E EXTRACCIÓN DE HARINA DEL I L.) SOBRE SUS …148.206.53.84/tesiuami/UAM LOTE...
83
! E EXTRACCIÓN DE HARINA DEL I L.) SOBRE SUS PROPIEDADES BRAVO MOLIWA JOSÉ DE JESÚS ORTÍZ HERNÁNDEZ GABINO RAFAEL __ Chapingo, México 1999
Transcript of E EXTRACCIÓN DE HARINA DEL I L.) SOBRE SUS …148.206.53.84/tesiuami/UAM LOTE...

!
E EXTRACCIÓN DE HARINA DEL I L.) SOBRE SUS PROPIEDADES
BRAVO MOLIWA JOSÉ DE JESÚS ORTÍZ HERNÁNDEZ GABINO RAFAEL __
Chapingo, México 1999
L a presente tesis titulada "EFECTO DEL GRADO DE EXTRACCION DE HARINA DEL TRIGO (Triticum acstivum) SOBRE SUS PROPIEDADES FISICOQuIMlCAS Y DE PANiFICACION", fue realizada por los alumnos: JOSE DE JESUS BRAVO MOLINA Y GABINO RAFAEL ORTIZ HERNANDEZ bajo la dirección del DR ALFRED0 SALAZAR ZAZüETA, ha sido aprobada por él mismo y por el jurado examinador como requisito parcial para obtener el título de:
INGENIERO AGROINDUSTRIAL
JURADO EXAMINADOR
PRESiDENTE
SECRETARIO
VOCAL
ler SUPLENTE
2do SUPLENTE
DR. &&REDO SALAZAR ZA%JXA/
ING. J@GE CASTILLO MERINO
DRA. MARTHA B. G.hGZAR GARZA
r
ING. VICTOR SANCHEZ PEÑA
\ I - yc
4 G . FELiX ESPARZA TORRES
Chapingo, México, Febrero de 1999.

Hace tiempo, en una singular noche, soñé que muchas
daban la mano, aban y apoyaban
para CUY
mayo]
todop odtwoso, por habernos creado v dado la dicha de
M I C E DE TABLAS ......................................................................................................................................... iV
M I C E DE FíGURAS ........................................................................................................................................ V
RESUMEN .......................................................................................................................................................... VI
SUMMARY ....................................................................................................................................................... w
1.- INTRODUCCI~N ........................................................................................................................................... 1
2.- JUSTIFICACIóN Y OBJETIVOS ................................................................................................................. 2
2.1.- JUSTIFICACI~N ........................................................................................................................................... 2
2.2.- OBJE’MVOS ................................................................................................................................................... 2
2.2.1.- GENERAL: .............................................................................................................................................. 2
2.2.2.- ESPEChXOS: ....................................................................................................................................... 3
2.3.- HIPÓTESIS .................................................................................................................................................... 3
3.- REVJSIbN DE LiTERATiJR.4 ...................................................................................................................... 4
3.1.- RESEÑA HIST~RICA ................................................................................................................................... 4
. . . ............................................................................................................................................ 3 I 1 - MOLIENDA 5
3.1.2.- PANIFICACIÓN ...................................................................................................................................... 6
3.2.- INDUSTRIALIZACIÓN DEL TRIGO ..
3.2.1- ESTRUCTURA . COMPOSICI~NY LITIUZACI~NDEL TRIGO .............................................................. 7
3.2.1.2.-PROTEhS ................... ................................................... 8
3.2.1.1.- ALMlE6N Y ....................................................................... 7
3.2.1.3.- Lh’Iws ...... .............................................................. 3.2.1.4.-ViTAMlNASYMINERALEs ........................................................................................................................ :IO
I
DICE
3.2.1.5.- SALVAW .......................................... ............................................................... 10 3.2.1.6.-GERMEN ................................................................................ 11
3.2.1.7.- USOS DEL TIUGO ......................................... ................................................ 11
3.2.2.- PROCESO DEMOLIENDA .................................................................................................................. I 1
3.2.2.1.- MOLIENDA DE TRIGOS PANADEROS Y SUAVES.
3.2.2.2..- MOLIENDA DE TRIGOS DURUM CRISTALINOS (Triihcum durum)
............ 14 ....................................... 17
3.2.3.- GRADOSDEEYTMCCIIÓNDEHARINA ................ ..........................................
3.2.4.- COA4POSICIIÓNMlNERAL DE LAS HARINAS ....................................................
3.3.- U. COLOR EN LAS HARINAS ................................................................................................................... 2 1
3.3.1.- DEFINCIIÓNDE COLOR ............. ............................. 21
3.3.2.- IMPORTANCIA DEL COLOR EN ............................. 23
3.3.3.- COMPUESTOS QUE DAN COLOR A LA FURIA DE TRIGO ............................................................. 23
3.3.3.1.- CAROTENOIDES .................................................................. 24 3.3.3.2.-ESTABlLIDADDELOS CAROTENOIDES. 29
3.3.3.3.- USOS COMERCIALES ................................................................................................................................... 29
............................................... 30 3.3.4.-MÉTODOS YEQUIPO PARA MEDIR COLOR ENHARINA .... 3.3.4.1.- &TOWS ..................... 3.3.4.2.-EQUIPO .......
4.- MATERIALES Y MÉTODOS ...................................................................................................................... 40
4.1.- UTERIALES ............................................................................................................................................. 40
4.2.- METODOS ................................................................................................................................................... 40
4.2.1.- ANÁwsS FiSICO DEL GRANO ........................................................................................................... 40
4.2.2. - PROCESO DE MOLIENDA .................................................................................................................. 42
4.2.3. - ANÁLISIS QUlMlCO DE LA HARINA .................................................................................................. 43
4.2.4.- PRUEBAS REOL~GICAS. ........................................................ ......................................... 44
4.2.4.2.- FARINOGRAMA (MICROFAIUN~GRAFO BRABENDER) ........................................................................... 45
4.2.5.- PANIFICACI~N .................................................................................................................................... 46
4.2.4.1.- ALVEOGRAMA (ALVE6GRAFO DE CH0H.N). ........................................................................................... 44
4.2i.4.3.- EXTEliSOGRAMA (MICROEXl"S6GRAFO DE BRABENDER) ...............................................

... .-rii-
MICE
4.3.- DISER0 EWERIMENTAL ......................................................................................................................... 47
5.- RESULTADOS Y DISCUSIONES ................................................................................................................ 49
5.1.- CARACTEFdSTICAS DE CALIDAD DE LAS VARIEDADES ................................................................... 49
5.2.- CARACTER~STICAS FISICOQU~CAS DE LA HARINA ....................................................................... 50
5.2.1.- CONTENIDO DE CENIZAS .............. ......................................................................................... 50
5.2.2.- COLOR ................................................................................................................................................. 51
5.2.3.- COMPOSICIIÓN QVhlCA DE LA HARINA ......................................................................................... 53
5.3.- C A R A m S T I C A S REOLbGICAS DE LA MASA .................................................................................. 54
5.3.1.- CARA CTER~STCAS AL YEOGRA'FICAS ...
5.3.2.- CARACTER~STICASFARINOGRA'FIO~S ............................................................................................. 56
5.3.3.- CIR~CTER~~ICASE~'NSOGRA'FICAS .......................................................................................... 58
............................................................................. 54
5.4.- CARACTER~STICAS DE PANIRCACI~N .................................................................. 59
6.- CONCLUSIONES .......................................................................................................................................... 62
1.- LITERATURA CITADA ............................................................................................................................... 63
ANEXOS ............................................................................................................................................................. 61
ANEXO 1.-DIAGRAMA DE EL ALVEOGRAMA .............................................................................................. 67
ANEXO 2.- DIAGRAMA DEL FARINOGRAMA ................................................................................................ '68
ANEXO 3.- DIAGRAMA DEL EXTENSOGRAMA ............................................................................................ 69
ANEXO 4.- TABLAS DE RESULTADOS ............................................................................................................ 70

hDICE DE TABLAS
ÍNDICE DE TABLAS
TABLA 1 .. RENDIMiENTO Y COMPOSiCi6N QWhUCA DE PRODUCTOS Y SUBPRODUCTOS DE LA MOLIENDA DE TRIGOS
DUROS Y SUAVES .......................................................................................................................................... 16
TABLA 2.- COMPOSIC16N QIJhlCA 6pIIMA DE HARINAS PARA PANIFICACIÓN. GALLETERfA DULCE Y S A L A D q
PASTELERfAY DE SEMOLINAPARAELABORACI6N DE PASTAS .......................................................................... 17
TABLA 3 .. RENDMENTO Y COMPOSiCl6N QWhUCA DE PRODUCTOS Y SUBPRODUCTOS DE LA MOLIENDA DE TRIGOS
......................................................................................................................................... 18
TABLA 4.- CAROTENOIDES MAS COMUNES EN LANA'IURALUA ............................................................................... 25
TABLA 5.- CQNTENIW DE CAROTENOIDES DELTRIGO Y SUS FRACCIONES ................................................................ 26
TABLA 6.- DETERMNAC16N ESPECTROFOTOMÉTRICA DE CAROTENOIDES EN HARINA DE TRIGO EN AGUA
SATURADACON N-BUTANOLA450 NM .......................................................................................................... 27
TABLA7.- CONTENIDO DE FLAVONES EXPRESADO COMOTRICINA ........................................................................... 28
TABLA8.- INSTRWNTOS EMPLEADOS EN LAMEDIC16N DE COLOREN LOS ALIMENTOS ............................................ 34
TABLA 9.-RELACi6N ENTRE LA BIULLANTEZ DE LA HARINA, EL COLQP., EL CONTENIDO DE PIGMENTOS Y DE
CENIZAS DE LA MIGADE DIVERSAS H.AS ................................................................................................... 36
TABLA 10 .- FÓRMULADE PAN BLANCO DE CAJACON BASE AL PESO DE HARINA ....................................................... 46
TABLA 11.- CARACTERfSnCAS DE CALIDAD DE LAS VARIEDADES ESTUDIADAS (ARANDAS F89 Y ~ALAhllWCA
TABLA 12.- CARACTERfSTICAS QIJhlCAS DE LAHARINA DETRIGO DELAS VARIEDADES ES TUDIADAS ......................... 54
TABLA 13.- CARACTERfSnCAS PARINOOl&'ICAS DE LA HARINA DE TRIGO DE LAS VARIEDAD- ESTUDIADAS ............. 57
TABLA 14.- CARACTERfSTlCAS WTENSOOl&'ICAS DE LA HARINA DE TRIGO DE LAS VARIEDADES ESTIJDIADAS ........... 58
TABLA 15.- CARACTERfSTlCAS DE CALIDAD DEL PAN ELABORADO CON LA HARINA DE TRIGO DE LA VARIEDADES
ESTUDIADAS A DISTINTOS GRADOS DE ExrACCI6N .......................................................................................... 60
TABLA 16.- COLoR DE LA MIGA DEL PAN ELABORADO CON HARINA DE TRIGO DE LAü VARIEDADES BTUDiqDAS A
DIFERENTES GRADOS DE EXII(ACCI(>N ........................................................................................................... 61
TABLA 17.- COLORDE LAHARINAA LOS DIFER€NTES GRADOS DE ExTT(ACCI6N (MOSAICO BLANCO) .......................... 70
TABLA 18.- COLOR DE LAHARINA ALOS DIFERENTESGRAWS DEEXIRACCI6N(MOSAICOAMARILLO) ....................... 71
TABLA 19.- CARACTERfSTlCAS A L V E O O ~ C A S DE LAHAüNADE TRIGO DE LAS VARIEDADES ES TUDIADAS ............... 72
TABLA2O.- P-OS ESTADfSTICOS DE LAS VARIEDADES ANAUZADAS ............................................................. 73
Iv
... .- _-
hDICE DE PIOURAS
ÍNDICE DE FIGURAS
FIGURA 1.- DIAGW DE FLUJO PARA LAOBTENCdN DE HARINADE TRIGO ........................................................
FIGURA^.- CLASES DE HARINAO~TENIDADEL 7~100 ......................................... ....................................... 19
FIGURA 3.- ESQUEMADE LAXANTOPILA .................................................................................................................. 27
FIGURA4.- ESQUEMA DE LATRICINA(5,7,4-TRJHIDROX 3,5-DIMETOX FLAV6N) ....................................................... 28
FIGURA 5.- DIAGRAMA PARA LA MOLIENDA DE TRIGOS DUROS Y BLANDOS CON EL MOLINO ALTOMÁ~CO DE
LABORATORIO, MODELoaU-202 ................ .................................................................................... 42
FIGURA^.- mLACl6N ENTRE ELCONTENIMI DE C E N W Y ELGRADO DE ~ C C d N .............................................. 51
FIGURA 7.- RELACI~N ENTRE L Y EL GRADO DE EXiRACCIÓN (MOSAICO BLANCO). .................................................... 52
FIGW 8.- RELACi6N ENTRE L Y EL GRADO DE EXTRACCI~X (MOSAICO AMAWLO). ................................................. 52
FIGURA 9.- RELACI~N ENTRE EL GRADO DE EXTRACCIÓN Y EL PAIZÁMETRO w (FUERZA GENERAL). . 55
V
......
RESUMEN
El grado de extracción L- .A harinas en el proceso de molienL- A u y e sobre las propiedades
fisicoquímicas y de panificación, incorporadas en las variedades de trigo (Trifimm uesfiwm) en su
proceso de formación por el programa de mejoramiento. El objetivo de este trabajo fue evaluar los
efectos de diferentes porcentajes de extracción de harina (71, 72, 74, 76 y 78%), obtenidos en un
molino experimental Buhler MLU-202, sobre las características de calidad de dos variedades de
trigos harineros: Arandas F89 (grano duro y gluten fuerte) y Salamanca S75 (grano suave y gluten
débil). Las harinas se evaluaron por contenido de cenizas y color para determinar calidad molinera.
El análisis reológico y de panificación se realizó para medir el grado de deterioro del potencial de
panificación relacionado con el incremento de porcentaje de extracción. De las variables de calidad
evaluadas, en las harinas extraidas de ambas variedades, el contenido de cenizas y el índice “L” de
color medido en el Hunter Lab aumentaron y disminuyeron, respectivamente, con el aumento del
porcentaje de extracción, y no se observaron diferencias significativas (a=0.05) en el
comportamiento molinero de las dos variedades. El contenido de proteína aumentó ligeramente en
ambas variedades. Los valores de fuerza general (W del alveógrafo) fueron superiores para las
extracciones al 71% que las obtenidas para las extracciones al 78%, observandose un decremento
gradual y significativo (a=0.05). En los farinogramas y extensogramas se registraron variaciones
importantes entre variedades y grados de extracción, siendo las harinas obtenidas de la variedad
Arandas F89 las que tuvieron tiempos Óptimos de amasado más prolongados, con una media de
9.5 minutos. Los volúmenes de pan más altos se obtuvieron de las harinas extraidas diferentes
grados de extracción de la variedad Arandas F89. Estos resultados permiten señalar un importante
efecto del grado de extracción de harinas sobre las características de calidad, debido a la
incorporación de partes harinosas asociadas al pericarpio y aleurona.

SUMMARY
The degree of flour extraction in the milling process influences the physicochemical and
breadmaking properties incorporated into wheat varieties (Triticum uestivum) by the breeding
program. The objective of this work was to evaluate the effects of increasing flour extraction (71,
72, 74, 76 and 78%), obtained in an experimental Buhler mill Model MLU-202, on the quality
characteristics of two bread wheat varieties: Arandas F89 (hard grain and strong gluten strength)
and Salamanca S75 (soft grain and weak gluten strength). Flours were evaluated by ash and
protein content, color and alveograph, farinograph and breadmaking characteristics. Ash content
and "L" Hunter Lab values increased and decreased respectively, with the increase of flour
extraction rate and there were no significant differences (a=O.OS) observed in both varieties.
Protein content increased slightly in flours 60m both varieties. Gluten strength values (W of the
Alveograph) were greater for flour extraction at 71% than those for extractions at 78%. It was
observed a gradual and signifucant (a=O.OS) decrease. in the farinograms and extensograms were
registered important variations among varieties and flour extraction rates. Flours 60m variety
handas F89 had longer mixing times with an average of 9.5 min. The higest loaves volumenes
were obtained fiom flours of the variety Arandas F89 with diferent degrees of extraction. These
results suggest an important effect of flour extraction rate on flour quality characteristics due to
the incorporation of bran and aleurone parts.
w
tNTRODUCCi6N
I.- INTRODUCCI~N
El proceso de molienda es la separación fisica de las distintas partes anatómicas del grano de
trigo para la producción de harinas, donde el rendimiento harinero y calidad de las harinas
determinan el éxito económico e industrial. Sin embargo, la calidad molinera del trigo también se
ve influenciada por el grado de desarrollo de la tecnología empleada en el molino. Estas
diferencias en tecnología de molienda producen variaciones en el rendimiento harinero medido
como porcentaje de extracción de harinas. El rendimiento harinero comercial varía de 74 a 78%
(Yamasaky y Posner, 1989).
A nivel experimental, las variedades de trigo, en su proceso de formación en los programas de
mejoramiento, se evalúan utilizando el molino Buhler experimental MLU-202, el cual se basa en la
técnica de molienda fija única cuyo objetivo es evaluar el comportamiento molinero en una
pequeña cantidad de trigo bajo condiciones fijas en los procesos de quiebra, reducción y
purificación, y aún cuando este método ha sido aplicado con éxito en los programas de
investigación, no provee información en el potencial molinero máximo del trigo (Dexter, 1987).
Lo anterior ha ocasionado que el grano cosechado de las variedades de trigo cuando se muele a
nivel comercial producen harinas cuyas caracteristicas de calidad no coinciden con las obtenidas a
nivel experimental, ya que no se informa el grado de extracción de harina. A mayor grado de
extracción de harinas se incrementan los valores de cenizas y color, lo cual limita sus usos
industriales. También, el molinero utiliza mezclas de diferentes clases, variedades, grados de
calidad y aditivos (blanqueadores y mejoradores) en su proceso de molienda, lo cual se considera
como secreto industrial, por lo que es dificil establecer comparaciones directas de las
Características de calidad de las harinas, ya que depende del grado de extracción, textura del trigo,
contenido y calidad de las proteínas, daño del almidón, tamaño de partícula y actividad enzimática
(Kent, 1987).
En base en esta información, el objetivo de este trabajo fue estudiar el efecto del grado de
extracción de harinas sobre las características fisicoquímicas y de pani6cación de dos variedades
de trigo que difieren en textura (dureza) y calidad industrial.
1

JUSTIFICACi6N Y OBlEnVOS
2.- JUSTIFICACIdN Y OBJETIVOS
2.1.- JUSTIFICACIÓN
Las harinas comerciales se producen a diferentes grados de extracción de molienda y por
consiguiente con diferentes contenidos de cenizas, así como con diferente color. Hasta hoy, en la
industria molinera de México no se conoce los efectos de los diferentes grados de extracción de
harinas de variedades de trigo en relación con las características de tenacidad, extensibilidad y
otras propiedades de procesamiento que repercuten en la calidad del producto final, como podrían
ser un volumen de pan pobre y propiedades sensoriales de la miga indeseables (Oliver, 1994).
Este fenómeno se ve enmascarado por el empleo de aditivos en el proceso de molienda que
mejoran las características de procesamiento de las masas en las panaderías, pero tienen un
comportamiento deficiente en la fase de fermentación debido a reacciones de sobreoxidación. Con
base en esta información, es importante estudiar el porciento de extracción de harina, contenido de
cenizas, color y su relación con las características de calidad reológicas y de panificación.
La información que se genere servirá de base para apoyar la norma de comercidmción de
harinas y establecer diferencias de calidad industrial en harinas de trigo.
2.2.- OBJEnVOS
2.2.1.- GENERAL:
Obtener harinas de tngo (Triticum aestivum) con diferentes grados de extracción por medio de
un proceso de molienda fraccionada a partir de dos variedades de tngo (trigo de grano duro
variedad Arandas y trigo de grano suave variedad Salamanca) para conocer la relación entre el
grado de extracción y sus propiedades fisicoquúnicas y de procesamiento en la elaboración de pan.
2
__.I___

~ JUSTIFICACIÓN Y OBIETIVOS
2.2.2.- ESPECJFICOS:
. Caracterizar fisica y químicamente a la harina obtenidas.
. Caracterizar las propiedades reológicas de las harinas por medio del Alveógrafo, Fhógrafo
y Extensógrafo.
. Determinar la relación existente entre el grado de extracción en harinas y sus propiedades
fisicoquímicas y de procesamiento.
2.3.- HlP6TESIS
En nuestro trabajo se puede establecer las siguiente hipótesis:
El grado de extracción de harinas en el proceso de molienda está directamente relacionado con
el contenido de cenizas, el color, sus características reológicas y de panificación.
3

REWS16N DE LiTFAATWU
3.- REClSIdN DE LITERATURA
3.1.- RESEfiA HlSTdRtCA
La llegada del trigo a América ocumó en los primeros viajes de la conquista. Según una versión
llegó al Perú al inicio de la década de 1530 mezclado con otros granos, que le enviaron como
presente de España a Doña Inés de Muñoz, viuda de un hermano de Francisco Pizarro. Se cuenta
que Doña Inés separó cuidadosamente los granos, 45 en total, que sembró. Años más tarde el
trigo se cosechaba en Lima siendo el mismo Pizarro quién instaló el primer molino de trigo
(Peterson, 1965).
En lo que se refiere a México se afirma que el grano lo trajeron los hermanos de Cortéz. Una
versión del cronista López de Gomara citado por Salazar (1990), cuenta que en 1520 un esclavo
de Cortéz encontró tres granos de trigo en el fondo de un costal, los cuales sembró y que de ellos
obtuvo 186g. Otra versión asegura que algunos de los soldados invasores encontraron granos de
trigo entre sus navíos y los sembraron durante el asentamiento en las tierras conquistadas. Según
Femández del Castillo, para 1523 la tierra mexicana estaba cubierta por campos de trigo y un año
después se fabricaba pan de trigo con harina nativa (Peterson, 1965).
Los primeros cultivos de trigo se hicieron en areas aledaiias a la capital de la Nueva España
desplazando al maíz y al fijol. Con el tiempo, el cultivo del trigo se extendió al Bajío y a los valles
de Puebla y Tlaxcala. El trigo se traía de esos lugares a los molinos de la capital en recuas e
incluso en trajineras. Para el siglo XVI la producción de trigo se efectuaba en gran escala y se
cultivaban ya varias clases de trigo. La forma principal de consumo de trigo era como pan. En el
siglo XVI se producían en la Nueva España dos tipos de pan según el tipo de harina utilizada para
elaborarlo, el pambazo y el pan floreado (Rodríguez, 1947).
La conquista trajo como consecuencia la mezcla en los hábitos de consumo tanto de los
indígenas como de los españoles. Una de las consecuencias de esta mezcla de culturas fue el
nicimiento de una gran variedad de tipos de pan. Con la llegada de la pastelería hncesa a México
la diversidad de panes se increment6 dando como resultado mucho de los productos a los que
estamos hoy en día, acostumbrados a consumir. Al mismo tiempo, el desarrollo de la industria de
4
la panificación y sus inovaciones se generaron principalmente en la capital de la república. A
manera de ejemplo se puede citar que para 1847 se fabrica por primera vez pan de caja en México,
y para 1850 existen en la ciudad de México 34 fábricas de pan biscocho y 19 pastelerías. En 1877 se considera la panadería como de las principales industrias en México (Garcia, 1989).
El cambio más representativo de la industria de la panificación se dió en el año de 1920 cuando
se inicia la mecanización de las panaderías en México, al comenzar a utilizar mezcladoras. Sin
embargo, los cambios tecnológicos que se han llevado a cabo en esta industria son pocos y se
considera que es una de las industrias más antiguas y con más tradición. Los mayores cambios se
han llevado a cabo en las ciudades más industrializadas, pero existen aún una gran cantidad de
establecimientos que no cuentan con un desarrollo tecnológico adecuado, que pueda hacer sus
procesos más rentables y que les permitan competir con las grandes empresas industrializadas de
panificación, que día a día abarcan una mayor proporción del mercado con un producto de mayor
vida de anaquel. La pequeña y mediana panadena a la fecha sigue trabajando bajo un esquema casi
en su totalidad artesanal (Rodríguez, 1948).
3.1.1.- MOLIENDA
Peterson (1965) señala que la utilización del trigo como alimento data de tiempos prehistóricos.
No se sabe con exactitud cuando se inició el cultivo ni su consumo y transformación. El método
más primitivo de consumirlo consistía en resecar o tostar los granos sobre piedras calientes, lo que
provocaba una fácil separación de la cascarilla y un producto de menor dureza más senciiio de
consumir. El inicio de la molienda consistia en colocar el grano, tostado o sin tratamiento térmico,
entre dos piedras, restregando una contra la otra y triturando el grano hasta obtener una harina
gruesa e integral. La piedra inferior estaba diseñada de forma tal que podía retener la harina, que
caía por gravedad en un hueco.
A estos instrumentos les sucedió el rabíl, que son dos piedras circulares, una fija y otra móvil
entre las cuales se coloca el grano. Este tipo de m o h o continua en uso en algunas partes de
Añica. :Sin embargo, cualquiera que fuese el procediento empleado, la molturación manual del
grano era muy penosa y árida por io que casi siempre se encomendaba a esclavos o a los sirvientes
5

REVISI~N DE LJTERA'iUñA
de menor estima (Bennion, 1967).
La necesidad de una mayor producción de harina generó innovaciones en los procesos
primitivos de molturación tomando como base los molinos manuales. Como ejemplo se puede
decir que apartir del rabil nació el molino clásico de muelas accionado por fuerza humana y
animal. Posteriormente se empezó a hacer uso de elementos como el agua y el viento, donde estos
abundaban, con el fin de dar mejor uso a la mano de obra esclava. El molino hidráulico fue un
invento romano que se remota a unos 100 años a.c. y que es de los pocos mecanismos
economizadores de mano de obra. En Italia aún se encuentran ejemplos de este tipo de molinos
hidraúlicos. Otro de los molinos que utilizaba menor cantidad de mano de obra fueron los de
viento. A principios del siglo XM aparecen los primeros molinos de cilindros, obteniendo una
molienda de baja extracción. Al final de este mismo siglo Francia y Austria generaron la tecnología
para la molienda de alta extracción. En ese mismo siglo, Hungría se convirtió en el centro de la
industria harinera con el desarrollo de las máquinas de vapor (Pelshenke, 1966).
3.1.2.- PANIFICACI~N
Adrian (1959) señala que el arte de la panadería tiene su propia historia. Las gachas o puchas
pueden considerarse como la forma más antigua de pan. Estas se elaboraban utilizando la harina
obtenida durante la molienda a la cual se le adicionaba agua y posteriormente se sometía a
cocimiento en piedras calientes. Las gachas comenzaron pronto a ceder el paso a las tortas no
fermentadas que resultaban más ventajosas y se hacian calentando la pasta resultante de amasar la
harina con agua. Apareció así el oficio de panadero. En un principio las tortas no fermentadas se
cocían sobre piedras muy calientes, más tarde se inventó el homo. A las tortas cocidas y Sin
fermentar se les suele llamar actualmente pan ácimo y se consumen en varias partes del mundo. Un
ejemplo de ello lo ofrecen las tortiUas delgadas de harina o chapatis de la india y Paquistán.
La elaboración del pan fermentado quizás tuvo su origen en Egipto ya que los primeros
testimonios claros del proceso datan de una etapa temprana de esta civilización, y bien pudiera ser
que la masa fermentada y la producción de pan con levadura se hubiera descubierto por casualidad
al dejar la harina mezclada con agua en algún lugar caliente y al aire libre. Se cree que la etapa
6

REvIS16N DE LlTERATuRA
siguiente fue la adición de una pequeña cantidad de masa fermentada a un volumen mayor de masa
sin fermentar, originando de esta forma los pies de fermentación. Esta práctica fue seguida durante
mucho tiempo hasta la aparición de los cultivos artificiales de levadura, primeramente obtenidos de
las cervecerías y posteriormente mediante la producción de levaduras para panificación (Lupton,
1987).
En la antigua Roma así como en la antigua Grecia, la molienda y la cocción eran, por lo común,
operaciones combinadas. Había en Roma mohos homos de gran capacidad de producción, que
abastecían de pan a los ciudadanos, a los cuarteles y a las instituciones públicas, además de
fábricas. El pan se distribuía a la plebe como raciones gratuitas a expensas del erario público. Sin
embargo, en muchos pueblos y ciudades, el pan se cocía en el hogar. El desarrollo de la molineria
y la panificación se puede decir que siguió el siguiente curso: Egipto, Grecia, Roma, Las W a s ,
España y América (Pelshenke, 1966).
3.2.- iNDUSTRIAUZACi6N DEL iRiG0.
3.2.1- ESTRUCTURA, COMPOSICIÓN Y UTILIZACIÓN DEL TRIGO.
Tecnológicamente, el grano de trigo se compone de tres grandes porciones; el endospermo que
abarca el 82%, el salvado que ocupa aproximadamente el 15% y el germen que es la más pequeña
y solo conforma el 3% del total del gano (Kent, 1987).
Cada parte comprende dos o más tejidos con diferencias anatómicas. El endospermo incluye el
almidón y la capa de aleurona. El salvado consiste en mínimo seis tejidos diferentes y el germen
normalmente incluye el cotiledón con el embrión (Kent, 1987). La composición de estas tres
partes es marcadamente diferente desde el punto de vista cualitativo y cuantitativo, y esta será
revisada más adelante.
,
3.2.1.1.- AwM;IDdN Y OTROS C4RBOHLDR4TOS
El almidón es más del 80% de la materia seca del endospermo. Otros carbohidratos del
7
II

REVISIÓN DE LlTEIWilJRA
endospermo incluyen aproximadamente 2% de pentosanas, 2% de azúcares y 0.4% de celulosa. El
almidón es la fuente de azúcares de la semilla de trigo, en las células del endospermo se encuentra
como partículas características llamadas gránulos. Este polisacárido tiene como característica su
distribución bimodal en los gránulos. Los gránulos, pequeños y esféricos, tienen diámetros de 2-10
pm de largo, y los gránulos grandes tienen diámetros de 20-25 pm. Estos gránulos representan el
12.5% pero pueden tener el 93% del peso total (Santos, 1980).
Según Kent (1987), las moléculas de almidón organizadas dentro de los gránulos, son
polimeros de glucosa. Hay dos tipos generales que presenta el almidón. Las moléculas lineales en
las cuales la glucosa esta unida por enlace glucosídico a(l-4), a esta cadena se le llama amilosa.
La amilopectina es una molécula ramificada del almidón, dónde las ramificaciones están unidas por
enlaces u(1-6).
Las moléculas de almidón tienen diferentes pesos moleculares. La masa molecular, de la
amilosa es 100 a 200 Kd y la amilopectina puede llegar a tener 4000 Kd, aunque la proporción
depende de las especies. Los gránulos de almidón tienen características y propiedades fisicas que
son importantes para su funcionalidad. Los gránulos intactos son insolubles en agua, pero cuando
este es calentado en exceso de agua, estos se hinchan y absorben agua y eventualmente se
desintegran. Durante la molienda los gránulos pueden sufrir daños fisicos, esto puede ocasionar
que absorban más agua y que sean más susceptibles al ataque de u-amilasas (Santos, 1980).
3.2.1.2.- PROTEbAS
Las proteínas son el constituyente más importante en la harina de trigo, debido al uso que se le
da, que es la formación del pan. En términos de la función fisiológica en la semilla hay tres tipos de
proteínas: las de reserva, estructurales y las metabólicas. Las primeras tienden a estar en el centro
en partículas distintivas llamadas cuerpos de proteínas. El principal precursor de la germinación de
la semilla es el nitrógeno. La selección de los aminoácidos por la planta para proveer precursores
eficientes de nitrógeno tienen que producir una proteína que es única, en funciónalidad para
preparar pan, aunque la calidad nutricional es relativamente baja (Kent, 1987).
El total de proteínas que están en el endospermo del trigo pueden ser separadas en fiacciones

REVISI~N DE LITERATURA
empleando el método de solubilidad de Osbome, el cual requiere de los siguientes solventes: agua,
cloruro de sodio, etanol y ácido acético; y las fracciones obtenidas son: albúmina (15%), globuiina
(5%), gliadma (33%) y glutenina soluble (14%) e insoluble (33%) (Simmonds, 1985).
Las proteinas del endosperno, son únicas porque tienen un alto contenido de prolamina-
giutenina. La solubilidad de cada una de las fracciones es altamente heterogenea en pesos
moleculares y/o propiedades químicas. Las gliadmas por ejemplo, comprenden moléculas que
cubren un rango angosto de pesos moleculares (30 O00 - 75 000), pero pueden determinase en
más de 50 componentes por el mapeo de proteínas en dos dimenciones. Las moléculas de
gluteninas, por otro lado cubren un rango amplio de pesos moleculares, donde el más bajo es de
10 000, y el más alto de un millón. Las proteínas llamadas solubles del endosperno del trigo,
albúminas y globulinas, se originan en el citoplasma. Estas fracciones contienen todas las enzimas
del endosperno y algunas proteínas inactivas (Santos, 1980).
La composición mayoritaria de aminoácidos en las proteínas de trigo son caracterizados por su
alto contenido de ac. giutámico, la mayor parte en forma de amida, un alto contenido relativo de
prolina y leucina, y un bajo contenido de kina y ácidos iónicos. Las gluteninas y las giiadmas son
dos de las proteínas menos cargadas que se conocen (Kasarda y N m s , 1981).
El alto contenido de glutamina, es importante en la fincionaiidad de las proteínas del trigo al
hacer pan, pero su bajo contenido de lisina disminuye su calidad nutricional. Las proteínas
solubles, albúminas y globulinas tienen claras diferencias en la composición de sus aminoácidos.
Estas contienen notablemente un bajo contenido de ácido giutámico, de prolina y de
considerablemente más lisina. Por esta razón la selección de variedades de trigo por su alto
contenido aparente de lisina, es antagónico con su alta calidad de panifícación (Bushuk, 1978).
3.2.1.3.- LfPIDOS
La harina de trigo contiene aproximadamente el 2% de iípidos totales. Depende de la fanlidad
con que son extraídos los iípidos con solventes no polares que estos se clasifican en libres y
ligados. Cada parte es separada y se subdivide en polares y no polares (Mecham, 1971).
9
REVISI~N DE LIIZRAWR.4
La mayor parte la constituye la fracción polar que son los fosfoiípidos y glicolípidos.
La composición total de los Iípidos en la harina de trigo es altamente heterogénea. Los
triglicéridos son los mayores constituyentes de la fracción no polar. Los digalactosiglicéridos
forman aproximadamente el 50% de la fracción glicolípida. Los principales componentes de la
fracción fosfoiípida son las fosfotiddcolinas. Los lípidos del endospermo contribuyen
sustancialmente a la composición del pan de harina (Kent, 1987).
3.2.1.4.- V I T m A S YMINERQLES
Las vitaminas y minerales forman menos del 1% del endospermo del trigo. Los componentes
mayoritarios de la fracción mineral son los fosfatos y sulfatos de K, Mg y Ca. Algunos de los
fosfatos se encuentran presentes como ácidos fiticos. Los elementos importantes minoritarios
incluyen al Fe, Mn, Zn y Cu (Kent, 1987).
El dato del contenido de vitaminas en el endospermo varía extensamente en los reportes totales.
La contribución precisa de las vitaminas naturales en el endospermo con la calidad nutricional para
los productos homeados no puede ser determinada. En la práctica de molienda, la harina es
usualmente fortificada en vitaminas que contienen un rango de conformación total en el trigo.
3.2.1.5.- SALVADO
Los carbohidratos representan el 70% del salvado; de este el 50% son pentosanas, el 40%
celulosa, y el 10% restante son otros carbohidratos. El salvado no tiene naturalmente almidón. Las
proteínas del salvado son aproximadamente el 16% del total, de las cuales tenemos, que las
albúminas representan el 18-22.9%, las globulinas el 11.4-16.5%, las prolaminas el 9.1%, las
gluteninas el 19.1% y el 15.6-22.7% son proteínas no clasificadas. Lo importante es que las
proteínas del salvado no producen gluten. En cuanto a las grasas, este tiene más que el
endospermo, y básicamente son triglicéidos, y en menor medida fosfo y giicolipidos (Kent, 1987).
10
REVISI~N DE UTERATURA
3.2.1.6.- GERMEN
Los azúcares simples son la mayor cantidad de carbohidratos en el germen, mientras que la
celulosa y las pentosanas representan el 25% restante. El contenido de proteínas aumenta en
comparación del salvado hasta en un 32.4%, donde las albúminas tienen la mayor proporción,
aproximadamente un 32.2%. Al igual que en el salvado, no se conoce que las proteínas sean
capaces de formar gluten. Lo más interesante en su composición, es el alto contenido de grasas,
que es 11.9%, donde encontramos triglicéridos, ácidos grasos, esteroles, fosfo y glicolípidos. Este
alto contenido lo hace muy susceptible a la oxidación, lo que hace indispensable su eliminación
durante su molienda (Kent, 1987).
3.2.1.7.- USOSDEL TRIGO
Según Heyne (1987), la producción mundial asciende a aproximadamente 500 millones de
toneladas, de las cuales 100 millones se exportan a diferentes partes del mundo, siendo China el
principal productor mundial. Del total producido, el 65% es dirigido a consumo humano, en forma
de pan y otros productos, el 20% del total se destina para alimentación animal, y el 15% restante
es usado como semillas.
Las proteínas que contiene la harina de trigo, al ser mezcladas con agua forman lo que se
conoce como gluten, que es una masa viscoelástica y es la responsable de la formación del pan.
3.2.2.- PROCESO DE MOLIENDA
La molienda consiste en la separación fisica de las distintas partes anatómicas del grano. Tiene
como principal objetivo obtener el endosperm0 en forma entera, parcialmente quebrado o en
harina. A los productos terminados de estos procesos se les considera como intermedios ya que
son la principal materia prima utilizada en otras industrias alimentarias. Indudablemente que la
calidad de los productos resultaqtes de las industrias molineras está estrechamente vinculado con
la calidad de productos terminados y los parámetros del proceso (Sema, 1996).
En la actualidad, los procesos de rnolturación son complejos pero dinámicos y eficientes. En
11
REVISI~N DE LiTER4TüRA
DE QRANOS (Cribado, Asplndo. Mapnetor. Separadores de Dlwoar)
DEL GRANO DE TRIO0
MEZCLADO DE GRANOS ACONDICIONADOS
GRANOSQUEBRADOS Y aANADOS
ON RODILLOS CORRUCADOS
1 (20, 3s. 60. 100 US) I
SERIE DE CLASIFICADORES MOLINOS REDUCTORES PURIFICADORES
QUIEBRA
TAMIZADO I TAMIZADO I
SISTEMA DE 8 A 12 CLASIFICADORES MOLINOS REDUCTORES Y TAMICES
1-pLANQYQ Y.MWURACI6#
I ALMACENAMIENTO I
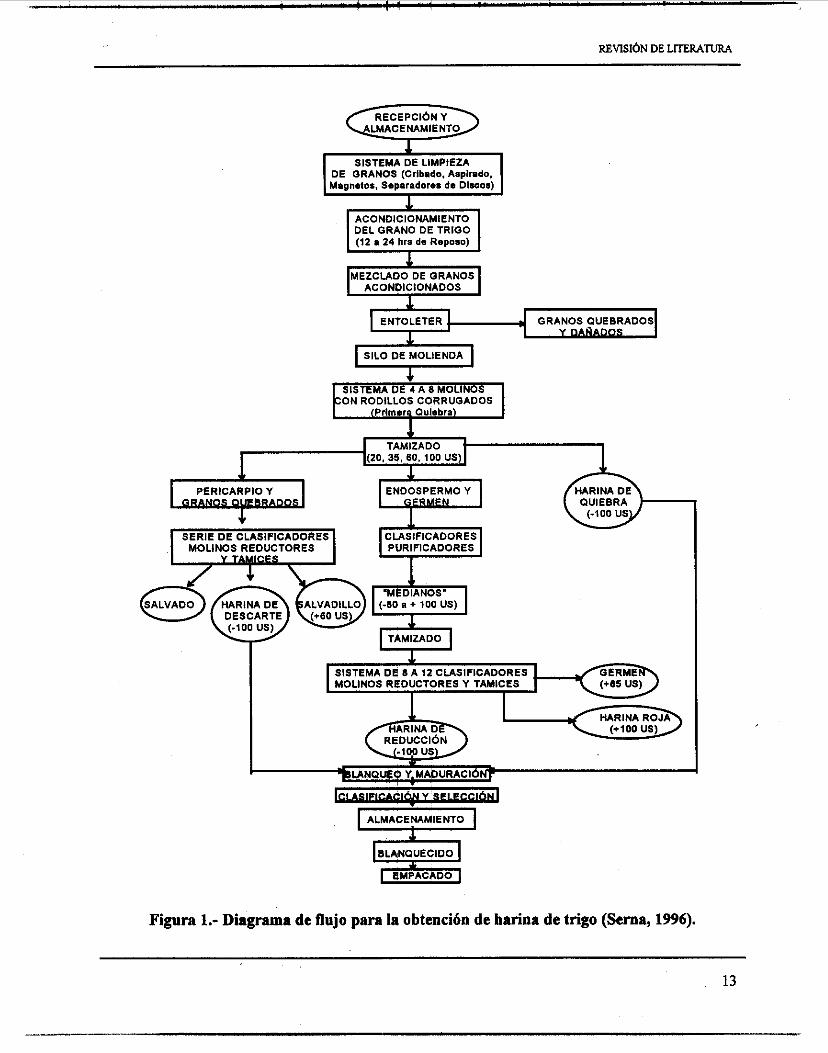
Figura 1.- Diagrama de flujo para la obtención de harina de trigo (Sama, 1996).
13

El grano una vez acondicionado y equilibrado se conduce primeramente a una máquina abrasiva
provista con un sistema de aspiración por aire, cuyo fin es eliminar impurezas localizadas en el
pericarpio y quebrar los granos vacios o contaminados con insectos. El trigo se conduce en medio
de un par de conos invertidos, uno elástico y el otro en movimiento. El grano desciende en forma
de espiral y en la caída es friccionado entre ambas superficies, al final desemboca en una malla
metálica perforada en forma cilíndrica, donde las partículas de pericarpio y granos vacíos se
separan del trigo sano y limpio (Sema, 1996).
3.2.2.1.- MOLIENDA DE TRIGOS PANADEROS Y SUAVES
La molturación del trigo se realiza con dos tipos de molinos de rodillos: a) molinos de quiebra y
b) molios de reducción de partículas. La separación y clasificación de las partículas se realizan
con tamizadores y purificadores. El propósito de la molienda es primeramente quebrar el grano en
pedazos grandes para obtener el pericarpio o salvado en forma de hojuelas y S i residuos de
endospermo. Después, los pedazos del endospermo gradualmente se reducen hasta obtener un
harina que cumpla con las especificaciones de color, cantidad de cenizas y proteína (Pomeranz y
Shellenberg, 197 1).
Los molinos de quiebra consisten en un par de rodillos metálicos comgados, mientras que los
rodillos de los molinos de reducción son lisos. Ambos tipos de molinos están provistos con
sistemas de control de alimentación automático de grano o partículas del mismo y de la luz entre
los rodillos. El largo y diámetro de los rodillos varía de 0.8-1.25 m y de 0.25-0.30 m,
respectivamente (Kent, 1987).
Sistema de quiebra
El trigo limpio y debidamente acondicionado se pasa al sistema de quiebra, que consiste en
varios molinos de rodillos comgados estacionados en batería. Los molinos trabajan con
diferencial de velocidad, pues un molino rota a mayorees velocidades que el otro (v. gr. 1 %-3: 1).
El rodillo rápido gira generalmente de 250 a 650 rpm. Las comgaciones y el diferenc¡al en
14
REVISIÓN DE LiTñüATiJRA
velocidad logran que el grano se rompa y se abra liberando al pericarpio o cascarilla en forma de
pequefías hojuelas, fracciones o pedazos gruesos de endospermo con algo de pericarpio adherido,
fracciones del endospermo de tamaño medio e inclusive un poco de harina (harina de quiebra). El
material del sistema de quebrado se tamiza y clasifica por tamaño Las fracciones más gruesas
pasan a un segundo sistema para su posterior reducción en tamaño y clasificación con tamices. En
general, la operación de quebrado consiste en una batería de cuatro molinos comigados. La luz
entre los rodiUos, número de comigaciones y diferencial en velocidad dífieren de tal manera que al
final del proceso se obtiene el salvado o pericarpio en forma de hojuelas y con el mínimo de
residuos de endospermo (Serna, 1996).
Del sistema de clasificación, después del quebrado, se obtiene el salvado o pericarpio (retenido
por la maüa EUA NÚm 35), la fracción intermedia consiste en pedazos de endospermo mezclados
con germen y pedazos pequeños del pericarpio llamado salvadillo (retenido por la malla EUA
Núm 70), la fracción mediana denominada comunmente semolina consiste en pedazos de
endosperno casi puro (retenido por la malla EUA Núm. 100) y finalmente la fracción más
pequeña, llamada harina de quiebra, que pasa através de la malla EUA Núm. 100 (Sema, 1996)
La fracción intermedia que está contaminada con el germen y pequeños pedazos de pericarpio
se pasa nuevamente por la molienda de quiebra para separar los pedazos de endospermo adheridos
al pericarpio y germen. Posteriormente, la fracción se tamiza y aspira con aire en purificadores
provistos con malla de calibre intermedio y pequeño ( v. gr. EUA Núm. 70, 85, 100). La
separación de los contaminantes se logra por medio del tamizado y aspiración con aire. El salvado
y salvadillo (junto con ell germen) tienen una menor densidad que el endospermo, por lo tanto
pueden ser removidos del sistema con comentes de aire que fluyen a través del sistema de
tamizado (Yamasaky y Posner, 1989).
Sistema de reducción
E n el sistema de reducción, los gránulos de endosperno de tamaño intermedio y, o semolina se
reducen gradualmente en partículas más pequeñas mediante rodillos lisos que generaimente giran a
casi las mismas revoluciones (1.05-1.4:l). Este sistema consiste generalmente en 6-10 molinos
15
REVlSldN DE LiTERAlURA
estacionados en batería. Cada estación está provista con un sistema integrado de cribas o
clasificadoras para la obtención de harina y fiacciones más gruesas que son posteriormente
conducidas ai próximo moho. De esta manera, al final del proceso se obtienen por separado
cuando menos 10 diferentes harinas, 3 6 4 provenientes del sistema de quebrado y 6-10 de los
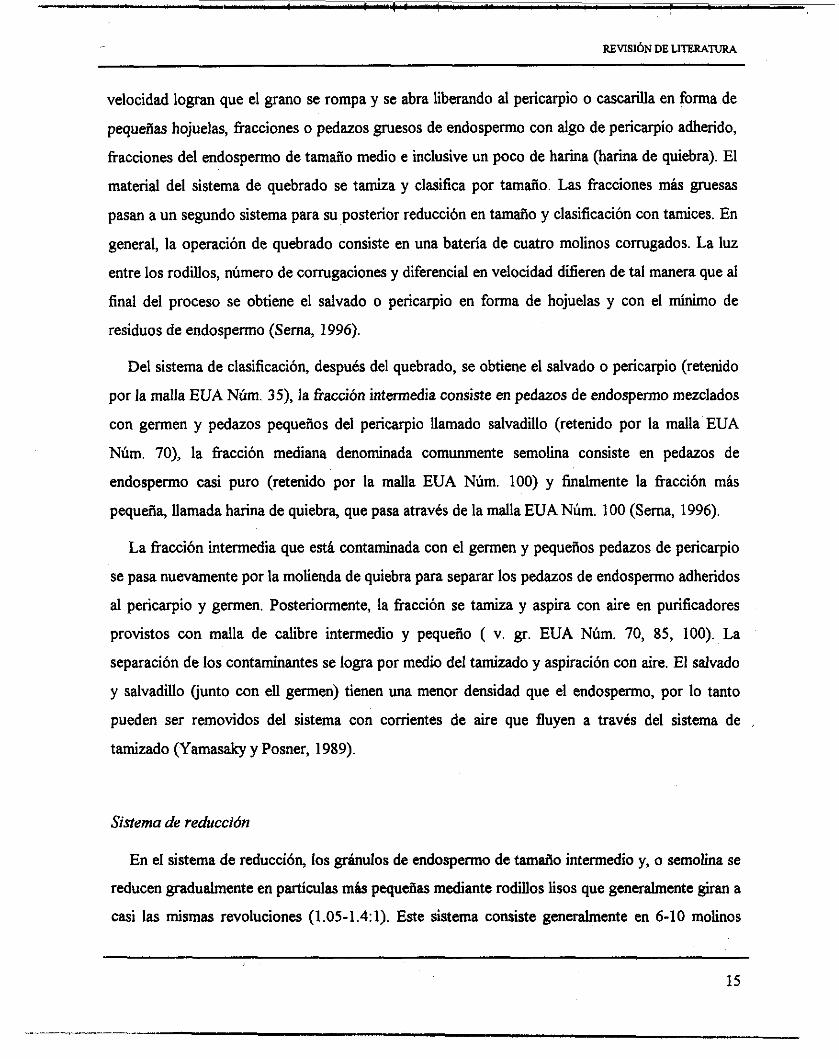
mohos de reducción. Las harinas dfieren en calidad, cantidad de proteína, ceniza y color. La
mezcla de todas las harinas produce la llamada harina de grado convencional, mientras que la
selección de aproximadamente 75-80% de los mejores lotes de harina produce la llamada harina
patentada. Los lotes de peor calidad comúnmente se identifican como harinas de descarte. Este
último lote de harinas generalmente proviene de los últimos molinos de reducción y es la que
contiene la mayor cantidad de cenizas y almidón dañado y el peor grado de color. En la tabla 1 se
resume las composiciones químicas del grano original, diversas clases de harinas y los
subproductos de molienda (Sema, 1996)
Tabla 1.- Rendimiento y composición química de productos y subproductos de la molienda de trigos duros y suaves.
Producto Rendimiento Humedad Proteína PA) Grasa cruda Fibra cruda Cenizas % x 5 . q
....................______._____________................................... C?? ........................ 1..1................... (N ............ ....................... P3! ......................... <. C?L! ..................... P41 ........ Trigo panadero Grano entero 100.00 10.30 13.40 2.34 2.23 1.93 Harinas
Patentada 64.50 11.50 12.00 1.13 0.22 0.45 Descarte 5.50 10.70 14.60 2.07 0.28 0.91 Harina roja 1 .o0 9.20 18.50 5.95 2.64 5.70
Salvado 12.00 8.80 14.90 4.49 11.84 9.18 Salvaddlo 15.00 8.90 15.00 6.69 9.64 7.00 Germen 2.00 8.50 39.90 13.01 1.97 5.24
Trigo suave Grano entero 100.00 10.70 1 1.70 2.88 2.54 1.73 Harinas
Patentada --- 11.40 9.70 1.36 __- 0.42 Grado convencional --- 12.80 10.60 I .79 --- 0.56
Sema, 1996
El término porciento de extracción se refiere a la cantidad de harina producida por 100 kg de
16

REVISI~N DE LiTERATLR.4
trigo. Generalmente, los valores de extracción varían de 72-78%, aunque cabe mencionar que el
porcentaje de extracción llega a ser hasta 85% en países pobres o en donde el trigo es escaso. En términos generales, un mayor grado de extracción se traduce en una calidad más pobre de la
harina, es decir con mayor contenido de cenizas y peor grado de color (Sema, 1996).
Según el mismo autor, la calidad de las harinas que se obtienen en el proceso de molienda
descrito anteriormente va a depender fuertemente de la clase de trigo. Existen básicamente tres
grandes grupos de harinas: harinas panaderas, harinas galleteras y pasteleras y harinas de doble
propósito o multifuncionales. La diferencia primordial entre ellas está en el contenido de proteína.
Las mejores harinas panaderas contienen un alto contenido protéico que se traduce en un gluten
fuerte, alta absorción de agua y mejor volumen y textura del pan. Estas harinas son las preferidas
para la elaboración de productos leudados con fermento. Las harinas suaves o con bajos
contenidos protéicos son preferidas por las industrias productoras de galletas, mezclas para
pasteles y productos leudados con agentes químicos.
Las harinas de doble propósito son las que tienen un contenido de proteína intermedio entre el
intervalo recomendado para harinas suaves y panaderas. Estas se utilizan, generalmente por amas
de casa, para la producción de pan, galletas, pasteles o tortillas de harina. La siguiente tabla
muestra las especiñcaciones de harinas recomendadas para la elaboración de diversos productos
terminados (Sema, 1996).
Tabla 2.- Composición química Óptima de harinas para panificación, gaiietería dulce y salada, pastelería y de semolina para elaboración de pastas.
Pani@cación Galletería Pastelería Semolina Dulces Sala&
Humedad (%) 14.00 14.00 14.00 14.00 14.00 Proteína (%) 11.50-14.50 7.50-9.50 8.50-10.50 7.00-8.50 11.50-15.00 cenizas (%) 0.32-0.50 0.30-0.55 0.32-0.45 0.30-0.36 0.55-0.75 Serna, 1996
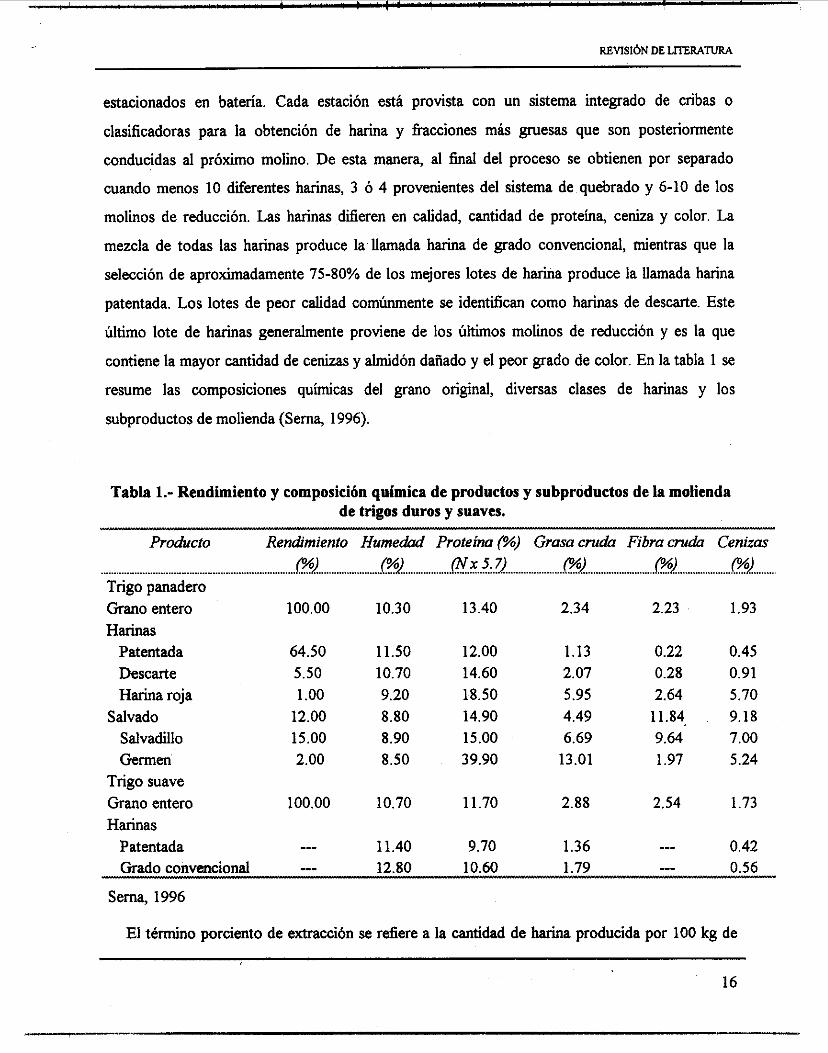
3.2.2.2..- MOLIENDA DE TRIGOS DURUM CRlSTALmOS (Triticum durum)
A diferencia de los trigos panaderos y suaves, la molienda de trigos cristalinos o pasteros tiene
como principal objetivo producir semolina. La semolina son partículas o gránulos refinados de
17
REVISI~N DE L.iTERATiJR.4
endosperm0 de tamaño intermedio (v. gr. retenido por la malla EUA Núm. 40 a 85) generalmente
de color amadio. En este caso, la producción de partículas finas como la harina es considerada
como un defecto en el proceso de molienda. Dentro de las especificaciones para la semolina, la
gran mayoría de las partículas tienen una granulometna entre las mallas 40 y 70. Cuando la
semolina excede con más de 3% de partículas 6nas que pasan la malla 100 se considera que es
defectuosa o de menor calidad (Serna, 1996).
El equipo y la operación de molienda para producción de semolina son similares a los de la
molienda de los trigos harineros. El grano se recibe, se limpia y se clasifica por tamaño y
acondicionado. La humedad y el tiempo de acondicionado varía de 17-17.5% por 16-24 horas,
respectivamente. El tiempo de acondicionado se debe ajustar de acuerdo con la estación del año ya
que el trigo absorbe más lentamente el agua durante los meses fiíos. La molienda de trigos durums
o cristalinos requiere varios sistemas de rodillos comgados, cuya función es separar los residuos
de pericarpio de la semolina. En general, las plantas molineras están integradas por seis sistemas
de quiebra o de paso a través de rodillos conugados para la purificación de la semolina y de dos a
tres sistemas de reducción, ajustados para uniformizar el tamaño de la partícula de la semolina.
Todos los sistemas se calibran para producir el mínimo de harina y obtener el máximo rendimiento
de semolina en forma purificada. A diferencia de la molienda de trigos panaderos y suaves, los
sistemas de tamizado están diseñados para clasificar a la semolina y separar a la harina considerada
como contaminante y como una fracción que interfiere en el proceso de tamizado de la semolina
(Serna, 1996).
La composición química típica de un trigo cristalino (Triticum durum) con su respectiva
semolina se muestra en la siguiente tabla.
Tabla 3.- Rendimiento y composición química de productos y subproductos de la molienda de trigos crirtaünos.
Producto de Rendimiento Humedzd Proteína PA) Grasa enida Fibra cruda Cenizas
Grano entero 100.00 10.50 15.60 3.58 2.77 2.03 trigo cistalino (93) (93) (Nx 5.85) (%) (%) (%)
Semolina 75.30 14.40 15.20 1.90 --- 0.83 Sema, 1996
18
REVISIdN DE LiTERATURA
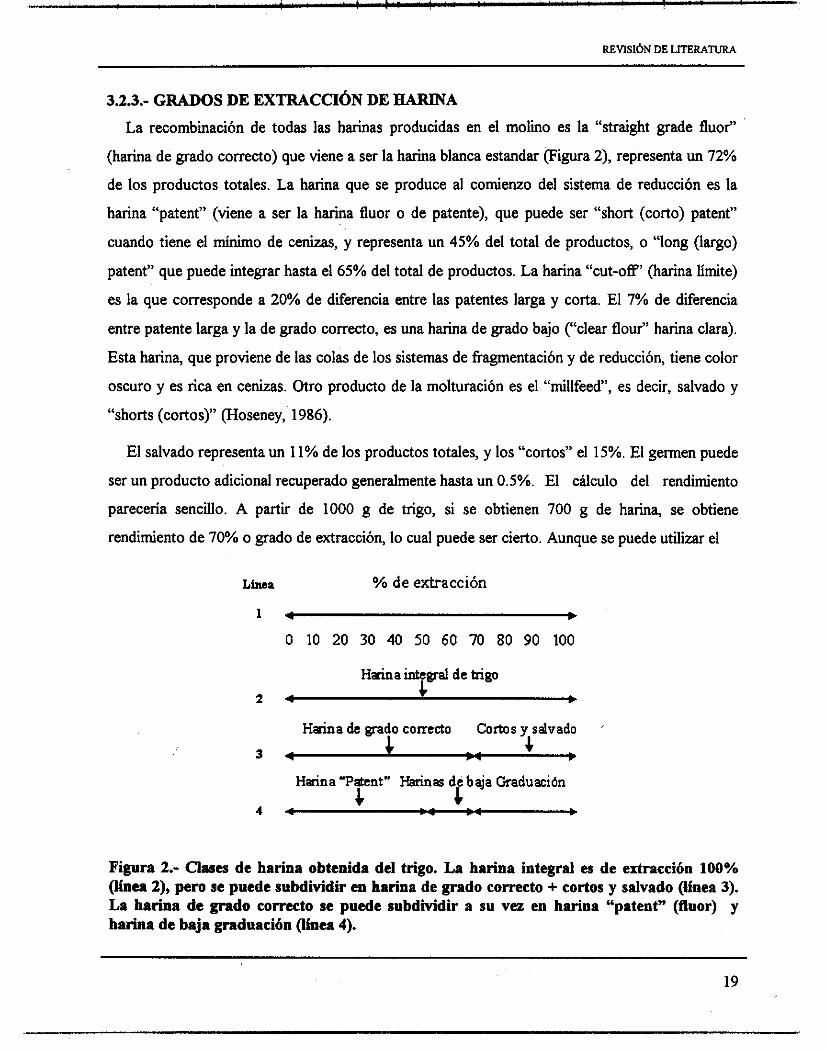
3.2.3.- GRADOS DE EXTRACCIÓN DEHARINA La recombinación de todas las harinas producidas en el molino es la “straight grade fluor”
(harina de grado correcto) que viene a ser la harina blanca estandar (Figura 2), representa un 72%
de los productos totales. La harina que se produce al comienzo del sistema de reducción es la
harina “patent” (viene a ser la harina fluor o de patente), que puede ser “short (corto) patent”
cuando tiene el mínimo de cenizas, y representa un 45% del total de productos, o “long (largo)
patent” que puede integrar hasta el 65% del total de productos. La harina “cut-off (harina límite)
es la que corresponde a 20% de diferencia entre las patentes larga y corta. El 7% de diferencia
entre patente larga y la de grado correcto, es una harina de grado bajo (“clear flour” harina clara).
Esta harina, que proviene de las colas de los sistemas de fragmentación y de reducción, tiene color
oscuro y es rica en cenizas. Otro producto de la molturación es el “millfeed”, es decir, salvado y
“shorts (cortos)” (Hoseney, 1986).
El salvado representa un 11% de los productos totales, y los “cortos” el 15%. El germen puede
ser un producto adicional recuperado generalmente hasta un 0.5%. El ctilculo del rendimiento
parecería sencillo. A partir de 1000 g de trigo, si se obtienen 700 g de harina, se obtiene
rendimiento de 70% o grado de extracción, lo cual puede ser cierto. Aunque se puede utilizar el
Lima YO de extracción
1 . I b
O 10 20 30 40 50 60 70 80 90 100
Harina ink@ de trigo
Harina de grado COIYCC~O Cortos y salvado ’
Harina “Patent” Hatinas de baja üraduacidn c c 4 4 +
Figura 2.- Clases de harina obtenida del trigo. La harina integral es de extracción 100% (linea 2), pero se puede subdividir en harina de grado correcto + cortos y salvado (línea 3). La harina de grado correcto se puede subdividir a su vez en harina “patent” (fluor) y harina de baja graduación (línea 4).
19
REVISI~N DE L.iTEilAuRA
cálculo anterior después de decidir si tomar como base trigo sucio o limpio, la expresión de
rendimiento más comentemente utilizada por los harineros, se basa en el rendimiento de harina
como porcentaje del producto total, no como porcentaje del material de partida. El porcentaje del
producto total en cualquier fracción, se llama extracción. Es decir, una harina de grado directo,
que es 72% del producto total, es una harina de 72% de extracción (Hoseney, 1986).
3.2.4.- COMPOSICI~N MINERAL DE LAS HARINAS
Las cenizas pueden estar en un rango aproximadamente de 1 a 2 % del trigo total,
consistentes de varias sales inorgánicas y elementos que constituyen las sustancias minerales del
grano o harina. Como los constituyentes de las cenizas de trigo son tomados de los minerales del
suelo, resulta evidente que tanto el contenido total de minerales como las proporciones relativas
de los elementos individuales dependen grandemente del suelo, lluvia y otras condiciones
climatológicas durante el crecimiento (Salazar, 1995) .
El fósforo es el macromineral encontrado en mayores cantidades en todos los cereales. El fósforo se asocia con el ácido fitico (mioinositol), que es la principal forma de almacenamiento
para el fósforo e inositol. Aproximadamente el 80 YO del mineral está asociado con el ácido fitico
en trigo. El ácido fitico se encuentra principalmente en la capa de aleurona. El fósforo asociado
con el ácido fitico tiene baja biodisponibilidad (40 - 80 %) y liga a otros minerales como son el
calcio, magnesio, zinc, hierro y cobre. La biodisponibilidad del fósforo y otros minerales aumenta
considerablemente durante los procesos de malteado y fermentación principalmente por la
actividad de las fitasas. El magnesio se localiza en la capa de aleurona, generalmente ligado al
ácido fitico. El hierro, el cobre y el zinc están en el pericarpio, germen y en la capa de aleurona,
por lo tanto cantidades considerables de estos microminerales se pierden durante el proceso de
refinación o molienda (Salazar, 1995)*.
Los minerales del trigo no se encuentran distribuidos uniformemente en las partes
individuales de la semilla, pero se encuentmn en mucho mayor concentración en la porción del
I .* Dr. Atfrcdo salazar zanieta, profesor e investigador de la Universidad Autónoma Chapingo.
20
I
salvado o cáscara que en la porción del endospermo. Los análisis han mostradoque el salvado, en
el grano entero, contiene aproximadamente 20 veces más cenizas que el endospermo, los valores
aproximados reales van de 5.5 a 8% de cenizas para el salvado y 0.28 a 0.39% para el
endospermo. iiinton, citado por Salaza? (1995), analizó el contenido de cenizas de las partes
obtenidas por una disección de cuatro trigos y encontró que la capa aleurónica contiene 56.4 -
60.2% de las cenizas totales; el endospermo, 20.3 - 25.9%; el pericarpio, testa y hialina, 7.3 -
9.8%; el escutelo 5.5 - 8.2%; y el embrión, 2.8 - 4.0%. Observó que el gradiente en el contenido
de cenizas disminuyó de las capas externas hacia las internas del endospermo con diferentes
proporciones en los cuatro trigos, así que la misma proporción de extracción de los trigos no
produjo el mismo valor medio de contenido de cenizas.
La marcada diferencia en contenido de cenizas de las diferentes partes del grano de trigo
ofrece un medio conveniente de verificación de la eficiencia del proceso de molienda. Como el
contenido de cenizas de la harina (superior al contenido normal de minerales del endospermo) es
derivado principalmente del salvado, un contenido excesivamente alto de cenizas indica
relativamente altas mezclas de material de salvado con la harina, lo cual puede ocumr con harina
de bajo grado. El contenido de cenizas es un indicador importante de calidad de la harina, la
correlación entre el contenido de minerales de la harina y su comportamiento en la panificación es
realmente baja. Las sales minerales de la harina tienen un papel en la fermentación contribuyendo a
la alimentación de la levadura, pero también, y más particularmente, infíuyen en la formación del
gluten (Salazar, 1995) '.
3.3.- EL COLOR EN LAS HARINAS
3.3.1.- DEFINICIÓN DE COLOR
La palabra "color" describe la sensación de luz visible tal como es vista por el ojo del
observador e interpretada por el cerebro. A medida que cambia la cantidad y la calidad de la luz
visible y a medida que el objeto iluminado posee la propiedad de absorber o reflejar toda, o parte
, * ' Dr. AIfrcdo Salazar zanieta, profesor e investigador de la Universidad Auiónoma Chapingo. I
I
I 21

REVIS16N DE L.iTERATlR.4
de la luz que cae sobre él, varia la sensación de color. El color es una sensación tridimensional y
cuando se tiene presente este aspecto, resulta más fácil describir un color como un punto en el
espacio de color (AOCS, 1993).
Las tres dimensiones del color son: tono, saturación y brillo. El “Tono” describe el tipo de
color: rojo, verde, azul, etc. La “Saturación” describe la pureza del tono: un color con un tono
rojo puede ser un rosa páíido o un granate oscuro. En algunos sistemas se usa la palabra “croma”
(pureza o intensidad de color) para aludir a la saturación. El “brillo” es una medida de la
luminancia del color, o la cantidad de luz que se transmite o se refleja. En algunos sistemas se
utiliza la palabra “valor” refiriéndose al brillo (AOCS, 1993).
El color es, entonces, un fenómeno que involucra componentes fisicos y psicológicos: la
percepción del ojo de luz de longitud de onda de 380 a 500 nrn (azul), de 500 a 600 nm (verde y
amarillo), y de 600 a 770 nrn (rojo) (Badui, 1981), comúnmente expresado en términos de matz
(hue), valor y croma de el sistema de color Munsell (Meilgaard, 1991).
Otro autor afirma que el color es una propiedad de la materia directamente relacionada con el
espectro de la luz y que por lo tanto se puede medir fisicamente en términos de su energía radiante
o intensidad, y por su longitud de onda; de ahí que la definición de color sea “la parte de energía
radiante que el humano percibe a través de las sensaciones visuales que se generan por la
estimulación de la retina en el ojo’’ (Badui, 1981).
Los alimentos como el pan deben su color a las reacciones de oscurecimiento no enzimática
que suceden al momento del cocimiento (Badui, 1981).
Los colores rojos, amados, verdes, etc., de muchos alimentos se deben a diferentes
compuestos orgánicos que se encuentran distribuidos en forma abundante en muchos productos,
principalmente de origen vegetal. En general, podemos clasificar los pigmentos en siete grupos,
que son los de mayor interés para el tecnólogo en alimentos:
1. Carotenoides
2. Cloroñias.
3. Antocianinas.
4. Flavonoides.
5. Taninos.
22
REVISI~N DE LiTERATJRA
6. Betalaínas.
7. Mioglobma y hemoglobina.
Los pigmentos más importantes de origen vegetal son los carotenoides, mientras que la
mioglobma es el principal pigmento de los tejidos musculares (Badui, 1981).
Es importante hacer notar que el deterioro de alimentos es frecuentemente acompañado por
cambios en el color Weilgaard, 1991). De esta misma forma, a través de reacciones químicas y
enzimáticas, se inducen muchos colores que han sido sujetos a algún tratamiento durante su
preparación (Badui, 1981).
3.3.2.- IMPORTANCIA DEL COLOR EN LA HARINA DE TRIGO
Las harinas comerciales se producen a diferentes grados de extracción de molienda. El
contenido de cenizas y el color están bien establecidos como índices de refinamiento en harinas de
trigo en algunos mercados, debido a que están realmente estandarizados.
Además, estos parámetros están influenciados por el contenido de proteína,
independientemente de la interacción de fibra; por otro lado, el color en la harina es un factor
comercial importante ya que el consumidor lo asocia con su calidad. El objetivo de la medición de
color en harina, es juzgado por muchos como el indicador real de la calidad de la harina, más que
las cenizas, sin embargo, como ya se mencionó, existe relación entre las variables del color y el
contenido de ceniza así como con el grado de reñnación (Symons y Dexter, 1992).
3.3.3.- COMPUESTOS QUE DAN COLOR A LA HARINA DE TRIGO
La harina es un mezcla heterogenea compuesta de varios tamaños y contiene proporciones
variadas de salvado, endospermo y a veces semolina. El color de la harina puede, por tanto, ser
afectado por varios factores, algunos de los cuales se mencionan a continuación:
1.- El contenido de materia natural colorante amarilla en el endospermo, se compcne
principalmente de carotenoides, conocidos como xantoñlas (mayoritariamente luteína) y ésteres de
xantoñlas y otros, que pueden blanquearse, bien por oxidación natural, bien por pequeñas

REVISI~N DE LiTERATURA
cantidades de agentes oxidantes, hasta compuestos incoloros (Aiexandre, 1971).
2.- La graduación de la harina, la cual se relaciona con la cantidad, tamaño y color de las
partículas de salvado presentes (Aiexandre, 1971).
3.- La presencia de impurezas, tales como polvo, carbón, etc. Además, la valoración visual del
color puede verse afectada por la luz con que se examina la muestra y el alcance visual del
observador. El color de la miga de pan depende, en gran parte, del color de la harina, pero, sin
duda, este puede verse afectado considerablemente por variaciones en el método de panificación.
3.3.3.1.- CAROTENOIDES
Los carotenoides desempeñan un papel muy importante en la fotosíntesis, ya que absorben luz
al igual que la clorofila. Estos compuestos se pueden dividu en dos grandes grupos de acuerdo
con su estructura química: carotenos y xantoíiias (forma oxigenada de los carotenos). En la
naturaleza existen tanto en forma libre como en el tejido vegetal disueltos en Iípidos, como
formando complejos con proteínas, carbohidratos y ácidos grasos, que generan diferentes colores
según la manera en que interaccionen. La interacción de proteínas y carotenoides aumenta la
estabilidad de estos pigmentos y modifica el color que originalmente tienen en forma individual.
Algunos azúcares reductores como la gentobiosa, así como los ácidos grasos palmitic0 y liioléico,
pueden interaccionar con los carotenoides (Badui, 1981).
En general, los carotenoides forman un grupo de compuestos liposolubles de color amarillo,
naranja y rojo, ampliamente distribuidos en la naturaleza y que constituyen uno de los pigmentos
más importantes; se encuentran en plátanos, tomates, chiles, papas, duramos, melocotones,
zanahorias, leche, huevos, trigo, maíz, soya y otros (Badui, 1981).
Existen más de 200 carotenoides naturales de estructura conocida, así como algunos que se
modifican químicamente para emplearlos en la industria alimentaria; la suma total de ambos gnipos
es de aproximadamente 400. Los carotenoides más comunes en la naturaleza se muestran en la
tabla 4.
Los carotenos son hidrocarburos en los que la molécula de isopreno es la unidad repetitiva
24
REVISI~N DE LiTERATWfA
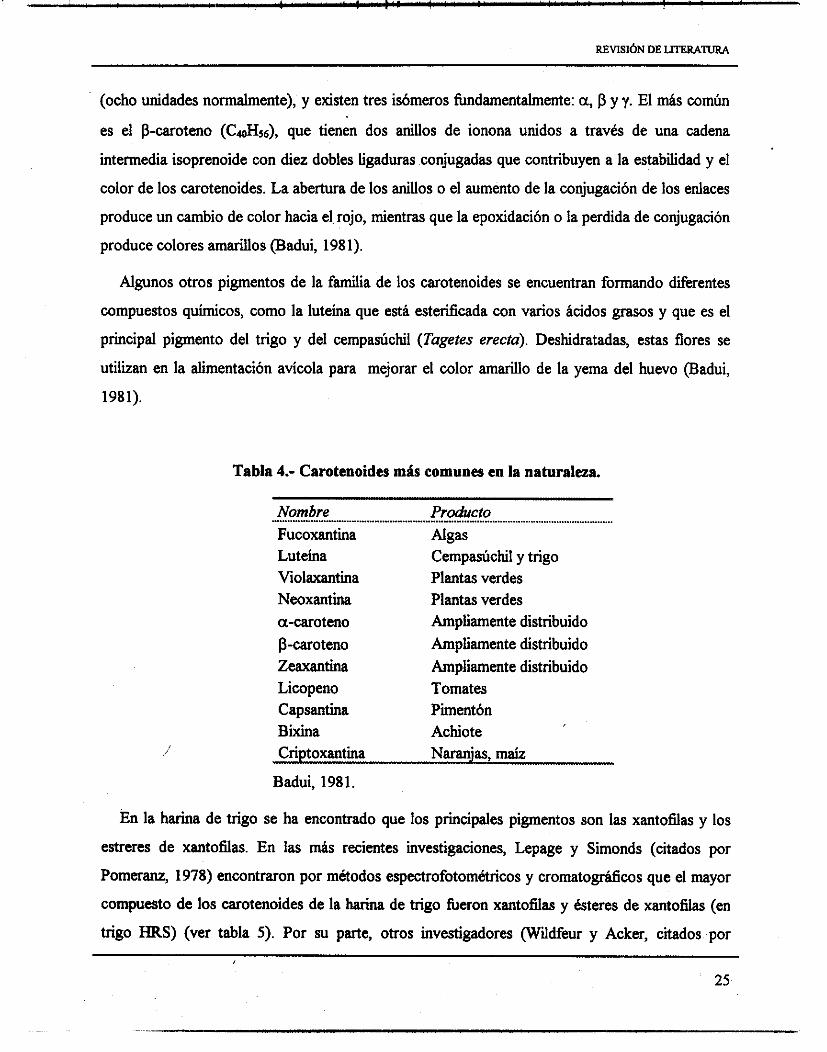
(ocho unidades normalmente), y existen tres isómeros fundamentalmente: a, p y y. El más común
es el p-caroteno (C&S~), que tienen dos d o s de ionona unidos a través de una cadena
intermedia isoprenoide con diez dobles ligaduras conjugadas que contribuyen a la estabilidad y el
color de los carotenoides. La abertura de los d o s o el aumento de la conjugación de los enlaces
produce un cambio de color hacia el rojo, mientras que la epoxidación o la perdida de conjugación
produce colores amados (Badui, 1981).
Algunos otros pigmentos de la familia de los carotenoides se encuentran formando diferentes
compuestos químicos, como la luteína que está esterificada con varios ácidos grasos y que es el
principal pigmento del trigo y del cempasúchil (Tugeles erectu). Deshidratadas, estas flores se
utilizan en la alimentación avícola para mejorar el color amarillo de la yema del huevo (Badui,
1981).
Tabla 4.- Carotenoida más comunes en la naturaleza.
Nombre Producto Fucoxantina Aigas Luteína Cempasúchil y trigo Violaxantina Plantas verdes Neoxantina Plantas verdes a-caroteno Ampliamente distribuido p-caroteno Ampliamente distribuido Zeaxantina Ampliamente distribuido Licopeno Tomates Capsantina Pimentón Bixina Achiote Criptoxantina Naranjas, maíz
Badui, 1981.
.... . ..........................................................
En la harina de trigo se ha encontrado que los principales pigmentos son las xantoñias y los
estreres de xantofilas. En las más recientes investigaciones, Lepage y Simonds (citados por
Pomeranq 1978) encontraron por métodos espectrofotométncos y cromatográñcos que el mayor
compuesto de los carotenoides de la harina de trigo fueron xantoñias y ésteres de xantoñias (en
trigo HRS) (ver tabla 5). Por su parte, otros investigadores (Wiidfeur y Acker, citados por
25
REVIS16N DE LlTERAlWRA
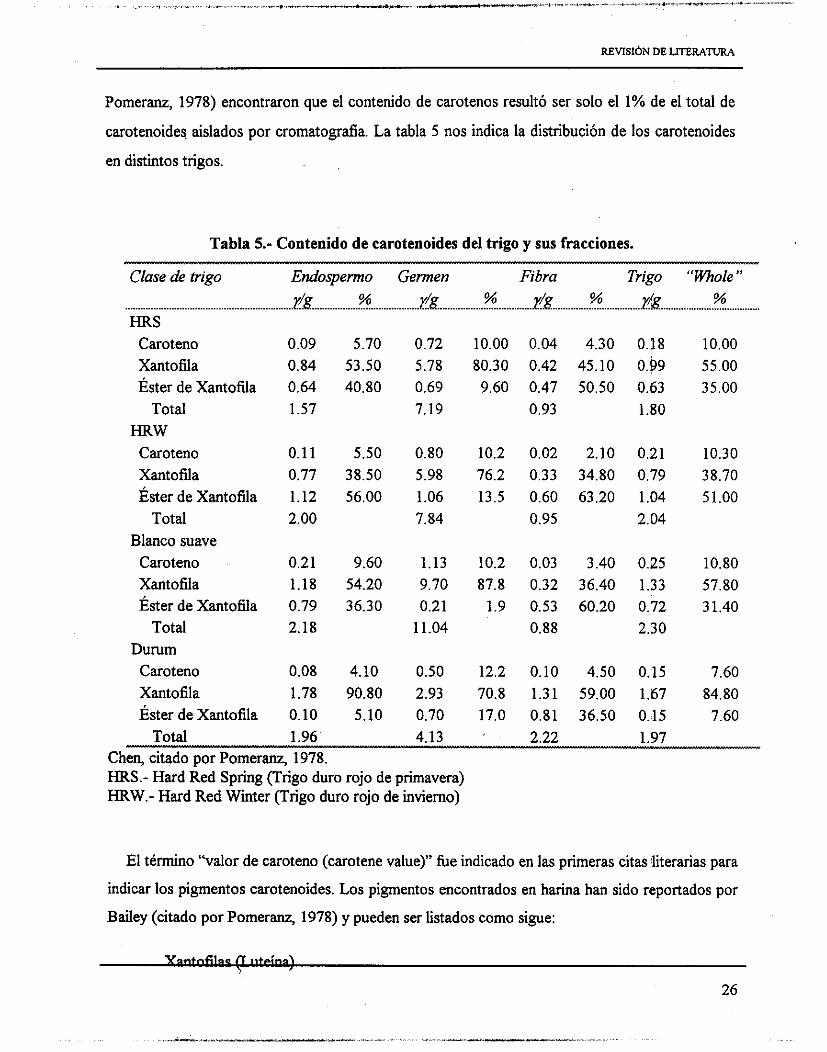
Pomeranz, 1978) encontraron que el contenido de carotenos resultó ser solo el 1% de el total de
carotenoides aislados por cromatografla. La tabla 5 nos indica la distribución de los carotenoides
en distintos trigos.
Tabla 5.- Contenido de carotenoides del trigo y sus fracciones.
Clase de trigo EndoFern0 Germen Fibra Trigo "Whole" % /g % /g % % r. .....................__________.______ 1í. ................................... Y 4 ....... <.........<._<._<...__.__._____.
HRS Caroteno Xantofila Éster de Xantofila
Total
Caroteno Xantofila Éster de Xantofila
Total Blanco suave
Caroteno Xantofila Éster de Xantofila
Total
Caroteno Xantofila Éster de Xantofila
HRW
Duxum
0.09 0.84 0.64 1.57
0.11 0.77 1.12 2.00
0.21 1.18 0.79 2.18
0.08 1.78 0.10
5.70 53.50 40.80
5.50 38.50 56.00
9.60 54.20 36.30
4.10 90.80 5.10
0.72 5.78 0.69 7.19
0.80 5.98 1.06 7.84
1.13 9.70 0.21
11.04
0.50 2.93 0.70
10.00 0.04 4.30 0.18 80.30 0.42 45.10 0.99 9.60 0.47 50.50 0.63
0.93 1.80
10.2 0.02 2.10 0.21 76.2 0.33 34.80 0.79 13.5 0.60 63.20 1.04
0.95 2.04
10.2 0.03 3.40 0.25 87.8 0.32 36.40 1.33 1.9 0.53 60.20 0.72
0.88 2.30
12.2 0.10 4.50 0.15 70.8 1.31 59.00 1.67 17.0 0.81 36.50 0.15
10.00 55.00 35.00
10.30 38.70 5 1 .O0
10.80 57.80 31.40
7.60 84.80 7.60
Total 1.96 4.13 2.22 1.97 Chen, citado por Pomeranz, 1978. HRS.- Hard Red Spring (Trigo duro rojo de primavera) HRW.- Hard Red Winter (Trigo duro rojo de invierno)
El término "valor de caroteno (carotene value)" fue indicado en las primeras citas literarias para
indicar los pigmentos carotenoides. Los pigmentos encontrados en harina han sido reportados por
Bailey (citado por Pomeranz, 1978) y pueden ser listados como sigue:
26

REVISIÓN DE LITERATURA
Ésteres de xantofilas
Carotenos
Flavones (tricina y otros)
Kriptoxantina y compuestos resultantes de la descomposición de clorofila
A continuación se describen algunos de los carotenoides más importantes presentes en la harina
de trigo.
Xantofilas.- Son los pigmentos predominantes en la harina de trigo. Lepage y Sims (citado por
Pomeranz, 1978) analizaron los carotenoides de dos trigos. Sus resultados están resumidos en la
tabla 6.
Tabla 6.- Determinación espectrofotométrica de carotenoides en harina de trigo en agua saturada con n-butanol a 450 nm.
Promedio Porcentaje relativo en peso del peso Trigo “mindum ” (Durum) Trigo pajoso (Hm)
Fracción Carotenoides molecular % % A Diester de luteína 1048.0 5.3 31.9 B Monoester de luteína 826.0 9.8 46.5 C Luteínaiibre 568.0 84.8 21.6
Lepage, citado por Pomeranz, 1978.
La composición química de la xantofila, establecida principalmente por Karrer y colaboradores
(citado por Pomeranz, 1978), es:
Figura 3.- Esquema de la xantofda
27

___,- ,.__..,-,,__. __*" ..._ I 4....---"..*-.-".I , , , . . . , . ,.. . . , . ... , , ' .. .I, ,.I ,.-." -... "n-rirrx^*ir*-i.&----.-.LI
REWS16N DE LJTERATURA
La xantofila tiene un peso molecular de 568.85 con una fórmula molecular de C4oHsa02, y es un
aifa-hidroxi-caroteno. Las bandas de absorción, cuando esta se disuelve en éter de petróleo, son a
477.5 y 447.5 nm. Es'insoluble en agua, y soluble en grasas y solventes lipidos. La molécula tiene
un sistema de dobles enlaces conjugados y de su oxidación se forman productos menos coloridos
(Pomeranz, 1978).
Carotenos- La naturaleza y propiedades de los carotenos han sido descritos con cierto detalle
en la literatura, debido a su actividad de provitamina A. Son sustancias hidrocarbonadas de
marcada insaturación conjugada, teniendo una estructura de polisopreno (Pomeranz, 1978).
Flavones.- El principal flavón presente en la harina de trigo es la tricina (figura 4). Mientras
este compuesto es prácticamente insoluble en agua, existen colorantes solubles en agua los cuales
son aparentemente glucósidos de tricina (Pomeranz, 1978).
En la tabla 7 se muestran el contenido de flavones presentes en distintos trigos, así como su
proporción en cada parte del grano.
Figura 4.- Esquema de la tricina (5,7,4-trihidroxi 3,5-dimetoxi flavón).
Tabla 7.- Contenido de flavones expresado cómo tricina.
Clase de trigo Endosperno Germen Fibra Trigo "Whole"
HRS 0.7 52.8 6.5 2.3 HRW 0.6 24.3 5.5 1.8 Blanco suave 0.8 98.8 4.4 2.4 Durum ámbar 0.6' 55.5 14.7 2.0
Chen, citado por Pomeranz, 1978. 'Semolina HRS.- Hard Red Spring (Trigo duro rojo de primavera)
........................................................ r!g z!g ............... r!g ...................... Y!g .................
UR W - ?&pi R PA Winter f T w . . 28
REVISI~N DE LiTERATURA
En adición con los flavones hay otros pigmentos los cuales parecen ser producto de la
descomposición de la clorofila o bien resultantes de la isomerización de los carotenos; estos
productos son de color café amarillento. Se encuentran en la harina en pequeñas cantidades
(trazas). Finalmente, las antocianinas se han encontrado en células de la epidermis exterior de trigo
(Lewicki, citado por Pomeranz, 1978).
3.3.3.2.- ESTABILIDAD DE LOS CAROTENOIDES
Los carotenoides tienen mucha importancia no solo por el color que imparten a los alientos,
sino porque son los precursores más importantes de la vitamina A en el hombre. Debido a su
estructura, los carotenoides están sujetos a muchos cambios químicos inducidos por las diferentes
condiciones de procesamiento que se emplean en la industria alimentaria. Su destrucción reduce el
valor nutritivo de los alimentos, e induce una decoloración y una pérdida de sus características
organolépticas (Badui, 1981).
Sin embargo, los carotenos aparecen sólo en cantidades minúsculas realmente, menos del 5%
del pigmento total del endospermo, no se puede poner reparos al blanqueo de la harina basándose
en que esto reduce el contenido potencial de vitamina A en la harina (Alexandre, 1971).
La pérdida de estos pigmentos se debe fundamentalmente a reacciones de oxidación, ya sea por
oxígeno o por enzimas como la lipoxigenasa, y se presenta generalmente en el secado de h t a s y
vegetales. Su interacción con algunos constituyentes de los alimentos ejerce un efecto protector
contra las reacciones de oxidación. Ai igual que con los Iípidos, la oxidación de los carotenoides se
acelera por la temperatura y la presencia de metales, luz y enzimas, y se reduce por la acción de
antioxidantes y de ácido ascórbico. Los alientos que contienen antioxidantes conservan mejor los
carotenoides y por lo tanto su color (Badui, 1981).
3.3.3.3. - USOS COMERCL4LES
La industria alimentaria utiliza diferentes carotenoides comerciales como colorantes,
principalmente Sintéticos como el B-caroteno. Este compuesto se encuentra en el mercado en
varias presentaciones y se usa en la manufactura de mantequilla, margarina, quesos, helados,
XVlSIÓN DE LtTERATüR.4
aceites de mesa, productos de panificación, sopas, postres, etc. (Badui, 1981).
3.3.4.- MÉTODOS Y EQUIPO PARA MEDIR COLOR EN "A
3.3.4.1.- MÉTODOS
PRUEBA DE PEKAR. Fue, tal vez, la primer forma de efectuar la valoración del color en la
harina de trigo, aunque suministró un medio rápido de comprobar la pureza en el molino, estaba
sujeto a la fiabilidad del criterio humano (Alexandre, 1971).
El método consiste en colocar una muestra de harina en una pieza plana rectangular de madera
o de metal, presionando hacia abajo y desplazando un objeto derecho a través de la pieza plana
para obtener una superficie lisa, posteriormente se sumerge en agua. Varias muestras pueden ser
montadas simultáneamente para comparar sus colores. La comparación puede ser hecha en varias
etapas: 1) secar (antes de la inmersión en agua); 2) inmediatamente después sumergir y 3) secar
nuevamente. Alternativamente, la comparación es hecha después de la inmersión en ciertas
soluciones orgánicas (Pomeranz, 1978).
Uno de los problemas en la evaluación de color en harina por este método, es la influencia de la
granulación en la superficie de la muestra. Así mismo, la harina burda confiere una apariencia más
oscura que cuando esta refinada, debido a los efectos de sombra de las partículas mayores; esto es,
el ángulo al cual la luz choca con la superficie de la harina, iduenciando a la apariencia. Con la
instrumentación moderna la luz incidente es difundida en la muestra desde varios ángulos mediante
el uso de una fuente reflectora hemisferica (Pomeranz, 1978).
La medida de la brillantes de la harina por medio de esta capa húmeda presenta algunas
complicaciones debido a diferencias en el rango de humedad y en la penetración de la capa
húmeda. Cuando la capa es sumergida en agua, esta penetra a diferentes profundidades,
dependiendo del tipo de harina y de el espesor de esa capa, lo anterior junto con los antecedentes
de esa misma harina en estado seco, pueden influenciar el juicio del observador, así como también
la cantidad y características de la luz reflejada. Los efectos de la superficie seca y la acción
enzimática, la cual comienza un aparente encortamiento de ahí en adelmte, complican la
reproducibdidad y la buena evaluación del color. Los efectos de la (:mima causan un
30
REVISIÓN DE LITERATKIRA
oscurecimiento o decoloración hacia el azul o gris lo cual se ha encontrado con mayor frecuencia
en las harinas de menor grado. La enzima tiroxina reacciona en las proteínas de la fibra. Además,
la enzima iipoxidasa blanquea los pigmentos carotenoides (Goulden e Irvine, citados por
Pomeranz, 1978) y su probabilidad incrementa los efectos de oscurecimiento de tirosina
(Pomeranz, 1978).
El secado de la capa húmeda exhibe estos efectos de enzima muy marcadamente. Existen varios
métodos para secar la capa, algunos emplean el tratamiento térmico para disminuir los efectos
enzimáticos (Pomeranz, 1978).
La preparación de una superficie estándar en la muestra de harina esta influenciada por la
presión aplicada por el operador. Incrementando la presión resulta una mejor apariencia de color
en la harina, tanto húmeda como seca. La razón de ello es la siguiente: con menor presión, las
partículas de la harina no están tan cerradas entre si, y por lo tanto los poros son más grandes.
Esto resulta en una superficie más áspera, la cual no refleja tanto la luz como una superficie lisa.
También, a mayor compresión, el agua pierde penetración (Pomeranz, 1978).
El contenido de humedad de la harina también afecta el color aparente; a menor humedad,
mayor brillo (Alcock, citado por Pomeranz, 1978). Otro factor que puede influenciar a la
percepción de color es el pH del agua de inmersión (Pomeranz, 1978).
Puede efectuarse una mejor diferenciación, llevando a cabo la prueba húmeda de Pekar
empleando una solución acuosa de pirocatecol al 0.2%, en vez de agua. Este reactivo tiñe de un
color pardo-rojizo las partículas de salvado, de modo que estas destacan más claramente. Esta
prueba modificada sirve para ilustrar que es imposible eliminar completamente las partículas de
salvado de la harina patentadade más alta calidad, al menos por los actuales sistemas de molienda
(Alexandre, 1971).
PRUEBA DE LAS CEMZAS. Esta se ha empleado como un criterio de la graduación de la
harina desde que Meyer descubrió en 1887 que el contenido de ceniza aumentaba al incrementar el
grado de extracción de la harina. Esta prueba, por consiguiente, ofrece una indicación de la
cuantía de salvado presente y da una medida de la eficacia de la operxión molinera. Una
limitación de esta prueba es que diferentes clases de trigo poseen distintos zontenidos de ceniza
31
RE\lS16N DE LITERATURA
(Alexandre, 1971). Esta prueba sirve como una medida indirecta de la cantidad de fibra presente: a
mayor fibra en harina, mayor contenido de cenizas. El uso de la prueba de cenizas esta basado en
el hecho de que las partículas del salvado contienen mayor contenido de cenizas que las partículas
del endosperm0 (Pomeranz, 1978).
El contenido de cenizas no es un indicador real del índice de color en grados mayores, tales
como harinas patentadas, pero en harinas de menor grado es una excelente medida del contenido
de fibra así como de su efecto en color y brillo (Pomeranz, 1978).
CROMATOGRAFIA. Dimler (citado por Pomeranz, 1978) discutió los principios y técnicas de
la cromatografía y su potencial de aplicación en la medición de color en la harina. La
cromatografía combinada con confirmación por métodos químicos clásicos ofrece grandes
perspectivas en la identificación de pigmentos de fibra.
Los siguientes métodos han sido desarrollados para determinar los pigmentos amarillos totales
en harina, expresados como carotenoides:
MÉTODO D E VALOR-GASOLINA. Este método lo desarrollo Winton (citado por
Pomeranz, 1978) para medir tanto la amarillez de una harina, como la cantidad de pigmento
amarillo removida por blanqueo. El método fue tentativamente adoptado por la Asociación de
Químicos Agrícolas Oficiales (AOAC) y fue empleada extensivamente para reportar variaciones en
valores de gasolina en diferentes variedades de trigo. En resumen, el procedimiento involucra la
extracción de 20 g de harina de trigo durante 20 h en 100 mL de gasolina limpia. El extracto se
filtra y su color se compara con un color arbitrario estándar de cromato de potasio. Varios
investigadores han hecho una serie de adecuaciones y modificaciones al método. Los dos
principales defectos del método son la selección de un color estándar apropiado y la dificultad de
completar la extracción de color por el solvente (Pomeranz, 1978).
EXTRACCIÓN CON NAFTA-ALCOHOL. Ferrari y Baley (citados por Pomeranz, 1978)
mostraron que los pigrnentos adicionales podrían ser extraídos mediante este método, empleando
93 'YO nafta y el resto alcohol. De igual forma realizaron extensos estudios espe:trofotométricos
para establecer la naturaleza de los pigmentos y para determinarlos cuantitativamente con caroteno
32
REVISI~N DE LmRATüñA
puro como estándar. Por otra parte, Ferrari y Croze (citados por Pomeranz, 1978) emplearon
extracto de harina como estándar.
MÉTODO AACC Y AOAC. Binnington et al. (citados por Pomeranz, 1978) probaron 60
solventes para la extracción de pigmentos amarillos y encontraron que el agua saturada con n-
butanol fue un efectivo extractor. Ellos determinaron la absorbancia de p-caroteno en agua
saturada con butanol a 435.9 nm y expresaron los pigmentos solubles en butanol como 0- caroteno. Binnington y Geedes (citados por Pomeranz, 1978) mejoraron la precisión y velocidad
de el método. Los métodos presentes AACC y AOAC (citados por Pomeranz, 1978) están
basados en la extracción con agua saturada de n-butanol y mediciones colorimétricas y
espectrofotométricas las cuales emplean B-caroteno puro como estándar.
MÉTODO APROBADO DE AACC 14-50. Este es el método aceptado para mediciones
cuantitativas. Para colaborativos en el desarrollo del método refiérase a Binnington (citados por
Pomeranz, 1978). El trabajo de Ferrari sobre determinación espectrofotómetrica de pigmentos en
harina es también importante para entender el método.
Sims y Lepage (citados por Pomeranz, 1978) sugieren que este método debe ser mejorado para
hacerlo más consistente con las características fisicas y químicas de los pigmentos de la harina de
trigo. Los cambios recomendados incluyen el uso de 7% de etanol en n-hexano como solvente, y
un chequeo rutinario instrumental con solución estándar de cromato de potasio en KOH 0.05 N
líquido. Como los pigmentos carotenoides de la harina de trigo incluyen xantofilas y ésteres de
xantofilas, se escoge una longitud de onda alrededor de los 447 nm debido a que existe una mayor
absorción en este rango. Para valores absolutos se deben emplear los verdaderos pigmentos de
harina de trigo (xantofilas y ésteres de xantofilas) para calibración.
3.3.4.2.- EQUIPO
Mackinney (1962) clasifica a los instrumentos empleados para medir color en alientos en
cinco categorías. La tabla 8 menciona estas categorías, así como los instrumentos característicos
de cada una de ellas e indica cuales son empleados para medir color en harinas de trigo.
33

REVISidN DE LITERATURA
carotenoides (Aiexandre, 1971).
Según la tabla 9, existe una relación inversa entre el contenido de ceniza y la brillantez, así
como una relación directa entre esta y el color de la miga y poca o nula relación entre la brillantez
y los pigmentos amarillos (Pomeranz, 1978).
Tabla 9.-Relación entre la brillantez de la harina, el color, el contenido de pigmentos y de cenizas de la miga de diversas harinas.
Harina Pimentos % de Brillo Color de Miga Cenizas ...................................................................... kP!d .............................................................................................................................................
De primera patente 0.63 0.41 10.30 9.50 De segunda patente 0.51 0.46 9.30 9.70 Patente de panadero 0.5 1 0.46 8.30 9.70 Gran patente 1.14 0.50 8.70 8.50gris De fina limpieza 0.62 0.56 6.80 8.00 gris Primera limpieza 1.52 0.78 3.80 5.00 amarillo grisáceo Segunda limpieza 3.00 1.04 1.50 1.50 café grisáceo De alimentación 3.54 1.38 -1.00 -2.00 café grisáceo
Irvine y Anderson, citados por Pomeranz, 1978
INSTRUMENTO DE HALTON. Este aparato consiste de un tubo de cristal de unos 50 cm de
longitud por 2 cm de diámetro, el cual se encaja en el cuello de un frasco de medición de 50 mL. Se empuja ai fondo un tapón de lana de vidrio y se vierten 25 g de harina usando un embudo. La
harina queda ligeramente prensada, ai dar ligeras palmadas ai lado del tubo; luego se pone un
segundo tapón de fibra de vidrio encima; se vierten en el tubo 50 mL de nafta dejando que se
filtren por entre la harina dentro del frasco de medición. Cuando ha cesado el flujo, se completa el
contenido del frasco con nafta pura y se deja reposar para permitir que toda la harina se clarifique
(Alexandre, 197 1).
La intensidad del color amarillo puede medirse con un colorímetro o compararse con los
patrones. Las harinas muy blanqueadas muestran sólo un tenue extracto de nafta amarilla (&a
baja de blarqueo) y la harina sin blanquear muestra comparativamente más extractos amarillos
(cifra alta di: blanqueo). Las cifras reales dependen del método y colorímetro empleados y no se

REVISION DE LíIFRATURA
diversos aspectos en el color de las harinas. A continuación mencionaremos algunos de ellos.
MILNER Y DODGE, mencionados por Pomeranz (1978), usaron un espectrofotómetro para
medir los efectos del blanqueo en la absorción de agua saturada con alcohol butílico extraído de
harina de trigo tratada con varias concentraciones de dioxido de cloro y tricloruro de nitrógeno, a
una longitud de onda de entre 260- 600 nrn. El instrumento es recomendable para este tipo de
estudios, debido a su flexibilidad, exactitud y conveniencia.
Algunos otros instrumentos empleados por algunos investigadores para medir color en harina
son: El Fotómetro Pulfiich, el Colorímetro de Bauer, y el Colorímetro Diferencial Triestímulo.
Croes (1961), obtuvo datos acerca de la blancura de la harina de trigo, empleando la técnica de
pasta de Kent Jones y Martin para la preparación de la muestra y un reflectómetro fotoeléctrico
triestímulo. En su estudio, reportó un alto grado de correlación con el método visual de Pekar.
Este método tiene una desventaja: el empleo de una fórmula para expresar las tres lecturas en una
sola. Esta fórmula se deriva de la ecuación proporcionada por Hunter (citado por Pomeranz,
1978).
Pomeranz (1978) describe un método para medir el color de la miga en relación al color de la
harina. El procedimiento propone el empleo del graduador cromático de Kent-Jones y Martin,
para medir una mezcla de miga de pan, almidón de maíz y agua. Se estableció el efecto del
almidón de maíz en la determinación del color en la miga de pan, y se determinó una fórmula para
calcular el grado de color de harina empleada en panadería. Los resultados indican que el método
mide el componente de la miga de pan el cual tiene una alta correlación con el grado de color de la
harina.
Matz y Larsen (1954) realizaron sus experimentos con medidas de reflectancia alrededor de los
435 nrn para determinar calidad de color en semolina. A su vez, trataron de correlacionar el color
del macarrón o espagueti hecho con semolina.
Yasunaga y Uemura (1962) llevaron a cabo estudios epectrofotométricos para evaluar
características de color de harinas empleadas para elaborar fideos japoneses. E n la elaboración de
esos productos a partir de diversos trigos, el color de la harina fue el criterio más importante para
evaliiar la blancura y la brillantez de los productos preferidos por el consumidor. De igual forma
38
REVISIÓN DE UTERATURA
estos investigadores proporcionaron dos índices para evaluar color en harinas de trigo: uno por el
contenido de pigmentos amados y el otro por la coloración de la contaminación por fibra, ambos
derivados a partir de la reflectancia a diferentes longitudes de onda.
El trabajo de Little et al (1958) en la medición de color en comida es de considerable interés.
Ellos comparan cinco espectrofotómetros y tres colonmetros (fotoeléctrico triestímulo) y
encontraron una significativa correlación linear entre los instrumentos.
4.- MATERIALES Y MÉTODOS
4.1.- MATERIALES
a).- Se emplearon variedades de trigo (Triticum aestiwm) Arandas (grano duro) y Salamanca
(grano suave) representativas de los grupos de comercialización I (gluten fuerte) y ID (gluten
débil) respectivamente. La industria molinera del centro utiliza el grano de estas' variedades
preferentemente para la obtención de harinas destinadas a panificación y galietería, o en mezclas
para la producción de harinas empleadas en diversos productos leudados (pan dulce, blanco y
otros).
El grano se cosechó de la siembra experimental de estas dos variedades en el ciclo otoíio-
invierno 1996-1997, en el campo agrícola experimental del Bajío, del Instituo Nacional de
Investigaciones Forestales, Agrícolas y Pecuarias (MAP). Después de la cosecha, el grano se
recibió en el laboratorio de farinología, se fumigó y se conservó en recipientes de aluminio bajo
condiciones de temperatura ambiente hasta el inicio del análisis.
4.2.1.- ANÁLISIS FÍSICO DEL GRANO
a) Peso Hectolítrico. Báscula de peso hectolítnco Ohaus.
Existen varios sistemas que dictaminan la calidad del grano por medio del estudio de su
densidad. Indudablemente, el más importante y práctico es la determinación del peso hectolítrico o
volumétrico (AACC Método 55-109) realizado con el medidor Winchester Bushel Meter. El
sistema consiste simplemente en la determinción del peso en libras o kilogramos de un cierto
volumen de grano expresado en Bushels (2150.42 in3 o 36.37 litros) o hectolítros llenado y/o
empacado bajo condiciones estandarizadas. El peso volumétrico es uno de los más importantes
parámetros en la clasificación del trigo.
40

MATERIALES Y &TOWS
Los valores de densidad son importantes ya que están relacionados con la condición del grano y
con los rendimientos de molienda. Los granos más densos tienen menos probabilidad de estar
dañados con insectos y mejores posibilidades de soportar el manejo durante su almacenamiento y
conservación. En el caso especifico del trigo, la densidad y peso hectolítrico del grano están
fuertemente relacionados con la clase de trigo, por lo tanto con su uso final.
b) Peso de mil granos. Contador electrónico.
El peso de mil granos es un indicador de tamaño del grano. La prueba es importante ya que el
tamaño del grano esta principalmente relacionado con los rendimientos de molienda, en trigo y
maíz. La industria moliera prefiere los granos uniformes y grandes ya que contienen una mayor
proporción de endospermo. La prueba es sencilla, práctica y rápida ya que existen contadores
automáticos de semillas.
c) Índice de dureza. Perladora o determinador de dureza Scott
La pmeba consiste en someter un lote de grano a la acción abrasiva de un decorticador por un
tiempo predeterminado o someterlo a un abuso mecánico por impacto (prueba de susceptibilidad
al quebrado AACC Método 55-20). Los granos más suaves perderán más material o se quebraran
en partículas más pequeñas durante la acción mecánica del decorticador o impacto.
d) Proteína. Método Kjendahl (Método AACC 46-10)
e) Humedad (AACC Método 44-1 1 Por conductividad eléctrica).
La determinación de la humedad es un paso crítico en la evaluación de la calidad de granos y
cereales procesados. Es especialmente importante en el sistema de clasificación y mercadeo del
trigo. Los granos con demasiada humedad (mayor a 14%) son penalizados en el precio de compra, '
ya que tienen menos sólidos, son menos estables al almacenamiento y más propensos a
deteriorarse. La determinación del contenido de humedad es también muy importante en la
evaluación de la materia prima de las industrias molineras ya que está vinculada con los
requerimientos de acondicionado. La metodología más empleda por la industria almacenadora de
granos es la de determinación de humedad por conductividad eléctrica con el equipo Motomco. La
prueba se realiza en el grano entero en cuestión de segundos sin destruir la muestra y se basa en el
principio de que el agua ligada y libre del grano son diferentes conductores de electricidad.
41

MATERIALES Y MÉTOWS
4.2.2.- PROCESO DE MOLIENDA
La molienda experimental se realizó en el molino Buhler Modelo MLU-202. El diagrama de
flujo se presenta en la figura 5.
B1
A
Figura 5.- Diagrama para la molienda de trigos a) duros y b) blandos con el molino
automático de laboratorio, modelo MLU-202
Se emplearon muestras de 800g de trigo para cada molienda y se obtuvieron tres harinas de
trituración (ti , t2 y t3), tres harinas de reducción (Rl, R2 y R3), una fracción de grado y otra de
salvado. El rendimiento harinero se expresó como la suma del total de las seis fracciones de
harinas y se calculó con respecto a la cantidad inicial de trigo. Con el objetivo de aumentar el
porcentaje de extracción, el salvado se reproceso en el sistema de reducción para obtener los
incrementos de harina adherida y se pasó por una malla de lOxx para eüminar las partículas de
salvado hasta los rendimientos harineros deseados.

MATEMALES Y ?&TODOS
4.2.3.- ANÁLISIS QUhICO DE LA HARINA
a) Cenizas (AACC-Método 08-03,08-12)
La determinación de ceniza es el ensayo más practicado para ver la eficiencia del proceso de
molienda dado a que el grado de refinación está inversamente relacionado con su contenido. La
ceniza se determina después de incinerar en una mufla a temperaturas mayores de 6OOOC una
muestra previamente pesada en una balanza analítica.
b) Proteína (AACC-Método 39-10 Ó Marrojo Cercano).
La proteína es el compuesto que más afecta la funcionalidad y calidad de los productos de
trigo. Esto es debido a que importantes factores como son absorción de agua, tiempo de amasado
y estabilidad están en función de la cantidad y calidad de la proteína. Se han creado y diseñado
instrumentos de buena precisión que pueden cuantificar la proteína en cuestión de segundos. Sin
duda, el más importante de estos instrumentos es el analizador de Infrarrojo Cercano, el cual
determina estos compuestos sin destmir la muestra. El principio de cuantiñcación consiste en que
las moléculas de la proteína (específicamente, los enlaces peptídicos y aminos) son excitadas a
ciertas longitudes de honda del espectro de infrarojo cercano.
c) Húmedad. (AACC Método 44-15, Secado en estufa).
Es la técnica más precisa, consiste en secar la harina en una estufa calibrada a 100°C.
d) Sedimentación. (AACC-Método 56-60, 56-63 y 56-61A).
Esta prueba ayuda a predecir la funcionalidad y/o potencial de las muestras de trigo,
especialmente las destinadas para paniñacación, de una manera rápida y eficiente. Los ensayos son
especialmente utilizados por fitomejoradores. Se mide el volumen de sedimentación despues de 5
min de descanso de una harina refinada, hidratada y tratada con una solución acuosa de
bromofenol y otra solución débil de acido acético isopropanol. Las muestras con más alto
contenido de gluten tienen mayores valores de sedimentación.
43
MATEI7MLF.S Y &TOWS
e) Color. (Hunter Lab 25-D).
La evaluación del color de harinas y otros productos de molienda es importante ya que está
relacionado con la calidad de los productos terminados, eficiencia del proceso de molienda, grado
de refinación o extracción y como medida del control de calidad para harinas blanqueadas.
4.2.4.- PRUEBAS REOL~GICAS
Las pruebas más importantes para determinar la funcionalidad de las harinas de trigo son los
ensayos reológicos. Tienen como objetivo estudiar las propiedades fisicas del gluten hidratado y
formado por la acción del amasado. Las pruebas son de suma importancia ya que estan
estrechamente vinculadas con los parámetros del procesamiento (absorción óptima de agua,
tiempo de amasado) y calidad del producto terminado.
4.2.4.1.-ALYEOGRAMA (AVEÓGRAFO DE CHOPIN.
El alveógrafo mide las propiedades reológicas de las masas (extensión y tenacidad) mediante la
inyección de aire (simulando efectos de fermentación) en discos de masas de dimensiones
estandarizadas. El ensayo consiste en amasar 250 g de harina por 8 min con una solución salina al
2.5% (AACC Método 54-30). La cantidad de agua s a h a a utilizar esta determinada en función ai
porciento de humedad inicial de la harina. La masa resultante se divide en cuatro partes iguales, las
cuales posteriormente son laminadas con un rodillo para obtener un grosor constante (12 nun).
Las láminas son finalmente moldeadas en discos de diámetro y grosor uniforme. Los discos son
introducidos en la minicámara isotérmica de fermentación o reposo del aparato. Los ensayos
alveográficos generalmente se realizan 20 min después del moldeado. El disco de masa se coloca
en el centro de la platina fija o placa de soporte del alveógrafo, posteriormente se cierra y se
aplasta de una manera estandarizada mediante el movimiento lento de la platina superior.
Finalmente, se remueve la tapadera, se inyecta manualmente aire con el objetivo de despegar el
disco de la masa y se inyecta aire a presión constante. El aire inyectado provoca la formación de
una burbuja, la cual se hinchara formando un pequeño globo, el cual eventualmente se romperá. La
44
MATE- Y MkTODOS
e) Color. (Hunter Lab 25-D).
La evaluación del color de harinas y otros productos de molienda es importante ya que está
relacionado con la calidad de los productos terminados, eficiencia del proceso de molienda, grado
de refinación o extracción y como medida del control de calidad para harinas blanqueadas.
4.2.4.- PRUEBAS REOL~GICAS
Las pruebas más importantes para determinar la funcionalidad de las harinas de trigo son los
ensayos reológicos. Tienen como objetivo estudiar las propiedades fisicas del gluten hidratado y
formado por la acción del amasado. Las pmebas son de suma importancia ya que estan
estrechamente vinculadas con los parámetros del procesamiento (absorción óptima de agua,
tiempo de amasado) y calidad del producto terminado.
4.2.4.1.-AL.yEOGR4MA (ALyEdGRAFO DE CHOPIN).
El alveógrafo mide las propiedades reológicas de las masas (extensión y tenacidad) mediante la
inyección de aire (simulando efectos de fermentación) en discos de masas de dimensiones
estandarizadas. El ensayo consiste en amasar 250 g de harina por 8 min con una solución salina al
2.5% (AACC Método 54-30). La cantidad de agua salina a utilizar esta determinada en función al
porciento de humedad inicial de la harina. La masa resultante se divide en cuatro partes iguales, las
cuales posteriormente son laminadas con un rodillo para obtener un grosor constante (12 mm).
Las láminas son finalmente moldeadas en discos de diámetro y grosor uniforme. Los discos son
introducidos en la minicámara isotérmica de fermentación o reposo del aparato. Los ensayos
alveográficos generalmente se realizan 20 min después del moldeado. El disco de masa se coloca
en el centro de la platina fija o placa de soporte del alveógrafo, postenormente se cierra y se
aplasta de una manera estandarizada mediante el movimiento lento de la platina superior.
Finalmente, se remueve la tapadera, se inyecta manualmente aire con el objetivo de despegar el
disco de la masa y se inyecta aire a presión constante. El aire inyectado provoca la formación de
una burbuja, la cual se hinchara formando un pequeño globo, el cual eventualmente se romperá. La

MATERIALES Y &TODOS
curva típica (Anexo I) muesta dos principales valores: la tenacidad o altura máxima de la curva
(T) y extensibilidad de la masa, representada por la longitud de la curva (E). La relación T E , es
un fuerte indiador de la calidad y uso potencial de la harina. El trabajo (W) para deformar la masa
es equivalente o proporcional al area bajo la curva y está fuertemente relacionada con el contenido
protéico o fuerza de la harina.
4.2.4.2.- FARINOGRQMA (MICROFARINOGRAFO BRABENDER)
Es el método más utilizado a nivel comercial para evaluar propedades de masas (AACC
Método 54-21) por la industria procesadora de trigo. Existen instrumentos que utilizan por ensayo
50 o 300 g de harina. El aparato mide la resistencia que opone la masa al mezclado y el principio
se basa primeramente en determinar por medio de prueba y error la cantidad óptima de agua para
lograr la consistencia ideal de la masa (500 unidades Brabender). La curva típica (Anexo 2)
muestra importantes puntos como son: tiempo de llegada (e) o tiempo que tarda la masa en
adquirir una consistencia de 500 UB; tiempo de desarrollo (TOD) o tiempo que tarda la masa en
adquirir su máxima consistencia y tiempo de salida (0 o tiempo en que la masa persiste con una
consistencia de cuando menos 500 UB y que siempre ocurre después del tiempo de desarrollo. Al intervalo de diferencia entre el tiempo de llegada y el de salida se le denomina tiempo de
estabilidad (E) de la masa, mientras que la caída en consistencia, expresado en UB, 5 minutos
después del tiempo de desarrollo, es el llamado índice de tolerancia al mezclado (IT). Al tiempo de
desarrollo también se le denomina tiempo óptmo de amasado. La estabilidad como el IT son
importantes parámetros sobre todo en la indusria de paniñcación ya que dan una idea de la calidad
de la masa, si la misma es sobremezclada o trabajada en exceso. La industria panadera prefiere
harinas con alta absorción de agua, tiempo promedio de meclado y buena estabilidad o IT.
4.2.4.3.- EXTENSOGRQMA (MICROEXTENSdGRAFO DE BRABENDER)
El extensografo es un instrumento que mide las propiedades reológicas de una masa formada
optimamente (absorción de agua y tiempo óptimo de desarrollo) en el farinografo (Anexo 3). La
45

MATERíALES Y &TODOS
masa (150 gramos) es formada en un cilindro, el cual es posteriormente almacenado bajo
condiciones de alta humedad y temperatura de 3OoC hasta que la misma sea probada. El cilindro de
masa es posteriormente grapeado a los brazos del extensografo y sujeta a una fuerza de extensión
con un desplasamiento constante hasta lograr su eventual rompimiento (AACC Método 54-10).
La resistencia de la masa a la tensión hasta llegar al rompimiento se traduce en la curva típica
(Anexo 3). El instrumento grafica la resistencia o tenacidad D en el eje de las Y @b cuando la
masa se elongo 50 mm. y Dmax o altura máxima de la curva) y la extensibdidad E en el eje de las
X. La relación DbE es un importante factor para determinar la fuerza y características funcionales
de la harina de trigo. El area bajo la curva, determinado con un planimetro, es el trabajo realizado
por el instrumento para romper la masa y da una indicación de la fuerza de la misma.
4.2.5.- PANIFICACIÓN
Elaboración del pan AACC-Método 10-1OA
Existen pruebas de micropanificación estandarizadas para evaluar la calidad de las harinas. La
más popular es la de panificación directa utilizando una muestra de 100 g de harina mezclada con
los ingredientes que se dan en la tabla 10.
Tabla 10 .- Fórmula de pan blanco de caja con base al peso de harina.
Ingredientes Cantiahd (R;> Hanna 100.00 Agua 65.00 Levadura 3.00 Sal 2.25 Grasa vegetal 3.00 Leche descremada (polvo) 3.00
Los ingredientes son mezclados en un microamasador hasta desarroiiar propiamente el giuten.
Posteriormente, es sujeta a tres etapas de fermentación con sus consecutivas operaciones de
M A T E R i W S Y &TOWS
desgasado mediante prensado a través de rodillos. Las operaciones de desgasado son a 52,77 y 90
minutos respectivamente. El Último desgasado se realiza a través del mismo sistema de rodillos,
pero con una mayor luz entre rodillos en preparación para el moldeado. La lámina de la masa de
forma rectangular es rolada para tomar su forma cilíndrica. La masa formada se coloca con la línea
de sello hacia la parte inferior del molde metálico de horneado. El molde finalmente
se introduce en el gabinete de fermentación para su reposo final con duración de 36 + 2 minutos.
Cabe mencionar que los moldes son engrasados con manteca vegetal en todas sus caras interiores,
excepto en uno de los lados. Esto con el objetivo de forzar al pan a que quiebre sobre la cara no
engrasada. Finalmente, el pan se hornea por 20 minutos a temperatura de 215°C. El volumen del
pan se mide por el desplazamiento de la semilla de colza en un equipo diseñado para ese
propósito. Para panes fabricados a partir de 100 g de harina y siguiendo esta marcha se obtienen
volúmenes desde 650 hasta 1100 cc. De la prueba de panificación se obtienen importantes datos
como son absorción óptima de agua, tiempo óptimo de mezclado, textura de las masas a través de
los periodos de fermentación, peso o rendimiento de pan, volumen y densidad aparente del pan,
altura de la masa fermentada antes y después del horneado. Finalmente y después de un periodo de
enfriamiento se pueden hacer evaluaciones subjetivas de la textura interna de la miga mediante la
observación minuciosa de la distribución de los espacios de aire y suavidad de la miga.
4.3.- DISEÑO EXPERIMENTAL
Para el análisis de los resultados obtenidos en el presente trabajo, se empleará un diseño
experimental de bloques completos al azar (infante y Zárate, 1991). El modelo correspondiente es
el siguiente:
i = 71 ,72 ,74 ,76 y 78 % de extracción
j = Arandas F89, Salamanca S75.
& i i - NI0 (O. 21
47

-_.*-"_.__. ...._..___ ._" .__*,._~ - ..... , .,-...,. , , , . . . . , . ,,-, .~ ~ ..,.., ,*-_..-__.__* ___.-
M A T E W S Y M6TODOS
Dónde:
Yi j P Media general
Ti Efecto del i-éshno tratamiento
Pj Efecto del j-ésimo bloque
E i j Error experimental aleatorio
Es la observación correspondiente al tratamiento "i" y bloque '7''
Las variables de respuesta serán: el color, el contenido de cenizas, el contenido de proteína, las
características reológicas (extensibilidad, tenacidad, absorción de agua, etc.) y las características
del producto find (panificación, volumen, color, etc.).
Para contestar la hipótesis establecida en el capitulo 2, se propone determinar el principio de
igualdad:
Los resultados serán analizados en paquete de computo S.A.S. (Statistic Analisys System). En
las variables donde se encontró diferencias significativas entre tratamientos, se realizó una
comparación multiple de medias de Tukey.
48
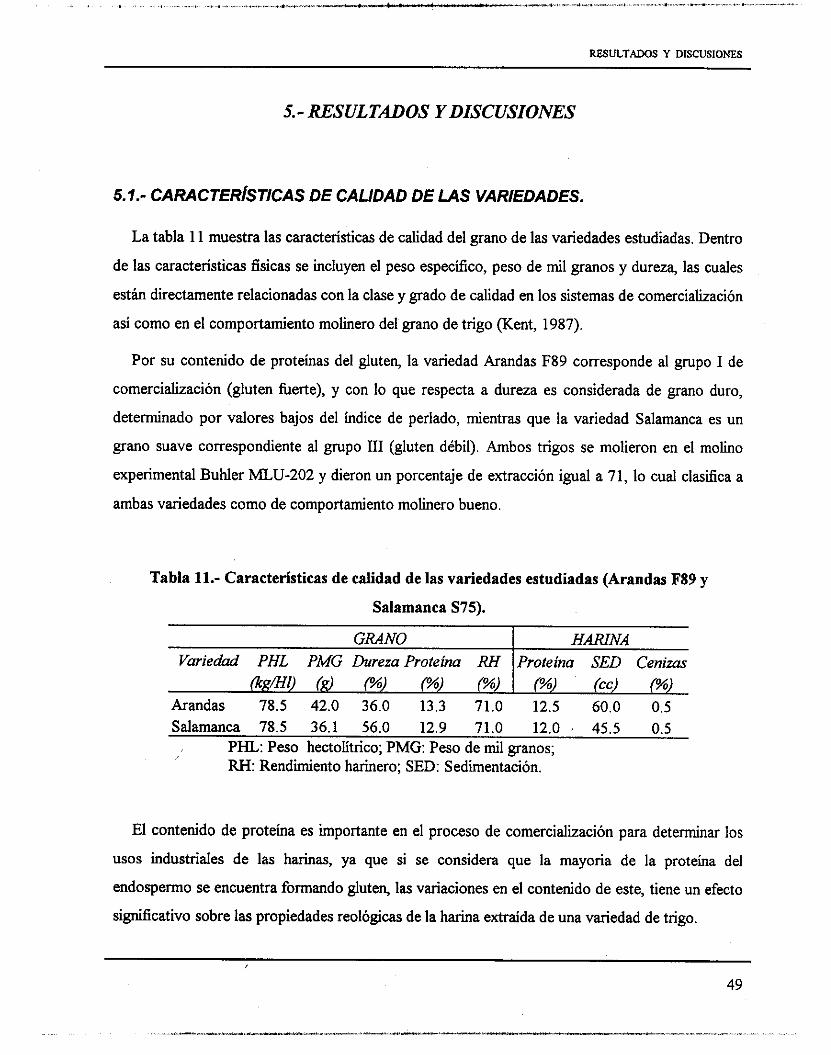
5.- RESULTADOS Y DISCUSIONES
GRANO Variedad PHL PMG Dureza Proteína RH
(izgíHU (d (%) (%) PA)
5.1.- CARACTERhTICAS DE CALIDAD DE LAS VARIEDADES.
HARINA Proteína SED Cenizas
(%) (cc) (%)
La tabla 1 1 muestra las características de calidad del grano de las variedades estudiadas. Dentro
de las características fisicas se incluyen el peso específico, peso de mil granos y dureza, las cuales
están directamente relacionadas con la clase y grado de calidad en los sistemas de comercialización
así como en el comportamiento molinero del grano de trigo (Kent, 1987).
Por su contenido de proteínas del gluten, la variedad Arandas F89 corresponde al grupo I de
comercialización (gluten fuerte), y con lo que respecta a dureza es considerada de grano duro,
determinado por valores bajos del índice de perlado, mientras que la variedad Salamanca es un
grano suave correspondiente al grupo iII (gluten débil). Ambos trigos se molieron en el molino
experimental Buhler MLU-202 y dieron un porcentaje de extracción igual a 71, lo cual clasifica a
ambas variedades como de comportamiento molinero bueno.
Tabla 11.- Características de calidad de las variedades estudiadas (Arandas F89 y
Salamanca S75).
El contenido de proteína es importante en el proceso de comercialiiación para determinar los
usos industriales de las harinas, ya que si se considera que la mayoría de la proteína del
endosperm0 se encuentra formando gluten, las variaciones en el contenido de este, tiene un efecto
significativo sobre las propiedades reológicas de la harina extraída de una variedad de trigo.
49
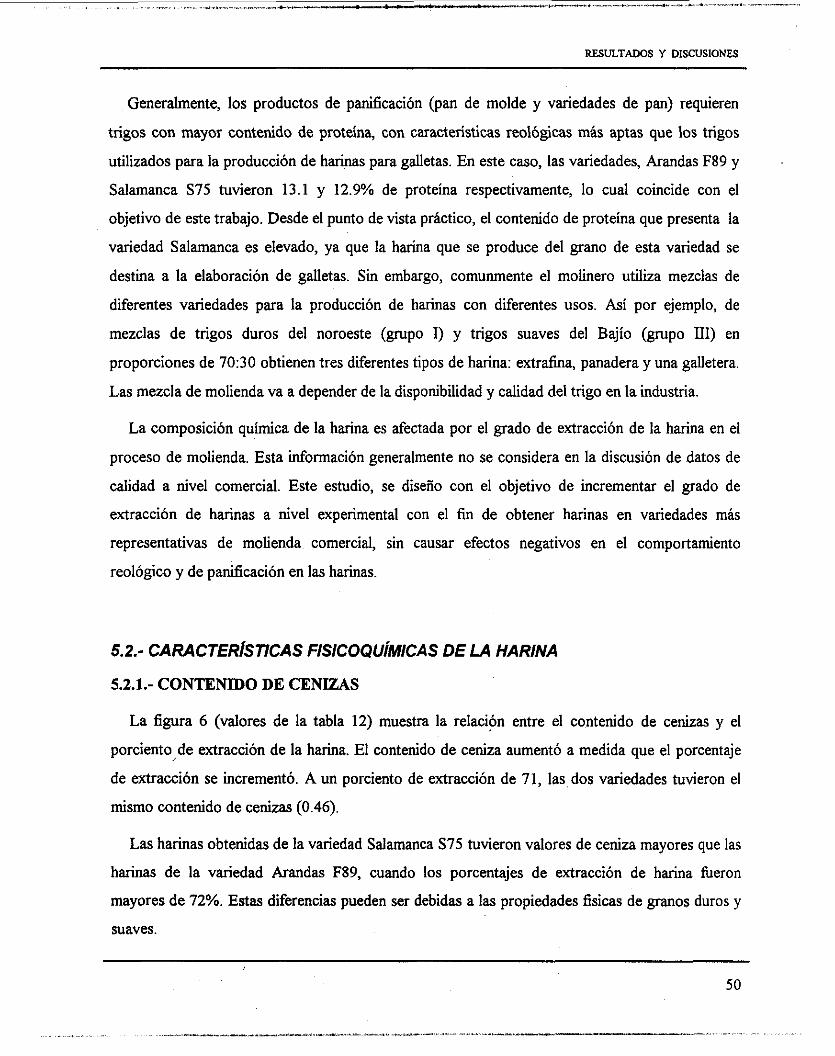
RESULTAWS Y DISCUSIONES
Generalmente, los productos de paniñcación (pan de molde y variedades de pan) requieren
trigos con mayor contenido de proteína, con características reológicas más aptas que los trigos
utilizados para la producción de harinas para galletas. En este caso, las variedades, Arandas F89 y
Salamanca S75 tuvieron 13.1 y 12.9% de proteína respectivamente, lo cual coincide con el
objetivo de este trabajo. Desde el punto de vista práctico, el contenido de proteína que presenta la
variedad Salamanca es elevado, ya que la harina que se produce del grano de esta variedad se
destina a la elaboración de galletas. Sin embargo, comunmente el molinero utiliza mezclas de
diferentes variedades para la producción de harinas con diferentes usos. Así por ejemplo, de
mezclas de trigos duros del noroeste (gnipo I) y trigos suaves del Bajío (grupo ID) en
proporciones de 70:30 obtienen tres diferentes tipos de harina: extrafma, panadera y una galletera.
Las mezcla de molienda va a depender de la disponibilidad y calidad del trigo en la industria.
La composición química de la harina es afectada por el grado de extracción de la harina en el
proceso de molienda. Esta información generalmente no se considera en la discusión de datos de
calidad a nivel comercial. Este estudio, se diseño con el objetivo de incrementar el grado de
extracción de harinas a nivel experimental con el fin de obtener harinas en variedades más
representativas de molienda comercial, sin causar efectos negativos en el comportamiento
reológico y de paniñcación en las harinas.
5.2.- CARACTERíSTICAS FlSlCOQUíMICAS DE LA HARINA
5.2.1.- CONTENIDO DE CENIZAS
La figura 6 (valores de la tabla 12) muestra la relación entre el contenido de cenizas y el
porciento de extracción de la harina. El contenido de ceniza aumentó a medida que el porcentaje
de extracción se incremento. A un porciento de extracción de 71, las dos variedades tuvieron el
mismo contenido de cenizas (0.46).
Las harinas obtenidas de la variedad Salamanca S75 tuvieron valores de ceniza mayores que las
harinas de la variedad Arandas F89, cuando los porcentajes de extracción de harina fueron
mayores de 72%. Estas diferencias pueden ser debidas a las propiedades fisicas de granos duros y
suaves.
50
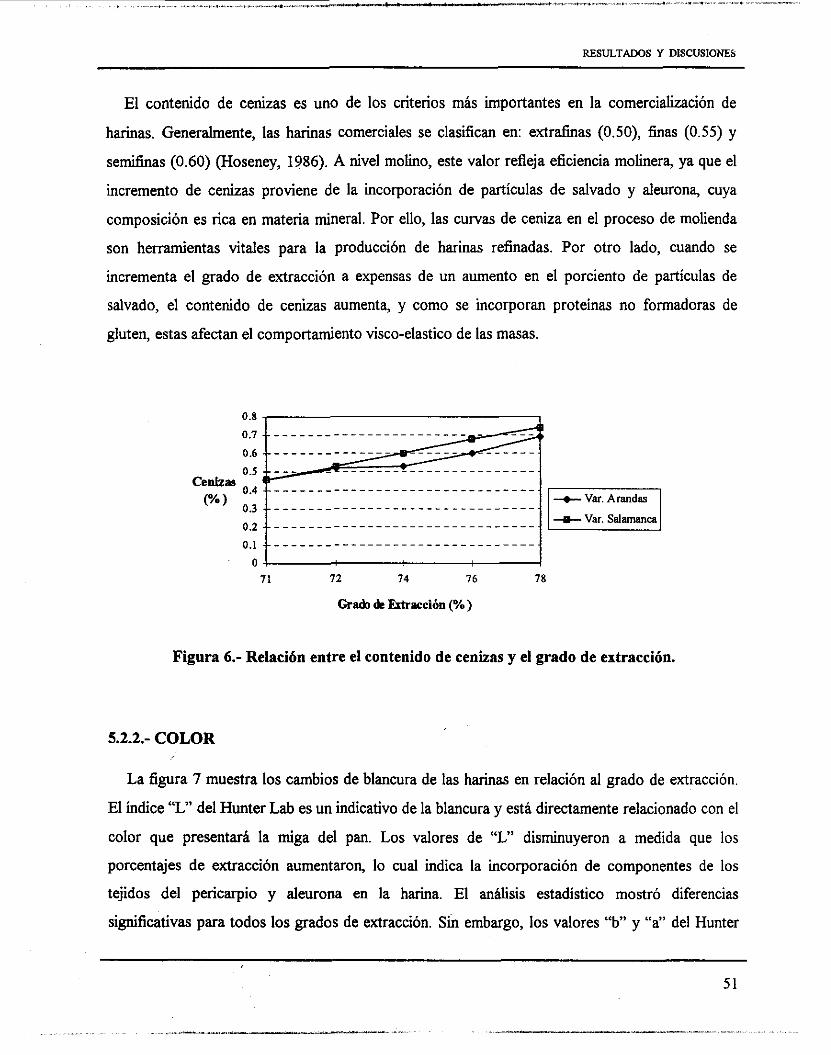
RESULTADOS Y DISCUSIONEL
El contenido de cenizas es uno de los cntenos más importantes en la comercialización de
harinas. Generalmente, las harinas comerciales se clasifican en: extrafinas (0.50), finas (0.55) y
semifinas (0.60) (Hoseney, 1986). A nivel molino, este valor refleja eficiencia molinera, ya que el
incremento de cenizas proviene de la incorporación de partículas de salvado y aleurona, cuya
composición es rica en materia mineral. Por ello, las curvas de ceniza en el proceso de molienda
son herramientas vitales para la producción de harinas refinadas. Por otro lado, cuando se
incrementa el grado de extracción a expensas de un aumento en el porciento de partículas de
salvado, el contenido de cenizas aumenta, y como se incorporan proteínas no formadoras de
gluten, estas afectan el comportamiento visco-elastic0 de las masas.
71 I2 74 76 78
Grub h Ertrefción (“A)
-a- Vu. Salamanca
Figura 6.- Relación entre el contenido de cenizas y el grado de extracción.
5.2.2.- COLOR
La figura 7 muestra los cambios de blancura de las harinas en relación ai grado de extracción.
El índice “L” del Hunter Lab es un indicativo de la blancura y está directamente relacionado con el
color que presentará la miga del pan. Los valores de “L” disminuyeron a medida que los
porcentajes de extracción aumentaron, lo cual indica la incorporación de componentes de los
tejidos del pericarpio y aleurona en la harina. El análisis estadístico mostró diferencias
significativas para todos los grados de extracción. Sin embargo, los valores “b” y “a” del Hunter
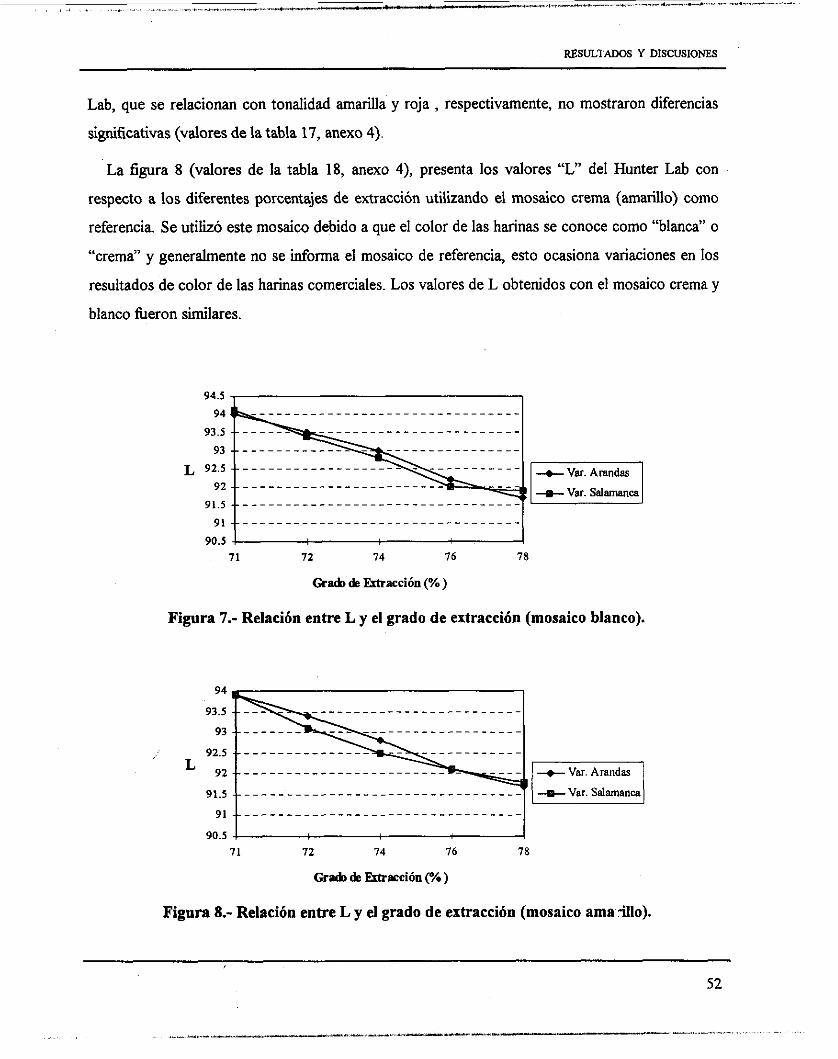
RESVLTAWS Y DISCUSIONES
Lab, que se relacionan con tonalidad amarilla y roja, respectivamente, no mostraron diferencias
signiñcativas (valores de la tabla 17, anexo 4).
La figura 8 (valores de la tabla 18, anexo 4), presenta los valores “L” del Hunter Lab con
respecto a los diferentes porcentajes de extracción utilizando el mosaico crema ( a m d o ) como
referencia. Se utilizó este mosaico debido a que el color de las harinas se conoce como “blanca” o
“crema” y generalmente no se informa el mosaico de referencia, esto ocasiona variaciones en los
resultados de color de las harinas comerciales. Los valores de L obtenidos con el mosaico crema y
blanco fueron similares.
94.3 , 1
9 , _ _ _ _ _ _ _ _ _ _ - - _ _ _ _ _ - - - - - - - - - - - - - - - - 90.5
71 72 74 76 7a
Gr& de M a c c i ó n (“A )
Figura 7.- Relación entre L y el grado de extracción (mosaico blanco).
91 __________-______-...------------
90.5 71 72 74 76 i a
Grado de M a c c i ó n (%)
Figura 8.- Relación entre L y el grado de extracción (mosaico ama 4110).
52
RESULTADOS Y DISCUSIONES
Las harinas extraidas de ambas variedades tuvieron valores de L similares en los diferentes
porcentajes de extracción, indicativo del comportamiento molinero del grano.
El color es un atributo importante en la caracterización de la calidad industrial de las harinas,
sin embargo, el contenido de cenizas es el criterio indirecto de color que más se utiliza en la
industria de México, debido a la falta de equipo en la industria molinera del país. En Europa, los
valores del colonmetro Agtron es ampliamente aplicado para el análisis de color de las harinas,
mientras que el colonmetro Kent-Jones es más usado en los Estados Unidos.
Investigaciones conducidas en el departamento de molienda de la Universidad de Kansas por
Yamasaky y Posner (1989), indican que el salvado y otros tejidos finos estructurales son los
componentes que contribuyeron más al color de las harinas que el endospermo. Estos resultados
son importantes, ya que las variedades mexicanas de trigo varian en el color del pericarpio desde
rojo hasta blanco.
Por otro lado, el molinero emplea mezclas de trigos de diferentes variedades o grupos de
calidad sin considerar este criterio.
5.2.3.- COMPOSICI~N QUBMCA DE LA HARINA
La tabla 12 muestra los valores de proteína, humedad y ceniza para los diferentes grados de
extracción de las harinas de las variedades en estudio. En lo que respecta al parametro de
porcentaje de ceniza, este ya fue discutido anteriormente, por lo que nos enfocaremos en este
apartado a lo correspondiente a los otros dos parámetros: humedad y proteína.
El contenido de humedad no presenta grandes diferencias en nuestros tratamientos para ambas
variedades, sino por el contrario casi fue constante (12 %). Aunque se observa alguna pequeña
diferencia en uno de los tratamientos, esta no llega a ser significativa, lo cual denota que las
harinas se encontraban bajo condiciones similares, es decir, bajo control experimental.
Debido a las condiciones experimentales de molienda, el contenido de proteína no varió en
forma significativa para los diferentes porcentajes de extracción. El grado de extracción se
increment6 en base a las pasadas del salvado en el sistema de reduc ción del molino para separar el
53
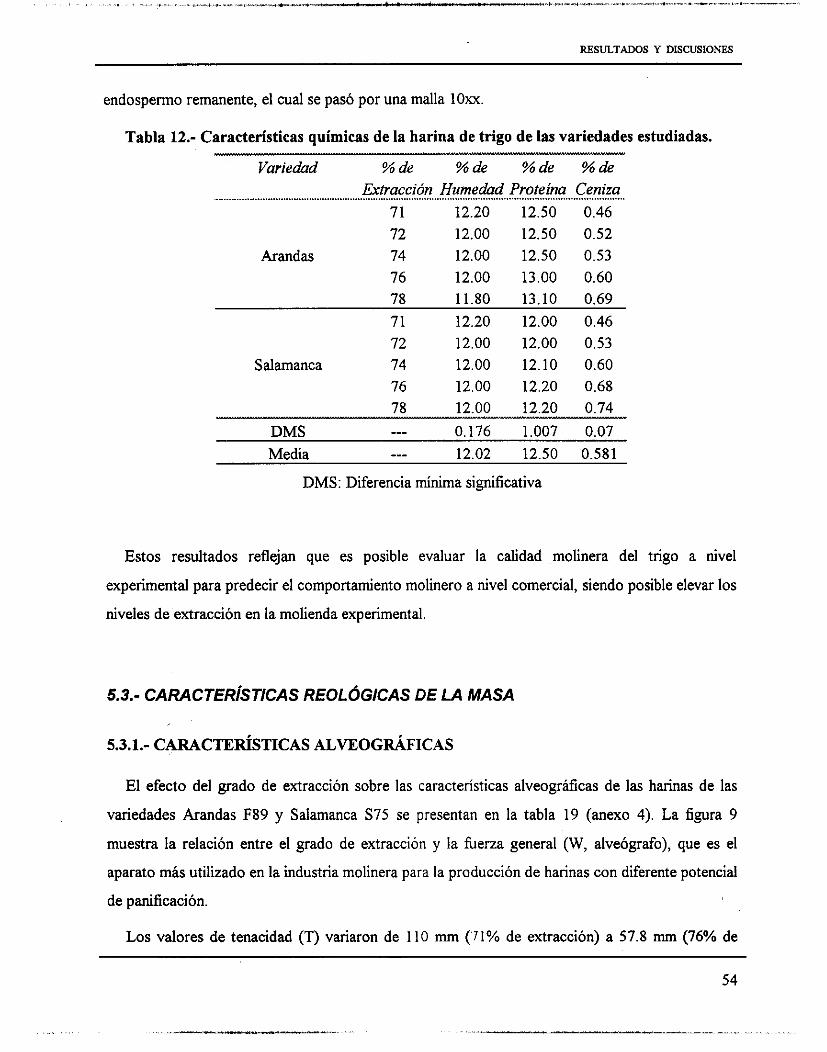
RESULTADOS Y DISCUSIONES
endosperm0 remanente, el cual se pasó por una malla 10xx.
Tabla 12.- Características químicas de la harina de trigo de las variedades estudiadas.
Variedad % de %de %de %de
71 12.20 12.50 0.46 72 12.00 12.50 0.52
Arandas 74 12.00 12.50 0.53 76 12.00 13.00 0.60 78 11.80 13.10 0.69 71 12.20 12.00 0.46 72 12.00 12.00 0.53
Salamanca 74 12.00 12.10 0.60 76 12.00 12.20 0.68 78 12.00 12.20 0.74
DMS --_ 0.176 1.007 0.07 Media -_- 12.02 12.50 0.581
Extracción Humedad Proteína Ceniza ___._.__._._._. <.<....._._.__.__._.............................................................................................................................
DMS: Diferencia mínima significativa
Estos resultados reflejan que es posible evaluar la calidad molinera del trigo a nivel
experimental para predecir el comportamiento molinero a nivel comercial, siendo posible elevar los
niveles de extracción en la molienda experimental.
5.3.- CARACTERISTICAS REOLdGICAS DE LA MASA
5.3.1.- CARACTEF~STICAS ALVEOGRÁFICAS
El efecto del grado de extracción sobre las características alveográficas de las harinas de las
variedades Arandas F89 y Salamanca S75 se presentan en la tabla 19 (anexo 4). La figura 9
muestra la relación entre el grado de extraccion y la fuerza general (W, alveógrafo), que es el
aparato más utilizado en la industria molinera para la producción de harinas con diferente potencial
de panifícación.
Los valores de tenacidad (T) variaron de 110 mm ( 71% de extracción) a 57.8 mm (76% de
54

RESULTAM)S Y DISCUSIONES
extracción para la variedad Arandas F89, y de 63 mm (72% de extracción) a 81 mm (71% de
extracción) para la variedad Salamanca S75; los valores de extensibilidad fueron de 91 mm (71%
de extracción) a 122 mm (72% de extracción) para la variedad Arandas F89 y de 75 mm (78% de
extracción) a 118 mm (72% de extracción) para la variedad Salamanca S75. En ambos
parámetros no se observó una tendencia típica como resultado del incremento del porciento de
extracción y no se encontraron diferencias significativas (a=0.05).
-C Var. Arandas
-m- Var. Salamanca
Figura 9.- Relación entre el grado de extracción y el parámetro W (fuerza general).
De los parámetros alveográficos, la W (fuerza general) es la más aplicada a nivel molinero
para la producción de las harinas fuertes, medio fuertes y débiles, cuyos valores de W son >300,
200-300 y <200 X lo3 ergs, respectivamente. Los resultados obtenidos indican que hubo una
tendencia de los valores de W a disminuir a medida que el grado de extracción se incrementa para
ambas variedades (Figura 9). Sin embargo, los valores de W hasta el 74% de extracción se
mantuvieron arriba de los 300 para la variedad Arandas F89, lo cual la sigue clasificando como
variedad de trigo de gluten fuerte. En el caso de la variedad Salamanca hubo diferencias en los
valores de W para los diferentes grados de extracción, y cuya clasificación de gluten varió de
medio fuerte (W= 253, para 71% de extriicción) a gluten débil (W= 193, para 78% de extracción).
RESLTLTADOS Y DISCUSIONES
La disminución de los valores de W con respecto al incremento en el porcentaje de extracción, es
un reflejo de la incorporación de componentes no endospérmicos en la harina (Yamasaky y
Posner, 1989).
Los valores T/L mostraron diferencias para los distintos porcentajes de extracción en la
variedad Arandas F89 y hubo una tendencia a disminuir para la variedad Salamanca S75. Estas
diferencias en el comportamiento alveográfico puede deberse a las condiciones de absorción
constante del análisis.
El grano duro de la variedad Arandas F89 produjo harinas con diferentes grados de extracción
con más variaciones en los valores de T/L que las obtenidas del grano suave de la variedad
Salamanca S75. De estos resultados se puede inferir que las harinas extraidas del grano duro
producen diferentes grados de almidón dañado, lo cual repercute en el comportamiento
alveográfico de las harinas.
Por lo contrario, las harinas obtenidas de diferentes grados de extracción a partir del grano
suave de la variedad Salamanca S75 tuvo menos diferencias debido a procesamiento. Esto
coincide con los resultados informados por Mok y Dick (1991), quienes evaluaron la respuesta de
los almidones de diferentes clases de trigos a la molienda de rodillos, dichos autores indican que
los trigos duros son más suceptibles a el daño físico en el proceso de molienda que los suaves.
5.3.2.- CARACTERÍSTICAS FAIUNOGRÁFICAS
La tabla 13 muestra el efecto del grado de extracción sobre las características farinográficas de
las harinas de las variedades Arandas F89 y Salamanca S75. El microfarinógrafo mide la
resistencia que opone la masa al mezclado, determinando la cantidad óptima de agua para lograr la
consistencia ideal de la masa. Este instrumento es el más empleado a nivel comercial para evaluar
las características que presentan las masas cuando son sometidas a un proceso de amasado. Los
parámetros de mayor interes obtenidos en el farinograma (anexo 2) se enuncian a continuación.
El porcentaje de abrorción se refiere a la cantidad de agua que la masa permite absorber hasta
que adquiere una consistencia óptima, medida a 500 UB de la curva. Se dice que a mayor agua
absorbida hay mayor c intidad de gluten fuerte en la harina. Para todos nuestros tratamientos el
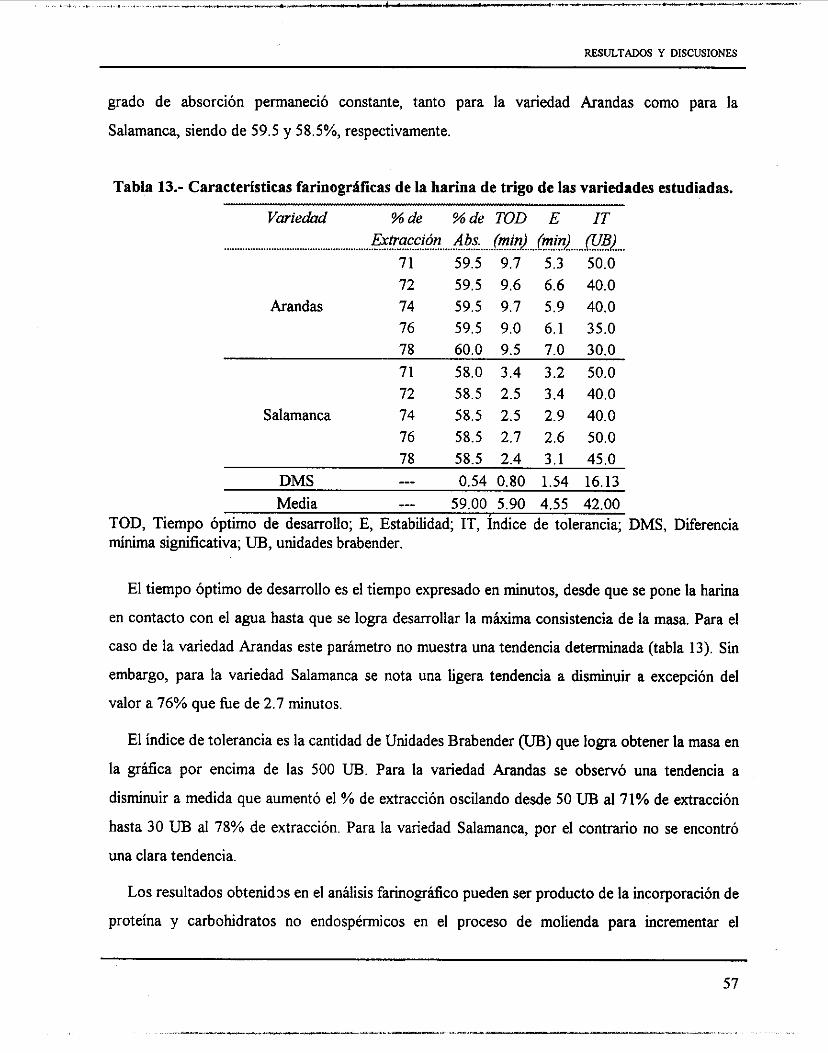
RESULTADOS Y DISCUSIONES
grado de absorción permaneció constante, tanto para la variedad Arandas como para la
Salamanca, siendo de 59.5 y 58.5%, respectivamente.
Tabla 13.- Características farinográficas de la harina de trigo de las variedades estudiadas.
Variedad %de %de TOD E IT
71 59.5 9.7 5.3 50.0 72 59.5 9.6 6.6 40.0
Arandas 74 59.5 9.7 5.9 40.0 76 59.5 9.0 6.1 35.0 78 60.0 9.5 7.0 30.0 71 58.0 3.4 3.2 50.0 72 58.5 2.5 3.4 40.0
Salamanca 74 58.5 2.5 2.9 40.0 76 58.5 2.7 2.6 50.0 78 58.5 2.4 3.1 45.0
DMS --_ 0.54 0.80 1.54 16.13
Exiracción Abs. (min) (min) (UB),,, ................................................................................................................... ...... ......... ........ ........
Media --- 59.00 5.90 4.55 42.00 TOD, Tiempo óptimo de desarrollo; E, Estabilidad; IT, Índice de tolerancia; DMS, Diferencia mínima significativa; UB, unidades brabender.
El tiempo óptimo de desarrollo es el tiempo expresado en minutos, desde que se pone la harina
en contacto con el agua hasta que se logra desarrollar la máxima consistencia de la masa. Para el
caso de la variedad Arandas este parámetro no muestra una tendencia determinada (tabla 13). Sin
embargo, para la variedad Salamanca se nota una ligera tendencia a disminuir a excepción del
valor a 76% que fue de 2.7 minutos.
El índice de tolerancia es la cantidad de Unidades Brabender (vs) que logra obtener la masa en
la gráfica por encima de las 500 UB. Para la variedad Arandas se observó una tendencia a
disminuir a medida que aumentó el % de extracción oscilando desde 50 UB al 71% de extracción
hasta 30 UB al 78% de extracción. Para la variedad Salamanca, por el contrario no se encontró
una clara tendencia
Los resultados obtenidx en el análisis farinográfico pueden ser producto de la incorporación de
proteína y carbohidratos no endospérmicos en el proceso de molienda para incrementar el
57
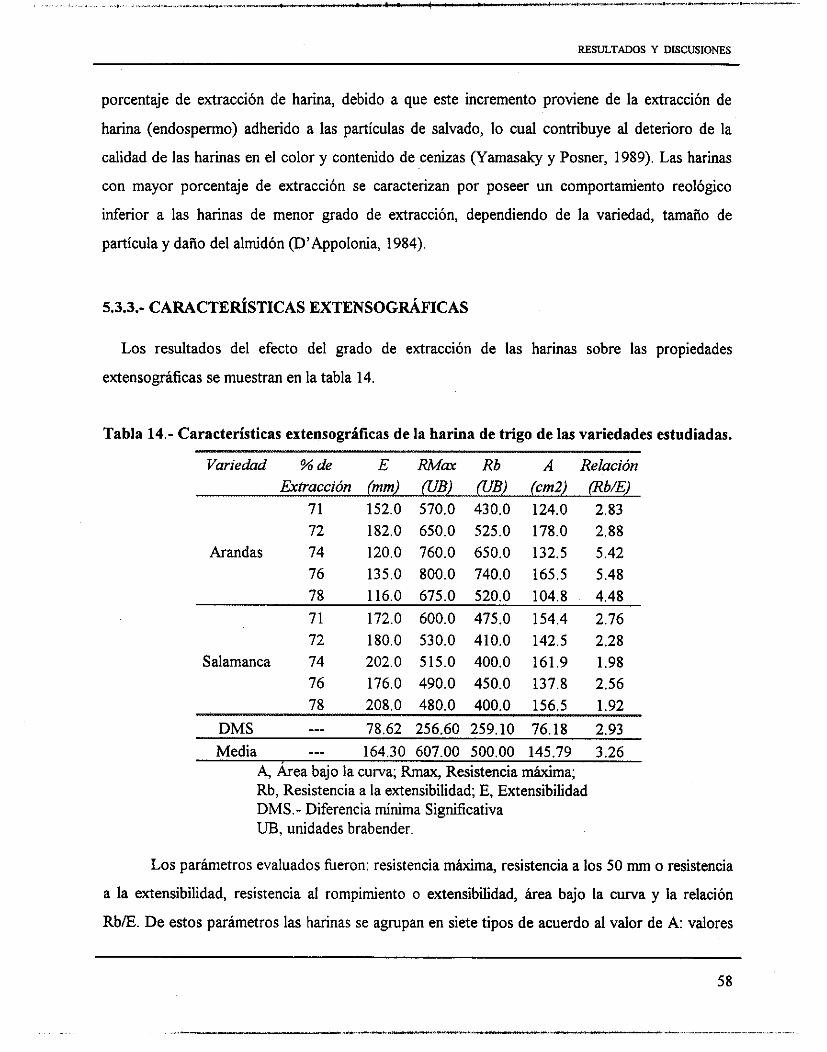
RESLLTAWS Y DISCUSIONES
porcentaje de extracción de harina, debido a que este incremento proviene de la extracción de
harina (endospermo) adherido a las partículas de salvado, lo cual contribuye al deterioro de la
calidad de las harinas en el color y contenido de cenizas (Yamasaky y Posner, 1989). Las harinas
con mayor porcentaje de extracción se caracterizan por poseer un comportamiento reológico
inferior a las harinas de menor grado de extracción, dependiendo de la variedad, tamaño de
partícula y daño del almidón (D’Appolonia, 1984).
5.3.3.- CARACTERÍSTICAS EXTENSOGRÁFICAS
Los resultados del efecto del grado de extracción de las harinas sobre las propiedades
extensográficas se muestran en la tabla 14.
Tabla 14.- Características extensográficas de la harina de trigo de las variedades estudiadas.
Variedad % de E Max Rb A Relación Extracción (mm) (UB) V) ( cm2) (R b/E)
71 152.0 570.0 430.0 124.0 2.83 72 182.0 650.0 525.0 178.0 2.88
Arandas 74 120.0 760.0 650.0 132.5 5.42 76 135.0 800.0 740.0 165.5 5.48 78 116.0 675.0 520.0 104.8 4.48 71 172.0 600.0 475.0 154.4 2.76 72 180.0 530.0 410.0 142.5 2.28
Salamanca 74 202.0 515.0 400.0 161.9 1.98 76 176.0 490.0 450.0 137.8 2.56 78 208.0 480.0 400.0 156.5 1.92
DMS --_ 78.62 256.60 259.10 76.18 2.93 Media -__ 164.30 607.00 500.00 145.79 3.26
A, Area bajo la curva; Rmax, Resistencia máxima; Rb, Resistencia a la extensibilidad; E, Extensibilidad DMS.- Diferencia minima Significativa üB. unidades brabender.
Los parámetros evaluados fueron: resistencia máxima, resistencia a los 50 mm o resistencia
a la extensibilidad, resistencia al rompimiento o extensibilidad, área bajo la curva y la relación
R b E De estos parámetros las harinas se agrupan en siete tipos de acuerdo al valor de A: valores
58
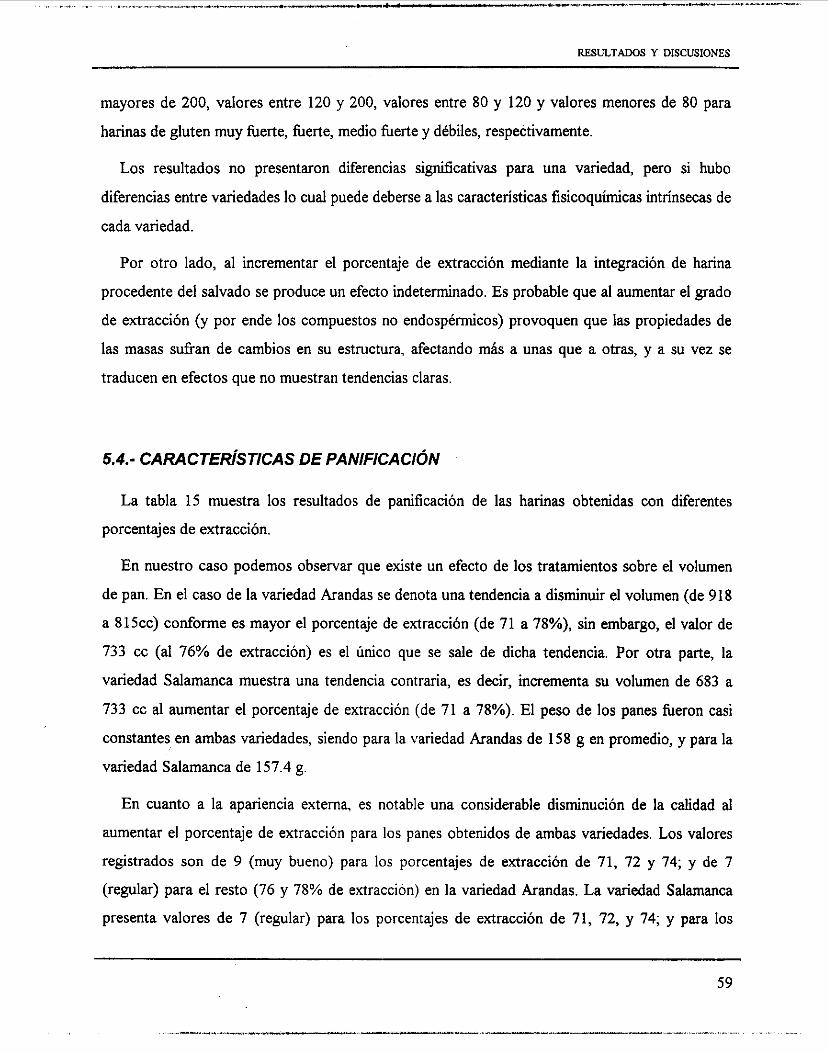
RESULTAWS Y DISCUSIONES
mayores de 200, valores entre 120 y 200, valores entre 80 y 120 y valores menores de 80 para
harinas de gluten muy fuerte, fuerte, medio fuerte y débiles, respectivamente.
Los resultados no presentaron diferencias significativas para una variedad, pero si hubo
diferencias entre variedades lo cual puede deberse a las características fisicoquímicas intnnsecas de
cada variedad.
Por otro lado, al incrementar el porcentaje de extracción mediante la integración de harina
procedente del salvado se produce un efecto indeterminado. Es probable que al aumentar el grado
de extracción (y por ende los compuestos no endospérmicos) provoquen que las propiedades de
las masas sufian de cambios en su estructura, afectando más a unas que a otras, y a su vez se
traducen en efectos que no muestran tendencias claras.
5.4.- CARACTERíSTICAS DE PANIFICACIÓN
La tabla 15 muestra los resultados de panificación de las harinas obtenidas con diferentes
porcentajes de extracción.
En nuestro caso podemos observar que existe un efecto de los tratamientos sobre el volumen
de pan. En el caso de la variedad Arandas se denota una tendencia a disminuir el volumen (de 918
a 815cc) conforme es mayor el porcentaje de extracción (de 71 a 78%), sin embargo, el valor de
733 cc (al 76% de extracción) es el único que se sale de dicha tendencia. Por otra parte, la
variedad Salamanca muestra una tendencia contraria, es decir, incrementa su volumen de 683 a
733 cc al aumentar el porcentaje de extracción (de 71 a 78%). El peso de los panes fueron casi
constantes en ambas variedades, siendo para la variedad Arandas de 158 g en promedio, y para la
variedad Salamanca de 157.4 g.
En cuanto a la apariencia externa. es notable una considerable disminución de la calidad al
aumentar el porcentaje de extracción para los panes obtenidos de ambas variedades. Los valores
registrados son de 9 (muy bueno) para los porcentajes de extracción de 71, 72 y 74; y de 7
(regular) para el resto (76 y 78% de extracción) en la variedad Arandas. La variedad Salamanca
presenta valores de 7 (regular) para los porcentajes de extracción de 71, 72, y 74; y para los
59
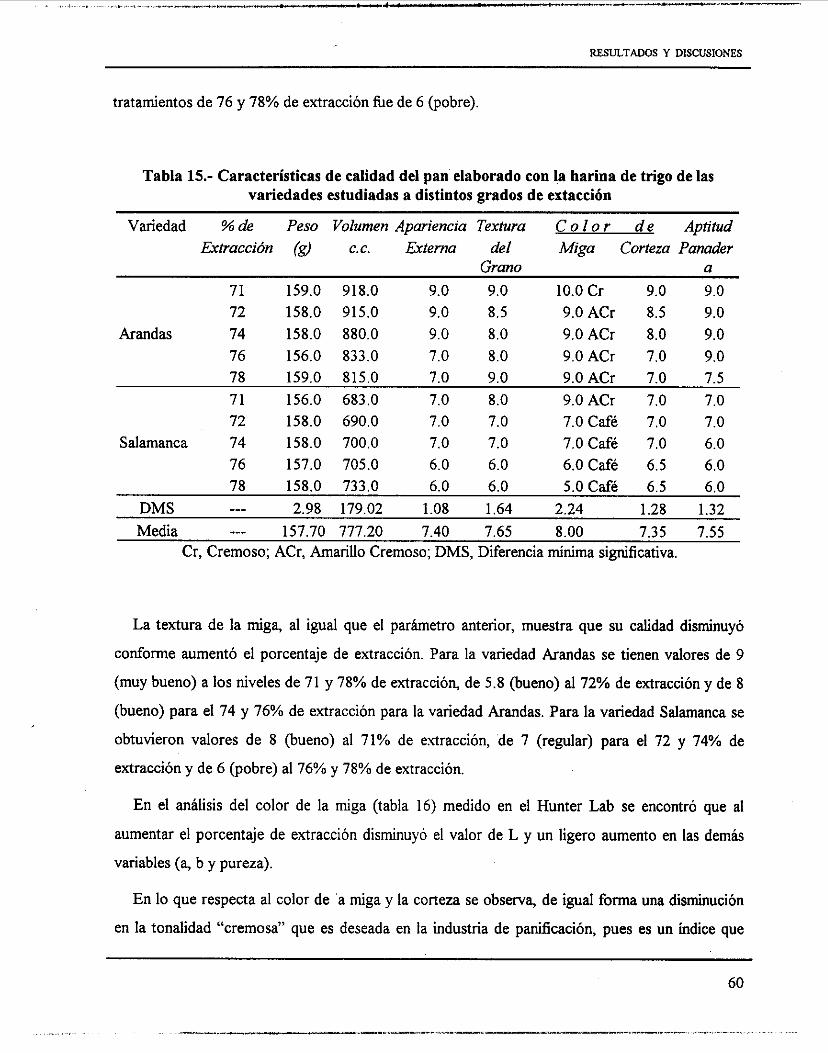
RESULTADOS Y DISCUSIONES
tratamientos de 76 y 78% de extracción fue de 6 (pobre).
Tabla 15.- Características de calidad del pan elaborado con la harina de trigo de las variedades estudiadas a distintos grados de extacción
Variedad %de Peso Volumen Apariencia Textura C o l o r d e Aptitud Extracción (j$ C.C. Externa del Miga Corteza Panader
Grano a 71 159.0 918.0 9.0 9.0 10.0 Cr 9.0 9.0 72 158.0 915.0 9.0 8.5 9.0ACr 8.5 9.0
Arandas 74 158.0 880.0 9.0 8.0 9.0ACr 8.0 9.0 76 156.0 833.0 7.0 8.0 9.0 ACr 7.0 9.0 78 159.0 815.0 7.0 9.0 9.0 ACr 7.0 7.5 71 156.0 683.0 7.0 8.0 9.0 ACr 7.0 7.0 72 158.0 690.0 7.0 7.0 7.0 Café 7.0 7.0
Salamanca 74 158.0 700.0 7.0 7.0 7.0 Café 7.0 6.0 76 157.0 705.0 6.0 6.0 6.0 Café 6.5 6.0 78 158.0 733.0 6.0 6.0 5.0 Café 6.5 6.0
DMS -_- 2.98 179.02 1 .O8 1.64 2.24 1.28 1.32 Media --- 157.70 777.20 7.40 7.65 8.00 7.35 7.55
Cr, Cremoso; ACr, Amarillo Cremoso; DMS, Diferencia mínima significativa.
La textura de la miga, al igual que el parámetro anterior, muestra que su calidad disminuyó
conforme aumentó el porcentaje de extracción. Para la variedad Arandas se tienen valores de 9
(muy bueno) a los niveles de 71 y 78% de extracción, de 5.8 (bueno) al 72% de extracción y de 8
(bueno) para el 74 y 76% de extracción para la variedad Arandas. Para la variedad Salamanca se
obtuvieron valores de 8 (bueno) al 71% de extracción, de 7 (regular) para el 72 y 74% de
extracción y de 6 (pobre) al 76% y 78% de extracción.
En el análisis del color de la miga (tabla 16) medido en el Hunter Lab se encontró que al
aumentar el porcentaje de extracción disminuyo el valor de L y un ligero aumento en las demás
variables (a, b y pureza).
En lo que respecta al color de a miga y la corteza se observa, de igual forma una disminución
en la tonalidad “cremosa” que es deseada en la industria de panificación, pues es un índice que
60
. .-,
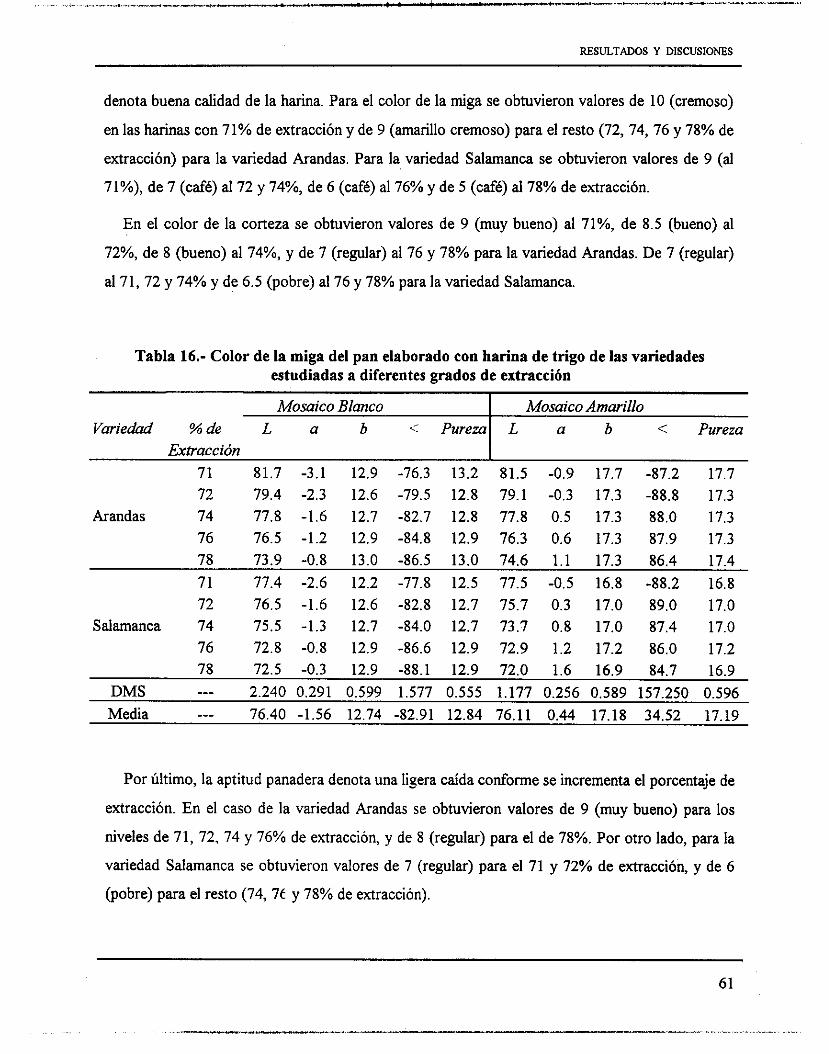
RESLLTAEQS Y DlSCUSIONES
Mosaico Blanco Variedad % de L a b <: Pureza
Extraction
denota buena calidad de la harina. Para el color de la miga se obtuvieron valores de 10 (cremoso)
en las harinas con 71% de extracción y de 9 (amarillo cremoso) para el resto (72, 74, 76 y 78% de
extracción) para la variedad Arandas. Para la variedad Salamanca se obtuvieron valores de 9 (ai
7i%), de 7 (café) al 72 y 74%, de 6 (café) al 76% y de 5 (café) al 78% de extracción.
E n el color de la corteza se obtuvieron valores de 9 (muy bueno) al 71%, de 8.5 (bueno) al
72%, de 8 (bueno) al 74%, y de 7 (regular) al 76 y 78% para la variedad Arandas. De 7 (regular)
al 7 1 , 7 2 y 74% y de 6.5 (pobre) al 76 y 78% para la variedad Salamanca.
Mosaico Amarillo L a b Pureza
Por último, la aptitud panadera denota una ligera caída conforme se incrementa el porcentaje de
extracción. En el caso de la variedad Arandas se obtuvieron valores de 9 (muy bueno) para los
niveles de 71, 72, 74 y 76% de extracción, y de 8 (regular) para el de 78%. Por otro lado, para la
variedad Salamanca se obtuvieron valores de 7 (regular) para el 71 y 72% de extracción, y de 6
(pobre) para el resto (74, 7 t y 78% de extracción).

CONCLUSIONES
6. - CONCL USIONES
1. El contenido de cenizas aumentó significativamente en las harinas con mayor porcentaje de
extracción, lo cual es indicativo de la incorporación de fracciones de aleurona y pericarpio del
grano en el proceso de molienda.
2. El índice de color “L” medido en el Hunter Lab disminuyó signúicativamente con el
aumento del porcentaje de extracción de harinas, lo que significa una reducción de la blancura
en las mismas.
3. El contenido de proteína presentó un incremento en las harinas de ambas variedades al
incrementar el grado de extracción, siendo más notable en la variedad de trigo de grano duro,
como resultado de la incorporación de partes anatómicas asociadas con el salvado y aleurona.
4. La fuerza general de las harinas extraidas, medido como “ W del alveógrafo, disminuyó con
el incremento en el porcentaje de extracción de harinas en las variedades, lo cual es indicativo
del deterioro de calidad reológica del trigo.
5. De las características farinográficas, el índice de tolerancia al mezclado disminuyó como
resultado del incremento del porcentaje de extracción de harina, siendo mayor el efecto en las
harinas obtenidas de la variedad de grano duro.
6 . El volumen, las carantensticas internas (color y textura de la miga) y externas (corteza,
simetna y color) de los panes fueron afectadas en forma detrimental, siendo de calidad inferior
los panes elaborados a partir de las harinas de mayor porcentaje de extracción.
7.- LITERATURA CITADA
AACC. 1983. Approved methods of the americaqn association of cereal chemists. St. Paul,
Minnesota
ADRIAN, W. 1959. And t h s bread was madeffom stock and blood. Ceres-Verlag, Bielefeld,
Germany
ALEXANDRE, J. 1971. El color de la harina. Milling. Trad. Laboratorio de Ensayos y Análisis
GRONA, S.A. Mayo de 1971.
AOAC. 1955. Official methods of analysis of the association of o f f i a l agricultural chemists.
Sa. Edición, Board. Washington.
AOCS (American Oil Chemists’s Society). 1993. El color en los aceites. INFORM. Trad.
Aceites y Grasas 4(6).
BADUI, D. S. 198 1. Química de los alimentos. México, Aihambra
BENNION, E. B. 1967. Bread making: Its principles and practice. 4th. Ed. Oxford. Press.
London.
BUSHUK, W. 1978. Extrzrctirre, composition and biochemimy of cereal grains in; CEREAL’S
78; “Better nutritition for the World’s million”, St. Past, Minnesota, USA, AACC.
CROES, A. W. 1961. Measzrrement ofjioitr it,hiteness. Cereal Chem. 38: 8.
D’APPOLONIA, B. L. 1984. Types of fannograph curves and affecting them in; “The
fannograph handbook”. ?rd. Ed. B.L. D’Appolonia and W.H. Kunerth, St. Past, Minnesota,
USA, AACC.
63
DEXTER, J.E., and TIPPLES, K. H. 1987. Wheat milling at the grain research laboratory.
Part. 2. Equipment andprocedures. Milling 180:16, 18.
GARCÍA A., V. 1989. Las panaderas, sus dueños y trabajadores, ciuahd de México, siglo
XVIIZ. La Casa Chata. Tlalpan, D.F.
HEYNE, E. G. 1987. Wheat and wheat improvement. Segunda edición, Wisconsin, U.S.A.
American Society o f Agronomy.
HOSENEY, R.C. 1986. Principles of cereal science and technologv. St. Paul. Minnesota.
AACC. 327 p.
INFANTE, G.S. Y ZÁRATE, G.L. 1991, Métodos estadísticos. CJn enfoque interdisciplinario.
2nd. edición. Trillas, México.
KASARDA, D. D. AND NiMMS, C. C. 1981. Proteins and the aminoacid composition oj
wheat fraction in; POMERANZ, Y ED. "Wheat chemistry and tecnology". St. Paul.
Minnesota, USA, AACC.
KENT, N. L. 1987. Tecnologia de los cereales. Zaragoza, España, Acriba
LITTLE. A.C., CHICHESTER, C. O., and MACIWNEY, G. 1958. On color measurements
offoods. Food Technol. 12: 403.
LUPTON F., G. H. 1987. Wheat breding. N . Y. Chapman and Hall.
MACKINNEY, G., 1962. Color offoods. London, England, The Avi Publishing.
MATZ, S. A., and LARSEN, R. A. 1954. Evaluating semolina color with photoelectric
reflectometers. Cereal Chem. 3 1 : 73.
MECHAM, D. K. 1971. Zipids in; POMERANZ, Y ED. "Wheat chemistry and technology".
St. Paul. Minnesota, USA, AACC.
LITERATURA CITADA
MEJLGAARD. 1991. Sensory evaluation techniques. 2‘ Ed.
MOK, C., and DICK, J. W. 1991. Response of starch of dtrferent wheat classes to ball milling.
Cereal Chem. 68:409.
OLIVER, J. R, and ALLEN, H. M. 1992. Measurement of fluor in color space
Parameters.Cerea1 Chem. 69(5):546-551.
PELSHENKE, P. F. 1966. Evolution and bread technology in the history of man. Cereal
Science Today. 11,291-294.
PETERSON, R F. 1965. Wheat, botany, cultivation and utilitation. N.Y. interscience
Publishers.
POMERANZ, Y., 1978. Wheat chemistry and technology. 2’ Ed. St. Paul Minnesota, USA.
AACC.
POMERANZ and SHELLENBER J. A. 1971. Bread science and tecnology. Wesport,
Connecticut, The Avi publishing.
RODRÍGUEZ V., J. 1947. El trigo en México. s. 1. Tierra 2(9): 525-526; y Segunda Parte s. 1.
Tierra 2( 1 1 ) : 657-659.
RODRÍGUEZ V., J. 1948. El trigo enMéxico. Tercera Parte. s. I. Tierra 3(2): 103-105; y Cuarta
Parte, s. 1. Tierra 3(5): 341-343; 390.
SALAZAR Z., A. 1990. Comercializnción del trigo. Pan, México. (12): 620-624
SANTOS M.,A. 1980. Bioquhicn de cereales y sus productos. UACH. Departamento de
Industrias Agncolas. 52p.
65
LITERATURA CITADA
SERNA S., S. 1996. Química, almacenamiento, e industrialización de los cereales. México, D.F,
A.G.T.
SJMMONDS, D. H. 1985, Wheat protein chemistry and nutritional potential in; Evans and
Feacock eds. “wheat science today and tomorrow”.
SYMONS, S.J. and DEXTER, J.E. 1992. Estimation of milling efjiency: Prediction of Flour
Refinement by the Measurement of pericarp Fluorescence. Cereal Chem. 69(2): 137-141.
YAMASAKY, Z.L., and POSNER, ES. 1989. Milling technique for several leves of flour
extraction. Cereal Chemistry 66(4): 324-328.
YASUNAGA, T., and UEMUFU, M. 1962. Evaluation of color characteristics of flours
obtainedffom various types and varieties of wheat. Cereal Chem. 39: 171.
66
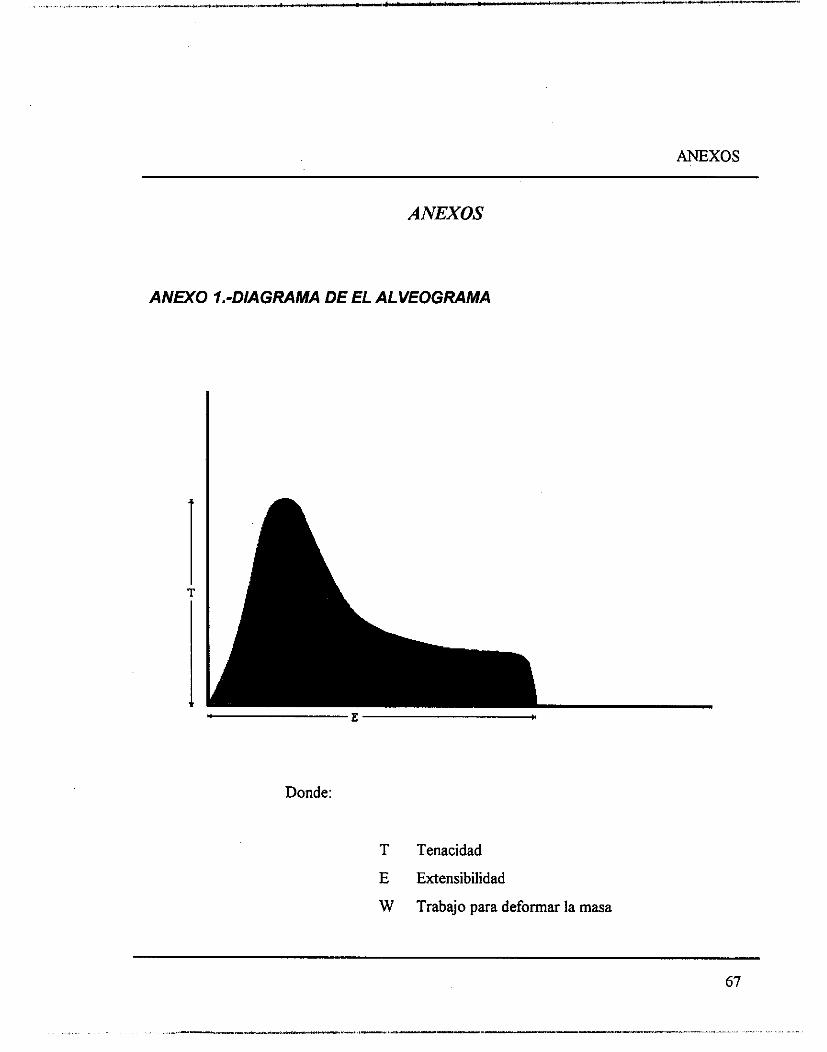
-. ._I. , , ... ., ,i._"_._ .,.. I ,-_.
ANEXOS
ANEXOS
ANEXO 1.-DIAGRAMA DE EL ALVEOGRAMA
Donde:
T Tenacidad
E Extensibilidad
W Trabajo para deformar la masa
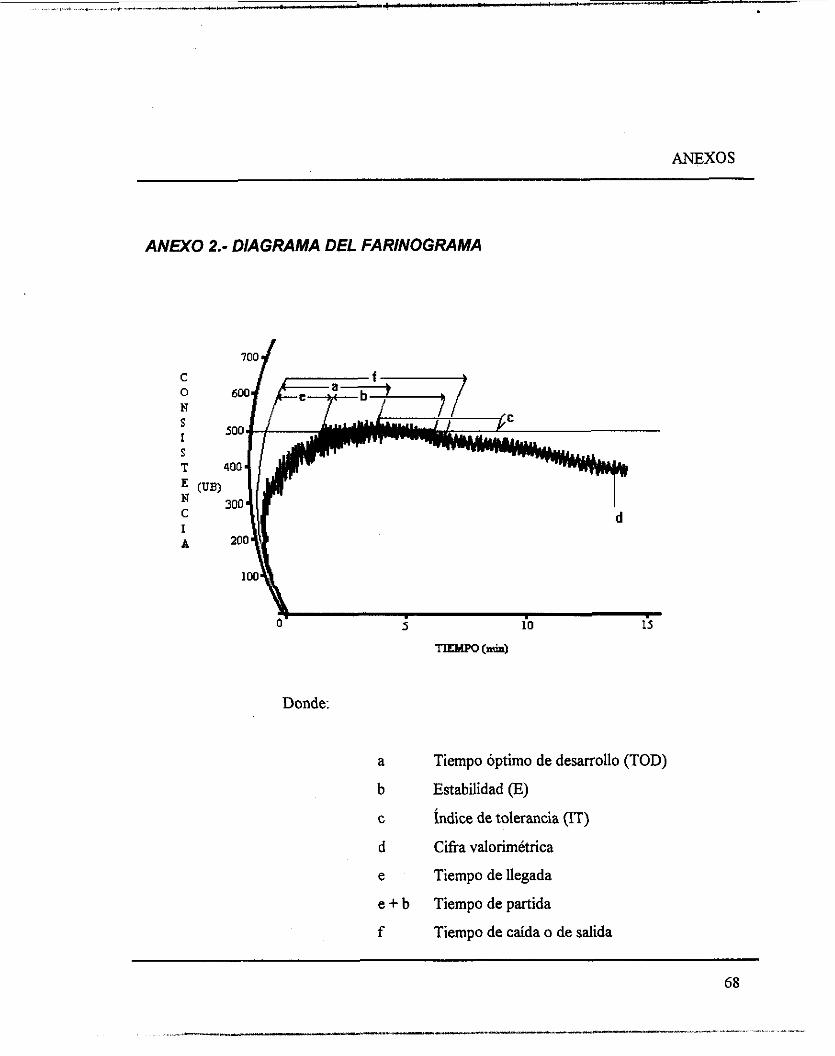
ANEXOS
ANEXO 2.- DIAGRAMA DEL FARINOGRAMA
~
O ' 5 io i5
TIEMW (min)
Donde:
a
b Estabilidad (E)
C Índice de tolerancia (IT)
d Cifra valorimétrica
e Tiempo de llegada
e + b Tiempo de partida
f Tiempo de caída o de salida
Tiempo Óptimo de desarrollo (TOD)
68

ANEXOS
ANEXO 3.- DIAGRAMA DEL EXTENSOGRAMA
. E * EXTENSIELDAD (m)
Donde:
E
Rmax
Rb
A
Extensibilidad
Resistencia máxima
Resistencia a los 50 mm
Area bajo la curva
69
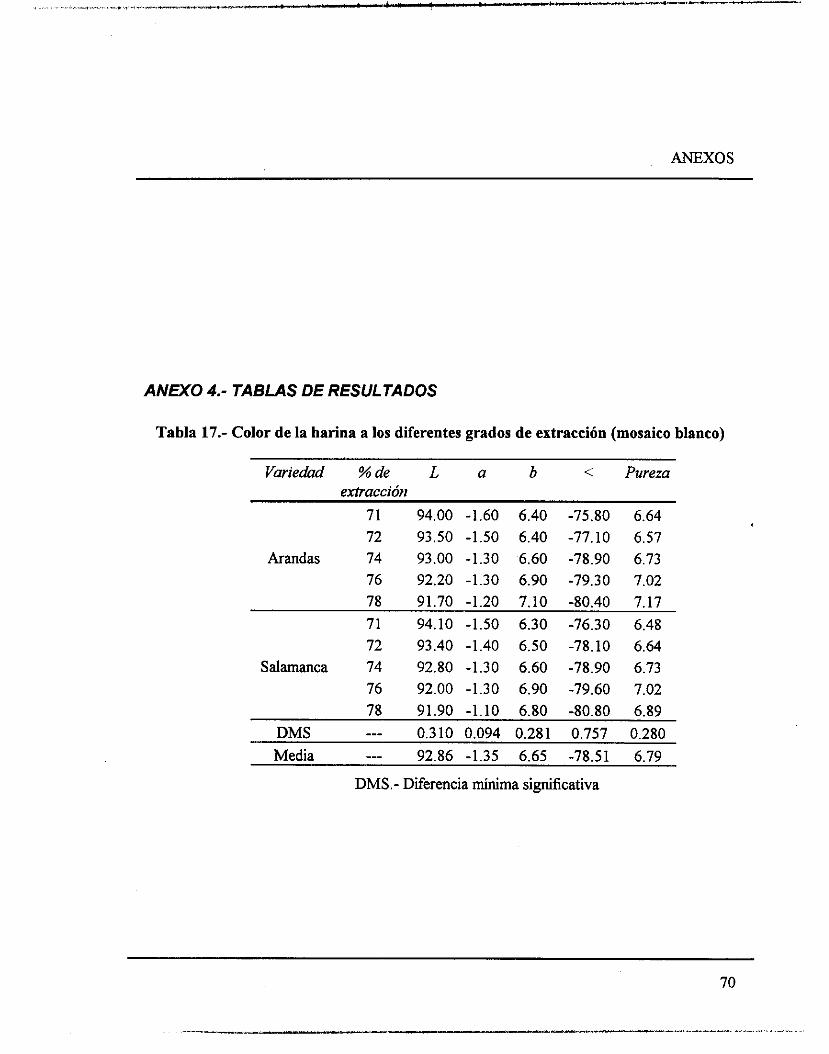
ANEXOS
ANEXO 4.- TABLAS DE RESULTADOS
Tabla 17.- Color de la harina a los diferentes grados de extracción (mosaico blanco)
Variedad % de L a b <: Pureza extracción
71 94.00 -1.60 6.40 -75.80 6.64 72 93.50 -1.50 6.40 -77.10 6.57
Arandas 74 93.00 -1.30 6.60 -78.90 6.73 76 92.20 -1.30 6.90 -79.30 7.02 78 91.70 -1.20 7.10 -80.40 7.17 71 94.10 -1.50 6.30 -76.30 6.48 72 93.40 -1.40 6.50 -78.10 6.64
Salamanca 74 92.80 -1.30 6.60 -78.90 6.73 76 92.00 -1.30 6.90 -79.60 7.02 78 91.90 -1.10 6.80 -80.80 6.89
DMS -_- 0.310 0.094 0.281 0.757 0.280 Media --- 92.86 -1.35 6.65 -78.51 6.79
DMS- Diferencia mínima significativa
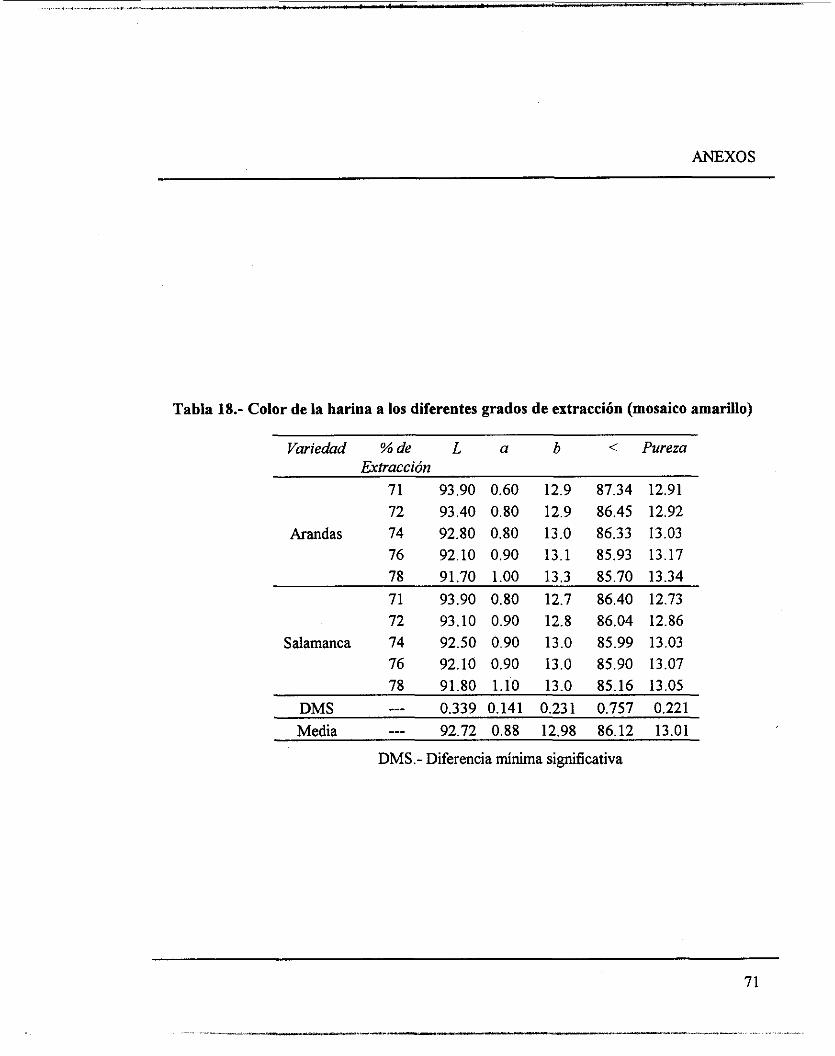
ANEXOS
Tabla 18.- Color de la harina a los diferentes grados de extracción (mosaico amarillo)
Variedad % de L a b Pureza Extracción
71 93.90 0.60 12.9 87.34 12.91 72 93.40 0.80 12.9 86.45 12.92
Arandas 74 92.80 0.80 13.0 86.33 13.03 76 92.10 0.90 13.1 85.93 13.17 78 91.70 1.00 13.3 85.70 13.34 71 93.90 72 93.10
Saiamanca 74 92.50 76 92.10
0.80 12.7 86.40 0.90 12.8 86.04 0.90 13.0 85.99 0.90 13.0 85.90
12.73 12.86 13.03 13.07
78 91.80 1.10 13.0 85.16 13.05 DMS --- 0.339 0.141 0.231 0.757 0.221 Media --_ 92.72 0.88 12.98 86.12 13.01
DMS.- Diferencia mínima significativa

ANEXOS
Tabla 19.- Características alveográficas de la harina de trigo de las variedades estudiadas.
Variedad % de T L W TE
71 110.0 91.0 394.0 5.7 72 122.0 335.0 3.8
Arandas 74 84.5 817.0 6.9
76 99.5 246.0 2.9
78 91.0 245.0 3.3
Extracción (mm) (mmJ.- ..... <........_._____________.__._.............................................................. ....... <.... ...................................
85.0
92.5
57.8
71 81.0 103.0 253.0 4.0 72 63.0 118.0 209.0 2.9
Saiamanca 74 73.0 86.5 194.0 3.9 76 78.8 85.5 205.0 4.2 78 80.5 75.0 193.0 4.7
DMS --- 22.73 22.73 475.87 Media --- 77.44 95.60 309.10
T: Tenacidad; L: Extensibilidad; W: Fuerza general; TB: Relación tenacidadíexpansión; DMS: Diferencia mínima significativa.
72

ANEXOS
Tabla 20.- Parámetros estadísticos de las variedades analizadas. Vminhle G. L. Suma de Cuadrados F Media DMS Cuadrado . _, _ _
Cuadrados medios Calculada medio del error
Proteína de la harina 4 2.594 0.519 3.950 12.500 1.007 O. 13 1 Humedad de la harina 4 0.100 0.020 5.000 12.020 0.176 0.004 Cenizas de la harina 4 0.083 0.017 26.250 0.581 0.070 0.001 Farinograma Absorción 4 3.850 0.770 20.530 59.000 0.538 0.038 Tiempo óptimo de desarrollo (TOD) 4 116.089 23.218 27.060 5.900 0.804 0.084 índice de tolerancia ( IT ) 4 275.000 55.000 1.630 42.000 16.130 33.750 Estabilidad ( E ) 4 27.127 5.425 17.640 4.554 1.540 0.308 Tiempo de llegada ( e ) 4 62.459 12.492 148.640 3.242 0.805 0.084 Tiempo de caída ( f ) 4 221.763 44.353 13.120 10.396 5.104 3.380 Tiempo de partida (e+b ) 4 165.882 33.176 96.090 7.848 1.631 0.345 Sifra valorimétnca ( d ) 4 1305.200 261.040 435.070 70.200 2.151 0.600 Extensograma Extensibilidad ( E ) 4 6184.500 1236.900 1.540 164.300 78.623 801.900 Extensibilidad máxima ( Rmax ) 4 78595.000 15719.000 1.840 607.000 256.600 8541.250 Resistencia a la extensibdidad (Rb ) 4 82415.000 16483.000 1.890 500.000 259.100 8708.750 Área bajo la curva ( A ) 4 1269.423 253.885 0.340 145.790 76.178 752.797 Índice de elasticidad ( RbE ) 4 12.104 2.421 2.180 3.259 2.926 1.111 Alveograma Tenacidad ( T ) 4 1179.838 235.968 0.670 77.440 22.726 352.311 . , Fuerza general ( W ) 4 207156.300 41431.260 1.410 309.100 475.870 29376.650 Extensibilidad ( L ) 4 1775.400 355.080 5.300 95.600 22.726 67.000 Capacidad de panificación Peso 4 5.500 1.100 0.960 157.700 2.977 1.150
~
Absorción de agua 4 73.500 14.700 98.000 64.300 1.075 0.150 Volumen 4 65738.600 73147.730 3.160 777.200 179.020 4157.250 Apariencia externa 4 11.800 2.360 15.730 7.400 1.075 0.150 Teidura 4 9.625 1.925 5.500 7.650 1.643 0.350 Color de la miga 4 21.400 4.280 6.580 8.000 2.236 0.650 Color de la cortc'za 4 5.675 1.135 5.340 7.350 1.280 0.213 Aptitud panader 1 4 15,325 3.065 13.620 7.550 1.317 0.225
(continúa)
13

ANEXOS
Tabla 20 (continuación)
Variable G. L. Suma de Cuadrado F Media DMS Cuadrado Cuadrados s medios Calculada medio del
OW"? -. . _. Color de la Harina, Mosaico Blanco L 4 6.926 1.385 111.400 92.857 0.310 0.012 a 4 0.220 0.044 38.570 -1.347 0.094 0,001 b 4 0.544 0.109 10.640 6.650 0.281 0.010 Hue 4 25.040 5.008 67.430 -78.512 0.757 0.074 Pureza 4 0.416 0.083 8.170 6.789 0.280 0.010 Color de la Harina, Mosaico Amarillo L 4 5.967 1.193 80.310 92.718 0.339 0.015 a 4 0.151 0.030 11.730 0.879 0.141 0.063 b 4 0.215 0.042 6.230 12.979 0.231 0.007 Hue 4 2.706 0.541 9.880 86.124 0.757 0.074 Pureza 4 0.234 0.047 7.390 13.011 0.221 0.006 Color del Pan, Mosaico Blanco L 4 72.696 14.539 22.330 76.400 2.240 0.651 a 4 6.900 1.380 125.450 -1.560 0.291 0.011 b 4 0.318 0.064 1.370 12.740 0.599 0.047 Hue 4 138.399 27.680 85.830 -82.910 1.577 0.323 Pureza 4 0.164 0.033 0.820 12.840 0.555 0.040 Color del Pan, Mosaico Amarillo L 4 77.549 15.510 86.170 76.110 1.177 0.180 a 4 5.730 1.146 134.820 0.440 0.256 0.009 b 4 0.436 0.087 1.940 17.180 0.589 0.045 Hue 4 51586.162 1317.232 3.220 34.520 157.250 3207.818 Pureza 4 0.465 0.093 2.020 17.190 0.596 0.046
74