
Diseño y construcción de un prototipo replicable de ...
120
Departamento de Ingeniaría Mecánica. Proyecto de grado. Diseño y construcción de un prototipo replicable de trilladora de baja capacidad especializada en Quínoa. 2014-1 1 Diseño y construcción de un prototipo replicable de trilladora de baja capacidad especializada en Quínoa. Andrés Eduardo Farías López. Universidad de los Andes. Facultad de Ingeniería. Departamento de Ingeniería Mecánica Bogotá D.C 2014
Transcript of Diseño y construcción de un prototipo replicable de ...
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
1
Diseño y construcción de un prototipo replicable de trilladora de baja capacidad especializada en Quínoa.
Andrés Eduardo Farías López.
Universidad de los Andes.
Facultad de Ingeniería.
Departamento de Ingeniería Mecánica
Bogotá D.C
2014
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
2
DISEÑO Y CONSTRUCCIÓN DE UN PROTOTIPO REPLICABLE DE TRILLADORA DE BAJA CAPACIDAD ESPECIALIZADA EN
QUÍNOA.
ANDRÉS EDUARDO FARÍAS LÓPEZ
Proyecto de grado para optar por el título de
Ingeniero mecánico
Asesor
ANDRÉS LEONARDO GONZALEZ MANCERA
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA MECÁNICA
BOGOTÁ D.C
2014
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
3
Agradecimientos.
En primer lugar, quiero agradecer a Dios padre que ha sido el que me ha guiado por el buen camino y ha permitido que todo suceda a su voluntad. Le doy gracias a mis padres, Luis Eduardo y María Consuelo, que me han brindado todo su apoyo a lo largo de mi vida académica, a mis hermanos José Luis y Nicolás, que han estado al lado mío para recordarme que sonreír es bueno de vez en cuando y a toda mi familia que jamás dejo de creer en mí y darme fuerzas para seguir adelante. Quiero agradecer a mi profesor asesor Andrés Leonardo que me escucho en varios momentos de crisis en mi carrera y siempre me tendió la mano y me ayudo a ver más allá de mis problemas. Agradezco a los muchos compañeros que tuve en la carrera, pero sobre todo a mis amigos David, Felipe, Diego, Rodrigo, Sebastián, Dilan, Paola, Karen y Constanza que estuvieron presentes en momentos importantes de mi estudio y sobre todo de mi vida. Agradezco especialmente a los técnicos del laboratorio de manufactura, Jorge, José, Ramiro, Juan, Luis, Carolina; a quienes me ayudaron desde la secretaria del departamento y a todos aquellos que me tendieron la mano para finalizar con éxito no solo este proyecto, sino muchos en la carrera. Sin su ayuda seguramente este trabajo no habría sido posible. Finalmente agradezco a aquellos profesores que estuvieron presentes a lo largo de mi carrera y me brindaron lecciones inolvidables, sobre todo a quienes me vieron como una persona y no como una nota más.
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
4
Contenido Nomenclatura.................................................................................................................................... 10
Introducción. ..................................................................................................................................... 11
Presentación del problema. .............................................................................................................. 12
Objetivos. .......................................................................................................................................... 13
Objetivo general ............................................................................................................................ 13
Objetivos específicos ..................................................................................................................... 13
Requerimientos de diseño. ............................................................................................................... 14
Requerimientos del usuario. ......................................................................................................... 14
Requerimientos mecánicos. .......................................................................................................... 14
Estado del arte. ................................................................................................................................. 16
La Quínoa. ..................................................................................................................................... 16
Cultivo de Quínoa .......................................................................................................................... 18
Siembra y cultivo de la Quínoa. ................................................................................................. 18
Variedades de Quínoa. .............................................................................................................. 21
Recolección de la Quínoa. ......................................................................................................... 22
Valores nutricionales de la Quínoa. .......................................................................................... 22
Productos derivados de la siembra de Quínoa. ........................................................................ 23
Elementos mecánicos para la trilla y el separado. ........................................................................ 26
Trillado en cosechadoras Convencionales ................................................................................ 26
Separado en cosechadoras convencionales .............................................................................. 27
Trillado en cosechadoras convencionales mejoradas. .............................................................. 28
Trilladoras-separadoras longitudinales. .................................................................................... 30
Máquinas trilladoras especializadas en Quínoa. ....................................................................... 31
Diseño del prototipo. ........................................................................................................................ 34
Alternativas planteadas................................................................................................................. 34
Sistema de trillado. .................................................................................................................... 34
Sistema de transmisión de potencia. ........................................................................................ 35
Selección de diseño ....................................................................................................................... 38
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
5
Diseño conceptual. ........................................................................................................................ 45
Consideraciones generales. ....................................................................................................... 45
Sistema de trillado. .................................................................................................................... 46
Sistema de transmisión de potencia. ........................................................................................ 50
Soporte ...................................................................................................................................... 51
Selección de materiales................................................................................................................. 55
Consideraciones generales. ....................................................................................................... 55
Sistema de trillado. .................................................................................................................... 55
Sistema de transmisión de potencia. ........................................................................................ 60
Soporte. ..................................................................................................................................... 61
Elementos mecánicos. ............................................................................................................... 62
Manufactura. ................................................................................................................................. 63
Sistema de trillado. .................................................................................................................... 64
Sistema de transmisión de potencia. ........................................................................................ 66
Soporte. ..................................................................................................................................... 67
Ensamble. ...................................................................................................................................... 69
Experimentación. .............................................................................................................................. 71
Determinación de cantidad de grano de Quínoa por panoja recogida......................................... 71
Faltantes y recomendaciones. .......................................................................................................... 72
Conclusiones. .................................................................................................................................... 73
Bibliografía ........................................................................................................................................ 74
Anexos. .............................................................................................................................................. 76
Anexo A: Tabla de propiedades. ................................................................................................... 76
Anexo B: Planoteca. ...................................................................................................................... 77
Anexo C: Selección de Materiales. ................................................................................................ 97
Sistema de trillado. .................................................................................................................... 97
Sistema de transmisión de potencia. ...................................................................................... 101
Elementos mecánicos. ............................................................................................................. 105
Anexo D: Hojas de proceso. ........................................................................................................ 106
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
6
Anexo E: Experimentación. ......................................................................................................... 118
Anexo F: Estructura de costos. .................................................................................................... 119
Lista de ilustraciones.
Ilustración 1. Muestra de Quínoa completa. Vista superior (izquierda) y enfoque a zona de ruptura
(derecha). .......................................................................................................................................... 17
Ilustración 2. Corte transversal de grano de Quínoa. Vista general (izquierda) y enfoque a glóbulos
de saponina (derecha). ...................................................................................................................... 17
Ilustración 3. Distribución de saponina en el episperma del grano de Quínoa. ............................... 18
Ilustración 4. Extensión actual del cultivo global de Quínoa. ........................................................... 19
Ilustración 5. Superficie sembrada y producción de Quínoa a finales de los años 90´s e inicio de
siglo. .................................................................................................................................................. 20
Ilustración 6. Variedades comunes de Quínoa y ubicación de su cultivo. ........................................ 21
Ilustración 7. Paralelo la composición de aminoácidos para la Quínoa, trigo, soya, leche
descremada y los requeridos para una dieta humana. ..................................................................... 22
Ilustración 8. Derivados del grano de Quínoa. .................................................................................. 24
Ilustración 9. Cuadro comparativo del contenido de proteínas y lípidos para distintas plantas
hortícolas. .......................................................................................................................................... 24
Ilustración 10. Aplicaciones para la planta de Quínoa. ..................................................................... 25
Ilustración 11. Esquema de la configuración entre el cilindro desgranador y el cóncavo
(cosechadora convencional). ............................................................................................................ 26
Ilustración 12. Trilladora convencional. ............................................................................................ 28
Ilustración 13. Cilindro acelerador de superficie lis, cilindro desgranador (con sus correspondientes
cóncavos) y batidor. .......................................................................................................................... 29
Ilustración 14. Trilladora longitudinal. .............................................................................................. 30
Ilustración 15. Vencedora brasileña en operación. A la izquierda se observa la vista posterior
mientras a la derecha la vista frontal. ............................................................................................... 31
Ilustración 16. Esquema general de la Vencedora. ........................................................................... 32
Ilustración 17. Trilladora tubular (partes). ........................................................................................ 32
Ilustración 18. Trilladora Fischer Agro Modelo "Trilla 300". ............................................................. 33
Ilustración 19. Sistema de trillado en oruga. .................................................................................... 35
Ilustración 20. Energía gastada (W/Kg) contra Velocidad, para diferentes actividades físicas
(caminar, correr y montar bicicleta). (Gordon & Rowland, 2004) .................................................... 36
Ilustración 21. Potencia entregada en función del tiempo para usuarios de bicicleta con distintas
capacidades físicas. (Gordon & Rowland, 2004) ............................................................................... 37
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
7
Ilustración 22. Entrega de potencia, velocidad, y cadencia de una persona promedio en el
momento del arranque. (Capelli, Cencigh, & Zamparo, 2000) ......................................................... 37
Ilustración 23. Escala de comparación para criterios. Tabla replicada de (Dieter & Schmidt, 2009).
........................................................................................................................................................... 39
Ilustración 24. Escala de comparación de alternativas de diseño. Tabla replicada de (Dieter &
Schmidt, 2009). ................................................................................................................................. 40
Ilustración 25. Altura máxima establecida para el prototipo de trilladora (sin tomar en cuenta la
altura adicional dada por el cilindro desgranador) comparada con la altura promedio para el
hombre y la mujer Colombiana. ........................................................................................................ 45
Ilustración 26. Esquema de camioneta con platón comercial (Nissan pick-up Navara) comprado con
las dimensiones limites dadas al prototipo de trilladora. ................................................................. 46
Ilustración 27. Cuerpo del cilindro. ................................................................................................... 47
Ilustración 28. Esquema del contacto entre la placa de dientes-semilla-cóncavo. .......................... 47
Ilustración 29. Placa de dientes......................................................................................................... 48
Ilustración 30. Ensamble cilindro desgranador. ................................................................................ 48
Ilustración 31. Esquema cóncavo. ..................................................................................................... 49
Ilustración 32. Cuerpo del cóncavo. .................................................................................................. 49
Ilustración 33. Cóncavo. .................................................................................................................... 50
Ilustración 34. Esquema eje. ............................................................................................................. 51
Ilustración 35. Altura del soporte comparado con la altura promedio para el hombre y la mujer
Colombiana. ...................................................................................................................................... 52
Ilustración 36. Barra de 530 mm (izquierda), Barra de 620 mm (centro) y esquema Base (derecha).
........................................................................................................................................................... 53
Ilustración 37. Esquema ángulos de soporte para el cóncavo (vista diagonal). ............................... 54
Ilustración 38. Esquema soporte del eje. Frontal (izquierda) e isométrico (derecha). ..................... 54
Ilustración 39. Restricciones en simulación del cuerpo del cilindro. ................................................ 56
Ilustración 40. Restricciones en simulación de la barra de dientes. ................................................. 57
Ilustración 41.Restricciones en simulación del cóncavo. .................................................................. 59
Ilustración 42. Placa de dientes......................................................................................................... 65
Ilustración 43. Cóncavo. .................................................................................................................... 65
Ilustración 44. Pasadores del Cóncavo. ............................................................................................. 66
Ilustración 45. Eje. ............................................................................................................................. 66
Ilustración 46. Ángulos 940 mm. ....................................................................................................... 68
Ilustración 47. Ángulos 1150 mm. ..................................................................................................... 68
Ilustración 48. Base. .......................................................................................................................... 69
Ilustración 49. Soporte. ..................................................................................................................... 70
Ilustración 50. Soporte con Cóncavo. ............................................................................................... 70
Ilustración 51.Resultados deformación total. Aceros (izquierda), Aluminio (izquierda), ................. 97
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
8
Ilustración 52. Resultados esfuerzo equivalente (Von-Misses). Aceros (derecha), Aluminio
(izquierda). ........................................................................................................................................ 98
Ilustración 53. Resultados factor de seguridad a la fatiga. Aceros (derecha), Aluminio (izquierda). 98
Ilustración 54. Resultados esfuerzo equivalente (Von-Misses) para todos los materiales. .............. 99
Ilustración 55. Resultados factor de seguridad a la fatiga. Todos los materiales. ............................ 99
Ilustración 56. Resultados deformación total. Acero ASTM A36 (izquierda), Aluminio (centro),
(Acero inoxidable (derecha). ........................................................................................................... 100
Ilustración 57. Resultados esfuerzo equivalente (Von-Misses). Todos los materiales. .................. 101
Ilustración 58. Resultados factor de seguridad a la fatiga. Todos los materiales. .......................... 101
Ilustración 59, Criterio de falla de Soderberg. ................................................................................ 102
Ilustración 60. Factores teóricos de concentración de esfuerzos. Torsión (izquierda) y flexión
(derecha). ........................................................................................................................................ 103
Lista de tablas. Tabla 1. Matriz de comparación de criterios. ................................................................................... 39
Tabla 2. Matriz de comparación de criterios normalizada. ............................................................... 40
Tabla 3. Matriz de comparación del costo del material. ................................................................... 41
Tabla 4. Matriz de comparación de la dificultad en procesos de manufactura ................................ 41
Tabla 5. Matriz de comparación de costo en procesos de manufactura. ......................................... 41
Tabla 6. Matriz de comparación de tamaño. .................................................................................... 42
Tabla 7. Matriz de comparación de mantenimiento. ........................................................................ 42
Tabla 8. Matriz normalizada de comparación del costo del material. .............................................. 42
Tabla 9. Matriz normalizada de comparación del DPM .................................................................... 43
Tabla 10. Matriz normalizada de comparación de CPM ................................................................... 43
Tabla 11. Matriz normalizada de comparación de tamaño. ............................................................. 43
Tabla 12. Matriz normalizada de mantenimiento. ............................................................................ 44
Tabla 13. Matriz de decisión. ............................................................................................................ 44
Tabla 14. Tabla de selección de diseño. ............................................................................................ 44
Tabla 15. Peso para el cuerpo del cilindro según el material. .......................................................... 57
Tabla 16. Deflexión calculada para un diente soportando toda la carga. ......................................... 58
Tabla 17. Deflexión calculada para los dientes de una placa (carga repartida). ............................... 58
Tabla 18. Peso para la placa de dientes según el material. .............................................................. 58
Tabla 19. Peso para el cóncavo según el material. ........................................................................... 60
Tabla 20. Factores de seguridad de fluencia y fatiga calculados para los materiales considerados en
la manufactura del eje. ..................................................................................................................... 61
Tabla 21. Factores de seguridad para pernos UNF 3/8 in. ................................................................ 62
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
9
Tabla 22.Factores de seguridad para pernos M5. ............................................................................. 63
Tabla 23. Tabla de propiedades para los materiales usados durante el proyecto. .......................... 76
Tabla 24. Cantidad de grano de Quínoa por panoja recogida. ....................................................... 118
Tabla 25. Costo de materiales. ........................................................................................................ 119
Tabla 26. Costo de procesos. .......................................................................................................... 119
Tabla 27. Costo del proyecto. .......................................................................................................... 120
Lista de ecuaciones. Ecuación 1. Factor de seguridad a esfuerzos cortantes (pasador del cóncavo). .............................. 60
Ecuación 2. Carga crítica (pandeo). ................................................................................................... 61
Ecuación 3. Factor de seguridad a esfuerzos cortantes (soldadura)................................................. 63
Ecuación 4. Fuerza en los dientes. .................................................................................................. 100
Ecuación 5. Deflexión en los dientes. .............................................................................................. 100
Ecuación 6. Criterio de falla de Soderberg. ..................................................................................... 102
Ecuación 7. Factor de seguridad para fatiga (criterio de Soderberg). ............................................ 102
Ecuación 8. Sensibilidad a la muesca q. .......................................................................................... 103
Ecuación 9. Constante de Neuber (Torsión). .................................................................................. 103
Ecuación 10. Constante de Neuber (Flexión). ................................................................................. 103
Ecuación 11. Factor de concentración del esfuerzo por fatiga (flexión y torsión). ........................ 103
Ecuación 12. Límite de resistencia a la fatiga. ................................................................................. 103
Ecuación 13. Límite de resistencia a la fatiga en viga rotatoria y factores que modifican el límite de
resistencia a la fatiga. ...................................................................................................................... 104
Ecuación 14. Factor de seguridad para fatiga (eje). ........................................................................ 104
Ecuación 15. Factor de seguridad para fluencia (eje). .................................................................... 104
Ecuación 16. Fuerza sobre la cuña. ................................................................................................. 104
Ecuación 17. Factor de seguridad para esfuerzos cortantes (cuña). .............................................. 104
Ecuación 18. Factor de seguridad para aplastamiento (cuña). ....................................................... 104
Ecuación 19. Factor de seguridad para el aplastamiento del perno. .............................................. 105
Ecuación 20. Factor de seguridad para el aplastamiento de los agujeros (elemento). .................. 105
Ecuación 21. Factor de seguridad para el cortante del perno. ....................................................... 105
Ecuación 22. Factor de seguridad para el cortante del borde del elemento. ................................. 105
Lista de graficas. Grafica 1. Peso Quínoa vs peso Panoja ............................................................................................. 71
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
10
Nomenclatura.
√ Constante de Neuber.
Esfuerzo Alternante.
Esfuerzo Medio.
Factor de seguridad.
Área.
Diámetro.
Módulo de Elasticidad.
Fuerza.
Inercia.
Factor de modificación por la condición superficial.
Factor de modificación por el tamaño.
Factor de concentración de esfuerzo por fatiga.
Factor de concentración de esfuerzos por fatiga (cortante).
Concentrador de esfuerzos (flexión).
Concentrador de esfuerzos (torsión).
Longitud.
Momento alternante.
Momento medio.
Sensibilidad a la muesca a flexión.
Sensibilidad a la muesca a torsión.
Radio.
Límite de resistencia a la fatiga en la ubicación critica.
Límite de resistencia a la fatiga en viga rotatoria.
Resistencia de prueba mínima.
Esfuerzo último.
Esfuerzo de fluencia.
Sección.
Torque alternante.
Torque medio.
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
11
Introducción. La Quínoa es un pseudocereal ampliamente consumido gracias a sus propiedades nutricionales (alto porcentaje de proteínas, contenido de vitaminas B y E, minerales como hierro, fosforo, potasio, calcio y zinc, además de un bajo porcentaje de grasas). Este pseudocereal ha sido cultivado en la región andina latinoamericana desde tiempos precolombinos, razón por la cual tiene un valor cultural bastante importante para diferentes pueblos americanos. Actualmente, los principales productores de Quínoa a nivel mundial son Bolivia, Perú, Ecuador y Colombia y representa una importante fuente de ingresos económicos para numerosas familias de campesinos que aún se encuentran arraigadas a las costumbres de sus antepasados. En Colombia el cultivo de Quínoa se encuentra en crecimiento, impulsado en su mayoría por empresas como “Factoría Quínoa” que capacitan a los campesinos en el sembrado y el mantenimiento de esta planta; sin embargo, este crecimiento se ha visto apaciguado debido a la escasa mano de obra disponible para la recolección y separación del grano, además de los tiempos asociados a estos 2 procesos. La recolección de la Quínoa se hace en diferentes “recogidas”, por lo cual realizarlo mediante una opción que no sea la recolecta manual generaría una alta pérdida de producción. En cuanto a la separación del grano, para realizar este proceso es más eficiente tener la planta seca en el momento del procesado, es por esto que artesanalmente el proceso de separación del grano se realiza en 2 etapas: secado de la planta y trillado. El secado de la planta se realiza poniendo las platas sobre un plástico al sol, sin tener en cuenta las condiciones ambientales que puedan afectar el proceso. El trillado se realiza manualmente, por lo cual consume una gran cantidad de tiempo del cultivador, además de que se pierde un porcentaje considerable del grano y de Saponina (producto secundario que puede ser obtenido del cultivo de la Quínoa y es utilizado en productos cosméticos y de limpieza). En el proyecto a realizar se pretende seguir un proceso de diseño con el fin de llegar a concretar la construcción de un primer prototipo de una máquina trilladora cuyo funcionamiento este enfocado especialmente a la planta de Quínoa. Cabe resaltar que la intensión de este proyecto es ayudar a comunidades campesinas que cultivan la Quínoa en una baja escala, a optimizar el proceso de trillado. Por lo tanto los criterios de diseño y el prototipo final se tienen que ajustar a las necesidades planteadas por los minicultores y sobre todo lograr una capacidad de trillado que cumpla las exigencias impuestas por sus cultivos.
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
12
Presentación del problema. Actualmente, en Colombia, el proceso de trillado para la Quínoa se realiza de la misma forma en que se hacía ancestralmente: de forma manual. Las implicaciones del uso de este método en un cultivo son varias, sin embargo se destacan dos: aumento en la duración del trillado y aumento en el costo del proceso de trilla. El objetivo básico del trillado manual es lograr la separación entre el grano, la planta y la cascara, mediante la fricción que se produce al frotar la panoja de Quínoa entre las palmas de las manos. Este proceso es extenso y requiere mucho cuidado por parte del cultivador ya que tiene que cerciorarse mediante una inspección visual que se está trillando la totalidad de grano recogido. Debido a la naturaleza del trillado manual el tiempo asociado a este se convierte en uno de los más extensos en el proceso de transformación de la Quínoa, entonces, lo que se hace para optimizar el trillado es contratar personal para que sirva como elemento más de trilla, sin embargo, esto significa que el costo asociado a este proceso aumenta considerablemente. A pesar de la disposición a contratar personal adicional (cuyos gastos están contemplados en el presupuesto del proceso), actualmente existe una escases de mano de obra lo cual hace difícil optimizar el tiempo del proceso de trillado. Existen en el mercado maquinaria especializada en trillar Quínoa y también máquinas adaptadas para este proceso (con una menor eficiencia de trillado comparadas con aquellas diseñadas específicamente para Quínoa) que hacen que el tiempo asociado al trillado se reduzca considerablemente, sin embargo, no existe un proveedor local (a nivel nacional) que manufacture esta maquinaria o la importe. En un intento de conocer un poco más del mercado de máquinas trilladoras para Quínoa se buscaron fabricantes a nivel latinoamericano y se encontraron en Perú. Fue posible contactar a uno de ellos y al solicitar información de sus productos entregaron especificaciones muy vagas y precios que son difíciles de costear (entre USD 4.000$ y USD 7.000$) lo cual hace que una posible importación de alguna máquina sea difícil.
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
13
Objetivos.
Objetivo general
Diseño y construcción de un prototipo replicable de una trilladora para Quínoa.
Objetivos específicos
Establecer los criterios generales de diseño.
Establecer la geometría básica (dimensiones, mecanismos, etc.), los materiales, y los elementos necesarios para llevar a cabo la construcción del prototipo de trilladora especializada en Quínoa.
Generar planos de detalle con el fin de lograr eventualmente la producción de más equipos.
Modificar y mejorar elementos de diseño en base al uso del prototipo creado.
Cuantificar variables experimentales relacionadas el proceso de trilla con el prototipo con el fin de llegar a determinar una eficiencia de trilla y tener un punto de comparación del prototipo con otras trilladoras encontradas en el mercado actual.
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
14
Requerimientos de diseño.
Requerimientos del usuario. Los requerimientos del usuario fueron determinados por medio del dialogo con los agricultores de los municipios de Guasca y Zipaquirá (Cundinamarca – Colombia). Expresaron reiteradamente que la trilladora a diseñar debía reunir al menos 7 características fundaméntales:
Fácil uso: Es necesario que para el manejo de la máquina el operario no requiera conocimientos técnicos o especializados. La operación de la máquina tiene que ser algo intuitivo y simple.
Robusto: Debido a las condiciones del terreno en que se va a movilizar la máquina, es de suma importancia que esta sea capaz de soportar las vibraciones y golpes a los que posiblemente será sometida.
Replicable: Teniendo en cuenta el enfoque social que tiene el proyecto, es importante que el diseño que se realice sea de una baja complejidad para que aquellos interesados en copiar la máquina puedan hacerlo sin ningún problema.
Fácil de transportar: La máquina va a ser utilizada en distintos cultivos, entonces, es necesario que su geometría permita que pueda ser transportada usando elementos convencionales.
Bajo costo: La comunidad con que se está trabajando el proyecto no tiene los recursos suficientes para importar una máquina del exterior, por lo cual se quiere que con el prototipo a diseñar se alcance una solución económica que sirva como solución ante el problema del trillado de la Quínoa.
Bajo daño o secuelas en el grano: Es importante evitar al máximo el daño en el grano, ya que esto implica pérdidas de tiempo y dinero para los cultivadores.
Uso seguro: Es necesario diseñar la máquina teniendo en cuenta las medidas de seguridad pertinentes y aplicables para elementos industriales con el fin de evitar posibles accidentes.
Requerimientos mecánicos. Teniendo en cuenta las limitaciones en tiempo y presupuesto, e interpretando de forma ingenieril las características discutidas con los usuarios se plantearon los siguientes requerimientos:
Manufactura convencional: Se quiere diseñar la máquina teniendo como base procesos de manufactura que puedan ser realizados en cualquier taller de maquinado y que no requieran de herramientas especializadas.
Tamaño limitado según condiciones ergonómicas: Teniendo en cuenta la comodidad del operario, el diseño va a ser realizado considerando condiciones básicas de ergonomía que permita al usuario operar la máquina cómodamente.

Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
15
Materiales disponibles en el mercado local: Es necesario trabajar con elementos que se encuentren fácilmente en el comercio local ya que estos materiales son menos costosos.
Materiales resistentes a condiciones corrosivas: Debido a que la planta de Quínoa (un elemento con cierta proporción de humedad) está en constante contacto con los elementos de la máquina, es necesario que estos resistan la corrosión que se pueda llegar a originar. Además, se necesita también que resista las condiciones ambientales que se dan en la ubicación geográfica de los cultivos (climas variantes y alto grado de humedad en horas determinadas del día).
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
16
Estado del arte.
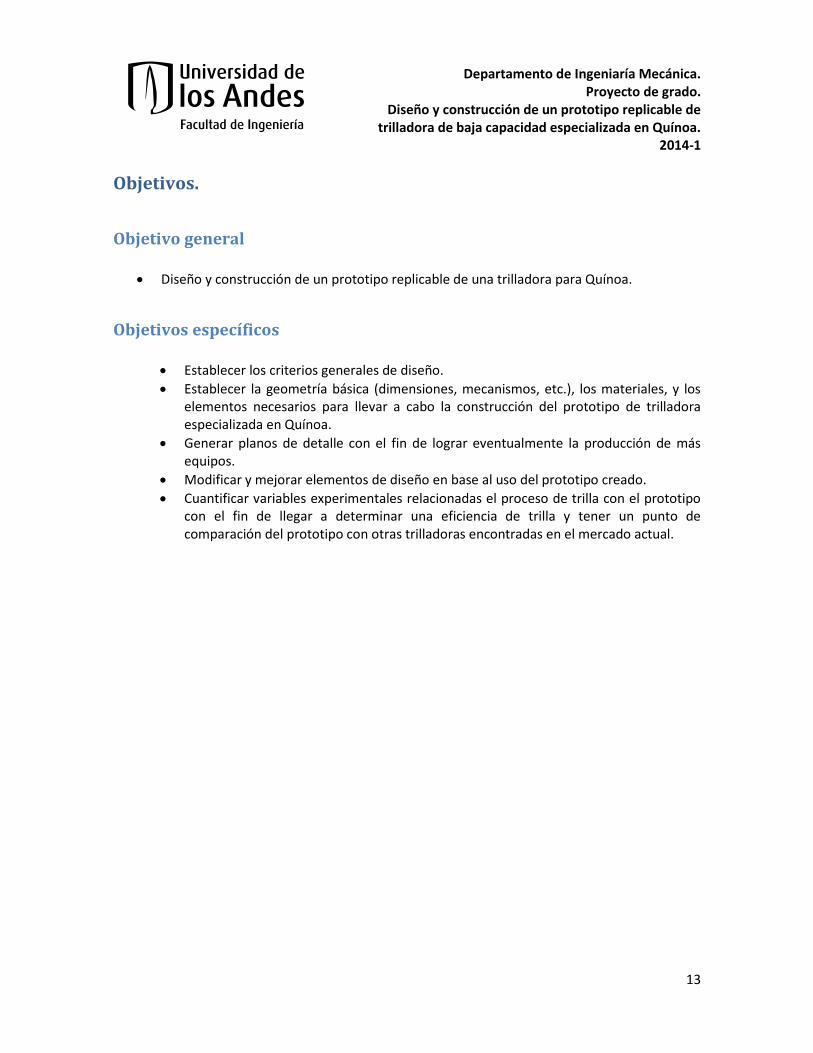
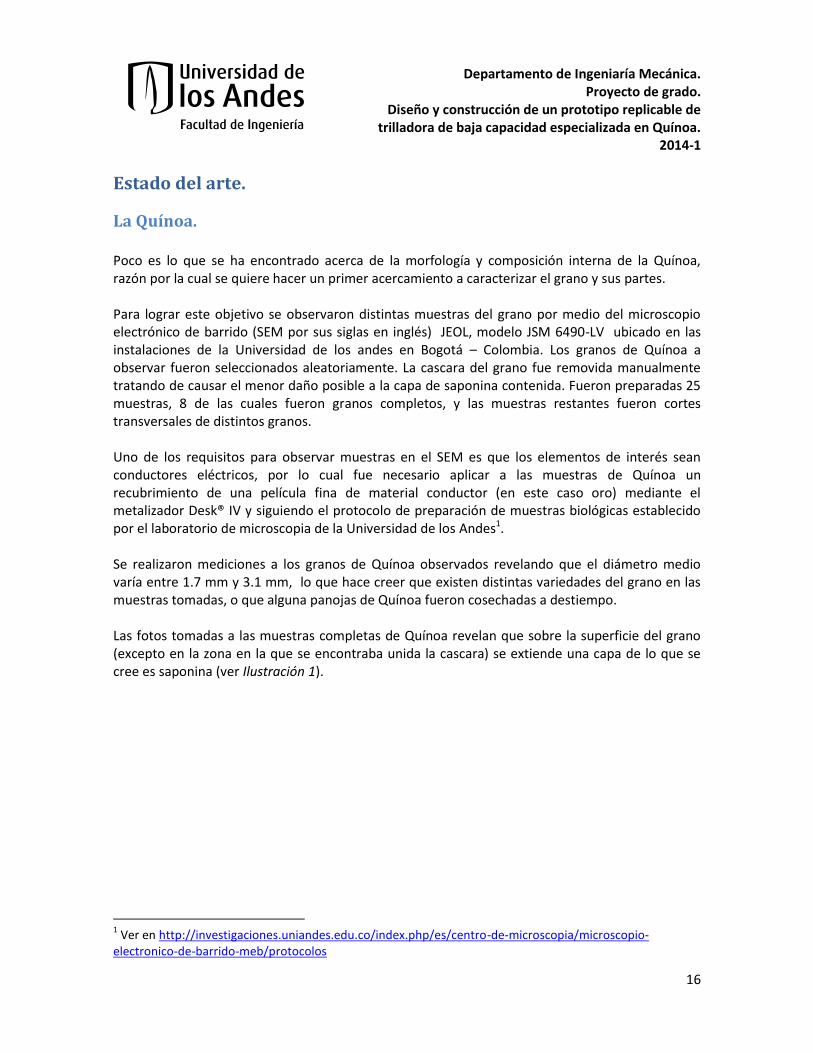
La Quínoa. Poco es lo que se ha encontrado acerca de la morfología y composición interna de la Quínoa, razón por la cual se quiere hacer un primer acercamiento a caracterizar el grano y sus partes. Para lograr este objetivo se observaron distintas muestras del grano por medio del microscopio electrónico de barrido (SEM por sus siglas en inglés) JEOL, modelo JSM 6490-LV ubicado en las instalaciones de la Universidad de los andes en Bogotá – Colombia. Los granos de Quínoa a observar fueron seleccionados aleatoriamente. La cascara del grano fue removida manualmente tratando de causar el menor daño posible a la capa de saponina contenida. Fueron preparadas 25 muestras, 8 de las cuales fueron granos completos, y las muestras restantes fueron cortes transversales de distintos granos. Uno de los requisitos para observar muestras en el SEM es que los elementos de interés sean conductores eléctricos, por lo cual fue necesario aplicar a las muestras de Quínoa un recubrimiento de una película fina de material conductor (en este caso oro) mediante el metalizador Desk® IV y siguiendo el protocolo de preparación de muestras biológicas establecido por el laboratorio de microscopia de la Universidad de los Andes1. Se realizaron mediciones a los granos de Quínoa observados revelando que el diámetro medio varía entre 1.7 mm y 3.1 mm, lo que hace creer que existen distintas variedades del grano en las muestras tomadas, o que alguna panojas de Quínoa fueron cosechadas a destiempo. Las fotos tomadas a las muestras completas de Quínoa revelan que sobre la superficie del grano (excepto en la zona en la que se encontraba unida la cascara) se extiende una capa de lo que se cree es saponina (ver Ilustración 1).
1 Ver en http://investigaciones.uniandes.edu.co/index.php/es/centro-de-microscopia/microscopio-
electronico-de-barrido-meb/protocolos
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
17
Ilustración 1. Muestra de Quínoa completa. Vista superior (izquierda) y enfoque a zona de ruptura (derecha).
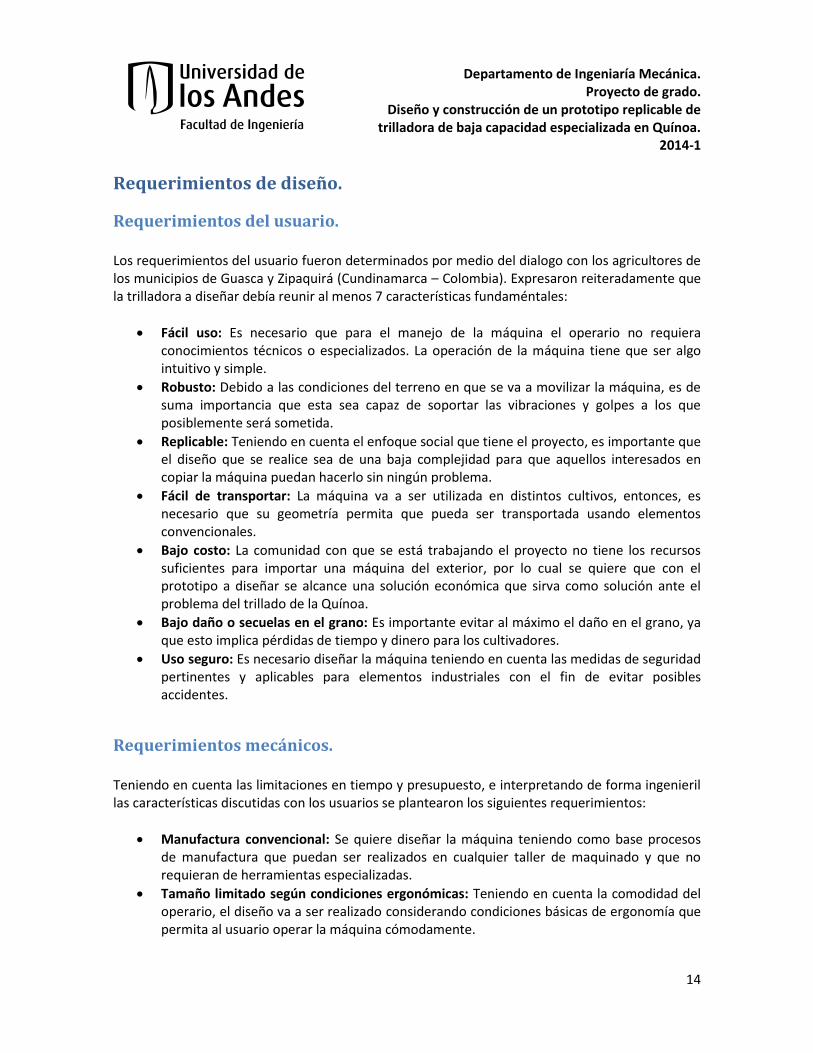
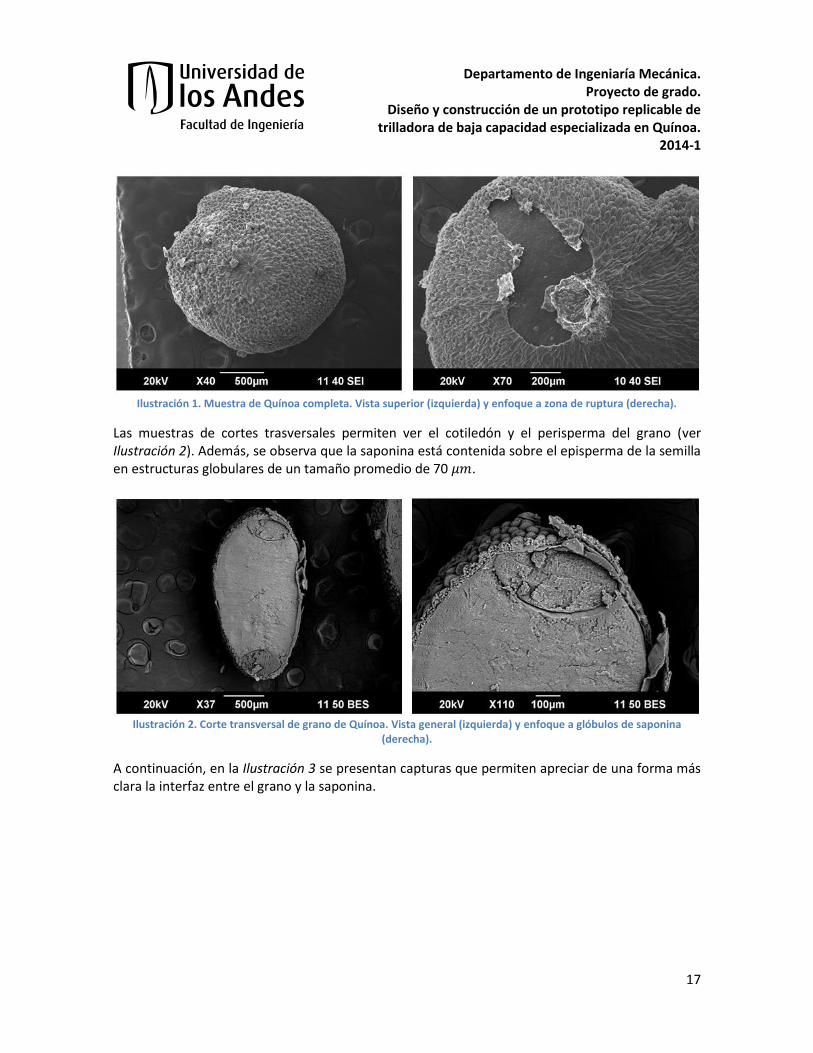
Las muestras de cortes trasversales permiten ver el cotiledón y el perisperma del grano (ver Ilustración 2). Además, se observa que la saponina está contenida sobre el episperma de la semilla en estructuras globulares de un tamaño promedio de 70 .
Ilustración 2. Corte transversal de grano de Quínoa. Vista general (izquierda) y enfoque a glóbulos de saponina
(derecha).
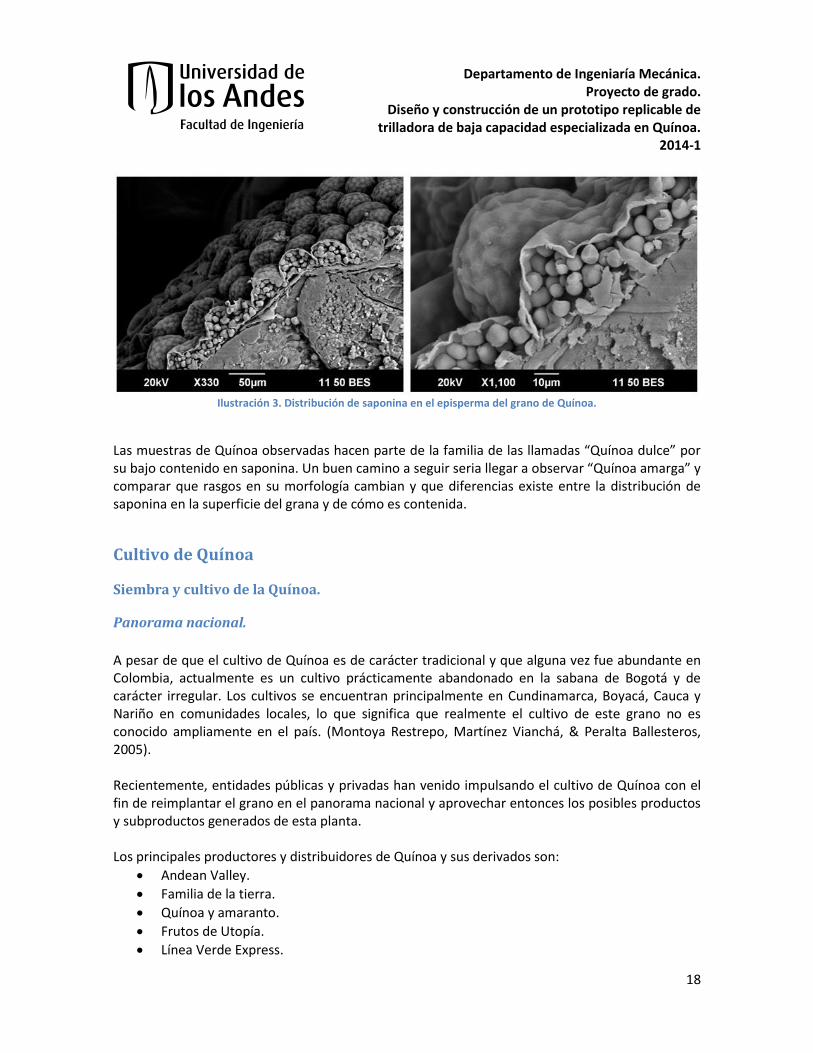
A continuación, en la Ilustración 3 se presentan capturas que permiten apreciar de una forma más clara la interfaz entre el grano y la saponina.
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
18
Ilustración 3. Distribución de saponina en el episperma del grano de Quínoa.
Las muestras de Quínoa observadas hacen parte de la familia de las llamadas “Quínoa dulce” por su bajo contenido en saponina. Un buen camino a seguir seria llegar a observar “Quínoa amarga” y comparar que rasgos en su morfología cambian y que diferencias existe entre la distribución de saponina en la superficie del grana y de cómo es contenida.
Cultivo de Quínoa
Siembra y cultivo de la Quínoa.
Panorama nacional.
A pesar de que el cultivo de Quínoa es de carácter tradicional y que alguna vez fue abundante en Colombia, actualmente es un cultivo prácticamente abandonado en la sabana de Bogotá y de carácter irregular. Los cultivos se encuentran principalmente en Cundinamarca, Boyacá, Cauca y Nariño en comunidades locales, lo que significa que realmente el cultivo de este grano no es conocido ampliamente en el país. (Montoya Restrepo, Martínez Vianchá, & Peralta Ballesteros, 2005). Recientemente, entidades públicas y privadas han venido impulsando el cultivo de Quínoa con el fin de reimplantar el grano en el panorama nacional y aprovechar entonces los posibles productos y subproductos generados de esta planta. Los principales productores y distribuidores de Quínoa y sus derivados son:
Andean Valley.
Familia de la tierra.
Quínoa y amaranto.
Frutos de Utopía.
Línea Verde Express.

Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
19
Montenoa. La mayoría de los mencionados distribuyen a almacenes de cadena (Éxito, Pomona, Carulla, entre otros). Para el año 2011, Colombia produjo un promedio de 140 Toneladas de grano. (Direccion regional agraria Puno, 2011).El principal mercado de la Quínoa Colombiana es Ecuador. (Direccion regional agraria Puno, 2011)
Panorama internacional.
En la Ilustración 4 se muestra la distribución mundial de cultivos de Quínoa para el año 2013.
Ilustración 4. Extensión actual del cultivo global de Quínoa.
2
Los mayores productores de Quínoa a nivel mundial son Perú y Bolivia (ver ilustración 4), quienes producen alrededor de 68.000 toneladas anuales que representan el 92% del grano producido
2 Imagen obtenida de http://2.bp.blogspot.com/-
ChwhDJ0xo2Q/UfLL8o5TTEI/AAAAAAAAOy0/xGlJi6z_31Q/s1600/M%C3%A1s+pa%C3%ADses+compiten+con+la+quinua+Andina.jpg

Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
20
globalmente 3 (PROINPA, 2011). Consecuentemente los mayores productores a nivel Latinoamericano son Perú y Bolivia, dejando en un segundo plano a Colombia y Ecuador.
Ilustración 5. Superficie sembrada y producción de Quínoa a finales de los años 90´s e inicio de siglo.
En la Ilustración 5 se puede apreciar el crecimiento del cultivo de la Quínoa para 3 países latinoamericanos (Perú, Bolivia y Ecuador), y la producción correspondiente en toneladas para cada uno en los últimos 40 años. El crecimiento observado va ligado con la introducción de tecnologías agro-industriales a América latina y a políticas gubernamentales para promover la producción y exportación del grano debido a la demanda creciente del mismo. Por otro lado, Estados Unidos y Canadá son los siguientes productores de Quínoa a nivel mundial después de Perú y Bolivia. Estos dos países (junto con Ecuador) suplen el 10% restante del mercado global con producciones anuales promedio de 3.000 toneladas (métricas) y 1.000 toneladas (métricas) respectivamente. Sin embargo, la calidad del grano producido por estos 2 países (E.U. y Canadá) no se compara en calidad con aquel producido en la región andina de Latinoamérica (Direccion regional agraria Puno, 2011). Los principales exportadores a nivel Global son Perú, Bolivia y Ecuador4 (Direccion regional agraria Puno, 2011), donde las empresas exportadoras más destacadas son (Puentes Aguilar, 2006):
Anapqui.
Sociedad Agropecuaria de Industria y Tecnologia Saite.
Central de cooperativa Agroinsdustriales Tierra.
Icopra
3 Datos para el año 2009
4 Datos para el año 2011.
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
21
Mientras los principales importadores son E.U., Francia, Holanda, Alemania e Italia5 (Andean Products, 2006), donde las empresas importadoras más destacadas son:
Euro Nat Distribution.
Celnat.
Tradin.
Siberhechner.
Gaspard Enterprises.
Cooperazione Terzo Mondo.
Variedades de Quínoa.
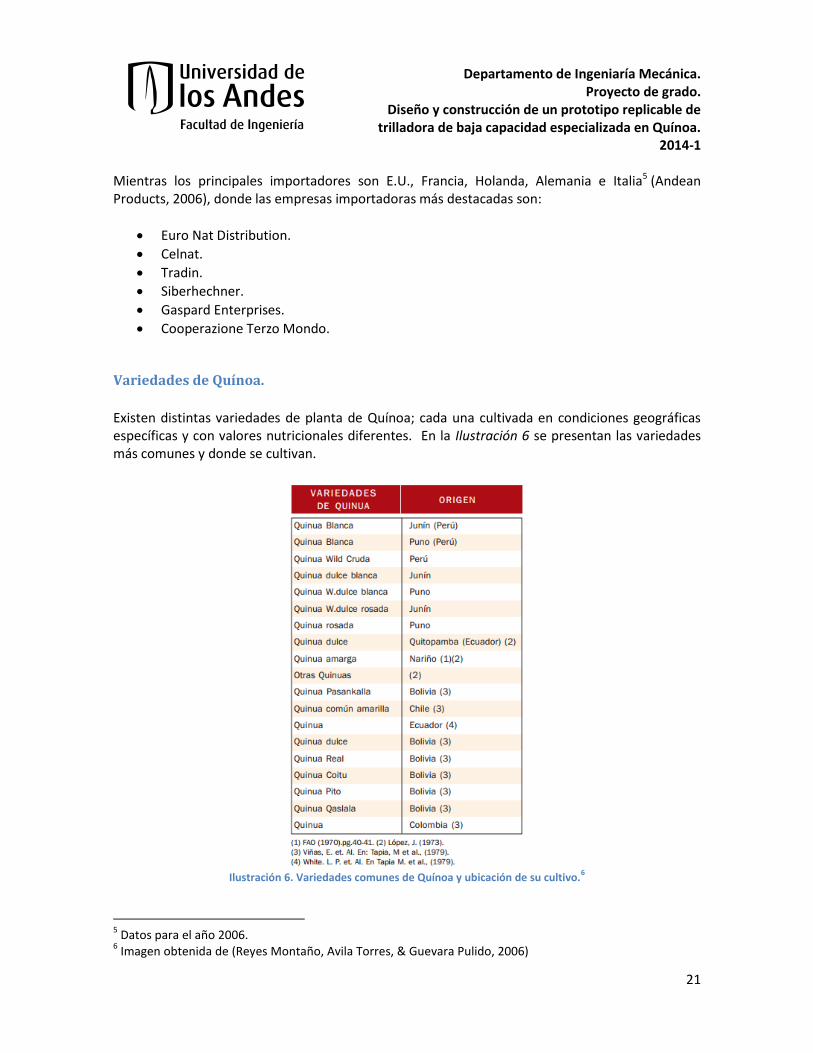
Existen distintas variedades de planta de Quínoa; cada una cultivada en condiciones geográficas específicas y con valores nutricionales diferentes. En la Ilustración 6 se presentan las variedades más comunes y donde se cultivan.
Ilustración 6. Variedades comunes de Quínoa y ubicación de su cultivo.
6
5 Datos para el año 2006.
6 Imagen obtenida de (Reyes Montaño, Avila Torres, & Guevara Pulido, 2006)
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
22
Recolección de la Quínoa.
La recolección del grano debe realizarse cuando la planta haya llegado a su madurez biológica (Salas). Idealmente, se hace coincidir la cosecha/recolección con la época seca del año para evitar pérdidas de grano debido a la germinación por humedad (Rosales Barrera, 2010). Tradicionalmente la recolección es realizada manualmente con ayuda de una hoz, sin embargo, se han empezado a implementar tecnologías industriales con la modificación de combinadas para el uso en cultivos de Quínoa (Salas).
Valores nutricionales de la Quínoa.
La Quínoa es un pseudocereal que se destaca por su alto contenido en proteínas y aminoácidos (contenido principal de nutrientes). Entre sus ventajas (comparada con otros alimentos) se encuentran (Zamudio):
No tiene colesterol.
No forma grasas en el organismo.
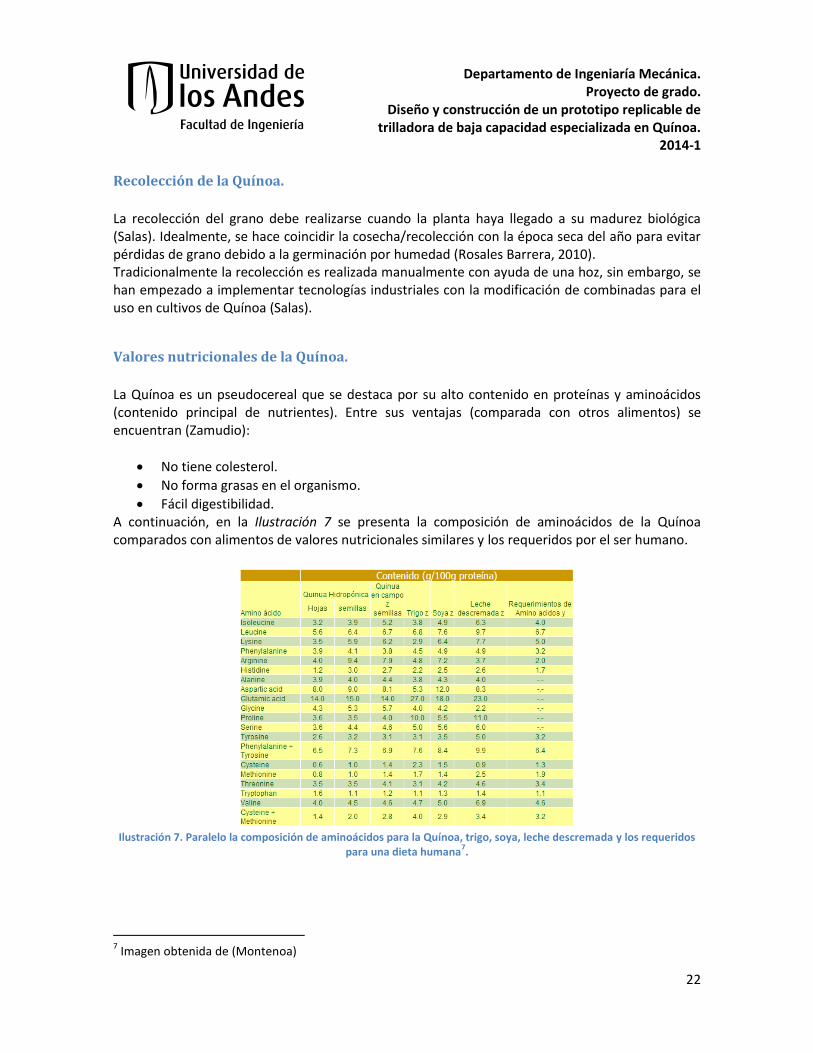
Fácil digestibilidad. A continuación, en la Ilustración 7 se presenta la composición de aminoácidos de la Quínoa comparados con alimentos de valores nutricionales similares y los requeridos por el ser humano.
Ilustración 7. Paralelo la composición de aminoácidos para la Quínoa, trigo, soya, leche descremada y los requeridos
para una dieta humana7.
7 Imagen obtenida de (Montenoa)

Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
23
Productos derivados de la siembra de Quínoa.
Actualmente existen una gran variedad de productos a base de Quínoa disponibles en el mercado, enfocados en distintos sectores de la industria alimenticia. A continuación se muestran los productos más destacados:
Quínoa. Es el grano luego del proceso de ser desaponificado. Comúnmente utilizado en la elaboración de platos tradicionales y elemento base para la producción de productos derivados.
Harina de Quínoa. Producto derivado del grano de Quínoa. Es el resultado de la molienda del grano. Su principal uso se encuentra en el área de repostería.
Harina tostada de Quínoa. Producto derivado del grano de Quínoa luego de ser tostado y molido. De igual forma que la harina de Quínoa, su principal uso se encuentra en el área de repostería.
Harina instantánea de Quínoa. Se obtiene de la el grano de Quínoa pre-cocido y luego molido. Debido a que no es necesario realizar una cocción de la harina resultante es ampliamente utilizado como suplemento proteínico y promocionado como un aditivo a bebidas, postres y alimentos varios.
Hojuelas de Quínoa. El grano de Quínoa es sometido a un proceso de laminado (por el cual se consigue la forma de hojuela) y cocción. Es consumido como “cereal”.
Mana de Quínoa. Se obtiene al procesar el grano de Quínoa bajo condiciones altas de presión y temperatura, lo que resulta en la expansión brusca del grano. Este proceso se realiza para elaborar “snacks” de Quínoa.
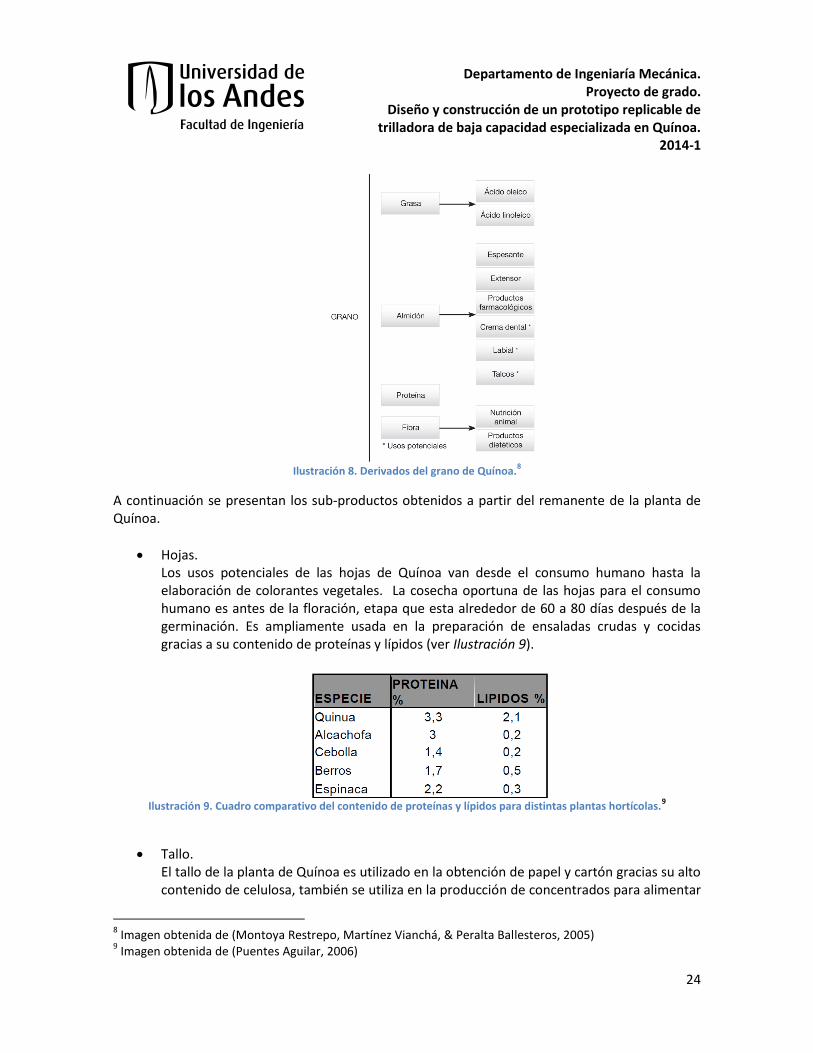
Derivados mediante procesos químicos. Múltiples derivados del grano de Quínoa que se obtienen luego de un proceso industrial. Sus aplicaciones van desde el campo cosmético hasta el de alimentos. A continuación en la Ilustración 8 se presentan algunos de los derivados del grano de Quínoa luego de procesos industriales.
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
24
Ilustración 8. Derivados del grano de Quínoa.
8
A continuación se presentan los sub-productos obtenidos a partir del remanente de la planta de Quínoa.
Hojas. Los usos potenciales de las hojas de Quínoa van desde el consumo humano hasta la elaboración de colorantes vegetales. La cosecha oportuna de las hojas para el consumo humano es antes de la floración, etapa que esta alrededor de 60 a 80 días después de la germinación. Es ampliamente usada en la preparación de ensaladas crudas y cocidas gracias a su contenido de proteínas y lípidos (ver Ilustración 9).
Ilustración 9. Cuadro comparativo del contenido de proteínas y lípidos para distintas plantas hortícolas.
9
Tallo. El tallo de la planta de Quínoa es utilizado en la obtención de papel y cartón gracias su alto contenido de celulosa, también se utiliza en la producción de concentrados para alimentar
8 Imagen obtenida de (Montoya Restrepo, Martínez Vianchá, & Peralta Ballesteros, 2005)
9 Imagen obtenida de (Puentes Aguilar, 2006)

Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
25
animales (gracias a su alto contenido en proteínas, vitaminas, minerales, aguan, entre otros) (Montoya Restrepo, Martínez Vianchá, & Peralta Ballesteros, 2005).
Saponina. Las saponinas son un grupo de glucósidos que se disuelven en el agua y disminuyen la tensión superficial de esta. Pueden tener una estructura esteroidal o triptenoide. En la Quínoa se encuentran en el grano de la planta, y pueden ser extraídas mediante fricción (método seco) o mediante lavado (método húmedo. La saponina es el sub-producto que más aplicaciones tiene en la industria, por lo cual hace que pueda ser explotada comercialmente fácilmente Se utiliza en la industria cosmética (jabones, champú, sales de baño, cremas corporales, etc.), industria de alimentos (obtención de cerveza, platos típicos), industria farmacéutica (elaboración de antibióticos), aplicaciones industriales (líquidos de extinción de incendios, pesticidas, hormonas sintéticas), entre otros (Montoya Restrepo, Martínez Vianchá, & Peralta Ballesteros, 2005).
En la Ilustración 10 se muestra un breve esquema de las aplicaciones para la Quínoa y saponina.
Ilustración 10. Aplicaciones para la planta de Quínoa.
10
10
Imagen obtenida de (Montoya Restrepo, Martínez Vianchá, & Peralta Ballesteros, 2005)
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
26
Elementos mecánicos para la trilla y el separado.
Trillado en cosechadoras Convencionales
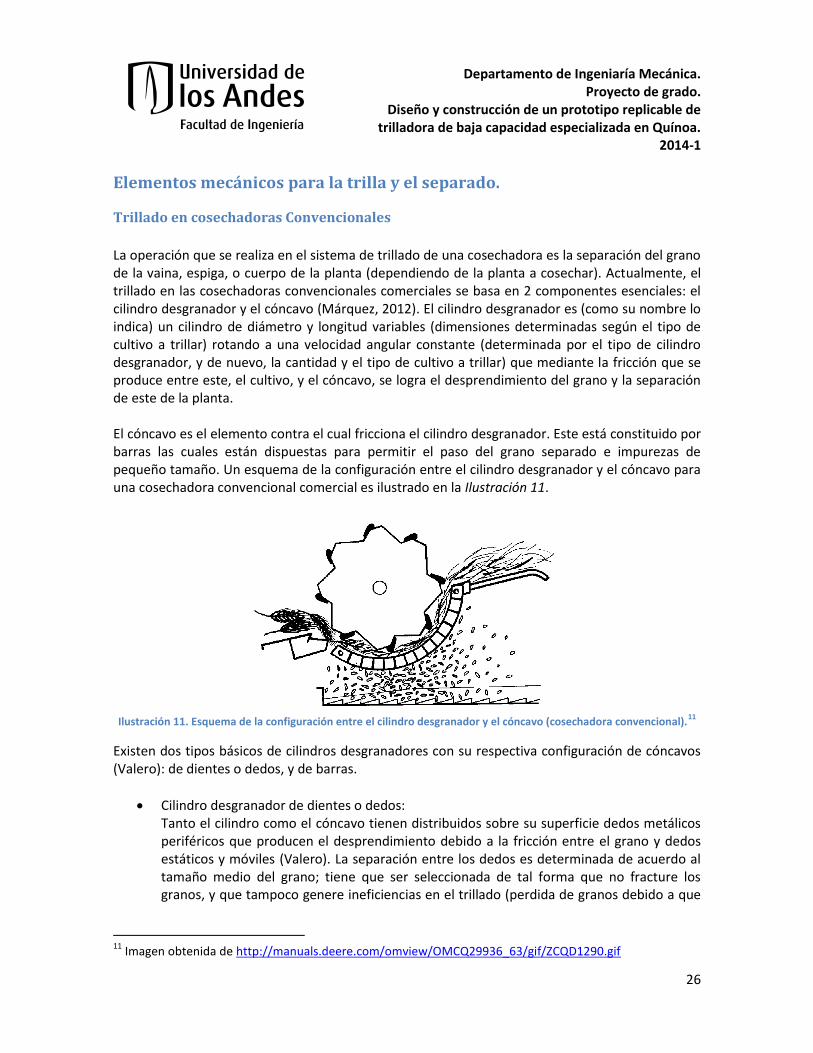
La operación que se realiza en el sistema de trillado de una cosechadora es la separación del grano de la vaina, espiga, o cuerpo de la planta (dependiendo de la planta a cosechar). Actualmente, el trillado en las cosechadoras convencionales comerciales se basa en 2 componentes esenciales: el cilindro desgranador y el cóncavo (Márquez, 2012). El cilindro desgranador es (como su nombre lo indica) un cilindro de diámetro y longitud variables (dimensiones determinadas según el tipo de cultivo a trillar) rotando a una velocidad angular constante (determinada por el tipo de cilindro desgranador, y de nuevo, la cantidad y el tipo de cultivo a trillar) que mediante la fricción que se produce entre este, el cultivo, y el cóncavo, se logra el desprendimiento del grano y la separación de este de la planta. El cóncavo es el elemento contra el cual fricciona el cilindro desgranador. Este está constituido por barras las cuales están dispuestas para permitir el paso del grano separado e impurezas de pequeño tamaño. Un esquema de la configuración entre el cilindro desgranador y el cóncavo para una cosechadora convencional comercial es ilustrado en la Ilustración 11.
Ilustración 11. Esquema de la configuración entre el cilindro desgranador y el cóncavo (cosechadora convencional).
11
Existen dos tipos básicos de cilindros desgranadores con su respectiva configuración de cóncavos (Valero): de dientes o dedos, y de barras.
Cilindro desgranador de dientes o dedos: Tanto el cilindro como el cóncavo tienen distribuidos sobre su superficie dedos metálicos periféricos que producen el desprendimiento debido a la fricción entre el grano y dedos estáticos y móviles (Valero). La separación entre los dedos es determinada de acuerdo al tamaño medio del grano; tiene que ser seleccionada de tal forma que no fracture los granos, y que tampoco genere ineficiencias en el trillado (perdida de granos debido a que
11
Imagen obtenida de http://manuals.deere.com/omview/OMCQ29936_63/gif/ZCQD1290.gif
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
27
no se separaron de la planta). Este tipo de cilindro es comúnmente usado en cultivos como el de arroz.
Cilindro desgranador de barras: Se encuentra conformado por un conjunto de barras (de 6 a 10) (Márquez, 2012) con una cara estriada (opuestos a la barras contiguas) con los cuales se produce el efecto de fricción y se realiza el trillado, además de que re-direccionan la planta para mantener una distribución uniforme sobre el cilindro durante todo el proceso. La velocidad de estos cilindros es regulable (generalmente) y comprende el rango entre 600 a 1500 RPM, además, las dimensiones comunes para ellos son de una diámetro entre 400 y 600 mm y una longitud que varía entre 800 y 1800 mm (Valero).
Para los dos tipos de cilindros, el ángulo de trilla del cóncavo varía entre 100° y 125° (ángulo medido entre la entrada y salida de la planta), además de que la distancia de este respecto al cilindro varía entre la entrada y la salida: Para la entrada la distancia para un trillado optimo varía entre 13 y 18 mm y para la salida la es necesario ajustar la distancia a la mitad del diámetro medio del grano (Valero). El cilindro desgranador de barras es utilizado con mayor frecuencia en las cosechadoras comerciales debido a que produce un menor daño en los granos trillados, genera menos ruido, y tiene un eficiencia de trillado más alta (trilla una mayor cantidad de grano bajo las mimas condiciones de potencia suministrada).
Separado en cosechadoras convencionales
El sistema de separado está diseñado para recoger y separar el porcentaje de grano que no logro ser trillado en el cilindro desgranador (alrededor de 10%). Este sistema está conformado por el batidor, los sacudidores (o cribas), el colector (o zarandon), y el ventilador.
Batidor. Es un cilindro continuo al cilindro desgranador que re-direcciona la planta saliente del sistema de trillado hacia los sacudidores.
Sacudidores Sistema de canales dentados, que en su parte inferior está compuesto de ranuras especialmente diseñadas para permitir el paso del grano. Los sacudidores reciben las plantas salientes del cilindro desgranador y realizan un proceso de trillado adicional con el fin de obtener el grano que no fue obtenido mediante el sistema cilindro-cóncavo. El funcionamiento de los sacudidores consiste en producir movimientos oscilatorios (entre 200 a 250 oscilaciones por minuto) y así, con la vibración producida, separar el grano restante de la planta. Los sacudidores están dispuestos en una pendiente creciente con un valor entre 8° y 15° (Valero) y pueden ser instalados como un sacudidor unitario o como una serie de ellos.
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
28
Colector Es un plano dentado (de la misma forma que los sacudidores) posicionados en una orientación horizontal o/y vertical donde se recogen los granos (y pequeñas impurezas) provenientes del cilindro desgranador y el sacudidor.
Ventilador Se encarga de producir un flujo de aire que logra la separación del grano de las impurezas restantes debido a la diferencia de densidad entre estas.
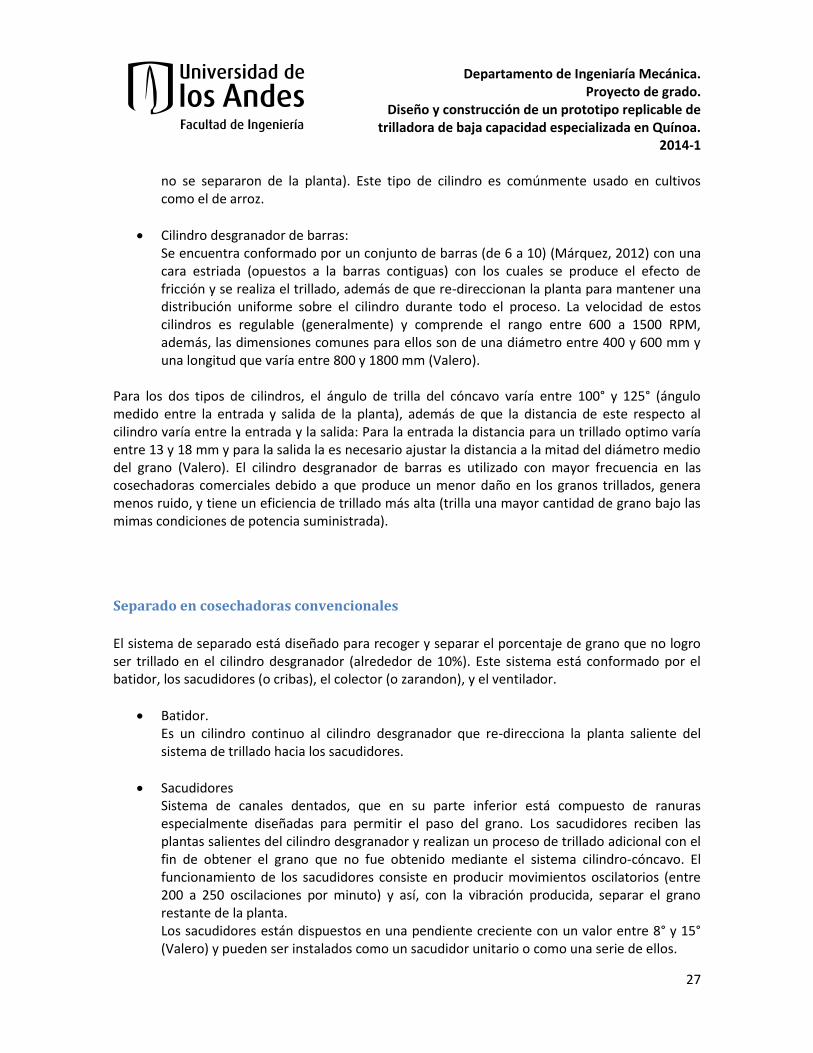
A continuación, en la Ilustración 12 se presenta el sistema general de trilla y separación para una máquina trilladora convencional. En ella las referencias b y c hacen referencia a el cilindro desgranador y al cóncavo respectivamente, e y f a los sacudidores (cribas) y al colector, y finalmente k al ventilador. En este sistema no se muestra el batidor, en reemplazo de este se muestra una placa arqueada que re direcciona la planta saliente del cilindro desgranador.
Ilustración 12. Trilladora convencional.
12
Trillado en cosechadoras convencionales mejoradas.
En una cosechadora con un sistema de trillado mejorado se adapta un cilindro más (con su respectivo cóncavo) antes del cilindro desgranador, llamado cilindro acelerador. Este cilindro es instalado con el fin de aumentar la capacidad de trillado sin necesidad de incrementar el área
12
Imagen obtenida de http://dim.usal.es/areaim/guia%20P.%20I/IMAGENES/trilladora%20antigua.jpg
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
29
activa de trillado del cilindro principal, esto se debe a que el acelerador aumenta la velocidad de la planta lo que ayuda a optimizar su flujo, haciendo más delgada la capa entre el cilindro y el cóncavo, y aumentando las fuerzas centrifugas sobre los granos, además, en el acelerador se produce un efecto desgranador debido al cóncavo que posee (Márquez, 2012). Existen 2 tipos de aceleradores (Valero):
Cilindro de superficie en jaula Están conformados por una serie de barras soldadas al cilindro las cuales forma un enrejado, además poseen dedos en dirección perpendicular a las barras (de forma similar a los dientes en los cilindros desgranadores).
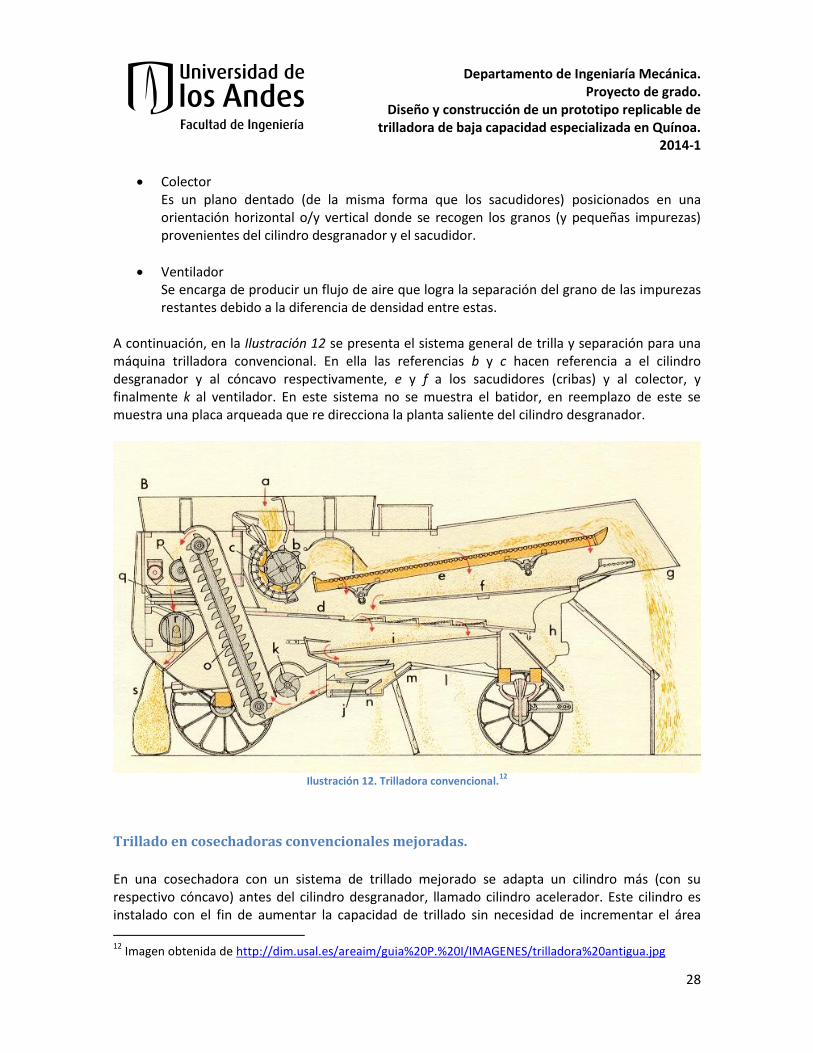
Cilindro de superficie lisa Como su nombre lo indica, el cilindro posee una superficie lisa a la cual se adaptan dedos en una disposición helicoidal (Ver Ilustración 13).
El acelerador gira a una velocidad angular correspondiente al 80% del cilindro desgranador, mientras que el batidor a alrededor del 65% a 70%. Además, la disposición del cóncavo para el acelerador se hace con un ángulo de salida de 90°, para el cilindro desgranador de 140° y con una configuración totalmente paralela a ambos cilindros (Márquez, 2012).
Ilustración 13. Cilindro acelerador de superficie lis, cilindro desgranador (con sus correspondientes cóncavos) y
batidor.13
El separado para las trilladoras mejoradas es el mismo que para las trilladoras convencionales.
13
Imagen obtenida de http://www.ub.edu.ar/catedras/agrarias/maq_mej_rural/cosech10.jpg
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
30
Trilladoras-separadoras longitudinales.
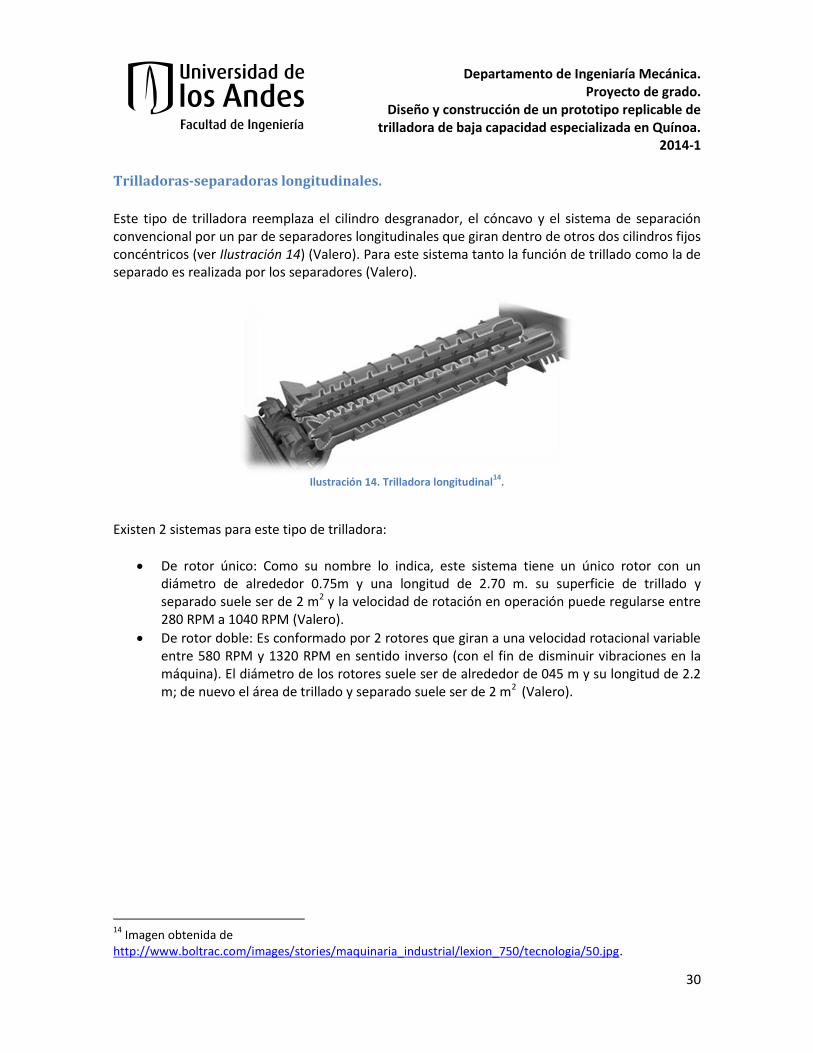
Este tipo de trilladora reemplaza el cilindro desgranador, el cóncavo y el sistema de separación convencional por un par de separadores longitudinales que giran dentro de otros dos cilindros fijos concéntricos (ver Ilustración 14) (Valero). Para este sistema tanto la función de trillado como la de separado es realizada por los separadores (Valero).
Ilustración 14. Trilladora longitudinal
14.
Existen 2 sistemas para este tipo de trilladora:
De rotor único: Como su nombre lo indica, este sistema tiene un único rotor con un diámetro de alrededor 0.75m y una longitud de 2.70 m. su superficie de trillado y separado suele ser de 2 m2 y la velocidad de rotación en operación puede regularse entre 280 RPM a 1040 RPM (Valero).
De rotor doble: Es conformado por 2 rotores que giran a una velocidad rotacional variable entre 580 RPM y 1320 RPM en sentido inverso (con el fin de disminuir vibraciones en la máquina). El diámetro de los rotores suele ser de alrededor de 045 m y su longitud de 2.2 m; de nuevo el área de trillado y separado suele ser de 2 m2 (Valero).
14
Imagen obtenida de http://www.boltrac.com/images/stories/maquinaria_industrial/lexion_750/tecnologia/50.jpg.

Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
31
Máquinas trilladoras especializadas en Quínoa.
Actualmente existe cierta variedad de máquinas trilladoras especializadas, o con adaptaciones para trillar Quínoa, la mayoría de ellas desarrolladas en Perú. A continuación se quiere mostrar una recopilación de algunas máquinas diseñadas y un breve especulación de su forma de operar (para ninguna de ellas se logró encontrar un documento donde se explicara detalladamente su funcionamiento).
Vencedora. Máquina de fabricación Brasileña la cual fue adaptada para el trillado de la Quínoa. La adecuación consistió en la incorporación de zarandas de 2.5 mm a 3mm y aumento en la superficie de fricción (Colque, 2010). En la Ilustración 15 se muestra la Vencedora en operación.
Ilustración 15. Vencedora brasileña en operación. A la izquierda se observa la vista posterior mientras a la derecha la
vista frontal.15
De acuerdo al esquema que se muestra en la Ilustración 16, parece que la Vencedora trabaja mediante un cilindro desgranador de dientes, un sistema de cribas y un ventilador para separar la paja del grano.
15 Imágenes obtenidas de http://es.scribd.com/doc/46057272/Maquinaria-Para-La-Postcosecha-y-
Beneficiado-de-La-Quinua-R-Miranda
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
32
Ilustración 16. Esquema general de la Vencedora.
16
La capacidad de este modelo es de alrededor de 200 kg/hora.
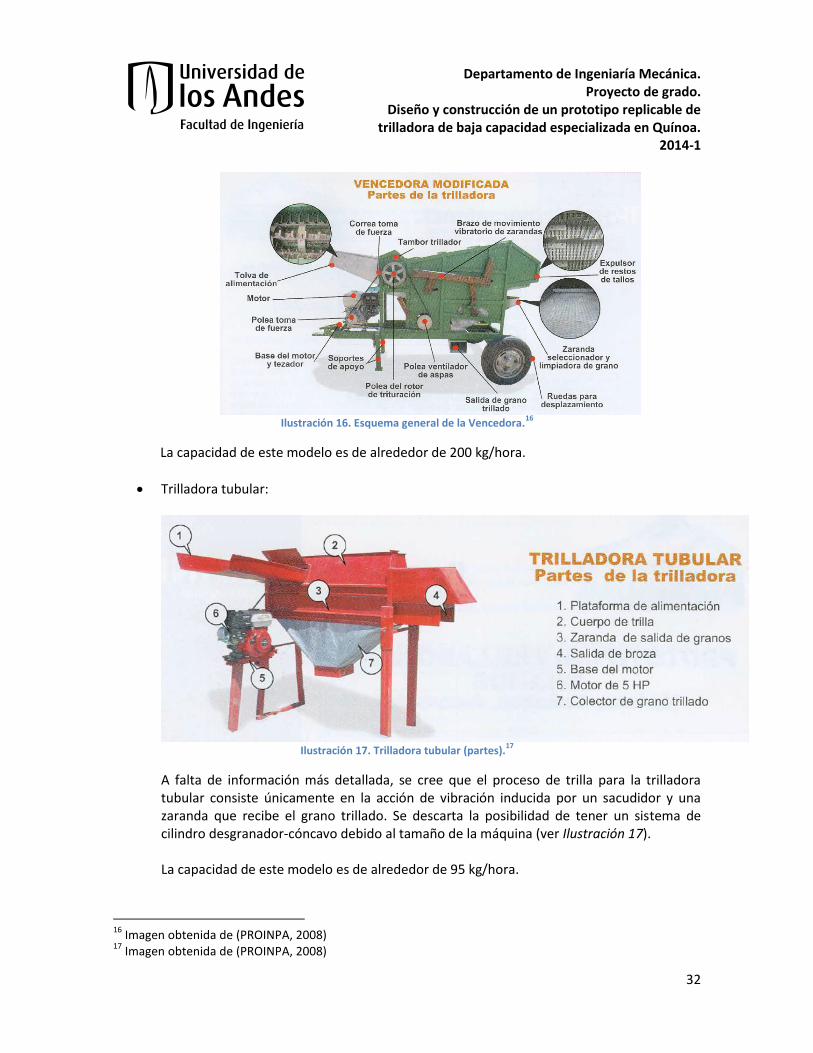
Trilladora tubular:
Ilustración 17. Trilladora tubular (partes).
17
A falta de información más detallada, se cree que el proceso de trilla para la trilladora tubular consiste únicamente en la acción de vibración inducida por un sacudidor y una zaranda que recibe el grano trillado. Se descarta la posibilidad de tener un sistema de cilindro desgranador-cóncavo debido al tamaño de la máquina (ver Ilustración 17). La capacidad de este modelo es de alrededor de 95 kg/hora.
16
Imagen obtenida de (PROINPA, 2008) 17
Imagen obtenida de (PROINPA, 2008)

Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
33
Trilladoras Fischer Agro: Se encontraron 5 modelos de trilladora, los cuales 2 de ellos funcionan mediante 2 cilindros y los 3 restantes con solo 1 (no se conoce la disposición de estos/este en el sistema de trillado ni el tipo de cilindro utilizado). Además, todos los modelos poseen zaranda y existe la opción de que la transmisión de potencia para los distintos sistemas sea mediante cardan. En la Ilustración 18 se muestra la imagen proporcionada por el fabricante para el modelo “Trilla 300”. La capacidad de estos modelos varía entre 200 kg/hora y 500 kg/hora.
Ilustración 18. Trilladora Fischer Agro Modelo "Trilla 300".
18
Trilladoras por viento. Debido a videos en la red, se sabe que existe un tipo de trilladora comercial que separa el grano de la planta mediante viento a altas velocidades, sin embargo no se ha podido encontrar información respecto a su funcionamiento.19
18
Imagen obtenida de http://www.fischer-peru.com/index.php/2013-05-27-16-04-27/galeria-de-fotos/category/13-cosechadora-trilladoras 19
Para una idea más clara de este sistema remitirse a http://www.youtube.com/watch?v=3RjRQLzHsmk
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
34
Diseño del prototipo.
Alternativas planteadas
Sistema de trillado.
Se estudiaron 5 posibles alternativas basadas en los sistemas de trillado usados para cereales y semillas similares. Para todas las opciones planteadas, es necesario encontrar experimentalmente la potencia que cada mecanismo va a consumir.
Opción 1: Cilindro desgranador - cóncavo.
Se mantiene el funcionamiento básico del sistema de Cilindro desgranador y cóncavo, y en este caso específico, cilindro desgranador de dientes, haciendo modificaciones en las dimensiones generales de los sistemas para adaptarlo específicamente al trillado de la Quínoa (según recomendaciones de la literatura consultada y planteada en el estado del arte). Es necesario determinar experimentalmente la velocidad rotacional del cilindro desgranador y la separación entre este y el cóncavo para lograr un trillado óptimo.
Opción 2: Cilindro desgranador y cilindro acelerador – cóncavos.
Siguiendo el principio de trillado en las trilladoras convencionales mejoradas se busca una configuración de cilindro desgranador de dientes – acelerador y cóncavos, todo adaptado según las recomendaciones de la literatura para el trillado de la Quínoa. La velocidad rotacional del cilindro desgranador debe ser determinada experimentalmente, mientras que la del cilindro acelerador se establecerá según lo encontrado en las fuentes consultadas. De la misma forma, la disposición de los cóncavos se establecerá teniendo en cuenta resultados experimentales (para determinar las separación de estos con los cilindros) y según recomendaciones de la literatura (ángulo de entrada y salida del cereal para cada cilindro).
Opción 3: Trilladora longitudinal de rotor único.
Se desea diseñar un sistema de trillado siguiendo las características descritas en el estado del arte para las trilladoras-separadores longitudinales. A falta de información es necesario determinar experimentalmente el diámetro del rotor y su longitud. También es necesario encontrar la velocidad óptima de rotación de forma experimental, teniendo como primera aproximación las velocidades comerciales reportadas en la literatura.
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
35
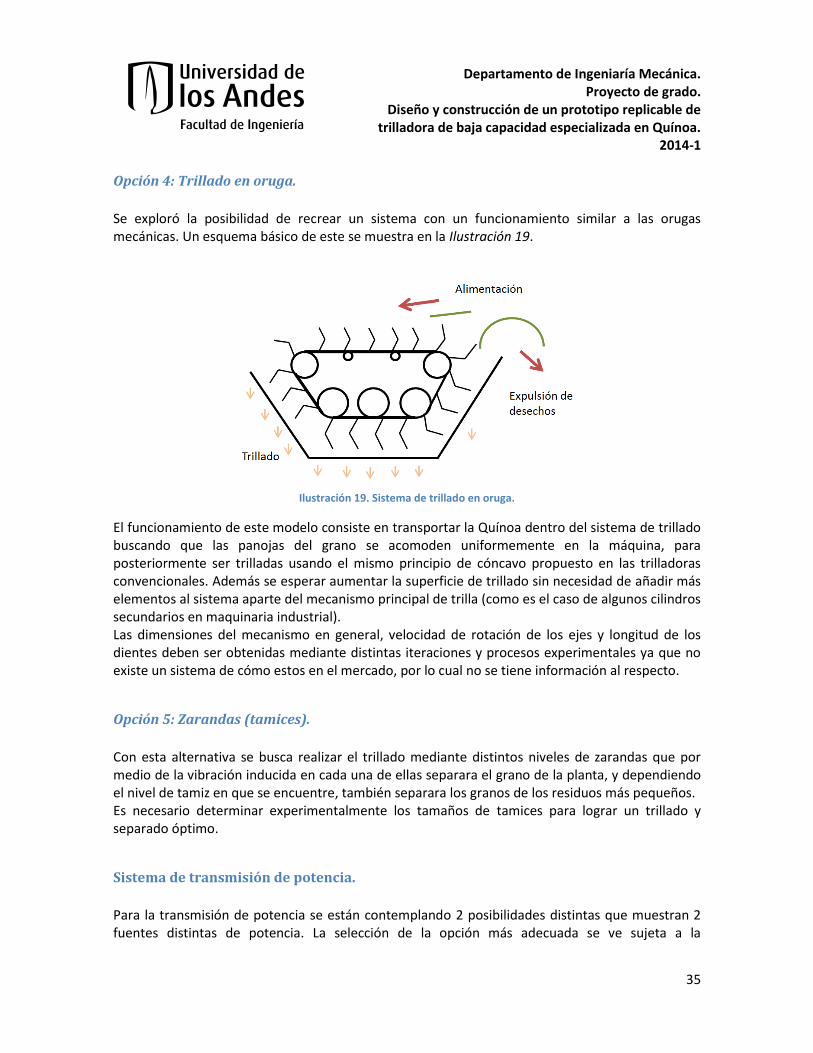
Opción 4: Trillado en oruga.
Se exploró la posibilidad de recrear un sistema con un funcionamiento similar a las orugas mecánicas. Un esquema básico de este se muestra en la Ilustración 19.
Ilustración 19. Sistema de trillado en oruga.
El funcionamiento de este modelo consiste en transportar la Quínoa dentro del sistema de trillado buscando que las panojas del grano se acomoden uniformemente en la máquina, para posteriormente ser trilladas usando el mismo principio de cóncavo propuesto en las trilladoras convencionales. Además se esperar aumentar la superficie de trillado sin necesidad de añadir más elementos al sistema aparte del mecanismo principal de trilla (como es el caso de algunos cilindros secundarios en maquinaria industrial). Las dimensiones del mecanismo en general, velocidad de rotación de los ejes y longitud de los dientes deben ser obtenidas mediante distintas iteraciones y procesos experimentales ya que no existe un sistema de cómo estos en el mercado, por lo cual no se tiene información al respecto.
Opción 5: Zarandas (tamices).
Con esta alternativa se busca realizar el trillado mediante distintos niveles de zarandas que por medio de la vibración inducida en cada una de ellas separara el grano de la planta, y dependiendo el nivel de tamiz en que se encuentre, también separara los granos de los residuos más pequeños. Es necesario determinar experimentalmente los tamaños de tamices para lograr un trillado y separado óptimo.
Sistema de transmisión de potencia.
Para la transmisión de potencia se están contemplando 2 posibilidades distintas que muestran 2 fuentes distintas de potencia. La selección de la opción más adecuada se ve sujeta a la

Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
36
experimentación para determinar el consumo de potencia del sistema luego de la manufactura del prototipo.
Opción 1: Potencia humana.
Se quiere que la fuente de energía de la máquina sea el cuerpo humano, es por esto que es necesario estimar la potencia que este puede entregar al sistema con el fin de tener un estimativo de las fuerzas que van a ser ejercidas sobre la planta y finalmente sobre el grano. Con el fin de utilizar y aprovechar al máximo la energía que puede entregar una persona, se determinó que la actividad física con un más alto grado de eficiencia es montar cicla, actividad a partir de la cual se diseña el sistema de transmisión de potencia en el prototipo. En la Ilustración 20 se presenta un gráfico comparativo entre energía consumida y velocidad alcanzada para distintas actividades físicas.
Ilustración 20. Energía gastada (W/Kg) contra Velocidad, para diferentes actividades físicas (caminar, correr y montar
bicicleta). (Gordon & Rowland, 2004)
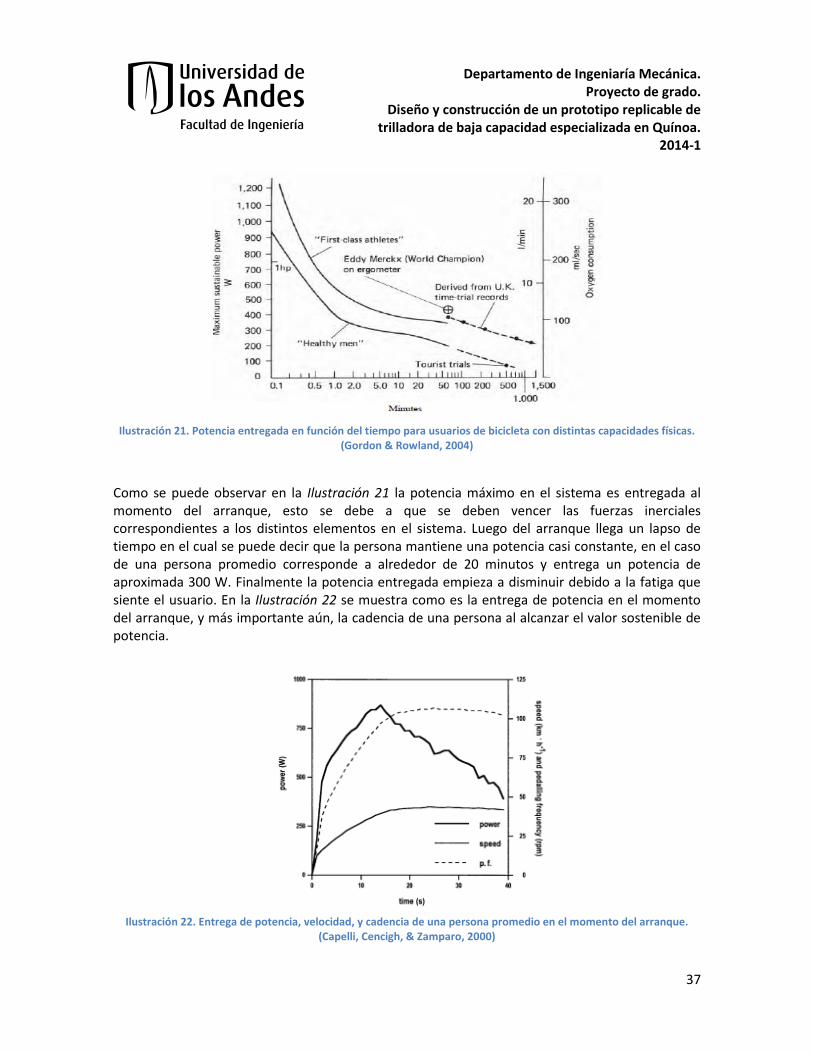
La energía entregada se ve condicionada a la capacidad física del usuario del prototipo, por lo cual es importante realizar los análisis teniendo en cuenta estado físico de una persona promedio. En la Ilustración 21 se muestra la energía entregada en función del tiempo para individuos con distinta condición física.
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
37
Ilustración 21. Potencia entregada en función del tiempo para usuarios de bicicleta con distintas capacidades físicas.
(Gordon & Rowland, 2004)
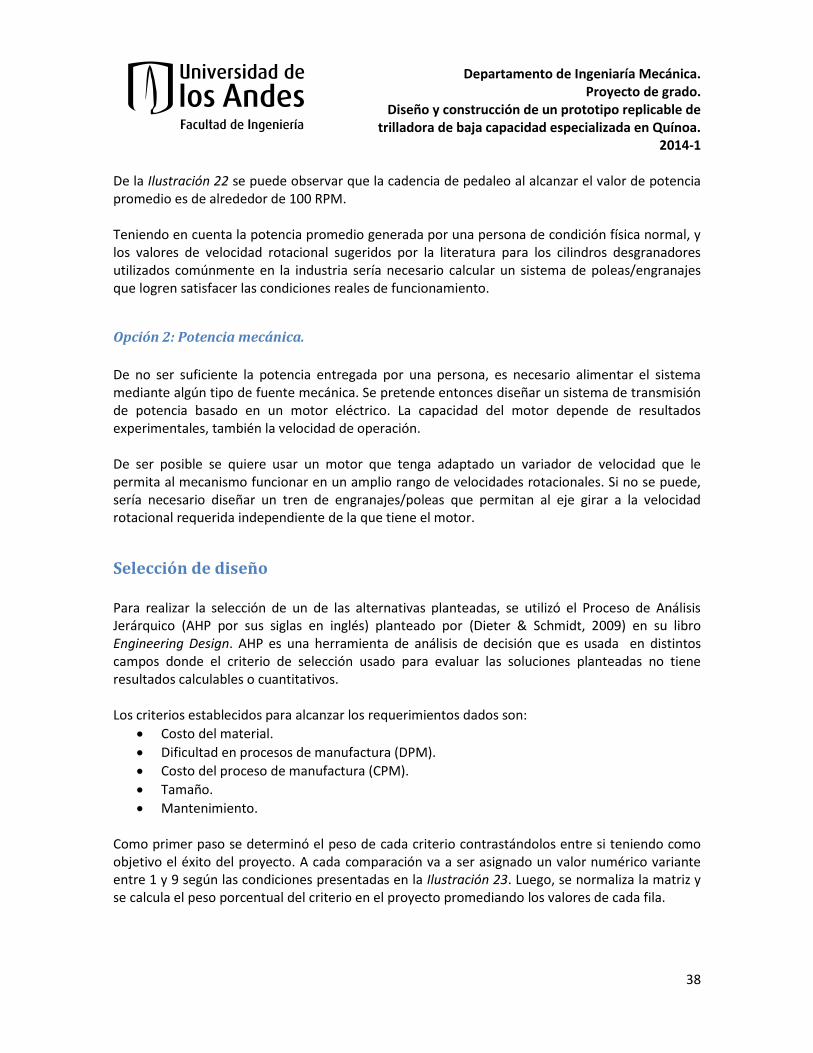
Como se puede observar en la Ilustración 21 la potencia máximo en el sistema es entregada al momento del arranque, esto se debe a que se deben vencer las fuerzas inerciales correspondientes a los distintos elementos en el sistema. Luego del arranque llega un lapso de tiempo en el cual se puede decir que la persona mantiene una potencia casi constante, en el caso de una persona promedio corresponde a alrededor de 20 minutos y entrega un potencia de aproximada 300 W. Finalmente la potencia entregada empieza a disminuir debido a la fatiga que siente el usuario. En la Ilustración 22 se muestra como es la entrega de potencia en el momento del arranque, y más importante aún, la cadencia de una persona al alcanzar el valor sostenible de potencia.
Ilustración 22. Entrega de potencia, velocidad, y cadencia de una persona promedio en el momento del arranque.
(Capelli, Cencigh, & Zamparo, 2000)
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
38
De la Ilustración 22 se puede observar que la cadencia de pedaleo al alcanzar el valor de potencia promedio es de alrededor de 100 RPM. Teniendo en cuenta la potencia promedio generada por una persona de condición física normal, y los valores de velocidad rotacional sugeridos por la literatura para los cilindros desgranadores utilizados comúnmente en la industria sería necesario calcular un sistema de poleas/engranajes que logren satisfacer las condiciones reales de funcionamiento.
Opción 2: Potencia mecánica.
De no ser suficiente la potencia entregada por una persona, es necesario alimentar el sistema mediante algún tipo de fuente mecánica. Se pretende entonces diseñar un sistema de transmisión de potencia basado en un motor eléctrico. La capacidad del motor depende de resultados experimentales, también la velocidad de operación. De ser posible se quiere usar un motor que tenga adaptado un variador de velocidad que le permita al mecanismo funcionar en un amplio rango de velocidades rotacionales. Si no se puede, sería necesario diseñar un tren de engranajes/poleas que permitan al eje girar a la velocidad rotacional requerida independiente de la que tiene el motor.
Selección de diseño Para realizar la selección de un de las alternativas planteadas, se utilizó el Proceso de Análisis Jerárquico (AHP por sus siglas en inglés) planteado por (Dieter & Schmidt, 2009) en su libro Engineering Design. AHP es una herramienta de análisis de decisión que es usada en distintos campos donde el criterio de selección usado para evaluar las soluciones planteadas no tiene resultados calculables o cuantitativos. Los criterios establecidos para alcanzar los requerimientos dados son:
Costo del material.
Dificultad en procesos de manufactura (DPM).
Costo del proceso de manufactura (CPM).
Tamaño.
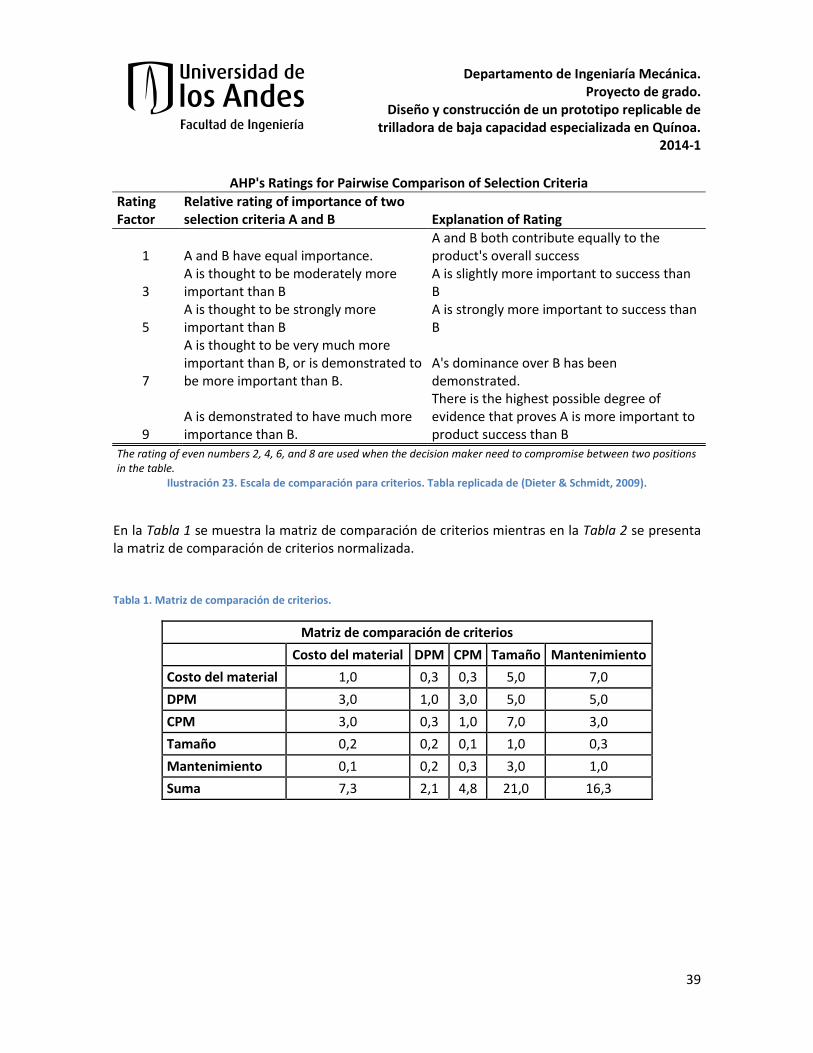
Mantenimiento. Como primer paso se determinó el peso de cada criterio contrastándolos entre si teniendo como objetivo el éxito del proyecto. A cada comparación va a ser asignado un valor numérico variante entre 1 y 9 según las condiciones presentadas en la Ilustración 23. Luego, se normaliza la matriz y se calcula el peso porcentual del criterio en el proyecto promediando los valores de cada fila.
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
39
AHP's Ratings for Pairwise Comparison of Selection Criteria
Rating Factor
Relative rating of importance of two selection criteria A and B Explanation of Rating
1 A and B have equal importance. A and B both contribute equally to the product's overall success
3 A is thought to be moderately more important than B
A is slightly more important to success than B
5 A is thought to be strongly more important than B
A is strongly more important to success than B
7
A is thought to be very much more important than B, or is demonstrated to be more important than B.
A's dominance over B has been demonstrated.
9 A is demonstrated to have much more importance than B.
There is the highest possible degree of evidence that proves A is more important to product success than B
The rating of even numbers 2, 4, 6, and 8 are used when the decision maker need to compromise between two positions in the table.
Ilustración 23. Escala de comparación para criterios. Tabla replicada de (Dieter & Schmidt, 2009).
En la Tabla 1 se muestra la matriz de comparación de criterios mientras en la Tabla 2 se presenta la matriz de comparación de criterios normalizada. Tabla 1. Matriz de comparación de criterios.
Matriz de comparación de criterios
Costo del material DPM CPM Tamaño Mantenimiento
Costo del material 1,0 0,3 0,3 5,0 7,0
DPM 3,0 1,0 3,0 5,0 5,0
CPM 3,0 0,3 1,0 7,0 3,0
Tamaño 0,2 0,2 0,1 1,0 0,3
Mantenimiento 0,1 0,2 0,3 3,0 1,0
Suma 7,3 2,1 4,8 21,0 16,3
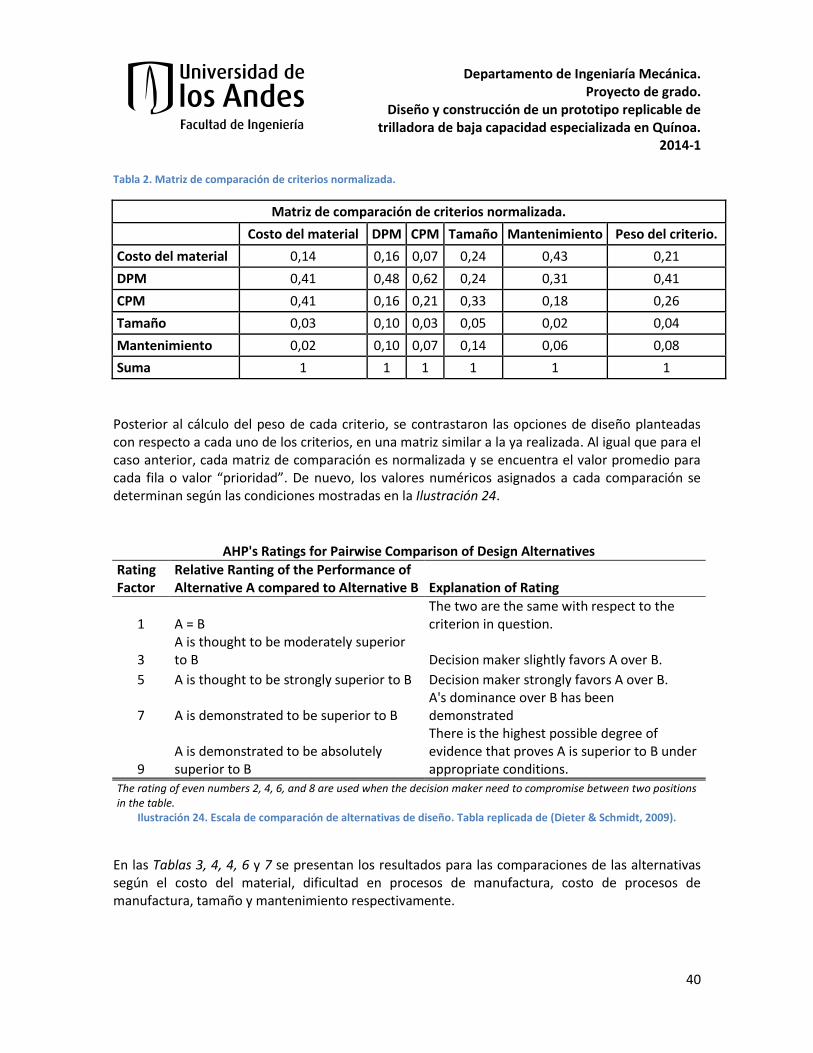
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
40
Tabla 2. Matriz de comparación de criterios normalizada.
Matriz de comparación de criterios normalizada.
Costo del material DPM CPM Tamaño Mantenimiento Peso del criterio.
Costo del material 0,14 0,16 0,07 0,24 0,43 0,21
DPM 0,41 0,48 0,62 0,24 0,31 0,41
CPM 0,41 0,16 0,21 0,33 0,18 0,26
Tamaño 0,03 0,10 0,03 0,05 0,02 0,04
Mantenimiento 0,02 0,10 0,07 0,14 0,06 0,08
Suma 1 1 1 1 1 1
Posterior al cálculo del peso de cada criterio, se contrastaron las opciones de diseño planteadas con respecto a cada uno de los criterios, en una matriz similar a la ya realizada. Al igual que para el caso anterior, cada matriz de comparación es normalizada y se encuentra el valor promedio para cada fila o valor “prioridad”. De nuevo, los valores numéricos asignados a cada comparación se determinan según las condiciones mostradas en la Ilustración 24.
AHP's Ratings for Pairwise Comparison of Design Alternatives
Rating Factor
Relative Ranting of the Performance of Alternative A compared to Alternative B Explanation of Rating
1 A = B The two are the same with respect to the criterion in question.
3 A is thought to be moderately superior to B Decision maker slightly favors A over B.
5 A is thought to be strongly superior to B Decision maker strongly favors A over B.
7 A is demonstrated to be superior to B A's dominance over B has been demonstrated
9 A is demonstrated to be absolutely superior to B
There is the highest possible degree of evidence that proves A is superior to B under appropriate conditions.
The rating of even numbers 2, 4, 6, and 8 are used when the decision maker need to compromise between two positions in the table.
Ilustración 24. Escala de comparación de alternativas de diseño. Tabla replicada de (Dieter & Schmidt, 2009).
En las Tablas 3, 4, 4, 6 y 7 se presentan los resultados para las comparaciones de las alternativas según el costo del material, dificultad en procesos de manufactura, costo de procesos de manufactura, tamaño y mantenimiento respectivamente.
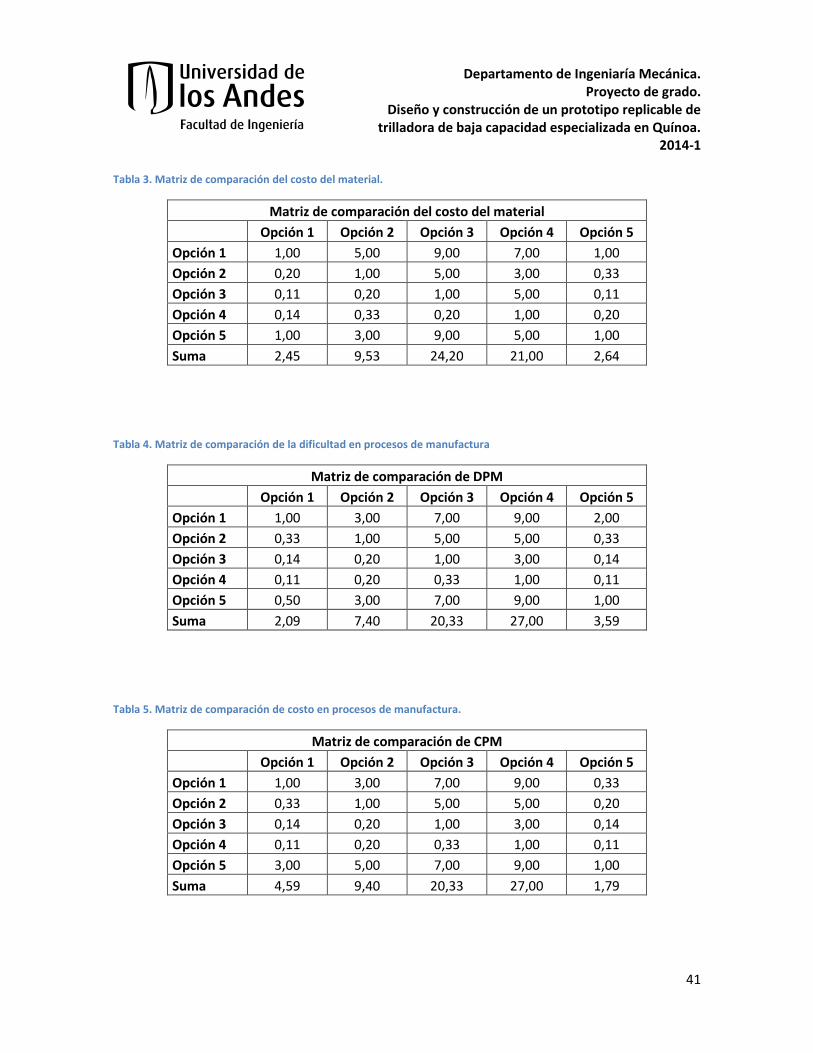
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
41
Tabla 3. Matriz de comparación del costo del material.
Matriz de comparación del costo del material
Opción 1 Opción 2 Opción 3 Opción 4 Opción 5
Opción 1 1,00 5,00 9,00 7,00 1,00
Opción 2 0,20 1,00 5,00 3,00 0,33
Opción 3 0,11 0,20 1,00 5,00 0,11
Opción 4 0,14 0,33 0,20 1,00 0,20
Opción 5 1,00 3,00 9,00 5,00 1,00
Suma 2,45 9,53 24,20 21,00 2,64
Tabla 4. Matriz de comparación de la dificultad en procesos de manufactura
Matriz de comparación de DPM
Opción 1 Opción 2 Opción 3 Opción 4 Opción 5
Opción 1 1,00 3,00 7,00 9,00 2,00
Opción 2 0,33 1,00 5,00 5,00 0,33
Opción 3 0,14 0,20 1,00 3,00 0,14
Opción 4 0,11 0,20 0,33 1,00 0,11
Opción 5 0,50 3,00 7,00 9,00 1,00
Suma 2,09 7,40 20,33 27,00 3,59
Tabla 5. Matriz de comparación de costo en procesos de manufactura.
Matriz de comparación de CPM
Opción 1 Opción 2 Opción 3 Opción 4 Opción 5
Opción 1 1,00 3,00 7,00 9,00 0,33
Opción 2 0,33 1,00 5,00 5,00 0,20
Opción 3 0,14 0,20 1,00 3,00 0,14
Opción 4 0,11 0,20 0,33 1,00 0,11
Opción 5 3,00 5,00 7,00 9,00 1,00
Suma 4,59 9,40 20,33 27,00 1,79
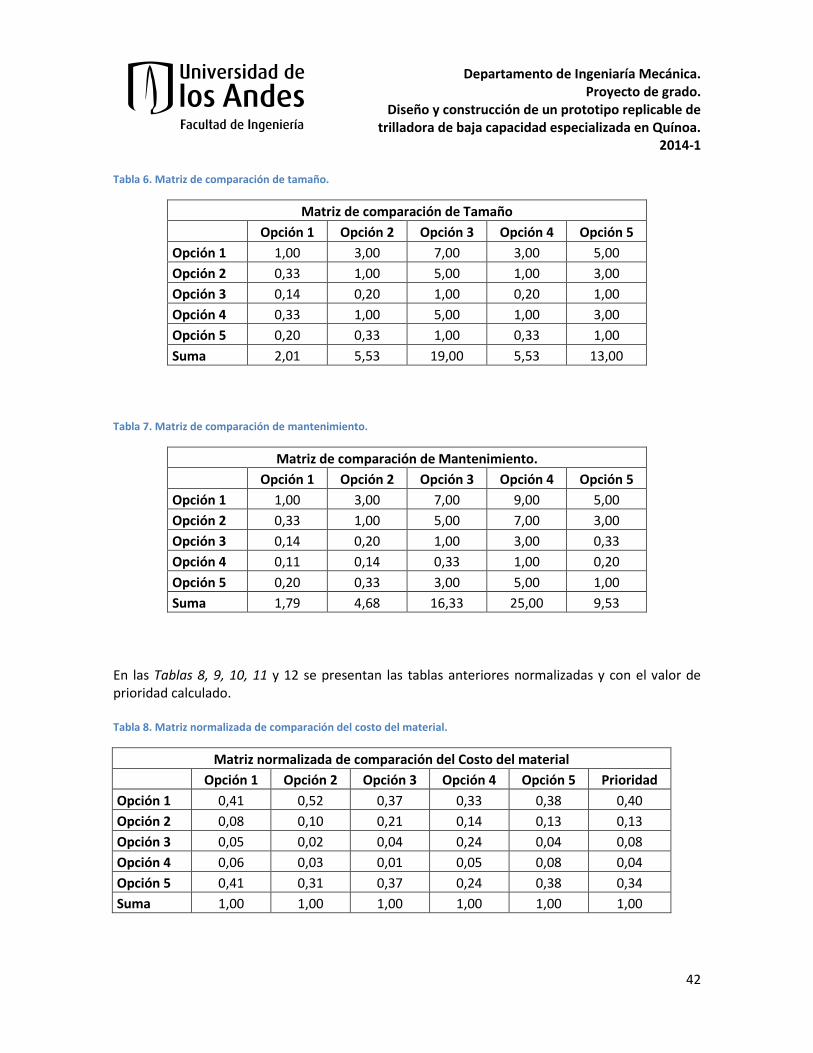
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
42
Tabla 6. Matriz de comparación de tamaño.
Matriz de comparación de Tamaño
Opción 1 Opción 2 Opción 3 Opción 4 Opción 5
Opción 1 1,00 3,00 7,00 3,00 5,00
Opción 2 0,33 1,00 5,00 1,00 3,00
Opción 3 0,14 0,20 1,00 0,20 1,00
Opción 4 0,33 1,00 5,00 1,00 3,00
Opción 5 0,20 0,33 1,00 0,33 1,00
Suma 2,01 5,53 19,00 5,53 13,00
Tabla 7. Matriz de comparación de mantenimiento.
Matriz de comparación de Mantenimiento.
Opción 1 Opción 2 Opción 3 Opción 4 Opción 5
Opción 1 1,00 3,00 7,00 9,00 5,00
Opción 2 0,33 1,00 5,00 7,00 3,00
Opción 3 0,14 0,20 1,00 3,00 0,33
Opción 4 0,11 0,14 0,33 1,00 0,20
Opción 5 0,20 0,33 3,00 5,00 1,00
Suma 1,79 4,68 16,33 25,00 9,53
En las Tablas 8, 9, 10, 11 y 12 se presentan las tablas anteriores normalizadas y con el valor de prioridad calculado. Tabla 8. Matriz normalizada de comparación del costo del material.
Matriz normalizada de comparación del Costo del material
Opción 1 Opción 2 Opción 3 Opción 4 Opción 5 Prioridad
Opción 1 0,41 0,52 0,37 0,33 0,38 0,40
Opción 2 0,08 0,10 0,21 0,14 0,13 0,13
Opción 3 0,05 0,02 0,04 0,24 0,04 0,08
Opción 4 0,06 0,03 0,01 0,05 0,08 0,04
Opción 5 0,41 0,31 0,37 0,24 0,38 0,34
Suma 1,00 1,00 1,00 1,00 1,00 1,00
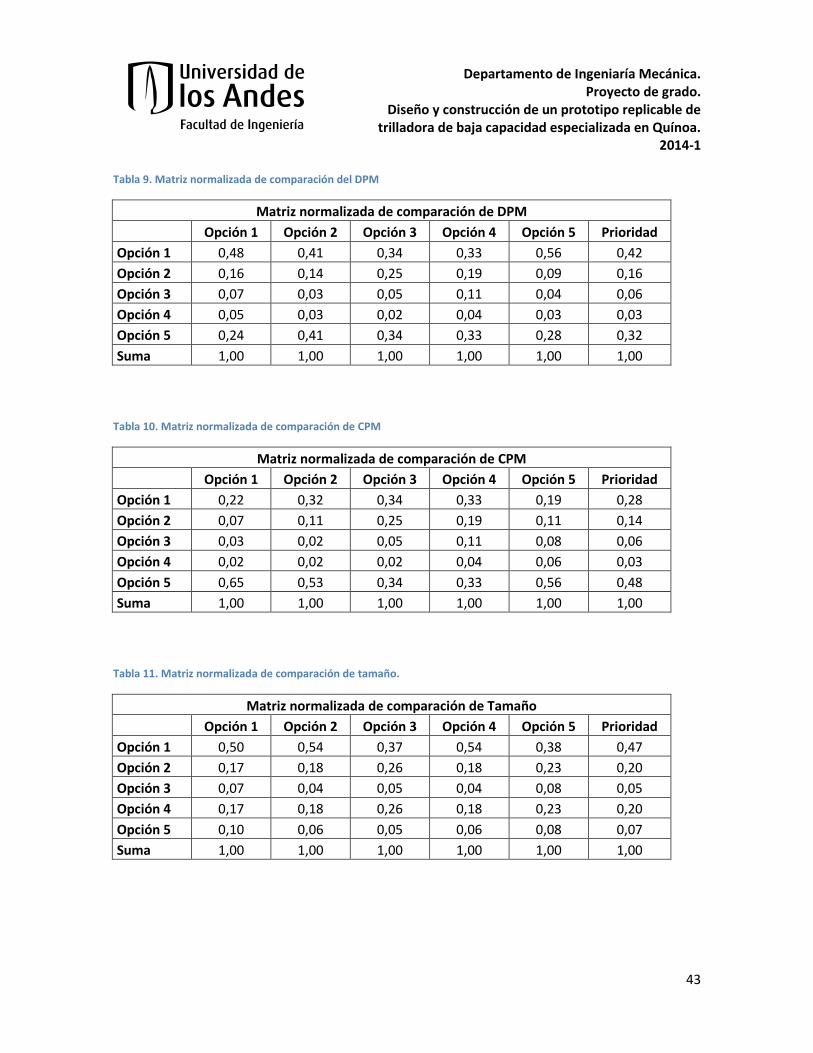
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
43
Tabla 9. Matriz normalizada de comparación del DPM
Matriz normalizada de comparación de DPM
Opción 1 Opción 2 Opción 3 Opción 4 Opción 5 Prioridad
Opción 1 0,48 0,41 0,34 0,33 0,56 0,42
Opción 2 0,16 0,14 0,25 0,19 0,09 0,16
Opción 3 0,07 0,03 0,05 0,11 0,04 0,06
Opción 4 0,05 0,03 0,02 0,04 0,03 0,03
Opción 5 0,24 0,41 0,34 0,33 0,28 0,32
Suma 1,00 1,00 1,00 1,00 1,00 1,00
Tabla 10. Matriz normalizada de comparación de CPM
Matriz normalizada de comparación de CPM
Opción 1 Opción 2 Opción 3 Opción 4 Opción 5 Prioridad
Opción 1 0,22 0,32 0,34 0,33 0,19 0,28
Opción 2 0,07 0,11 0,25 0,19 0,11 0,14
Opción 3 0,03 0,02 0,05 0,11 0,08 0,06
Opción 4 0,02 0,02 0,02 0,04 0,06 0,03
Opción 5 0,65 0,53 0,34 0,33 0,56 0,48
Suma 1,00 1,00 1,00 1,00 1,00 1,00
Tabla 11. Matriz normalizada de comparación de tamaño.
Matriz normalizada de comparación de Tamaño
Opción 1 Opción 2 Opción 3 Opción 4 Opción 5 Prioridad
Opción 1 0,50 0,54 0,37 0,54 0,38 0,47
Opción 2 0,17 0,18 0,26 0,18 0,23 0,20
Opción 3 0,07 0,04 0,05 0,04 0,08 0,05
Opción 4 0,17 0,18 0,26 0,18 0,23 0,20
Opción 5 0,10 0,06 0,05 0,06 0,08 0,07
Suma 1,00 1,00 1,00 1,00 1,00 1,00
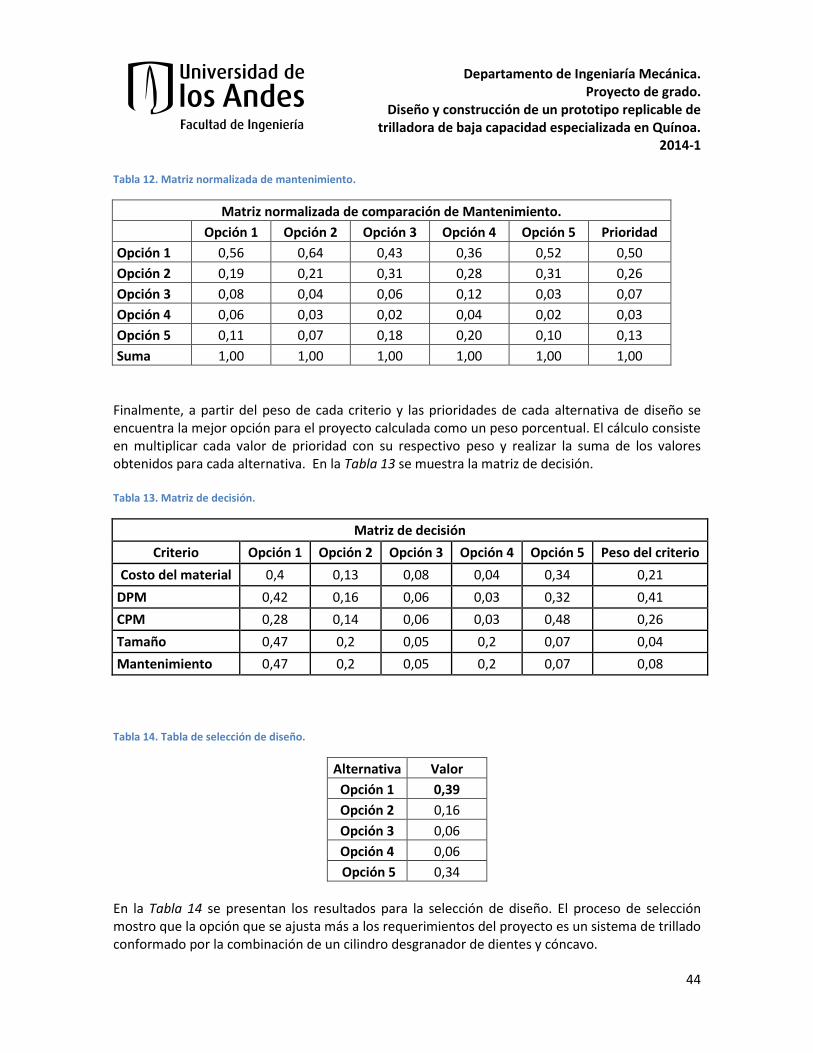
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
44
Tabla 12. Matriz normalizada de mantenimiento.
Matriz normalizada de comparación de Mantenimiento.
Opción 1 Opción 2 Opción 3 Opción 4 Opción 5 Prioridad
Opción 1 0,56 0,64 0,43 0,36 0,52 0,50
Opción 2 0,19 0,21 0,31 0,28 0,31 0,26
Opción 3 0,08 0,04 0,06 0,12 0,03 0,07
Opción 4 0,06 0,03 0,02 0,04 0,02 0,03
Opción 5 0,11 0,07 0,18 0,20 0,10 0,13
Suma 1,00 1,00 1,00 1,00 1,00 1,00
Finalmente, a partir del peso de cada criterio y las prioridades de cada alternativa de diseño se encuentra la mejor opción para el proyecto calculada como un peso porcentual. El cálculo consiste en multiplicar cada valor de prioridad con su respectivo peso y realizar la suma de los valores obtenidos para cada alternativa. En la Tabla 13 se muestra la matriz de decisión. Tabla 13. Matriz de decisión.
Matriz de decisión
Criterio Opción 1 Opción 2 Opción 3 Opción 4 Opción 5 Peso del criterio
Costo del material 0,4 0,13 0,08 0,04 0,34 0,21
DPM 0,42 0,16 0,06 0,03 0,32 0,41
CPM 0,28 0,14 0,06 0,03 0,48 0,26
Tamaño 0,47 0,2 0,05 0,2 0,07 0,04
Mantenimiento 0,47 0,2 0,05 0,2 0,07 0,08
Tabla 14. Tabla de selección de diseño.
Alternativa Valor
Opción 1 0,39
Opción 2 0,16
Opción 3 0,06
Opción 4 0,06
Opción 5 0,34
En la Tabla 14 se presentan los resultados para la selección de diseño. El proceso de selección mostro que la opción que se ajusta más a los requerimientos del proyecto es un sistema de trillado conformado por la combinación de un cilindro desgranador de dientes y cóncavo.
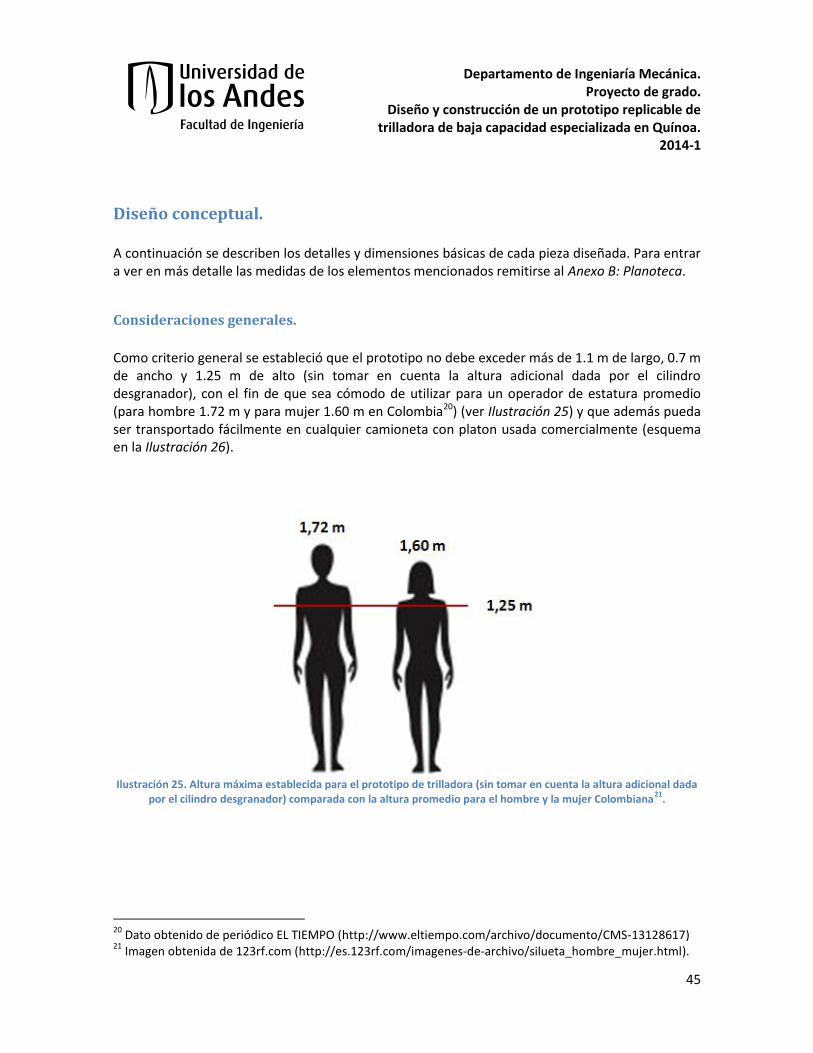
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
45
Diseño conceptual. A continuación se describen los detalles y dimensiones básicas de cada pieza diseñada. Para entrar a ver en más detalle las medidas de los elementos mencionados remitirse al Anexo B: Planoteca.
Consideraciones generales.
Como criterio general se estableció que el prototipo no debe exceder más de 1.1 m de largo, 0.7 m de ancho y 1.25 m de alto (sin tomar en cuenta la altura adicional dada por el cilindro desgranador), con el fin de que sea cómodo de utilizar para un operador de estatura promedio (para hombre 1.72 m y para mujer 1.60 m en Colombia20) (ver Ilustración 25) y que además pueda ser transportado fácilmente en cualquier camioneta con platon usada comercialmente (esquema en la Ilustración 26).
Ilustración 25. Altura máxima establecida para el prototipo de trilladora (sin tomar en cuenta la altura adicional dada
por el cilindro desgranador) comparada con la altura promedio para el hombre y la mujer Colombiana21
.
20
Dato obtenido de periódico EL TIEMPO (http://www.eltiempo.com/archivo/documento/CMS-13128617) 21
Imagen obtenida de 123rf.com (http://es.123rf.com/imagenes-de-archivo/silueta_hombre_mujer.html).
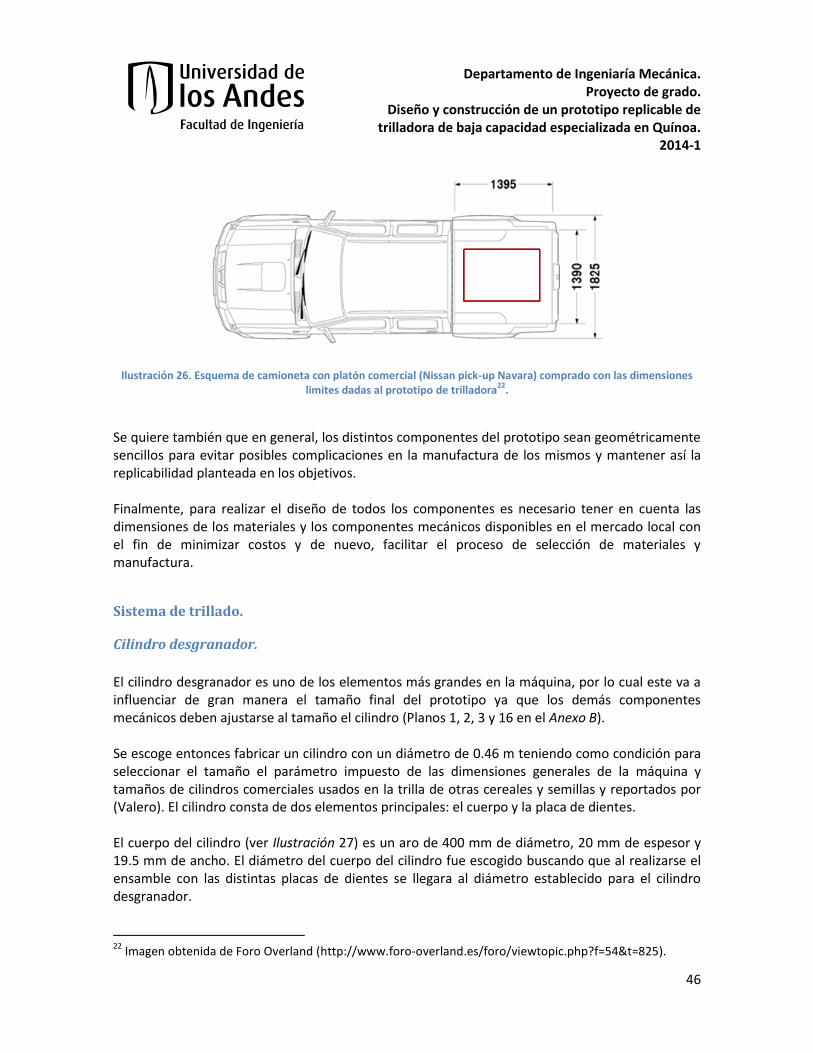
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
46
Ilustración 26. Esquema de camioneta con platón comercial (Nissan pick-up Navara) comprado con las dimensiones limites dadas al prototipo de trilladora
22.
Se quiere también que en general, los distintos componentes del prototipo sean geométricamente sencillos para evitar posibles complicaciones en la manufactura de los mismos y mantener así la replicabilidad planteada en los objetivos. Finalmente, para realizar el diseño de todos los componentes es necesario tener en cuenta las dimensiones de los materiales y los componentes mecánicos disponibles en el mercado local con el fin de minimizar costos y de nuevo, facilitar el proceso de selección de materiales y manufactura.
Sistema de trillado.
Cilindro desgranador.
El cilindro desgranador es uno de los elementos más grandes en la máquina, por lo cual este va a influenciar de gran manera el tamaño final del prototipo ya que los demás componentes mecánicos deben ajustarse al tamaño el cilindro (Planos 1, 2, 3 y 16 en el Anexo B). Se escoge entonces fabricar un cilindro con un diámetro de 0.46 m teniendo como condición para seleccionar el tamaño el parámetro impuesto de las dimensiones generales de la máquina y tamaños de cilindros comerciales usados en la trilla de otras cereales y semillas y reportados por (Valero). El cilindro consta de dos elementos principales: el cuerpo y la placa de dientes. El cuerpo del cilindro (ver Ilustración 27) es un aro de 400 mm de diámetro, 20 mm de espesor y 19.5 mm de ancho. El diámetro del cuerpo del cilindro fue escogido buscando que al realizarse el ensamble con las distintas placas de dientes se llegara al diámetro establecido para el cilindro desgranador.
22
Imagen obtenida de Foro Overland (http://www.foro-overland.es/foro/viewtopic.php?f=54&t=825).
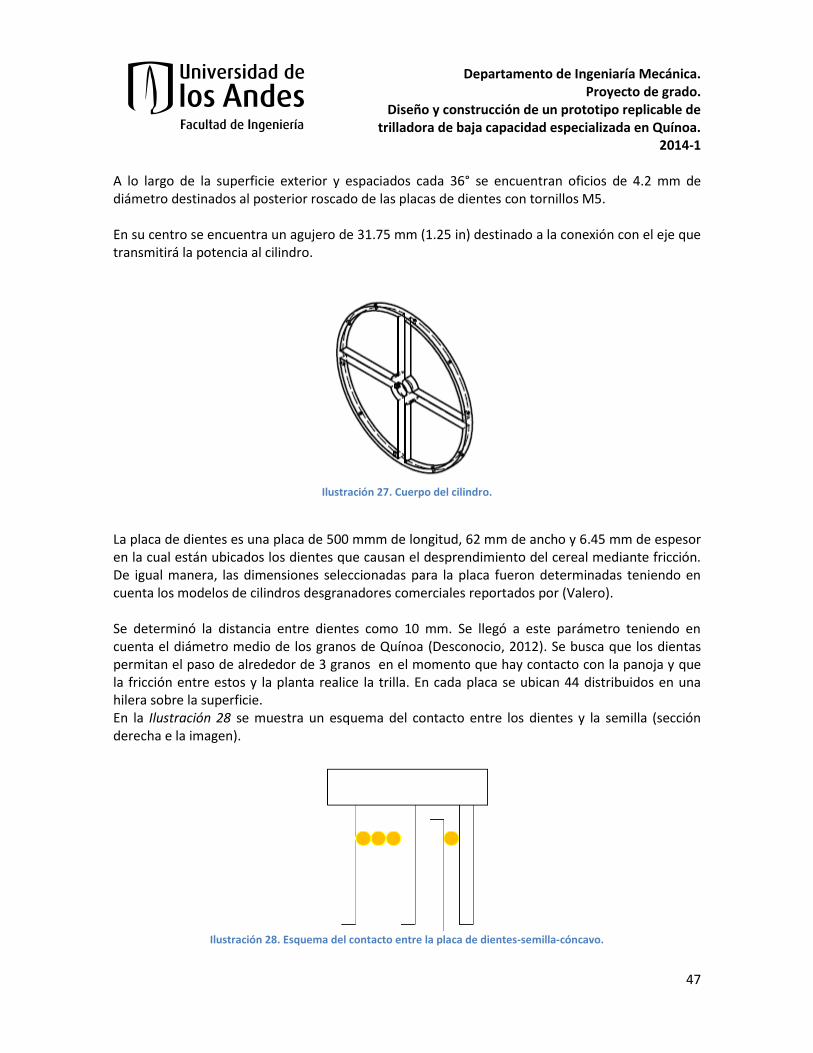
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
47
A lo largo de la superficie exterior y espaciados cada 36° se encuentran oficios de 4.2 mm de diámetro destinados al posterior roscado de las placas de dientes con tornillos M5. En su centro se encuentra un agujero de 31.75 mm (1.25 in) destinado a la conexión con el eje que transmitirá la potencia al cilindro.
Ilustración 27. Cuerpo del cilindro.
La placa de dientes es una placa de 500 mmm de longitud, 62 mm de ancho y 6.45 mm de espesor en la cual están ubicados los dientes que causan el desprendimiento del cereal mediante fricción. De igual manera, las dimensiones seleccionadas para la placa fueron determinadas teniendo en cuenta los modelos de cilindros desgranadores comerciales reportados por (Valero). Se determinó la distancia entre dientes como 10 mm. Se llegó a este parámetro teniendo en cuenta el diámetro medio de los granos de Quínoa (Desconocio, 2012). Se busca que los dientas permitan el paso de alrededor de 3 granos en el momento que hay contacto con la panoja y que la fricción entre estos y la planta realice la trilla. En cada placa se ubican 44 distribuidos en una hilera sobre la superficie. En la Ilustración 28 se muestra un esquema del contacto entre los dientes y la semilla (sección derecha e la imagen).
Ilustración 28. Esquema del contacto entre la placa de dientes-semilla-cóncavo.
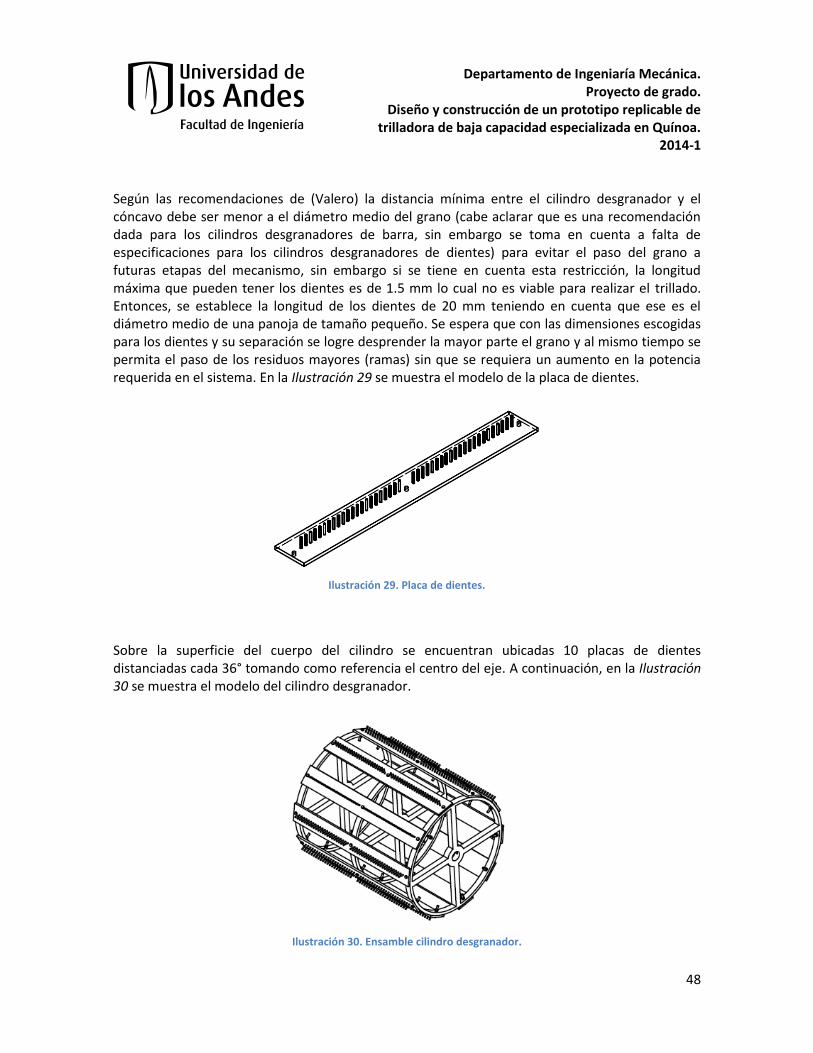
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
48
Según las recomendaciones de (Valero) la distancia mínima entre el cilindro desgranador y el cóncavo debe ser menor a el diámetro medio del grano (cabe aclarar que es una recomendación dada para los cilindros desgranadores de barra, sin embargo se toma en cuenta a falta de especificaciones para los cilindros desgranadores de dientes) para evitar el paso del grano a futuras etapas del mecanismo, sin embargo si se tiene en cuenta esta restricción, la longitud máxima que pueden tener los dientes es de 1.5 mm lo cual no es viable para realizar el trillado. Entonces, se establece la longitud de los dientes de 20 mm teniendo en cuenta que ese es el diámetro medio de una panoja de tamaño pequeño. Se espera que con las dimensiones escogidas para los dientes y su separación se logre desprender la mayor parte el grano y al mismo tiempo se permita el paso de los residuos mayores (ramas) sin que se requiera un aumento en la potencia requerida en el sistema. En la Ilustración 29 se muestra el modelo de la placa de dientes.
Ilustración 29. Placa de dientes.
Sobre la superficie del cuerpo del cilindro se encuentran ubicadas 10 placas de dientes distanciadas cada 36° tomando como referencia el centro del eje. A continuación, en la Ilustración 30 se muestra el modelo del cilindro desgranador.
Ilustración 30. Ensamble cilindro desgranador.
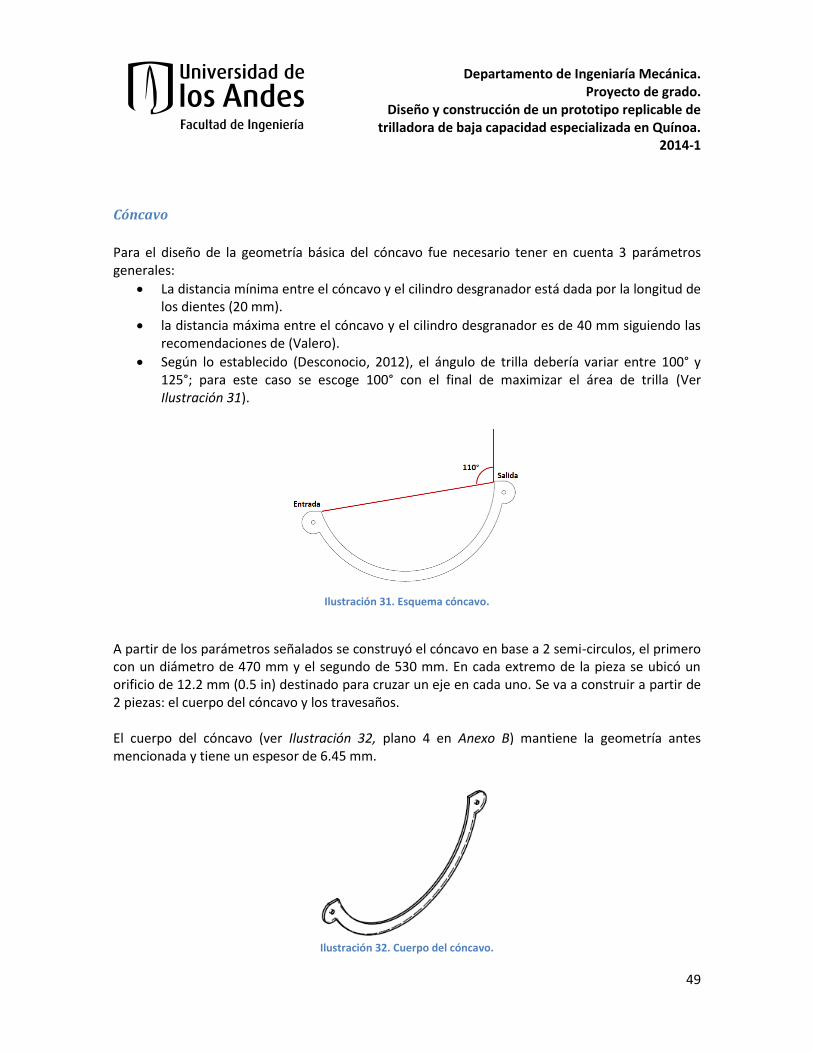
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
49
Cóncavo
Para el diseño de la geometría básica del cóncavo fue necesario tener en cuenta 3 parámetros generales:
La distancia mínima entre el cóncavo y el cilindro desgranador está dada por la longitud de los dientes (20 mm).
la distancia máxima entre el cóncavo y el cilindro desgranador es de 40 mm siguiendo las recomendaciones de (Valero).
Según lo establecido (Desconocio, 2012), el ángulo de trilla debería variar entre 100° y 125°; para este caso se escoge 100° con el final de maximizar el área de trilla (Ver Ilustración 31).
Ilustración 31. Esquema cóncavo.
A partir de los parámetros señalados se construyó el cóncavo en base a 2 semi-circulos, el primero con un diámetro de 470 mm y el segundo de 530 mm. En cada extremo de la pieza se ubicó un orificio de 12.2 mm (0.5 in) destinado para cruzar un eje en cada uno. Se va a construir a partir de 2 piezas: el cuerpo del cóncavo y los travesaños. El cuerpo del cóncavo (ver Ilustración 32, plano 4 en Anexo B) mantiene la geometría antes mencionada y tiene un espesor de 6.45 mm.
Ilustración 32. Cuerpo del cóncavo.
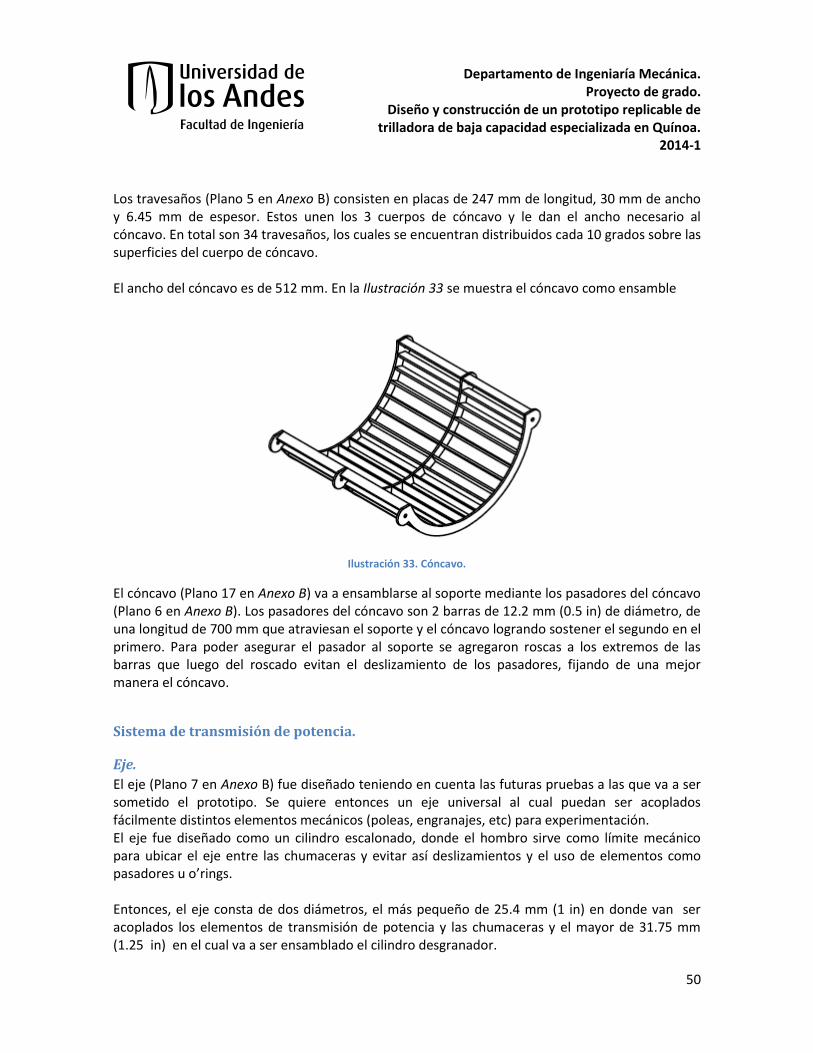
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
50
Los travesaños (Plano 5 en Anexo B) consisten en placas de 247 mm de longitud, 30 mm de ancho y 6.45 mm de espesor. Estos unen los 3 cuerpos de cóncavo y le dan el ancho necesario al cóncavo. En total son 34 travesaños, los cuales se encuentran distribuidos cada 10 grados sobre las superficies del cuerpo de cóncavo. El ancho del cóncavo es de 512 mm. En la Ilustración 33 se muestra el cóncavo como ensamble
Ilustración 33. Cóncavo.
El cóncavo (Plano 17 en Anexo B) va a ensamblarse al soporte mediante los pasadores del cóncavo (Plano 6 en Anexo B). Los pasadores del cóncavo son 2 barras de 12.2 mm (0.5 in) de diámetro, de una longitud de 700 mm que atraviesan el soporte y el cóncavo logrando sostener el segundo en el primero. Para poder asegurar el pasador al soporte se agregaron roscas a los extremos de las barras que luego del roscado evitan el deslizamiento de los pasadores, fijando de una mejor manera el cóncavo.
Sistema de transmisión de potencia.
Eje.
El eje (Plano 7 en Anexo B) fue diseñado teniendo en cuenta las futuras pruebas a las que va a ser sometido el prototipo. Se quiere entonces un eje universal al cual puedan ser acoplados fácilmente distintos elementos mecánicos (poleas, engranajes, etc) para experimentación. El eje fue diseñado como un cilindro escalonado, donde el hombro sirve como límite mecánico para ubicar el eje entre las chumaceras y evitar así deslizamientos y el uso de elementos como pasadores u o’rings. Entonces, el eje consta de dos diámetros, el más pequeño de 25.4 mm (1 in) en donde van ser acoplados los elementos de transmisión de potencia y las chumaceras y el mayor de 31.75 mm (1.25 in) en el cual va a ser ensamblado el cilindro desgranador.
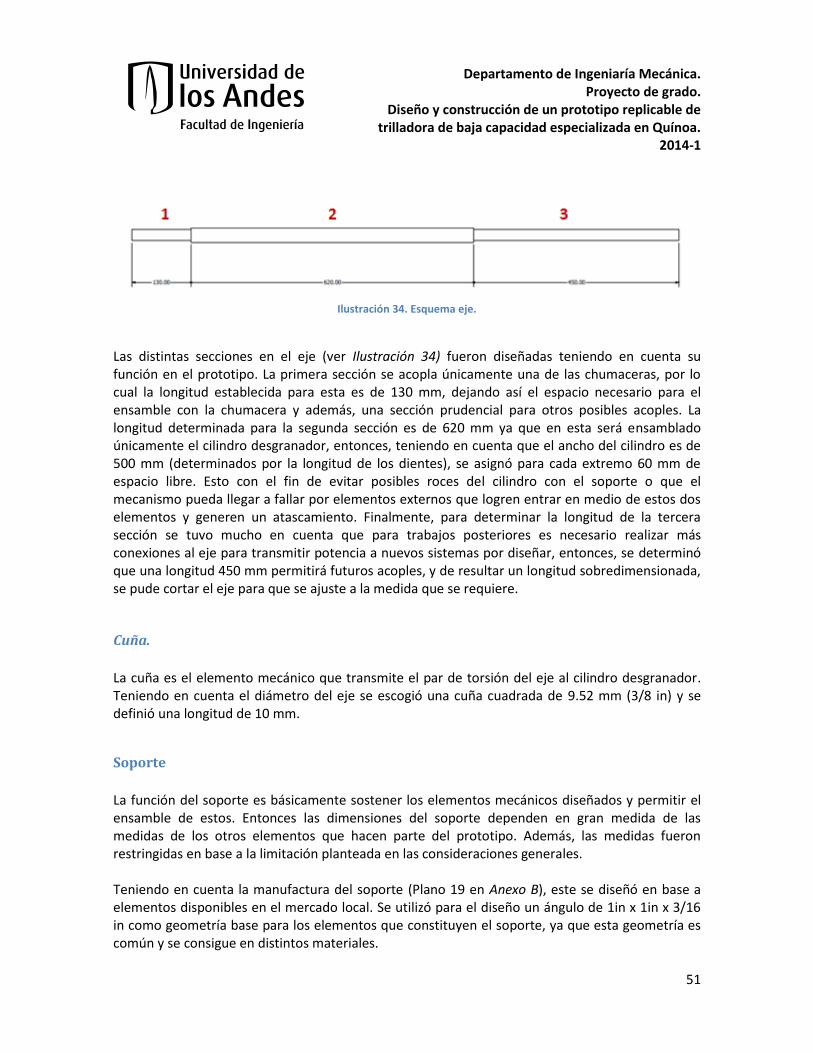
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
51
Ilustración 34. Esquema eje.
Las distintas secciones en el eje (ver Ilustración 34) fueron diseñadas teniendo en cuenta su función en el prototipo. La primera sección se acopla únicamente una de las chumaceras, por lo cual la longitud establecida para esta es de 130 mm, dejando así el espacio necesario para el ensamble con la chumacera y además, una sección prudencial para otros posibles acoples. La longitud determinada para la segunda sección es de 620 mm ya que en esta será ensamblado únicamente el cilindro desgranador, entonces, teniendo en cuenta que el ancho del cilindro es de 500 mm (determinados por la longitud de los dientes), se asignó para cada extremo 60 mm de espacio libre. Esto con el fin de evitar posibles roces del cilindro con el soporte o que el mecanismo pueda llegar a fallar por elementos externos que logren entrar en medio de estos dos elementos y generen un atascamiento. Finalmente, para determinar la longitud de la tercera sección se tuvo mucho en cuenta que para trabajos posteriores es necesario realizar más conexiones al eje para transmitir potencia a nuevos sistemas por diseñar, entonces, se determinó que una longitud 450 mm permitirá futuros acoples, y de resultar un longitud sobredimensionada, se pude cortar el eje para que se ajuste a la medida que se requiere.
Cuña.
La cuña es el elemento mecánico que transmite el par de torsión del eje al cilindro desgranador. Teniendo en cuenta el diámetro del eje se escogió una cuña cuadrada de 9.52 mm (3/8 in) y se definió una longitud de 10 mm.
Soporte
La función del soporte es básicamente sostener los elementos mecánicos diseñados y permitir el ensamble de estos. Entonces las dimensiones del soporte dependen en gran medida de las medidas de los otros elementos que hacen parte del prototipo. Además, las medidas fueron restringidas en base a la limitación planteada en las consideraciones generales. Teniendo en cuenta la manufactura del soporte (Plano 19 en Anexo B), este se diseñó en base a elementos disponibles en el mercado local. Se utilizó para el diseño un ángulo de 1in x 1in x 3/16 in como geometría base para los elementos que constituyen el soporte, ya que esta geometría es común y se consigue en distintos materiales.

Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
52
Ilustración 35. Altura del soporte comparado con la altura promedio para el hombre y la mujer Colombiana.
Se estableció la altura de entrada como 950 mm (y se utilizó como parámetro base) con el fin de mantener ergonomía en la máquina. Esta altura corresponde con la cintura/estomago para un hombre o mujer Colombiano promedio (ver Ilustración 35), lo cual permite que al introducir la planta a la máquina no se generen movimientos bruscos que puedan lesionar o cansar al operador. La altura de salida es de 1000 mm y fue establecida por la geometría del cóncavo. Por otro lado el ancho del soporte es de 620 mm dados por la segunda sección del eje y el largo de 530 mm establecido por el ancho del cóncavo. Para facilitar el diseño del soporte se dividió en 3 secciones: base, soportes del cóncavo y soportes del eje. Como consideración general se tiene que todos los agujeros dispuestos para el ensamble de algún componente son de 10 mm de diámetro y diseñados para pernos de 3/8 de pulgada debido a que estos son muy comunes en el mercado.
Base.
La base (Plano 18 en Anexo B) se compone de 4 ángulos, 2 de 620 mm y los otros 2 de 530 mm de
longitud. Los ángulos de 350 mm fueron diseñados con una modificación en los extremos para que
se acoplaran a los de 620 mm (ver Ilustración 36).

Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
53
Ilustración 36. Barra de 530 mm (izquierda), Barra de 620 mm (centro) y esquema Base (derecha).
El ángulo de 350 mm tiene 4 orificios (ver Ilustración 36), 2 (extremos) destinados para el ensamble de los soportes del cóncavo. El ángulo de 620 mm tiene 2 orificios centrales para el ensamble de ángulos transversales que ayudarían a mantener la estabilidad del soporte (en uno de los casos) y el acople del contenedor de residuos. En la Ilustración 36 se puede ver un esquema de la base.
Soportes cóncavo.
Los soportes del cóncavo (Planos 10, 11, 12 y 13 en Anexo B) deben poderse desensamblar en cualquier momento de la base, ya que debido a la naturaleza de las pruebas que se van a realizar, es necesario estar modificándolos constantemente. En la Ilustración 37 se muestra el esquema de todos los ángulos que sirven de soporte para el cóncavo. Los soportes para el cóncavo son 4 ángulos, 2 con una longitud de 940 mm correspondientes a la entrada del cóncavo y los 2 restantes de 1150 mm para la salida. Todos los ángulos tienen un recorte y un orificio en el extremo inferior para el ensamble de los mismos a la base. De la misma forma, todos tienen 2 orificios (uno en cada cara) ubicados a 200 mm y 250 mm del extremo inferior para el ensamble a ángulos de refuerzo. Finalmente para los ángulos de 920 mm se encuentra un agujero de 12.7 mm (0.5 in) de diámetro a 920 mm del extremo inferior destinado a el ensamble del pasador del cóncavo. Para los ángulos de 1150 mm se encuentra el mismo agujero con diferencia que se encuentra ubicado a 998 mm tomando la misma referencia.
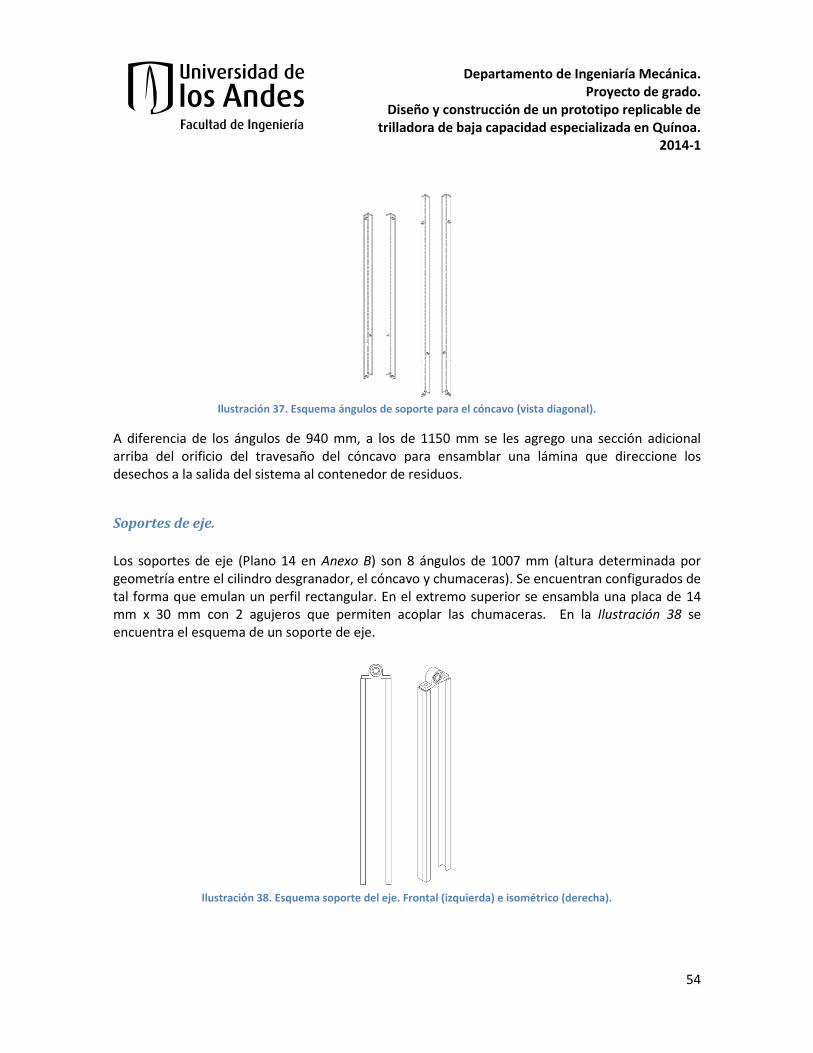
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
54
Ilustración 37. Esquema ángulos de soporte para el cóncavo (vista diagonal).
A diferencia de los ángulos de 940 mm, a los de 1150 mm se les agrego una sección adicional arriba del orificio del travesaño del cóncavo para ensamblar una lámina que direccione los desechos a la salida del sistema al contenedor de residuos.
Soportes de eje.
Los soportes de eje (Plano 14 en Anexo B) son 8 ángulos de 1007 mm (altura determinada por geometría entre el cilindro desgranador, el cóncavo y chumaceras). Se encuentran configurados de tal forma que emulan un perfil rectangular. En el extremo superior se ensambla una placa de 14 mm x 30 mm con 2 agujeros que permiten acoplar las chumaceras. En la Ilustración 38 se encuentra el esquema de un soporte de eje.
Ilustración 38. Esquema soporte del eje. Frontal (izquierda) e isométrico (derecha).
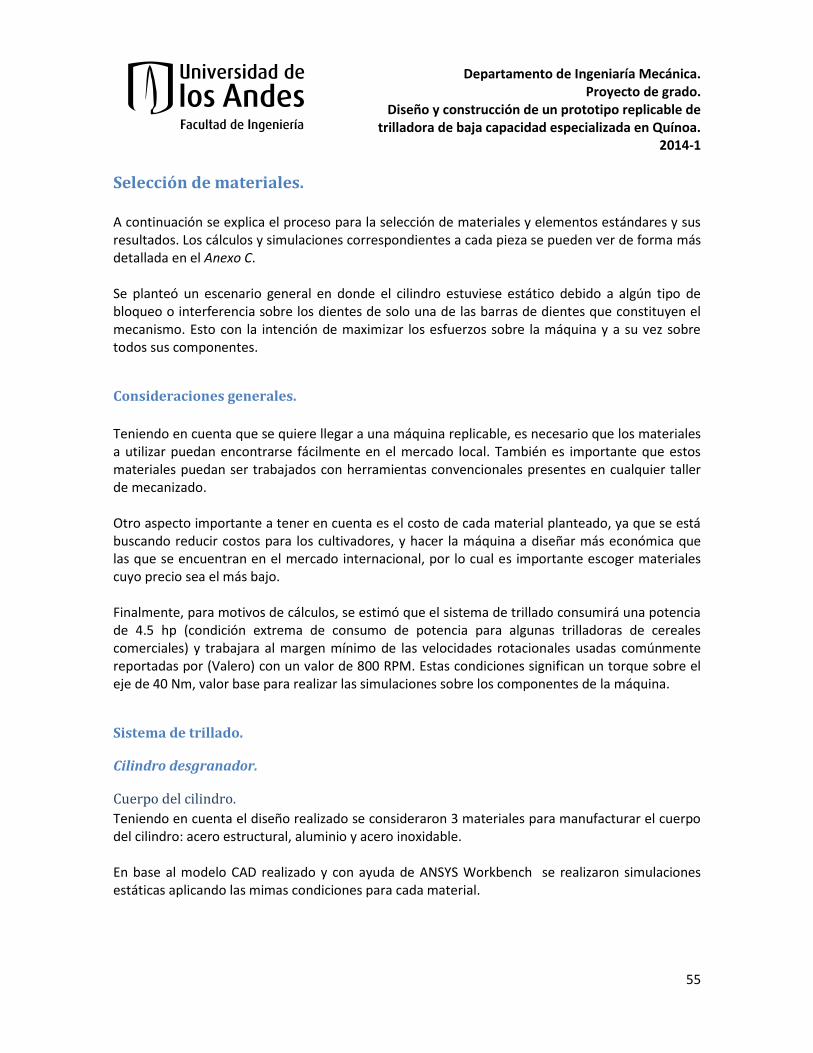
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
55
Selección de materiales. A continuación se explica el proceso para la selección de materiales y elementos estándares y sus resultados. Los cálculos y simulaciones correspondientes a cada pieza se pueden ver de forma más detallada en el Anexo C. Se planteó un escenario general en donde el cilindro estuviese estático debido a algún tipo de bloqueo o interferencia sobre los dientes de solo una de las barras de dientes que constituyen el mecanismo. Esto con la intención de maximizar los esfuerzos sobre la máquina y a su vez sobre todos sus componentes.
Consideraciones generales.
Teniendo en cuenta que se quiere llegar a una máquina replicable, es necesario que los materiales a utilizar puedan encontrarse fácilmente en el mercado local. También es importante que estos materiales puedan ser trabajados con herramientas convencionales presentes en cualquier taller de mecanizado. Otro aspecto importante a tener en cuenta es el costo de cada material planteado, ya que se está buscando reducir costos para los cultivadores, y hacer la máquina a diseñar más económica que las que se encuentran en el mercado internacional, por lo cual es importante escoger materiales cuyo precio sea el más bajo. Finalmente, para motivos de cálculos, se estimó que el sistema de trillado consumirá una potencia de 4.5 hp (condición extrema de consumo de potencia para algunas trilladoras de cereales comerciales) y trabajara al margen mínimo de las velocidades rotacionales usadas comúnmente reportadas por (Valero) con un valor de 800 RPM. Estas condiciones significan un torque sobre el eje de 40 Nm, valor base para realizar las simulaciones sobre los componentes de la máquina.
Sistema de trillado.
Cilindro desgranador.
Cuerpo del cilindro.
Teniendo en cuenta el diseño realizado se consideraron 3 materiales para manufacturar el cuerpo del cilindro: acero estructural, aluminio y acero inoxidable. En base al modelo CAD realizado y con ayuda de ANSYS Workbench se realizaron simulaciones estáticas aplicando las mimas condiciones para cada material.
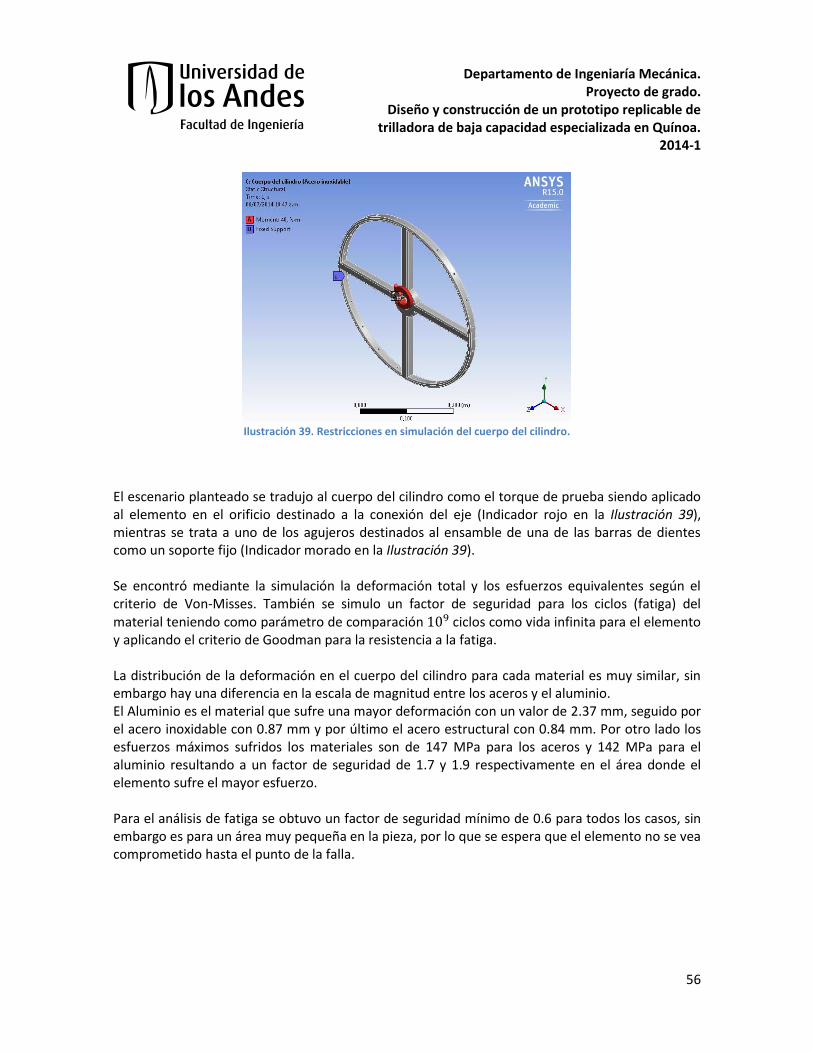
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
56
Ilustración 39. Restricciones en simulación del cuerpo del cilindro.
El escenario planteado se tradujo al cuerpo del cilindro como el torque de prueba siendo aplicado al elemento en el orificio destinado a la conexión del eje (Indicador rojo en la Ilustración 39), mientras se trata a uno de los agujeros destinados al ensamble de una de las barras de dientes como un soporte fijo (Indicador morado en la Ilustración 39). Se encontró mediante la simulación la deformación total y los esfuerzos equivalentes según el criterio de Von-Misses. También se simulo un factor de seguridad para los ciclos (fatiga) del material teniendo como parámetro de comparación ciclos como vida infinita para el elemento y aplicando el criterio de Goodman para la resistencia a la fatiga. La distribución de la deformación en el cuerpo del cilindro para cada material es muy similar, sin embargo hay una diferencia en la escala de magnitud entre los aceros y el aluminio. El Aluminio es el material que sufre una mayor deformación con un valor de 2.37 mm, seguido por el acero inoxidable con 0.87 mm y por último el acero estructural con 0.84 mm. Por otro lado los esfuerzos máximos sufridos los materiales son de 147 MPa para los aceros y 142 MPa para el aluminio resultando a un factor de seguridad de 1.7 y 1.9 respectivamente en el área donde el elemento sufre el mayor esfuerzo. Para el análisis de fatiga se obtuvo un factor de seguridad mínimo de 0.6 para todos los casos, sin embargo es para un área muy pequeña en la pieza, por lo que se espera que el elemento no se vea comprometido hasta el punto de la falla.
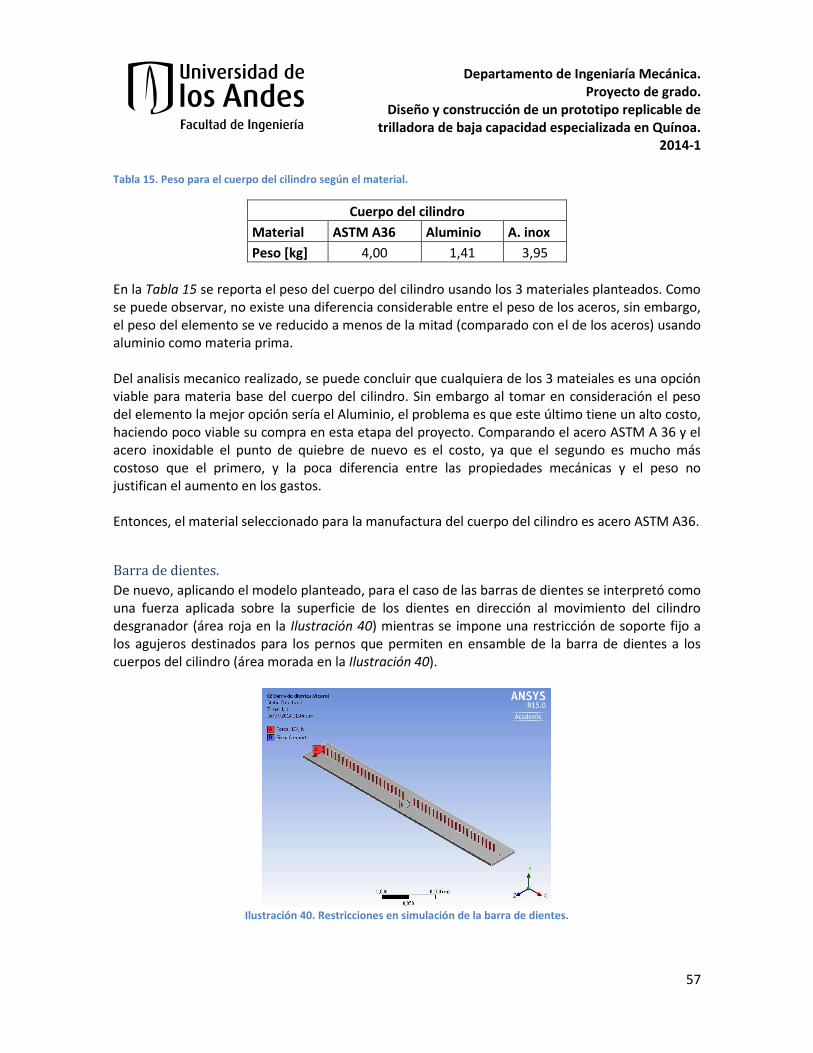
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
57
Tabla 15. Peso para el cuerpo del cilindro según el material.
Cuerpo del cilindro
Material ASTM A36 Aluminio A. inox
Peso [kg] 4,00 1,41 3,95
En la Tabla 15 se reporta el peso del cuerpo del cilindro usando los 3 materiales planteados. Como se puede observar, no existe una diferencia considerable entre el peso de los aceros, sin embargo, el peso del elemento se ve reducido a menos de la mitad (comparado con el de los aceros) usando aluminio como materia prima. Del analisis mecanico realizado, se puede concluir que cualquiera de los 3 mateiales es una opción viable para materia base del cuerpo del cilindro. Sin embargo al tomar en consideración el peso del elemento la mejor opción sería el Aluminio, el problema es que este último tiene un alto costo, haciendo poco viable su compra en esta etapa del proyecto. Comparando el acero ASTM A 36 y el acero inoxidable el punto de quiebre de nuevo es el costo, ya que el segundo es mucho más costoso que el primero, y la poca diferencia entre las propiedades mecánicas y el peso no justifican el aumento en los gastos. Entonces, el material seleccionado para la manufactura del cuerpo del cilindro es acero ASTM A36.
Barra de dientes.
De nuevo, aplicando el modelo planteado, para el caso de las barras de dientes se interpretó como una fuerza aplicada sobre la superficie de los dientes en dirección al movimiento del cilindro desgranador (área roja en la Ilustración 40) mientras se impone una restricción de soporte fijo a los agujeros destinados para los pernos que permiten en ensamble de la barra de dientes a los cuerpos del cilindro (área morada en la Ilustración 40).
Ilustración 40. Restricciones en simulación de la barra de dientes.
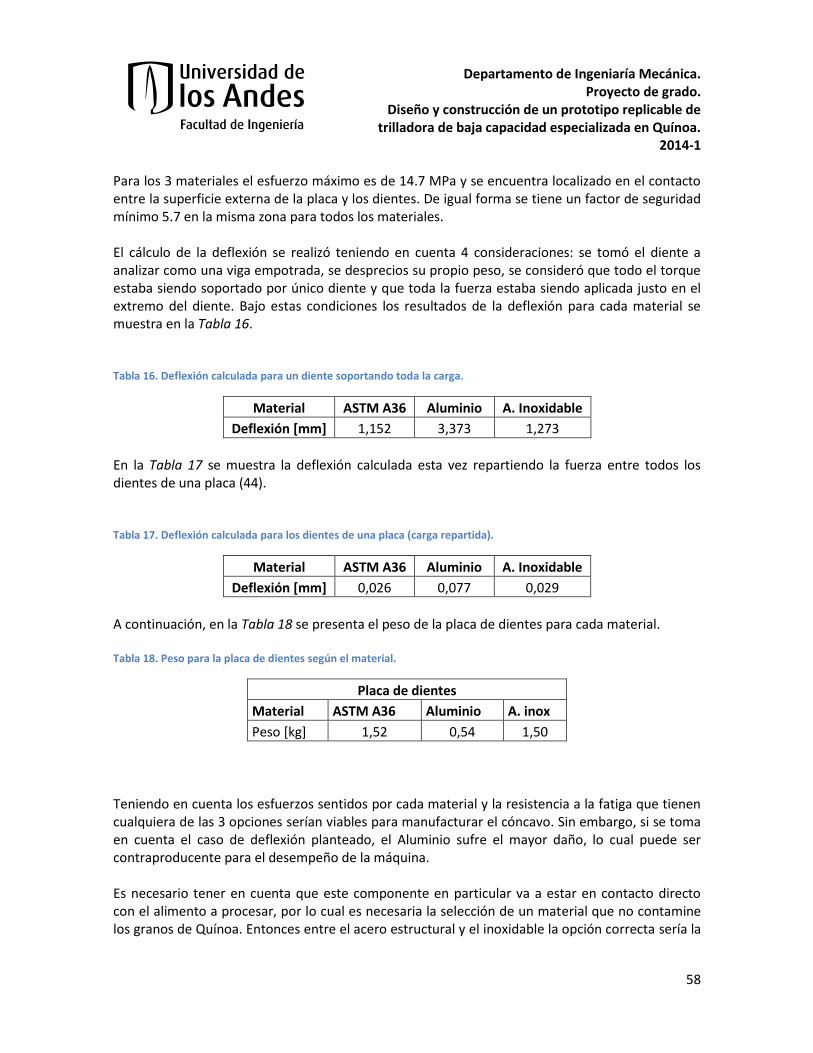
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
58
Para los 3 materiales el esfuerzo máximo es de 14.7 MPa y se encuentra localizado en el contacto entre la superficie externa de la placa y los dientes. De igual forma se tiene un factor de seguridad mínimo 5.7 en la misma zona para todos los materiales. El cálculo de la deflexión se realizó teniendo en cuenta 4 consideraciones: se tomó el diente a analizar como una viga empotrada, se desprecios su propio peso, se consideró que todo el torque estaba siendo soportado por único diente y que toda la fuerza estaba siendo aplicada justo en el extremo del diente. Bajo estas condiciones los resultados de la deflexión para cada material se muestra en la Tabla 16. Tabla 16. Deflexión calculada para un diente soportando toda la carga.
Material ASTM A36 Aluminio A. Inoxidable
Deflexión [mm] 1,152 3,373 1,273
En la Tabla 17 se muestra la deflexión calculada esta vez repartiendo la fuerza entre todos los dientes de una placa (44). Tabla 17. Deflexión calculada para los dientes de una placa (carga repartida).
Material ASTM A36 Aluminio A. Inoxidable
Deflexión [mm] 0,026 0,077 0,029
A continuación, en la Tabla 18 se presenta el peso de la placa de dientes para cada material. Tabla 18. Peso para la placa de dientes según el material.
Placa de dientes
Material ASTM A36 Aluminio A. inox
Peso [kg] 1,52 0,54 1,50
Teniendo en cuenta los esfuerzos sentidos por cada material y la resistencia a la fatiga que tienen cualquiera de las 3 opciones serían viables para manufacturar el cóncavo. Sin embargo, si se toma en cuenta el caso de deflexión planteado, el Aluminio sufre el mayor daño, lo cual puede ser contraproducente para el desempeño de la máquina. Es necesario tener en cuenta que este componente en particular va a estar en contacto directo con el alimento a procesar, por lo cual es necesaria la selección de un material que no contamine los granos de Quínoa. Entonces entre el acero estructural y el inoxidable la opción correcta sería la
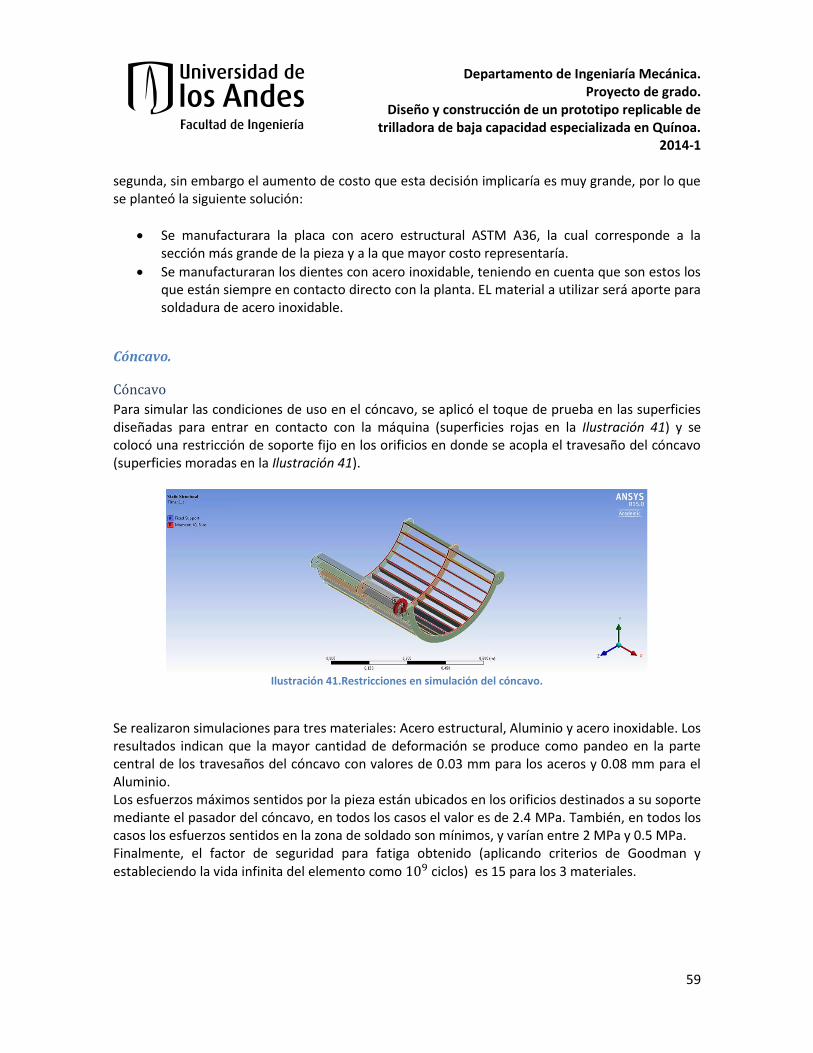
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
59
segunda, sin embargo el aumento de costo que esta decisión implicaría es muy grande, por lo que se planteó la siguiente solución:
Se manufacturara la placa con acero estructural ASTM A36, la cual corresponde a la sección más grande de la pieza y a la que mayor costo representaría.
Se manufacturaran los dientes con acero inoxidable, teniendo en cuenta que son estos los que están siempre en contacto directo con la planta. EL material a utilizar será aporte para soldadura de acero inoxidable.
Cóncavo.
Cóncavo
Para simular las condiciones de uso en el cóncavo, se aplicó el toque de prueba en las superficies diseñadas para entrar en contacto con la máquina (superficies rojas en la Ilustración 41) y se colocó una restricción de soporte fijo en los orificios en donde se acopla el travesaño del cóncavo (superficies moradas en la Ilustración 41).
Ilustración 41.Restricciones en simulación del cóncavo.
Se realizaron simulaciones para tres materiales: Acero estructural, Aluminio y acero inoxidable. Los resultados indican que la mayor cantidad de deformación se produce como pandeo en la parte central de los travesaños del cóncavo con valores de 0.03 mm para los aceros y 0.08 mm para el Aluminio. Los esfuerzos máximos sentidos por la pieza están ubicados en los orificios destinados a su soporte mediante el pasador del cóncavo, en todos los casos el valor es de 2.4 MPa. También, en todos los casos los esfuerzos sentidos en la zona de soldado son mínimos, y varían entre 2 MPa y 0.5 MPa. Finalmente, el factor de seguridad para fatiga obtenido (aplicando criterios de Goodman y estableciendo la vida infinita del elemento como ciclos) es 15 para los 3 materiales.
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
60
Tabla 19. Peso para el cóncavo según el material.
Cóncavo
Material ASTM A36 Aluminio A. inox
Peso [kg] 15,26 5,39 15,07
De nuevo se está en la situación en que las pruebas mecánicas revelan que los 3 materiales sirven para la manufactura del cóncavo, y también que el aluminio es la mejor opción debido a su bajo peso (ver Tabla 19), sin embargo, existe una complejidad adicional en el soldado del aluminio comparado con el acero y en este caso en particular donde el elemento a construir tiene una geometría algo compleja la dificultad aumenta, por esta razón (y el costo) se descarta el aluminio. Entonces, teniendo de nuevo como opciones los dos aceros, se escoge el acero estructural ASTM A 36 teniendo en cuenta su bajo consto en comparación con el acero inoxidable.
Pasador cóncavo.
El material escogido es el acero AISI 1020 gracias a su bajo costo y su disponibilidad en el mercado. Debido a que este elemento no está sometido a esfuerzos alternantes como si lo está un eje, no se fue tan riguroso en el análisis mecánico realizado. El análisis planteado se basa en la teoría de la energía de distorsión la resistencia al cortante teniendo en cuenta que los esfuerzos generados son únicamente debidos a cargas cortantes (peso del cóncavo). El factor de seguridad a esfuerzos cortantes está dado por la Ecuación 1.
Ecuación 1. Factor de seguridad a esfuerzos cortantes (pasador del cóncavo).
Se tiene entonces que el factor de seguridad a esfuerzos cortantes es de
Sistema de transmisión de potencia.
Eje.
Para la manufactura del eje diseñado se consideraron 3 materiales: Acero AISI 1020, acero AISI 1045 y Acero plata. Los análisis de falla por fluencia y fatiga fueron realizados usando el criterio de falla de Soderberg, Este criterio fue escogido debido a que es el más conservativo de los criterios de falla estudiados y teniendo en cuenta que aún se desconoce realmente las condiciones de torque a la que va ser sometido el eje, es buena práctica diseñar bajo seguro considerando la posibilidad de que el mecanismo puede llegar a ser sometido a esfuerzos mayores comparados a los que se producen debido a las condiciones establecidas para cálculos y simulaciones.
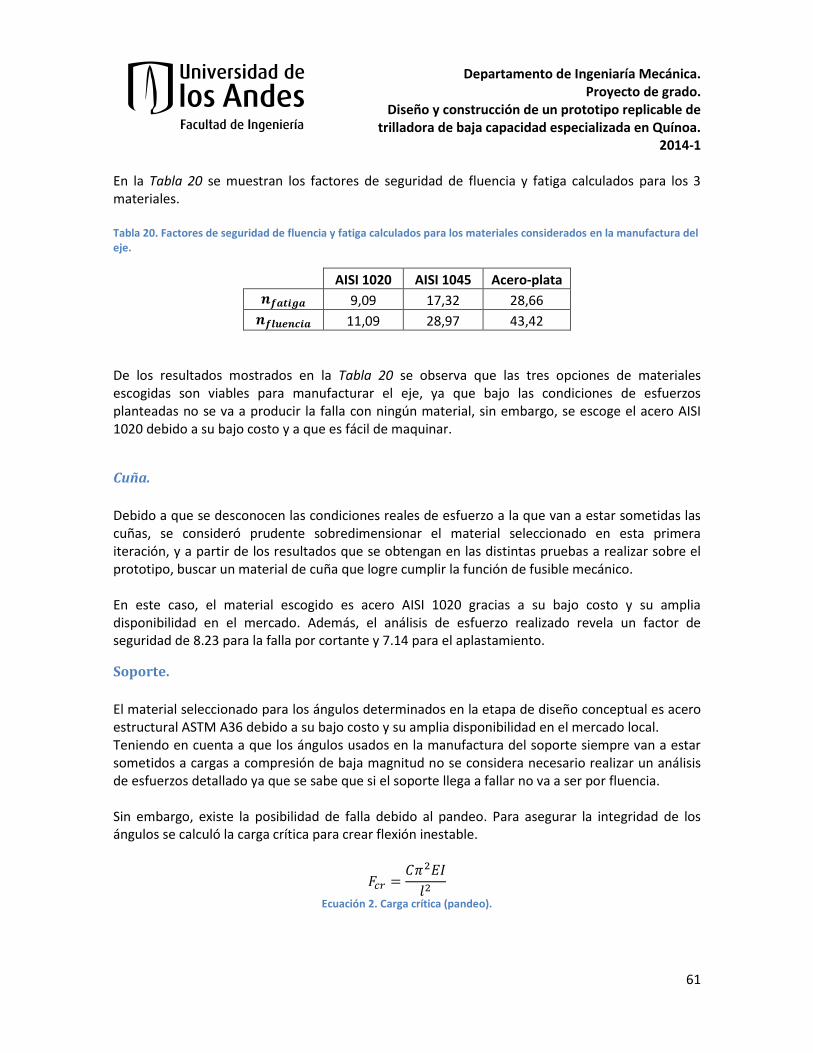
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
61
En la Tabla 20 se muestran los factores de seguridad de fluencia y fatiga calculados para los 3 materiales. Tabla 20. Factores de seguridad de fluencia y fatiga calculados para los materiales considerados en la manufactura del eje.
AISI 1020 AISI 1045 Acero-plata
9,09 17,32 28,66
11,09 28,97 43,42
De los resultados mostrados en la Tabla 20 se observa que las tres opciones de materiales escogidas son viables para manufacturar el eje, ya que bajo las condiciones de esfuerzos planteadas no se va a producir la falla con ningún material, sin embargo, se escoge el acero AISI 1020 debido a su bajo costo y a que es fácil de maquinar.
Cuña.
Debido a que se desconocen las condiciones reales de esfuerzo a la que van a estar sometidas las cuñas, se consideró prudente sobredimensionar el material seleccionado en esta primera iteración, y a partir de los resultados que se obtengan en las distintas pruebas a realizar sobre el prototipo, buscar un material de cuña que logre cumplir la función de fusible mecánico. En este caso, el material escogido es acero AISI 1020 gracias a su bajo costo y su amplia disponibilidad en el mercado. Además, el análisis de esfuerzo realizado revela un factor de seguridad de 8.23 para la falla por cortante y 7.14 para el aplastamiento.
Soporte.
El material seleccionado para los ángulos determinados en la etapa de diseño conceptual es acero estructural ASTM A36 debido a su bajo costo y su amplia disponibilidad en el mercado local. Teniendo en cuenta a que los ángulos usados en la manufactura del soporte siempre van a estar sometidos a cargas a compresión de baja magnitud no se considera necesario realizar un análisis de esfuerzos detallado ya que se sabe que si el soporte llega a fallar no va a ser por fluencia. Sin embargo, existe la posibilidad de falla debido al pandeo. Para asegurar la integridad de los ángulos se calculó la carga crítica para crear flexión inestable.
Ecuación 2. Carga crítica (pandeo).
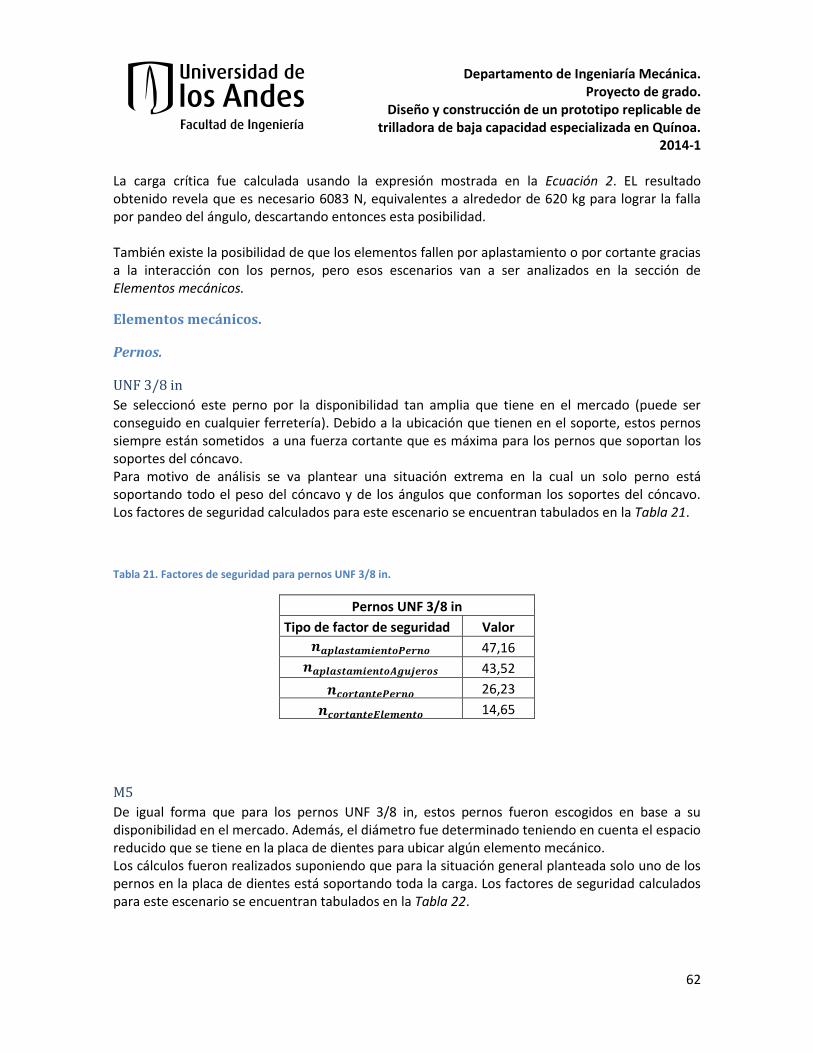
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
62
La carga crítica fue calculada usando la expresión mostrada en la Ecuación 2. EL resultado obtenido revela que es necesario 6083 N, equivalentes a alrededor de 620 kg para lograr la falla por pandeo del ángulo, descartando entonces esta posibilidad. También existe la posibilidad de que los elementos fallen por aplastamiento o por cortante gracias a la interacción con los pernos, pero esos escenarios van a ser analizados en la sección de Elementos mecánicos.
Elementos mecánicos.
Pernos.
UNF 3/8 in
Se seleccionó este perno por la disponibilidad tan amplia que tiene en el mercado (puede ser conseguido en cualquier ferretería). Debido a la ubicación que tienen en el soporte, estos pernos siempre están sometidos a una fuerza cortante que es máxima para los pernos que soportan los soportes del cóncavo. Para motivo de análisis se va plantear una situación extrema en la cual un solo perno está soportando todo el peso del cóncavo y de los ángulos que conforman los soportes del cóncavo. Los factores de seguridad calculados para este escenario se encuentran tabulados en la Tabla 21.
Tabla 21. Factores de seguridad para pernos UNF 3/8 in.
Pernos UNF 3/8 in
Tipo de factor de seguridad Valor
47,16
43,52
26,23
14,65
M5
De igual forma que para los pernos UNF 3/8 in, estos pernos fueron escogidos en base a su disponibilidad en el mercado. Además, el diámetro fue determinado teniendo en cuenta el espacio reducido que se tiene en la placa de dientes para ubicar algún elemento mecánico. Los cálculos fueron realizados suponiendo que para la situación general planteada solo uno de los pernos en la placa de dientes está soportando toda la carga. Los factores de seguridad calculados para este escenario se encuentran tabulados en la Tabla 22.
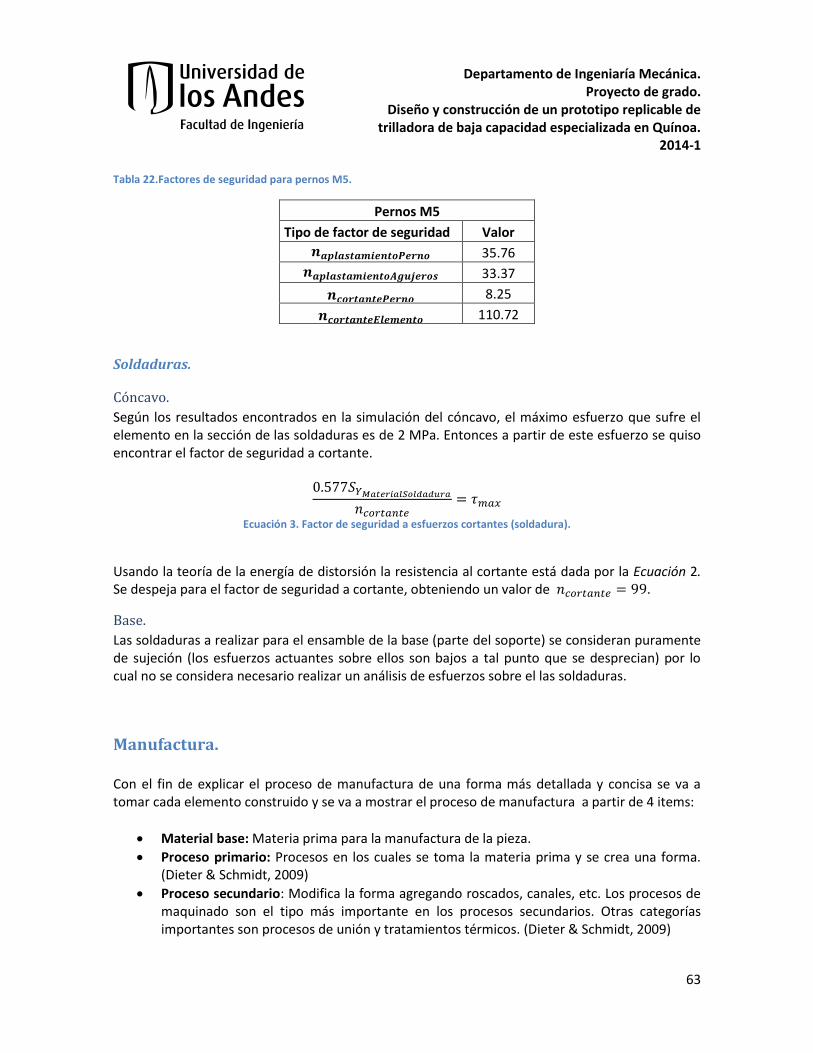
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
63
Tabla 22.Factores de seguridad para pernos M5.
Pernos M5
Tipo de factor de seguridad Valor
35.76
33.37
8.25
110.72
Soldaduras.
Cóncavo.
Según los resultados encontrados en la simulación del cóncavo, el máximo esfuerzo que sufre el elemento en la sección de las soldaduras es de 2 MPa. Entonces a partir de este esfuerzo se quiso encontrar el factor de seguridad a cortante.
Ecuación 3. Factor de seguridad a esfuerzos cortantes (soldadura).
Usando la teoría de la energía de distorsión la resistencia al cortante está dada por la Ecuación 2. Se despeja para el factor de seguridad a cortante, obteniendo un valor de .
Base.
Las soldaduras a realizar para el ensamble de la base (parte del soporte) se consideran puramente de sujeción (los esfuerzos actuantes sobre ellos son bajos a tal punto que se desprecian) por lo cual no se considera necesario realizar un análisis de esfuerzos sobre el las soldaduras.
Manufactura. Con el fin de explicar el proceso de manufactura de una forma más detallada y concisa se va a tomar cada elemento construido y se va a mostrar el proceso de manufactura a partir de 4 items:
Material base: Materia prima para la manufactura de la pieza.
Proceso primario: Procesos en los cuales se toma la materia prima y se crea una forma. (Dieter & Schmidt, 2009)
Proceso secundario: Modifica la forma agregando roscados, canales, etc. Los procesos de maquinado son el tipo más importante en los procesos secundarios. Otras categorías importantes son procesos de unión y tratamientos térmicos. (Dieter & Schmidt, 2009)
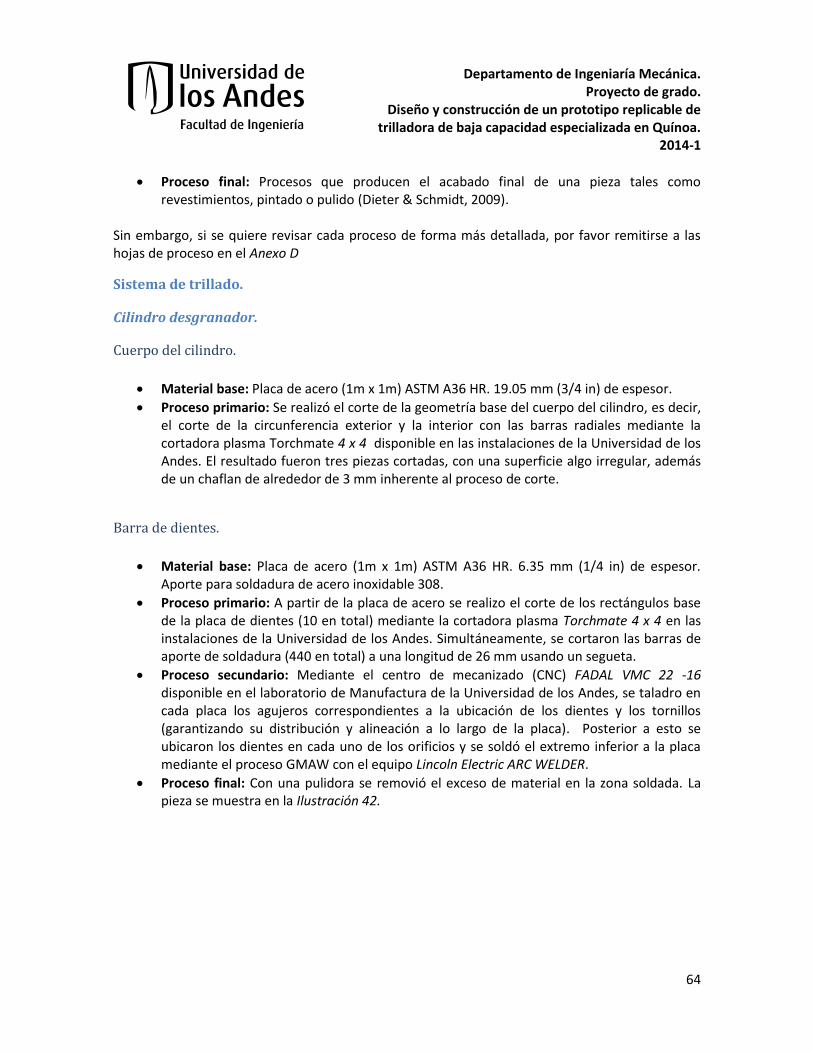
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
64
Proceso final: Procesos que producen el acabado final de una pieza tales como revestimientos, pintado o pulido (Dieter & Schmidt, 2009).
Sin embargo, si se quiere revisar cada proceso de forma más detallada, por favor remitirse a las hojas de proceso en el Anexo D
Sistema de trillado.
Cilindro desgranador.
Cuerpo del cilindro.
Material base: Placa de acero (1m x 1m) ASTM A36 HR. 19.05 mm (3/4 in) de espesor.
Proceso primario: Se realizó el corte de la geometría base del cuerpo del cilindro, es decir, el corte de la circunferencia exterior y la interior con las barras radiales mediante la cortadora plasma Torchmate 4 x 4 disponible en las instalaciones de la Universidad de los Andes. El resultado fueron tres piezas cortadas, con una superficie algo irregular, además de un chaflan de alrededor de 3 mm inherente al proceso de corte.
Barra de dientes.
Material base: Placa de acero (1m x 1m) ASTM A36 HR. 6.35 mm (1/4 in) de espesor. Aporte para soldadura de acero inoxidable 308.
Proceso primario: A partir de la placa de acero se realizo el corte de los rectángulos base de la placa de dientes (10 en total) mediante la cortadora plasma Torchmate 4 x 4 en las instalaciones de la Universidad de los Andes. Simultáneamente, se cortaron las barras de aporte de soldadura (440 en total) a una longitud de 26 mm usando un segueta.
Proceso secundario: Mediante el centro de mecanizado (CNC) FADAL VMC 22 -16 disponible en el laboratorio de Manufactura de la Universidad de los Andes, se taladro en cada placa los agujeros correspondientes a la ubicación de los dientes y los tornillos (garantizando su distribución y alineación a lo largo de la placa). Posterior a esto se ubicaron los dientes en cada uno de los orificios y se soldó el extremo inferior a la placa mediante el proceso GMAW con el equipo Lincoln Electric ARC WELDER.
Proceso final: Con una pulidora se removió el exceso de material en la zona soldada. La pieza se muestra en la Ilustración 42.
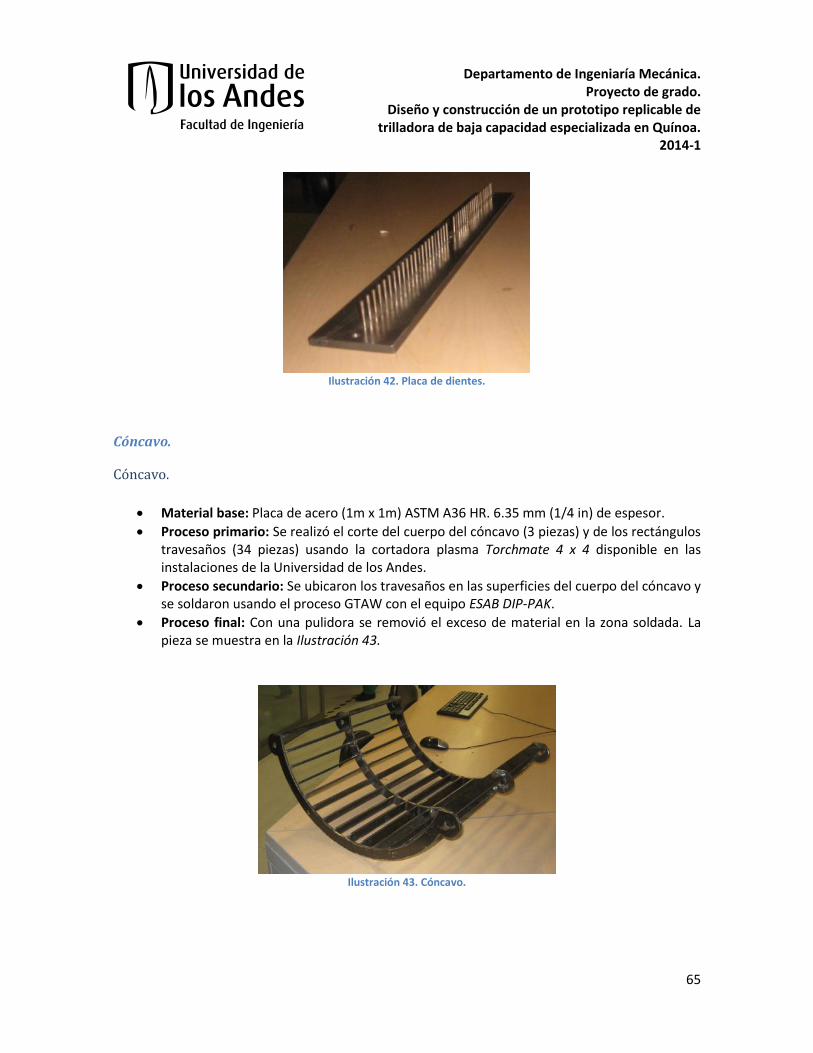
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
65
Ilustración 42. Placa de dientes.
Cóncavo.
Cóncavo.
Material base: Placa de acero (1m x 1m) ASTM A36 HR. 6.35 mm (1/4 in) de espesor.
Proceso primario: Se realizó el corte del cuerpo del cóncavo (3 piezas) y de los rectángulos travesaños (34 piezas) usando la cortadora plasma Torchmate 4 x 4 disponible en las instalaciones de la Universidad de los Andes.
Proceso secundario: Se ubicaron los travesaños en las superficies del cuerpo del cóncavo y se soldaron usando el proceso GTAW con el equipo ESAB DIP-PAK.
Proceso final: Con una pulidora se removió el exceso de material en la zona soldada. La pieza se muestra en la Ilustración 43.
Ilustración 43. Cóncavo.
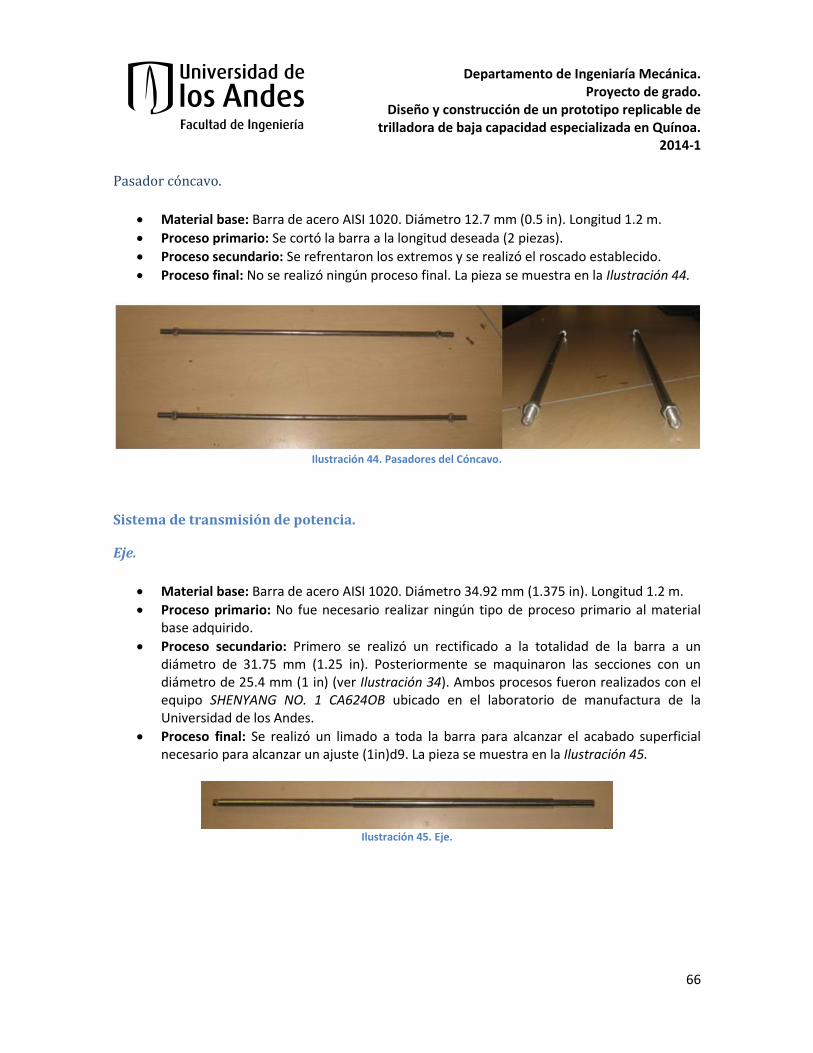
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
66
Pasador cóncavo.
Material base: Barra de acero AISI 1020. Diámetro 12.7 mm (0.5 in). Longitud 1.2 m.
Proceso primario: Se cortó la barra a la longitud deseada (2 piezas).
Proceso secundario: Se refrentaron los extremos y se realizó el roscado establecido.
Proceso final: No se realizó ningún proceso final. La pieza se muestra en la Ilustración 44.
Ilustración 44. Pasadores del Cóncavo.
Sistema de transmisión de potencia.
Eje.
Material base: Barra de acero AISI 1020. Diámetro 34.92 mm (1.375 in). Longitud 1.2 m.
Proceso primario: No fue necesario realizar ningún tipo de proceso primario al material base adquirido.
Proceso secundario: Primero se realizó un rectificado a la totalidad de la barra a un diámetro de 31.75 mm (1.25 in). Posteriormente se maquinaron las secciones con un diámetro de 25.4 mm (1 in) (ver Ilustración 34). Ambos procesos fueron realizados con el equipo SHENYANG NO. 1 CA624OB ubicado en el laboratorio de manufactura de la Universidad de los Andes.
Proceso final: Se realizó un limado a toda la barra para alcanzar el acabado superficial necesario para alcanzar un ajuste (1in)d9. La pieza se muestra en la Ilustración 45.
Ilustración 45. Eje.
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
67
Soporte.
Base.
Ángulo 620 mm.
Material base: Ángulo de acero ASTM A36. Referencia DIACO 1 in x 1 in x 3/16 in.
Proceso primario: Se realizó el corte del ángulo seleccionado a la longitud de 620 mm (2 piezas).
Proceso secundario: Se taladraron los orificios para el acople de los soportes del cóncavo en los extremos de cada ángulo. También se realizaron los orificios centrales que permiten la conexión a los ángulos de refuerzo. Finalmente se esmerilaron los bordes y se retiraron los residuos que quedaron después del taladrado.
Proceso final: Se pintaron los ángulos de color negro para dar un mejor acabado y apariencia.
Ángulo 530 mm.
Material base: Ángulo de acero ASTM A36. Referencia DIACO 1 in x 1 in x 3/16 in.
Proceso primario: Se realizó el corte del ángulo seleccionado a la longitud de 530 mm (2 piezas).
Proceso secundario: Se realizó un “destijere” en cada extremo de los ángulos. Se taladraron los orificios para el acople de los soportes del cóncavo en los extremos de cada ángulo. Finalmente se esmerilaron los bordes y se retiraron los residuos que quedaron después del taladrado.
Proceso final: Se pintaron los ángulos de color negro para dar un mejor acabado y apariencia.
Soportes cóncavo.
Ángulo 940 mm.
Material base: Ángulo de acero ASTM A36. Referencia DIACO 1 in x 1 in x 3/16 in.
Proceso primario: Se realizó el corte del ángulo seleccionado a la longitud de 940 mm (2 piezas).
Proceso secundario: Se realizó un “destijere” en cada extremo de los ángulos. Se taladraron los orificios para el acople de los soportes del cóncavo en los extremos de cada ángulo. También se realizaron los orificios centrales que permiten la conexión a los ángulos de refuerzo y el orificio que sirve de soporte para el pasador del cóncavo.

Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
68
Finalmente se esmerilaron los bordes y se retiraron los residuos que quedaron después del taladrado.
Proceso final: Se pintaron los ángulos de color negro para dar un mejor acabado y apariencia. La pieza se muestra en la Ilustración 46.
Ilustración 46. Ángulos 940 mm.
Ángulo 1150 mm.
Material base: Ángulo de acero ASTM A36. Referencia DIACO 1 in x 1 in x 3/16 in.
Proceso primario: Se realizó el corte del ángulo seleccionado a la longitud de 1150 mm (2 piezas).
Proceso secundario: Se realizó un “destijere” en cada extremo de los ángulos. Se taladraron los orificios para el acople de los soportes del cóncavo en los extremos de cada ángulo. También se realizaron los orificios centrales que permiten la conexión a los ángulos de refuerzo y el orificio que sirve de soporte para el travesaño del cóncavo. Finalmente se esmerilaron los bordes y se retiraron los residuos que quedaron después del taladrado.
Proceso final: Se pintaron los ángulos de color negro para dar un mejor acabado y apariencia. La pieza se muestra en la Ilustración 47.
Ilustración 47. Ángulos 1150 mm.

Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
69
Soportes del eje.
Material base: Ángulo de acero ASTM A36. Referencia DIACO 1 in x 1 in x 3/16 in.
Proceso primario: Se realizó el corte del ángulo seleccionado a la longitud de 1007 mm (8 piezas).
Proceso secundario: Se esmerilaron los bordes. Posterior se soldaron los ángulos de a parejas en la configuración que se muestra en la Ilustración 38.
Proceso final: Se pintaron los ángulos de color negro para dar un mejor acabado y apariencia.
Ensamble. Como primer paso, se soldaron los soportes del eje a la base en la posición diseñada (ver Ilustración 48).
Ilustración 48. Base.
Se ensamblaron los soportes del cóncavo a la base mediante los pernos UNF 3/8 previamente seleccionados y su correspondiente tuerca. Luego, usando pernos UNF 3/8 se acoplaron los ángulos de refuerzo (ver Ilustración 49).

Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
70
Ilustración 49. Soporte.
Posterior a esto se acoplo el cóncavo al soporte usando los pasadores del cóncavo. Los últimos fueron asegurados a la base usando tuercas de ½ in, roscadas al extremo de cada barra. Finalmente, se ensamblaron las chumaceras a los soportes del eje, se alinearon y se verifico que los demás elementos estuvieran a nivel (ver Ilustración 50).
Ilustración 50. Soporte con Cóncavo.
Los costos relacionados a la manufactura del prototipo se especifican en el Anexo F.
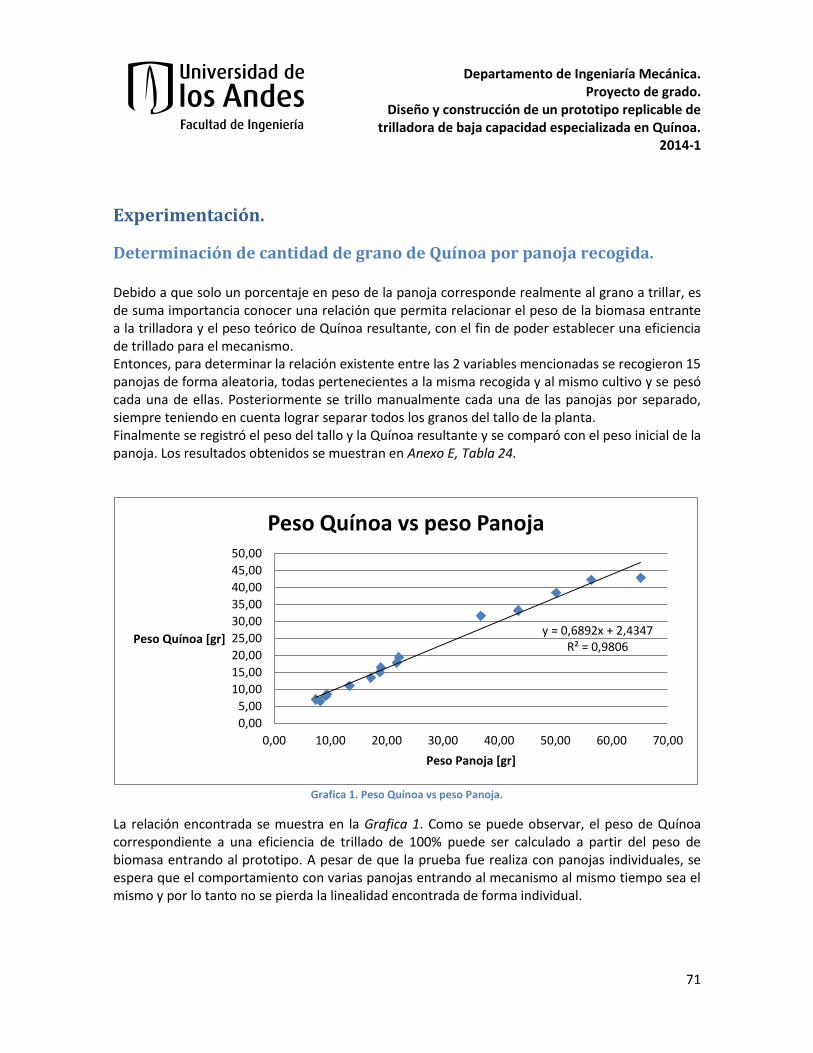
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
71
Experimentación.
Determinación de cantidad de grano de Quínoa por panoja recogida. Debido a que solo un porcentaje en peso de la panoja corresponde realmente al grano a trillar, es de suma importancia conocer una relación que permita relacionar el peso de la biomasa entrante a la trilladora y el peso teórico de Quínoa resultante, con el fin de poder establecer una eficiencia de trillado para el mecanismo. Entonces, para determinar la relación existente entre las 2 variables mencionadas se recogieron 15 panojas de forma aleatoria, todas pertenecientes a la misma recogida y al mismo cultivo y se pesó cada una de ellas. Posteriormente se trillo manualmente cada una de las panojas por separado, siempre teniendo en cuenta lograr separar todos los granos del tallo de la planta. Finalmente se registró el peso del tallo y la Quínoa resultante y se comparó con el peso inicial de la panoja. Los resultados obtenidos se muestran en Anexo E, Tabla 24.
Grafica 1. Peso Quínoa vs peso Panoja.
La relación encontrada se muestra en la Grafica 1. Como se puede observar, el peso de Quínoa correspondiente a una eficiencia de trillado de 100% puede ser calculado a partir del peso de biomasa entrando al prototipo. A pesar de que la prueba fue realiza con panojas individuales, se espera que el comportamiento con varias panojas entrando al mecanismo al mismo tiempo sea el mismo y por lo tanto no se pierda la linealidad encontrada de forma individual.
y = 0,6892x + 2,4347 R² = 0,9806
0,00
5,00
10,00
15,00
20,00
25,00
30,00
35,00
40,00
45,00
50,00
0,00 10,00 20,00 30,00 40,00 50,00 60,00 70,00
Peso Quínoa [gr]
Peso Panoja [gr]
Peso Quínoa vs peso Panoja
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
72
Faltantes y recomendaciones. A pesar de que se realizó el corte de la geometría básica para el cuerpo del cilindro, no fue posible realizar los procesos secundarios necesarios (rectificado del diámetro externo e interno, taladrado de orificio central, maquinado de cuña, taladrado de orificios perimetrales y balanceo) debido a que no se tienen las herramientas necesarias. Consecuencia directa de lo mencionado fue el no poder realizar la experimentación necesaria para determinar las condiciones a las que trabajaría la máquina y la validación de que efectivamente el prototipo trilla de forma eficiente la Quínoa o en caso contrario ver que ajustes es necesario realizar al diseño. Teniendo en cuenta lo dicho anteriormente, se recomienda diseñar teniendo como primer parámetro la capacidad de las herramientas que están disponibles en las instalaciones de la universidad. En cuanto al proceso de diseño, se recomienda que cuando sea posible terminar de ensamblar el prototipo, se den prioridad a las pruebas de caracterización de torque. Los resultados que arrojaran esas pruebas permitirán saber las fuerzas actuantes sobre los componentes de la máquina, y fuera de que proporcionara la información necesaria para hacer el primer acercamiento a la selección del sistema de transmisión de potencia, también permitirán la exploración de nuevos materiales que resistan las condiciones mecánicas actuante sobre los elementos de la máquina.
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
73
Conclusiones.
Se establecieron criterios de diseño que permitieron encaminar el proyecto a la mejor solución para el problema.
Se estableció la geometría del prototipo y sus distintos elementos teniendo en cuenta los requerimientos y los criterios planteados.
Se realizaron planos de detalle de las piezas diseñadas permitiendo la futura producción del prototipo por terceros.
Se siguió un proceso formal de diseño en la búsqueda de lograr encontrar la solución a un problema específico planteado por una comunidad.
Para llevar un proceso de diseño exitoso, es necesario conocer claramente el problema que se quiere solucionar con el diseño, y los requerimientos y criterios que van a regir las decisiones, el camino y la evolución del proyecto. Para esto es indispensable tener un contacto directo con la comunidad o elemento que se está viendo afecto para poder llegar a entender realmente el problema y enfocar el proyecto a la solución deseada.
Existe un alto grado de dificultad en el momento de escoger cuál de los diseños planteados para un proyecto es el que más se ajusta a la solución del problema. Esto se debe a que generalmente los criterios con los que se evalúan las opciones suelen ser cualitativas, por lo que el proceso de selección suele verse sesgado por las inclinaciones del diseñador. Entonces, para evitar la inclinación de la balanza hacia alguna de las alternativas, es buena práctica llevar algún tipo de metodología de selección para evitar sesgos innecesarios. Cabe resaltar que es sumamente importante conocer a fondo el proceso de la metodología de selección a usar y estar seguro de que aplica a el proceso de diseño que se lleva a cabo.
Gracias a las dimensiones establecidas para la máquina, el usuario puede operar la máquina cómodamente. A pesar de que no fue posible poner en funcionamiento el prototipo, con los elementos manufacturados se puede constatar que la altura a la que se encuentra la entrada de la planta (altura del cóncavo) no permite movimientos brucos por parte del operario en el momento de alimentar la trilladora.
Para dar un buen uso de las herramientas computacionales usadas para simular las condiciones de uso (en este caso ANSYS Workbench) es necesario conocer las condiciones reales de esfuerzos a las que va a ser sometida la máquina y empezar a iterar el diseño con distintos materiales. Para este proyecto se utilizó la simulación computacional bajo unos parámetros escogidos según recomendaciones literarias, sin embargo existe una gran incertidumbre acerca del comportamiento del material en el momento de operación de la máquina ya que a pesar de las estimaciones, no se tiene certeza de las condiciones reales de funcionamiento.
Los procesos de manufactura planteados y realizados para las distintas piezas fabricadas fueron realizados con herramientas que pueden ser encontradas en la mayorías de talleres de maquinado. El proceso que requirió un grado más alto de tecnología fue el taladrado de los orificios para los dientes y los pernos en la placa de dientes (realizado en un centro de mecanizado CNC), sin embargo este proceso puede ser realizado en un taladro.
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
74
Bibliografía
Andean Products. (2006). El futuro de los productos andinos en la región alta y los valles centrales
de los andes. Organización de las Naciones Unidas para el desarrollo industrial.
Budynas, R. G., & Nisbett, J. K. (2012). Diseño en Ingeniería mecánica de Shigley. México, D.F.:
McGraw-Hill.
Capelli, C., Cencigh, P., & Zamparo, P. (2000). Energy cost and mechanical efficiency of riding a
four-wheeled, human powered, recumbent vehicle. European Journal of Applied
Physiology, 499-505.
Colque, R. R. (Noviembre de 2010). Scribd. Recuperado el 17 de Agosto de 2013, de
http://es.scribd.com/doc/46057272/Maquinaria-Para-La-Postcosecha-y-Beneficiado-de-
La-Quinua-R-Miranda
Desconocio. (2012). Cosecha de cereales.
Dieter, G. E., & Schmidt, L. C. (2009). Engineering Design. New York: McGraw-Hill.
Direccion regional agraria Puno. (2011). Comportamiento actual de los agentes de la cadena
productiva de Qunua en la región Puno. Puno: Gobierno regional Puno.
Gordon, D., & Rowland, F. (2004). Bicycling Science. London, England: MIT press.
Márquez, L. (2012). Los sistemas de trilla y separación de las cosechadoras de grano. Agrotécnica,
28 - 35.
Meyhuay, M. (s.f.). Recuperado el 16 de Julio de 2013, de
http://www.cd3wd.com/cd3wd_40/INPHO/COMPEND/TEXT/EN/CH11_04.HTM
Miranda, R. (s.f.). Todo sobre la Quínua. Recuperado el 16 de Febrero de 2013, de
http://laquinua.blogspot.com/2011/04/la-saponina-de-quinua.html
Montenoa. (s.f.). Montenoa. Recuperado el 15 de Abril de 2014, de
http://montenoa.com/nutricional.htm
Montoya Restrepo, L. A., Martínez Vianchá, L., & Peralta Ballesteros, J. (2005). Analisis de variables
estratégicas para la conformacion de una cadena productiva de quinua en Colombia.
INNOVAR, revista de ciencias administrativas y sociales.
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
75
PROINPA. (Abril de 2008). proinpa.org. Recuperado el 16 de Agosto de 2013, de
ftp://flar.org/ipgri/Canihua/Libros,%20posters,%20resumenes/Prototipos%20trilladoras%
20de%20granos_PROINPA.pdf
PROINPA. (2011). La quinua: cultivo milenario para contribuir a la seguridad alimentaria mundial.
FAO.
Puentes Aguilar, N. C. (2006). Implementacion de los cultivos de Quinua en Saboya-Boyaca. Bogotá
D.C.: Escuela Superior de Administracion Publica.
Quínoa, F. (s.f.). Factoria Quínoa. Recuperado el 12 de Julio de 2013, de
http://www.factoriaquinoa.com/es/
Reyes Montaño, E. A., Avila Torres, D. P., & Guevara Pulido, J. O. (2006). Componente nutricional
de diferentes variedades de Quínoa de la region Andina. AVANCES Investigacion en
ingeniería., 86-97.
Rosales Barrera, L. A. (04 de Octubre de 2010). Futuro Agronomo. Recuperado el 14 de Abril de
2014, de http://futuroagronomo.blogspot.com/2011/10/cosecha-manual-y-mecanizada-
de-la.html
Salas, S. (s.f.). Organizacion de las Naciones Unidas para la Alimentación y la Agricultura.
Recuperado el 14 de Abril de 2014, de
http://www.rlc.fao.org/es/agricultura/produ/cdrom/contenido/libro14/cap5.3.htm
Valero, C. (s.f.). Sistemas de trilla y separación en cosechadoras de cereal. 1 - 5.
Zamudio, T. (s.f.). Derecho de los pueblos indigenas. Recuperado el 15 de Abril de 2014, de
http://indigenas.bioetica.org/base/base-a7.htm#_Toc23740776
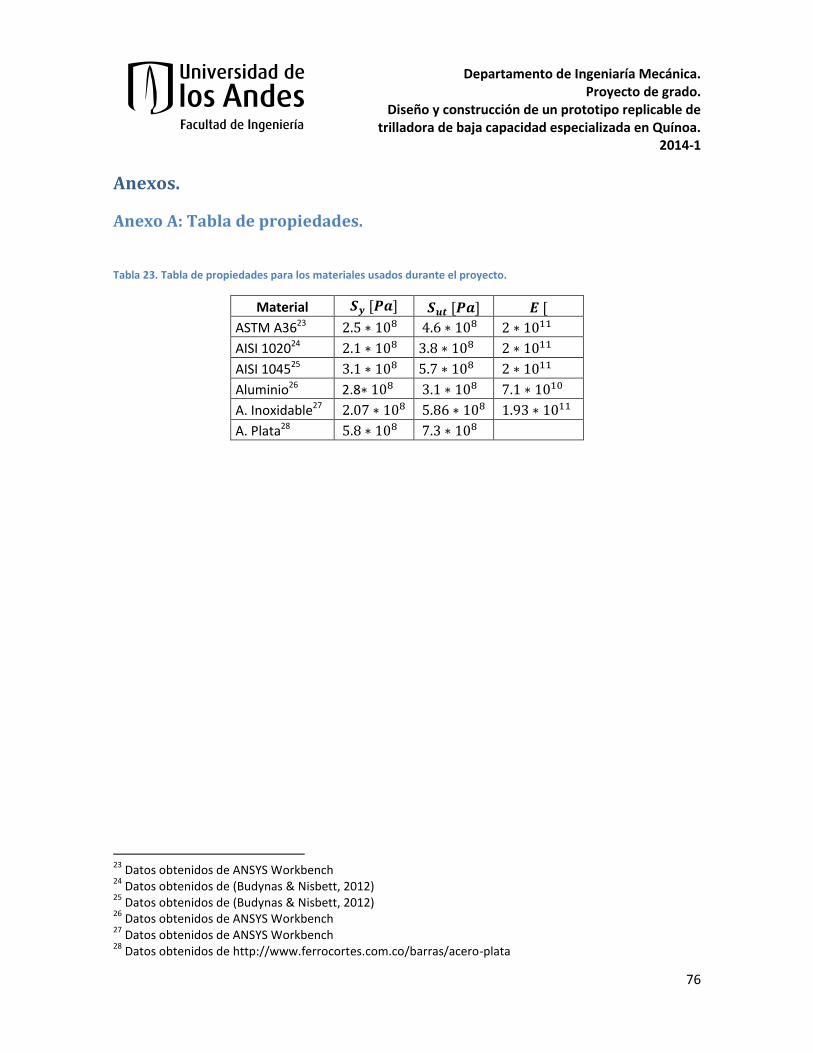
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
76
Anexos.
Anexo A: Tabla de propiedades.
Tabla 23. Tabla de propiedades para los materiales usados durante el proyecto.
Material
ASTM A3623
AISI 102024
AISI 104525
Aluminio26 2.8
A. Inoxidable27
A. Plata28
23
Datos obtenidos de ANSYS Workbench 24
Datos obtenidos de (Budynas & Nisbett, 2012) 25
Datos obtenidos de (Budynas & Nisbett, 2012) 26
Datos obtenidos de ANSYS Workbench 27
Datos obtenidos de ANSYS Workbench 28
Datos obtenidos de http://www.ferrocortes.com.co/barras/acero-plata
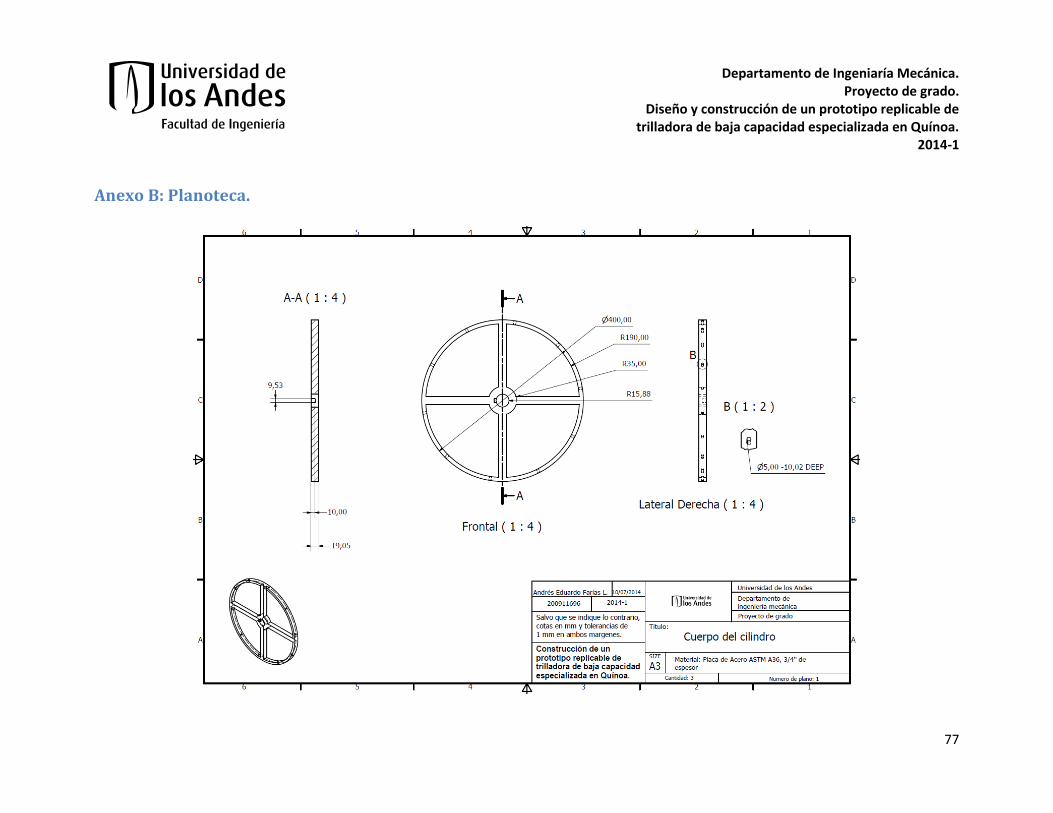
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
77
Anexo B: Planoteca.
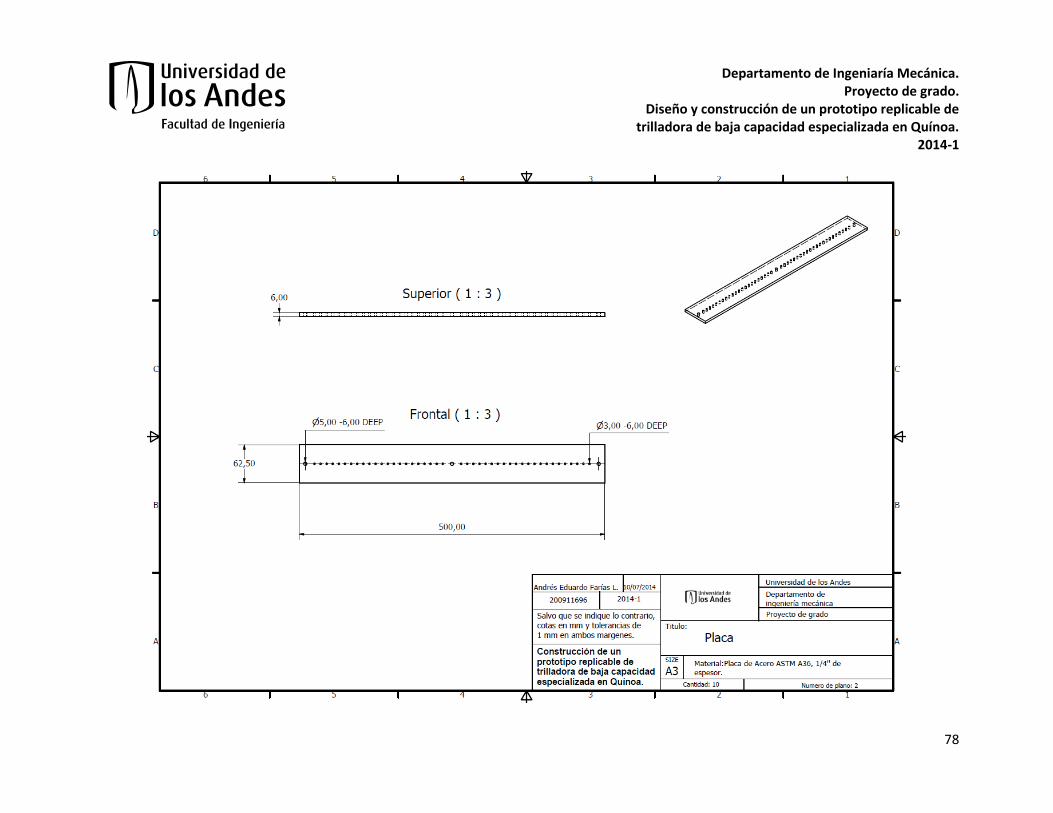
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
78
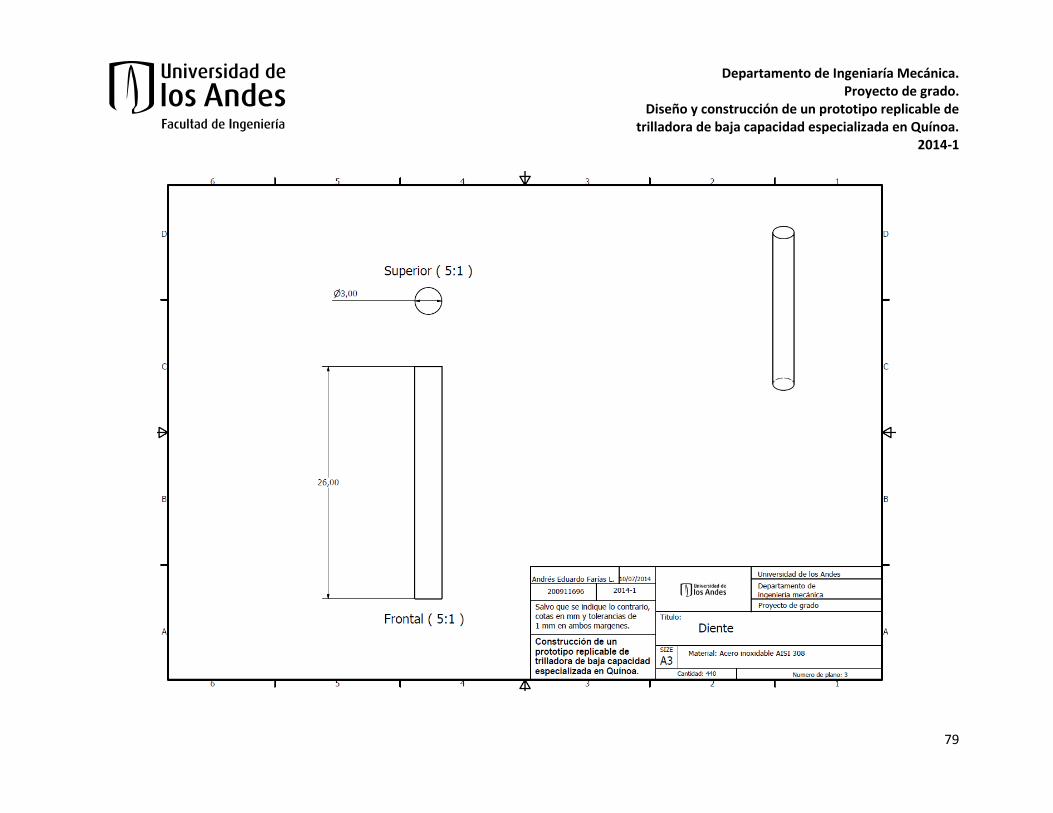
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
79
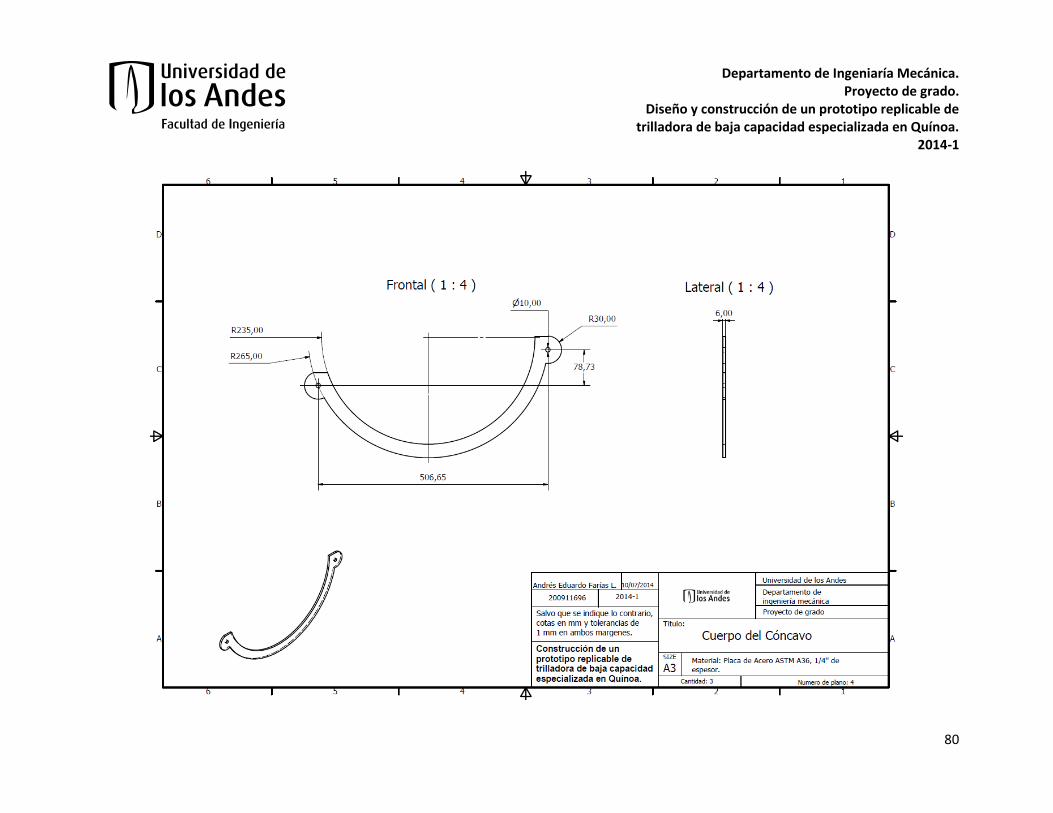
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
80
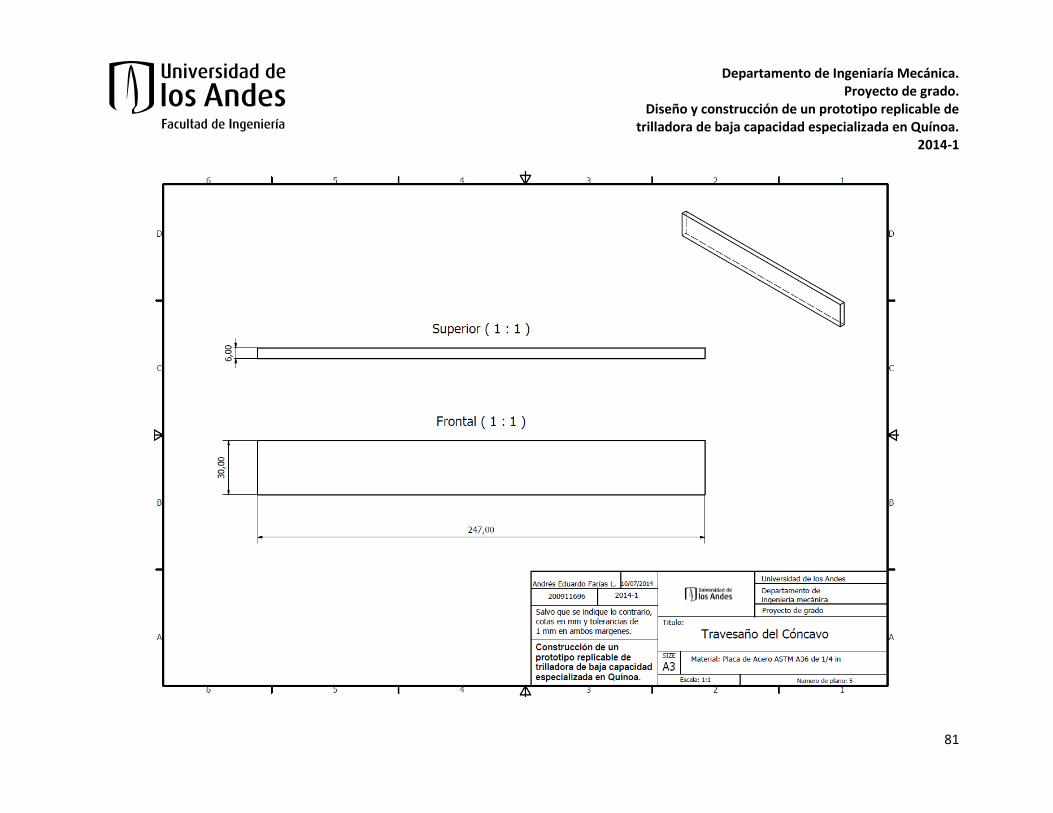
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
81
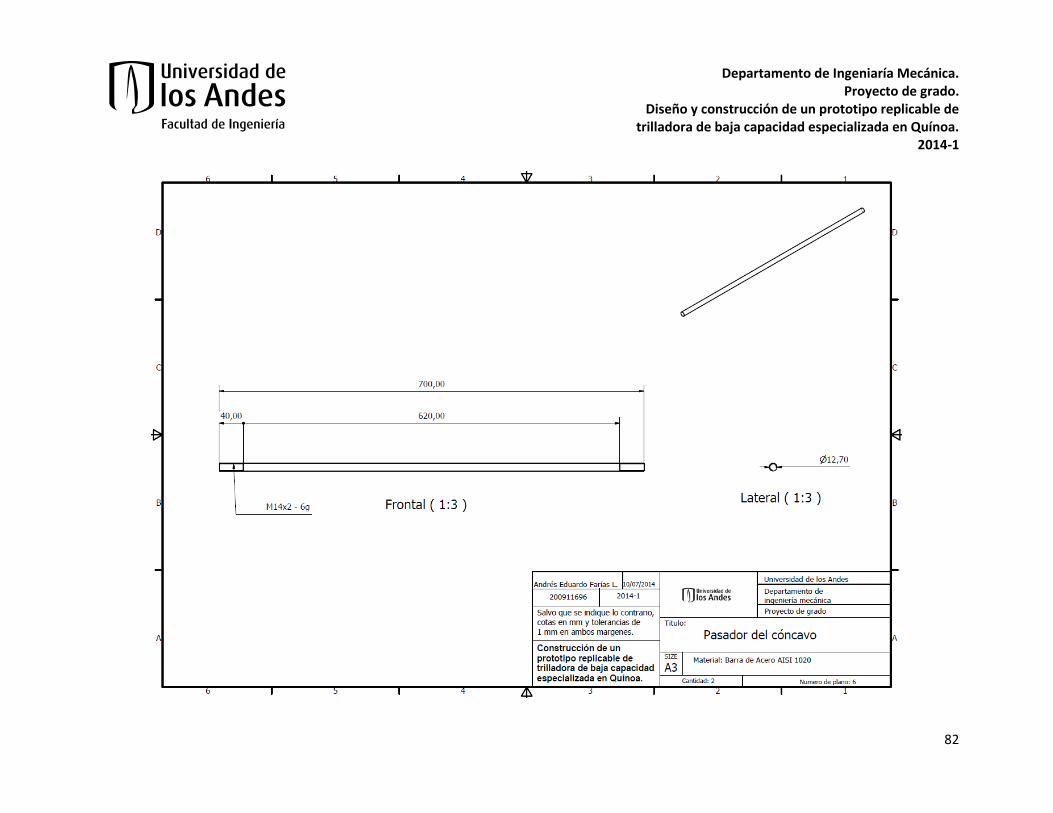
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
82
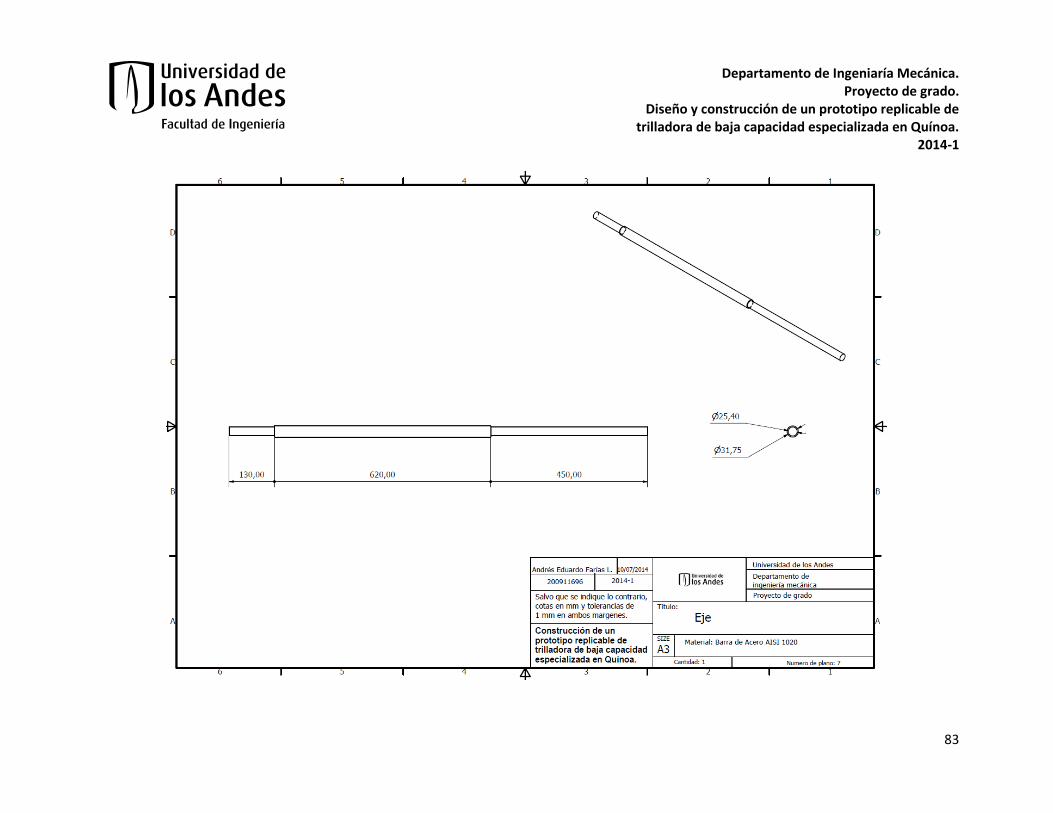
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
83
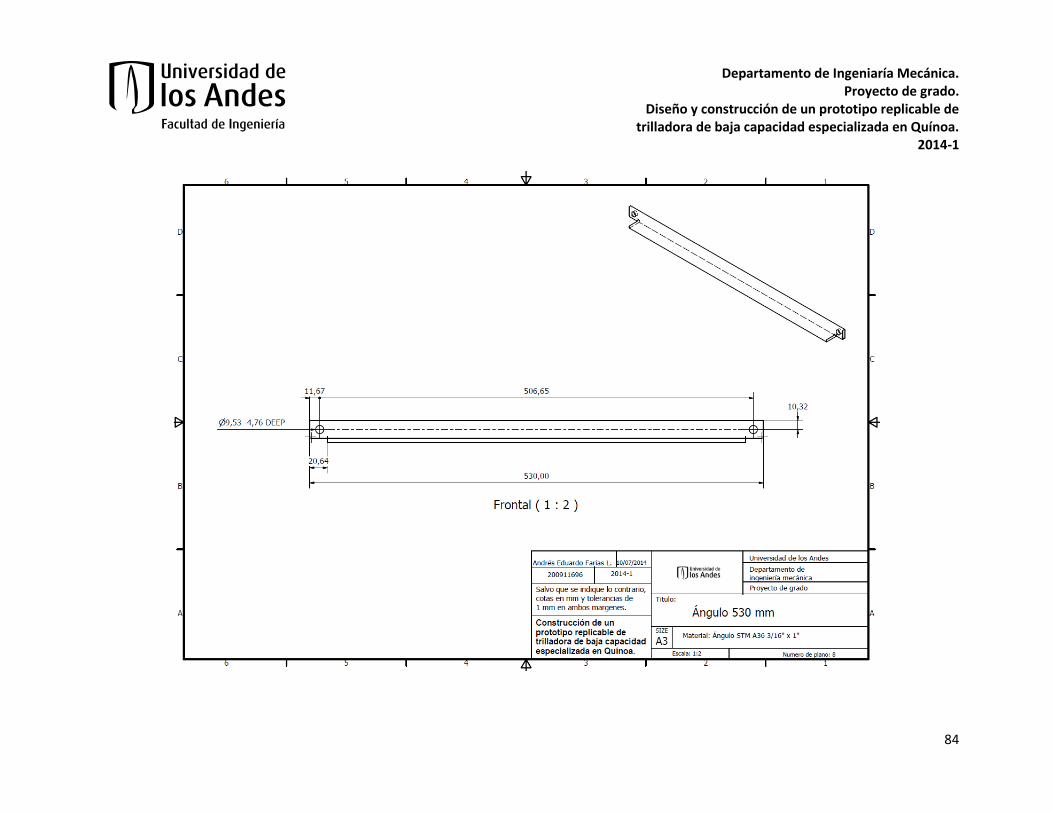
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
84
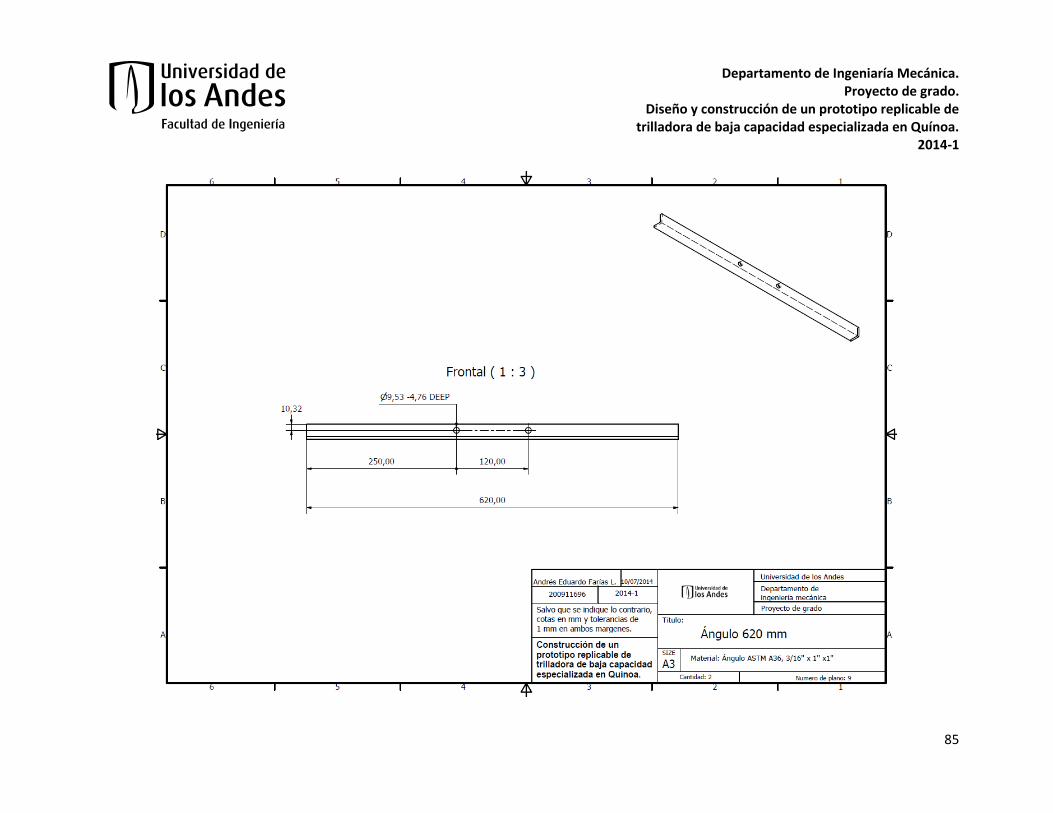
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
85
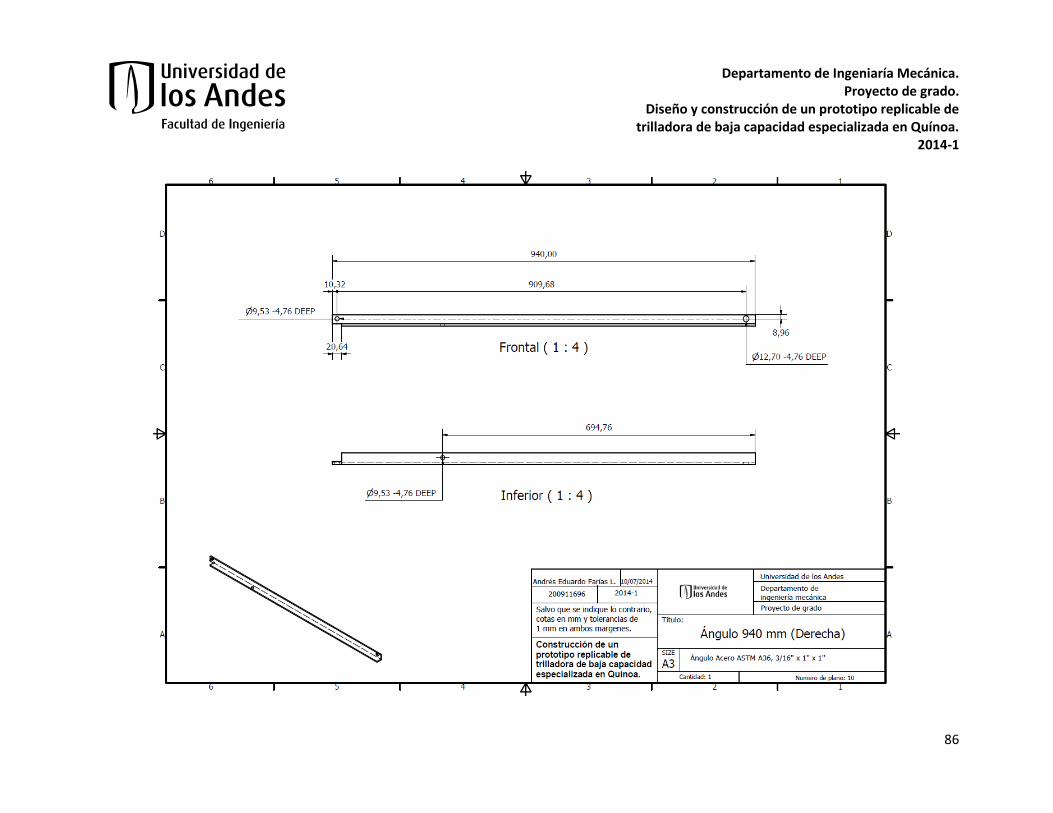
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
86
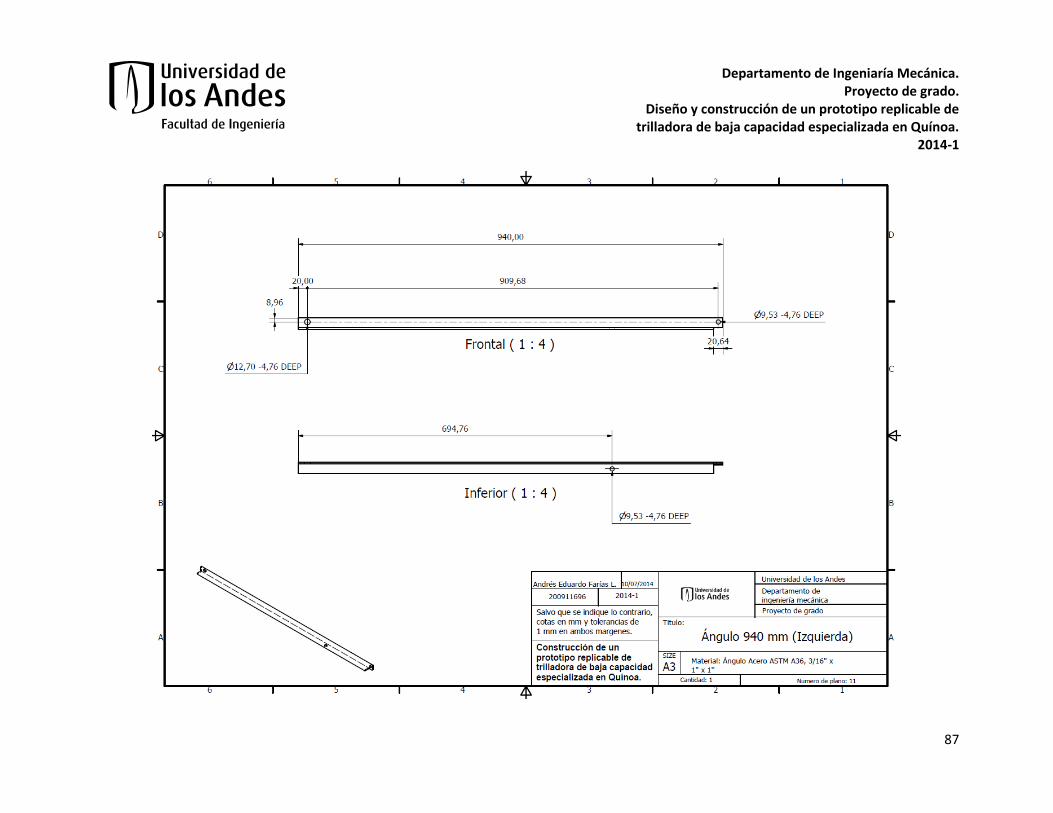
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
87
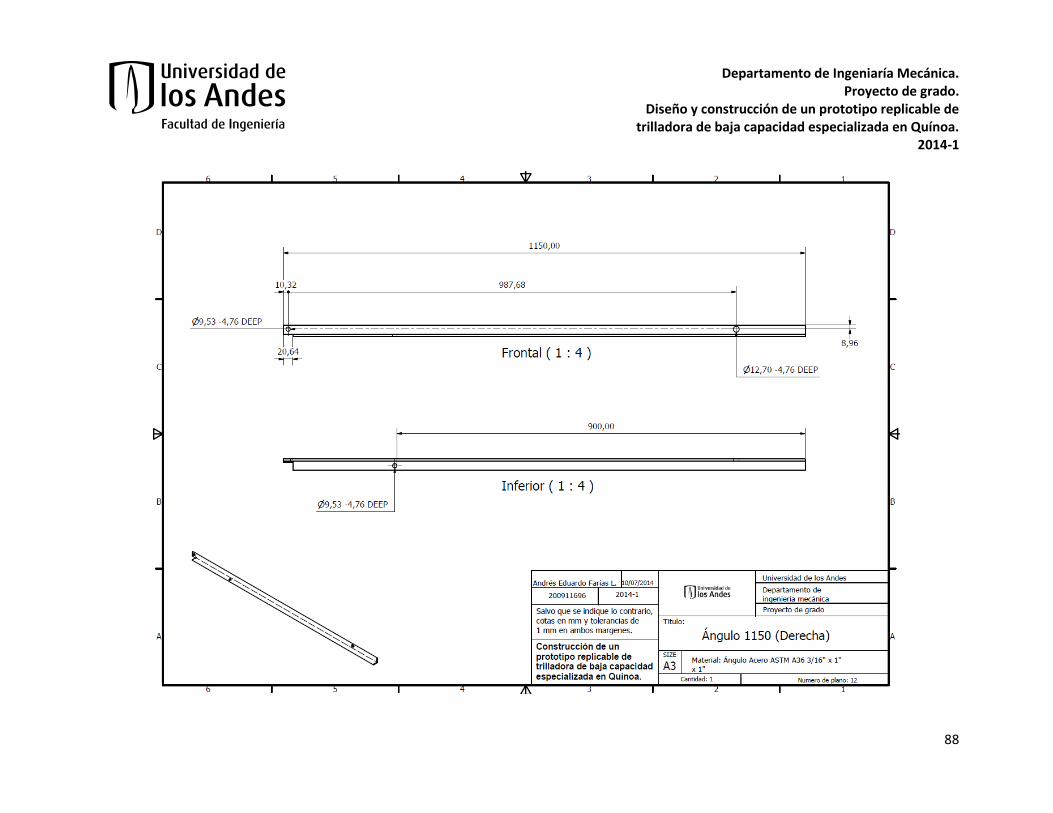
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
88
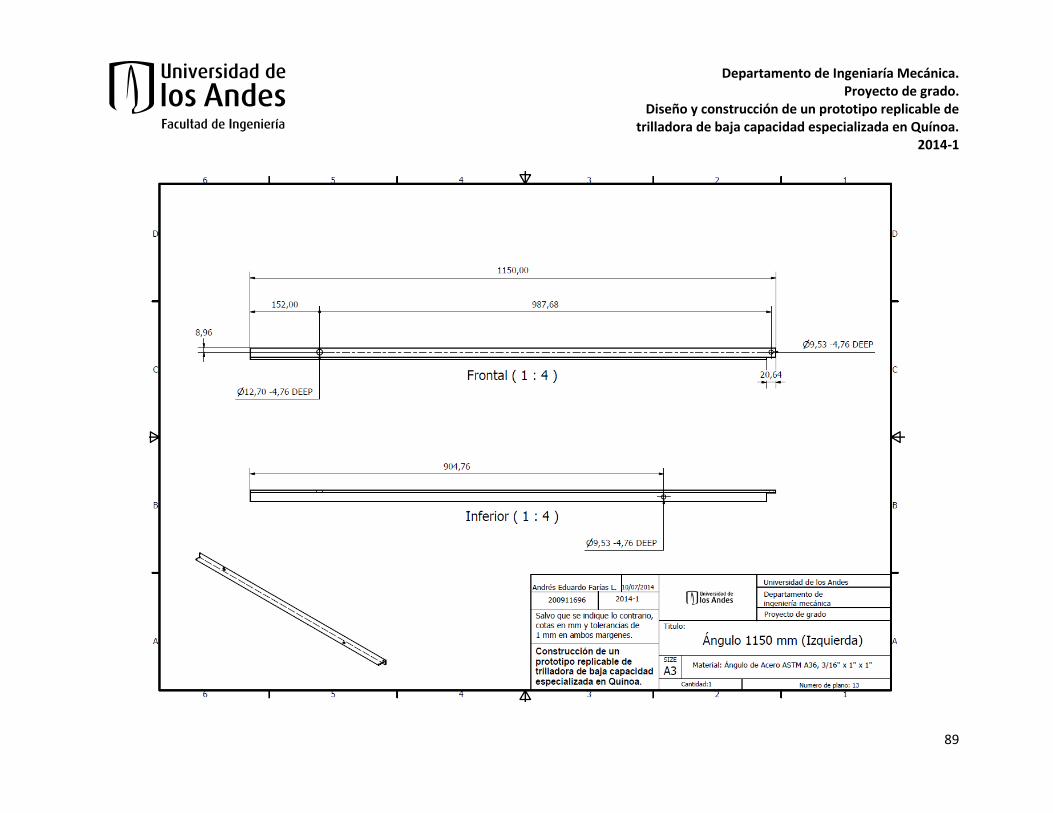
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
89
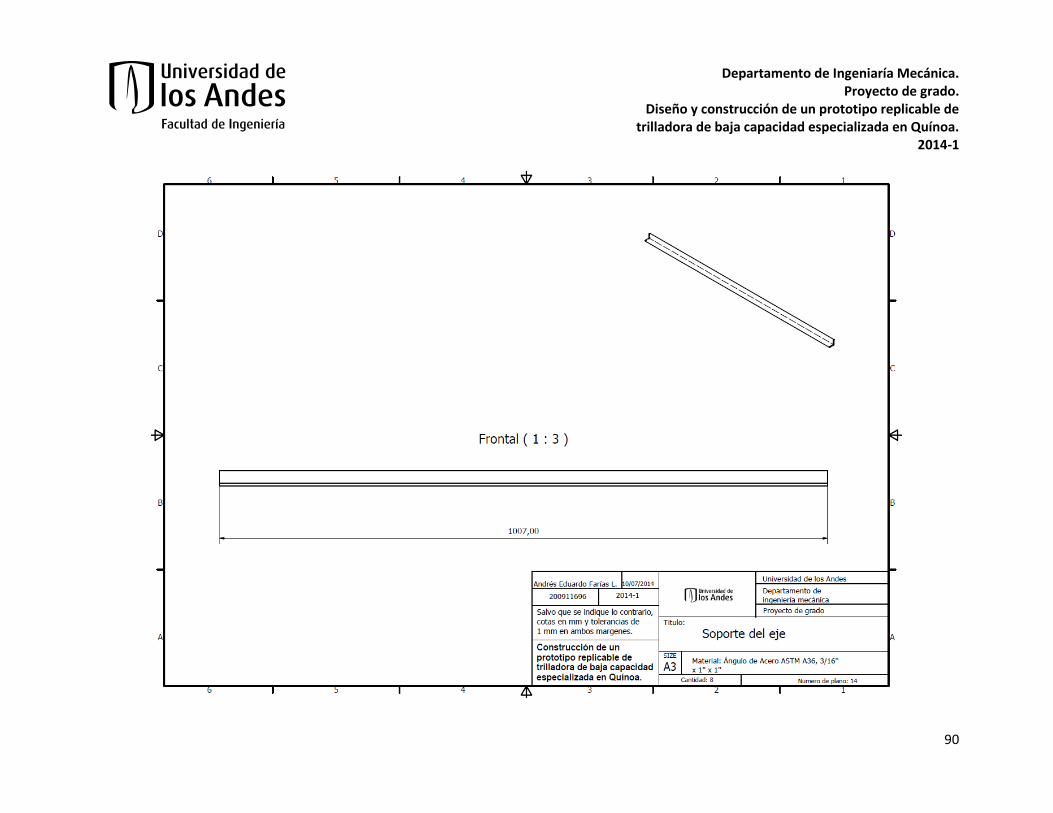
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
90
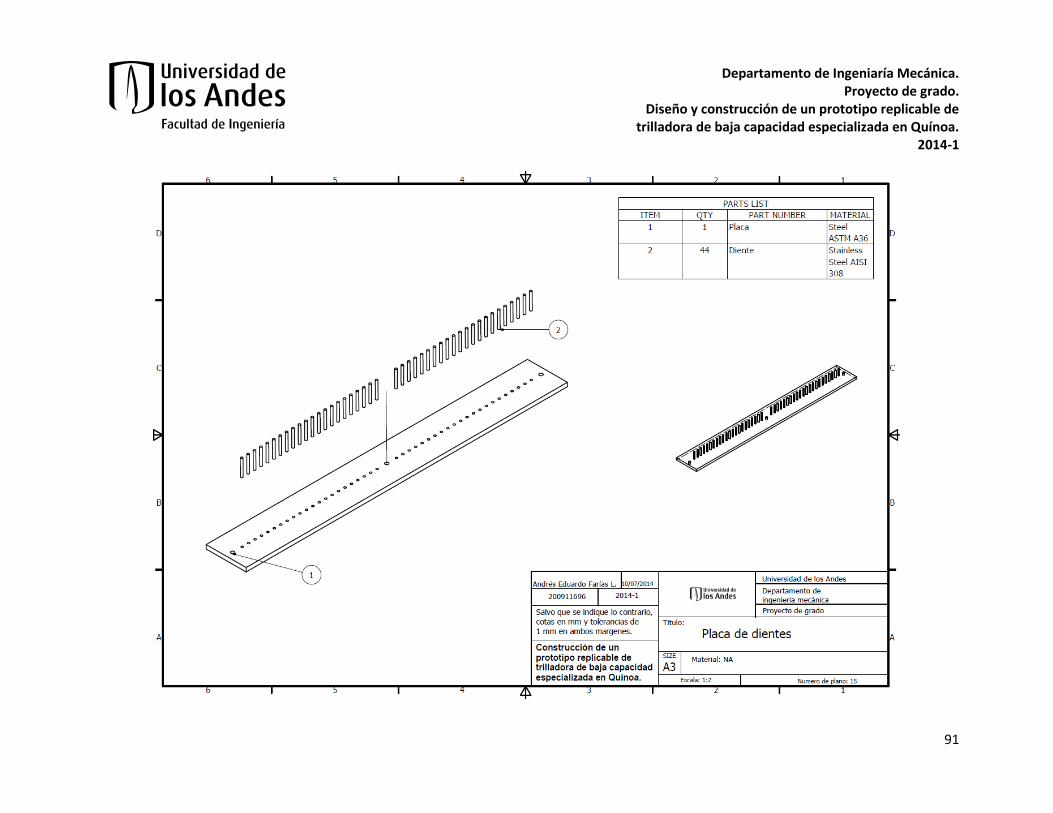
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
91
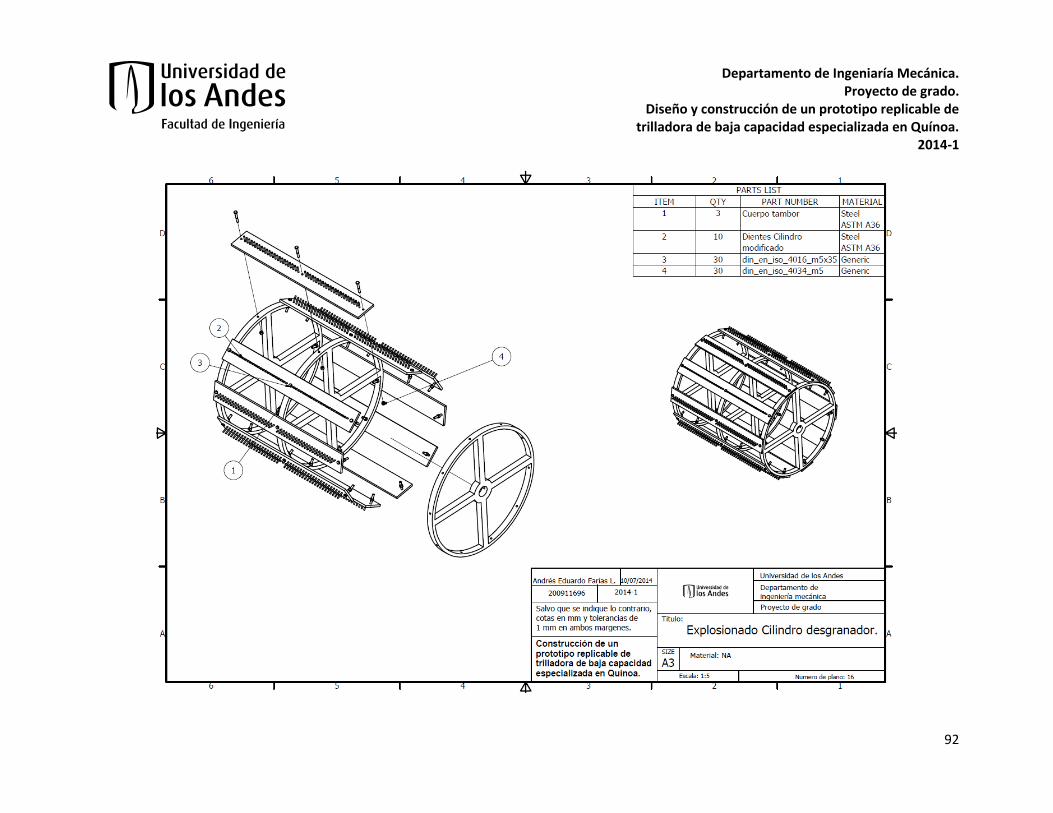
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
92
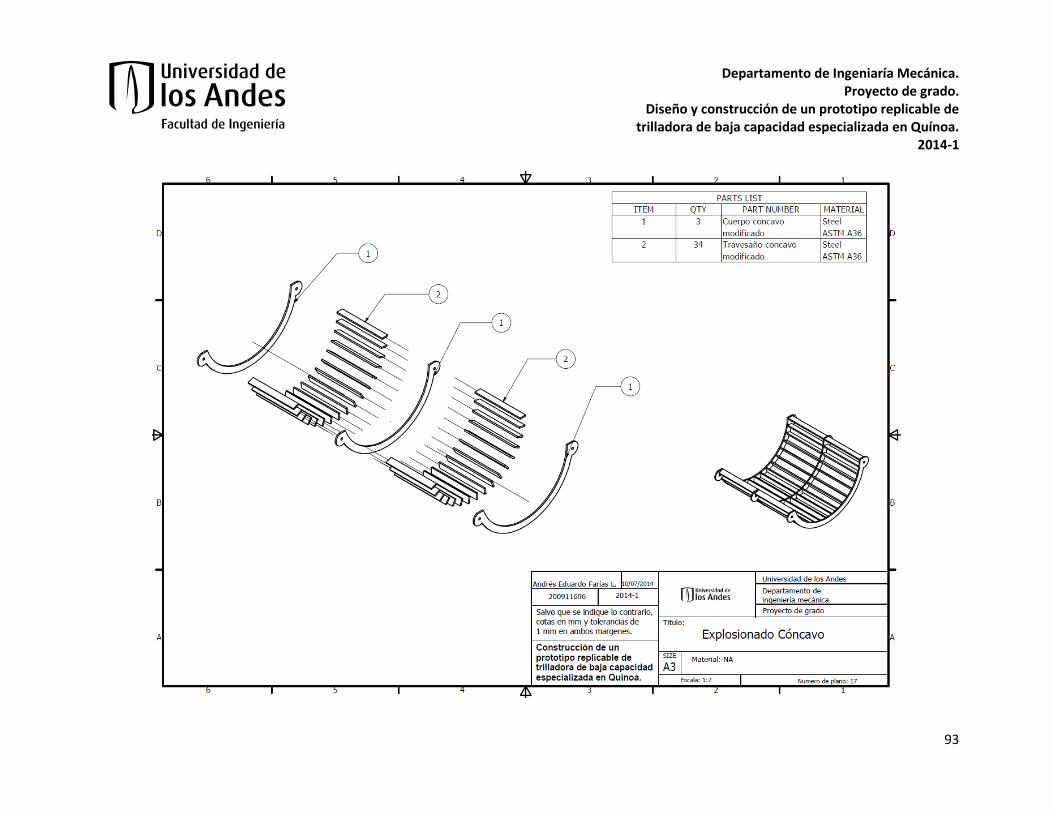
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
93
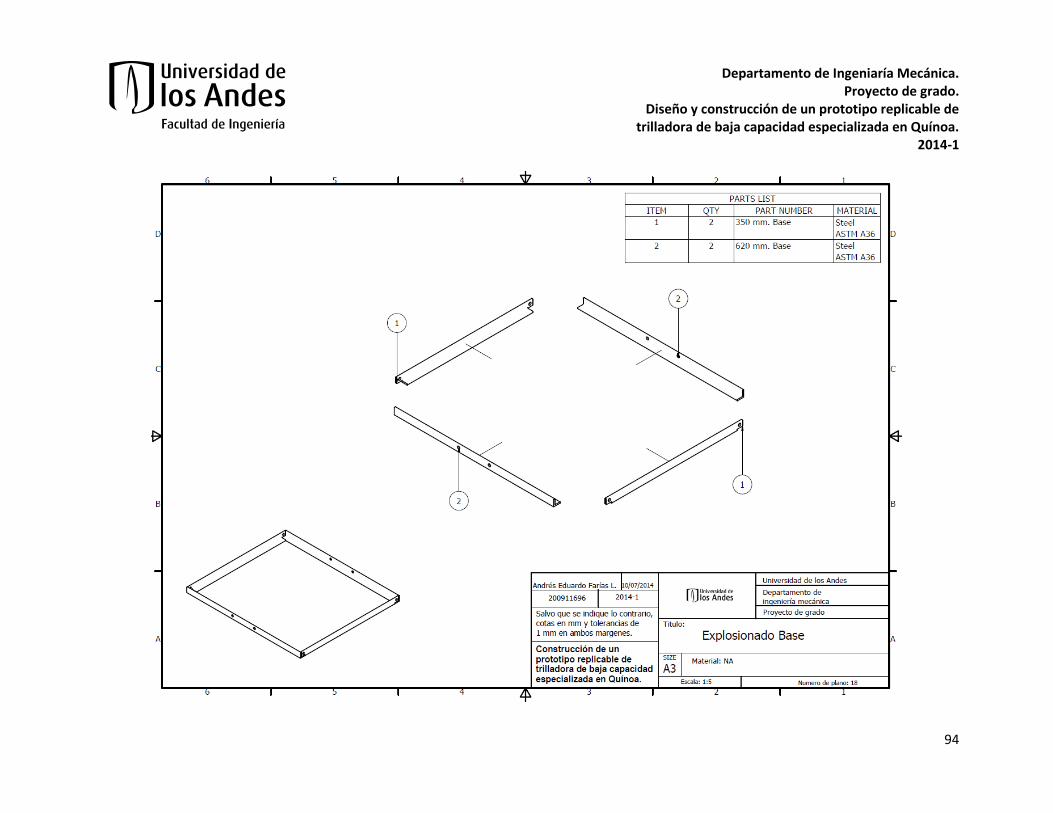
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
94
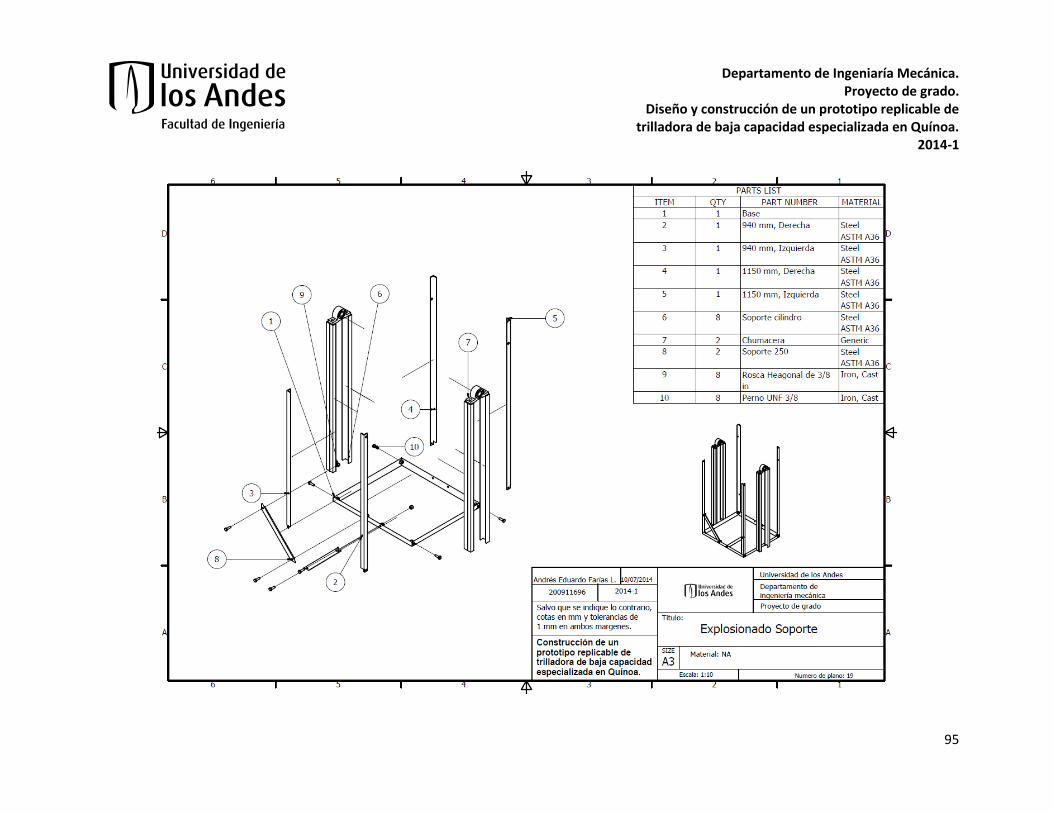
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
95
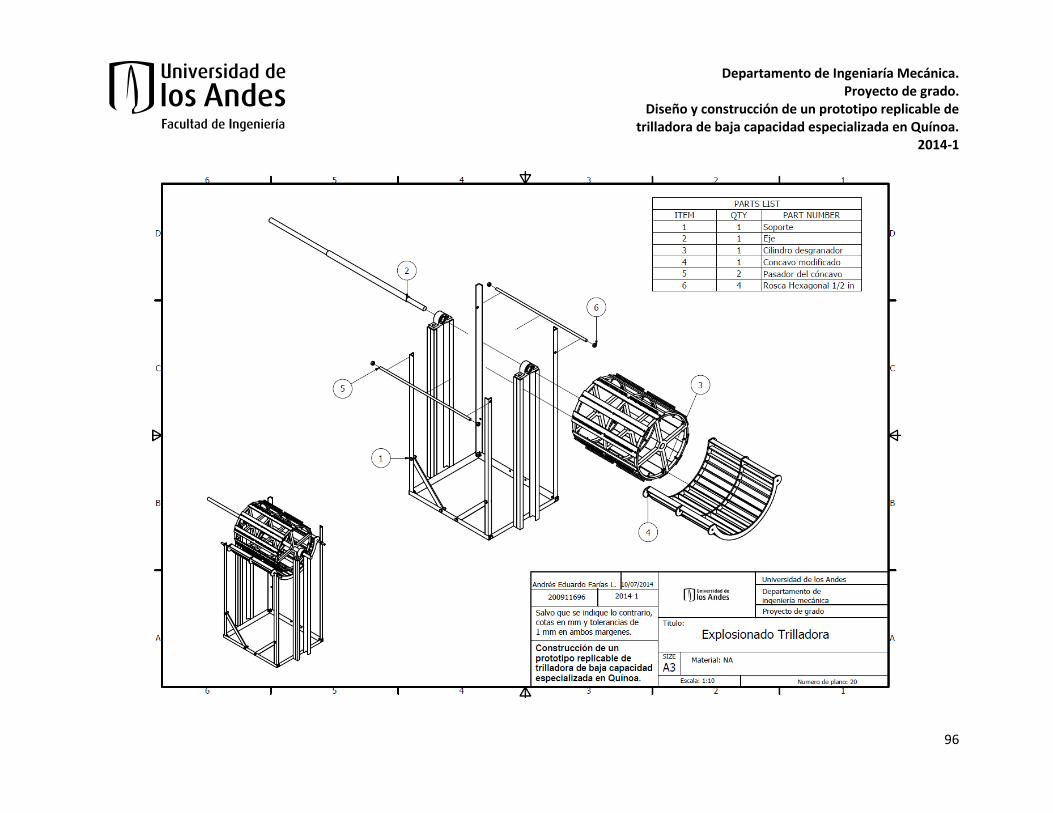
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
96

Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
97
Anexo C: Selección de Materiales.
Sistema de trillado.
Cilindro desgranador.
Cuerpo del cilindro.
En las Ilustraciones 51, 52, y 53 se muestran los resultados obtenidos en las simulaciones para la deformación total del elemento, los esfuerzos máximos (Von-Misses) y factor de seguridad a la fatiga respectivamente. En todos los casos se reporta únicamente las simulaciones obtenidas para el acero estructural y el aluminio. Esta decisión fue tomada en base a que el comportamiento de los aceros es casi el mismo y no se considera necesario reportar cada resultado independientemente.
Ilustración 51.Resultados deformación total. Aceros (izquierda), Aluminio (izquierda),
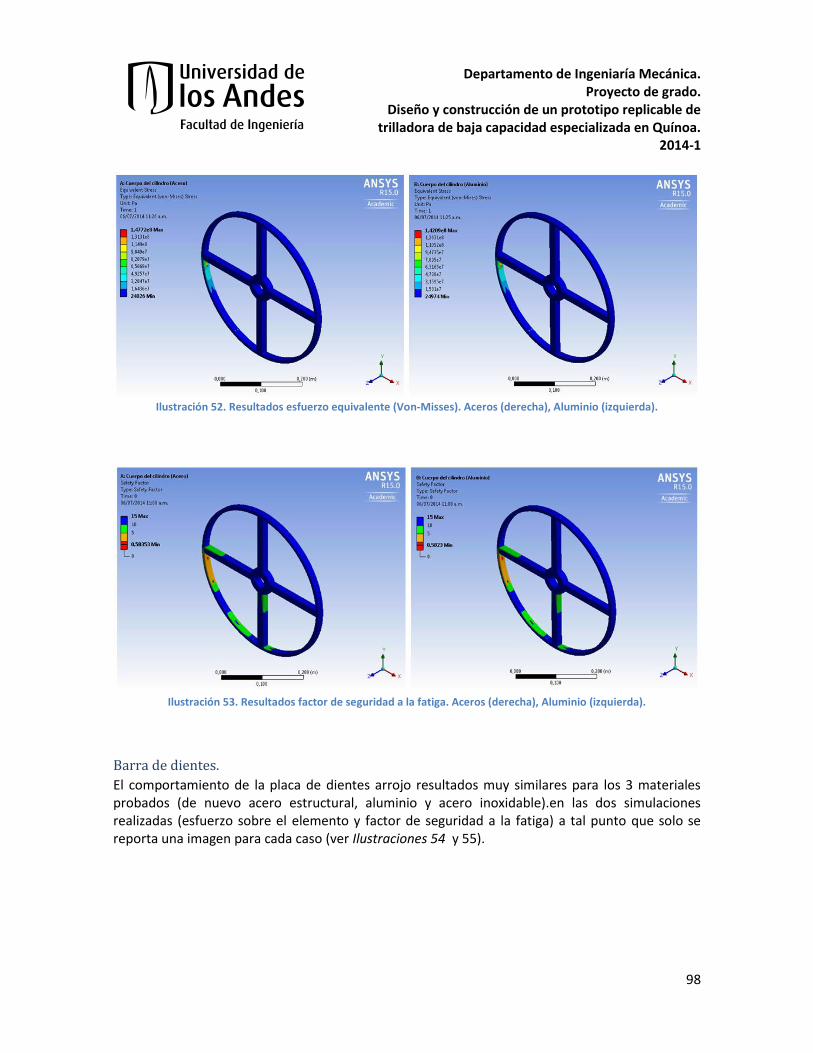
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
98
Ilustración 52. Resultados esfuerzo equivalente (Von-Misses). Aceros (derecha), Aluminio (izquierda).
Ilustración 53. Resultados factor de seguridad a la fatiga. Aceros (derecha), Aluminio (izquierda).
Barra de dientes.
El comportamiento de la placa de dientes arrojo resultados muy similares para los 3 materiales probados (de nuevo acero estructural, aluminio y acero inoxidable).en las dos simulaciones realizadas (esfuerzo sobre el elemento y factor de seguridad a la fatiga) a tal punto que solo se reporta una imagen para cada caso (ver Ilustraciones 54 y 55).
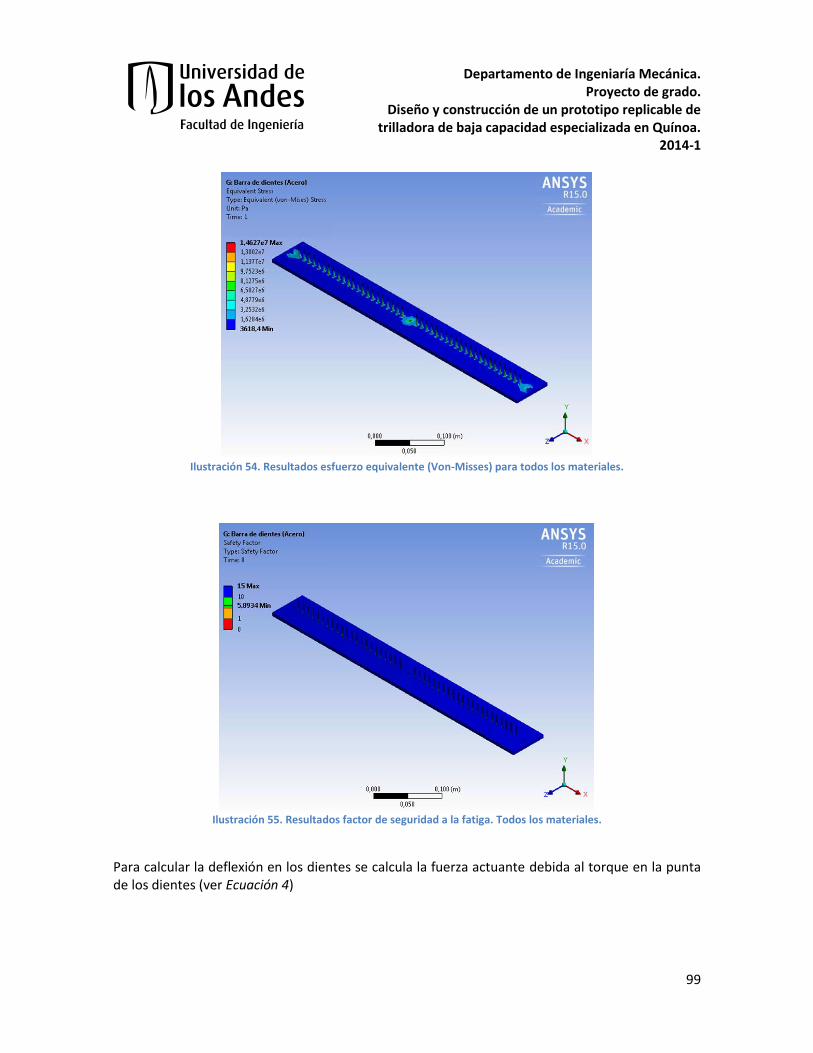
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
99
Ilustración 54. Resultados esfuerzo equivalente (Von-Misses) para todos los materiales.
Ilustración 55. Resultados factor de seguridad a la fatiga. Todos los materiales.
Para calcular la deflexión en los dientes se calcula la fuerza actuante debida al torque en la punta de los dientes (ver Ecuación 4)
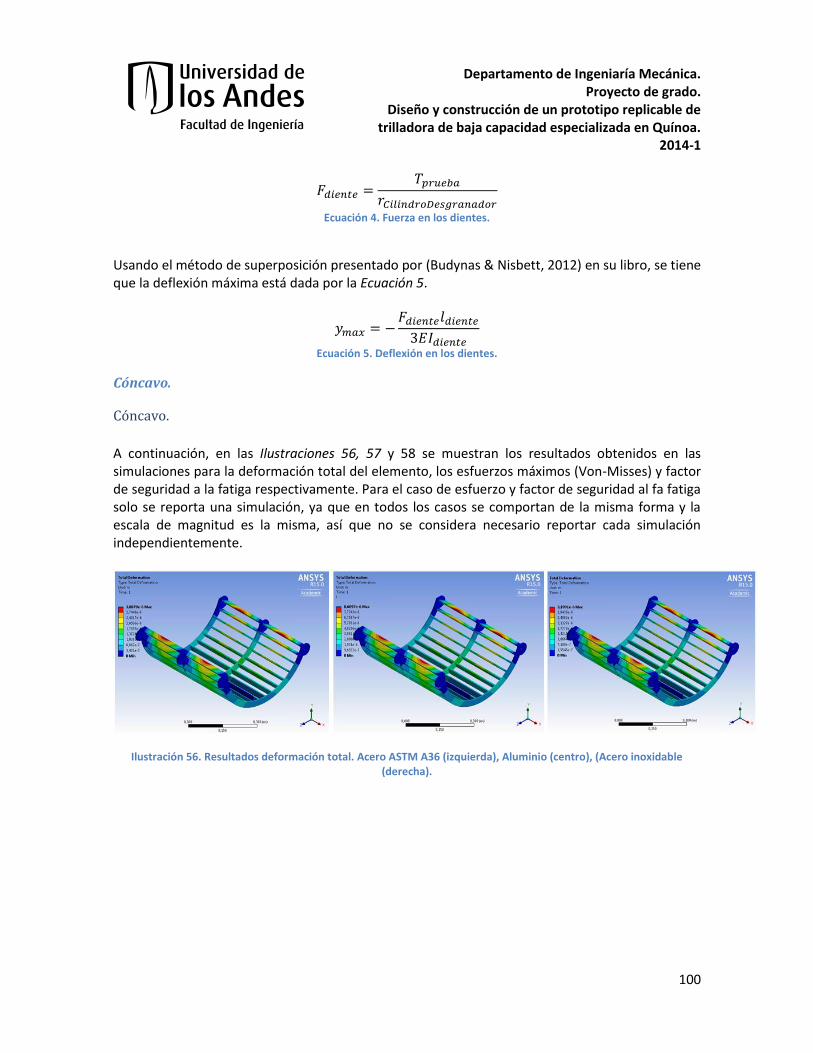
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
100
Ecuación 4. Fuerza en los dientes.
Usando el método de superposición presentado por (Budynas & Nisbett, 2012) en su libro, se tiene que la deflexión máxima está dada por la Ecuación 5.
Ecuación 5. Deflexión en los dientes.
Cóncavo.
Cóncavo.
A continuación, en las Ilustraciones 56, 57 y 58 se muestran los resultados obtenidos en las simulaciones para la deformación total del elemento, los esfuerzos máximos (Von-Misses) y factor de seguridad a la fatiga respectivamente. Para el caso de esfuerzo y factor de seguridad al fa fatiga solo se reporta una simulación, ya que en todos los casos se comportan de la misma forma y la escala de magnitud es la misma, así que no se considera necesario reportar cada simulación independientemente.
Ilustración 56. Resultados deformación total. Acero ASTM A36 (izquierda), Aluminio (centro), (Acero inoxidable (derecha).
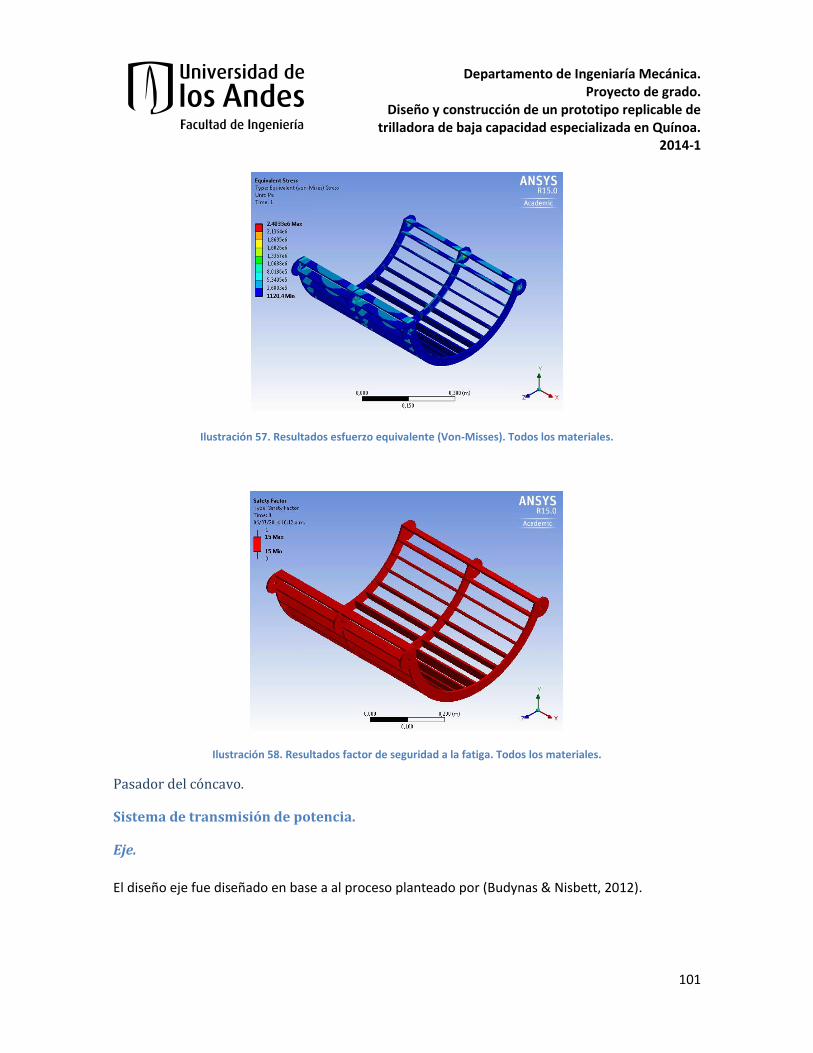
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
101
Ilustración 57. Resultados esfuerzo equivalente (Von-Misses). Todos los materiales.
Ilustración 58. Resultados factor de seguridad a la fatiga. Todos los materiales.
Pasador del cóncavo.
Sistema de transmisión de potencia.
Eje.
El diseño eje fue diseñado en base a al proceso planteado por (Budynas & Nisbett, 2012).

Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
102
El criterio de Soderberg es un criterio de falla para la fatiga que establece que la falla no va a ocurrir mientras que los esfuerzos actuantes sobre el elemento cumplan la condición planteada en la Ecuación 6.
Ecuación 6. Criterio de falla de Soderberg.
De la Ecuación 6 se puede encontrar una zona de esfuerzos en la cual el elemento no va a fallar por fluencia (vida infinita) y tampoco por fatiga (ver Ilustración 59), además la magnitud de veces en que el resultado se encuentre alejado de la unidad indicara el factor de seguridad asociado a la fatiga del elemento (Ver Ecuación 7).
Ilustración 59, Criterio de falla de Soderberg.
Ecuación 7. Factor de seguridad para fatiga (criterio de Soderberg).
Entonces, para el cálculo del factor de seguridad de fatiga y fluencia para el eje fue necesario primero encontrar las condiciones de esfuerzos a las que este se encuentra sometido. En primera instancia, se encontró , , y a partir del análisis del diagrama de momentos del eje. Luego, fue necesario calcular valores para y usando las gráficas de factores teóricos de concentración de esfuerzos mostradas en la Ilustración 60.

Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
103
Ilustración 60. Factores teóricos de concentración de esfuerzos. Torsión (izquierda) y flexión (derecha).
Se calculó los valores de y a partir de la Ecuación 8, la cual se aplica tanto para torsión o
flexión con la diferencia que se varía el parámetro √ según el caso (ver Ecuaciones 9 y 10).
√
√
Ecuación 8. Sensibilidad a la muesca q.
√ ( ) ( ) ( )
Ecuación 9. Constante de Neuber (Torsión).
√ ( ) ( ) ( )
Ecuación 10. Constante de Neuber (Flexión).
A partir de los valores obtenidos se calculan y (ver Ecuación 10).
( ) ( )
Ecuación 11. Factor de concentración del esfuerzo por fatiga (flexión y torsión).
Posterior al cálculo de los concentradores de esfuerzo por fática se encuentra el valor para (ver Ecuación 12) en base a los factores que modifican el límite de resistencia a la fatiga (ver Ecuación 13).
Ecuación 12. Límite de resistencia a la fatiga.

Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
104
Ecuación 13. Límite de resistencia a la fatiga en viga rotatoria y factores que modifican el límite de resistencia a la
fatiga.
Finalmente, se calculan y mediante las Ecuaciones 14 y 15 respectivamente.
{
[ ( ) ( )
]
[ ( ) ( )
]
}
Ecuación 14. Factor de seguridad para fatiga (eje).
[( ( )
)
( ( )
)
]
Ecuación 15. Factor de seguridad para fluencia (eje).
Cuña.
Las cuñas son utilizadas para fijar elementos rotatorios, en este caso, es necesaria para fijar el cilindro desgranador con el eje y que sea posible la transmisión del par de torsión. Para encontrar el factor de seguridad de la cuña, primero es necesario encontrar la fuerza que actúa sobre la cuña (ver Ecuación 16).
Ecuación 16. Fuerza sobre la cuña.
Se calcula entonces y con las Ecuaciones 17 y 18.
Ecuación 17. Factor de seguridad para esfuerzos cortantes (cuña).
Ecuación 18. Factor de seguridad para aplastamiento (cuña).
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
105
Elementos mecánicos.
Pernos.
En el prototipo solo se utilizaron 2 tipos de pernos (UNF 3/8 y M5). Teniendo en cuenta que ambos pernos se encuentran bajo cargas cortantes (las cargas a tensión van a ser despreciadas debido a que si ocurren son por reacciones momentáneas y de baja magnitud) el procedimiento de análisis es el mismo para ambos casos. A continuación, se presentan las ecuaciones para el cálculo de los factores de seguridad para el aplastamiento del perno (Ecuación 19), Aplastamiento de los agujeros (Ecuación 20), Cortante del perno (Ecuación 21) y cortante del borde del elemento (Ecuación 22).
Ecuación 19. Factor de seguridad para el aplastamiento del perno.
Ecuación 20. Factor de seguridad para el aplastamiento de los agujeros (elemento).
Ecuación 21. Factor de seguridad para el cortante del perno.
Ecuación 22. Factor de seguridad para el cortante del borde del elemento.
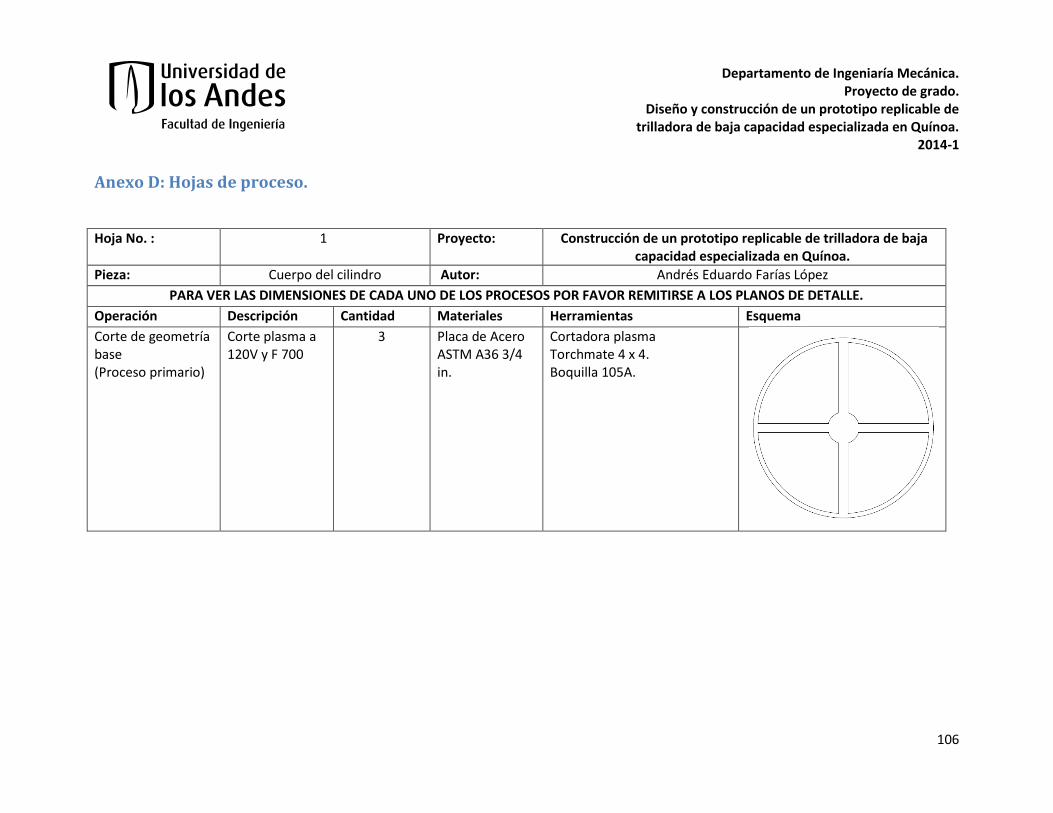
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
106
Anexo D: Hojas de proceso.
Hoja No. : 1 Proyecto: Construcción de un prototipo replicable de trilladora de baja capacidad especializada en Quínoa.
Pieza: Cuerpo del cilindro Autor: Andrés Eduardo Farías López
PARA VER LAS DIMENSIONES DE CADA UNO DE LOS PROCESOS POR FAVOR REMITIRSE A LOS PLANOS DE DETALLE.
Operación Descripción Cantidad Materiales Herramientas Esquema
Corte de geometría base (Proceso primario)
Corte plasma a 120V y F 700
3 Placa de Acero ASTM A36 3/4 in.
Cortadora plasma Torchmate 4 x 4. Boquilla 105A.
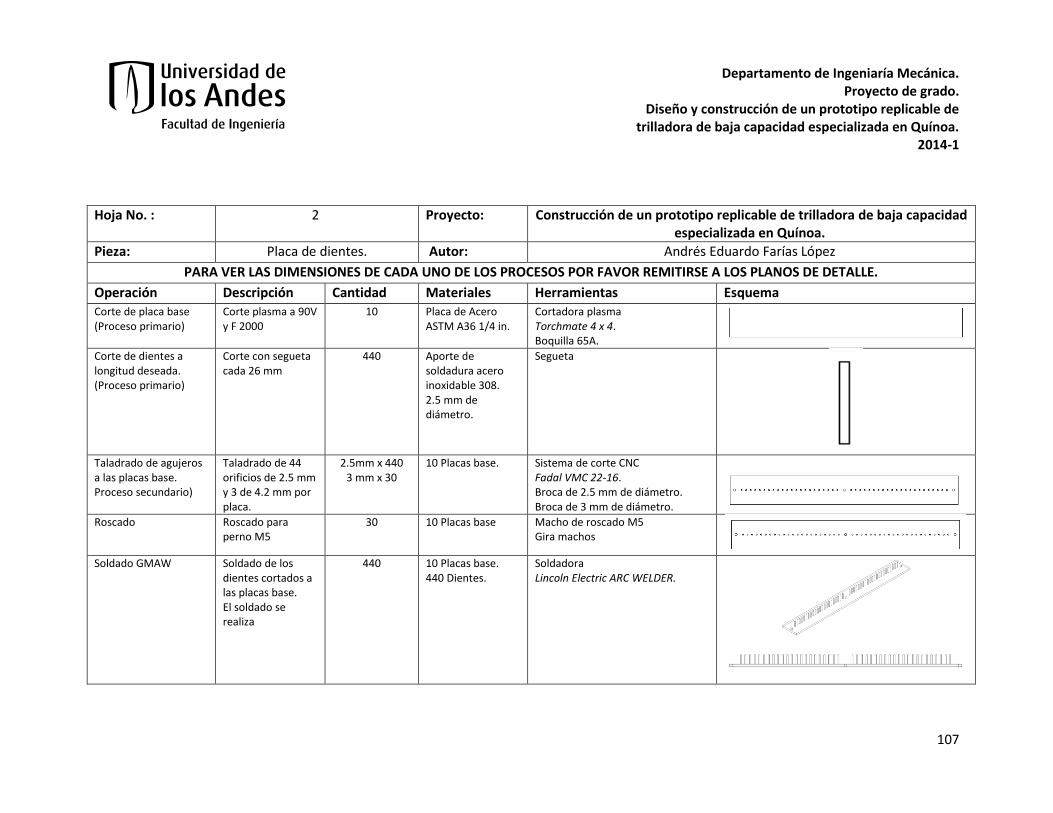
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
107
Hoja No. : 2 Proyecto: Construcción de un prototipo replicable de trilladora de baja capacidad especializada en Quínoa.
Pieza: Placa de dientes. Autor: Andrés Eduardo Farías López
PARA VER LAS DIMENSIONES DE CADA UNO DE LOS PROCESOS POR FAVOR REMITIRSE A LOS PLANOS DE DETALLE.
Operación Descripción Cantidad Materiales Herramientas Esquema Corte de placa base (Proceso primario)
Corte plasma a 90V y F 2000
10 Placa de Acero ASTM A36 1/4 in.
Cortadora plasma Torchmate 4 x 4. Boquilla 65A.
Corte de dientes a longitud deseada. (Proceso primario)
Corte con segueta cada 26 mm
440 Aporte de soldadura acero inoxidable 308. 2.5 mm de diámetro.
Segueta
Taladrado de agujeros a las placas base. Proceso secundario)
Taladrado de 44 orificios de 2.5 mm y 3 de 4.2 mm por placa.
2.5mm x 440 3 mm x 30
10 Placas base.
Sistema de corte CNC Fadal VMC 22-16. Broca de 2.5 mm de diámetro. Broca de 3 mm de diámetro.
Roscado Roscado para perno M5
30 10 Placas base Macho de roscado M5 Gira machos
Soldado GMAW Soldado de los
dientes cortados a las placas base. El soldado se realiza
440 10 Placas base. 440 Dientes.
Soldadora Lincoln Electric ARC WELDER.
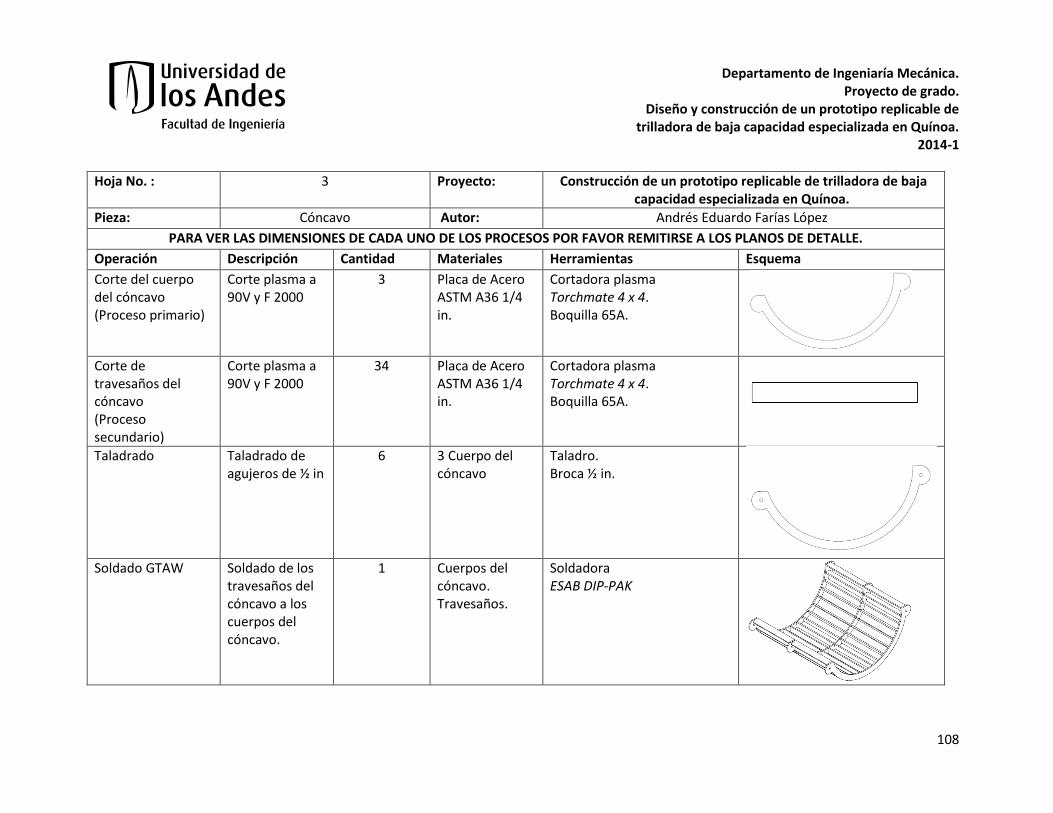
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
108
Hoja No. : 3 Proyecto: Construcción de un prototipo replicable de trilladora de baja capacidad especializada en Quínoa.
Pieza: Cóncavo Autor: Andrés Eduardo Farías López
PARA VER LAS DIMENSIONES DE CADA UNO DE LOS PROCESOS POR FAVOR REMITIRSE A LOS PLANOS DE DETALLE.
Operación Descripción Cantidad Materiales Herramientas Esquema
Corte del cuerpo del cóncavo (Proceso primario)
Corte plasma a 90V y F 2000
3 Placa de Acero ASTM A36 1/4 in.
Cortadora plasma Torchmate 4 x 4. Boquilla 65A.
Corte de travesaños del cóncavo (Proceso secundario)
Corte plasma a 90V y F 2000
34 Placa de Acero ASTM A36 1/4 in.
Cortadora plasma Torchmate 4 x 4. Boquilla 65A.
Taladrado Taladrado de agujeros de ½ in
6 3 Cuerpo del cóncavo
Taladro. Broca ½ in.
Soldado GTAW Soldado de los
travesaños del cóncavo a los cuerpos del cóncavo.
1 Cuerpos del cóncavo. Travesaños.
Soldadora ESAB DIP-PAK
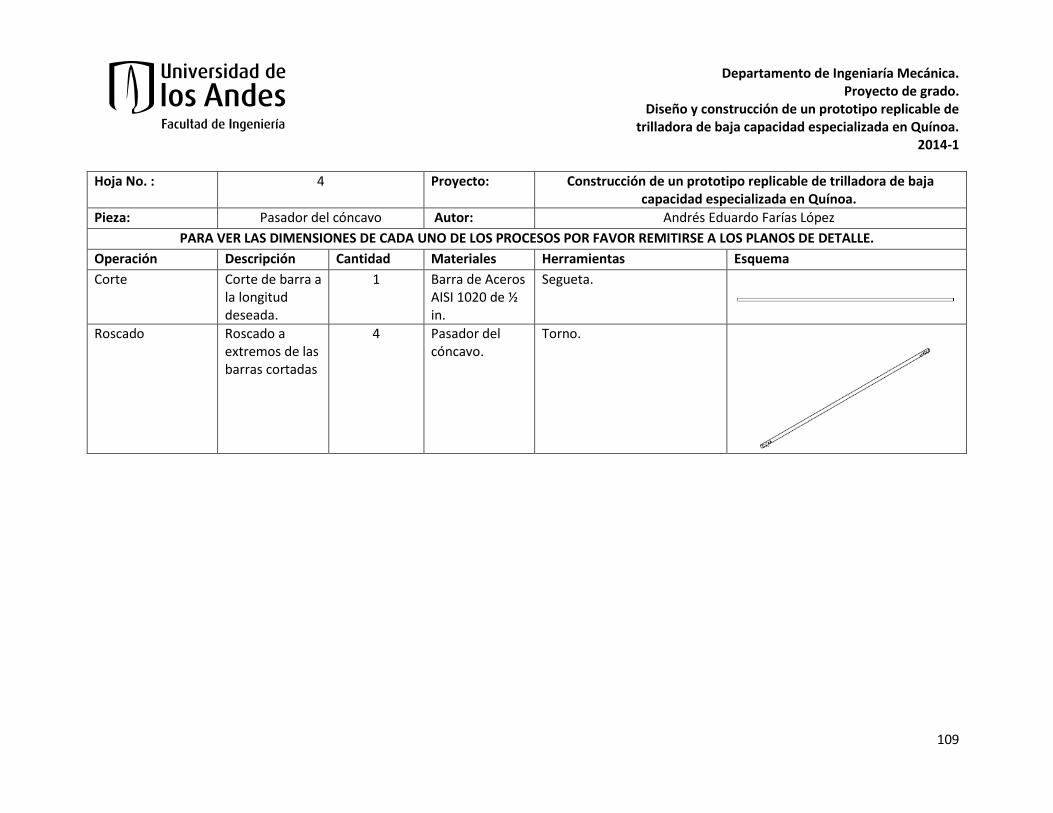
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
109
Hoja No. : 4 Proyecto: Construcción de un prototipo replicable de trilladora de baja capacidad especializada en Quínoa.
Pieza: Pasador del cóncavo Autor: Andrés Eduardo Farías López
PARA VER LAS DIMENSIONES DE CADA UNO DE LOS PROCESOS POR FAVOR REMITIRSE A LOS PLANOS DE DETALLE.
Operación Descripción Cantidad Materiales Herramientas Esquema
Corte Corte de barra a la longitud deseada.
1 Barra de Aceros AISI 1020 de ½ in.
Segueta.
Roscado Roscado a extremos de las barras cortadas
4 Pasador del cóncavo.
Torno.
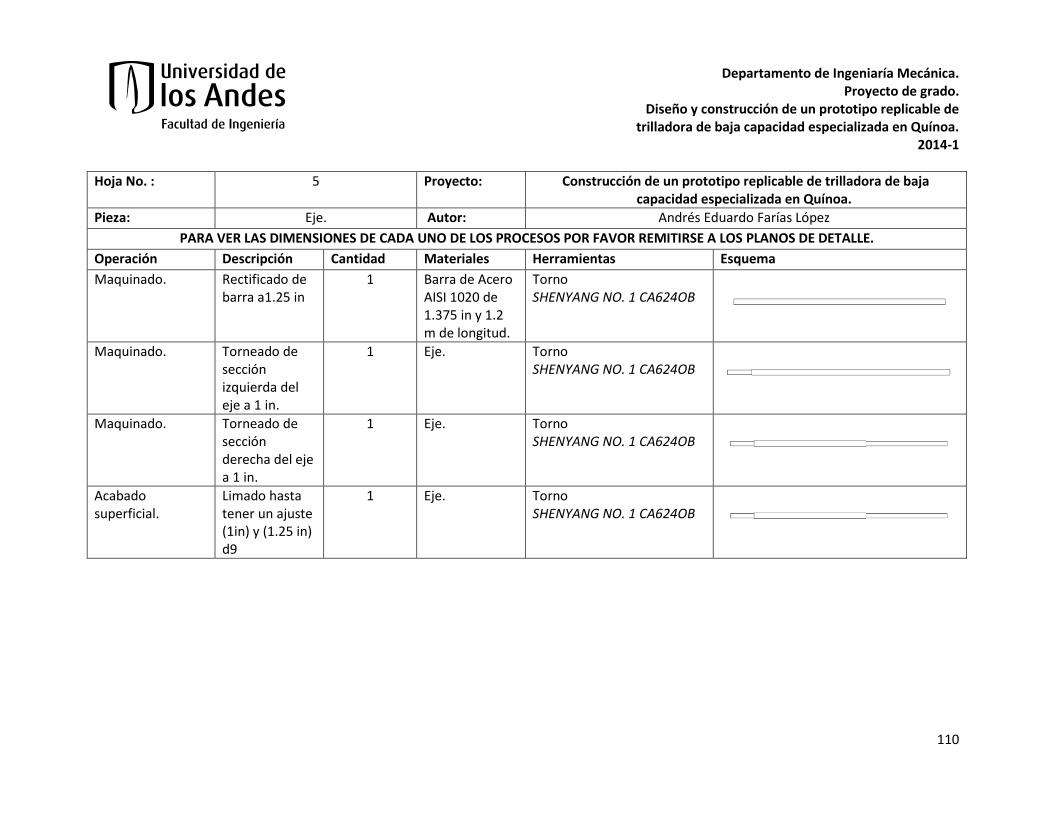
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
110
Hoja No. : 5 Proyecto: Construcción de un prototipo replicable de trilladora de baja capacidad especializada en Quínoa.
Pieza: Eje. Autor: Andrés Eduardo Farías López
PARA VER LAS DIMENSIONES DE CADA UNO DE LOS PROCESOS POR FAVOR REMITIRSE A LOS PLANOS DE DETALLE.
Operación Descripción Cantidad Materiales Herramientas Esquema
Maquinado. Rectificado de barra a1.25 in
1 Barra de Acero AISI 1020 de 1.375 in y 1.2 m de longitud.
Torno SHENYANG NO. 1 CA624OB
Maquinado. Torneado de sección izquierda del eje a 1 in.
1 Eje. Torno SHENYANG NO. 1 CA624OB
Maquinado. Torneado de sección derecha del eje a 1 in.
1 Eje.
Torno SHENYANG NO. 1 CA624OB
Acabado superficial.
Limado hasta tener un ajuste (1in) y (1.25 in) d9
1 Eje. Torno SHENYANG NO. 1 CA624OB
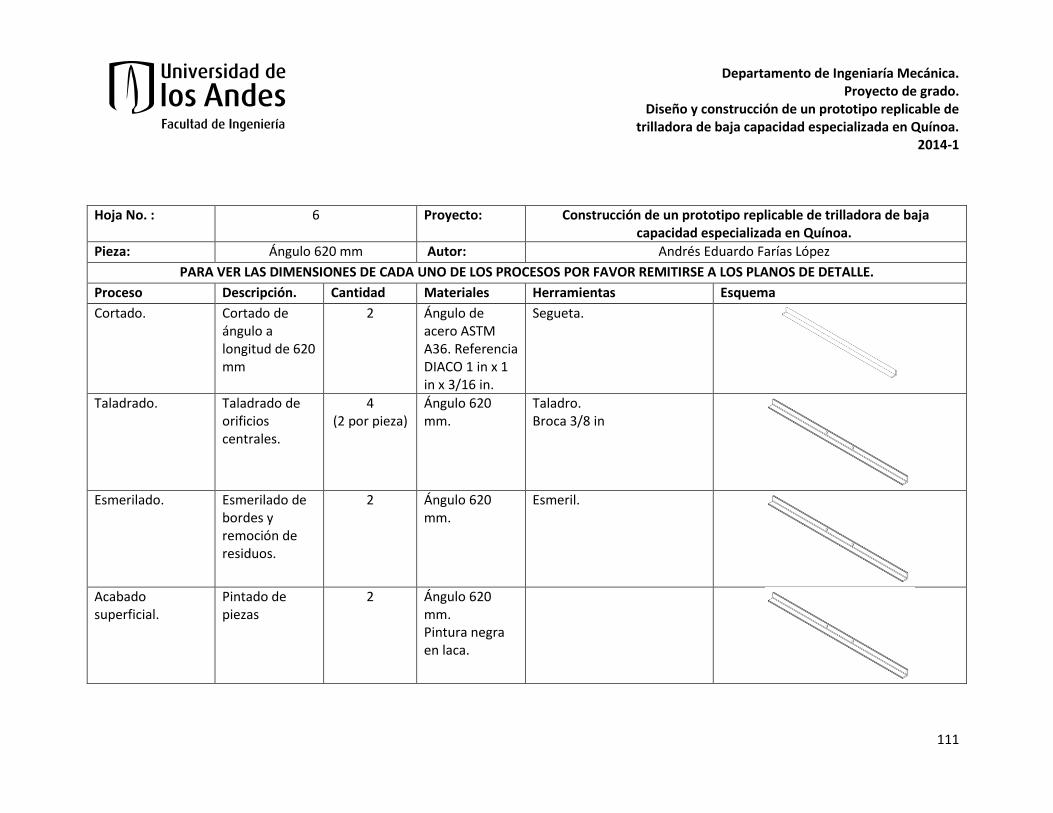
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
111
Hoja No. : 6 Proyecto: Construcción de un prototipo replicable de trilladora de baja capacidad especializada en Quínoa.
Pieza: Ángulo 620 mm Autor: Andrés Eduardo Farías López
PARA VER LAS DIMENSIONES DE CADA UNO DE LOS PROCESOS POR FAVOR REMITIRSE A LOS PLANOS DE DETALLE.
Proceso Descripción. Cantidad Materiales Herramientas Esquema
Cortado. Cortado de ángulo a longitud de 620 mm
2 Ángulo de acero ASTM A36. Referencia DIACO 1 in x 1 in x 3/16 in.
Segueta.
Taladrado. Taladrado de orificios centrales.
4 (2 por pieza)
Ángulo 620 mm.
Taladro. Broca 3/8 in
Esmerilado. Esmerilado de
bordes y remoción de residuos.
2 Ángulo 620 mm.
Esmeril.
Acabado superficial.
Pintado de piezas
2 Ángulo 620 mm. Pintura negra en laca.
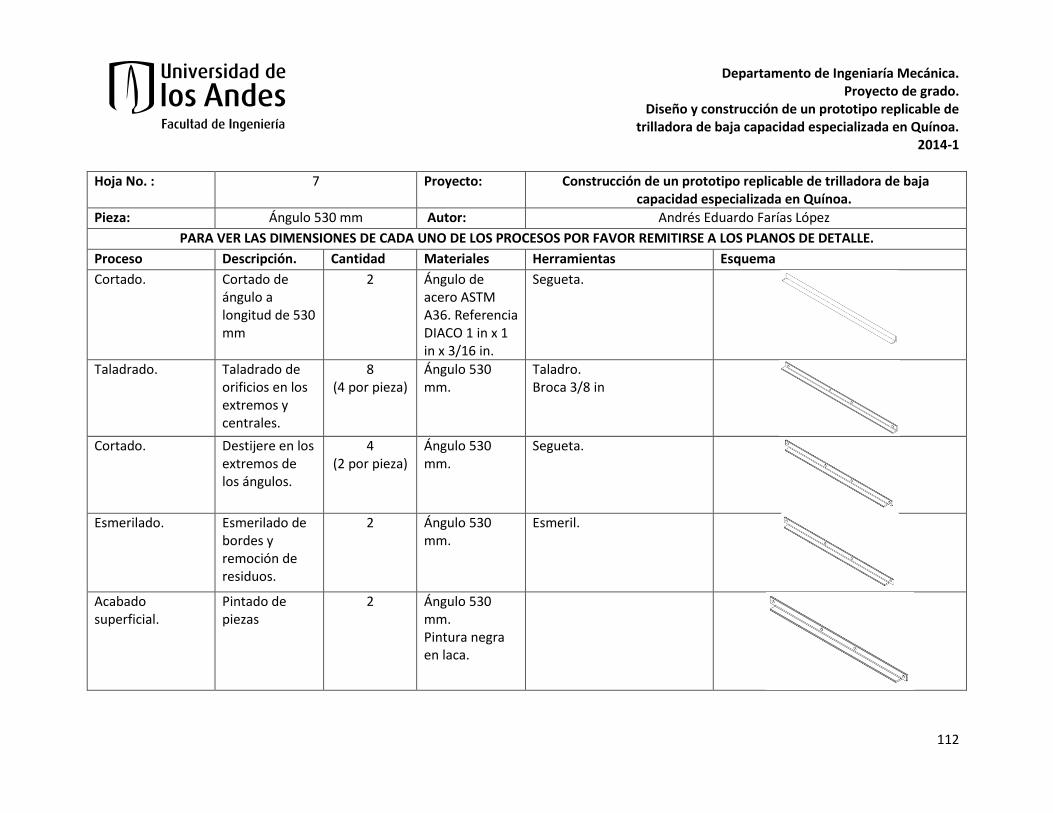
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
112
Hoja No. : 7 Proyecto: Construcción de un prototipo replicable de trilladora de baja capacidad especializada en Quínoa.
Pieza: Ángulo 530 mm Autor: Andrés Eduardo Farías López
PARA VER LAS DIMENSIONES DE CADA UNO DE LOS PROCESOS POR FAVOR REMITIRSE A LOS PLANOS DE DETALLE.
Proceso Descripción. Cantidad Materiales Herramientas Esquema
Cortado. Cortado de ángulo a longitud de 530 mm
2 Ángulo de acero ASTM A36. Referencia DIACO 1 in x 1 in x 3/16 in.
Segueta.
Taladrado. Taladrado de orificios en los extremos y centrales.
8 (4 por pieza)
Ángulo 530 mm.
Taladro. Broca 3/8 in
Cortado. Destijere en los
extremos de los ángulos.
4 (2 por pieza)
Ángulo 530 mm.
Segueta.
Esmerilado. Esmerilado de
bordes y remoción de residuos.
2 Ángulo 530 mm.
Esmeril.
Acabado superficial.
Pintado de piezas
2 Ángulo 530 mm. Pintura negra en laca.
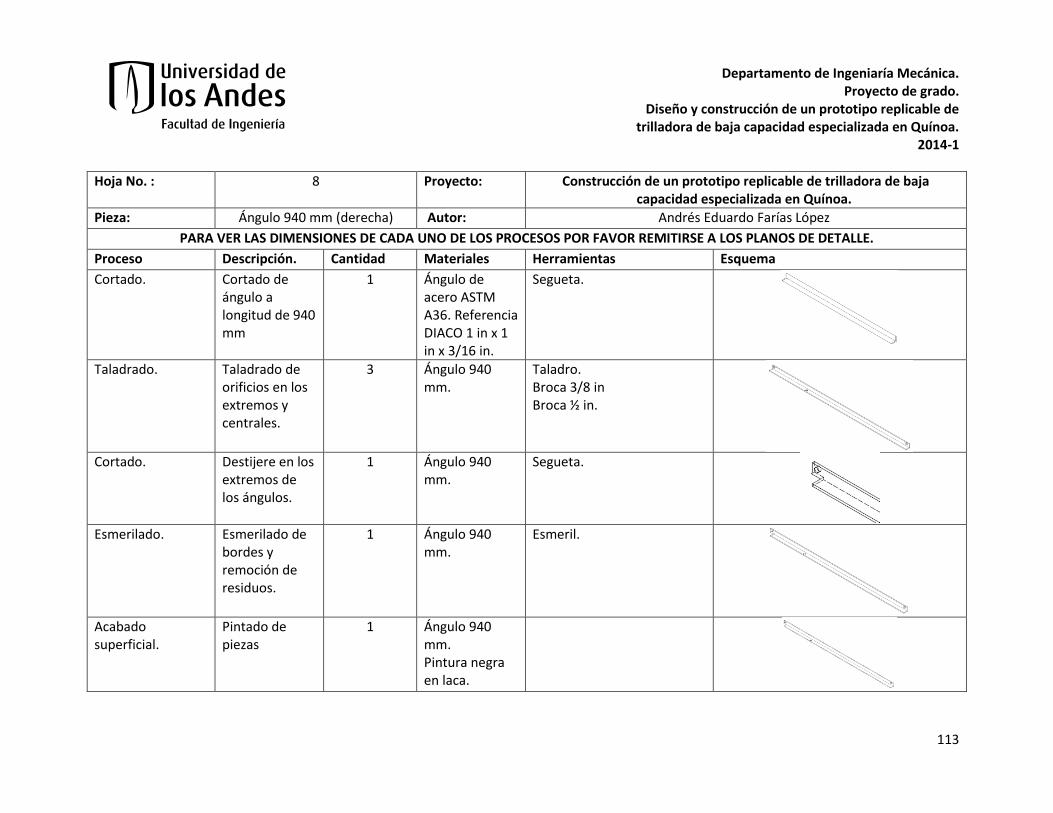
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
113
Hoja No. : 8 Proyecto: Construcción de un prototipo replicable de trilladora de baja capacidad especializada en Quínoa.
Pieza: Ángulo 940 mm (derecha) Autor: Andrés Eduardo Farías López
PARA VER LAS DIMENSIONES DE CADA UNO DE LOS PROCESOS POR FAVOR REMITIRSE A LOS PLANOS DE DETALLE.
Proceso Descripción. Cantidad Materiales Herramientas Esquema
Cortado. Cortado de ángulo a longitud de 940 mm
1 Ángulo de acero ASTM A36. Referencia DIACO 1 in x 1 in x 3/16 in.
Segueta.
Taladrado. Taladrado de orificios en los extremos y centrales.
3
Ángulo 940 mm.
Taladro. Broca 3/8 in Broca ½ in.
Cortado. Destijere en los
extremos de los ángulos.
1 Ángulo 940 mm.
Segueta.
Esmerilado. Esmerilado de
bordes y remoción de residuos.
1 Ángulo 940 mm.
Esmeril.
Acabado superficial.
Pintado de piezas
1 Ángulo 940 mm. Pintura negra en laca.
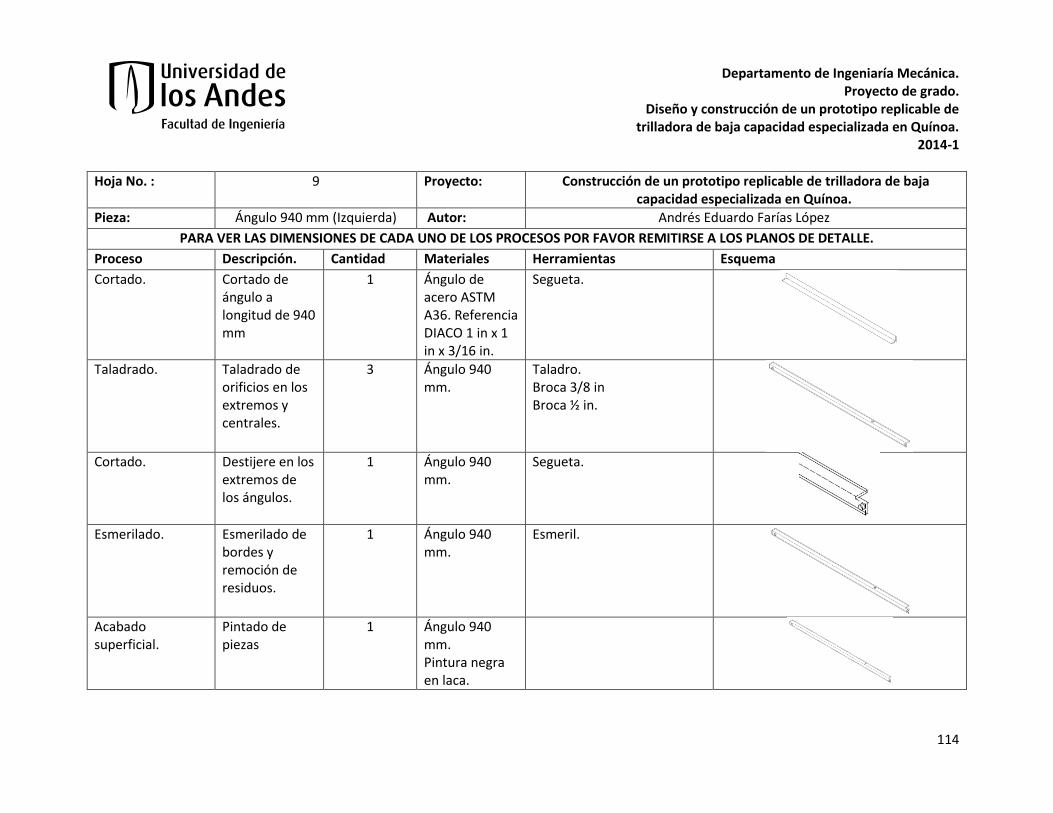
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
114
Hoja No. : 9 Proyecto: Construcción de un prototipo replicable de trilladora de baja capacidad especializada en Quínoa.
Pieza: Ángulo 940 mm (Izquierda) Autor: Andrés Eduardo Farías López
PARA VER LAS DIMENSIONES DE CADA UNO DE LOS PROCESOS POR FAVOR REMITIRSE A LOS PLANOS DE DETALLE.
Proceso Descripción. Cantidad Materiales Herramientas Esquema
Cortado. Cortado de ángulo a longitud de 940 mm
1 Ángulo de acero ASTM A36. Referencia DIACO 1 in x 1 in x 3/16 in.
Segueta.
Taladrado. Taladrado de orificios en los extremos y centrales.
3
Ángulo 940 mm.
Taladro. Broca 3/8 in Broca ½ in.
Cortado. Destijere en los
extremos de los ángulos.
1 Ángulo 940 mm.
Segueta.
Esmerilado. Esmerilado de
bordes y remoción de residuos.
1 Ángulo 940 mm.
Esmeril.
Acabado superficial.
Pintado de piezas
1 Ángulo 940 mm. Pintura negra en laca.
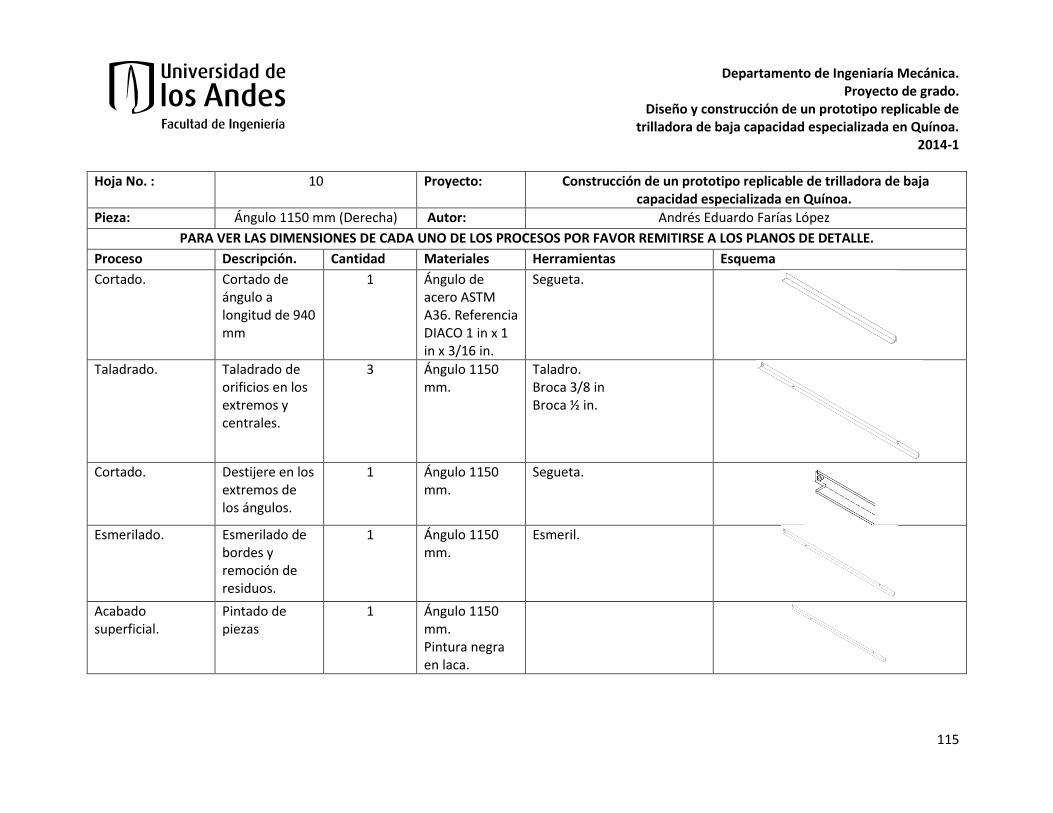
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
115
Hoja No. : 10 Proyecto: Construcción de un prototipo replicable de trilladora de baja capacidad especializada en Quínoa.
Pieza: Ángulo 1150 mm (Derecha) Autor: Andrés Eduardo Farías López
PARA VER LAS DIMENSIONES DE CADA UNO DE LOS PROCESOS POR FAVOR REMITIRSE A LOS PLANOS DE DETALLE.
Proceso Descripción. Cantidad Materiales Herramientas Esquema
Cortado. Cortado de ángulo a longitud de 940 mm
1 Ángulo de acero ASTM A36. Referencia DIACO 1 in x 1 in x 3/16 in.
Segueta.
Taladrado. Taladrado de orificios en los extremos y centrales.
3
Ángulo 1150 mm.
Taladro. Broca 3/8 in Broca ½ in.
Cortado. Destijere en los
extremos de los ángulos.
1 Ángulo 1150 mm.
Segueta.
Esmerilado. Esmerilado de
bordes y remoción de residuos.
1 Ángulo 1150 mm.
Esmeril.
Acabado superficial.
Pintado de piezas
1 Ángulo 1150 mm. Pintura negra en laca.
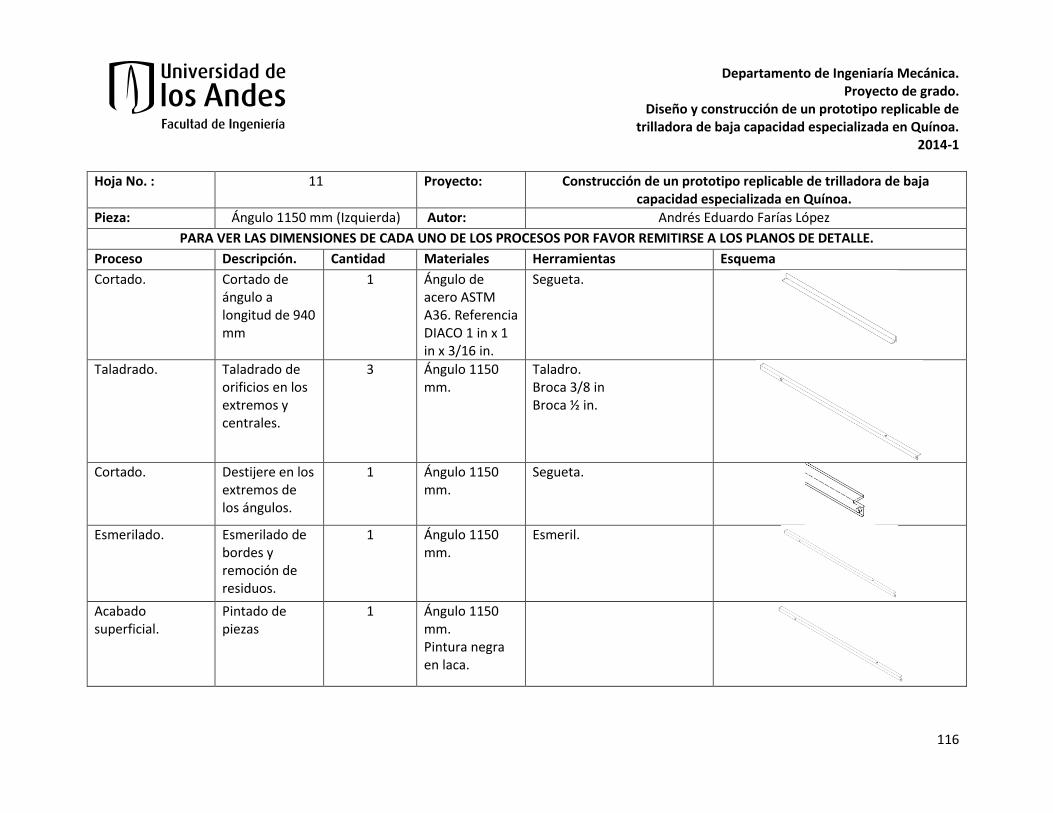
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
116
Hoja No. : 11 Proyecto: Construcción de un prototipo replicable de trilladora de baja capacidad especializada en Quínoa.
Pieza: Ángulo 1150 mm (Izquierda) Autor: Andrés Eduardo Farías López
PARA VER LAS DIMENSIONES DE CADA UNO DE LOS PROCESOS POR FAVOR REMITIRSE A LOS PLANOS DE DETALLE.
Proceso Descripción. Cantidad Materiales Herramientas Esquema
Cortado. Cortado de ángulo a longitud de 940 mm
1 Ángulo de acero ASTM A36. Referencia DIACO 1 in x 1 in x 3/16 in.
Segueta.
Taladrado. Taladrado de orificios en los extremos y centrales.
3
Ángulo 1150 mm.
Taladro. Broca 3/8 in Broca ½ in.
Cortado. Destijere en los
extremos de los ángulos.
1 Ángulo 1150 mm.
Segueta.
Esmerilado. Esmerilado de
bordes y remoción de residuos.
1 Ángulo 1150 mm.
Esmeril.
Acabado superficial.
Pintado de piezas
1 Ángulo 1150 mm. Pintura negra en laca.
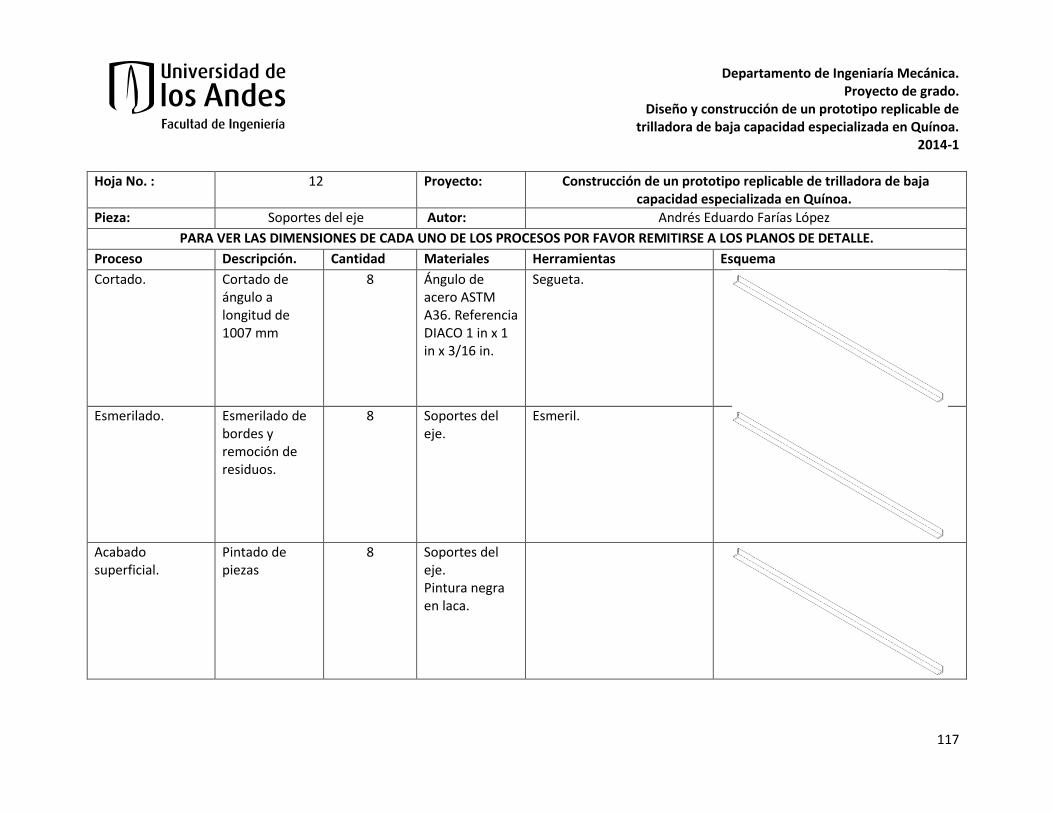
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
117
Hoja No. : 12 Proyecto: Construcción de un prototipo replicable de trilladora de baja capacidad especializada en Quínoa.
Pieza: Soportes del eje Autor: Andrés Eduardo Farías López
PARA VER LAS DIMENSIONES DE CADA UNO DE LOS PROCESOS POR FAVOR REMITIRSE A LOS PLANOS DE DETALLE.
Proceso Descripción. Cantidad Materiales Herramientas Esquema
Cortado. Cortado de ángulo a longitud de 1007 mm
8 Ángulo de acero ASTM A36. Referencia DIACO 1 in x 1 in x 3/16 in.
Segueta.
Esmerilado. Esmerilado de bordes y remoción de residuos.
8 Soportes del eje.
Esmeril.
Acabado superficial.
Pintado de piezas
8 Soportes del eje. Pintura negra en laca.
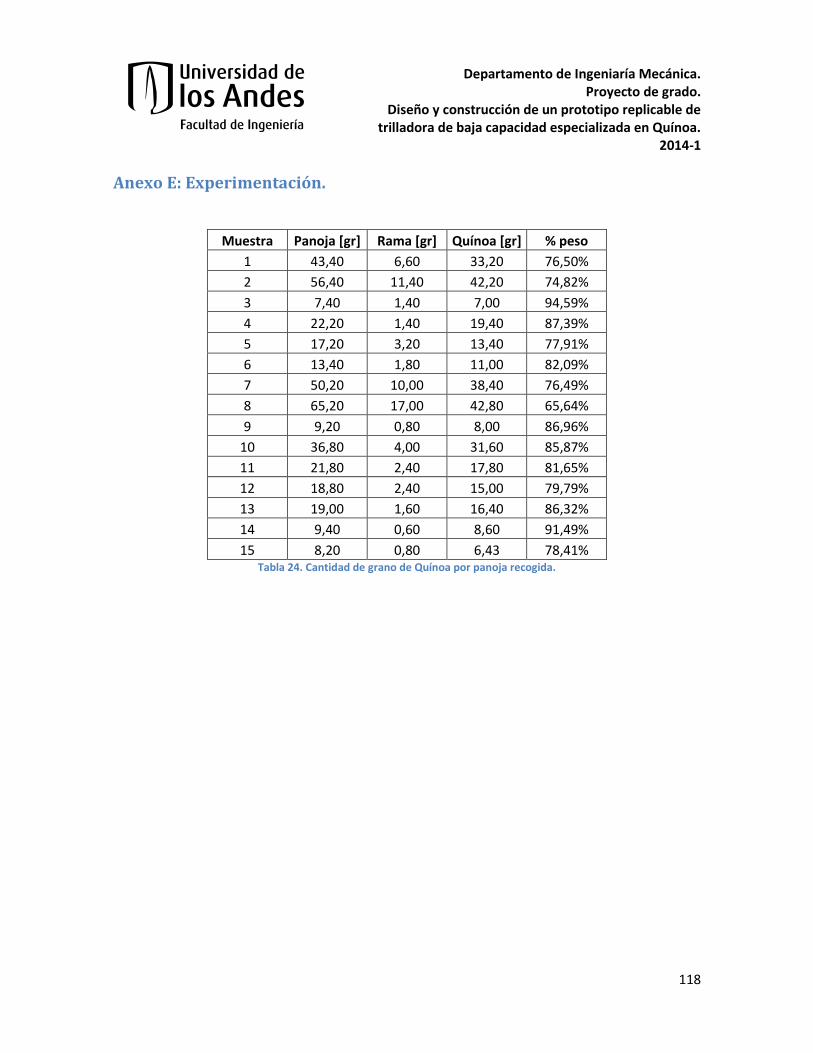
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
118
Anexo E: Experimentación.
Muestra Panoja [gr] Rama [gr] Quínoa [gr] % peso
1 43,40 6,60 33,20 76,50%
2 56,40 11,40 42,20 74,82%
3 7,40 1,40 7,00 94,59%
4 22,20 1,40 19,40 87,39%
5 17,20 3,20 13,40 77,91%
6 13,40 1,80 11,00 82,09%
7 50,20 10,00 38,40 76,49%
8 65,20 17,00 42,80 65,64%
9 9,20 0,80 8,00 86,96%
10 36,80 4,00 31,60 85,87%
11 21,80 2,40 17,80 81,65%
12 18,80 2,40 15,00 79,79%
13 19,00 1,60 16,40 86,32%
14 9,40 0,60 8,60 91,49%
15 8,20 0,80 6,43 78,41% Tabla 24. Cantidad de grano de Quínoa por panoja recogida.
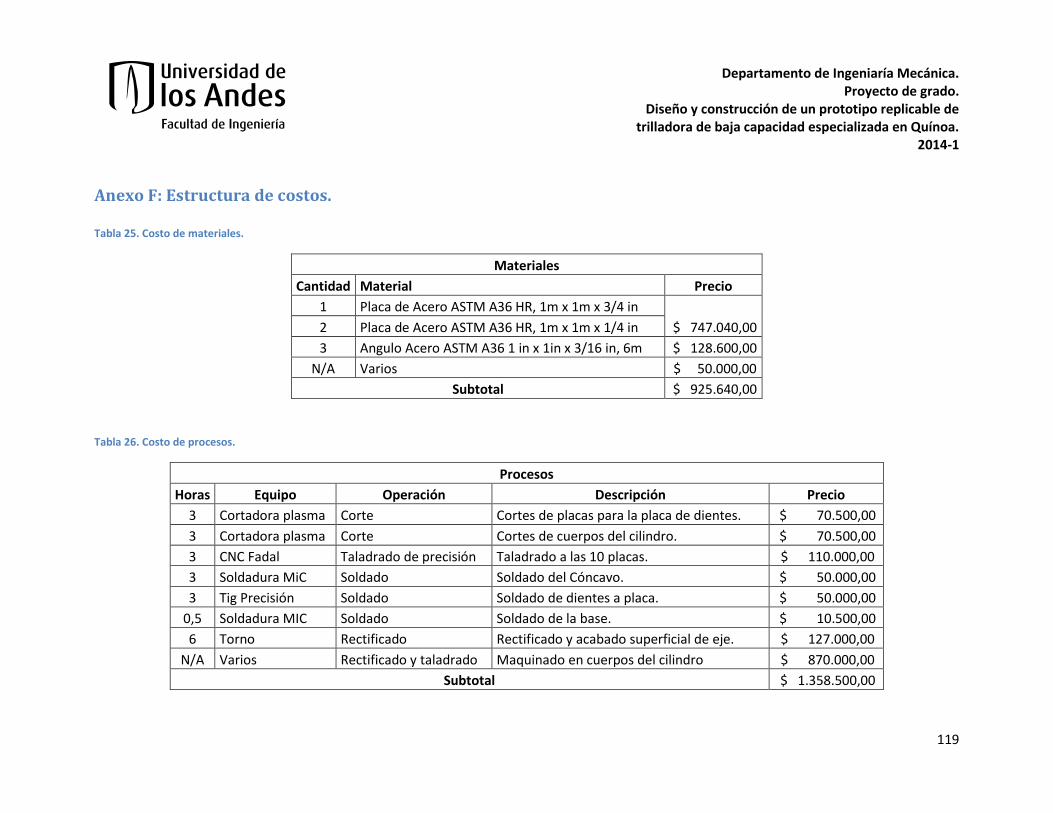
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
119
Anexo F: Estructura de costos. Tabla 25. Costo de materiales.
Materiales
Cantidad Material Precio
1 Placa de Acero ASTM A36 HR, 1m x 1m x 3/4 in
$ 747.040,00 2 Placa de Acero ASTM A36 HR, 1m x 1m x 1/4 in
3 Angulo Acero ASTM A36 1 in x 1in x 3/16 in, 6m $ 128.600,00
N/A Varios $ 50.000,00
Subtotal $ 925.640,00
Tabla 26. Costo de procesos.
Procesos
Horas Equipo Operación Descripción Precio
3 Cortadora plasma Corte Cortes de placas para la placa de dientes. $ 70.500,00
3 Cortadora plasma Corte Cortes de cuerpos del cilindro. $ 70.500,00
3 CNC Fadal Taladrado de precisión Taladrado a las 10 placas. $ 110.000,00
3 Soldadura MiC Soldado Soldado del Cóncavo. $ 50.000,00
3 Tig Precisión Soldado Soldado de dientes a placa. $ 50.000,00
0,5 Soldadura MIC Soldado Soldado de la base. $ 10.500,00
6 Torno Rectificado Rectificado y acabado superficial de eje. $ 127.000,00
N/A Varios Rectificado y taladrado Maquinado en cuerpos del cilindro $ 870.000,00
Subtotal $ 1.358.500,00
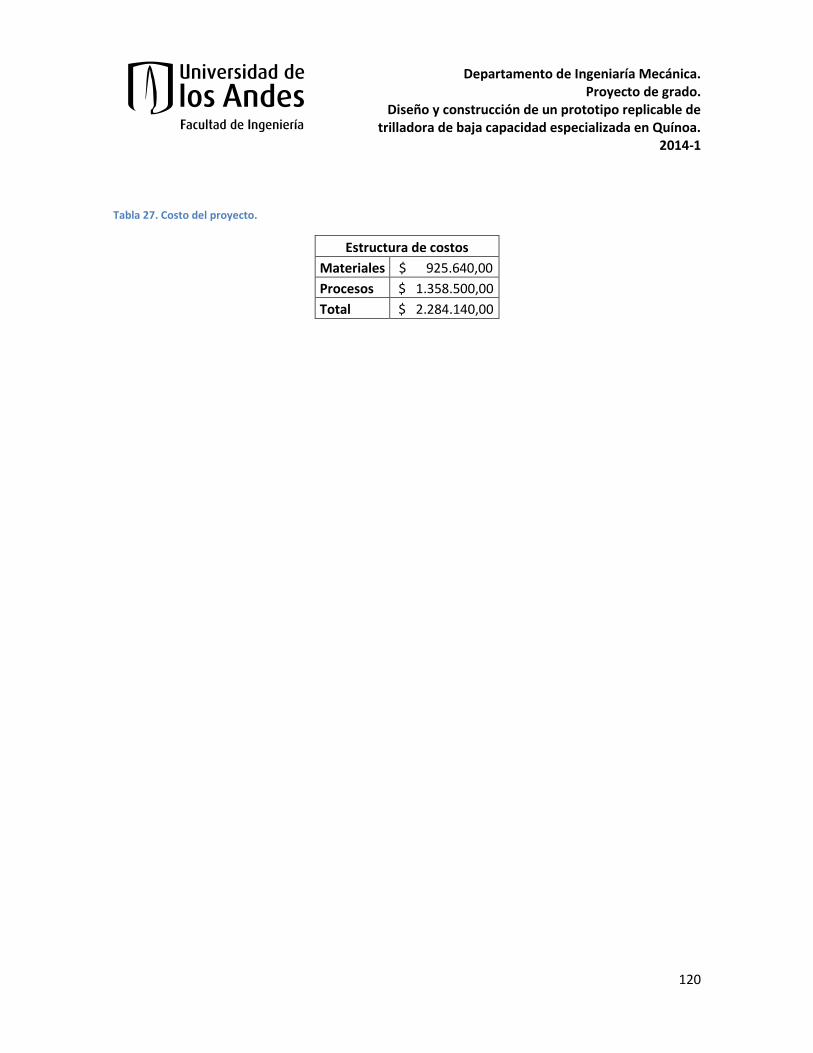
Departamento de Ingeniaría Mecánica.
Proyecto de grado. Diseño y construcción de un prototipo replicable de
trilladora de baja capacidad especializada en Quínoa. 2014-1
120
Tabla 27. Costo del proyecto.
Estructura de costos
Materiales $ 925.640,00
Procesos $ 1.358.500,00
Total $ 2.284.140,00


















