ELABORACIÓN AZUCAR
69
1 UNIVERSIDAD NACIONAL DE LA AMAZONIA PERUANA FACULTAD DE INGENIERÍA EN INDUSTRIAS ALIMENTARIAS MEMORIA DESCRIPTIVA PARA EXAMEN DE SUFICIENCIA PROFESIONAL LA INGENIERÍA DE LOS ALIMENTOS Y EL PROCESO DE REFINACIÓN DE AZÚCAR Presentado por: Bach. Carlos Antonio Li Loo Kung Requisito para la obtención del Título Profesional de Ingeniero en Industrias Alimentarias. Iquitos - Perú 2002
-
Upload
enrique-guzman -
Category
Documents
-
view
112 -
download
3
Transcript of ELABORACIÓN AZUCAR
1
UNIVERSIDAD NACIONAL DE LA AMAZONIA PERUANA
FACULTAD DE INGENIERÍA EN INDUSTRIAS ALIMENTARIAS
MEMORIA DESCRIPTIVA PARA EXAMEN DE SUFICIENCIA PROFESIONAL
LA INGENIERÍA DE LOS ALIMENTOS Y EL PROCESO DE REFINACIÓN DE AZÚCAR
Presentado por:
Bach. Carlos Antonio Li Loo Kung
Requisito para la obtención del Título Profesional de Ingeniero en Industrias Alimentarias.
Iquitos - Perú
2002

2
Memoria Descriptiva aprobada en Sustentación Pública del día 16 de Agosto del 2002:
Jurados
________________________ Dr. Ing° Ricardo García Pinchi
Presidente de Jurado
________________________ Dr. Ing° Alenguer Alva Arévalo
Miembro de Jurado
________________________ Dr. Ing° Littman Gonzáles Ríos
Miembro de Jurado
3
Dedicatoria
A mis padres: Enrique Li y Lidia Loo Kung, por el apoyo
que me brindaron en mis estudios para ser cada día un mejor profesional.

4
Agradecimiento
Agradezco a la Facultad de Ingeniería en Industrias Alimentarias, de la Universidad
Nacional de la Amazonía Peruana, estando representada por todos sus docentes, me
apoyaron en mi formación profesional; en especial al Ing° Msc Roger Ruiz Paredes, por sus
sabios consejos para poder realizar y culminar este trabajo de investigación; de igual forma
al Dr. Ing° Antonio Pasquel Ruiz, por su amistad, confianza y apoyo dado en todo momento.
Carlos Antonio Li Loo Kung
5
INDICE
Páginas I.- Introducción.......................................................................................................... 01
II.- Revisión de Literatura......................................................................................... 03
2.1.- Operaciones Unitarias en el Proceso de Refinación de Azúcar .......... 03
2.2.- El Azúcar ............................................................................................... 17
2.3.- Constituyentes de la caña...................................................................... 18
2.4.- Fotosíntesis de la caña .......................................................................... 19
2.5.- Diversos tipos de azúcares .................................................................... 20
2.6.- Azúcares simples y refinados ................................................................ 21
2.7.- Jarabes, azúcares procesados............................................................... 23
2.8.- Calidades del Azúcar ............................................................................ 28
2.9.- Proceso de Refinación de Azúcar ......................................................... 31
2.10.- Diagrama de Flujo de Proceso ........................................................... 33
2.11.- Diagrama del Proceso de Obtención de Azúcar ................................. 34
2.12- Descripción del Proceso ...................................................................... 36
2.13.- Cálculos Simplificados de Evaporadores ........................................... 42
2.14.- Composición Nutricional de Productos Azucarados y/o Dulces ........ 44
2.15.- Manejo Ambiental en el Ingenio Azucarero........................................ 45
2.16.- Enfermedades de la Caña ................................................................... 47
2.17.- Contaminantes en el Ingenio Azucarero ............................................. 50
2.18.- Diagnóstico Médico del Azúcar.......................................................... 55
2.19.- Refinar nuestros alimentos es una práctica muy perjudicial .............. 56
2.20.- Nueva Materia Prima para la Obtención de Azúcar .......................... 58
2.21.- Galería de Ingenios Azucareros.......................................................... 61
2.22.- Software para bajar de Internet.......................................................... 64
III.- Conclusiones...................................................................................................... 66
IV.- Recomendaciones ............................................................................................... 67
V.- Referencias Bibliográficas .................................................................................. 68
6
RESUMEN
El presente trabajo es un resumen sobre la fabricación de azúcar, dirigido para
afianzar los conocimientos en Tecnología del Azúcar.
La Sacarosa es un carbohidrato (disacárido) , de fórmula C12H22O11 , formado por
dos monosacáridos: Glucosa (Dextrosa) y Fructuosa (Levulosa) que, siempre se ha empleado
como alimento, pero también, desde hace mucho tiempo, se emplea como materia prima para
obtener muchos productos derivados. (CHE, 1997)
En un entorno global se considera que la fabricación de azúcar está compuesto por
los siguientes componentes: el ingreso al sistema de caña y agua, la salida de cachaza, agua,
bagazo y melaza (como productos de desechos y/o sub-productos para otro proceso) y azúcar
como producto final.
El proceso de refinación de Azúcar se lleva a cabo en dos etapas, en las cuales se
obtiene productos diferentes (Azúcar Rubia o Cruda y Azúcar Blanca o Refinada), la
primera etapa se denomina obtención de azúcar de caña y se considera el ingreso de la caña
con agua, una limpieza del jugo, concentración, formación de cristales, separación de
cristales y secado del azúcar, dando como producto final el azúcar rubia y la melaza; la
segunda etapa, se denomina refinación de azúcar, donde se produce la disolución y limpieza
del licor, formación y separación del cristal y el secado, dando como producto final el azúcar
blanca o refinada y un jarabe.
La caña ingresa por lo general con un 12% de Sacarosa, dependiendo de la variedad
de la caña, obteniéndose un azúcar rubia con un 85 a 95°Brix y un azúcar refinado con
99,9°Brix.
Los productos que son reutilizados en este proceso son: cachaza, como abono para
las plantaciones de caña; bagazo, para producir calor y energía en el caldero; melaza que
pasa a la segunda etapa para hacer la disolución del azúcar que será refinada.
La calidad final del producto de mide mediante la Pureza del cristal de azúcar, el cual
se calcula con los grados Brix y grados Pol.
Palabras Claves: Azúcar, Sacarosa, Proceso, Refinación
7
I.- INTRODUCCIÓN
El azúcar es un endulzante de origen natural, sólido, cristalizado, constituido
esencialmente por cristales sueltos de sacarosa, obtenidos a partir de la caña de azúcar
(Saccharum officinarum) o de la remolacha azucarera (Beta vulgaris) mediante
procedimientos industriales determinados.
La caña de azúcar contiene entre 8 y 15% de sacarosa. El jugo obtenido de la
molienda de la caña se concentra y cristaliza al evaporarse el agua por calentamiento. Los
cristales formados son el azúcar crudo, o de ser refinados, el azúcar blanco. En las
refinerías el azúcar crudo es disuelto y limpiado y cristalizado de nuevo producir el azúcar
refinado.1
El Azúcar, comercial y generalmente, es Sacarosa de diferentes grados de pureza. El
azúcar refinado es una de las sustancias orgánicas más puras que se conocen. Contiene
99,96% de sacarosa, siendo el resto humedad, por lo que también se le llama simplemente
sacarosa, para distinguirla de los demás azúcares. La palabra "azúcar" se deriva del término
"Shekar" o "Shaker", usado en la India para nombrar este producto.
El azúcar que comemos es exactamente el mismo que existe en la caña de azúcar, las
frutas y vegetales. Es una fuente de energía eficiente, económica, pura y a la vez un alimento
muy útil. Pocas veces se consume en forma directa siendo lo usual adicionarlo a otros
alimentos para mejorar su sabor, textura y cuerpo (bebidas, jugos, helados), utilizarlo como
preservante (leche, frutas, jamones) y como mejorador de la apariencia (panadería,
pastelería). Ningún otro edulcorante puede realizar todas las funciones del azúcar con su
costo y facilidad, características que lo hacen indispensable para muchos de nuestros
alimentos más populares.
Cuando consumimos azúcar la enzima invertasa, presente en la saliva y en el tracto
digestivo, descompone la sacarosa en sus dos moléculas constituyentes glucosa y fructosa
haciendo muy rápida su asimilación por el organismo, a esta descomposición se llama
hidrólisis o inversión de la sacarosa.
8
Se puede obtener azúcar desde dos materias primas: La Caña de Azúcar y la
Remolacha, variando al inicio del proceso, en algunas operaciones, la obtención de azúcar
de remolacha con respecto a la de caña.
Las operaciones que se utilizan para el proceso de refinación de azúcar, a partir de
caña o de remolacha, son:
v Obtención del jugo
v Limpieza del jugo
v Concentración del jugo
v Formación del cristal
v Separación del cristal
v Secado del azúcar
v Disolución del azúcar
v Limpieza del licor
v Formación de cristal
v Separación del cristal
v Secado del azúcar
La diferencia están en la forma de obtener el jugo, mientras que con la caña se realiza
por medio de la molienda en trapiche, con la remolacha se utiliza en algunos casos por
cortado y prensado; lo cual hace variar los equipos iniciales al proceso de evaporación.2
La fabricación de Azúcar Refinada es un proceso que sólo necesita de una materia
prima para se procesada, a parte del agua que ingresa junto a ella; en nuestra zona la
industrialización del Azúcar de Caña aún se encuentra en un proceso de estudios, por la falta
de plantaciones a gran escala y estudios de las variedades de caña que puedan soportar las
condiciones climáticas de nuestra ciudad y lugares cercanos.
9
II.- REVISIÓN DE LITERATURA
2.1.- Operaciones Unitarias en Proceso de Refinación de Azúcar
2.1.1.- Operaciones Unitarias
En la industria de procesos químicos y físicos así como en la de
procesos biológicos y de alimentos existen muchas semejanzas en cuanto a la
forma en que los materiales de entrada o de alimentación se procesan para
obtener los materiales finales o productos químicos, productos biológicos o
productos alimenticios.
Es posible considerar estos procesos químicos, físicos o biológicos
aparentemente diferentes y clasificarlos en etapas individuales
indiferentemente llamadas operaciones unitarias.
Las operaciones unitarias más importantes, comúnmente utilizadas en
el proceso de refinación de azúcar son:
2.1.1.1.- Reducción de Tamaño
Esta etapa se lleva a cabo utilizando diversos tipos de
trituradoras, machacadoras y molinos cuyas características dependen,
fundamentalmente, del tipo de sólido y del tamaño de partícula inicial
y final del mismo.
Existen diversas teorías sobre la reducción de tamaño de
materiales sólidos; entre ellas, la que da resultados más concordantes
con los obtenidos a nivel industrial es la formulada por Bond. Esta
teoría, basada en un método semiempírico, propone que el trabajo
requerido para reducir a un tamaño dado un sólido de tamaño
prácticamente infinito, es proporcional a la raíz cuadrada de la
relación superficie-volumen.
10
Para el caso de la obtención del jugo, se reduce el tamaño de la
caña realizando un prensado, donde lo que realmente nos interesa es el
jugo que se extrae, dejando el bagazo como un producto de desecho.1
Las teorías deducidas dependen de la suposición de que la
energía E requerida para producir un cambio dx en una partícula de
tamaño x, está en función exponencial de x.
Donde X es el tamaño o diámetro de la partícula en mm, y n y C
son constantes que dependen del tipo, tamaño del material y del tipo de
máquina.
Rittinger propuso una ley que enuncia que el trabajo de
trituración es proporcional a la nueva superficie creada. Esto conduce
a un valor de n = 2 par la Ec. (1-1), puesto que el área es proporcional
a la longitud al cuadrado. Integrando la Ec. (1-1),
Donde X1 es el diámetro medio de la alimentación y X2 es el
diámetro medio del producto. Puesto que en la Ec. De Rittinger n = 2,
Donde E es el trabajo para reducir una unidad de masa de
alimentación desde X1 hasta X2, y KR es una constante. Esta ley implica
que se necesita la misma cantidad de energía para reducir un material
de 100 mm a 50 mm, que la que se requiere para reducir el mismo
material de 50 mm a 33,3 mm. Experimentalmente se ha demostrado
que esta ley tienen cierta validez en la molienda de polos finos.
(Geankoplis, 1998)
dEdx
CX
= −′ ′
−........................................( )1 1
EC
n X Xn n=−
−
−− −1
1 11 2
21
11 ...........................( )
E KX XR= − −1 1
1 32 1
...................................( )
11
2.1.1.2.- Sedimentación
El fenómeno de la sedimentación está basado en el movimiento
browniano en un campo de fuerzas externo (campo gravitatorio), y está
descrito desde el punto de vista macroscópico por la ecuación de
Smoluchowski, que es semejante a la que describe el fenómeno de la
difusión
Donde n es la concentración de partículas de soluto en un punto
x del medio, en un instante t determinado, D es el coeficiente de
difusión, y se denomina velocidad de arrastre.
En el modelo, se supone que las partículas térmicas (medio) y
las partículas brownianas (soluto) están encerradas en un recinto. Las
partículas térmicas están distribuidas uniformemente en el recinto y se
mueven con cierta velocidad, la misma en todas las direcciones. Las
partículas brownianas se mueven bajo la acción de su propio peso y de
los choques con las partículas térmicas.
La velocidad (media) de las partículas térmicas que estará en
relación con la temperatura del medio, y la intensidad de la fuerza
externa aplicada sobre las partículas brownianas.
Podemos elegir entre diversas situaciones iniciales: todas las
partículas brownianas en la parte inferior, en la parte superior o
distribuidas al azar en el recipiente que las contiene.
Se Puede observar que la distribución de partículas brownianas
en el estado estacionario, después de cierto tiempo, es el compromiso
entre dos efectos contrapuestos: el campo gravitatorio que tiende a
agrupar las partículas en el fondo del recipiente, y la difusión que
tiende a esparcirlas uniformemente por todo el volumen del recipiente.2
λ∂∂
∂∂
∂∂
nx
Dn
xnt
+ = −2
2 2 1...........................( )

12
Si desde el momento en que el cuerpo deja de estar en reposo,
su caída pasa por dos períodos: el de caída acelerada y el de caída a
velocidad constante. El período inicial de aceleración suele ser
bastante corto, del orden de una décima de segundo más o menos. Por
consiguiente, el período de caída a velocidad constante es el más
importante. A esta velocidad se le llama velocidad de precipitación
libre o velocidad terminal v t (Geankoplis,1998)
Para despejar el valor de la velocidad terminal en la Ec.(2-2),
dv/dt=0 y la expresión toma la forma:
Para partículas esféricas, m Dp p= π ρ3 6/ y A DP= π 2 4/ .
Sustituyendo estos valores en la Ec. (2-3), se obtiene, para partículas
esféricas :
mdvdt
mgm g C v A
p
D= − − −ρ
ρρ2
22 2......................( )
( )v
g m
A Ct
p
p D=
−−
22 3
ρ ρ
ρ ρ...........................( )
( )v
gD
Ct
p p
D
=−
−4
32 4
ρ ρ
ρ...........................( )
13
2.1.1.3.- Evaporación
El objeto de la evaporación es concentrar una solución que
consta de un soluto no volátil y un disolvente volátil. En la inmensa
mayoría de las evaporaciones el disolvente es el agua. La evaporación
se lleva a cabo vaporizando una parte del disolvente con el fin de
obtener una solución concentrada. La evaporación se diferencia del
secado en que el residuo es un líquido, en vez de un sólido; de la
destilación, en que el vapor es generalmente un solo componente, y aún
cuando el vapor sea mezcla, en la evaporación no se pretende separar
el vapor en fracciones.
Generalmente, en evaporación el líquido concentrado es el
producto valioso mientras que el vapor se condensa y desprecia. Sin
embargo, en algún caso concreto puede ocurrir lo contrario.
Aunque el líquido que entra como alimentación a un evaporador
puede ser suficiente diluido y poseer muchas de las propiedades físicas
del agua, a medida que aumenta la concentración, la solución adquiere
cada vez un carácter más particular. La densidad y viscosidad
aumentan con el contenido de sólidos hasta que la solución se satura o
se hace demasiado dificultosa para la adecuada transmisión de calor.
Siempre que es posible, los evaporadores se construyen en
hierro colado o acero. Sin embargo, muchas soluciones atacan a los
metales férreos o son contaminadas por ellos, siendo entonces preciso
utilizar materiales especiales tales como cobre, níquel, acero
inoxidable, aluminio, grafito y plomo. Como estos materiales son caros,
resulta muy conveniente obtener elevadas velocidades de transmisión
de calor con el fin de disminuir el coste inicial del aparato.
La mayoría de los evaporadores se calientan con vapor de agua
que condensa sobre tubos metálicos. El material que se evapora circula
casi siempre por el interior de los tubos. Generalmente se utiliza vapor
14
de agua a baja presión, inferior a 3 Kg/cm2, y el líquido hierve a un
vacío moderado, superior aproximadamente a 70 mm Hg. Al disminuir
la temperatura de ebullición del líquido aumenta la diferencia de
temperatura entre el vapor condensante y el líquido que hierve y, por
consiguiente aumenta la velocidad de transmisión de calor en el
evaporador.
Los factores que afectan a los métodos de procesamiento son:
concentración en el líquido, solubilidad, sensibilidad térmica de los
materiales, formación de espumas, presión, temperatura, formación de
incrustaciones y materiales de construcción.
La capacidad de transmisión de calor, q, a través de la
superficie de calentamiento de un evaporador, de acuerdo con la
definición del coeficiente global de transmisión de calor (Ec 3-1), es
igual a producto de tres factores: el área de la superficie de
transmisión de calor A, el coeficiente global de transmisión de calor U,
y la caída global de temperatura ∆T,
Si la alimentación que entra al evaporador está a la
temperatura de ebullición correspondiente a la presión absoluta del
espacio de evaporación, todo el calor transmitido a través de la
superficie de evaporación, todo el calor transmitido a través de la
superficie de calentamiento es utilizado en la evaporación, y la
capacidad es proporcional a q. Si la alimentación entra fría, el calor
que se necesita para calentar hasta su temperatura de ebullición puede
ser bastante grande, y la capacidad, para un determinado valor de q, se
UU
dAdA
o
i
i
o= −.........................................( )3 1
q U A T= −. . .......................................( )∆ 3 2
15
reduce considerablemente puesto que el calor utilizado en calentar la
alimentación no produce evaporación. Por el contrario, si la
alimentación entra a una temperatura superior a la de ebullición en el
espacio de evaporación, una parte de ella se transforma
espontáneamente en vapor hasta equilibrase adiabáticamente con la
presión existente en el espacio de vapor, y la capacidad es mayor que
la correspondiente al valor de q. Este proceso recibe el nombre de
“evaporación de flash”. (McCabe, 1964)
2.1.1.4.- Cristalización
Por medio de esta operación se obtienen sólidos cristalinos a
partir de una solución líquida saturada, en muchos casos es deseable
obtener los sólidos en forma de cristales, por su facilidad de
almacenamiento, conservación y utilización.
Por medio de la cristalización se pueden obtener sustancias
puras, los que solo tienen el sólido deseado y el agua de cristalización.
Para lograr la cristalización, las soluciones líquidas se deben
sobresaturar, esto se logra mediante aparatos llamados cristalizadores
en los cuales se enfría las soluciones sobresaturadas y a veces para
favorecer la cristalización se agregan cristales pequeños de la misma
sustancia la cual fomenta la cristalización.
La cristalización está ligada a la solubilidad de la sustancia
esta generalmente aumenta con la temperatura aunque hay casos en la
que disminuye.
La ecuación para la transferencia de la masa del soluto A,
desde la solución general con concentración de sobresaturación en
términos de fracción mol de A igual a yA, hasta la superficie del cristal,
donde la concentración es y´A, es:
16
Donde ky es el coeficiente de transferencia de masa en Kg
mol/seg . m2 . fracción mol, N A es la velocidad en Kg mol A/s y Ai es el
área de la superficie i en m2. Suponiendo que la velocidad de reacción
en la superficie cristalina también depende de la diferencia de
concentraciones, tenemos:
Donde ks es el coeficiente de reacción superficial en Kg mol/seg
. m2 . fracción mol, y yAe es la concentración de saturación.
Combinando las Ec. (4-1) y (4-2), tenemos:
Donde K es el coeficiente total de transferencia. (Geankoplis,
1998)
2.1.1.5.- Centrifugación
El equipo gira alrededor de un eje, generando así una fuerza
centrífuga que hace que las partículas de la fase más pesada se
dispongan formando una capa lo más alejada posible del eje de
rotación, todo lo contrario que ocurre con las partículas de la fase más
ligera.
Podemos hablar de tres tipos fundamentales de separadores
centrífugos:
( )NA
k y yA
iy A A= − −′ ...............................( )4 1
( )NA
k y yA
is A Ae= − −′ ...............................( )4 2
( )NA
y yk k
K y yA
i
A Ae
y sA Ae=
−+
= − −1 1
4 3/ /
..............( )
17
• centrifugador "tubular-bolw". Gira a velocidades muy
altas, generando fuerzas centrífugas del orden de 13 000
veces la fuerza de la gravedad. Está construido para
operar con caudales de entre 200 y 2 000 litros/hora. Al
no disponer de un sistema de extracción automático,
sólo puede trabajar con concentraciones pequeñas de
sólidos.
• centrifugador "disk-bowl". Gira a una velocidad inferior
al anterior y genera una fuerza centrífuga 7 000 veces la
de la gravedad. Puede manejar caudales de hasta 20
000 litros/hora con cantidades moderadas de sólidos.
• centrifugador "solid-bowl". Su velocidad de giro
provoca fuerzas centrífugas de 3 000 veces la de la
gravedad. Es capaz de trabajar con corrientes que
contienen gran cantidad de sólidos, separando hasta 50
toneladas/hora de esas sustancias.
Esta clase de separadores están diseñados para operar con
corrientes líquido-sólido y líquido-líquido-sólido. Los sistemas gas-
sólido se separan por medio de otro tipo bien diferenciado de equipos
que son los ciclones.
Donde ae es la aceleración causada por la fuerza centrífuga en
m/s2 (pie/s2), r es la distancia radial al centro de rotación en m (pie) y
w es la velocidad angular en rad/s.
Para una precipitación en el intervalo de la ley de Stokes, la
velocidad terminal de precipitación en radio r, se obtiene sustituyendo
la expresión de la aceleración de la Ec. (5-1) en Ec. (5-2)
a rwe = −2 5 1......................................( )
( )v
gDt
p p=
−−
2
185 2
ρ ρ
µ.................................( )
( )v
rDt
p p=
−−
ω ρ ρ
µ
2 2
185 3................................( )
18
Donde vt es la velocidad de precipitación en sentido radial en
m/s, Dp el diámetro de la partícula en m, ρ p la densidad de la partícula
en Kg/m3, ρ la densidad dell líquido en Kg/m3, y µ es la ciscosidad del
líquido en Pa . s. (Geankoplis, 1998)
2.1.1.6.- Secado
Permite separar un líquido de un sólido, en la mayor parte de
las aplicaciones, la humedad o líquido a separar suele ser vapor de
agua y el gas empleado para el secado suele ser aire.
Puede ser por medio de contacto directo o indirecto. En el
primer caso el calor necesario para vaporización del agua lo
suministra el aire, en el segundo caso lo suministra una fuente térmica
a través de una superficie metálica en contacto con el material a secar.
El secado directo puede ser discontinuo o continuo, en el
método continuo tanto la alimentación del sólido a secar como el aire
entran continuamente al secadero, en el método discontinuo, se carga
el secadero y se hace circular el aire de secado hasta que sus
condiciones permanezcan constantes con el tiempo.
La estática de secado está influenciada por: humedad, humedad
de equilibrio, cuerpos húmedos, cuerpos higroscópicos, humedad libre,
humedad ligada o agua ligada y humedad desligada o agua desligada.
Analíticamente, la velocidad de secado se refiere a la unidad de
área de superficie de secado, de acuerdo con la ecuación:
WSA
dxd
= −
−
θ........................................( )6 1

19
Donde S es el peso del sólido seco, A es el área de la superficie
expuesta, W es la velocidad de secado.
La duración del secado en condiciones constantes, puede
calcularse por integración entre las humedades inicial y final:
Para calcular esta integral es necesario conocer W = f(x), y, en
general, hemos de distinguir dos períodos:
Período Antecrítico.- Como durante este período W = constante,
la integración de la Ec. (6-2) desde la humedad inicial xi hasta la
humedad crítica xc nos lleva a:
Período Postcrítico.- Se puede utiliza encontrar por el método
gráfico si no se conoce la relación W=f(x), la integración de la Ec. (6-
2) ha de hacerse gráficamente representando x frente a 1/W. El valor
de la integral será el área por la curva, el eje de abscisas y las
ordenadas extremas xc y xf ; mediante el método analítico se debe
considerar si la velocidad de secado varía linealmente con la humedad,
desde la humedad crítica hasta la final, la integración de la Ec. (6-2)
conduce a la expresión:
θ = −∫SA
dxWx
x
f
i
........................................( )6 2
θ a
i f
c
SA
x xW
=−
−.....................................( )6 3
θ pc f
c f
c
f
c fSA
x x
W WWW
SA
x x
W=
−
−=
−−ln ............( )
log
6 4
20
Si no se conoce la forma en que varía la velocidad de secado en
este período se puede obtener una expresión aproximada suponiendo
que la variación es lineal desde la humedad crítica hasta la de
equilibrio. Admitiendo esta hipótesis se llega a la expresión siguiente:
En las Ec. (6-4) y (6-5) se supone que la humedad inicial es
mayor que la crítica; en caso contrario, ha de sustituirse xc por xi.
(Ocon, 1982)
2.1.2.- Maquinarias y aparatos de ayer y hoy
La molienda más primitiva de caña de azúcar se hacía con rodillos o cilindros
verticales de madera, que eran impulsados por tracción animal, por fuerza hidráulica
o por molinos de viento. Se atribuye a Smeaton el haber aplicado por primera vez tres
rodillos horizontales en la forma triangular que se usa en la actualidad, y algunas
autoridades en la materia mantienen que fue Smeaton quien inventó el primero molino
con propulsión a vapor, en Jamaica, en 1947.
El recipiente al vacío fue inventado en Inglaterra en 1813 por E. C. Howard y
en 1827 diez refinerías inglesas habían instalado el sistema. El primer evaporador de
múltiple efecto, un desarrollo de la patente de Howard, fue construido por Norbert
Rillieux en Packwood, Luisiana, río debajo de Nueva Orleáns en 1845, y de acuerdo
con sus patentes.
La invención de la máquina centrífuga que purga masacocidas azucareras ha
sido atribuida a Schotter en 1848 y a Dubrunfaut, pero las autoridades en esta
materia están de acuerdo que fue David Weston quien obtuvo la patente de la
centrífuga suspendida en 1852 y la introdujo al trabajo práctico azucarero en Hawai,
en 1867.
θ pc
c
c
f
SA
x xW
x xx x
=− −
−−
* *
*ln ......... ............( )6 5
21
Según Deerr, la primera mención de la cal como materia defecadora ocurrió
en 1685, pero otros expertos se han referido a su uso en Egipto en el año 700 de
nuestra Era, y quizás la utilización de la cal se remonte a épocas sumamente antiguas.
Hay muchos factores que influyen en la selección de equipos adecuados en la
factoría azucarera, así que las cifras basadas en promedios pueden ser muy
engañosas. Las condiciones locales, las características y riqueza de la caña, el tipo de
proceso, la calidad de producción que se desea obtener, y muchas otras
consideraciones afectan el tamaño y la capacidad de la maquinaria y equipo en las
diversas estaciones o etapas del proceso. Se han publicado fórmulas aplicables a
diversas áreas productoras de caña; todas son principalmente empíricas, y muchas
son anacrónicas en la actualidad. (Menocal, 1967)
En la actualidad, la tecnología a tenido un avance muy significativo, que ha
incursionado en casi todas los procesos industriales, siendo el proceso de refinación
de azúcar, uno de los muchos beneficiados, es así que hoy en día la gran cantidad en
modelos, capacidad, tamaño, etc de equipos que podemos encontrar para la industria
alimentaria es incontable. Desde este punto de vista podemos mencionar los modernos
equipos que se utilizan en la industria azucarera, como son los grandes molinos,
tanques de agitación o tanques Dorr, evaporadores de múltiple efecto, cristalizadores,
centrifugadoras, equipos secadores y para llenado automático, entre muchos otros
que intervienen en forma indirecta al proceso de producción.
22
2.2.- El Azúcar
Con el nombre de azúcar se identifica a la sacarosa natural. Se la extrae de vegetales
como la caña de azúcar, de la remolacha azucarera, sorgo azucarero y arce de Canadá.
El azúcar es un producto natural, sólido, cristalizado, constituido esencialmente por
cristales sueltos de sacarosa obtenido mediante procedimientos industriales.
La principal fuente es la caña de azúcar y en segundo lugar la remolacha azucarera.
La caña de azúcar se desarrolla bien en climas subtropicales, donde no exista posibilidad de
heladas y hasta los 25º del Ecuador.
En nuestro país no existen zonas ideales sino microclimas que en algo la remedan. La
producción por planta de sacarosa es menor y resulta más costosa que en otras partes del
mundo.
La caña de azúcar (Saccharum officinarum L) es una gramínea tropical, un pasto
gigante emparentado con el sorgo y el maíz en cuyo tallo se forma y acumula un jugo rico en
sacarosa, compuesto que al ser extraído y cristalizado en el ingenio forma el azúcar. La
sacarosa es sintetizada por la caña gracias a la energía tomada del sol durante la
fotosíntesis.

23
2.3.- Constituyentes de la caña.
La caña de azúcar está compuesta por una parte sólida llamada fibra y una parte
líquida, el jugo, que contiene agua y sacarosa. En ambas partes también se encuentran otras
sustancias en cantidades muy pequeñas. Las proporciones de los componentes varían de
acuerdo con la variedad (familia) de la caña, edad, madurez, clima, suelo, método de cultivo,
abonos, lluvias, riegos, etc. Sin embargo, unos valores de referencia general pueden ser:
agua 73 - 76 % sacarosa 8 - 15 % fibra 11 - 16 % La sacarosa del jugo es cristalizada en el
proceso como azúcar y la fibra constituye el bagazo una vez molida la caña.
Otros constituyentes de la caña presentes en el jugo son:
v Glucosa 0,2 - 0,6 %
v Fructosa 0,2 - 0,6 %
v Sales 0,3 - 0,8 %
v Acidos orgánicos 0,1 - 0,8 %
v Otros 0,3 - 0,8 %
v Azúcar diferentes categorías
La enzima invertasa, presente en la saliva y en el tracto digestivo, descompone la
sacarosa (disacárido), en sus dos monosacáridos: glucosa y fructosa haciendo muy rápida su
asimilación por el organismo, a esta descomposición se llama hidrólisis o inversión de la
sacarosa.
Composición de la Sacarosa
24
2.4.- Fotosíntesis de la caña.
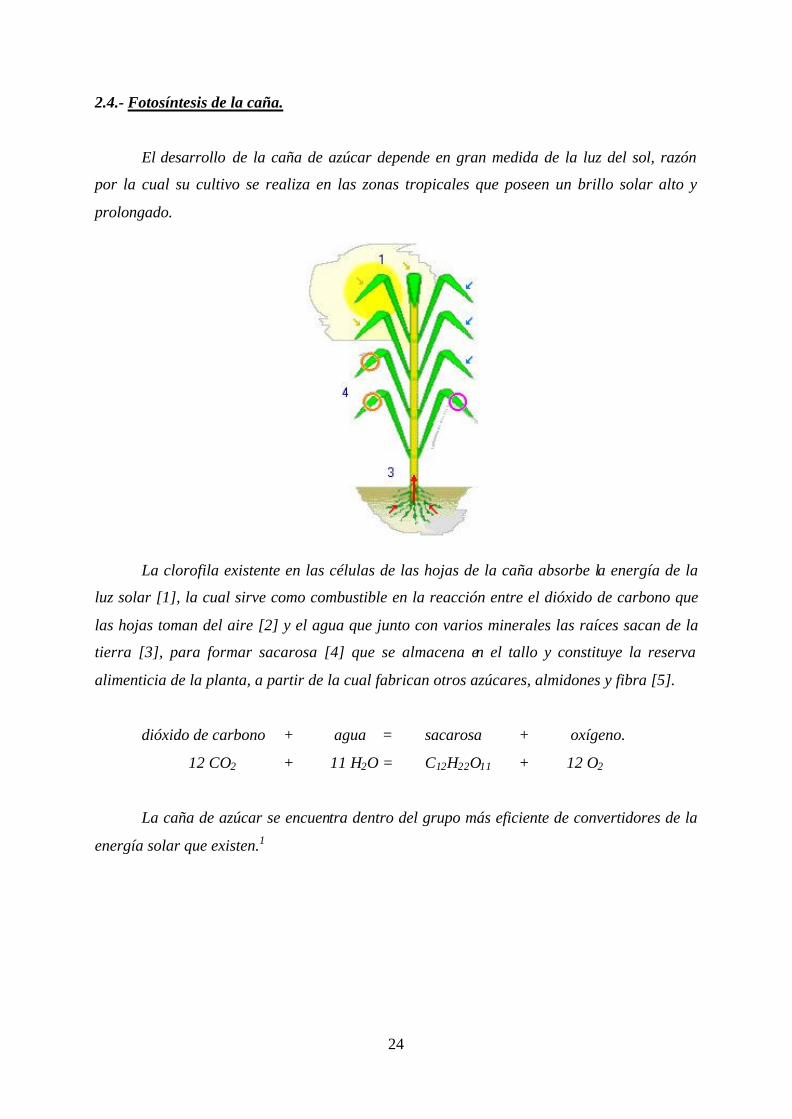
El desarrollo de la caña de azúcar depende en gran medida de la luz del sol, razón
por la cual su cultivo se realiza en las zonas tropicales que poseen un brillo solar alto y
prolongado.
La clorofila existente en las células de las hojas de la caña absorbe la energía de la
luz solar [1], la cual sirve como combustible en la reacción entre el dióxido de carbono que
las hojas toman del aire [2] y el agua que junto con varios minerales las raíces sacan de la
tierra [3], para formar sacarosa [4] que se almacena en el tallo y constituye la reserva
alimenticia de la planta, a partir de la cual fabrican otros azúcares, almidones y fibra [5].
dióxido de carbono + agua = sacarosa + oxígeno.
12 CO2 + 11 H2O = C12H22O11 + 12 O2
La caña de azúcar se encuentra dentro del grupo más eficiente de convertidores de la
energía solar que existen.1
25
2.5.- Diversos tipos de azúcares
Según el alto grado de refinación obtenido se consideran varios tipos de sacarosa:
a) Refinada: aquella con grado de polarización 99.9ºS, azúcar invertida 0,02%,
cenizas 0,02%, SO2 2 mg/kg.
b) Primera calidad: polarización 99,5 ºS, azúcar invertida 0,04%, cenizas 0,04%,
SO2 20 mg/kg.
c) Segunda calidad: polarización 99,5 ºS, azúcar invertida 0,10%, cenizas 0,10%,
SO2 70 mg/kg.
Los rótulos para estos tres tipos son: azúcar blanca refinada, azúcar blanca de
primera calidad y azúcar blanca de segunda calidad respectivamente.
Hay otros tipos: el azúcar impalpable es azúcar de primera finamente molida, que
puede tener anti-glutinantes, hasta 3% de almidón o 1,5% de aditivos. Existe también la
llamada azúcar rubia, morena, terciada o negra que es parcialmente soluble en agua con no
menos de 85% de sacarosa y 4% de cenizas.
El azúcar a 160ºC funde y da una masa amorfa. A los 163°C hay inversión y ya no es
cristalizable, a 170-180°C forma caramelos y produce sustancias húmicas. Finalmente a
182°C se descompone con formación de acetona, ácido fórmico y furfural.
26
2.6.- Azúcares simples y refinados.
GLUCOSA/DEXTROSA / azúcar de maíz: La glucosa es un monosacárido. Este azúcar
simple es derivable de la conversión de almidón, tal como ocurre cuando
maceramos el grano malteado. Los procesadores de azúcar pueden hacer este
tipo de azúcar de una gran variedad de fuentes: maíz, trigo, arroz, papa... en
breve, cualquier cosa con un almidón barato podrá ser utilizada en el proceso.
La variación "diestra" de la glucosa se llama DEXTROSA.
MALTOSA: un disacárido compuesto por dos moléculas de glucosa. Completamente
fermentable.
FRUCTOSA / azúcar de fruta: otro monosacárido. En cervezas de pura malta (es decir, sin
adjuntos), aparece normalmente como un porcentaje mínimo de la wort. Las
levaduras la fermentarán rápidamente pero podría haber algunos problemas. La
fructosa es mucho más dulce que la glucosa o incluso que la combinación de
fructosa + glucosa (sacarosa). Es por eso que las grandes compañías
procesadoras de alimento utilizan los azúcares de "alta fructosa" ya que
obtienen mejor relación costo/beneficio utilizando menor cantidad de un azúcar
más dulce. En la otra mano, para continuar con la disgresión, muchos fanáticos
de la coca cola prefieren los azúcares menos dulces dado que al necesitarse
mayor cantidad se obtiene una más viscosa y espesa bebida.
La fructosa también es llamada "levulosa" porque su estructura rota levemente
hacia la izquierda.
SACAROSA / azúcar de tabla/azúcar de caña: La sacarosa es un disacárido compuesto por
una molécula de glucosa y otra de fructosa. Más precisamente, es dextrosa más
una fructosa dextrorotada. Debe ser separada antes de que las levaduras la
puedan utilizar. Cuando se calientan en una solución ácida (como la wort) el
azúcar se invierte para hacer glucosa y fructosa. Las levaduras invertirán la
sacarosa si aún no está en tal forma antes de utilizarla por medio de la
invertasa.
27
La sacarosa deriva de remolachas de azúcar y de la caña. El jarabe base se
hierve para concentrarlo en un punto donde algunas fracciones se cristalizan. El
pesado jarabe remanente (ver "molasas") se separa del aproximadamente 95%
azúcar puro. Los cristales son procesados posteriormente varias veces para
incrementar su pureza, que es lo que comúnmente utilizamos en casa. Otros
azúcares utilizados de forma frecuente también se fabrican durante este proceso.
Una complicación en los orígenes del homebrewing moderno fue el uso de
azúcar de caña en la fabricación de cerveza, que daba como resultado una
cerveza "asidrada".
Los síntomas fueron que una cerveza fabricada con este tipo de azúcar -
agregada durante el hervor- producía un sabor a sidra que permanecía luego de
varias semanas en la botella.
Este defecto provenía mayormente de una levadura pobre o de baja calidad, o
utilizada en poca cantidad, con poco nitrógeno libre disponible o una falta de
otros elementos necesarios para el arranque de la levadura en la wort.
El azúcar de caña puede ser utilizado en pequeñas cantidades sin temor y es
realmente más barata para utilizar en la fermentación primaria.
Este azúcar simple y sin color alivianará el cuerpo de una cerveza ya que puede
ser completamente fermentada. También aclara el color de la cerveza.
28
2.7.- Jarabes, azúcares procesados.
AZÚCAR INVERTIDA: esta sacarosa simple (mejor conocida como "azúcar de tabla") que
ha sido sujeto de "hidrólisis" que rompe la sacarosa disacárida y la convierte en
sus azúcares constituyentes. La fructosa es invertida (hecha en su isómero
óptimo). El proceso de inversión incluye el agregado de ácido y es usualmente
realizado a altas temperaturas para acelerar sus tiempos. Alternativamente, la
enzima invertasa puede ser utilizada.
MOLASAS: Este es el residuo del azúcar luego de que se retira la porción cristalizada. La
molasa es filtrada y puede que tenga un agregado de algún componente
sulfuroso para esterilizarla y estabilizarla. Las molasas livianas son toscamente
hablando 90% de azúcar.
AZUCAR NEGRA: En USA, esto es azúcar refinada con el agregado de algunas molasas.
AZUCAR DE CARAMELO / azúcar de caramelo de Bélgica: Este tipo de azúcar es
comúnmente utilizado en cervezas Belgas. Viene en varios colores, desde claro a
oscuro. Cuando se agrega a la cerveza la espesa y contribuye con color y -para
las versiones oscuras- algún sabor residual a caramelo.
El azúcar de caramelo es sacarosa. La variedad caramelo oscura fue
caramelizada antes de ser cristalizada.
JARABE DE MAIZ: Básicamente glucosa con agua. Puede tener maltosa. Hay que tener
cuidado en comprar la típica versión de almacenes ya que puede tener algún
tipo de saborizado de vainilla. Adicionalmente, algunas marcas tienen
preservativos que pueden afectar la fermentación.
MIEL DE ABEJAS: La miel es una compleja mezcla de azúcares, pero es principalmente
glucosa (cerca del 30%) y fructosa (40%) en forma invertida, las abejas aportan
la invertasa, que es la enzima que invierte la fructosa. La fabricación de miel no
es consistente: puede variar por estación, región y productor.
Tiene aproximadamente un 75% de azúcares fermentables. El resto es agua,
proteínas, algunos minerales, etc.
29
LACTOSA / azúcar de leche: Un azúcar no fermentable (por lo menos por las levaduras de
cerveza más comunes) generalmente utilizada para elevar el dulzor original,
como en las "milk stouts".
JARABE DE MALTOSA: Algunas recetas británicas lo utilizan. Para hacerlo, se debe
mezclar glucosa y un polvo de dextrina en una proporción de 4 a 1. El 20% de
la dextrina permanecerá sin fermentar y le dará cuerpo y redondez que un
jarabe de azúcar puro no podría.1
30
2.8.- Calidades del Azúcar
2.8.1.- Azúcar crudo
El azúcar crudo es el producto cristalizado obtenido del cocimiento del jugo de
la caña de azúcar (Saccharum officinarum L) o de la remolacha azucarera (Beta
vulgaris L), constituido esencialmente por cristales sueltos de sacarosa cubiertos por
una película de su miel madre original.
No debe presentar impurezas que indiquen una manipulación inadecuada del
producto.
Los empaques deben ser de un material adecuado que no altere las
características del producto y lo preserven durante su transporte y almacenamiento.
El transporte a granel debe cumplir las mismas condiciones.
Los empaques, o el documento remisorio cuando es distribuido a granel, deben
llevar la información siguiente:
v La leyenda “Azúcar crudo”
v La leyenda “Producto alimenticio, trátese con cuidado”.
v El contenido neto expresado en unidades del Sistema Internacional.
v Nombre del fabricante o marca registrada.
v Nombre del país de origen.
v Registro sanitario.
v Identificación del lote de producción.
El azúcar crudo debe cumplir los requisitos indicados en las tablas siguientes.
Los requisitos microbiológicos se pueden verificar por los métodos de número más
probable y recuento en placa (NMP) o de filtración por membrana (FPM).
Requisitos del azúcar crudo. Requisitos Límite:
v Polarización, °S, a 20 °C, mínimo 96,0
v Humedad, % m/m, máximo 1,0
31
v Factor de seguridad, máximo 0,30
Contenido de metales pesados permitido en el azúcar Crudo. Metal Límite:
v Arsénico, expresado como As, mg/kg, máximo 1,0
v Cobre, expresado como Cu, mg/kg, máximo 2,0
v Plomo, expresado como Pb, mg/kg, máximo 2,0
Requisitos microbiológicos del azúcar crudo para consumo directo. Microorganismo
Límite:
v Coliformes, FPM, UFC/g < 3
v Bacterias mesófilas aerobias, UFC/g < 80
v Bacterias mesófilas aerobias, FPM, UFC/g < 5000
v Mohos y levaduras, UFC/g < 5000
v Mohos y levaduras, FPM, UFC/g < 2000
2.8.2.- Azúcar blanco
El azúcar blanco es el producto cristalizado obtenido del cocimiento del jugo
de la caña de azúcar (Saccharum officinarum L) o de la remolacha azucarera (Beta
vulgaris L), constituido esencialmente por cristales sueltos de sacarosa obtenidos
mediante procedimientos industriales apropiados y que no han sido sometidos a
proceso de refinación.
Los empaques deben ser de un material adecuado que no altere las
características del producto y lo preserven durante su transporte y almacenamiento.
Los empaques, o el documento remisorio cuando es distribuido a granel, deben
llevar la información siguiente:
v La leyenda “Azúcar blanco”.
v Forma de presentación (granulado, moldeado, polvo, etc.).
v La leyenda “Producto alimenticio, trátese con cuidado”.
v El contenido neto expresado en unidades del Sistema Internacional.
32
v Nombre del fabricante y marca comercial.
v Nombre del país de origen.
v Registro sanitario.
v Identificación del lote de producción.
El azúcar blanco debe cumplir los requisitos indicados en las tablas siguientes.
Los requisitos microbiológicos se pueden verificar por los métodos de número más
probable y recuento en placa (NMP) o de filtración por membrana (FPM).
Requisitos del azúcar blanco. Requisitos Límite:
v Polarización, °S, a 20 °C, mínimo 99,4
v Color, uma, a 420 nm, máximo 400
v Turbiedad, uma, a 420 nm, máximo 400
v Humedad, moldeado, % m/m, máximo 0,075
v Cenizas, % m/m, máximo 0,15
Requisitos microbiológicos del azúcar blanco. Microorganismo Límite:
v Coliformes, FPM, UFC/10 g, máximo 3
v Coliformes fecales, NMP/g < 80
v Coliformes fecales, FPM, UFC/10 g < 3
v Bacterias mesófilas aerobias, UFC/g < 10
v Bacterias mesófilas aerobias, FPM, UFC/g < 200
v Mohos y levaduras, UFC/g < 200
v Mohos y levaduras, FPM, UFC/g < 100
2.8.3.- Azúcar blanco especial
El azúcar blanco especial es el producto cristalizado obtenido del cocimiento
del jugo de la caña de azúcar (Saccharum officinarum L) o de la remolacha azucarera
(Beta vulgaris L), constituido esencialmente por cristales sueltos de sacarosa
obtenidos mediante procedimientos industriales apropiados y que no han sido
sometidos a proceso de refinación.
33
Los empaques deben ser de un material adecuado que no altere las
características del producto y lo preserven durante su transporte y almacenamiento.
Los empaques, o el documento remisorio cuando es distribuido a granel, deben
llevar la información siguiente:
v La leyenda “azúcar blanco especial”.
v Forma de presentación (granulado, moldeado, polvo, etc.).
v La leyenda “producto alimenticio, trátese con cuidado”.
v El contenido neto expresado en unidades del Sistema Internacional.
v Nombre del fabricante y marca comercial.
v Nombre del país de origen.
v Registro sanitario.
v Identificación del lote de producción.
El azúcar blanco especial debe cumplir los requisitos indicados en las tablas
siguientes. Los requisitos microbiológicos se pueden verificar por los métodos de
número más probable y recuento en placa (NMP) o de filtración por membrana
(FPM).
Requisitos del azúcar blanco especial. Requisitos Límite:
v Polarización, °S, a 20 °C, mínimo 99,6
v Color, uma, a 420 nm, máximo 180
v Turbiedad, uma, a 420 nm, máximo 80
v Humedad, moldeado, % m/m, máximo 0,07
v Cenizas, % m/m, máximo 0,095
Requisitos microbiológicos del azúcar blanco especial. Microorganismo Límite:
v Coliformes, FPM, UFC/10 g, máximo 3
v Coliformes fecales, NMP/g < 80
v Coliformes fecales, FPM, UFC/10 g < 3
v Bacterias mesófilas aerobias, UFC/g < 10
v Bacterias mesófilas aerobias, FPM, UFC/g < 200
v Mohos y levaduras, UFC/g < 200
34
v Mohos y levaduras, FPM, UFC/g < 100
2.8.4.- Azúcar refinado
El azúcar refinado es el producto cristalizado constituido esencialmente por
cristales sueltos de sacarosa obtenidos a partir de la fundición de azúcares crudo o
blanco y mediante los procedimientos industriales apropiados.
Debe tener color blanco, olor y sabor característicos y no debe presentar
impurezas que indiquen una manipulación inadecuada del producto.
Los empaques deben ser de un material adecuado que no altere las
características del producto y lo preserven durante su transporte y almacenamiento.
El transporte a granel debe cumplir las mismas condiciones.
Los empaques, o el documento remisorio cuando es distribuido a granel, deben
llevar la información siguiente:
v La leyenda “Azúcar refinado”.
v Forma de presentación (granulado, moldeado, polvo, etc.).
v La leyenda “Producto alimenticio, trátese con cuidado”.
v La masa neta expresada en unidades del Sistema Internacional.
v Nombre del fabricante y marca comercial.
v Nombre del país de origen.
v Registro sanitario.
v Identificación del lote de producción.
El azúcar refinado debe cumplir los requisitos indicados en las tablas siguientes. Los
requisitos microbiológicos se pueden verificar por los métodos de número más
probable y recuento en placa (NMP) o de filtración por membrana (FPM).
Requisitos del azúcar refinado. Requisitos Límite:
v Polarización, °S, a 20 °C, mínimo 99,8

35
v Color, UI, a 420 nm, máximo 60
v Azúcares reductores, % m/m, máximo 0,05
v Humedad, moldeado, % m/m, máximo 0,05
v Cenizas, % m/m, máximo 0,04
Contenido de metales pesados permitido en el azúcar refinado. Metal Límite:
v Arsénico, expresado como As, mg / kg, máximo 1
v Cobre, expresado como Cu, mg / kg, máximo 2
v Plomo, expresado como Pb, mg / kg, máximo 2
Requisitos microbiológicos del azúcar refinado. Microorganismo Límite:
v Coliformes FPM, UFC/10 g < 3
v Coliformes fecales, NMP/g < 80
v Coliformes fecales FPM, UFC/10 g, máximo
v Mesófilos aerobios, UFC/g = 0
v Mesófilos aerobios FPM, UFC/10 g < 200
v Mohos, UFC/g < 300
v Mohos FPM, UFC/10 g < 100
v Levaduras FPM, UFC/10 g < 100
Leyenda:
UFC Unidades Formadoras de Colonias.
NMP Número Más Probable.
FPM Filtración Por Membrana.1
36
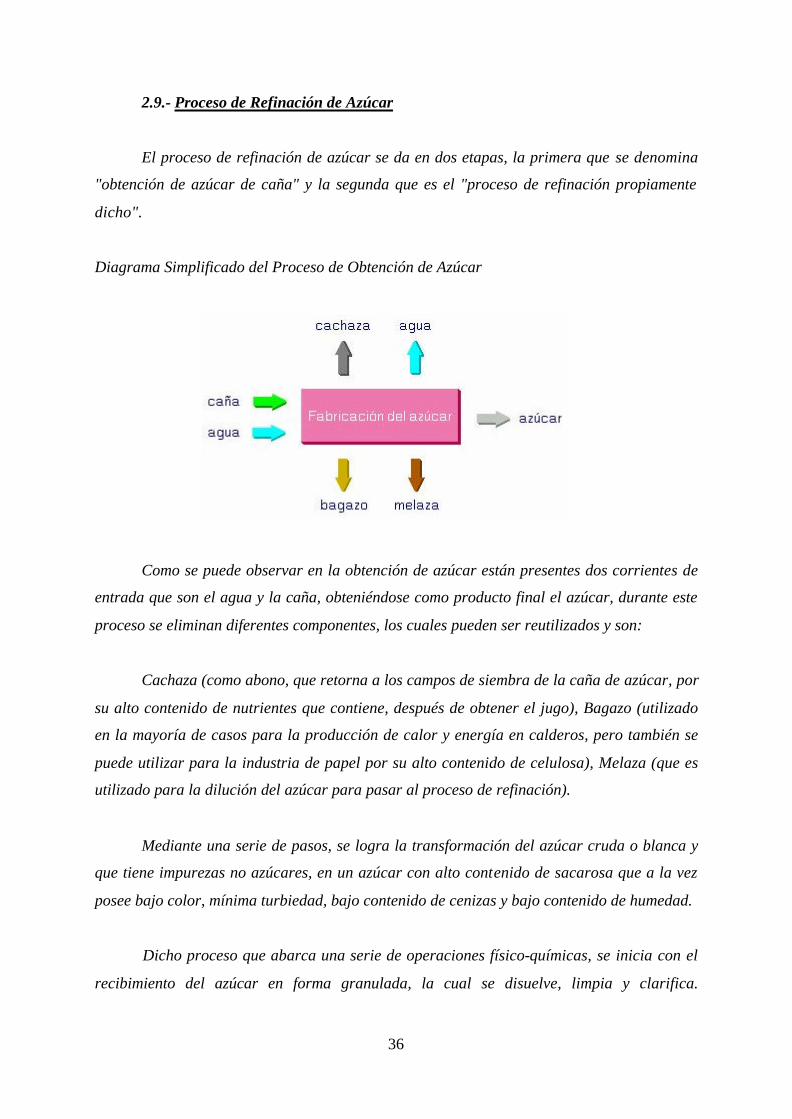
2.9.- Proceso de Refinación de Azúcar
El proceso de refinación de azúcar se da en dos etapas, la primera que se denomina
"obtención de azúcar de caña" y la segunda que es el "proceso de refinación propiamente
dicho".
Diagrama Simplificado del Proceso de Obtención de Azúcar
Como se puede observar en la obtención de azúcar están presentes dos corrientes de
entrada que son el agua y la caña, obteniéndose como producto final el azúcar, durante este
proceso se eliminan diferentes componentes, los cuales pueden ser reutilizados y son:
Cachaza (como abono, que retorna a los campos de siembra de la caña de azúcar, por
su alto contenido de nutrientes que contiene, después de obtener el jugo), Bagazo (utilizado
en la mayoría de casos para la producción de calor y energía en calderos, pero también se
puede utilizar para la industria de papel por su alto contenido de celulosa), Melaza (que es
utilizado para la dilución del azúcar para pasar al proceso de refinación).
Mediante una serie de pasos, se logra la transformación del azúcar cruda o blanca y
que tiene impurezas no azúcares, en un azúcar con alto contenido de sacarosa que a la vez
posee bajo color, mínima turbiedad, bajo contenido de cenizas y bajo contenido de humedad.
Dicho proceso que abarca una serie de operaciones físico-químicas, se inicia con el
recibimiento del azúcar en forma granulada, la cual se disuelve, limpia y clarifica.
37
Posteriormente se filtra y cristaliza y, empleando la fuerza centrifuga, se le saca la miel para
proceder luego a secarla, enfriarla y envasarla.
Como paso posterior a la clarificación, se agrega tierra filtrante al licor que se está
procesando con el fin de prepararlo para la formación en los filtros de capas que permitan la
recolección de materiales no azúcares que se separan del licor. Dichas impurezas junto con
el material empleado para su separación, se recuperan una vez terminada la filtración y se
envían a la fábrica donde se les da un adecuado manejo, sin contaminar el ambiente.1

38
2.10.- Diagrama de Flujo del Proceso
En este diagrama se puede tener una idea general del proceso de obtención de azúcar,
siguiendo cada uno de los pasos por los equipos que se utilizan en la industria azucarera, por
donde ingresa la materia prima, hasta ser transformada en azúcar (sacarosa).
39
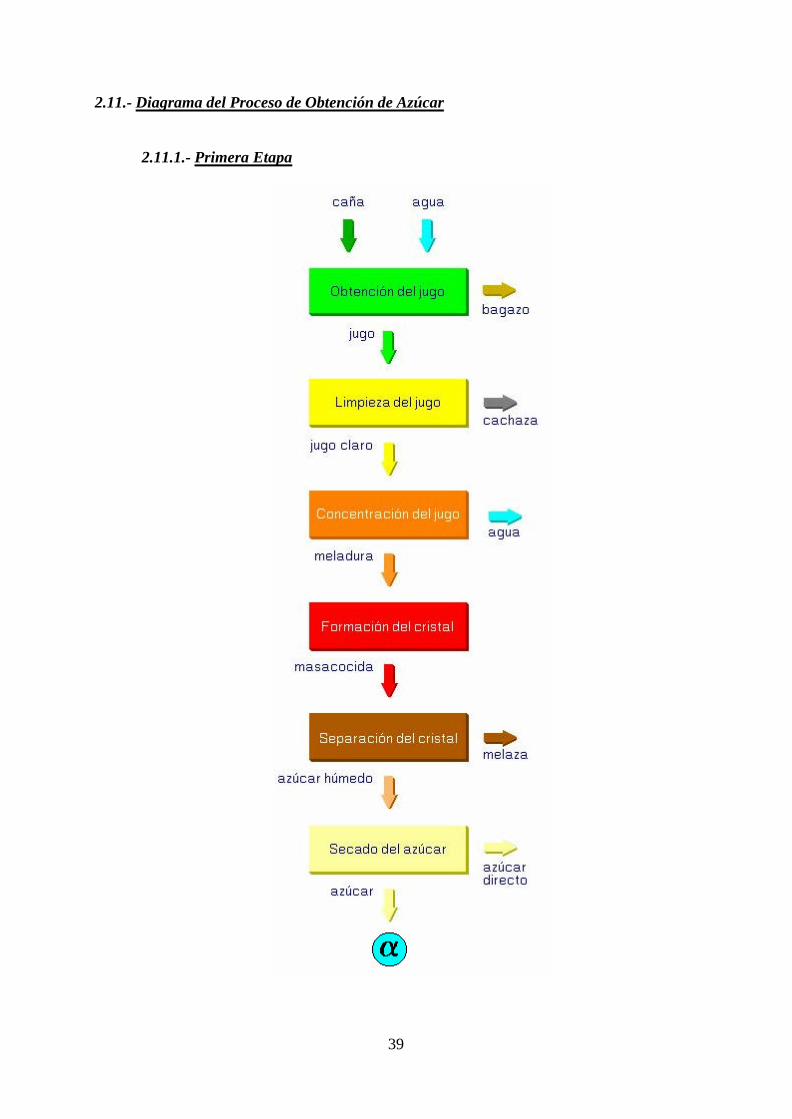
2.11.- Diagrama del Proceso de Obtención de Azúcar
2.11.1.- Primera Etapa
40
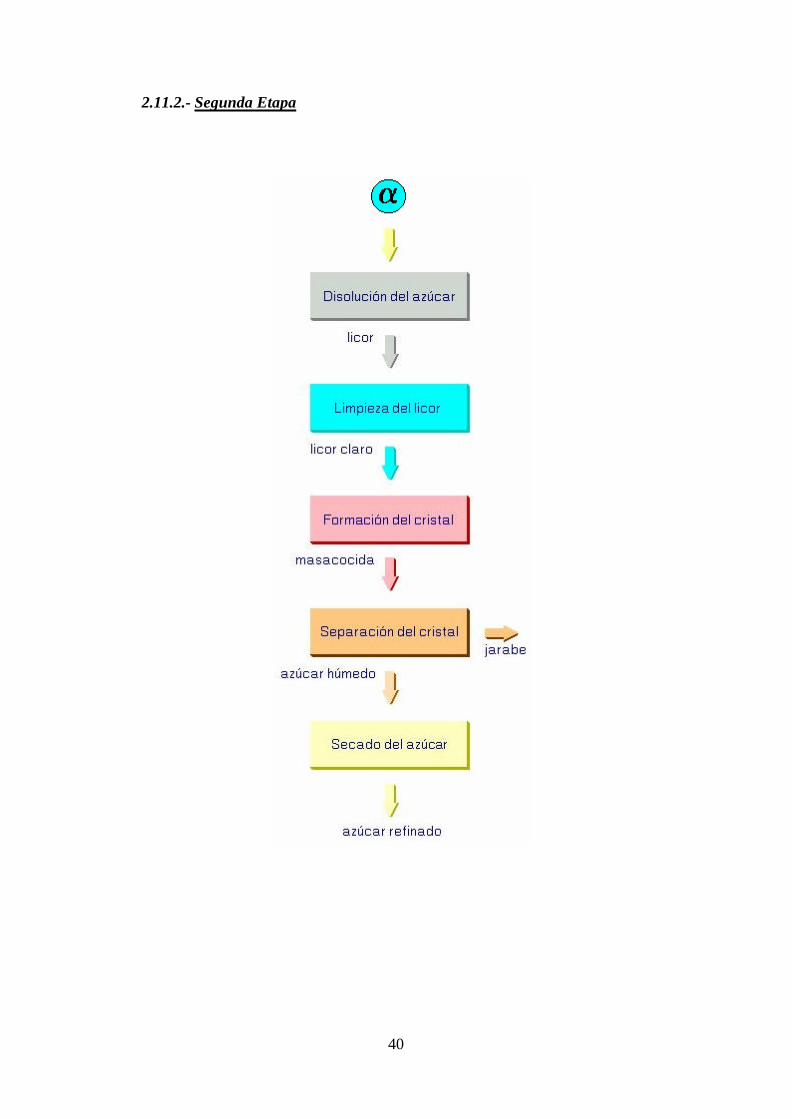
2.11.2.- Segunda Etapa
41
2.12.- Descripción del Proceso
2.12.1.- Primera Etapa (Obtención de Azúcar de Caña):
a) Obtención del jugo.- Se realiza la extracción de la sacarosa de la caña de azúcar (8
a 15%) por medio de trapiches, triturando la caña empleando agua de
imbibición, la caña ingresa desmenuzada. En esta operación ingresa la caña y
el agua, pasando el jugo y desechando el bagazo.
La caña que llega a la fábrica se pesa en las básculas y luego se descarga
sobre las mesas de alimentación, con grúas tipo hilo. La caña es sometida a un
proceso de preparación que consiste en romper o desfibrar las celdas de los
tallos por medio de picadoras. Luego unas bandas transportadoras la
conducen a los molinos, donde se realiza el proceso de extracción de la
sacarosa, consistente en exprimir y lavar el colchón de bagazo en una serie de
molinos.
El lavado del colchón de bagazo se hace con jugo extraído en el molino
siguiente y el lavado del último molino se hace con agua condensada caliente,
que facilita el agotamiento de la sacarosa en el bagazo y evita la formación de
hongos y la necesidad de emplear bactericidas.
El bagazo sale del último molino hacia las calderas, para usarlo como
combustible, o al depósito de bagazo, de donde se despacha para usarlo como
materia prima en la elaboración de papel.
b) Limpieza del jugo.- El jugo se recibe en tanques en donde se les añade lechada de
cal suficientes para conseguir jugos clarificados con pH 7.0 Generalmente
esto se consigue encalando los jugos mezclados hasta un pH 8.0
El jugo proveniente de los molinos, una vez pesado en las básculas, pasa al
tanque de alcalización, donde se rebaja su grado de acidez y se evita la
inversión de la sacarosa, mediante la adición de la lechada de cal. Este
proceso ayuda a precipitar la mayor parte de las impurezas que trae el jugo.
El jugo encalado se calienta hasta los 100°C en los calentadores o
intercambiadores de calor. La clarificación de jugos se basa en la formación
de sales cálcicas que se forman, con la lechada de cal, empleada en el
42
encalado de jugos, y los ácidos orgánicos y fosfórico que contiene el jugo de
caña; cuyos precipitados arrastran las impurezas formándose lo que se
denomina cachaza. Un exceso de cal con calentamiento fuerte daría lugar a la
descomposición de la Glucosa dando productos coloreados.
c) Concentración del jugo.- El jugo clarificado pasa a los evaporadores para
evaporar al máximo el agua, obteniéndose finalmente el jarabe o meladura de
65°Brix y 6,5 de pH. El agua evaporada es aproximadamente el 75% del peso
del jugo que se evapora; de lo que resulta que el jarabe o meladura será de
25%. Los evaporadores trabajan al vacío facilitar la ebullición a menor
temperatura y pueden ser de triple, cuádruple o quíntuple efecto. La presión es
de - 0,8 Atm y la Temperatura de 30°C.
d) Formación del Cristal.- Se realiza en la última etapa de los evaporadores, siendo el
último un cristalizador, donde se obtiene cristales mezclados con la melaza.
La cristalización o cocimiento de la sacarosa que contiene el jarabe se lleva a
cabo en un evaporador al vacío. Estos cocimientos, según su pureza,
producirán azúcar crudo (para exportación o producción de concentrados
para animales), azúcar blanco (para consumo directo) o azúcar para
refinación. La cristalización del azúcar es un proceso demorado que
industrialmente se acelera introduciendo al tacho unos granos de polvillo de
azúcar finamente molido. La habilidad y la experiencia de los operarios que
deben juzgar el punto exacto de los cocimientos, es indispensable para la
obtención de un buen producto.
e) Separación del Cristal.- Se realiza por medio de centrifugación, donde la masa
cocida es separada en los cristales formados y la melaza. Se obtiene una
melaza a 80°Brix.
Los cristales de azúcar se separan de la miel restante en las centrífugas. Estas
son cilindros que giran a gran velocidad y están recubiertos con una malla
fina. El líquido se escapa por entre la malla y los cristales quedan atrapados
dentro de las centrífugas y luego se lavan con agua. Las mieles vuelven a los
evaporadores, o bien se utilizan como materia prima para la producción de
43
alcohol etílico en la destilería. El azúcar de primera calidad retenido en las
mallas de las centrífugas, se disuelve con agua caliente y se envía a la
refinería, para continuar el proceso. (Madrid, 1994)
f) Secado del Azúcar.- Se realiza en secadores especiales que por acción del flujo de
aire caliente se elimina la humedad de los cristales, quedando el azúcar rubia
o cruda, con 85-95°Brix.
Las impurezas en el azúcar crudo están formadas por diversas cantidades de
componentes distintos de la sacarosa presentes en el guarapo extraído
mediante la molienda en el ingenio, más las sustancias complejas formadas
por reacciones de estos componentes durante el proceso. Generalmente se
clasifican el dos grupos principales: ceniza (impurezas vegetales, gomas,
sustancias colorantes, féculas) y residuos orgánicos. (Tocagni, 1987).
El azúcar crudo de exportación sale directamente de las centrífugas a los silos
de almacenamiento. Allí se carga a granel en las tractomulas que lo llevarán
al puerto de embarque o bien se empaca en sacos, para ser utilizado en la
fabricación de alimentos concentrados para animales.1
2.12.2.- Segunda Etapa (Refinación de Azúcar):
a) Disolución del Azúcar.- Se mezcla el azúcar cruda con parte de la melaza y el
jugo claro obtenido de la limpieza del jugo, hasta llegar a unos 59-60°Brix.
Esto facilita las demás operaciones de limpieza y evaporación.
b) Limpieza del licor.- El azúcar disuelto se trata con ácido fosfórico y sacarato de
calcio para formar un compuesto floculante que arrastra las impurezas, las
cuales fácilmente pueden ser retiradas en el clarificador. El material
clarificado pasa a unas cisternas de carbón que remueven por adsorción la
mayor parte de los materiales colorantes que están presentes en el licor. Se
puede realiza por diferentes métodos, entre estos tenemos:
44
Fosfatación.- Donde se emplea ácido Fosfórico y Cal y se puede considerar
como un sistema de clarificación muy bueno porque también absorbe color.
Este sistema también se refuerza con el empleo de floculantes y con
Hipoclorito de Calcio.
Carbonatación.- Se emplea Cal y Gas Carbónico (CO2) de Chimeneas,
fermentaciones alcohólicas o de piedra caliza. Se considera un buen sistema
de clarificación ya que no interviene ningún agente decolorante y retiene
impurezas y se produce absorción de color.
Carbonatación - Sulfitación y Carbonatación - Resinas.- Este sistema es más
completo que los anteriores, ya que después de la clarificación con
carbonatación, se emplea agentes decolorantes como son el SO2 y las resinas
que producen un intercambio iónico y se vuelve a filtrar.
Sucro-Blanc.- Se emplea Sugar Fos (Fosfato monocálcico), Sucro Blanc
(Cloruro de Calcio - Hipoclorito de Calcio) y Blankit (Hidrosulfito de Sodio) y
se puede apreciar etapas de clarificación y decoloración.
Carbón Vegetal Activado.- Se emplea ácido Fosfórico, lechas de cal para la
clarificación y carbón vegetal activado para la decoloración.
Carbón Animal Activado.- Empleado mucho antes de usarse el carbón vegetal
y aún se sigue usando en algunas refinerías. (Chen, 1991)
c) Formación de cristal.- Se realiza por medio de un proceso similar a la
concentración del jugo, se utiliza evaporadores de triple, cuádruple o
quíntuple efecto a presión de -0,8 Atm y temperatura de 30°C, siendo el último
un cristalizador, donde se extraerán los cristales de azúcar refinada.
45
d) Separación del cristal.- Se realiza por centrifugación, y se separan los cristales de
azúcar refinada del jarabe que contiene 80°Brix.
e) Secado del azúcar.- Se realiza en secadores especiales que por acción del flujo de
aire caliente se elimina la humedad de los cristales, quedando el azúcar
blanca o refinada, con 99,9°Brix. (Tocami, 1987).
También el azúcar refinado se puede lavar con vapor condensado, secar con
aire caliente, clasificar según el tamaño del cristal y almacenar en silos para
su posterior empaque.2
46
2.13.- Cálculos Simplificados de Evaporadores
Se indica a continuación una manera de hacer los cálculos aproximados y
verificaciones rápidas de un arreglo de evaporadores en un ingenio azucarero. Se
considera un efecto quíntuple por ser un arreglo muy común y es fácil modificar los
cálculos para otros arreglos.
Con base en los principios de Rillieaux se calculan en forma sencilla los
vapores, la carga del condensador y el Brix del jugo en cada evaporador. Se asume
que la temperatura del jugo que entra al efecto primero es bastente próxima a la de
ebullición del jugo en el mismo efecto.1
Ejemplo:
Cantidad de jugo: 100 t/h
Concentración del jugo a la entrada: 15°Brix
Concentración de la meladura a la salida: 65°Brix
Consumo de vapor 1 (tachos, calentadores, otros): 25 t/h
Consumo de vapor 2 (tachos, calentadores, otros): 15 t/h
La cantidad de meladura producida se calcula con la relación de brixes:
(100 t/h)(15°Brix / 65°Brix) = 23,1 t/h
El agua evaporada es la diferencia entre el jugo que entra y la meladura que sale:
100 t/h - 23,1 t/h = 76,9 t/h
Si el vapor del efecto 5 que va al condensador es “x” entonces el vapor que entra y
sale de los efectos 3 y 4 también es “x”, pues no hay sangrías en estos efectos. Una
tonelada de vapor evapora una tonelada de agua. Los balances de vapor para los
efectos 5 a 1 son:
47
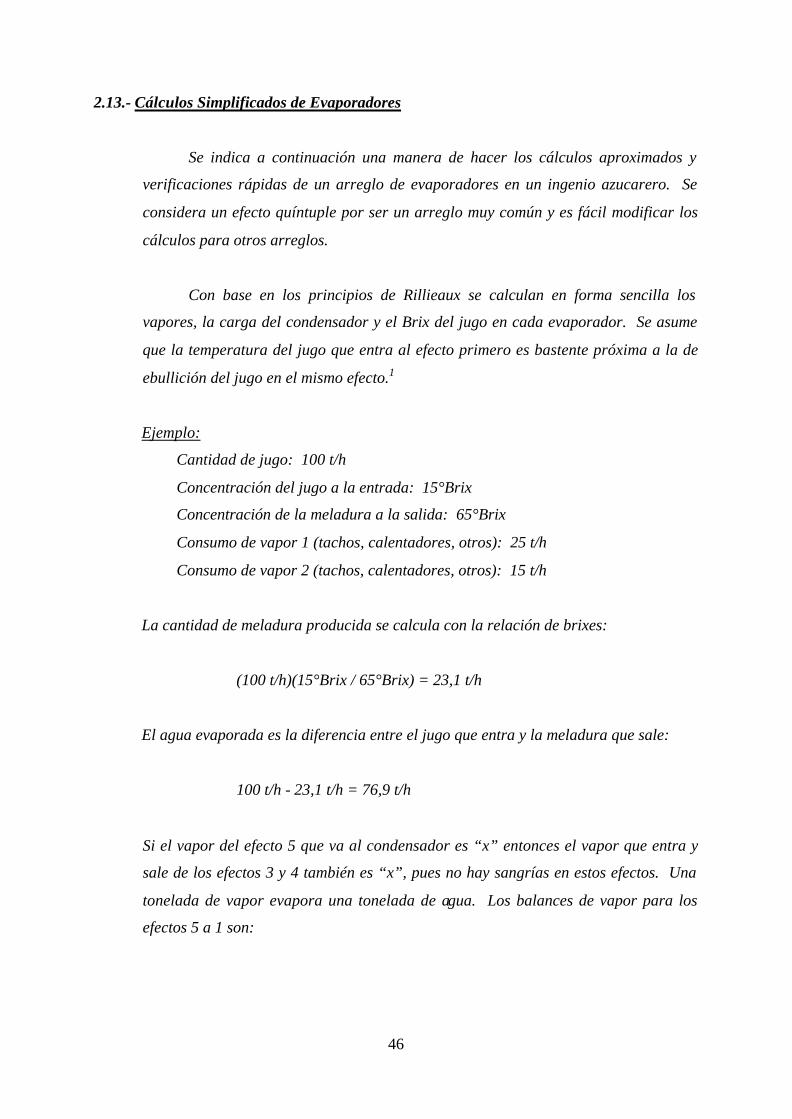
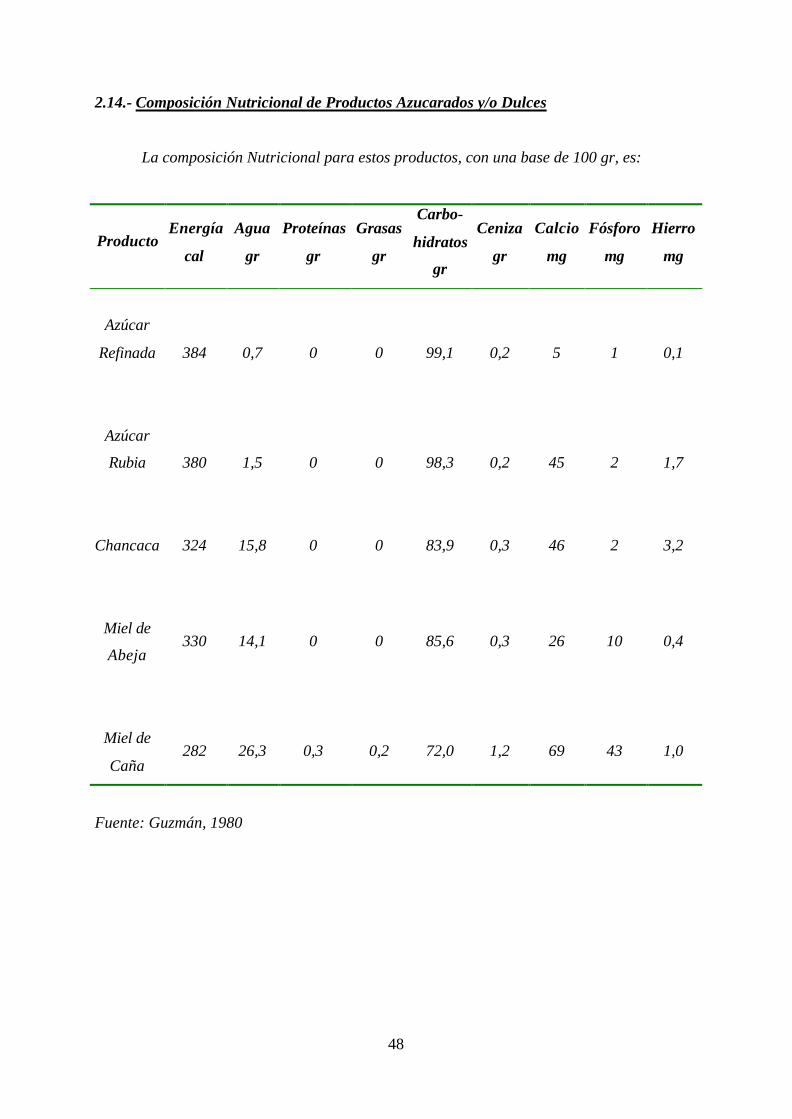
El agua evaporada en los evaporadores, calculada antes como 76,9 t/h, también es:
(20 + 15 + x t/h) + (15 + x t/h) + (x t/h) + (x t/h) + (x t/h) = 76,9 t/h
Al resolver la ecuación se obtiene x = 5,4 t/h y con este valor se calcula el vapor de
escape consumido y los vapores generados en cada evaporador. El agua evaporada
en cada evaporador permite calcular los Brix de salida del jugo en cada efecto. El
procedimiento para el efecto primero es:
vapor producido: 20 + 15 + x t/h = 35 + 5,4 t/h = 40,4 t/h
cantidad de jugo a la salida: 100 t/h - 40,4 t/h = 59,6 t/h
concentración del jugo a la salida: (15°Brix) (100 t/h / 59,6 t/h) = 25,2°Brix
Los valores para todo el arreglo son:
48
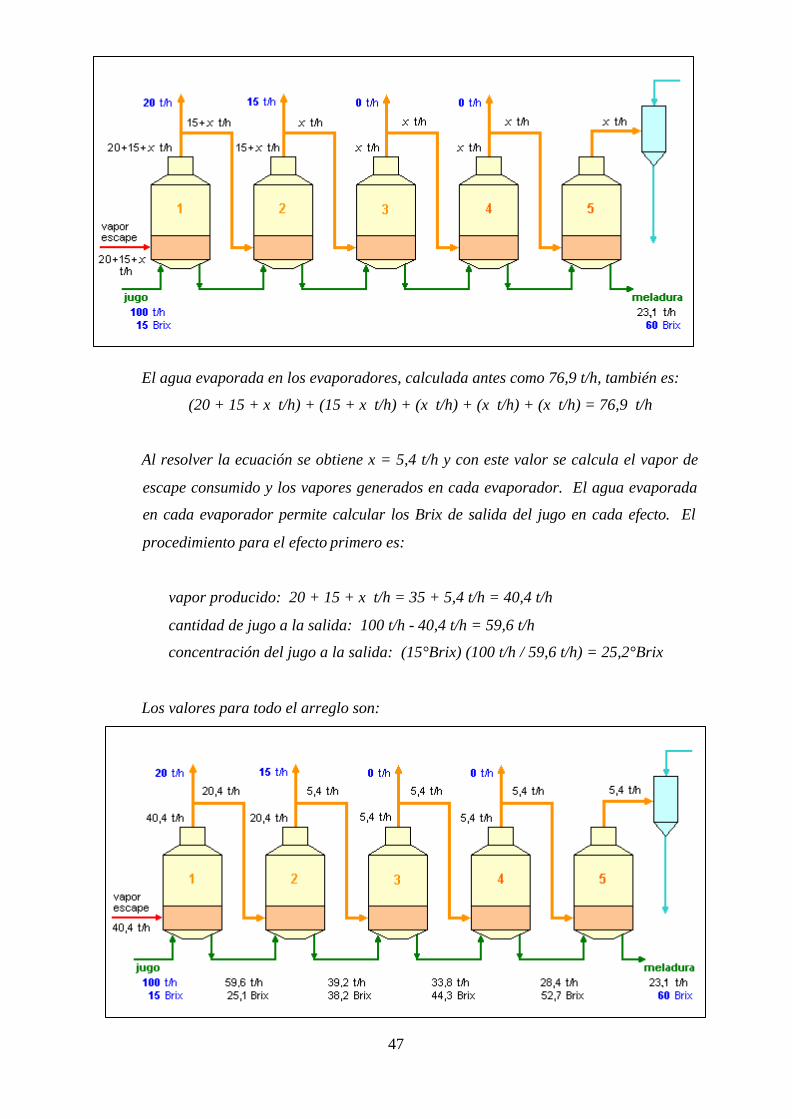
2.14.- Composición Nutricional de Productos Azucarados y/o Dulces
La composición Nutricional para estos productos, con una base de 100 gr, es:
Producto Energía
cal
Agua
gr
Proteínas
gr
Grasas
gr
Carbo-
hidratos
gr
Ceniza
gr
Calcio
mg
Fósforo
mg
Hierro
mg
Azúcar
Refinada
384 0,7 0 0 99,1 0,2 5 1 0,1
Azúcar
Rubia
380 1,5 0 0 98,3 0,2 45 2 1,7
Chancaca
324
15,8
0
0
83,9
0,3
46
2
3,2
Miel de
Abeja
330
14,1
0
0
85,6
0,3
26
10
0,4
Miel de
Caña
282
26,3
0,3
0,2
72,0
1,2
69
43
1,0
Fuente: Guzmán, 1980
49
2.15.- Manejo Ambiental en el Ingenio Azucarero
Ha medida que el hombre ha evolucionado en la forma de aprovechar los recursos
que le proporciona la naturaleza, ha tenido que adaptar sus acciones para lograr un
equilibrio entre el aprovechamiento de dichos recursos y los efectos que su actividad causa
sobre ellos. Es el caso de la empresa Central El Palmar, S.A., quien ha sido líder en la
fabricación de azúcar refinada de la mejor calidad a nivel nacional desde 1956, y quien ha
venido realizando desde sus comienzos, esfuerzos sostenidos que han requerido dedicación de
recursos humanos y financieros con el firme propósito de adecuar sus procesos a fin de
garantizar nuestra misión de mantener una "OPERACIÓN ECOLOGICAMENTE SANA",
dando así cumplimiento a la normativa ambiental vigente y a nuestra responsabilidad, como
empresa, de contribuir con el mejoramiento de nuestro entorno, incluyendo en el, desde cada
rincón dentro de nuestros departamentos hasta las comunidades vecinas.
Este proceso ha requerido una revisión profunda de nuestros métodos y
procedimientos, así como del estudio de la mejor forma de aplicar nuevas tecnologías. Es así
como a principios de la década de los 80 y con la participación de empresas especializadas,
tanto a nivel nacional como internacional, conjuntamente con ingenieros y técnicos, se inicia
un nuevo proceso de detección de fallas, seguido del estudio y análisis de las alternativas
presentadas en cada caso, para encaminarnos hacia la búsqueda de un sistema de gestión
ambiental con las actividades de nuestra agroindustria azucarera.1
Incauca Refinería de Colombia trabaja con la filosofía de producción limpia, es decir,
sin generar impacto ambiental, por lo cual cuenta con sistemas modernos de recuperación y
reproceso de efluentes y manejo de residuos industriales. Los equipos y tuberías están
fabricados en su totalidad en acero inoxidable lo que confiere una mayor protección al
azúcar y materiales en proceso, evitando la contaminación del azúcar y la producción de
color.
Los sistemas de bombeo están ubicados en el primer piso de la Refinería, el cual está
dotado de canales recolectores que conducen a fosos provistos de bombas para su
recuperación en los tanques de INCAUCA S.A.
50
Todos los enjuagues de los equipos de la Refinería son aprovechados en el proceso de
INCAUCA S.A. Los desechos sólidos del proceso de filtración de licor se manejan vía
húmeda como una suspensión que se retorna a los tanques de INCAUCA S.A. y contribuyen
así a la clarificación de los jugos de caña.
Los residuos de polvillo de azúcar que se originan en la secadora- enfriadora, se
disuelven en una torre lavadora de gases y se retornan al sistema de fundido de la Refinería.
Por su parte Incauca S.A., posee un complejo sistema de recirculación de aguas en el
que este líquido es reutilizado en fábrica después de someterlo a diferentes procesos, a su vez
que los desechos sólidos tienen utilidad como mejoradores de suelo y en la recuperación de
terrenos.2
51
2.16.- Enfermedades de la Caña
2.16.1.- El Carbón
Una vez que aparece la enfermedad del carbón, la cosecha puede verse
reducida en un alto porcentaje en corto tiempo, debido a lo progresivo de ésta
enfermedad si se cultivan variedades susceptibles como B- 50-135, L 60-14, B 4744,
HJ 57-41, H 44-3098.
Cuando la enfermedad se detecta por primera vez en un cañal, sólo se
observan alrededor de los tallos sanos algunos látigos.
En esta etapa el número de látigos puede oscilar alrededor de 250 por
hectárea o menos, por lo que se considera que la cosecha no se afectará.
Pero al cortar el cañal, en el próximo retoño, el número de látigos oscilará
entre 5000 a 25000 por hectárea, produciendo un sinnúmero de brotes delgados,
cortos, secos, con látigos dando una caña sin peso e incidiendo indirectamente en el
azúcar a obtenerse.
Cuando el cañero ve por primera vez látigos en sus cañales se asusta;
desgraciadamente, conforme transcurre el tiempo y se corta la primera cosecha, ésta
no pierde peso y el productor deduce que la enfermedad no es seria. Por este motivo
en las cortas siguientes cuando no se les practican controles adecuados se producen
pérdidas cuantiosas, ocasionadas por el incremento de los látigos y cepas zacatosas.
En estas condiciones es muy difícil controlar la enfermedad.
En campos severamente atacados por la enfermedad hasta las variedades
moderadamente tolerantes se ven seriamente dañadas por el hongo que la produce.
Para disminuir el carbón en caso de que ataque un cultivo se recomienda lo
siguiente:
52
v Como la enfermedad está presente en la región cada productor debe
inspeccionar su cañal periódicamente en busca de más látigos.
v En caso de presentarse los látigos carbonosos, se debe proceder a
cortarlos desde su base, inmediatamente introducirlos en bolsas para
evitar su diseminación y luego destruirlos, quemándolos fuera de la
plantación en un recipiente o estañón.
v Informar de la aparición de la enfermedad a los técnicos de las oficinas
centrales y regionales; quienes le darán recomendaciones adecuadas
para su control. (Ministerio, 1984)
2.16.2.- Plaga “El joboto”
Los jobotos constituyen una plaga del suelo que causa daños severos en los
rendimientos de los cultivos tales como: la caña de azúcar, el café, las hortalizas, los
granos básicos, los pastos y otros.
Los jobotos se alimentan de raíces y materia orgánica; por lo que podemos
decir que estos insectos provocan "una poda de raíz" en la caña. Esto causa que la
caña se quede raquítica- "No prospera por más fertilizante que le adicionemos"-
Se ha demostrado que el control químico resulta poco eficaz para controlar
esta plaga debido a dos factores básicos:
v La ubicación estratégica que adquiere el joboto dentro del suelo,
debajo de la cepa, siendo esta como escudo protector.
v La habilidad de profundizarse en el suelo, hasta puntos donde el efecto
de los químicos es difícil que llegue.
Recientemente se ha iniciado una estrategia de control de la plaga dirigido
hacia el control de adultos (abejones), con el objetivo de capturarlos ante de que
depositen sus huevos en el suelo y así interrumpir el ciclo de la plaga. Para ello se
están recomendando dos formas:
v Trampas de luz: Aprovechar la característica de los abejones de ser
atraídos por la luz, para ser atrapados y eliminados.

53
v Determinar que tipo de follaje consume los abejones luego de su
emergencia, para diseñar una estrategia de control a través del empleo
de cultivos trampas; aplicando posteriormente un insecticida químico
dirigido a los adultos allí presentes. (Surcañero, 1995)
54
2.17.- Contaminantes en el Ingenio Azucarero
En la industria azucarera se tiene distintos contaminantes, los cuales se suele agrupar
por el estado en el cual se encuentran, así tenemos contaminantes en estado líquido, en
estado gaseoso y en estado sólido. A continuación comentaremos brevemente la forma en la
que se tratan a cada uno de ellos hasta su disposición final.
2.17.1.- Tratamiento de Efluentes Líquidos
La experiencia internacional en tratamiento de aguas servidas de centrales
azucareros muestra que los sistemas más usados para este propósito son los filtros
percoladores, las zanjas de oxidación y los sistemas de lagunas combinadas, de los
cuales este último ha sido el mas ampliamente utilizado. La aplicación del sistema de
lagunas anaeróbicas, aireadas, aeróbicas y facultativas en países como: Sudáfrica,
Australia y en el estado de Florida - E.E.U.U., ha sido un éxito.
Los trabajos de construcción del Sistema de Tratamiento de Efluentes
Industriales – está conformado de la siguiente manera:
Cuatro lagunas anaerobias con un volumen de 15 120 metros cúbicos (m3)
cada una, una aerobia de 14 092 m3 y una laguna de pulimento de 16 500 m3.
La capacidad de diseño del sistema para tratar efluentes es de 126 a 252 m3/h,
acondicionando de esta manera el agua para ser utilizada en el riego de la caña de
azúcar. Es importante mencionar que el tratamiento que se le da al agua en este
sistema es netamente biológico por lo que no hay incorporación de químicos sino lo
necesario para ajustar el pH y obtener un buen balance de nutrientes, así se le da
tiempo a los microorganismos que se encuentran en el agua, proporcionándoles las
condiciones adecuadas, para que ellos haga la transformación de la materia orgánica
que viene en el agua, a una forma mas sencilla y menos contaminante, a su vez estos
compuestos orgánicos son utilizados por estos microorganismos en su ciclo de vida.
En la búsqueda de mejoras, se han llevado a cabo algunas experiencias tales
como la siembra de bacterias en las lagunas anaerobias a fin de eliminar los malos
55
olores y acelerar el proceso de descomposición de la materia orgánica que ha ido en
aumento debido al incremento del afluente respecto a la capacidad de diseño, y por
otra parte también se realizaron pruebas de inyección de oxígeno puro, en forma
líquida, a fin de disminuir los niveles de demanda bioquímica de oxigeno en la laguna
aeróbica; con el objeto de que en algún momento estas aguas puedan ser re-utilizadas
a nivel industrial.
2.17.2.- Control de Emisiones Atmosféricas
Las principales fuentes de estos tipos de residuos se encuentran en el área de
calderas.
La quema del bagazo en las calderas y el desmedulado para el
aprovechamiento de la fibra y médula, generan emisiones de sólidos a través de
chimeneas, ciclones, conductores y ductos, las cuales se convierten en enormes
fuentes de contaminación si no son controladas. Dado el particular comportamiento
del bagazo, su humedad y los altos volúmenes que se manejan, se han hecho
adaptaciones de diversos sistemas separadores de sólidos, a través del tiempo, tales
como ciclones, multiciclones, filtros de manga hasta llegar a los lavadores de gases,
que actualmente nos permiten operar dentro de las nuevas exigencias ambientales.
El lavador de gases es un equipo donde se realiza la separación de los sólidos
vía húmeda, en el se prehumedecen los gases a la entrada y se les obliga a pasar por
una cortina de agua, con lo cual se aumenta el peso de las partículas sólidas presente
en los gases de escape. Posteriormente los gases limpios, ascienden y salen a la
atmósfera. El agua utilizada para el lavado arrastra los sólidos separados con ella y
es enviada a una laguna de sedimentación donde se logra la separación de los sólidos
del líquido para re-utilizar el agua en un circuito cerrado y ahorrar de esta manera
este vital líquido. Los sólidos se retiran por medios mecánicos y son dispuestos
nuevamente en el campo en una mezcla denominada “compost”, el cual es utilizado
como fertilizante.
56
Se han realizado estudios y caracterización de las emisiones a la atmósfera,
determinando la concentración de partículas totales, óxido de nitrógeno (expresados
como NO2), monóxido de carbono (CO), velocidad de los gases y otros parámetros
asociados, para las calderas bagaceras.
2.17.3.- Manejo de Sólidos
El principal contaminante sólido es el bagazo de caña. Éste es principalmente
desmedulado y utilizado en la producción de tableros, otra parte en forma de pellets
es utilizado como base en la fabricación de alimentos animales. Otra parte importante
es incinerado aprovechándolo para la producción de vapor y con éste generar energía
en forma de vapor de agua.
Otro de los elementos de este grupo es lo que comúnmente llamamos tierra, y
que no es mas que una mezcla del bagazo retirado debajo de la mesa de los molinos
con su jugo residual y la tierra que viene con la caña, una parte retirada en el molino
y otra parte retirada en la fábrica con la cachaza, es devuelta a los campos, después
de pasar por un proceso de maduración, para mejorar la estructura y fertilidad del
suelo.
Un tercer grupo, lo componen residuos como papeles, cartones, envoltorios de
las materias primas utilizadas en el proceso, residuos generados por la misma
actividad humana; para lo cual se dispone de sitios especiales para su disposición
final donde se les da el manejo correspondiente a todo aquello que no es posible
reciclar.
2.17.4.- Programa de Reciclaje
Los objetivos fundamentales son:
v Ayudar a conservar nuestros recursos naturales.
v Contribuir con el orden e higiene en las áreas de trabajo.
57
v Generar recursos, destinados a obras sociales en la comunidad.
En este programa lo que se pede a nuestra gente es que ponga en práctica la
trilogía de "Las tres R", que no es otra cosa que llevar a cabo las tres acciones que a
continuación se mencionan, para contribuir con los objetivos del programa:
v Reducir: Disminuyendo la cantidad de basura generada.
v Re-utilizar: Usando las veces que sea posible, cualquier material que
con anterioridad ya se haya usado.
v Reciclar: Separando y clasificando todo lo que no podamos utilizar
nuevamente y que hasta ese momento se enviaba al basurero, que
puede ser utilizado en otros procesos ajenos a los nuestros.
Hoy se puede decir que hemos dado un gran paso, pues se tiene importantes
resultados en esta área, sin embargo, esta no es una labor que se deba realizar a
manera de campaña, sino que debe ser una conducta internalizada, producto del
conocimiento de la importancia y de los beneficios que acciones como estas pueden
generar, tanto a nivel personal como sus efectos en toda la organización.
2.17.5.- Comité de Coordinación de Gestión Ambiental
Este comité ha ido fortaleciendo en conocimientos y experiencias que permiten
en el presente, tratar los asuntos ambientales desde una óptica distinta y con una
mejor proyección de los beneficios en el corto y largo plazo.
Los resultados obtenidos muestran que se han logrando grandes avances con
el fin de conseguir una producción ecológicamente sana y actualmente sigue
desarrollando tecnologías para mejorar la eficiencia de trabajo de los equipos
instalados con el propósito de cumplir en su totalidad las normativas ambientales
vigentes.

58
La atención del ambiente puede y debe verse además de como el deber ético
dentro del cual debemos operar, como una excelente oportunidad para poner en
práctica nuevas soluciones, con lo cual será necesario también desarrollar nuevas
ideas y tecnologías.1
59
2.18.- Diagnóstico Médico del Azúcar
Los endocrinólogos, cardiólogos y dentistas son los que más combaten el azúcar
refinado. Visible en terrones o en polvo, o invisible en tortas, caramelos, refrescos, etc, el
azúcar refinado es considerado una de las mayores causas de caries dentales, de obesidad,
de aterosclerosis, de diabetes en personas propensas e, incluso, de infertilidad en las
mujeres.
El azúcar refinado es de fácil digestión, pasando rápidamente a la sangre y liberando
una hormona llamada insulina, que transforma el azúcar en grasa, sacándola rápidamente de
circulación, provocando hipoglucemia (falta de azúcar), que se manifiesta por síntomas como
la somnolencia, cefalea, tensión nerviosa e irritabilidad. Los azúcares existentes en los
alimentos hacen innecesario el uso de azúcar refinado.
El origen de la dependencia orgánica del azúcar ya ha sido desmitificado por
investigaciones médicas que demostraron que básicamente es psicológica. Existen casos en
los cuales es necesaria, como en la hipoglucemia funcional, cuando es necesario ingerir una
dosis de azúcar rápidamente. Sin embargo, el tratamiento de las hipoglucemias a largo plazo
consiste en restringir el uso de azúcar en los momentos de crisis, reemplazándola por frutas.
Los naturistas afirman que los pueblos primitivos, cuya dieta enfatizaba los alimentos
en estado natural, a veces levemente cocidos, no conocieron la diabetes, la obesidad y las
caries dentales. Para ellos, el progreso trajo la refinación y, al enriquecer el azúcar, se
eliminaron sus nutrientes.1
60
2.19.- Refinar nuestros alimentos es una práctica muy perjudicial
En el proceso de refinamiento, la comida entera es separada en sus partes
componentes, con lo que se desechan algunos de sus nutrientes complementarios.
Los alimentos que nutren al reino animal comparten una característica notable: todos
contienen las vitaminas, los minerales y factores accesorios necesarios para que al ingerirlos
se metabolicen correctamente. En otras palabras, dividir un alimento y desechar los
nutrientes necesarios para metabolizarlo, crea una escasez peligrosa pues el organismo tiene
que movilizar las reservas de esos elementos, ocasionando un grave déficit de sustancias
necesarias para estar saludables. O sea, el refinamiento convierte un nutriente en
antinutriente.
Un ejemplo documentado del daño producido por el refinamiento, es el del arroz.
Históricamente, las cáscaras de arroz, muy nutritivas, eran desechadas para hacer el arroz
blanco, el alimento principal de muchas culturas orientales. Un exceso de dietas exclusivas
de arroz blanco produjo una epidemia de beriberi (polineuritis periférica grave), que
sorprendentemente, pudo ser curada con una pequeña cantidad de cáscaras de arroz. Por
tanto, se establecieron los efectos negativos de refinar los nutrientes de los alimentos y se
demostró cuán esenciales son.
El más peligroso de los antinutrientes es el azúcar refinado. El 100% de él, son
hidratos de carbono, pues en la refinación se lo separa de las vitaminas y minerales que
contiene naturalmente. Ahora bien, una vez absorbido en forma de glucosa y fructosa, deben
ser metabolizados de inmediato. Por el mecanismo explicado anteriormente muchos
nutrientes son agotados en este proceso (por ejemplo el cromo). Como resultado, estos
nutrientes deben ser suministrados de otras fuentes dietéticas.
Además, el azúcar refinada tiene la propiedad de acidificar el metabolismo, como el
metabolismo no puede acidificarse, pues tiene un margen pequeño de oscilación, debe poner
en juego los mecanismo de compensación (buffer), uno de ellos es extraer de los tejidos las
bases minerales necesarias. Las extracciones repetidas y anormalmente altas de minerales
alcalinos conducen a una desmineralización general del organismo.
61
De más está exponer todos los incovenientes que ello trae al organismo: caries de
dientes, descalcificación ósea, caída del cabello, hipofunción glandular, etc.
Otro de los efectos negativos es la persistencia de radicales sulfuro que permanecen
en el azúcar luego del refinamiento, que una vez ingresado al organismo reemplaza a los
puentes di-sulfuro de las inmunoglobulinas por mayor afinidad. Esto ocasiona que las
cadenas de estas se abran y se deterioren, inutilizándolas. Consecuencia: disminución de la
actividad inmunológica. Vemos ahora la relación entre el exceso de infecciones a repetición
de los niños y la ingesta exagerada de golosinas, bebidas dulces, galletas dulces, etc. Cuantos
adultos cambiarían su costumbre de "premiar" a los niños con golosinas, de conocer estos
detalles.
Otra cosa interesante es saber como reemplazar el azúcar blanca o refinada,
obviamente con el azúcar integral o rubia (azúcar completa) o miel. En caso de dietas
hipocalóricas, puede usarse un edulcorante natural la "yerba dulce" o Caa-Hee (nombre
guarní). Se trata de un árbol que existe en Paraguay y Brasil, la Stevia Rebaudiana, cuya
corteza, molida, tiene un efecto edulcorante muy notable, 300 veces superior al azúcar
común. No se le conoce ninguna acción perjudicial, por eso es muy empleada en Japón y
Alemania como edulcorante, reemplazando los ciclamatos que tienen acción cancerígena y a
los otros edulcorantes.2
62
2.20.- Nueva Materia Prima para la Obtención de Azúcar
2.20.1.- Sorgo dulce en China
Este "camello de los cultivos" podría ser la clave del desarrollo agrícola en
zonas áridas o de suelos salinos
Cultivo de sorgo azucarado en un centro de investigación en China. Este
resistente cereal produce tallos de hasta 5 metros de altura y contiene mucha azúcar
Aunque el sorgo (Sorgum bicolor) es más conocido como cereal, su variedad
dulce se utiliza sobre todo como forraje. Su intensa fotosíntesis produce tallos
frondosos de hasta cinco metros de altura que constituyen un excelente forraje.
Además, los tallos también contienen mucha azúcar, de la que puede obtenerse
piloncillo o destilarse para producir alcohol etílico. El sorgo azucarado se ha
denominado "el camello de los cultivos", por su gran capacidad de adaptación, su
gran resistencia a la sequía y a los suelos salino-alcalinos, y su tolerancia a las
inundaciones.
Todas estas características le interesan a China. En primer lugar, los suelos
desfavorables y la falta de agua impiden el cultivo de caña de azúcar en 20 provincias
de los valles de los ríos Amarillo y Yangtzé, lo que obliga a China a importar hasta
dos millones de toneladas de azúcar al año. "Las tierras agrícolas de esas mismas
provincias son muy adecuadas para el sorgo dulce, explica Peter Griffee, agrónomo
del Servicio de Cultivos y Pastos de la FAO. Requiere un tercio del agua que consume
la caña de azúcar, y su periodo de crecimiento es lo suficientemente corto para
permitir cosecharlo dos veces al año. La caña de azúcar se propaga a partir de
estaquillas del tallo, del sorgo se siembran las semillas y basta con 4.5 kilogramos por
hectárea, en comparación con las 4 500 a 6 000 estaquillas de caña de azúcar". El
potencial del sorgo azucarado como cultivo para obtener energía, produce hasta 7000
litros de alcohol etílico por hectárea, determina que países como China se interesen
mucho, ya que está previsto el agotamiento de las reservas económicamente
recuperables de petróleo de este país para 2016.
63
Las autoridades de planificación agrícola de China también consideran el
Sorghum bicolor un cultivo decisivo para el desarrollo agrícola sostenible de las
zonas agrícolas áridas o de suelos salino-alcalinos. En la región de Huang Huai Hai
y el noroeste de China, donde se calcula que la superficie total de tierras salino-
alcalinas y salinas es mayor de 170 000 kilómetros cuadrados, la vegetación germina
con grandes dificultades, crece lentamente y da malas cosechas, si éstas no se
malogran por completo. Esta falta de desarrollo agrícola produce pobreza en muchas
zonas rurales y es un peligro para la seguridad alimentaria de China a largo plazo.
Ahí es donde interviene la FAO. El Programa de cooperación técnica de la
FAO está ayudando al Ministerio de Agricultura de China a establecer granjas
experimentales en las provincias de Shandong y Shaanxi, a fin de demostrar y
fomentar la producción de sorgo dulce, y utilizarlo en la ganadería y la industria de
las regiones áridas y salino-alcalinas. Se han asociado al proyecto diversos institutos
chinos que han venido introduciendo y mejorando nuevas variedades de sorgo dulce
en los últimos 30 años. Sin embargo, advierte Peter Griffee, la tecnología agronómica
e industrial todavía tiene algunas lagunas. Para zanjarlas, la FAO está
proporcionando los servicios de especialistas en agronomía e industrialización del
sorgo dulce, así como expertos brasileños en producción de alcohol etílico.
En el proyecto se han establecido parcelas de sorgo azucarado para probar
seis variedades de alto rendimiento, su ensilado y su aplicación como forraje.
También se han enviado expertos del país a los Estados Unidos, a fin de estudiar
técnicas de refinación del azúcar y producción de alcohol, y esta capacitación se
aplicará en un establecimiento experimental de producción de alcohol y en una
refinería de jarabes y azúcar. El proyecto también está indagando técnicas para
producir hongos y setas con los residuos industriales.
Para diciembre de 2002, dice Griffee, habremos capacitado a 100 técnicos
agrícolas en producción y utilización de sorgo dulce en dos regiones áridas, salino-
alcalinas, se habrán establecido dos sitios de 5 a 10 hectáreas de superficie para
demostrar la producción del sorgo dulce, su elaboración y explotación pecuaria, y se
transferirán las técnicas que hayan dado mejores resultados a más de 200 granjeros.
64
Así se sentarán las bases de un sistema agroecológico de sorgo dulce que
fomentará la actividad pecuaria y la agroindustria, proporcionará muchos empleos
nuevos y protegerá el medio ambiente". A partir de los resultados del proyecto, el
Ministerio de Agricultura y el Ministerio de Ciencia y Tecnología de China someterán
a consideración la posibilidad de poner en marcha un importante programa de 2003 a
2005 para promover el cultivo de sorgo dulce en hasta medio millón de hectáreas
agrícolas de las regiones occidentales del territorio.
Cerca del 90% de la superficie sembrada de sorgo está en los países en
desarrollo, sobre todo en África y Asia, donde suele producirse como alimento para
los campesinos de ingresos bajos. El restante 10% corresponde a las grandes granjas
comerciales, la mayor parte de ellas en el mundo desarrollado, que producen sorgo
sobre todo para forrajes y abarcan más del 40% de la producción mundial de este
grano.
Como alimento para consumo humano, el sorgo es muy adecuado como cereal,
golosina, para producir pan y para la industria cervecera. El sorgo también se utiliza
para producir láminas para los muros en la industria de la construcción, así como
para elaborar materiales de envase biodegradables.1
65
2.21.- Software para bajar de Internet
Existen programas e información relacionados con el azúcar que pueden obtenerse
gratis (freeware), entre estos tenemos:1
2.21.1.- Evaporadores - Cálculos simplificados.
Útil para cálculos aproximados y verificaciones rápidas de evaporadores
conectados en triple, cuádruple, quíntuple y séxtuple efecto con sangrías, versión 2.
Hojas de cálculo para MS Excel, 52 kb, freeware.
Felipe Perafán, http://www.perafan.com
2.21.2.- EniG - Tabla periódica de los elementos.
Además de la tabla tiene información sobre las propiedades, el estado físico a
diferentes temperaturas y una calculadora de masas molares que también acepta
funciones científicas. Versión 2.4, Windows, 211 kb, freeware.
Requiere los archivos msvbvm50.dll y comdlg32.ocx los cuales es muy probable que
ya estén en su computador.
Eni Generalic, http://www.ktf-split.hr/~eni/
2.21.3.- Steam Tab Companion - Tablas de vapor.
Cálculo de las propiedades termodinámicas y de transporte del agua y vapor
con base en el nuevo estándar internacional IAPWS-95. Versión 1.0, Windows, 269
kb, freeeware.
ChemicaLogic Corporation, http://www.chemicalogic.com
2.21.4.- Valor Crudo - Conversión a valor crudo.
Útil para encontrar la equivalencia entre un material azucarado y su valor
crudo y viceversa, versión 1. Hoja de cálculo para MS Excel, 8 kb, freeware.
Felipe Perafán, http://www.perafan.com
66
2.21.5.- Versaverter - Convertidor de unidades.
Programa de conversión de unidades que hemos encontrado y es gratis. El
usuario puede seleccionar las unidades de su preferencia, adicionar las propias o
bajar la base de datos que se actualiza con la gran variedad de unidades remitidas
por los usuarios. Posee 1.086 unidades. Fue calificado con 5 estrellas por ZDNet.
Versión 2.0.0.160, Windows, 1,32 Mb, freeware.
PawPrint.Net, http://pawprint.net/vv/
67
III.- CONCLUSIONES
v El Azúcar Refinada es un producto que busca satisfacer las necesidades de aquellos
públicos que requieren un producto con mayor concentración de sacarosa, menor
grado de impurezas y más blanca y brillante que otros azúcares existentes en el
mercado.
v El azúcar de remolacha tiene aproximadamente 3°Brix menos que el de caña, pero
varía según parámetros de procesamiento y variedad de materia prima.
v Las impurezas en el azúcar crudo están clasificadas en dos grupos principales: ceniza
y residuos orgánicos.
v Mediante la refinación se eliminan o reducen las materias coloidales, colorantes o
inorgánicas que el licor pueda contener.
v Las plagas a las que está expuesta la caña son: virus, hongos, insectos y polillas.
v El calentamiento en la clarificación, coagula la albúmina y algunas grasas, ceras y
gomas, y estas precipitan en forma global con los sólidos en suspensión.
v El parámetro para medir la calidad del azúcar refinado es la Pureza.
68
IV.- RECOMENDACIONES
v Los campos de caña deben ser cosechados en forma escalonada.
v Se puede perder Sacarosa si no se mantiene el jugo con un pH de 7.0 o ligeramente
superior.
v El azúcar refinado debe ser embolsada inmediatamente después de obtener los
cristales, enfriados y secos; o almacenada en atmósferas controladas con humedad
relativa muy baja (0,05%) ya que el azúcar es un producto altamente higroscópico.
v Para instalar una planta de refinación de azúcar en la ciudad, se deben considerar
algunos aspectos, como son: grandes hectáreas de cultivo y una variedad de caña de
azúcar que pueda soportar las condiciones climáticas de la zona. Ya que ésta
industria no necesita de otro insumo, a parte del agua, y los desechos que se producen
son utilizados para otros procesos.
v En la actualidad las planta están trabajando dentro de los rangos exigidos por la
legislación vigente, sin embargo, se debe continuar trabajando e investigando para
mejorar y estar alerta ante los constantes cambios que se vienen presentando en esta
materia.
69
V.- REFERENCIAS BIBLIOGRAFICAS
1. Chen J.; Manual del Azúcar de Caña. 1ª Ed., Editorial Limusa, p. 968- 979.
(1991)
2. Che M.; Tecnología del Azúcar - Guía de la Fabrica de Azúcar de Caña de
Azúcar. v. 1, p. 1-2. (1997)
3. Geankoplis C.; Proceso de Transporte y Operaciones Unitarias. 3° Ed., Editorial
Continental, p. 823, 902, 916, 919, 930 (1998)
4. Guzmán B.; Libro de Nutrición Humana – Valores Nutricionales de los Alimentos.
1ª Ed., p. 230 (1980)
5. Madrid A.; Nuevo Manual de Industrias Alimentarias. 1ª Ed., Editorial Mundi, p.
457-469, (1994)
6. McCabe W.; Operaciones Unitarias en la Ingeniería Química. 1ª Ed., Editorial
Reverte, p. 459-460, 468. (1964)
7. Menocal M.; Manual del Azúcar de Caña – Para fabricantes de azúcar de caña y
químicos especializados. 9ª Ed., Editorial Argón, p. 47-48. (1967)
8. Ministerio A. G.; Liga Agrícola de la Caña de azúcar. 2ª Ed., Editorial
Ministerial, p. 77. (1984)
9. Ocon J.; Problemas de Ingeniería Química – Operaciones Básicas. 3° Ed.,
Editorial Aguilar, v. 2, p. 243, 251, 252 (1982)
10. Surcañero D.; Dirección de Investigación y Extensión de la Caña de Azúcar
DIECA.1ª Ed., p. 2-3 (1995)
11. Tocami H.; La Caña de Azúcar. 1° Ed., Editorial Albatros, 1ª Ed., p. 105 (1987)