
ESTUDIO DEL EFECTO DE LA MEZCLA DE …
17
1 ESTUDIO DEL EFECTO DE LA MEZCLA DE POLICAPROLACTONA Y ALMIDÓN EN LAS PROPIEDADES DE BIODEGRADABILIDAD Y PERMEABILIDAD DE PELÍCULAS DE USO POTENCIAL EN LA ELABORACIÓN DE EMPAQUES DE ALIMENTOS Universidad de los Andes Ibeth Grattz Rodríguez Asesor: Felipe Salcedo Galán ___________________________________________________________________________________________ Resumen El creciente uso de empaques de alimentos fabricados a partir de polímeros sintéticos no biodegradables ha ocasionado que los vertederos de basura se saturen de desechos que no pueden ser reciclados. Por esta razón, la industria de empaques de alimentos está migrando hacia el uso de biopolímeros como el almidón y de polímeros sintéticos biodegradables como la policaprolactona. La policaprolactona presenta una baja permeabilidad al vapor de agua, pero es sumamente costosa; mientras que el almidón presenta una alta permeabilidad al vapor de agua, pero es muy económica y altamente biodegradable. Por esta razón, el presente proyecto busca producir películas de mezclas de policaprolactona/almidón que aprovechen las propiedades y los beneficios de los dos polímeros y puedan ser usados para la fabricación de empaques de alimentos. Se encuentra que es posible obtener películas de mezclas a unas concentraciones de 0%, 4% y 8% de almidón modificado, que presentan valores de permeabilidad al vapor de agua mayores a los de las películas de almidón no modificado. Se realizaron además pruebas de biodegradabilidad a las películas obtenidas encontrando resultados poco concluyentes debido al tiempo de experimentación. Finalmente, se encuentra que las bajas concentraciones de almidón en las películas se deben a la baja solubilidad de este en los solventes utilizados y a la separación de fases de la mezcla a nivel micro. 1. Introducción y planteamiento del problema El uso de empaques y recubrimientos en alimentos es elevado debido a la necesidad de preservar y aislar los productos de sustancias como el polvo, el agua, microorganismos y choques, que pueden deteriorar la calidad de un producto [1]. De igual manera, un empaque es uno de los factores más importantes a la hora de escoger entre diferentes bienes ofertados, esto se da debido a la creciente demanda de bienes de conveniencia, que sean fáciles de consumir en un periodo corto de tiempo [1]. Dado lo anterior, la fabricación de empaques comprende una amplia industria que utiliza diferentes materiales de acuerdo a la necesidad que se quiera satisfacer. La característica más importante que debe tener un empaque es la capacidad de actuar como barrera frente a las condiciones ambientales que reduzcan el periodo de vida útil de un producto, periodo en el cual el producto genera las mejores experiencias sensoriales en el consumidor [2]. Entre los materiales con los que se fabrica un empaque se encuentran polímeros sintéticos como el policloruro de vinilo (PVC), poliestireno (PS), polietileno (PE) y tereftalato de polietileno (PET), los cuales presentan propiedades mecánicas aptas para el fin mencionado, así como un costo relativamente bajo [3]. No obstante, el uso de estos materiales se ha venido incrementando aproximadamente en un 5%
Transcript of ESTUDIO DEL EFECTO DE LA MEZCLA DE …
1
ESTUDIO DEL EFECTO DE LA MEZCLA DE POLICAPROLACTONA Y ALMIDÓN EN LAS PROPIEDADES DE BIODEGRADABILIDAD Y PERMEABILIDAD DE PELÍCULAS DE USO POTENCIAL EN LA ELABORACIÓN DE EMPAQUES DE ALIMENTOS Universidad de los Andes Ibeth Grattz Rodríguez Asesor: Felipe Salcedo Galán ___________________________________________________________________________________________
Resumen El creciente uso de empaques de alimentos fabricados a partir de polímeros sintéticos no biodegradables ha ocasionado que los vertederos de basura se saturen de desechos que no pueden ser reciclados. Por esta razón, la industria de empaques de alimentos está migrando hacia el uso de biopolímeros como el almidón y de polímeros sintéticos biodegradables como la policaprolactona. La policaprolactona presenta una baja permeabilidad al vapor de agua, pero es sumamente costosa; mientras que el almidón presenta una alta permeabilidad al vapor de agua, pero es muy económica y altamente biodegradable. Por esta razón, el presente proyecto busca producir películas de mezclas de policaprolactona/almidón que aprovechen las propiedades y los beneficios de los dos polímeros y puedan ser usados para la fabricación de empaques de alimentos. Se encuentra que es posible obtener películas de mezclas a unas concentraciones de 0%, 4% y 8% de almidón modificado, que presentan valores de permeabilidad al vapor de agua mayores a los de las películas de almidón no modificado. Se realizaron además pruebas de biodegradabilidad a las películas obtenidas encontrando resultados poco concluyentes debido al tiempo de experimentación. Finalmente, se encuentra que las bajas concentraciones de almidón en las películas se deben a la baja solubilidad de este en los solventes utilizados y a la separación de fases de la mezcla a nivel micro.
1. Introducción y planteamiento del problema
El uso de empaques y recubrimientos en alimentos es elevado debido a la necesidad de preservar y aislar los productos de sustancias como el polvo, el agua, microorganismos y choques, que pueden deteriorar la calidad de un producto [1]. De igual manera, un empaque es uno de los factores más importantes a la hora de escoger entre diferentes bienes ofertados, esto se da debido a la creciente demanda de bienes de conveniencia, que sean fáciles de consumir en un periodo corto de tiempo [1]. Dado lo anterior, la fabricación de empaques comprende una amplia industria que utiliza
diferentes materiales de acuerdo a la necesidad que se quiera satisfacer. La característica más importante que debe tener un empaque es la capacidad de actuar como barrera frente a las condiciones ambientales que reduzcan el periodo de vida útil de un producto, periodo en el cual el producto genera las mejores experiencias sensoriales en el consumidor [2]. Entre los materiales con los que se fabrica un empaque se encuentran polímeros sintéticos como el policloruro de vinilo (PVC), poliestireno (PS), polietileno (PE) y tereftalato de polietileno (PET), los cuales presentan propiedades mecánicas aptas para el fin mencionado, así como un costo relativamente bajo [3]. No obstante, el uso de estos materiales se ha venido incrementando aproximadamente en un 5%
2
anual [3], lo cual genera una preocupación en términos ambientales pues estas sustancias no son biodegradables y la mayoría de estos materiales no pueden ser reciclados.
La Tabla 1 presenta diversos tipos de polímeros, la cantidad de desechos que se produce de cada uno y la cantidad total que puede ser reciclada.
Tabla 1. Cantidad de plástico de desecho generado en el año 2006 [4].
Resina Código Cantidad generada (miles de
toneladas en 2006)
Cantidad reciclada (miles de
toneladas en 2006)
Polietilen tereftalato 1 2860 540
Polietileno de alta densidad 2 5890 520
Cloruro de polivinilo 3 1640 0
Polietileno de baja densidad
4 6450 190
Polipropileno 5 4000 10
Poliestireno 6 2590 0
Otras resinas 7 5480 390
Como se puede observar, el creciente uso de empaques fabricados a partir de polímeros sintéticos se ha convertido en una problemática ambiental importante, pues es muy poco el porcentaje de material desechado que se puede recuperar. Dadas las desventajas que presentan los polímeros sintéticos, la industria de los empaques está migrando hacia otras alternativas como lo son el uso de biopolímeros o mezclas de polímeros con biopolímeros [5]. Las mezclas de estos materiales pueden reducir el tiempo de degradación de los plásticos, facilitar los procesos de reciclaje y reducir los costos de fabricación debido al bajo precio de los biopolímeros [5]. Es así como materiales a base de almidón, quitosano, kefirán y quitina están siendo requeridos y estudiados para el desarrollo de empaques más amigables con el ambiente y que conserven las propiedades de barrera necesarias para preservar los bienes de consumo. Sumado a lo anterior, existen otros polímeros no naturales que también presentan tiempos de biodegradación más cortos junto con propiedades mecánicas adecuadas para el fin requerido. Entre estos materiales se destaca la policaprolactona, pues presenta un periodo de biodegradabilidad adecuado para la implementación como
recubrimiento de alimentos, sumado a que es biocompatible y presenta buenas propiedades mecánicas y reológicas [6]. La policaprolactona es un polímero hidrofóbico, por lo que es apto para la fabricación de empaques de alimentos pues tiene buenas propiedades de barrera; no obstante, su precio de venta es elevado [7]. Por otro lado, el almidón es un biopolímero cristalino compuesto por moléculas de amilosa y amilopectina [8]. Este material es sumamente hidrofílico debido a la presencia de grupos hidroxilo en sus moléculas [9]. Adicionalmente, el almidón presenta un periodo de degradación inferior a un año debido a que se trata de materia orgánica, por lo que la mezcla con polímeros sintéticos puede lograr la obtención de un material que sea amigable con el medio ambiente y que se pueda usar como reemplazo para los polímeros sintéticos no biodegradables. Dado lo anterior, el almidón termoplástico puede ser mezclado con policaprolactona ya que la policaprolactona presenta mejores propiedades de barrera y mejora el carácter hidrofílico del almidón, característica que limita el desempeño de este polímero cuando está en presencia de agua [9]. El almidón por su parte, reduce el tiempo de degradación de la policaprolactona y disminuye el

3
costo de fabricación de las películas, pues es mucho más económico. La policaprolactona (PCL) presenta una temperatura de fusión Tm de 60°C [10], es soluble en solventes de polaridad baja Igualmente y presenta tiempos de degradación que oscilan entre los 2 a los 4 años [8]. Dado el carácter semicristalino de este material y a su temperatura de fusión por encima de la temperatura del ambiente, la policaprolactona presentará estructuras cristalinas a condiciones normales, haciendo que se pueda tornar de colores opacos dependiendo de los cambios de temperatura a los cuales sea expuesto. Basado en lo anterior, el presente proyecto busca estudiar el efecto que tiene la adición de almidón de maíz a la policaprolactona en términos de permeabilidad, biodegradabilidad y cambio en la estructura de las películas a obtener. Luego, se quiere comparar las diversas mezclas entre los dos polímeros con la finalidad de obtener una visión clara del efecto que tiene la adición de almidón a la PCL. Para esto se busca en primer lugar, la obtención de películas de los polímeros en diferentes composiciones. Seguido a esto, se realizan pruebas de permeabilidad al vapor de agua, biodegradabilidad en tierra de descomposición y pruebas de la estructura de cada película obtenida. Finalmente, se compararán los resultados obtenidos por medio de pruebas cualitativas y cuantitativas.
2. Objetivos
2.1. Objetivo general Elaborar películas para el potencial uso en empaques de alimentos de mezclas de policaprolactona/almidón, con valores de permeabilidad al vapor menores a las del almidón termoplástico y propiedades de biodegradabilidad similares a las de las películas de almidón.
2.2. Objetivos específicos
Elaborar películas de policaprolactona/almidón a diferentes concentraciones.
Estudiar el efecto que tiene la formulación de la mezcla en la morfología de las películas de policaprolactona/almidón.
Estudiar el efecto que tiene la formulación de la mezcla en la permeabilidad al vapor de agua de las películas de policaprolactona/almidón.
Estudiar el efecto que tiene la formulación de la mezcla en la biodegradabilidad de las películas de policaprolactona/almidón.
3. Materiales y métodos
3.1. Metodología para la obtención de películas de PCL/almidón
Para cumplir con el objetivo de este proyecto se plantearon diferentes composiciones de policaprolactona y almidón. Las composiciones que en principio se plantearon para este estudio se pueden observar en la Tabla 2.
Tabla 2. Composiciones de las mezclas de polímeros.
Muestra % másico
PCL % másico Almidón
1 100 0
2 60 40
3 50 50
4 40 60
5 0 100
A continuación, se elaboraron las películas de los polímeros mediante técnicas como Spin Coating o Solvent Casting. Spin Coating es una técnica que se basa en depositar una solución sobre la base plana

4
de un Spin Coater, la base de este equipo será acelerada rápidamente haciendo que la solución fluya radialmente por acción de la fuerza centrífuga producida por la rotación; de esta forma, se obtendrá una película delgada del polímero pues el solvente, que tiene un carácter volátil, se evaporará dejando únicamente el material que se quiere estudiar [11] [12]. Análogamente, Solvent Casting es una técnica que consiste en depositar una solución de un compuesto disuelto en una sustancia volátil sobre una superficie plana, como una caja de Petri, la solución se irá secando ya sea a temperatura ambiente o a temperaturas más altas mientras que el solvente se va evaporando y dejando una película del compuesto de interés [13]. Para obtener la solución de policaprolactona se utilizaron diferentes solventes de polaridad baja como lo son cloroformo y acetona, los cuales han presentado afinidad con la policaprolactona y pueden formar soluciones con esta según lo reportado en literatura [13]. Asimismo, se escogió como posible solvente al diclorometano debido a que es un compuesto cuya molécula es similar a la del cloroformo, pero presenta una polaridad un poco menor que este debido a la sustitución de dos moléculas de Cl por hidrógeno [14]. Las composiciones que se analizaron fueron 1%, 2%, 3%, 4% y 5% p/v. Inicialmente, se realizó la película de PCL en una composición del 100% hasta obtener una película uniforme y lo más translúcida posible, se utilizó un baño de 40°C para facilitar la disolución de los gránulos en el solvente [13]. Una vez obtenido el blanco, se elaboraron las mezclas de PCL y almidón de maíz en diferentes composiciones. Es importante tener en cuenta que el almidón de maíz tuvo que ser modificado pues presenta en su superficie numerosos grupos hidroxilo (–OH) que lo hacen formar puentes de hidrógeno con el agua dándole el carácter hidrofílico indeseado para la industria de empaques de alimentos [9]. Con el fin de modificar el almidón se realizó una reacción de acetilación de este con anhídrido acético. En esta reacción el anhídrido acético reacciona con los grupos hidroxilo del almidón
formando ésteres de almidón [15]. La reacción se realizó agregando aproximadamente 20 g de almidón en base seca en un balón de tres bocas, el cual se conectó a un condensador debido a la volatilidad del anhídrido acético, el balón se equipó también con un agitador magnético y una termocupla de modo que se pudiera controlar la temperatura de la reacción, la cual debía mantenerse aproximadamente a 123°C durante todo el experimento [16]. A continuación se agregaron 74 mL de anhídrido acético, seguido de 2.9 mL de una solución de hidróxido de sodio NaOH al 50% p/v, la reacción se mantuvo durante cinco horas y finalmente, la emulsión resultante se precipitó y se lavó repetidas veces con agua y una vez con etanol absoluto [16]. Para caracterizar el almidón obtenido de la reacción anterior se realizó un análisis FTIR con el fin de comparar la aparición de la banda del grupo carbonilo, presente únicamente en el almidón modificado. Con el fin de determinar un solvente adecuado para el almidón termoplástico modificado, fue necesario calcular el parámetro de solubilidad δ del material, esto con el fin de encontrar los solventes afines al almidón modificado. El parámetro de solubilidad de una sustancia se define en la ecuación (1) [17].
δ =∑ 𝐹𝑖
𝑉𝑖 (1)
Donde ∑ 𝐹𝑖 hace referencia a la contribución de cada grupo funcional del monómero a la solubilidad del material y 𝑉𝑖 hace referencia al volumen molar por monómero del material. Este volumen se calculó dividiendo el peso molecular del monómero entre la densidad del mismo [17]. La densidad del monómero se calculó de forma experimental [18].
3.2. Metodología para la realización de pruebas de permeabilidad al vapor de agua
Para determinar la permeabilidad al vapor de agua se realizó una prueba de transmisión de vapor de agua de los materiales de acuerdo a la norma ASTM
5
E-96 [19]. En esta prueba, cada película obtenida se ubicó como tapa de una celda de material impermeable al agua y resistente a la corrosión, como por ejemplo aluminio esmaltado o vidrio, dichas celdas se colocaron en una cámara de estabilidad con un flujo de aire a una velocidad de no más de 3.5 m/s en la cual se mantuvo la temperatura en un rango entre 21-25 °C, con un gradiente de humedad del 75% entre el exterior y el interior de la celda [2]. Al interior de cada celda se depositó gel de sílice previamente activado, el cual tiene función de desecante y aumenta su peso de acuerdo a la permeabilidad de cada muestra. A continuación, se sellaron las celdas con cada película de PCL/almidón modificado y se dejaron estabilizar durante dos horas, luego de esto se tomó el peso de las celdas cada hora durante las primeras siete horas y cada tres horas durante el tiempo siguiente hasta completar 24 horas de mediciones [2]. Finalmente, se calculó la permeabilidad al vapor de agua de acuerdo con la ecuación (2) [2].
𝑊𝑉𝑃 =(
𝑑𝑚𝑑𝑡
) ∗ (1𝐴
)
𝑆 ∗ ∆𝑅∗ 𝑑 (2)
En donde (𝑑𝑚
𝑑𝑡) hace referencia al cambio de masa
por unidad de tiempo de cada celda, A hace referencia al área de transferencia, S es la presión de saturación del vapor, ∆𝑅 es el gradiente de humedad y d hace referencia al espesor de cada película.
3.3. Metodología para analizar la morfología de cada película obtenida
Para realizar un análisis y una comparación entre las diferentes estructuras de cada película se utiliza un microscopio de barrido electrónico (SEM). En este procedimiento se tomó una muestra de la película a analizar y se le agregó una capa de oro con el fin de asegurar que el material fuera capaz de conducir la electricidad [20]. Posteriormente, se realizaron observaciones de cada muestra hasta obtener una visión clara de la estructura de cada
película obtenida y de las características físicas como porosidad y relieve de cada película. Esto se realizó con el fin de comparar cualitativamente los materiales obtenidos.
3.4. Metodología para el análisis de biodegradabilidad de cada película obtenida
Por último, para realizar un análisis de la biodegradabilidad de las muestras se encontró la cantidad de dióxido de carbono CO2 producida por los microorganismos presentes en una muestra de tierra de descomposición. Para esto, se realizó un montaje depositando una porción de una porción de la película a analizar en un desecador con aproximadamente 100 g de tierra. A continuación, se agregó al montaje un beaker con hidróxido de potasio (KOH) 0.5 M y un beaker con agua destilada, la cual proporciona un ambiente húmedo durante todo el experimento. El KOH cumple la función de reaccionar con el oxígeno producido por los microorganismos para formar carbonato de potasio (K2CO3), el carbonato de potasio formado se tituló con ácido clorhídrico (HCL) 0.05 M con el fin de obtener la cantidad de dióxido de carbono producido y con esto, el grado de biodegradación de cada muestra [21] [22]. El porcentaje de biodegradación de cada película se calculó de acuerdo a la ecuación (3); las reacciones que se producen al interior del desecador se describen en las ecuaciones (4) y (5) [21].
% 𝑏𝑖𝑜𝑑𝑒𝑔𝑟𝑎𝑑𝑎𝑐𝑖ó𝑛 =𝐶𝑂2 𝑝𝑟𝑜𝑑𝑢𝑐𝑖𝑑𝑜
𝐶𝑂2 𝑡𝑒ó𝑟𝑖𝑐𝑜∗ 100 (3)
2𝐾𝑂𝐻 + 𝐶𝑂2 → 𝐾2𝐶𝑂3 + 𝐻2𝑂 (4) 𝐾𝑂𝐻 + 𝐻𝐶𝑙 → 𝐾𝐶𝑙 + 𝐻2𝑂 (5)
4. Resultados y discusión
4.1. Soluciones de PCL en cloroformo
El primer método utilizado para la producción de películas de PCL fue Spin Coating. En este caso, la

6
solución fue depositada al interior de un Spin Coater, al cual se le ajustó una velocidad de rotación de 500 rpm [11]. Se observó que la fuerza centrífuga del equipo hizo mover la solución en dirección radial hacia las paredes del recipiente contenedor. Por este motivo, las pérdidas de masa fueron significativas y el espesor final de las películas obtenidas no permitió la extracción de las mismas sin causar daño físico al material. Dado lo anterior, se descartó este procedimiento experimental y se procedió a realizar las películas utilizando la técnica Solvent Casting a temperatura ambiente (aproximadamente 19°C) con flujo de aire constante. Igualmente, para el caso del experimento de PCL a una concentración del 1% p/v, la película que se obtuvo no se pudo extraer del recipiente contenedor sin causar un rompimiento físico. Por esta razón, se estableció que esta baja concentración no permite cumplir con los objetivos del presente estudio y por lo tanto fue descartada.
Al realizar las películas utilizando cloroformo como solvente a las diferentes composiciones planteadas se encontró que a medida que se aumenta la concentración de PCL, la película se va volviendo más opaca. Esto puede deberse a que cuando el polímero está en solución, las cadenas poliméricas se encuentran enredadas y desorganizadas y a medida que el solvente se va evaporando, las cadenas se van ordenando lentamente [23]. De esta forma, dado el carácter semicristalino de la PCL [8] [24], las cadenas formarán estructuras cristalinas, dando lugar a películas menos translúcidas. La Figura 1 muestra el resultado de las películas obtenidas cuando se usa cloroformo como solvente. La concentración de 2% p/v dio lugar a un material translúcido y uniforme. Por el contrario, a concentraciones de 5% p/v la uniformidad de la película disminuye y su color se vuelve menos atractivo para la aplicación en empaques de alimentos.
Figura 1. Películas de PCL en cloroformo a composiciones p/v de a) 2%, b) 3%, c) 4%, d) 4.5%, e) 5%.

7
4.2. Soluciones de PCL en acetona Al disolver policaprolactona en acetona, se obtuvieron películas de aspecto totalmente blanco, fragmentado y nada uniforme. La solución en estado líquido presenta una coloración transparente. Pese a esto, una vez que el solvente se ha evaporado completamente, la película del polímero se torna de un color blanco. Debido a la
coloración y a la estructura de la película obtenida al utilizar acetona, este solvente fue descartado ya que no permite el potencial desarrollo de empaques aptos para la industria de alimentos. En la Figura 2 se observan las películas obtenidas usando acetona como solvente a una concentración del 2% y 3% p/v.
Figura 2. Películas de PCL en acetona a composiciones p/v de a) 2%, b) 3%.
4.3. Soluciones de PCL en diclorometano Al utilizar diclorometano como solvente para la policaprolactona, se obtuvo una solución completamente transparente y aparentemente uniforme a la vista. Sin embargo, una vez el solvente se evaporó, la película resultante mostró trazas de polímero no disuelto, lo cual se refleja en la poca uniformidad del resultado.
En la Figura 3 se muestra el resultado de las películas obtenidas a una concentración de 2% y de 3% p/v. Pese a que la solución se realizó con ayuda de un baño de agua a 40°C, el polímero no se pudo disolver completamente. Luego, este solvente también fue descartado para la fabricación de películas que puedan tener un potencial uso en la industria de empaques de alimentos.
Figura 3. Películas de PCL en diclorometano a composiciones p/v de a) 2%, b) 3%.
8
Luego de observar el efecto que tiene la composición del polímero y el solvente utilizado se encontró que la obtención de películas de policaprolactona se ve favorecida por el uso de solventes de polaridad baja, específicamente por el uso de cloroformo. Adicionalmente, se encontró que a concentraciones del 2% se pueden obtener películas translúcidas y uniformes que pueden ser más atractivas para ser usadas potencialmente como empaques, y que puedan reemplazar a los plásticos sintéticos.
4.4. Acetilación del almidón y cálculo del parámetro de solubilidad
Se observó que a medida que la reacción avanza, se va formando una emulsión blanca, turbia y viscosa,
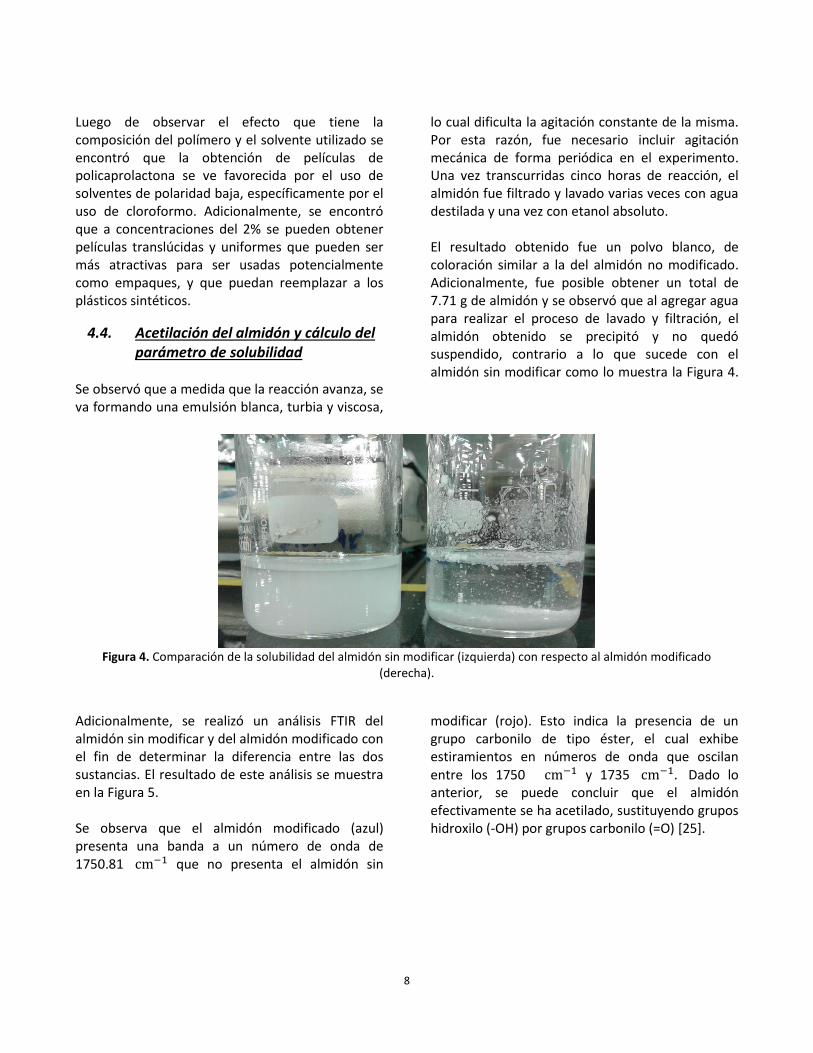
lo cual dificulta la agitación constante de la misma. Por esta razón, fue necesario incluir agitación mecánica de forma periódica en el experimento. Una vez transcurridas cinco horas de reacción, el almidón fue filtrado y lavado varias veces con agua destilada y una vez con etanol absoluto. El resultado obtenido fue un polvo blanco, de coloración similar a la del almidón no modificado. Adicionalmente, fue posible obtener un total de 7.71 g de almidón y se observó que al agregar agua para realizar el proceso de lavado y filtración, el almidón obtenido se precipitó y no quedó suspendido, contrario a lo que sucede con el almidón sin modificar como lo muestra la Figura 4.
Figura 4. Comparación de la solubilidad del almidón sin modificar (izquierda) con respecto al almidón modificado
(derecha).
Adicionalmente, se realizó un análisis FTIR del almidón sin modificar y del almidón modificado con el fin de determinar la diferencia entre las dos sustancias. El resultado de este análisis se muestra en la Figura 5. Se observa que el almidón modificado (azul) presenta una banda a un número de onda de 1750.81 cm−1 que no presenta el almidón sin
modificar (rojo). Esto indica la presencia de un grupo carbonilo de tipo éster, el cual exhibe estiramientos en números de onda que oscilan entre los 1750 cm−1 y 1735 cm−1. Dado lo anterior, se puede concluir que el almidón efectivamente se ha acetilado, sustituyendo grupos hidroxilo (-OH) por grupos carbonilo (=O) [25].

9
Figura 5. Resultado del análisis FTIR del almidón modificado (azul) y sin modificar (rojo).
Una vez se obtuvo el almidón modificado, se calculó el parámetro de solubilidad δ del mismo con el fin de encontrar un solvente adecuado para realizar las películas. La información obtenida a partir de este procedimiento se sintetiza en la Tabla 3. Para calcular el parámetro de solubilidad δ del
almidón modificado se asumió que la acetilación ocurrió en los tres grupos hidroxilo presentes en la molécula de monómero de almidón.
Tabla 3. Parámetro de solubilidad del almidón modificado.
Ρ literatura(g/mL) [18]
Ρ calculada (g/mL)
PM (g/mol)
V (cm3/mol)
F δ
(Mpa)1/2
1,38 - 1,51 1,3165 312 236,99 4059 17,13
A partir de este resultado se encontró que los solventes que posiblemente son afines al almidón modificado son el tolueno, benceno, cloroformo, clorobenceno y acetona, cuyos δ varían en un
rango entre 17.8 MPa1
2 a 20.1 MPa1
2 [17]. Por esta
razón, se disolvieron 0.05 g de almidón en 10 mL de cada solvente y observó la homogeneidad de las soluciones obtenidas, los resultados del experimento se muestran en la Tabla 4.
Tabla 4. Evaluación de solventes aparentemente afines al almidón modificado.
Solvente δ
(Mpa)1/2 [17] Resultado
Cloroformo 19 Disuelve
Benceno 18,6 Disuelve
Acetona 20,1 No disuelve
Clorobenceno 19,6 Disuelve
Tolueno 18,2 Disuelve
parcialmente
10
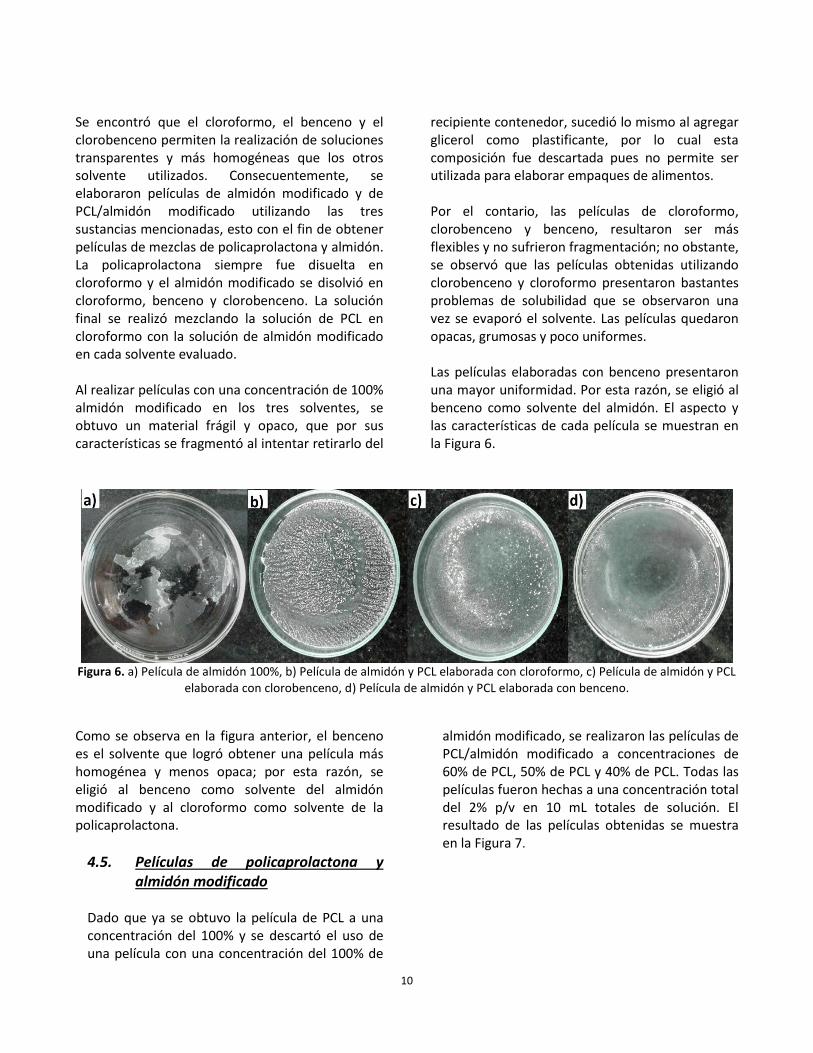
Se encontró que el cloroformo, el benceno y el clorobenceno permiten la realización de soluciones transparentes y más homogéneas que los otros solvente utilizados. Consecuentemente, se elaboraron películas de almidón modificado y de PCL/almidón modificado utilizando las tres sustancias mencionadas, esto con el fin de obtener películas de mezclas de policaprolactona y almidón. La policaprolactona siempre fue disuelta en cloroformo y el almidón modificado se disolvió en cloroformo, benceno y clorobenceno. La solución final se realizó mezclando la solución de PCL en cloroformo con la solución de almidón modificado en cada solvente evaluado. Al realizar películas con una concentración de 100% almidón modificado en los tres solventes, se obtuvo un material frágil y opaco, que por sus características se fragmentó al intentar retirarlo del
recipiente contenedor, sucedió lo mismo al agregar glicerol como plastificante, por lo cual esta composición fue descartada pues no permite ser utilizada para elaborar empaques de alimentos. Por el contario, las películas de cloroformo, clorobenceno y benceno, resultaron ser más flexibles y no sufrieron fragmentación; no obstante, se observó que las películas obtenidas utilizando clorobenceno y cloroformo presentaron bastantes problemas de solubilidad que se observaron una vez se evaporó el solvente. Las películas quedaron opacas, grumosas y poco uniformes. Las películas elaboradas con benceno presentaron una mayor uniformidad. Por esta razón, se eligió al benceno como solvente del almidón. El aspecto y las características de cada película se muestran en la Figura 6.
Figura 6. a) Película de almidón 100%, b) Película de almidón y PCL elaborada con cloroformo, c) Película de almidón y PCL
elaborada con clorobenceno, d) Película de almidón y PCL elaborada con benceno.
Como se observa en la figura anterior, el benceno es el solvente que logró obtener una película más homogénea y menos opaca; por esta razón, se eligió al benceno como solvente del almidón modificado y al cloroformo como solvente de la policaprolactona.
4.5. Películas de policaprolactona y almidón modificado
Dado que ya se obtuvo la película de PCL a una concentración del 100% y se descartó el uso de una película con una concentración del 100% de
almidón modificado, se realizaron las películas de PCL/almidón modificado a concentraciones de 60% de PCL, 50% de PCL y 40% de PCL. Todas las películas fueron hechas a una concentración total del 2% p/v en 10 mL totales de solución. El resultado de las películas obtenidas se muestra en la Figura 7.

11
Figura 7. a) Película 40% PCL, b) Película 50% PCL, c) Película 60% PCL.
Se observó que a concentraciones tan altas de almidón se presentan problemas de solubilidad, pues el benceno se satura rápidamente de almidón y gran parte de este queda suspendido en la solución, más no disuelto. Por este motivo, fue necesario realizar películas con concentraciones de almidón modificado menores, de forma que fuera posible obtener un material lo más homogéneo y translúcido posible. En este orden de ideas, se realizaron películas con concentraciones de almidón modificado del 0%, 4%
y 8%, pues se pudo ver mediante experimentación que al superar una concentración del 10%, las películas presentaban el mismo fenómeno observado en la Figura 7. El resultado de las películas de PCL/almidón modificado se puede observar en la Figura 8. En esta figura se observa que a medida que la concentración de almidón modificado aumenta, la película se va tornando menos uniforme y un poco más grumosa.
Figura 8. a) Película 0% almidón modificado, b) Película 4% almidón modificado, c) Película 8% almidón modificado.
12
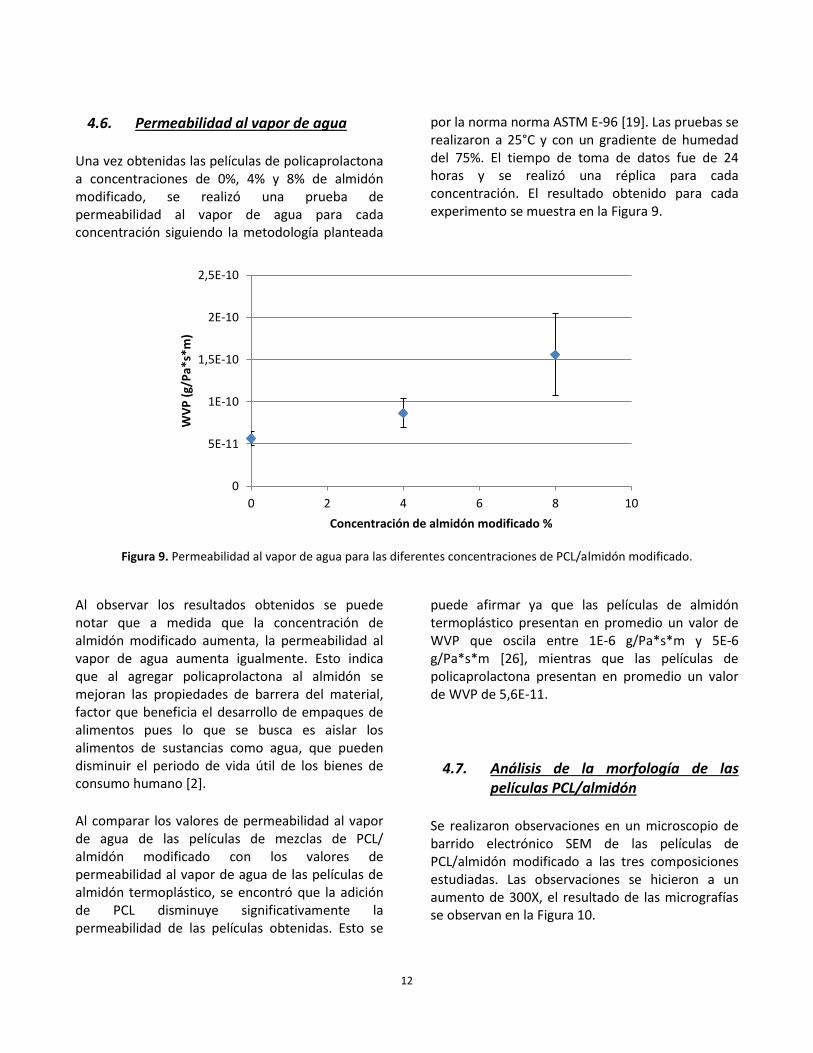
4.6. Permeabilidad al vapor de agua Una vez obtenidas las películas de policaprolactona a concentraciones de 0%, 4% y 8% de almidón modificado, se realizó una prueba de permeabilidad al vapor de agua para cada concentración siguiendo la metodología planteada
por la norma norma ASTM E-96 [19]. Las pruebas se realizaron a 25°C y con un gradiente de humedad del 75%. El tiempo de toma de datos fue de 24 horas y se realizó una réplica para cada concentración. El resultado obtenido para cada experimento se muestra en la Figura 9.
Figura 9. Permeabilidad al vapor de agua para las diferentes concentraciones de PCL/almidón modificado.
Al observar los resultados obtenidos se puede notar que a medida que la concentración de almidón modificado aumenta, la permeabilidad al vapor de agua aumenta igualmente. Esto indica que al agregar policaprolactona al almidón se mejoran las propiedades de barrera del material, factor que beneficia el desarrollo de empaques de alimentos pues lo que se busca es aislar los alimentos de sustancias como agua, que pueden disminuir el periodo de vida útil de los bienes de consumo humano [2].
Al comparar los valores de permeabilidad al vapor de agua de las películas de mezclas de PCL/ almidón modificado con los valores de permeabilidad al vapor de agua de las películas de almidón termoplástico, se encontró que la adición de PCL disminuye significativamente la permeabilidad de las películas obtenidas. Esto se
puede afirmar ya que las películas de almidón termoplástico presentan en promedio un valor de WVP que oscila entre 1E-6 g/Pa*s*m y 5E-6 g/Pa*s*m [26], mientras que las películas de policaprolactona presentan en promedio un valor de WVP de 5,6E-11.
4.7. Análisis de la morfología de las
películas PCL/almidón Se realizaron observaciones en un microscopio de barrido electrónico SEM de las películas de PCL/almidón modificado a las tres composiciones estudiadas. Las observaciones se hicieron a un aumento de 300X, el resultado de las micrografías se observan en la Figura 10.
0
5E-11
1E-10
1,5E-10
2E-10
2,5E-10
0 2 4 6 8 10
WV
P (
g/P
a*s*
m)
Concentración de almidón modificado %

13
Figura 10. Micrografía de a) 0% de almidón, b) 4% de almidón, c) 8% de almidón.
A partir de las micrografías obtenidas se encontró que a medida que se aumenta la concentración de almidón modificado en la película, este se va aglomerando y formando grumos que impiden que la película se forme de manera homogénea. Es así como al aumentar la concentración de almidón en la formulación, se empieza a observar una separación de las fases a nivel micro. A su vez, se encontró que el aumento de la concentración de almidón hace que la película empiece a presentar poros, lo cual influye en el aumento de la permeabilidad al vapor de agua de las películas a mayores concentraciones. Es así como se puede afirmar que la baja solubilidad del almidón modificado hace que con poca cantidad de solvente, las películas presenten problemas para ser usadas como posibles empaques de alimentos; pues la aglomeración del almidón impide que se puedan tener películas con mayores concentraciones de almidón, que mejoren las propiedades de biodegradabilidad de la policaprolactona.
4.8. Pruebas de biodegradabilidad de las películas
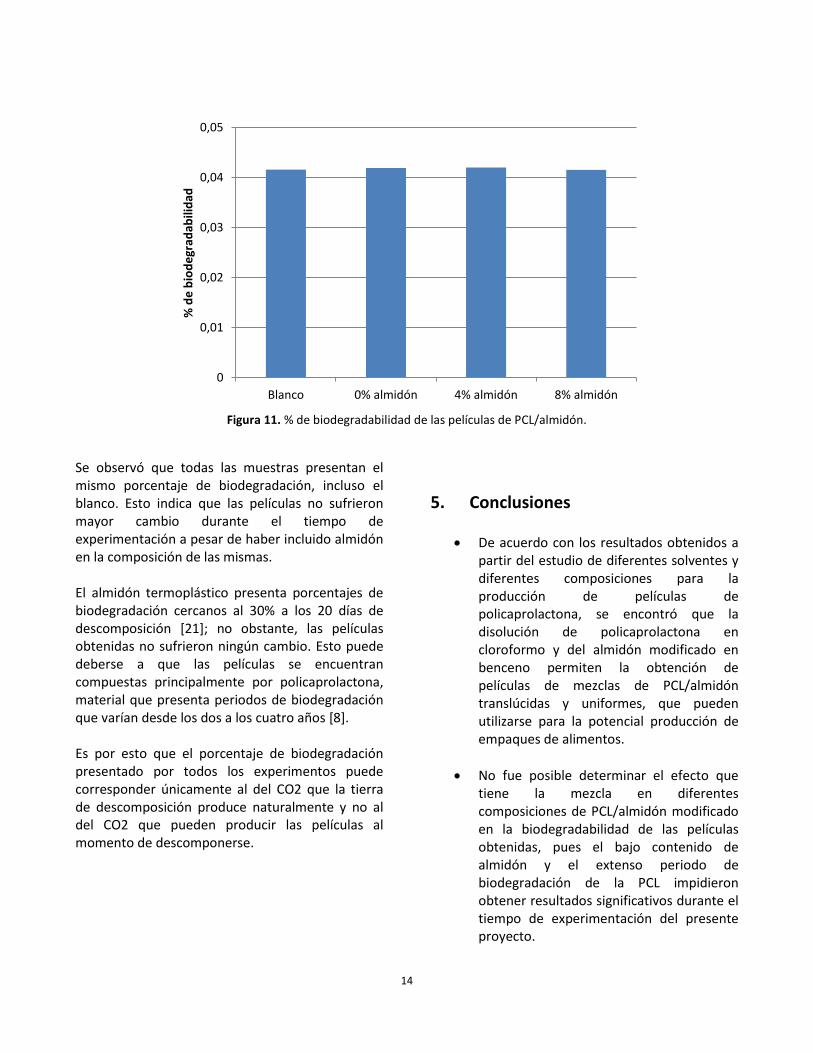
Se realizó el montaje descrito en la metodología para evaluar el porcentaje de biodegradabilidad de las películas obtenidas. La cantidad de suelo depositada al interior de cada desecador fue de 150 g, con una humedad del 44% y un pH de 6.717. Igualmente, la tierra fue mezclada con cáscaras de fruta y residuos orgánicos para obtener tierra de descomposición. El montaje experimental se realizó durante un periodo de tres semanas. Igualmente, se agregó un blanco al experimento con el fin de determinar el porcentaje de biodegradación de la tierra de descomposición. En el blanco no fue puesta ninguna película de PCL/almidón. Al finalizar la tercera semana se tituló cada beaker con una solución de HCl 0.05 M y se evaluó la cantidad de KOH presente y la cantidad de CO2 producida de acuerdo a las ecuaciones 4 y 5. Los resultados del porcentaje de biodegradabilidad de las películas, de acuerdo a la cantidad de CO2 producida se muestran en la Figura 11.
14
Figura 11. % de biodegradabilidad de las películas de PCL/almidón.
Se observó que todas las muestras presentan el mismo porcentaje de biodegradación, incluso el blanco. Esto indica que las películas no sufrieron mayor cambio durante el tiempo de experimentación a pesar de haber incluido almidón en la composición de las mismas. El almidón termoplástico presenta porcentajes de biodegradación cercanos al 30% a los 20 días de descomposición [21]; no obstante, las películas obtenidas no sufrieron ningún cambio. Esto puede deberse a que las películas se encuentran compuestas principalmente por policaprolactona, material que presenta periodos de biodegradación que varían desde los dos a los cuatro años [8]. Es por esto que el porcentaje de biodegradación presentado por todos los experimentos puede corresponder únicamente al del CO2 que la tierra de descomposición produce naturalmente y no al del CO2 que pueden producir las películas al momento de descomponerse.
5. Conclusiones
De acuerdo con los resultados obtenidos a partir del estudio de diferentes solventes y diferentes composiciones para la producción de películas de policaprolactona, se encontró que la disolución de policaprolactona en cloroformo y del almidón modificado en benceno permiten la obtención de películas de mezclas de PCL/almidón translúcidas y uniformes, que pueden utilizarse para la potencial producción de empaques de alimentos.
No fue posible determinar el efecto que tiene la mezcla en diferentes composiciones de PCL/almidón modificado en la biodegradabilidad de las películas obtenidas, pues el bajo contenido de almidón y el extenso periodo de biodegradación de la PCL impidieron obtener resultados significativos durante el tiempo de experimentación del presente proyecto.
0
0,01
0,02
0,03
0,04
0,05
Blanco 0% almidón 4% almidón 8% almidón
% d
e b
iod
egr
adab
ilid
ad
15
Se obtuvieron películas de mezclas de PCL/almidón modificado con valores de permeabilidad al vapor de agua menores a los de las películas de almidón termoplástico, indicando que la adición de PCL mejora las propiedades de barrera de las películas de almidón.
Fue posible modificar el almidón de forma que este pudiera ser hidrofóbico y pudiera ser disuelto en solventes orgánicos afines a la policaprolactona para obtener películas con una concentración máxima de almidón del 10%. Asimismo, se encontró que las bajas concentraciones de almidón modificado en las películas obtenidas se deben a la baja solubilidad de esta sustancia en los solventes orgánicos. Por esta razón, si se quiere aumentar la composición de almidón modificado en las películas sería necesario hacer uso de grandes cantidades de benceno. Lo anterior no es recomendable, pues el benceno es una sustancia altamente tóxica, que no se recomienda para el uso en la producción industrial de bienes de uso cotidiano como son los empaques de alimentos.
Igualmente, se encontró que a medida que la concentración de almidón modificado en las películas aumenta, estas sufren separación de fases a nivel micro, debido a la aglomeración de partículas de almidón que no pueden ser disueltas por el solvente.
6. Referencias
[1] G. Robertson, Food Packaging: Principles and Practice, Boca Ratón: Taylor & Francis Group, 2013.
[2] A. M. Vaca, Estudio del efecto de las
variables de formulación y del proceso de plastificación en las propiedades de barrera y mecánicas de películas a base de kefirán y de su efectividad como recubrimientos protectores al ambiente para frutas, Bogotá D. C. : Universidad de los Andes, 2014.
[3] M. Dalla Rosa, P. Rocculi, S. Romani y V. Siracusa, «Biodegradable polymers for food packaging: a review,» Trends in Food Science & Technology, vol. 19, pp. 634 - 643, 2008.
[4] B. Bugusu y K. Marsh, «Food Packaging - Roles, materials and Environmental Issues,» Journal of Food and Science, vol. 72, nº 3, pp. 39 - 55, 2007.
[5] J. Han, Innovations in Food Packaging, Oxford: Elsevier, 2005.
[6] V. Fuster, J. Lagaron, A. Martínez-Abad, M. Ocio y G. Sánchez, «Antibacterial performance of solvent cast polycaprolactonce (PCL) films containing essential oils,» Food Control, vol. 34, pp. 214 - 220, 2013.
[7] Sigma Aldrich, «Sigma Aldrich: Polycaprolactone,» 2015. [En línea]. Available: http://www.sigmaaldrich.com/catalog/search?term=polycaprolactone&interface=All&N=0&mode=match%20partialmax&lang=en®ion=CO&focus=product. [Último acceso: 16 Noviembre 2015].
[8] S. Ali Akbari Ghavimi, N. Azuan Abu Osman, M. Ebrahimzadeh y M. Solati- Hashjin, «Polycaprolactone/starch composite: Fabrication, structure, properties, and applications,» Journal of Biomedical Materials Research part A, vol. 103A, pp. 2482 - 2498, 2015.
[9] A. R. Cerón, «El problema de la hidrofilicidad en los materiales plásticos derivados del almidón,» Biotecnología en

16
el sector agropecuario y agroindustrial, nº 2, pp. 41- 48, 2013.
[10] Sigma Aldrich, Material Sfety Datasheet: Polycaprolactone, Sigma Aldrich, 2015.
[11] D. Hall, P. Underhill y J. Torkelson, «Spin Coating of Thin and Ultrathin Polymer Films,» Polymer Engineering and Science, vol. 38, nº 2, pp. 2039-2045, Diciembre 1998.
[12] A. Gaur y D. Rana, «Development of Spin Coating System Based on AC Universal Motor for Deposition of Polymer Films,» Columbia Iternational Publishing, vol. 2, nº 1, pp. 1 - 8, 2014.
[13] R. Black , J. Curran, J. Hunt, N. Rhodes, Z. Tang y D. Williams, «Surface Properties and Biocompatibility of Solvent-Cast Poly[e-Caprolactone] films,» Biomaterials, vol. 25, pp. 1741-1748, 2004.
[14] Sigma-Aldrich Co., «Sigma Aldrich, Methylene Chloride,» 2015. [En línea]. Available: http://www.sigmaaldrich.com/catalog/search?term=Methylene+chloride&interface=Product%20Name&N=0+&mode=mode%20matchpartialmax&lang=en®ion=CO&focus=productN=0%20220003048%20219853286%20219853093. [Último acceso: 2015 Septiembre 10].
[15] G. Arámbula, L. Bello, R. González, D. Guerra y J. Solorza, «Efecto del tiempo de reacción en la acetilación del almidón de plátano,» Revista Mexicana de Ingeniería Química, vol. 7, nº 3, pp. 283 - 291, 2008.
[16] A. Mark y C. Mehltretter, «Facile Preparation of Starch Triacetates,» International Journal for Research, Processing and Use of Carbohydrates and their Derivatives, vol. 24, nº 3, pp. 73 - 76, 1972.
[17] J. Fried, Polymer Science and Technology, New Jersey: Prentice Hall, 1995.
[18] A. Bawa, C. Raina, D. Saxena y S. Singh, Some Characteristics of Acetylated Cross-linked and Dual Modified Indian Rice Starches, Sagrur: S. L. Institute of Engineering and Technology, 2006.
[19] ASTM International, Standard Test Methods for Water Vapor Transmission of Materials, Estados Unidos: ASTM, 1995.
[20] H. Castro, M. De Oliveira, M. Farina, R. González, Ó. Ledea y A. Linhares, «Aplicación de la Microscopís Electrónica de Barrido en la Caracterización de la Poliapatita,» Revista CENIC, vol. 41, pp. 1 - 6, 2010.
[21] P. A. Rodríguez, Caracterización de la morfología y análisis de la biodegradabilidad del almidón termoplástico (TPS) reforzado con arcilla, Bogotá D. C.: Universidad de los Andes, 2013.
[22] Instituto Ecuatoriano de Normalización, Método de ensayo para determinar la biodegradación aeróbica en el suelo de los materiales plásticos o de materiales pláticos residuales después de compostaje, Quito: Instituto Ecuatoriano de Normalización, 2012.
[23] G. Robertson, Food Packaging: Principles and Practice, New York: Marcel Dekker, 1993.
[24] V. Balsamo, L. Gouveia, L. Herrera, E. Laredo y B. Méndez, «Miscibilidad en mezclas de poli(estireno-co-anhídrido maléico) y poli(e-caprolactona)(SMA/PCL),» Revista Latinoamericana de Metalurgia y Materiales, vol. 24, nº 1, pp. 17-30, 2004.
[25] University of California, «Table of IR

17
Absorptions,» s. f. . [En línea]. Available: http://www.chem.ucla.edu/~webspectra/irtable.html.
[26] C. Lara Restrepo, Gelatinization and Retrogradation Phenomena in Starch/Glycerol/Water/Montmorillonite Composites, Bogotá: Universidad de los Andes, 2015.
[27] C. Babac y H. Yavuz, «Preparation and Biodegradation of Starch/Polycaprolactone Films,» Journal of Polymers and the Environment, vol. 11, nº 3, pp. 107-113, Julio 2003.
[28] S. Alavi, N. Kalarikkal, K. Sandeep, S. Thomas, J. Varghese y S. Yaragalla, Polymers for Packaging Applications,
Boca Ratón: CRC Press, 2015.
[29] Sigma-Aldrich Co., «Sigma Aldrich, Acetone,» 2015. [En línea]. Available: https://www.sigmaaldrich.com/catalog/search?term=acetone&interface=All&N=0&mode=match%20partialmax&lang=en®ion=CO&focus=product. [Último acceso: 10 Septiembre 2015].


















