ESTUDIO DE MÉTODOS Y MEDICIÓN DEL TRABAJO PARA EL ...
107
1 ESTUDIO DE MÉTODOS Y MEDICIÓN DEL TRABAJO PARA EL DIAGNÓSTICO DE PRODUCTIVIDAD EN EL LABORATORIO ALPHA METROLOGÍA S.A.S NOMBRE: ANDRÉS FELIPE SUÁREZ LÓPEZ - 20122015131 UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS FACULTAD DE INGENIERIA PROYECTO DE INGENIERIA INDUSTRIAL BOGOTA D.C 2020
Transcript of ESTUDIO DE MÉTODOS Y MEDICIÓN DEL TRABAJO PARA EL ...

1
ESTUDIO DE MÉTODOS Y MEDICIÓN DEL TRABAJO PARA EL
DIAGNÓSTICO DE PRODUCTIVIDAD EN EL LABORATORIO ALPHA
METROLOGÍA S.A.S
NOMBRE:
ANDRÉS FELIPE SUÁREZ LÓPEZ - 20122015131
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS
FACULTAD DE INGENIERIA
PROYECTO DE INGENIERIA INDUSTRIAL
BOGOTA D.C
2020

2
ESTUDIO DE MÉTODOS Y MEDICIÓN DEL TRABAJO PARA EL DIAGNÓSTICO
DE PRODUCTIVIDAD EN EL LABORATORIO ALPHA METROLOGÍA S.A.S
:
ANDRÉS FELIPE SUÁREZ LÓPEZ - 20122015131
Trabajo de grado para optar al título de ingeniero industrial
Director:
Ingeniero Néstor Andrés Beltrán Bernal
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS
FACULTAD DE INGENIERIA
PROYECTO DE INGENIERIA INDUSTRIAL
BOGOTA D.C
2020

3
TABLA DE CONTENIDO
INTRODUCCIÓN ..............................................................................................................................9
1 OBJETIVOS ............................................................................................................................ 10
1.1 OBJETIVO GENERAL .................................................................................................. 10
1.2 OBJETIVOS ESPECÍFICOS ........................................................................................ 10
2 PLANTEAMIENTO DEL PROBLEMA ............................................................................... 11
2.1. INFORMACIÓN DE LA EMPRESA ................................................................................ 11
2.2 FORMULACION DEL PROBLEMA ................................................................................. 12
3 JUSTICACIÓN DEL PROYECTO ....................................................................................... 12
3.1 MARCO TEORICO ........................................................................................................ 15
3.1.1 Medición de trabajo de Frederick Taylor ............................................................ 15
3.1.2 Therbligs y principios de la economía de movimientos .................................... 16
3.1.3 Estudio de tiempo y suplementos ........................................................................ 18
3.2 MARCO CONCEPTUAL ............................................................................................... 23
4. ALCANCE DEL PROYECTO .................................................................................................. 24
5.1 INTRODUCCIÓN DEL PROBLEMA........................................................................... 24
5.2 ANÁLISIS DEL PROBLEMA ....................................................................................... 25
5.3 BÚSQUEDA Y EVALUACIÓN DE ALTERNATIVAS .............................................. 25
5.4 FUENTES ........................................................................................................................ 26
5.4.1 Fuentes primarias ................................................................................................... 26
5.4.2 Fuentes secundarias.............................................................................................. 26
6. ANALISIS DE TIEMPOS POR PROCESO ....................................................................... 27
6.1 DETERMINACIÓN DE TIEMPO ESTÁNDAR POR PROCEDIMIENTO ................... 27
6.2 PROCESO DE CALIBRACIÓN EN HUMEDAD RELATIVA ....................................... 28
6.2.1 Caracterización del proceso ............................................................................................. 28
6.2.2 Flujograma ................................................................................................................ 30
6.2.3 Alistamiento del IBC .................................................................................................. 31
6.2.4 Ingreso de IBC a cámara de humedad relativa ......................................................... 32
6.2.5 Procedimiento de calibración ................................................................................... 34
6.2.6 Sacar equipos de cámara de humedad relativa ........................................................ 35
6.2.7 Elaboración de certificados ....................................................................................... 37

4
6.2.8 Limpieza y empaque de IBC para salida de laboratorio ............................................ 38
6.2.9 Tiempo estándar del proceso ................................................................................... 39
6.2.10 Recomendaciones y propuestas de mejora .............................................................. 40
6.3 PROCESO DE CALIBRACIÓN EN TEMPERATURA ............................................. 40
6.3.1 Caracterización del proceso ...................................................................................... 40
6.3.2 Flujograma ................................................................................................................ 42
6.3.3 Alistamiento de IBC ................................................................................................... 43
6.3.4 Ingreso de IBC a cámara de temperatura ................................................................. 45
6.3.5 Procedimiento de calibración ................................................................................... 46
6.3.6 Sacar equipos de cámara de temperatura ................................................................ 48
6.3.7 Elaboración de certificados ....................................................................................... 50
6.3.8 Limpieza y empacado de equipo para salida de laboratorio .................................... 51
6.3.9 Tiempo estándar del proceso ................................................................................... 52
6.3.10 Recomendaciones y propuestas de mejora .............................................................. 53
6.4 PROCESO DE CALIBRACIÓN DE PESAS .............................................................. 54
6.4.1 Caracterización del proceso ...................................................................................... 54
6.4.2 Flujograma ................................................................................................................ 56
6.4.3 Estabilización térmica y limpieza del IBC/S ............................................................... 57
6.4.4 Traslado de IBC a laboratorio de pesas y selección de pesas patrón ....................... 59
6.4.5 Creación de hoja de cálculo para calibración de equipos ......................................... 60
6.4.6 Verificación inicial ..................................................................................................... 61
6.4.7 Calibración de pesas ................................................................................................. 63
6.4.8 Revisión final y guardado de certificado ................................................................... 65
6.4.9 Tiempo estándar del proceso ................................................................................... 67
6.4.10 Recomendaciones y propuestas de mejora .............................................................. 67
6.5 PROCESO DE INGRESO DE EQUIPOS................................................................... 68
6.5.1 Caracterización del proceso ...................................................................................... 68
6.5.3 Limpieza y revisión inicial del IBC ....................................................................... 70
6.5.4 Diligenciamiento del formato OTI ........................................................................ 72
6.5.5 Inspección del IBC ..................................................................................................... 74
6.5.6 Reportar novedad del IBC en las observaciones del formato OTI ............................ 75
6.5.7 Tomar fotografía del IBC ........................................................................................... 76

5
6.5.8 Marcar equipo con etiqueta de identificación .......................................................... 78
6.5.9 Empacar y trasladar IBC a zona de equipos para calibrar ......................................... 79
6.5.10 Tiempo estándar del proceso ................................................................................... 81
6.5.11 Recomendaciones y propuestas de mejora .............................................................. 81
6.6 PROCESO DE FACTURACIÓN .................................................................................. 81
6.6.1 Caracterización del proceso ...................................................................................... 81
6.6.2 Flujograma ................................................................................................................ 83
6.6.3 Revisión de correo electrónico ................................................................................. 83
6.6.4 Revisión de la existencia del cliente .......................................................................... 85
6.6.5 Creación del cliente nuevo al sistema contable ........................................................ 87
6.6.6 Facturar ..................................................................................................................... 88
6.6.7 Contabilización e impresión de factura .................................................................... 90
6.6.8 Tiempo estándar del proceso ................................................................................... 91
6.6.9 Recomendaciones y propuestas de mejora .............................................................. 92
7 ESTUDIO DE COSTOS ........................................................................................................ 93
7.1 Estudio de costos proceso de calibración en humedad relativa ............................. 93
7.1.1 Costos por mano de obra............................................................................................ 93
7.1.2 Costos de energía ............................................................................................................. 93
7.1.3 Costos de papelería e insumos ........................................................................................ 94
7.2 Estudio de costos proceso de calibración en temperatura ................................... 95
7.2.1 Costos por mano de obra ................................................................................................. 95
7.2.2 Costos de energía ............................................................................................................. 96
7.2.3 Costos de papelería e insumos ........................................................................................ 96
7.3 Estudio de costos proceso de calibración en pesas ................................................... 97
7.3.1 Costos por mano de obra............................................................................................ 97
7.3.2 Costos de energía ........................................................................................................ 98
7.3.3 Costos de papelería e insumos .................................................................................. 98
7.4 Estudio de costos proceso de ingreso de equipos ..................................................... 99
7.4.1 Costos por mano de obra............................................................................................ 99
7.4.2 Costos de energía ........................................................................................................ 99
7.4.3 Costos de papelería e insumos ................................................................................ 100
7.5 Estudio de costos proceso de facturación .................................................................. 101

6
7.5.1 Costos por mano de obra.......................................................................................... 101
7.5.2 Costos de energía ...................................................................................................... 102
7.5.3 Costos de papelería e insumos ................................................................................ 102
8 CONCLUSIONES. ............................................................................................................... 104
9. Bibliografía .............................................................................................................................. 106

7
LISTA DE TABLAS
Tabla 1. Tabla de micromovimientos (Therbligs) .............................................................................. 17
Tabla 2. Tabla para cálculo de número de observaciones ................................................................ 20
Tabla 3. Muestras de tiempos para alistamiento de IBC .................................................................. 32
Tabla 4. Muestras de tiempos para ingreso de IBC a cámara de HR ................................................ 33
Tabla 5. Muestras de tiempos para procedimiento de calibración en HR ........................................ 34
Tabla 6. Tiempos para elaboración de certificados .......................................................................... 37
Tabla 7. Tiempos para limpieza y empaque de IBC .......................................................................... 39
Tabla 8. Tiempos para alistamiento de IBC en temparatura ............................................................ 44
Tabla 9. Tiempos Ingreso de IBC a cámara de temperatura ............................................................. 46
Tabla 10. Tiempos procedimiento de calibración ............................................................................. 47
Tabla 11. Tiempos para sacar equipos de cámara de temperatura ................................................. 49
Tabla 12. Tiempos Elaboración de certificados ................................................................................ 50
Tabla 13. Tiempos limpieza y empacado de equipo ......................................................................... 52
Tabla 14. Tiempos estabilización térmica y limpieza del IBC/S ........................................................ 58
Tabla 15. Tiempos Traslado de IBC a laboratorio de pesas y selección de pesas patrón ................. 59

8
LISTA DE FIGURAS
Figura 1.Diagrama de Ishikawa para le empresa Alpha Metrología S.A.S. hecho por Suárez L.
Andrés ............................................................................................................................................... 13
Figura 2. Diagrama de Pareto para la empresa Alpha metrología S.A.S ........................................... 14
Figura 3. Tiempo normal y tiempos suplementarios ........................................................................ 22
Figura 4. Determinación de tiempo estándar ................................................................................... 27
Figura 5. Flujograma proceso de calibración en humedad relativa .................................................. 30
Figura 6. Flujograma proceso de calibración en temperatura .......................................................... 43
Figura 7. Flujograma proceso de calibración en pesas ..................................................................... 56
Figura 8. Flujograma proceso de ingreso de equipos ....................................................................... 70
Figura 9. Flujograma proceso de facturación ................................................................................... 83

9
INTRODUCCIÓN
El presente documento es un trabajo escrito, en el cuál se presenta un estudio de
tiempos y movimiento para cinco procesos operativos y administrativos que se
desarrollan en la empresa Alpha Metrogía SAS.
La empresa Alpha metrología, es un laboratorio de calibración acreditado por la
Onac en las magnitudes de masas, balanzas, humedad relativa, temperatura,
presión y longitud, fundada en el año 2009, en la ciudad de Bogotá D.C. Es una
compañía que ha ido aumentando su producción de servicios en la calibración
acreditada en instrumentos de medición de las magnitudes mencionadas
anteriormente.
En su proceso de mejora continua, la empresa busca evaluar y entender mejor los
tiempos de producción que demoran los trabajadores para los procesos de
calibración de temperatura, humedad, pesas, proceso de facturación e ingreso de
equipos. Esto con el fin de encontrar posibles eventos que generan retrasos y
buscar soluciones que puedan agilizar su ejecución, de modo que se puedan
gestionar técnicas para determinar el tiempo que invierte un trabajador calificado en
llevar a cabo dichas tareas definidas, efectuándola según una norma de ejecución
preestablecida y evaluada por la organización.
El estudio de tiempos permitirá obtener tiempos estándar para cada una de estas
tareas, lo que ayudará a conocer información base para la planeación de la
producción, repartir el trabajo según el número de trabajadores y de maquinaria
como también obtener información importante para evaluar y controlar los costos de
la mano de obra.
Al finalizar el trabajo se obtendrá como resultado tiempos estándar y flujogramas de
los procesos evaluados, se expondrán propuestas de mejora que ayuden a
aumentar la productividad de actividades y finalmente se realizará un análisis de
costos de producción generados para los procesos evaluados.

10
1 OBJETIVOS
1.1 OBJETIVO GENERAL
Desarrollar un estudio de métodos y tiempos para el proceso de calibración en la
magnitud de temperatura, humedad relativa, pesas, facturación e ingresos en la
empresa Alpha Metrología S.A.S de modo que se pueda generar un diagnóstico
inicial de productividad para estas áreas.
1.2 OBJETIVOS ESPECÍFICOS
Obtener el estado del arte a partir de una investigación documental que
posibilite la comprensión y amplíe el conocimiento relacionado al estudio de
métodos y tiempos.
Realizar un análisis bibliográfico que permita obtener metodología y el logro del
proyecto de una manera eficaz. .
Recolectar y analizar la información suficiente con un tamaño de muestras
confiables para realizar un diagnóstico de tiempos completo y certero para cada
uno de los procesos a evaluar.
Realizar propuestas de mejora que contribuyan a la utilización de recursos de
manera eficiente y eficaz para los intereses de la organización.

11
2 PLANTEAMIENTO DEL PROBLEMA
2.1. INFORMACIÓN DE LA EMPRESA
La empresa Alpha metrología, es un laboratorio de calibración acreditado por la Onac en las magnitudes de masas y balanzas, humedad, temperatura, presión y longitud, fundada durante el año 2009, en la ciudad de Bogotá D.C. Inicialmente la empresa se dedicaba al mantenimiento y comercialización de instrumentos de peso y su razón social se identificaba con el nombre de Autopesaje. La necesidad de prestar el servicio de calibración se dio a conocer por sus clientes, por lo cual, los dueños de la organización conscientes de la necesidad de aportar y apoyar a la industria colombiana en sus procesos de medición, deciden crear la empresa Alpha Metrología S.A.S para suplir esta demanda. En enero del 2011 es constituida legalmente como laboratorio de calibración de instrumentos de medición, su capital humano estaba compuesto por un director técnico, un director comercial y de calidad y un metrólogo. En el 2011 reciben su primera acreditación en la norma ISO/IEC 17025:2005 en el mes de noviembre, norma en la cual se establecen los requisitos que deben cumplir los laboratorios de ensayo y calibración. Dicha certificación fue renovada en el año 2014 con vigilancia anual. En el año 2013 se traslada al barrio Normandía (donde reside actualmente). Para el año 2011 la empresa realizaba servicio de calibración para magnitudes de masas, temperatura, y humedad; en el 2014 ampliaron sus servicios para magnitudes de presión y longitud y actualmente trabajan para ampliar su gama de servicios para calibración en la magnitud de volumen. Hoy día, realizan calibraciones por trazabilidad en las siguientes magnitudes: densidad, volumen, metrología química (potencial de hidrógeno pH, conductividad eléctrica, refractometría, viscosidad), entre otras. Actualmente cuenta con aproximadamente 11 trabajadores en los cuales se encuentran auxiliar administrativo, auxiliares de laboratorio, auxiliar comercial, técnicos de calibración, entre otros y el esfuerzo en la industria colombiana no solo se enfoca a ofrecer un excelente servicio de compromiso y calidad para las calibraciones solicitadas por sus clientes, sino que también está enfocada en renovar su certificado de calidad para el presente año. Con el propósito de mejorar los procedimientos del laboratorio de temperatura (Humedad relativa, temperatura ambiente), pesas, ingresos y facturación, y llevar un mayor control dentro de la organización que mejore la gestión de la empresa para sus objetivos particulares y aumente su oferta en este servicio de medición y calibración, de modo que favorezca el crecimiento industrial colombiano, es importante analizar los tiempos y movimientos de gestión en el proceso operativo más significativo y complejo de esta compañía que garanticen el cumplimiento de

12
las metas de una manera clara, oportuna y transparente para tomar decisiones que genere un servicio más efectivo. Los estudios del trabajo y la aplicación de técnicas en la mejora de métodos
constituyen un elemento imprescindible para un enfoque asertivo, de modo que se
puedan llegar a conclusiones importantes como la medición del personal,
programación de la producción y determinación de plazos de entrega.
2.2 FORMULACION DEL PROBLEMA
¿Es necesario contar con una mejor metodología de modo que la compañía pueda
ser más productiva para los procesos de calibración en temperatura, humedad
relativa, pesas, facturación e ingresos? Y de ser así, ¿Qué estrategias deben usarse
para mejorar la productividad de estos servicios?
3 JUSTICACIÓN DEL PROYECTO
Con el presente trabajo se procura mejorar las plantillas de diligenciamiento técnico
y operativo con el fin de que los operarios las diligencien de una manera más rápida,
eficiente, sin inconvenientes, y conforme a lo exigido por el Organismo Nacional de
Acreditación de Colombia, formulando y programando diferentes algoritmos que
realice las operaciones matemáticas y estadísticas conformes a los estudios
técnicos en calibración y ajustes para herramientas de medición mencionadas
anteriormente.
Inicialmente, se realiza un estudio dentro de la organización para conocer posibles
inconvenientes que afectan el servicio de calibración y pueden generar
inconformismo en el cliente externo, por medio de una encuesta realizada en la
organización donde se evaluaron las 6M de Ishikawa, diagrama fácil de comprender
y por el cual se observan las causas y problemas de la organización, con el propósito
de poder aportar soluciones que aseguren el mejoramiento continuo de la
organización, y especialmente para el área de temperatura. Los resultados se
representan en la siguiente figura:

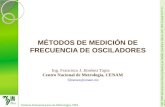
13
Figura 1.Diagrama de Ishikawa para le empresa Alpha Metrología S.A.S. hecho por Suárez L. Andrés
Durante el primer estudio y análisis del diagrama de causa y efecto, análisis extraído
de las encuestas realizadas a 11 personas de la compañía, es decir al 73% de la
población que hace parte de la empresa en el momento de realizarla, se resaltan
análisis importantes como:
El 35% de los encuestados afirman que el área de temperatura y humedad relativa
es la magnitud que más inconformismo a presentado por parte del cliente, esta
razón puede presentarse principalmente por mal manejo de la información y poco
personal en el área.
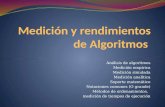
Con respecto a estos resultados, la alta gerencia garantiza que el inconformismo no
se presenta por mala calidad del trabajo, pues para ellos el inconformismo se da por
la demora en generar el certificado de calibración, sin embargo, los estudios de las
respuestas para conocer la principal razón de demoras en la entrega de servicios
se representan por medio del siguiente diagrama de Pareto:

14
Figura 2. Diagrama de Pareto para la empresa Alpha metrología S.A.S
Para el ítem más significativo que representa los problemas y atrasos en la
ejecución de las diferentes actividades, se manifiesta principalmente en la falta de
conocimiento y aplicación en el Sistema de Gestión de Calidad donde se tomaron
en cuenta el desconocimiento de las normas de calidad, la falta de estandarización
de procesos, el desconocimiento. La segunda respuesta principal se encuentra la
poca gestión para aplicar el ciclo PHVA y la falta de cooperación y comunicación
entre compañeros.
La compañía ha adquirido en su proceso de trazabilidad una alta demanda para el
servicio de calibración en herramientas de medición de temperaturas y humedad,
sin embargo, la productividad de este servicio puede verse afectado por diversos
factores externos (disponibilidad de mano de obra calificada, políticas estatales,
políticas económicas, etc.) como también por factores internos. Estos factores
pueden alterar negativamente el número de servicios prestados, por esta razón se
ve la necesidad de ejecutar actividades que impliquen establecer un estándar de
tiempo permisible para realizar estas tareas determinadas, con base en la medición
del contenido del trabajo y del método utilizado durante la ejecución del servicio,
considerando tiempos de fatiga, demoras personales y los retrasos inevitables. La
empresa también ve la importancia de analizar cuidadosamente los diversos
movimientos que efectúa el cuerpo al ejecutar este trabajo con el fin de determinar
su importancia en la reducción de tiempos.

15
Al ser el proceso operativo más complejo, la compañía quiere analizar diferentes variables que involucren un retraso de las actividades de este proceso para aumentar la productividad y evitar retrasos de entregas del servicio finalizado. Sus metas no solo están en pro de aumentar su reconocimiento en el mercado de la metrología gracias a un trabajo de calidad y con un tiempo de entrega puntual, sino que también conocen la importancia de un clima organizacional óptimo que garantiza la salud, integridad de los trabajadores y por consiguiente una buena opción para laborar.
3.1 MARCO TEORICO
Las empresas constantemente se encuentran en la búsqueda de aumentar su
productividad ya que, por medio de esta, una empresa puede comprobar que tan
competitiva es dentro de un mercado que cambia constantemente y es por ello que
nace el estudio del trabajo, el cual es una herramienta bastante útil que evalúa la
forma y el rendimiento desempeñado actualmente en un puesto de trabajo y permite
contrastarlo con el rendimiento máximo que puede alcanzar aplicando mejores
métodos. Para el estudio del trabajo se requiere conocer herramientas para la
medición del trabajo y estudio de métodos. Esto con el fin de examinar de qué
manera se está realizando una actividad, simplificar o modificar el método operativo
para reducir el trabajo innecesario y excesivo, o el uso inadecuado de recursos para
su ejecución. Para cualquier empresa, si se reduce un trabajo en un porcentaje, este
mismo valor porcentual corresponderá al aumento en la productividad, reduciendo
no solo tiempos si no costos también.
3.1.1 Medición de trabajo de Frederick Taylor
Los estudios de métodos y tiempos datan desde finales del siglo XIX, con el padre
de la administración Frederick Taylor quien logró sintetizar y articular las diferentes
ideas e inquietudes, que sus antecesores manejaron y con ello pudo diseñar una
nueva filosofía y enfoque de la administración con el objetivo de encontrar variables
que afectan una alta productividad. Para Taylor existían dos razones fundamentales
que implican un trabajo lento:
El instinto y la tendencia natural del hombre, es tomarse las cosas con calma,
esto es “poco rendimiento natural”.
Un “bajo rendimiento sistémico”, lo llevan a cabo los trabajadores con el
expreso fin de mantener a sus patrones en la ignorancia de lo rápido que
podría hacerse realmente el trabajo.
Es importante comprender que la ineficacia de los métodos convencionales de
trabajo, se debe a que cada trabajador tiene a su cargo la responsabilidad final de

16
hacer el trabajo con poca ayuda y asesoría por parte de la dirección, pero,
lamentablemente este modo de trabajo es simple empirismo, experiencia heredada
con conocimientos desorganizados y bajos resultados para la organización, lo que
afecta tanto al área directiva como a la parte operativa. Se debe buscar una fuerte
relación entre el trabajo de planeación y el trabajo de ejecución, de modo que el
área de ejecución u operativa dependa del área de dirección con el fin de poder
llevar a cabo la administración científica con el mínimo de desperdicios requeridos
en los diferentes procesos productivos, por ejemplo, para el profesor Kurosawa la
medición de productividad de una empresa ayuda a analizar el pasado y a planificar
nuevas actividades y por este motivo conviene que los sistemas de medición de la
productividad se establezcan de conformidad con la jerarquía de los órganos de
adopción de decisiones, esto, por medio de la relación entre los trabajadores y las
horas laboradas.
3.1.2 Therbligs y principios de la economía de movimientos
Los esposos Gilbreth hicieron una gran contribución al tema del estudio de
movimientos, ya que después de que el esposo Frank Gilbreth (1868 – 1924)
participó en la primera guerra mundial trabajando en una fábrica de armas donde
buscaba maneras más rápidas de armarlas y desarmarlas, decidió con la ayuda de
su esposa Lillian Gilbreth (1878 – 1972) diseñar un método que utiliza 17
movimientos básicos para desempeñar una tarea llamados (Therblig); simplificando
considerablemente el método que se utilizaba anteriormente, el cual no tenía un
límite de movimientos y se realizaba de manera empírica. Los Therblings fueron un
aporte de gran utilidad para el tema de la economía de movimientos ya que
permitieron estandarizar la forma en que se conciben los movimientos en un puesto
de trabajo, y contribuyendo en la creación de un sistema sencillo y de fácil aplicación
en cualquier empresa.
Los Therbligs se dividen en 8 movimientos efectivos y 9 inefectivos, los efectivos
son aquellos movimientos que se deben potencializar ya que nos permiten ahorrar
tiempo, por otro lado, los movimientos inefectivos se deben mitigar o eliminar ya que
solamente suma tiempo improductivo a la tarea.

17
THERBLIGS EFICIENTES THERBLIGS INEFICIENTES
ALCANZAR AL BUSCAR B
TOMAR T SELECCIONAR S.E
MOVER M INSPECCIONAR I
SOLTAR S.L DEMORA EVITABLE D.E.T
ENSAMBLAR E DEMORA INEVITABLE D.I
DESMONTAR D.E COLOCAR EN POSICION P
USAR U DESCANSAR D.E.S
PRECOLOCAR POSICION P.P SOSTENER S.O
PLANEAR P.L
Tabla 1. Tabla de micromovimientos (Therbligs)
Aparte de los Therbligs expuestos por los esposos Gilbreth, existen una serie de
aportes muy relevantes sobre el tema y son los principios sobre la economía de
movimientos planteados por los esposos Gilbreth y completados por Ralph Barnes
(1900-1984), el cual fue un ingeniero industrial estadounidense al que se le atribuye
la estructura que se emplea en la actualidad en el “estudio de métodos y tiempos”.
Los principios sobre economía de movimientos se centran principalmente en la
naturaleza del cuerpo humano y de cómo este debe interactuar adecuadamente con
su puesto de trabajo si cuenta con un área y unas herramientas de trabajo
adecuadas y acordes con la función que desempeña.
Los tres principios de la economía de movimientos son:
Uso del cuerpo humano.
Disposición y condiciones del puesto de trabajo.
Diseño de las herramientas y el equipo.
Utilización del cuerpo humano
El principio sobre la utilización del cuerpo humano se centra en la premisa de que
el cuerpo humano debe realizar movimientos de manera armónica y sincronizada
en un puesto de trabajo ya que la fluidez en los movimientos demuestra una mejor
efectividad en el desempeño de la tarea, bajo este principio existen una serie de
recomendaciones a considerar y que nos permiten una mejor visión sobre este
tema:
Ambas manos deben comenzar y terminar sus movimientos a la vez.
Ambas manos no deben permanecer inactivas a la vez a manos que se trate
de un periodo de descanso.
Los movimientos de los brazos deben hacerse en forma simultánea y en
direcciones opuestas y simétricas.

18
Siempre que sea posible aprovechar el impulso o ímpetu como ayuda al
obrero y reservarlo en periodos inactivos.
Deben emplearse el menor número de Therbligs
Son preferibles los movimientos suaves y continuos en las manos a los
movimientos de zig-zag o en line recta con cambios de dirección repentinos
y bruscos
La mayoría de estas recomendaciones nos permiten equilibrar los movimientos del
operario lo que permite reducir el choque y las sacudidas del cuerpo haciendo que
el obrero perciba menos tensiones mentales y físicas en su cuerpo y que
normalmente afectan su desempeño.
Disposición y condiciones de puesto de trabajo
En cuanto a las disposición y condiciones del puesto de trabajo se debe tener en
cuenta, tener un sitio fijo para todas las herramientas y materiales con el fin de
reducir la mayor cantidad de Therblig, principalmente el de buscar y seleccionar,
además de esto se recomienda ubicar todas las herramientas y materiales dentro
del perímetro normal del trabajo para evitar que el operario tenga que desplazarse
frecuentemente fuera de su puesto fijo de trabajo.
Este principio es muy importante de analizar ya que no solo reduce movimientos y
permite un mayor orden el puesto de trabajo, sino que también provee una mejor
condición para el trabajador, ya que éste recomienda que el sitio debe contar con
buen alumbrado, buena ventilación y una temperatura adecuada. Es decir procura
evitar todas las condiciones nocivas del entorno que no solo afectan el rendimiento
sino también la salud del trabajador.
Diseño de las herramientas y el equipo
En cuanto al diseño de las herramientas y del equipo se recomienda realizar
operaciones múltiples con las herramientas, uniendo de ser posible varias de ellas
para reducir así el tiempo que se demora en hacer cada una por separado; por otro
lado las piezas en el trabajo deben sostenerse en posición por medio de dispositivos
de sujeción y finalmente intentar siempre buscar herramientas eléctricas o
semiautomáticas ya que está comprobado que esto reduce el esfuerzo mecánico
del trabajador y permite realizar tareas más rápido.
3.1.3 Estudio de tiempo y suplementos
El estudio de tiempos implica a la técnica de establecer un estándar de tiempo
permisible para realizar una tarea determinada, con base de la medición del

19
contenido de trabajo del método prescrito, con la debida consideración de la fatiga
y las demoras personales y los retrasos inevitables.
El analista de tiempos cuenta con varias técnicas útiles para establecer un estándar
como por ejemplo, el estudio cronométrico de tiempos, datos estándares, datos de
los movimientos fundamentales, muestreo del trabajo y estimaciones basadas en
datos históricos.
Materiales fundamentales.
Los materiales necesarios para la realización estudio de métodos y tiempos son:
un cronometro.
un tablero de observaciones.
un formulario de estudio de métodos y tiempos.
Estos materiales son los que recomienda la OIT (Organización internacional de
trabajo) como fundamentales para la realización del estudio de métodos y tiempos;
aunque en la actualidad existen herramientas tecnológicas muy útiles que permiten
economizar el tiempo requerido en la recolección de datos como por ejemplo
cronómetros electrónicos que guardan los datos automáticamente en un archivo
manejable en una herramienta informática como Excel.
Entre los materiales requeridos para la toma de tiempos se destaca el formulario ya
que este debe contener datos esenciales para poder llevar una secuencia correcta
y organizada del estudio, entre los datos más relevantes que debe contener el
formulario está el nombre de la operación, en cuantas partes está dividida la
operación, la fecha, el producto o unidad de producto, la unidad de medida de
tiempo para ese estudio, entre otros diferentes datos que el analista considere
pertinentes para el estudio.
Tamaño de la muestra
El tamaño de la muestra se puede calcular de muchas formas, pero siempre es
necesario partir por una muestra preliminar que nos da una aproximación de lo que
buscamos realmente.
El tamaño de la muestra tiene diferentes formas de ser calculadas y depende de si
la población a la cual pertenece es finita o infinita. Cuando el tamaño de la población
es infinito se asumen parámetros normales para calcular el tamaño de la muestra.
El método utilizado para analizar un tamaño de muestra confiable se realiza por
medio del método tradicional, en el cual se debe buscar el valor obtenido entre el
rango y la media de los datos en la tabla para el cálculo del número de

20
observaciones, en esta tabla se mostrará el número de observaciones de acuerdo
al valor obtenido con un nivel de confianza del 95% y un nivel de precisión de +-
5%. Para ciclos mayores a dos minutos se toman 10 valores iniciales para el análisis
de muestras, para ciclos menores a dos minutos se toman 5 valores iniciales y se
procede a hallar el promedio y el rango para obtener el cociente que se buscará en
la tabla.
Tabla 2. Tabla para cálculo de número de observaciones

21
Tiempos a analizar en el estudio de tiempos
El estudio de tiempos se basa en varios tipos de tiempos los cuales dependen entre
si comenzando por el tiempo observado (TO) el cual es el que vemos directamente
y cronometramos, posteriormente hallamos el tiempo básico (TB) o normal(TN) que
es el mismo tiempo observado pero se le aplica una valoración según las
condiciones externas que pudieron afectar al tiempo observado y finalmente
hallamos el tiempo estándar(Ts) que es el tiempo objeto de análisis en el estudio de
tiempos ya que es el tiempo que realmente se utiliza para hacer la tarea. Está
conformado por el tiempo básico al cual se aplican una serie de suplementos
(factores externos que se le suman al tiempo básico)
Para el tiempo básico o normal, es necesario aplicarle un valor subjetivo por parte
del analista que refleja el ritmo del trabajo, esto con el fin de ajustar el tiempo
observado a niveles normales y se determina mediante la siguiente fórmula:
Donde el valor del ritmo observado dependerá de la velocidad de la operación y
tendrá los siguientes valores:
Acelerado: 120
Rápido: 115
Óptimo: 100
Bueno: 105
Normal: 100
Regular: 95
Lento: 90
Muy lento: 85
Deficiente: 80
De este modo el tiempo normal se calcula con la siguiente fórmula:
𝑇𝑖𝑒𝑚𝑝𝑜 𝑁𝑜𝑟𝑚𝑎𝑙:𝑃𝑟𝑜𝑚𝑒𝑑𝑖𝑜 𝑑𝑒 𝑡𝑖𝑒𝑚𝑝𝑜 𝑜𝑏𝑠𝑒𝑟𝑣𝑎𝑑𝑜 ∗ 𝑉𝑎𝑙𝑜𝑟𝑎𝑐𝑖ó𝑛
100
Suplementos
Los suplementos, es el tiempo que se concede al trabajador con el objeto de
compensar los retrasos, las demoras y elementos contingentes que se representan
en la actividad y se dividen en tres:

22
suplementos por descanso o fatiga: Son los suplementos primordiales ya que
se basan en la anatomía del hombre lo cual de alguna u otra forma se puede
estandarizar debido a que todos respondemos de la misma forma a la fatiga,
se dividen en:
suplementos fijos
suplementos variables
Para trabajos ligeros este valor fluctúa entre 8% y 15%, para trabajos medianos y/o
pesados fluctúa entre 12% y 40%.
suplementos por contingencia o necesidad: Es un margen que se le añade al
trabajo o demora que no compensa medir exactamente por qué aparecen sin
frecuencia ni regularidad.
Para determinar estos suplementos se tendrá en cuenta el dictamen que
tiene la OIT al respecto, el cual dice que estos suplementos deben
expresarse como un porcentaje del tiempo básico que no supere al 5%.
suplementos especiales: Son para eventos que de manera regular no forman
parte del ciclo de trabajo, pueden concederse a criterio del especialista,
suplementos especiales. Tales suplementos pueden ser permanentes o
pasajeros, y suelen ir ligados más que al proceso en general, a una
circunstancia del mismo. Este tiempo hace parte a tiempos improductivos por
razones externas y fluctúa entre 1% y 10%.
Figura 3. Tiempo normal y tiempos suplementarios

23
3.2 MARCO CONCEPTUAL
Estudio de movimientos: estudio de los movimientos del cuerpo humano al
realizar una operación, para mejorarla mediante la eliminación de movimientos
innecesarios, la simplificación de los necesarios y el establecimiento de la secuencia
de movimientos más favorable para la eficiencia máxima.
Estudio de tiempos: El estudio de tiempos implica la actividad de toma de tiempos
de todas las operaciones que interfieren en un proceso productivo con el objetivo
de establecer un estándar del tiempo permisible, teniendo en cuenta todos los
factores que puedan afectar el normal desempeño.
Economía de movimientos: Ciencia que estudia los movimientos como un recurso.
Busca alcanzar los mejores resultados haciendo uso de la menor cantidad de
movimientos posibles.
Micro movimientos: Movimientos que se realizan en un lapso muy corto de tiempo
y que normalmente tiene un alto grado de repetitividad.
Trabajador calificado: Operario de tipo medio, normalmente certificado por una
institución la cual hace constar que ha sido debidamente instruido y adiestrado para
desempeñar bien su tarea.
Valoración del ritmo: es comparar el ritmo real del trabajador calificado con cierta
idea del ritmo tipo que uno se ha formado mentalmente al ver cómo trabajan
naturalmente los trabajadores calificados cuando utilizan el método existente.
Suplementos: Los suplementos son aquellos tiempos que no se tienen en cuenta
en el tiempo normal o básico y que por ende deben sumársele ya que corresponden
al ciclo normal de trabajo aunque por factores ajenos al mismo como lo son las
interrupciones, las necesidades personales o algún tipo de demora. Los
suplementos son fundamentales para determinar el tiempo estándar real.
Tiempo estándar: Es el tiempo que requiere un trabajador calificado, que
trabajando a ritmo normal, necesita para llevar a cabo la operación.
Muestra: Es una serie de datos que sirven para representar a una población, ya
poseen sus mismos parámetros estadísticos.
Tamaño de la muestra: Es el número de datos que componen una muestra
perteneciente a una población.
Muestreo de trabajo: Es una técnica usada para investigar las proporciones de
tiempo total dedicadas a las diversas actividades que constituyen una tarea o una
situación de trabajo, es de gran utilidad a la hora de determinar la utilización de la

24
máquina y personal, los suplementos aplicables a la tarea y los estándares de
producción.
4. ALCANCE DEL PROYECTO
El presente trabajo tiene como finalidad cumplir satisfactoriamente con el estudio de
tiempos que genere una información concreta en relación al tiempo estándar de
procesos de interés en la compañía, considerando los tiempos individuales de las
actividades involucradas para los procesos de estudio. Cinco de los varios procesos
que se ejecutan en la empresa Alpha metrología S.A.S hacen parte de la
investigación, con estudios y un número de muestras confiables, y metodologías de
ingeniería que permitan conocer un tiempo promedio con el fin de ayudar a la
planeación de la empresa, que ayude a reducir la incertidumbre en la capacidad de
los procesos fuentes, principalmente los procesos de calibración que más demanda
tiene la empresa (temperatura, humedad relativa y pesas).
Este estudio permitirá que la alta dirección conozca el tiempo promedio de
calibración y ejecución de tareas importantes como calibración, facturación e
ingreso de equipos, con sugerencias que permitan ser estudiadas y evaluadas por
la alta gerencia, con el fin de tomar decisiones que crean convenientes en la
aplicación de nuevas estrategias para disminuir estos tiempos o generar un mayor
control de los tiempos de entrega.
DISEÑO Y DESARROLLO METODOLÓGICO
5.1 INTRODUCCIÓN DEL PROBLEMA
Luego de conocer los procesos y sistemas de operación, con base en el estudio, los resultados del diagrama de causa-efecto y el diagrama de Pareto se deben presentar datos, dibujos, especificaciones y requerimientos para examinar y analizar de manera crítica y sistemática, los diferentes elementos del proceso de servicio para calibración en temperatura y humedad relativa con el fin de lograr eliminar elementos o actividades innecesarias. En la solución de los problemas hallados es indispensable encontrar métodos más económicos que los existentes, métodos oportunos y efectivos que satisfagan con las labores del operario. La amplitud de esta fase depende del alcance que se le pueda dar al proceso, la situación económica que implique su estudio, la decisión de la empresa para asumir

25
los procedimientos del estudio, el tiempo utilizado para su estudio previo y la actitud del personal involucrado frente a los cambios que puedan generarse.
5.2 ANÁLISIS DEL PROBLEMA
Se refiere a la determinación detallada de las características del problema por medio de una investigación de procesos y se efectúa mediante objetivos, datos, estudio del proceso, requerimientos de calidad, entregas, distribución de planta y diseño del trabajo, todo con el fin de llegar al problema base o principal e ir desglosando sus consecuencias, cosa que facilitará comprender los demás problemas para ser priorizados. Para comprender la magnitud de los problemas evidenciados en el procedimiento anterior, deben someterse a preguntas como: ¿qué?, ¿quién?, ¿cómo?, ¿cuándo?, ¿por qué? y ¿para qué?. Preguntas que se responden por medio de métodos como el método de observación, entrevistas al personal involucrado o las grabaciones de video. Este estudio debe generar información importante como: Volumen o capacidad de producción por medio de toma y estudio de tiempos por procedimientos, diagramas de proceso, propuestas de mejora para aumento en la productividad, entre otras.
5.3 BÚSQUEDA Y EVALUACIÓN DE ALTERNATIVAS
Se debe desarrollar un método ideal, teniendo en cuenta el medio ambiente, la
ergonomía, la aceptación del personal y la seguridad de cada individuo para el
propósito del estudio, luego poder llegar a concluir alternativas o soluciones
efectivas de creatividad, innovación e investigación.
Cubre una búsqueda parcial fortuita, sistemática y directa con base en las
restricciones, volúmenes y criterios. La búsqueda termina cuando su costo equilibre
las mejoras (factor económico) y ofrezca la mayor seguridad para las personas,
equipos e instalaciones (factor seguridad) y tenga la aceptación o acogida de
operarios, directivos y dueños (factor psicológico). La búsqueda de alternativas
permite definir objetivos plausibles y cumplibles al cabo de una serie de acciones
posibles, para iniciar un proceso de análisis que demuestre las soluciones más
óptimas con respecto a los inconvenientes adquiridos en las etapas anteriores.
Una vez terminada la actividad creativa del proceso solucionador de problemas, concentramos nuestra atención en la evaluación de alternativas que consiste en medir cuantitativamente y/o cualitativamente cada uno de los resultados en la

26
medición del trabajo, por medio de herramientas estadísticas de modo que se pueda conocer el tiempo estándar de los procesos evaluados, conocer causas de retrasos y propuestas de mejoras. Estos análisis deben elaboraren con base a criterios como:
Beneficios
Satisfacción de clientes, trabajadores, dueños y comunidad
Seguridad de personas, materiales, máquinas e instalaciones
Tiempo de producción y aprendizaje
Mantenimiento del sistema
Actitud, moral y motivación
Efectividad de cada alternativa Como se mencionó anteriormente, encontrar la solución que ofrezca los mayores beneficios, eficiencia, eficacia y productividad. El logro de esta etapa finaliza con propuestas que ayuden a eliminar tiempos muertos y un análisis de costos.
5.4 FUENTES
5.4.1 Fuentes primarias
La fuente principal de esta investigación son las personas (operarios y
administrativos), la maquinaria empleada para la ejecución de tareas y la
observación en tiempo real de cada una de las operaciones.
5.4.2 Fuentes secundarias
Todo aquello que permita extraer conocimiento y ayude a la organización de la
información adquirida como internet, bases de datos, libros y publicaciones
relacionados con el tema y con el tipo de industria.
5.5 TECNICAS DE RECOLECCION DE INFORMACIÓN
Se aplicaron dos técnicas de recolección de datos. La primera por medio de
observación directa, que consiste básicamente en observar el objeto de estudio
dentro de una situación particular, es decir, medir al trabajador para evaluar su
comportamiento en la ejecución de sus actividades sin intervenir con el fin de tener
datos veraces. Otro método utilizado es el de la entrevista directa con los
trabajadores, pues al ser los directamente implicados, se busca conocer sus propias
perspectivas y proposiciones frente a cambios que ayuden a ejecutar el trabajo que
realizan a un ritmo mejor y más productivo.
En cuanto a los instrumentos que se utilizaran se encuentra el cronometro, como
instrumento fundamental de medición del trabajo, cuadernos y el computador para

27
guardar toda la información obtenida en el estudio con el fin de crear bases de datos
fáciles de manipular, fáciles de estudiar y analizar de una manera confiable.
6. ANALISIS DE TIEMPOS POR PROCESO
6.1 DETERMINACIÓN DE TIEMPO ESTÁNDAR POR PROCEDIMIENTO
Como se había mencionado anteriormente el tiempo estándar es el resultado de
una relación entre el tiempo observado de la actividad, la valoración y los
suplementos. La siguiente figura ilustra esta afirmación para una comprensión más
fácil:
Figura 4. Determinación de tiempo estándar
El primer paso que se realiza para lograr conocer el tiempo normal de la actividad a
evaluar depende de la valoración que se le asigne al tiempo promedio de las
muestras obtenidas y conocer el valor que se le aplicará en los tiempos
suplementarios.
Para este caso se tomaron 10 valores aleatorios del total de muestras obtenidos en
la medición del trabajo para todos los procedimientos que hacen parte de la
calibración en la magnitud de humedad relativa.

28
6.2 PROCESO DE CALIBRACIÓN EN HUMEDAD RELATIVA
6.2.1 Caracterización del proceso
6.2.1.1 Objetivo: Calibrar instrumentos bajo calibración (IBC) en los puntos
solicitados por los clientes en la magnitud de humedad relativa con el fin de generar
el certificado conforme a lo establecido por la ley y requerimientos de la ONAC y
ministerio de industria y comercio.
6.2.1.2 Personal competente: Tecnólogos en metrología
6.2.1.3 Lugar de ejecución: Laboratorio de humedad
6.2.1.4 Implementos a utilizar: IBC, Patrón de medida, cámara de humedad
relativa, temohigrómetro y computador.
6.2.1.5 Descripción:
La calibración es una operación que bajo condiciones especificadas establece:
En una primera etapa, una relación entre los valores y sus incertidumbres de
medida asociadas obtenidas a partir de los patrones de medida, y las
correspondientes indicaciones del equipo bajo calibración con sus
incertidumbres asociadas.
En una segunda etapa, utiliza esta información para establecer una relación
que permita obtener un resultado de medida a partir de una indicación.
Las condiciones fundamentales para estos cálculos se dan con las condiciones
ambientales de humedad relativa y temperatura en el laboratorio de humedad, lugar
donde se realiza esta operación.
En este proceso se busca conocer márgenes de errores e incertidumbres de los
equipos a calibrar por medio de pruebas técnicas como la prueba de exactitud,
repetibilidad y estabilidad. En la magnitud de humedad relativa, la persona
encargada debe conocer y manejar eficientemente cuatro equipos fundamentales
que se utilizan para su operación, además, de sus conocimientos de metrología
para el análisis y evaluación de las pruebas mencionadas anteriormente:

29
EQUIPO DESCRIPCIÓN
IBC. Es el equipo que se va a calibrar conforme a los
puntos solicitados por el cliente y los requerimientos de ley. Generalmente los termohigrómetros pueden ser análogos o digitales.
Patrón de medida: También conocido como
medidor portátil de humedad y temperatura, se suele usar en condiciones externas. Este equipo cuenta con un sensor y es diseñado para medir humedades y temperaturas exigentes en aplicaciones de comprobación de errores. Los datos almacenados pueden ser transferidos fácilmente a un PC.
Cámara de humedad relativa: La cámara de
humedad se usa para generar y mantener valores bajos o elevados de humedad relativa, programados previamente según el punto que se desee calibrar con un tiempo aproximado de 10 a 18 minutos para su estabilización. Esta máquina está diseñada para un consumo bajo de energía y es programable para puntos de 10 % HR hasta 90 % HR.
Termohigrómetro: Este instrumento de medición
permite memoriza automáticamente los valores máximos y mínimos de la temperatura y humedad en el interior y el exterior con la hora de toma, con el fin, de conocer las características en estas magnitudes del ambiente donde se está realizando la calibración y para cálculos requeridos en la generación del certificado.
Computador: En esta herramienta de trabajo y por
medio del programa Excel, el operario debe digitar los datos obtenidos en las pruebas de calibración sobre una plantilla automatizada que permitirá conocer las incertidumbres, márgenes de error y demás resultados exigidos por las normas internacionales y de este modo generar el certificado de calibración.
Para la organización, el personal dispuesto a asumir este proceso, debe contar con mínimo 6 meses de experiencia como auxiliar en metrología, demostrar una buena actitud de aprendizaje, y, presentar y aprobar una prueba de conocimientos técnicos en esta área, prueba calificada por el director técnico y el director de calidad.

30
6.2.2 Flujograma
A continuación, se mostrará un flujograma en el cual se explicará las actividades
que se ejecutan en el proceso de calibración en la magnitud de humedad relativa
por medio de la siguiente figura.
Figura 5. Flujograma proceso de calibración en humedad relativa
DESCRIPCIÓN Se incluyen actividades como revisión de orden, limpieza de IBC, inspección inicial del equipo, revisión de puntos para calibrar y corroboración de la información del equipo con respecto a la orden de servicio.
Introducir IBC con número de identificación para extraer los datos de los equipos correctamente a la hora de realizar sus respectivas pruebas de calibración.
Se involucran actividades como programación de cámara, secado de IBC, estabilización de cámara y patrones en el punto a calibrar, prueba de estabilidad, exactitud y repetibilidad.
Sacar los equipos de la cámara para empacado y salida de laboratorio del IBC.
Ingreso de información a base de datos para la elaboración de certificados: Información de la empresa, datos obtenidos en pruebas de estabilidad, exactitud, repetibilidad, condiciones ambientales, etc.
Alistamiento del IBC para salida de equipo de laboratorio a zona de equipos calibrados, asignación de código de calibración y etiqueta de equipo calibrado.

31
6.2.3 Alistamiento del IBC
Tamaño de muestra
Se inicia tomando un número de muestra aleatorio, de acuerdo al método tradicional
explicado en el marco teórico, para los ciclos de este proceso, se observan valores
mayores a dos minutos, por lo tanto, con cinco muestras aleatorias es más que
suficiente para ejecutar el método:
T1 T2 T3 T4 T5
2.49 2.65 3.02 2.98 3.13
R= 3.13 – 2.49
R= 0.64
𝜇 = 2.85
R / 𝜇 = 0,22
En la tabla para el número de observaciones, se establece que para este valor de
0,22 y 5 muestras iniciales, se deben tomar 14 datos para el estudio de tiempos de
esta actividad.
Tiempo estándar
Para la valoración de este procedimiento se le asignó el valor de una velocidad
regular, es decir un valor de 95, la necesidad de la persona indica un tiempo
suplementario de 5%, un 8% en fatiga ya que se trata de un trabajo ligero y un 5%
en especiales, pues se evidencia demoras por instrucciones en el área de trabajo e
interrupciones, demoras en obtención de órdenes, búsqueda de materiales para el
alistamiento, etc.
Los tiempos observados en minutos se muestran en la siguiente tabla:
TO TO * Val TE
T1 2.49 2.3655 2.79129
T2 2.65 2.5175 2.97065
T3 4.34 4.123 4.86514
T4 3.02 2.869 3.38542
T5 2.09 1.9855 2.34289
T6 2.98 2.831 3.34058

32
T7 3.56 3.382 3.99076
T8 5.17 4.9115 5.79557
T9 3.13 2.9735 3.50873
T10 3.21 3.0495 3.59841
T11 3.76 3.572 4.21496
T12 4.14 3.933 4.64094
T13 3.5 3.325 3.9235
T14 4.78 4.541 5.35838
Tabla 3. Muestras de tiempos para alistamiento de IBC
Promedio TO 3.49
Promedio TO * Val 3.31
Promedio TE 3.91 Desvi. Stan 0.88
De este modo se obtiene el tiempo estándar y la desviación estándar para el
procedimiento de alistamiento de IBC previo a la calibración.
T Estándar Desvi. Stan
00:03:55 00:00:53
6.2.4 Ingreso de IBC a cámara de humedad relativa
Tamaño de muestra
De acuerdo al método tradicional, al tratase de un procedimiento en el cuál se
obtienen valores de ciclos menores a dos minutos, es necesario tomar 10 datos
iniciales para conocer el tamaño de la muestra ideal. En la siguiente tabla se
observan estos datos:
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
0.75 0.78 0.84 0.72 0.68 0.77 0.72 0.82 0.74 0.83
R= 0.16
𝜇 = 0.76
R / 𝜇 = 0,2
En la tabla para el número de observaciones, se establece que para este valor de
0,2 y 10 muestras iniciales, se deben tomar 12 datos para el estudio de tiempos de
esta actividad.

33
Tiempo estándar
La siguiente tabla muestra el análisis de los tiempos observados para este
procedimiento, con su valoración y suplementos respectivos.
TO TO * Val TE
T1 0.75 0.71 0.84
T2 0.78 0.74 0.87
T3 0.84 0.80 0.94
T4 0.72 0.68 0.81
T5 0.68 0.65 0.76
T6 0.77 0.73 0.86
T7 0.72 0.68 0.80
T8 0.82 0.78 0.92
T9 0.74 0.70 0.83
T10 0.83 0.79 0.93
T11 0.92 0.87 1.03
T12 0.61 0.58 0.70
Tabla 4. Muestras de tiempos para ingreso de IBC a cámara de HR
Prom. TO 0.76
Prom. TO * Val 0.73
Prom. TE 0.86 Desvi. Stan 0.08
Con este análisis se llega a un tiempo estándar de 0.86 minutos o 52 segundos para
ingresar un equipo a cámara de humedad y con una desviación estándar de
aproximadamente 5 segundos, se debe tener en cuenta que este tiempo incluye
marcar el equipo y acomodarlo correctamente en la cámara para poder visualizar
su indicador.
T. Estándar Desvi. Stan
00:00:52 00:00:05

34
6.2.5 Procedimiento de calibración
Tamaño de muestra
Este proceso indica valores alrededor de la hora para el tiempo observado, lo que
implica realizar el tamaño de muestra con 10 tiempos iniciales. El tamaño de
muestra para este procedimiento se muestra con la siguiente información:
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
56.71 48.53 44.48 44.82 46.49 42.68 52.30 58.76 42.33 54.87
R= 12.23
𝜇 = 48.21
R / 𝜇 = 0,25
Con este cociente, se observa en la tabla de número de observaciones que deben
tomarse un total de 15 muestras para la obtención de su tiempo estándar. Para los
tiempos suplementarios, se asignaron valores menores, ya que no era mucho el
tiempo desperdiciado por fatiga y necesidades personales, pues este procedimiento
lo realiza la cámara de manera automática y no requiere la presencia del personal
para su estabilización.
TO TO * Val TE
T1 56.71 53.87 62.49
T2 48.53 46.11 53.48
T3 44.48 42.26 49.02
T4 44.82 42.58 49.39
T5 46.49 44.16 51.23
T6 42.68 40.55 47.03
T7 52.30 49.69 57.63
T8 58.76 55.82 64.75
T9 42.33 40.21 46.65
T10 54.87 52.12 60.46
T11 67.40 64.03 74.28
T12 40.43 38.41 44.55
T13 49.97 47.47 55.07
T14 42.34 40.22 46.66
T15 48.98 46.53 53.98
Tabla 5. Muestras de tiempos para procedimiento de calibración en HR

35
Promedio TO 49.406 46.936 Desvi. Stan
54.446 7.482
Es importante tener en cuenta que los valores de tiempos observados para este
proceso variaban mucho dependiendo del tiempo de estabilización de los patrones
de medición, y esto a su vez dependía del punto de humedad relativa a calibrar,
pues para calibrar 80% o 90% de humedad relativa, se evidenciaron demoras
significativas para la estabilización de la cámara en estos puntos o cuando el cambio
de un punto a otro tiene una variación significativa.
También se evidenciaron casos en los cuales la prueba de estabilidad podría
demorarse en un tiempo mayor a dos veces el tiempo normal que debería ser de 20
minutos todos estos eventos aumentan el tiempo promedio para la calibración de
un punto en esta magnitud, aunque hallan casos donde el tiempo de calibración
haya demorado prácticamente 40 minutos.
Con estos cálculos se llega a la conclusión de que el tiempo estándar para este
procedimiento es igual a 54 minutos y 7 minutos en desviación estándar.
T. Estándar Desvi. Stan
00:54:27 00:07:29
6.2.6 Sacar equipos de cámara de humedad relativa
Tamaño de muestra
Igual que en los procedimientos anteriores se realiza el estudio de tamaño de la
muestra a evaluar, los tiempos promedios observados de esta actividad son
menores a dos minutos, por lo tanto, se realizará el estudio con una muestra de die
datos:
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
0.11 0.10 0.10 0.09 0.10 0.11 0.11 0.11 0.10 0.11
R= 0.02
𝜇 = 0.10
R / 𝜇 = 0,19

36
Con este valor y comparándolo en la tabla de número de observaciones, se
llega a que el estudio de tiempo estándar puede gestionarse con un total de
11 muestras aleatorias.
Tiempo estándar
Se obtiene un valor del 18% para los suplementos que intervendrán en el
valor final del tiempo y en relación al su tiempo observado y valoración. Los
promedios se observan en la siguiente tabla:
TO TO * Val TE
T1 0.11 0.10 0.12
T2 0.10 0.10 0.11
T3 0.10 0.10 0.11
T4 0.09 0.09 0.10
T5 0.10 0.10 0.11
T6 0.11 0.10 0.12
T7 0.11 0.10 0.12
T8 0.11 0.10 0.12
T9 0.10 0.09 0.11
T10 0.11 0.10 0.12
T11 0.13 0.12 0.15
Prom. TO 0.11
Prom. TO * Val 0.10 Desvi. Stan Prom. TE 0.12 0.01
Tabla 6. Tiempos para sacar equipos de cámara de humedad relativa
El siguiente cuadro presenta el tiempo estándar y la desviación estándar halladas
para este procedimiento:
T. Estándar Desvi. Stan
00:00:07 00:00:01

37
6.2.7 Elaboración de certificados
Tamaño de muestra
Los tiempos observados para la elaboración de certificados están por encima de los
dos minutos. Lo que implica un análisis inicial para el tamaño de muestra con 5
valores aleatorios:
T1 T2 T3 T4 T5
8.77 7.02 7.10 6.87 7.89
El valor para el número de muestras de este procedimiento es de:
R= 1.90
𝜇 = 7.53
R / 𝜇 = 0.26
Tiempo estándar
Para 0.26 se analizaron 16 muestras de los tiempos obtenidos para la elaboración
de los certificados. En la siguiente tabla se muestran los valores de tiempos
observados y el promedio de los tiempos estándar.
Tabla 7. Tiempos para elaboración de certificados
TO TO * Val TE
T1 8.77 8.33 9.83
T2 7.02 6.67 7.87
T3 7.10 6.74 7.96
T4 6.87 6.53 7.70
T5 7.89 7.50 8.84
T6 7.70 7.32 8.63
T7 6.43 6.11 7.21
T8 8.20 7.79 9.19
T9 7.34 6.97 8.23
T10 6.97 6.62 7.81
T11 7.97 7.57 8.93
T12 6.57 6.24 7.36
T13 6.31 5.99 7.07
T14 6.89 6.55 7.72
T15 11.10 10.55 12.44

38
T16 6.23 5.92 6.98
Prom. TO 7.46
Prom. TO * Val 7.09 Desvi. Stan Prom. TE 8.36 1.21
De este modo se concluye un tiempo estándar de alrededor de 8 minutos con
suplementos y una desviación estándar de más de 1 minuto.
T. Estándar Desvi. Stan
00:08:21 00:01:13
6.2.8 Limpieza y empaque de IBC para salida de laboratorio
Tamaño de muestra
Como se ha venido realizando, se hallará el valor del número de muestras según lo
explica el método tradicional, con un promedio superior a dos minutos se procede a
realizar el estudio con 5 muestras iniciales:
T1 T2 T3 T4 T5
1.99 2.54 2.21 2.56 2.09
El resultado según se muestra en las siguientes operaciones, indica que se deben
analizar un total de 15 muestras para conocer el tiempo estándar es este proceso
con base a la tabla de número de observaciones:
R= 0.57
𝜇 = 2.28
R / 𝜇 = 0.25
Tiempo estándar
Para este caso en particular, se observaron varios eventos que ocasionaban pérdida
de tiempo o tiempo perdido, lo que generó una calificación de 6% para la necesidad
de personal, 9% en fatiga y 8% en casos especiales para un total de 23% como
valoración a los tiempos suplementarios.

39
Tabla 8. Tiempos para limpieza y empaque de IBC
TO TO * Val TE
T1 1.99 1.89 2.33
T2 2.54 2.41 2.97
T3 2.21 2.10 2.58
T4 2.56 2.43 2.99
T5 2.09 1.99 2.44
T6 2.62 2.49 3.06
T7 3.56 3.38 4.16
T8 1.94 1.84 2.27
T9 2.43 2.31 2.84
T10 2.41 2.29 2.82
T11 3.57 3.39 4.17
T12 4.23 4.02 4.94
T13 2.79 2.65 3.26
T14 3.83 3.64 4.48
T15 2.24 2.13 2.62
Prom. TO 2.73
Prom. TO * Val 2.31 Desvi. Stan Prom. TE 2.85 0.46
De este modo se concluye que el tiempo estándar es de 2 minutos y 51 segundos
con una desviación estándar de 28 segundos.
T. Estándar Desvi. Stan
00:02:51 00:00:28
6.2.9 Tiempo estándar del proceso
Para finalizar se hallará el tiempo estándar promedio que se gasta en el proceso de
calibración de humedad relativa por punto, sumando los tiempos estándar de los 6
procedimientos evaluados para esta actividad.
TEP= 3.91 + 0.86 + 54.45 + 0.12 + 8.36 + 2.85
TEP = 70.55
TEP = 00:70:33

40
Como se observa, el tiempo estándar del proceso indica un total de 70 minutos
aproximadamente. Sumando los menores valores se tiene que el proceso podría
demorarse 57 minutos como tiempo optimista y un tiempo pesimista de hasta 90
minutos con base a la información adquirida en la toma de datos.
6.2.10 Recomendaciones y propuestas de mejora Para agilizar el proceso se recomienda evitar la limpieza de los equipos, pues
los equipos ya deben venir limpios del proceso de ingresos, de este modo se
ahorrarían estos tiempos y se iniciaría el procedimiento de calibración de
manera más rápida.
Ampliar la capacidad de la cámara de humedad con el fin de poder calibrar
más equipos que tengan puntos de calibración en común.
Se recomienda un estudio de los patrones y de la cámara de humedad
relativa, de sus fichas técnicas, posibles escapes de humedad al ambiente
externo, recomendaciones de usos, ente otros consejos de cuidados, de
modo que pueda llegarse a conocer causas de la demora excesiva que se
llegaron a evidenciar para los tiempos de estabilización de los patrones en
puntos altos de humedad relativa, generando demoras para la prueba de
estabilidad.
6.3 PROCESO DE CALIBRACIÓN EN TEMPERATURA
6.3.1 Caracterización del proceso
6.3.1.1 Objetivo: Calibrar instrumentos bajo calibración (IBC) en los puntos
solicitados por los clientes en la magnitud de temperatura amiente con el fin de
generar el certificado conforme a lo establecido por la ley y requerimientos de la
ONAC y ministerio de industria y comercio.
6.3.1.2 Personal competente: Tecnólogos en metrología
6.3.1.3 Lugar de ejecución: Laboratorio de humedad
6.3.1.4 Implementos a utilizar: IBC, Patrón de medida, cámara de temperatura,
temohigrómetro y computador.

41
6.3.1.5 Descripción:
La descripción de este proceso es muy similar al proceso de humedad relativa, el
cambio está en la magnitud de medida y por consiguiente en la máquina que
generará, en este caso, la temperatura deseada. El trabajador a cargo deberá contar
con la misma competencia que en el proceso de humedad relativa.
Las condiciones fundamentales para estos cálculos se dan con las condiciones
ambientales de humedad relativa y temperatura en el laboratorio de humedad, lugar
donde se realiza esta operación.
En este proceso se busca conocer márgenes de errores e incertidumbres de los
equipos a calibrar por medio de pruebas técnicas como la prueba de exactitud,
repetibilidad y estabilidad. En la magnitud de humedad relativa, la persona
encargada debe conocer y manejar eficientemente cuatro equipos fundamentales
que se utilizan para su operación, además, de sus conocimientos de metrología
para el análisis y evaluación de las pruebas mencionadas anteriormente:
EQUIPO DESCRIPCIÓN
IBC. Es el equipo que se va a calibrar, con forme a los puntos
solicitados por el cliente y los requerimientos de ley. Generalmente son termohigrómetros o pueden ser termómetros ambientales.
Patrón de medida: También conocido como medidor
portátil de humedad y temperatura, se suele usar en condiciones externas. Este equipo cuenta con un sensor y es diseñado para medir humedades y temperaturas exigentes en aplicaciones de comprobación de errores. Los datos almacenados pueden ser transferidos fácilmente a un PC.
Cámara de temperatura: La cámara de temperatura
permite simular temperaturas y humedad relativa con valores bajos o elevados, programados previamente según el punto que se desee calibrar con un tiempo aproximado de 15 minutos para su estabilización. Esta máquina está diseñada para un consumo bajo de energía y es programable para puntos de -50 °C hasta 300 °C

42
Termohigrómetro: Este instrumento de medición
permite memoriza automáticamente los valores máximos y mínimos de la temperatura y humedad en el interior y el exterior con la hora de toma, con el fin, de conocer las características en estas magnitudes del ambiente donde se está realizando la calibración y para cálculos requeridos en la generación del certificado.
Computador: En esta herramienta de trabajo y por medio
del programa Excel, el operario debe digitar los datos obtenidos en las pruebas de calibración sobre una plantilla automatizada que permitirá conocer las incertidumbres, márgenes de error y demás resultados exigidos por las normas internacionales de calibración.
Para la organización, el personal dispuesto a asumir este proceso, debe contar con mínimo 6 meses de experiencia como auxiliar en metrología, demostrar una buena actitud de aprendizaje, y, presentar y aprobar una prueba de conocimientos técnicos en esta área calificada por el director técnico y el director de calidad.
6.3.2 Flujograma
Este proceso es muy similar al anterior, excepto que para la calibración de temperatura
ambiente no se le realiza ningún secado, su proceso de calibración inicia en la estabilización
del equipo en la cámara de temperatura. A continuación, se muestra un flujograma práctico
para conocer su proceso de ejecución.

43
Figura 6. Flujograma proceso de calibración en temperatura
6.3.3 Alistamiento de IBC
Tamaño de muestra
Para iniciar con el método de evaluación de muestras y tiempo estándar, se verifica
en los datos de tiempos de esta tarea mayor a dos minutos, por lo tanto, se inicia el
estudio del tamaño de muestras con 5 datos iniciales con base al método tradicional
explicado anteriormente:
T1 T2 T3 T4 T5
TO 2.49 2.65 2.98 3.02 2.72
DESCRIPCIÓN Se incluyen actividades como revisión de orden, limpieza de IBC, inspección inicial del equipo, revisión de puntos para calibrar y corroboración de la información del equipo con respecto a la orden de servicio.
Introducir IBC a cámara de temperatura con número de identificación para extraer los datos de los equipos correctamente a la hora de realizar sus respectivas pruebas de calibración de acuerdo a la orden solicitada.
Se involucran actividades como programación de cámara, tiempo de estabilización de cámara y patrones en el punto a calibrar, prueba de estabilidad, exactitud y repetibilidad.
Extraer los equipos de la cámara para empacado y salida de laboratorio del IBC.
Ingreso de información a base de datos para la elaboración de certificados: Información de la empresa, datos obtenidos en pruebas de estabilidad, exactitud, repetibilidad, condiciones ambientales, etc.
Alistamiento del IBC para salida de equipo de laboratorio a zona de equipos calibrados, asignación de código de calibración y sticker para equipos calibrados con información correspondiente.

44
Con estos datos iniciales se obtiene el siguiente resultado para el numero de
muestras que demuestran un total de 11 muestras según la tabla de número de
observaciones:
R= 0.53
𝜇 = 2.77
R / 𝜇 = 0.19
Tiempo estándar
El tiempo estándar para este procedimiento se halla con la siguiente información:
Valoración: 0.95
Suplemento por necesidades personales: 5%
Suplemento por fatiga: 8%
Suplementos por especiales: 6%
Los resultados finales se hallan en la siguiente tabla:
TO TO * Val TE
T1 2.65 2.52 3.00
T2 3.26 3.10 3.69
T3 2.98 2.83 3.37
T4 3.43 3.26 3.88
T5 2.72 2.58 3.07
T6 2.89 2.75 3.27
T7 3.56 3.38 4.02
T8 3.1 2.95 3.50
T9 3.02 2.87 3.41
T10 2.84 2.70 3.21
T11 3.98 3.78 4.50
Tabla 9. Tiempos para alistamiento de IBC en temparatura
Prom. TO 3.13 Prom. TO * Val 2.97 Desvi. Stan
Prom. TE 3.54 0.39874804

45
Actividades como alcance y desplazamiento del IBC a zona de calibración, limpieza
del IBC, revisión del estado del equipo, revisión de orden y revisión de puntos de
calibración hacen parte en los tiempos de este procedimiento para dar un promedio
de 3 minutos y 33 segundos con variaciones promedio de 24 segundos.
T. Estándar Desvi. Stan
00:03:33 00:00:24
6.3.4 Ingreso de IBC a cámara de temperatura
Tamaño de muestra
Al ser un procedimiento con tiempos inferiores a dos minutos, se inicia el estudio
del tamaño de muestras con 10 datos iniciales y se obtiene el tamaño total de
muestras necesarias para conocer el tiempo estándar de esta actividad con los
siguientes datos iniciales:
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
0.75 0.78 0.95 0.82 0.78 0.77 0.90 0.88 0.71 0.95
Con estos datos iniciales se obtiene el siguiente resultado para el numero de
muestras que demuestran un total de 14 muestras según la tabla de núero de
observaciones:
R= 0.24
𝜇 = 0.83
R / 𝜇 = 0.29
Tiempo estándar
El tiempo estándar para este procedimiento se halla con la siguiente información:
Valoración: 0.95
Suplemento por necesidades personales: 5%
Suplemento por fatiga: 8%
Suplementos por especiales: 6%
Los resultados finales se hallan en la siguiente tabla:

46
TO TO * Val TE
T1 0.75 0.71 0.85
T2 0.78 0.74 0.88
T3 0.44 0.42 0.50
T4 0.82 0.78 0.93
T5 0.78 0.74 0.88
T6 0.77 0.73 0.87
T7 0.90 0.86 1.02
T8 0.88 0.84 1.00
T9 0.95 0.90 1.07
T10 0.78 0.74 0.88
T11 0.71 0.67 0.80
T12 1.07 1.01 1.21
T13 0.69 0.66 0.78
T14 0.87 0.83 0.98
Tabla 10. Tiempos Ingreso de IBC a cámara de temperatura
Prom. TO 0.80 Prom. TO * Val 0.76 Desvi. Stan
Prom. TE 0.90 0.14418162
El resultado de estos cálculos da como resultado un promedio de 53 segundos en
introducir el equipo a la cámara, acomodarlo internamente para visualizar su
indicación y marcarlo para su identificación.
T. Estándar Desvi. Stan
00:00:53 00:00:09
6.3.5 Procedimiento de calibración
Tamaño de muestra
Al ser un procedimiento mayor a dos minutos, se inicia el estudio del tamaño de
muestras con 5 datos iniciales y se obtiene el tamaño total de muestras necesarias
para conocer el tiempo estándar de esta actividad con los siguientes datos iniciales:
T1 T2 T3 T4 T5
TO 46.23 48.04 45.38 38.65 51.82

47
Con estos datos iniciales se obtiene el siguiente resultado para el numero de
muestras que demuestran un total de 16 muestras:
R= 13.17
𝜇 = 46.02
R / 𝜇 = 0.29
Tiempo estándar
El tiempo estándar para este procedimiento se halla con la siguiente información:
Valoración: 0.95
Suplemento por necesidades personales: 5%
Suplemento por fatiga: 3%
Suplementos por especiales: 2%
Los resultados finales se hallan en la siguiente tabla:
TO TO * Val TE
T1 42.05 39.95 43.94
T2 49.55 47.07 51.78
T3 46.23 43.92 48.31
T4 48.04 45.63 50.20
T5 45.38 43.11 47.42
T6 40.91 38.87 42.75
T7 51.82 49.23 54.15
T8 56.29 53.48 58.83
T9 49.34 46.87 51.56
T10 45.86 43.57 47.93
T11 50.58 48.05 52.86
T12 39.47 37.49 41.24
T13 38.65 36.72 40.39
T14 36.03 34.23 37.65
T15 46.12 43.81 48.20
T16 45.75 43.47 47.81
Tabla 11. Tiempos procedimiento de calibración
Igual que para los tiempos de humedad relativa, en este tiempo se toman en
cuenta el tiempo de estabilización de la cámara, el tiempo de estabilización de los
patrones, la prueba de estabilidad, exactitud y repetibilidad, pruebas necesarias de
hacer antes de cambiar el punto.

48
Prom. TO 45.75 Prom. TO * Val 43.47 Desvi. Stan
Prom. TE 47.81 5.32825932
Con base a los datos tomados, la calibración de un punto en temperatura está
ejecutada en un periodo de tiempo de 47 minutos y 48 segundos y una variación
promedio de más de 5 minutos.
T. Estándar Desvi. Stan
00:47:48 00:05:20
6.3.6 Sacar equipos de cámara de temperatura
Tamaño de muestra
Se inicia hallando el valor del número de muestras, con un promedio menor a dos
minutos se procede a realizar el estudio con 10 muestras iniciales.
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
TO 0.11 0.10 0.10 0.12 0.10 0.11 0.11 0.12 0.09 0.11
Con estos datos iniciales se obtiene el siguiente resultado para el numero de
muestras:
R= 0.03
𝜇 = 0.11
R / 𝜇 = 0.28
Lo que indica que se deben analizar un total de 13 muestras para valores
obtenidos y mayores a dos minutos
Tiempo estándar
El tiempo estándar para este procedimiento de temperatura se halla con la siguiente
información:
Valoración: 0.95
Suplemento por necesidades personales: 5%
Suplemento por fatiga: 8%
Suplementos por especiales: 6%
Los resultados finales se hallan en la siguiente tabla:

49
TO TO * Val TE
T1 0.11 0.10 0.12
T2 0.10 0.10 0.11
T3 0.10 0.10 0.11
T4 0.12 0.11 0.13
T5 0.10 0.10 0.11
T6 0.17 0.10 0.12
T7 0.11 0.10 0.12
T8 0.12 0.11 0.13
T9 0.09 0.09 0.10
T10 0.11 0.10 0.12
T11 0.14 0.13 0.15
T12 0.16 0.15 0.18
T13 0.11 0.10 0.12
Tabla 12. Tiempos para sacar equipos de cámara de temperatura
Para este caso y en comparación con la salida de equipos de cámara de humedad,
en la cámara de temperatura se observa un mayor desgaste por fatiga debido a las
posturas que se deben tomar para esta actividad, esta es una de las razones del
porque este mismo procedimiento aumenta en comparación con la salida de
equipos en la cámara de humedad relativa. Por esta razón se coloca 6% en el
suplemento de fatiga.
Prom. TO 0.12 Prom. TO * Val 0.11 Desvi. Stan
Prom. TE 0.13 0.02409915
El tiempo promedio para esta actividad es de 32 segundos con desviación estándar
de 24 segundos.
T. Estándar Desvi. Stan
00:00:32 00:00:24

50
6.3.7 Elaboración de certificados
Tamaño de muestra
Nuevamente se iniciará hallando el valor del número de muestras según lo explica
el método tradicional, con un promedio superior a dos minutos se procede a realizar
el estudio con 5 muestras iniciales:
T1 T2 T3 T4 T5
TO 7.34 6.97 7.97 6.57 6.89
Con estos datos iniciales se obtiene el siguiente resultado para el numero de
muestras:
R= 1.40
𝜇 = 7.15
R / 𝜇 = 0.20
Lo que indica que se deben analizar un total de 8 muestras para valores obtenidos
y mayores a dos minutos.
Tiempo estándar
El tiempo estándar para este procedimiento de temperatura se halla con la siguiente
información:
Valoración: 0.95
Suplemento por necesidades personales: 6%
Suplemento por fatiga: 9%
Suplementos por especiales: 8%
Los resultados finales se hallan en la siguiente tabla:
TO TO * Val TE
T1 7.34 6.97 8.23
T2 6.97 6.62 7.81
T3 7.97 7.57 8.93
T4 6.57 6.24 7.36
T5 8.13 7.72 9.11
T6 5.03 4.78 5.64
T7 6.89 6.55 7.72
T8 5.43 5.16 6.09
Tabla 13. Tiempos Elaboración de certificados

51
Debido a las interrupciones que se presentaban durante esta actividad, se decide
aumentar el suplemento por fatiga a un 5% y un 8% al suplemento de fatiga por
mala postura del cuerpo y el computador.
Prom. TO 6.79 Prom. TO * Val 6.45 Desvi. Stan
Prom. TE 7.61 1.10320664
El resultado final para esta actividad indica que la elaboración de un certificado es
de 7 minutos y 37 segundos, con variaciones promedios de un minuto en estados
normales y tomando en cuenta los suplementos de prueba.
T. Estándar Desvi. Stan
00:07:37 00:01:06
6.3.8 Limpieza y empacado de equipo para salida de laboratorio
Tamaño de muestra
Como se ha venido realizando, se hallará el valor del número de muestras según lo
explica el método tradicional, con un promedio superior a dos minutos se procede a
realizar el estudio con 5 muestras iniciales:
T1 T2 T3 T4 T5
TO 2.52 2.49 2.45 2.87 2.39
El resultado según se muestra en las siguientes operaciones, indica que se deben
analizar un total de 11 muestras para conocer el tiempo estándar es este proceso
con base a la tabla de número de observaciones:
R= 0.48
𝜇 = 2.54
R / 𝜇 = 0.19
Tiempo estándar
El tiempo estándar para este procedimiento de temperatura se halla con la siguiente
información:
Valoración: 0.95
Suplemento por necesidades personales: 6%

52
Suplemento por fatiga: 9%
Suplementos por especiales: 8%
Los resultados finales se hallan en la siguiente tabla:
TO TO * Val TE
T1 2.52 2.39 2.94
T2 2.49 2.37 2.91
T3 3.17 3.01 3.70
T4 2.77 2.63 3.24
T5 3.12 2.96 3.65
T6 3.52 3.34 4.11
T7 2.34 2.22 2.73
T8 2.21 2.10 2.58
T9 3.12 2.96 3.65
T10 2.45 2.33 2.86
T11 2.87 2.73 3.35
Tabla 14. Tiempos limpieza y empacado de equipo
Prom. TO 2.78 Prom. TO * Val 2.64 Desvi. Stan
Prom. TE 3.25 0.44648628
De este modo se concluye que el tiempo estándar para la limpieza final, el sticker y
el empacado del IBC es en promedio de 3 minutos y 15 segundos con una
desviación estándar de 27 segundos, bajo condiciones normales.
T. Estándar Desvi. Stan
00:03:15 00:00:27
6.3.9 Tiempo estándar del proceso Para finalizar se hallará el tiempo estándar promedio que se gasta en el proceso de
calibración de humedad relativa por punto, sumando los tiempos estándar de los 6
procedimientos evaluados para esta actividad.
TEP= 3.25 + 7.61 + 0.13 + 47.81 + 0.9 + 3.54
TEP = 63.24
TEP = 00:63:14

53
Como se observa, el tiempo estándar del proceso indica un total de 63 minutos
aproximadamente para todo un ciclo desde el ingreso del equipo a zona de
calibración hasta ubicar el equipo en zona de equipos calibrados. Según análisis de
los datos tomados, este tiempo puede reducirse hasta un 24% (15 minutos),
dependiendo de la variación de los puntos de la cámara y los patrones.
6.3.10 Recomendaciones y propuestas de mejora
Para la disminución de tiempos en la calibración de esta magnitud se
recomienda una mejor programación y control de tiempos para iniciar las
debidas pruebas de calibración, pues se evidenció que la estabilización de la
cámara y los patrones respectivos tienen un tiempo de estabilización mucho
menor que la cámara de humedad relativa, y con base a un estudio de tiempos
de estabilización, se observa que la estabilidad de los patrones con el punto
de temperatura está alrededor de 2.5 a 3 minutos por grado Celsius, teniendo
en cuenta que para cambios muy altos de temperatura, por ejemplo cambios
de 20°C se tomó como tiempo máximo 30 minutos, esto permitirá iniciar las
debidas pruebas en un tiempo menor y por consiguiente la calibración del
punto se estimaría con un tiempo más bajo. Esto en lo posible, dependiendo
de las tareas emergentes del personal de trabajo encargado.
Se evidenció en la toma de datos de esta magnitud, un alto esfuerzo físico del
personal encargado por malas posturas en el laboratorio, esto arremete con la
salud del trabajo y disminuye la productividad. Algunas de las causas están en
sentare sobre una silla sin espaldar, altura del pc y mala posición de la cabeza
y el cuerpo durante el manejo del computador. Se recomienda una
readecuación del puesto de trabajo para las actividades involucradas en estos
aspectos.

54
6.4 PROCESO DE CALIBRACIÓN DE PESAS
6.4.1 Caracterización del proceso
6.4.1.1 Objetivo: Calibrar instrumentos bajo calibración (IBC) de pesas de clase M1,
M2 o M3 y según sea el peso de cada una para así conocer el valor de masa
convencional y estimar la incertidumbre asociada a la medición.
6.4.1.2 Personal competente: Tecnólogos en metrología
6.4.1.3 Lugar de ejecución: Laboratorio de masas
6.4.1.4 Implementos a utilizar: IBC, pesa patrón, báscula o balanza (según sea el
caso), barotermohigrómetro y computador.
6.4.1.5 Descripción:
La persona encargada de la calibración de pesas deberá conocer la balanza a
utilizar en función del intervalo de la pesa y del instrumento de pesaje, debe tener
en cuenta las características metrológicas del instrumento de pesaje usado a partir
de pruebas de repetibilidad y excentricidad con el fin de obtener la incertidumbre
requerida.
La calibración de las pesas debe realizarse en condiciones ambientales estables,
bajo presión atmosférica ambiente y temperaturas cercanas a la temperatura
ambiente. Antes de iniciar este procedimiento, los IBC deben limpiarse y esperar
por lo menos una hora de estabilización ambiental.
EQUIPO DESCRIPCIÓN
IBC. Es el equipo que se va a calibrar, con base al peso de
este. Pueden encontrarse diferentes tipos de pesa que varían no solo en su peso, si no en su clase y formas donde pueden ser paralelepípedas o cilíndricas.
Pesas patrón: Son pesas certificadas por la ONAC para
ser utilizadas como patrón de medida. Son pesas metrológicas exactas y juegos de pesas con los valores de masa nominales de 1 mg a 20 kg. Igual que en las IBC existen pesas de alambre y cilíndricas con cabeza de botón, así como pesas laminares, pesas cilíndricas y pesas en forma de bloque.

55
Balanzas/básculas: La compañía cuenta con varias
básculas y balanzas donde se realizan las pruebas de calibración de peso y en el cual su uso depende del peso del IBC, cuenta con 7 instrumentos de pesaje.
Barotermohigrómetro: Este instrumento de medición
permite memoriza automáticamente los valores máximos y mínimos no solo de temperatura y humedad, sino también en presión, en el interior y el exterior con la hora de toma, con el fin, de conocer las características en estas magnitudes del ambiente donde se está realizando la calibración y para cálculos requeridos en la generación del certificado.
Computador: En esta herramienta de trabajo y por medio
del programa Excel, el operario debe digitar los datos obtenidos en las pruebas de calibración sobre una plantilla automatizada que permitirá conocer las incertidumbres, márgenes de error y demás resultados exigidos por las normas internacionales de calibración.
Para la organización, el personal dispuesto a asumir este proceso, debe contar con mínimo 6 meses de experiencia como auxiliar en metrología o trabajos relacionados al manejo de básculas y balanzas, demostrar una buena actitud de aprendizaje, la selección de personal es escogido por el subdirector técnico y el director de calidad.

56
6.4.2 Flujograma
Figura 7. Flujograma proceso de calibración en pesas
DESCRIPCIÓN Se debe dejar un Tiempo de estabilización ambiental del equipo con 24 horas de tener las pesas en el laboratorio y una hora de estabilización luego de la limpieza.
Se selecciona la pesa patrón de acuerdo a la clase de exactitud y el intervalo de medición para el IBC
Se abre el formato GS-FR- 04 si la clase de exactitud es F y GS-FR- 05 para la clase M, se crea una hoja de cálculo con el número de consecutivo de calibración y nombre del cliente. Inmediatamente se procede a transcribir los datos iniciales hasta diligenciar y verificar que las condiciones ambientales Son aptas.
Se escribe la información básica de la empresa, se deben tomar y registrar las condiciones ambientales iniciales y se procede a realizar un ciclo de medición para el IBC con el método de doble sustitución donde se registrarán los datos en el formato correspondiente, el error no debe superar el EMP para su clase.
Se procede a realizar 3 ciclos de método de doble sustitución ABBA registrando cada dato en la hoja de cálculo de manera correcta.
Finalmente se realiza revisión del certificado, corroborando que la información inicial de la empresa son correctos, si los cálculos son consistentes y las condiciones ambientales finales para impresión y documentación magnética del documento.

57
6.4.3 Estabilización térmica y limpieza del IBC/S
Tamaño de muestra
Se iniciará hallando el valor del número de muestras según lo explica el método
tradicional, con un promedio inferior a dos minutos se procede a realizar el estudio
con 10 muestras iniciales:
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
TO 1.20 0.92 1.17 1.28 1.44 1.10 1.37 1.42 1.45 1.33
Donde se obtienen los siguientes resultados:
R= 0.53
𝜇 = 1.27
R / 𝜇 = 0.41
El resultado según se muestra en las siguientes operaciones, indica que se deben
analizar un total de 28 muestras para conocer el tiempo estándar es este proceso
con base a la tabla de número de observaciones:
Tiempo estándar
El tiempo estándar para este procedimiento de pesas se halla con la siguiente
información:
Valoración: 0.95
Suplemento por necesidades personales: 5%
Suplemento por fatiga: 8%
Suplementos por especiales: 8%
Los resultados finales se hallan en la siguiente tabla:
TO TO * Val TE
T1 1.33 1.27 1.53
T2 0.92 0.87 1.06
T3 1.17 1.11 1.34
T4 0.80 0.76 0.92
T5 0.61 0.58 0.70
T6 1.20 1.14 1.38

58
T7 1.75 1.66 2.01
T8 0.84 0.80 0.97
T9 1.44 1.37 1.66
T10 1.26 1.20 1.45
T11 0.52 0.49 0.60
T12 0.67 0.64 0.77
T13 1.05 1.00 1.21
T14 0.86 0.82 0.99
T15 1.28 1.22 1.47
T16 2.14 2.03 2.46
T17 1.17 1.11 1.34
T18 0.80 0.76 0.92
T19 0.70 0.67 0.80
T20 0.48 0.46 0.56
T21 0.78 0.74 0.90
T22 2.35 2.23 2.70
T23 1.42 1.35 1.63
T24 1.34 1.27 1.54
T25 1.08 1.03 1.24
T26 1.13 1.07 1.30
T27 0.67 0.64 0.77
T28 0.86 0.82 0.99
Tabla 15. Tiempos estabilización térmica y limpieza del IBC/S
Prom. TO 1.09 Prom. TO * Val 1.04 Desvi. Stan
Prom. TE 1.26 0.44970583
La variación de estos tiempos, dependen de factores como tamaño de la pesa y
nivel de limpieza del equipo, se puede observar que hubo dos casos donde el tiempo
fue mayor a dos minutos, esto debido a que las pesas eran de un tamaño mayor al
promedio, para esos casos de 10 y 20 kg, lo que genera una desviación estándar
amplia para estos tiempos debido a la variable de tamaño.
T. Estándar Desvi. Stan
0:01:16 0:00:27

59
6.4.4 Traslado de IBC a laboratorio de pesas y selección de pesas patrón Tamaño de muestra
Se iniciará hallando el valor del número de muestras según lo explica el método
tradicional, con un promedio inferior a dos minutos se procede a realizar el estudio
con 10 muestras iniciales:
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
TO 0.78 0.69 0.82 0.65 0.71 0.81 0.75 0.74 0.62 0.73
Donde se obtienen los siguientes resultados:
R= 0.20
𝜇 = 0.73
R / 𝜇 = 0.27
El resultado según se muestra en las siguientes operaciones, indica que se deben
analizar un total de 12 muestras para conocer el tiempo estándar es este proceso
con base a la tabla de número de observaciones:
Tiempo estándar
TO TO * Val TE
T1 0.78 0.74 0.90
T2 0.69 0.66 0.79
T3 0.85 0.81 0.98
T4 0.65 0.62 0.75
T5 0.71 0.67 0.82
T6 0.94 0.89 1.08
T7 0.75 0.71 0.86
T8 0.74 0.70 0.85
T9 0.82 0.78 0.94
T10 0.72 0.68 0.83
T11 0.62 0.59 0.71
T12 0.83 0.79 0.95
Tabla 16. Tiempos Traslado de IBC a laboratorio de pesas y selección de pesas patrón
Prom. TO 0.76 Prom. TO * Val 0.72 Desvi. Stan
Prom. TE 0.87 0.09073772

60
En este procedimiento se observan movimientos de alta fatiga cuando se
seleccionarán los patrones, pues los patrones tienen pesos considerables y su
alcance requieren posturas de alto esfuerzo. Por tal razón se genera un índice de
fatiga del 9%.
T. Estándar Desvi. Stan
0:00:52 0:00:06
6.4.5 Creación de hoja de cálculo para calibración de equipos Tamaño de muestra
Nuevamente se iniciará hallando el valor del número de muestras según lo explica
el método tradicional, con un promedio inferior a dos minutos se procede a realizar
el estudio con 10 muestras iniciales:
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
TO 0.29 0.33 0.31 0.36 0.36 0.27 0.28 0.34 0.30 0.32
Donde se obtienen los siguientes resultados:
R= 0.09
𝜇 = 0.32
R / 𝜇 = 0.28
El resultado según se muestra en las siguientes operaciones, indica que se deben
analizar un total de 13 muestras para conocer el tiempo estándar es este proceso
con base a la tabla de número de observaciones:
Tiempo estándar
El tiempo estándar para este procedimiento de pesas se halla con la siguiente
información:
Valoración: 0.95
Suplemento por necesidades personales: 5%
Suplemento por fatiga: 5%
Suplementos por especiales: 5%

61
Los resultados finales se hallan en la siguiente tabla:
TO TO * Val TE
T1 0.29 0.28 0.29
T2 0.33 0.31 0.36
T3 0.31 0.29 0.29
T4 0.36 0.34 0.34
T5 0.36 0.34 0.34
T6 0.27 0.26 0.26
T7 0.28 0.27 0.27
T8 0.34 0.32 0.32
T9 0.30 0.29 0.29
T10 0.32 0.30 0.30
T11 0.25 0.24 0.24
T12 0.39 0.37 0.37
T13 0.32 0.30 0.30
Prom. TO 0.32 Prom. TO * Val 0.30 Desvi. Stan
Prom. TE 0.31 0.03966203
Finalmente se tiene un resultado de un tiempo estándar de 19 segundos para la
creación del documento con el número de consecutivo de calibración y nombre del
cliente.
T. Estándar Desvi. Stan
0:00:19 0:00:03
6.4.6 Verificación inicial
Se iniciará hallando el valor del número de muestras según lo explica el método
tradicional, con un promedio inferior a dos minutos se procede a realizar el estudio
con 10 muestras iniciales:

62
Tamaño de muestra
T1 T2 T3 T4 T5
TO 3.66 3.97 4.58 4.07 3.60
Donde se obtienen los siguientes resultados:
R= 0.98
𝜇 = 3.98
R / 𝜇 = 0.25
El resultado según se muestra en las siguientes operaciones, indica que se deben
analizar un total de 16 muestras para conocer el tiempo estándar es este proceso
con base a la tabla de número de observaciones:
Tiempo estándar
El tiempo estándar para este procedimiento de pesas se halla con la siguiente
información:
Valoración: 0.95
Suplemento por necesidades personales: 5%
Suplemento por fatiga: 5%
Suplementos por especiales: 3%
Los resultados finales se hallan en la siguiente tabla:
TO TO * Val TE
T1 5.57 5.29 5.98
T2 6.08 5.78 6.53
T3 4.12 3.91 4.42
T4 3.66 3.48 3.93
T5 3.97 3.77 4.26
T6 4.58 4.35 4.92
T7 4.07 3.86 4.37
T8 3.60 3.42 3.86
T9 5.47 5.20 5.87
T10 3.28 3.12 3.52
T11 5.16 4.90 5.54
T12 4.88 4.64 5.24
T13 4.48 4.26 4.81
T14 3.59 3.41 3.85
T15 4.09 3.89 4.39

63
T16 3.97 3.77 4.26
Prom. TO 4.41 Prom. TO * Val 4.19 Desvi. Stan
Prom. TE 4.73 0.81399688
Para este caso, se toma en cuenta el tiempo necesario para diligenciar la
información de condiciones ambientales, información de la empresa, el equipo y
datos técnicos junto con un ciclo de calibración para conocer el error y definir si es
necesario un ajuste o no.
T. Estándar Desvi. Stan
0:04:43 0:00:49
6.4.7 Calibración de pesas
Tamaño de muestra
Se iniciará hallando el valor del número de muestras según lo explica el método
tradicional, con un promedio superior a dos minutos se procede a realizar el estudio
con 10 muestras iniciales donde los tiempos dependen de la duración de un ciclo
de calibración:
T1 T2 T3 T4 T5
TO 3.23 3.75 4.28 3.40 3.27
Con base a estas muestras primarias, se obtienen los siguientes resultados:
R= 1.05
𝜇 = 3.59
R / 𝜇 = 0.29
El resultado según se muestra en las siguientes operaciones, indica que se deben
analizar un total de 25 muestras para conocer el tiempo estándar es este proceso
con base a la tabla de número de observaciones:

64
Tiempo estándar
El tiempo estándar para este procedimiento de pesas se halla con la siguiente
información:
Valoración: 0.95
Suplemento por necesidades personales: 4%
Suplemento por fatiga: 6%
Suplementos por especiales: 2%
Los resultados finales se hallan en la siguiente tabla:
TO TO * Val TE
T1 1.73 1.65 1.84
T2 2.52 2.39 2.68
T3 3.75 3.56 3.99
T4 4.22 4.01 4.49
T5 3.72 3.53 3.95
T6 3.07 2.91 3.26
T7 3.57 3.39 3.79
T8 2.65 2.52 2.82
T9 4.25 4.04 4.52
T10 3.40 3.23 3.62
T11 3.35 3.18 3.56
T12 2.87 2.72 3.05
T13 1.67 1.58 1.77
T14 2.37 2.25 2.52
T15 2.97 2.82 3.16
T16 3.35 3.18 3.56
T17 4.28 4.07 4.56
T18 3.63 3.45 3.87
T19 2.40 2.28 2.55
T20 3.95 3.75 4.20
T21 3.62 3.44 3.85
T22 2.83 2.69 3.01
T23 2.93 2.79 3.12
T24 2.92 2.77 3.10
T25 3.54 3.36 3.77

65
Prom. TO 3.18 Prom. TO * Val 3.02 Desvi. Stan
Prom. TE 3.39 0.71311856
Realizando un análisis de los tiempos tomados, se analizó una muestra total de 35
datos para conocer el porcentaje de tiempo existente en la estabilización de la
balanza utilizada. Aproximadamente el 46% del procedimiento de calibración es
tiempo de espera para que la balanza estabilice, sin embargo, hay datos donde
hasta un 60% llega a incrementa este indicador.
T. Estándar Desvi. Stan
0:03:23 0:00:42
Se concluye que para un ciclo de calibración se toma un promedio de 3 minutos y
23 segundos. Para calibrar una pesa se realiza 3 ciclos del método de doble
sustitución. Lo que indica que por pesa se demora en promedio 10 minutos y 10
segundos en realizarse 3 ciclos de calibración.
6.4.8 Revisión final y guardado de certificado Tamaño de muestra
Se iniciará hallando el valor del número de muestras según lo explica el método
tradicional, con un promedio inferior a dos minutos se procede a realizar el estudio
con 10 muestras iniciales:
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
TO 1.89 1.81 1.63 2.16 1.76 1.88 1.83 2.24 1.92 1.72
Con esta información primaria, se obtienen los siguientes resultados:
R= 0.61
𝜇 = 1.88
R / 𝜇 = 0.32
El resultado según se muestra en las siguientes operaciones, indica que se deben
analizar un total de 17 muestras para conocer el tiempo estándar es este proceso
con base a la tabla de número de observaciones:

66
Tiempo estándar
El tiempo estándar para este procedimiento de pesas se halla con la siguiente
información:
Valoración: 0.95
Suplemento por necesidades personales: 5%
Suplemento por fatiga: 5%
Suplementos por especiales: 4%
Los resultados finales se hallan en la siguiente tabla:
TO TO * Val TE
T1 1.89 1.80 2.05
T2 1.81 1.72 1.96
T3 1.63 1.55 1.77
T4 2.16 2.05 2.34
T5 1.76 1.67 1.91
T6 1.88 1.79 2.04
T7 1.83 1.74 1.98
T8 2.24 2.13 2.43
T9 1.92 1.82 2.08
T10 1.72 1.63 1.86
T11 1.47 1.40 1.59
T12 1.91 1.81 2.07
T13 1.39 1.32 1.51
T14 2.67 2.54 2.89
T15 2.48 2.36 2.69
T16 1.79 1.70 1.94
T17 2.53 2.40 2.74
Prom. TO 1.95 Prom. TO * Val 1.85 Desvi. Stan
Prom. TE 2.11 0.35965363
Finalmente, la actividad de revisión final y guardado del documento, donde a su vez
se diligencian las condiciones ambientales finales y se realiza una revisión general
del certificado y datos de calibración toma un tiempo de dos minutos y siete
segundos con una desviación estándar promedio de veintidós segundos.

67
T. Estándar Desvi. Stan
0:02:07 0:00:22
6.4.9 Tiempo estándar del proceso
Para finalizar se hallará el tiempo estándar promedio que se gasta en el proceso de
calibración de humedad relativa por punto, sumando los tiempos estándar de los 6
procedimientos evaluados para esta actividad.
TEP= 1.26 + 0.87 + 0.31 + 4.73 + (3) 3.39 + 2.11
TEP = 19.45
TEP = 00:19:27
Como se observa, el tiempo estándar del proceso indica un total de 20 minutos
aproximadamente.
6.4.10 Recomendaciones y propuestas de mejora
Para el análisis y las observaciones obtenidas en el estudio de este
procedimiento, es de aclarar que, aunque las interrupciones no se presentan
muy a menudo por agentes externos, si se observó detalles que intervienen
en la demora del tratamiento de datos y posturas que aumentan los tiempos
en ciertos trabajos de ejecución, es decir, para el tratamiento de datos en las
hojas de cálculo se recomienda una capacitación del programa Excel para el
operario, pues se evidenciaron atrasos por desconocimientos en el manejo
de este software, software utilizado para la elaboración automática de los
certificados. Por el lado de las posturas, se observó que para el
levantamiento de algunas pesas (10 y 20 kg) el trabajador mostraba
comportamientos de fatiga, razones encontradas en malas posturas y poca
fuerza del personal, por lo tanto, se recomienda capacitación para
mejoramiento de posturas en el levantamiento de pesas y dotación para este
objetivo.

68
6.5 PROCESO DE INGRESO DE EQUIPOS
6.5.1 Caracterización del proceso
6.5.1.1 Objetivo: Recibir y documentar correctamente los IBC de cualquier
magnitud que llegan a la organización y conforme a los requerimientos de los
clientes para ejecutar el correspondiente servicio de calibración.
6.5.1.2 Personal competente: Técnicos en áreas administrativas
6.51.3 Lugar de ejecución: Comercial
6.5.1.4 Implementos a utilizar: Teléfono, celular, computador, impresora.
6.5.1.5 Descripción:
En este cargo se inicia el proceso de prestación de servicio, en el cuál los clientes
se comunican con la empresa, comunicado atendido por esta área, para dar
explicaciones de los procedimientos, el alcance y generar cotizaciones a los
clientes. Cuando los IBC llegan a la organización, la parte de ingresos debe registrar
la llegada del equipo, la empresa, fecha, estado del equipo y demás información
necesaria para evitar inconvenientes futuros y generando novedades de
funcionamiento. Esta persona se encarga de dar una buena atención al cliente y de
constatar que las calibraciones se efectúen conforme lo solicitado por el usuario.
EQUIPO DESCRIPCIÓN
Medio de comunicación: Esto con el fin de tener una constante comunicación con los clientes donde se informan temas de avances del servicio, se informan novedades o inconvenientes durante la gestión en la calibración de los equipos de interés.
Computador: Además de una comunicación por vía oral, el empleado utiliza esta herramienta con el fin de enviar correos y de esta manera constatar novedades, demostrar registros de seguimiento, o simplemente enviar cotizaciones. También se realiza el formato de ingreso interno para el control de los consecutivos e inventario de los equipos.

69
Impresora: Con el fin de obtener en físico el documento que evidencia el ingreso de equipos por cliente por medio del formato interno de ingreso.
Para la organización, el personal dispuesto a asumir este proceso, debe contar con una excelente actitud de aprendizaje, tener conocimientos previos de documentación y servicio al cliente, bases en programas como Excel, Word y envío de correos.
6.5.2 Flujograma
Este proceso se realiza con el fin de generar la orden de trabajo interna para la
persona encargada de la calibración, revisar que el equipo esté en óptimas
condiciones para el servicio y registrar la entrada del equipo a la empresa, a
continuación, se mostrará las actividades que se requiere para este proceso. Su
análisis irá ligado a la primicia de que cada actividad está dada por unidad de
equipo.

70
Figura 8. Flujograma proceso de ingreso de equipos
6.5.3 Limpieza y revisión inicial del IBC
Tamaño de muestra
El promedio de los tiempos de esta actividad está por encima de dos minutos, lo
que implica que se requerirán 5 datos iniciales para conocer el número de muestreo
necesario para el tiempo estándar de esta operación:
T1 T2 T3 T4 T5
TO 2.78 3.63 3.22 2.97 3.60
R= 0.85
𝜇 = 3.24
R / 𝜇 = 0.262
DESCRIPCIÓN Se debe realizar una limpieza detallada para eliminar cualquier tipo de suciedad del IBC.
Diligenciar el formato de orden de trabajo interna con la información de la empresa y la información necesaria para el servicio de calibración.
Examinar que el equipo no tenga alguna imperfección que complique el proceso de calibración.
De observarse alguna anomalía del equipo, esta será registrada en la OTI y dependiendo del caso se comunicará a la empresa sobre la imperfección encontrada.
Se toma fotografía del estado del equipo antes de ingresarse al laboratorio como evidencia de control
Se marca el equipo con el formato correcto para evitar perdida o confusión del IBC y su orden respectiva.
Finalmente el IBC es trasladado al laboratorio a zona de equipos para calibrar.

71
Con base a la tabla de cálculo de número de observaciones se deben
registrar 21 datos para el estudio de tiempo estándar.
Tiempo estándar
El tiempo estándar se halla con la siguiente información:
Valoración: 0.95
Suplemento por necesidades personales: 5%
Suplemento por fatiga: 8%
Suplementos por especiales: 8%
Los resultados se observan en la siguiente tabla:
TO TO * Val TE
T1 4.03 3.80 4.60
T2 6.00 5.70 6.90
T3 7.00 6.65 8.05
T4 7.33 6.97 8.43
T5 2.10 2.00 2.41
T6 6.13 5.83 7.05
T7 6.31 6.00 7.26
T8 1.90 1.81 2.19
T9 6.52 6.19 7.49
T10 1.95 1.85 2.24
T11 2.85 2.71 3.28
T12 1.62 1.54 1.86
T13 3.63 3.45 4.18
T14 3.10 2.95 3.56
T15 3.22 3.06 3.70
T16 1.31 1.24 1.50
T17 2.78 2.64 3.20
T18 2.43 2.31 2.80
T19 2.43 2.31 2.80
T20 5.02 4.77 5.77
T21 1.70 1.62 1.95
Prom. TO 3.88 Prom. TO * Val 3.69 Desvi. Stan

72
Prom. TE 4.46 1.99365078
El tiempo de esta actividad oscila mucho, pues la limpieza del equipo depende de
variables como la forma del equipo, el tiempo en extraerlo de su estuche
dependiendo de seguridad del mismo y la cantidad de mugre o manchas que tenga.
Es por esta razón que el porcentaje del tiempo suplementario especial es alto.
Puede tener un tiempo optimista de la limpieza del equipo de un minuto y medio
como puede demorarse más de 7 minutos en limpiar un equipo dependiendo de su
estado.
De este modo se concluye que el tiempo estándar para este es de cuatro minutos y
medio por unidad de IBC con una desviación estándar de un minuto
aproximadamente.
T. Estándar Desvi. Stan
0:04:27 0:00:59
6.5.4 Diligenciamiento del formato OTI
Tamaño de muestra
El promedio de los tiempos de esta actividad está por encima de dos minutos, lo
que implica que se requerirán 5 datos iniciales para conocer el número de muestreo
necesario para el tiempo estándar de esta operación:
T1 T2 T3 T4 T5
TO 6.55 5.47 6.89 5.93 6.71
R= 1.42
𝜇 = 6.31
R / 𝜇 = 0.22
Con base a la tabla de cálculo de número de observaciones se deben
registrar 14 datos para el estudio de tiempo estándar.
Tiempo estándar
El tiempo estándar se halla con la siguiente información:

73
Valoración: 0.95
Suplemento por necesidades personales: 5%
Suplemento por fatiga: 8%
Suplementos por especiales: 7%
Los resultados se observan en la siguiente tabla:
TO TO * Val TE
T1 7.54 7.16 8.60
T2 6.55 6.22 7.47
T3 5.14 4.88 5.86
T4 6.89 6.55 7.85
T5 5.93 5.63 6.76
T6 7.33 6.96 8.36
T7 7.21 6.85 8.22
T8 6.21 5.90 7.08
T9 5.43 5.16 6.19
T10 8.11 7.70 9.25
T11 5.47 5.20 6.24
T12 5.69 5.41 6.49
T13 4.96 4.71 5.65
T14 6.09 5.79 6.94
Prom. TO 6.33 Prom. TO * Val 6.01 Desvi. Stan
Prom. TE 7.21 0.9708343
Estos tiempos Se podrán reducir de manera amplia si el formato se diligencia
automáticamente pues esta actividad implica revisión de seriales de equipos,
observaciones, revisión de equipos, etc, acciones que aumentan el tiempo de
ejecución.
Finalmente se tiene que el tiempo estándar para diligenciar el formato OTI de un
equipo es de siete minutos y cuarenta segundos, donde puede variar en
aproximadamente un minuto.
T. Estándar Desvi. Stan
00:07:40 00:00:58

74
6.5.5 Inspección del IBC
Tamaño de muestra
El promedio de los tiempos de esta actividad está por debajo de dos minutos, lo que
implica que se requerirán 10 datos iniciales para conocer el número de muestreo
necesario para el tiempo estándar de esta operación:
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
TO 0.15 0.17 0.17 0.17 0.15 0.18 0.15 0.13 0.17 0.18
R= 0.03
𝜇 = 0.16
R / 𝜇 = 0.20
Con base a la tabla de cálculo de número de observaciones el valor de 0.2
para un análisis de 10 datos se deben registrar 7 datos para el estudio de
tiempo estándar.
Tiempo estándar
El tiempo estándar se halla con la siguiente información:
Valoración: 0.95
Suplemento por necesidades personales: 5%
Suplemento por fatiga: 3%
Suplementos por especiales: 2%
TO TO * Val TE
T1 0.17 0.16 0.17
T2 0.17 0.16 0.17
T3 0.15 0.14 0.16
T4 0.18 0.17 0.19
T5 0.15 0.14 0.16
T6 0.13 0.13 0.14
T7 0.17 0.16 0.17

75
Prom. TO 0.16 Prom. TO * Val 0.15 Desvi. Stan
Prom. TE 0.17 0.016
La inspección es una observación física del equipo que se realiza para
evidenciar algo anormal en el equipo. Esta actividad ya realiza un avance en
el momento que se limpia el IBC, por esta razón su tiempo de ejecución es
muy bajo. Siendo así un promedio de 10 segundos para inspeccionar un
equipo.
6.5.6 Reportar novedad del IBC en las observaciones del formato OTI Tamaño de muestra
El promedio de los tiempos de esta actividad está por debajo de dos minutos, lo que
implica que se requerirán 10 datos iniciales para conocer el número de muestreo
necesario para el tiempo estándar de esta operación:
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
TO 1.47 1.54 1.64 1.66 1.87 1.74 1.72 1.89 1.69 1.71
R= 0.42
𝜇 = 1.69
R / 𝜇 = 0.24
Con base a la tabla de cálculo de número de observaciones el valor de 0.2
para un análisis de 10 datos se deben analizar 11 datos para el tiempo
estándar de este proceso.
Tiempo estándar
El tiempo estándar se halla con la siguiente información:
Valoración: 0.95
Suplemento por necesidades personales: 5%
Suplemento por fatiga: 7%
T. Estándar Desvi. Stan
00:00:10 00:00:01

76
Suplementos por especiales: 7%
TO TO * Val TE
T1 1.47 1.40 1.66
T2 1.54 1.46 1.46
T3 1.64 1.56 1.56
T4 1.66 1.58 1.58
T5 1.87 1.78 1.78
T6 1.74 1.65 1.65
T7 1.72 1.63 1.63
T8 1.89 1.80 1.80
T9 1.69 1.61 1.61
T10 1.71 1.62 1.62
T11 2.14 2.03 2.03
Prom. TO 1.73 Prom. TO * Val 1.65 Desvi. Stan
Prom. TE 1.67 0.18222364
Ese trabajo consiste en digitar las observaciones que se deben especificar en
el formato OTI dependiendo del estado del equipo que se está ingresando,
su tiempo depende de la velocidad de digitación y en el tiempo para redactar
correctamente la observación que se realizará.
El tiempo estándar por observación de equipo es de un minuto y 40
segundos.
T. Estándar Desvi. Stan
0:01:42 0:00:18
6.5.7 Tomar fotografía del IBC
Tamaño de muestra
El promedio de los tiempos de esta actividad está por debajo de dos minutos, lo que
implica que se requerirán 10 datos iniciales para conocer el número de muestreo
necesario para el tiempo estándar de esta operación:

77
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
TO 0.57 0.67 0.73 0.65 0.73 0.63 0.58 0.79 0.67 0.67
R= 0.22
𝜇 = 0.66
R / 𝜇 = 0.33
Con base a la tabla de cálculo de número de observaciones el valor de 0.2
para un análisis de 10 datos se deben analizar 17 datos para el tiempo
estándar de este proceso.
Tiempo estándar
El tiempo estándar se halla con la siguiente información:
Valoración: 0.95
Suplemento por necesidades personales: 5%
Suplemento por fatiga: 8%
Suplementos por especiales: 7%
TO TO * Val TE
T1 0.28 0.27 0.32
T2 0.23 0.22 0.22
T3 0.67 0.63 0.63
T4 0.63 0.60 0.60
T5 0.52 0.49 0.49
T6 0.79 0.75 0.75
T7 1.60 1.52 1.52
T8 0.93 0.89 0.89
T9 0.44 0.42 0.42
T10 0.92 0.87 0.87
T11 0.57 0.54 0.54
T12 0.67 0.63 0.63
T13 0.73 0.70 0.70
T14 0.65 0.62 0.62
T15 0.73 0.70 0.70
T16 0.64 0.61 0.61
T17 0.49 0.47 0.47

78
Prom. TO 0.69 Prom. TO * Val 0.66 Desvi. Stan
Prom. TE 0.65 0.309
Para este trabajo se debe tener es importante que existe una gran variabilidad
en el proceso de ejecución, debido a que en el proceso el operario busca
varias maneras de acomodar el objeto y además se gasta tiempo en ubicar
la cámara de modo que la imagen de la fotografía sea nítida y se pueda
evidenciar el estado real del equipo. El tiempo estándar para tomarle una foto
a un equipo es de 38 segundos.
T. Estándar Desvi. Stan
0:00:38 0:00:18
6.5.8 Marcar equipo con etiqueta de identificación Tamaño de muestra
El promedio de los tiempos de esta actividad está por debajo de dos minutos, lo que
implica que se requerirán 10 datos iniciales para conocer el número de muestreo
necesario para el tiempo estándar de esta operación:
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
TO 1.45 1.17 1.28 1.49 1.50 1.35 1.55 1.35 1.16 1.41
R= 0.39
𝜇 = 1.37
R / 𝜇 = 0.28
Con base a la tabla de cálculo de número de observaciones el valor de 0.2
para un análisis de 10 datos se deben analizar 13 datos para el tiempo
estándar de este proceso.
Tiempo estándar
El tiempo estándar se halla con la siguiente información:
Valoración: 0.95
Suplemento por necesidades personales: 5%
Suplemento por fatiga: 7%
Suplementos por especiales: 3%

79
TO TO * Val TE
T1 1.45 1.37 1.58
T2 1.17 1.11 1.27
T3 1.28 1.22 1.40
T4 1.49 1.42 1.63
T5 1.50 1.43 1.64
T6 1.35 1.28 1.47
T7 1.55 1.47 1.69
T8 1.35 1.28 1.47
T9 1.16 1.10 1.27
T10 1.41 1.34 1.54
T11 1.98 1.88 2.16
T12 0.98 0.93 1.07
T13 0.9 0.86 0.98
Prom. TO 1.35 Prom. TO * Val 1.28 Desvi. Stan
Prom. TE 1.48 0.27475986
Para este caso se evidenciaron pérdidas de tiempo por errores cometidos a
la hora de marcar la etiqueta, lo que generaba que el proceso se volviera a
realizar, estos tiempos no despreciables ampliaban el promedio ponderado
de estos tiempos, lo que finalmente dio como resultado un tiempo promedio
de un minuto y medio por etiqueta con una desviación estándar de 16
segundos.
T. Estándar Desvi. Stan
0:01:28 0:00:16
6.5.9 Empacar y trasladar IBC a zona de equipos para calibrar
Tamaño de muestra
El promedio de los tiempos de esta actividad está por debajo de dos minutos, lo que
implica que se requerirán 10 datos iniciales para conocer el número de muestreo
necesario para el tiempo estándar de esta operación:
R= 0.25
𝜇 = 0.90

80
R / 𝜇 = 0.27
Con base a la tabla de cálculo de número de observaciones el valor de 0.2
para un análisis de 10 datos se deben analizar 11 datos para el tiempo
estándar de este proceso.
Tiempo estándar
El tiempo estándar se halla con la siguiente información:
Valoración: 0.95
Suplemento por necesidades personales: 5%
Suplemento por fatiga: 8%
Suplementos por especiales: 5%
TO TO * Val TE
T1 0.93 0.88 1.02
T2 0.87 0.83 0.96
T3 0.88 0.84 0.97
T4 0.87 0.83 0.96
T5 0.97 0.92 1.07
T6 0.91 0.86 1.00
T7 0.89 0.84 0.98
T8 0.90 0.86 1.00
T9 0.89 0.85 0.98
T10 1.03 0.98 1.14
T11 0.78 0.74 0.86
Prom. TO 0.90 Prom. TO * Val 0.86 Desvi. Stan
Prom. TE 1.01 0.06308884
Lo que indica que, en empacar y trasladar un equipo ingresado a zona de equipos
para calibrar, se contiene un tiempo estándar de un minuto con seis segundos.
T. Estándar Desvi. Stan
0:01:06 0:00:04

81
6.5.10 Tiempo estándar del proceso
Para finalizar se hallará el tiempo estándar promedio que se gasta en el proceso de
ingreso de equipos por unidad, sumando los tiempos estándar de los 6
procedimientos evaluados para esta actividad.
TEP (min) = 4.46 + 7.21 + 0.17 + 1.67 + 0.65 + 1.48 + 1.01
TEP (min) = 16.65
TEP = 00:16:39
Como se observa, el tiempo estándar del proceso indica un total de
aproximadamente 17 minutos.
6.5.11 Recomendaciones y propuestas de mejora
Como propuesta de mejora, se recomienda el uso constante de un formato
automatizado para las ordenes de trabajo internas que se alimente
automáticamente de la orden enviada por el cliente, pues la información es
prácticamente la misma y se observa un tiempo innecesario y perdido al
volver a ingresar dicha información. Se observó que el tiempo de ejecución
para este procedimiento se redujo hasta un 70% aplicando esta
recomendación como prueba, lo que puede estar minimizando el tiempo
estándar de ejecución del proceso de ingresos en un aproximado de 30%.
6.6 PROCESO DE FACTURACIÓN
6.6.1 Caracterización del proceso
6.5.1.1 Objetivo: Generar y registrar la factura de pago para su respectiva
causación con base a los detalles especificados en la orden de compra.
6.5.1.2 Personal competente: Técnicos en áreas administrativas
6.51.3 Lugar de ejecución: Contabilidad
6.5.1.4 Implementos a utilizar: Teléfono, celular, calculadora, computador,
impresora.

82
6.5.1.5 Descripción:
Por medio de la facturación, la compañía cierra todo el proceso comercial de la
prestación de servicio de calibración de cualquier equipo. En este proceso se
preparan y confeccionan las facturas para así materializar y documentar los
ingresos de la empresa, la persona encargada debe examinar las facturas
realizadas en función de que cumplan los requisitos exigidos por las partes
interesadas de la negociación como también archivar los documentos y es
encargada de la correspondencia de e-mails relacionadas a este proceso.
EQUIPO DESCRIPCIÓN
Medio de comunicación: Esto con el fin de tener una constante comunicación con los clientes para el conocer el proceso de pago o realizar el cobro respectivo.
Computador: El trabajador utiliza esta herramienta para enviar y recibir correos que permiten aclarar información de generación de factura, costos, fechas de pago, etc y realizar la contabilización de este proceso por medio del software World office.
Calculadora: Con el fin de realizar y constatar operaciones aritméticas necesarias para la contabilización de este proceso.
Impresora: Con el fin de obtener en físico el documento que muestra la factura conforme a la información detallada en la orden de compra.
Para la organización, el personal dispuesto a asumir este proceso, debe contar con una excelente actitud de aprendizaje, tener conocimientos previos de contabilidad y servicio al cliente, bases en programas como World office, Excel, Word y envío de correos.

83
6.6.2 Flujograma
En contextos generales, el proceso de facturación es el proceso en el cual se finaliza
todo el ciclo del servicio en relación a la responsabilidad social de la compañía.
Figura 9. Flujograma proceso de facturación
6.6.3 Revisión de correo electrónico
Tamaño de muestra
La persona encargada de este proceso de contabilidad, realizaba una inspección
inicial de la empresa que va a facturar, y se observaba que se presentaban
interrupciones debido a preguntas en relación a las ordenes con la encargada de
comercial y descargaba documentos para poder realizar la valoración de precios y
demás, hechos que fueron tenidos en cuenta para la toma de tiempos.
DESCRIPCIÓN Se abre el correo corporativo y se procese a revisar las órdenes de compra y los certificados de calibración ejecutados en relación a la orden de compra y corroborar la información. Se revisa en el sistema si el cliente que envía la orden y del cual se presta el servicio de calibración es nuevo o antiguo.
En el caso que el cliente sea nuevo, procede a registrarlo en el sistema contable con base a la información del RUT del cliente, verificando la información para agregarlo de manera correcta y sin errores.
Registrar en el sistema contable los artículos de venta, identificando sus precios y demás valores agregados para la respectiva transacción. Guardar el documento en el sistema contable e imprimir el documento.

84
Al ser un procedimiento menor a dos minutos, se inicia el estudio del tamaño de
muestras con 10 datos iniciales y se obtiene el tamaño total de muestras necesarias
para conocer el tiempo estándar de esta actividad con los siguientes datos iniciales:
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
TO 0.86 0.76 0.85 0.71 0.74 0.94 0.81 0.84 0.79 0.67
R= 0.27
𝜇 = 0.79
R / 𝜇 = 0.34
Con base a la tabla de cálculo de número de observaciones el valor de 0.2
para un análisis de 10 datos se deben analizar 20 datos para el tiempo
estándar de este proceso.
Tiempo estándar
El tiempo estándar de este procedimiento se halla con la siguiente
información:
Valoración: 0.95
Suplemento por necesidades personales: 5%
Suplemento por fatiga: 8%
Suplementos por especiales: 4%
TO TO * Val TE
T1 0.86 0.82 0.96
T2 0.76 0.72 0.84
T3 0.85 0.81 0.94
T4 0.71 0.67 0.79
T5 0.74 0.70 0.82
T6 0.77 0.73 0.86
T7 0.81 0.77 0.90
T8 0.84 0.80 0.93
T9 0.79 0.75 0.88
T10 0.67 0.64 0.74
T11 0.72 0.68 0.80
T12 0.74 0.70 0.82
T13 0.78 0.74 0.87

85
T14 0.82 0.78 0.91
T15 0.8 0.76 0.89
T16 0.81 0.77 0.90
T17 0.69 0.66 0.77
T18 0.94 0.89 1.04
T19 0.76 0.72 0.84
T20 0.74 0.70 0.82
Este resultado indica que la revisión del correo para examinar las órdenes de
compra y su relación con las evidencias del servicio prestado (certificados) contiene
un tiempo estándar de cincuenta y dos segundos.
T. Estándar Desvi. Stan
0:00:52 0:00:04
6.6.4 Revisión de la existencia del cliente
Tamaño de muestra
Al ser un procedimiento menor a dos minutos, se inicia el estudio del tamaño de
muestras con 10 datos iniciales y se obtiene el tamaño total de muestras necesarias
para conocer el tiempo estándar de esta actividad con los siguientes datos iniciales:
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
TO 0.86 0.76 0.85 0.71 0.74 0.94 0.81 0.84 0.79 0.67
R= 0.27
𝜇 = 0.79
R / 𝜇 = 0.34
Con base a la tabla de cálculo de número de observaciones el valor de 0.2
para un análisis de 10 datos se deben analizar 20 datos para el tiempo
estándar de este proceso.
Tiempo estándar
Para esta actividad, se realiza una visualización rápida del cliente en el
sistema contable, donde el tiempo depende de digitar el nit de la empresa o

86
de copiar y pegar dato para conocer la existencia del mismo. El tiempo
estándar de este procedimiento se halla con la siguiente información:
Valoración: 0.95
Suplemento por necesidades personales: 5%
Suplemento por fatiga: 8%
Suplementos por especiales: 4%
TO TO * Val TE
T1 0.86 0.82 0.96
T2 0.76 0.72 0.84
T3 0.85 0.81 0.94
T4 0.71 0.67 0.79
T5 0.74 0.70 0.82
T6 0.77 0.73 0.86
T7 0.81 0.77 0.90
T8 0.84 0.80 0.93
T9 0.79 0.75 0.88
T10 0.67 0.64 0.74
T11 0.72 0.68 0.80
T12 0.74 0.70 0.82
T13 0.78 0.74 0.87
T14 0.82 0.78 0.91
T15 0.8 0.76 0.89
T16 0.81 0.77 0.90
T17 0.69 0.66 0.77
T18 0.94 0.89 1.04
T19 0.76 0.72 0.84
T20 0.74 0.70 0.82
Prom. TO 0.78 Prom. TO * Val 0.74 Desvi. Stan
Prom. TE 0.87 0.06440007
Esto quiere decir que el procedimiento para la revisión de la existencia del cliente
en el sistema, contiene un tiempo estándar cincuenta y dos segundos.

87
T. Estándar Desvi. Stan
0:00:52 0:00:04
6.6.5 Creación del cliente nuevo al sistema contable
Tamaño de muestra
El promedio de tiempo en ejecutar esta tarea es menor a dos minutos, se inicia el
estudio del tamaño de muestras con datos iniciales y se obtiene el tamaño total de
muestras con los siguientes datos iniciales:
T1 T2 T3 T4 T5
TO 4.5 4.21 3.9 4.66 3.76
R= 0.90
𝜇 = 4.20
R / 𝜇 = 0.21
Con base a la tabla de cálculo de número de observaciones el valor de 0.2
para un análisis de 10 datos se deben analizar 15 datos para el tiempo
estándar de este proceso.
Tiempo estándar
El tiempo estándar de este procedimiento se halla con la siguiente información:
Valoración: 0.95
Suplemento por necesidades personales: 5%
Suplemento por fatiga: 8%
Suplementos por especiales: 4%
Con estos valores se obtiene la siguiente tabla:
TO TO * Val TE
T1 4.5 4.28 5.00
T2 4.21 4.00 4.68
T3 3.9 3.71 4.33
T4 4.6 4.37 5.11
T5 3.76 3.57 4.18
T6 3.63 3.45 4.03
T7 2.89 2.75 3.21

88
T8 5.23 4.97 5.81
T9 4.83 4.59 5.37
T10 4.91 4.66 5.46
T11 2.79 2.65 3.10
T12 5.26 5.00 5.85
T13 4.06 3.86 4.51
Finalmente se registran el tiempo estándar para esta tarea para un tiempo final de
cuatro minutos y cuarenta segundos y una desviación estándar de cuarenta y ocho
segundos:
Prom. TO 4.20 Prom. TO * Val 3.99 Desvi. Stan
Prom. TE 4.67 0.79936593
El mayor porcentaje de tiempo invertido en esta actividad se debe a la digitación
correcta de los códigos para ingresar correctamente al cliente e incluirlo de manera
eficiente.
6.6.6 Facturar
Tamaño de muestra
El promedio de tiempo en ejecutar esta tarea es mayor a dos minutos y por ende se
toman 5 datos iniciales para así hallar el estudio del tamaño de muestras. A
continuación, se muestran los siguientes datos iniciales:
T1 T2 T3 T4 T5
TO 3.03 2.44 2.73 3.01 2.92
R= 0.59
𝜇 = 2.83
R / 𝜇 = 0.20
T. Estándar Desvi. Stan
00:04:40 00:00:48

89
Con estos resultados y la tabla de cálculo de número de observaciones el
valor de 0.2 para un análisis de 10 datos se deben analizar 12 datos para el
tiempo estándar de este proceso.
Tiempo estándar
El tiempo estándar se halla con la siguiente información:
Valoración: 0.95
Suplemento por necesidades personales: 5%
Suplemento por fatiga: 8%
Suplementos por especiales: 4%
TO TO * Val TE
T1 3.03 2.88 3.37
T2 2.64 2.51 2.93
T3 2.73 2.59 3.03
T4 3.05 2.90 3.39
T5 2.92 2.77 3.25
T6 2.04 1.94 2.27
T7 2.86 2.72 3.18
T8 1.97 1.87 2.19
T9 2.78 2.64 3.09
T10 3.21 3.05 3.57
T11 3.12 2.96 3.47
T12 2.69 2.56 2.99
Prom. TO 2.75 Prom. TO * Val 2.62 Desvi. Stan
Prom. TE 3.06 0.39164765
A la hora de facturar equipos se evidencia que gran cantidad del porcentaje
de tiempos evaluados del procedimiento se evidenciaron demoras en
encontrar los equipos que se van a registrar por problemas en la base de
datos de los inventarios.

90
Finalmente, se concluye que el tiempo estándar de facturación es de tres
minutos y seis segundos con una desviación estándar de veintitrés segundos.
T. Estándar Desvi. Stan
00:03:06 00:00:23
6.6.7 Contabilización e impresión de factura
Tamaño de muestra
El promedio de tiempo en ejecutar esta tarea es menor a dos minutos y por ende se
toman 10 datos iniciales para así hallar el estudio del tamaño de muestras. A
continuación, se muestran los siguientes datos iniciales:
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
TO 0.77 0.69 0.67 0.83 0.83 0.89 0.82 0.77 0.81 0.78
R= 0.22
𝜇 = 0.78
R / 𝜇 = 0.27
Con estos resultados y la tabla de cálculo de número de observaciones el
valor de 0.2 para un análisis de 10 datos se deben analizar 13 datos para el
tiempo estándar de este proceso.
Tiempo estándar
El tiempo estándar de este procedimiento se halla con la siguiente información:
Valoración: 0.95
Suplemento por necesidades personales: 5%
Suplemento por fatiga: 8%
Suplementos por especiales: 4%
Con estos valores se obtiene la siguiente tabla:

91
TO TO * Val TE
T1 0.77 0.73 0.86
T2 0.69 0.66 0.77
T3 0.67 0.64 0.74
T4 0.83 0.79 0.92
T5 0.83 0.79 0.92
T6 0.89 0.85 0.99
T7 0.82 0.78 0.91
T8 0.77 0.73 0.86
T9 0.81 0.77 0.90
T10 0.78 0.74 0.87
T11 0.71 0.67 0.79
T12 0.68 0.65 0.76
T13 0.95 0.90 1.06
Prom. TO 0.78 Prom. TO * Val 0.75 Desvi. Stan
Prom. TE 0.87 0.08342815
El tiempo principal de esta actividad está en la revisión final del documento y el
tiempo en que el programa guarde la factura para la gestión documental de manera
virtual para tener el documento seguro. El tiempo estándar para esta tarea es de
cincuenta y dos segundos.
T. Estándar Desvi. Stan
0:00:52 0:00:05
6.6.8 Tiempo estándar del proceso
Para finalizar se hallará el tiempo estándar promedio que se gasta en el proceso de
ingreso de equipos por unidad, sumando los tiempos estándar de los 5
procedimientos evaluados para esta actividad.
TEP (min) = 0.87 + 0.15 + 3.06 + 4.67 + 0.87
TEP (min) = 9.62
TEP = 00:09:37

92
Como se observa, el tiempo estándar del proceso indica un total de
aproximadamente 10 minutos, pero contando con la actividad de crear cliente en
caso de no existir, si el cliente existe, esta actividad se reduce un 49% para dar un
tiempo de facturación de 4.95 minutos o 4 minutos y 57 segundos para todo el
proceso.
6.6.9 Recomendaciones y propuestas de mejora
Se recomienda enviar las impresiones y recogerlas al final del proceso de
facturación, pues se evidencia que en ocasiones se pierde tiempo de recorridos
para ir impresión por impresión, se toma en cuenta también errores en la impresión
del documento por problemas de digitación o por impresión en hojas utilizadas.
Además, se recomienda mejor digitación de los números del teclado, esto se logra
resaltando el número central de todas las teclas numéricas “5”, y de este modo saber
la situación de los dedos en todo momento: Dedo índice para los números 1,4,7
dedo corazón para los números 2,5,8, dedo anular para los números 3,6 y 9 y el
dedo pulgar para el número cero. Esto no solo aumentará la velocidad de digitación
para un proceso donde la digitación de números es amplia, si no, que por ergonomía
se reducirá la fatiga muscular de la mano.

93
7 ESTUDIO DE COSTOS
7.1 Estudio de costos proceso de calibración en humedad relativa
7.1.1 Costos por mano de obra
Con base a la información suministrada por el área de contabilidad, la siguiente
tabla especifica los costos involucrados para la mano de obra del personal
encargado en la calibración de humedad relativa.
Salario Cesantías Int. Cesan Prima Vacaciones ARL AFP SALUD CCF
$ 900.000 8,33% 12% 8,33% 4,17% 6,96% 12 % 8,33% 8,33%
$ 74.970 $ 108.000 $ 74.970 $ 37.530 $ 62.640 $ 108.000 $ 74.970 $ 74.970
Con esta información se concluye que durante el mes el costo por mano de obra es
de $1.516.050 para 242 horas mensuales. La siguiente operación muestra el costo
de mano de obra por punto de humedad relativa calibrado por medio del tiempo
estándar de este proceso (70 minutos).
1,167 ℎ ∗ $ 1.516.050
242 ℎ
El resultado final es de $7.310 para costo en mano de obra por punto de calibración
en esta magnitud.
7.1.2 Costos de energía
El costo mensual de luz, tiene un valor promedio de $ 500.000 según información
entregada por el área de contabilidad. Con base a las tarifas de luz de Codensa y
al estrato del inmueble de la empresa, un Kilovatio por hora tiene un precio de $
480. Por lo que se puede concluir que la cantidad de kilovatios por hora al mes es
de 1031 kWh/mes como consumo de energía.
En la siguiente tabla se muestra el costo promedio del mes de cada equipo
requerido para el proceso de calibración en humedad relativa, para esto se verificó
el consumo de cada objeto en sus indicaciones, se halla el uso en horas al mes para
hallar la columna de energía mensual del equipo, se procede a dividir este valor en
el total de kWh/mes para hallar el porcentaje de consumo de energía que representa

94
cada elemento y se multiplica por el 100% del valor de la luz que es de $ 500.000.
Esto permitirá saber el costo al mes de cada objeto eléctrico.
Cantidad Consumo
(Watts/Unid) KW Horas Mes
Energía Mes (KWatts/mes)
% Energía mes Costo Mes
Cámara de humedad 1 1000 1 242 242 0,232 $ 116.160
Patrones 2 9 0,009 242 4,356 0,004 $ 2.091
Luz 2 14 0,014 242 6,776 0,003 $ 1.626
Computador 1 150 0,15 242 36.3 0,017 $ 8.712
Significa que, al mes, se consume un total de $ 129.930 para la calibración en
humedad relativa. Se procede a hallar el costo por punto de calibración teniendo
en cuenta que este proceso demora en promedio 70 minutos.
1,167 ℎ ∗ $ 129.930
242 ℎ
Finalmente se concluye que el costo de energía por punto de calibración es de
$ 637 para la calibración en humedad relativa.
7.1.3 Costos de papelería e insumos
Estos costos son costos variables que aumentan o disminuyen de acuerdo al
número de unidades producidas o vendidas, por esta razón la manera de hallarlos
es un estimado aproximado que varía dependiendo del número de equipos
calibrados por periodo de tiempo. La siguiente tabla muestra los costos unitarios de
los insumos y costos mensuales que varían de acuerdo a las unidades diarias que
se gastan para la ejecución del servicio.
Días Cant/Día Unid/mes costo/unidad Costo mes
Papelería 25 2 50 $ 40 $ 2.000
Hojas membrete 25 12 300 $ 127 $ 38.100
Esfero 25 0,5 $ 1.500 $ 750
Stickers 25 7 175 $ 20 $ 3.500
Iden. Proceso 25 7 175 $ 10 $ 1.750
Paños 25 2 50 $ 180 $ 9.000
Alcohol (ml) 25 10 250 $ 4 $ 1.000
Para las hojas membrete, se utilizan una por equipo calibrado que en promedio y al
igual que los stickers se utilizarían 7 al día (una por equipo finalizado), sin embargo,

95
casi el 50% de las veces es necesario reutilizar estas hojas por problemas en el
certificado final y se aumenta un 70% estas hojas para un total de 12 hojas al día.
Con estos costos se obtiene un valor total de $ 56.100 al mes. Para los costos por
equipo calibrado se escogen los costos unitarios para sumarlos de acuerdo a la
proporción de este insumo por equipo:
Insumo Unid *equipo
Costo x equipo
Papelería ¼ $ 10
Hojas membrete 1,7
$ 216
Esfero 0,003
$ 5
Stickers 1
$ 20
Iden. Proceso 1
$ 10
Paños ¼ $ 45
Alcohol (ml) 5
$ 20
Se estima que, por equipo calibrado, se obtenga un costo promedio de $326,
sumando los valores de la última columna. Para el costo por punto calibrado se
deberá multiplicar este resultado por el promedio de equipos que se calibran por
punto, asumiremos el mismo valor de 7 equipos en cámara de humedad por punto,
para un costo total de $2,282.
7.2 Estudio de costos proceso de calibración en temperatura
7.2.1 Costos por mano de obra
Para estos costos se asumen los mismos a los costos mensuales hallados en el
proceso anterior, pues es la misma persona quien realiza estas dos actividades, es
decir, que el costo por mano de obra es de $1,516,050 para 242 horas mensuales.
La siguiente operación muestra el costo de mano de obra por punto de temperatura
calibrado por medio del tiempo estándar de este proceso (63 minutos).
1,05 ℎ ∗ $ 1,516,050
242 ℎ
El resultado final es de $6,578 para costo en mano de obra por punto de calibración
en esta magnitud.

96
7.2.2 Costos de energía
Al igual que en humedad relativa, el consumo de energía de diferentes elementos
eléctricos está directamente involucrados en costos de la empresa al ser
implementos que hacen parte de la producción o generación del servicio misional
de la organización y lo componen los siguientes elementos con sus respectivos
costos.
Cantidad Consumo
(Watts/Unid) KW Horas Mes
Energía Mes (KWatts/mes)
% Energía mes Costo Mes
Cámara de temperatura 1 1000 1 242 242 0,232 $ 116.160
Patrones 2 9 0,009 242 4,356 0,004 $ 2.091
Luz 2 14 0,014 242 6,776 0,003 $ 1.626
Computador 1 150 0,15 242 36,3 0,017 $ 8.712
Al mes, se consume un total de $ 129.930 para la calibración en temperatura. Se
procede a hallar el costo por punto de calibración teniendo en cuenta que este
proceso demora en promedio 63 minutos.
1,05 ℎ ∗ $ 129.930
242 ℎ
Finalmente se concluye que el costo de energía por punto de calibración es de
$ 564 para la calibración en temperatura.
7.2.3 Costos de papelería e insumos
Al igual que en los costos de insumos de humedad relativa, la manera de hallar los
valores es un estimado aproximado que varía dependiendo del número de equipos
calibrados por periodo de tiempo. La siguiente tabla muestra los costos unitarios de
los insumos y costos mensuales que varían de acuerdo a las unidades diarias que
se gastan para la ejecución del servicio.
Días Cant/Dia Unid/mes Costo/unidad Costo mes
Papelería 25 2 50 $ 40 $ 2.000
Hojas membrete 25 14 350 $ 127 $ 44.450
Esfero 25 0.5 $ 1.500 $ 750
Stickers 25 8 200 $ 20 $ 4.000
Iden. Proceso 25 8 200 $ 10 $ 2.000

97
Paños 25 2 50 $ 180 $ 9,000
Alcohol (ml) 25 10 250 $ 4 $ 1,000
Al igual que en la calibración de humedad relativa, las hojas membrete aumentan
considerablemente por las pérdidas ocasionadas en la generación del certificado (8
por equipo calibrado), aumentando más de un 70% con respecto al número de
equipo calibrados por día, y el alcohol se estimaba que al día se gastaban 20 ml,
sin embargo, el equipo solo se limpia una vez para calibración en temperatura y
humedad relativa, por lo tanto, se deja en 10 ml para cada proceso.
Al mes, se gasta en insumos y papelería un promedio total de $ 63.200 para la
calibración en temperatura. El costo por equipo calibrado es igual al costo de insumo
por equipo de humedad relativa, es decir $ 326, debido a que se utilizan los mismos
insumos y la misma cantidad de papelería. Para el costo por punto calibrado se
deberá multiplicar este resultado por el promedio de equipos que se calibran por
punto, asumiremos el mismo valor del número de stickres, es decir, 8 equipos en
cámara de temperatura por punto, para un costo total de $2.608.
7.3 Estudio de costos proceso de calibración en pesas
7.3.1 Costos por mano de obra
Con base a la información suministrada por el área de contabilidad, la siguiente
tabla especifica los costos involucrados para la mano de obra del personal
encargado en la calibración de humedad relativa.
Salario Cesantías Int. Cesan Prima Vacaciones ARL AFP CCF Salud
$ 900.000 8,33% 12% 8,33% 4,17% 6,96% 12% 8,33% 8,33%
$ 74.970 $ 108.000 $ 74.970 $ 37.530 $ 62.640 $ 108.000 $ 74.970 $ 74.970
Realizando la suma de estos valores se obtiene un costo mensual de $1.516.050
para la mano de obra encargada en la calibración de pesas. La siguiente operación
muestra el costo de mano de obra para calibración de una pesa por medio del
tiempo estándar de este proceso (20 minutos).
0,33 ℎ ∗ $ 1.516.050
242 ℎ
El resultado final es de $2,068 para costo en mano de obra por pesa calibrada.

98
7.3.2 Costos de energía
En la calibración de pesas, el consumo de energía depende de tres elementos de
consumo eléctrico. La siguiente tabla resume estos valores con base al consumo
eléctrico de cada elemento.
Cantidad Consumo
(Watts) Kw Horas Mes
Energìa Mes (KWatts/mes)
% Enegía mes Costo Hora
Balanza 1 5 0,005 242 1.21 0,001 $ 290
Luz 4 14 0,014 242 13,552 0,007 $ 3.252
Computador 1 150 0,15 242 36,3 0,017 $ 8.712
Realizando la suma de estos valores se obtiene un costo mensual de $12.255. La
siguiente operación muestra el costo energía durante el tiempo para la calibración
de una pesa por medio del tiempo estándar de este proceso (20 minutos).
0,33 ℎ ∗ $ 12.255
242 ℎ
El resultado final es de $17 para el costo en energía eléctrica por pesa calibrada.
7.3.3 Costos de papelería e insumos
Para este proceso, el estudio de utilización de insumos y papelería no es muy alto,
pues las operaciones que la persona encargada se ejecuta manualmente y en el pc
principalmente, sin embargo, se obtienen los siguientes materiales para la completa
ejecución de este proceso.
DIAS Cant/Dia Unid/mes Costo/unidad Costo mes
Papelería 25 2 50 $ 40 $ 2.000
Ident. Proceso 25 24 600 $ 10 $ 6.000
Paños 25 4 100 $ 180 $ 18.000
Hojas membrete 25 36 900 $ 127 $ 114.660
Alcohol (ml) 25 50 1250 $ 4 $ 5.000
La utilización del alcohol, los paños y de la identificación de procesos aumenta
considerablemente, pues al día se pueden ejecutar hasta 24 instrumentos
calibrados, y las hojas membretes aumentan hasta un 50%. La suma de estos
costos genera un valor promedio de $ 145.660 al mes.
La siguiente tabla muestra los costos e insumos y papelería unitarios requeridos
para cada instrumento de calibración.

99
Unid * equipo Costo * equipo
Papelería 0.083 $ 3.33
Ident. Proceso 1.000 $ 10.00
Paños 0.167 $ 30.00
Hojas membrete 1.500 $ 191.10
Alcohol (ml) 2.083 $ 8.33
Finalmente se obtiene un valor estimado de los costos de insumos por instrumento
calibrados en el proceso de calibración de pesas es igual a $ 243.
7.4 Estudio de costos proceso de ingreso de equipos
7.4.1 Costos por mano de obra
Con base a la información suministrada por el área de contabilidad, la siguiente
tabla especifica los costos involucrados para la mano de obra del personal
encargado en el proceso de ingreso de equipos.
Salario Cesantías Int. Cesan Prima Vacaciones ARL AFP Salud CCF
$ 1.200.000 8,33% 12% 8,33% 4,17% 6,96% 12% 8,33% 8,33%
$ 99.960 $ 144.000 $ 99.960 $ 50.040 $ 83.520 $144.000 $ 99.960 $ 99.960
Con esta información se concluye que durante el mes el costo por mano de obra es
de $2.021.400 para 242 horas mensuales. La siguiente operación muestra el costo
de mano de obra por ingreso de un equipo por medio del tiempo estándar de este
proceso (17 minutos).
0,283 ℎ ∗ $ 2.021.400
242 ℎ
El resultado final es de $2.364 en promedio para el costo empleado en el ingreso
de un equipo.
7.4.2 Costos de energía
Para la ejecución de esta tarea, se observaron tres elementos eléctricos que se
requieren, se debe tomar en cuenta que el computador para este caso es de
escritorio y su consumo aumentará a 220 Watt.

100
Cantidad Consumo
(Watts/Unid) KW Horas Mes
Energía Mes (KWatts/mes)
% Energía mes Costo Mes
Luz 1 14 0,014 242 3,388 0,002 $ 813
Computador 1 220 0,15 242 36,3 0,017 $ 8.712
Impresora 1 150 0,22 242 53,24 0,026 $ 12.778
Realizando la suma de estos valores se obtiene un costo mensual de $24.742. La
siguiente operación muestra el costo energía durante el tiempo para el ingreso de
un equipo por medio del tiempo estándar de este proceso (17 minutos).
0,283 ℎ ∗ $ 24,742
242 ℎ
El resultado final es de $29 para el costo en energía eléctrica por equipo ingresado.
7.4.3 Costos de papelería e insumos
Con base a lo observado en el lugar de trabajo, se invertía en promedio de dos
horas a tres horas por día en actividades relacionadas netamente al ingreso de
equipos. Con los tiempos estándar, se asume un total de aproximadamente 10
equipos ingresados por día.
Para este último dato se estima que se gastan 13 etiquetas, teniendo en cuenta
aquellas que quedan mal y sea necesario corregirlas, dos paños para limpiar los
equipos y 20 mililitros de alcohol con 2.5 horas de uso del computador para este
objetivo y finalmente 4 hojas para el formato OTI, pues aunque sean 10 equipos a
ingresar, generalmente se trataban de tres a cuatro órdenes diarias, por lo tanto se
utilizaban 4 hojas de impresión y se estiman dos hojas extras para impresiones que
sean necesarias volver a ejecutar por algún error, para un total de 6 hojas utilizadas.
DIAS Cant/Día unid/mes Costo/unidad Costo mes
Papelería 25 6 150 $ 40 $ 6.000
Stickers 25 13 325 $ 20 $ 6.500
Iden. Proceso 25 10 250 $ 10 $ 2.500
Paños 25 3 75 $ 180 $ 13.500
Alcohol (ml) 25 30 750 $ 4 $ 3.000
Esfero 25 0.5 $ 1.500 $ 750

101
Para el mes se observa un costo total de $ 32.250, la siguiente operación permite
establecer el costo total por ingreso de acuerdo al número de ingresos por día.
$ 32,250 𝑚𝑒𝑠
25 𝑑𝑖𝑎𝑠/𝑚𝑒𝑠
10 𝑒𝑞𝑢𝑖𝑝𝑜𝑠/𝑑𝑖𝑎 = $ 129 por equipo ingresado
Por lo tanto, se tiene que, al día se gasta en promedio $ 129 en costos de papelería
e insumos para el proceso de ingreso de un equipo.
7.5 Estudio de costos proceso de facturación
7.5.1 Costos por mano de obra
Con base a la información suministrada por el área de contabilidad, la siguiente
tabla especifica los costos involucrados de la mano de obra para el personal
encargado en el proceso de facturación.
Salario Cesantías Int. Cesan Prima Vacaciones ARL AFP Salud CCF
$ 1.200.000 8,33% 12% 8,33% 4,17% 6,96% 12% 8,33% 8,33%
$ 99.960 $ 144.000 $ 99.960 $ 50.040 $ 83.520 $144.000 $ 99.960 $ 99.960
Con esta información se concluye que al mes el costo por mano de obra es de
$2.021.400 para 242 horas mensuales. La siguiente operación muestra el costo de
mano de facturar una venta por medio de su tiempo estándar (10 minutos).
0,166 ℎ ∗ $ 2,021,400
242 ℎ
El resultado final es de $ 1,392 para el costo de mano de obra en la elaboración de
una factura para cliente nuevo, si el cliente ya existe se estima que el costo promedio
se reduce a la mitad de este valor, es decir, $ 696 por factura.

102
7.5.2 Costos de energía
Al igual que en el proceso anterior, se observaron tres elementos eléctricos que se
requieren, para esta tarea el computador de uso también es de escritorio, por lo
tanto, su consumo aumentará a 220 Watt.
Cantidad Consumo
(Watts/Unid) KW Horas Mes
Energía Mes (KWatts/mes)
% Energía mes Costo Mes
Luz 1 14 0,014 242 3,388 0,002 $ 813
Computador 1 220 0,15 242 36,3 0,017 $ 8,712
Impresora 1 150 0,22 242 53,24 0,026 $ 12,778
Realizando la suma de estos valores se obtiene un costo mensual de $24.742. La
siguiente operación muestra el costo energía durante el tiempo para facturar una
venta por medio del tiempo estándar de este proceso (10 minutos).
0,166 ℎ ∗ $ 24,742
242 ℎ
El resultado final es de $17 para el costo en energía eléctrica por factura realizada
para un cliente nuevo, si el cliente ya existe, este valor se reduce a $9.
7.5.3 Costos de papelería e insumos
Al día, la persona encargada de la facturación realizaba un promedio de 4 o 5
facturas al día, cada factura se imprime dos veces, es decir se utilizan 10 hojas para
impresiones, la operaria encargada utilizaba hojas reciclables para imprimir
constancias de la empresa e imprimía en papel limpio las facturas que se
entregarían al cliente, por esta razón se reduce el costo de hoja a $ 30.
DIAS Cant/Dia unid/mes costo/unidad Costo mes
Papelería 25 10 250 $ 30 $ 7.500
Esfero 25 0,5 $ 1.500 $ 750
Para el mes se observa un costo total de $ 8.250, la siguiente operación permite
establecer el costo total por ingreso de acuerdo al número de ingresos por día.

103
$ 8,250 𝑚𝑒𝑠
25 𝑑𝑖𝑎𝑠/𝑚𝑒𝑠
5 𝑒𝑞𝑢𝑖𝑝𝑜𝑠/𝑑𝑖𝑎 = $ 66 por factura
Por lo tanto, se tiene que, al día se gastan $ 330 en costos de papelería e insumos,
es decir, que por factura en promedio se invierten $ 66.

104
8 CONCLUSIONES.
El estudio cumple satisfactoriamente con los objetivos propuestos al inicio
del proyecto, pues el conocimiento de los tiempos estándar para los procesos
solicitados por la organización se cumplió y se presentaron
satisfactoriamente con información real y técnicas ingenieriles que facilitaron
su ejecución y finalización.
Con base a los resultados en los tiempos estándar obtenidos en el estudio,
se puede concluir la capacidad de la empresa para un día normal de trabajo,
estas conclusiones se observan en la siguiente tabla:
PROCESO TIEMPO ESTANDAR (min)
No UNIDADES / DÍA
Humedad Relativa 70.55 6 puntos
Temperatura 63.24 7 puntos
Pesas 19.45 24 pesas
Ingresos 16.65 29 equipos
Facturación 4.95 97 facturas
Con base a la toma de tiempos y el análisis visual de cada lugar de trabajo,
se expusieron una serie de propuestas que mejorará el rendimiento de cada
uno de los procesos evaluados y permitirán mitigar métodos ineficientes y
aumentar la productividad de la organización, reduciendo desplazamientos,
creando herramientas que agilicen los procesos en tiempo y capacidad y
recomendaciones para aumentar la competencia del personal.
Es importante resaltar que, para la calibración de temperatura y humedad
relativa, el análisis de tiempos se enfoca para un ciclo completo, sin embargo,
se evidencia en el lugar de trabajo que, en los tiempos de estabilización de
cámaras, este tiempo el trabajador lo atribuye en actividades que están a su
alcance, como elaboración de certificados para equipos que ya terminaron
su proceso de calibración, alistamiento de otros equipos, limpieza y salida de
equipos, etc.
A partir del método de observación en los lugares de trabajo evaluados, se
concluye la gran importancia que tiene la ergonomía, como una buena
postura del cuerpo y un buen estado mental para un rendimiento mayor. El
desgaste físico es mayor cuando las posturas o los movimientos no son los
apropiados, por ejemplo, el mal levantamiento de pesas, sillas sin espaldar y
mala digitación no solo disminuye la productividad y la pérdida de tiempo,
sino que también puede provocar enfermedades futuras en la columna o
túnel del Carpio, cosas elementales que un trabajador debe conocer para un
cliente interno satisfecho y productivo está en una alta calidad de las
condiciones de trabajo.

105
De acuerdo al estudio de costos, la siguiente tabla muestra el costo promedio
total al mes y por unidad de cada una de los procesos evaluados:
PROCESO UNIDAD COSTO POR
UNIDAD COSTO
MENSUAL
Calibración humedad relativa Punto de calibración $ 10.229 $ 1.702.080
Calibración temperatura Punto de calibración $ 9.750 $ 1.709.180
Calibración de pesas Pesa calibrada $ 2.328 $ 1.673.965
Ingreso de equipos Equipo $ 1.475 $ 2.054.392
Facturación Factura $ 2.522 $ 2.078.392
Para estos costos, es importante aclarar que aproximadamente el 90% hace
parte del costo por mano de obra para los procesos de calibración, para el
proceso de ingreso y facturación, el 97 % hace parte de los costos por mano
de obra en los demás procesos del estudio.

106
9. Bibliografía
CRUELLES, Jose Agustin; Mejora de métodos y tiempos de fabricación. Alfaomega grupo editor, México, 2013.
MEYERS, Fred E. Estudios de Tiempos y Movimientos para la Manufactura Ágil. Prentice Hall, México, 2000.
CHASE, Richard; JACOBS, Robert; AQUILANO, Nicholas. Administración de operaciones producción y cadena de suministro. Mc Graw Hill, México, 2009.
ROJAS, Miguel D. Ingeniería administrativa. Ediciones de la U, Bogotá, 2017.
WEBSTER, Allen L. Estadística aplicada a los negocios y la economía. Mc Graw Hill, Bogotá, 2000.
GONZALEZ, Claudia L; TABORNA, Luis L. Propuesta para la estandarización de los procesos de producción de la empresa calzado giorginna. Tesis profesional. Pereira: Universidad tecnológica de Pereira, 2013.
URIBE MARÍN, Ricaardo; Costos para la toma de decisiones. Mc Graw Hill, Bogotá, 2011.
DÍAZ, Mara C.; PARRA Ramiro; LÓPEZ, Lina M. Presupuestos, enfoque para la planeación financiera. Editorial Pearson, Bogotá, 2012.
CENTRO ESPAÑOL DE METROLOGÍA. Vocabulario internacional de metrología (VIM), cuarta edición, Madrid, 2017.
Áreas de la metrología. Metas y metrólogos asociados (2006). [disponible en internet]: http://www.metas.com.mx/guiametas/La-Guia-MetAs-06-06-Clasificacion-areas-Metrologia.pdf
Cálculo del número de observaciones para la toma de tiempos. Ingeniería industrial online. [disponible en internet]: https://www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-

107
industrial/estudio-de-tiempos/c%C3%A1lculo-del-n%C3%BAmero-de-observaciones/
Introducción al estudio del trabajo. Organización internacional del trabajo. Cuarta edición.1996 [disponible en internet]: https://teacherke.files.wordpress.com/2010/09/introduccion-al-estudio-del-trabajo-oit.pdf
Organismo Nacional de Acreditación de Colombia. [disponible en internet]: https://onac.org.co/
Tarifas de energía de Codensa. [disponible en internet]: https://www.enel.com.co/es/personas/tarifas-energia-enel-codensa.html.
Metrología industrial: ajustar, verificar, calibrar. Blog Infaimon. [disponible en internet]: https://blog.infaimon.com/metrologia-industrial-ajustar-verificar-calibrar/