COMUNIDAD SENATI VIRTUALCOMUNIDAD SENATI VIRTUAL ACTIVACION DE CUENTA.
Upload
pameliitah-rosalesCategory
view
1.133download
106description

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 2/249
OBJETIVOS GENERALES:
1. Comprender la importancia de la administración de operaciones por los
recursos que maneja.
2. Conocer los recursos que se manejan en las empresas.
3. Comprender la estructura de un proceso.
4. Comprender los conceptos de productividad.
5. Comprender la importancia de tener muy clara la clasificación de las
empresas por sus operaciones productivas.
6. Conocer la matriz del proceso de transformación y comprender cómo se
comportan los procesos operativos productivos.
7. Conocer el modelo generalizado de un sistema de operaciones y
establecer como puede aplicarse a su entorno.
8. Describir las técnicas del estudio del trabajo y su interrelación.
9. Definir el estudio de métodos y sus fases.
10. Elaborar la medición del trabajo.
11. Elaborar el balanceo de la celda de trabajo, de la línea de ensamble y de la
planta.
OBJETIVOS ESPECÍFICOS:
1. Entender las diferencias fundamentales entre bienes y servicios.
2. Comprender la estructura de un proceso de productor de bienes y uno
de servicios.
3. Determinar las etapas del estudio de trabajo.
4. Conocer los gráficos y diagramas de uso en el estudio de métodos.
5. Elaborar el diagrama de operaciones del proceso (DOP).
6. Elaborar el diagrama de actividades del proceso (DAP).
7. Elaborar el diagrama de recorrido o de circulación.
8. Elaborar el diagrama bimanual.
9. Procedimiento para realizar el cronometraje industrial.
10. Calcular tiempos estándar elementales mediante el sistema de datos
estándar.
11. Describir distintas maneras de medir la capacidad, determinar la
capacidad máxima y calcular la utilización de la capacidad.
12. Explicar el factor material para el estudio de la disposición de planta,
pues su tipo, variedad y cantidad dependen por lo general el tipo de
sistema de producción.
ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 3/249
13. Determinar el número de máquinas requeridas para cumplir con la
producción, ya que de su número dependerá el espacio requerido.
14. Determinar el número de personas que trabajan en el proceso para
alcanzar los objetivos de la empresa.
15. Determinar el área total mínima requerida de la planta, a la cual se le
podrá añadir las áreas administrativas y de servicios.
16. Calcular el ritmo de planta, tiempo de ciclo, número de estaciones,
porcentaje de carga, piezas por hora, entre otros.
17. Calcular la productividad de proceso.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 4/249
PRESENTACIÓN
En la actualidad, las organizaciones realizan esfuerzos día tras día con el objetivo
de mantener la calidad de sus productos y de sus costos operativos, que les
permitan desarrollarse adecuadamente en un ambiente altamente competitivo y
globalizado. En este sentido, las industrias están muy atentas a la mejora de sus
procesos productivos, y para ello se valen de una serie de mecanismos y formas.
En consecuencia, dependen de la eficiencia del sistema productivo y de la
eficacia del producto para satisfacer la necesidad de los clientes, nos surge la
pregunta ¿Por dónde empezar?
Entonces nos damos cuenta de que hay mucho que hacer y para que la
maquinaria productiva funcione y eleve la productividad, no bastan las mejoras
administrativas y la aplicación de nuevas tecnologías en forma aislada, pues estas
soluciones deberán partir siempre de un estudio de trabajo.
Si enfocamos el problema considerando la búsqueda de la calidad total para ser
competitivos, podríamos hacer un análisis para el mejoramiento continuo y utilizar
para el análisis las preguntas: ¿Quién? ¿Qué? ¿Dónde? ¿Por qué? ¿Cuándo?
¿Cómo?. Éstas son preguntas que se desarrollan en el examen crítico del
método de trabajo, que se plantea en el estudio de trabajo. Podemos concluir
entonces que uno de los pilares del mejoramiento continuo es la mejora de los
métodos de trabajo.
Si tenemos como objetivo también la simplificación de trabajos, así como la
estandarización de tareas, en la búsqueda de eliminación de errores en la
producción nos llevan entonces al estudio del trabajo que es la materialización
de los objetivos de productividad, calidad y competitividad.
La ubicación de las distintas áreas de trabajo en una planta industrial, así como la
de la maquinaria, equipos, y materiales dentro de dichas áreas, juega un papel

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 5/249
importante, en especial en lo que se refiere a la economía de movimientos y al
ahorro de espacios. Una adecuada distribución de las áreas de trabajo tiene gran
influencia sobre los procesos de fabricación; principalmente, mejorando aquellas
actividades que no aportan valor al producto durante su proceso, como las
relacionadas con los desplazamientos de personas y materiales, y con los
almacenamientos intermedios y finales, en cuanto a su forma y ubicación.
El presente fascículo consta de 18 capítulos el cual esta distribuido de la siguiente
manera: gestión de la producción y su entorno, productividad, estudio de trabajo,
estudio de métodos, diagramas de operaciones de proceso (DOP), diagrama de
actividades de proceso (DAP), diagrama de recorrido, diagrama de actividades
múltiples, diagrama bimanual, medición del trabajo, cronometraje industrial,
tiempo estándar, capacidad de planta, factor material, factor maquinaria, factor
hombre, calculo de áreas y balance de línea.
Con la finalidad de contribuir a que los aprendices logren su aprendizaje, al final
de los capítulos se presentan ejercicios desarrollados y propuestos.
Finalmente, agradecer a las autoridades del SENATI, por proponer y difundir el
fascículo como contribución al aprendizaje de los estudiantes del CFP.
Administradores Industriales.
El autor

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 6/249
CONTENIDO
PRESENTACIÓN 2
CAPÍTULO I: GESTIÓN DE LA PRODUCCIÓN Y SU ENTORNO
1.1 Concepto generales 3
1.2 El ciclo operativo de la empresa 5
1.3 Un acercamiento al área de operaciones 5
1.4 Etapas de la administración de operaciones 6
1.5 Clasificación de las empresas según sus operaciones 10
1.6 Matriz del proceso de transformación 12
1.7 Modelo generalizado esquemático de un sistema de operaciones 16
1.8 ¿En qué empresa estoy? 17
1.9 ¿Qué empresas son más difíciles de gerenciar? 18
CAPÍTULO II: LA PRODUCTIVIDAD
2.1 Definición 14
2.2 Son ideas falsas de productividad
EJERCICIOS RESUELTOS 26
1. Ejercicio N° 1 29
2. Ejercicio N° 2 30
PROBLEMAS PROPUESTOS 34
CAPÍTULO III: ESTUDIO DE TRABAJO
3.1 Cómo está constituido el tiempo total de trabajo 35
3.2 Correlación de diversos métodos utilizados para reducir el tiempo 36
improductivo
3.3 ¿Cuál es la utilidad del estudio del trabajo? 37
3.4 Técnicas del estudio de trabajo y su interrelación 39
3.5 Procedimiento básico para el estudio de trabajo 39
3.6 Estudio de trabajo y la administración de la producción 40
CAPÍTULO IV: ESTUDIO DE MÉTODOS
ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 7/249
4.1 Definición 96
4.2 Fases 96
CAPÍTULO V: DIAGRAMA DE OPERACIONES – DOP
5.1 Definición
5.2 Símbolos a utilizar 121
5.3 Utilización del DOP 121
5.4 Esquema del diagrama 124
EJERCICIOS RESUELTOS 26
Ejercicio N° 1 29
Ejercicio N° 2 30
Ejercicio N° 3 30
Ejercicio N° 4 30
CAPÍTULO VI: DIAGRAMA DE ACTIVIDADES DE PROCESO - DAP
6.1 Definición 132
6.2 Tipos de diagramas 132
EJERCICIOS RESUELTOS 26
Ejercicio N° 1 29
Ejercicio N° 2 30
Ejercicio N° 3 30
CAPÍTULO VII: DIAGRAMA DE RECORRIDO O CIRCULACIÓN
7.1 Definición 141
7.2 Usos 142
EJERCICIO RESUELTO:
Ejercicio N° 1 29
CAPÍTULO VIII: DIAGRAMA DE ACTIVIDADES MÚLTIPLES
8.1 Definición 154
8.2 Utilización 152
8.3 Tipos de diagramas 154
8.4 Reglas para diagramar

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 8/249
8.5 Cálculos que se obtienen del diagrama
EJERCICIOS RESUELTOS 158
Ejercicio N° 1 29
Ejercicio N° 2 30
Ejercicio N° 3 30
CAPÍTULO IX: DIAGRAMA BIMANUAL
9.1 Definición 171
9.2 Símbolos a utilizar 172
EJERCICIOS RESUELTOS 175
CAPÍTULO X: MEDICIÓN DEL TRABAJO
10.1 Definición 186
10.2 Fases 187
CAPÍTULO XI: CRONOMETRAJE INDUSTRIAL
11.1 Definición 186
11.2 Procedimiento 187
Ejercicio Nª 1
Ejercicio Nª 2
11.3 Número requerido de observaciones
Ejercicio Nª 3
11.4 Valoración
11.5 Suplementos de trabajo
CAPÍTULO XII: ESTÁNDAR DE TIEMPO
12.1 Concepto
12.2 Condiciones para comprender un estudio de tiempo.
12.2.1 Operador calificado y bien calificado
12.2.2 Ritmo normal
12.2.3 Una tarea específica
12.3 Practica de cálculos matemáticos para desarrollar
estándares de tiempos.
12.4 Tabla de conversión de estándares de tiempo: minutos,

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 9/249
horas, piezas por hora y piezas por 8 horas.
12.5 Importancia y usos de los estudios de tiempo.
12.5.1 ¿Cuántas máquinas necesitamos?
12.5.2 ¿Cuántas personas debemos contratar?
PROBLEMAS PROPUESTOS
CAPÍTULO XIII: CAPACIDAD DE PLANTA
13.1 Concepto
13.2 Niveles de capacidad de producción
13.2.1 Capacidad de diseño o capacidad instalada
13.2.2 Capacidad del sistema
13.2.3 Capacidad de producción real
13.3 Cálculo de la capacidad de acuerdo con el sistema productivo
13.3.1 Capacidad para un sistema de producción pro proyecto
13.3.2 Capacidad para un sistema de producción intermitente
EJERCICIO RESUELTO
13.3.4 Capacidad para un sistema de producción por producto
EJERCICIO RESUELTO
PROBLEMAS PROPUESTOS
CAPÍTULO XIV: FACTOR MATERIAL
14.1 Concepto
14.2 Análisis producto – cantidad
EJERCICIO RESUELTO
14.3 Curva ABC
EJERCICIO RESUELTO
PROBLEMAS PROPUESTOS
CAPÍTULO XV: FACTOR MAQUINARIA
15.1 Concepto
15.2 Los elementos del factor maquinaria
15.3 Las consideraciones sobre el factor maquinaria
15.4 Descripción de la maquinaria
15.5 Determinación del número de máquinas
EJERCICIOS RESUELTOS

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 10/249
PROBLEMAS PROPUESTOS
CAPÍTULO XVI: FACTOR HOMBRE
16.1 Concepto
16.2 Elementos del factor hombre
16.3 Consideraciones sobre el factor hombre
16.4 Condiciones de trabajo y seguridad
16.5 Necesidad de mano de obra
EJERCICIOS RESUELTOS
PROBLEMAS PROPUESTOS
CAPÍTULO XVII: TÉCNICAS PARA EL CALCULO DE LOS
REQUERIMIENTOS DE ÁREAS
17.1 Cálculo de las superficies de distribución
17.2 Método de Gerchet para el cálculo de superficies
17.2.1 Superficie estática (Ss)
17.2.2 Superficie gravitacional (Sg)
17.2.3 Superficie de evolución (Se)
17.2.4 Superficie total (St)
EJERCICIOS RESUELTOS
PROBLEMAS PROPUESTOS
CAPÍTULO XVIII: BALANCEO DE LAS CELDAS DE TRABAJO, DE LA LÍNEA
DE ENSAMBLE Y DE LA PLANTA
18.1 Propósitos
18.2 Información necesaria para equilibrar una operación o una planta
18.3 Cálculo de ritmo de planta
18.4 Procedimiento paso a paso para completar el formulario de
balanceo de la línea de ensamble.
18.5 Mejoras al balanceo de la línea de ensamble
18.6 Velocidad de la línea de la banda transportadora
18.7 Balanceo de plantas con celdas de trabajo
EJERCICIOS RESUELTOS
BIBLIOGRAFIA 197
ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 11/249
CAPÍTULO I:
GESTIÓN DE LA
PRODUCCIÓN Y SU
ENTORNO

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 12/249
GESTIÓN DE LA PRODUCCIÓN Y SU ENTORNO
Conceptos generales
1.1 ADMINISTRACIÓN:
La administración es el proceso de toma de decisiones y desarrollo de acciones
para dirigir hacia objetivos comunes las actividades de quienes participan en una
organización. Entre los objetivos de una organización se encuentran:
Dar bienestar a los empleados
Servir a los clientes
Producir ganancias a los accionistas
Cumplir con su responsabilidad ante la sociedad
La administración es el proceso de planear, organizar, dirigir, y controlar el uso
adecuado de los recursos para lograr objetivos.
Planear : Visualizar el futuro y trazar el programa de acción.
Organizar : Construir las estructuras material y social de la empresa.
Dirigir : Guiar y orientar al personal
Coordinar : Enlazar, unir y armonizar todos los actos y esfuerzos
colectivos
Controlar : Verificar que todo suceda de acuerdo con las reglas
establecidas y las ordenes planeadas.
1.2 GESTIÓN:
Habitualmente se asocia el concepto de gestión (management), al conjunto
planificación, organización y control, donde la planificación es el establecimiento
o formulación de objetivos y de las líneas de acción para alcanzarlo,
organización a la estructuración de tareas, distribución de responsabilidades y
autoridad, dirección de personas y coordinación de esfuerzos para dirigirlos hacia
la consecución de los objetivos y control para garantizar que los resultados y
rendimientos obtenidos se encuentren dentro del intervalo marcado y para tomar
las medidas correctoras necesarias en caso de desviaciones significativas.
1.3 PRODUCCIÓN:
Se define como el por qué se crean bienes y/o servicios a partir de unas entradas
en las que a su vez se encuentran también bienes y servicios. Es la creación de
bienes y/o servicios (productos acabados) a partir de factores de otros bienes
(factores de producción), todo esto motivado por el hecho de que los productos
tienen una utilidad superior a la de los factores.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 13/249
OPERACIONES
FINANZAS MARKETING
RECURSOS
HUMANOS
Logística Logística
$
1.4 PROCESO:
Es una secuencia natural o diseñada de operaciones o eventos que toman
tiempo, espacio u otros recursos para producir unos resultados. Un proceso
puede ser identificado por los cambios que crea en las propiedades de uno o más
objetivos bajo su influencia. Ejemplos:
o El proceso bessemer para producir acero.
o La evolución es un proceso natural.
o El proceso de enseñanza-aprendizaje.
1.5 OPERACIÓN:
Es una etapa dentro del proceso de producción de un bien o servicio que conduce
al resultado final. Estas etapas u operaciones están organizadas en secuencias
adecuadas.
1.6 EFICIENCIA:
Es una medida de la utilización de los recursos en ese proceso.
1.7 EFICACIA:
Medida del logro de resultados.
EL CICLO OPERATIVO DE LA EMPRESA
La empresa es un todo y no sólo una área, esta constituida pos tres columnas
básicas que operan integral, coordinada y racionalmente, que tienen en la misión
y los objetivos de la organización la brújula que orientará el uso de los recursos, y
en la productividad, las herramientas de la medición de la gestión.
Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 14/249
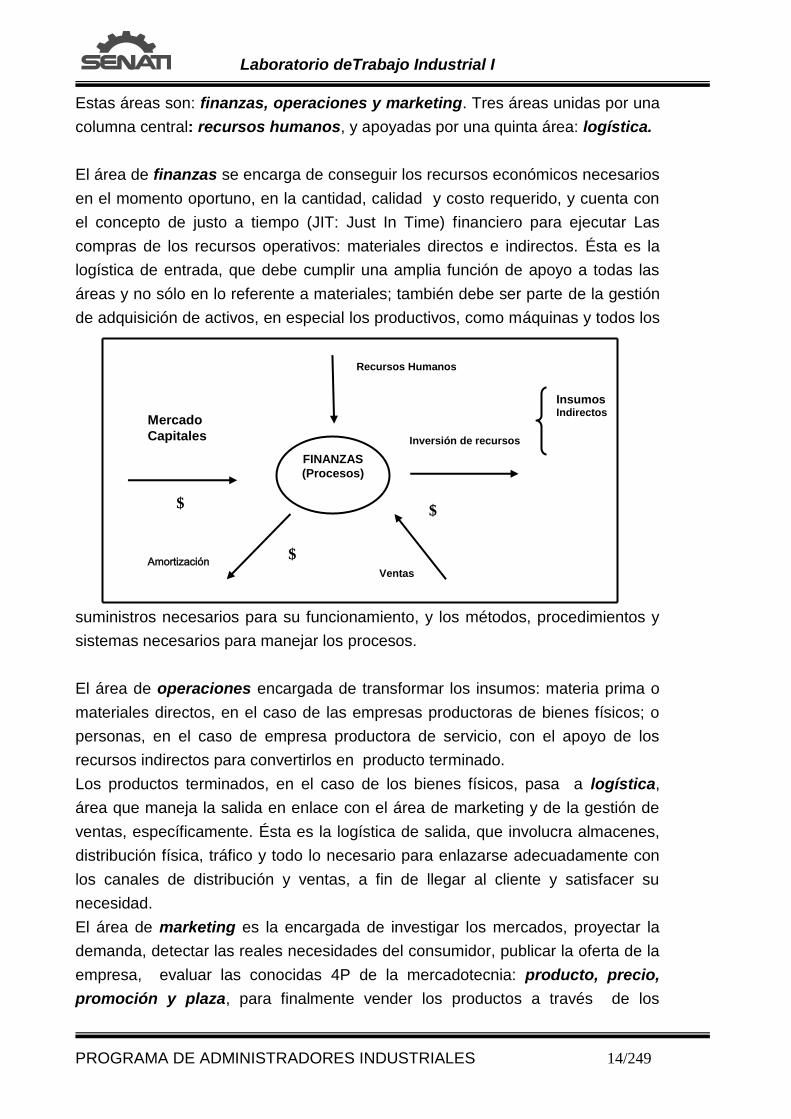
FINANZAS
(Procesos)
Mercado
Capitales Inversión de recursos
Recursos Humanos
Amortización
$
$
$
Insumos Indirectos
Ventas
Estas áreas son: finanzas, operaciones y marketing. Tres áreas unidas por una
columna central: recursos humanos, y apoyadas por una quinta área: logística.
El área de finanzas se encarga de conseguir los recursos económicos necesarios
en el momento oportuno, en la cantidad, calidad y costo requerido, y cuenta con
el concepto de justo a tiempo (JIT: Just In Time) financiero para ejecutar Las
compras de los recursos operativos: materiales directos e indirectos. Ésta es la
logística de entrada, que debe cumplir una amplia función de apoyo a todas las
áreas y no sólo en lo referente a materiales; también debe ser parte de la gestión
de adquisición de activos, en especial los productivos, como máquinas y todos los
suministros necesarios para su funcionamiento, y los métodos, procedimientos y
sistemas necesarios para manejar los procesos.
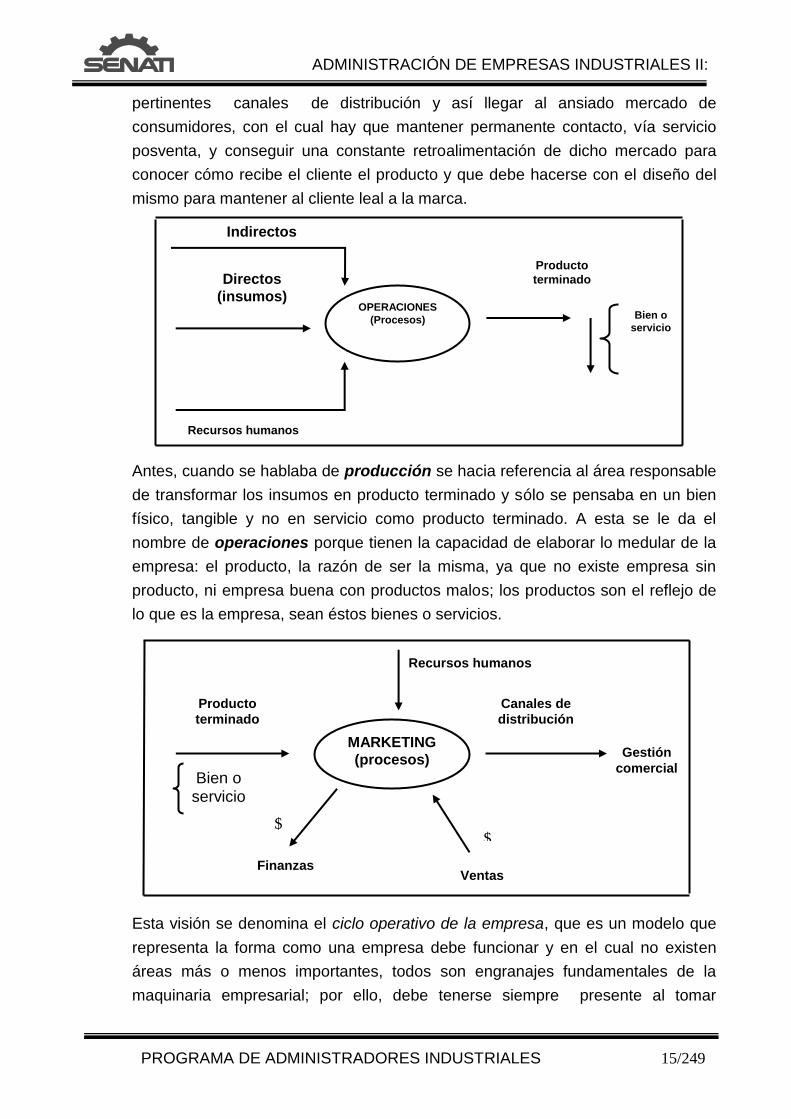
El área de operaciones encargada de transformar los insumos: materia prima o
materiales directos, en el caso de las empresas productoras de bienes físicos; o
personas, en el caso de empresa productora de servicio, con el apoyo de los
recursos indirectos para convertirlos en producto terminado.
Los productos terminados, en el caso de los bienes físicos, pasa a logística,
área que maneja la salida en enlace con el área de marketing y de la gestión de
ventas, específicamente. Ésta es la logística de salida, que involucra almacenes,
distribución física, tráfico y todo lo necesario para enlazarse adecuadamente con
los canales de distribución y ventas, a fin de llegar al cliente y satisfacer su
necesidad.
El área de marketing es la encargada de investigar los mercados, proyectar la
demanda, detectar las reales necesidades del consumidor, publicar la oferta de la
empresa, evaluar las conocidas 4P de la mercadotecnia: producto, precio,
promoción y plaza, para finalmente vender los productos a través de los
ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 15/249
OPERACIONES
(Procesos) Bien o
servicio
Indirectos
Directos
(insumos)
Recursos humanos
Producto
terminado
MARKETING
(procesos)
$
Producto
terminado
$
Canales de
distribución
Recursos humanos
Gestión
comercial
Finanzas Ventas
Bien o servicio
pertinentes canales de distribución y así llegar al ansiado mercado de
consumidores, con el cual hay que mantener permanente contacto, vía servicio
posventa, y conseguir una constante retroalimentación de dicho mercado para
conocer cómo recibe el cliente el producto y que debe hacerse con el diseño del
mismo para mantener al cliente leal a la marca.
Antes, cuando se hablaba de producción se hacia referencia al área responsable
de transformar los insumos en producto terminado y sólo se pensaba en un bien
físico, tangible y no en servicio como producto terminado. A esta se le da el
nombre de operaciones porque tienen la capacidad de elaborar lo medular de la
empresa: el producto, la razón de ser la misma, ya que no existe empresa sin
producto, ni empresa buena con productos malos; los productos son el reflejo de
lo que es la empresa, sean éstos bienes o servicios.
Esta visión se denomina el ciclo operativo de la empresa, que es un modelo que
representa la forma como una empresa debe funcionar y en el cual no existen
áreas más o menos importantes, todos son engranajes fundamentales de la
maquinaria empresarial; por ello, debe tenerse siempre presente al tomar

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 16/249
decisiones, la interacción que existe entre sus componentes, durante su ejecución
(sentido horario) y en el planeamiento.
Estas tres áreas, con el apoyo del área de logística, llevan a cabo procesos y
tareas que son ejecutadas por personas. Ellas constituyen el activo y el recurso
más valioso de cualquier organización: el recurso humano.
CICLO OPERATIVO DE LA EMPRESA
UN ACERCAMIENTO AL ÁREA DE OPERACIONES El área de operaciones ejecuta procesos para la producción de bienes y servicios.
Los procesos están conformados por planta (activos productivos/tecnología) y
OPERACIONES
(Procesos)
RECURSOS
HUMANOS
FINANZAS
(Procesos)
MARKETING
(Procesos)
Valor Agregado
Clima Organizacional
(Medio ambiente y mentalidad)
Directos Materiales (Insumos) Personas
Producto Bien físico: materiales Terminado Servicio : personas
MERCADO PROVEEDORES
Financiamiento
$ Pagos
$ 1
$ 1 > $
MERCADO CONSUMIDORES
Diseño del
producto
Necesidades
Clientes $ 1 EE
NN
TT
RR
AA
DD
AA
SS
Ejecución Planeamiento Servicio
posventa
Indirectos (materiales)

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 17/249
trabajo (mano de obra/conocimiento) y reciben para su puesta en marcha
materiales: directos (insumos) e indirectos, todo esto dentro de un ambiente
laboral, la cultura y clima organizacional.
DIAGRAMA BÁSICO ENTRADA – PROCESO – SALIDA
Esta presentación visual podría sugerir que se sigue visualizando la empresa en
el campo de las funciones, y no en el ámbito de la corriente actual, es decir, como
procesos; esta visión es muy controvertida, pues significa romper con uno de los
paradigmas más arraigado en las organizaciones, el pensamiento vertical, en el
que cada función o área tiene funciones y objetivos individuales que cumplir, las
que a su vez están plasmadas en un documento que muchas veces las hace
obsoletas, el manual de funciones, razón de ser de los mal concebidos
departamentos de organización y métodos. Estos documentos consignan las
responsabilidades del área, muchas veces sin analizar que esas decisiones
pueden afectar al resto de la organización.
Todo proceso tiene que verse como el conjunto de actividades que toman una
entrada (insumos/beneficios) y la convierten en una salida
(productos/beneficios), con el consiguiente valor agregado, que es lo que dará
una de las ventajas competitivas más importantes a la organización y la
diferenciará de otras empresas que produzcan lo mismo. La relación entre
PROCESO
PLANTA TRABAJO
Indirectos
(Materiales)
Cultura y clima
Organizacional
Directos
(Insumos)
Producto
Terminado
OPERACIONES
Personas/mano de obra
Conocimientos
Activos
Tecnología
Bien o
servicio
EE
NN
TT
RR
AA
DD
AA
SS
SS
AA
LL
II
DD
AA
SS
Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 18/249
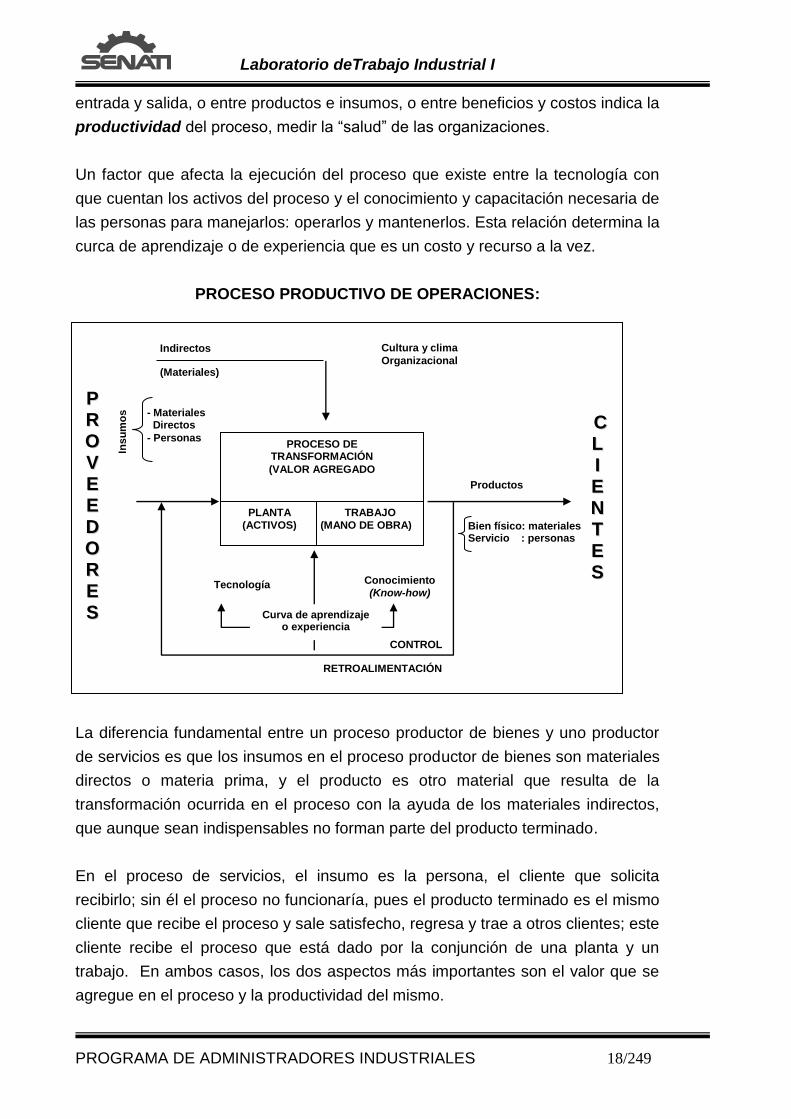
entrada y salida, o entre productos e insumos, o entre beneficios y costos indica la
productividad del proceso, medir la “salud” de las organizaciones.
Un factor que afecta la ejecución del proceso que existe entre la tecnología con
que cuentan los activos del proceso y el conocimiento y capacitación necesaria de
las personas para manejarlos: operarlos y mantenerlos. Esta relación determina la
curca de aprendizaje o de experiencia que es un costo y recurso a la vez.
PROCESO PRODUCTIVO DE OPERACIONES:
La diferencia fundamental entre un proceso productor de bienes y uno productor
de servicios es que los insumos en el proceso productor de bienes son materiales
directos o materia prima, y el producto es otro material que resulta de la
transformación ocurrida en el proceso con la ayuda de los materiales indirectos,
que aunque sean indispensables no forman parte del producto terminado.
En el proceso de servicios, el insumo es la persona, el cliente que solicita
recibirlo; sin él el proceso no funcionaría, pues el producto terminado es el mismo
cliente que recibe el proceso y sale satisfecho, regresa y trae a otros clientes; este
cliente recibe el proceso que está dado por la conjunción de una planta y un
trabajo. En ambos casos, los dos aspectos más importantes son el valor que se
agregue en el proceso y la productividad del mismo.
PROCESO DE TRANSFORMACIÓN
(VALOR AGREGADO
PLANTA TRABAJO
(ACTIVOS) (MANO DE OBRA)
Indirectos
(Materiales)
Cultura y clima
Organizacional
PP
RR
OO
VV
EE
EE
DD
OO
RR
EE
SS
CC
LL
II
EE
NN
TT
EE
SS
- Materiales Directos
- Personas
Ins
um
os
Productos
Tecnología Conocimiento
(Know-how)
Curva de aprendizaje o experiencia
CONTROL
RETROALIMENTACIÓN
Bien físico: materiales Servicio : personas

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 19/249
Pueden conjugarse los aspectos relacionados con el proceso y los recursos que
necesitan; la misión y los objetivos deben enunciarse para que el proceso tenga
una clara responsabilidad sobre los resultados de la empresa y éstos puedan ser
controlados.
DIAGRAMA ENTRADA – PROCESO – SALIDA
Las siete emes (7M) son los recursos del área de operaciones que la gerencia
debe hacer productivos en función de los resultados propuestos:
Materiales : Directos (insumos) e indirectos (apoyo)
Mano de obra : Personas (desde gerentes hasta trabajadores)
Maquinaria : Activos productivos
Métodos : Procedimientos y sistemas.
Medio ambiente : Clima organizacional y ambiente laboral.
Mentalidad : Cultura organizacional y paradigmas.
Moneda : Dinero.
Estos recursos representan gran parte del capital de la empresa, la inversión que
se hace para luego agregarle valor a los mismos en el proceso y obtener así una
PROCESO DE TRANSFORMACIÓN
PLANTA TRABAJO
(Activos) (Mano de Obra)
PP
RR
OO
VV
EE
EE
DD
OO
RR
EE
SS
MM
EE
RR
CC
AA
DD
OO
CC
OO
MM
PP
RR
AA
SS
LL00
CCCC00
CC00
TT00
DD
II
SS
EE
ÑÑ
OO
VV
EE
NN
TT
AA
SS
SS
EE
RR
VV
II
CC
II
OO
-Bien físico: Materiales - Servicio: personas
Producto
Terminado
Control
Indirectos (materiales) L1 CC1 C1
T1
Insumos (Materiales directos)
(Personas)
L2 CC2 C2
T2
L3 CC3 C3
T3
L4 CC4 C4
T4
L : logística CC: control de calidad C : costo T : tiempo
CC
LL
II
EE
NN
TT
EE
SS
MM
EE
RR
CC
AA
DD
OO
Cantidad Logística total L0 + L1 + L2 + L3 + L4 = LT Calidad Control de calidad CC3 = CC0 + CC1 + CC2 + CC4
Costos Costos operativos C0 + C1 + C2 + C4 = C3 Tiempo Tiempo total T3 = T0 + T1 + T2 + T4
Control
Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 20/249
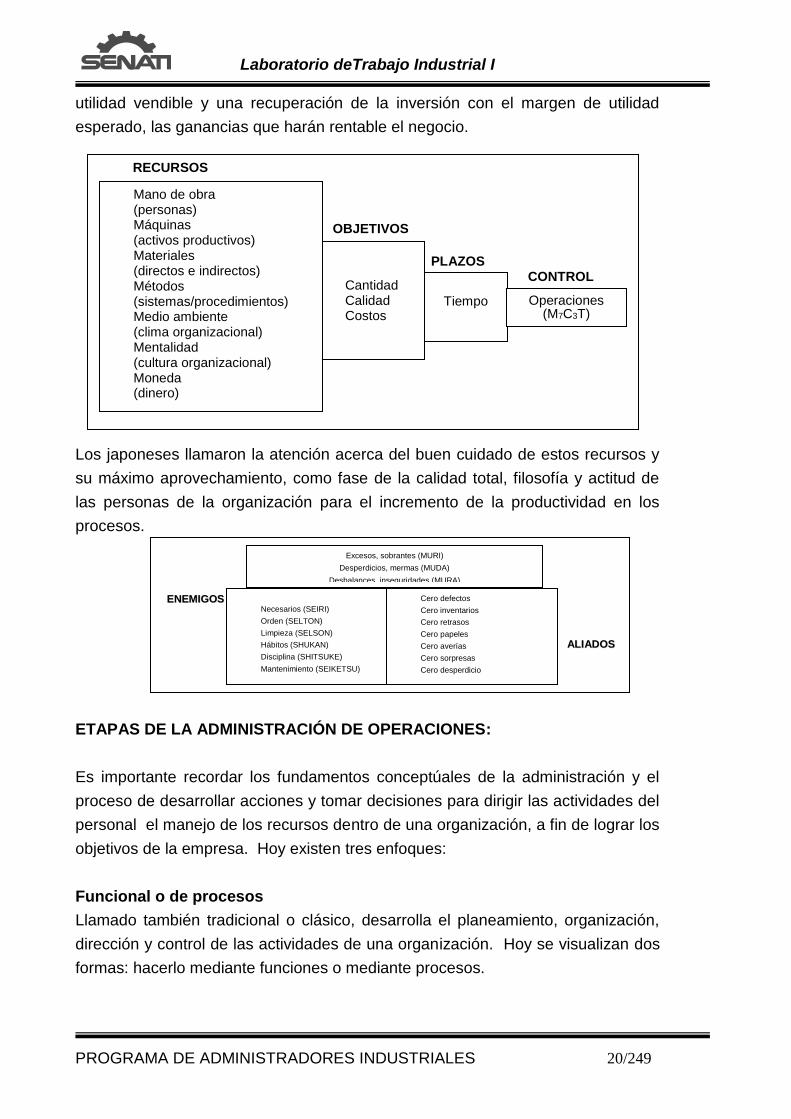
Mano de obra (personas) Máquinas (activos productivos) Materiales (directos e indirectos) Métodos (sistemas/procedimientos) Medio ambiente (clima organizacional) Mentalidad (cultura organizacional) Moneda (dinero)
Cantidad Calidad Costos
Tiempo Operaciones
(M7C3T)
RECURSOS
OBJETIVOS
PLAZOS CONTROL
Excesos, sobrantes (MURI)
Desperdicios, mermas (MUDA)
Desbalances, inseguridades (MURA)
Necesarios (SEIRI)
Orden (SELTON)
Limpieza (SELSON)
Hábitos (SHUKAN)
Disciplina (SHITSUKE)
Mantenimiento (SEIKETSU)
Cero defectos
Cero inventarios
Cero retrasos
Cero papeles
Cero averías
Cero sorpresas
Cero desperdicio
EENNEEMMIIGGOOSS
AALLIIAADDOOSS
utilidad vendible y una recuperación de la inversión con el margen de utilidad
esperado, las ganancias que harán rentable el negocio.
Los japoneses llamaron la atención acerca del buen cuidado de estos recursos y
su máximo aprovechamiento, como fase de la calidad total, filosofía y actitud de
las personas de la organización para el incremento de la productividad en los
procesos.
ETAPAS DE LA ADMINISTRACIÓN DE OPERACIONES:
Es importante recordar los fundamentos conceptúales de la administración y el
proceso de desarrollar acciones y tomar decisiones para dirigir las actividades del
personal el manejo de los recursos dentro de una organización, a fin de lograr los
objetivos de la empresa. Hoy existen tres enfoques:
Funcional o de procesos
Llamado también tradicional o clásico, desarrolla el planeamiento, organización,
dirección y control de las actividades de una organización. Hoy se visualizan dos
formas: hacerlo mediante funciones o mediante procesos.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 21/249
De comportamiento
O de las relaciones humanas, enfatiza el comportamiento organizacional y la
relación interpersonal, para que por medio de las personas puedan conducirse las
actividades de la organización.
Sistémico
Se centra en el uso de sistemas, datos y técnicas cuantitativas para tomar
decisiones a fin de facilitar la consecución de los objetivos.
Una combinación de los tres enfoques es lo ideal.
Debe pensarse en los objetivos implícitos, es decir, los que no necesitan
enunciarse, y los explícitos, específicos para cada empresa, se enuncian y
cambian de acuerdo al entorno.
Los objetivos implícitos de cada empresa son:
El bienestar de sus empleados y trabajadores.
El servicio a los clientes y usuarios.
La ganancia de los accionistas y dueños.
La responsabilidad ante la sociedad.
La administración de operaciones es responsable del manejos de los recursos
productivos, lo que implica el diseño y el control de los sistemas responsables del
uso de los materiales, los recursos humanos, los equipos y sus instalaciones, los
métodos y procedimientos en la obtención de un producto: bien o servicio.
El sincronismo de esta maquinaria llamada empresa es lo más delicado de
manejar; porque de ello dependen los resultados esperados, dirigidos de alguna
forma por la visión, misión y objetivos, y que deben ir adaptándose a los cambios
del entorno, y bajo la responsabilidad de la gestión más importante de toda
empresa que es la gerencia, tradicionalmente conocida como administración, la
cual desarrollara las políticas y estrategias como planes de acción operativos o
tácticos para alcanzarlos.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 22/249
VISIÓN
MISIÓN
OBJETIVOS
POLÍTICAS
ESTRATEGIAS
Largo plazo
Impulsor
Mediano plazo
Lineamientos de acción
Cursos de acción
EL PROCESO GERENCIAL: Es importante resaltar que, mientras la administración de operaciones y
producción trata de la oferta de las organizaciones, el marketing esta relacionado
con la demanda del mercado de consumidores, y las finanzas realizan el enlace
entre ambos.
La labor del gerente de operaciones/producción se concentra en la administración
del proceso para convertir las entradas (inputs), recursos o insumos, en las
salidas (outputs) deseadas, resultados o productos, acción que se desarrolla en
cuatro etapas: planeamiento organización, dirección y control.
B
Con este marco de referencia, las responsabilidades de los gerentes de
operaciones son las siguientes:
Planeamiento
Seleccionar los objetivos para el sistema de operaciones de la organización y las
políticas, programas y procedimientos para alcanzar tales objetivos. Esta etapa
incluye los esfuerzos dirigidos hacia el planeamiento del producto y el diseño de
estrategias respecto a la forma de desarrollar el proceso de transformación.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 23/249
ESTRATEGIA CORPORATIVA
ESTRATEGIA DE OPERACIONES
DIRECCIÓN DE OPERACIONES
PRODUCTOS PROCESO PLANTAS PERSONAS
SISTEMAS DE PLANIFICACIÓN, PROGRAMACIÓN Y CONTROL
Organización
Establecer una estructura intencional de procesos dentro del sistema de
operaciones. Determinar y enumerar las actividades requeridas para que el
sistema de operaciones alcance sus objetivos, al asignar las autoridades y las
responsabilidades necesarias para llevarlas a cabo.
Dirección
Ejecutar lo programado y ser el responsable de la marcha del sistema de
operaciones, cuyos resultados serán monitoreados durante la función de control.
Control Asegurar que los planes y programas para el sistema de operaciones sean
llevadas a cabo. La productividad deberá ser medida y evaluada por la cantidad,
calidad, costos y tiempo de la producción de bienes y servicios, para ver si esta
conforme con lo planeado y programado. Caso contrario deberán hacerse los
ajustes necesarios.
En la ejecución de las funciones de planeamiento, organización y control, los
administradores de operaciones están claramente interesados en la manera como
sus acciones afectan el comportamiento de los subordinados y los resultados
obtenidos. También les interesa conocer como este comportamiento puede
afectar las acciones futuras de la administración.
El uso de modelos por los ejecutivos de operaciones simplifica con frecuencia las
dificultades que pudieran encontrar cuando realizan sus funciones.
FUNCIONAMIENTO DE LA ADMINISTRACIÓN DE OPERACIONES

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 24/249
La importancia de la labor que cumple el área de operaciones es fundamental, ya
que tiene la tarea de producir de manera eficiente productos (bienes o servicios)
de buena calidad a costos competitivos, requisitos para que las empresas puedan
mantenerse en el mercado y sean competitivas.
Así lo entendieron los japoneses desde hace más de 30 años. Al buscar mayor
eficiencia en sus sistemas de producción. Por ello, Japón es actualmente una de
las potencias económicas del mundo.
El sistema de producción japonés se basa en la calidad, flexibilidad y la
productividad de sus procesos operativos, lo que ha permitido conseguir una
fuerte ventaja competitiva.
El contexto económico mundial de globalización y mayor competitividad requiere
desarrollo de nuevas opciones de gestión en las operaciones productivas. Las
actuales filosofías de MRPII (Manufacturing Resources Planning: planeamiento de
los recursos de manufactura), del TQC (Total Quality Control: control total de
calidad), del JIT (Just in Time: justo a tiempo), del TQM (Total Quality
Managament: administración de calidad total), del OPT (Optimized Production
Technology: teoría de restricciones) y DPP (Planeación descentralizada de la
producción), entre otras técnicas, son tendencias que muestran que las gerencias
de las empresas han percibido la importancia de combinar la metodología y la
tecnología para vencer y tomar ventajas de la complejidad creciente del negocio
de la manufactura y de la prestación de servicios.
Estas operaciones incluyen procesos en los que los recursos se combinan,
separan, reforman o transforman para que resulte una utilidad vendible: el
producto, sea un bien físico o un servicio, se manifiesta para el cliente por medio
de utilidades de forma, tiempo, lugar y estado
CLASIFICACIÓN DE LAS OPERACIONES PRODUCTIVAS:
RECURSOS
ADMINISTRACIÓN DE LA
PRODUCCIÓN DE BIENES FÍSICOS
ADMINISTRACIÓN DE LA
PRODUCCIÓN DE SERVICIOS
OBJETIVOS ADMINISTRACIÓN
DE OPERACIONES
ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 25/249
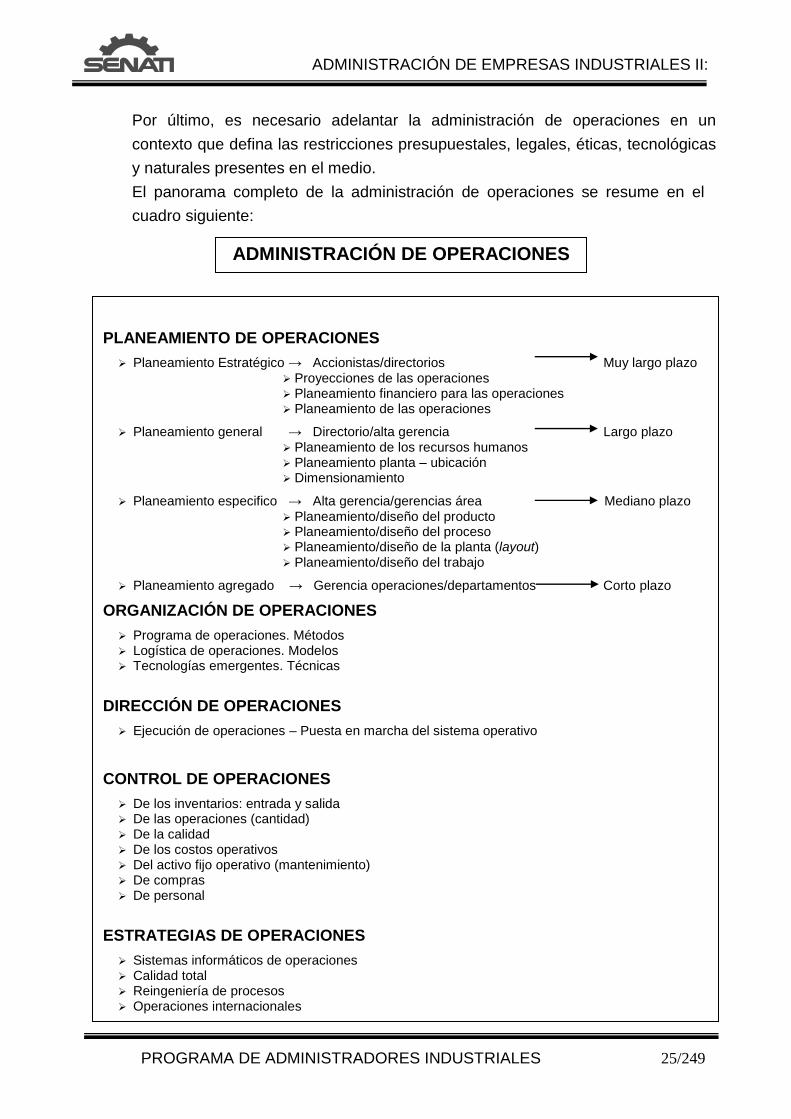
Por último, es necesario adelantar la administración de operaciones en un
contexto que defina las restricciones presupuestales, legales, éticas, tecnológicas
y naturales presentes en el medio.
El panorama completo de la administración de operaciones se resume en el
cuadro siguiente:
PLANEAMIENTO DE OPERACIONES
Planeamiento Estratégico → Accionistas/directorios Muy largo plazo Proyecciones de las operaciones Planeamiento financiero para las operaciones Planeamiento de las operaciones
Planeamiento general → Directorio/alta gerencia Largo plazo Planeamiento de los recursos humanos Planeamiento planta – ubicación Dimensionamiento
Planeamiento especifico → Alta gerencia/gerencias área Mediano plazo Planeamiento/diseño del producto Planeamiento/diseño del proceso Planeamiento/diseño de la planta (layout) Planeamiento/diseño del trabajo
Planeamiento agregado → Gerencia operaciones/departamentos Corto plazo
ORGANIZACIÓN DE OPERACIONES
Programa de operaciones. Métodos Logística de operaciones. Modelos Tecnologías emergentes. Técnicas
DIRECCIÓN DE OPERACIONES
Ejecución de operaciones – Puesta en marcha del sistema operativo
CONTROL DE OPERACIONES
De los inventarios: entrada y salida De las operaciones (cantidad) De la calidad De los costos operativos Del activo fijo operativo (mantenimiento) De compras De personal
ESTRATEGIAS DE OPERACIONES
Sistemas informáticos de operaciones Calidad total Reingeniería de procesos Operaciones internacionales
ADMINISTRACIÓN DE OPERACIONES
Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 26/249
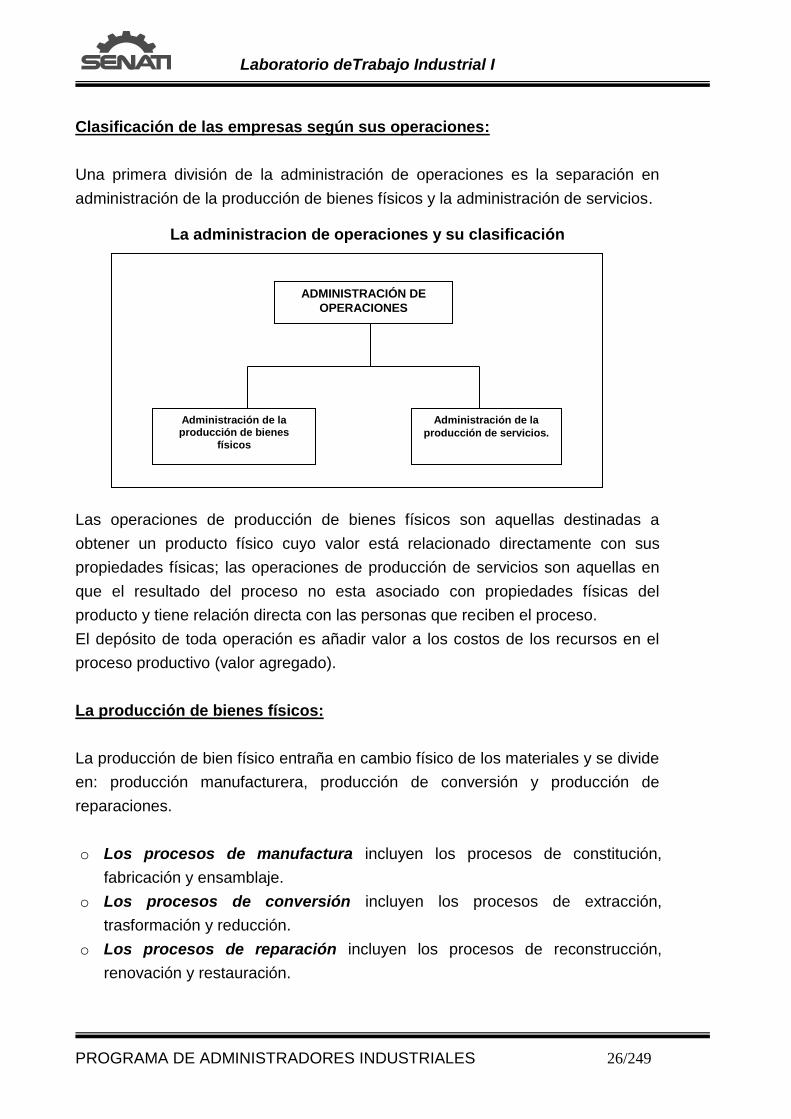
Clasificación de las empresas según sus operaciones:
Una primera división de la administración de operaciones es la separación en
administración de la producción de bienes físicos y la administración de servicios.
La administracion de operaciones y su clasificación
Las operaciones de producción de bienes físicos son aquellas destinadas a
obtener un producto físico cuyo valor está relacionado directamente con sus
propiedades físicas; las operaciones de producción de servicios son aquellas en
que el resultado del proceso no esta asociado con propiedades físicas del
producto y tiene relación directa con las personas que reciben el proceso.
El depósito de toda operación es añadir valor a los costos de los recursos en el
proceso productivo (valor agregado).
La producción de bienes físicos:
La producción de bien físico entraña en cambio físico de los materiales y se divide
en: producción manufacturera, producción de conversión y producción de
reparaciones.
o Los procesos de manufactura incluyen los procesos de constitución,
fabricación y ensamblaje.
o Los procesos de conversión incluyen los procesos de extracción,
trasformación y reducción.
o Los procesos de reparación incluyen los procesos de reconstrucción,
renovación y restauración.
ADMINISTRACIÓN DE
OPERACIONES
Administración de la producción de bienes
físicos
Administración de la
producción de servicios.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 27/249
La producción de servicios:
Las empresas dedicadas a la producción de servicios se dividen en: logísticas, de
seguridad y de bienestar. La producción de un servicio implica el cambio en el
estado de las personas; así, por ejemplo, al tratarse de un cambio del lugar donde
se encuentra el individuo, se habla de un servicio de transporte.
o Los servicios logísticos incluyen los de almacenamiento, transporte y
comercial.
o Los servicios de seguridad comprenden las actividades de protección,
seguros y orden.
o Las empresas dedicadas a los servicios de bienestar sitúan sus actividades en
servicios de salud, educación y asesoría.
Clasificación de las empresas según sus operaciones
En las figuras se muestran los procesos productivos de bienes físicos y servicios.
A pesar de que la administración de operaciones maneja conceptos validos para
ambos grupos de empresas, diferenciarlas ayuda a tomar decisiones particulares,
pues el manejo es diferente si una empresa es productor de bienes o si lo es de
servicios, y dentro de cada una pertenece a una u otra de las divisiones ya
mencionadas.
OPERACIONES
BIEN FÍSICO SERVICIO
Manufactura Construcción Fabricación Ensamblaje
Conversión Extracción
Transformación Reducción
Reparaciones Reconstrucción
Renovación Restauración
Logístico Almacenamiento
Transporte Comercial
Seguridad Protección Defensa Orden
Bienestar Salud
Educación Asesoría
Cambio físico de los objetos
Cambio en el estado de las personas
Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 28/249
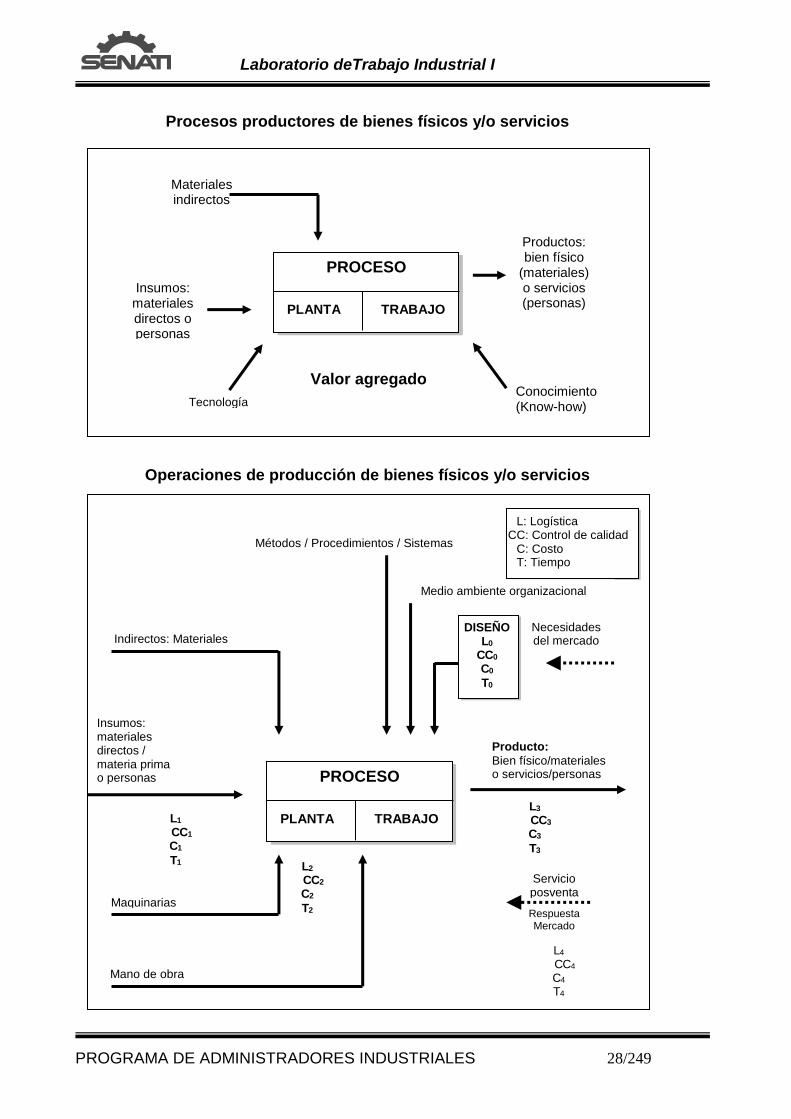
Procesos productores de bienes físicos y/o servicios
Operaciones de producción de bienes físicos y/o servicios
Materiales indirectos
Productos: bien físico
(materiales) o servicios (personas)
Insumos: materiales directos o personas
Tecnología Conocimiento (Know-how)
Valor agregado
PROCESO
PLANTA TRABAJO
L4 CC4 C4 T4
L: Logística CC: Control de calidad C: Costo T: Tiempo
DISEÑO L0
CC0 C0
T0
Métodos / Procedimientos / Sistemas
Medio ambiente organizacional
Necesidades del mercado
L2 CC2 C2
T2
Producto:
Bien físico/materiales o servicios/personas
Maquinarias
Mano de obra
Indirectos: Materiales
Insumos: materiales directos / materia prima o personas
L1 CC1 C1
T1
L3 CC3 C3
T3
Servicio posventa
Respuesta Mercado
PROCESO
PLANTA TRABAJO

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 29/249
Un resumen de las funciones de los sistemas operativos se representa en el siguiente
cuadro:
Función de los sistemas operativos:
OPERACIÓN PRINCIPALES CARACTERÍSTICAS EJEMPLOS
Manufactura Ensamblaje Construcción Fabricación
Creación física del material.
Cambio de la forma de los recursos combinados en un producto físico diferente.
Textiles, sastrería Astilleros (construcción naval) Envasados de alimentos Construcción civil
PR
OD
UC
CIÓ
N D
E
BIE
NE
S F
ÍSIC
OS
Conversión Extracción Transformación Reducción
Cambio físico de los materiales.
Cambio en el estado de los recursos de un estado no utilizable a uno usable.
Minas Petróleo (refinerías) Pesquería Madera
Reparación Reconstrucción Renovación Restauración
Retorno al estado operativo
Cambio en el estado de un bien no utilizable a uno usable.
Taller automotor Astilleros (reparaciones) Tratamientos químicos
Logística Transporte Almacenamiento Comercial
Cambio en la propiedad o en la ubicación de los recursos.
Cambio en la posesión, lugar o tiempo de los recursos, para las personas y de las personas propiamente dichas.
Aerolíneas Almacenes Gasolineras Mudanzas Autoservicios
PR
OD
UC
CIÓ
N D
E
SE
RV
ICIO
S
Seguridad Protección Defensa Orden
Protección de alguien o de algo para alguien.
Mantenimiento del estado de las personas.
Bomberos Seguros Prisiones Bancos. Entidades financieras
Bienestar Salud Educación Asesoría
Tratamiento de alguien o de algo para alguien.
Cambio en el estado de las personas.
Hospitales Escuelas Lavanderías Hoteles. asilos
La comparación entre las características más importantes de las empresas
productoras de bienes y las de servicio aparece en el cuadro:
Comparación de la producción de bienes y de servicios
Bienes físicos Servicios
Es un producto tangible.
El valor depende de propiedades físicas.
Es almacenable.
Se produce para el cliente.
Se produce en un ambiente industrial.
La calidad depende de los materiales.
La calidad es inherente al producto.
Usualmente es estandarizado.
Es un producto tangible.
El valor se percibe en el proceso.
No es almacenable.
Se produce para el cliente y con éste.
Se produce en el ambiente del mercado.
La calidad depende de las personas.
La calidad es inherente al proceso.
Usualmente es requerido por el cliente
Matriz del proceso de transformación:
El primer paso para gerenciar adecuadamente una empresa es clasificar las
empresas por sus operaciones, es decir, establecer si produce bienes o servicios.
Las productoras de bienes pueden ser manufactureras, de conversión o de
reparaciones y las productoras de servicios, a su vez, pueden ser logísticas, de
protección o de bienestar.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 30/249
El segundo paso es su clasificación según el tipo de proceso que administrarán,
que se basa en la tecnología productiva (volumen) y en la repetitividad del
proceso (frecuencia), para cada corrida productiva, sea ésta de bienes o de
servicios, lo cual lleva a desarrollar la matriz que aparece en el cuadro.
Esa matriz, vista en un continuo, podría analizarse mediante aquellas empresas
ubicadas en diagonal, que son sin lugar a dudas las más comunes.
Matriz del proceso de transformación
Articulo único:
Es producir un solo producto, como su nombre lo indica, único en su genero, que
normalmente toma mucho tiempo en ser producido; involucra gran cantidad de
recursos, su costo unitario es alto, por lo regular no estandarizado, su corrida de
producción es larga, usa maquinaria de carácter general y el operario, por su
artesanalidad, desempeña un papel preponderante.
Normalmente, las tareas que se desarrollan en este tipo de producción no se
repiten, a pesar de que puedan producirse de nuevo otros artículos iguales, ya
que las condiciones del entorno puedan cambiar, la tecnología mejorar, la
capacitación y la curva de aprendizaje incrementarse.
REPETITIVIDAD TECNOLOGÍA
UNA VEZ INTERMITENTE CONTINUO (LINEAL)
ARTICULO ÚNICO Proyecto
LOTE Lote de trabajo
SERIE Serie
MASIVO Masivo
CONTINUO Continuo

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 31/249
Estos artículos únicos, además se producen usualmente una sola vez y se les
denomina proyectos.
Intermitencia productiva:
Se da cuando un mismo proceso “produce” diferentes productos. El nombre
proviene porque varía de manera intermitente, de acuerdo con la demanda, van
cargándose los productos en el proceso o línea productiva. La diferencia está en
que la intermitencia puede tomar tres formas:
Lote de trabajo: Cuando el volumen de productos iguales es pequeño, la corrida
de producción es corta y normalmente se usan equipos o máquinas de carácter
general con operarios altamente calificados;
Serie: Cuando el volumen de productos iguales para fabricarse es mayor, se
requieren mas recursos especializados, el tiempo de preparación es mayor, las
órdenes son agrupadas y priorizadas y las corridas de producción mayores.
Masivo: Esta producción esta asociada con líneas de ensamblaje, con corridas
de producción muy largas y requieren equipos muy especializados, con personal
de alta calificación en lo relativo a programación y mantenimiento de la
maquinaria especializada.
La ventaja de la intermitencia es su flexibilidad, su adaptación rápida a células
productivas, su respuesta a cambios en el comportamiento de la demanda y del
entorno.
Producción continúa:
Desarrolla grandes volúmenes de producción de productos iguales y sus corridas
de producción son permanentes, 24 sobre 24. Su gran ventaja radica en las
economías de escala que pueden obtenerse, el uso del equipo especializado
diseñado para producir “ese producto” y el producir para stocks. Su gran
desventaja radica en la inflexibilidad del proceso que no permite cambiar a otro
tipo de producto, si la demanda se contrae, debido a la especialización de su
maquinaria y al diseño de la planta que conforma el proceso.
A pesar de que la mayor parte de las empresas cuentan con procesos situados en
diagonal de la matriz, puede haber corridas productivas que se ubican muy
particularmente en los otros espacios.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 32/249
Los procesos de las etapas de la administración de operaciones.
REPETITIVIDAD DEL PROCESO
PLANIFICACIÓN ORGANIZACIÓN
PROGRAMACIÓN DIRECCIÓN EJECUCIÓN
CONTROL
ÚNICO
A pedido del cliente.
Proyectos de factibilidad.
Alta inversión.
Procesos únicos.
Tiempos de ejecución.
Sujetos a muchas variaciones.
Maximización de beneficios.
Alta flexibilidad.
Variedad en especialización.
Supervisión externa.
Auditoria final.
Comparar la planeación con lo ejecutado
INTERMITENTE Demanda motivada.
Planes anuales sujetos a vacaciones.
Procesos semiestandarizados.
Tiempos de ejecución definidos.
Variaciones de acuerdo con necesidades.
Minimización de costos.
Flexibilidad intermedia.
Supervisión en línea.
Control de calidad.
Informes diarios.
CONTINUO Planes anuales
repetitivos
Procesos estandarizados.
Altos volúmenes de producción.
Pocas variaciones.
Minimización de costos.
Poca flexibilidad.
Supervisión con línea automatizada.
Control de calidad.
Informes diarios.
Monitoreo constante de las operaciones.
El cuadro presenta ejemplos que combinan el espectro de las operaciones con la
repetitividad del proceso.
GRADO DE
TECNOLOGIA
Y
REPETITIVIDAD
DEL PROCESO
TIPO DE OPERACIÓN
PRODUCCIÓN BIEN FÍSICO PRODUCCIÓN BIEN FÍSICO
MANUFACTURA CONVERSION REPARACION LOGISTICA SEGURIDAD BIENESTAR
Continuo
Continuo
De papel o
de cemento
Central eléctrica
Plata de
tratamiento de
agua
Gasoducto
Prisión
Cuidados
intensivos
hospitalarios
Masivo
Continuo
intermitente
Ensamblaje de
automóviles
Mina de carbón
abierta
Taller de
pintura de
vehículos
Aerolínea Servicio
secreto
Escuela
pública
Serie
Intermitente
Vinícola
Planta reductora
de chatarra
Contratista de
reparaciones
de pistas
Silo de
granos con
elevador
Juzgado de
tránsito
Campo militar
de
entrenamiento
básico
Lote
intermitente
De muebles
Establecimiento
de beneficios de
animales(camal)
Taller de
reparaciones
de automóviles
Empresa de
camiones
Departamento
de bomberos
Guías de
viajes de
turismo
Artículo único
Una vez
Construcción de
proyectos
Compañía de
remolcadores de
bloques
Astillero para
reparación de
bloques
Mudanzas
Aseguradoras
Lloyd’s of
London
Firma
Consultora de
manejo
contables
La mayor parte de las empresas intentaban trasladarse hacia la posición continuo-
continuo, en busca de las tan ansiadas economías de escala y automatización de
plantas, cosa que en la actualidad no es lo mejor por la flexibilidad que se busca
de los procesos; por ello, están orientándose hacia la intermitencia, es decir,
intentan ubicarse en la parte central de la matriz, para capitalizar las ventajas de
las partes alta y baja y neutralizar las desventajas de las mismas. Hoy en día, es

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 33/249
el pensamiento estratégico más valioso en el difícil tablero del mercado y del
entorno que lo influye.
MODELO GENERALIZADO ESQUEMÁTICO DE UN SISTEMA DE
OPERACIONES
En este momento pueden integrarse los diferentes conceptos y presentar un
modelo generalizado esquemático de un sistema de operaciones, en el que
puede verse la influencia del entorno en la entrada, el proceso y la salida
Del mismo se desprende los factores externos, llamados no controlables, pues
escapan del control de la gerencia, y son un resultado de la influencia
macroeconómica en la empresa. Estos factores influyen en la entrada y salida, y
son los factores políticos, sociales, tecnológicos, económico-financieros, legales,
ecológicos y contables. El funcionamiento de la empresa debe estar orientado a
sacar máximo provecho de aquella influencia que le puede ser provechosa y
neutralizar o tratar de evitar la influencia que le podría ser adversa.
Al interior de la organización se manejan los factores controlables, resultado de la
influencia macroeconómica, como son los factores de producción, producto,
planta, proceso y trabajo. El funcionamiento de la empresa debe orientarse a
optimizar su uso a fin de incrementar la productividad.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 34/249
MODELO GENERALIZADO DE UN SISTEMA DE OPERACIONES
ENTORN
O
RECURSO
S
RECURSO
S
ENTORN
O
PLANEAMIENTO
AGREGADO
PLANEAMIENTO
LOGÍSTICO
PROGRAMACIÓN
DE OPERACIONES
DISEÑO DEL PRODUCTO Y PROCESO
DISEÑO DE PLANTA Y TRABAJO
Tiempo
Mantenimiento
Ubicación y dimensionamiento
de planta
Político/ social
Tecnología
Económico/ financiero
Humanos
Métodos
Materiales
Maquinarias
Capital
Aspectos no económicos
Bienes y servicios
Aspectos no económicos
Legal y social
Ecologia
Mercado y relaciones públicas
Contabilidad
Pronósticos
(Demanda)
Actividades
Transformación
Control Inventarios
Control calidad
Control costos

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 35/249
DECISIONES IMPORTANTES EN LAS OPERACIONES PRODUCTIVAS
ÁREA DE DECISIÓN
DECISIÓN OPCIONES
Planta y equipo
Tiempo del proceso
Tamaño de la fábrica
Ubicación de la fábrica
Decisiones respecto a
inversiones
Selección de maquinaria
Tipo de herramienta
Fabricar o comprar. Una fábrica grande o varias pequeñas. Ubicada cerca de los mercados, o cerca de las materias primas. Invertir principalmente en edificios o maquinaria, o inventarios, o investigación. Maquinaria para propósitos generales, o maquinaria para propósitos especializados. Temporal; cantidad mínima de herramientas; o herramientas para la producción.
Planificación y
control de las
operaciones
productivas
Frecuencia de toma de
inventarios
Magnitud de inventarios
Intensidad de control de
inventarios
Lo que debe controlarse
Controles de calidad
Ingenieros industriales
Pocas o muchas interrupciones en la producción para inventarios de seguridad. Inventarios mayores o menores. Controles muy detallados o menos detallados. Controles elaborados para reducir al mínimo el tiempo de parada de máquinas o el costo de mano de obra, o el tiempo de proceso, o para elevar al máximo la producción de determinados productos, o para aprovechar mejor los materiales. Alta confiabilidad y calidad, o bajos costos. Formales, informales de estos expertos.
Mano de obra
y recursos
humanos
Especialización de tareas
Supervisión
Sistema de trabajo
Supervisión
Ingenieros industriales
Altamente especializadas o no especializadas. Supervisores entrenados técnicamente y de primera línea, o supervisores no entrenados técnicamente Muchas categorías laborales, o pocas categorías laborales; remuneración por incentivos o remuneración por hora. Supervisión rígida o supervisión ligera. Muchos o pocos de estos expertos.
Diseño de
ingeniería de
productos
Magnitud de la línea de productos
Estabilidad de diseños
Riesgos tecnológicos
Ingeniería
Uso de la energía de producción
Muchos productos especiales para clientes, pocos de estos productos, o ninguno. Diseños congelados, o muchos pedidos con cambios de ingeniería. Utilización de procesos nuevos, todavía no probados por la competencia, o política de “Vamos a hacer los mismo que la empresa X, cuyos productos se venden muy bien”. Diseños completos y terminados desde el principio, o diseñar a medida que se va produciendo. Muchos o pocos ingenieros de producción.
Organización y
administración
Tipo de organización
Uso del tiempo de los
ejecutivos
Grado de los riesgos asumidos
Uso del recurso humano
Estilo ejecutivo
Enfoque funcional, enfoque en el producto, enfoque geográfico, o enfoque en procesos. Mucha participación en la planificación de la inversión o de la producción, o en control de costos o en el control de calidad o en otras actividades. Toma de decisiones con base en mucha o en poca información. Grupos de recursos humanos pequeños o grandes. Mucha o escasa dedicación a los detalles; estilo autoritario o no directivo; mucho o poco contacto con la organización.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 36/249
CAPÍTULO II:
PRODUCTIVIDAD
ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 37/249
PRODUCTIVIDAD
DEFINICION:
La productividad se define como la relación que existe entre los recursos y los
productos de un sistema productivo. Esto se refiere a la utilización eficiente e
inteligente de los recursos al producir bienes y/o servicios.
Se mide como el cociente entre producción y recursos. Los recursos pueden ser:
materia prima, capital, maquinas y herramientas.
P1 = Producción (unidades, precios, cantidades)
∑recursos (H – H, H – M, unidades de material, S/.)
P= Producciónaaaaa Costos de producción
Materia prima:
Elementos esenciales extraídos de la naturaleza para elaborar determinados
productos. Recursos marinos, mineros, forestales, entre otros.
Mano de obra:
Es el trabajador industrial que con su capacidad de creación, sus conocimientos y
fuerza de trabajo, utiliza la materia prima, aprovecha el capital y la tecnología para
dinamizar la fábrica y producir.
El capital:
Es el elemento fundamental para instalación y desarrollo de una industria.
Mediante él se adquieren las materias primas, las maquinarias y se paga a los
trabajadores.
Máquinas y herramientas:
Definido como el recurso tecnológico que transforma la materia prima en producto
terminado.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 38/249
Ejemplos de productos y recursos utilizados para la medición de la productividad:
Productos Recursos Número de clientes satisfechos Horas de capacitación en servicio a clientes Número de circuitos impresos producidos Costo total de producción de los circuitos impresos Número de páginas de informe Horas de trabajo secretarial. Mecanografiadas
La productividad mejora a mayor producción con los mismos insumos, o si se usa
menos insumos con igual producción.
En el área de operaciones la productividad se ve afectada por todas las
decisiones, incluyendo el diseño del proceso, la capacidad de producción, los
inventarios y la fuerza de trabajo.
No se debe confundir productividad con producción, ya que ésta se refiere a la
actividad de elaborar bienes o brindar servicios.
Son ideas falsas de productividad:
La medición del aumento de la producción:
El aumento de la producción no se debe necesariamente a una política de
reducción de costos; el incremento de la cantidad de materias primas requeridas
también implica incremento del volumen de productos terminados.
Su confusión con rentabilidad:
Se pueden obtener otros beneficios debido a la recuperación de los precios aun
cuando la productividad haya descendido. A la inversa, una productividad elevada
no siempre va acompañada de altos beneficios monetarios, puesto que los bienes
no pueden ser demandados.
Reducción de costos:
Si bien es cierto que a productividad indica que el volumen de producción y los
costos respectivos son inversamente proporcionales, se debe tener en cuenta que
las reducciones indiscriminadas de los costos de producción pueden afectar la
calidad del producto terminado. Por ejemplo, al utilizar materias primas muy

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 39/249
baratas, que suelen ser de baja calidad, se puede afectar la calidad del producto
obtenido.
El concepto de productividad está cada vez más relacionado con la calidad del
producto, de los insumos y del propio proceso, así como con la calidad en la
mano de obra, en administración y sus condiciones de trabajo.
La productividad es una combinación de efectividad y eficiencia, ya que la
efectividad está relacionada con el desempeño y la eficiencia con la utilización de
los recursos.
a) La efectividad:
Es el grado en que se logran los objetivos, la forma en que se obtiene un
conjunto de resultados.
b) La eficiencia:
Es la razón entre la producción real y la producción estándar esperada.
Ejemplo: Si el nivel de producción es de 120 pz/hora, mientras que la tasa
estándar es de 180 pz/hora, la eficiencia es de:
120/180 = 0,6667 ó 66,67%
EJERCICIOS RESUELTOS:
EJERCICIO Nº 1:
Una compañía del sector agroindustrial desea determinar la productividad de un
nuevo artículo que lanzara al mercado, en bolsitas de polietileno de 450 gr.
La materia prima requerida por día pasa por tres procesos básicos:
A) Preparación, en el cual se pierde el 18% en peso.
B) Secado, en una maquina deshidratadora de 30 bandejas, cuya
capacidad máxima por bandeja es de 2,5 Kg, obteniéndose un
33,5% de producto seco.
C) Envasado, en el cual se pierde el 1%.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 40/249
Los recursos empleados, así como sus costos, se expresan en la siguiente tabla:
Determine la productividad para el nuevo producto
SOLUCIÓN:
Calculo de la capacidad máxima diaria de la deshidratadora
2,5 x 30 = 75 Kg
Bosquejo del flujo de la producción, en base al calculo anterior, con el
respectivo balance de materia:
91,46 Kg 25,125Kg 33,5% 99% 18% 66,5% 1%
Calculo de la cantidad diaria de producto embolsado:
24,874 Kg X 1 bolsita = 55 bolsita
0.45Kg
Recursos Empleados
Procesos Costos
A B C
Mano de obra
Maquinaria
Materia prima
1,5 HH 0,07 HH 0,15 HH Kg bandeja bolsita
_____ 0,085 HM 0,03 HH Kg bolsita
_____ ______ ______
1,70 UM HH 2,5 UM
HM
6 UM Kg
A B
75 Kg
82%
C
24,874Kg

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 41/249
Cálculo de los recursos empleados diariamente:
Cálculo de los costos de los recursos:
Recursos Cantidad diaria Costo unitario Requerida
Total
Mano de obra Maquinaria Materia prima
147,54 HH 170 UM HH 8,025 HM 2,5 UM HM 91,46 Kg 6 UM Kg
250,82 20,06 548,76
Costo total (en UM) 819,64
Cálculo de la productividad total:
P= 55 bolsitas = 0,0671 bolsitas 819,6405 UM UM
Tipo de Proceso
RECURSOS
Mano de obra Maquinaria Materia Prima
calculo Total HH calculo Total HM Total Kg
A B C
1,5 HH x 94,46Kg 137,19 Kg. 0,07 HH x30 bandejas 2,10 Bandeja 0,15 HH x 55 bolsitas 8,25 bolsitas
0,085 HM x 75 Kg 6,375 Kg 0,03 HM x 55 bolsitas 1,650 bolsitas
24,874
Total 147,54 8,025 24,874

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 42/249
Cálculo de los recursos empleados diariamente:
Cálculo de los costos de los recursos:
Recursos Cantidad diaria Costo unitario Requerida
Total
Mano de obra Maquinaria Materia prima
147,54 HH 170 UM HH 8,025 HM 2,5 UM HM 91,46 Kg 6 UM Kg
250,82 20,06 548,76
Costo total (en UM) 819,64
Cálculo de la productividad total:
P= 55 bolsitas = 0,0671 bolsitas 819,6405 UM UM
Tipo de Proceso
RECURSOS
Mano de obra Maquinaria Materia Prima
calculo Total HH calculo Total HM Total Kg
A B C
1,5 HH x 94,46Kg 137,19 Kg. 0,07 HH x30 bandejas 2,10 Bandeja 0,15 HH x 55 bolsitas 8,25 bolsitas
0,085 HM x 75 Kg 6,375 Kg 0,03 HM x 55 bolsitas 1,650 bolsitas
24,874
Total 147,54 8,025 24,874

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 43/249
EJERCICIO Nº 2:
Una determinada fábrica elabora tres productos, cuya demanda es la siguiente:
La información dada por el departamento de ingeniería industrial es el siguiente:
Recursos Productos Costos
A B C Mano de obra
Maquinaria
Materia Prima
Costo de m.p.
0,05 HH 0,12 HH 0,08 HH Unidad Unidad Unidad 0,03 HM 0,04 HM 0,05 HM Unidad Unidad Unidad 0,75 Kg 0,80 Kg 0,50 Kg Unidad Unidad Unidad 1,5 $ 2,5 $ 3,5 $ Kg Kg Kg
1,5 $ HH 3,0 $ HM
¿Cuál de los tres productos genera mayor productividad a la empresa?
SOLUCIÓN:
Cálculo de los costos unitarios para los tres productos:
Recursos productos
A Cálculo Total (s/.und)
B Cálculo Total (s/.und)
C Cálculo Total (s/.und)
Mano de obra Maquinaria Materia Prima
0,05 HHx1,5 $ 0,075 Und HH 0,03 HM x 3 $ 0,090 Und HM 0,75 Kg x1,5 $ 1.125 Und Kg
0,12 HM x 1,5 $ 0,18 Und HH 0,04 HM x 3 $ 0,12 Und HM 0,8 Kg x 2,5 $ 2,00 Und Kg
0,08 HH x1,5 $ 0,12 Und HH 0,05 HM x 3,5 $ 0,15 Und HM 0,5 Kg x 3,5 $ 1,75 Und Kg
Costo unitario 1,290 2,30 2,02
Cálculo de la productividad para cada producto, si consideramos
Productividad = Producción
Recursos
Producto Demanda (unidades)
A 3,000 B 2,850 C 2,500

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 44/249
Y tenemos a los recursos requeridos para la producción de una (1) unidad de
Producto expresado en costo, luego la expresión seria equivalente a:
Productividad = 1 _
Costo unitario
Por lo que tenemos:
Por lo tanto el producto A presenta mayor productividad y seria conveniente su
producción para la empresa.
SEMINARIO DE PROBLEMAS DE PRODUCTIVIDAD Y EFICIENCIA:
1. Un empresario recibe un pedido de 6120 polos para entregar en 15 días. El
turno de trabajo es de 8 horas diarias y laboran 3 costureras
especializadas, cada una de las cuales puede confeccionar 15 polos/hora.
¿Se podrá entregar el pedido a tiempo? ¿Qué se puede plantear a nuestro
cliente?
2. La producción alcanzada en una fábrica fue de 2016 polos en una semana
(7 días), en la que trabajaron 3 obreras en un turno diario de 8 horas. Si la
eficiencia Standard es de 15 polos por hora. ¿Cuál es la eficiencia
porcentual? ¿Qué sugeriría a las obreras?
3. La materia prima utilizada para la confección de 5000 camisas en 1 mes
(25 días) fue la siguiente:
Materia prima: Tela 2120 mt. a S/. 4/metro
Hilo 12 conos a S/. 10/cono
Botones 30 cajas (1000 botones/caja) S/. 15/caja
Si trabajaron 5 obreras que perciben una remuneración mensual de S/.
450 cada una y los gastos generales del mes fueron de S/. 3700. ¿Cuál fue
la utilidad total si vendieron a S/. 15 cada camisa? ¿Si se suscitara una
Producto Costo unitario Productividad ($/und) ($/und)
A 1,29 0,775 B 2,30 0,434 C 2,02 0,495

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 45/249
huelga, y las operarias exigieran el 20% de aumento sobre su
remuneración, aceptaría? Justifique su respuesta.
4. Un industrial recibe un pedido de cierto número de codos, el que calcula
podrá acabar en 15 días trabajando 6 horas diarias. Cuenta con las
siguientes capacidades de máquina:
Maq. A Maq. B Maq. C
80 codos 100 codos 70 codos
hora hora hora
A los 10 días de labor, sucede un corte intempestivo del suministro
eléctrico, por lo que decide utilizar moldes especial para terminar el pedido
a tiempo a mano. Si la eficiencia estándar es 25 codos/hora-op ¿Cuántos
operarios tendría que utilizar? ¿Qué sugeriría para imprevistos como estos
si sus ventas fueran continuas?
5. En el problema anterior a los 10 días sólo se malogra la máquina B y las
otras dos siguen funcionando. Si la eficiencia estándar es la misma.
¿Cuántos operarios designaría para esta labor?
6. Un empresario desea cubrir la demanda de zapatillas (pares) trabajando 8
horas diarias durante 21 días. Para ellos cuenta con la siguiente
maquinaria:
Maq. A Maq. B Maq. C
40 pares 80 pares 60 pares
hora hora hora
Si la máquina B se malogra a los 12 días y a los 17 días vuelve a funcionar.
¿Cuántos operarios necesitaríamos para completar el volumen de
producción, si la eficiencia estándar de estos es de 4 pares/hora por trabajo
manual? ¿Cuál es el volumen de producción a los 21 días?
7. Se tienen los siguientes datos de una empresa al confeccionar 1920
pantalones en un mes:
Materiales: 650 cierres a S/. 1 /cierre
650 broches S/. 0.30 broches
780 mt. lanilla S/. 12/metro lanilla
8 conos hilo S/. 18/cono hilo
7 operarios S/. 750/mes - op.
3 ayudantes S/. 450/mes - ayud.
Gastos generales S/. 3500 al mes

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 46/249
a) ¿Cuál debería ser el precio unitario para obtener una utilidad total de S/.
27551?
b) ¿Cuánto se ha invertido por cada pantalón (costo total unitario)?
8. La demanda de compras es de 103,680 chompas en el mercado, y su
empresa trabaja 6 horas diarias, con una eficiencia de 20 chompas/horas
¿Cuántos operarios deberá contratar para cubrir la demanda en 48 días, justo
para que empiece la campaña escolar?
9. Del problema anterior, debido a motivos diversos, si la eficiencia porcentual
fuese del 75% ¿Será suficiente contratar a 16 obreros más? ¿Alrededor de
cuanta eficiencia porcentual exigiría a sus operarios contratados?
10. En una fábrica de peines plásticos los productos defectuosos están a razón
de 12 tiras de peines por cada 240 tiras producidas. Un administrador novato
egresado del SENATI, prefirió esperar al final de la producción moler estos y
utilizarlos como material reciclado, de tal manera que su venta posterior
cubrió sus costos, dejando cierto margen de utilidad. Se trabajó 45 días
durante 10 horas/días. Se cuenta con las siguientes capacidades de
máquinas (tiras de 6 peines)
3 Maq. A 2 Maq. B 3 Maq. C
1100 tiras 1080 tiras 1800 tiras
5 hora 4 hora 6 hora
La máquina A es totalmente automática por lo que entrega la tira de peines,
cortadas y embolsadas; las demás se cortan y embolsan a mano.
a. ¿Cuál es la eficiencia estándar–op si se trabaja con 29 operarios que
cortan y embolsan los peines de las tiras producidas por las máquinas B
y C?
b. ¿Cuál es volumen de producción pedido (en peines)?
c. ¿Cuál sería la producción alcanzada si se trabajara con una eficiencia
porcentual–op del 75%?
d. ¿Cuál es volumen de producción defectuosa (en peines)?
e. ¿Qué comentario le merece la actitud del administrador?
11. En una compañía de Compact Disk musicales, los productos defectuosos
están a razón de 3 por cada 180 producidos, pero un administrador novato
egresado del SENATI, logro colocar estos en el mercado negro de mesa
Por maq.
ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 47/249
redonda cubriendo su costo total. Se trabajó 60 días durante 8 horas/día. Se
cuenta con las siguientes capacidades de máquina duplicadora:
3 duplicadoras A 3 duplicadoras B 3 duplicadoras C
Capacidad 1560 compac disk 1200 compac disk 1200 compac disk
por máquina 4 horas 5 horas 4 horas
La máquina C es totalmente automática por lo que entrega los compac disk
totalmente etiquetados y sellados, las demás se etiquetan y sellan a mano.
a) ¿Cuántos operarios se necesitan para etiquetar si la eficiencia
estándar es de 300 etiquetados - sellados?.
hora - op
b) ¿Cuál es el volumen de producción alcanzado en el mes?
c) ¿Cuál sería la producción alcanzada si se trabajara con una eficiencia
porcentual del 85%?
d) ¿Cuál es el volumen de producción defectuosa?
e) ¿Qué comentario le merece la actitud del administrador?
12. Según el análisis del mercado, lo oferta de la compañía VLADIPLAST S.A.
para su línea de producción de muñecos SON GOKU representa el 12% de
la demanda pronosticada por lo que las ventas están aseguradas. La
compañía elabora moldeando por inyección, 5 muñecos por minuto (matriz
de 5 muñecos). Se trabaja las 24 horas del día, a tres turnos de 8 horas (lo
que es lo mismo), seis días de la semana durante 8 semanas. Se cuenta
con cuatro máquinas inyectoras de alta calidad y 48 operarios por turno para
el ensamblado de los muñecos.
a. ¿Cuál debería ser la eficiencia actual para cubrir la producción?
b. ¿Cuántas cajas grandes se requieren si estas contienen doce cajas
pequeñas con una docena de muñecos cada una?
c. ¿Si se sabe que para el ensamblado, la eficiencia estándar es de 30
muñecos / hora – op. ¿Cuál es la eficiencia % a la que se está
trabajando actualmente?
d. ¿Cuál es la demanda pronosticada para todo un mercado?
e. SI los operarios trabajan al 10% ¿Se podrían producir más
muñecos? ¿Por qué?
13. En una fábrica de helados, el volumen de producción en el mes de julio (30
días trabajados) llegó a 787 200 unidades. Los helados se elaboran con

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 48/249
técnicas antiguas por lo que se utilizan molde de 8 x 10 unidades, y se
necesita 1 balde de 10 litros de mezcla batido por molde, actividad realizada
a mano.
Si la eficiencia estándar es de 10 baldes de mezcla /dia–op.
a) ¿Cuál es la eficiencia porcentual si se cuenta con 41 operarios?
b) ¿Cuál sería el volumen de producción si se trabajara al 95%?
c) Consecuencia, ud. Aceptaría un pedido de 120 000 unidades ¿Por
qué?
14. En una compañía de compac disk musicales, los productos defectuosos
están a razón de 5 por cada 145 buenos producidos, pero un administrador
novato egresado de SENATI, logro colocar estos en el mercado negro de
mesa redonda cubriendo su costo total. Se trabajó 60 días durante 7
horas/día. Se cuenta con las siguientes capacidades de máquina
duplicadora:
Duplicadoras A3 Etiquetadoras B 2 Selladoras C
Capacidad 1920 compact disk 3000 compact disk 1800 compact disk
por máquina 4 horas 5 horas 3 horas
El proceso es el siguiente: Los Compac Disk son copiados a alta velocidad en
las duplicadoras, luego un ayudante los coloca en las máquinas etiquetadoras
(es su única tarea y lo hace muy bien); por último el sellado se hace a mano,
por lo que se necesitan operarios para esta labor, quedando listos el producto
terminado.
La máquina selladora C es totalmente automática por lo que entrega los
compac disk totalmente duplicados, etiquetados y sellados.
a. ¿Cuántos operarios (sin contar el ayudante) se necesitan para dejar el
producto listo para su venta si la eficiencia estándar es de 120 compac disk
sellados/hora – op?
b. ¿Cuál es el volumen de producción total alcanzado al final del período?
c. ¿Cuál seria la producción alcanzada si los operarios trabajaran con una
eficiencia porcentual del 87.5 %?
d. ¿Cuál es el volumen de producción defectuosa al final del periodo?
e. ¿Qué sugeriría para aumentar el volumen de producción terminada?
15. La empresa panificadora PANDURO S.A. un analista se ofreció a determinar
la productividad de una empresa en la semana que terminó en lo que
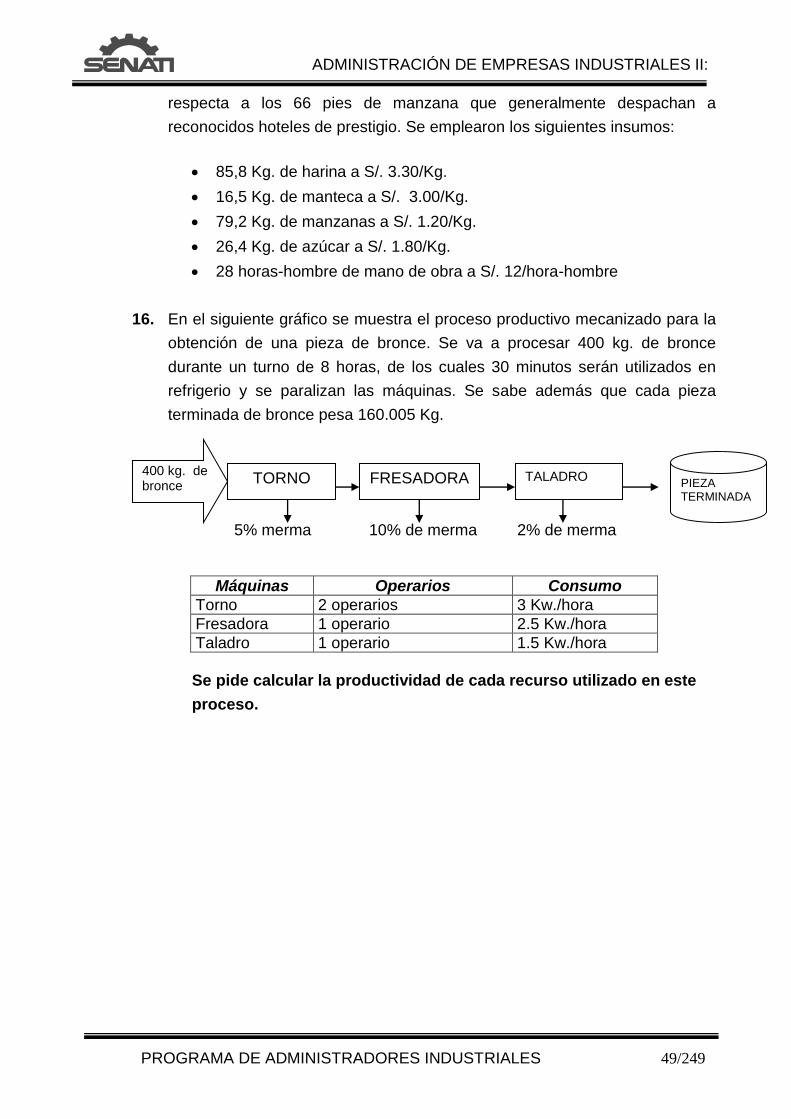
ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 49/249
respecta a los 66 pies de manzana que generalmente despachan a
reconocidos hoteles de prestigio. Se emplearon los siguientes insumos:
85,8 Kg. de harina a S/. 3.30/Kg.
16,5 Kg. de manteca a S/. 3.00/Kg.
79,2 Kg. de manzanas a S/. 1.20/Kg.
26,4 Kg. de azúcar a S/. 1.80/Kg.
28 horas-hombre de mano de obra a S/. 12/hora-hombre
16. En el siguiente gráfico se muestra el proceso productivo mecanizado para la
obtención de una pieza de bronce. Se va a procesar 400 kg. de bronce
durante un turno de 8 horas, de los cuales 30 minutos serán utilizados en
refrigerio y se paralizan las máquinas. Se sabe además que cada pieza
terminada de bronce pesa 160.005 Kg.
5% merma 10% de merma 2% de merma
Máquinas Operarios Consumo
Torno 2 operarios 3 Kw./hora
Fresadora 1 operario 2.5 Kw./hora
Taladro 1 operario 1.5 Kw./hora
Se pide calcular la productividad de cada recurso utilizado en este
proceso.
400 kg. de bronce
TORNO FRESADORA TALADRO PIEZA TERMINADA

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 50/249
CAPÍTULO III:
ESTUDIO DE TRABAJO

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 51/249
ESTUDIO DE TRABAJO:
3.1 Concepto:
El estudio del trabajo es el examen sistemático de los métodos para realizar
actividades con el fin de mejorar la utilización eficaz de los recursos y de
establecer normas de rendimiento con respecto a las actividades que se están
realizando.
ESTUDIO DEL TRABAJO
Estudio del
trabajo
Estudio de métodos
Para simplificar la tarea y establecer métodos
Más económicos Para efectuarla
Medición del trabajo
Para determinar cuánto tiempo
debería insumirse en llevarla a cabo
Mayor productividad
Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 52/249
3.2 Cómo esta constituido el tiempo total de un trabajo
Puede considerarse que le tiempo que tarda un trabajador o una máquina en
realizar una actividad o en producir una cantidad determinada de cierto producto
esta constituido de la manera que se indica a continuación.
Cómo se descompone el tiempo de trabajo:
Primero existe:
El contenido básico de trabajo del producto o de la operación.
Contenido de trabajo significa, por supuesto, la cantidad de trabajo <<contenida
en>> un producto dado o en un proceso medido en <<horas de trabajo>>.
Una hora de trabajo es el trabajo de una persona en una hora.
Una hora – máquina es el funcionamiento de una máquina o de parte de
una instalación durante una hora.
El contenido básico de trabajo es el tiempo que se invertirá en fabricar un
producto o en realizar una operación si el diseño o la especificación del producto
fuesen perfectos, el proceso o método de fabricación se desarrollasen a la
perfección y no hubiese pérdida de tiempo por ningún motivo durante la operación
(aparte de la pausas normales de descanso a que tiene derecho el operario).
El contenido básico de trabajo es el tiempo mínimo irreductible que se
necesita teóricamente para obtener una unidad de producción.
Estas son evidentemente condiciones teóricas perfectas que nunca se dan en la
práctica, aunque a veces se logre una aproximación considerable, particularmente
en la fabricación en cadena o en las industrias de transformación. En general, sin
embargo, los tiempos reales invertidos en las operaciones son muy superiores a
los teóricos debido al: contenido excesivo de trabajo.
Al contenido de trabajo vienen a sumarse los elementos siguientes:
A. Contenido de trabajo suplementario debido a deficiencias en el diseño
o en la especificaron del producto o de sus partes, o a ala utilización
inadecuada de los materiales.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 53/249
El tiempo y los desechos innecesarios (que producen un aumento del costo del
producto) pueden atribuirse de diversas formas a deficiencias del diseño del
producto o de sus partes o a un control incorrecto de la calidad.
A.1. Deficiencia y cambio frecuentes del diseño:
El producto puede estar diseñado de manera que requiera un gran número de
piezas no normalizadas que alargan el tiempo de montaje. Una variedad excesiva
de productos y la falta de normalización de los productos o de sus piezas
entrañan la realización del trabajo en lotes pequeños, con pérdidas de tiempo
cuando el operario tiene que efectuar ajustes o pasa de un lote al siguiente.
A.2. Desechos de materiales:
Los componentes de un producto pueden estar diseñados de tal modo que sea
necesario eliminar una cantidad excesiva de material para darles su forma
definitiva. Esto aumenta el contenido de trabajo de la tarea y la cantidad de
desechos de materiales. En particular es necesario examinar meticulosamente las
operaciones que requieren el corte de materiales para averiguar si los desechos
resultantes se pueden reducir a un mínimo o volver a utilizar.
A.3. Normas incorrectas de calidad:
Las normas de calidad que pecan por exceso o por defectos pueden incrementar
el contenido de trabajo. En las industrias de maquinaria la insistencia en
márgenes de tolerancia innecesariamente reducidos exige un trabajo mecánico
adicional con el desperdicio consiguiente de material. Por otro lado, si el margen
de tolerancia es demasiado amplio puede haber un considerable número de
piezas desechadas. La elección de la norma de calidad y del método de control
de calidad adecuada es trascendental para garantizar la eficiencia.
B. Contenido de trabajo suplementario debido a métodos ineficientes de
producción o de funcionamiento.
Un método de trabajo que produzca movimientos innecesarios de las personas o
los materiales puede ocasionar un tiempo improductivo y un aumento de los
costos. Análogamente, el tiempo improductivo puede deberse a métodos
inadecuados de manipulación, un mal mantenimiento de la maquinaria o equipo
que provoque frecuentes averías o un control incorrecto de las existencias que

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 54/249
cause retrasos debidos a la falta de productos o piezas o un aumento de los
costos como consecuencia de un almacenamiento excesivo de materiales.
B.1. Mala disposición y utilización del espacio:
El espacio utilizado para cualquier operación representa una inversión. La
utilización adecuada del espacio es una fuente importante de reducción de los
costos, particularmente cuando una empresa esta expandiéndose y necesita
aumentar su área de trabajo. Además, una disposición adecuada reduce los
movimientos innecesarios y la perdida de tiempo y energías.
B.2. Inadecuada manipulación de los materiales:
Las materias primas, las piezas y los productos acabados se trasladan
constantemente de un lugar a otro durante un trabajo de producción. La utilización
del equipo de manipulación más adecuado para el fin perseguido puede ahorrar
tiempo y esfuerzos.
B.3. Interrupciones frecuentes al pasar de la producción de un producto a la
de otro
Mediante una planificación y un control de las actividades de producción
adecuados se puede lograr que un lote o serie de producción siga
inmediatamente a otro con miras a eliminar o reducir al mínimo el tiempo
improductivo de la maquinaria, el equipo o el trabajador.
B.4. Método de trabajo ineficaz:
Aunque su secuencia este bien planificada, todas o algunas de las operaciones
pueden resultar complicadas. Es posible reducir el tiempo improductivo
examinando como se realizan ciertas operaciones e ideando mejores métodos.
B.5. Mala planificación de las existencias:
En cada operación normalmente se piden y almacenan con antelación materias
primas y en cada etapa de la operación se almacenan existencias de los llamados
<<materiales en curso de ejecución>> o productos semiacabados y diversas
piezas temporalmente en espera de ser procesados. Esas diversas existencias
representan una inversión inmovilizada. Con la instalación de un sistema
adecuado de control de las existencias se pueden reducir al mínimo las

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 55/249
inversiones improductivas, al mismo que se garantiza que los operarios no
carezcan del material necesario.
B.6. Averías frecuentes de las máquinas y el equipo:
Un mal mantenimiento de la maquinaria y el equipo puede causar frecuentes
paralizaciones, que producen un tiempo improductivo en espera de las
reparaciones. La instalación de un sistema preventivo y el lanzamiento campañas
de mantenimiento garantizarían el buen funcionamiento de la maquinaria y el
equipo.
C. Contenido de trabajo resultante principalmente de la aportación de los
recursos humanos.
Los trabajadores de una empresa pueden influir voluntaria o involuntariamente en
el tiempo de las operaciones como sigue:
C.1. Abastecimiento y falta de puntualidad:
Si la dirección no crea un clima de trabajo seguro y satisfactorio, los trabajadores
pueden reaccionar ausentándose del trabajo, llagando tarde o trabajando
despacio deliberadamente.
C.2. Mala ejecución del trabajo:
Si los trabajadores están inadecuadamente capacitados, es posible que haya que
volver a realizar el trabajo debido a su mala ejecución. Se pueden producir
también pérdidas a causa de un desperdicio de materiales.
C.3. Riesgo de accidentes y lesiones profesionales:
Si la dirección no consigue establecer un lugar de trabajo seguro e higiénico, se
pueden producir accidentes o enfermedades profesionales que afectarán a la
moral del personal y aumentarán el absentismo.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 56/249
Contenido de trabajo básico y suplementario:
Contenido básico
de trabajo
A.1 Mal diseño y cambios Frecuencia del diseño.
A.2 Desecho de materiales.
A.3 Normas de calidad Erróneas.
B.1 Mala disposición y utilización del espacio.
B.2 Inadecuada Manipulación de los materiales.
B.3 Interrupciones frecuentes fre-cuentes debidas al paso de la producción de un producto a la de otro.
B.4 Métodos ineficientes de trabajo.
B.5 Mala planificación de las existentes.
B.6 Frecuentes averías de las máquinas y el equipo .
C.1 Absentismo y retrasos
C.2 Mala ejecución del trabajo
C.3 Riesgos de accidentes y Enfermedades profesionales.
Contenido Total
De trabajo
Contenido de trabajo suplementario debido a deficientes en el diseño del producto o en la utilización de los materiales
Contenido de trabajo suplementario debido métodos ineficientes de producción o de funcionamiento.
Contenido de trabajo resultante principalmente de la aportación de recursos humanos.
TIEMPO TOTAL DE OPERACIÒN EN LAS
CONDICIONES
EXISTENTES

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 57/249
Cómo reducir el tiempo improductivo mediante las técnicas de dirección:
=
El tiempo improductivo se elimina totalmente
si se aplican perfectamente
todas las técnicas
Contenido básico
de teabajo
Tiempo total si todas
las técnicas se aplican
perfectamente Contenido básico
de trabajo
A. 1 El desarrollo del producto reduce el contenido de trabajo debido a un mal diseño
A. 2 La utilización adecuada de los materiales reduce y utiliza los desechos
A. 3 El control de calidad garantiza la aplicación de normas y métodos de inspección adecuados
B.1
La mejora de la disposición y de la planificación del proceso reduce los
movimientos necesarios.
B.2
El movimiento de materiales adaptados a la actividad reduce el tiempo y el esfuerzo.
B.3
La planificación y el control de la producción reducen el tiempo improductivo.
B.4
El estudio de los métodos de un actividad reduce el contenido de trabajo debido a unos métodos ineficaces de trabajo.
B.5
El control de las existencias determina los niveles de existencias adecuados y más económicos
B.6
El mantenimiento preventivo garantiza una vida más larga y un funcionamiento continuo de las máquinas y el equipo.
C.1
Una dirección y una política de personal adecuadas pueden crear
un entorno de trabajo satisfactorio.
C.2
C.3
La capacitación puede promover la adquisición de los conocimientos especializados adecuados.
Unas mejores condiciones de trabajo mejoran la moral
y reducen el absentismo
Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 58/249
¿Cuál es la utilidad del estudio del trabajo?
Hemos examinado muy brevemente algunos aspectos de la naturaleza del
estudio del trabajo y el motivo de su utilidad como instrumento de dirección. A las
razones expuestas pueden añadirse las que resumimos a continuación:
1) Es un medio de aumentar la productividad de una fábrica o instalación
mediante la reorganización del trabajo, método que normalmente requiere
poco o ningún desembolso de capital para instalaciones o equipo.
2) Es sistemático, de modo que no se puede pasar por alto ninguno de los
factores que influyen en la eficacia de una operación, ni al analizar las
practicas existentes ni al crear otra nuevas, y que se recogen todos los
datos relacionados con la operación.
3) Es el método más exacto conocido hasta ahora para establecer normas de
rendimiento de las que dependen la planificación y el control eficaces de la
producción.
4) Puede contribuir a la mejoría de la seguridad y las condiciones de trabajo al
poner de manifiesto las operaciones riesgosas y establecer métodos
seguros para efectuar las operaciones.
5) Las economías resultantes de la aplicación correcta del estudio del trabajo
comienzan de inmediato y continúan mientras duren las operaciones en su
forma mejorada.
6) Es un <<instrumento>> que puede ser utilizado en todas partes. Dará buen
resultado dondequiera que se realice trabajo manual o funcione una
instalación, no solamente en talleres de fabricación, sino también en
oficinas, comercio, laboratorios e industrias auxiliares, como las de
distribución al por mayor y al por menor y los restaurantes, y en las
explotaciones agropecuarias.
7) Es relativamente poco costoso y de fácil aplicación.
8) Es uno de los instrumentos de investigación más penetrantes de que
dispone la dirección. Por eso es un arma excelente para atacar las fallas
de cualquier organización, ya que al investigar un grupo de problemas se
van descubriendo las deficiencias de todos las demás funciones que
repercuten en ellos.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 59/249
Técnicas des estudio del trabajo y su interrelación:
La expresión <<estudio del trabajo>> comprende varias técnicas, y en especial el
estudio de métodos y la medición del trabajo. ¿Qué son esas dos técnicas y
relación tiene entre si?
El estudio de métodos es el registro y examen crítico sistemático de los
modos de realizar actividades, con el fin de efectuar mejoras.
La medición del trabajo es la aplicación de técnicas para determinar el
tiempo que invierte un trabajador calificado en llevar cada una tarea según
una norma de rendimiento preestablecida.
Procedimiento básico para el estudio del trabajo:
Es preciso recorrer ocho etapas fundamentales para realizar un estudio del
trabajo completo, a saber:
1) Seleccionar el trabajo o proceso que se ha estudiar.
2) Registrar o recolectar todos los datos relevantes acerca de la tarea o
proceso, utilizando las técnicas más apropiadas (que explicaremos en la
segunda parte) y disponiendo los datos en la forma mas cómoda para
analizarlos.
3) Examinar los hechos registrados con espíritu critico, preguntándose si se
justifican lo que se hace, según el propósito de la actividad; el lugar donde
se lleva a cabo; el orden en que se ejecuta; quien la ejecuta, y los medios
empleados.
4) Establecer el método más económico, teniendo en cuneta todas las
circunstancias y utilizando las diversas técnicas de gestión (que se
describen en la tercera parte) así como los aportes de dirigentes,
supervisores, trabajadores y otros especialistas, cuyos enfoques deben
analizarse y discutirse.
5) Evaluar los resultados obtenidos con el nuevo método en comparación con
la cantidad de trabajo necesario y establecer un tiempo tipo.
6) Definir el nuevo método y el tiempo correspondiente, y presentar dicho
método, ya sea verbalmente o por escrito, a todas las personas a quienes
concierne, utilizando demostraciones.
7) Implantar el nuevo método, formando a las personas interesadas, como
practica general aceptada con el tiempo fijado.
8) Controlar la aplicación de la nueva norma siguiendo los resultados
obtenidos y comparándolos con los objetivos.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 60/249
SELECCIONAR El trabajo que se va a estudiar
REGISTRAR INFORMACION Mediante la recopilación de datos o
la observación directa
EXAMINAR Críticamente el objetivo, el lugar, el orden y el método de trabajo
CREAR Nuevos métodos, basándose en las aportaciones de los intereses
EVALUAR Los resultados de diferentes
soluciones
DETERMINAR Nuevos métodos y presentarlos
IMPLANTAR Nuevos métodos y formar al
personal para aplicarlos
MANTENER Y establecer procedimientos de
control
ETAPAS DEL ESTUDIO DEL TRABAJO

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 61/249
CAPÍTULO IV:
ESTUDIO DE MÉTODOS
Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 62/249
ESTUDIO DE MÉTODOS
DEFINICIÓN:
“Consiste en el registro y examen crítico sistemático de los modos existentes y
proyectados de llevar a cabo un trabajo como medio de idear y aplicar métodos
más sencillos y eficaces y de reducir los costos” (OIT,1980).
Su objetivo es reducir el esfuerzo humano y la fatiga, así como el uso de
materiales, máquinas y mano de obra y crear un mejor ambiente físico de trabajo.
De este modo se logra incrementar la productividad.
1. Seleccionar la tarea a estudiar:
La selección de la tarea puede ser dada desde la gerencia para elevar la
productividad o a solicitud de los trabajadores por problemas que puedan
haberse suscitado. Si no fue así habría que seleccionar:
Tareas con alto contenido de trabajo o repetitivas;
Procesos que derivan en cuellos de botella,
Bajos rendimientos,
Grandes desplazamientos de materia prima o mano de obra y;
También trabajos que ponen en juego la seguridad de los trabajadores.
FASES DE ESTUDIO DE METODOS
Seleccionar la tarea a estudiar.
Registrar todo lo relacionando con la tarea para un mayor comprensión de la misma.
Examinar críticamente el método actual de la tarea para resaltar las deficiencias que pudiera presentar y poderle plantear mejoras.
Idear un nuevo método tomando como base las mejoras propuestas en el punto anterior. A partir de las ideas más productivas definir el nuevo método.
Implantar el nuevo método sustituyendo el actual.
Mantener el nuevo método para evitar el retorno del método anterior.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 63/249
2. Registrar todo lo relacionado con la tarea:
Efectuado el primer paso se procede a recabar información sobre la tarea, para
registrarla y para que ésta sea comprendida por los demás se recomienda el uso
de instrumentos de registros de información, los cuales se presentan en el
siguiente cuadro:
3. Examinar críticamente el método actual:
En este tercer paso debemos poner en tela de juicio la información
anteriormente registrada, para poner de manifiesto las deficiencias existentes y
plantear mejoras.
Un instrumento para su realización es aplicar la técnica de interrogatorio, la
cual es una serie sistemática y progresiva de preguntas sobre el propósito,
lugar, sucesión, persona y medio de la tarea en estudio.
GRÁFICOS Y DIAGRAMAS DE USO MÁS CORRIENTE EN EL ESTUDIO DE
MÉTODOS:
a) Gráficos que indican la sucesión de los hechos:
Cursograma sinóptico del proceso o DOP Cursograma analítico : El operario o DAP del operario Cursograma analítico : El operario o DAP del material Cursograma analítico: El equipo o máquina o DAP del equipo o máq. Diagrama bimanual
b) Gráficos con escala de tiempo: Gráfico de actividades múltiples.
c) Diagrama que indican movimiento:
Diagrama de recorrido o de circuito Diagrama de hilos Gráfico de trayectoria.
Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 64/249
A continuación se enumera la serie de preguntas:
PREGUNTAS PRELIMINARES:
La pregunta se hacen en un orden determinando, para averiguar:
PREGUNTAS DE FONDO:
Las preguntas de fondo constituyen la segunda fase del interrogatorio: prolongan y detallan las preguntas preliminares para determinar si, a fin de mejorar el método empleado, sería factible y preferible remplazar por otro el lugar, la sucesión, la persona, el medio o todos ellos. Dichas preguntas, en ese orden, hacerse sistemáticamente, cada vez que se empieza un estudio de métodos, porque son la condición básica de un buen resultado.
El propósito
El lugar
La sucesión
La persona
Los medios
Propósito Lugar Sucesión Persona Medios
Con que Donde En que Por la que Por los que
Se emprenden las actividades
Con el objeto de
Eliminar Combinar Ordenar de nuevo O simplificar
Dichas actividades
¿Qué otra cosa podría hacerse? ¿Qué debería hacerse? ¿En que otro lugar podría hacerse? ¿Dónde debería hacerse? ¿Cuándo podría hacerse? ¿Cuándo debería hacerlo?
¿Qué otra persona podría hacerlo? ¿Quién debería hacerlo?
¿De qué otro modo podría hacerse? ¿Cómo debería hacerse?

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 65/249
Investigación estructurada: Lista de verificación
Situación que se estudia Fecha _______________ Por qué se estudia _____________________Estudio realizado por _________ Lugar _________________________________ _______ minutos/ocurrencia Frecuencia con que se repita por año ________ _______ minutos /año
Fin
alid
ad
Lugar
Secue
ncia
P
ers
ona
Med
ios
¿Qué se logra? ¿Qué sucedería de no hacerlo?
¿Qué se podría hacer sin dejar de satisfacer los requisitos?
¿Qué se debería hacer?
¿En dónde se hace? Desventajas de hacerlo allí:
¿En que otro lugar se podría hacer?
¿En dónde debería hacerse?
¿Cuándo se hace?
Después:
Desventajas de hacerlo entonces:
Ventajas de hacerlo más pronto:
Ventajas de hacerlo después:
¿Cuándo debería hacerse?
¿Quién lo hace? ¿Por qué lo hace esa persona?
Mencionar a otras dos personas que podrían hacerlo
¿Quién debería hacerlo?
¿Qué equipo y que método se emplean? Equipo:
Desventajas del equipo:
¿En que otra forma se podría hacer?
¿Cómo debería hacerse?
Método Método Ventajas
2 1 3 4

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 66/249
4. Idear el nuevo método:
En esta fase se propone métodos que mejorarán la situación actual, tomando
como base la etapa anterior a través del examen crítico efectuado. Basados en
las ideas de mejoras es necesario definirlo para poderlo identificar y reconocer en
todo momento. Es así como lo podremos comparar con el método actual,
observándose las economías que se obtendrían, el costo que generarían los
cambios y los posibles inconvenientes que pueden ocasionar.
Es conveniente tomar en cuenta las sugerencias presentadas por los mismos
trabajadores; esto facilitará la implementación de las mejoras.
5. Implantar el nuevo método:
Presentado el nuevo método (mediante los gráficos o diagramas señalados) ante
los supervisores y la dirección de la empresa y después de ser aprobado, hay que
presentarlo a los operarios para que ellos lo conozcan y también lo aprueben.
Finalmente, cuando ha sido aceptado se debe entrenar a los operarios en el
nuevo método y realizar algunos ajustes si fueran necesarios.
6. Mantenimiento del nuevo método:
El analista encargado debe controlar el establecimiento del nuevo método, sin que
se efectúen cambios por pequeños que fueren sin previa consulta. En forma
paulatina esta vigilancia puede ir disminuyendo en la medida en que se observa
que los operarios cumplen con el método propuesto y éste pase a ser “el método
de trabajo”.
ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 67/249
CAPÍTULO V:
DIAGRAMA DE
OPERACIONES DEL
PROCESO (DOP)
Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 68/249
DIAGRAMA DE OPERACIONES DEL PROCESO (DOP)
DEFINICIÓN:
En la representación gráfica y simbólica del acto de elaborar un producto o
proporcionar un servicio, mostrando las operaciones e inspecciones efectuadas o
por efectuar, con sus relaciones sucesivas cronológicas y los materiales
utilizados.
En este diagrama sólo se registrarán las principales operaciones e inspecciones
para comprobar la eficiencia de aquellas, sin tener en cuenta quién las efectúa
ni donde se llevan a cabo.
Símbolos a utilizar:
Para presentar las operaciones e inspecciones en el diagrama se debe tener
presente los siguientes símbolos y conceptos de cada una de ellas:
Tiene lugar cuando se modifican intencionalmente las características físicas o químicas de un objeto. Se produce también una operación cuando el operario proporciona o recibe información y cuando planea o calcula.
Tiene lugar cuando se examina un objeto para identificarlo o cuando se verifica la calidad y/o la cantidad de cualquiera de sus características.
UTILIZACIÓN DEL DOP: El DOP deberá ser utilizado en las siguientes circunstancias:
a) Cuando se planifica un método o un proceso, ya que es más barato ajustar
los cambios en el papel que en la práctica.
b) Apoyo a la distribución en planta.
c) Una fuente de sugerencias para la compra de nuevos equipos y diseños de
herramientas.
d) Para la toma de decisiones, en la aplicación de un nuevo procedimiento,
efectuar algunos cambios y modificar el número de operaciones.
Operación:
Inspección:

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 69/249
ESQUEMA DEL DIAGRAMA:
El diagrama deberá presentar tres partes:
a) Un titulo: Colocado en la cabecera de la gráfica, que detallará lo que se
procesa.
b) Un cuerpo: Donde se representa el punto en el que comienza el proceso y
va hasta donde termina. Se usarán líneas verticales para conectar los
símbolos e indicar el flujo general del proceso a medida que se va
presentando la secuencia; y líneas horizontales, que entroncan a las
verticales, para indicar la introducción del material sobre el que se le ha
hecho un trabajo durante el proceso o también aquellos comprados a
terceros y que formarán parte del producto al presentar el diagrama se
recomienda que estas líneas no se crucen. Si por algún motivo esto fuera
inevitable es necesario dibujar un semicírculo en la línea horizontal, en el
punto donde se cruza la línea vertical, de la siguiente manera:
Al empezar el diagrama es necesario la materia prima o componente más
importante del proceso, para luego realizar los trazos partiendo de la parte
superior derecha del papel.
Luego, trazar una línea horizontal y sobre ella colocar el nombre la materia prima
principal.
Las materias primas segundarias que formarán parte del componente principal se
representan en el diagrama mediante líneas horizontales que entran desde la
izquierda.
A la derecha de los símbolos se pone una descripción breve pero específica del
evento, y a la izquierda se coloca el tiempo requerido para llevar a cabo la
actividad descrita.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 70/249
Las operaciones e inspecciones registradas se enumeran cronológica e
independientemente para fines de identificación y referencia. El número
correspondiente se coloca dentro del símbolo en el centro.
La salida de los desperdicios, productos defectuosos, mermas, etc., generados
por el proceso se representan mediante líneas horizontales que salen por la
derecha.
En caso alguna actividad involucre una operación y una inspección a la vez,
puede considerarse el símbolo de la operación inspección que se representa por:
Su numeración puede ser totalmente independiente a la de las inspecciones y
operaciones, o si se cree conveniente, puede continuarse.
Cualquier cambio en el estado de la materia (líquido, sólido o gaseoso), forma o
presentación, deberá indicarse en un comentario entre dos líneas paralelas.
Es conveniente, para el desarrollo de un DOP, indicar la unidad de producción
para la que se desarrollará el diagrama (1kg, 1resma, 12 docenas, 100 unidades,
etc). Esto facilitará la comprensión de los procesos y el análisis del balance de
materia si éste fuera requerido.
En el caso de que ingrese material adicional, que no requiera ningún proceso
previo, se indicará, el ingreso con una flecha de izquierda a derecha hacia línea
central.
c) Un resumen: El cual detalla la cantidad de operaciones e inspecciones y
símbolos combinados registrados en el proceso, al final de la hoja.
Comentario
Material x

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 71/249
ESTRUCTURA DEL DOP:
Materia prima principal
Materia prima segundaria
Materia prima segundaria
PRODUCTO FINAL
3 1 2
2
3 1
3 2
Nombre de la
accion
Mermas, defectuosos (Entre otros)
1
3
SECUENCIA ALTERNATIVA
Buenos Defectuosos
4
2
1
5 6
7
5
6
8
Repetir una vez
REPETICIÓN O REPROCESAMIENTO

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 72/249
EJERCICIO Nº 1: PRODUCTO: AJO DESHIDRATADO Se pide construir el DOP del siguiente proceso industrial:
Para obtener el producto llamado Ajosbron, a partir de ajo fresco, se sigue el
proceso que expondremos a continuación:
El departamento de compras y almacenes recibe la materia prima en sacos de
yute de 60 Kg. Cada uno y luego efectúa la calificación de lo recibido, observando
como puntos importantes el porcentaje de los sólidos, la calidad de los dientes y
su tamaño. Luego de esta inspección el ajo fresco es llevado al almacén de
materias primas.
Para la preparación de la materia se detallan los siguientes pasos:
El desmenuzado, el cual consiste en separa las raicillas, la tierra y la cubierta
exterior del bulbo hasta dejar lo dientes desunidos de su bulbo. Encontrándose
sueltos los dientes, continua una selección de estos en forma manual,
descartándose los que se encuentren en estado de descomposición, los que
presenten magulladuras y aquellos de tamaños muy pequeños.
Luego se efectúa la operación de remojo, debido a que existe una dificultad en la
realización del pelado. Los dientes del ajo son llevados a una tina en canastas de
acero inoxidable para ser remojados por una hora a 50 ºC. Transcurrido este
tiempo, los dientes son trasladados a las mesas de pelados donde se les quitara
manualmente la casacaza adherida; esta materia prima, pelada es trasladada a la
tina y mediante chorros de agua fría se le somete a un lavado.
Limpio el ajo se lleva a la cortadora, para ser rebanado en rodajas de 1 a 2 mm de
espesor, se colocan luego en las bandejas de la deshidratadora para efectuar la
operación del secado por un período de 6 horas, a una temperatura de 60 ºC,
termino en el cual el ajo estar seco.
Retirado de las bandejas el ajo seco se lleva al molino donde es pulverizado;
luego se le mezcla con los excipientes los cuales ayudan a dosificar el producto y
evitar la proliferación de microorganismos. Para que sea efectiva la mezcla el
excipiente debe ser tamizado y luego secado en un horno por espacio de 14
horas a una temperatura de 40 ºC.
El ajo deshidratado será envasado luego en bolsas de polietileno, siendo estas
selladas al vació para que no tomen la humedad del medio ambiente, y luego
serán trasladadas al almacén.
Al día siguiente se retira el ajo del almacén y se lleva a la zona de encapsulado,
donde se vaciara a la tolva de alimentación de la maquina; mientras en la otra
tolva se ubicaran las cápsulas de gelatina vacías (las cuales previamente fueron
chequeadas), procediéndose entonces a la operación de encapsulado, llenándose

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 73/249
en el cuerpo de las cápsulas en ajo en polvo y cerrándose herméticamente con la
tapa de la cápsula. Posteriormente se procede a chequear el peso de algunas
muestras del lote.
Las cápsulas llenas son llevadas a la mesa de envasado, se les limpia y se coloca
20 cápsulas por frasco. Antes de efectuar esta operación, los frascos han sido
sometidos a un proceso de lavado y enjuague con detergente para eliminar
cualquier elemento extraño y secados en una estufa a 80 ºC por dos horas,
enfriándose luego al medio ambiente por una hora aproximadamente,
realizándose también el limpiado de la tapa del frasco.
Estando los frascos llenos se procede a un control de calidad, luego al etiquetado
y finalmente al embalaje, donde se colocan 72 frascos por caja. Finalmente se
traslada el producto terminado al almacén.
SOLUCION: DIAGRAMA DE OPERACIONES DEL PROCESO PARA LA OBTENCION DEL
AJO DESHIDRATADO EN POLVO
RESUMEN
Actividad
Número
7
2
TOTAL: 9
1
2
2
4
5
6
Ajo fresco
Calificación
Desmenuzado
Raicillas, tierra
Selecc. de dient.
Dientes descomp.
Remojo (50ºC)
Pelado
Cáscara
Lavado
Impurezas
Cortado (1 a 2mm)
Secado
Molido
Ajo Deshidratado
1
3
7
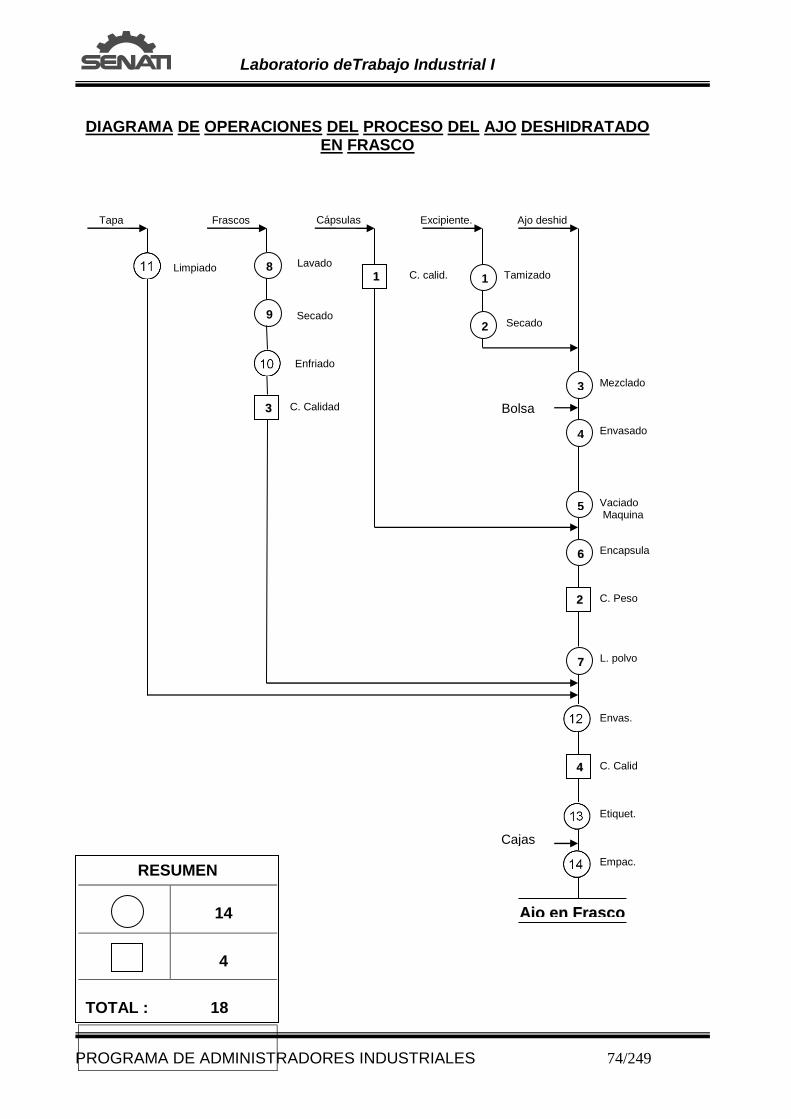
Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 74/249
DIAGRAMA DE OPERACIONES DEL PROCESO DEL AJO DESHIDRATADO EN FRASCO
9
11
33
22
44
Tamizado
Secado
Mezclado
Envasado
Vaciado Maquina
Encapsula.
C. Peso
L. polvo
Envas.
C. Calid
Etiquet.
Empac.
AAjjoo eenn FFrraassccoo
C. calid.
Secado
Lavado
Enfriado
C. Calidad
Limpiado
Cajas
Bolsa
Cápsulas
8
3
4
5
1
2
66
77
Tapa Frascos Excipiente. Ajo deshid
RESUMEN
14
4
TOTAL : 18

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 75/249
EJERCICIO Nº 2: PRODUCTO: CABLE DESNUDO DE COBRE PARA LAS LINEAS DE TRANSMISION AEREA
Se pide elaborar el DOP correspondiente:
El proceso que se describe a continuación es para la obtención de un cable
desnudo de cobre de 16 mm de sección, empleado para las líneas de transmisión
aérea. Dicho producto esta formado por siete hilos, cada uno de 1.7 mm de
diámetro.
La materia prima es el alambrón de cobre oxidado comprado a terceros,
presentado en rollos con un peso de 100 Kg. El diámetro de alambrón es de
aproximadamente 80 cm. Los extremos del rollo se presentan pintados, como
medida de seguridad para garantizar que el rollo este compuesto.
Este proceso se inicia con el decapado químico. Las instalaciones de esta
estación cuentan con varias pozas para sumergir y dejar reposar de 25 a 30
minutos los alambrones en una solución ácida (ácido sulfúrico). La reacción
química que se produce s la siguiente:
CuO + H2SO →CuSO4 +H2O
Una vez que los rollos quedan libre de oxido son extraídos y llevados a una poza
para ser lavados con agua a fin de eliminar el ácido que tenga el alambrón. Luego
los rollos son colocados sobre una poza que contiene una solución alcalina. L
finalidad de esta operación es neutralizar las trazas de ácido y también evitar una
nueva oxidación. Finalmente, los rollos so retirados de esta poza ya trasladados
hasta la estación de trefilado.
Debido a que este proceso se realiza en forma continua, se requiere que los rollos
se encuentren unidos unos a continuación de los otros. Por ellos e necesario
soldar los extremos de cada uno.
El soldador arrastra el rollo de alambrón que viene decapado toma la punta y la
corta con una cizalla (debido a que la pintura de seguridad de los extremos es
indeleble).Luego toma las puntas de dos rollos y suelda. La soldadura empleada
es de arco eléctrico (se aplica corriente eléctrica de alto voltaje a través de los
alambrones). Así se obtiene una soldadura de cobre que garantiza la pureza del
conductor.
Posteriormente se realiza un limado manual debido ya que la operación de soldar
produce una rebaba, la cual es necesario eliminar para mantener el diámetro del
cable.
El trefilado es la operación siguiente, la cual consiste en pasar un metal a través
de una hilera de dados para que por medio de una fuerza de tracción se reduzca

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 76/249
progresivamente el diámetro del metal. La maquina trefiladora produce entre 10 y
16 reducciones por pasada, partiendo del diámetro inicial del alambrón hasta
obtener el hilo de cobre usado en el conductor.
Al final del trefilado, el cable es encarretado y pesado (500kg.). Estos carretes son
rebobinados a otros mas pequeños (250kg.), debido a que la maquina cableadota
de siete hilos solo acepta carretes de ese peso ya la maquina trefiladora no
trabaja con carretes de menos peso.
La operación de cableado consiste en aplicar torsión uniforme a varios cables
para formar uno solo. Para ello se coloca dentro de cada uno de los siete
compartimientos de esta cableadora los carretes.
Terminado el cableado, el carrete que contiene el cable (de siete hilos) se
desmonta y queda listo para su uso.
El transporte en cada una de las operaciones se realiza mediante guía.
DOP DE UN CABLE DESNUDO PARA LAS LINEAS DE TRANSMISION AEREA
RESUMEN
10
2
TOTAL: 12
Lavado en solución alcalina
Lavado con agua
Cortado de puntas
ALAMBRON
Decapado
óxido
ácido
puntas
Soldado
2
3
4
5
6 Limado
7 Trefilado
8 Encarretado
Rebobinado
Pesado
Se obtienen carretes de 500 Kg.
Cable desnudo de Cobre
Cableado
Pesado
1
9
Se obtienen carretes de 250 Kg.
2
1

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 77/249
EJERCICIO Nº 3:
PRODUCTO: VASOS CERAMICOS CHOPP
A continuación se presenta una descripción del proceso productivo para la
fabricación de vasos cerámicos modelo chopp.
La primera tarea consiste en pesar 250 Kg. de arcilla en una balanza. Estando ya
pesada, es llevada a la sección de mezclado en donde se vierte esta a un a tina
de 1,75 × 0,8 m, junto con 100 litro de agua y se deja remojar por espacio de un
día.
Al día siguiente se saca manualmente el exceso de agua de la mezcla y luego se
procede a batir esta arcilla remojada por medio de una batidora con motor
eléctrico. Mientras se bate, se le va acondicionando los otros materiales, tales
como 0,8 Kg. De silicato líquido y 0,8 Kg. De sal de soda para cerámica, la cual
ha sido previamente chancada y diluida en agua; 30 Kg de tiza, 5 kg de talco y 10
kg de feldespato.
Estando lista la mezcla se le pasa por una primera malla a una segunda tina, de
allí se da una segunda colada en una malla mas fina pasando a otra tina. Así se
obtiene la masa para producir 600 vasos chopp.
De esta masa se separan 20 kg en una tina pequeña y se le traslada a la sección
de moldeado. Allí, por medio de una jarrita, se extrae masa y se vierte a los
moldes del vaso, hasta que rebalse. Los moldes con masas son huecos sujetados
con gruesas ligas de jebe, que se dejan secar por espacio de 15 minutos a la
intemperie sobre unos taburetes, para luego desmoldarlos manualmente uno por
uno.
Los vasos desmoldados se dejan secar nuevamente para que agarren más
consistencia para su respectivo pulido. Luego se procede a cortar las rebabas
producidas por el moldeo con una cuchilla, se alisan la superficie y base de los
vasos por medio de esponjas humedecidas con agua, para nuevamente dejar
secar los vasos a la intemperie por un día.
Ya secos, los vasos se inspeccionan uno por uno con el fin de detectar poros que
se hayan formado resultantes del secado. Estos poros se eliminan frotándolos con
los dedos. Luego se procede al quemado de los vasos en los hornos. Ya enfriado
el vaso chopp quemado recibe el nombre de bizcocho.
Cada bizcocho es revisado, con el objeto de detectar rajaduras. Los bizcochos
bueno pasan a la sección de esmaltado, donde un operario los sumerge uno por

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 78/249
uno, en un balde con esmalte para cerámica y los saca, dejando chorrear el
excedente de esmalte. Se dejan secar luego, y los vasos que salen de esta
operación se llaman vasos vidriados.
Los vasos vidriados son sometidos a un horneado. Estando fríos, se les llevan a
la mesa de decorado para la colocación de su correspondiente calcomanía
previamente remojados en agua. Luego se somete a otro horneado, con la
finalidad de perennizar la calcomanía en el vaso. Cuando se han enfriado los
vasos se inspeccionan con el fin de verificar si la calcomanía ha quedado
afirmada al vaso. Los que pasaron la inspección se llevan a la mesa de embalado
para colocarlos en cajas de una docena y finalmente son trasladados al almacén
para su posterior despacho a los clientes.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 79/249
1 6 3 2
1
6
13
11
10
9
8
7
B
3
4
Arcilla 250kg
pesar pesar pesar pesar pesar pesar
mezclado
remojado
batido
1er cola
2do col
Mold. I
secado
desmoldado Individual
secado
Cortado de rebabas
Alis. S.
desperdicios
Desperdicios
Agua
Agua
Chanca.
diluido
Talco Tiza
Sal de soda
Silicato liq.
Edelpasto
Proceso con 20 kg
de masa
4 5
DOP- VASO CERAMICO CHOPP
2
5
12

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 80/249
RESUMEN
ACTIVIDAD NUMERO
26
9
TOTAL 35
15
17
16
14
8
19
20
21
25
26
23
22
C. de c/vaso
remojado
eliminación de
polvos
pegado
horneado
Polvo
enfriado
revisión de c/vaso
Vasos fallados
esmaltado
horneado
secado
enfriado
C. calcom.
horneado
enfriado
Inspección
embalado
Esmalte
Cajas
Mal puesta Calc.
VASO CHOPP
B
Calcomanía
7
9
18
24

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 81/249
PROBLEMA PROPUESTO:
PROBLEMA Nº1: Elaborar el DOP para la fabricación de un lapicero cuyas
partes son: tapa, botón, muela, tubo, cuerpo, resorte y clip.
Para fabricar la tapa y el cuerpo, se emplea poliestireno pigmentado y la primera
operación es moldear con un tiempo unitario de 0.050 min, después se quita la
rebaba empleándose 0.060 min.
Para fabricar el botón y la muela se emplea poliestireno pigmentado y se realiza
una sola operación de moldeo, con un tiempo unitario de 0.040 min.
Para fabricar el repuesto se emplea poliestireno natural. La primera operación
que se realiza es extruir el tubo, tomando un tiempo unitario de 0.020 min.
Después se efectúa el cortado con un tiempo unitario de 0.005 min. La pieza se
reúne con los materiales: remache y tinta que son adquiridos externamente.
Estos materiales se introducen al tubo en las operaciones: remachar punta y
llenar tinta al tubo empleándose tempos unitarios de 0.020 y 0.030 min.
La primera operación del ensamble final es armar tapa en donde se introduce a la
tapa el botón y la muela. Esta operación se efectúa en 0.20 min.
En la segunda operación se introducen al ensamble anterior el resorte, el
repuesto y el cuerpo efectuándose la operación en 0.220 min. A continuación se
inserta el clip.
La siguiente actividad es efectuar una prueba de calidad donde reemplea un
tiempo 0.070 min. Se finaliza el proceso con el empacado en cajas de veinte
unidades con un tiempo unitario de 0.070 min. El lapicero ya empacado se envía
al almacén de producto terminado.
1. Tapa
2. Cuerpo
3. Clip
4. Resorte
5. Botón
6. Muela
7. Repuesto
1
2
3 4
6
7
5

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 82/249
PPRROOCCEESSOOSS::
ITEM Pieza Descripción
1 Tapa
1. Moldear poliestireno pigmentado (0,050 min.) 2. Quitar rebaba (0,060 min.) 3. Armar tapa con el botón y la muela (0,020 min.) 4. unir tapa completa con el cuerpo, resorte y repuesto;
después el clip (0,220 min.)
2 Cuerpo 1. Moldear poliestireno pigmentado (0,050 min.) 2. Quitar rebaba (0,060 min.)
3 Botón 1. Moldear (0,040 min.)
4 Muela 1. Moldear (0,040 min.)
5 Repuesto
1. Extruir el poliestireno (0.020min.) 2. Cortar el tubo (0.005 min.) 3. Remachar la punta del tubo (0,020 min.) 4. Llenar tinta (0,030 min.) 5. Prueba de calidad (0,070 min.) 6. Se empaca en cajas (0,070 min.)
PROBLEMA Nº 2:
Se le pide analizar el diagrama de operaciones (DOP) siguiente. Indique usted
todos los puntos que considere erróneos en su presentación en indique porque y
como deberían presentarse.
B
1
2
2
3
4
1
5
6
7
8
transporte
Materia prima “A” en proceso
proceso final
prueba de material
inspección control de calidad
proceso demora 20 minutos
envase
envasado
se terminó 9
A
Se repite 3 veces más

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 83/249
CAPÍTULO VI:
DIAGRAMA DE ACTIVIDADES DEL PROCESO (DAP)
Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 84/249
_______________________________________________________________
DIAGRAMA DE ACTIVIDADES DEL PROCESO (DAP)
_______________________________________________________________
DEFINICIÓN:
El Diagrama de Actividades del Proceso, DAP, es una representación gráfica
simbólica del trabajo realizado o que se va a realizar en un producto a medida que
pasa por algunas o por todas las etapas de un proceso.
Información que se consignará:
- Cantidad de material
- Distancia recorrida
- Tiempo de trabajo realizado
- Equipo utilizado.
TIPOS DE DIAGRAMAS:
a) Para el producto (o material). El proceso o los sucesos relacionados con un
producto o material.
b) Para personas. El proceso relacionado con las actividades de una persona.
c) Para el equipo. El proceso o los acontecimientos asociados con el equipo.
Además de registrarse las operaciones y las inspecciones en el DOP, este
diagrama muestra el manipuleo del material y las demoras en el proceso con las
que tropieza un producto en su recorrido. Por lo tanto, es necesario utilizar otros
símbolos para detallar los transportes, demoras y almacenamientos.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 85/249
SIMBOLOS A UTILIZAR
Operación
Tiene lugar cuando se modifican
intencionalmente las características físicas
o químicas de un objeto; se monta o
desmonta a partir de otro objeto o se
dispone o prepara para otra operación,
transportación, inspección o
almacenamiento.
Transportación:
Se efectúa cuando se traslada un objeto o
cuando una persona va de un lugar a otro,
excepto cuando el movimiento forma parte
de la operación o es causado por el
operador en la estación de trabajo.
Inspección:
Se lleva a cabo cuando se examina un
objeto para identificarlo o cuando se verifica
la calidad o la cantidad de cualquiera de
sus características.
Demora: Se produce cuando un objeto o persona
espera la acción planeada siguiente.
Almacenamiento: Tiene lugar cuando un objeto se guarda y
protege contra el retiro no autorizado.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 86/249
FORMATO :
Operario / material / equipo
Diagrama núm. Hoja núm R e s u m e n
objeto: Actividad Actual Propuesta Economía
Operación
Transporte
Espera
Inspección
Almacenamiento
Actividad
Método: actual / propuesto Distancia
Lugar: Tiempo
Operarios(s): ficha núm. Costo Mano de obra Material
Compuesto por: fecha : Aprobado por: fecha : Total…
Descripción
Can- ti - dad
Dis - tan - cia
Tiem- po
Símbolo Observaciones
Total…

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 87/249
PROBLEMA RESUELTO Nº 1:
PRODUCTO: JUEGO DE TOALLAS:
BB S.A. es una empresa dedicada a la confección de artículos para bebés.
Uno de sus artículos es un juego de toallas "Osito", el cual consta de las
siguientes piezas: una toalla de felpa, con capucha aplicada y toda ribeteada al
sesgo; una manopla con aplicación, también ribeteada con sesgo; y una babita de
felpa, ribeteada también.
Se pide confeccionar el DAP, si el proceso productivo que se sigue es el
siguiente:
Se toma un rollo de felpa del almacén de materias primas y se lleva al taller de
costura. En este taller, sobre una mesa se coloca el rollo de 1,50 m de ancho y
se efectúa el tendido de la tela con una medida de 0,88 m de largo
(aproximadamente se realizan 45 tendidas).
Una vez tendida la tela, se coloca encima los moldes de las piezas que se van a
usar en la confección de la toalla y sus aditamentos. Todos éstos se fijan con
alfileres, procediéndose luego a marcar sus contornos con lapicero.
Teniendo todas las piezas marcadas, se procede al corte con una cortadora
eléctrica de cuchilla redonda desmontable. De los retazos formados, se marca
con el lapicero las aplicaciones a utilizarse, se cortan y se colocan también en la
canastilla para llevadas a las costureras.
Las operarias van cosiendo con puntada zigzag la aplicación a la capucha y a la
manopla. Cuando están listas, las colocan en una canasta.
Otras operarias van efectuando luego la operación de ribeteado, colocando el
sesgo en todo el contorno de la toalla con su capucha, a la babita y a la manopla.
Concluidas estas operaciones, se trasladan las piezas a una mesa donde se
realiza una revisión de las costuras hechas, para enviadas luego a la zona de
planchado.
Luego de planchadas las piezas, éstas son trasladadas hacia otra operaria, la que
se encarga de doblar la toalla en un rectángulo de aproximadamente 10 x 15
pulgadas; otra operaria toma las que están listas junto con las otras piezas y las
coloca dentro de una bolsa. Estando bien puesto en la bolsa el juego completo se
procede a poner la etiqueta (papel impreso que detalla las características del
producto) para finalmente cerrarla y ponerla en un aparador, formando una pila
para trasladarla al almacén.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 88/249
SOLUCIÓN:
Cursograma analítico Operario / material / equipo
Diagrama núm.1 Hoja núm . 1 R e s u m e n
Objeto: juego de toallas osito Actividad Actual Propuesto Economía
Operación
15
Actividad: elaboración total de prendas
Transporte
Espera
Inspección
Almacenamiento
13
0
1
2
Método: actual / propuesto Distancia
Lugar: todo el taller Tiempo
Operarios(s): varios ficha núm Costo Mano de obra Material
Compuesto por:els fecha :06/02/95
Aprobado por: mtn fecha :07/02/95 Total…
Descripción Cant. Dist. Tiem.
Símbolo
Observaciones
01. Rollo de felpa en almacén 1 rollo
02. Se traslada a costura
03. Se coloca en mesa
04. Se tiende en mesa 30
05. Se fija con alfileres
06. Marcado de contorno
07. Cortado de tela 110
08. Traslado a costura
09. Marcado de aplicaciones 20
10. Cortado de aplicaciones
11. Colocado en canasta
12. Traslado a costura Costura zigzag
13. Cosido de aplicación 1 pieza 3
14. Colocado en canasta
15. Ribeteado de sesgo 20
Toalla con capucha
16. Ribeteado de sesgo 0.5 Babita
17. Ribeteado de sesgo 1 Manopla
18. Traslado a mesa
19. Revisión de costuras 3 piezas
2
De todas las
Piezas
20. Traslado a zona de planchado
21. Planchado de piezas 3 piezas
6
22. Traslado a mesa
23. Doblado de toallas 1 pieza 1 10 x 15 Pulgadas
24. Traslado a mesa
25. Embolsado de piezas 3 piezas
5
26. Traslado a mesa
27. Etiquetado 2
28. Cerrado de bolsa
29. Colocado en aparador
30. Traslado al almacén
31. Almacenamiento
Total… 15 13 0 1 2

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 89/249
PROBLEMA RESUELTO Nº 2:
PRODUCTO: PAN DE YEMA
Ferolesa, una empresa dedicada a la elaboración de productos de la panificación,
le solicita a usted preparar el diagrama de actividades del pan de yema, para
esquematizar la secuencia de las operaciones. Para tal efecto se tiene la
siguiente información:
Orden de materiales
Harina
Sal
Mejorador
Anís
Vainilla
Azúcar
Huevos
Levadura
Manteca
Colorante amarillo
Proceso:
Los productos antes mencionados son retirados del almacén de materias primas y
llevados a la zona de preparación, en donde se realiza el pesado de las
cantidades respectivas de cada uno de los ingredientes de acuerdo con la
cantidad de pan que se desea preparar.
Teniendo las cantidades listas, se procede a mezclar primero el mejorador, la sal
y la vainilla con agua. Obtenida la mezcla, se va agregando poco a poco la harina
y la levadura; continuándose así con esta operación. Luego se agrega el anís y el
azúcar; cuando este último ingrediente se disuelve totalmente se agrega la
manteca, continuándose así con el mezclado.
Cuando esta mezcla ha quedado en "punto quaker", se aumenta la velocidad de
la máquina, se agrega un poco más de agua y se sigue mezclando hasta llegar a
la unión de la masa. Estando lista, se apaga la máquina, "se retira un pedazo de
masa y se efectúa una inspección de elasticidad y traslucidez; para ello se
requiere que el operario se unte antes las manos con aceite. Si dichas cualidades
no fueran correctas se debe continuar con el mezclado; de lo contrario se retira
toda la masa de la máquina.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 90/249
Una vez terminado el mezclado la masa se retira y se la lleva a una mesa, donde
se troza en moldes de 2 Kg, luego cada uno de estos moldes se coloca en la
máquina divisora para obtener 30 unidades iguales para así formar manualmente
los panes. Estando listos se colocan sobre bandejas (en cantidades iguales)
previamente limpias y untadas con aceite. Luego se trasladan a la cámara de
fermentación, donde los panes se dejan reposar hasta que lleguen al doble de su
volumen.
Los panes con el volumen requerido son retirados de la cámara para ser
barnizados con clara de huevo y rociados con el ajonjolí, para posteriormente
pasar al horneado a una temperatura de 160 °C por 15 minutos. Cumplido este
tiempo, los panes son retirados del horno y dejados enfriar al ambiente por 10
minutos.
Los panes fríos, pero crocantes, son llevados al almacén para su posterior venta.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 91/249
Solución
Operario / material / equipo
Diagrama núm. Hoja núm R e s u m e n
Objeto: Actividad Actual Propuesta Economía
Pan de yema operación
Transporte
Espera
Inspección
Almacenamiento
22
Actividad Proceso completo
5
3
7
0
Método: actual / propuesto Distancia
Lugar: ferolesa Tiempo
Operarios(s): varios ficha núm Costo Mano de obra Material
Compuesto por: mtn fecha :08/02/95
Aprobado por: mtn fecha :10/02/95 Total…
Descripción Cant. Dist. Tiem.
Observaciones
01. Recibe materiales
02. A zona de preparación
03. Pesado de ingredientes
04. Colocado de ingredientes en mezcladora
Mejorador ,sal ,vainilla,
agua
05. Controla mezclado
06. Colocado de ingredientes en mezcladora
Harina y levadura
07. Controla mezclado
08. Colocado de ingredientes en mezcladora
Anís y azúcar
09. Controla mezclado
10. Colocado de ingredientes en mezcladora
Manteca
11. Controla mezclado
12. Agrega agua
13. Controla mezclado
14. Apaga máquina
15. Unta manos con aceite
16. Retira muestra
17. Inspecciona muestra Si sale mal, continúa mezclado
18. Retira masa
19. Lleva a mesa 4 kg
20. Troza la masa 2 kg
21. Coloca molde 2 kg
22. Acciona máquina divisora
23. Retira masa dividida 30 Unid.
24. Formado de panes Por unidades
25. Coloca en bandeja
26. Traslado a cámara
27. Espera de fermentación
28. Retira bandejas
29. Prepara batido de claras
30. Barniza pan
31. Rocía ajonjolí
32. Traslado a horno
33. Espera horneado 15
34. Retira panes
35. Espera enfriado 10
36. Traslado al almacén
Total… 22 5 3 7 0

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 92/249
PROBLEMA RESUELTO Nº 3:
PRODUCTO: TUBERÍAS CORRUGADAS PARA ALCANTARILLA
El proceso de manufactura de lotes para la fabricación de tuberías corrugadas
para alcantarilla se realiza de la siguiente manera:
La materia prima es traída por los proveedores en camiones cada mes, la cual es
recibida por el responsable del almacén.
Según la orden de producción esta materia es retirada del almacén y trasladada
mediante un vagón a la cortadora, teniendo que esperar allí, debido a la gran
cantidad de productos en proceso. Terminada la producción anterior, ésta es
colocada en la máquina para ser cortada según el tamaño referido por tubería.
Estando lista, se la traslada a la formadora para que tome cuerpo, y luego por el
peso es rodada hasta la taladradora, para efectuar el taladrado y remache,
quedando así el producto terminado; dependiendo de la fecha de entrega del
pedido, el producto terminado podría ser trasladado al almacén y quedar en
inventario o llevarse a la estación de embarque hasta que llegue el camión para
entregado inmediatamente al cliente.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 93/249
Solución:
Cursograma analítico Operario / material / equipo
Diagrama núm.1 Hoja núm . 1 R e s u m e n
Objeto: Tubería corrugada para alcantarilla.
Actividad Actual Prop. Econ.
Operación 3
Actividad: Proceso de manufactura
Transporte 5
Espera 4
Inspección 0
Almacenamiento
2
Método: actual / propuesto Distancia
Lugar: todo la planta Tiempo
Operarios(s): ficha núm Costo Mano de obra Material
Compuesto por: fecha : Aprobado por: fecha : Total… 14
Descripcción Cant. Dist. Tiem.
Simbolo
Observaciones
Materia prima en el almacén
Mediante un vagón a la cortadora 90 ft
Esperar en la cortadora
Cortar a tamaño
Mediante un vagón al molino 25 ft
Esperar antes de dar forma a la lámina
Formar
Rodar hasta taladradora 30 ft
Esperar para ensamble
Ensamblar,taladrar y remachar
Traslado manual a la estacion de embarque
30 ft
O a almacenamiento 90 ft
Esperar camión
Almacén de articulo terminados
Total… 3 5 4 0 2

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 94/249
CAPÍTULO VII:
DIAGRAMA DE
RECORRIDO O DE
CIRCULACIÓN

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 95/249
_______ __________________________________
DIAGRAMA DE RECORRIDO O DE CIRCULACIÓN _______________________________________________________________
DEFINICIÓN:
Es un esquema de distribución de planta en un plano bi o tridimensional a escala,
que muestra dónde se realizan todas las actividades que aparecen en el diagrama
de actividades del proceso (DAP). La ruta de los movimientos se señala por
medio de líneas, cada actividad es identificada y localizada en el diagrama por el
símbolo correspondiente y numerada de acuerdo con el DAP.
Cuando se desea mostrar el movimiento de más de un material o de una persona
que intervienen en el proceso en análisis sobre el mismo diagrama; cada uno
puede ser identificado por líneas de diferentes colores o de diferentes trazos.
Cabe indicar que en este diagrama se pueden hacer dos tipos de análisis:
a) El primero, de seguimiento al hombre, donde se analiza los movimientos y
las actividades de la persona que efectúa la operación.
b) El segundo, de seguimiento a la pieza, el cual analiza las mecanizaciones,
los movimientos y las transformaciones que sufre la materia prima.
USOS
Este diagrama es un complemento necesario del diagrama de actividades del
proceso, cuando el movimiento es un factor importante para ser estudiado y
mejorar los métodos. Es así como se muestran retrocesos, recorridos excesivos y
puntos de congestión de tráfico y actúa como guía para una distribución en planta
mejorada.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 96/249
EJERCICIO Nº 1
BB S.A. es una empresa dedicada a la confección de artículos para bebés.
Uno de sus artículos es un juego de toallas Osito, el cual consta de las siguientes
piezas: una toalla de felpa, con capucha aplicada y toda ribeteada al sesgo; una
manopla con aplicación, también ribeteada con sesgo; y una babita de felpa,
ribeteada también.
Se pide confeccionar el Diagrama de Recorrido, si el proceso productivo
que se sigue es el siguiente:
Se toma un rollo de felpa del almacén de materias primas y se lleva al taller de
costura. En este taller, sobre una mesa se coloca el rollo de 1,50 m de ancho y
se efectúa el tendido de la tela con una medida de 0,88 m de largo
(aproximadamente se realizan 45 tendidas).
Una vez tendida la tela, se coloca encima los moldes de las piezas que se van a
usar en la confección de la toalla y sus aditamentos. Todos éstos se fijan con
alfileres, procediéndose luego a marcar sus contornos con lapicero. Teniendo
todas las piezas marcadas, se procede al corte con una cortadora eléctrica de
cuchilla redonda desmontable. De los retazos formados se marca con el lapicero
las aplicaciones a utilizarse, se cortan y se colocan también en la canastilla para
llevarlas a las costureras.
Las operarias van cosiendo con puntada zigzag la aplicación a la capucha y a la
manopla. Cuando están listas las colocan en una canasta.
Otras operarias van efectuando luego la operación de ribeteado, colocando el
sesgo en todo el contorno de la toalla con su capucha, la babita y la manopla.
Concluidas estas operaciones se trasladan las piezas a una mesa donde se
realiza una revisión de las costuras hechas, para enviarlas luego a la zona de
planchado.
Luego de planchadas las piezas, éstas son trasladadas hacia otra operaria que se
encarga de doblar la toalla en un rectángulo de aproximadamente 10 x 15
pulgadas; otra operaria toma las que están listas junto con las otras piezas y las
coloca dentro de una bolsa. Estando bien puesto en la bolsa el juego completo, se
procede a poner la etiqueta (papel impreso que detalla las características del
producto) para finalmente cerrada y ponerla en un aparador, formando una pila
para trasladarla al almacén.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 97/249
SOLUCION:

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 98/249
CAPÍTULO VIII:
DIAGRAMA DE
ACTIVIDADES
MULTIPLES

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 99/249
_______________________________________________________________
DIAGRAMA DE ACTIVIDADES MÚLTIPLES _______________________________________________________________
DEFINICIÓN:
El Diagrama de Actividades Múltiples es un gráfico en el que se registran
las respectivas actividades de varios objetos de estudio en una estación de
trabajo, tales como operario(s) y máquina(s) o equipo(s), según una escala de
tiempos común para demostrar la correlación que existe entre ellos.
Representando todo esto, se podrá analizar y mejorar el método y
balancear el tiempo asignado entre el trabajo del hombre y el de la máquina.
Con el avance de la tecnología, hoy en día existe maquinaria y equipo en planta
que trabajan automáticamente, dándose la situación de que el personal a cargo
pase gran parte de su tiempo vigilando o simplemente ocioso.
UTILIZACIÓN:
a) Nos va a ayudar a reunir información referente a las actividades múltiples
que se suscitan en una determinada operación.
b) Ayuda a diseñar una mejor utilización de la maquinaria o equipo.
c) Sirve también para establecer el acoplamiento de máquinas (cuando dos
máquinas son atendidas por un operario).
TIPOS DE DIAGRAMAS
a) Diagrama hombre - máquina.
b) Diagrama hombre - varias máquinas.
c) Diagrama de cuadrilla o diagrama del trabajo de varios hombres.
d) Diagrama varios hombres - varias máquinas.
e) Diagrama varios hombres - una máquina.
IV. REGLAS PARA DIAGRAMAR:
a) Este diagrama debe ser confeccionado en una hoja cuadriculada o, en su
defecto, en un formato tamaño A-4.
b) En cualquiera de los dos casos, el diagrama debe de presentar un
encabezado y un cuerpo. El encabezado deberá contener la siguiente
información:

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 100/249
Nombre de la operación
Nombre del producto en estudio
Nombre de la máquina (velocidad y avance)
Nombre del operario
Nombre de la persona a cargo del estudio
Fecha de la realización del estudio.
c) Trazar dos líneas verticales al lado izquierdo de la hoja, que nos servirán de
escalas para tener un control del tiempo transcurrido por cada una de las
actividades emprendidas por el hombre. Una de ellas va a ser escala parcial; y
la otra, escala total o acumulada.
d) Paralelas a las líneas anteriores, se trazan columnas, dependiendo del número
de objetos en estudio (hombres y máquinas).
e) Dentro de las columnas se sombrearán espacios de tiempo en los cuales el
operario o la máquina se encuentren ocupados y se dejarán espacios en
blanco para aquellas situaciones en que no se hace nada. Cada ruptura
mediante una línea horizontal en las columnas, indicará que el objeto en
estudio cambió de actividad.
Además, los valores de los tiempos de cada una de las actividades que se
registra deben representar los tiempos estándar; los cuales incluyen una
tolerancia de fabricación que tenga en cuenta las necesidades personales, la
fatiga y los retrasos inevitables. Al pie derecho de cada columna y junto al
espacio sombreado se colocará el nombre de la actividad descrita.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 101/249
FORMATO:
Diagrama de actividades múltiples Diagrama num. Hoja núm. Resumen
Producto Tiempo del ciclo
Operario Proceso Máquina
Tiempo de trabajo
Operario Máquina
Máquinas(s) velocidad Avance Tiempo inactivo
Operario Máquina
Utilización
Operario: ficha núm. Operario
Compuesto por: fecha: Máquina
Tiempo operario (minutos)
Máquina

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 102/249
CÁLCULOS QUE SE OBTIENE DEL DIAGRAMA:
a) Tiempo de ciclo: Es aquel período de tiempo en el cual el operario y la
máquina cumplen con cada una de las actividades programadas para la
pieza u objeto en estudio.
b) Tiempo de trabajo del hombre. Es el período de tiempo por el cual el
operario asignado cumple con las tareas de un ciclo.
c) Tiempo de trabajo de la máquina. Es el tiempo de maquinado o ciclo
puro de maquinado.
d) Porcentaje de utilización del trabajo del hombre, que se calcula de la
siguiente manera:
100 x ciclo del Tiempo
hombre del trabajo de Tiempo
e) Porcentaje de utilización de la máquina, cuyo cálculo se efectúa así:
100 x ciclo del Tiempo
maquinado de Tiempo
f) Producción por hora:
minutos en ciclo de Tiempo
60
Debe tenerse en cuenta la unidad de producción que se obtiene por ciclo
de trabajo.
g) Capacidad de atención del hombre o número de máquinas que puede
atender el hombre, que sirve para determinar el número más económico
de máquinas que debe operar un trabajador:
n)(saturació hombre del nutilizació de Porcentaje
100
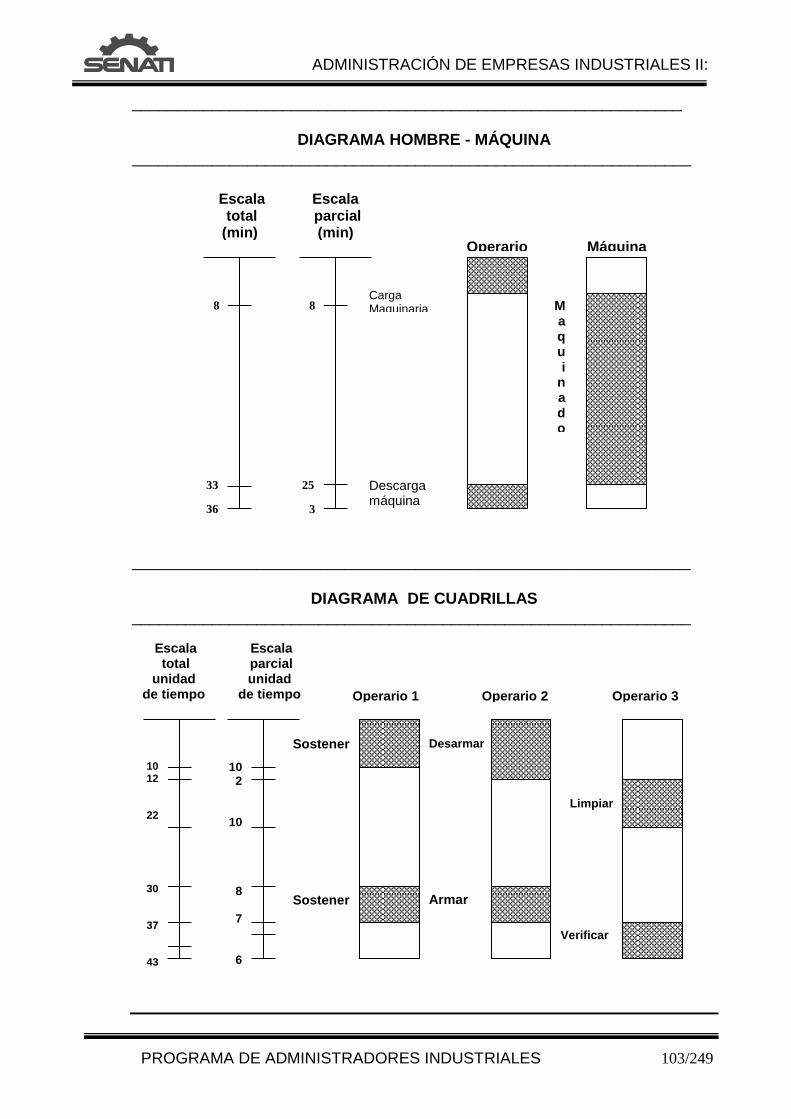
ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 103/249
______________________________________________________________
DIAGRAMA HOMBRE - MÁQUINA _______________________________________________________________
_______________________________________________________________
DIAGRAMA DE CUADRILLAS _______________________________________________________________
33
36
Máquina
8 8
25
3
Escala total (min)
Escala parcial (min)
Ma q u i
n a d o
Operario
Carga Maquinaria
Descarga máquina
Limpiar
Desarmar
Sostener
Sostener
10 2
10
8
7
6
Operario 3
Verificar
Operario 2 Operario 1
Armar
10 12
22
30
37
43
Escala total
unidad de tiempo
Escala parcial unidad
de tiempo

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 104/249
_______________________________________________________________
DIAGRAMA DE VARIOS HOMBRES - MÁQUINA _______________________________________________________________
máquina operario 2
prepara de carga
carga
12
5 4 5 4 5 6 6
vigila
vigila
vigila
descarga
Escala total unidad de
tiempo
47
12
17
21
26
30
35
41
Escala parcial
unidad de tiempo
operario 1

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 105/249
PROBLEMA RESUELTO Nº 1:
PRODUCTO: ELABORACIÒN DE TRIPLAY
OPERACIÓN: PREPRENSADO
Se requiere la elaboración de un Diagrama Hombre-Máquina para la operación de
preprensado, en el proceso de elaboración del triplay. Las actividades pertinentes
se presentan a continuación.
OPERACIÓN: PREPRENSADO
ACTIVIDAD Tiempo
(minutos)
Contado de láminas en grupos de 12
Montado de láminas sobre la plancha de la prensa
Puesta en marcha de la prensa
Inspección del proceso: verificar en el primer minuto de
maquinado la temperatura y la presión
Prensado
Descargado y apilado de láminas
1
2
20 seg.
1
5
2
SOLUCIÓN:
Tomando como base el método actual, el diagrama es el siguiente :
Puesta en marcha
máquina
3
Contado
Montado
hombre
maquinado
maquinado
Puesta en marcha
Inspección
Descargado
Y
apilado
apilado
Escala parcial
1
2 0,3
1
4
2
1
3 3,3 4,3
8,3 10,3
Escala Total

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 106/249
Método propuesto: Obsérvese que la actividad de contado se puede realizar en
tiempo interno.
Contado
Montado
Puesta en marcha
Inspección
Contado
Descargado y Apilado
Montado
Puesta en marcha
Inspección
Contado
Descargado y apilado
Montado
Puesta en marcha
Inspección
Contado
Descargado
Y apilado
Puesta en marcha
Maquinado
Puesta en marcha
Maquinado
Puesta en marcha
Maquinado
Escala Parcial
(min)
Escala Total
(min) Hombre Máquina
1
2
0,3
1
1
3
2
2
0 ,3
1
1
3
2
2
0,3
1
1
3
2
Tiempo de ciclo: 9.3
1
3
3,3
4,3
5,3
8.3
10,3
12,3 12,6
13,6
14,6
17,6
19,6
21,6 21,9
22,9
23,9
26.9
28.9
Tiempo de ciclo: 9.3

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 107/249
Cálculos:
Método Actual:
1. Tiempo de ciclo = 10,300 min
2. Tiempo de trabajo del hombre = 6,300 min
3. Tiempo de trabajo de la máquina = 5,300 min
4. % de eficiencia del hombre = 3,10
3,6x 100 = 61,160%
5. % de utilización de la máquina = 3,10
3,5x 100 = 51,450%
6. Producción por hora = 3,10
60 = 5,820
hora
lamgr
7. Capacidad de atención del hombre = 16,61
100 = 1,635 máq.
Método propuesto:
1. Tiempo de ciclo = 9,30 min
2. Tiempo de trabajo del hombre = 6,30 min
3. Tiempo de trabajo de la máquina = 5,30 min
4. % de eficiencia del hombre = 3,9
3,6x 100 = 67,74%
5. % de utilización de la máquina = 3,9
3,5x 100 = 56,98%
6. Producción por hora = 3,9
60 = 6,45
hora
lamgr
7. Capacidad de atención del hombre = 74,67
100 = 1,47 máq.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 108/249
PROBLEMA RESUELTO Nº 2:
En una planta industrial se trata de hallar el número de máquinas que puede
operar un obrero mediante el nivel de la productividad.
Si se sabe que los tiempos elementales son:
a) Carga de molino : 4 min
b) Maquinado (sin la participación del obrero) : 16 min
c) Descarga y preparación de la máquina : 4 min
Los costos generados en este puesto son los siguientes:
- Horas-máquina : S/. 2,8
- Horas-hombre : S/. 1,5
- Materia prima : S/. 1,0 por Kg. procesado.
La capacidad del molino es de 40 Kg.
Se pide encontrar la productividad para:
a) Un molino
b) Dos molinos
SOLUCIÓN:
a) Para un molino:
Diagrama hombre-máquina
Descarga y Preparación
Escala parcial
(min)
Escala total (min)
20
242
4 4
16
4
Ma q u i
n a d o
Hombre
carga
Máquina

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 109/249
*Calculo del costo de los recursos empleados
Recurso Cálculo Costo (S/.)
Mano de Obra 24 min x 1,5 minutos 60
hora 1x
hora
S/. 0,600
Maquinaria 16 min x 2,8 minutos 60
hora 1x
hora
S/. 0,746
Materia prima Kg 40 x Kg
S/.1 40,000
Costo total (S/.) 41,346
* Cálculo del índice de productividad:
Productividad = S/.
Kg967,0
41,346 S/.
kg 40
b) Para dos molinos:
* Diagrama hombre-máquina
Carga maq. 1
Caraga maq. 2
Escala total (min)
Escala parcial (min)
Hombre Máquina 1 Máquina 2
Descarga y preparación
maq. 1
descarga y preparación
maq. .2
4
8
28
20
24
4
4
12
4
4

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 110/249
* Calculo del costo de los recursos empleados
Recurso Cálculo Costo (S/.)
Mano de Obra 28 min x 1,5 minutos 60
hora 1x
hora
S/. 0,700
Maquinaria 32 min x 2,8 minutos 60
hora 1x
hora
S/. 1,493
Materia prima Kg 80 x Kg
S/.1 80,000
Costo total (S/.) 82,193
* Cálculo del índice de productividad:
Productividad = S/.
Kg973,0
82,193 S/.
kg 80

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 111/249
CAPÍTULO IX: DIAGRAMA
BIMANUAL

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 112/249
_______________________________________________________________
DIAGRAMA BIMANUAL _______________________________________________________________
DEFINICIÓN:
Es diseñado para dar una representación sincronizada y gráfica de la secuencia
de actividades manuales del trabajador. Entre ellas podemos citar: colocación,
acarreo, montaje, presión y desprendimiento de los objetos involucrados en la
ejecución de la tarea.
El registro se realiza mediante los símbolos convencionales de los diagramas de
proceso, omitiendo el de la inspección, debido a que el propósito del diagrama
es describir los movimientos elementales de las extremidades.
Este diagrama es importante para el registro de las tareas rutinarias, repetitivas y
de ciclos breves realizadas en contextos de producción de volumen bajo o
moderado.
SÍMBOLOS A UTILIZAR:
Los cuatro símbolos utilizados en la diagramación presentan una
connotación especial. Aquí una explicación para cada uno de ellos:
Símbolo Explicación
Tomar, colocar, usar, montar, etc., una herramienta, pieza o material.
Movimientos de las extremidades hasta el trabajo, herramienta o
material o desde uno de ellos.
Indica el tiempo en que la mano no trabaja
Se utiliza para indicar el acto de sostener o mantener en posición fija
un objeto, para facilitar el trabajo de la otra mano.
Se recomienda antes de iniciar el diagrama observar varias veces la ejecución de
la tarea, para luego establecer la secuencia lógica de los movimientos de las
extremidades involucradas para un solo ciclo de trabajo.
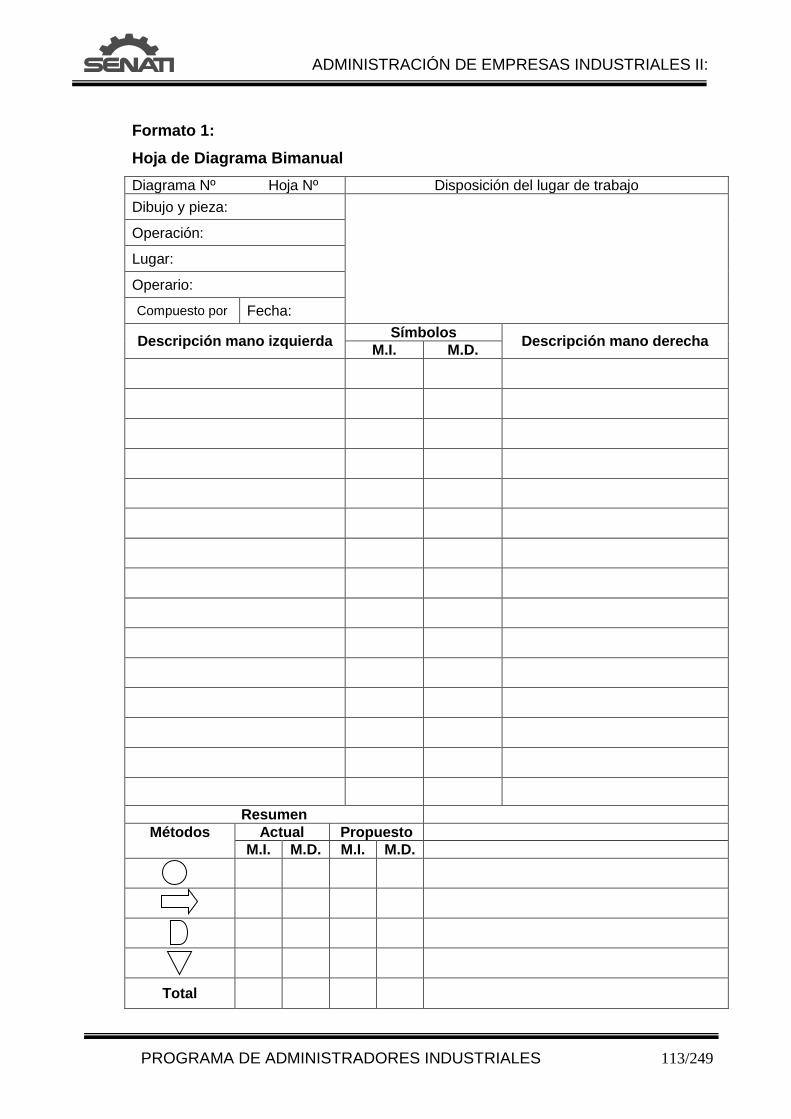
ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 113/249
Formato 1:
Hoja de Diagrama Bimanual
Diagrama Nº Hoja Nº Disposición del lugar de trabajo
Dibujo y pieza:
Operación:
Lugar:
Operario:
Compuesto por Fecha:
Descripción mano izquierda Símbolos
Descripción mano derecha M.I. M.D.
Resumen
Métodos Actual Propuesto
M.I. M.D. M.I. M.D.
Total

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 114/249
Diagrama n° 1 Hoja °1 Disposición del lugar de trabajo
Dibujo y pieza : Estación de trabajo
Operación : Empaquetado de diskettes
Lugar: Planta
Operario:
Compuesto por
Fecha:
Mano izquierda
SIMBOLOS Mano derecha
M.I M.D
Resumen
Método Actual Propuesto
MI MD MI MD
Total
ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 115/249
CAPITULO X: MEDICIÓN DEL
TRABAJO _______ _________ ______________________________
MEDICIÓN DEL TRABAJO
_____________________________________________________ _____

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 116/249
DEFINICIÓN:
“Se centra en la aplicación de técnicas para determinar el tiempo que invierte un
trabajador calificado en llevar a cabo una tarea definida, efectuándola según una
norma de ejecución preestablecida” (OIT, 1980)
La medición del trabajo en una empresa es de gran utilidad, ya que se puede
lograr eliminar los tiempos improductivos en los procesos y buscar sus mejoras;
comparar los distintos métodos que se puedan aplicar tomando como referencia
sus tiempos; repartir el trabajo dentro de los equipos o grupos para hacerlo más
equitativo; determinar la carga de trabajo adecuada para una persona, entre otras.
Es importante antes de aplicar las técnicas de medición, seleccionar al trabajador
calificado o sino uno promedio o representativo del grupo de trabajo, para que el
tiempo que se fije deba ser de un nivel que se pueda alcanzar y mantener sin
excesiva fatiga.
Efectuada la selección del trabajador, se le explicará a éste el propósito del
estudio, para evitar nerviosismo o recelos, logrando así que rebaje como siempre.
Para fines de la medición del trabajo se puede considerar al trabajo como repetido
o no repetitivo. Al decir repetitivo entendemos que la tarea se da continuamente
durante todo el tiempo dedicado a la elaboración del producto. En el trabajo no
repetitivo se incluyen algunos tipos de trabajo de mantenimiento y de
construcción, en los que el propio ciclo de trabajo casi nunca se repite de igual
manera. Por ello la metodología del trabajo del analista será algo diferente.
Posteriormente, si ya se tienen los tiempos estándar por cada trabajo será fácil
planificar y programar la producción, realizar presupuestos, fijar precios de venta
en base a sus costos y establecer los requerimientos del personal.
Las técnicas que permiten realizar una medición del trabajo son las siguientes:
Técnicas directas: Estudio de tiempos con Cronómetro
Muestreo del Trabajo
Técnicas indirectas: Datos Estándares
Sistema de tiempos predeterminados
Estimación.
Como se habrá podido observar hasta ahora se han explicado las técnicas a
seguir para implantar mejores métodos en los procesos o procedimientos,
mientras que con este capítulo y los siguientes se muestra como se logra

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 117/249
establecer los estándares de producción que servirán a las empresas para reducir
sus costos de producción (sin grandes inversiones) siempre que los trabajadores
los entiendan y acepten.
FASES:
_______________________________________________________________
FASES DE LA MEDICIÓN DEL TRABAJO
_______________________________________________________________
1. Seleccionar la tarea a estudiar
2. Registrar los datos necesarios para efectuar la medición.
3. Examinar los datos para ver si se están utilizando los métodos más eficaces y
para separar los elementos improductivos de los productivos.
4. Medir en tiempo la cantidad de trabajo de cada paso con que se lleva a cabo
la tarea, mediante la técnica más apropiada.
5. Calcular el tiempo básico.
6. Calcular el tiempo estándar.
Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 118/249
CAPÍTULO XI:
CRONOMETRAJE
INDUSTRIAL ___________________________________________ ___________________
CRONOMETRAJE INDUSTRIAL
____________________________________________________ ___________

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 119/249
DEFINICIÓN:
El estudio de tiempos con el cronómetro, también llamado cronometraje industrial,
está definido como: "La técnica de medición para registrar el tiempo y el ritmo de
trabajo correspondientes a los elementos de una tarea definida y realizada en
condiciones determinadas así como para analizar los datos con el fin de averiguar
el tiempo requerido para efectuar la tarea en un nivel de ejecución preestablecido"
(Prokopenko, 1989).
Siendo el objetivo establecer, mediante esta técnica, el tiempo estándar de las
tareas que se dan dentro de los procesos, es necesario contar con el apoyo de los
trabajadores calificados para dicha tarea, ya que ellos han adquirido la destreza y
conocimientos, respetando las normas de seguridad y calidad.
El analista responsable del estudio deberá conversar con anticipación con los
trabajadores seleccionados sobre el propósito y objetivo del estudio de tiempos
para que en el momento en que se mida el tiempo de duración de su tarea él la
ejecute en forma normal. Si no se llegara a contar con el apoyo de la fuerza
laboral, el analista deberá recurrir al uso del video para grabar dichas tareas y
luego poder estudiarlas.
PROCEDIMIENTO:
El primer paso es establecer un buen método para medir su tiempo. Registrar
simplemente el tiempo de un método que ya se sigue da lugar a interminables
problemas futuros.
Se debe obtener y registrar toda la información con respecto a la tarea
seleccionada para el estudio.
_______________________________________________________________
CRITERIOS BÁSICOS:
_______________________________________________________________

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 120/249
1. Registrar por separado los trabajos manuales y mecánicos.
2. Dividir la operación de trabajo en fases de proceso.
3. Hacer el mayor detalle posible del trabajo.
4. Registrar criterios medibles, por ejemplo, largo de costura en centímetros,
número de paradas durante la costura, número de planchadas para la
ejecución de un proceso de planchado, etc.
5. Elegir puntos de medición claramente reconocibles. Cuanto más preciso sea el
punto elegido (ejemplo: bajar el prénsatelas) tanto más exactos serán los
resultados de la medición de las diferentes fases.
_______________________________________________________________
DATOS NECESARIOS PARA LA TOMA DE TIEMPOS
_______________________________________________________________
1. Nombre de la persona encargada de tomar los tiempos.
2. Fecha.
3. Desde / hasta: Momento y duración de la toma.
4. Nombre / edad: Datos personales del operario.
5. Medios de trabajo: Descripción exacta del tipo de máquina o equipo de
trabajo.
6. Velocidad máxima de la máquina.
7. Conformación del lugar del trabajo (croquis).
8. Factores del entorno: Luz, sonido, calor, polvo.
9. Breve descripción del método de trabajo.
10. Objeto del trabajo (Diseño del producto).
11. Proceso dentro del cual se hace la toma de tiempos.
12. Confirmación de la calidad del producto a desarrollar.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 121/249
FORMATO DE ESTUDIO DE TIEMPOS
Se tienen básicamente dos técnicas de cronometraje:
Cronometraje continuo.
Cronometraje con vuelta a cero.
a) Cronometraje continuo:
En este caso el cronómetro se pone en marcha al comenzar el estudio y se deja
correr hasta el final.
La toma de tiempos incluye todos los elementos considerados dentro del estudio.
Al realizar la toma de tiempos se anota el tiempo que marca el cronómetro cada
vez que se termina un elemento sin regresar el cronómetro a cero. Los tiempos se
van acumulando evitando que se pierdan ciertas fracciones de tiempo que no se
considerarían en el método de toma de tiempos vuelta a cero.
Para escoger dentro de los tiempos continuos aquellos que se utilizarán en la
evaluación del tiempo de ciclo se pueden considerar las siguientes políticas:
Fecha de estudio:
Término: Comienzo: Tiempo transcurrido:
Nombre de la
operación
Nombre del
operario Estudio Nº Hoja Nº
Elemento Nº 1 2 3 4 5 6 7 8 9 Observado por:
Aprobado por:
Elementos extraños
Símbolo Descripción
Ciclo Nº 1 2 3 4
5 6 7 8 9
Total
Nº observaciones Media
Valoración Tiempo básico

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 122/249
A B C D
No utilizar aquellos valores que para un elemento se ha observado que han
tenido una posibilidad de perturbación.
Considerar porcentajes que se establezcan como límites de desviación de los
datos con respecto al promedio (entre 10% y 20%).
No utilizar los datos que estén por encima o por debajo de un valor
establecido.
Eliminar de la tabla de datos aquellos valores extremos que se alejen de los
valores probables de tiempo para dicho elemento.
Al registrar los datos, debe también mostrarse el esquema de la estación de
trabajo, la descomposición en elementos, los tiempos registrados y la valoración
por elemento. Luego se toman los datos de tiempos a partir del último valor
anotado y se van desarrollando las diferencias para evaluar los tiempos de cada
elemento en particular.
PROBLEMA RESUELTO Nº 1:
Se necesita conocer el tiempo estándar de un ciclo de producción que incluye
cuatro procesos productivos: A, B, C, D. Para ello se ha desarrollado la toma de
tiempos por cronometraje continuo, dando como resultado el siguiente cuadro:
PROCESO
CICLO
I 10,2 15,4 35,4 39,4
II 49,4 54,6 75,2 79,4
III 89,2 94,2 114,2 118,2
IV 128,2 133,2 154,2 158,4
(Tiempos medidos en minutos)
La valoración fue desarrollada siguiendo la escala Esthinghouse, teniendo:
Habilidad : C1
Esfuerzo : D
Condiciones : D
Consistencia : E
El trabajo fue observado midiendo tiempos a un grupo de operarias en
cuatro ciclos consecutivos.
Se tiene tensión visual por trabajo de precisión.
El porcentaje de tiempos frecuenciales es 2%.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 123/249
SOLUCIÓN:
Se debe determinar los tiempos correspondientes a cada elemento en cada ciclo
mediante las diferencias de las lecturas continuas partiendo de la última toma:
Proceso Ciclo
I II III IV
A
B
C
D
10,2
5,2
20,0
4,0
10,0
5,2
20,6
4,2
9,8
5,0
20,0
4,0
10,0
5,0
21,0
4,2
Luego se determina el tiempo promedio de cada elemento y el tiempo de ciclo (t0).
Proceso Tiempo promedio observado (t0)
(min)
A
B
C
D
10,0
5,1
20,4
4,1
Para el ciclo (t0) 39,6
Se determina el factor Westinghouse (fW) y se evalúa el tiempo normal (tn).
Factor
Habilidad C1
Esfuerzo D
Condiciones D
Consistencia E
+ 0,06
0,00
0,00
- 0,02
fW +0,04
tn = t0 x (1 + fw)
tn = (39,6) (1 + 0,04)
tn = 41,18 min

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 124/249
Tomando los valores del sistema de suplementos, se evalúa el factor de
suplementos (fS).
Tensión visual por trabajo de precisión
(Operaria) 2%
Suplementos constantes
(Operaria) 11%
Factores de suplementos (fS) 13%
Finalmente, se determina el tiempo estándar (tS)
ts = tn (1 + ff) (1 + fs)
ts = 41,18 (1 + 0,02) (1 + 0,13)
b) Cronometraje vuelta a cero:
En este caso para el análisis de los tiempos debe fijarse el punto de inicio y de
finalización de la actividad en estudio.
Para la toma de tiempos se dará inicio a la actividad a la par que el cronómetro
está marcando cero (0), dejándose que éste avance a medida que se desarrolla la
actividad, cuando ésta llega a su punto de finalización se para el cronómetro
anotando el tiempo registrado en el mismo. Se regresa el cronómetro a cero y se
inicia una nueva toma de tiempo.
A la vez que se registra el tiempo, debe también registrarse la valoración de la
actuación del trabajador.
Para ello se puede utilizar cualquiera de los sistemas de valoración. Sin embargo,
el más usual es el de la Escala Británica, que designa el tiempo tipo una
valoración de 100 (ritmo tipo).
PROBLEMA RESUELTO Nº 2:
Determinar el tiempo normal de la actividad cuyos tiempos observados se
presentan a continuación.
ts = 47,46 min

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 125/249
Nº de
Toma
Tiempo
Observado (seg) Valoración
1
2
3
4
5
6
7
8
9
10
11
12
29
16
26
19
33
25
20
22
17
24
18
21
70
125
80
110
60
80
100
90
120
85
110
100
SOLUCIÓN:
Para evaluar el tiempo normal de la actividad, deberíamos primero aplicar la
valoración individual de cada tiempo observado, utilizando la siguiente relación:
tn = t0 x t iporitmo
valoración
Para el caso de la Escala Británica, el ritmo tipo es 100.
tn= t0 x 100
valoración
Aplicando esta fórmula se obtiene:
Nº de toma t0
(seg) Valoración
t0
(seg)
1
2
3
4
5
6
7
8
9
10
11
12
29
16
26
19
33
25
20
22
17
24
18
21
70
125
80
110
60
80
100
90
120
85
110
95
20,30
20,00
20,80
20,90
19,80
20,00
20,00
19,80
20,40
20,40
19,80
19,95

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 126/249
Luego determinamos el tiempo normal de la actividad como:
12 tomasde Nº
nnn
ttt
seg179,2012
242,15nt
NÚMERO REQUERIDO DE OBSERVACIONES:
Por lo general cuando se hace un estudio de tiempos no se conoce a priori el
número requerido de observaciones, por lo que es conveniente tomar una primera
muestra y luego, sobre la base de la dispersión de la data, el porcentaje de error
permitido y el nivel de confianza requerido se determina el número de
observaciones para el estudio. Se llegaría entonces a la siguiente relación:
(% de error) X = z * X
Donde:
X = desviación estándar de la población.
X = valor medio de las “N” observaciones preliminares tomadas.
Z = Número de desviaciones estándar para el nivel de confianza
deseado (distribución normal).
Luego:
X = N'
S
Donde:
N’ = número de observaciones requeridas
S = desviación estándar de la muestra.
Luego:
(% de error) X =Z *'N
S
'N =)xerror)( de (%
*SZ
N’ =
2
*
X)error)( de (%
SZ
Niveles de confianza
Z* Nivel de confianza (%)
1,00 1,64 1,96 2,00 3,00
68,00 90,00 95,00 95,45 99,73

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 127/249
Veamos ahora un ejemplo de aplicación.
EJERCICIO Nº 3
Determine el número de observaciones requerido para la siguiente información:
Valor medio de las observaciones preliminares: 3,8 min.
Desviación estándar de la muestra: 0,3
Porcentaje de error: + 5%
Nivel de confianza deseado: 95%
SOLUCIÓN AL EJERCICIO Nº 3
N’ = 57,9)8,3)(05,0(
)3,0)(96,1(2
VALORACIÓN:
El procedimiento de valoración consiste en comparar la velocidad del trabajo de
un operario con la imagen mental de un hombre normal que tiene el ingeniero
industrial. Esto significa calificar el rendimiento de la actividad de trabajo
observada y su dificultad.
El ingeniero industrial juzga primero la dificultad del trabajo con el objeto de
formarse un concepto de apariencia del rendimiento adecuado para el trabajo y
después juzga la actividad observada en relación con su concepto imaginado
mediante las escalas de valoración.
Las escalas de valoración tienen la finalidad de ponderar los factores externos
que afectan el ritmo del trabajo, generándose la nivelación correspondiente tal
como se grafica a continuación.
t0 = tiempo observado
tn = tiempo normal
v = valoración
tn V
t°
t° V
tn
Trabajo lento:
Trabajo rápido:
N’ 10 observaciones
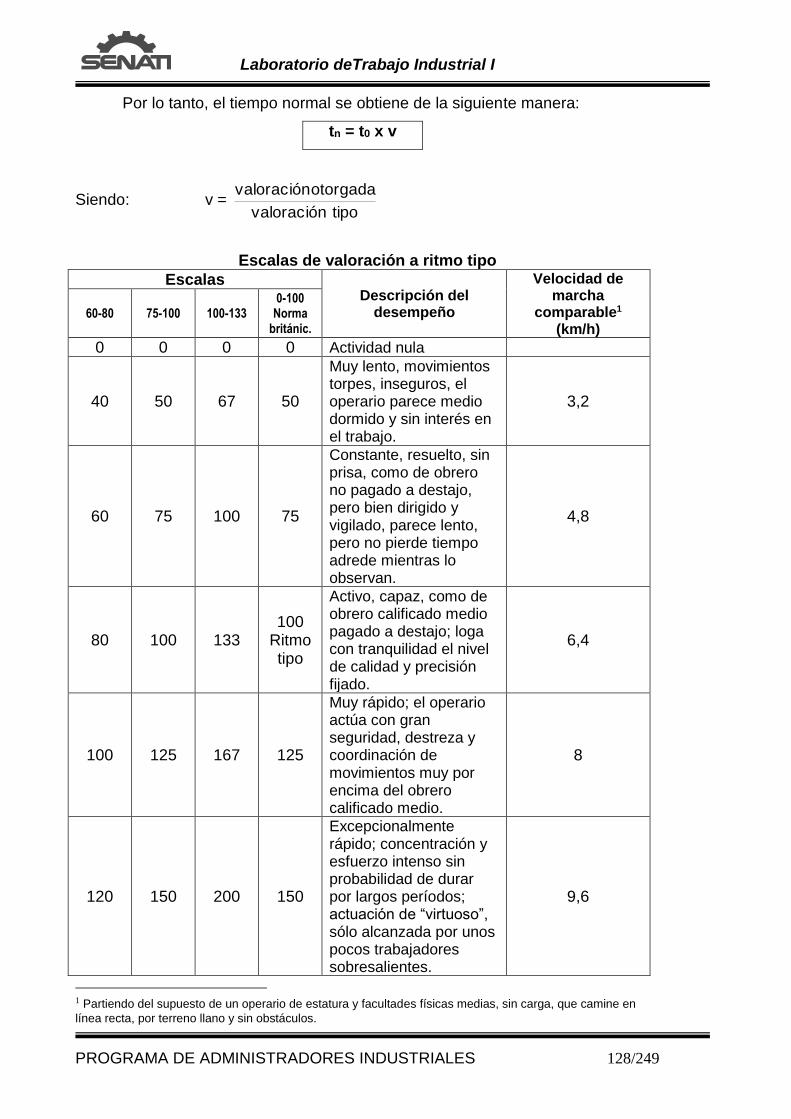
Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 128/249
Por lo tanto, el tiempo normal se obtiene de la siguiente manera:
tn = t0 x v
Siendo: v = tipo valoración
otorgada valoración
Escalas de valoración a ritmo tipo
Escalas Descripción del
desempeño
Velocidad de marcha
comparable1 (km/h)
60-80 75-100 100-133 0-100
Norma británic.
0 0 0 0 Actividad nula
40 50 67 50
Muy lento, movimientos torpes, inseguros, el operario parece medio dormido y sin interés en el trabajo.
3,2
60 75 100 75
Constante, resuelto, sin prisa, como de obrero no pagado a destajo, pero bien dirigido y vigilado, parece lento, pero no pierde tiempo adrede mientras lo observan.
4,8
80 100 133 100
Ritmo tipo
Activo, capaz, como de obrero calificado medio pagado a destajo; loga con tranquilidad el nivel de calidad y precisión fijado.
6,4
100 125 167 125
Muy rápido; el operario actúa con gran seguridad, destreza y coordinación de movimientos muy por encima del obrero calificado medio.
8
120 150 200 150
Excepcionalmente rápido; concentración y esfuerzo intenso sin probabilidad de durar por largos períodos; actuación de “virtuoso”, sólo alcanzada por unos pocos trabajadores sobresalientes.
9,6
1 Partiendo del supuesto de un operario de estatura y facultades físicas medias, sin carga, que camine en
línea recta, por terreno llano y sin obstáculos.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 129/249
Sistema de Valoración Westinghouse:
El método de Westinghouse busca nivelar las actividades que se realizan y el
tiempo que éstas toman evaluando factores. Esta valoración es la medición de las
actividades del operario durante el estudio de tiempos en función de una actividad
normal. Se evalúan aquellos factores que rodean el trabajo y determinan el
ambiente mismo.
Las bases de esta valoración están determinadas por cuatro factores:
Destreza
Esfuerzo
Condiciones
Consistencia
Los dos primeros son, con mucho, los más importantes; cada uno de los cuatro
elementos lleva consigo un significado especial o limitado.
Destreza. Es definida como pericia resultante de un método determinado, la
destreza puesta de manifiesto se juzga en función de las definiciones y es
comparada con un concepto normal con sus desviaciones.
Esfuerzo. El esfuerzo se define como el anhelo de trabajo, se considera que está
siempre bajo control del operario, se juzga en función del espíritu con el que el
operario acomete su trabajo. Puede variar desde la ociosidad hasta el exceso.
Condiciones. Son aquellas que afectan al operario más que a la ejecución. Se
consideran incluidas con fines de nivelación la luz, el calor, la ventilación; o mejor,
las variaciones de estas condiciones, o sea, lo que es suministrado normalmente
para una operación determinada. Las condiciones de este factor cubren sólo
desviaciones inferiores a partir de lo normal.
Consistencia. Se estableció originalmente como un factor para llamar la atención
sobre la magnitud de la misma o su carencia. Se hace la recomendación que
debe determinarse la causa de la falta de concordancia y corregirla, mejor que
graduarla. No existe una medida determinada para los diversos grados de
concordancia.
Se han habilitado equivalentes algebraicos para cada uno de los grados o niveles
de los factores. Estos niveles de los factores se muestran en el siguiente cuadro.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 130/249
Habilidad
+0,15 A1 Habilísimo
+0,13 A2 Habilísimo
+0,11 B1 Excelente
+0,08 B2 Excelente
+0,06 C1 Bueno
+0,03 C2 Bueno
0,00 D Medio
-0,05 E1 Regular
-0,10 E2 Regular
- 0,16 F1 Malo
-0,22 F2 Malo
Esfuerzo
+ 0,13 A1 Excesivo
+ 0,12 A2 Excesivo
+ 0,10 B1 Excelente
+ 0,08 B2 Excelente
+ 0,05 C1 Bueno
+ 0,02 C2 Bueno
0,00 D Medio
-0,04 E1 Regular
-0,08 E2 Regular
-0,12 F1 Malo
-0,17 F2 Malo
Condiciones
+ 0,06 A Ideales
+ 0,04 B Excelente
+ 0,02 C Buenas
0,00 D Medias
- 0,03 E Regulares
- 0,07 F Malos
Consistencia
+ 0,04 A Perfecta
+ 0,03 B Excelente
+ 0,01 C Buena
0,00 D Media
- 0,02 E Regular
- 0,04 F Malo
ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 131/249
SUPLEMENTOS DE TRABAJO:
Los suplementos están expresados en porcentaje y son aplicados al tiempo
básico para poder obtener el tiempo estándar, estos porcentajes de tiempo se
encuentran en tablas elaboradas por la OIT, teniendo por finalidad ofrecer tiempos
de descanso o de recuperación para que el operario pueda continuar
normalmente con su trabajo.
a) Suplementos de descanso:
Los suplementos de descanso están divididos en dos grupos:
Suplementos constantes o fijos. Aquellos referidos a necesidades personales y
a la recuperación de la fatiga, cuyo valor no cambia en función al trabajo que se
realiza. Sólo existe una variación por el sexo del trabajador.
Suplementos variables. Son aquellos cuyo valor está en función del tipo de
trabajo que realiza el operario, contemplándose aspectos tales como el uso de su
fuerza, su posición física en el trabajo, tensión mental, auditiva o nivel de
monotonía que se ocasiona.
b) Suplementos por contingencias:
Se considera en este caso las esperas inevitables causadas por la máquina o el
operario motivadas por alguna causa externa.
Estas esperas pueden deberse a pequeños ajustes, cambio de herramientas-
tiempo perdido debido a variaciones en el material e interrupciones de los
inspectores.
La clase y cantidad de esperas para un tiempo de trabajo dado han de ser
determinadas mediante estudios que abarquen la totalidad de la jornada o
estudios de muestreo realizados durante un periodo de tiempo suficiente para
obtener datos de confianza.
Estos suplementos también son conocidos como suplementos por esperas. Su
aplicación puede darse representándolos como un porcentaje del tiempo normal,
o si es conveniente se evaluará el tiempo correspondiente a la espera y se
adicionará al tiempo normal para obtener el tiempo estándar.
Es conveniente definir en algunos casos la frecuencia de presentación de las
esperas para poder adicionadas de acuerdo al turno: día, semana o mes de
ocurrencia.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 132/249
En algunos casos estos tiempos se presentan por cada batch o lote de
producción. Entonces será necesario calculados de acuerdo con su presentación.
Ejemplo de un sistema de suplementos por descanso en porcentaje de los
tiempos básicos.
H M H M
1. Suplementos constantes - Suplemento por necesidades
personales - Suplementos básicos por fatiga. Total: 2. Suplemento variables añadidas al
suplemento básico por fatiga. A. Suplemento por trabajar de pie. B. Suplemento postura anormal - Ligeramente incómoda - Incómoda inclinado - Muy incómoda (echado-estirado) C. Levantamiento por pesos y uso de
fuerza (levantar, tirar o empujar). - Peso levantado o fuerza ejercida (en
kg). 2,50 5,00 7,50 10,00 12,50 15,00 17,50 20,00 22,50 25,00 30,00 40,00 50,00 D. Intensidad de luz - Ligeramente por debajo de lo
recomendado. - Bastante por debajo - Absolutamente insuficiente
5
4
9
2
0 2 7
0 1 2 3 4 6 8
10 12 14 19 33 58
0
2 5
7
4
11
4
1 3 7
1 2 3 4 6 9
12 15 18 - - - -
0
2 5
E. Calidad de aire (factores climáticos (inclusive).
- Buena verificación o aire libre. - Mala ventilación, pero sin
emanaciones tóxicas ni nocivas. - proximidades de hornos, calderas,
etc. F. Tensión visual - trabajos de cierta precisión - Trabajos de precisión o fatigosos - Trabajos de gran precisión o muy
fatigosos. G. Tensión auditiva - Sonido continuo - Intermitente y fuerte - Intermitente y muy fuerte. - Estridente y fuerte H. Tensión mental - Proceso bastante complejo - Proceso complejo o atención muy
dividida. - Muy complejo I. Monotonía mental - Trabajo algo monótono - Trabajo bastante monótono - Trabajo monótono J. Monotonía física - Trabajo algo aburrido - Trabajo aburrido - Trabajo muy aburrido.
0 5
5
0 2 5
0 2 3 5
1 4
8
0 1 4
0 2 5
0 5
15
0 2 5
0 2 3 5
1 4
8
0 1 4
0 1 2
(H= Hombres ; M=Mujeres)

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 133/249
LOS SUPLEMENTOS DE TRABAJO
Se añade al tiempo básico para dar la posibilidad de reconocerse de los efectos fisiológicos y psicológicos causados por la
ejecución de determinado trabajo.
Suplementos por descanso
Suplementos por contingencias
Es un pequeño margen que se incluye en el Tiempo Tipo para prever añadidos de trabajo o demora que no compensa medir porque aparecen sin frecuencia ni regularidad.
Para que con ese desempeño se llegue a un nivel satisfactorio de ganancias sólo en circunstancias muy definidas.
Suplementos por razones políticas
Fijos
Contenido de trabajo
Variables
Tiempo básico Suplemento por
descanso Suplemento por
contingencia
Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 134/249
CAPÍTULO XII:
EL ESTÁNDAR DE
TIEMPO

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 135/249
¿QUÉ ES UN ESTÁNDAR DE TIEMPO?
Para entender la importancia que tienen los usos del estudio de tiempos,
debemos entender lo que queremos decir con el término estándar de tiempo. De
acuerdo con su definición, es "el tiempo requerido para elaborar un producto en
una estación de trabajo con las tres condiciones siguientes: (1) un operador
calificado y bien capacitado, (2) que trabaja a una velocidad o ritmo normal, y (3)
hace una tarea específica". Estas tres condiciones son esenciales para
comprender un estudio de tiempos, por lo que es necesario un análisis adicional.
Operador calificado y bien capacitado:
La experiencia es lo que hace que un operador sea calificado y esté bien
capacitado, y el tiempo en el trabajo es nuestro mejor indicador. El tiempo
requerido para convertirse en calificado varía según la persona y el trabajo. Por
ejemplo, operadores de máquinas de coser, soldadores, tapiceros, mecánicos y
muchos otros trabajos de alta tecnología requieren largos períodos de
aprendizaje. El error más grande que comete el personal, que se inicia en los
estudios de tiempo es medir demasiado pronto los tiempos de alguien.
Una buena regla práctica es comenzar con una persona calificada, totalmente
capacitada, y darle dos semanas en el trabajo antes del estudio de tiempos. En
trabajos o tareas nuevas, se utilizan sistemas de estudios de tiempo
predeterminados. A primera vista, estos estándares parecen exigentes o estrictos
(difíciles de lograr), porque los tiempos han sido establecidos para operadores
calificados bien capacitados.
Ritmo normal:
Sólo se puede aplicar un estándar de tiempo para cada trabajo aun cuando las
diferencias de los operadores produzcan resultados distintos. Un ritmo normal es
cómodo para casi todos. En el desarrollo del concepto de ritmo normal, el 100%
será el ritmo usual. Los estándares comunes de tiempo de ritmo normal son:
1. Caminar 80 metros en 1.000 minutos (4.8 kilómetros por hora).
2. Distribuir 52 cartas en cuatro pilas iguales en 0.500 minutos (en una mesa de
juego).
3. Llenar un tablero perforado de 30 agujas en 0.435 minutos (utilizando ambas
manos).
Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 136/249
Para cumplir con estos puntos también se han empleado películas de
capacitación para calificar.
Una tarea específica:
Es una descripción detallada de lo que debe ejecutarse. La descripción de la tarea
deberá incluir:
1. El método prescrito de trabajo.
2. La especificación del material.
3. Las herramientas y equipo que se utilizarán.
4. Las posiciones de entrada y de salida del material.
5. Otros requisitos como seguridad, calidad, limpieza y faenas de mantenimiento.
El estándar de tiempo es bueno sólo para este conjunto de condiciones. Si algo
cambia, el estándar de tiempo deberá cambiar.
La descripción escrita de un estándar de tiempo es importante, pero las
matemáticas son aún más necesarias. Si un trabajo requiere 1.000 minutos
estándares, podemos producir 60 unidades por hora y tomará 0.01667 horas
fabricar una unidad o 16.67 horas por 1,000 unidades. En estos estudios siempre
se utiliza el tiempo en minutos decimales, ya que se facilitan los cálculos. El
estándar de tiempo se expresa con los tres números siguientes:
1. El minuto decimal (siempre a tres decimales, por ejemplo 0.001).
2. Piezas por hora (redondeado a números enteros, a menos de que sea menor
de 10 por hora).
3. Horas por pieza (siempre con cinco decimales, por ejemplo 0.00001). Muchas
empresas utilizan horas entre 1,000 piezas, porque los números son más
comprensibles o significativos.
La tabla de conversión de estándares de tiempo puede ser útil como referencia
rápida cuando sea necesario. Puede utilizarse cuando se conocen los minutos por
unidad, las horas por unidad, las unidades por hora o las unidades por cada ocho
horas y se necesita determinar el valor de las otras tres cifras correspondientes al
estándar. También sirve para establecer metas de líneas de ensamble o de
celdas de trabajo.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 137/249
Práctica de cálculos matemáticos para desarrollar estándares de tiempo
ESTÁNDAR DE
TIEMPO EN MINUTOS PIEZAS POR HORAa
PIEZAS POR POR
PIEZAb
HORAS POR 1,000
PIEZASc
1,000 60 0.01667 16.67
0.500 120 0.00833 8.33
0.167 359 0.00279 2.79
2.500 24 0.04167 41.67
0.650 ____ ____ ____
0.050 ____ ____ ____ aLas piezas por hora se calculan dividiendo los minutos de tiempo estándar entre 60 minutos por hora. bLas horas por pieza se calculan dividiendo las piezas por hora entre una hora (1/x). bLas horas por cada 1,000 piezas se calculan multiplicando las horas por pieza por 1,000.
TABLA DE CONVERSION DE ESTANDARES DE TIEMPO: MINUTOS, HORAS, PIEZAS DE HORA
MINUTOS ESTANDAR
HORAS ESTANDAR
UNIDADES POR HORA
UNIDADES POR 8
HORAS
MINUTOS ESTANDAR
HORAS ESTANDAR
UNIDADES POR HORA
UNIDADES POR 8
HORAS
480 8.000 0.1 1.0 0.98 0.01633 61.22 489.80
240 4.000 0.2 2.0 0.96 0.01600 62.50 500.00
160 2.667 0.4 3.0 0.94 0.01567 63.83 510.64
120 2.000 0.5 4.0 0.92 0.01533 65.22 521.74
80 1.333 0.8 6.0 0.88 0.01467 68.18 545.45
70 1.167 0.9 6.9 0.86 0.01433 69.77 558.14
60 1.000 1.0 8.0 0.84 0.01400 71.43 571.43
50 0.833 1.2 9.6 0.82 0.01367 73.17 585.37
40 0.667 1.5 12.0 0.76 0.01267 78.95 631.58
30 0.500 2.0 16.0 0.68 0.01330 88.24 705.88
22 0.367 2.7 21.8 0.56 0.00933 107.14 857.14
20 0.333 3.0 24.0 0.52 0.00867 115.38 923.08
14 0.233 4.3 34.3 0.4 0.00667 150.00 1200.00
10 0.167 6.0 48.0 0.32 0.00533 187.50 1500.00
8 0.133 7.5 60.0 0.28 0.00467 214.29 1714.29
6 0.100 10.0 80.0 0.24 0.00400 250.00 2000.00
5 0.083 12.0 96.0 0.22 0.00367 272.73 2181.82
4 0.067 15.0 120.0 0.2 0.00333 300.00 2400.00
3 0.050 20.0 160.0 0.18 0.00300 333.33 2666.67
2 0.033 30.0 240.0 0.16 0.00267 375.00 3000.00
1 0.017 60.0 480.0 0.14 0.00233 428.57 3428.57
0.12 0.02000 500.00 4000.00
0.1 0.00167 600.00 4800.00
0.08 0.00133 750.00 6000.00
0.06 0.00100 1000.00 8000.00
0.04 0.00067 1500.00 12000.00
0.02 0.00033 3000.00 24000.00

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 138/249
Otro uso interesante es cuando se unen trabajos y hace falta el nuevo estándar
para todos los trabajos combinados. Examine la tabla para comprender la relación
entre las cifras que expresan el tiempo estándar. Por ejemplo, si dos trabajos que
se van a combinar tenían estándares de 0.72 minutos por pieza u 83 piezas por
hora y de 0.28 minutos por pieza o 214 piezas por hora, respectivamente, ¿Cuál
sería el nuevo estándar? La suma de 0.72 y 0.28 da 1.00 minutos, es decir, 60
piezas por hora combinadas.
Ahora que entendemos qué son los estándares de tiempo, veamos por qué se les
considera como algunos de los datos de mayor importancia del departamento de
manufactura.
IMPORTANCIA Y USOS DE LOS ESTUDIOS DE TIEMPO
La importancia de los estándares de tiempo se demuestra con los tres datos
estadísticos: rendimientos del 60, 85 y 120%. Una operación que no sigue
estándares funciona por lo regular al 60% del tiempo, en tanto que aquella que
trabaja con estándares alcanza un rendimiento del 85%. Este incremento en la
productividad equivale a aproximadamente 42%. En una pequeña planta de 100
personas, esta mejora representa 42 personas menos o alrededor de un millón de
dólares al año en ahorros. El estándar de tiempo no sólo es muy importante, sino
que también es extremadamente redituable en cuanto a costos.
El estándar de tiempo es uno de los elementos de información de mayor
importancia en el departamento de manufactura. Con él se dan las respuestas a
los problemas siguientes:
1. Determinar el número de máquinas herramienta que hay que adquirir.
2. Determinar el número de personas de producción que hay que contratar.
3. Determinar los costos de manufactura y los precios de venta.
4. Programar máquinas, operaciones y personas para hacer el trabajo y
entregarlo a tiempo, usando menos inventario.
5. Determinar el balanceo de las líneas de ensamble, la velocidad de la banda
transportadora, cargar las celdas de trabajo con la cantidad adecuada de
trabajo y equilibrarlas.
6. Determinar el rendimiento de los trabajadores e identificar las operaciones que
tienen problemas, para ser corregidas.
7. Pagar incentivos por rendimiento extraordinario por equipo o individual.
8. Evaluar ideas de reducción de costos y escoger el método más económico con
base en un análisis de costos y no en opiniones.
9. Evaluar las nuevas adquisiciones de equipo a fin de justificar su gasto.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 139/249
La operación necesita 2.48 máquinas
10. Elaborar presupuestos del personal de operación para medir el rendimiento de
la gerencia.
A continuación se exponen cada uno de estos usos de los estudios de
tiempo. ¿Cómo contestaría usted las preguntas siguientes sin estándares de
tiempo?
1. ¿Cuántas máquinas necesitamos?
Una de las primeras preguntas planteadas al establecer una nueva operación o
iniciar la fabricación de un nuevo producto es: ¿Cuántas máquinas necesitamos?
La respuesta depende de dos datos:
a. ¿Cuántas piezas necesitamos fabricar por turno?
b. ¿Cuánto tiempo se necesita para fabricar una pieza? (éste es el estándar de
tiempo).
EJEMPLO:
1. El departamento de comercialización desea que fabriquemos 2,000 vagones
por cada turno de 8 horas.
2. Se necesitan 0.400 minutos para formar la carrocería de un vagón en una
prensa.
3. Cada turno tiene cuatrocientos ochenta minutos (8 horas/tumo x 60
rninutos/hora)
4. -50 minutos de tiempo perdido por turno (paradas, limpieza, etc.)
5. Quedan disponibles 430 minutos por turno a 100%.
6. A 75% de rendimiento (basado en el historial o en lo esperado) (0.75 x 430
322.5 minutos).
7. Restan 322.5 minutos efectivos para producir 2,000 unidades.
8. 322.50 = 0.161 minutos por unidad o 6.21componentes por minuto.
2,000 unidades
Los 0.161 minutos por unidad se conocen como tiempo takt o ritmo de planta.
Todas las operaciones de la planta deben producir una pieza en cada lapso de
0.161 minutos; por lo tanto, ¿Cuántas máquinas necesitamos para esta
operación?
Estándar de tiempo = 0.400 minutos/unidad
Ritmo de la planta = 0.161 minutos/unidad

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 140/249
Si éstas tienen que efectuar otras operaciones, sumaríamos todas las
necesidades y redondearíamos hasta el siguiente número entero. En el ejemplo
anterior, adquiriríamos tres máquinas (nunca redondee el entero inferior: crearía
un cuello de botella en su planta).
2. ¿Cuántas personas deberemos contratar?
Tomemos el diagrama de operaciones que se muestra a continuación. Del estudio
de este diagrama deducimos el estándar de tiempo de cada una de las
operaciones requeridas para fabricar cada componente del producto y de cada
operación de ensamble para armar el producto terminado.
En esta operación (fundición de la manija), 05 indica el número de la operación.
Por lo general, 05 es la primera operación de cada componente. El número 500
representa el estándar de piezas por hora. Este operador deberá producir 500
piezas por hora. El número 2.0 es el número de horas requerido para producir
1,000 piezas. A un ritmo de 500 piezas por hora, tardará dos horas en fabricar
1,000. ¿Cuántas personas requeriríamos para fundir 2,000 manijas por
turno?
Diagrama de operaciones de válvulas hidráulicas

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 141/249
463 horas/día
2,000 unidades,
2,000 unidades,
x 2.0 horas/1,000
4.0 horas a valor estándar
Pocas personas, departamentos o plantas funcionan a un rendimiento del 100%.
¿Cuántas horas se requerirían si trabajáramos a un ritmo del 60, 85 o 120%?
4 horas = 6.66 horas; 4 horas = 4.7 horas, 4 horas = 3.33 horas
60% 85% 120%
Por lo tanto, dependiendo del rendimiento anticipado, tendremos un presupuesto
para un número específico de horas. Se utilizará el historial de rendimiento o los
promedios nacionales para factorizar el 100% de las horas y hacerlas prácticas y
realistas.
Volvamos al diagrama de operaciones. Observe el total de 138.94 horas en el
lado inferior derecho. El diagrama incluye todas las operaciones requeridas para
fabricar, pintar, inspeccionar, ensamblar y empacar un producto. Las horas totales
son el tiempo total requerido para fabricar 1,000 productos terminados. En nuestra
fábrica necesitamos 138.94 horas al 100% para producir 1,000 válvulas
hidráulicas. Si se tratara de un producto nuevo, esperaríamos un rendimiento del
75% durante el primer año de producción.
Por lo tanto,
138.94 horas por 1,000 = 185 horas/1,000
75% rendimiento
Donde 75% = 0.75
El departamento de comercialización ha proyectado ventas de 2,500 Válvulas
hidráulicas por día.
¿Cuántas personas necesitaremos para fabricar las válvulas hidráulicas?
185 horas/1,000 x 2.5 (1,000) =
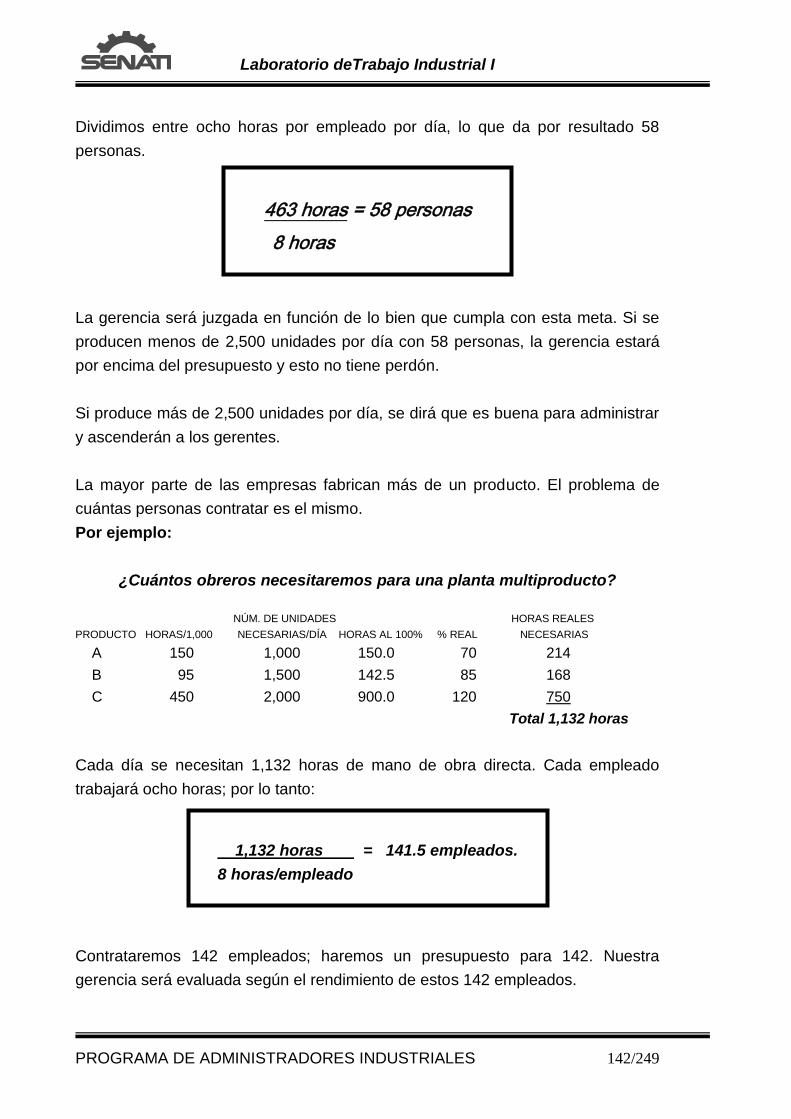
Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 142/249
463 horas = 58 personas
8 horas
1,132 horas = 141.5 empleados.
8 horas/empleado
Dividimos entre ocho horas por empleado por día, lo que da por resultado 58
personas.
La gerencia será juzgada en función de lo bien que cumpla con esta meta. Si se
producen menos de 2,500 unidades por día con 58 personas, la gerencia estará
por encima del presupuesto y esto no tiene perdón.
Si produce más de 2,500 unidades por día, se dirá que es buena para administrar
y ascenderán a los gerentes.
La mayor parte de las empresas fabrican más de un producto. El problema de
cuántas personas contratar es el mismo.
Por ejemplo:
¿Cuántos obreros necesitaremos para una planta multiproducto?
NÚM. DE UNIDADES HORAS REALES
PRODUCTO HORAS/1,000 NECESARIAS/DÍA HORAS AL 100% % REAL NECESARIAS
A 150 1,000 150.0 70 214
B 95 1,500 142.5 85 168
C 450 2,000 900.0 120 750
Total 1,132 horas
Cada día se necesitan 1,132 horas de mano de obra directa. Cada empleado
trabajará ocho horas; por lo tanto:
Contrataremos 142 empleados; haremos un presupuesto para 142. Nuestra
gerencia será evaluada según el rendimiento de estos 142 empleados.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 143/249
Sin estándares de tiempo, ¿Cuántos empleados contrataríamos? Cualquier otro
método sería una adivinanza. Este ejemplo ilustra la necesidad de estándares de
tiempo de alta calidad. La gerencia no desea ser juzgada y comparada con
estándares de tiempo o metas de producción inalcanzables.
PROBLEMAS PROPUESTOS:
1. ¿Cuántas máquinas deberá adquirir y cuántas personas contratar si necesita
3,000 unidades por turno en una planta al 75% de eficiencia, que tiene el 10%
de tiempos perdidos? El estándar de tiempo de máquinas es de 0.284
minutos. ¿Cuánto costará producir una unidad si el operador gana 15 soles
por hora? ¿Cuántas unidades se pueden producir por turno? ¿Cuál es el
tiempo takt?
2. Calcule las piezas por hora y las horas por unidad para los siguientes:
TIEMPO ESTÁNDAR
EN MINUTOS
PIEZAS POR
HORA
HORAS
POR PIEZA
0.300
2.000
0.450
0.050

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 144/249
CAPÍTULO XIII:
CAPACIDAD DE PLANTA

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 145/249
EFICIENCIA DEL = PRODUCCIÓN REAL * 100
SISTEMA PRODUCTIVO CAPÀCIDAD DEL SISTEMA
CAPACIDAD DE PLANTA
A la empresa se le plantean diferentes alternativas para determinar la capacidad
o el tamaño. Para ello, se establecen una serie de relaciones con diferentes
factores, tales como el mercado, la tecnología, la inversión, el punto de equilibrio
y la localización, los cuales ayudan a seleccionar el volumen más adecuado para
la producción.
La comparación de los resultados de estas relaciones pude ayudar al proyectista
a seleccionar la alternativa de tamaño óptimo.
1. NIVELES DE CAPACIDAD DE PRODUCCIÓN
1.1 Capacidad de diseño o capacidad instalada: Es el resultado de la definición del tamaño de planta, que resulta del diseño del
proceso y está limitada por la capacidad de la tecnología implementada.
Una vez contempladas todas las restricciones del tamaño de planta y habiéndose
decidido las instalaciones a implementar de acuerdo con el diseño del proceso,
esta capacidad queda definida.
Capacidad instalada
Capacidad del sistema
Producción real
Ajuste de la capacidad
por diversos factores
Opciones de incrementar la capacidad

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 146/249
El cálculo de la máxima capacidad se hace tomando en cuenta la capacidad
de la maquinaria y los equipos y su utilización en tres turnos de trabajo. Si
consideramos el caso de algunas plantas cuyos equipos principales no pueden
parar ni un solo día del año, con excepción de los períodos de mantenimiento y
limpieza (como los hornos de las plantas de producción de vidrio), se podría
considerar un cuarto turno “virtual”, que representaría todos los períodos
habituales de descanso (domingos, refrigerios, feriados, etc.) con la planta en
funcionamiento.
Esta capacidad instalada pude expresarse de tres diferentes maneras, como se
muestra a continuación:
Kg. / día Nº latas / día
Donde:
Capacidad de procedimiento: Define la cantidad de insumos que la planta
puede procesar en un período de tiempo.
Capacidad de producción: Define la cantidad de productos terminados que la
planta puede producir en un período de tiempo.
Capacidad por disponibilidad de recursos: Brinda una base para determinar
las posibilidades de producción a partir de unos factores constantes.
Capacidad de
procesamiento
Capacidad por disponibilidad de recursos
Capacidad de
producción
Materia prima
Tomates
Área de producción
Personal
Maquinaria y
muebles
Pasta de
tomate

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 147/249
6.2 Capacidad del sistema:
Es la capacidad que resulta de la reducción de la capacidad de diseño por la
mezcla de productos y condiciones de mercado a largo plazo.
Se define también por la estrategia de producción de la empresa, ya que
dependiendo de sus proyecciones de ventas la empresa determinará la cantidad
de productos requeridos para cubrir la demanda estimada.
Otro factor que limita la utilización de la capacidad instalada son los desequilibrios
inherentes al equipo y la mano de obra, por sus aspectos ergonómicos; esto
sucede generalmente en aquellas latitudes donde se compra tecnología
extranjera que esta diseñada para una complexión diferente de los operadores de
máquina. Si los equipos y máquinas no tienen sistemas reguladores de las
palancas, pedales, alturas de operación, etc., ello puede afectar la eficiencia en el
uso de la maquinaria.
6.3 Capacidad de producción real:
Este término se refiere generalmente a la capacidad de planta y está definida
como el número de unidades que produce una instalación determinada en un
período de tiempo, y la definición de los períodos de trabajo.
La capacidad de producción real es el resultado de la reducción de la capacidad
del sistema por efectos de la variación de la demanda en el corto plazo.
Si una empresa decide trabajar solo en un turno por día, estaría limitando su
capacidad al uso de un tercio de las posibilidades de sus instalaciones. La
ineficiencia del trabajador y la maquinaria que generan tiempos improductivos,
definen factores de utilización que en el cálculo de la capacidad de producción le
restarán capacidad.
Las fluctuaciones de la demanda en el corto plazo llevarán a la empresa a que
establezca diferentes estrategias para afrontar dichas variaciones.
Después de analizar el comportamiento de la demanda en un período
determinado, se debe examinar de qué manera se va a responder a esta
demanda. Para ello se pueden elegir una o varias de las siguientes políticas de
producción:
Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 148/249
El factor de la utilización (U)
El factor de eficiencia (E)
Capacidad de producción variable según la demanda.
Capacidad constante de producción igual a la demanda promedio.
Capacidad constante de producción igual a la demanda mínima.
6.4 Cálculo de la capacidad de acuerdo con el sistema productivo: De acuerdo con la naturaleza del sistema productivo, no resulta sencillo obtener
una medida realista de la capacidad, que puede ser medida como capacidad de
entrada (capacidad de procesamiento) o como capacidad de salida
(capacidad de producción).
A continuación presentamos algunos lineamientos para la medición de la
capacidad:
En las instalaciones que fabrican un mismo producto (o varios de características
técnicas muy similares) puede establecerse una medida de la capacidad de
producción (por ejemplo, botella de cerveza/mes), la cual resultara bastante
satisfactoria.
En los casos de empresas que trabajan con múltiples productos técnicamente
diferenciados, la elección de una medida de la capacidad de producción se
complica un poco más. Resulta más conveniente la medición de la capacidad de
procesamiento, es decir, de los recursos claves empleados en la obtención de los
diferentes productos, tales como las horas de la mano de obra (horas - hombre) o
de una máquina (hora - máquina) o de centro de trabajo (horas - centro de
trabajo).
Para el cálculo de la capacidad de procesamiento (horas – hombre, horas –
máquina, horas – centro de trabajo) se hace necesario realizar una serie de
precisiones con el fin de llegar a un unidad de medida realmente homogénea y
representativa de la capacidad. Entre dichas precisiones se cuentan con:

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 149/249
U = NHP
NHR
De donde se derivan NHP = NHR X U
U = 8 – 0,8
8
= 0,9
NHE = NHR X U X E
100 X 0,684
72
= 0,95
El factor de utilización se debe a que no todas las horas de una jornada de trabajo
se dedica a producir (mantenimiento de equipos, paradas por refrigerio, otros).
Se define el factor de utilización como el cociente entre el numero de horas
productivas desarrolladas (NHP) y el de horas reales (NHR) de jornada por
periodo.
Como ejemplo, si de la jornada de 8 horas de un día se pierde 0.8 horas por
diversos motivos, el factor de utilización seria igual a:
Los diferentes conocimientos, habilidad y rapidez de movimientos de la mano de
obra pueden ser que distintas personas desarrollen una misma labor empleando
diferentes tiempos productivos, es decir, con distinta eficiencia. El factor de
eficiencia se define como:
Donde NHE: Número de horas estándar
Asimismo, podemos consolidar las expresiones de los factores de utilización y
de eficiencia mediante la expresión:
Para aclarar el concepto anterior, se presenta como ejemplo la situación en la
que un centro de trabajo desarrolló cien veces una operación que requiere 0.684
HE (horas estándar) por unidad, empleando 72 horas productivas, la eficiencia
resultante es de:
Finalmente, usando los factores anteriores se puede calcular una capacidad de
producción en circunstancias normales para una eficiencia E y utilización U
reales.
E =
NHE
NHP
De donde NHE = NHP X E

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 150/249
Por ejemplo, para un centro de trabajo con 2 turnos de trabajo diario, de 8
horas cada uno durante 5 días a la semana, con un factor de utilización de 0.9
y un factor de eficiencia de 0.95, la capacidad seria:
6.4.1 Capacidad para un sistema de producción por proyecto Con el fin de precisar la definición de este sistema, podemos decir que el
producto está fijo en el puesto de trabajo y a su alrededor concurren los
diferentes factores de producción. Como ejemplos, podemos citar la
fabricación de barcos, locomotoras y aviones.
De otro lado, este sistema tiene una relación muy estrecha con la disponibilidad
de espacio para albergar las unidades productivas, pues estas son de grandes
proporciones.
Como las especificaciones de los productos no tienen características
estandarizadas, las instalaciones y el proceso de conversión deben permitir
flexibilidad. Normalmente, estos sistemas funcionan bajo pedido y es común que
los pedidos esperen turno, dado que no es posible fabricar muchas unidades en
simultaneo (de ahí la relación con el espacio fisco disponible).
El entorno de este sistema productivo está constituido por las condiciones
referidas a disponibilidad de espacio, disponibilidad de equipos e información de
productividad. Al precisar se tiene:
Tiempo disponible por año.
Tiempo requerido por producto.
Número de productos que se pueden fabricar en simultáneo por disponibilidad
de área (S).
Factor d eficiencia (E).
Resolución del modelo:
2 turnos
día
X
8 horas
turno
X
5 días
semana
X 0,9 X 0,95 = 68,4 Horas – centro de trabajo
semana
Tiempo disponible anual
Tiempo requerido por producto
X S X D X E Capacidad =

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 151/249
6.4.2 capacidad para un sistema de producción intermitente Las características relevantes de este sistema para el desarrollo del modelo son:
Gran cantidad de productos poco estandarizados.
Departamento de trabajo en los cuales se agrupan máquinas de similares
características en términos funcionales.
Resulta complicado, por consiguiente, encontrar una unidad de medida para
expresar la capacidad. Una alternativa es expresada en términos de los
recursos de entrada (input), siendo más específicos en función a las horas-
máquinas de cada departamento. Por el lado de los productos (output) se
empleará la técnica de unidades equivalentes para salvar la dificultad. Esta
última será la base para el desarrollo de nuestro modelo.
El entorno de este sistema productivo esta constituido por:
Relación de productos y cantidades.
Departamentos productivos con sus respectivos procesos.
Tiempo de operación por unidad de producción.
Secuencia de procesamiento de los productos.
Factor de utilización (U).
Factor de eficiencia (E).
Horas reales por turno (H/T).
Días por semana (D/S).
Números de máquinas (M).
Turnos por día (T).
Resolución del modelo
El modelo de la capacidad comprende la siguiente metodología:
Determinar la capacidad de producción de cada proceso usando el
criterio de unidades equivalente.
Determinar la capacidad de producción de cada departamento usando el
concepto de cuello de botella entre los procesos incluidos.
Determinar la capacidad de todo el sistema usando el concepto de cuello
de botella entre los departamentos incluidos.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 152/249
La planta fabrica varios productos, en diferentes cantidades, pero utilizando
maquinaria similar. Cada producto en particular requiere diferentes tiempos de
operación. La determinación de la capacidad estará expresada en unidades
equivalentes a aquel producto elegido como producto estándar.
EJERCICICIOS RESUELTOS: Caso Nª1: Se desea calcular la capacidad de una planta donde se fabrican diversos
productos. A continuación se presenta la producción promedio histórica y la
secuencia de fabricación y tiempos de proceso:
Considerar:
PRODUCCION:
SECUENCIA DE FABRICACION Y TIEMPOS DE PROCESO:
TIEMPO DE OPERACIÓN (HORAS STD)
PRODUCTO SECUENCIA A B C D E
P1 A,B,C,D,E 0.75 0.35 0.50 0.15 0.30
P2 B,C,D,E - 0.40 0.55 0.20 0.25
P3 A,B,C,E 0.80 0.25 0.45 - 0.35
P4 A,B,C,D,E 0.65 0.30 0.50 0.25 0.28
P5 A,C,D,E 0.70 - 0.60 0.20 0.32
Cinco máquinas para el proceso A, tres máquinas para el proceso B, cuatro
máquinas para el proceso C, dos máquinas para el proceso D y tres
máquinas para el proceso E.
Para todos los procesos: seis días por semana, ocho horas reales por turno,
un turno por día.
Para todas las operaciones: factor de utilización (U) de 0.92, factor de
eficiencia (E) de 0.90.
PRODUCTO UNIDADES/AÑO
P1 6200
P2 3500
P3 2600
P4 3800
UE

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 153/249
Solución: Cálculo de la capacidad
Proceso A
Producto T. operación TP1 Equiv.
P1 0.75 0.75 1.00
P2 - - -
P3 0.80 0.75 1.07
P4 0.65 0.75 0.87
P5 0.70 0.75 0.93
TOTAL 2.09 3.87
Del cuadro anterior tenemos:
Tiempo total: 3 horas
Unidades equivalentes: 3,87 unidades
Producción por hora: 3.87/3,00 = 1,289
Capacidad de producción = 1.333x0, 92x0, 9x8, 0x1x6x5 = 264,96
UE/Semana
Cálculo de la capacidad Proceso B
Producto T. operación TP1 Equiv.
P1 0.35 0.35 1.00
P2 0.40 - 1.14
P3 0.25 0.35 0.71
P4 0.3 0.35 0.86
P5 - 0.35 -
TOTAL 1.30 3.71
264.96 UE/Semana 1 turno
Producción/hora 1.333 Igual
3.87/2,9
U 0.92
E 0.90
Horas/turno 8.0
Turnos/día 1
Días/semana 6
Nº máquinas 5

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 154/249
Cálculo de la capacidad Proceso C
Producto T. operación TP1 Equiv.
P1 0.5 0.5 1.00
P2 0.55 0.5 0.10
P3 0.45 0.5 0.9
P4 0.6 0.5 1.2
P5 0.50 0.5 1
TOTAL 2.60 5.2
Cálculo de la capacidad Proceso D
Producto T. operación TP1 Equiv.
P1 0.15 0.15 1.00
P2 0.20 0.15 1.33
P3 - - -
P4 0.25 0.15 1.67
P5 0.20 0.15 1.33
TOTAL 0.80 5.33
Producción/hora 2.857
U 0.92
E 0.90
Horas/turno 8.0
Turnos/día 1
Días/semana 6
Nº máquinas 3
317.95 UE/Semana 1 turno
Producción/hora 2.000
U 0.92
E 0.90
Horas/turno 8.0
Turnos/día 1
Días/semana 6
Nº máquinas 4
317.95 UE/Semana 1 turno

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 155/249
Producto T. operación TP1 Equiv.
P1 0.30 0.30 1.00
P2 0.25 0.30 0.83
P3 0.35 0.30 0.17
P4 0.28 0.30 0.93
P5 0.32 0.30 1.07
TOTAL 1.50 5.00
Cálculo de la capacidad Proceso E
Producto T. operación TP1 Equiv.
P1 0.30 0.30 1.00
P2 0.25 0.30 0.83
P3 0.35 0.30 0.17
P4 0.28 0.30 0.93
P5 0.32 0.30 1.07
TOTAL 1.50 5.00
Producción/hora 6.667
U 0.92
E 0.90
Horas/turno 8.0
Turnos/día 1
Días/semana 6
Nº máquinas 2
397.44 UE/Semana 1 turno
Producción/hora 3.333
U 0.92
E 0.90
Horas/turno 8.0
Turnos/día 1
Días/semana 6
Nº máquinas 3

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 156/249
Cuello de botella : Proceso A
Capacidad de planta :
6.4.3 Capacidad para un sistema de producción por producto (proceso
continuo)
El entorno sobre el proceso continuo de producción por producto se refiere a los
principales elementos que intervienen en la determinación de la capacidad de
producción de este sistema; cada uno de estos elementos tiene características
propias de acuerdo con su naturaleza y contenido, y, por lo tanto, intervienen con
diferente análisis para la determinación de la capacidad.
Todos estos elementos son expresiones cuantitativas, que son calculadas de
acuerdo con las características de cada empresa; por ejemplo, el número de
horas trabajadas por turno.
Los elementos considerados en el presente estudio son:
Cantidad entrante según el balance de materia (QE).
Cantidad saliente según el balance de materia (QS).
Producción por hora de maquinaria u operarios (P).
Número actual de máquinas u operarios (M).
Días por semanas (D/S).
Horas reales por turno (H/T).
Factor de utilización (U).
Factor de conversión.
Las cantidades entrantes o unidades de entrada son aquellos
elementos, insumos o materiales expresados cuantitativamente que
ingresaron a una determinada operación considerada en la secuencia del
procesamiento del producto estandarizado para sufrir la correspondiente
transformación en dicha operación.
Las cantidades salientes o unidades de salida son aquellos elementos
expresados cuantitativamente que salen de una operación luego de haber
recibido el procesamiento correspondiente (transformación, modificación),
considerando los desperdicios, mermas o productos defectuosos.
264.96 UE/Semana 1 turno
ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 157/249
El factor de conversión permite convertir cualquier cantidad intermedia
del balance de materia en términos de cantidades de producto terminado.
Se obtiene matemáticamente dividiendo la cantidad intermedia entre la
cantidad resultante final, debiendo estar referidas ambas a un mismo
balance de materia.
Se usarán las siguientes unidades:
Unidades de entrada, según el rendimiento o el balance de la materia
prima.
Unidades de salida, según el rendimiento o el balance de la materia
prima.
Unidades de producto final, las cuales podrán ser expresadas o
representadas en diferentes magnitudes, como unidades de peso,
volumen, longitud y otras de naturaleza medible.
Son considerados restrictivos los casos especiales en los cuales se tienen
sistemas mixtos de producción, como por producto y por proceso. En estos casos
el cálculo de la capacidad se desarrollara en forma separada primero por proceso
y luego por producto (línea de ensamble).
Resolución del modelo:
El cálculo de la capacidad comprende la siguiente metodología.
Elaborar el diagrama de bloque del proceso de producción del producto
estandarizado.
Determinar el balance de materia en le cual se especifican las cantidades
entrantes y salientes en cada operación; se forma una secuencia en la
cual las cantidades salientes de una operación resultan las cantidades de
entrada de la siguiente.
Calcular la capacidad de cada operación en función de las unidades de
entrada o de salida según conveniencia (en todo caso será muy sencillo
migrar de una a otra unidad usando el balance de materia).
Homogeneizar las capacidades parciales mediante un factor de
conversión que las exprese en unidades homogéneas de producto
terminado, considerando para ello los cambios físicos o químicos sufridos
por el material en cada operación.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 158/249
Establecer la capacidad de todo el sistema, determinando la operación
“cuello de botella”, la cual corresponde a aquella operación que tiene el
mayor tiempo de ejecución, o lo que es equivalente: la menor
productividad.
Caso:
En este ejemplo se da una transformación de la materia prima o del insumo
principal, que en el proceso va recibiendo valor agregado y finalmente se
convierte en un producto terminado. La capacidad podrá ser expresada en
capacidad de procesamiento (entrada) o en capacidad de producción (salida).
Se desea calcular la capacidad de una planta de productora de harina de
pescado.
A continuación se presenta un esquema simplificado del proceso con las
respectivas capacidades de cada máquina en las operaciones (véase cuadro).
Considerar:
Una maquina por cada operación.
Para todas las operaciones: 7 días por semana, 8 horas reales por turno, 3
turnos por día.
Para todas las operaciones: factor de utilización (U) de 0.88, factor de
eficiencia (E) de 0.95.
COCIDO
CRIBADO - PRENSADO
SACADO - VAPOR
SACADO - AIRE
PESCADO 50.000 Kg Capacidad de cocido: 3.75 Kg/h
50.000 Kg Capacidad de cribado – prensado: 4.31 Kg/h
50.000 Kg Capacidad de secado – vapor: 2.25 Kg/h
16.129 Kg capacidad de secado – aire 2,25 Kg/h
HARINA DE PESCADO
25.920 Kg
4.208 kg
7.951 Kg
11.921 Kg

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 159/249
Formato: Cálculo de la capacidad de planta con balance de materia
CAPACIDAD DE PLANTA = MÍNIMA CAPACIDAD DE PRODUCCIÓN DE LAS
OPERACIONES EN UNIDADES DE PRODUCTO TERMINADO
125,57
Kg de harina de pescado/semana
QE P M D/S H/T T U E CO = P x M x D/S x H/T x T x U x E
F/Q CO x F/Q
Operación (1)
Cantidad entrante según
balance de materia
Unidad de medida según
entrada
Prod./ hora de
maquinas u
operarios
Número de
máquinas o
personas
Días/ semana
Horas reales/ turno
Turnos/ día
Factor de utilización
(3)
Factor de eficiencia
(4)
Capacidad de producción en
unidades según
balance de materia por
cada operación
Factor de
conversión
Capacidad de producción en unidades de
producto terminado para cada operación
COCIDO 50.000 Kg 3,75 1 7 8 3 0,88 0,95 556,68 0,238 125,57
CRIBADO – PRENSADO 50.000 Kg 4,31 1 7 8 3 0,88 0,95 605,33 0,238 144,32 SACADO – VAPOR 24.080 Kg 2,25 1 7 8 3 0,88 0,95 316,01 0,238 156,44
SECADO – AIRE 16.129 Kg 2,25 1 7 8 3 0,88 0,95 316,01 0,238 233,56
F UNIDAD PRODUCTO TERMINADO
11.921 Kg
(EN UNIDADES FINALES)

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 160/249
PROBLEMAS PROPUESTOS
1. Se desea calcular la capacidad de la empresa de calzado El Rayo para el área
de acabado donde elaboran diversos productos, los cuales se presentan en el
cuadro siguiente, considerando sus demandas proyectadas:
Zapato Modelo Docenas/día
TQ
Graso Norbuck
12 18
BO
Pasador con 4 agujeros Pasador con 8 agujeros
30 16
LB
Suela Planta
22 20
TT
Suela
12
Las operaciones y los tiempos estándar (min. / docena de zapato) están
ordenados de acuerdo con la secuencia de fabricación en el cuadro que se
presenta a continuación:
Operación TQ
Graso TQ
Norbuck BO
4 agujeros BO
8 agujeros LB
Suela LB
Planta
1. Clavar el taco 6,1 6,1 6,1 6,1
2. Emplantillar 9,9 9,9 9,9 9,9 9,9 9,9
3. Resanar 14,3 14,3 10 10 12 15
4. Barnizar y retocar 21,3 21,3 24 26
5. Limpiar y lustrar 8,5 8,5 10 10
6. Limpiar y sacar brillo a la hebilla
5
7. Colocar y amarrar pasador 9,4 11,3
8. Embolsar 3,1 3,1 3,1
9. Encajonar 5 5 5 5 5 5
Considerar:
Los operarios trabajan un solo turno de 8 horas por día, con una eficiencia del
0,80. Se labora durante 250 días al año.
1) Determinar la capacidad de producción de cada una de las estaciones.
2) Determinar el cuello de botella en esta área.
Estación de trabajo Operaciones Número de operaciones
I 1 y 2 2
II 3 y 4 2
III 5 y 6 1
IV 7, 8 y 9 1

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 161/249
MEZACLADO Y AMAZADO
PRENSADO
PRESECADO
SECADO
EMVASADO
89,28 Kg. harina de trigo
37,62 Kg. de agua
126,90 Kg. de masa
126,90 Kg. de fideo
1.048,42 Kg. de fideos
100,50 Kg. de fideos secos
100 Kg de fideos
6,9 de agua
1,02 Kg de fideos
18,48 Kg de agua
2. Una empresa manufacturera tiene una planta que solo produce fideos para
el consumo masivo, pero ve la posibilidad de lanzar al mercado u nuevo
producto basado en harina de kiwicha, rico en nutrientes para la dieta
alimenticia de los deportistas.
El ingeniero de planta ha levantado la siguiente información, para determinar en
primer lugar la capacidad actual de la planta, la cual trabaja en 2 turnos de 7,5
horas efectivas durante 295 días, con una eficiencia del 88,9%.
La empresa cuenta con la siguiente maquinaria para la producción de fideos:
Maquinaria
Número
de maquinas
Operación
Capacidad de
procesamiento
Mezcladora 1 Mezclado y amasado 0,158 min./Kg.
Prensa 1 Prensado 322.6Kg./hora
Secador túnel 1 Presecado 5,40Kg. /min.
Secador túnel 1 Secado 5,00Kg. /min.
Envasado 1 Envasado 375Kg./hora
1) Determine la capacidad de producción de esta empresa.
2) Explique cual es el sistema de producción y el tipo de disposición de esta
empresa.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 162/249
CAPÍTULO XIV:
FACTOR MATERIAL

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 163/249
Uniformizado la demanda en una unidad de venta:
Ordenado en forma decreciente la demanda hallada:
FACTOR MATERIAL
Uno de los factores importantes para el estudio de la disposición de la planta es
el factor material, pues de su tipo, variedad y cantidad dependen por lo general el
tipo de sistema de producción, el cual nos llevara a un determinado tipo de
disposición de planta. Por otro lado, las características físicas y químicas del
material determinan los sistemas de acarreo y almacenamiento que se deberán
aplicar en la planta. Con la finalidad de centrar el estudio de disposiciones de
planta en los productos más importantes en cuanto a cantidad y costos o
beneficios, se presentan dos metodologías de análisis de los materiales:
producto-cantidad y Pareto.
Análisis P-Q:
Análisis producto-cantidad:
Ejemplo 1:
Analice los siguientes datos:
Producto Unidad de venta Demanda Secuencia de operaciones
P1 Unidad 97.979 B, C, D
P2 Caja de 6 unid. 22.000 S, T, U
P3 Caja de 5 unid. 18.000 A, B, C
P4 Caja de 12 unid. 15.573 X, Y, Z
P5 Unidad 52.000 A, B, D
P6 Caja de 6 unid. 27.609 M, N, R
P7 Unidad 82.000 A, C, D
P8 Caja de 5 unid. 20.000 A, B, C, D
Hacer la grafica o curva correspondiente que les permita indicar el tipo de
distribución por adoptar y dibujar el plano de distribución de áreas de todas las
operaciones.
Cada un a de las operaciones necesita 15m2 de área y el terreno disponible es de
15m x 13m. Las dimensiones deben de estar anotadas en el terreno.
Solución
Producto Demanda
P1
97.979
P2 132.000
P3 90.000
P4 186.876
P5 52.000
P6 165.654
P7 82.000
P8 100.000
Producto Demanda
P4
186.876
P6 165.654
P2 132.000
P8 100.000
P1 97.979
P3 90.000
P7 82.000
P5 52.000

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 164/249
Curva P – Q
Conclusión:
Ordenado las áreas de las operaciones, siguiendo la secuencia de los productos
más importantes como resultado del análisis P-Q, el plano adecuado seria:
Ejemplo 2:
Actualmente un empresa de bocaditos elabora 20 diferentes productos en base a
cuatro tipos diferentes de harina: harina de soya (Hs), harina de trigo (Ht); harina
de habas (Hh) y harina de arvejas (Ha); agregándoles preservantes, colorantes,
sales y otros minerales nutritivos, para venderlos en bolsas de diferentes pesos.
El área de producción es un caos y desorden, generando problemas en el
recorrido del producto, se ha propuesto evaluar la situación para iniciar un estudio
de deposición de planta.
A continuación se ofrece la información pertinente para que usted elabore la curva
PQ y recomiende lo más adecuado.
Consumo total por tipo de harina por mes:
Harina de soya (Hs) = 12.006Kg
Harina de trigo (Ht) = 7.818kg
Harina de habas (Ha) = 1.350kg
Harina de arvejas (Ha) = 601kg

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 165/249
Producto
% de harina en el producto final
Prod. Neto proa. Final por bolsa (gramos)
% de consumo total por kilo de manzana
Hs Ht Hh Ha
1 90 100 33.3
2 95 100 12.2
3 90 100 17,8
4 90 100 30,0
5 85 125 35,4
6 95 75 3,6
7 85 100 24,8
8 90 125 20,0
9 90 100 36,7
10 85 125 26,5
11 90 100 4,0
12 90 100 14,4
13 85 150 6,4
14 85 150 6,9
15 90 150 21,3
16 95 75 13,7
17 95 125 4,6
18 90 150 44,9
19 90 150 33,8
20 95 75 9,7
El consumo total por tipo de harina por mes para os 20 productos es una variable
limitante para saber el numero de bolsas producidas, sabiendo además el
porcentaje de consumo total por kilo de harina y el porcentaje de harina en el
producto final.
Por ejemplo, para el producto 1, el consumo e harina de habas es de 1.350kg y se
consume por kilo el 33.3%, por tanto, se consume 449,55kg para el producto 1.
Solución:
Se sabe que el peso neto de producto final por bolsa es de 100g, siendo el 90%
de harina de habas, y el 10% restante, preservantes, colorante, sales y otros
minerales; por tanto, habrá 90g de harina por bolsa y en 449,55kg se tendrá 4.995
bolsas. Siguiendo esta metodología se estructura el siguiente cuadro:

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 166/249
Bajo este ordenamiento del volumen de bolsas por cada producto se construye la
curva PQ, estando los productos en el eje de las “x”, y el volumen elaborado por
cada producto en el eje de la “y”.
Producto Consumo de harina (kg)
Cantidad de bolsa (g)
Volumen de bolsa
1
449,55
90,00
4.995
2 953,80 95,00 10.039
3 1.391,60 90,00 15.462
4 405,00 90,00 4.500
5 4.250,12 106,25 40.001
6 281,45 71,25 3.950
7 2.977,49 85,00 35.029
8 1.563,60 112,50 13.898
9 495,45 90,00 5.505
10 3.581,59 106,25 29.944
11 312,72 90,00 3.474
12 1.125,79 90,00 12.508
13 768,38 127,50 6.026
14 828,41 127,50 6.497
15 128,01 135,00 948
16 1.071,07 71,25 15.032
17 359,63 118,75 3.028
18 269,85 135,00 1.998
19 203,14 135,00 1.504
20 758,35 71,25 10.643
Producto Volumen de bolsas (unid)
Producción %
5
40.001
17,78%
7 35.029 15,57%
10 29.944 13,31%
2 15.4762 6,87%
16 15.032 6,68%
8 13.898 6,18%
12 12.508 5,56%
20 10.643 4,73%
2 10.039 4,46%
14 6.497 2,89%
13 6.026 2,68%
9 5.505 2,45%
1 4.995 2,22%
4 4.500 2,00%
6 3.950 1,76%
11 3.474 1,54%
17 3.028 1,35%
18 1.998 0,89%
19 1504 0,67%
15 948 0,42%
224.981

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 167/249
Conclusión:
De acuerdo con este resultado de la curva P-Q, se recomienda iniciar el estudio
de disposición de planta tomando como base los procesos de la producción de los productos 5, 7, 10, considerando el acarreo y almacenamiento de los
materiales que van hacer utilizados por estos productos.
CURVA ABC
Ejemplo 1:
La tabla que se presenta a continuación muestra el inventario de 10 artículos:
Los productos 3 y 6 representan una gran cantidad de venta en US$ (73,2%). Por
otra parte, los productos 1, 5, 7, 8 y 10 tienen un bajo ingreso en US$ (10,5%).
Los porcentajes que corresponden a cada categoría se resumen en la siguiente
tabla (la designación de las tres clases es arbitraria, podría haber cualquier
Producto Venta anual en unidades
Precio unitario en US$
Ingresos en US$
% de ingresos total en US$
1 5.000 1,5 7.500 2,9
2 1.500 8,0 12.000 4,7
3 10.000 10,5 105.000 41,2
4 6.000 2,0 12.000 4,7
5 7.500 0,5 3.750 1,5
6 6.000 13,6 81.600 32,0
7 5.000 0,75 3.750 1,5
8 4.500 1,25 5.625 2,2
9 7.000 2,5 17.500 6,9
10 3.000 2,0 6.000 2,4
Total 69.000 - 254.725 100,0

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 168/249
numero de clases). Los factores importantes se encuentran en los dos extremos:
unos cuantos productos que son significativos y muchos que son relativamente
insignificantes.
Clasificación de ABC
Clase Numero de productos
% total de los productos
% de las ventas totales en US$
A 3, 6 20 73,2
B 2, 4, 9 30 16,3
B 1, 5, 7, 8, 10 50 10,5
Total 100 100,0
La curva ABC analiza todo los productos de acuerdo con su importancia en las
ventas, costo variable y margen de utilidad. Para efectos de la disposición en
planta, tendremos las ventas en función de esta importancia, y esta curva permite
elegir a la mayoría de los productos de la zona A para analizar su recorrido y
tomarlo como referencia para la distribución propuesta.
La tabla de ordenamiento seria la siguiente:
Articulo Ingresos en US$
% de ingresos total en US$
% acumulado de productos
% acumulado de ventas
3 105.000 41,2 10,0 41,2
6 81.600 32,0 20,0 73,2
9 17.500 6,9 30,0 80,1
2 12.000 4,7 40,0 84,8
4 12.000 4,7 50,0 89,5
1 7.500 2,9 60,0 92,4
10 6.000 2,4 70,0 94,8
8 5.625 2,2 80,0 97,0
5 3.750 1,5 90,0 98,5
7 3.750 1,5 100,0 100,0
Total 254.725 100,0 - -
Con los datos de la tabla de ordenamiento se llegar a al curva mostrada en el
gráfico.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 169/249
Ejemplo 2:
La empresa Rotal S.A. tiene problemas en la distribución del área de envasado,
se quiere iniciar un estudio de dispositivo de planta y se decide como primer paso
hacer un análisis P-Q. Se cuenta con la siguiente información.
Los precios de los productos a sus distribuidores son:
Producto Presentaron bolsa (peso en gramos)
Producción semanal (toneladas)
Mazamorra piña 280 4.200
Polvo de hornear 50 100
Flan de vainilla 150 6.000
Pudín de chocolate 150 1.500
Azúcar finita 250 1.250
Gelatina de fresa 100 6.000
Flan de chocolate 150 1.500
Colapiz en escamas 50 2.500
Mazamorra de durazno 280 2.800
Gelatina de naranja 100 4.000
Pudín de vainilla 150 750
Gelatina de piña 100 2.000
Mazamorra morada 280 14.000
Mazamorra 1,50
Gelatina 1,30
Flan 2,00
Pudín 2,10
Colapiz 1,20
Polvo de hornear 0,80
Azúcar 1,00
El margen de utilidad en todos sus productos es de 20%
Solución:
Se determinó el número de bolsas por tipo de producto que se fabrican por
semana.
Producto Producción semanal (miles de bolsas)
Mazamorra piña
4.200/280=15
Polvo de hornear 2
Flan de vainilla 40
Pudín de chocolate 10
Azúcar finita 5
Gelatina de fresa 60
Flan de chocolate 10
Colapiz en escamas 5
Mazamorra de durazno 10
Gelatina de naranja 40
Pudín de vainilla 5
Gelatina de piña 20
Mazamorra morada 50
Total de bolsas producidas
272

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 170/249
Se formaron grupos de productos y se ordenaron en forma descendente en
función de la producción semanal en bolsas.
Producto Producción semanal Participación (%)
Gelatina 120 44,12
Mazamorra 75 27,57
Flan 50 18,38
Pudín 15 5,51
Colapiz en escamas 5 1,84
Azúcar 5 1,84
Polvo de hornear 2 0,74
Obteniéndose el grafico P-Q (véase grafico).
Puede apreciarse que la gelatina y la mazamorra son los productos más
importantes bajo la clasificación P-Q.
Observándose los resultados se procedió a revisar los procesos de producción y
se concluyo que existen diferencias mínimas en la elaboración de los productos
que se reducen al mezclado de componentes y envasado del producto, por lo que
se recomendó también que se desarrolle un análisis ABC para clasificar los
productos más importantes. Se tomo para ello la utilidad como criterio de
clasificación. Se tienen, entonces, los siguientes datos:
Unidad (miles de u.m)
Mazamorra 1,5 x 0,2 x 75 = 22,5
Gelatina 1,3 x 0,2 x 120 = 31,2
Flan 2,0 x 0,2 x 50 = 20
Pudín 2,1 x 0,2 x 15 = 6,3
Colapiz 1,2 x 0,2 x 5 = 1,2
Polvo de hornear 0,8 x 0,2 x 2 = 0,32
Azúcar 1,0 x 0,2 x 5 = 1
G
M
F
P C A
Grafico P-Q
Q
P P

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 171/249
Se ordena e forma descendente en cuanto a la utilidad y se evalúa el porcentaje
acumulado:
% Acum.
Gelatina 37,81 3781
mazamorra 2727 6508
Flan 2424 8932
Pudín 763 9695
Colapiz 145 984
Azúcar 121 9961
Polvo de hornear 039 100
Total 100
Se procede a graficar (véase grafico ABC)
Conclusión:
Se determina la zona A: Gelatina y mazamorra, concluyendo para el estudio el
flan (por su cercanía al 80%).
Finalmente, considerando el análisis P-Q y el análisis ABC, para el estudio
tomaremos los tres productos.
Problemas propuestos
1. Una empresa productora de ladrillos requiere realizar una redisposición por
procesos de la planta, y para ello ha recopilado la siguiente información:
Gráfico ABC
Monto (% acum.)
Producto p
100%
98%
89%
G M F P C A

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 172/249
Producción en toneladas:
Producción 2004 2005 2006 2007
Ladrillos archilla
3.420
4.980
7.110
8.400
Refractario básico 550 550 550 550
Ladillos básico magnesita* 1.900 1.900 1.900 1.900
Plástico refractario 3.954 3042 2.340 1.800
Apisonables refractario 200 200 200 200
En este caso para el siguiente año se ha previsto un reducción de la producción
de este producto en un 50%, el cual se cubrirá con la comercialización de un
producto similar que s importara de Bolivia.
Proceso de producción:
En el siguiente cuadro se ofrece la información sobre los costos y ventas
expresados en US$, para la producción del año 2007.
Productos Costos Ventas
Ladrillo archilla 3.024.000 5.040.000
Refractario básico 535.500 892.500
Ladrillo básico magiecita* 1.346.000 4.615.000
Plástico refractario 870.000 1.450.000
Apisonable refractario 260.000 495.000
Se estima que en el 2008 se mantendrán los mismos costos y precios.
Para el 2008 se pide:
a) Elabore el análisis P-Q y comente sus resultados.
b) Elabore el análisis ABC y comente sus resultados.
c) Presente la disposición de planta propuesta, teniendo un terreno disponible
de 70m x 120m, con un pasadizo central de 10m x 112m.
Ladrillo arcilla Chancado – tamizado – mezclado – prensado – hidráulico – cocido en horno de calcinación
Refractario básico Chancado – tamizado – mezclado – prensado por impacto – cocido en horno circular
Ladillos básico magnesita* Chancado – tamizado – mezclado – prensado bucher – secadora
Plástico refractario Chancado – tamizado – mezclado – prensado hidráulico
Apisonables refractario Cocido en horno de calcinación – chancado – tamizado – mezclado - ensacado

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 173/249
Si se requieren las siguientes áreas para los diferentes procesos (véase tabla).
ALMACEN DE INSUMOS Patio de materiales
(30 x 40) 120m2
ZONA DE MOLIENDA Chancadora
(30 x 40) 120m2
TORRE DE MEZCLADO Mezclado Tamizado
(30 x 80) 200m2
20m2
ZONA DE PRENSAS Prensa bucher Prensa de impacto Prensa hidráulica
(8 x 10) 40m2 10m2 30m2
ZONA DE HORNOS Horno de calcinación Horno circular Secadora
(30 x 60) 110m2 40m2 30m2
ZONA DE HABILITADO PARA DESPACHO (20 X 30) Ensacado
60m2
2. En el área de producción de la empresa Galletera del Sur se observa
congestión y desorden la secuencia de producción y disposición denlas maquinas
donde se elaboran 10 diferente tipos de galletas. El consumo total de harina en el
año 2006 ha sido de 93.500 kg; y se espera que el 2007 se logre un incremento
del 15% en la producción total. Ante esta situación el gerente de Producción le ha
solicitado al jefe de Producción un estudio para conseguir un mejor ordenamiento
y flujo de producción, mediante la adopción del tipo de distribución mas adecuado
de acuerdo con los volúmenes de producción de los tipos de galletas. A
continuación se presentan la información y los datos pertinentes.
Tipo de galleta % de harina Unidad de venta o presentación (g)
Perlita 13 Bolsa de 300
Vainilla 5 Pqte. de 150
Animalitos 12 Bolsa de 120
Chaplin 5 Bolsa de 480
Soda 14 Pqte. de 16
De agua 4 Bolsa de 350
Soda craker 15 Pqte. De 300
Saladita 10 Pqte. De 450
Suavecita 10 Pqte. De 400
Sabrosita 12 Bolsa de 250
Presente la gráfica correspondiente, realice un análisis de los resultados y plantee
un tipo de disposición de planta para el año 2007.
3. Analice la siguiente información de una empresa productos de caucho. Esta
empresa requiere una redisposición de sus instalaciones, por lo que necesita
una clasificación de sus áreas de trabajo.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 174/249
La información disponible es la siguiente:
Tipos de productos Unidades
producidas Peso por
unidad (kg) Ingresos por
ventas ($)
Llantas de camión 3.000 60.0 606.000
Llantas radial 15.000 10.0 1.195.800
Llantas de camioneta 6.600 20.0 660.000
BIAS (llanta convencional) 6.000 8.0 480.00
OTR (llanta por terreno) 250 90.0 99.000
Cámara 6.600 2.7 99.000
Guarda cámara 3.500 3.0 42.000
Manguera 30 50.0 8.100
La empresa estima que los productos en los que obtiene sus mayores beneficios
son Camión (10% del precio de venta) y Radial (15% del precio de venta); para
los otros productos alcanza un promedio de 8% del precio de venta.
La empresa agrupa sus productos considerando las siguientes familias: trabajo
ligero (radiales, camionetas, BIAS), y trabajo pesado (camión, OTR) Cámara,
Guarda cámara, y Mangueras.
La empresa ha determinado los siguientes procesos de producción:
CAMION: Dosificado / mezclado / cortado / tabulado / formado / prensado /
pintado
CAMIONETA: Dosificado / mezclado / cortado / tabulado / formado / prensado /
pintado
RADIAL: Dosificado / mezclado / cortado / tabulado / formado / prensado /
pintado
BIAS: Dosificado / mezclado / cortado / tabulado / formado / prensado.
OTR: Dosificado / mezclado / cortado / tabulado / formado / prensado.
CAMARA: Mezclado / tabulado / cortado / construcción / autoclave
GUARDACAMARA: Mezclado / tabulado / construcción / autoclave
MANGUERA: Mezclado / tabulado / autoclave
Por necesidades de producción se han definido líneas de trabajo por familia,
considerándose maquinas independiente para cada línea, con excepción de las
zonas de dosificado, mezcla y pintado. Además, se conoce que cada proceso
requiere un área de producción de acuerdo con el cuadro.
Proceso Área requerida m2
Dosificación 100
Mezcla 300
Corte llantas 240
Corte cámaras 120
Tabulado 220
Formado 450
Prensado 200
Pintado 100
Construcción 250
Autoclave 150

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 175/249
Se le pide:
a) Desarrollar un análisis P-Q, definiendo las zonas correspondientes.
b) Desarrollar un análisis ABC, considerando utilidades y definiendo las zonas
correspondientes.
c) Indique cuales serán los productos o familias más importantes para el estudio
de disposición de la planta.
d) Presente un esquema de disposición de planta, buscando la máxima
productividad. Para ello utilice un área rectangular, con un pasadizo central,
teniendo el acceso por el lado izquierdo y la salida por e lado derecho del
terreno.
4. La empresa de alimentos Bocaditos S.A. esta dedicada a al producción de
bocaditos fritos y extruidos, y tiene captado el 30% del mercado.
Los productos que se encuentran en el mercado son:
Si las ventas proyectadas para el 2007 son las que se exponen a continuación.
Producto Peso (g) Bolsas/mes
Palitos de queso 35 300
10.000 5.000
Aritos de queso 50 15.000
Chicharrón 50 20.000
Papas fritas en hojuelas
65 300
35.000 15.000
Habas fritas 50 1.000
Maní 50 25
800 800
Bolitas dulces 25 400
a) Elabore el diagrama P-Q para el 2007.
b) Elabore el diagrama ABC para el 2007.
c) Realice la distribución de planta, sise encuentra con un terreno de 24m x 12m,
siendo las áreas para cada una de las estaciones las siguientes (véase la
tabla):
Producto Peso (Kg.) Proceso Precio por unidad
Palitos de queso 35
300 ABCDE
0,80 2,0
Aritos de queso 50 ABCDE 1,50
Chicharrón 50 ABCDE 1,00
Papas fritas en hojuelas 65
300 WXY
1,30 2,50
Habas fritas 50 VXY 0,50
Maní 50 25
XY 1,20 0,70
Bolitas dulces 25 ABCFDE 0,60
Zonas Área m2
A 4 x 4
B 4 x 4
C 4 x 4
D 6 x 5
E 6 x 5
F 4 x 4
V 4 x 5
W 6 x 5
X 4 x 4
Y 4 x 4
Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 176/249
CAPÍTULO XV:
FACTOR MAQUINARIA

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 177/249
___________________________________________ ___________________
FACTOR MAQUINARIA ____________________________________________________ ___________
Definido el segmento de mercado para e proyecto y el tamaño de planta, se hacer
necesario para el estudio de disposición de planta- la determinación del número
de máquinas requeridas para cumplir con la producción, ya que de su número
dependerá el espacio requerido.
En este capítulo se aplicará una metodología, tomando como referencia el tiempo
estándar de producción, la demanda, el tiempo disponible, así como el nivel de
eficiencia y utilización de las máquinas
La información sobre la maquinaria (herramientas y equipos), es fundamental
para su adecuada ordenación.
Los elementos de este factor incluyen:
Máquinas de producción.
Equipos de proceso.
Dispositivos especiales.
Herramientas, moldes, patrones, plantillas, etc.
Controles o tableros de control.
Maquinaria de repuesto o inactiva.
Maquinaria para mantenimiento o taller de repuesto y herramientas u otros
servicios.
Las consideraciones sobre este factor corresponden:
Proceso o método de producción:
Características de la maquinaria y equipo:
- Volumen o capacidad.
- Tecnología de producción.
- Cumplimiento de las especificaciones.
- Requerimiento de instalación.
- Costo de mantenimiento.
- Costo de operación.
- Disponibilidad.
- Seguridad.
- Servicios auxiliares.
Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 178/249
Hay que considerar la misma información para equipo adicional, bancos, estantes,
instalaciones eléctricas, equipo auxiliar, etc.
Sin embargo, el punto mas importante es determinar el número de máquinas
requeridas, lo cual sirve de base para calcular el área total requerida.
Porcentaje de utilización de la maquinaria:
Una buena distribución deberá usar las máquinas en su completa capacidad, para
lo cual se empleara de preferencia la distribución por proceso, por ser la que
produce mejores resultados. En cambio, en la distribución fija la eficiencia de las
máquinas es mejor, por cuanto el operario, que dispone de varios equipos, usa
solo una mientras las otras están paradas. La producción en cadena es un tipo de
distribución intermedia entre los dos tipos de distribución mencionados.
El grado de utilización de la maquina depende de la variación en las necesidades
de la producción y el grado de equilibrio en las operaciones.
Requerimientos relativos a la maquinaria:
- Espacios, forma y altura
- Peso
Requerimientos del proceso:
Determinados procesos requiere de condiciones especiales (ventilación, buena
luz, etc.), lugares especiales (prevención de la contaminación, ruido) o protección
(accidentes), puntos que deben ser revisados para saber si el proceso requiere o
no de ellas.
- Tuberías: Agua, acido, aire comprimido, lubricante.
- Desagües: Agua de desechos.
- Conductos de ventilación y escape: vapores, puntuales, techos, suelos
reforzados.
- Conexiones: Electricidad y transmisiones.
- Protección o aislamiento: Combustión explosión o contaminación.
- Acondicionamiento: Aire filtrado, y temperatura, etc., absorción.
- Movilidad: Características especiales de movilidad o desplazamiento.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 179/249
1. Descripción de la maquinaria:
FICHA DESCRIPTIVA DE MAQUINA Y EQUIPO
Planta: IACSA Ficha Nº: 009 Sección: confitería Hecho por: Área de producción Nombre: Extrusora Modelo: Datos técnicos Potencia: 6,6 Hp Energía consumida: 5 KWh Corriente. 80 Amp. Tensión(volt) 220
Dimensione generales Vista horizontal Vista frontal
Extrusora Largo: 3,4 m Ancho: 1,5 m Altura: 1,80 m
Área de operación: 5,62 m2 Área de pasillos: 2 m2 Área tina de recepción: 3 m2 Área total = 10,62 m2
Herramientas y accesorios: 1 balanza digital (1 eléctrica)
Tina de recepción extruido

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 180/249
FICHA DESCRIPTIVA DE MÁQUINA Y EQUIPO
PLANTA: Callao II Ficha Nº: 4 SECCION: Torneado Hecho por: INDIRA NOMBRE: Torno horizontal convencional (industrial) MARCA: XX Datos técnicos:
Corriente Tensión Potencia de motor principal (Amp.) (Volt.)
220 5,5 cv
Potencia de la motobomba 0.07cv Vista frontal
Dimensiones generales Largo: 2, 215 m Ancho: 0,850 m Altura: 1,195 m
Neto: 925k Bruto: 1,130k
Altura de puntos: 200mm Distancia entre puntos: 750-1.150 mm Ø Admitido sobre banca de: 390 mm Ø admitido sobre escote: 590 mm Ø admitido sobre carro longitudinal: 360 mm Ø admitido sobre carro transversal: 210 mm Anchura de la bancada: 300 mm Agujero de husillo principal: 52 mm Cono morse del husillo principal: Nº 4 RPM del husillo: 40-2.200 Avance longitudinal: 0,05-0,375 mm Recorrido del carro transversal: 300 mm Área de operación: Área de almacenaje: 2 m de contorno Área de servicio: Área de pasillos: 2,5 m Área total = Datos adicionales: Se obtiene datos de forma cilíndrica. Trabaja materiales como el acero. Mediante una cuchilla le da forma cilíndrica de acuerdo con un diámetro determinado o en función de las medidas de un plano técnico. Transmisión Por caja de engranajes.
Herramientas y accesorios: Check portabrocas, portapunta, portaherramientas, cuchilla, brocas, maleteadores.
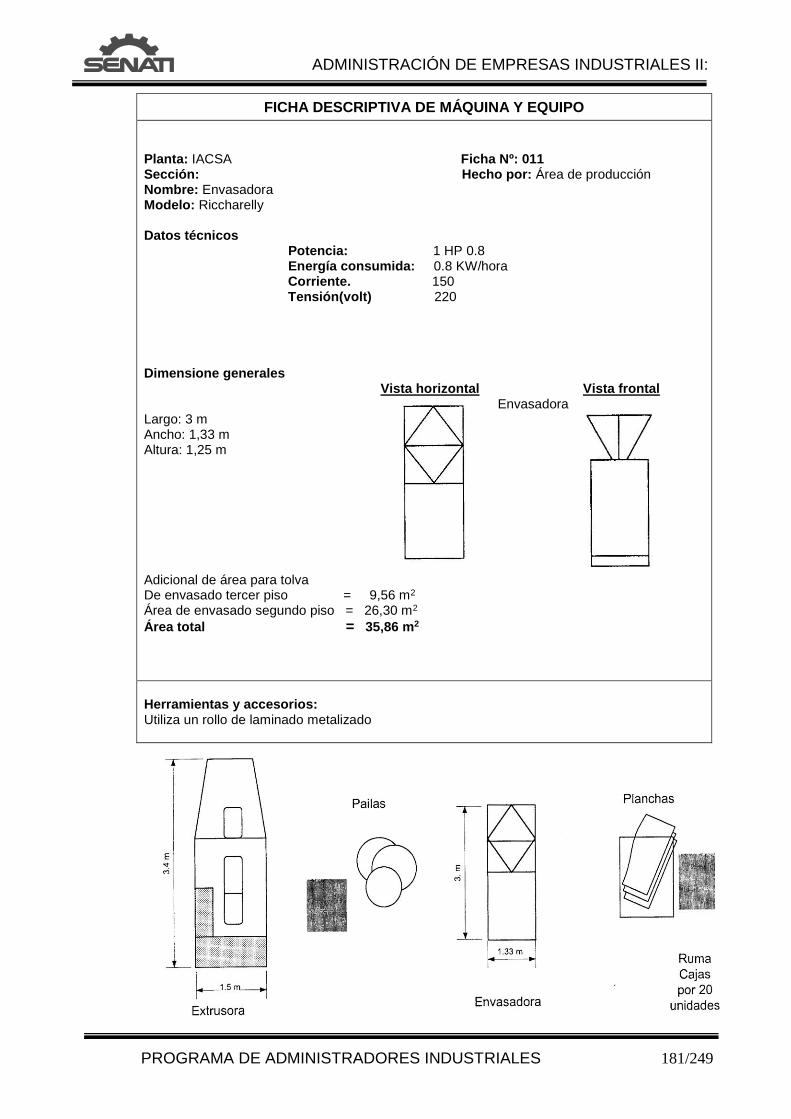
ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 181/249
FICHA DESCRIPTIVA DE MÁQUINA Y EQUIPO
Planta: IACSA Ficha Nº: 011 Sección: Hecho por: Área de producción Nombre: Envasadora Modelo: Riccharelly Datos técnicos Potencia: 1 HP 0.8 Energía consumida: 0.8 KW/hora Corriente. 150 Tensión(volt) 220 Dimensione generales Vista horizontal Vista frontal
Envasadora Largo: 3 m Ancho: 1,33 m Altura: 1,25 m
Adicional de área para tolva De envasado tercer piso = 9,56 m2 Área de envasado segundo piso = 26,30 m2
Área total = 35,86 m2
Herramientas y accesorios: Utiliza un rollo de laminado metalizado

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 182/249
1. DETERMINACIÓN DEL NÚMERO DE MÁQUINAS
Para el cálculo de números maquinas como las extractoras y algunos equipos de
proceso, tales como molinos y mezcladoras, donde el procesamiento no se realiza
por unidades discretas, sino más bien por cargas o “batch”, el tiempo d operación
deberá expresarse por “batch” o carga.
Método A: Tomando como base los tiempos de operación y los tiempos disponibles. Nº máq. (N) = O también
Nº máq. (N) = Donde: Requerimientos de prod. por hora = para cumplir con la demanda Ejemplo 1: Establecer el número de máquinas cuando se fabrica un solo producto:
Solución Horas al año: 3 turnos = 250 x 7,5 x 3 = 5.625 horas Nº de maquinas en A: 3 turnos:
(Tiempo de la operación por pieza por maq.) X (demanda anual)
Nº total de horas disponibles al año
Requerimientos de producción por hora para cumplir la demanda
Producción por hora máquina
Demanda
Nº de horas anuales
N A
= HM
und X 65.00 año 0,25
horas
año 5.625
= 2,8 Mq. = 3Mq.
N B
= HM
und X 65.00 año 0,07
horas
año 5.625
= 0,808 Mq. = 1Mq.
N C
= HM
und X 65.00 año 0,15
horas
año 5.625
= 1,733 Mq. = 2Mq.
MP A B C PT Demanda: 65.00 und.
0,25 hm/u 0,07 hm/u 0,15 hm/u

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 183/249
Conclusión:
Se requieren 3 maquinas A, 1 maquina B y 2 maquinas C.
Ejemplo 2:
Determine el numero de maquinas para el año 2007, si las demandas crece a
razón de 3.75% anual. Los datos son los siguientes:
Producto Secuencia de
procesamiento Venta del año 1999 (miles)
P1 A B A 45,5
P2 B A B 72,8
P3 C 17,5
Considere 250 días al año y un turno de 7,5 horas.
Producto Horas maquinas por 10 productos
A B C
P1 0,4608 0,2512
P2 0,2115 0,3918
P3 - - 0,356565
Solución:
Primero se determina la demanda para el año 2007, considerando el crecimiento
3,75% anula de las ventas.
2003 2004 2005 2006 2007
P1 455 472 4897 5081 5272
P2 728 7553 7836 813 8435
P3 176 1826 1894 1962 2036
Generalmente se utiliza el termino horas efectivas cuando en un turno se indica el
turno efectivo de trabajo, esto es, sin considerar el tiempo de refrigerio
Tomando como base los tiempos de operación por producto horas disponibles se
determina el número de maquinas:
Para el producto 1:
N 0 T
= 0,04608 HM / Pz x 52.720 Pz. / año
250 d/año X 7,5h / d
= 1,29
A1
2.429,3376
1.875
=
N 0 T
= 0,02512 HM / Pz X 52.720 Pz. / año
250 d/año X 7,5h / d
= 0,706
B
1.324,3264
1.875
=
N 0 T
= 0,04608 HM / Pz x 52.720 Pz. / año
250 d/año X 7,5h / d
= 1,29
A2
2.429,3376
1.875
=

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 184/249
N =
TXP
HXC
Para el producto 2: Para el producto 3: Número de máquinas: Conclusión:
El número de máquinas para el año 2007 será d e4 maquinas A, 4 máquinas B y
1 máquina C.
Método B:
Determinación de los requisitos de maquinaria suponiendo información perfecta.
La fórmula general para el cálculo del número de máquinas requeridas es la
siguiente:
Donde:
N = Número de máquinas requeridas. T = Tiempo estándar por operación por unidad. H = Horas disponibles al año por factor de corrección.
N 0 B
= 0,03918 X 84.350
250 X 7,5
= 1,76
1
3.304,833
1.875
=
N 0 B
= 0,025115 X 84.350
250 X 7,5
= 1,13
2.118,45
1.875
=
N 0 B
= 0,03918 X 84.350
250 X 7,5
= 1,76
2
3.304,833
1.875
=
N 0 C
= 0,03565 X 20.390
250 X 7,5
= 0,3876
726,9035
1.875
=
N A
=
N A1
+
N A2
+
N A
=
1,29 + 1,29 + 0,95 = 3,53 = 4 máquinas
P1 P2
N B
=
N B
+
N B1
+
N B2
=
0,706 + 1,76 + 1,76 = 4,226 = 4 máquinas
P1 P2
N C
= 0,3876 = 1 máquina
C =
Total de horas funcionamiento
Total de horas funcionamiento + horas pérdidas

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 185/249
P = producción requerida (numero de unidades por producir) Donde:
D = Demanda producción buena requerida f = Una fracción de defectuosos en la operación
Ejemplo 3:
Un taller de ensamble de motores consta de tres estaciones de trabajo: A, B, C. El
esquema de la línea y la producción anual se muestra a continuación:
Además, se dispone de los siguientes datos:
A B C
Horas máquinas por pieza (T) 0,25 0,07 0,15
Horas disponibles al año 1,875 1,875 1,875
Factor de corrección 0,80 0,80 0,80
Promedio mensual de hora de mantenimiento 13 2 5
Solución: Hallamos los valores de P, H, C:
A B C
P (unidades anuales) 65.000 65.000 65.000
H (horas disponibles al año factor de corrección) 1.500 1.500 1.500
Horas anuales en mantenimiento(hm) 156 48 60
Horas efectivas anuales (he) 1.344 1452 1440
Pag169 0,896 0,968 0,96
Luego, calculamos el número de maquinas requeridas: La aproximación realizada al entero superior, en el cálculo de número de
máquinas, se hace necesaria con el fin de expresar el número de máquinas como
unidades discretas.
P =
D
1-f
MP A B C PT Demanda: 65.00 und.
0,25 hm/u 0,07 hm/u 0,15 hm/u
N A
= 0,25 x 65,000
1.500 x 0,896
= 13
12,09 =
N B
= 0,07 x 65,000
1.500 x 0,984
= 4
3,08 =
N C
= 0,15 x 65,000
1.500 x 0,96
= 7
6,77 =

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 186/249
N =
TXP
HXC
C = 2.000 -285
2.000
0,8575 =
Conclusión:
Para cumplir con la producción se necesitan 14 máquinas A, 4 máquinas B, 7
máquinas C.
Ejemplo 4:
Actualmente, en las secciones de producción X se pierde un total de 285 horas
anuales por desperfectos y averías de las maquinas. Si el pronóstico de ventas es
de 120.000 piezas por año y se trabajan 8 horas diarias durante 250 días al año,
determine:
1. El número actual de máquinas utilizadas para cubrir la demanda, si la
producción es de 5 piezas por hora por maquina.
2. Si, luego del establecimiento de un programa de mantenimiento moderno, se
estima reducir el 50% de las horas pérdidas por desperfectos y averías de
máquinas al año, y el nuevo tiempo de operación es de 0,162 horas por pieza,
calcule el número de maquinas requeridas para cumplir con la misma
demanda.
Solución:
Las ventas anuales: 120.000 pz.
El número de horas disponibles al año: 2.000 horas
Horas anuales pérdidas por desperfectos de máquina: 285 horas
Considerando esta información, la determinación del número de máquinas se
hallará aplicando la siguiente fórmula:
Determinación del valor de C considerando las horas perdidas por mantenimiento:
Si se sabe que se produce 5 pz por HM, entonces para producir una pieza se
requerirá 0,2 horas.
Conclusión 1:
N = 0,2 HM/pz X 120.000 pz / año
2.000 HM / año X 0,8575
= 2.4000
1.715
= 13,99 = 14 máquinas

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 187/249
C = 1.857,5
2.000
0,92875 =
Conclusión 2:
El 50% de 285 horas nos daría 142,5 horas anules pérdidas por desperfectos,
luego el valor de C será:
El nuevo tiempo de operación es de 0,162 hora por pieza, lo que no lleva a un
nuevo número de máquinas:
Si el cálculo del número de máquinas da un resultado superior al número actual
de máquinas, no debe necesariamente tomarse la decisión de compra de
máquinas faltantes. Primero, deberá verificarse si existen máquinas de ese tipo
disponible en otra línea de producción. También será conveniente hacer un
análisis de la utilización de turnos adicionales de trabajo o evaluar el uso de horas
extras.
Método C: Determinación de los requisitos de maquinaria cuando los productos requieren
reproceso.
El tiempo necesario para reprocesar las cosas puede ser mas largo que el de la
operación original, puesto que cada pieza que tiene que elaborarse de nuevo
presenta sus propias exigencias particulares.
Es conveniente, por lo tanto, analizar los motivos que generan productos
defectuosos para poder reducirlos o eliminarlos. Algunos factores que determinan
niveles de rechazo podrían ser:
Equipos
Materiales
Herramientas y métodos de trabajo
Políticas de mantenimiento
Diseño y especificaciones de producción.
Garantía de calidad y eficacia.
Personal.
N = 0,162 HM/pz X 120.000 pz / año
2.000 HM / año X 0,92875
= 19.440
1.857,5
= 10,46 = 11 máquinas
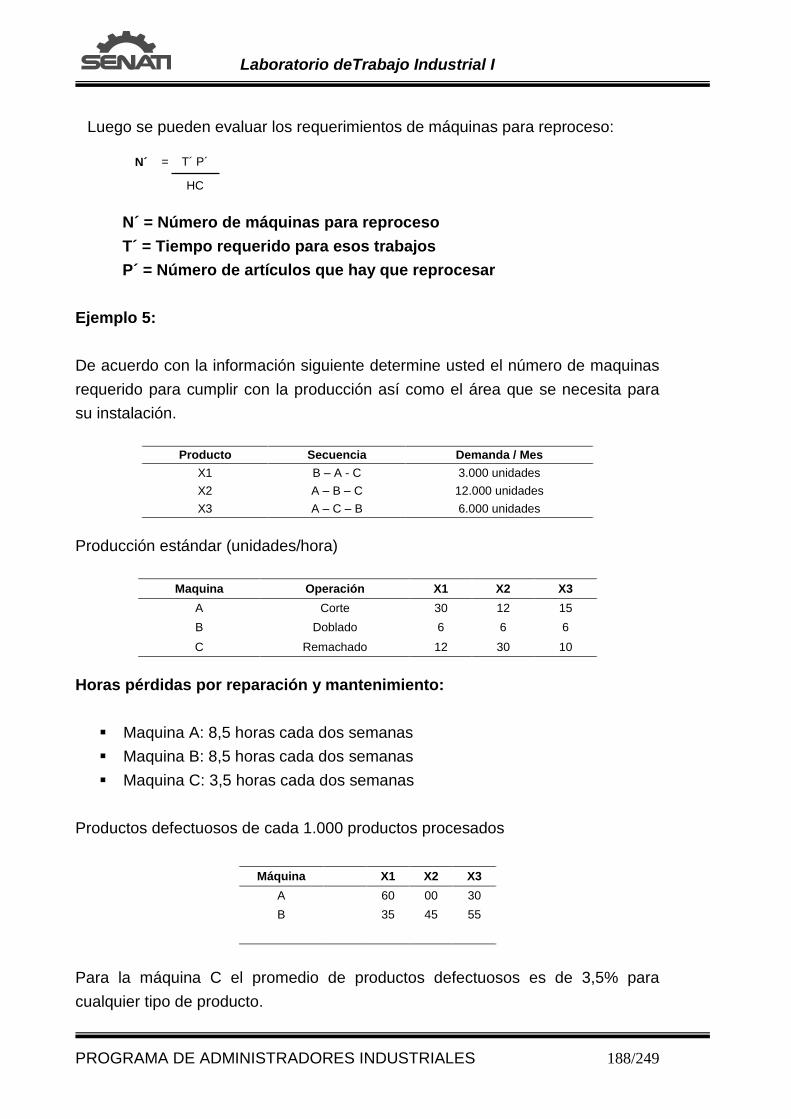
Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 188/249
Luego se pueden evaluar los requerimientos de máquinas para reproceso:
N´ = Número de máquinas para reproceso
T´ = Tiempo requerido para esos trabajos
P´ = Número de artículos que hay que reprocesar
Ejemplo 5:
De acuerdo con la información siguiente determine usted el número de maquinas
requerido para cumplir con la producción así como el área que se necesita para
su instalación.
Producto Secuencia Demanda / Mes
X1 B – A - C 3.000 unidades
X2 A – B – C 12.000 unidades
X3 A – C – B 6.000 unidades
Producción estándar (unidades/hora)
Maquina Operación X1 X2 X3
A Corte 30 12 15
B Doblado 6 6 6
C Remachado 12 30 10
Horas pérdidas por reparación y mantenimiento:
Maquina A: 8,5 horas cada dos semanas
Maquina B: 8,5 horas cada dos semanas
Maquina C: 3,5 horas cada dos semanas
Productos defectuosos de cada 1.000 productos procesados
Máquina X1 X2 X3
A 60 00 30
B 35 45 55
Para la máquina C el promedio de productos defectuosos es de 3,5% para
cualquier tipo de producto.
N´ =
T´ P´
HC

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 189/249
Horas efectivas de trabajo:
45 horas de trabajo por semana
Maquina A: 81,5 horas cada dos semanas
Maquina B: 81,5 horas cada dos semanas
Maquina C: 83 horas cada dos semanas
Considere un factor de corrección en los periodos de trabajo de 0,85 por
descansos, refrigerios y otros.
Solución
Teniendo en cuenta la demanda mensual y el porcentaje de defectuosos,
confeccionamos un diagrama de bloques por producto:
Calculamos: horas disponibles (H) y coeficientes de utilización para cada
máquina (Ca, Cb, Cc):
B
6 u/h 3.428
A
30 u/h 3.308
C
12 u/h 3.109
X1 = 3.000 unidades
3,5% 6% 3,5%
120 199 109
A
12 u/h 13.022
B
6 u/h 13.022
C
30 u/h 12.436
X2 = 12.000 unidades
0% 4,5% 3,5%
586 436
A
15 u/h 6.644
C
10 u/h 6.444
B
6 u/h 6.218
X3 = 6.000 unidades
3% 3,5% 3,5%
200 226 218
41,5 + 3,5
C c = 83
83 + 3,5
0,96 =
H = h
sem
45 x sem
mes
4 x mes
año
12 X 0,85 = 1.836 h
año
C
a
= 81,50
81,50 + 8,5
0,91 =
C b
= 81,50
81,50 + 8,5
0,91 =
C c = 41,5 0,93 =

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 190/249
Calculamos el numero de máquinas A, B, C:
PROBLEMAS PROPUESTOS:
1. Una empresa produce 77 kilos/hora de bidones en base al policarbonato (PC),
bajo el siguiente proceso productivo:
Mezclado.- El policarbonato virgen es mezclado con material reciclado en
la proporción de (5%-25%).
Secado.- La mezcla es llevada a un secador donde es expuesta a una
temperatura de 120ºC. La humedad que se extrae se puede considerar
despreciable.
Extrusión-soplado.- Mediante un dispositivo de alimentación por
aspiración de la mezcla es trasladada a la maquina donde se produce la
plastificación, formando una manga que luego es soplada para formar el bidón. En
esta estación se genera 2.26% de desperdicios reciclables.
Recorte.- una vez extraído el producto del molde se cortan los extremos
sobrantes del pico. Los sobrantes forman el 20.35% del material que ingresa a
esta estación.
Biselado.- en esta operación se alimentan las imperfecciones del pico y se
revisa la calidad del producto. El desperdicio generado se considera despreciable.
Los desperdicios y sobrantes son molidos hasta un tamaño similar a los pellets
(bolitas) del policarbonato virgen, formando así el material reciclado para el
mezclado. El desperdicio de esta estación es de 16.93% (desperdicio no
recuperable). Un estudio de métodos del proceso se estima que para disminuir el
porcentaje de los desperdicios del material se debería efectuar un mantenimiento
del equipo de extrusión y soplado los días sábados por una hora y media, para
mejorar la calidad y reducir los desperdicios y sobrantes en un 50%.
Na =
1 HM
30 unidades X 3.308 unidades
1.836 horas X 0.91
+
1
12 X 13.022
1.836 X 0.91
+
1
15 X 6.644
1.836 X 0.91
= 0.98 = 1 máquina
Nb =
1 HM
8 unidades X 3.428 unidades
1.836 horas X 0.91
+
1
6 X 13.022
1.836 X 0.91
+
1
6 X 6.218
1.836 X 0.91
= 2,26 = 3 máquina
Na =
1 HM
12 unidades X 3109 unidades
1.836 horas X 0.96
+
1
30 X 12.436
1.836 X 0.96
+
1
10 X 6.444
1.836 X 0.96
= 0.75 = 1 máquina

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 191/249
Las características generales de la maquinaria involucrada en el proceso son
mostradas en la tabla de la derecha.
k/h Eficiencia
%
Mezclado 80 95
Secado 120 95
Extrusora-sopladora 107 95
Molido 50 70
Determine el número de máquinas requerida para línea de producción. 2. Una empresa debe decidir por la compra de maquinas de costura recta, para
cubrir una demanda de camisas (1.200.000 unidades); actualmente la
empresa labora en dos turnos de 7,5 horas de trabajo efectivo cada uno,
cubriendo solo el 40% de la demanda.
¿Cuántas máquinas serán necesarias para cubrir el 100% de la
demanda?
La información técnica es la siguiente:
Producción : 30 camisas por hora
Mantenimiento : 2 horas de mantenimiento por cada
78 horas de funcionamiento.
Porcentaje de defectuosos
en el proceso : 3%
Considerar 20 días por mes.
3. Una empresa productora de aderezos para ensaladas elabora dos productos,
cada uno de ellos disponible en frascos y bolsas de plástico. La empresa
desea determinar los requerimientos de equipo y mano de obra para los
próximos 3 años.
El departamento de mercadeo suministro los siguientes valores de demanda
proyectada (miles) para los próximos 3 años.
Actualmente existen 3 maquinas disponibles que en total puede envasar
12.500 frascos al mes. Cada una de estas máquinas requiere 2 operadores y
puede producir frascos de ambos aderezos. También están disponibles 5
máquinas embolsadotas con una velocidad de producción de 208.333 bolsas
al mes. Se requieren 3 operadores para cada maquina embolsadora, las
cuales pueden embolsar los dos tipos de aderezos.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 192/249
Años
1 2 3
Aderezo “paco”
Frasco 100 150 200
Bolsa 200 300 400
Aderezo “Piki”
Frasco 85 95 97
Bolsa 400 600 650
Mano de obra disponible:
Operadores de máquinas embolsadotas 20
Operadores de máquinas enfrascadotas 6
a) ¿Recomendaría la compra de máquinas?, evalué la situación para cada año.
b) Determine el requerimiento de operadores para cada año. Comente sus
resultados.
c) Determine la capacidad instalada de las máquinas de la línea de frascos
para los próximos 3 años, considerando el total de máquinas, incluyendo las
compradas
d) Determine en porcentaje la capacidad utilizada de las máquinas para cada
uno de los próximos 3 años.
4. La empresa krisitos S.A. tiene como objetivo establecer una línea de
producción de un producto alimenticio de gran consumo popular; el producto
final se presenta en bolsas plásticas, conteniendo cada una 200 gramos
netos de alimento; las ventas estimadas por mes son de 28.000 docenas de
bolsa.
El proceso de fabricación es el siguiente:
La operación de cortado utilizara máquinas cortadas, el freído se realizara en
máquinas freidoras eléctricas, y el embolsado se llevará a cabo en una
máquina de embolsado continuo.
La información para el proceso anteriormente descrito se muestra en la tabla
siguiente.
Operación Tiempo de operación
Mermas (desperdicio)
Cortado 78 Kg./hora 5%
Freido 11 Kg. /min. 2%
Embolsado 20 bolsas/min. 2%
La fábrica trabaja 22 días al mes, en dos turnos por día, de 7,5 horas efectivas
cada turno.
Cortado Freido Embolsado

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 193/249
Calcular:
a) El número de máquinas en cada operación para cumplir con la demanda.
b) La capacidad instalada y la capacidad utilizada.
5. La empresa Confecciones SAC tiene un cliente, que requiere una producción
anual de 1.080.000 unidades de un nuevo diseño de chompas para
exportación.
La empresa considera importante establecer una línea de producción para dicho
producto. El jefe de producción, basado en su experiencia, define la siguiente
información.
Secuencia de actividades Unidades producidas Tipo de maquina
requerida
Pegado de bolsillo en delantero 25 seg./unidad Costura lineal
Pegado de delantero y espalda 32 prendas/hora Remalladota 3 agujas
Pegado de cuerpo con mangas 0.94 min./unidad Remalladota 3 agujas
Pegado de puños 7.2min/docena de prendas Costura lineal
Pegado de cuello 1.454 al día Recubridora
Hacer (7) ojales por prenda 0.135 min./cada piel Ojaladora
Pegar botones 0,94 min./prenda Botonera
Se sabe, por experiencia, que del total de productos fabricados el 4% tiene fallas
e la tela, el 2% tiene fallas en el pegado de mangas y el 3% en los ojales; sin
embargo, estos productos se fabrican hasta el final y se venden como productos
de segunda en el mercado local.
Para facilitar el control la jefatura de productos desea minimizar las diferentes
actividades, haciendo que un mismo operario realice más de una actividad en la
máquina asignada, siempre y cuando no se altere la secuencia de fabricación
antes mostrada.
Si la planta trabaja 2 turnos de 8 horas durante 270 días al año, determinar:
a) ¿Cuántas prendas deberían ser confeccionadas para cumplir con el pedido
de exportación?
b) ¿Cuántas máquinas se requerirá por cada tipo?
5. La Gerencia de Producción de Productos Capilares S.A. ha encargado al
Departamento de Ingeniería la realización de un análisis de capacidad para
diciembre del 2002.
La empresa cuenta con 5 centros de trabajo (CT):
a) Producción de graneles: cuenta con dos marmitas mezcladoras MACK
de 1.000 litros cada una (fabricación de líquidos: CT 1), las cuales

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 194/249
trabajan independientemente. Además, cuenta con un mezclador Krieger
de 300 kg de capacidad (fabricación de cremas: CT 2).
b) Acondicionado de productos terminados: Cuenta con:
- CT3: 2 Llenadoras de frascos Tema (llena cualquier capacidad de frascos)
- CT4: 1 Sacheteadora Mainar
- CT5: 1 Llenadora de tubos Kalix Dupuy
La planta trabaja en condiciones normales (solo por razones de demanda) 1 turno
por día de 7,5 horas efectivas y de lunes a viernes (no feriados).
El departamento de Logística proporciono el programa de producción proyectado
para diciembre. Se presenta la información de los parámetros productivos:
Fabricación a granel H-M-Lote Lote
Líquidos (Marmita: Mack) 3,5 1.000 litros
Cremas (Mezclador: Krieger) 2,0 300 kg
Acondicionado de líquidos H-M-Lote
Dic – 04 Producción Frascos(ml) (Maquina Tema)
250 4,0 120.000 frascos
400 3,6 75.000 frascos
500 3,4 40.000 frascos
1.000 1,5 2.000 frascos
Sachets (Maquina: Mainar) H-M-Lote Dic – 04
producción
Dispenser x 40 sachets (10 ml/sach) 11,0 50.000 dispensers
Acondicionado de cremas H – M/Lote
Dic – 04 Producción Proyectada
(unid) Tintes (Maquina: Kalix Dupuy)
Tubos x 50 gr individuales 3,6 300.000 tubos
El calendario para el mes de diciembre es como sigue (los feriados están
encerrados en una cuadrícula):
Mes de diciembre del 2007
Dom Lun Mar Mie Jue Vie Sab
30 31 1
2 3 4 5 6 7 8
9 10 11 12 13 14 15
16 17 18 19 20 21 22
23 24 25 26 27 28 29
Suponga que esta a cargo del Departamento de Ingeniería; considerando la
información disponible realice el análisis solicitado y responda lo siguiente:
a) ¿Es suficiente al número de máquinas? Indicar el porcentaje de utilización
de los centros de trabajo en diciembre en condiciones normales.
b) En las recomendaciones dadas a la Gerencia referidas a los resultados del
punto a), Analice los casos particulares y cuantifique su respuesta.
c) Determinar si es suficiente el grado de detalle de la información
proporcionada por el Departamento de Logística. Si su respuesta es
negativa indique lo datos adicionales necesarios.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 195/249
CAPÍTULO XVI:
FACTOR HOMBRE

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 196/249
FACTOR HOMBRE
Este capítulo esta dedicado a analizar los aspectos relacionados con las personas
que trabajan en la empresa, considerando el espacio que requerirá cada una de
ellas, de acuerdo con las funciones que realiza dentro de los procesos
establecidos para alcanzar los objetivos de la compañía. Se hace hincapié en el
diseño óptimo de la estación, donde se cumplirán las condiciones ambientales de
trabajo y de seguridad
Para determinar el área total requerida será necesario establecer primero el
número de personas, y para ello desarrollaremos los cálculos necesarios.
1. ELEMENTOS DEL FACTOR HOMBRE
Los elementos o particularidades del factor hombre abarcan:
Mano de obra directa.
Jefes de equipos y capataces.
Jefes de sección y encargados.
Jefe de servicios.
Personal indirecto o de actividades auxiliares.
Personal eventual y otros.
2. CONSIDERACIONES SOBRE EL FACTOR HOMBRE
Condiciones de trabajo y seguridad:
Los principales factores ambientales que influyen en la productividad son los
siguientes:
La iluminación
El ruido
La contaminación del ambiente de trabajo.
Necesidades de mano de obra:
De acuerdo con el tipo de distribución de planta se podrían determinar los
requerimientos de mano de obra en la siguiente forma:

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 197/249
Posición fija poca o ninguna especialización
Distribución por proceso especialización con tipo de proceso
(operación)
Distribución en cadena especialización por tarea
En los casos en los cuales el operador debe realizar actividades simultaneas al
funcionamiento de la máquina, el cálculo del número de trabajadores debe
hacerse analizando el trabajo coordinado hombre-maquina y determinando el
tiempo del ciclo de producción
El salario y la calificación de los trabajadores deben tenerse en cuenta en la
reasignación a nueva áreas de trabajo para cubrir las necesidades de mano de
obra.
Para el cálculo del número de trabajadores necesarios, los datos
fundamentales son:
Tiempo estándar (en horas hombre) por unidad de producción.
Requerimientos de producción por periodo.
Horas-hombre disponibles por periodo.
La fórmula utilizada es la siguiente:
N = requerimientos de HH por periodo Horas disponibles por periodo
Donde:
Requerimientos de HH por unidad Requerimiento de HH por perido de producción producción por perido
Óptima utilización del trabajo del hombre:
La óptima utilización del trabajo está basada en un buen diseño del sistema
laboral. Esto se logra mediante un estudio del método de trabajo, aplicando las
técnicas de registro (diagrama hombre-máquina y diagrama bimanual), para poder
analizar y plantear el método apropiado y aprovechar en forma óptima las horas -
hombre disponible; así se logrará que las tareas no generen contenidos de trabajo
suplementario (adicional).
Se deben tener en cuenta las siguientes consideraciones:
Para completar esta información es necesario efectuar un estudio de la
medición del trabajo, determinando el tiempo estándar de cada tarea y
balanceando la línea de producción, distribuyendo al personal requerido.
=
=
x

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 198/249
Para determinar el tiempo estándar de la tarea es necesario conocer los
tiempos de cada movimiento involucrado para su ejecución; estos se obtienen
aplicando en los puestos de trabajo las técnicas de la medición, tales como el
cronometraje industrial, los datos estándar y el muestreo del trabajo.
La técnica del cronometraje industrial registra valores de tiempo, de métodos
existentes y ritmos de trabajo, para determinar el tiempo normal y, aplicando
los suplementos correspondientes a la tarea, fijar un tiempo estándar.
Para determinar el tiempo de ejecución de la tarea para elaborar un nuevo
modelo de producto, que implica movimientos similares a antiguos modelos, lo
más oportuno sería calcular el tiempo estándar bajo la técnica de datos
estándar, tomando en consideración los tiempos estándares de estos modelos.
Una técnica muy sencilla de aplicar y que adapta al sector servicios es el
muestreo del trabajo, que mediante muestreo estadístico y observaciones
aleatorias analiza el trabajo para establecer estándares, avaluando la
productividad.
Existen muchas formas de motivar a los trabajadores. Una de ellas consiste en
otorgarles incentivos salariales; el método consiste en vincular directamente
los ingresos de los trabajadores con determinada medida de su rendimiento.
Existe evidencia de que la remuneración puede ser un incentivo muy
poderoso; diversos estudios han demostrado que la productividad aumenta
entre un 15% y un 35% cuando se ponen a funcionar sistemas de incentivos.
Las técnicas de medición del trabajo nos brindarán información importante para optimizar las actividades de los operarios.
Existen diferente sistemas de incentivos salariales que se pueden adaptar a
las circunstancias de la empresa. Los más conocidos son los incentivos en los
que la remuneración varia en la misma proporción que le rendimiento del
trabajador, tales como sistema de pago por pieza (destajo) y sistema de horas
estándar.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 199/249
Número de hombres requerido = 7
EJERCICIOS RESUELTOS:
Ejemplo 1:
Determinar el número de hombres requeridos para una operación “X”, sabiendo
que se trabajan seis días a la semana en un turno de 8 horas, considerando
media hora de refrigerio. Se ha calculado, además, que las HH por pieza es 0,062
y los requerimientos de producción por semana es de 4,750 piezas.
Solución:
Aplicando la fórmula, tenemos:
Conclusión:
Ejemplo 2:
Determinar el número de hombres requeridos para la operación de remallado de
pantalones en un taller de confecciones; si el plan maestro de producción para
este mes es de 720 pantalones por semana, el tiempo estándar por operario para
remallar un pantalón es de 5 minutos con 86% de eficiencia (E). El taller trabaja
de lunes a sábado, desde las 9:00 horas hasta las 17:00 horas.
Solución:
Ordenando los datos, tenemos:
P= producción requerida = T= tiempo estándar = H= tiempo disponible = D= eficiencia del trabajador =0,86
N =
H-M
pieza 0,062
= 6,5 = 7 hombres X 4.750
piezas
semana
H-M
día (8 – 0,5) X 6
6 días
semana
720 pantalones
semana
5 minutos
pantalón
6 días
semana
X 8 horas
día = 48
horas
semana

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 200/249
Número de hombres requerido = 2
Aplicando la fórmula, tenemos: N= Conclusión: Ejemplo 3:
Una empresa dedicada a la elaboración de calzado desea determinar el número
de operarios requeridos para la operación de corte.
De acuerdo con el estudio de tiempos se tienen los siguientes tiempos estándar
por elemento que conforma la tarea:
Elemento T.S. (min/docena)
a) Cortar a troquel cuero 30
b) Cortar a troquel forro 18.46
c) Control e inspección 16
La demanda que se debe cubrir es de 204 pares/día, trabajando en un turno de 8
horas por día durante 5 días a la semana, considerando media hora de refrigerio.
Solución:
Sumando los tiempos estándar de cada elemento, tenemos el tiempo estándar
de la corte, siendo 64,46 min/docena, aproximadamente 10,74 min/par.
Los requerimientos de minutos/hombre por periodo
= 1,45 ó 2 operarios 720 x 5 x 1/60
48 x 0,86
Requerimientos de minutos / hombre por período Tiempo estándar Producción por período = X
N = Requerimientos min/hombre por perido
Horas disponibles
= 2191,63 min-hombre / día
7,5
= 4,87 = 5 operarios
horas
día * 60
min
hora
= 10,74 min
par * 204
pares
día = 2.191,63
min
día

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 201/249
Número de hombres requerido = 5
Conclusión:
Ejemplo 4:
La sección de envasado y embalaje debe determinar el número de operarios para
encajonar 2.000 unidades en pares por caja durante el día.
Dicha tarea comprende los siguientes elementos:
Al efectuar el elemento armar caja se ha determinado que el 5% de cajas estaban
falladas.
El horario de trabajo es de lunes a viernes de 8am a 5pm (media hora de
refrigerio).
Solución:
Considerando que el 5% de cajas están falladas, se requerirán armar 1.053 cajas,
para luego tener amarradas por lote las 1.000 cajas por día.
Requerimientos de horas por día:
Elemento 1:
Elemento 2, 3 y 4:
Elemento Tiempo estándar (min./docena)
Armar caja e inspeccionar 26,85
Colocar stiker 1,84
Encajar 11,42
Amarrar lote 2,79
26,85 min
docena X
1 hora
60 min = 0,4475
horas
docena X 87,75
Docena caja
día
= 39,27 horas
día
min
docena X
1 hora
60 min = 0,2675
horas
docena X 83,33
Docena caja
día
= 22,29 horas
día
16,05
N = = 7,242 = 8 operarios
horas
día 61,56 X operario
horas
día 8,5

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 202/249
Número de hombres requerido = 8
Conclusiones:
PROBLEMAS PROPUESTOS
1. Una empresa piensa redistribuir todas sus instalaciones y está evaluando sus
necesidades de trabajadores para la fabricación de poleas, si se requiere un
trabajador por máquina.
El pronóstico de ventas de dicho artículo es de 9.000 poleas a la semana para
el próximo año.
El factor promedio de utilización para las máquinas es de 85% en el horario de
lunes a viernes de 8 a.m. a 5 p.m. Se tiene la siguiente información.
Operación Maquina utilizada Producción
estándar PZA/HR % de
defectuosos
Maquinar el centro Torno revolver 667 3
Hacer brida Troqueladora 480 5
Perforar y roscar Taladro de presión 240 2
Montar brida Prensa para ejes 600 1
Soldar bridas Soldador de Pts peq. 300 3
Soldar bridas al centro Soldador puntos grandes
350 5
Escarias y biselar Taladro de presión 300 2
Limar bridas Torno pulidor 200 -
Inspeccionar Inspección manual 400 -
Insertar tornillo opresor Operación manual 1.200 -
Calcule el número de trabajadores requeridos para la atención de las
máquinas y para las operaciones manuales.
2. Un fabricante de prendas de vestir para bebés debe decidir sobre la
adquisición de máquinas, debido a que se lanzará para el siguiente año un
nuevo producto de 7.000 prendas/mes. La línea de producción para dicho
producto, definido por el jefe de producción en base a su exigencia, será la
siguiente:

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 203/249
Se sabe que le colocar broches en la tela seleccionada, siempre se presenta un
7% de productos defectuosos, los cuales se separan de la producción debido al
mal acabado que tiene la prenda con los broches.
La empresa labora en un solo turno de 7,5 horas efectivas, 4,3 semanas al mes
de lunes a viernes.
a) Determinar el número de operarios para cumplir con el pedido.
Operación Unidades de Producción Requerimiento
Cosido de espalda y delantera
Remalladora
Cosido de (2) bolsillos
Costurera recta
Cosido de hombros
Remalladora
Colocado de cuello
Collaretera
Pegado de broches (5)
Brochera
Acabado y limpieza
Manual
Embolsado
Manual
8 min
u
1 bolsillo
1 min
95 seg
u
65 seg
u
2 broches
30 seg
24 u
1 hora
70 u
día

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 204/249
CAPÍTULO XVII:
TÉCNICAS PARA EL
CÁLCULO DE ÁREAS

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 205/249
Técnicas para el cálculo de requerimientos de áreas.
OBJETIVO:
Evaluar las necesidades básicas del espacio requerido para la ubicación de los
factores de la producción en la planta. Para este propósito, se desarrollará la
técnica de Guerchet .
Asignar las tareas para cada elemento nos llevará a determinar el área total
mínima requerida de la planta, a la cual se podrán añadir las áreas administrativas
y de servicios.
Para disponer adecuadamente los elementos de producción en la planta,
debemos analizar sus diferentes características; así, a partir de la información del
número de máquinas, podemos evaluar las necesidades básicas del espacio
requerido para su ubicación. Existen varios métodos para la evaluación del
espacio físico; aquí presentaremos el método de Guerchet que da una buena
aproximación del área requerida.
1. CÁLCULO DE LAS SUPERFICIES DE DISTRIBUCIÓN
Habiendo definido el número de máquinas y conociendo los requerimientos del
personal, se definen las estaciones de trabajo y se determinan las áreas
requeridas. Para ello se pueden utilizar diferentes métodos de evaluación.
1.1. Método Guerchet pata el cálculo de superficies:
Por este método se calcularán los espacios físicos que se requerirán para
establecer la planta. Por lo tanto, es necesario identificar el número total de
maquinaria y equipo llamados “elementos estáticos”, y también el número total
de operarios y equipos de acarreo, llamados “elementos móviles”.
Para cada elemento que se distribuirá, la superficie total necesaria se calcula
como la suma de tres superficies parciales:
ST = n (Ss + Sg + Se)
Donde:
ST = Superficie total
Ss = Superficie estática
Sg = Superficie de gravitación
Se = Superficie de evolución
n = número de elementos móviles o estáticos de un tipo.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 206/249
La utilización de este método de cálculo de áreas dará como resultado un
valor referencial del área requerida. Este método ha sido validado mediante su
aplicación en numerosos estudios de disposición de planta. Para
determinación práctica de los requerimientos de áreas, podrán hacerse los
ajustes necesarios de acuerdo con el proyecto realizado.
Superficie estática (Ss):
Corresponde al área de terreno que ocupan los muebles, máquinas y equipos.
Esta área debe ser evaluada en la posición de uso de la máquina o equipo, lo
que quiere decir que debe incluir las bandejas de depósito, las palancas, los
tableros, los pedales y demás objetos necesarios para su funcionamiento.
Ss = largo x ancho
Superficie de gravitación (Sg):
l
a
Se toman las dimensiones
mayores que incluyen el
área ocupada por la
máquina.
Ss = a * l
Ss = a x l
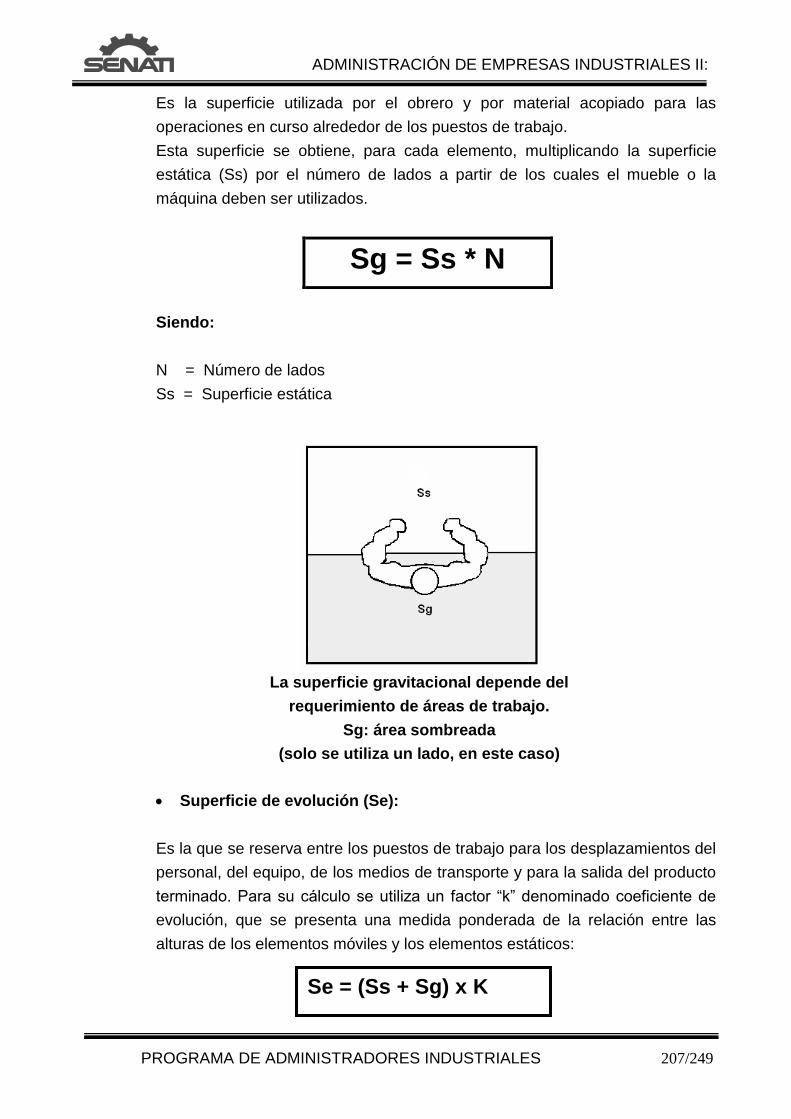
ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 207/249
Es la superficie utilizada por el obrero y por material acopiado para las
operaciones en curso alrededor de los puestos de trabajo.
Esta superficie se obtiene, para cada elemento, multiplicando la superficie
estática (Ss) por el número de lados a partir de los cuales el mueble o la
máquina deben ser utilizados.
Sg = Ss * N
Siendo:
N = Número de lados
Ss = Superficie estática
Superficie de evolución (Se):
Es la que se reserva entre los puestos de trabajo para los desplazamientos del
personal, del equipo, de los medios de transporte y para la salida del producto
terminado. Para su cálculo se utiliza un factor “k” denominado coeficiente de
evolución, que se presenta una medida ponderada de la relación entre las
alturas de los elementos móviles y los elementos estáticos:
La superficie gravitacional depende del
requerimiento de áreas de trabajo.
Sg: área sombreada
(solo se utiliza un lado, en este caso)
Se = (Ss + Sg) x K

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 208/249
Para el cálculo del valor de k deberá tomarse en cuenta si el estudio se hace
para un solo ambiente de trabajo o para ambientes que estén comunicados
directamente a través de pasadizos internos. En ambos casos se utilizara un
solo valor de “k”. En caso se realice el cálculo de áreas de ambientes
independientes, se recomienda la evaluación de valores de “k” diferentes.
Consideraciones:
Para los operarios se considera una superficie estática de 0.5 m2 y una altura
promedio de 1.65 m.
Los almacenes debidamente separados de las áreas de procesos, mediante
paredes, mallas, entre otros, no forman parte del análisis Guerchet.
Para el cálculo de la superficie que hay que asignar a los puntos de espera
del material ubicado en las áreas de proceso, no se considera la superficie de
gravitación, si no únicamente la superficie estática y de evolución.
Normalmente, la superficie ocupada por las piezas o los materiales acopiados
junto a un puesto de trabajo para la operación en curso no dan lugar a una
asignación complementaria, ya que esta comprendida en las superficies de
gravitación y evolución. Sin embargo, si ocupara una superficie mayor al 30%
del área gravitacional del puesto de trabajo, se debe considerar
independientemente, como si fuera un punto de espera (punto anterior).
Para el caso de los estantes solo se considera la superficie estática y de
evolución; no obstante, si se trabaja constantemente con materiales, deberá
considerarse además la superficie de gravitación.
Se
h
Superficie requerida para el
movimiento alrededor de la
máquina. La altura incluida nos
da una idea de volumen y
visibilidad para el movimiento.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 209/249
En lo que se refiere a los equipos cuya vista de planta sea un círculo
(tanques, entre otros) normalmente se considera N = 2 y la formula πr2
para el calculo de la superpie estática.
Cuando se trata de los elementos móviles (medios móviles de acarreo), si
se estacionaran dentro de la planta se considerará la superficie estática, en
caso contrario, no se incluirá y se utilizará esta información solo para el
cálculo de K.
En el caso de los hornos y equipos que tengan puertas batientes, que
durante su operación deben mantenerse cerradas, la superficie estática se
debe calcular en esa posición.
Es importante señalar que el método desarrollado da los requerimientos
aproximados de área, quedando por hacer los ajustes necesarios según
las circunstancias.
Se han estimado algunos valores de K para diferentes tipos de industria.
FORMATO:
FORMATO
Puesto Dimensiones N K Ss Sg Se St Cantidad
de puestos
TOTAL
A.
B.
C.
D.
E.
F.
G.
H.
Gran industria, alimentación, evacuación Mediante grúa puente 0.05 - 0.15 Trabajo en cadena con transportador mecánico 0.10 - 0.25 Textil-hilado 0.05 - 0.25 Textil-tejido 0.50 - 1 Relojería, joyería 0.75 - 1 Pequeña mecánica 1.50 - 2 Industria mecánica 2 - 3 Fuente: Michel Rendell Reed

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 210/249
Ejemplo 1:
Se trata de distribuir un pequeño taller mecánico:
Solución:
Superficies expresadas en m2
Utilizando K=2
Requerimiento aproximado de área = 90
Ejemplo 2:
En una empresa, se trata de calcular la superficie total que se requiere para
instalar la siguiente maquinaria, equipo y áreas diversas. Considere K al 85%:
Puesto Dimensiones N K Ss Sg Se St Cantidad
de puestos
Total
A. Cepilladora 2.00 x 2.20 1 2
B. Banco de ajuste 1.800 x 1.00 2 3
C. Deposito de acero para tratamiento térmico 2.80 x 2.80 - 1
D. Depósitos de aceros tratados 5.40 x 4.40 - 2
E. Deposito de productos terminados 4.50 x 4.50 - 1
F. Fresadora 2.00 x 2.40 2 2
G. Limadora 1.90 x 2.30 3 1
H. Taladro universal 1.50 x 3.00 3 1
I. Torno copiador 2.20 x 2.00 3 1
J. Torno paralelo 3.60 x 1.20 1 2
Total:
Puestos n N Ss Sg Se St Torno pequeño 2 1 1,2 1,2 4,8 14,4 Torno grande 1 1 2,5 2,5 10 15,0 Fresadora 1 2 2 4 12 18 Radial 1 3 2 6 16 24 Rectificadora 1 2 2 4 12 18 89,4

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 211/249
Ejemplo 2:
En una planta procesadora de hierbas aromáticas se requiere determinar el área
más adecuada para el procesamiento de té filtrante. Se han tomado datos de las
máquinas y del equipo de acarreo requerido, los cuales se presentan en el
siguiente cuadro:
Solución
Conclusión
Por lo tanto, el área requerida será de 300 m2.
Ejemplo 3:
Una mediana empresa productora de bobinas y bolsas de polietileno y
polipropileno, atiende pedidos de empresas para envolturas de sus productos y
son muy exigentes en el acabado y en la impresión de sus bolsas. La empresa ha
considerado conveniente determinar si el área actual utilizada (800m2) es
suficiente para el desarrollo eficiente de sus actividades de producción, con esta
finalidad se aplicará la técnica de Guerchet.
Maquinas n N I(m) a(m) h(m)
Secadora 1 1 2,0 1,5 1,9 Molino 3 2 2,0 2,0 1,5 Tamiz 2 3 2,5 1,2 1,6 Balanza 1 1 0,7 0,7 1,0 Mezcladora 2 2 1,2 1,2 1,5 Envasadora 10 3 1,9 1,0 2,0 Empaquetadora 1 2 1,4 1,0 0,9 Faja transportadora 1 2 11,5 0,7 0,9
2.400
Maquinas Ss(m2) Sg(m2) Se(m2) St(m2)
Secadora 3,00 3,00 3,90 9,90 Molino 4,00 8,00 7,80 59,40 Tamiz 3,00 9,00 7,80 39,60 Balanza 0,49 0,49 0,64 1,62 Mezcladora 1,44 2,88 2,81 14,26 Envasadora 1,90 5,70 4,94 125,40 Empaquetadora 1,40 2,80 2,73 6,93 Faja transportadora 8,05 16,10 15,70 39,85
296,95 m2

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 212/249
Cuadro con las dimensiones de maquinaria y otros para el cálculo de
superficies:
Solución:
Conclusión
De acuerdo con esta evaluación se concluye que el requerimiento de área será
aproximadamente de 4.100 m2 por lo que el área actual es insuficiente.
PROBLEMAS PROPUESTOS
1. En el proceso de elaboración de colchones de espuma se requiere la
determinación del área necesaria para la instalación de las siguientes
máquinas:
Dimensiones (metros)
Elementos n N I(m) a(m) h(m) Extrusora (poliet) 5 2 3,5 2,2 4 Extrusora (polipr) 52 3,5 2,2 6 7,7 Extrusora de mallas 1 2 3,5 2,2 5 Peletizadora 1 2 1,3 1,2 1,7 Impresora 4 2 1,3 1,2 1,7 Selladora 8 3 4,2 1,5 1,4 Cortadora 8 3 1,7 1,4 1,7 Cortadora de rollos 1 3 1,2 0,9 1,5 Molino 1 1 2 2 2,5 Balanza 2 3 0,7 0,5 1 Portarrodillos 14 2 1,5 1 2 Carro transportador 3 1 1,6 0,7 0,6 Mesa de trabajo 4 3 1,5 0,8 1,2 Trabajadores 15
Elementos Ss Sg Se St Extrusora (poliet) 7,70 15,40 2,31 127,06 Extrusora (polipr) 13,20 46,20 5,94 3397,86 Extrusora de mallas 7,70 15,40 2,31 25,41 Peletizadora 1,56 3,12 0,47 5,15 Impresora 7,80 15,60 2,34 102,97 Selladora 6,30 18,90 2,52 221,77 Cortadora 2,38 7,14 0,95 83,78 Cortadora de rollos 1,08 3,24 0,43 4,75 Molino 4,00 4,00 0,80 8,80 Balanza 0,35 1,05 0,14 3,08 Portarrodillos 1,50 3,00 0,45 69,30 Carro transportador 1,12 1,12 0,22 7,39 Mesa de trabajo 1,20 3,60 0,48 21,12
4078,44

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 213/249
Notas:
Se mantiene gran cantidad de material en proceso por lo que se requiere
un área de 48m2 (6 x 8 metros) para apilar en rumas los bloques de
espuma que salen de la máquina espumadora. Estas rumas llegan a tener
un altura de 2,40 metros.
También se deben considerar un área para los colchones que salen de las
máquinas cortadoras para ser enfundadas, requiriendo para ello un área
de 48 m2 y con 2,40 metros de altura.
En la planta trabajan siete operadores.
Determine:
1. El área requerida.
2. Las dimensiones del terreno más adecuado para la planta.
3. La ubicación de maquinas en el plano.
2. Con los datos que a continuación se indican, determine el área total requerida
para el Departamento de Producción.
Dimensiones (metros) Máquina Largo Ancho Altura N (Lados) n Espumadora 15 2,5 2,0 1 1 Cortadora lateral 10 2,0 1,6 1 1 Cortadora transversal 4 2,0 1,6 2 1 Enfundadora 2,5 1,5 1,5 2 1 Embolsadota 4,5 2,5 2,4 1 1 Carritos 2,0 1,2 1,10 1 2
Producción Demanda anual Secuencia
A 300,000 Torno, cepillo, soldadura B 255,000 Torno, cepillo, soldadura C 805,000 Torno, cepillo, soldadura
D 120,000 Taladro, cepillo, soldadura E 135,000 Taladro, cepillo, soldadura F 215,000 Taladro, cepillo, soldadura
Máquina Dimensiones (m) Nº de lados Tiempo de operación por pieza (m)
Largo Ancho Altura
Torno 2,20 0,85 1,20 4 0,294 Taladro 1,00 0,60 1,90 2 1,080 Cepillo 1,60 0,70 1,00 3 1,074 Soldadura 1,00 0,35 0,80 2 0,180

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 214/249
2 montacargas (diámetro: 1,5 m, altura: 2,5 m).
3 obreros manipuladores de material.
Área de almacenes = 90 m2.
Horas de trabajo al año = 2.
3. La empresa Farma S.A. fabrica y embasa tabletas, para lo cual cuenta con un
área de 11 x 15 metros. Cada proceso se realiza en una sala diferente.
El proceso de producción es el siguiente:
Mezclado – Secado – Tableteado – Acondicionado
El manipuleo de materiales se realiza a través de un pasadizo central de 3 m de
ancho. A continuación se presenta información sobre los elemento de la planta.
El valor de K para la industria farmacéutica es de 0,6:
a) Determinar la superficie teórica requerida para cada sala.
b) Determinar la superficie ajustada para cada sala.
c) Prolonga (en el mismo diagrama adjunto) una nueva distribución de
acuerdo con el área ajustada para cada sala.
Elementos Ss N n
(m2)
Sala de mezclado
Mezcladora 2,25 2 1
Granuladora 0,8 2 1
Mesa de trabajo 1,5 2 1
Sala de secado
Estufas 2,25 1 2
Elementos Ss N n (m2)
Sala de tableteado
Tableteadota 1,44 2 1
Mesa de trabajo 1,50 2 1
Estante 0,96 - 1
Sala de acondicionado
Blisteadora 3,00 2 1
Fajas transportadoras 2,40 3 2
Estante 0,96 - 2
Parihuela prod term 1,44 - 1

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 215/249
4. La compañía figurita S.A. se dedica a la fabricación de artículos de cerámica,
sobre todo para adornos. Actualmente el local en el cual funciona la compañía
resulta muy reducido (350 m2).
Debido a que en los últimos tres años la demanda del producto ha crecido de
manera considerable, se tiene proyectado trasladarse íntegramente a una
planta que le permita realizar sus operaciones en forma eficiente; la compañía
le ha encargado que realice el estudio de áreas requeridas para este nuevo
proyecto.
La información disponible es la siguiente:
El área administrativa y de ventas tendrá 180 m2.
Las áreas de los almacenes de insumos y productos terminados serán de
100 y 200 m2, respectivamente.
Las zonas d producción son: pesado y mezclado, moldeado, horneado
(cocción), decorado y acabado.
Las dimensiones y requerimientos de elementos y maquinas se muestra en
el cuadro siguiente:
Observaciones:
Los moldes permanecen sobre las mesas de moldeado.
Las puertas de los hornos se abren lateralmente hacia fuera por la parte
frontal del horno (la puerta del horno es de una sola hoja).
Utilice para todos los cálculos K = 0.85.
Los datos que debe entregar la Gerencia son:
1. Área requerida para pesado y mezclado.
Área / máquinas Nº Nº Dimensiones (/m)
de lados elementos / Máq. L A H Diámetro
Pesado y mezclado
Balanza 2 2 0,90 0,70 1,30
Mezcladora REX 2 3 - - 0,85 0,85
Mezcladora ROY 2 2 - - 0,95 1,10
Moldeado
Mesas para moldes 2 4 3,20 0,90 0,80
Molde L1 - 1 2,15 0,70 0,25
Molde L2 - 3 0,70 0,65 0,30
Horneado
Horno A 1 2 1,80 0,85 2,25
Horno B 1 2 1,80 0,80 2,30
Decorado y acabado
Mesa 2 10 1,50 0,80 0,80
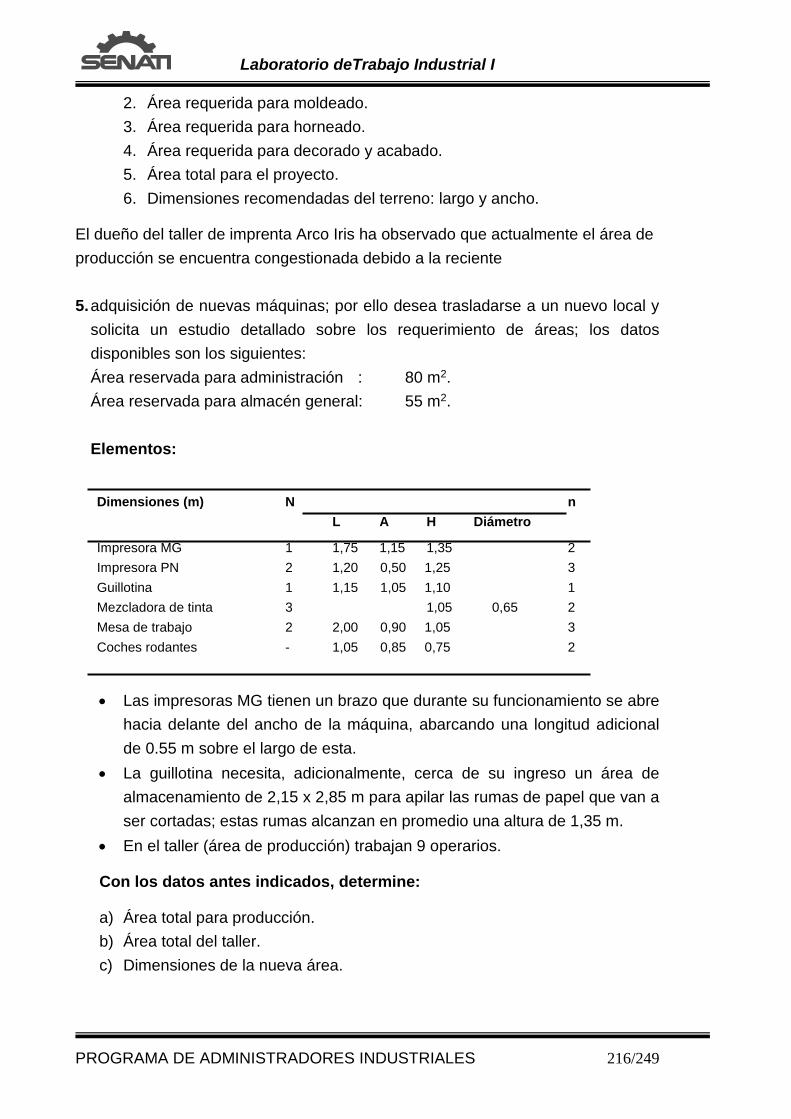
Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 216/249
2. Área requerida para moldeado.
3. Área requerida para horneado.
4. Área requerida para decorado y acabado.
5. Área total para el proyecto.
6. Dimensiones recomendadas del terreno: largo y ancho.
El dueño del taller de imprenta Arco Iris ha observado que actualmente el área de
producción se encuentra congestionada debido a la reciente
5. adquisición de nuevas máquinas; por ello desea trasladarse a un nuevo local y
solicita un estudio detallado sobre los requerimiento de áreas; los datos
disponibles son los siguientes:
Área reservada para administración : 80 m2.
Área reservada para almacén general: 55 m2.
Elementos:
Las impresoras MG tienen un brazo que durante su funcionamiento se abre
hacia delante del ancho de la máquina, abarcando una longitud adicional
de 0.55 m sobre el largo de esta.
La guillotina necesita, adicionalmente, cerca de su ingreso un área de
almacenamiento de 2,15 x 2,85 m para apilar las rumas de papel que van a
ser cortadas; estas rumas alcanzan en promedio una altura de 1,35 m.
En el taller (área de producción) trabajan 9 operarios.
Con los datos antes indicados, determine:
a) Área total para producción.
b) Área total del taller.
c) Dimensiones de la nueva área.
Dimensiones (m) N n
L A H Diámetro
Impresora MG 1 1,75 1,15 1,35 2
Impresora PN 2 1,20 0,50 1,25 3
Guillotina 1 1,15 1,05 1,10 1
Mezcladora de tinta 3 1,05 0,65 2
Mesa de trabajo 2 2,00 0,90 1,05 3
Coches rodantes - 1,05 0,85 0,75 2

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 217/249
Producto Demanda Secuencia
(Unidades) de producción
A 300.000 T – C – S
B 235.000 T – C – S
C 800.000 T – C – S
D 120.000 TL – C – S
E 135.000 TL – S – F
F 200.000 TL – S – C
6. La empresa Omega S.A. cuenta con la siguiente maquinaria:
La planta cuenta actualmente con 8 operarios y se proyecta un almacén de
materias primas de 45 m2 y un almacén de productos terminados de 40 m2. Si la demanda anual de productos se estima en:
Determine el área total requerida.
Presente una propuesta de terreno (dimensiones) y haga un croquis de la
posible disposición de planta. .
7. La empresa Kalientito S.A., productora de medias de felpa, busca reubicarse
en un área que permita un adecuado desarrollo de sus actividades.
La información que ellos han obtenido de los requerimientos de área para sus
máquinas y muebles es la siguiente:
Dimensiones (m) N n
L A H Diámetro
Impresoras MG 1 1,75 1,15 1,35 2
Impresoras PN 2 1,20 0,50 1,25 3
Guillotina 1 1,15 1,05 1,10 1
Mezcladora de tinta 3 1,05 0,65 2
Mesa de trabajo 2 2,00 0,90 1,05 3
Coches rodantes - 1,05 0,85 0,75 2
Máquina o mueble N Ss h N
Tejeduría
Máquina tejedora 4 0,35 1,80 1
Remalladota 2 1,20 0,90 1
Depiladora 2 1,00 0,90 2
Teñido
Tinas de blanqueado 3 4,00 1,20 1
Tinas de teñido 3 4,00 1,20 1
Acabado
Secadora 1 1,75 1,0 2
Planchadora 1 3,00 1,0 1
Acomodado
Mesas para hermanado 4 2,40 0,90 2
Mesas de etiquetado y empacado 2 2,40 0,90 2
Elementos de acarreo
Carrito 4 1,35 0,90 -
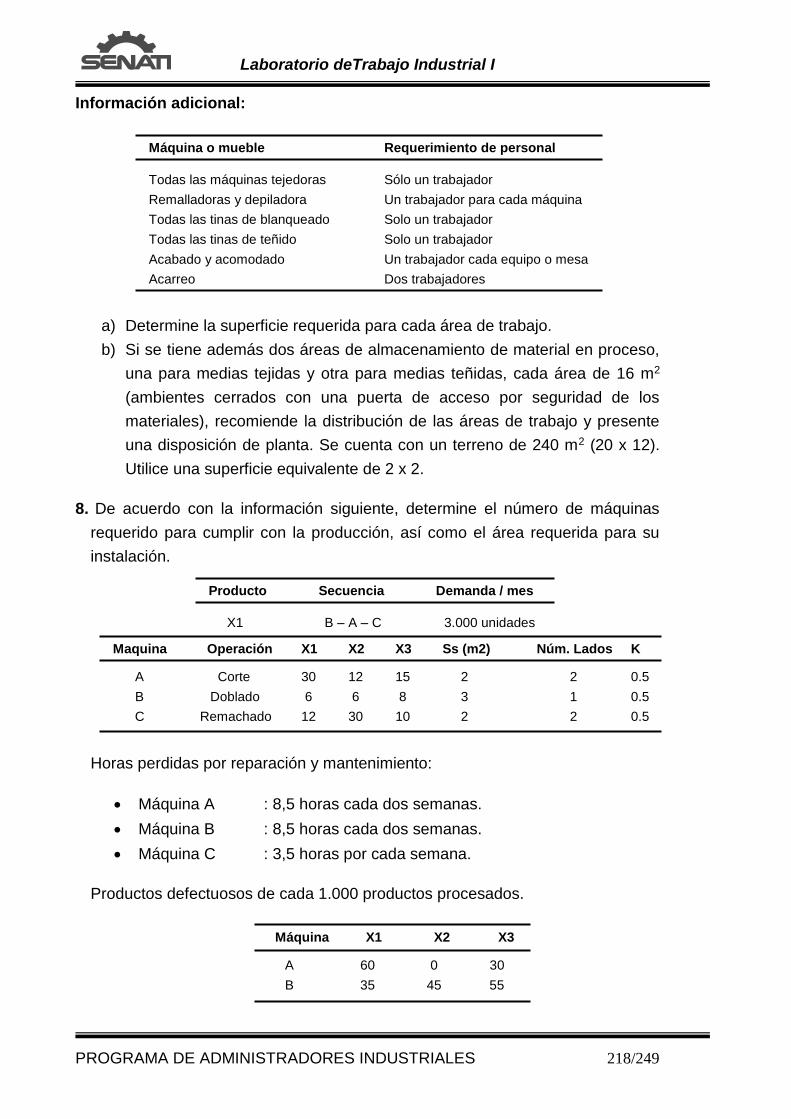
Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 218/249
Información adicional:
a) Determine la superficie requerida para cada área de trabajo.
b) Si se tiene además dos áreas de almacenamiento de material en proceso,
una para medias tejidas y otra para medias teñidas, cada área de 16 m2
(ambientes cerrados con una puerta de acceso por seguridad de los
materiales), recomiende la distribución de las áreas de trabajo y presente
una disposición de planta. Se cuenta con un terreno de 240 m2 (20 x 12).
Utilice una superficie equivalente de 2 x 2.
8. De acuerdo con la información siguiente, determine el número de máquinas
requerido para cumplir con la producción, así como el área requerida para su
instalación.
Producción estándar (unidades/hora)
Horas perdidas por reparación y mantenimiento:
Máquina A : 8,5 horas cada dos semanas.
Máquina B : 8,5 horas cada dos semanas.
Máquina C : 3,5 horas por cada semana.
Productos defectuosos de cada 1.000 productos procesados.
Máquina o mueble Requerimiento de personal
Todas las máquinas tejedoras Sólo un trabajador
Remalladoras y depiladora Un trabajador para cada máquina
Todas las tinas de blanqueado Solo un trabajador
Todas las tinas de teñido Solo un trabajador
Acabado y acomodado Un trabajador cada equipo o mesa
Acarreo Dos trabajadores
Producto Secuencia Demanda / mes
X1 B – A – C 3.000 unidades
X2 A – C – B 12.000 unidades
X3 A – C – B 6.000 unidades Maquina Operación X1 X2 X3 Ss (m2) Núm. Lados K
A Corte 30 12 15 2 2 0.5
B Doblado 6 6 8 3 1 0.5
C Remachado 12 30 10 2 2 0.5
Máquina X1 X2 X3
A 60 0 30
B 35 45 55

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 219/249
Para la máquina C el promedio de productos defectuosos es de 3,5% para
cualquier tipo de producto.
Las horas de trabajo en las empresas son: 45 horas de trabajo por semana y 4
semanas por mes.
La valoración del operario es de 85%.
9. Una empresa de confecciones requiere determinar el área total necesaria para
un nuevo taller. Ha estimado para el área administrativa un requerimiento de 60
m2, y un almacén para insumos y productos terminados de 120 m2. No ha
determinado aún el área de producción, por lo que solicita su asesoría.
El área de producción está dividida en corte, habilitado, confección y acabado:
En el corte se trabaja con cortadoras manuales, que se colocan encima de la
mesa, una vez tendida la tela, el operador procederá a cortar de acuerdo con los
moldes elegidos.
En el habilitado, sobre las mesas se ordenan las piezas cortadas por tallas y
diseños, acomodándose luego en las canastillas que se encuentran esperando, al
costado de cada una de ellas.
En la confección, cada operador tiene le material que requiere para su operación
en una canastilla que se ubica al costado de la máquina.
En la limpieza, se quitan las hilachas, se dobla y finalmente se embolsas en
bolsas de plástico transparente, que se traen de almacén de insumos y se
colocan en la mesa. Luego, la producción es llevada al almacén en los carritos.
Se le pide:
a) Determinar el coeficiente de evolución para la planta.
b) Determinar el área requerida en cada una de las zonas de trabajo.
c) Proponer las dimensiones para toda la empresa.
d) Bosquejar la distribución de las zonas de trabajo, almacenes y área
administrativa.
10. Se estudia la posibilidad de producir jabón líquido, con el fin de que se
constituya en sustituto de otros artículos de tocador.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 220/249
El jabón líquido requiere de una dilución del jabón obtenido en el proceso de
saponificación con el fin de darle las bondades físicas requeridas.
Del análisis de producción se ha deducido el requerimiento de los siguientes
equipos:
Número de operarios: 9
Equipos de servicio ubicados fuera de la planta:
Hallar:
a) El factor K.
b) Las áreas totales para cada tipo de máquinas o equipos de la planta.
c) Calcular el área mínima requerida para la planta.
11. La empresa Ejecutive Line fabrica muebles de manera, sobre todo para
oficinas. Actualmente el local de producción ha quedado pequeño debido al
aumento de la demanda, por lo que tienen proyectado cambiarse a un local
donde puedan trabajar con comodidad.
Maquinaria y equipo n D (mm) H (mm) N
Silos de almacenamiento 2 1.200 1.000 2
Tanques de blanqueo 2 800 600 2
Tanques de refinación 2 800 600 2
Tanques de saponificación 1 1.300 1.600 2
Dosificadores 2 300 800 2
Tanque mezclador 1 1.800 1.200 2
D = diámetro
Equipo de acarreo n L (m) A (m) N H (m)
Carritos 1 5 4 1 2
Faja transportadora 1 4 4 4 4
n L (m) A (m) N H (m)
Grupo electrógeno 1 5 4 1 2
Cisterna 1 4 4 4 4

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 221/249
Las dimensiones en metros y el requerimiento de las máquinas y equipo de
acarreo se muestran en el cuadro siguiente:
Las sillas fijas y giratorias irán a la zona de armado manual para colocarles la
espuma y el tapiz.
Las áreas de acopio para la espuma y el tapiz son de 2, 25 m x 1,7 m y 2,15
m x 1,5 m, respectivamente, para cada una de ellas.
Las máquinas y equipos se pueden utilizar indiferentemente para cualquiera
de los productos; para ello, se han asignado 9 operarios para hacer las sillas y
11 para los escritorios y estantes.
a) ¿Cuál es el área mínima teórica que propone para la disposición de la
máquina y el equipo?
b) Indique los criterios utilizados para su propuesta, en cuanto a la
determinación de las áreas de armado.
c) Defina las áreas de producción indicando la superficie ajustada para cada
una de ellas (unidad de superficie equivalente 2 x 2).
d) En base a la información anterior, proponga un bosquejo de la disposición
de planta.
Maquina n l (m) a (m) h (m) ф(m) N
Escritorios y estantes
Corte Sierra 3 1,0 0,6 0,8 2
Escuadradora 1 1,5 0,5 0,8 2
Acabado Lijadora 2 2,4 0,9 1,05 1
Prensado Prensa 2 2,0 1,0 2,0 1
Sillas fijas
Taladrado Taladro 1 0,8 1,0 2,0 0,09 1
Soldado Soldadora 1 - - 1,1 1
Horneado Horno 1 2,0 2,5 2,5 14
Armado Mesa 1 4,0 2,0 1,0
Silla giratoria
Prensado Prensa 2 2,0 0,9 2,0 1
Taladrado Taladro 1 0,8 1,0 2,0 1
Corte Sierra 1 1,0 0,5 0,8 1
Soldado Soldadora 2 - - 1,1 0,09 1
Armado Mesa 4,0 2,0 1,0 4

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 222/249
CAPÍTULO XVIII:
BALANCEO DE LA
CELDA DE TRABAJO, DE
LA LÍNEA DE ENSAMBLE
Y DE LA PLANTA

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 223/249
BALANCEO DE LA CELDA DE TRABAJO, DE LA LÍNEA DE ENSAMBLE Y DE
LA PLANTA
PROPÓSITO:
La técnica de balanceo es una aplicación de los estándares de tiempo
elementales para fines de:
1. Igualar la carga de trabajo entre personas, celdas y departamentos. No
ayuda que un empleado, celda o departamento haga una unidad más si los
departamentos que le envían el trabajo o aquellos a los que lo despacha no
pueden seguir el ritmo. Es necesario que todos los empleados, celdas y
departamentos estén balanceados. Para que el trabajo sea más equitativo,
podemos quitar parte del trabajo a una estación ocupada y dárselo a la que no
tenga suficiente.
2. Identificar la operación cuello de botella. El empleado celda o
departamento que tenga más trabajo es la estación cuello de botella y es
necesario ponerla en equilibrio con el resto de la planta. Esta estación requiere
más ingeniería industrial y asistencia de la supervisión que cualquiera otra. Si
tenemos una persona con 10% más de trabajo que las otras 20 de una línea
de ensamble, podemos ahorrar el equivalente de una quinta parte de un
empleado por cada reducción del 1% en el tiempo de la estación cuello de
botella, hasta que la reduzcamos 10%. Con este multiplicador justificamos
hasta 20 veces el costo normal de herramental. La técnica de balanceo
también es una buena herramienta de reducción de costos.
3. Establecer la velocidad de la línea de ensamble. Es necesario ajustar las
velocidades de las bandas transportadoras para el ritmo de la planta. Incluso si
no hay bandas, se requieren programas de movimiento.
4. Determinar el número de estaciones de trabajo. Cuando una tarea tiene
más trabajo del que puede realizar el operario para alcanzar las metas de
cantidad establecidas por los clientes, deben agregarse estaciones de trabajo.
¿Cuántas? El estándar de tiempo dividido entre el ritmo de la planta nos da
esta cifra.
5. Ayudar a determinar el costo de la mano de obra. La suma de los
estándares de tiempo en horas por pieza de todas las operaciones no dará las
horas totales. Las horas totales multiplicadas por la tasa horaria promedio de
salarios nos dará el costo de mano de obra.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 224/249
6. Establecer el porcentaje de carga de trabajo de cada operador, para saber qué
tan ocupados están en comparación con la estación cuello de botella, el
tiempo takt o el ritmo de la planta.
INFORMACIÓN NECESARIA PARA EQUILIBRAR UNA OPERACIÓN O UNA
PLANTA
Las técnicas de balanceo deben basarse en los hechos constatados:
1. Planos y listas de material de ingeniería del producto, que indican qué hay que
hacer.
2. Los volúmenes requeridos (programas) por comercialización o control de la
producción nos dan la cantidad. A partir de estos datos establecemos el ritmo de
la planta (valor R) y el tiempo takt de la planta.
3. Los estándares de tiempo elementales de ingeniería industrial señalan cuánto
tarda cada tarea.
Tasa o ritmo de la planta y tiempo takt:
La tasa o ritmo de la planta (valor R) y el tiempo takt le indican al ingeniero
industrial a qué velocidad debe operar la planta para satisfacer la demanda del
cliente. Todas las máquinas y operaciones de la planta se sincronizan con este
ritmo; asimismo, las piezas deben ser suministradas a la misma velocidad con
que la línea de ensamble las utiliza. Takt es una expresión alemana que aquí
designa el tiempo disponible de producción dividido entre la demanda del cliente.
Si los clientes demandan 120 unidades por día y trabajaremos 480 minutos
diarios, el tiempo takt será de cuatro minutos. Es necesario que produzcamos una
pieza cada cuatro minutos y cada estación de trabajo tiene que suministrar las
piezas a ese ritmo. El valor R es similar, pero se factoriza para considerar
estándares de tiempo, porcentajes de desempeño y tolerancias.
Un R de 0.250 minutos del tiempo del ciclo significa que un producto terminado
debe salir de la línea de ensamble cada 0.250 minutos o, de lo contrario, la planta
no fabricará las cantidades suficientes de cada producto. Todas las demás
máquinas y la operación de la planta deben producir una pieza cada 0.250
minutos (cuatro piezas por minuto) para no atrasarse. Si para el ensamble se
necesitan dos piezas (por ejemplo, ruedas de bicicleta) el valor R de tales piezas
deberá ser de 0.125 minutos.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 225/249
Si una estación de trabajo o una máquina tarda 0.400 minutos, y el valor de
R es 0.250, ¿Cuántas máquinas se necesitarían?
Estándar de tiempo = 0.400 min. = 1.6 estaciones
Valor R 0.250 min.
Si se trata de una máquina de fabricación, sumaríamos todas las fracciones de las
estaciones de trabajo, redondearíamos al entero siguiente y compraríamos o
fabricaríamos ese número de estaciones de trabajo. En cambio, en una línea de
ensamble tendríamos que redondear de inmediato al entero superior y poner dos
estaciones de trabajo. Cada estación de trabajo tendría una carga de sólo el 80%
(ocupada), pero dado que los operarios de las estaciones anterior y posterior
fabrican una pieza cada ¼ de minuto, tendrán que quedarse en su estación de
trabajo todo el tiempo.
Cálculo del ritmo de la planta:
El balanceo de las líneas de ensamble se inicia con el cálculo del ritmo de la
planta.
Antes de empezar se requiere información de otras fuentes:
1. Los datos sobre el volumen de producción (por ejemplo, 1,500 por turno)
provienen de comercialización o de la gerencia de mercadeo y determinan
cuántas unidades puede vender la empresa. El departamento de control de
inventarios de la producción calcula la velocidad de fabricación. Factores como
temporada, costos de almacenamiento y costos de capacitación y de manufactura
forman parte de la determinación de volumen de producción. El ingeniero
industrial no puede hacer nada en cuanto a la disposición física de la planta o al
balanceo sin una estimación del volumen de la producción; por lo demás, no es
una buena fuente de información comercial.
2. Las tolerancias de la planta promedio son del 10%. Durante el día, la planta
estará parada 48 minutos, es decir, el 10%. No podemos creer que vamos a
producir todos los minutos de todos los días. Cuando la línea de ensamble se
detiene por un operador, todos los operadores se paran.
3. Hay que prever el grado de eficiencia. La experiencia muestra cuánto
promedia nuestra tasa de eficiencia, y aprovecharemos esos conocimientos. El
primer año, las plantas de producción operan al 70% del estándar; normalmente
se esperaría 85% al continuar las operaciones. Si el ingeniero industrial diseña
una planta para producir a un ritmo del 100%, ¿Cuáles son sus probabilidades

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 226/249
de que se cumpla con esta meta? Muy pocas. Así, el ingeniero que no haya
preparado a la gerencia para que se forme expectativas razonables haría mejor
en buscarse otro empleo. Los estándares se establecen en el 100%, pero la
producción de primer año solamente promedia el 70%, mientras que al continuar
la producción en el segundo año y posteriores se puede esperar un desempeño
del 85%. Si debemos entregar 2,000 unidades al día, necesitamos 2,000, no el
85% de 2,000.
Los cálculos del ritmo de la planta son los siguientes:
(8 horas x 60 minutos por hora) : 480 min./turno
(10% de tolerancia en esta planta) : - 48 min. (tiempo perdido)
= 432 min. disponibles
(Desempeño previsto para el primer :
año según nuestra experiencia) x 75%
= 324 min. efectivos/turno
Producción necesaria ÷ 1,500 Unidades/turno
RITMO DE PLANTA es decir TIEMPO TAKT : = 0.216 minutos/unidad
= 4.63 Unidades/min
Prueba:
Todas las celdas y máquinas de la planta tienen que hacer lo mismo; de otro
modo, no llegaremos a nuestra meta de 1,500 unidades al día. El valor R es
nuestro punto de partida para el balanceo de la línea de ensamble.
Este mismo principio es válido en cualquier negocio. Consideremos un
restaurante. ¿Cuántos clientes puede recibir? ¿Cuántos meseros o meseras,
cocineros y lavaplatos deben contratarse? Toda la empresa debe estar
balanceada o de lo contrario habrá desperdicios.
Tiempo estándar elemental:
Los estándares de tiempo para cada parte o componente deben calcularse antes
de combinar las partes (elementos) en trabajos. Al diseñar una nueva línea de
producción, estos tiempos se pueden calcular con el PTSS (Sistema de
estándares de tiempo predeterminados) o datos estándar.
4.63 unidades/min. x 432 min./turno a 75% = 1,500 unidades/turno

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 227/249
Con un valor R de 0.216, el ingeniero industrial combinará estos elementos en
trabajos que tendrán tiempos tan cercanos como sea posible a múltiplos de 0.216
minutos (0.216, 0.432, 0.648 y, el más alto, 0.864). Por lo común, debido a
problemas de disposición física de la línea, cuatro operadores que hacen un
mismo trabajo forman el grupo más grande. Más de cuatro operadores que tratan
de recibir partes de una sola fuente y de enviar las piezas completas a otra fuente
generan movimientos muy complicados para el inventario.
PROCEDIMIENTO PASO A PASO PARA COMPLETAR EL FORMULARIO DE
BALANCEO DE LA LÍNEA DE ENSAMBLE:
El formulario con números circulados ayudará a comprender la lógica y las
operaciones matemáticas con que se resuelven estos problemas.
Formulario de balanceo de línea de ensamble paso a paso:

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 228/249
. Número del producto. Aquí se pone el plano del producto o el número de
parte del producto.
. Fecha. Aquí se pone la fecha completa de esta solución.
. Por el ingeniero industrial. Nombre del técnico que efectúa el balanceo de la
línea de ensamble: su nombre.
. Descripción del producto. Nombre del producto que se ensambla.
. Número de unidades requeridas por turno. Es la cantidad de producción
requerida por turno, que el departamento de ventas proporciona al ingeniero
industrial. El objetivo del ingeniero es producir una cantidad tan cercana a la
indicada como sea posible, sin quedarse corto.
. Valor R. Ya nos referimos al ritmo de la planta, pero este bloque está
destinado para cierta planta con la siguiente experiencia.
a. Los productos antiguos se han desempeñado a una eficiencia del 85%.
b. Los nuevos productos promedian una eficiencia del 70% durante el primer
año.
c. Se agregan a cada estándar tolerancias del 11 por ciento. El valor R en
esta planta se calcula dividiendo 300 o 365 minutos entre el número de
unidades por turno (paso 5) el resultado es el ritmo de la planta: R.
. Número. El número de operación en secuencia. El método de los números de
operación es un medio sencillo y útil para referirse a un trabajo específico.
. Descripción de la operación. Pocas palabras bien escogidas pueden
comunicar lo que se realiza en esta estación de trabajo. Los nombres de los
componentes y las funciones de los trabajos son las palabras claves.
.Valor R. El valor de R calculado en el bloque se pone a la derecha de cada
operación. El ritmo de la planta es la meta de cada estación de trabajo; así, anotar
el valor R en cada renglón mantiene esta meta en la mira.
.Tiempo de ciclo. Se trata del estándar de tiempo normal establecido
combinando los elementos en los puestos de trabajo. Nuestra meta es coincidir

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 229/249
con R, pero rara vez se alcanza esta cifra. El tiempo de ciclo se puede modificar
poniendo un elemento de trabajo en otro puesto, pero los elementos son una gran
proporción de la mayor parte de los puestos. Un equipo más rápido o métodos
más inteligentes pueden disminuir el tiempo de ciclo lo cual es una buena
herramienta de reducción de costos.
.Número de estaciones. Para calcular el número de estaciones, se divide el
tiempo de ciclo entre el valor R y se redondea al entero superior. Si se
redondea el número de estaciones hacia abajo, no se logrará la meta (número de
unidades por turno,). Por razones de costo, la gerencia puede redondear el
número de estaciones al entero inferior, pero de hacerlo debe saber que la meta
no se logrará sin tiempo extraordinario, etc. Como quiera que sea, la decisión es
de la gerencia y no del especialista. Si el número de estaciones de trabajo se
redondea hacia abajo, esta estación de trabajo resultará ser el cuello de
botella, la restricción, la estación más lenta o la estación del 100%.
.Tiempo promedio de ciclo. Se calcula el tiempo promedio de ciclo dividiendo
el tiempo de ciclo entre el número de estaciones de trabajo . Ésta es la
velocidad a la que la estación de trabajo produce partes. Si el tiempo de ciclo de
un puesto es de un minuto y se requieren cuatro máquinas, el tiempo promedio de
ciclo es 0.250 minutos (1.000 ÷ 4 =0.250), es decir, que estas máquinas
fabricarán una pieza cada 0.250 minutos. El mejor balanceo de línea será aquel
en el que todas las estaciones tengan el mismo tiempo promedio de ciclo, pero
esto no ocurre nunca. Una meta más realista es esforzarse por que se acerque lo
más posible. Con el tiempo promedio de ciclo se determina el porcentaje de carga
de trabajo de cada estación de trabajo, esto es, el paso siguiente.
% de carga. El porcentaje de la carga indica qué tan ocupada está cada
estación de trabajo en comparación con la más atareada. El número más alto en
la columna de tiempo promedio del ciclo es la estación de trabajo más
ocupada, que por lo tanto se conoce como la estación del 100%. Se escribe esta
cifra en la columna de porcentaje de carga. Para comparar las demás estaciones
con ésta, se divide el tiempo promedio de aquéllas entre el tiempo promedio de la
estación del 100% y el resultado se multiplica por 100, con lo que se encuentra el
porcentaje de carga de cada estación. El % de carga es una indicación de dónde
se requiere más trabajo o dónde darán mayores frutos los esfuerzos de reducción
de costos. Si la estación del 100% se puede reducir en un 1%, esto es lo que
ahorraremos de todas las estaciones de la línea.
11
12
13
12
11

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 230/249
EJEMPLO:
Cálculo de % de carga:
En el ejemplo de la tabla. Los tiempos de ciclo son de 0.179, 0.147, 0.210, 0.172,
0.166, 0.126 y 0.168. La revisión de estos tiempos de ciclo promedios nos revela
que 0.210 es el número más grande, lo que identifica a la estación de trabajo del
100%. Es una buena costumbre circular el 0.210 y el 100% para recordar que
ésta es la estación de trabajo de mayor importancia en la línea y que por ende ya
ningún otro estándar de tiempo tiene significado. Ahora que se ha determinado la
estación del 100%, el porcentaje de carga de todas las demás estaciones se
determina dividiendo el tiempo promedio de ciclo de las demás entre 0.210:
¿Dónde pondrá el supervisor al trabajador más rápido?
Rpta. En la operación 15.
¿Dónde buscará el ingeniero industrial mejoras o reducciones de costo?
Rpta. En la operación 15, la estación del 100% de carga.
Un buen balanceo de línea situará todas las estaciones de trabajo del 90% al
100%. Una estación de trabajo a menos del 90% puede aprovecharse para cubrir
el ausentismo. Un empleado nuevo puede ser colocado en esta estación sin que
ello retrase a toda la línea.
.Horas/1,000: Las horas por millar de unidades producidas se calculan
multiplicando el tiempo promedio del ciclo del 100% (mismo que está circulado en
el balanceo de línea) por 18.5 (estándar establecido - tolerancias). Esta cifra
(18.5) son las horas por 1,000 de un trabajo de duración de un minuto; añade una
tolerancia constante del 10%, y, dado que todos los tiempos estándares normales
están en minutos, éstos, multiplicados por 18.5 horas/1,000/minuto son igual a las
horas por 1,000 de cada trabajo.
Según nuestro ejemplo de la tabla, 0.210 era la estación del 100 por ciento.
0.210 x 18.5 = 3.885 horas/1,000
Si más de un operario trabaja en una estación, las horas por 1,000 se multiplican
por el número de personas:
2 personas = 7.770 horas (dos veces el tiempo)
14

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 231/249
3 personas = 11.655 horas (tres veces el tiempo)
Horas por 1,000 es igual al tiempo promedio de la estación del 100%, multiplicado
por 18.5 horas/1,000 multiplicado por el número de operadores en dicha estación,
para todas las estaciones. Todas las estaciones de trabajo tendrán 3.885 horas
por 1,000, o múltiplos de dicho número. Esto es lo que significa el balanceo de
línea: todos trabajan al mismo ritmo. La lógica de una estación de trabajo con
tres personas que demoran tres veces tantas horas por 1,000 debe ser obvia.
Otro elemento de la lógica es que todos los miembros de una línea de ensamble
deben trabajar al mismo ritmo. Aún así, quien tenga menos trabajo no puede
hacer nada más de lo que recibe ni nada más de lo que pueda hacer el operador
siguiente.
.Piezas/horas: Las piezas por horas es 1/x de las horas/1,000 multiplicado por
1,000 (o bien, se dividen horas/1,000 entre 1,000). Note en nuestro ejemplo de la
tabla, que todas las estaciones producen 257 piezas. La estación 05 tiene dos
operadores; cada uno produce 129 piezas por hora para un total de 258 piezas
por hora.
.Horas totales/ 1,000: Las horas totales por 1,000 (por millar) es el número de
horas de todas las operaciones. Las horas totales por 1,000 de un operador
multiplicadas por el total de operadores de la línea es igual también a las horas
totales por 1,000. El total de la columna son los operadores totales.
.Esta cifra es la tasa promedio de salarios horarios, pero digamos que 7.50
dólares por hora es dicha tasa.
.Esta cifra es el costo de mano de obra de 1,000 unidades. En nuestro ejemplo,
46.62 horas multiplicado por 15 dólares/hora = 699.30 dólares por 1,000
unidades, es decir 0.70 dólares de cada uno por costo de mano de obra. Cuanto
más bajo sea el costo, mejor será el balanceo de la línea.
.Esta cifra es el tiempo total del ciclo. Indica el contenido exacto de trabajo de
todo el ensamble y, si se trata como cualquier otro estándar de tiempo, muestra
un ejemplo de balanceo de línea perfecto.
En nuestro ejemplo, 1.980 minutos x 18.5 horas/1,000 es igual a 36.63 horas por
1,000. El resultado de nuestro balanceo de línea fue 46.62: 10 horas más. Estas
10 horas representan una posible reducción en costo, y lo que no se puede
eliminar por este medio se conoce como costo del balanceo de línea.
15%
16
11
17
18
19

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 232/249
Tabla: Ejemplo de balanceo de línea de ensamble.
NÚMERO
DE LA
OPERACIÓN
DESCRIPCIÓN
DE LA OP.
R
VALOR
TIEMPO
DEL
CICLO
NÚMERO DE
ESTACIONES
TIEMPO
PROM.
DEL CICLO
% DE
CARGA
HORAS/
1,000
PIEZA
/
HORA
5 Ensamblar 0.216 0.357 2 0.179 85 7.770 129
10 Ensamblar 0.216 0.441 3 0.147 70 1.655 86
15 Cementar 0.216 0.210 1 0.210 100 3.885 257
20 Remachar 0.216 0.344 2 0.172 82 7.770 129
25 Formar caja
de cartón 0.216 0.166 1 0.166 79 3.885 257
30 Etiquetar 0.216 0.126 1 0.126 60 3.885 257
35 Empacar 0.216 0.336 2 0.168 80 7.770 129
Total 1.980 12 personas 46.620
MEJORAS AL BALANCEO DE LA LÍNEA DE ENSAMBLE
El final de un balanceo de línea inicial llevará a mejoras. Para mejorar el balanceo
de línea, queremos:
1. Reducir la estación del 100%.
a. Se agrega un operador.
b. Se reduce el costo.
2. Combinar la estación del 100% con alguna operación antes o después, aunque
es preciso mantener la secuencia de operaciones.
3. Combinar operaciones para eliminar algunas.
Repitamos nuestro ejemplo agregando un trabajador en la operación 15, la
estación del 100%. Refiérase a la tabla 2. El balanceo original de la línea era de
46.62 horas. Si se resta 43.05 al nuevo balanceo de línea tenemos un ahorro de
3.57 horas, que a la tasa de 15 dólares la hora suma 53.55 dólares por 1,000 o
aproximadamente 100 dólares diarios, es decir, 25,000 al año. Éste todavía no es
un buen balanceo. ¿Puede mejorarlo?
11 12 13 14 15 10 9 8 7

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 233/249
Tabla 2: Ejemplo de balanceo de línea de ensamble.
NÚMERO
DE LA
OPERACIÓN
DESCRIP
CIÓN DE
LA OP.
R
VALOR
TIEMPO
DEL
CICLO
NÚMERO
DE
ESTACIONES
TIEMPO
PROM.
DEL
CICLO
% DE
CARGA
HORAS/
1,000
PIEZAS/
HORA
5 Ensamblar 0.216 0.357 2 0.179 100 6.623 151
10 Ensamblar 0.216 0.441 3 0.147 82 9.935 101
15 Cementar 0.216 0.210 2 0.205 59 6.623 151
20 Remachar 0.216 0.344 2 0.172 96 6.623 151
25 Formar caja
de cartón 0.216 0.166 1 0.166 93 3.312 302
30 Etiquetar 0.216 0.126 1 0.126 70 3.312 302
35 Empaque 0.216 0.336 2 0.168 94 6.623 151
Total 1.980 13 43.051
VELOCIDAD DE LA LÍNEA DE LA BANDA TRANSPORTADORA
Durante el primer día de producción, alguien le preguntará a qué velocidad debe
moverse la banda transportadora. Esta velocidad es una combinación del tamaño
del producto y del ritmo R. La velocidad de la banda se mide en pies por minuto;
cuando se determina R, cada pieza terminada debe salir de la línea de ensamble
a dicha velocidad. Los valores de R se expresan en tiempo normal y la
velocidad de la línea se calcula o se basa en este tiempo. El ejemplo de R de
0.250 minutos es bueno: 0.250 minutos es cuatro piezas por minuto y éste es el
número de unidades terminadas que deben cruzar cada minuto la línea final.
Dado que la banda transportadora se mueve al mismo ritmo desde el primer
operador hasta el último, cuatro piezas por minuto será la velocidad de todas las
estaciones de trabajo. La otra información necesaria es la longitud del producto
terminado. Por ejemplo, un juego de sube y baja tiene 10 pies de largo (tres
metros), de modo que sobre la banda transportadora ocupa esos tres metros. Se
necesita desplazar cuatro juegos por minuto, es decir, 40 pies (12 metros) por
minuto de velocidad de la banda. Una pieza de dos pies (60 centímetros) a cuatro
por minuto es igual a ocho pies (2.4 metros) por minuto.
Recordar nuestro estándar de tiempo de marcha
(264 pies, u 80 metros, por minuto, capítulo 9) nos
11 12 13 14 15
16
10 9 8 7

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 234/249
sirve para adoptar una perspectiva apropiada sobre estas velocidades de la
banda.
No se incluyen tolerancias en la velocidad de la banda, porque la línea estará
detenida durante paradas y retrasos. Si se agregaran tolerancias, jamás
lograríamos un desempeño del 100%.
Al ritmo de cuatro piezas/minuto = 240 posibles por hora
0.250 minutos x 18.5 = 4.625 horas/1,000 = 216 piezas/horas
Nuestro estándar es de 216 piezas por hora, pero nuestra velocidad de banda es
de 240 por hora. Las piezas adicionales se perderán cuando la banda se
detengan. 216 piezas por hora por ocho horas por turno es igual a 1,728, pero
sólo necesitábamos 1,200 unidades por turno. Ninguna planta opera con un
desempeño del 100%. Si se trata de un producto nuevo, el desempeño promedio
durante el primer año será más bien de alrededor del 70%.
70% de 1,728 unidades = 1,209 unidades/turno
¿Esto es lo suficientemente aproximado?
EJEMPLOS
La figura 2 es un balanceo inicial de la línea y la figura 3 es una mejora. Ambos
ejemplos tienen tolerancias anotadas en la columna de tiempo de ciclo, por lo que
la columna de horas por 1,000 se calcula dividiendo el tiempo de ciclo promedio
del 100% entre 60 minutos (0.250/60 x 1,000 = 4.17).
La figura 2 muestra un costo de 0.54 dólares cada pieza; la figura 3, de 0.42 cada
una. La cantidad solicitada era de 1,200 unidades por turno, por lo que el ahorro
que da la mejora del balance es de 144 dólares por turno, es decir 36,000 dólares
al año (0.54 – 0.42 x 1,200 unidades por día x 250 días por año = 36,000 dólares).
Observe que sacamos dos trabajadores de la línea de ensamble, con lo que
ahora se produce a un ritmo más rápido. Con la misma facilidad pudimos haber
sumado operarios para obtener un mejor balance, es decir, uno con un costo
menor, de modo que esta adición está incluida en el nuevo costo. En este
ejemplo, producimos a un ritmo de 1,310 unidades por turno, que son 110
unidades más que lo que el departamento de ventas deseaba. Pero para ahorrar
0.12 dólares en cada una o lograr una reducción del 22% en el costo de la mano
de obra, la gerencia opina (y es una decisión suya, no de ingeniería industrial) que
se trata de una buena decisión. Como empresa, tenemos varias opciones:

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 235/249
1. Insistir en las 1,200 unidades diarias.
2. Reducir el precio para motivar al departamento de ventas.
3. Gastar más en publicidad para vender más.
4. Dar por terminada la producción antes del año, ya que estamos
produciendo 110 unidades más aprisa de lo planeado.
Para hacer este tema aún más complicado (y realista), los costos de
almacenamiento se incrementarán si no movemos el producto terminado 9% más
aprisa. La gerencia quiere reducir el costo total, y no sería inteligente disminuir el
costo de mano de obra y aumentar el de almacenamiento en una cantidad
sustancial.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 236/249
BALANCEO DE LA LÍNEA DE ENSAMBLE: INTENTO INICIAL
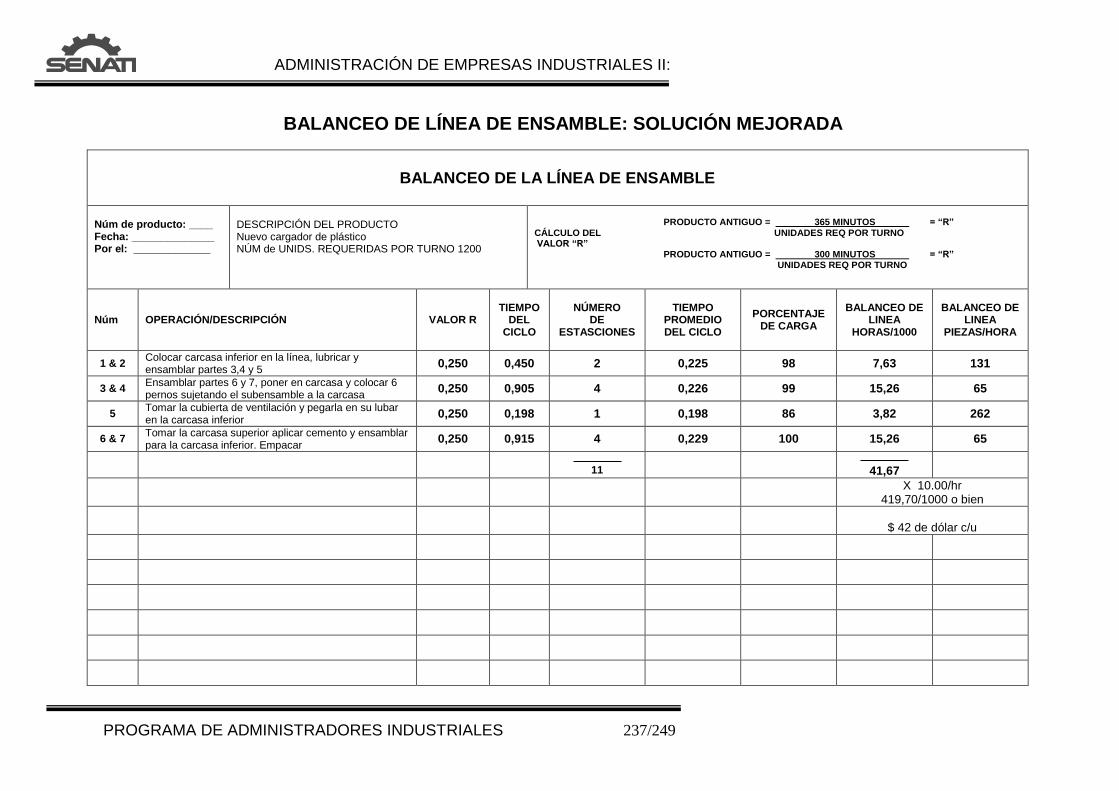
ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 237/249
BALANCEO DE LA LÍNEA DE ENSAMBLE
Núm de producto: ____ Fecha: ______________ Por el: _____________
DESCRIPCIÓN DEL PRODUCTO Nuevo cargador de plástico NÚM de UNIDS. REQUERIDAS POR TURNO 1200
PRODUCTO ANTIGUO = 365 MINUTOS = “R” CÁLCULO DEL UNIDADES REQ POR TURNO VALOR “R” PRODUCTO ANTIGUO = 300 MINUTOS = “R” UNIDADES REQ POR TURNO
Núm OPERACIÓN/DESCRIPCIÓN VALOR R TIEMPO
DEL CICLO
NÚMERO DE
ESTASCIONES
TIEMPO
PROMEDIO DEL CICLO
PORCENTAJE DE CARGA
BALANCEO DE LINEA
HORAS/1000
BALANCEO DE LINEA
PIEZAS/HORA
1 & 2 Colocar carcasa inferior en la línea, lubricar y ensamblar partes 3,4 y 5
0,250 0,450 2 0,225 98 7,63 131
3 & 4 Ensamblar partes 6 y 7, poner en carcasa y colocar 6 pernos sujetando el subensamble a la carcasa
0,250 0,905 4 0,226 99 15,26 65
5 Tomar la cubierta de ventilación y pegarla en su lubar en la carcasa inferior
0,250 0,198 1 0,198 86 3,82 262
6 & 7 Tomar la carcasa superior aplicar cemento y ensamblar para la carcasa inferior. Empacar
0,250 0,915 4 0,229 100 15,26 65
11
41,67
X 10.00/hr 419,70/1000 o bien
$ 42 de dólar c/u
BALANCEO DE LÍNEA DE ENSAMBLE: SOLUCIÓN MEJORADA

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 238/249
Resumen del balanceo de línea de ensamble
El balanceo de línea es una herramienta importante en muchos aspectos de la
administración industrial y es una de las más provechosas en los estudios de
tiempos y movimientos. Es el punto inicial para la disposición física de las
líneas de ensamble. El reverso del formulario de balanceo sirve para esbozar la
disposición de la línea de ensamble. Repase el ejemplo de las figuras 2 a 4. La
figura 4 está elaborada a partir de datos de la figura 3.
El trabajo de empaque se considera igual al de ensamble por lo que se refiere al
balanceo de las líneas. Muchos otros trabajos se pueden llevar a cabo cerca o
sobre la línea de ensamble, pero se consideran como subensamble y no se
balancean directamente con la línea (ya que los subensambles se pueden
almacenar). Sus estándares de tiempo se conservan aparte. Pueden ser parte del
formulario de la línea de ensamble, pero no se consideran en el procedimiento de
balanceo; su carga es del 100% y tiene sus propios estándares de tiempo.
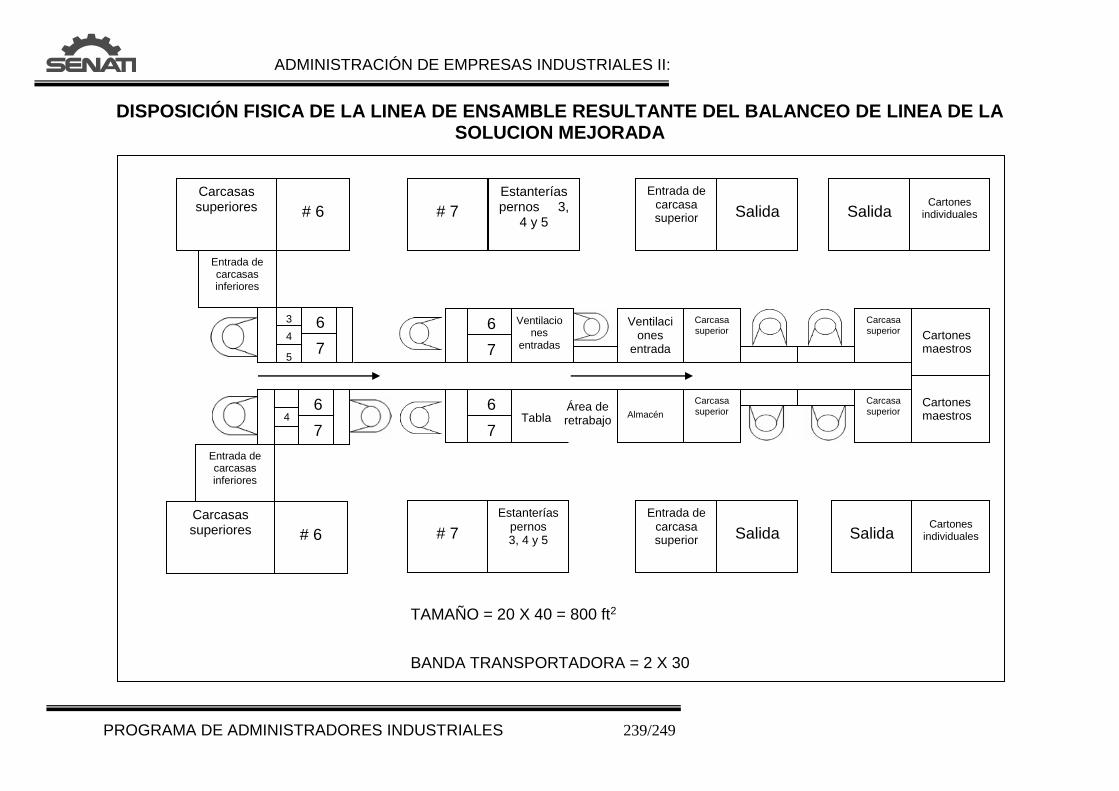
ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 239/249
DISPOSICIÓN FISICA DE LA LINEA DE ENSAMBLE RESULTANTE DEL BALANCEO DE LINEA DE LA SOLUCION MEJORADA
Carcasas superiores
# 7
# 7
Salida
Estanterías pernos 3,
4 y 5
Entrada de carcasa superior
Cartones
individuales
Entrada de carcasa superior
Salida
Salida
Salida
Estanterías pernos 3, 4 y 5
# 6
Entrada de carcasas inferiores
# 6
Cartones
individuales
Carcasas superiores
3
4
5
5
Entrada de carcasas inferiores
TAMAÑO = 20 X 40 = 800 ft2
BANDA TRANSPORTADORA = 2 X 30
6
7
6
7
3
4
6
7
Ventilaciones
entradas
6
7
Cartones maestros
Almacén
Carcasa superior
Ventilaciones
entradas
Carcasa superior
Carcasa superior
Carcasa superior
Cartones maestros
Área de retrabajo Tabla

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 240/249
BALANCEO DE PLANTAS CON CELDAS DE TRABAJO
El concepto de celdas no es nuevo; hemos tenido celdas individuales en
manufactura durante generaciones. Pero la nueva idea consiste en combinar las
celdas en cadenas que pueden ser una banda transportadora. Más a menudo, el
material se mueve manualmente de una celda a la siguiente, según se requiera.
No se mueve material hasta que la siguiente celda lo pide; entonces, la celda que
proporciona la parte o partes elabora más para reemplazar el inventario. Este
inventario en espera puede estar en un área designada de almacenamiento de
terminados (kanban) o en el área de trabajo de manufactura de la celda. En este
caso, no se puede hacer más trabajo en la celda hasta que se mueva el material
que está a la espera. El control de inventario de los materiales es parte importante
de este concepto de celdas. Se quiere un inventario mínimo, y lo más deseable es
que no haya ninguno entre celdas. Cuando una celda necesita cambiar de
componente, se requiere algo de inventario.
En estas situaciones se crean kanbans (tarjetas de control de inventario, de
localización y de inventarios) como amortiguador entre dos celdas. Cuando un
kanban sale de la primera celda, ésta debe organizarse para llenar el espacio
vacío.
Algunas definiciones:
1. Celda: Disposición de máquinas requerida para hacer una unidad de
producción en una secuencia específica alrededor de un operador u operadores.
Por lo general, las máquinas se organizan en forma de U para permitir un flujo
único de la pieza.
2. Kankan: Sistema "de tirar" de control del inventario, en el que las piezas se
colocan en recipientes que esperan su traslado a la siguiente celda. Cuando el
material sale de una celda, debe ser reemplazado de manera que siempre haya
piezas disponibles para la siguiente celda. Los talleres de prensas que tienen
subensamble de soldadura por puntos son un buen ejemplo. Una presa
troqueladora puede fabricar muchas piezas y necesita ser ajustada muchas
veces.
No podemos preparar o ajustar la máquina para cada pieza, así que
almacenamos algunas piezas, lo que nos obliga a acelerar los cambios.

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 241/249
3. Cambios: Quitar una herramienta o juego de herramientas con otros para
producir una nueva pieza.
4. Justo a tiempo: Sistema de producción y entrega del artículo correcto en el
momento correcto en las cantidades correctas. Se opera justo a tiempo cuando
los productores anteriores terminan su trabajo momentos antes de que la
siguiente celda corriente abajo la necesite. Se promueve un flujo de pieza
individual.
5. Trabajo multimáquina: Capacitación de empleados para operar y mantener
diferentes tipos de máquinas de producción. Es una parte importante de las
celdas de trabajo, porque un trabajador puede operar muchos tipos de máquinas.
6. Tiempo takt: Ritmo de producción de la planta, establecido por el cliente. Si
necesitamos 10 unidades por día y tenemos 480 minutos por turno, tenemos un
tiempo takt de 48 minutos.
7. Flujo de una sola pieza: Disposición física en la cual las unidades de
producción fluyen por la operación una por una, sin interrupciones, sin regresar o
sin quedarse a un lado. Veamos un ejemplo.
Ejemplo
Un fabricante de trailers de plataforma para carretera retiró uno de los vehículos
más populares de su planta de producción original y estableció una nueva planta
de flujo de una sola pieza, de tipo celda. Durante su primer año, la planta
promedió únicamente cinco trailers por día.
Se contrató un asesor de ingeniería industrial que estableciera un plan para lograr
la meta de diseño de ocho trailers por día. Los resultados del proyecto se dan a
continuación:
El primer paso del proyecto fue hacer un estudio de tiempos de cada celda para
determinar su contenido de trabajo. La tabla 14-3 muestra los nombres de las
celdas, el tamaño de las cuadrillas, sus estándares de tiempo de trabajo y las
horas de trabajo de cada celda para la producción de ocho trailers.
La figura 14-5 es una gráfica de barras que muestra la carga porcentual de cada
celda. Estudie la tabla 14-3 y la figura 14-5 para mejorarlas. Cuatro celdas están
correctamente cargadas, una está sobrecargada y ocho están muy mal cargadas.
Antes del estudio de tiempo no se conocían estas situaciones.
La tabla 14-4 y la figura 14-6 incluyen el balanceo de la línea y los porcentajes de
carga, respectivamente, requeridos para nueve trailers (sin agregar personal).

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 242/249
Centro de máquina Cantidad en la cuadrilla
Horas disponibles por dia
Minutos necesarios por trailer
Horas necesarias para 8 trailer
Porcentaje de Carga
Prensas 1 8 21,86 3,09 38,62 Ensamble de partes 2 16 74,56 10,54 65,86 Plasma 2 16 139,54 19,72 123,26 Soldadura de Vigas 2 16 80,08 11,32 70,74 Terminado de Vigas 8 64 294,00 41,55 64,92 Ensamble de dispositivos 4 32 148,28 20,96 65,49 Soldadura 2 16 79,50 11,24 70,22 Ensamble de ejes 1 8 48,84 6,90 86,28 Ejes y esmerilado 4 32 156,40 22,10 69,08 Lavado 2 16 109,96 15,54 97,13 Pintura 2 16 79,84 11,28 70,53 Aire 4 32 219,76 31,06 97,06 Maestra de techo 1 8 39,93 5,64 70,54 Bastidor de techo 4 32 216,40 30,58 95,58 Fabricación de largueros 4 32 228,28 32,26 100,82 Instalación de largueros 4 32 181,12 25,60 79,99 Electrico 3 24 147,06 20,78 86,60 Soldaduras de los refuerzos en Z 1 8 35,42 5,01 62,58 Disposición del piso 3 24 145,95 20,63 85,95 Instalación del piso 3 24 132,24 18,69 77,87 Llantas 2 16 73,16 10,34 64,62 TOTAL 59 472 2652.18 374.84 84,18
Centro de máquina Cantidad
en la cuadrilla
Horas disponibles por dia
Minutos necesarios por trailer
Horas necesarias
para 8 trailer
Porcentaje de
Carga
Prensas 1 8 21,86 Ensamble de partes 2 16 74,56 Plasma 2 16 139,54 Soldadura de Vigas 2 16 80,08 Terminado de Vigas 8 64 294,00 Ensamble de dispositivos 4 32 148,28 Soldadura 2 16 79,50 Ensamble de ejes 1 8 48,84 Ejes y esmerilado 4 32 156,40 Lavado 2 16 109,96 Pintura 2 16 79,84 Aire 4 32 219,76 Maestra de techo 1 8 39,93 Bastidor de techo 4 32 216,40 Fabricación de largueros 4 32 228,28 Instalación de largueros 4 32 181,12 Electrico 3 24 147,06 Soldaduras de los refuerzos en Z 1 8 35,42 Disposición del piso 3 24 145,95 Instalación del piso 3 24 132,24 Llantas 2 16 73,16 TOTAL 59 472 2652.18

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 243/249
PORCENTAJE DE CARGA
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
110%
120%
Pre
nsas
Ens
amble
de p
arte
s
Plasm
a
Solda
dura
de
Vigas
Term
inad
o de
Vigas
Ens
amble
de d
ispo
sitiv
os
Solda
dura
Ens
amble
de E
jes
Ejes y es
mer
ilado
Lava
do
Pintu
raAire
Mae
stra
de
Techo
Bas
tidor
de
Techo
Fabric
acion
de la
rgue
ros
Instalac
ión
de la
rgue
ros
Eléctric
o
Solda
dura
de
refu
erzo
s en
Z
Dispo
sición
del P
iso
Instalac
ión
del p
iso
Llan
tas

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 244/249
Balanceo de la línea de ensamble: programa de nueve trailers por día
Centro de máquina
Numero de
personas en
la cuadrilla
Horas
Disponibles
por día
Minutos
Necesarios
por trailer
Horas
necesarias
para 8
trailers
Porcentaje
de carga
(columna E
columna C)
Horas
disponibles
por día
Horas necesarias
para 9 trailers
Porcentaje de
carga
(columna G ÷
columna C x
108%)
Prensas 1 8 21.86 3.09 Por ensamble de partes y elimina un operador
Ensamble de partes 2 16 74.56 10.54 2.0 16 15.33 95.81
Plasma 2 16 139.54 19.72 3.0 24 22.19 92.45
Soldadura de vigas 2 16 80.08 11.32 2.0 16 12.73 79.58
Terminado de vigas 8 64 294.00 41.55 6.0 48 46.75 97.39
Ensamble de dispositivos 4 32 148.28 20.96 3.0 24 23.58 98.24
Soldadura 2 16 79.50 11.24 2.0 16 12.64 79.00
Ensamble de ejes 1 8 48.84 6.90 Combine con eje y esmeril
Ejes y esmiralado 4 32 156.40 22.10 5.0 40 32.57 81.42
Lavado 2 16 109.96 15.54 2.0 16 14.00 87.50
Pintura 2 16 79.84 11.28 2.0 16 12.69 79.34
Arte 4 32 219.76 31.06 4.5 36 34.94 97.06
Maestra de techo 1 8 39.93 5.64 1.0 8 6.35 79.36
Bastidor de techo 4 32 216.76 30.58 4.5 36 34.41 95.58
Fabricación de largueros 4 32 228.28 32.26 5.0 40 36.30 90.74
Instalación de largueros 4 32 181.12 25.60 4.0 32 28.80 89.99
Eléctrico 3 24 147.06 20.78 3.0 24 23.38 97.43
Soldadura de refuerzos en Z 1 8 35.42 5.01 1.0 8 5.63 70.40
Disposición del piso 3 24 145.95 20.63 3.5 28 23.21 82.88
Instalación del piso 3 24 132.24 18.69 3.5 28 21.03 75.09
Llantas 2 16 73.16 10.34 2.0 16 13.64 85.25
Total 59 472 2652.18 374.84 59.0 472 420.16 89.02

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 245/249
PORCENTAJE DE CARGA: PROGRAMA PARA 9
TRAILERS POR DÍA
0.00%10.00%20.00%30.00%40.00%50.00%60.00%70.00%80.00%90.00%
100.00%110.00%120.00%
Pre
nsa
Ens
amble
de p
arte
s
Plasm
a
Solda
dura
de
viga
s
Term
inad
o de
vigas
Ens
amble
de d
ispo
sitiv
os
Solda
dura
exter
ior
Sub
ensa
mble
de e
je
Eje y e
smer
il
Lava
do
Pintu
raAire
Guia
de m
aestra
del te
cho
Bas
tidor
del te
cho
Fabric
ación
de la
rgue
ros
Instalac
ión
de L
argu
eros
Eléctric
o
Solda
dura
de
refu
erzo
s en
Z
Dispo
sicion
de
piso
Instalac
ión
de p
iso
Llan
tas

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 246/249
Vigas Plasma Terminado Eje
Desbastado y esmerilado
Dispositivo Soldadura Terminado
Aire
Piso
Subensamble del eje
Piso Eléctrico Llantas
Bastidores
Lavado final
Fabricación de largueros
Largueros
Almacenes de materiales Flujo de materiales
Almacenes de materiales
Horno Pintura Secado
Prepintura Lavado
Salida
CELDAS DE TRABAJO PARA LA MANUFACTURA DEL TRAILERS

ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 247/249
La figura 14-7 es un programa de tiempos de movimiento elaborado a un tiempo
takt y ritmo de planta de 50 minutos (480 minutos menos descansos de 30
minutos ÷ 9 trailers/día = 50 minutos.). En el extremo final de la planta, no se
podrá mover una celda de trabajo hasta que la siguiente quede vacía. Si una
celda está abierta, la anterior detiene la planta y necesita ayuda. Los supervisores
y jefes de celda hicieron todo lo posible para minimizar los retrasos, dado que la
planta estaba sujeta a un sistema de incentivos y cada empleado perdería 4.00
dólares diarios por cada trailer menos de nueve.
gLe tomó a la planta dos días llegar a la meta de nueve trailers; en los primeros
cinco días del nuevo sistema, se produjeron 43 vehículos. La figura 14-8 es un
esbozo de la disposición de esta planta de trailers.
Tiempo takt o ritmo de la planta: tenemos 450 minutos para fabricar nueve trailers.
Por lo tanto, debemos sacar un trailer cada 50 minutos. Hay que seguir el
programa que se anota; de lo contrario, no fabricaremos nueve trailers.
7:00 A.M. ___ Inicio de turno: los supervisores cubren las ausencias.
7:10 A.M. ___ Se inicia el trabajo en el trailer núm. 1
8:00 A.M. ___ Se saca el trailer núm. 1 y se inicia el trailer núm. 2
8:50 A.M. ___ Se saca el trailer núm. 2 y se inicia el trailer núm. 3.
9:00 A.M. ___ Se toman 10 minutos de descanso.
9:50 A.M. ___ Se saca el trailer núm. 3 y se inicia el trailer núm. 4.
10:40 A.M. ___ Se saca el trailer núm. 4 y se inicia el trailer núm. 5.
11:30 A.M. ___ Se saca el trailer núm. 5, se inicia el trailer núm. 6 y nos vamos a
almorzar.
12:50 P.M. ___ Se saca el trailer núm. 6 y se inicia el trailer núm. 7.
1:40 P.M. ___ Se saca el trailer núm. 7 y se inicia el trailer núm. 8 y se toma un
descanso de 10 minutos.
2:40 P.M. ___ Se saca el trailer núm. 8 y se inicia el trailer núm. 9.
3:30 P.M. ___ Se saca el trailer núm. 9 y nos vamos a casa.
Podamos estar adelantados todo el día.
Si una estación de trabajo no está lista cuando llega el momento, el jefe llena un
informe de movimientos retrasados en el que explique las razones. Si no están
retrasados, no se necesitan informes. El supervisor debe estar especialmente
atento en los momentos de mover.

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 248/249
PREGUNTAS
1. ¿Cuáles son los propósitos del balanceo de la línea de ensamble'?
2. ¿Qué información se requiere antes de emprender el balanceo de una línea de
ensamble?
3. ¿Qué es un valor R?
4. ¿Cuál es tiempo de ciclo promedio de en la figura 14-1?
S. ¿Qué significa porcentaje de carga en en la figura 14-1?
6. ¿Qué significa 18.5?
7. ¿Por qué se sólo se emplea el estándar en la estación del 100%?
8. ¿Cuál es el significado de las horas totales por 1,000 en de figura 14-1?
9. ¿Cuál es el significado del tiempo total de ciclo en de la figura 14-1?
10. Mejore el balanceo de línea que aparece en la tabla 14-2.
11. ¿Cuándo deben colocarse los subensambles en la línea de ensamble y
empaque?
12. ¿Cuál debe ser la velocidad de la banda transportadora con los siguientes
datos?
R LONGITUD VELOCIDAD DE LA BANDA
.162 96"
.440 24"
1.100 6"
¿De qué manera cambiarían los incentivos lo antes mostrado?
13. Mejore el balanceo de línea del ejemplo de la figura 14-2. ¿Cuánto puede
ahorrar?
14. Revise la disposición física de la figura 14-4.
15. ¿De qué manera se relaciona el balanceo de la línea de ensamble con la
disposición física de la línea?
13
13
16
19
ADMINISTRACIÓN DE EMPRESAS INDUSTRIALES II:
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 249/249
BIBLIOGRAFÍA
1. TITULO : TECNICAS PARA EL ESTUDIO DE TRABAJO:
AUTOR : Ma. TERESA NORIEGA – BERTHA H. DÍAZ
CENTRO DE INVESTIGACION: UNIVERSIDAD DE LIMA
2. TITULO : ESTUDIO DEL TRABAJO: ESTUDIO DE MÉTODOS
AUTOR : ROBERTO GARCÍA CRIOLLO
EDITORIAL : McGraw – HILL INTERAMERICANA.
3. TITULO : DISPOSICIÓN DE PLANTA
AUTOR : BERTHA DÍAZ - BENJAMÍN JARUFE - MARÍA
TERESA NORIEGA EDICION : SEGUNDA EDICIÓN
CENTRO DE INVESTIGACION: UNIVERSIDAD DE LIMA
4. TITULO : ADMINISTRACIÓN DE OPERACIONES:
ESTRATEGIA Y ANÁLISIS
AUTOR : LEE J. KRAJEWSKI - LARRY P. RITZMAN
EDICION : QUINTA EDICIÓN
5. TITULO : ADMINISTRACIÓN DE OPERACIONES AUTOR : JACK R. MEREDITH
CENTRO DE INVESTIGACION: LIMUSA WILEY, NORIEGA
6. TITULO : DIRECCIÓN DE OPERACIONES Aspectos tácticos y operativos en la producción y los servicios.
AUTOR : JOSÉ ANTONIO MACHUCA (Coordinador y Director) SANTIAGO GARCÍA GONZÁLEZ ANTONIO RUIZ JIMÉNEZ ÁNGEL DOMINGUEZ MACHUCA JOSÉ ALVAREZ GIL
EDITORIAL : MC GRAW HILL

Laboratorio deTrabajo Industrial I
PROGRAMA DE ADMINISTRADORES INDUSTRIALES 250/249
7. TITULO : DIRECCIÓN DE OPERACIONES
Aspectos estratégicos en la producción y los Servicios.
AUTOR : JOSÉ ANTONIO MACHUCA (Coordinador y Director) SANTIAGO GARCÍA GONZÁLEZ ANTONIO RUIZ JIMÉNEZ ÁNGEL DOMINGUEZ MACHUCA JOSÉ ALVAREZ GIL
EDITORIAL : MC GRAW HILL







![Informatica Basica (Senati) - Trabajo Grupal.pptx [Autoguardado]](https://static.fdocuments.es/doc/165x107/55cf8f10550346703b9884e8/informatica-basica-senati-trabajo-grupalpptx-autoguardado.jpg)