ESTUDIO COMPARATIVO DE LA METODOLOGÍA DE … · Hasta la aparición del Marcado CE toda la...
12
ESTUDIO COMPARATIVO DE LA METODOLOGÍA DE COMPACTACIÓN GIRATORIA-IMPACTO, PARTE II COMUNICACIÓN 48 1 SANTIAGO GIL JAVIER SUÁREZ DITECPESA ROCÍO CERVANTES JAVIER LOMA ASFALTOS Y CONSTRUCCIONES ELSAN JUAN JOSÉ POTTI ASEFMA MARISOL BARRAL RAMÓN ROMERA ASFALTOS CAMPEZO LUCIA MIRANDA FERNANDO BRAVO EIFFAGE INFRAESTRUCTURAS JOSÉ BERBIS JESUS FELIPO PAVASAL MARISA CARMONA SILVIA IZQUIERDO INTROMAC
Transcript of ESTUDIO COMPARATIVO DE LA METODOLOGÍA DE … · Hasta la aparición del Marcado CE toda la...

ESTUDIO COMPARATIVO DE LA METODOLOGÍA DE COMPACTACIÓN GIRATORIA-IMPACTO, PARTE II
COMUNICACIÓN 48
1
SANTIAGO GILJAVIER SUÁREZDITECPESA
ROCÍO CERVANTESJAVIER LOMAASFALTOS Y CONSTRUCCIONES ELSAN
JUAN JOSÉ POTTIASEFMA
MARISOL BARRALRAMÓN ROMERAASFALTOS CAMPEZO
LUCIA MIRANDAFERNANDO BRAVOEIFFAGE INFRAESTRUCTURAS
JOSÉ BERBISJESUS FELIPOPAVASAL
MARISA CARMONASILVIA IZQUIERDOINTROMAC


3
ESTUDIO COMPARATIVO DE LA METODOLOGÍA DE COMPACTACIÓN GIRATORIA-IMPACTO, PARTE II
RESUMEN
L a serie de normas europeas de mezclas bituminosas UNE-EN 13108 y 12697, de
especificaciones y ensayos de laboratorio res-pectivamente, permiten utilizar diferentes pro-cedimientos para su caracterización. Una de estas normas de ensayo corresponde a la meto-dología de compactación con la máquina gira-toria (UNE-EN 12697-31), empleada en nume-rosos países.
Hasta la aparición del Marcado CE toda la expe-riencia en España en la compactación, se basa en los ensayos a partir de probetas fabricadas con el equipo de impacto, antes llamada compactadora Marshall, tanto para la determinación de las den-sidades, de los huecos como para el estudio de las propiedades mecánicas.
En esta comunicación se presentan los primeros resultados obtenidos en un trabajo experimental realizado por 6 laboratorios de empresas pertene-cientes a Asefma para establecer una correlación entre los sistemas de compactación con la máqui-na de impacto (UNE-EN 12697-30) y la maquina giratoria (UNE-EN 12697-31).
Para ello se han fabricado series de probetas de dos mezclas empleadas habitualmente en nues-tro país (AC16D y AC16S) con ambos métodos de compactación:
• Impacto, con las energías señaladas en el PG-3: 75 y 50 golpes.
• Giratoria, con el molde de 100 milímetros de diámetro: una serie para obtener una curva de densidad/energía a 210 giros y varias series de probetas a diferentes giros definidos.
Los resultados de este primer trabajo van a permitir confirmar la posibilidad de establecer distintos ni-veles de energía en la máquina giratoria para fabri-car probetas análogas, en cuanto a densidad, a la que obtenemos con el equipo de impacto.
Durante el año 2011 se tiene previsto continuar con este trabajo para obtener la correlación con todas las mezclas normalizadas en el PG-3.
INTRODUCCIÓN
Mucho se ha hablado y escrito sobre los cambios que se han sucedido con la aparición del Marcado CE de mezclas bituminosas y los nuevos métodos de ensayo descritos en la serie de normas EN 12697. Dichos cambios afectan tanto al sistema de control de producción, como a las metodologías empleadas para el control de las mezclas.
En estas normas se recogen tanto métodos de en-sayo como métodos a emplear para la preparación de probetas utilizadas para la caracterización de las

4
VI JORNADA NACIONALASEFMA 2011
4
mezclas, con la aplicación de las normas de ensayo correspondientes.
Dentro de las metodologías de preparación de pro-betas se abre un campo de posibilidades que permi-te analizar y comprobar, el comportamiento de las mezclas bituminosas y sus características, para di-ferentes propiedades como resistencia a las cargas, deformaciones plásticas, etc… En líneas generales las características de cada uno de los métodos de compactación se resumen:
• Compactación por impacto (parte 30): proce-so que consiste en la aplicación de una serie de impactos sobre una muestra de mezcla bi-tuminosa mediante caída de una maza con un peso y altura determinada.
• Compactación giratoria (parte 31): proceso que consiste en la aplicación de una carga a una presión especificada, mediante un mo-vimiento de giro oblicuo con un ángulo de-terminado.
• Compactación vibratoria (parte 32): proce-so de compactación utilizando un martillo vibratorio.
• Compactación de rodillo (parte 33): proceso que consiste en la aplicación de la carga de con rodillo mediante un movimiento de vai-vén realizando un número de pasadas hasta conseguir el grado de compactación corres-pondiente a una densidad dada o bien hasta alcanzar una altura de la probeta especifica-da en función del tamaño máximo del árido de la mezcla.
En la actualidad el método de compactación de probetas utilizado en España corresponde a la compactación por impacto, comúnmente llamada compactación Marshall. Sobre estas probetas se determinan propiedades como estabilidad, huecos, deformación, resistencia a tracción indirecta y sobre todo la densidad.
Con la normativa europea de la serie de normas EN 12697 una de las posibilidades que se plantea
para la caracterización de las mezclas bituminosas, es preparar probetas de ensayo para su posterior caracterización a partir de diferentes métodos de compactación.
Teniendo en cuenta la amplia experiencia que existe en España sobre la metodología de compactación por impacto se hace necesario comprobar la corres-pondencia de este método frente a los demás pro-cesos de compactación sobre todo para el caso del método de compactación giratoria.
El método de compactación por giratoria es amplia-mente utilizado en varios países para el diseño de mezclas bituminosas y presenta como ventajas:
• Se trata de un proceso controlado que permite conocer, a medida que se produce la compac-tación, la densidad geométrica que va alcan-zando la probeta.
• Permite la compactación buscando un porcen-taje de huecos determinado.
• Permite fabricar probetas con diámetros supe-riores a los empleados con el equipo de impac-to, tal y como se especifica para mezclas con tamaño de árido superior a 22 milímetros.
Dadas las ventajas que este método presenta a la hora de la preparación de las probetas, y combina-da con la experiencia que se dispone sobre la com-pactación por impacto, se pretende en este trabajo analizar la reproducibilidad de ambas metodologías de compactación y poder en un futuro, establecer una correlación entre ambos sistemas de trabajo.
METODOLOGIA DEL TRABAJO
Este trabajo es una continuación del ya iniciado en el año 2010, dentro del Grupo de Trabajo III de Asefma y presentado en la V Jornada de Asefma. El objetivo propuesto es comprobar que el sistema de compactación con la máquina giratoria permite obtener probetas de mezclas bituminosas con simi-lar densidad y propiedades que las que se vienen empleando con el método de compactación por
COMUNICACIÓN 48ESTUDIO COMPARATIVO DE LA METODOLOGÍA DE COMPACTACIÓN GIRATORIA-IMPACTO, PARTE II
5
impacto, determinando la reproducibilidad y traza-bilidad entre los dos métodos de compactación.
En esta comunicación se presentan los resultados obtenidos en el inicio del trabajo en el que parti-cipan 6 laboratorios de empresas pertenecientes a Asefma, que disponen de los equipos de compac-tación por impacto así como compactación por gi-ratoria de diferentes marcas comerciales. Una vez obtenidos los resultados esperados se pretende or-ganizar un ensayo de intercomparación que abar-que al mayor número de empresas con el objetivo de evaluar la viabilidad del método de compacta-ción a gran escala.
La planificación de los trabajos se realizó en varias etapas correspondientes a:
1. Evaluación y comprobación de las características de los equipos, impacto y giratoria.
2. Selección de la mezcla bituminosa inicial a analizar.
3. Definición de un protocolo de trabajo estándar en el que se especifican las actuaciones comunes a realizar por todos los participantes.
4. Estudio y análisis de los resultados.
EVALUACIÓN Y COMPROBACIÓN DE LAS CARACTERÍSTICAS DE LOS EQUIPOS
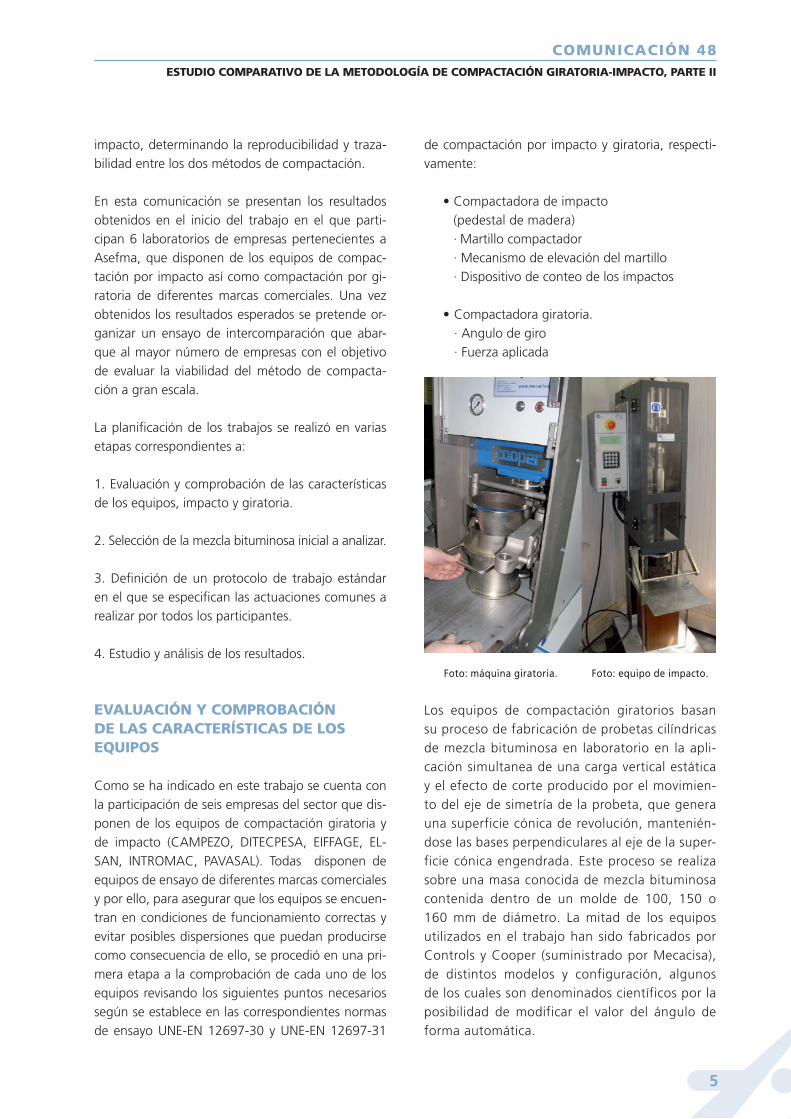
Como se ha indicado en este trabajo se cuenta con la participación de seis empresas del sector que dis-ponen de los equipos de compactación giratoria y de impacto (CAMPEZO, DITECPESA, EIFFAGE, EL-SAN, INTROMAC, PAVASAL). Todas disponen de equipos de ensayo de diferentes marcas comerciales y por ello, para asegurar que los equipos se encuen-tran en condiciones de funcionamiento correctas y evitar posibles dispersiones que puedan producirse como consecuencia de ello, se procedió en una pri-mera etapa a la comprobación de cada uno de los equipos revisando los siguientes puntos necesarios según se establece en las correspondientes normas de ensayo UNE-EN 12697-30 y UNE-EN 12697-31
de compactación por impacto y giratoria, respecti-vamente:
• Compactadora de impacto (pedestal de madera) · Martillo compactador · Mecanismo de elevación del martillo · Dispositivo de conteo de los impactos
• Compactadora giratoria. · Angulo de giro · Fuerza aplicada
Los equipos de compactación giratorios basan su proceso de fabricación de probetas cilíndricas de mezcla bituminosa en laboratorio en la apli-cación simultanea de una carga vertical estática y el efecto de corte producido por el movimien-to del eje de simetría de la probeta, que genera una superficie cónica de revolución, mantenién-dose las bases perpendiculares al eje de la super-ficie cónica engendrada. Este proceso se realiza sobre una masa conocida de mezcla bituminosa contenida dentro de un molde de 100, 150 o 160 mm de diámetro. La mitad de los equipos utilizados en el trabajo han sido fabricados por Controls y Cooper (suministrado por Mecacisa), de distintos modelos y configuración, algunos de los cuales son denominados científicos por la posibilidad de modificar el valor del ángulo de forma automática.
Foto: máquina giratoria. Foto: equipo de impacto.

6
VI JORNADA NACIONALASEFMA 2011
6
Durante la compactación la altura de la muestra se mide automáticamente permitiendo al opera-dor elegir si desea compactar la muestra a un determinado numero de giros o bien hasta al-canzar una densidad especificada.
SELECCIÓN DE LA MEZCLA BITUMINOSA
Se han seleccionado dos mezclas tipo AC una S y otra D recogidas en el Artículo 542 del PG3, con un tamaño máximo de árido de 16 milíme-tros, con diferente naturaleza de árido así como tipo y contenido de ligante. En la siguiente tabla se muestra la composición:
El empleo de dos tipos de mezclas diferentes permite comprobar si existen diferencias en la reproducibilidad de la compactación cuando se modifican variables relacionadas con las carac-terísticas de los materiales y composición de la mezcla.
La norma de impacto (UNE-EN 12697 parte 30) señala que el tamaño máximo del árido de la mezcla debe ser igual o inferior a 22,4 milíme-tros empleando en todos los casos un molde de 101 milímetros de diámetro. En cambio en la norma de la máquina giratoria (UNE-EN 12697 parte 31) para mezclas con tamaño de áridos de 22,4 milímetros o superior únicamente permite fabricarlas con moldes con un diámetro superior (150 o 160 milímetros). La selección de mezclas con tamaño máximo de árido de 16 milímetros, radica en poder fabricar todas las probetas con moldes de diámetros parecidos, para este caso 100 milímetros.
Tabla1. Identificación y referencias materiales.
Grafico 1. Representación de las curvas granulométricas utilizadas tipo AC16S y AC16D comparadas con el huso AC16S:

COMUNICACIÓN 48ESTUDIO COMPARATIVO DE LA METODOLOGÍA DE COMPACTACIÓN GIRATORIA-IMPACTO, PARTE II
7
DEFINICIÓN DE UN PROTOCOLO DE TRABAJO
Para asegurar la reproducibilidad en el trabajo se es-tableció un protocolo de trabajo en el que se definie-ron una serie de operaciones comunes a realizar por todos los participantes y que consistía en:
• Determinación de la composición de la mezcla (curva granulométrica de áridos y contenido de li-gante) y densidad máxima de cada tipo de mezcla.
• Definición de las temperaturas de acondicio-namiento y compactación de la mezcla.
• Definición de la cantidad de muestra a utilizar en la preparación de probetas compactadas tanto por impacto como por giratoria. La cantidad de mues-tra se determinó buscando la relación entre la al-tura mínima y el diámetro interior del molde que debe estar comprendido entre 0,66 a 1,05 tenien-do en cuenta la densidad máxima de la mezcla.
• Preparación de probetas aplicando 50 y 75 golpes por impacto calculando las densida-des tanto por superficie saturada seca como geométrica, así como el porcentaje de huecos.
• Preparación de probetas por compactación gi-ratoria aplicando diferentes números de giros: 40, 60, 80 100, 120 y 210, los cinco primeros se encuentran definidos en la tabla C1 de la norma UNE-EN 13108-20 y el valor de 210 giros viene señalado en la norma UNE-EN 12697-10 y que permite obtener el valor de la compactibilidad de la mezcla. Sobre cada una de las probetas se de-termina la densidad en superficie saturada seca y geométrica, así como el porcentaje de huecos.
• Determinación de la resistencia a tracción indi-recta a 15ºC en seco de cada una de las probe-tas, para comprobar los resultados que se ob-tienen con ambos sistemas de compactación.
ESTUDIO Y ANÁLISIS DE RESULTADOS
Se realiza el estudio de los datos aportados por cada uno de los participantes evaluando la variabilidad de
los resultados para los diferentes laboratorios parti-cipantes. Se evalúa el comportamiento de cada una de las mezclas frente a los 210 giros tomados como referencia para la determinación de la compactibili-dad, así como el comportamiento para cada uno de los giros especificados en cada caso.
En todas las tablas de resultados los valores de den-sidad vienen expresados en kg/m3 y los huecos en % sobre el peso de la mezcla.
Los resultados obtenidos en el trabajo realizado se muestran a continuación:
FABRICACIÓN DE PROBETAS CON EL MÉTO-DO DE IMPACTO, UNE EN 12697-30.
Se han fabricado probetas con el método de impac-to aplicando una energía de 50 y 75 golpes, deter-minando la densidad por el procedimiento geomé-trico (muestra en caliente y tras su enfriamiento) y con la superficie saturada seca.
Se obtienen los siguientes resultados:
Tabla 2. Resultados de la compactación de la mezcla AC16S por impacto.
Tabla 3. Resultados de la compactación de la mezcla AC16D por impacto.

8
VI JORNADA NACIONALASEFMA 2011
8
Promedio de resultados:
FABRICACIÓN DE PROBETAS CON EL MÉTO-DO DE LA GIRATORIA, UNE EN 12697-31.
Se han fabricado varias series de probetas con la máquina giratoria aplicando distintas energías de compactación: 40, 60, 80, 100, 120 y 210 giros, determinando la densidad siguiendo el procedi-miento geométrico (mediciones de la altura y diá-metro en caliente y tras su enfriamiento) y por su-perficie saturada seca.
En todos los casos se han comprobado los resul-tados reflejados en el ordenador del equipo con distintas lecturas de mediciones reales de cada probeta, verificando así los datos recogidos por el equipo.
La compactación se puede realizar para un nú-mero de giros (energía) o densidad (altura) pre-
fijada. En este trabajo se ha elegido únicamente la fabricación de las probetas a un número de giros preestablecido, determinando la densi-dad y resistencia a tracción indirecta (UNE-EN 12697-23) posteriormente.
Los resultados son los siguientes:
Compactación a 40/60/80/100/120 giros: (Tablas 5, 6 y 7, en siguiente página)
ANALISIS DE RESULTADOS DE LA COMPAC-TACIÓN POR IMPACTO Y GIRATORIA
En el gráfico número 3, como es lógico, se ob-serva que al aumentar la energía de compacta-ción (número de giros) se produce un aumento de la densidad de la mezcla, y en mayor medi-da en los primeros giros de la compactación.
La mezcla tipo AC16S ha precisado un mayor número de giros para alcanzar la densidad de referencia, como puede comprobarse en el gráfico número 3 para todo el rango de medi-das, quizás debido a la diferencia en el conte-nido de ligante.
Se han analizado los resultados obtenidos para la densidad en SSD de las probetas en los dos tipos de mezclas. Los valores de desviación es-tándar obtenidos son inferiores para el siste-ma de compactación con la máquina giratoria, como se puede apreciar en el gráfico número 4, siendo sensiblemente mejores los resultados de desviación para la mezcla AC16D.
Tabla 4. Promedio y desviación estándar de la densidad con la compactación por impacto.
Gráfico 2. Densidades método geométrico y SSD con el equipo de impacto.
Grafico 3. Densidades con el método SSD frente a los giros con el equipo giratorio.

COMUNICACIÓN 48ESTUDIO COMPARATIVO DE LA METODOLOGÍA DE COMPACTACIÓN GIRATORIA-IMPACTO, PARTE II
9
Compactación a 40/60/80/100/120 giros:
Tabla 5. Resultados de la compactación de la mezcla AC16S por giratoria.
Tabla 6. Resultados de la compactación de la mezcla AC16D por giratoria.
PROMEDIO DE RESULTADOS. Tabla 7. Promedio y desviación estándar de las probetas compactadas por giratoria.
Tabla 8. Resultados de la compactación por giratoria a 210 giros.
Tabla 9. Promedio y desviación estándar con giratoria a 210 giros.

10
VI JORNADA NACIONALASEFMA 2011
10
A partir de los resultados obtenidos de densidad con la máquina giratoria a diferentes grados de energía, es posible determinar la energía necesa-ria para alcanzar la densidad correspondiente a la compactación con el equipo de impacto con 75 y 50 golpes. En la tabla 9 se indican estos valores para las 2 mezclas ensayadas.
Gráfico 4. Desviación estándar densidades por impacto-giratoria
Tabla 10. Equivalencias entre energía por compactación por giratoria frente a compactación por impacto.
Gráfico 5. Correspondencia energía impacto-giratoria de la mezcla AC16S.
Gráfico 6. Correspondencia energía impacto-giratoria de la mezcla AC16D.
La compactación con la máquina giratoria a un nú-mero de giros elevado, generalmente se emplea para obtener una gráfica de compactibilidad de la mezcla, dato que nos permite conocer su capaci-dad de compactación. Este aspecto es importante para preveer los equipos de compactación de obra necesarios en cada caso, pero además es posible conocer los valores de densidad con distinto núme-ro de giros, o lo que es lo mismo, la densidad con diferentes grados de energía de compactación. En los gráficos 7 y 8 están representados los resultados obtenidos por todos los laboratorios.
La diferencia en el punto de partida de las curvas de densidad puede deberse a la manipulación de la muestra durante las operaciones de prepara-ción, colocación y asentamiento inicial del material en el molde o también por la aplicación de una energía inicial diferente, aspecto a estudiar en los próximos trabajos.
Gráfico 7. Densidad por compactación con giratoria a 210 giros para la mezcla AC16S.
Gráfico 8. Densidad por compactación con giratoria a 210 giros para la mezcla AC16D.
COMUNICACIÓN 48ESTUDIO COMPARATIVO DE LA METODOLOGÍA DE COMPACTACIÓN GIRATORIA-IMPACTO, PARTE II
11
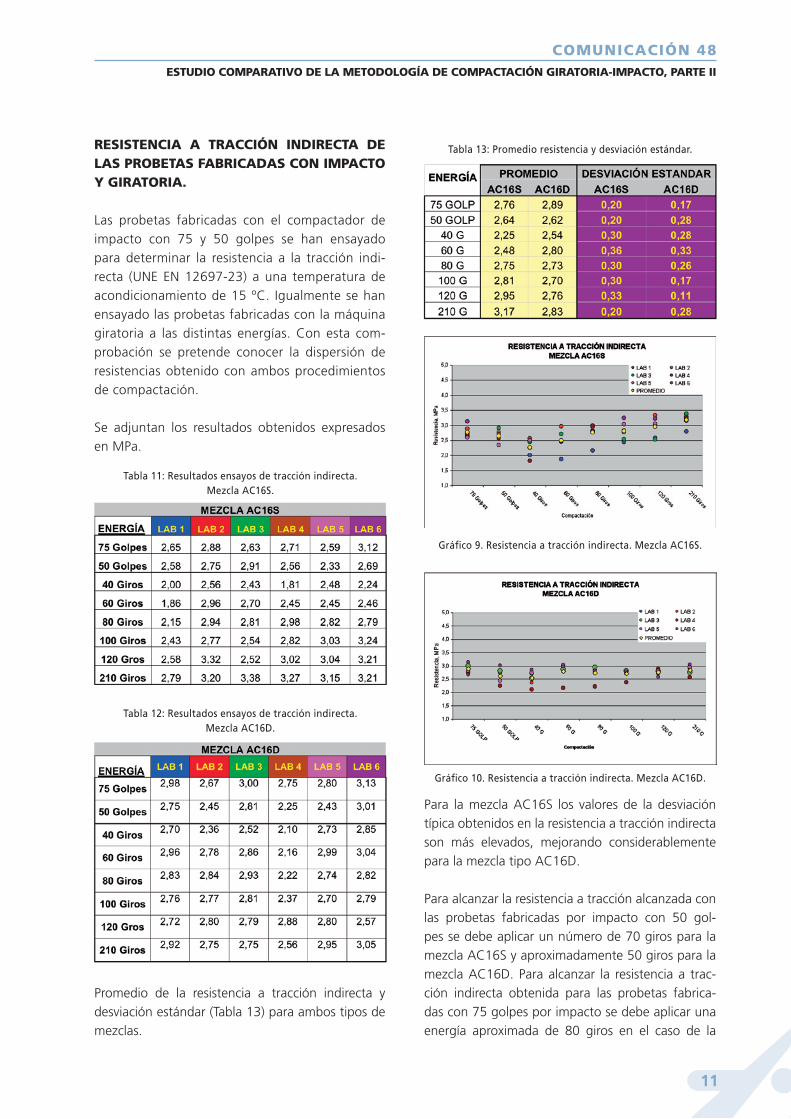
RESISTENCIA A TRACCIÓN INDIRECTA DE LAS PROBETAS FABRICADAS CON IMPACTO Y GIRATORIA.
Las probetas fabricadas con el compactador de impacto con 75 y 50 golpes se han ensayado para determinar la resistencia a la tracción indi-recta (UNE EN 12697-23) a una temperatura de acondicionamiento de 15 ºC. Igualmente se han ensayado las probetas fabricadas con la máquina giratoria a las distintas energías. Con esta com-probación se pretende conocer la dispersión de resistencias obtenido con ambos procedimientos de compactación.
Se adjuntan los resultados obtenidos expresados en MPa.
Promedio de la resistencia a tracción indirecta y desviación estándar (Tabla 13) para ambos tipos de mezclas.
Para la mezcla AC16S los valores de la desviación típica obtenidos en la resistencia a tracción indirecta son más elevados, mejorando considerablemente para la mezcla tipo AC16D.
Para alcanzar la resistencia a tracción alcanzada con las probetas fabricadas por impacto con 50 gol-pes se debe aplicar un número de 70 giros para la mezcla AC16S y aproximadamente 50 giros para la mezcla AC16D. Para alcanzar la resistencia a trac-ción indirecta obtenida para las probetas fabrica-das con 75 golpes por impacto se debe aplicar una energía aproximada de 80 giros en el caso de la
Tabla 11: Resultados ensayos de tracción indirecta. Mezcla AC16S.
Tabla 12: Resultados ensayos de tracción indirecta. Mezcla AC16D.
Tabla 13: Promedio resistencia y desviación estándar.
Gráfico 9. Resistencia a tracción indirecta. Mezcla AC16S.
Gráfico 10. Resistencia a tracción indirecta. Mezcla AC16D.

12
VI JORNADA NACIONALASEFMA 2011
12
mezcla AC16S mientras para la mezcla AC16D no se logra el valor de referencia.
CONCLUSIONES
• Las especificaciones de materiales recogidas en los Pliegos españoles tienen únicamente en cuenta el sistema de fabricación de probetas con el compacta-dor de impacto y para alguno de los casos también el compactador vibratorio. En este trabajo se muestra que es factible fabricar probetas de mezcla bitumi-nosa con el sistema de compactación giratoria, obte-niendo incluso menores variaciones de los resultados que con el sistema de compactación de impacto.
• La compactación por giratoria permite fabricar con el mismo equipo probetas con diámetro igual o superior al de impacto (100, 150 y 160 milímetros), además se puede obtener información complemen-taria acerca del comportamiento de la mezcla du-rante la compactación (compactibilidad).
• En este trabajo se indican las energías obtenidas por giratoria para efectuar la compactación con dos tipos de mezclas, AC16S y AC16D, hasta lograr la densidad alcanzada con distintas energías utilizan-do el equipo de impacto. Sin olvidar que se debe prestar atención al proceso de fabricación de las probetas en cuanto a las temperaturas, relación al-tura-diámetro y manipulación durante el proceso.
• A la vista de los resultados obtenidos, en una primera aproximación, la energía necesaria con la máquina giratoria correspondiente a los 75 golpes por impacto está comprendida entre los 100 y 120 giros, siendo para los 50 golpes por impacto un nú-mero de giros entre 60 y 80. Estos datos requieren una confirmación con un mayor número de ensayos para ambos tipos de mezclas.
• La máquina giratoria ofrece información de las den-sidades mediante el cálculo geométrico del volumen de la probeta, aunque también puede determinarse por SSD al concluir el proceso. En la compactación por impacto la densidad, generalmente, se determi-na por superficie seca saturada (SSD), excepto en las mezclas con un porcentaje de huecos alto en los cua-
les se recubren las probetas de parafina o se determi-na la densidad por el procedimiento geométrico. Esta cuestión debe ser tenida en cuenta en los resultados para no mezclar ambos métodos: los valores que se obtienen en una misma probeta en la densidad geométrica no corresponde con los obtenidos en la determinación de la misma probeta por superficie sa-turada seca. Esta diferencia de valores calculados por ambos métodos (ver gráfico 2 de la comunicación) está aproximadamente entre 30 y 40 kg/m3, siempre la densidad geométrica la inferior.
• Todos los equipos deben estar perfectamente veri-ficados o calibrados por los fabricantes para realizar las operaciones que indica cada norma de ensayo, en la máquina giratoria con especial atención a la presión (al inicio y durante todo el ensayo), el ángu-lo interno y la medida de la altura.
CONTINUACIÓN DE LOS TRABAJOS
En esta comunicación se han presentado los resulta-dos correspondientes a una segunda fase de traba-jos sobre el sistema de compactación con el equipo giratorio frente a la compactación con el equipo de impacto. Se pretende continuar desarrollando las si-guientes líneas de trabajos:
• Energía de impacto-giratoria para las mezclas con-vencionales recogidas en el PG-3 en el Artículo 542, así como las mezclas de rodadura BBTMA, BBTMB y PA del Artículo 543. Determinación de la energía de compactación para cada tipo mezcla.
• Estudio de la variación de los valores de densidad para distintos contenidos de ligante (módulo de riqueza).
• Análisis de la influencia de la forma y naturaleza de los áridos en la energía de compactación.
• Comprobación de la energía necesaria para alcan-zar las propiedades mecánicas exigidas actualmente en el PG-3 y con la obra.
• Anillo interlaboratorios.
• Propuesta de especificación.