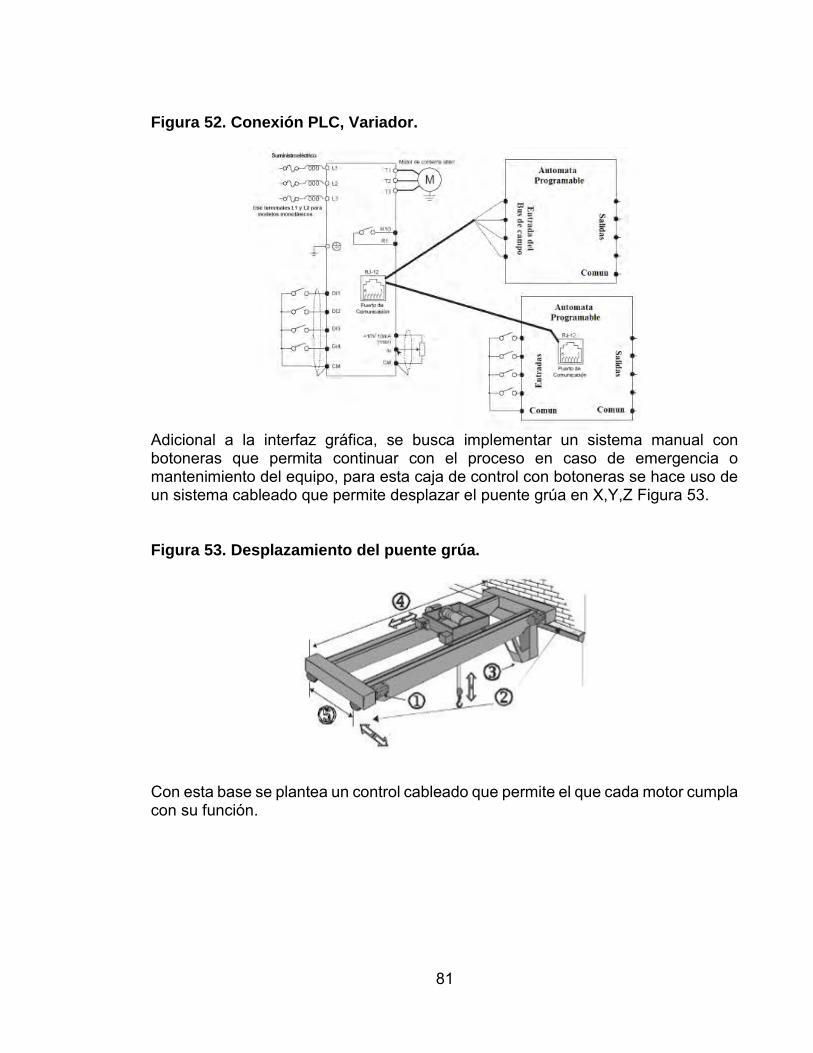
81
Figura 52. Conexión PLC, Variador.
Adicional a la interfaz gráfica, se busca implementar un sistema manual con botoneras que permita continuar con el proceso en caso de emergencia o mantenimiento del equipo, para esta caja de control con botoneras se hace uso de un sistema cableado que permite desplazar el puente grúa en X,Y,Z Figura 53.
Figura 53. Desplazamiento del puente grúa.
Con esta base se plantea un control cableado que permite el que cada motor cumpla con su función.

82
Figura 54. Control manual
En la Figura 54se observa el control manual del sistema el cual es implementado solo para casos especiales, este control permite el accionamiento de los cuatro motores mediante pulsadores. Estos se encuentran ubicados en el gabinete de control el cual permite seleccionar la forma de realizar la actividad.
Figura 55. Gabinete de control.
Para el gabinete de control que se observa en la Figura anterior se hizo uso de una caja de control HMI que presenta principalmente componentes electrónicos como variadores, breakers, plc, terminales de salida y entrada, pulsadores, pantalla y selectores de tres posiciones.

83
Figura 56. Parte interna del gabinete de control
Cuadro 1. Cada componente de este gabinete cumple con las siguientes funciones:
Componente Referencia Función
VARIADOR DE FRECUENCIA
YASKAWA
Con este componente se busca regular la velocidad de los motores, el torque y garantizar seguridad en caso de errores.
PLC
El control lógico programable es una de los nuevas componentes electrónicos que permiten mejorar los procesos.En este caso es empleado para la programación del sistema mediante HTML, permitiendo garantizar un proceso automatizado de gran control.

84
BREAKERS SCHNEIDER
El breakers es un componente de seguridad capaz de interrumpir o abrir un circuito electico cuando la intensidad de la corriente que por el circula.
Componente Referencia Función
SELECTOR
Uno de los selectores permite el inicio o apagado del sistema para no tener que abrir el gabinete y estar subiendo o bajando el breakers. El otro selector permite que el usuario seleccione si el proceso va a ser realizado manual o automático.
PULSADORES
Con este componente se realiza los procesos manuales en caso de mantenimiento o emergencia, con estos se desplazan los motores manualmente.
STOP DE EMERGENCIA
Con este botón se garantiza la seguridad del personal, en caso de un problema, al presionar este los motores dejan de funcionar hasta que este sea liberado.
Cuadro 1. (continuación)

85
PANTALLA
Mediante esta operación se evidencian los problemas o erroresque presenta el proceso.
Complementando la información es importante resalta la conexión del variador con componentes como selectores, breakers, motor y stop de emergencia.
Figura 57. Conexión Variador Yaskawa.
6.1.5.4 Especificaciones de Seguridad.
Actualmente las especificaciones y los requerimientos de un producto son de gran importancia para las compañías, ya que son un factor clave para las agencias de inspecciones de control de calidad. Acorde con esto se realizó una investigación con ayuda de la compañía Medicables S.A.S de las advertencias, instrucciones de seguridad, instrucciones de funcionamiento y datos técnicos del sistema de almacenamiento diseñado.
Cuadro 1. (continuación)
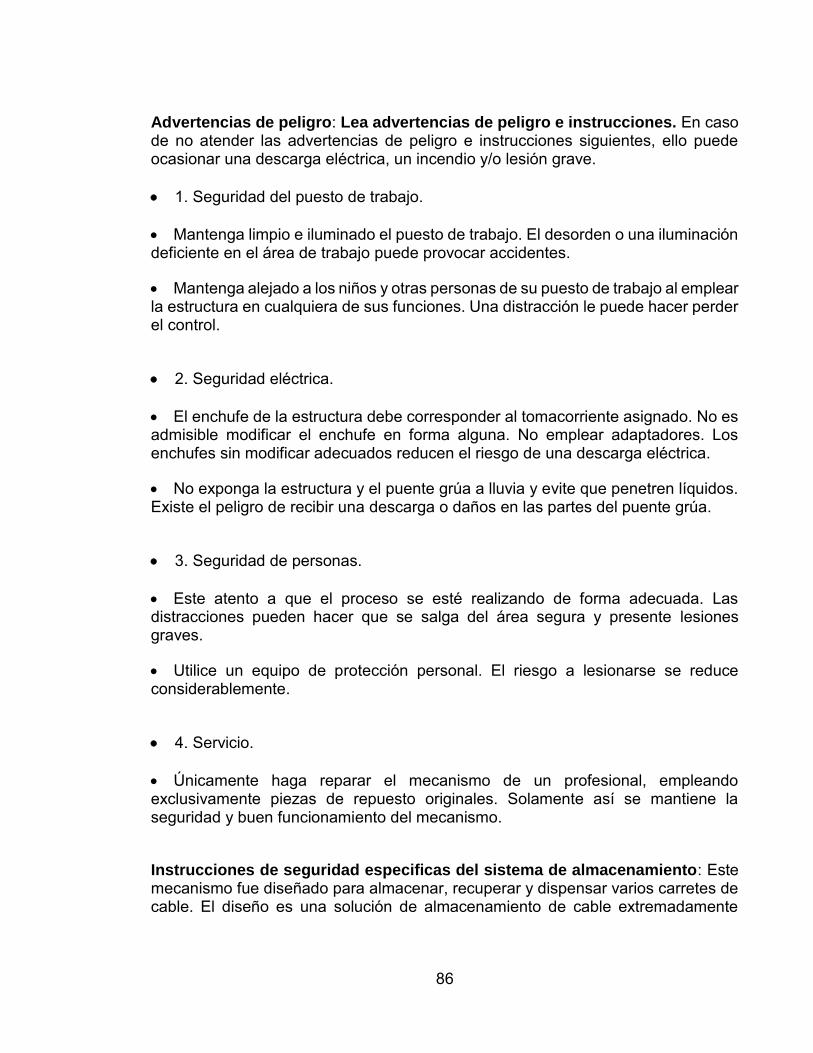
86
Advertencias de peligro: Lea advertencias de peligro e instrucciones. En caso de no atender las advertencias de peligro e instrucciones siguientes, ello puede ocasionar una descarga eléctrica, un incendio y/o lesión grave.
1. Seguridad del puesto de trabajo.
Mantenga limpio e iluminado el puesto de trabajo. El desorden o una iluminacióndeficiente en el área de trabajo puede provocar accidentes.
Mantenga alejado a los niños y otras personas de su puesto de trabajo al emplearla estructura en cualquiera de sus funciones. Una distracción le puede hacer perderel control.
2. Seguridad eléctrica.
El enchufe de la estructura debe corresponder al tomacorriente asignado. No esadmisible modificar el enchufe en forma alguna. No emplear adaptadores. Losenchufes sin modificar adecuados reducen el riesgo de una descarga eléctrica.
No exponga la estructura y el puente grúa a lluvia y evite que penetren líquidos.Existe el peligro de recibir una descarga o daños en las partes del puente grúa.
3. Seguridad de personas.
Este atento a que el proceso se esté realizando de forma adecuada. Lasdistracciones pueden hacer que se salga del área segura y presente lesionesgraves.
Utilice un equipo de protección personal. El riesgo a lesionarse se reduceconsiderablemente.
4. Servicio.
Únicamente haga reparar el mecanismo de un profesional, empleandoexclusivamente piezas de repuesto originales. Solamente así se mantiene laseguridad y buen funcionamiento del mecanismo.
Instrucciones de seguridad especificas del sistema de almacenamiento: Este mecanismo fue diseñado para almacenar, recuperar y dispensar varios carretes de cable. El diseño es una solución de almacenamiento de cable extremadamente
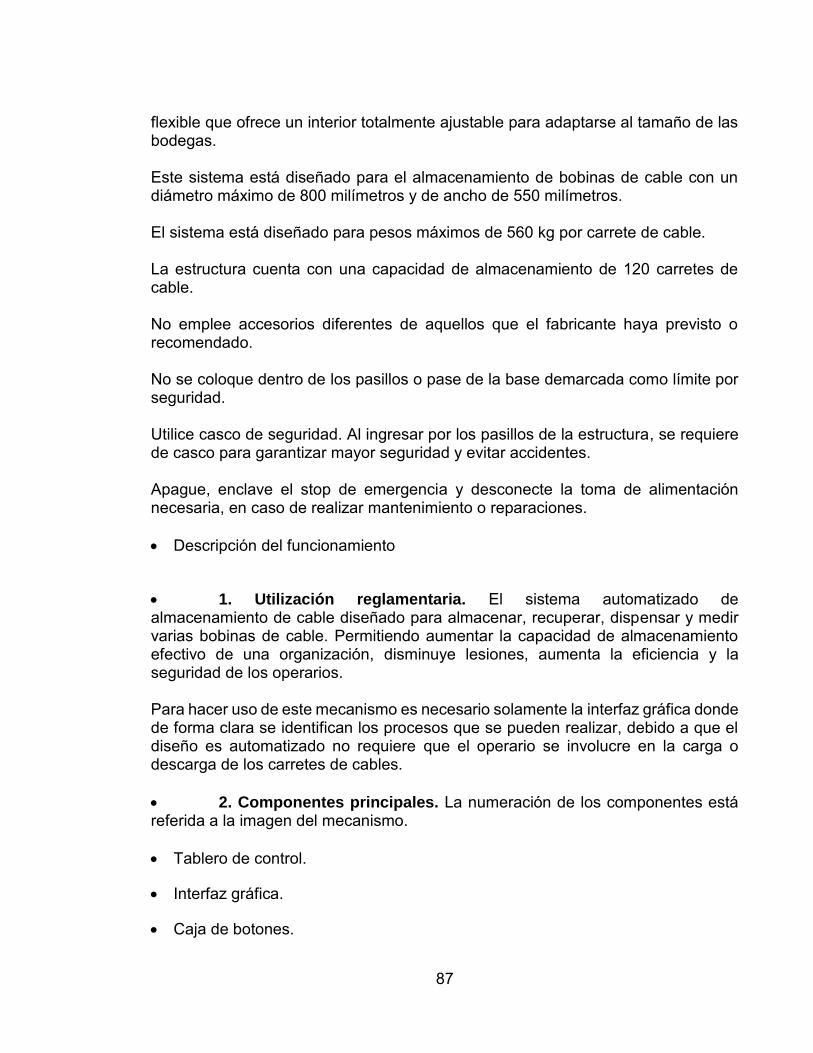
87
flexible que ofrece un interior totalmente ajustable para adaptarse al tamaño de las bodegas.
Este sistema está diseñado para el almacenamiento de bobinas de cable con un diámetro máximo de 800 milímetros y de ancho de 550 milímetros.
El sistema está diseñado para pesos máximos de 560 kg por carrete de cable.
La estructura cuenta con una capacidad de almacenamiento de 120 carretes de cable.
No emplee accesorios diferentes de aquellos que el fabricante haya previsto o recomendado.
No se coloque dentro de los pasillos o pase de la base demarcada como límite por seguridad.
Utilice casco de seguridad. Al ingresar por los pasillos de la estructura, se requiere de casco para garantizar mayor seguridad y evitar accidentes.
Apague, enclave el stop de emergencia y desconecte la toma de alimentación necesaria, en caso de realizar mantenimiento o reparaciones.
Descripción del funcionamiento
1. Utilización reglamentaria. El sistema automatizado dealmacenamiento de cable diseñado para almacenar, recuperar, dispensar y medirvarias bobinas de cable. Permitiendo aumentar la capacidad de almacenamientoefectivo de una organización, disminuye lesiones, aumenta la eficiencia y laseguridad de los operarios.
Para hacer uso de este mecanismo es necesario solamente la interfaz gráfica donde de forma clara se identifican los procesos que se pueden realizar, debido a que el diseño es automatizado no requiere que el operario se involucre en la carga o descarga de los carretes de cables.
2. Componentes principales. La numeración de los componentes estáreferida a la imagen del mecanismo.
Tablero de control.
Interfaz gráfica.
Caja de botones.
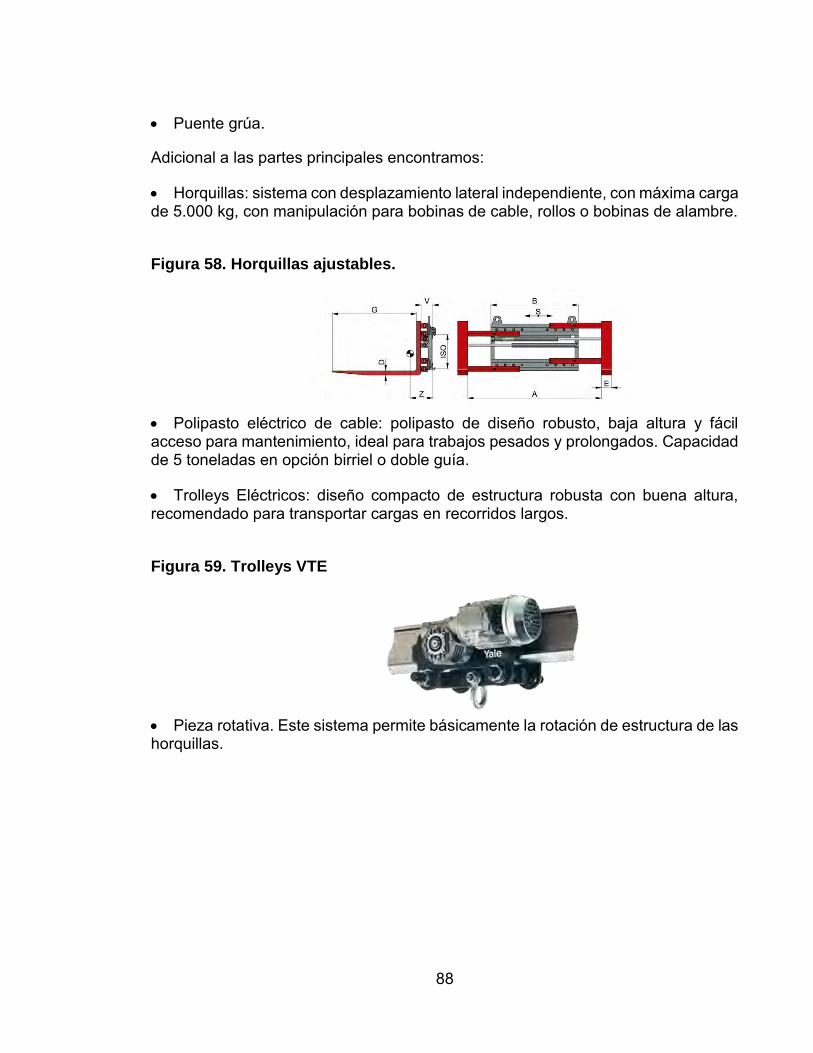
88
Puente grúa.
Adicional a las partes principales encontramos:
Horquillas: sistema con desplazamiento lateral independiente, con máxima cargade 5.000 kg, con manipulación para bobinas de cable, rollos o bobinas de alambre.
Figura 58. Horquillas ajustables.
Polipasto eléctrico de cable: polipasto de diseño robusto, baja altura y fácilacceso para mantenimiento, ideal para trabajos pesados y prolongados. Capacidadde 5 toneladas en opción birriel o doble guía.
Trolleys Eléctricos: diseño compacto de estructura robusta con buena altura,recomendado para transportar cargas en recorridos largos.
Figura 59. Trolleys VTE
Pieza rotativa. Este sistema permite básicamente la rotación de estructura de lashorquillas.
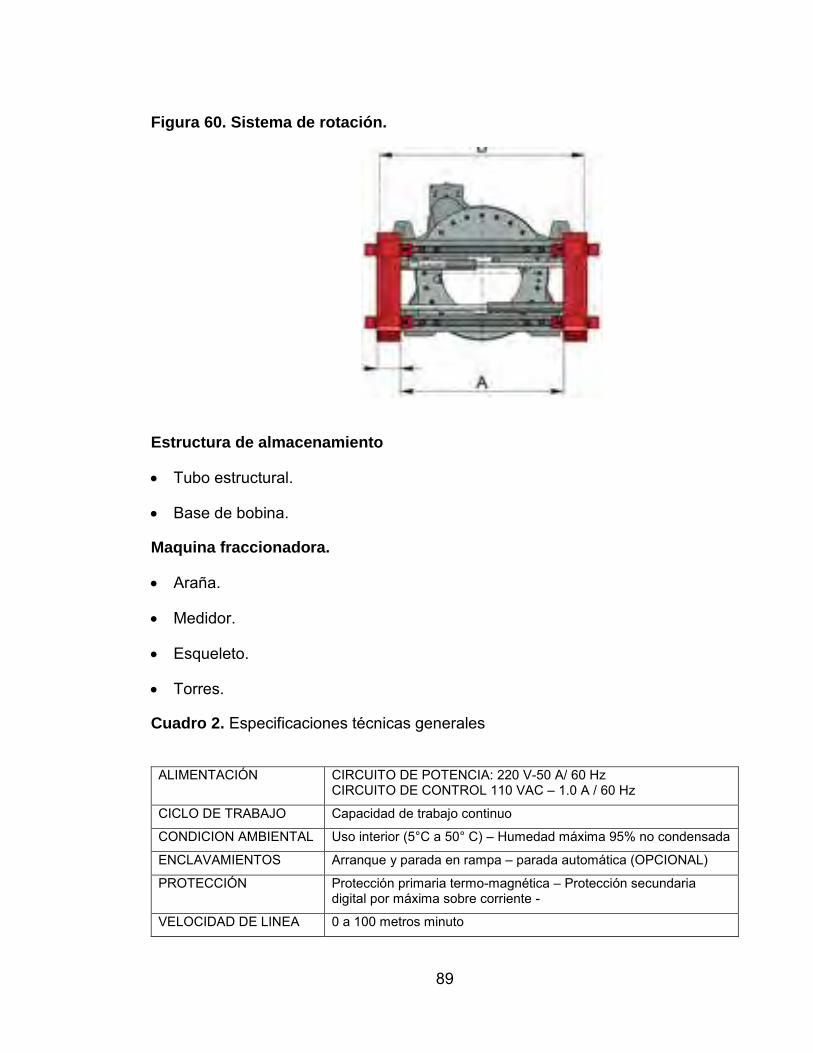
89
Figura 60. Sistema de rotación.
Estructura de almacenamiento
Tubo estructural.
Base de bobina.
Maquina fraccionadora.
Araña.
Medidor.
Esqueleto.
Torres.
Cuadro 2. Especificaciones técnicas generales
ALIMENTACIÓN CIRCUITO DE POTENCIA: 220 V-50 A/ 60 Hz CIRCUITO DE CONTROL 110 VAC – 1.0 A / 60 Hz
CICLO DE TRABAJO Capacidad de trabajo continuo
CONDICION AMBIENTAL Uso interior (5°C a 50° C) – Humedad máxima 95% no condensada
ENCLAVAMIENTOS Arranque y parada en rampa – parada automática (OPCIONAL)
PROTECCIÓN Protección primaria termo-magnética – Protección secundaria digital por máxima sobre corriente -
VELOCIDAD DE LINEA 0 a 100 metros minuto
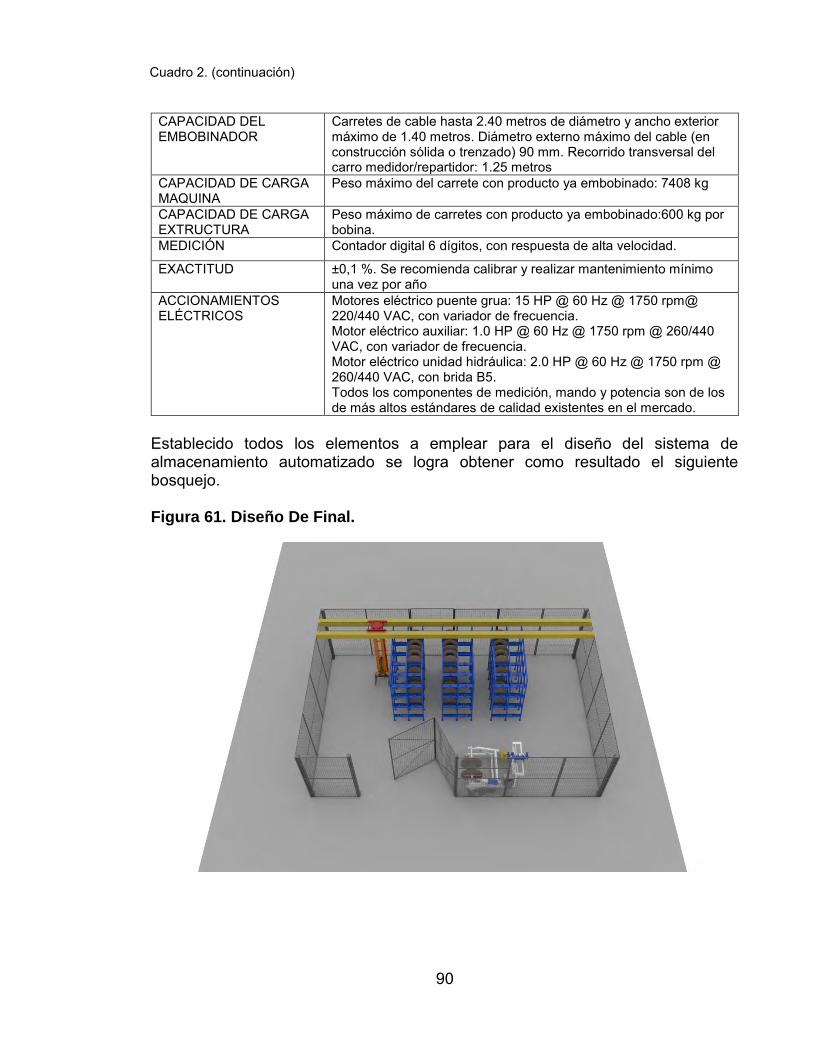
90
CAPACIDAD DEL EMBOBINADOR
Carretes de cable hasta 2.40 metros de diámetro y ancho exterior máximo de 1.40 metros. Diámetro externo máximo del cable (en construcción sólida o trenzado) 90 mm. Recorrido transversal del carro medidor/repartidor: 1.25 metros
CAPACIDAD DE CARGA MAQUINA
Peso máximo del carrete con producto ya embobinado: 7408 kg
CAPACIDAD DE CARGA EXTRUCTURA
Peso máximo de carretes con producto ya embobinado:600 kg por bobina.
MEDICIÓN Contador digital 6 dígitos, con respuesta de alta velocidad.
EXACTITUD ±0,1 %. Se recomienda calibrar y realizar mantenimiento mínimo una vez por año
ACCIONAMIENTOS ELÉCTRICOS
Motores eléctrico puente grua: 15 HP @ 60 Hz @ 1750 rpm@ 220/440 VAC, con variador de frecuencia. Motor eléctrico auxiliar: 1.0 HP @ 60 Hz @ 1750 rpm @ 260/440 VAC, con variador de frecuencia. Motor eléctrico unidad hidráulica: 2.0 HP @ 60 Hz @ 1750 rpm @ 260/440 VAC, con brida B5. Todos los componentes de medición, mando y potencia son de los de más altos estándares de calidad existentes en el mercado.
Establecido todos los elementos a emplear para el diseño del sistema de almacenamiento automatizado se logra obtener como resultado el siguiente bosquejo.
Figura 61. Diseño De Final.
Cuadro 2. (continuación)

91
6.1.6 Formulación y evaluación:
Por último, se realiza una investigación de viabilidad del proyecto, donde se permite presentar la propuesta final a la compañía Medicables S.A.S.
De acuerdo con esto se analizan los costos de personal, equipos e implementación añadiendo prestaciones y requisitos legales.
Para dar inicio a este proceso se establece un tiempo de implementación de tres semanas acorde a lo determinado por la compañía. Con base a esto procedemos a ir al área administrativa donde nos brindan información para generar un balance de gastos de personal y equipamiento como se muestra en la Tabla 15.
Tabla 15. Costos de personal y Herramienta

92
Finalizados los costos de personal, se logra evidenciar que la empresa requiere de una inversión de $ 9’911.799 COP. Adicional a estos costos se requiere invertir en materiales para la estructura, puente grúa y control, lo cual se observa en la Tabla 16: Tabla 16. Costos Materiales
Tabla 17. Costo Final.
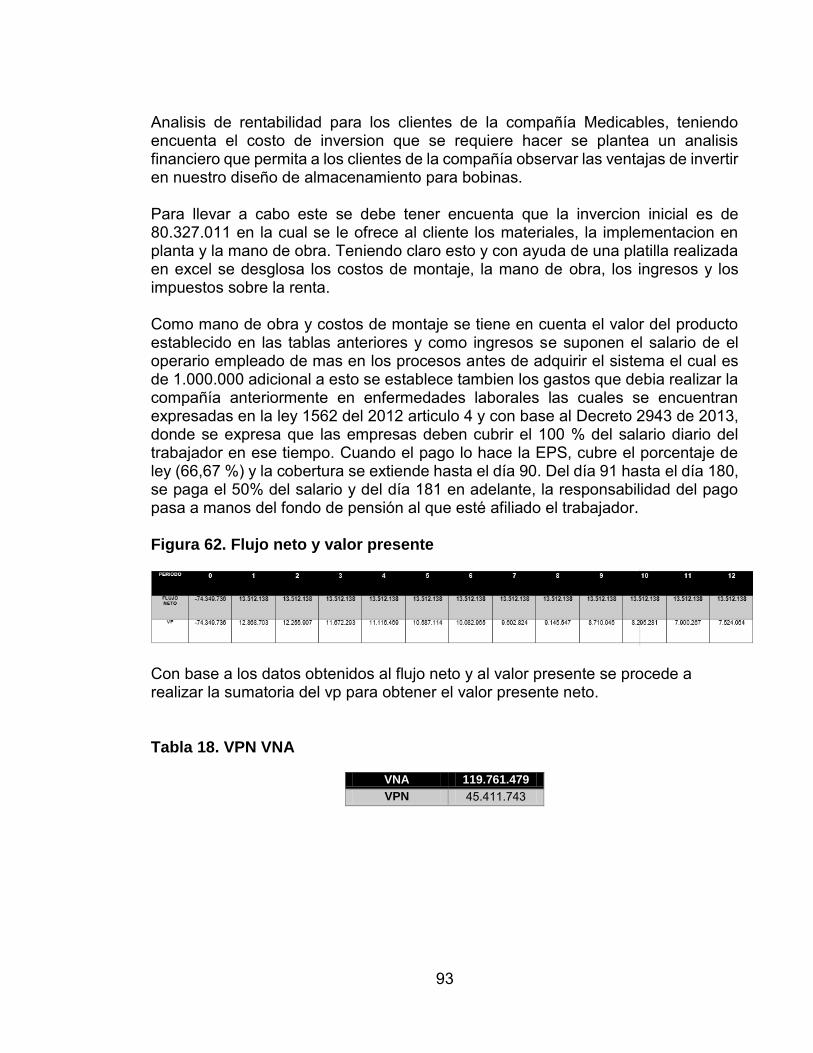
93
Analisis de rentabilidad para los clientes de la compañía Medicables, teniendo encuenta el costo de inversion que se requiere hacer se plantea un analisis financiero que permita a los clientes de la compañía observar las ventajas de invertir en nuestro diseño de almacenamiento para bobinas.
Para llevar a cabo este se debe tener encuenta que la invercion inicial es de 80.327.011 en la cual se le ofrece al cliente los materiales, la implementacion en planta y la mano de obra. Teniendo claro esto y con ayuda de una platilla realizada en excel se desglosa los costos de montaje, la mano de obra, los ingresos y los impuestos sobre la renta.
Como mano de obra y costos de montaje se tiene en cuenta el valor del producto establecido en las tablas anteriores y como ingresos se suponen el salario de el operario empleado de mas en los procesos antes de adquirir el sistema el cual es de 1.000.000 adicional a esto se establece tambien los gastos que debia realizar la compañía anteriormente en enfermedades laborales las cuales se encuentran expresadas en la ley 1562 del 2012 articulo 4 y con base al Decreto 2943 de 2013, donde se expresa que las empresas deben cubrir el 100 % del salario diario del trabajador en ese tiempo. Cuando el pago lo hace la EPS, cubre el porcentaje de ley (66,67 %) y la cobertura se extiende hasta el día 90. Del día 91 hasta el día 180, se paga el 50% del salario y del día 181 en adelante, la responsabilidad del pago pasa a manos del fondo de pensión al que esté afiliado el trabajador.
Figura 62. Flujo neto y valor presente
Con base a los datos obtenidos al flujo neto y al valor presente se procede a realizar la sumatoria del vp para obtener el valor presente neto.
Tabla 18. VPN VNA
VNA 119.761.479
VPN 45.411.743
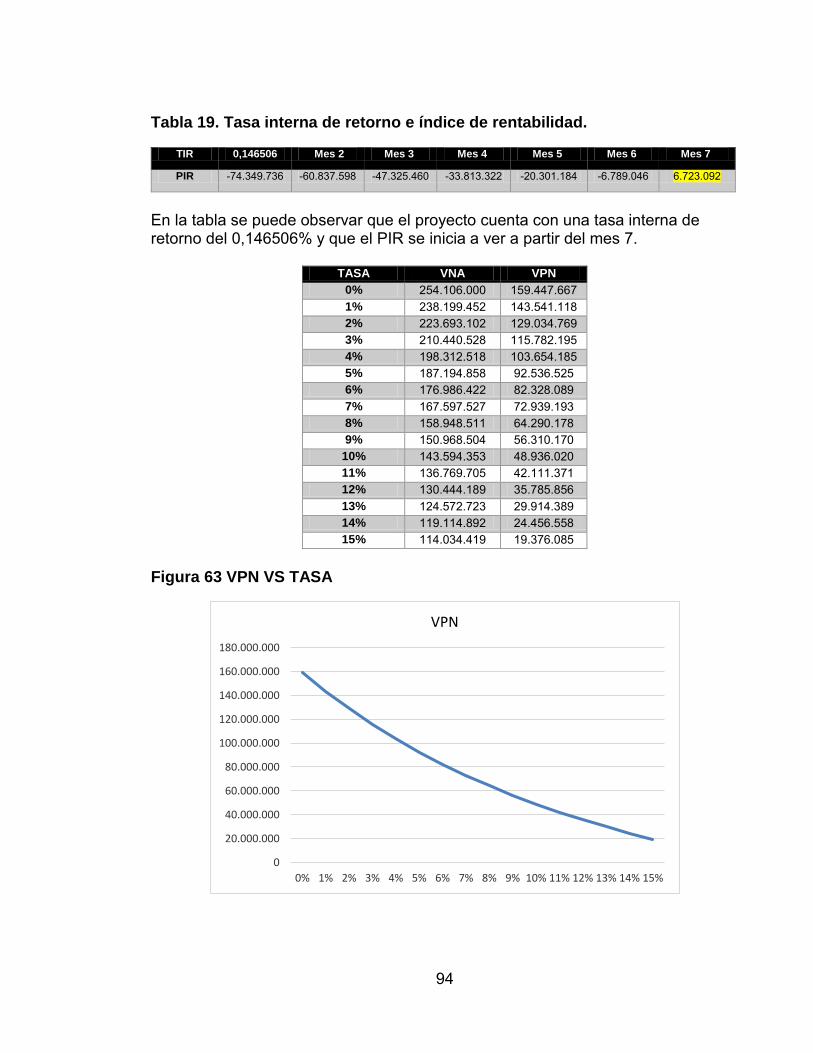
94
Tabla 19. Tasa interna de retorno e índice de rentabilidad.
TIR 0,146506 Mes 2 Mes 3 Mes 4 Mes 5 Mes 6 Mes 7
PIR -74.349.736 -60.837.598 -47.325.460 -33.813.322 -20.301.184 -6.789.046 6.723.092
En la tabla se puede observar que el proyecto cuenta con una tasa interna de retorno del 0,146506% y que el PIR se inicia a ver a partir del mes 7.
TASA VNA VPN
0% 254.106.000 159.447.667 1% 238.199.452 143.541.118 2% 223.693.102 129.034.769 3% 210.440.528 115.782.195 4% 198.312.518 103.654.185 5% 187.194.858 92.536.525 6% 176.986.422 82.328.089 7% 167.597.527 72.939.193 8% 158.948.511 64.290.178 9% 150.968.504 56.310.170
10% 143.594.353 48.936.020 11% 136.769.705 42.111.371 12% 130.444.189 35.785.856 13% 124.572.723 29.914.389 14% 119.114.892 24.456.558 15% 114.034.419 19.376.085
Figura 63 VPN VS TASA
0
20.000.000
40.000.000
60.000.000
80.000.000
100.000.000
120.000.000
140.000.000
160.000.000
180.000.000
0% 1% 2% 3% 4% 5% 6% 7% 8% 9% 10% 11% 12% 13% 14% 15%
VPN

95
7. CONCLUSIONES
Se consigue el diseño esperado de un sistema mecatrónico que mejore el proceso de almacenamiento de bobinas de cable, permitiendo manejar un control de inventario y disminuir la perdida de cable mediante una medición más acertada, con ayuda de las máquinas de medición.
De llegar a ser implementado el diseño, se lograra brindar un producto que cumple con las necesidades de los clientes de la compañía Medicables S.A.S, garantizando seguridad y mayor productividad en el proceso de almacenamiento, medición y fraccionado de cable.
A través del proceso de diseño se evidencia la necesidad para los clientes de la compañía Medicables S.A.S, de contar con un sistema adecuado de almacenamiento que permita reducir riesgos y mejorar el control del inventario.
Con el diseño de un equipo de almacenamiento y fraccionado de cable, se evidencia la importancia de emplear herramientas automatizadas, que eviten involucrar a los operarios en gran parte de los procesos, garantizando así el bienestar y la salud del personal.
De implementar el diseño, se recomienda respetar y garantizar el buen manejo del equipo de trabajo, para así garantizar la seguridad de las personas. También se recomienda efectuar una labor de mantenimiento y calibración anual, en pro de garantizar el buen funcionamiento de la sistema y principalmente la buena medición de la maquina fraccionadora de cable.
96
BIBLIOGRAFÍA
ACEROS ESTRUCTURALES, A36. [En línea]. Santiago de Cali: Aceroscol SAS, 2015. [Consultado 01 Marzo 2019]. Disponible en Internet: https://www.aceroscol.com/?p=b30101
ACEROS LAMINADOS EN CALIENTE. [En línea]. Santiago de Cali: Aceroscol SAS, 2014. [Consultado 01 Marzo 2019]. Disponible en Internet: https://www.aceroscol.com/?p=b30101
COLOMBIA. CONGRESO DE LA REPÚBLICA. Ley 1562 (11, julio, 2012). Por la cual se modifica el Sistema de Riesgos Laborales y se dictan otras disposiciones en materia de Salud Ocupacional [línea]. Diario Oficial No. 48.488, 22.p. [Consultado 3 de Abril de 2018]. Disponible en internet: https://www.minsalud.gov.co/sites/rid/Lists/BibliotecaDigital/RIDE/DE/DIJ/Ley-1562-de-2012.pdf
-------. PRESIDENTE DE LA REPUBLICA. Decreto numero 1477 (5, Agosto, 2014). En ejercicio de sus atribuciones constitucionales; en especial Ias conferidas por el numeral 11 del artículo 189 de la Constitución Política, el artículo 04° de la Ley " 1562 de .2012 [En Línea]. Artículo 1, 109.p. [Consultado 03 de abril, de 2018].Disponible en internet: http://www.mintrabajo.gov.co/documents/20147/36482/decreto_1477_del_5_de_agosto_de_2014.pdf/b526be63-28ee-8a0d-9014-8b5d7b299500
Guía para la adecuación y evaluación de riesgos en puentes grúa. [En línea]. Instituto Navarro de Salud Laboral. [Consultado 10 de Febrero de 2019] Disponible en internet: https://www.navarra.es/NR/rdonlyres/44208A45-AB21-4209-BC53-A677401F49AD/145866/GuaPuentesGrua.pdf
GARRATT. James Diseño y tecnología. Materiales de uso técnico. [En Línea] [Consultado 1 de Enero de 2019]. Disponible en internet: http://roble.pntic.mec.es/~lventeo/Temas/Metales/Metales.html
LEONCIO VENTEO [En línea]. Materiales de uso técnico. [Consultado 16 de Febrero de 2019]. Disponible en internet: http://roble.pntic.mec.es/~lventeo/Temas/Metales/Metales.html
97
LÓPEZ, Bryan. Ingeniería Concurrente [En línea]. Google Adsense. Colombia. [2016]. [Consultado 03 de Febrero de 2019] Disponible en internet: https://www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-industrial/procesos-industriales/ingenieria-concurrente
MECANISMOS Y MAQUINAS [en línea]. Madrid: Dpto. de Tecnología I.E.S Molina Tecnologías 3° E.S.O, 2016 [Consultado 01 de Diciembre de 2018]. Disponible en internet: http://tecnologiamolina.webcindario.com/Tema%203%20Mecanismos%20y%20maquinas.pdf
MOTT, Robert L. Diseño de elementos de máquinas. [En línea]. 4 ed. Naucalpan de Juarez: Pearson Education de México, 2006. [Consultado 02 de Febrero de 2019]. Disponible en Internet: https://books.google.com.co/books?id=nrYdBjTL0UC&PG=PAS2988&dq=transmisi%C3%B3n+de+potenia&hl=es&sa=X&ved=0ahukewjm.
P&P GROUP S.A.S, Medicable S.A.S [En línea]. Quienes Somos 2015. [Consultado 04 de Abril de 2018]. Disponible en internet: http://medicables.co/quienes-somos-medicables-sas-cali/
PATTERSON-POPE. Carruseles verticales industriales (vidrio) [en Línea]. UAO libguides (2010-2018). [Consultado: 03 de abril de 2018]. Disponible en internet: https://pattersonpope.com/products/lifts-and-carousels/industrial-vertical-carousels/
Que es un accidente de trabajo y una enfermedad profesional [En línea]. Madrid: Asociación Profesional de Agentes Forestales de la Comunidad de Madrid, 2016 [Consultado 03 de Febrero de 2019]. Disponible en: http://www.agentesforestales.org/aeafma/90-agentes-forestales/salud-laboral/362-que-es-accidente-trabajo-enfermedad-profesional.html
TECNIYALE. [En línea]. Testeros. [Consultado 01 de Marzo de 2019]. Disponible en Internet: http://www.tecniyale.com/paginas/testeros.
TECNIYALE. Pinzas y Aparejos Bajo Gancho [En línea]. Gancho [Consultado 01 Marzo 2019]. Disponible en Internet: http://www.tecniyale.com/paginas/pinzas-y-aparejos-bajo-gancho
98
TECNIYALE. Polipastos. Modelo Global King, Y80, Cable King. [En línea]. TecniYale Sosteniendo el mundo. [Consultado 01 Marzo 2019]. Disponible en Internet: http://www.tecniyale.com/paginas/polipastos-electricos-de-cable

99
ANEXOS Anexo. A. Evaluación de Métricas
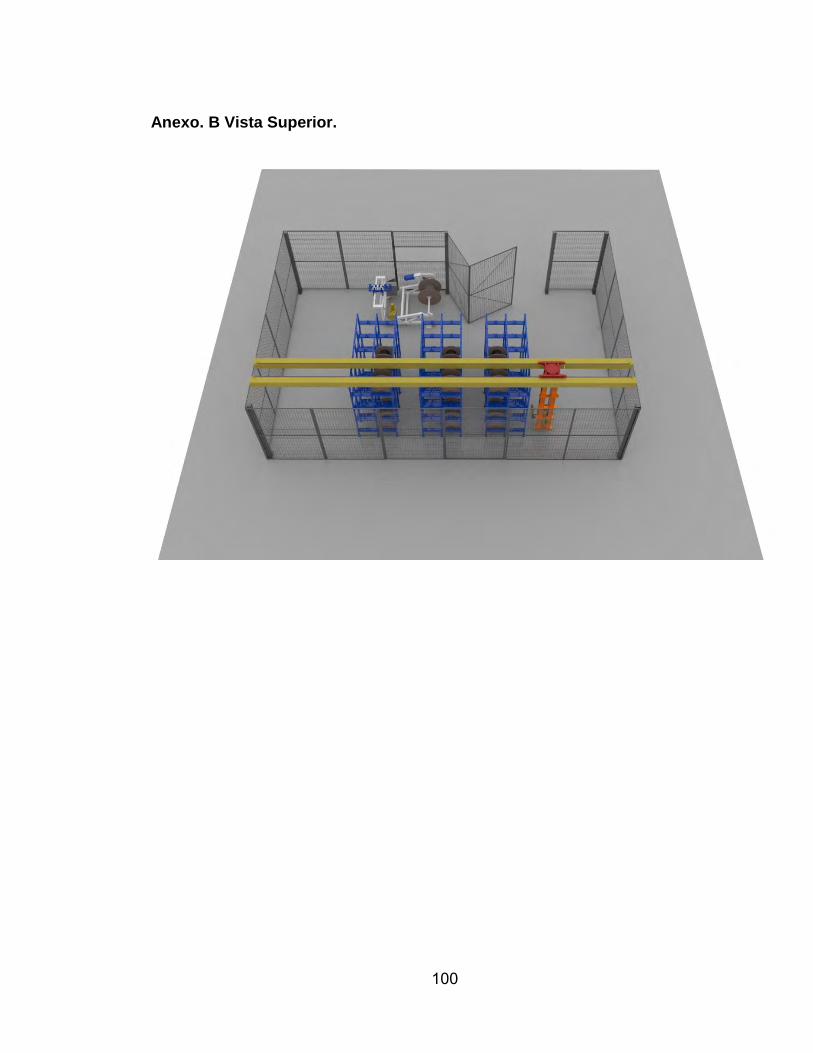
100
Anexo. B Vista Superior.

101
Anexo. C Vista Lateral.

102
Anexo. D Vista Frontal