ESTUDIO DEL TRABAJO EN LA SECCIÓN DE SOLDADURA DE LA ...
152
ESTUDIO DEL TRABAJO EN LA SECCIÓN DE SOLDADURA DE LA EMPRESA DAMIS S.A. MARÍA VANESSA MARMOLEJO VÉLEZ UNIVERSIDAD AUTONOMA DE OCCIDENTE FACULTAD DE INGENIERÍA DEPARTAMENTO DE OPERACIONES Y SISTEMAS PROGRAMA INGENIERÍA INDUSTRIAL SANTIAGO DE CALI 2010
Transcript of ESTUDIO DEL TRABAJO EN LA SECCIÓN DE SOLDADURA DE LA ...

ESTUDIO DEL TRABAJO EN LA SECCIÓN DE SOLDADURA DE LA EMPRESA DAMIS S.A.
MARÍA VANESSA MARMOLEJO VÉLEZ
UNIVERSIDAD AUTONOMA DE OCCIDENTE FACULTAD DE INGENIERÍA
DEPARTAMENTO DE OPERACIONES Y SISTEMAS PROGRAMA INGENIERÍA INDUSTRIAL
SANTIAGO DE CALI 2010
ESTUDIO DEL TRABAJO EN LA SECCIÓN DE SOLDADURA DE LA EMPRESA DAMIS S.A.
MARÍA VANESSA MARMOLEJO VÉLEZ
Proyecto de grado para optar al título de Ingeniera Industrial
Director LUIS ALBERTO GARCÍA
Ingeniero Industrial
UNIVERSIDAD AUTONOMA DE OCCIDENTE FACULTAD DE INGENIERÍA
DEPARTAMENTO DE OPERACIONES Y SISTEMAS PROGRAMA INGENIERÍA INDUSTRIAL
SANTIAGO DE CALI 2010
3
Nota de Aceptación: Aprobado por el Comité de Grado en cumplimiento de los requisitos exigidos por la Universidad Autónoma de Occidente, para optar al título de Ingeniera Industrial
ALEJANDRO SILVA
Jurado JORGE ALBERTO CALPA
Jurado
Santiago de Cali, Febrero 20 de 2010.

4
Dedicado a las tres personas más importantes en mi vida y que siempre estuvie-ron allí cuando las necesite: mis padres y mi hermano, gracias a su esfuerzo, ani-mo, cariño y perseverancia salí a delante con este proyecto.

5
AGRADECIMIENTOS
A Dios por permitirme estar aquí, a mis Padres y hermano por brindarme la opor-tunidad de ser una mejor persona, a James por su compañía y apoyo incondicio-nal y a quien lee este proyecto por interesarse en mi trabajo.

6
CONTENIDO
Pág. GLOSARIO 16 RESUMEN 20 INTRODUCCIÓN 21 1. OBJETIVOS 22 1.1 OBJETIVOS GENERALES 22 1.2 OBJETIVOS ESPECÍFICOS 22 2. EMPRESA 23 2.1 MISIÓN 23 2.2 VISIÓN 23 2.3 POLÍTICA DE CALIDAD 23 2.4 DESCRIPCIÓN DE LA EMPRESA 23 3. ANTECEDENTES 24 3.1 RESEÑA HISTÓRICA 24 4. MARCO TEÓRICO 26 4.1 ESTUDIO DEL TRABAJO 26 4.2 ESTUDIO DE MÉTODOS 26 4.3 MEDICIÓN DEL TRABAJO 27 4.4 ESTUDIO DE TIEMPOS CON CRONOMETRO 27 5. ENFOQUE DEL ESTUDIO DEL TRABAJO 29 5.1 PROCEDIMIENTO BASICO PARA EL ESTUDIO DE MÉTODOS 29

7
5.2 HERRAMIENTAS UTILIZADAS PARA EL MEJORAMIENTO DEL 40 PROCESO PRODUCTIVO. 6. MÉTODOS Y MOVIMIENTOS EN EL LUGAR DE TRABAJO 57
7. ESTUDIO DE TIEMPOS 67 7.1 FACTORES QUE INFLUYEN EN EL RITMO TIPO 82
7.2 LOS FACTORES QUE DEPENDEN DEL OPERARIO 82 7.3 ESCALAS DE VALORACIÓN. 83
7.4 LOS FACTORES INFLUYEN EN LOS SUPLEMENTOS 84 7.4.1 Cálculo de los suplementos 85 7.4.2 Tipos de suplementos 85 8. ANÁLISIS E IMPLEMENTACIÓN DEL MÉTODO MEJORADO 107
8.1 DISTRIBUCIÓN EN PLANTA 107 8.1.1 Objetivos de la distribución en planta 109 8.1.2 Factores que influyen en la distribución en planta 110 8.1.3 Los materiales 111 8.1.4 La maquinaría 111 8.1.5 La mano de obra 111 8.1.6 El movimiento 112 8.1.7 Las esperas 112 8.1.8 Los servicios auxiliares 112 8.1.9 La Planta 112 8.2 TIPOS DE DISTRIBUCIÓN EN PLANTA 113 8.2.1 Distribución en planta por producto 113 8.2.2 Distribución en planta por proceso 114 8.2.3 Análisis de la distribución por proceso 115 8.2.3.1 Recogida de información 115 8.2.3.2 Desarrollo de un plan de bloque 116 8.2.3.3 Criterios cuantitativos 116 9. ANÁLISIS BENEFICIO VERSUS COSTO 138 9.1 CALCULO DE LOS BENEFICIOS Y COSTOS 138
9.2 CONCEPTO Y USO DE LA EQUIVALENCIA 138

8
10. CONCLUSIONES 143 11. RECOMENDACIONES 146
BIBLIOGRAFÍA 147 ANEXOS 148

9
LISTA DE CUADROS
Pág.
Cuadro 1. Tipos de gráficos y cursogramas. 30 Cuadro 2. Símbolos del estudio del trabajo. 31 Cuadro 3. Distancias entre puntos para la elaboración del burro de 33 sostenimiento. Cuadro 4. Distancias entre puntos para la elaboración de la platina Al-01. 34 Cuadro 5. Distancias entre puntos para la elaboración de la platina AL-03. 36 Cuadro 6. Distancias entre puntos para la elaboración de la orejas de la 37 membrana. Cuadro 7. Distancias entre puntos para la elaboración del mástil MC/01 de 38 la membrana. Cuadro 8. Clasificación de movimientos. 59 Cuadro 9. Símbolos utilizados en el diagrama Bimanual. 61 Cuadro 10. Actividades agrupadas por elementos: burro de sostenimiento. 75 Cuadro 11. Muestra de elementos del burro de sostenimiento. 75 Cuadro 12. Resultados de muestra del burro de sostenimiento. 76 Cuadro 13. Numero de observaciones a realizar para el burro de sostenimiento. 76 Cuadro 14. Actividades agrupadas por elementos: platina AL-01. 76 Cuadro 15. Muestra de elementos de la platina AL-01. 77 Cuadro 16. Resultados de muestra de la platina AL-01. 77 Cuadro 17. Numero de observaciones a realizar para la platina AL-01 77 Cuadro 18. Actividades agrupadas por elementos: platina AL-03. 78 Cuadro 19. Muestra de elementos de la platina AL-03. 78
10
Cuadro 20. Resultados de muestra de la platina AL-03. 78 Cuadro 21. Numero de observaciones a realizar para la platina AL-03 79 Cuadro 22. Actividades agrupadas por elementos: orejas. 79 Cuadro 23. Muestra de elementos de las orejas. 79 Cuadro 24. Resultados de muestra de las orejas. 80 Cuadro 25. Numero de observaciones a realizar para las orejas 80 Cuadro 26. Actividades agrupadas por elementos: mástil. 80 Cuadro 27. Muestra de elementos del mástil. 81 Cuadro 28. Resultados de muestra del mástil. 81 Cuadro 29. Numero de observaciones a realizar para el mástil 81 Cuadro 30. Escalas de valoración. 83 Cuadro 31. Suplementos: burro de sostenimiento – método actual. 94 Cuadro 32. Tiempo tipo: burro de sostenimiento – método actual. 95 Cuadro 33. Tiempos productivos e improductivos en la elaboración del 95 burro de sostenimiento en una jornada laboral – método actual. Cuadro 34. Suplementos: platina AL-01 – método actual. 97
Cuadro 35. Tiempo tipo: platina AL-03 – método actual. 98 Cuadro 36. Tiempos productivos e improductivos en la elaboración 98 de la platina AL/01 – método actual. Cuadro 37. Suplementos: platinas AL/03 – método actual. 99 Cuadro 38. Tiempo tipo: platina AL-03 – método actual. 100 Cuadro 39. Tiempos productivos e improductivos en la elaboración 100 de la platina AL/03 – método actual. Cuadro 40. Suplementos: orejas – método actual. 101

11
Cuadro 41. Tiempo tipo: orejas – método actual. 101 Cuadro 42. Tiempos productivos e improductivos en la elaboración 102 de las orejas – método actual. Cuadro 43. Suplementos: mástil MC-01 – método actual. 103 Cuadro 44. Tiempo tipo: mástil MC-01 – método actual. 104 Cuadro 45. Tiempos productivos e improductivos en la elaboración 104 del mástil MC-01 – método actual. Cuadro 46. Costo mano de obra actual: burro de sostenimiento. 105 Cuadro 47. Costo mano de obra actual: platina AL-01. 105 Cuadro 48. Costo mano de obra actual: platina AL-03. 106 Cuadro 49. Costo mano de obra actual: orejas. 106 Cuadro 50. Costo mano de obra actual: mástil MC-01. 106 Cuadro 51. Prioridades de cercanía. 116 Cuadro 52. Relación de cercanía. 117 Cuadro 53. Cuadro de interrelaciones. 117 Cuadro 54. Sección del área de soldadura. 118 Cuadro 55. Relación de trabajo entre secciones. 118 Cuadro 56. Matriz propuesta para la distribución en el área de soldadura 118 Cuadro 57. Suplementos método mejorado: burro de sostenimiento. 123 Cuadro 58. Tiempo tipo mejorado: burro de sostenimiento. 123
Cuadro 59. Costo mano de obra mejorada: burro de sostenimiento. 124 Cuadro 60. Suplementos método mejorado: platina AL-01. 126 Cuadro 61. Tiempo tipo mejorado: platina AL-01. 126 Cuadro 62. Costo mano de obra mejorada: platina AL-01. 127

12
Cuadro 63. Suplementos método mejorado: platina AL-03. 129 Cuadro 64. Tiempo tipo mejorado: platina AL-03. 129 Cuadro 65. Costo mano de obra mejorada: platina AL-03. 130 Cuadro 66. Suplementos método mejorado: orejas. 132
Cuadro 67. Tiempo tipo mejorado: orejas. 132 Cuadro 68. Costo mano de obra mejorada: orejas. 133 Cuadro 69. Suplementos método mejorado: mástil MC-01. 135 Cuadro 70. Tiempo tipo mejorado: mástil MC-01. 135 Cuadro 71. Costo mano de obra mejorada: mástil MC-01. 136 Cuadro 72. Costo mano de obra variación en el método mejorado y el 137 método actual. Cuadro 73. Formula de equivalencia. 139 Cuadro 74. Costos de distribución de área. 140 Cuadro 75. Relación de valores para cuota deudora. 140 Cuadro 76. Índice de productividad y costo de mano de obra en un burro 141 de sostenimiento. Cuadro 77. Índice de productividad y costo de mano de obra en una 141 membrana que consta de platinas AL-01, AL-03, orejas y mástiles MC-01. Cuadro 78. Relación de valores para cuota de ahorro. 141 Cuadro 79. Cuadro comparativo de distancias recorridas en el método actual 143 y método mejorado. Cuadro 80. Costo mano de obra total en el área de soldadura. 144 Cuadro 81. Índice de productividad con el método actual y el método 145 mejorado.
13
LISTA DE FIGURAS
Pág. Figura 1. Logo de la empresa. 23 Figura 2. Diagrama de recorrido: burro de sostenimiento. 32 Figura 3. Diagrama de recorrido: platina AL-01. 34 Figura 4. Diagrama de recorrido: platina AL-03. 36 Figura 5. Diagrama de recorrido: orejas. 37 Figura 6. Diagrama de recorrido: mástil MC-01. 38 Figura 7. Cursograma analítico: burro de sostenimiento 41 Figura 8. Diagrama de flujo: burro de sostenimiento. 43 Figura 9. Cursograma analítico: platina AL-01 45 Figura 10. Diagrama de flujo: platina AL-01. 47 Figura 11. Cursograma analítico: platina AL-03. 49 Figura 12. Diagrama de flujo: platina AL-03. 51 Figura 13. Cursograma analítico: orejas. 53 Figura 14. Diagrama de flujo: orejas. 54 Figura 15. Cursograma analítico: mástil MC-01. 55 Figura 16. Diagrama de flujo: mástil MC-01. 56 Figura 17. Diagrama bimanual: curvadora de tubos. 63 Figura 18. Máquina curvadora de tubos actual. 64 Figura 19. Diagrama bimanual: cortadora de tubos. 65 Figura 20. Máquina cortadora de tubos actual 66 Figura 21. Formulario de estudio de tiempos: burro de sostenimiento. 88

14
Figura 22. Formulario de estudio de tiempos: platina AL-01. 90 Figura 23. Formulario de estudio de tiempos: platina AL-03. 91 Figura 24. Formulario de estudio de tiempos: orejas. 92 Figura 25. Formulario de estudio de tiempos: mástil MC-01. 93 Figura 26. Distribución en el área de Soldadura - Propuesta. 119 Figura 27. Máquina Curvadora de tubos – Modelo CP30. 119 Figura 28. Máquina Cortadora de tubos – Modelo C275 2 A. 121 Figura 29. Diagrama de flujo mejorado: burro de sostenimiento. 122 Figura 30. Diagrama de flujo mejorado: platina AL-01. 125 Figura 31. Diagrama de flujo mejorado: platina AL-03. 128 Figura 32. Diagrama de flujo mejorado: orejas. 131 Figura 33. Diagrama de flujo mejorado: mástil MC-01. 134
15
LISTA DE ANEXOS
Pág. Anexo A. Formato para los diagramas de proceso 148 Anexo B. Formato de diagrama de proceso 149 Anexo C. Formato diagrama bimanual 150 Anexo D. Formato de estudio de tiempos 151

16
GLOSARIO
ALMACENAMIENTO PERMANENTE: indica depósito de un objeto bajo vigilancia en un almacén donde se recibe o entrega mediante alguna forma de autorización o donde su guarda con fines de referencia. BENEFICIO: son ventajas en términos de dinero, que recibe el propietario. BURRO DE SOSTENIMIENTO: estructura metálica de sostenimiento para los productos de decoración exterior (toldo). CONTROLAR: controlar la aplicación de la nueva forma siguiendo los resultados obtenidos y comparándolos con los objetivos. COSTOS: son los gastos anticipados para construcción, operación, mantenimien-to, etc., menos cualquier valor de salvamento. CRONOMETRAJE: modo de observar y registrar, por medio de un reloj el tiempo que se tarda en ejecutar cada elemento. CRONOMETRAJE ACUMULATIVO: método en que se deja andar las manecillas del reloj sin hacerlas volver a cero al final de cada elemento, obteniéndose poste-riormente el tiempo de cada elemento por resta. CRONOMETRAJE CON VUELTA A CERO: método en que al final de cada ele-mento se hace volver a cero las manecillas del reloj y se las deja arrancar de nue-vo inmediatamente, lo que da el tiempo del elemento directamente. CRONOMETRAJE POR DIFERENCIA: método para averiguar el tiempo de uno o varios elementos breves en que se cronometran los elementos agrupados de mo-do que la primera vez el Elemento Estudiado este comprendido en el grupo y la segunda vez este excluido, lo que permite obtener su tiempo por resta. CURSOGRAMA SINÓPTICO: diagrama que presenta un cuadra general de cómo suceden tan solo las principales operaciones o inspecciones.

17
DEFINIR: definir un nuevo método y el tiempo correspondiente, y presentar dicho método, ya sea verbalmente o por escrito, a todas las personas a quienes con-cierne, utilizando demostraciones. DEPÓSITO PROVISIONAL O ESPERA: indica demora en el desarrollo de los procesos: por ejemplo, trabajo en suspenso entre dos operaciones sucesivas, o abandono momentáneo, no registrado, de cualquier objeto hasta que se necesite. DIAGRAMA BIMANUAL: cursograma en que se consigna la actividad de las ma-nos del operario indicando la relación entre ellas. DIAGRAMA DE RECORRIDO: diagrama o modelo, más o menos a escala, que muestra el lugar donde se efectúan las actividades determinadas y el trayecto se-guido por los trabajadores, los materiales o el equipo a fin de ejecutarse. Se llama a veces “Diagrama de Circuito”. ESTABLECER: establecer el método más económico, teniendo en cuenta todas las circunstancias y utilizando las diversas técnicas de gestión, así como los apor-tes de dirigentes, supervisores, trabajadores y otros especialistas, cuyos enfoques deben analizarse y discutirse. EXAMINAR: examinar los hechos registrados con espíritu crítico, preguntándose si se justifica lo que se hace, según el propósito de la actividad; el lugar donde se lleva a cabo; el orden en que se ejecuta; quien lo ejecuta, y los medios empleados. EVALUAR: evaluar los resultados obtenidos con el nuevo método en comparación con la cantidad de trabajo necesario y establecer un tiempo tipo. ESTUDIO DEL TRABAJO: genéricamente, conjunto de técnicas, y en particular el estudio de tiempos y la medición del trabajo, que se utilizan para examinar el tra-bajo en todos sus contextos y que llevan sistemáticamente a investigar todos los factores que influyen en la eficiencia y economía de la situación estudiada, con el fin de efectuar mejoras. ESTUDIO DE MÉTODOS: registro y examen crítico sistemáticos de los modos existentes y proyectados de llevar a cabo un trabajo, como medio de idear y apli-car métodos más sencillos y eficaces y reducir los costos.
18
ESTUDIO DE TIEMPOS: técnica de medición del trabajo empleada para registrar los tiempos y ritmos de trabajo correspondiente a los elementos de una tarea defi-nida, efectuada en condiciones determinadas, y para analizar los datos a fin de averiguar el tiempo requerido para efectuar la tarea según una norma de ejecución preestablecida. IMPLANTAR: implantar el nuevo método, formando a las personas interesadas, como práctica general aceptada con el tiempo fijado. INSPECCIÓN: verificación de un atributo. MUESTREO DEL TRABAJO: técnica para determinar, mediante muestreo es-tadístico y observaciones aleatorias, el porcentaje de aparición de una actividad determinada. El muestreo de trabajo también es conocido por método de observa-ciones aleatorias y muestreo de actividades. OPERACIÓN: indica las principales fases del proceso, método o procedimiento. Por común, la pieza, materia o producto del caso se modifica o cambia durante la operación. REGISTRAR: recolectar todos los datos relevantes acerca de la tarea o proceso, utilizando las técnicas más apropiadas y disponiendo de los datos en la forma más cómoda para analizarlos. SELECCIÓN: se selecciona el trabajo o proceso que se ha de estudiar. SUPLEMENTO DE TIEMPO: pequeñas cantidades de tiempo que se añaden al contenido de trabajo de la tarea para calcular el verdadero tiempo de dicha tarea. SUPLEMENTO POR CONTINGENCIAS: suplemento incluido en el tiempo tipo para prever legítimos añadidos de trabajo o demora que no compensa medir exac-tamente porque aparecen sin frecuencia ni regularidad. SUPLEMENTO POR DESCANSO: el que se añade al tiempo básico para dar al trabajador la posibilidad de reponerse de los efectos fisiológicos y psicológicos causados por la ejecución de determinado trabajo en determinadas condiciones y

19
para que pueda atender a sus necesidades personales. Su cuantía depende de la naturaleza del trabajo. SUPLEMENTO POR FATIGA: subdivisión del suplemento por descanso destina-do a compensar los factores fisiológicos y psicológicos causados por la ejecución del trabajo en determinadas condiciones. SUPLEMENTO POR TIEMPO NO OCUPADO: margen que se concede al traba-jador cuando dentro del tiempo condicionado por la máquina o el proceso tiene instantes de inacción. TIEMPO BÁSICO: el tiempo en que se tarda efectuar un elemento de trabajo al ritmo tipo. TIEMPO IMPRODUCTIVO: la fracción de tiempo transcurrido, sin contar el tiempo de preparación de la máquina, que se dedica a alguna actividad ajena a las partes especificadas de la tarea. TIEMPO OBSERVADO: el tiempo que se tarda en efectuar un elemento o combi-nación de elementos según lo indica una medición directa. TIEMPO TIPO: tiempo total de ejecución de una tarea al ritmo tipo, o sea: conteni-do de trabajo y suplementos por contingencia, tiempo no ocupado e interferencia de las máquinas, según corresponda. TRANSPORTE: indica el movimiento de los trabajadores, materiales y equipo de un lugar a otro.

20
RESUMEN El objetivo principal de esta pasantía es aplicar los conocimientos adquiridos en la trayectoria universitaria, utilizando para ello uno de los instrumentos más eficaces como lo es el estudio del trabajo, que se aplicará en el área de soldadura, basada en el método o modo de realizar la tarea y en el tiempo que debe tardar para hacerla, con el fin de efectuar mejoras en el proceso y disminuir los costos de ma-no de obra y de esta forma aumentar la eficiencia de la producción en la empresa DAMIS S.A. Este trabajo de grado abarca únicamente la sección de soldadura de la planta de metalmecánica, debido a que esta sección comprende casi el 50% de la producción total en la planta de metalmecánica y costura. Con la aplicación del estudio del trabajo se evaluará diferentes alternativas de mejoramiento. El tipo de estudio es analítico, debido a que se examinó todo el proceso de solda-dura, identificando todas las variables y generando una propuesta, a partir del cual no se genera una solución óptima del sistema sino un estadístico estimado de la medida de desempeño, la cual al ser analizada brinde soporte a la toma de deci-siones.
Las diferentes alternativas de mejoramiento que se plantearon en esta pasantía, se generaron a partir de propuestas basadas en las políticas actuales de la em-presa, refiriéndose a estándares, medidas de desempeño o metas.
La implementación de la propuesta permite evaluar diferentes alternativas de me-joramiento, las cuales arrojan beneficios tanto cualitativos como cuantitativos, que contribuirán a una mejora en la eficiencia de la productividad o capacidad de res-puesta en la sección de soldadura y por ende a su mejor desempeño con menores costos. En términos financieros las alternativas de mejoramiento planteadas, pre-sentan beneficios cuantificables.

21
INTRODUCCIÓN
Dentro de cualquier desarrollo de manufactura, es importante someter a los proce-sos a un mejoramiento continuo, ya que de éstos dependen el éxito y la producti-vidad de la empresa; así como es importante mejorar los procesos, también es importante conocer y controlar el tiempo que transcurre en la ejecución de cada actividad. DAMIS S.A., no es ajena a esta realidad, ya que como toda empresa busca la ren-tabilidad por medio de la satisfacción de sus clientes ofreciendo productos de cali-dad, innovadores y entregas oportunas. El mercado en el cual se desenvuelve, es un mercado exigente, donde los reque-rimientos hechos por los clientes se deben de cumplir a cabalidad y para esto la empresa DAMIS S.A., cuenta con personal idóneo y preparado para asumir el reto y la responsabilidad que la elaboración de los productos de decoración y protec-ción de exteriores necesita. El proyecto está dirigido a la sección de soldadura, por ser una parte de produc-ción la cual presenta oportunidades de mejora que se pueden ver reflejadas en los resultados finales del proceso, permitiendo ser una empresa más competitiva en el mercado de decoración y protección de exteriores. Para lograr lo anterior y como consecuencia que se necesita registrar todos los datos inherentes a la operación y que permitan en un futuro realizar una trazabili-dad y recuperar información como la fecha en que ingreso a soldadura, el tiempo empleado, los materiales utilizados, las personas involucradas, el cliente, entre otros.

22
1. OBJETIVOS 1.1 OBJETIVO GENERAL Aplicar uno de los instrumentos más eficaces como lo es el estudio del trabajo en el área de soldadura, basada en el método o modo de realizar la tarea y en el tiempo que debe tardar para hacerla con el fin de efectuar mejoras en el proceso y disminuir los costos de producción. 1.2 OBJETIVOS ESPECÍFICOS Analizar el proceso de producción con el fin de establecer mejoras, identificar y eliminar actividades improductivas.
Proponer una distribución mejorada de la sección de soldadura para así obtener mayor productividad con un método y tiempo determinado. Determinar el índice de Producción actual y mejorado teniendo en cuenta los
costos de la mano de obra.

23
2. LA EMPRESA
2.1 MISIÓN Diseñar, fabricar y comercializar productos para la decoración de exterior y la pro-tección solar interior-exterior haciendo de su imagen sinónimo de posición confort, optima calidad y desempeño. 2.2 VISIÓN Consolidar a Diseños y Parasoles Tropicales como la marca de mejor recordación e imagen, líder en el mercado andino por sus diseños innovadores, calidad, con-fort, servicio y cumplimiento a través de nuestro sistema de comercialización y de franquicias asociadas. 2.3 POLÍTICA DE CALIDAD Satisfacemos las necesidades de nuestros clientes en cuanto a la protección y la decoración de exteriores, asesorándolos y suministrándoles la mejor solución en diseño, manufactura y montaje con altos estándares de calidad. A través de la permanente innovación y mejoramiento continuo de nuestros procesos de comer-cialización, gestión administrativa y talento humano. 2.4 DESCRIPCIÓN DE LA EMPRESA La empresa Diseños y Parasoles Tropicales desde hace ya 27 años están dedica-dos al diseño y fabricación de productos para protección de exteriores, cumpliendo con las necesidades del cliente en cuanto a calidad, cumplimiento y asesoría. Figura 1. Logo de la empresa

24
3. ANTECEDENTES
3.1 RESEÑA HISTÓRICA Hace 25 años a bordo de un Renault 4 en donde se repartían los toldos enrolla-bles más novedosos de la época, se comenzaron a escribir las primeras líneas de una historia construida con esfuerzo y dedicación. La historia de una empresa mo-delo que hoy por hoy, exporta sus productos a México, Argentina, Ecuador, Pa-namá, Venezuela, Aruba, Holanda, Estados Unidos y varios países de América, convirtiéndose en una de las compañías de mayor crecimiento en el mercado na-cional e internacional. Así, transcurridos los años el resultado no se hacía esperar, gracias a la confianza depositada en Colombia y el esfuerzo de un reducido grupo de personas lideradas por el ciudadano francés Michel Delcourt, firma caleña líder en productos destina-dos a la decoración de exterior de residencias, modernas edificaciones y, última-mente, grandes superficies a través de las Membranas Arquitectónicas, novedoso sistema que permite brindar elegancia, confort y frescura a sus clientes. Aunque hoy las 50 líneas de productos elaborados en Diseños y parasoles Tropi-cales gozan del reconocimiento general, familiarizar el concepto de toldos entre los clientes hace un cuarto de siglo no fue una tarea fácil. Esmeralda Hernández, gerente administrativa de la compañía, recuerda que ese concepto en Cali era asociado como un implemento para una casa o una tienda y elaborado con hojalata o techo metálico. “En ese entonces no se pensaba que una parte de la vivienda era posible protegerla con un parasol que podía enrollarse o extenderse: era un producto totalmente desconocido para la gente”. Precisamente la empresa inicio la producción y comercialización con la sombralina toldo enrollable, y con las sombrillas en granadillo o teka, dos tipos de maderas de excelente calidad que les brindan confort y elegancia a los ambientes exteriores. Los muebles elaborados en teka ofrecen un estilo moderno, futurista y sofisticado que los convierten en la novedad de la de la época. El producto tuvo una gran aceptación, pero los clientes preguntaban por sillas y mesas como complemento a la decoración. Esto motivo a la empresa a incursio-nar en el mercado de los muebles cuya producción se inicio tres años después de fundada Diseños y Parasoles Tropicales, tarea en la cual conto con el acompaña-miento de Triconfort, compañía Europea, especializada en la línea de muebles para exteriores. Al tiempo que adquirían y disfrutaban del producto, los clientes se encargaban de divulgar sus bondades. De este modo, los parasoles y toldos traspasaron la fronte-ra de Cali y del Valle. La siguiente ciudad en donde se inicio la comercialización

25
fue Pereira. En adelante, vendría el mercado en Bogotá, Medellín, Cartagena, Ba-rranquilla, Bucaramanga, Ibagué en donde se tiene una oficina comercializadora y en Villavicencio donde funciona la franquicia. Acorde con la filosofía de Diseños y Parasoles Tropicales de mantener el liderazgo En su línea de productos, hace seis años sus directivos emprendieron un nuevo reto: incursionar en el mercado internacional, aprovechando la política de apertura económica promovida desde el gobierno Nacional. Es así como hoy se cuenta con sede en Venezuela y del mismo modo, se distribu-yen sus productos en Argentina, México, Ecuador y hace poco empezaron a llegar en Aruba. El mercado exterior ha sido un éxito. Hoy el 50 por ciento del total pro-ducido tiene como destino otros países.

26
4. MARCO TEÓRICO
4.1 ESTUDIO DEL TRABAJO. Se entiende por estudio del trabajo genéricamente ciertas técnicas y en particular el estudio de Métodos y la Medición del Trabajo que se utilizan para examinar el trabajo humano en todos sus contextos y que lle-van sistemáticamente a investigar todos los factores que influyen en la eficiencia y economía de la situación estudiada con el fin de efectuar mejoras. El estudio del trabajo tiene dos aspectos muy importantes y bastante diferencia-dos: - Encontrar un mejor modo de realizar una tarea. - Determinar cuánto se debe tardar en esa tarea1. 4.2 ESTUDIO DE MÉTODOS. La mayoría de las mejoras resultantes de la medi-ción del trabajo radica en los estudios fundamentales de métodos, que proceden a los estudios de tiempo en sí. No obstante que los estándares de tiempo se utilizan para propósitos de control administrativo, los estándares por si solos no mejoraran la eficiencia. Una gran cantidad de mejora productiva durante el siglo XX se ha debido a la aplicación de métodos.
Un estudio común de método debe de contener: a. Definir los objetivos y limitaciones del estudio.
b. Decidir que enfoque de estudio utiliza.
c. Avisar del estudio a los trabajadores.
d. Descomponer el trabajo en elementos.
e. Estudiar el método mediante el uso de gráficas.
f. Decidir un método para cada elemento de trabajo2.
1 HONDSON, William K. Manual del Ingeniero Industrial. 4ª ed. México. McGraw-Hill interamericana de Editores S.A. 2001. P.260.
2Ibid., p.250.
27
4.3 MEDICIÓN DEL TRABAJO. Es la aplicación de técnicas para determinar el tiempo que invierte un trabajador calificado en llevar a cabo una tarea según una norma de rendimiento preestablecida. El propósito de la medición del trabajo es averiguar cuánto debe tardarse en reali-zar el trabajo. Esta información se puede usar para dos objetos principales: En primer lugar, se puede emplear retrospectivamente para valorar el rendimiento en el pasado. En segundo lugar, se puede utilizar mirando hacia adelante, para fijar los objetivos futuros. Tiempo tipo no es lo mismo que tiempo real. Es el tiempo promedio en que una tarea puede ser completada por una persona competente en su trabajo. No por el mejor trabajador, sino por un obrero medio. Incluye un mar-gen adecuado para relajación y contingencias3. 4.4 ESTUDIO DE TIEMPOS CON CRONÓMETRO. El reloj es la herramienta más importante en el estudio de tiempos. Un reloj de pulso ordinario puede ser el adecuado para los tiempos totales y/o ciclos largos, sin embargo el cronómetro es el más adecuado para la mayoría de los estudios de tiempos. El cronómetro de mano más común (mecánico o electrónico) es el de décimas de minuto. También están disponibles los relojes con décimas de hora y con décimas de segundo. Las décimas de minutos se usan preferentemente en la industria para realizar el estudio de tiempos. Hay dos tipos de cronómetros disponibles: Modo de vuelta a cero: el reloj muestra el tiempo de cada elemento y automá-ticamente vuelve a cero para el inicio de cada elemento.
Modo acumulativo (modo continuo): el reloj muestra el tiempo total transcurri-do desde el inicio del primer elementoi. Tiempo Estándar: un estándar se puede definir formalmente como una canti-dad de tiempo que se requiere para ejecutar una tarea o actividad cuando un ope-rador capacitado trabaja a un paso normal con un método preestablecido.
3 ORGANIZACION INTERNACIONAL DEL TRABAJO. Introducción al estudio del trabajo 3
a ed.
México D.F. Limusa, Noriega Editores 1980 p. 300.

28
Tiempo Normal: el tiempo requerido por el operario normal o estándar para realizar la operación cuando trabaja con velocidad estándar, si ninguna demora por razones personales o circunstancias inevitables. Símbolos empleados en los cursogramas. Para hacer constar en cursograma todo lo referente a un trabajo u operación resulta mucho más fácil emplear una serie de símbolos uniformes que conjuntamente sirven para representar todos los tipos de actividades o sucesos que probablemente se den en cualquier fábrica u oficina.

29
5. ENFOQUE DEL ESTUDIO DEL TRABAJO Investigar e inspeccionar las operaciones en el área de soldadura; tanto para ave-riguar los problemas como para buscarles solución y para esto se debe incurrir en unos estudios denominados: Estudio de Métodos y Estudio de Tiempos. 5.1 PROCEDIMIENTO BASICO PARA EL ESTUDIO DE MÉTODOS
Es preciso recorrer ocho etapas fundamentales para realizar un estudio de trabajo completo. Selección. Cabe afirmar que prácticamente toda actividad efectuada en un entorno de trabajo puede ser objeto de una investigación con miras a mejorar la manera en que se realiza y este es el caso en la empresa DAMIS S.A. en la sec-ción de soldadura donde se identifican las consideraciones económicas tales co-mo las operaciones que generan sobrecosto y demasiado desperdicio, actividades repetitivas con un gran empleo de mano de obra o actividades que probablemente duren mucho tiempo, movimientos de materiales que recorren largas distancias entre los lugares de trabajo, otras consideraciones son las tecnológicas donde la empresa tiene falencias ya que los equipos utilizados en el momento no están a la vanguardia y además del mantenimiento no se ha realizado con la periodicidad que se necesita así generando daños permanentes, una última e importante es la consideración humano y es allí donde la empresa tiene la mayor debilidad, ya que los trabajos realizados se hacen de forma monótona y fatigosa ya que las condi-ciones laborales no son las más adecuadas para el sitio de trabajo y así todo esto en conjunto brinda la oportunidad para trabajar en el estudio del trabajo y para dar solución por medio de una propuesta de mejoramiento siguiendo unas normas ya preestablecidas por la empresa y generando algunas variaciones significativas para la misma. Registrar, Examinar e Idear. Para describir exactamente todo lo que se hace en la sección de soldadura de la empresa DAMIS S.A. de modo que se puedan consignar la información de forma detallada con precisión y al mismo tiempo en forma estandarizada, a fin que todos los interesados comprendan de inmediato.

30
Cuadro 1. Tipos de gráfico y diagramas de uso más corriente.
A. GRÁFICOS
Indican la sucesión de los hechos
Cursograma Sinóptico del proceso
Cursograma analítico del operario
Cursograma analítico del material
Cursograma analítico del equipo o ma-quinaria
Diagrama bimanual
Cursograma administrativo
B. GRÁFICOS
Con escala de tiempo
Diagrama de actividades múltiples
Simograma
C. DIAGRAMAS
Indican movimiento
Diagrama de recorrido o circuito
Diagrama de hilos
Ciclograma
Cronociclograma
Gráfico de trayectoria
Fuente: ORGANIZACION INTERNACIONAL DEL TRABAJO. Introducción al estudio del
trabajo 3a ed. México D.F. Limusa, Noriega Editores 1980 p. 84.
En los diferentes cursogramas, gráficos o diagramas se utilizan una serie de símbolos que facilitan la representación de los tipos de actividades o sucesos que se realizan en el proceso, constituyendo así una clave cómoda, ahorro de escritu-ra, muestra una descripción clara y exacta de lo que ocurre.
31
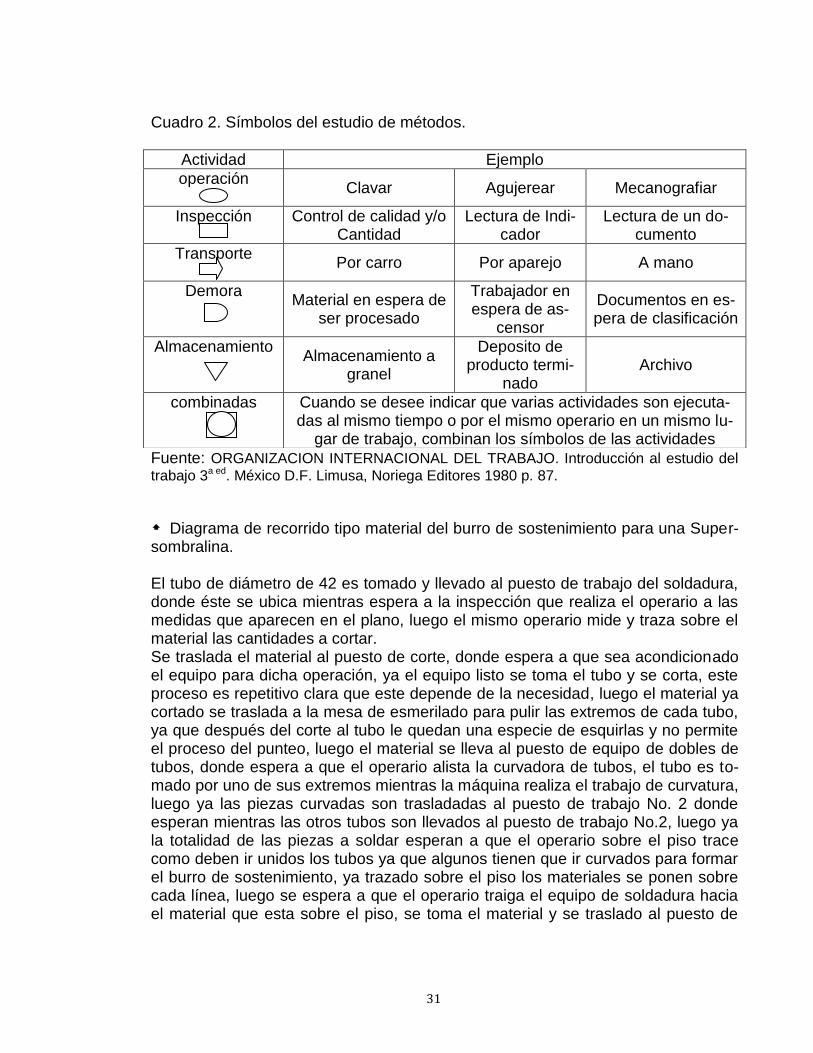
Cuadro 2. Símbolos del estudio de métodos.
Fuente: ORGANIZACION INTERNACIONAL DEL TRABAJO. Introducción al estudio del
trabajo 3a ed. México D.F. Limusa, Noriega Editores 1980 p. 87.
Diagrama de recorrido tipo material del burro de sostenimiento para una Super-sombralina. El tubo de diámetro de 42 es tomado y llevado al puesto de trabajo del soldadura, donde éste se ubica mientras espera a la inspección que realiza el operario a las medidas que aparecen en el plano, luego el mismo operario mide y traza sobre el material las cantidades a cortar. Se traslada el material al puesto de corte, donde espera a que sea acondicionado el equipo para dicha operación, ya el equipo listo se toma el tubo y se corta, este proceso es repetitivo clara que este depende de la necesidad, luego el material ya cortado se traslada a la mesa de esmerilado para pulir las extremos de cada tubo, ya que después del corte al tubo le quedan una especie de esquirlas y no permite el proceso del punteo, luego el material se lleva al puesto de equipo de dobles de tubos, donde espera a que el operario alista la curvadora de tubos, el tubo es to-mado por uno de sus extremos mientras la máquina realiza el trabajo de curvatura, luego ya las piezas curvadas son trasladadas al puesto de trabajo No. 2 donde esperan mientras las otros tubos son llevados al puesto de trabajo No.2, luego ya la totalidad de las piezas a soldar esperan a que el operario sobre el piso trace como deben ir unidos los tubos ya que algunos tienen que ir curvados para formar el burro de sostenimiento, ya trazado sobre el piso los materiales se ponen sobre cada línea, luego se espera a que el operario traiga el equipo de soldadura hacia el material que esta sobre el piso, se toma el material y se traslado al puesto de
Actividad Ejemplo
operación
Clavar Agujerear Mecanografiar
Inspección
Control de calidad y/o Cantidad
Lectura de Indi-cador
Lectura de un do-cumento
Transporte
Por carro Por aparejo A mano
Demora
Material en espera de ser procesado
Trabajador en espera de as-
censor
Documentos en es-pera de clasificación
Almacenamiento
Almacenamiento a granel
Deposito de producto termi-
nado Archivo
combinadas
Cuando se desee indicar que varias actividades son ejecuta-das al mismo tiempo o por el mismo operario en un mismo lu-
gar de trabajo, combinan los símbolos de las actividades

32
trabajo No. 4 donde este se puntea el primer lado y luego se voltean para que quede totalmente punteado, este material ya punteado se espera a que el solda-dor traiga el equipo soldador que en este caso es Soldadura MIG, suelda las par-tes punteadas y es llevado al equipo de pulido donde el operario tiene el equipo de pulimento manual lista, se pule la piezas para iniciar el proceso, el material se pule y este es llevado a pintura. Con frecuencia es útil ver de una solo ojeada la totalidad del proceso o actividad antes de emprender su estudio detallado, y para eso, precisamente, sirve el dia-grama de recorrido, en este caso como los productos que se van a estudiar son: Supersombralina que consta de unos burros de sostenimiento y una membrana arquitectónica que consta de platinaría, orejas y mástil, para cada uno de ellos se realizó el siguiente diagrama de recorrido. Figura 2. Diagrama de recorrido tipo material del producto método actual: super-sombralina que consta de burros de sostenimiento.

33
Cuadro 3. Distancias entre puntos del burro de sostenimiento.
PUESTOS DE TRABAJO DISTANCIAS
De 1 a Material de Bodega 8 mts
De 1 a 2 1 mts
De 2 a 3 6 mts
De 3 a 4 3.5 mts
De 4 a 5 4 mts
De 5 a 6 7 mts
De 6 a 7 7 mts
De 7 a 8 1 mts
De 8 a 9 1 mts
De 9 a 10 1mts
De 10 a 11 2 mts
De 11 a 12 5 mts
De 12 a 13 4.5 mts
Diagrama de recorrido tipo material de la platina AL-01 para una membrana ar-quitectónica. Se toma la lámina de hierro de ¼, se dirige al puesto de trabajo N. 1 del soldador y allí espera mientras el operario verifica que la plantilla que se va utilizar tenga las medidas correspondientes para realizar el trabajo y se toma la lámina y se traslada al puesto de trabajo No.3 donde espera que el operario tome la plantilla y ésta se coloca sobre la lámina de ¼ y es trazada la plantilla, la lámina espera mientras el mismo operario trae el equipo de oxicorte, se corta la lámina de acuerdo a lo tra-zado este proceso es repetitivo lo único que cambia son que las plantillas varían de medidas, al cortar le quedan unas esquirlas entonces es trasladada al esmeril donde se pule todo lo cortado para que quede limpio, después de cada pulimento la pieza es llevado al puesto de trabajo N. 2 y se esperan allí mientras el operario traza las medidas a las cuales deben ir las perforaciones y las piezas siguen en espera mientras el operario se dirige al equipo de perforación adecuándolo, el mismo operario se dirige a las piezas y las lleva hasta el equipo de perforación, son perforadas las piezas, esperan mientras el operario verifica las perforación se pulen con una varilla y son llevadas al puesto de trabajo N. 2 del soldador. Ahora el operario se dirige al puesto de trabajo N. 1 donde son tomados los tubos 5/8 calibre 16 a cortar, espera a que el operario verifique los planos con las medi-das respectivas, son trazadas las medidas en el tubo y este es llevado al equipo de corte de tubos, espera mientras prepara la máquina, se corta el tubo y este tu-bo ya cortado es trasladado al esmeril donde se pulen las partes cortadas ya que quedan con esquirlas, se llevan al puesto de trabajo No. 2 donde se encuentra las demás piezas a soldar para formas la Platina AL-01, esperan mientras el operario

34
verifica los planos de ensamble de las piezas, además de que después de la ins-pección el mismo soldador va por el equipo de soldadura MIG, se inicia el punteo entre la pieza N.1 con la pieza 2, mientras la otra pieza espera a ser tomada para el ensamble final, se toma la pieza N. 3 y se puntea en los extremos de la pieza N1., luego esperan a una última verificación del operario, se suelda ya la partes punteadas de la pieza en su totalidad, la pieza a soldada espera a que el operario traiga la máquina de pulimento manual hasta la pieza, este pieza es pulida y lleva-da al área de pintura. Figura 3. Diagrama de recorrido tipo material del producto método actual: mem-brana arquitectónica que consta platina AL-01.
Cuadro 4. Distancias entre puntos de la platina AL-01.
PUESTOS DE TRABAJO DISTANCIAS
De 1 a Material de Bodega 8 mts
De 1 a 2 8 mts
De 2 a 3 8 mts
De 3 a 4 4.5 mts
De 4 a 5 4 mts
De 5 a 6 5.5 mts
De 6 a 7 5.5 mts
De 7 a 8 1 mts
De 8 a 9 7 mts
De 9 a 10 1mts
De 10 a 11 6 mts
De 11 a 12 8 mts
De 12 a 13 5 mts
De 13 a 14 9 mts

35
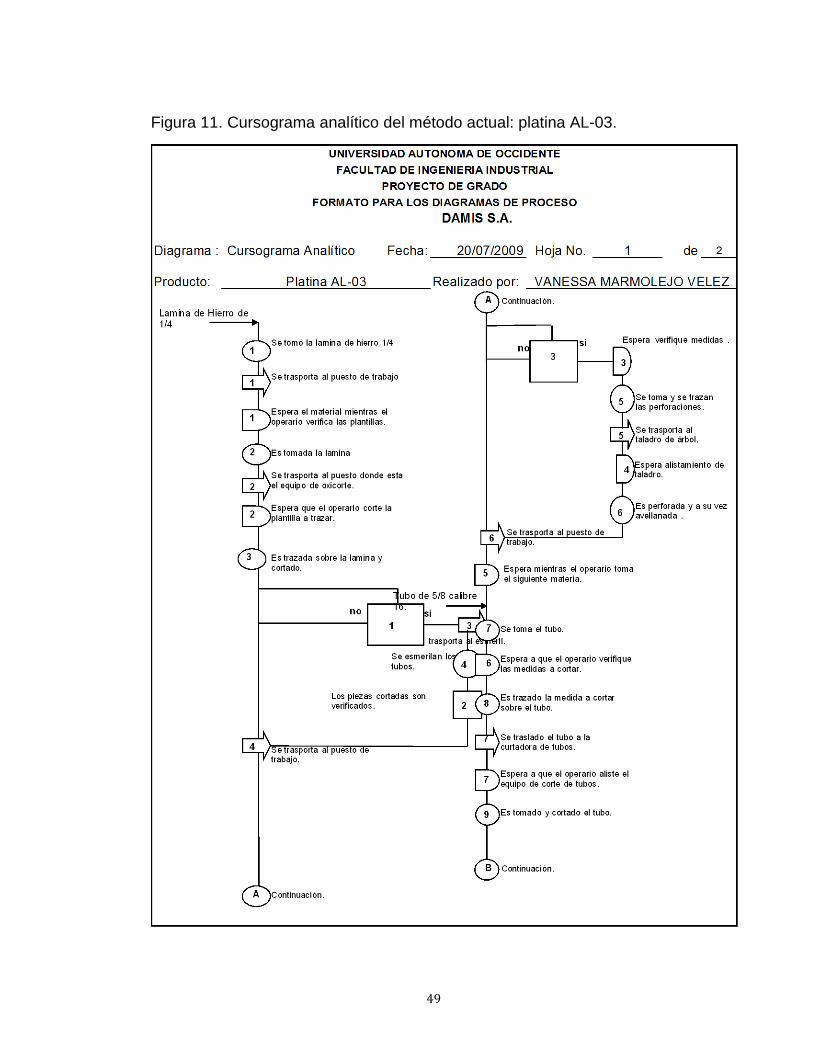
Diagrama de recorrido tipo material de la platina AL-03 para una membrana ar-quitectónica. Se toma la cantidad de lámina de hierro de ¼ y tubo de 5/8 calibre 16 que se va utilizar, se traslada al puesto de trabajo No.1, donde espera a que operario verifi-que los planos y las plantillas que necesita para realizar el corte de las piezas, la lámina se dirige hacia el puesto No.3 donde se encuentra la máquina de corte, allí mismo el operario traza las piezas a cortar, es tomada la plantilla para realizar el traza de la pieza No.1, y luego se toma la otra planilla para trazar la pieza No. 2. La lámina ya trazada con las dos piezas a cortar espera que el operario aliste el equipo, se corta la pieza No.1 y se deja en el puesto de trabajo No. 4 donde espe-ra mientras el operario corta la pieza No. 2, la lámina de hierro de ¼ espera mien-tras el operario ubica la pieza No. 1 en el puesto de trabajo No.4, se toma la lámi-na para cortar la pieza No. 2, espera a que el operario tome aliste el equipo de oxicorte, se corta la pieza No. 2 y esta se dirige al puesto de trabajo No. 4 donde el mismo operario toma la pieza ambas se trasladan al puesto de trabajo No. 1, donde se deja la pieza No. 2 que no necesita perforaciones y la pieza No. 1 espe-ra a que el operario verifique las perforaciones que están en los planos, son traza-das las perforaciones sobre la pieza No. 1 y este se lleva al equipo de perforación, la pieza No. 2 espera a que la pieza No. 1 sea perforada, ésta pieza espera a que el operario aliste la máquina, se toma la pieza No. 1 se perfora de acuerdo a lo trazado sobre ella, se toma la pieza y se traslada al puesto de trabajo No.1 donde se encuentra la pieza No. 2, ambas piezas esperan a que el operario tome el tubo 5/8 de calibre 16, pero antes de esto el mismo operario verifica los planos de corte del tubo, este pieza es trasladada a la máquina cortado de tubos, donde espera a que el operario acondicione el equipo para dicho operación, toma el tubo 5/8 de calibre 16, es cortado el tubo 5/8 calibre 16 , al tener la pieza No. 3 este se llevan al esmeril ya que al cortarlo se presentan en los extremos unas esquirlas y estas deben ser pulidas, se pulen los lados cortado y es trasladada la pieza No. 3 al puesto de trabajo No.1, donde ya se encuentran las piezas a soldar por completo. Se encuentran en espera la pieza No.1 y la pieza No.2, por que el operario verifica las uniones que debe realizar entre ellas, el mismo operario se dirijo por el equipo soldador MIG, se puntean las pieza No.1 con la pieza No.2, esperan verificación de unión por parte del operario, luego se toma la pieza No. 3 y se puntea en los extremos a la pieza No.1 y No.2, esperan a que el operario tome la pulidora ma-nual y se dirija al puesto de trabajo No.1

36
Figura 4. Diagrama de recorrido tipo material del producto método actual: mem-brana arquitectónica que consta platina AL-03.
Cuadro 5. Distancias entre puntos de la platina AL-03.
PUESTOS DE TRABAJO DISTANCIAS
De 1 a Material de Bodega 8 mts
De 1 a 2 8 mts
De 2 a 3 8 mts
De 3 a 4 4,5 mts
De 4 a 5 4 mts
De 5 a 6 5,5 mts
De 6 a 7 5.5 mts
De 7 a 8 5.5 mts
De 8 a 9 7 mts
De 9 a 10 1,5 mts
De 10 a 11 6 mts
De 11 a 12 8 mts
De 12 a 13 5 mts
Diagrama de recorrido tipo material de la P 3/16 * 5/8 – P ¼ * ½ - ET/01 – ET/02 para una membrana arquitectónica. Se toma el material, se llevan al puesto de trabajo 1, donde esperan verificación de las plantillas a trazar por parte del operario, luego se traslada el material al puesto del equipo de oxicorte, donde espera a que el operario aliste la máquina, se traza las medidas sobre el material y se cortan, esperan mientras el operario

37
verifica las piezas y las medidas a perforar, se toman las piezas, se trasladan las piezas al puesto de a perforar, donde espera por verificación de medidas de perfo-raciones y se trazan las perforaciones sobra las piezas cortadas, se traslada al taladro de árbol, espera mientras el operario alista el equipo, es tomada y perfora-da(se avellanan), se trasladan al puesto de trabajo donde están ubicadas las otras piezas trabajadas y luego se llevan al puesto de trabajo para ya ensamblar-las en el mástil. Figura 5. Diagrama de recorrido tipo material del producto método actual: mem-brana arquitectónica que consta de P 3/16 * 5/8 – P ¼ * ½ - ET/01 – ET/02.
Cuadro 6. Distancias entre puntos de las orejas de la membrana.
PUESTOS DE TRABAJO DISTANCIAS
De 1 a Material de Bodega 8 mts
De 1 a 2 8 mts
De 2 a 3 8 mts
De 3 a 4 4.5 mts
De 4 a 5 4 mts
De 5 a 6 4 mts
De 6 a 7 5.5 mts
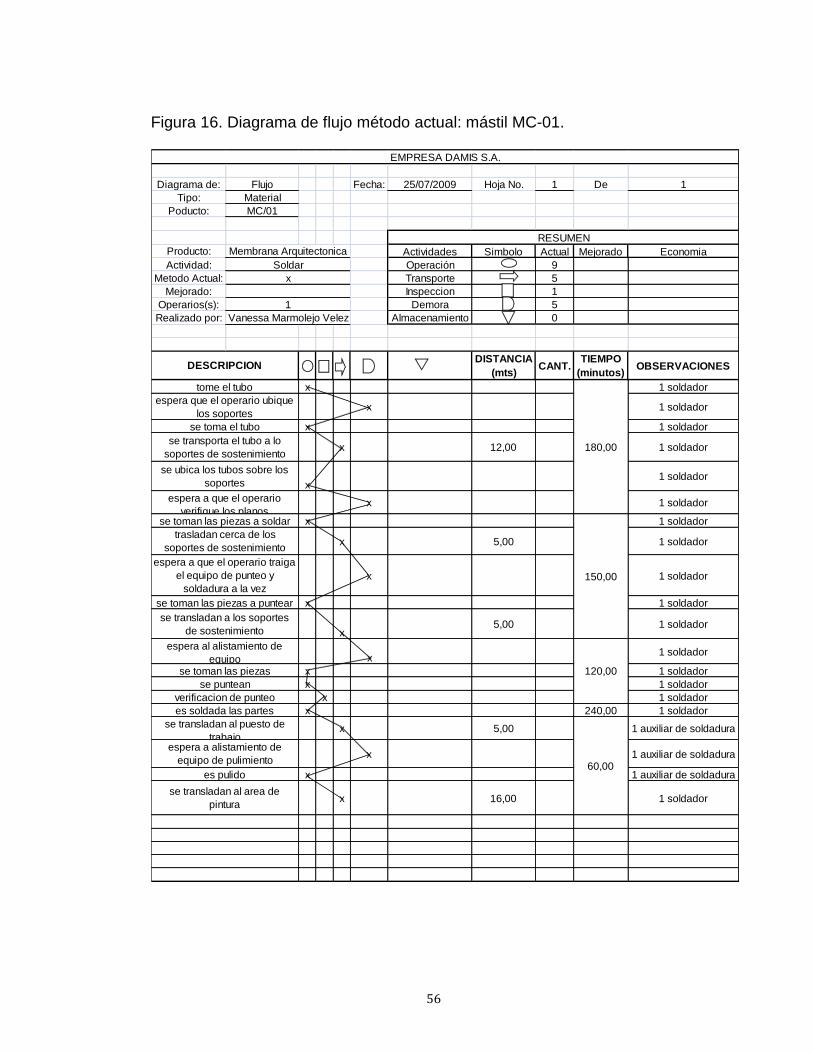
Diagrama de recorrido tipo material de la MC-01 para una membrana arqui-tectónica. Se toma el tubo de 4”, y se llevan al puesto de trabajo, donde espera a que el ope-rario acondicione unos soportes para el trabajo, se toma el tubo de 4” y se ubican

38
en los soportes de sostenimiento del tubo, se espera mientas el operario trae ya las piezas que se han trabajado con anterioridad, se trasladan las piezas que se han hecho al puesto de trabajo, de allí esperan a que el operario verifique en los planos la secuencia de con que piezas iniciar el punteo, además de que el opera-rio trae el equipo de punteo y soldadura para iniciar el trabajo, se toman las piezas iníciales y se trasladan a los soportes donde está ubicado el tubo de 4”, se punte-an las primeras piezas, al tubo mientas se le puntean las piezas se va girando, ya que las piezas serán ubicadas en varias partes del material, al terminar de punte-ar, ésta espera a que el mismo operario verifique las piezas punteadas y proceda a soldar, se sueldan las piezas punteadas en el tubo de 4”, espera a que el opera-rio traiga el equipo de pulir, se toma ya todo el mástil y se pulen las piezas, se traslada el mástil al área de pintura. Figura 6. Diagrama de recorrido tipo material del producto método actual: mem-brana arquitectónica que consta de MC-01.
Cuadro 7. Distancias entre puntos del mástil 01 de la membrana arquitectónica.
PUESTOS DE TRABAJO DISTANCIAS
De 1 a Material de Bodega 9 mts
De 1 a 2 9 mts
De 2 a 3 2,5 mts
De 3 a 4 2,5 mts
De 4 a 5 1 mts
De 5 a 6 3.5 mts
De 6 a 7 3.5 mts
De 7 a 8 9.5 mts

39
Antes de examinar todas las aplicaciones posibles del cursograma analítico como medio de mirar con ojos críticos el trabajo a idear después de métodos más ade-cuados, vale la pena señalar ciertos aspectos que nunca se deben olvidar durante la preparación de los diagramas. Son importantes porque se trata del instrumento más eficaz para perfeccionar los métodos: sea cual fuere la técnica que se utilice más adelante, la preparación del diagrama siempre es el primer paso. Con la representación gráfica de los hechos se obtienen una visión general de lo que sucede y se entiendes más fácilmente tanto los hechos en si como su rela-ción mutua. Las gráficas ilustran con claridad la forma con que se efectúa un trabajo. Aun cuando los obreros no estén al tanto de las técnicas registradas, pueden com-prender que un gráfico o diagrama con muchos símbolos de espera o transporte indica la necesidad de introducir modificaciones en los métodos de trabajo. Los detalles que figuran en el diagrama deben recogerse por observación dire-cta. Una vez inscritos, puede uno despreocuparse de recordarlos, pero ahí quedan para consultarlos, o para utilizarlos como ejemplo al dar explicaciones a terceros. Los cursogramas no deberán hacerse de memoria, sino a medida que se observa el trabajo (salvo, evidentemente, cuando se trate de ilustrar un trabajo para el futu-ro). Deben confirmarse con el operario los detalles registrados en el gráfico. Esta confirmación responde a dos propósitos: verificar la corrección de los datos y po-ner de relieve la importancia de la contribución del operario. Los cursograma basados en observaciones directas deberán pasarse en limpio con el mayor cuidado y exactitud, puesto que las copias se utilizarán para explicar proyectos de normalización del trabajo o de mejora de los métodos, y un diagrama mal elaborado hace mala impresión y puede causar errores. Antes de dar por terminado el diagrama, se debe verificar: que se hayan regis-trados los hechos correctamente, que no se han hecho demasiadas suposiciones y la investigación quede incompleta e inexacta y que se hayan registrado todos los hechos que contribuyan al proceso.4 El cursograma analítico es un diagrama que muestra la trayectoria de un procedi-miento o producto señalando todos los hechos sujetos o examen mediante el símbolo que corresponda, en este caso se realiza este diagrama para cada uno de los productos en los cuales se efectuará el estudio de tiempos y métodos.
4Idib., p. 93-96.

40
5.2 HERRAMIENTAS UTILIZADAS PARA EL MEJORAMIENTO DEL PROCESO PRODUCTIVO. Se van a utilizar dos tipos de gráficos y diagramas que son: a. Para el análisis general del proceso productivo se utilizó: Cursograma analítico del material. Diagrama de flujo. Con el propósito de presentar la propuesta de una nueva distribución en planta. b. Para el análisis detallado de las actividades que realiza el operario en el área de soldadura se utilizó: Diagrama Bimanual o Diagrama de mano derecha y mano izquierda. Con el propósito de eliminar movimientos innecesarios y darle una secuencia lógi-ca a las actividades que realiza el operario, adicionalmente con este tipo de dia-gramas se divide la tarea en elementos para poder realizarse el estudio de tiem-pos y calcular el tiempo estándar para cada uno de los puestos de trabajos,

41
Figura 7. Cursograma analítico método actual: burro de sostenimiento.
Diagrama : Fecha: 20/07/2009 Hoja No. 1 de 2
Producto: Realizado por: VANESSA MARMOLEJO VELEZ
UNIVERSIDAD AUTONOMA DE OCCIDENTE
FACULTAD DE INGENIERIA INDUSTRIAL
PROYECTO DE GRADO
FORMATO PARA LOS DIAGRAMAS DE PROCESO
Cursograma Analítico
DAMIS S.A.
Burro de sostenimiento
Tubo de 42mm
Se tomó el tubo de 42
Se trasporta al puesto de
trabajo
Espera el material mientras el
operario verifica las medidas en el plano.
Trazar medidas
Se trasporta al puesto donde
esta el equipo de corte de tubos
Espera el operario prepara la
maquina de corte.
Es tomado el tubo y es cortado.
Se trasporta
al esmeril.
Se esmerilan
los tubos.
Se trasporta al
puesto de trabajo.
sino
Los tubos son
verificados.
A Continuación.
1
1
1
2
2
2
3
1
2
4
3
4
1
Espera a alistamiento de pulidora.
Verificación
de curvadotura.
A Continuación.
sino Se toma tubos
a curvar.
Se trasporta a
la curvadora.
Espera el operario
prepara la curvadora, verifique las medidas.
Se toma tubos
y se curvan.
Se trasporta
al puesto de trabajo.
Espera mientras el operario sobre
el piso traza las medidas a cual se va a unir los tubos.
3
4
6
5
5
3
6
4
Se toma tubo.
Se transporta al piso.
Se ubicada en cada tubo en
las líneas trazadas.
7
7
8
Espera a que el operario traiga el
equipo de punteo y soldadura.
Se toma el las piezas del
piso.
Se transporta al puesto de
trabajo.
Se ubica en el puesto de
trabajo.
Alambre MIG-MAG ER 70s-06
5
9
8
10
6
11 Se puntean.
Se transporta al piso de
trazo.
Se verifican tubos punteados
con medidas trazadas sobre el piso.
9
4
B Continuación.

42
Figura 7. Continuación del Cursograma analítico método actual: burro de sosteni-miento.
43
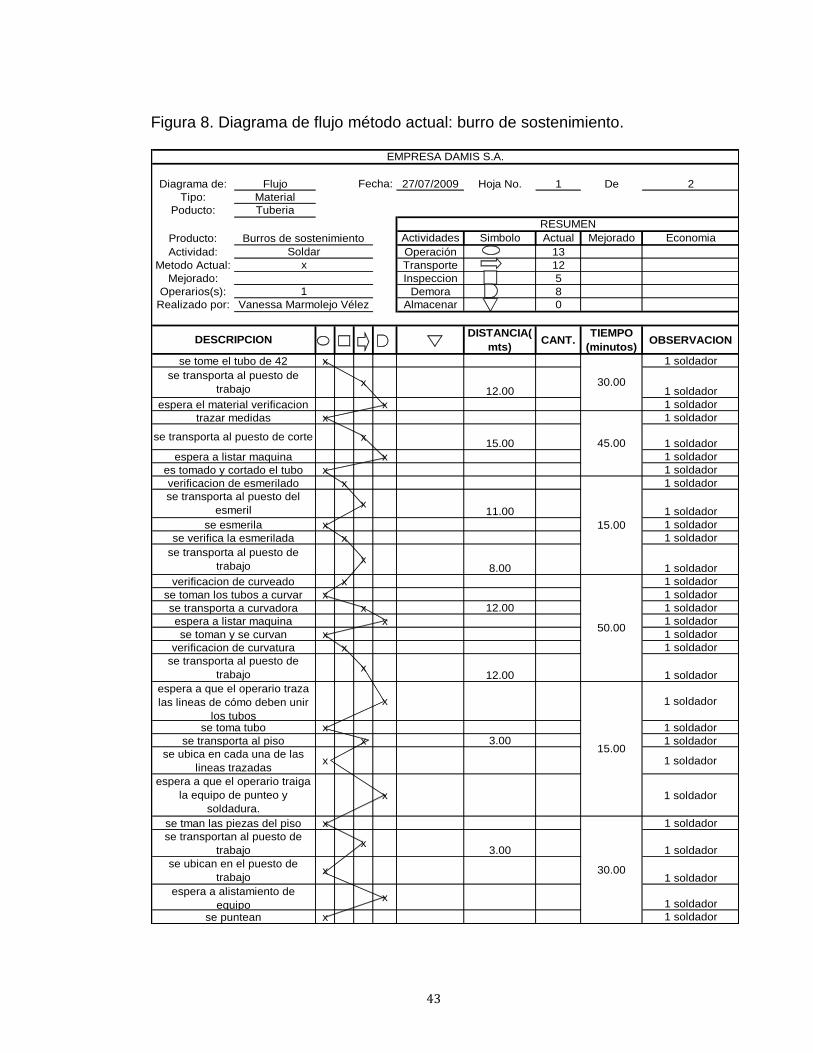
Figura 8. Diagrama de flujo método actual: burro de sostenimiento.
Diagrama de: Flujo 27/07/2009 Hoja No. 1 De 2
Tipo: Material
Poducto: Tuberia
Producto: Actividades Simbolo Actual Mejorado Economia
Actividad: Operación 13
Metodo Actual: Transporte 12
Mejorado: Inspeccion 5
Operarios(s): Demora 8
Realizado por: Almacenar 0
DISTANCIA(
mts)CANT.
TIEMPO
(minutos)OBSERVACION
x 1 soldador
x12.00 1 soldador
x 1 soldador
x 1 soldador
x15.00 1 soldador
x 1 soldador
x 1 soldador
x 1 soldador
x11.00 1 soldador
x 1 soldador
x 1 soldador
x8.00 1 soldador
x 1 soldador
x 1 soldador
x 12.00 1 soldador
x 1 soldador
x 1 soldador
x 1 soldador
x12.00 1 soldador
x 1 soldador
x 1 soldador
x 3.00 1 soldador
x 1 soldador
x 1 soldador
x 1 soldador
x3.00 1 soldador
x1 soldador
x1 soldador
x 1 soldador
45.00
15.00
50.00
15.00
se toman los tubos a curvar
se transporta a curvadora
se puntean
se ubican en el puesto de
trabajo
verificacion de curveado
espera a listar maquina
se toman y se curvan
verificacion de curvatura
se transporta al puesto de
trabajo
se transporta al piso
se ubica en cada una de las
lineas trazadas
se transportan al puesto de
trabajo
espera a alistamiento de
equipo
EMPRESA DAMIS S.A.
RESUMEN
DESCRIPCION
se tome el tubo de 42
se transporta al puesto de
trabajo
espera el material verificacion
Fecha:
30.00
30.00
trazar medidas
se transporta al puesto de corte
espera a que el operario traiga
la equipo de punteo y
soldadura.
se tman las piezas del piso
espera a listar maquina
espera a que el operario traza
las lineas de cómo deben unir
los tubosse toma tubo
Vanessa Marmolejo Vélez
Burros de sostenimiento
Soldar
x
1
verificacion de esmerilado
es tomado y cortado el tubo
se transporta al puesto del
esmeril
se esmerila
se verifica la esmerilada
se transporta al puesto de
trabajo

44
Figura 8. Continuación del Diagrama de flujo método actual: burro de sostenimien-to.
Diagrama de: Flujo Fecha: 27/07/2009 Hoja No. 2 De 2
Tipo: Material
Poducto: Tuberia
RESUMEN
Producto: Actividades Simbolo Actual Mejorado Economia
Actividad: Operación 13
Metodo Actual: Transporte 12
Mejorado: Inspeccion 5
Operarios(s): Demora 8
Realizado por: Almacenar 0
DESCRIPCION DISTANCIA( CANT. TIEMPO OBSERVACION
se transportan x 3.00 1 soldador
verificacion de
punteos x 1 soldador
se transporta al x 3.00 1 soldador
espera a
alistamiento de
equipo x 1 soldador
se soldax 1 soldador
se transporta al
puesto de
trabajo
x 5.001 auxiliar de
soldadura
espera a que el
operario traiga
la pulidora y la
aliste
x1 auxiliar de
soldadura
se pule x1 auxiliar de
soldadura
se transporta al
area de pinturax 12.50 1 soldador
EMPRESA DAMIS S.A.
estan dentro de
los 30 minutos
45.00
90.00
Burros de sostenimiento
Soldar
x
1
Vanessa Marmolejo Vélez

45
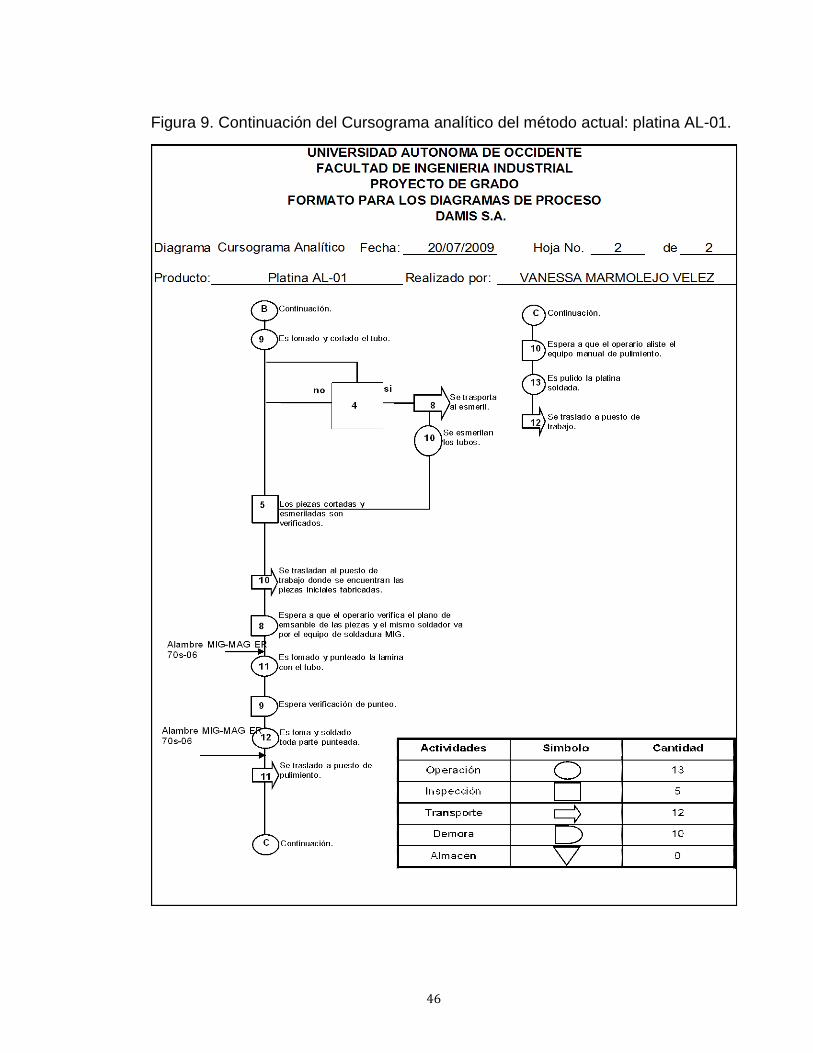
Figura 9. Cursograma analítico del método actual: platina AL-01.
Diagrama : Fecha: 20/07/2009Hoja No. 1 de 2
Producto: Realizado por:
DAMIS S.A.
Cursograma Analítico
PROYECTO DE GRADO
FORMATO PARA LOS DIAGRAMAS DE PROCESO
VANESSA MARMOLEJO VELEZPlatina AL_01
UNIVERSIDAD AUTONOMA DE OCCIDENTE
FACULTAD DE INGENIERIA INDUSTRIAL
Lamina de Hierro de 1/4
Se tomó la lamina de hierro
1/4
Se trasporta al puesto de
trabajo
Espera el material mientras el
operario verifica las plantillas.
Es tomada la lamina
Se trasporta al puesto donde
esta el equipo de oxicorte.
Espera que el operario corte la
plantilla a trazar.
Es trazada sobre la lamina y
cortada.
A Continuación.
Se trasporta
al esmeril.
sino
1
1
1
2
2
2
3
1
4
3
4
2
Se trasporta al puesto
de trabajo.
Los piezas cortadas son
verificados.
sin
o
Se trasporta
al taladro de árbol.
Espera que el
operario verifique las medidas a perforar.
Se toma las
piezas y se trazan las perforaciones
.
Se trasporta al puesto de
trabajo.
Espera mientras el operario
toma el siguiente materia.
Espera que el
operario aliste la maquina de acuerdo a la
medida de la perforación.Es perforada la
pieza y a su vez avellanada para que quede pulida.
3 3
AContinuación.
5
5
4
6
6
5
Se traslado el tubo a la
curtadora de tubos.
Espera a que el operario aliste el
equipo de corte de tubos.
7
7
Se toma el tubo.
Es trazado la medida a cortar
sobre el tubo.
Espera a que el operario verifique
las medidas a cortar.
Tubo de 5/8 calibre 16.
7
6
8
BContinuación.
Alambre MIG70s
46
Figura 9. Continuación del Cursograma analítico del método actual: platina AL-01.

47
Figura 10. Diagrama de flujo método actual: platina AL-01.
Diagrama de: Flujo 20/07/2009 Hoja No. 1 De 2
Tipo: Material
Poducto: Platina AL-01
Producto: Actividades Simbolo Actual Mejorado Economia
Actividad: Operación 13
Metodo Actual: Transporte 12
Mejorado: Inspeccion 5
Operarios(s): Demora 10
Realizado por: Almacenar 0
DISTANCIA
(mts)CANT.
TIEMPO
(minutos)OBSERVACION
x 1 soldador
x 12.00 1 soldador
x 1 soldador
x 1 soldador
x 18.50 1 soldador
x 1 soldador
x 1 soldador
x 1 soldador
x 11.60 1 soldador
x 1 soldador
x 1 soldador
x 8.00 1 soldador
x 1 soldador
x 1 soldador
x 1 soldador
x 13.00 1 soldador
x 1 soldador
x 1 soldador
x 13.00 1 soldador
x 1 soldador
x 1 soldador
x 1 soldador
x 1 soldador
x 15.00 1 soldador
x 1 soldador
x 1 soldador
x 1 soldador
x 8.00 1 soldador
x 1 soldador
x 8.00 1 soldador
x 1 soldador
x 2.00 1 soldador
x 1 soldador
x 30.00 1 soldador
10.00
se transladan al puesto de
espera a que el operario mire los
planos de ensamble
se transporta al puesto de trabajo
verificacion necesidad de esmeril
15.00
15.00
5.00
5.00
verificacion de que piezas
se transporta al taladro de arbol
espera que el operario verifique
los planos
se transporta al puesto de trabajo
es trazado el material a cortar
se toma el tubo
se transporta al puesto de corte
se transportan las piezas
espera que el operario verifica
las medidas a pefforar
se trazan las piezas a perforar y
se toman
se transporta al esmeril
espera mientras el operario se
dirige por el siguiente material
espera a listamiento del taladro
es perforada y a la vez
EMPRESA DAMIS S.A.
RESUMEN
DESCRIPCION
se toma la lamina de hierro 1/4
Fecha:
60.00
espera que el operario corte la
plantilla del plano
trazar sobra la lamina y cortada
se transporta al puesto de trabajo
espera que el operario verifica
se transporta al esmeril
se esmerila lamina cortada
se verifican las piezas
espera a alistamiento de equipo
es tomado y cortado el materal
se esmerilan
Membrana Arquitectonica
Soldar
x
1
son verificados los cortes
es tomado y soldado
Vanessa Marmolejo Velez
verificacion de esmeril
es tomada la lamina
se transporta al equipo de

48
Figura 10. Continuación del Diagrama de flujo método actual: platina AL-01.
Diagrama de: Flujo 20/07/2009 Hoja No. 2 De 2
Tipo: Material
Poducto: Platina AL-01
Producto: Actividades Simbolo Actual Mejorado Economia
Actividad: Operación 13
Metodo Actual: Transporte 12
Mejorado: Inspeccion 5
Operarios(s): Demora 10
Realizado por: Almacenar 0
DISTANCIA CANT. TIEMPO OBSERVACION
x 16.501 auxiliar de
soldadura
x
1 auxiliar de
soldadura
x1 auxiliar de
soldadurax 12.50 1 soldador
135.00
se transporta al area de pintura.
se traslada al puesto de
pulimento
DESCRIPCION
RESUMEN
Membrana Arquitectonica
Soldar
x
espera a alistamiento de equipo
se pule
EMPRESA DAMIS S.A.
1
Vanessa Marmolejo Velez
Fecha:
49
Figura 11. Cursograma analítico del método actual: platina AL-03.
50
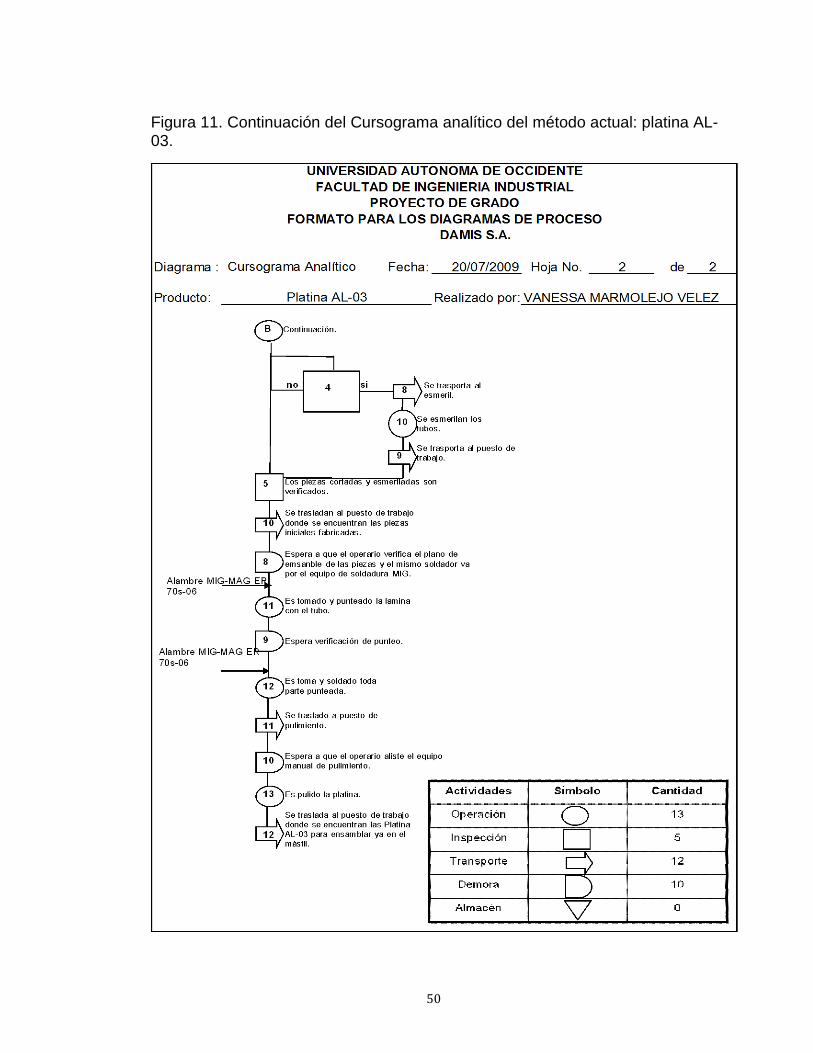
Figura 11. Continuación del Cursograma analítico del método actual: platina AL-03.

51
Figura 12. Diagrama de flujo método actual: platina AL-03.
Diagrama de: Flujo 21/07/2009 Hoja No. 1 De 2
Tipo: Material
Poducto: Platina AL-03
Producto: Actividades Simbolo Actual Mejorado Economia
Actividad: Operación 13
Metodo Actual: Transporte 12
Mejorado: Inspeccion 5
Operarios(s): Demora 10
Realizado por: Almacenar 0
DISTANCIA
(mts)CANT.
TIEMPO
(minutos)OBSERVACION
x 1 soldador
x12.00
1 soldador
x 1 soldador
x 1 soldador
x18.50
1 soldador
x 1 soldador
x 1 soldador
x 1 soldador
x 11.60 1 soldador
x 1 soldador
x 1 soldador
x8.00
1 soldador
x 1 soldador
x 1 soldador
x 1 soldador
x13.00
1 soldador
x 1 soldador
x 1 soldador
x13.00
1 soldador
x 1 soldador
x 1 soldador
x 1 soldador
x 1 soldador
x 15.00 1 soldador
x 1 soldador
x 1 soldador
25.00
15.00
14.00
es tomado y cortado el
materal
se transporta al taladro de
arbol
espera que el operario
verifique los planoses trazado el material a
cortar
se transporta a la cortadora
90.00
se trazan las piezas a
perforar y se toman
espera a listamiento del
taladroes perforada y a la vez
avellanadase transporta al puesto de
trabajo
espera mientras el operario
se dirige por el siguiente
materialse toma el tubo
espera a alistamiento de
equipo
EMPRESA DAMIS S.A.
RESUMEN
DESCRIPCION
se toma la lamina de hierro
se transporta al esmeril
se esmerila lamina cortada
se verifican se necesita
esmeril
se verifican piezas a perforar
se transporta al puesto de
trabajo
es tomada la lamina
se transporta al equipo de
oxicorte
Fecha
38
se transporta al puesto de
trabajo
espera que el operario
espera que el operario corte
la plantilla del plano
se verifican las piezas
espera que el operario mida
perforaciones
Membrana Arquitectonica
Soldar
x
1
Vanessa Marmolejo Velez
trazar sobra la lamina y
cortada
52
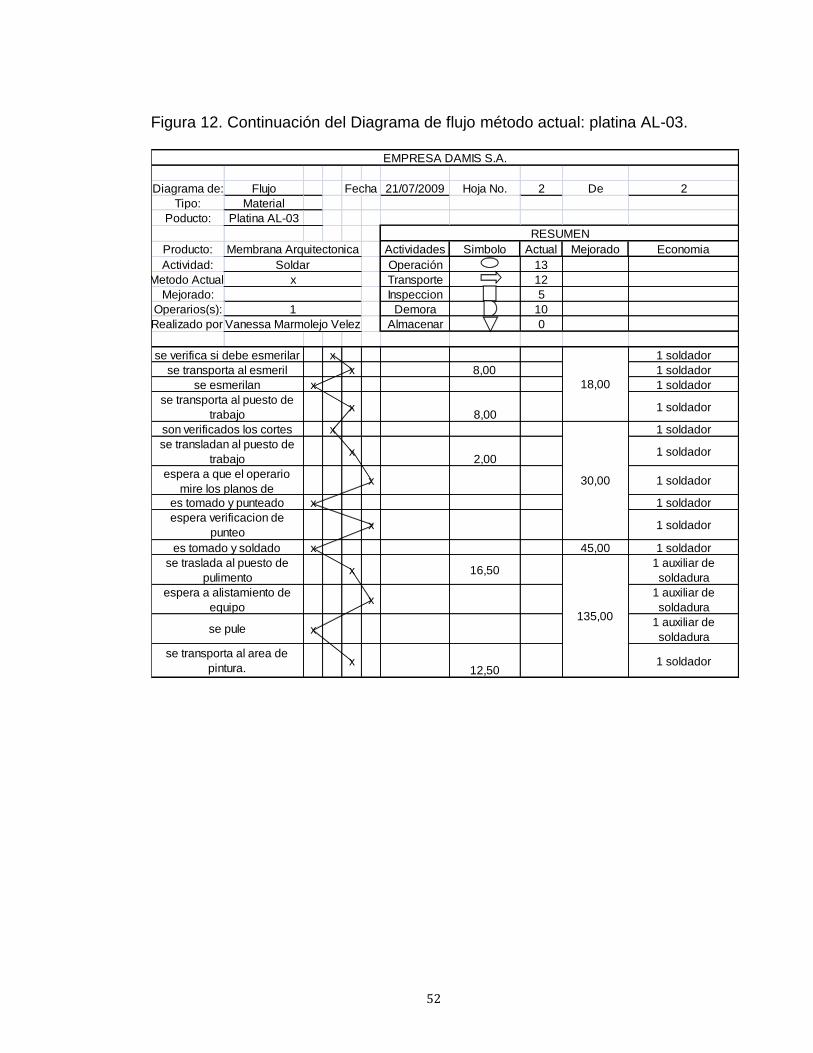
Figura 12. Continuación del Diagrama de flujo método actual: platina AL-03.
Diagrama de: Flujo 21/07/2009 Hoja No. 2 De 2
Tipo: Material
Poducto: Platina AL-03
Producto: Actividades Simbolo Actual Mejorado Economia
Actividad: Operación 13
Metodo Actual: Transporte 12
Mejorado: Inspeccion 5
Operarios(s): Demora 10
Realizado por: Almacenar 0
x 1 soldador
x 8,00 1 soldador
x 1 soldador
x8,00
1 soldador
x 1 soldador
x2,00
1 soldador
x 1 soldador
x 1 soldador
x 1 soldador
x 45,00 1 soldador
x 16,501 auxiliar de
soldadura
x1 auxiliar de
soldadura
x1 auxiliar de
soldadura
x12,50
1 soldador
1
Vanessa Marmolejo Velez
EMPRESA DAMIS S.A.
Fecha
RESUMEN
se transporta al esmeril
se verifica si debe esmerilar
Membrana Arquitectonica
se esmerilan
se transporta al puesto de
trabajo
Soldar
x
es tomado y punteado
se pule
espera a alistamiento de
equipo
espera verificacion de
punteo
es tomado y soldado
se traslada al puesto de
pulimento
se transporta al area de
pintura.
18,00
30,00
135,00
son verificados los cortes
se transladan al puesto de
trabajo
espera a que el operario
mire los planos de

53
Figura 13. Cursograma analítico del método actual: orejas

54
Figura 14. Diagrama de flujo método actual: orejas.
Diagrama de: Flujo Fecha: 25/07/2009 Hoja No. 1 De 1
Tipo: Material
Poducto: Orejas
Producto: Actividades Simbolo Actual Mejorado Economia
Actividad: Operación 6
Metodo Actual: Transporte 6
Mejorado: Inspeccion 3
Operarios(s): Demora 5
Realizado por: Almacenamiento 0
DISTANCIA
(mts)CANT.
TIEMPO
(minutos)OBSERVACIONES
x1 soldador
x 12,001 soldador
x1 soldador
x1 soldador
x 18,501 soldador
x 1 soldador
x1 soldador
x
1 soldador
x 11,60 1 soldador
x 1 soldador
x1 soldador
x 8,001 soldador
x 1 soldador
x 1 soldador
x1 soldador
x 13,001 soldador
x1 soldador
x 1 soldador
x 13,001 soldador
x 1 soldador
Membrana Arquitectonica
Soldar
x
1
Vanessa Marmolejo Velez
se transporta al puesto de
trabajo
20,00
trazar sobra la lamina y cortada
EMPRESA DAMIS S.A.
RESUMEN
DESCRIPCION
se toma la lamina de hierro 1/4
espera que el operario verifica
plantillas
es tomada la lamina
se transporta al equipo de
oxicorte
se transladan al taladro de arbol
espera a listamiento de equipo
se transporta la puesto de
trabajo
se perfora
espera que el operario corte la
plantilla del plano
verificacion de necesidad de
esmerilado
verificacion de piezas
transporta al puesto de trabajo
15,00
30,00
verificacion de necesidad de
perforar
se transporta al esmeril
espera mientras el operario
toma el siguiente material
se esmerila
espera a que el operario
verifique medidas
se trazan y se toman las piezas

55
Figura 15. Cursograma analítico del método actual: mástil MC-01.
56
Figura 16. Diagrama de flujo método actual: mástil MC-01.
Diagrama de: Flujo Fecha: 25/07/2009 Hoja No. 1 De 1
Tipo: Material
Poducto: MC/01
Producto: Actividades Simbolo Actual Mejorado Economia
Actividad: Operación 9
Metodo Actual: Transporte 5
Mejorado: Inspeccion 1
Operarios(s): Demora 5
Realizado por: Almacenamiento 0
DISTANCIA
(mts)CANT.
TIEMPO
(minutos)OBSERVACIONES
x 1 soldador
x 1 soldador
x 1 soldador
x 12,00 1 soldador
x1 soldador
x 1 soldador
x 1 soldador
x 5,00 1 soldador
x 1 soldador
x 1 soldador
x5,00 1 soldador
x1 soldador
x 1 soldador
x 1 soldador
x 1 soldador
x 240,00 1 soldador
x 5,00 1 auxiliar de soldadura
x 1 auxiliar de soldadura
x 1 auxiliar de soldadura
x 16,00 1 soldador
Membrana Arquitectonica
Soldar
x
1
Vanessa Marmolejo Velez
se puntean
verificacion de punteo
es soldada las partes
se transladan al puesto de
trabajoespera a alistamiento de
equipo de pulimiento
trasladan cerca de los
soportes de sostenimiento
es pulido
se transladan al area de
pintura
EMPRESA DAMIS S.A.
RESUMEN
DESCRIPCION
espera a que el operario traiga
el equipo de punteo y
soldadura a la vez
tome el tubo
espera que el operario ubique
los soportes
se toma el tubo
se transporta el tubo a lo
soportes de sostenimiento
se ubica los tubos sobre los
soportes
espera a que el operario
verifique los planos
180,00
150,00
120,00
60,00
se toman las piezas
se toman las piezas a puntear
se transladan a los soportes
de sostenimiento
espera al alistamiento de
equipo
se toman las piezas a soldar

57
6. MÉTODOS Y MOVIMIENTOS EN EL LUGAR DE TRABAJO Se ha procedido gradualmente desde el amplio campo de la productividad de la industria en su conjunto hasta la consideración general de cómo es posible eva-luar la productividad de hombres y máquinas mediante el estudio del trabajo. Con-tinuando el análisis de mayor a menor, hemos examinado procedimientos de carácter general para mejorar la forma en que se realiza el trabajo en el área de soldadura de la empresa DAMIS S.A. y se hace circular el material por la zona de trabajo. Pasando del material a los hombres, analizamos métodos para estudiar los movimientos de los operarios que trabajan juntos en grupo. Al examinar los movimientos de los operarios y materiales con el enfoque más amplio, es de interés llegar a una mejor utilización de las máquinas y las herra-mientas existentes mediante la supresión de los tiempos innecesarios de inactivi-dad, la ejecución más eficaz de los procesos y el mejor aprovechamiento de la mano de obra, eliminando movimientos innecesarios que consuman mucho tiem-po, dentro del área de trabajo. Principios de economía de movimientos para tener en cuenta: existen varios prin-cipios de economía de movimientos que son resultado de la experiencia y consti-tuyen una base excelente para idear métodos mejores en el lugar de trabajo y se pueden clasificar en tres grupos. a. Utilización del cuerpo humano. Las dos manos deben comenzar y contemplar sus movimientos a la vez. Nunca deben estar inactivas las dos manos a la vez, excepto durante los perio-dos de descanso. Los movimientos de los brazos deben realizarse simultáneamente y en direc-ciones opuestas y simétricas. Los movimientos de las manos y del cuerpo deben caer dentro de la clase más baja que sea posible ejecutar satisfactoriamente el trabajo. Debe aprovecharse el impulso cuando favorece al operario, pero debe reducirse al mínimo si hay que contrarrestarlo con un esfuerzo muscular. Son preferible los movimientos continuos y curvos a los movimientos rectos en los que hay cambios de dirección repentinos y bruscos. Los movimientos de oscilación libre son más rápidos, más fáciles y más exactos que los restringidos o controlados.

58
El ritmo es esencial para la ejecución suave y automática de las operaciones repetitivas, y el trabajo debe disponerse de modo que se pueda hacer con un ritmo fácil y natural, siempre que sea posible. El trabajo debe disponerse de modo que los ojos se mueven dentro de los lími-tes cómodos y no sea necesario cambio de foco a menudo. b. Distribución del lugar de trabajo.
Debe haber un sitio definido y fijo para todas las herramientas y materiales, con objeto de que se adquieran hábitos. Las herramientas y materiales deben colocarse de antemano donde se necesi-taran, para no tener que buscarlas. Deben utilizarse depósitos y medios de abastecimiento por gravedad, para que el material llegue tan cerca como sea posible del punto de utilización.
Las herramientas, materiales y mandos deben situarse dentro del área máxima de trabajo y tan cerca del trabajador como sea posible. Los materiales y las herramientas deben situarse en la forma que de a los ges-tos el mejor orden posible. Deben preverse medios para que la luz sea buena, y facilitarse al obrero una silla del tipo y altura adecuados para que se siente en buena postura. La altura de la superficie de trabajo y la del asiento deberán combinarse de forma que permitan al operario trabajar alternativamente sentado o de pie. El color de la superficie de trabajo deberá contrastar con el de la tarea que rea-liza, para reducir así la fatiga de la vista. c. Modelo de las máquinas y herramientas.
Debe evitarse que las manos estén ocupadas sosteniendo la pieza cuando ésta puede sujetarse con una plantilla, brazo o dispositivo accionado por el pie. Siempre que sea posible deben combinarse dos o más herramientas.
Los mangos, como los utilizados en as manivelas y destornilladores grandes, deben diseñarse para que la mayor cantidad posible de superficie éste en contacto con la mano.
59
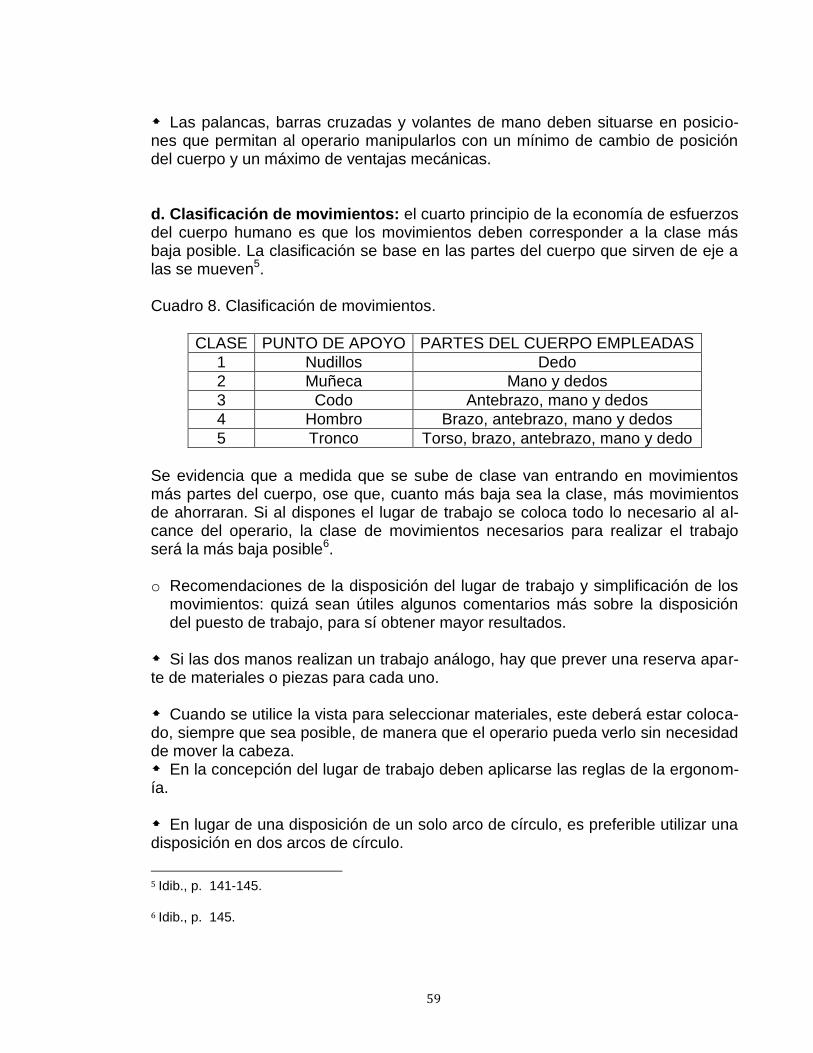
Las palancas, barras cruzadas y volantes de mano deben situarse en posicio-nes que permitan al operario manipularlos con un mínimo de cambio de posición del cuerpo y un máximo de ventajas mecánicas. d. Clasificación de movimientos: el cuarto principio de la economía de esfuerzos del cuerpo humano es que los movimientos deben corresponder a la clase más baja posible. La clasificación se base en las partes del cuerpo que sirven de eje a las se mueven5. Cuadro 8. Clasificación de movimientos.
CLASE PUNTO DE APOYO PARTES DEL CUERPO EMPLEADAS
1 Nudillos Dedo
2 Muñeca Mano y dedos
3 Codo Antebrazo, mano y dedos
4 Hombro Brazo, antebrazo, mano y dedos
5 Tronco Torso, brazo, antebrazo, mano y dedo
Se evidencia que a medida que se sube de clase van entrando en movimientos más partes del cuerpo, ose que, cuanto más baja sea la clase, más movimientos de ahorraran. Si al dispones el lugar de trabajo se coloca todo lo necesario al al-cance del operario, la clase de movimientos necesarios para realizar el trabajo será la más baja posible6. o Recomendaciones de la disposición del lugar de trabajo y simplificación de los
movimientos: quizá sean útiles algunos comentarios más sobre la disposición del puesto de trabajo, para sí obtener mayor resultados.
Si las dos manos realizan un trabajo análogo, hay que prever una reserva apar-te de materiales o piezas para cada uno. Cuando se utilice la vista para seleccionar materiales, este deberá estar coloca-do, siempre que sea posible, de manera que el operario pueda verlo sin necesidad de mover la cabeza. En la concepción del lugar de trabajo deben aplicarse las reglas de la ergonom-ía. En lugar de una disposición de un solo arco de círculo, es preferible utilizar una disposición en dos arcos de círculo.
5 Idib., p. 141-145.
6 Idib., p. 145.

60
La naturaleza y la forma del material influyen en su colocación en el lugar de trabajo. Antes de emprender el estudio detallado de un operario que ejecuta una tarea sin moverse de su sitio de trabajo, es importante comprobar si la tarea es realmente necesaria y se ejecuta en la forma adecuada. Se aplica entonces la técnica del interrogatorio a los siguientes elementos: Propósito: para asegurar de que la tarea es necesaria Lugar: para asegurar de que debe ejecutarse donde se realiza Sucesión: para asegurarse de que ocupa el lugar que le corresponde en la su-cesión de operaciones. Persona: para asegurar de que lo realiza la persona indicada. Una vez adquirida la seguridad de que no es posible combinar la tarea con otra operación, se puede proseguir al análisis y estudiar, con vistas a simplificarlos cuanto sea posible. Medios: empleados para ejecutar el trabajo. Uno de las técnicas que se utiliza para consignar detalladamente los movimientos del obrero en su lugar de trabajo de la manera que más facilite el examen crítico y el desarrollo de métodos perfeccionados es el Diagrama Bimanual. Diagrama bimanual: este diagrama registra la sucesión de loa hechos mos-trando las manos, y a veces los pies, del operario en movimiento o en reposo y su relación entre si, por lo general con referencia a una escala de tiempo. Esta es importante en el diagrama porque permite colocar más fácilmente, uno enfrente del otro, los símbolos de los movimientos que las dos manos ejecutan al mismo tiempo; sirve principalmente para estudiar operaciones repetitivas, y en este caso se registra un solo ciclo completo de trabajo, pero con más detalles que lo habitual en un cursograma analítico como una sola operación se descompone aquí en va-rias actividades eleménteles. Los símbolos que se utilizan son generalmente los mismos que en los diagramas ya estudiados, pero se les atribuye un sentido lige-ramente distinto para que abarque más detalles.
61
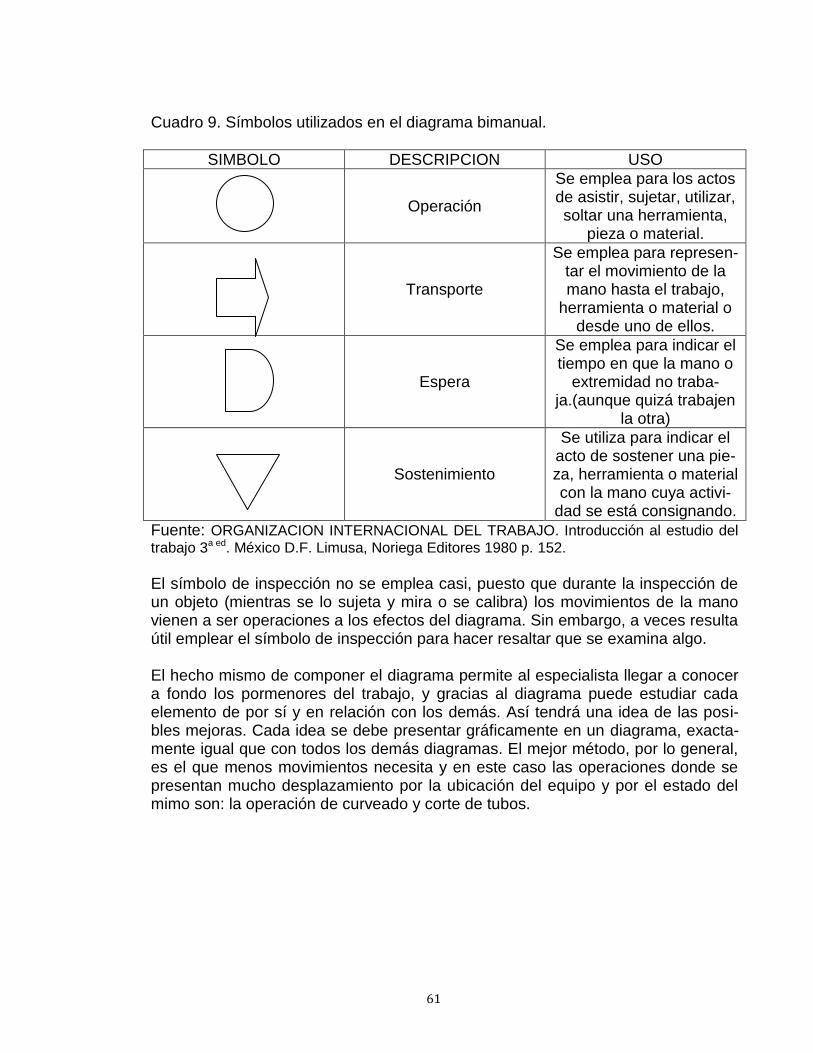
Cuadro 9. Símbolos utilizados en el diagrama bimanual.
SIMBOLO DESCRIPCION USO
Operación
Se emplea para los actos de asistir, sujetar, utilizar, soltar una herramienta,
pieza o material.
Transporte
Se emplea para represen-tar el movimiento de la mano hasta el trabajo,
herramienta o material o desde uno de ellos.
Espera
Se emplea para indicar el tiempo en que la mano o
extremidad no traba-ja.(aunque quizá trabajen
la otra)
Sostenimiento
Se utiliza para indicar el acto de sostener una pie-za, herramienta o material con la mano cuya activi-
dad se está consignando.
Fuente: ORGANIZACION INTERNACIONAL DEL TRABAJO. Introducción al estudio del
trabajo 3a ed. México D.F. Limusa, Noriega Editores 1980 p. 152.
El símbolo de inspección no se emplea casi, puesto que durante la inspección de un objeto (mientras se lo sujeta y mira o se calibra) los movimientos de la mano vienen a ser operaciones a los efectos del diagrama. Sin embargo, a veces resulta útil emplear el símbolo de inspección para hacer resaltar que se examina algo. El hecho mismo de componer el diagrama permite al especialista llegar a conocer a fondo los pormenores del trabajo, y gracias al diagrama puede estudiar cada elemento de por sí y en relación con los demás. Así tendrá una idea de las posi-bles mejoras. Cada idea se debe presentar gráficamente en un diagrama, exacta-mente igual que con todos los demás diagramas. El mejor método, por lo general, es el que menos movimientos necesita y en este caso las operaciones donde se presentan mucho desplazamiento por la ubicación del equipo y por el estado del mimo son: la operación de curveado y corte de tubos.

62
Nota sobra la composición de un diagrama bimanual que debe comprender: Espacio en la parte superior para la información habitual. Espacio adecuado para el croquis del lugar de trabajo o croquis de las plantillas. Espacio para los movimientos de ambas manos. Espacio para un resumen de movimientos y análisis de tiempos de inactividad. Estudiar el ciclo de las operaciones varias veces antes de realizar las anotacio-nes. Registrar una sola mano cada vez.
Registrar unos pocos símbolos cada vez. Registrar las acciones en el mismo renglón solo cuando tienen lugar al mismo tiempo. Las acciones que tienen lugar sucesivamente deben registrarse en renglones distintos. Verifíquese si en el diagrama la sincronización entre las dos manos co-rresponde a la realidad. Procure registrar todo lo que hace el operario y evítese combinar las operacio-nes con transporte o colocaciones, a no ser que ocurran al mismo tiempo. Los siguientes diagramas binamuales son de las operaciones donde anteriormente se menciono que se realizan más desplazamientos y el tiempo en ejecutar el tra-bajo es mayor.

63
Figura 17. Diagrama bimanual: curvadora de tubos.
Diagrama de: Hoja: 1 De: 1
Tipo:
Producto:
Operación
Metodo Actual:
Mejorado:
Operarios(s):
Realizado por:
Lugar:
Fecha:
MANO DERECHA
x x toma el tubo
x xlleva el tubo a la
curvadora
x x
enciende palanca de
encendido
x x
ubica extremo de tubo
entre los rodillos de la
curvadora
x xgira rodillos para
adecuar la curvatura
x x toma llave de presion
x x
coloca llave de
presion sobre tubo
x xpresiona la llave sobre
el tubo
x x toma llave de presion
x x
ejerce una fuerza
sobre la llave para
ayudar a curvar cada
20cm
x x
sostiene el tubo
mientras va saliando
ya curvado
x x
toma el tubo ya
curvado
x x sostiene el tubo
x x llevan tubo al piso
Actividades Simbolo Actual Mejorado
Operación 4
Transporte 2
Demora 0
Almacenamiento 8
Actividades Simbolo Actual Mejorado
Operación 10
Transporte 2
Demora 0
Almacenamiento 2
1
Vanessa Marmolejo Vélez
soldadura
21/07/2009
EMPRESA DAMIS S.A.
MANO IZQUIERDA
toma el tubo
lleva el tubo a la curvadora
Bimanual
operario
Tubo de 42mm
curvar tubo
x
RESUMEN MANO IZQUIERDA
RESUMEN MANO DERECHA
sostiene el tubo
sostiene el tubo
sostiene el tubo
toma llave de presion
sostiene el tubo
toma el tubo ya curvado
sostiene el tubo
llevan tubo al piso
sostiene el tubo
sostiene el tubo
ejerce una fuerza sobre la llave de
ayuda para la curva cada 20cm
sostiene el tubo

64
Figura 18. Máquina curvadora de tubo actual.

65
Figura 19. Diagrama bimanual: cortadora de tubos.
Diagrama de: Hoja: 1 De: 1
Tipo:
Producto:
Operación
Metodo Actual:
Mejorado:
Operarios(s):
Realizado por:
Lugar:
Fecha:
MANO DERECHA
x xtoma el tubo del piso
x x sostiene el tubo
x xlleva el tubo a la
tronzadora
x x
ubica el tubo en la
tronzadora
x xdesliza el tube hacia
el disco de corte
x xsostiene el tubo
x x sostiene el tubo
x x sostiene el tubo
x x sostiene el tubo
x x toma el tubo cortado
x x sostiene el tubo
x x
lleva el tubo al puesto
de trabajo
Actividades Simbolo Actual Mejorado
Operación 4
Transporte 2
Demora 0
Almacenamiento 6
Actividades Simbolo Actual Mejorado
Operación 8
Transporte 2
Demora 0
Almacenamiento 2
1
Vanessa Marmolejo Vélez
soldadura
21/07/2009
operario
Tubo de 42mm
curvar tubo
x
tira palanca hacia abajo
corta el tubo
RESUMEN MANO DERECHA
RESUMEN MANO IZQUIERDA
sostiene el tubo
lleva el tubo al puesto de trabajo
toma el tubo cortado
toma la palanca
ubica el tubo en la tronzadora
sostiene el tubo
desliza el tubo hacia el disco de
corte
presiona boton de encendido
EMPRESA DAMIS S.A.
MANO IZQUIERDA
toma el tubo del piso
lleva el tubo a la tronzadora
Bimanual

66
Figura 20. Cortadora de tubo actual.
Análisis del diagrama bimanual: Por medio del diagrama bimanual, se identificó las demoras y transportes inne-cesarios en los cuales incurría el proceso de soldadura. Se identificó la no participación activa de las manos en el proceso. Se identificó la carencia de tecnología y herramienta en el proceso.

67
7. ESTUDIO DE TIEMPOS
El estudio de tiempos es una técnica de medición del trabajo empleado para regis-trar los tiempos y ritmos de trabajo correspondientes a elementos de una tarea definida, efectuada en condiciones determinadas, y para analizar los datos a fin de averiguar el tiempo requerido para efectuar la tarea según una norma de ejecución establecida. Etapas del estudio de tiempos Obtener y registrar toda la información posible acerca de la tarea, del operario y de las condiciones que puedan influir en la ejecución del trabajo. Registrar una descripción completa del método descomponiendo la operación en elementos.
Examinar ese desglose para verificar si se están utilizando los mejores métodos y movimientos, y determinar el tamaño de la muestra. Medir el tiempo con un instrumento apropiado, generalmente un cronómetro, y registrar el tiempo invertido por el operario en llevar a cabo cada elemento de la operación. Determinar simultáneamente la velocidad del trabajo efectiva del operario para correlación con la idea que tenga el analista de lo que debe ser el ritmo tipo. Convertir los tiempos observados en tiempos básicos. Determinar los suplementos que se añadirán al tiempo básico de la operación. Determinar el tiempo tipo propio de la operación. Obtener y registrar información Antes de iniciar el estudio propiamente dicho deberá registrarse, a partir de lo ob-servado, la información que se indica a continuación a los datos aplicables a la operación del caso. Es importante registrar toda la información pertinente obtenida por observación directa por si acaso se de consultar posteriormente el estudio de tiempos. Si la información es incompleta, el estudio puede ser prácticamente inútil a los pocos meses.

68
Necesidad del muestreo del trabajo Es una técnica para determinar, mediante el muestro estadístico y observaciones aleatorias, el porcentaje de aparición de determinada actividad. Para obtener una visión completa y exacta del tiempo productivo y del tiempo inac-tivo de todas las máquinas de dicha zona y registrar el momento y la causa de ca-da interrupción. Pero es algo evidentemente imposible de realizar, a menos que una multitud de trabajadores se dedicarán exclusivamente a una sola tarea, lo que sería absurdo en la práctica. Lo que se debe hacer es un serie de recorridos del área ha intervalos aleatorios observando las máquinas que funcionan, las que están más paradas y la causa cada inmovilización. He aquí la base de la técnica de muestreo del trabajo. Si el tamaño de la muestra es suficientemente grande y las observaciones se efectúan al azar, existe una probabilidad de error por exceso o por defecto. Como utilizar el muestreo: el muestro del trabajo se utiliza muchísimo. Constituye una técnica relativamente sencilla, que puede aplicarse provechosamente en una amplia variedad de operaciones, sean de fabricación, mantenimiento u oficina. Además su costo es relativamente reducido y crea menos controversia que el es-tudio de tiempos con cronómetro. La información que permite obtener puede utili-zarse para comparar la eficiencia de dos departamentos, proceder a una distribu-ción más equitativa del trabajo dentro de un grupo, y por general, proporcionar a la dirección una evaluación del porcentaje de tiempo improductivo y sus motivos. Como resultado, puede indicar donde se debe aplicar el estudio de métodos mejo-rar la manipulación de materiales o introducir mejores métodos de planificación de la producción, como puede ocurrir si el muestreo del trabajo pone de manifiesto un elevado porcentaje de tiempo de máquina es improductivo porque los suministros demoran en llegar.7 Como determinar el tamaño de la muestra: existen diferentes métodos para calcu-larlo entre esos están: Método estadístico: con este método se deben tener las siguientes variables definidas OP: porcentaje de error, P: porcentaje de tiempo inactivo, Q: porcentaje de tiempo activo y n: número de observaciones o tamaño de la muestra a determi-nar). En este método se debe manejar el nivel de confianza, con un margen de error y la cuadro de distribución normal, y para poder hallar n se debe calcular inicialmen-te OP y éste valor se encuentra de acuerdo a la cuadro de distribución normal. La formula es: n = PQ / OP².
7 Idib., p. 152.
69
Método estadístico tradicional: para realizar el cálculo con este método se debe tener inicialmente un tamaño de muestra preliminar y las variables que se manejan son: n: tamaño de la muestra a determinar, x: valor de las observaciones, ∑: suma
de los valores y n´: tamaño de la muestra preliminar. La formula es: n = [40 * ((n´*(∑x²-(∑x)²))½ / ∑x²]
Para este proyecto se utilizó el método estadístico tradicional para calcular el ta-maño de muestra, ya que se tenían observaciones preliminares de los productos a las cuales se les debe realizar el mejoramiento en el área de soldadura. Para calcular el tamaño de la muestra, primero se deben agrupas en elementos las diferentes actividades que se realizan para la elaboración de los productos. Burro de sostenimiento: actividades agrupadas en elementos. Elemento A
Se toma el tubo de 42, se transporta al puesto de trabajo, espera que el operario verifique medidas. Elemento B
Traza medidas, se transporta a la tronzadora, espera a alistar máquina, es tomado y cortado. Elemento C
Verificación de esmerilado, se transporta al esmeril, se esmerila, se verifica el es-merilado y se transporta al puesto de trabajo. Elemento D
Verificación de necesidad de curvar, se toman los tubos a curvar, se transporta a curvadora, espera alistamiento de equipo, se toman, se curvan, verificación de curvatura y se transportan al puesto de trabajo. Elemento E
Espera a que el operario trace las líneas a las cuales deben ir unidos los tubos, se toma el tubo, se transporta al piso, se ubica cada uno de los tubos curvados sobre las líneas trazadas y espera a que el operario traiga el equipo de punteo y solda-dura.

70
Elemento F
Se toman las piezas del piso, se transportan al puesto de trabajo, se ubican en el puesto de trabajo, espera alistamiento de equipo, se puntean, se transportan al piso y se verifica punteo. Elemento G
Se transporta al puesto de trabajo, espera alistamiento de equipo, se suelda. Elemento H
Espera a que el operario traiga la pulidora y la aliste, se pule y se lleva al área de pintura. Platina AL-01: actividades agrupadas en elementos. Elemento A
Se toma lámina de 1/4, se transporta al puesto de trabajo, espera a que el opera-rio verifique plantillas, es tomada la lámina, se transporta al equipo de oxicorte, espera a que el operario corte la plantilla del plano, traza sobre la lámina y corta. Elemento B
Verificación de necesidad de esmerilado, se transporta al esmeril, se esmerila y se verifica esmerilado.
Elemento C
Se transporta piezas a puesto de trabajo, verificación de que piezas se van a per-forar, se trazan medidas a perforar sobre las piezas, se toman, se transportan al taladro de árbol, espera alistamiento de taladro, se perfora y avellana, se transpor-ta al puesto de trabajo y espera mientras el operario toma el siguiente material.
Elemento D
Se toma el tubo, espera a que el operario verifique medidas en el plano, es traza-do el material, se transporta a la tronzadora, espera alistamiento de equipo, es tomado y cortado. Elemento E
Verificación de necesidad de esmeril, se transporta al esmeril, se esmerila y se lleva al puesto de trabajo.

71
Elemento F
Se verifique los cortes, se transportan al puesto de trabajo, espera a que el opera-rio verifique planos de ensamble, es tomado y punteado. Elemento G
Es tomado y soldado, se transporta al puesto de pulimiento, espera alistamiento de equipo, se pule y se lleva al área de pintura. Platina AL-03: actividades agrupadas en elementos. Elemento A
Se toma lámina de 1/4, se transporta al puesto de trabajo, espera a que el opera-rio verifique plantillas, es tomada la lámina, se transporta al equipo de oxicorte, espera a que el operario corte la plantilla del plano, traza sobre la lámina y corta. Elemento B Verificación de necesidad de esmerilado, se transporta al esmeril, se esmerila y se verifica esmerilado. Elemento C
Se transporta piezas a puesto de trabajo, verificación de que piezas se van a per-forar, se trazan medidas a perforar sobre las piezas, se toman se transportan al taladro de árbol, espera alistamiento de taladro, se perfora y avellana, se transpor-ta al puesto de trabajo y espera mientras el operario toma el siguiente material. Elemento D
Se toma el tubo, espera a que el operario verifique medidas en el plano, es traza-do el material, se transporta a la tronzadora, espera alistamiento de equipo, es tomado y cortado. Elemento E
Verificación de necesidad de esmeril, se transporta al esmeril, se esmerila y se lleva al puesto de trabajo. Elemento F
Se verifique los cortes, se transportan al puesto de trabajo, espera a que el opera-rio verifique planos de ensamble, es tomado y punteado.

72
Elemento G
Es tomado y soldado, se transporta al puesto de pulimiento, espera alistamiento de equipo, se pule y se lleva al área de pintura. Platina P3/16*5/8 - P1/4*1/2 - ET/01 - ET/02: actividades agrupadas en ele-mentos. Elemento A
Se toma lámina de 1/4, se transporta al puesto de trabajo, espera a que el opera-rio verifique plantillas, es tomada la lámina, se transporta al equipo de oxicorte, espera a que el operario corte la plantilla del plano, traza sobre la lámina y corta. Elemento B
Verificación de necesidad de esmerilado, se transporta al esmeril, se esmerila y se verifica esmerilado. Elemento C
Se transporta piezas a puesto de trabajo, verificación de que piezas se van a per-forar, se trazan medidas a perforar sobre las piezas, se toman, se transportan al taladro de árbol, espera alistamiento de taladro, se perfora y avellana, se transpor-ta al puesto de trabajo y espera mientras el operario toma el siguiente material. MC/01: actividades agrupadas en elementos. Elemento A
Se toma el tubo de 4", espera que el operario ubique soportes donde va el tubo de 4", se traslado el tubo hacia los soportes de sostenimiento, se ubica el tubo sobre los soportes y espera a verificación de ensamble por el operario. Elemento B
Se toman las piezas a soldar o ensamblar, se trasladan las piezas cerca al tubo de 4", espera a que el operario traiga el equipo de puntear y soldar, (ya que el equipo es utilizado para lo mismo) se toman piezas a puntear y se trasladan a los sopor-tes de sostenimiento. Elemento C
Espera alistamiento de equipo, se toman la piezas, se puntean y verificación de punteo.

73
Elemento D
Se sueldan las partes punteadas. Elemento E
Espera a que el operario traiga la pulidora manual y a la vez hace alistamiento de equipo, es pulido y llevada al área de pintura. Ya agrupados las diferentes operaciones que se realizan en cada producto de la sección de soldadura se realizan la toma de las muestras preliminares y es allí donde se inicia el estudio de tiempos. Como se realizó anteriormente la tarea se descompuso en elementos y esta es la parte delimitada de una tarea definida que se selecciona para facilitar la observa-ción, medición y análisis. Tipos de Elementos. Elementos repetitivos: son los que reaparecen en cada ciclo del trabajo estu-diado. Elementos casuales: son los que no reaparecen en cada ciclo de trabajo estu-diado, sino a intervalos tanto regulares como irregulares.
Elementos constantes: son aquellos cuyo tiempo básico es siempre igual.
Elementos variables: son aquellos cuyo tiempo básico de ejecución cambia según ciertas características del producto, equipo o proceso, como dimensiones, calidad, etc. Elementos manuales: son los que realiza el trabajador. Elementos mecánicos: son los realizados automáticamente por una máquina o proceso a base de fuerza motriz. Elementos dominantes: son los que duran más tiempo que cualquiera de los elementos realizados simultáneamente. Elementos extraños: son los observados durante el estudio y que al ser anali-zados no resultan ser parte necesaria del trabajo. Delimitar los elementos Existen algunas reglas para delimitar los elementos de una operación y estos son:
74
Los elementos deberán ser de identificación fácil y de comienzo y fin claramen-te definidos, de modo que una vez fijados puedan ser reconocidos una y otra vez. Los elementos deberán todo lo breve que sea posible, con tal que un analista experto pueda aun cronométralos cómodamente. Dentro de lo posible, los elementos sobre todo los manuales, deberán elegirse de manera que corresponda a segmentos naturalmente unificados y visiblemente delimitados de la tarea. Los elementos manuales deberán separase de los mecánicos. Estos pueden calcularse a partir de los valores automáticos o de las velocidades fijadas y servir para verificar los tiempos cronometrados. Los elementos manuales dependen comúnmente por entero del operario. Esta separación es de vital importancia cuando se quiere calcular el tiempo tipo. Los elementos constantes se deben separa de los variables. Los elementos que no aparecen en todo el ciclo (causales o extraños) deben cronometrarse aparte de los que si aparecen.
El estudio de tiempos exige cierto material fundamental a saber: Cronómetro: para el estudio de tiempos se utilizan dos tipos de cronómetro: el mecánico y el electrónico, el mecánico puede subdividirse en otros tres tipos: el cronómetro ordinario, el cronómetro con vuelta a cero y, de uso menos frecuente, el cronómetro de registro fraccional de segundos u otra unidad de tiempo. El electrónico comprende dos subdivisiones: el que se utiliza solo y el que se utilizó integrado en un dispositivo electrónico de registro. Una vez descritos y delimitados los elementos se puede empezar el cronometraje. Tablero para formularios de estudio de tiempo: es sencillamente un tablero sencillo, generalmente de madera contrachapado o de un material plástico apro-piado, donde se fijan los formularios para anotar las observaciones. Deberá ser rígido y de un tamaño mayor que el más grande de los formularios que se utilicen. Puede tener un dispositivo para sujetar el cronómetro, de modo que el especialista quede con las manos relativamente libres y vea fácilmente el cronómetro. El tipo de cronómetro que se utilizó para la toma de tiempo en este caso es el de vuelta a cero el cual se regula oprimiendo en la corono del cronómetro, con la pri-mera presión las agujas se ponen en movimiento; con la segunda se detienen y con la tercera vuelven a cero. Este tipo solo se presta para el cronometraje acu-mulativo. A continuación se muestra cada uno de los productos con su respectiva toma de tiempos preliminares para así poder hallar el tamaño de la muestra. Producto burro de sostenimiento método actual.

75
Este proceso se realizó varias veces debido a que el tamaño de datos a datos va-riaba mucho.
Cuadro 10. Actividades agrupadas por elementos: burro de sostenimiento.
ELEMENTO
OBSERVACION
No.1
OBSERVACION
No.2
OBSERVACION
No.3
OBSERVACION
No.4
OBSERVACION
No.5 PROMEDIO
A 30 25 32 31 28 25.17
B 45 50 39 45 44 38.00
C 15 13 18 15 15 13.50
D 50 48 55 59 48 44.17
E 30 17 14 17 17 16.67
F 30 28 31 30 30 25.67
G 90 86 93 89 90 75.50
H 25 23 29 24 25 21.83 La formula es N = [40*(5*∑X² - (∑X)²)½ / ∑X]² En este caso utilizaremos el Elemento C para calcular el tamaño de la muestra, debido a que si se realiza la formula que los valores mayores que den en determi-nada observación el tamaño de la muestra se acercara a uno y por consiguiente no permite realizar el estudio de tiempos ni de métodos. Cuadro 11. Cuadro muestra de elementos del burro de sostenimiento
x x²
15 225
13 169
18 324
15 225
15 225
∑ 76 1168X X ²
10 100
10 100
11 121
9 81
11 121
∑ 51 523
x x²
12 144
13 169
11 121
12 144
13 169
∑ 61 747
x x²
10 100
10 100
11 121
9 81
11 121
∑ 51 523X X ²
1 0 1 0 0
1 0 1 0 0
1 1 1 2 1
9 8 1
1 1 1 2 1
∑ 5 1 5 2 3
x x²
5 25
5 25
5 25
4 16
5 25
∑ 24 116X X ²
1 0 1 0 0
1 0 1 0 0
1 1 1 2 1
9 8 1
1 1 1 2 1
∑ 5 1 5 2 3
X X ²
5 2 5
5 2 5
5 2 5
4 1 6
5 2 5
∑ 2 4 1 1 6
x x²
15 225
13 169
18 324
15 225
15 225
∑ 76 1168X X ²
1 0 1 0 0
1 0 1 0 0
1 1 1 2 1
9 8 1
1 1 1 2 1
∑ 5 1 5 2 3
X X ²
5 2 5
5 2 5
5 2 5
4 1 6
5 2 5
∑ 2 4 1 1 6
X X ²
1 5 2 2 5
1 3 1 6 9
1 8 3 2 4
1 5 2 2 5
1 5 2 2 5
∑ 7 6 1 1 6 8
Los datos a manejar en la fórmula para hallar el número de la muestra

76
Cuadro 12. Cuadro de resultados de muestra del burro de sostenimiento
∑X 76
(∑X)² 5776
∑X² 1168
5*∑X² 5840
(∑X)² - 5*∑X² 64
((∑X)² - 5*∑X²)½ 8,00
=40*B35 320,00
=A36/A30 4,21
[3.24 ]² 18 Cuadro 13. Cuadro numero de observaciones a realizar para el burro de sosteni-miento
Número de Observaciones a realizar
N = [40*(64)½ / 76 ]²
N = [40*8 / 76 ]²
N = [320 / 76 ]²
N = [4.21]²
N = [40*(5*3196 - (76)²)½ / 76 ]²
N = [40*(5840 - 5776)½ / 76 ]²
N = 18 OBSERVACIONES Producto platina AL-01 método actual Este proceso se realizó varias veces debido a que el tamaño de datos a datos va-riaba mucho. Cuadro 14. Actividades agrupadas en elementos: platina AL-01.
ELEMENTO
OBSERVACION
No.1
OBSERVACION
No.2
OBSERVACION
No.3
OBSERVACION
No.4
OBSERVACION
No.5 PROMEDIO
A 60 58 60 61 60 50.67
B 15 15 16 14 15 13.33
C 5 5 5 4 5 4.83
D 10 11 11 12 10 9.83
E 15 16 14 14 14 13.00
F 30 29 30 30 31 25.83
G 135 130 130 135 131 111.00 La formula es N = [40*(5*∑X² - (∑X)²)½ / ∑X]², en este caso utilizaremos el Ele-mento C para calcular el tamaño de la muestra.

77
Cuadro 15. Cuadro muestra de elementos de la platina AL-01
x x²
5 25
5 25
5 25
4 16
5 25
∑ 24 116X X ²
10 100
10 100
11 121
9 81
11 121
∑ 51 523
x x²
12 144
13 169
11 121
12 144
13 169
∑ 61 747
x x²
10 100
10 100
11 121
9 81
11 121
∑ 51 523X X ²
1 0 1 0 0
1 0 1 0 0
1 1 1 2 1
9 8 1
1 1 1 2 1
∑ 5 1 5 2 3
x x²
5 25
5 25
5 25
4 16
5 25
∑ 24 116X X ²
1 0 1 0 0
1 0 1 0 0
1 1 1 2 1
9 8 1
1 1 1 2 1
∑ 5 1 5 2 3
X X ²
5 2 5
5 2 5
5 2 5
4 1 6
5 2 5
∑ 2 4 1 1 6
Los datos a manejar en la fórmula para hallar el número de la muestra Cuadro 16. Cuadro de resultados de muestra de la platina AL-01
∑X 24
(∑X)² 576
∑X² 116
5*∑X² 580
(∑X)² - 5*∑X² 4
(4)½ 2,00
40*2,00 80,00
=B33/B27 3,33
[3.33 ]² 11 Cuadro 17. Cuadro numero de observaciones a realizar para la platina AL-01
Número de Observaciones a realizar
N = [40*(4)½ / 24 ]²
N = [40*2 / 24 ]²
N = [80 / 24 ]²
N = [3.33]²
N = 11 OBSERVACIONES
N = [40*(5*116 - (24)²)½ / 24 ]²
N = [40*(580 - 576)½ / 24 ]²
Producto platina AL-03 método actual Este proceso se realizó varias veces debido a que el tamaño de datos a datos va-riaba mucho.

78
Cuadro 18. Actividades agrupadas en elementos: platina AL-03.
ELEMENTO
OBSERVACION
No.1
OBSERVACION
No.2
OBSERVACION
No.3
OBSERVACION
No.4
OBSERVACION
No.5 PROMEDIO
A 90 85 90 91 80 73.50
B 25 30 26 24 23 22.17
C 10 10 11 9 11 9.33
D 14 13 12 14 14 12.00
E 18 17 19 18 17 15.67
F 45 44 40 45 43 37.00
G 150 151 149 150 152 126.17 La formula es N = [40*(5*∑X² - (∑X)²)½ / ∑X]² En este caso utilizaremos el Elemento C para calcular el tamaño de la muestra. Cuadro 19. Cuadro muestra de elementos de la platina AL-03
x x²
10 100
10 100
11 121
9 81
11 121
∑ 51 523X X ²
10 100
10 100
11 121
9 81
11 121
∑ 51 523
x x²
12 144
13 169
11 121
12 144
13 169
∑ 61 747
x x²
10 100
10 100
11 121
9 81
11 121
∑ 51 523X X ²
1 0 1 0 0
1 0 1 0 0
1 1 1 2 1
9 8 1
1 1 1 2 1
∑ 5 1 5 2 3
Los datos a manejar en la fórmula para hallar el número de la muestra Cuadro 20. Cuadro de resultados de muestra de la platina AL-03
∑X 51
(∑X)² 2601
∑X² 523
5*∑X² 2615
(∑X)² - 5*∑X² 14
(14)½ 3.74
40*3.74 149.67
149.67/51 2.93
[3.24]² 9

79
Cuadro 21. Cuadro numero de observaciones a realizar para la platina AL-03
Número de Observaciones a realizar
[40*(5*523 - (51)²)½ / 51]²
[40*(2615 - 2601)½ / 51]²
[40*(14)½ / 51]²
[40*3.74 / 51]²
[149.67 / 514]²
[2.93]²
9 Observaciones
Producto orejas P3/16*5/8 - P1/4*1/2 - ET/01 - ET/02 método actual Este proceso se realizó varias veces debido a que el tamaño de datos a datos va-riaba mucho. Cuadro 22. Actividades agrupadas en elementos: orejas.
ELEMENTO
OBSERVACION
No.1
OBSERVACION
No.2
OBSERVACION
No.3
OBSERVACION
No.4
OBSERVACION
No.5 PROMEDIO
A 20 12 19 21 20 16.17
B 12 13 11 12 13 11.00
C 30 31 30 30 29 25.83
La formula es: N = [40*(5*∑X² - (∑X)²)½ / ∑X]²
En este caso utilizaremos el Elemento B para calcular el tamaño de la muestra Cuadro 23. Cuadro muestra de elementos de las Orejas
x x²
12 144
13 169
11 121
12 144
13 169
∑ 61 747X X ²
10 100
10 100
11 121
9 81
11 121
∑ 51 523
x x²
12 144
13 169
11 121
12 144
13 169
∑ 61 747
Los datos a manejar en la fórmula para hallar el número de la muestra

80
Cuadro 24. Cuadro de resultados de muestra de las orejas Cuadro 25. Cuadro numero de observaciones a realizar para las Orejas
Número de Observaciones a realizar
[40*(5*7473 - (61)²)½ / 61]²
[40*(3735 - 3721)½ / 61]²
[40*(14)½ / 61]²
[40*3.74 / 61]²
[149.67 / 61]²
[2.45]²
6 Observaciones
Producto mástil MC/01 método actual Este proceso se realizó varias veces debido a que el tamaño de datos a datos va-riaba mucho. Cuadro 26. Actividades agrupadas en elementos: mástil MC-01.
ELEMENTO
OBSERVACION
No.1
OBSERVACION
No.2
OBSERVACION
No.3
OBSERVACION
No.4
OBSERVACION
No.5 PROMEDIO
A 180 175 180 160 177 146.17
B 150 140 145 155 150 124.17
C 120 119 110 121 120 99.17
D 240 239 240 245 235 200.67
E 60 50 49 55 62 46.83 La formula es: N = [40*(5*∑X² - (∑X)²)½ / ∑X]²
En este caso utilizaremos el Elemento E para calcular el tamaño de la muestra.
∑X 61
(∑X)² 3721
∑X² 747
5*∑X² 3735
(∑X)² - 5*∑X² 14
(14)½ 3.74
40*3.74 149.67
149.67/51 2.45
[3.24]² 6

81
Cuadro 27. Cuadro muestra de elementos del mástil
X X²
60 3600
50 2500
49 2401
55 3025
62 3844
∑ 276 76176
X X²
60 3600
50 2500
49 2401
55 3025
62 3844
∑ 276 15370
Los datos a manejar en la fórmula para hallar el número de la muestra Cuadro 28. Cuadro de resultados de muestra del mástil
∑X 276
(∑X)² 76176
∑X² 15370
5*∑X² 76850
(∑X)² - 5*∑X² 674
(674)½ 25.96
40*25.96 1038.46
1038.86/276 3.76
[3.24]² 14
Cuadro 29. Cuadro numero de observaciones a realizar para el mástil
Número de Observaciones a realizar
[40*(5*15370 - (276)²)½ / 276]²
[40*(76850 - 76176)½ / 276]²
[40*(674)½ / 276]²
[40*25.96 / 276]²
[1038.46 / 276]²
[3.76]²
14 Observaciones
Para el estudio de tiempo existe otro factor importante son: Valoración del ritmo: son los temas más discutidos en el estudio de tiempos. Ese estudio, tiene por objeto determinar los tiempos tipos para fijar el volumen de trabajo en cada puesto. Los procedimientos empleados repercuten, pues, en los ingresos de los trabajadores, y no solo en la productividad, sino también en los beneficios para la empresa. El estudio de tiempos no es solo una ciencia exacta, aunque se han hecho y se continúan haciendo unas investigaciones para tratar de

82
darle base científica. Sin embargo la valoración del ritmo de trabajo del operario y los suplementos del tiempo de tiempo que se deben prever para recuperarse de la fatiga y para otros fines siguen siendo en gran parte cuestión de criterio y por la tanto objeto de negociación entre la empresa y los trabajadores. La valoración tiene por fin determinar, a partir del tiempo que invierte realmente el operario observado, cual es el tiempo tipo que el trabajador calificado medio pue-de mantener y que sirva de base realista para la planificación y el control. Por con-siguiente, lo que debe determinar el analista es la velocidad con que el operario ejecuta el trabajo en relación con su propia idea de velocidad normal. La velocidad del trabajador representada por el tiempo invertido en ejecutar los elementos de la operación es, en realidad, lo único que se puede medir con el cronómetro. Las operaciones que exigen una actividad mental son las más difíciles de valorar, y no se evalúan bien sin una larga experiencia previa del trabajo que se trate. 7.1 FACTORES QUE INFLUYEN EN EL RITMO TIPO: Las variaciones de calidad u otras características del material utilizado, aunque sea dentro de los límites de tolerancia previstos. La mayor o menor eficiencia de las herramientas o del equipo dentro de su vida normal. Los pequeños cambios inevitables en los métodos y condiciones de ejecución. Las variaciones en la concentración mental necesaria para ejecutar ciertos ele-mentos. Los cambios de clima y otros factores del medio ambiente, como luz, tempera-tura. 7.2 LOS FACTORES QUE DEPENDEN DEL OPERARIO: Las variaciones aceptables en la calidad del producto. Las variaciones debidas a su pericia. Las variaciones debidas a su estado de ánimo, particularmente respecto a su empresa.
Los factores que dependen del operario pueden influir sobre los tiempos de ele-mentos de trabajo análogos al modificar. El esquema de sus movimientos. Su ritmo de trabajo.
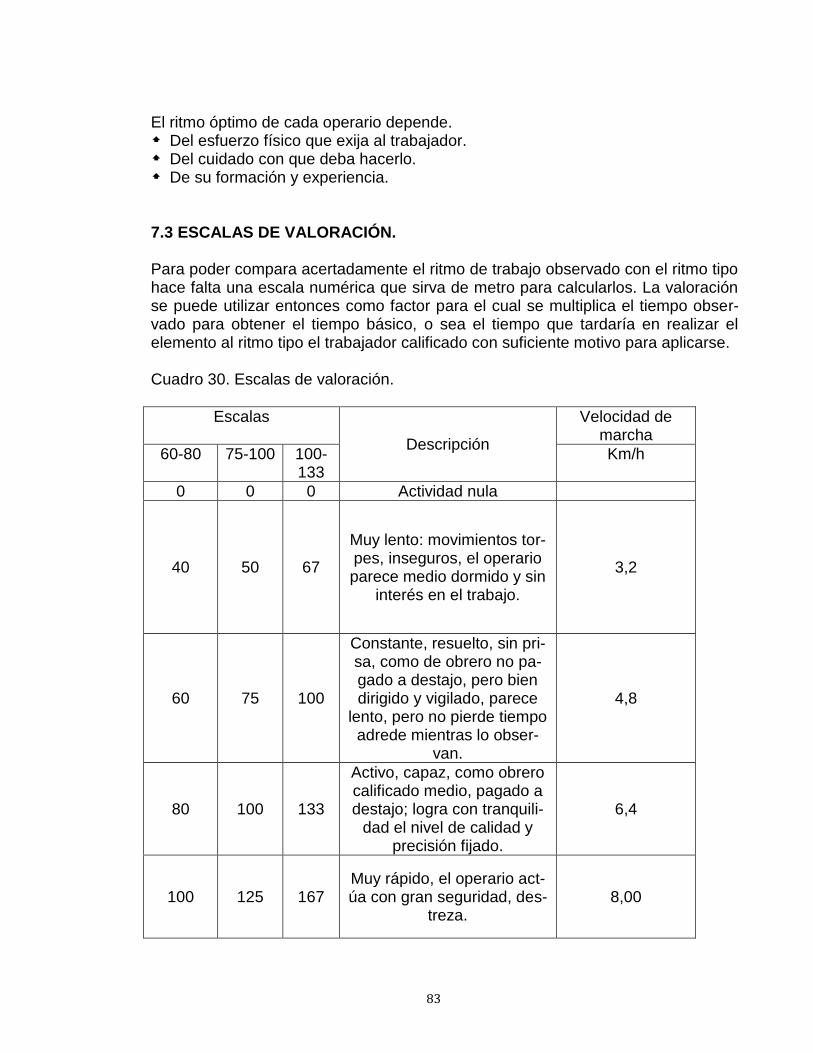
83
El ritmo óptimo de cada operario depende. Del esfuerzo físico que exija al trabajador. Del cuidado con que deba hacerlo. De su formación y experiencia. 7.3 ESCALAS DE VALORACIÓN. Para poder compara acertadamente el ritmo de trabajo observado con el ritmo tipo hace falta una escala numérica que sirva de metro para calcularlos. La valoración se puede utilizar entonces como factor para el cual se multiplica el tiempo obser-vado para obtener el tiempo básico, o sea el tiempo que tardaría en realizar el elemento al ritmo tipo el trabajador calificado con suficiente motivo para aplicarse. Cuadro 30. Escalas de valoración.
Escalas
Descripción
Velocidad de marcha
60-80 75-100 100-133
Km/h
0 0 0 Actividad nula
40 50 67
Muy lento: movimientos tor-pes, inseguros, el operario parece medio dormido y sin
interés en el trabajo.
3,2
60 75 100
Constante, resuelto, sin pri-sa, como de obrero no pa-gado a destajo, pero bien dirigido y vigilado, parece
lento, pero no pierde tiempo adrede mientras lo obser-
van.
4,8
80 100 133
Activo, capaz, como obrero calificado medio, pagado a destajo; logra con tranquili-
dad el nivel de calidad y precisión fijado.
6,4
100 125 167 Muy rápido, el operario act-úa con gran seguridad, des-
treza. 8,00

84
Escalas Descripción
Velocidad de marcha
60-80 75-100
Km/h Km/h
120 150 200
Excepcionalmente rápi-do, concentración y es-fuerzo intenso sin pro-babilidad de durar por largos periodos.
9,6
Fuente: ORGANIZACION INTERNACIONAL DEL TRABAJO. Introducción al estudio del
trabajo 3a ed. México D.F. Limusa, Noriega Editores 1980 p. 150.
La velocidad de marcha normal es 6.4 km/h en línea recta, en suelo plano y sin mayor esfuerzo físico. Al efectuar la valoración la cifra 100 representa el desempeño tipo. Si el analista opina que la operación se está realizando a una velocidad inferior a la que en su concepto es la normal, aplicará u factor inferior a 100, digamos 90 o 75 a lo que le parezca representar la realidad. Suplementos: ya hemos visto que al hacer un estudio de métodos es indispen-sable antes de cronometrar cualquier tarea, la energía que necesite gastar el tra-bajador para ejecutar la operación debe reducirse al mínimo, perfeccionando los métodos y procedimientos de conformidad con los principios de economía de mo-vimientos y, de ser posible, mecanizando el trabajo. Sin embargo, incluso cuando se ha ideado el método más práctico, económico y eficaz, la tarea continuara exi-giendo un esfuerzo humano, porque lo que hay que prever ciertos suplementos para compensar la fatiga y descansar. Debe preverse asimismo un suplemento de tiempo para que el trabajador pueda ocuparse de sus necesidades personales, y quizá haya que añadir al tiempo básico otros suplementos más para establecer el contenido del trabajo. La determinación de suplementos tal vez sea la parte del estudio del trabaja más controversial, es sumamente difícil calcular con precisión los suplementos requeri-dos para determinada tarea. Por lo tanto lo que se de procurar es evaluar de ma-nera objetiva los suplementos que pueden aplicarse uniformemente a los diversos elementos de trabajo o a las diversas operaciones. 7.4 LOS FACTORES INFLUYEN EN LA DETERMINACIÓN DE LOS SUPLE-MENTOS.
Factores relacionados con el individuo: si todos los trabajadores de una zona de trabajo determinada se estudiaran u individualmente, se descubriría que el traba-jador delgado, activo, ágil y en el apogeo de sus facultades físicas necesita recu-perarse de la fatiga un suplemento de tiempo menor que su colega obeso e inepto.

85
Factores relacionados con la naturaleza del trabajo en sí: muchas de las cua-dros elaboradas para calcular los suplementos dan cifras que pueden ser acepta-bles para los trabajadores fabriles ligeros y medios, pero que son insuficiente si se trata de tareas pesadas y arduas. Factores relacionados con el medio ambiente: los suplementos, y en particular los correspondientes a descansos, debe fijarse teniendo debidamente diversos factores ambientales, tales como el calor, humedad, ruido, suciedad, vibraciones, intensidad de la luz, polvo, agua circundante y cada uno de ellos influirá en la im-portancia de los suplementos por descanso requerido. Además, los factores de orden ambiental también puede ser de naturaleza estacional. 7.4.1 Cálculo de los suplementos. Los suplementos por descanso son la única parte esencial del tiempo que se aña-de al tiempo básico. Los demás suplementos, como por contingencias, por razo-nes de política de la empresa y especiales, solamente se aplican bajo ciertas con-diciones.
7.4.2 Tipos de suplementos. Suplementos por descanso tiene dos componentes:
Los suplementos fijos: son las necesidades personales, que se aplica a los ca-sos de abandono del puesto , por ejemplo para ir a tomar agua, a lavarse o al re-trete, también está por fatiga básica, que siempre es una cantidad constante y se aplica para compensar la energía consumida en la ejecución de un trabajo y para aliviar la monotonía.
Los suplementos variables: se añaden cuando las condiciones de trabajo difie-ren mucho de las indicadas; por ejemplo cuando las condiciones ambientales son malas y no se pueden mejorar, cuando aumenta el esfuerzo y la tensión para eje-cutar determinada tarea. Suplementos por contingencias: es el pequeño margen que se incluye en el tiempo tipo para prever legítimos añadidos de trabajo o demora que no compensa medir exactamente porque aparecen sin frecuencia ni regularidad.
Suplementos por razones de política de la empresa: no ligada a las primas, que se añade al tiempo tipo parque en una circunstancia excepcional, a un nivel defini-do de desempeño corresponda a un nivel satisfactorio de ganancias. Suplementos Especiales: pueden concederse suplementos para actividades que normalmente no forman parte del ciclo de trabajo, pero sin las cuales este no se podría efectuar debidamente. Tales suplementos pueden ser permanentes o

86
pasajeros, lo que se deberá especificar. Dentro de lo posible se deberían determi-nar mediante un estudio de tiempos.
Ya con los datos reunidos se elaboran los formularios generales del estudio de tiempos de cada producto, además se calculara el índice de productividad y para poder hablar de este tema primero debemos tener muy claro e identificado que es un índice de productividad como se calcula y que significa. Descompondremos la frase índice de productividad y hablaremos inicialmente que es la productividad y se define como el cociente que se obtiene al dividir la pro-ducción por uno de los factores de producción. De esta forma es posible hablar de la productividad del capital, de la inversión, o de la materia prima según si lo que se produjo se toma en cuenta con respecto al capital, a la inversión o a la cantidad de materia prima. Y la productividad a su vez se puede descomponer en los dos términos que la componen: Producción y actividad. Esto es lo que ha conllevado durante muchos años a la creencia de que este concepto está asociado últimamente a la actividad productiva de la empresa y ha limitado se utilización en otras áreas que no clasifi-can como tal. La producción se refiere a la actividad de producir bienes y/o servicios, es la canti-dad de productos que se fabrican, mientras que la productividad se relaciona con la eficiencia de los recursos para producir bienes y/o servicios. La eficiencia es la razón en la producción real obtenida y la producción estándar esperada. Es decir, la en que se utilizan los recursos para lograr los resultados, mientras la efectividad es el grado en que se logran los objetivos. O bien, la forma en que se obtiene un conjunto de resultados. La productividad es una medida de eficiencia con que se utilizan los recursos para obtener un producto y cuando se habla de una empresa de servicios, resulta más fácil encontrar la productividad, pero igualmente es un factor importante que se debe hallara para conocer el nivel de desempeño del negocio. Cuando se define el termino productividad se aprecian ligeras variantes conforme se expresa por un económico, un contador, un ingeniero industrial, un administrar, un política o un líder sindical, pero para todos el concepto fundamental es siempre la relación entre la cantidad y calidad de los bienes o servicios producidos y la cantidad de recursos utilizados. Un elemento primordial al respecto, es la calidad de la mano de obre, su administración y sus condiciones de trabajo. La productividad consiste en la utilización eficaz y eficiente de todos los recursos y que se deben rechazar los errores más frecuentes al respecto, se nombraran al-gunos a continuación:

87
La productividad no es solamente la eficiencia del trabajo. El rendimiento no solo se mide por el producto. La creencia de que la reducción en los costos siempre mejoran la productividad. El mito de que la productividad solo se puede aplicar a la producción. La importancia de medir la productividad permite comparar bajo una misma medición el desarrollo de compañías, industrias y naciones, ya que si se tiene una alta productividad significa alto ingreso real para el trabajador, para la compañía altas utilidades y en las naciones significa altos estándares de vida menos infla-ción mejor balanza de pagos y una más fuerte moneda. Las siguientes variables se utilizarán para el cálculo de los datos que se maneja-ran el formato del estudio de tiempos como son: Valoración (V): el tiempo que tardaría en realizar el elemento al ritmo tipo el trabajador calificado con suficiente motivo para aplicarse.
Cronometraje (C): es la lectura del cronómetro.
Tiempo Restante (TR): es el tiempo observado de la fracción que queda y se emplea en cada elemento que a su vez conforma una operación o proceso.
Tiempo Básico (TB): es el tiempo normal, es el resultado de multiplicar la valo-ración del elemento por el tiempo del elemento divido entre un porcentaje que es del 100.

88
Figura 21. Formulario de estudio de tiempos método actual: burros de sosteni-miento.
Numero de
ObservacionesElemento
Numero de
ObservacionesElemento
A 90 30 30 27 D 105 1652 57 60
B 75 75 45 34 E 95 1667 15 14
C 105 90 15 16 F 100 1696 29 29
D 110 140 50 55 G 110 1778 82 90
E 75 155 15 11 H 90 1809 31 28
F 100 185 30 30 A 105 1839 30 32
G 105 275 90 95 B 75 1889 50 38
H 75 300 25 19 C 110 1903 14 15
A 85 325 25 21 D 80 1949 46 37
B 70 375 50 35 E 100 1967 18 18
C 100 388 13 13 F 105 1998 31 33
D 90 436 48 43 G 100 2088 90 90
E 80 453 17 14 H 80 2113 25 20
F 105 481 28 29 A 100 2140 27 27
G 110 567 86 95 B 60 2177 37 22
H 80 590 23 18 C 90 2192 15 14
A 95 622 32 30 D 90 2243 51 46
B 75 661 39 29 E 105 2257 14 15
C 110 679 18 20 F 90 2287 30 27
D 100 734 55 55 G 110 2374 87 96
E 85 748 14 12 H 75 2401 27 20
F 100 779 31 31 A 85 2429 28 24
G 100 872 93 93 B 75 2477 48 36
H 85 901 29 25 C 100 2496 19 19
A 100 932 31 31 D 90 2546 50 45
B 60 977 45 27 E 80 2561 15 12
C 100 992 15 15 F 105 2592 31 33
D 85 1051 59 50 G 110 2682 90 99
E 90 1068 17 15 H 80 2705 23 18
F 110 1098 30 33 A 90 2737 32 29
G 90 1187 89 80 B 75 2782 45 34
H 75 1211 24 18 C 105 2794 12 13
A 110 1239 28 31 D 110 2843 49 54
B 80 1283 44 35 E 75 2860 17 13
C 105 1298 15 16 F 100 2888 28 28
D 100 1346 48 48 G 105 2983 95 100
E 110 1363 17 19 H 75 3008 25 19
F 105 1393 30 32 A 90 3043 35 32
G 105 1483 90 95 B 75 3063 20 15
H 90 1508 25 23 C 105 3073 10 11
A 90 1537 29 26 D 110 3118 45 50
B 85 1579 42 36 E 75 3143 25 19
C 110 1595 16 18 F 100 3171 28 28
10
11
V C T.R. T.B.
6
7
6
Descripcion del Elemento
Departameno: Taller de Soldadura - Sección de Soldado
Operación : unión de burros de sostenimiento
Instalación/Máquina : cortadora, curvadora, esmeril, taladro, equipo de soldadura y pulidora.
Herramientas: Hombre solo, brocas, piedra de esmeril y llave de tubo.
V C T.R. T.B.
8
9
Descripcion del Elemento
1
2
3
4
5
ESTUDIO DE TIEMPOS - ACTUAL
Estudio Num: 10
Hoja Num. 1 de 2
Término:
Comienzo:
Tiempo Trans.:

89
Figura 21. Continuación del Formulario de estudio de tiempos método actual: bu-rros de sostenimiento.
Numero de
ObservacionesElemento
Numero de
ObservacionesElemento
G 105 3256 85 89 B 89 5036 45 20
H 75 3276 20 15 C 90 5051 15 14
A 100 3307 31 31 D 90 5101 50 45
B 96 3347 40 38 E 90 5131 30 27
C 75 3363 16 12 F 100 5161 30 30
D 110 3413 50 55 G 90 5251 90 81
E 105 3443 30 32 H 80 5276 25 20
F 90 3464 21 19 A 105 5301 25 26
G 80 3556 92 74 B 105 5341 40 42
H 70 3586 30 21 C 80 5361 20 16
A 75 3614 28 21 D 100 5416 55 55
B 80 3657 43 34 E 110 5431 15 17
C 100 3676 19 19 F 100 5459 28 28
D 105 3736 60 63 G 75 5544 85 64
E 110 3754 18 20 H 80 5570 26 21
F 95 3787 33 31
G 90 3882 95 86
H 80 3903 21 17
A 96 3933 30 29
B 102 3978 45 46
C 100 4133 155 155
D 90 4188 55 50
E 90 4217 29 26
F 80 4242 25 20
G 110 4332 90 99
H 100 4362 30 30
A 90 4387 25 23
B 106 4437 50 53
C 100 4450 13 13
D 90 4500 50 45
E 75 4514 14 11
F 100 4544 30 30
G 75 4624 80 60
H 80 4647 23 18
A 100 4677 30 30
B 99 4717 40 40
C 70 4732 15 11
D 100 4792 60 60
E 105 4810 18 19
F 80 4841 31 25
G 75 4931 90 68
H 80 4961 30 24
17 A 106 4991 30 32
13
14
15
16
Departameno: Taller de Soldadura - Sección de Soldado
Operación : unión de burros de sostenimiento
Instalación/Máquina : cortadora, curvadora, esmeril, taladro, equipo de soldadura y pulidora.
Herramientas: Hombre solo, brocas, piedra de esmeril y llave de tubo.
17
18
V C T.R. T.B.
11
12
Descripcion del Elemento Descripcion del Elemento
V C T.R. T.B.
ESTUDIO DE TIEMPOS - ACTUAL
Estudio Num: 10
Hoja Num. 2 de 2
Término:
Comienzo:
Tiempo Trans.:

90
Figura 22. Formato de estudio de tiempos método actual: platina AL-01.
Numero de
ObservacionesElemento
Numero de
ObservacionesElemento
A 80 60 60 48 A 75 1661 60 45
B 75 75 15 11 B 90 1675 14 13
C 100 80 5 5 C 105 1679 4 4
D 105 90 10 11 D 95 1692 13 12
E 75 105 15 11 E 75 1707 15 11
F 75 135 30 23 F 75 1735 28 21
G 100 270 135 135 G 105 1870 135 142
A 85 328 58 49 A 80 1932 62 50
B 80 343 15 12 B 75 1947 15 11
C 110 348 5 6 C 100 1951 4 4
D 90 359 11 10 D 90 1962 11 10
E 80 375 16 13 E 70 1976 14 10
F 75 404 29 22 F 85 2006 30 26
G 100 534 130 130 G 100 2143 137 137
A 75 594 60 45 A 80 1932 -211 -169
B 85 610 16 14 B 75 1947 15 11
C 105 615 5 5 C 100 1951 4 4
D 100 626 11 11 D 90 1962 11 10
E 80 640 14 11 E 70 1976 14 10
F 80 670 30 24 F 85 2006 30 26
G 105 800 130 137 G 100 2143 137 137
A 90 861 61 55 A 80 1932 -211 -169
B 75 875 14 11 B 75 1947 15 11
C 105 879 4 4 C 100 1951 4 4
D 90 891 12 11 D 90 1962 11 10
E 85 905 14 12 E 70 1976 14 10
F 75 935 30 23 F 85 2006 30 26
G 110 1070 135 149 G 100 2143 137 137
A 80 1130 60 48 A 80 1932 -211 -169
B 75 1145 15 11 B 75 1947 15 11
C 100 1150 5 5 C 100 1951 4 4
D 80 1160 10 8 D 90 1962 11 10
E 75 1174 14 11 E 70 1976 14 10
F 80 1205 31 25 F 85 2006 30 26
G 100 1336 131 131 G 100 2143 137 137
A 85 1393 57 48
B 80 1406 13 10
C 110 1411 5 6
D 90 1423 12 11
E 85 1438 15 13
F 75 1469 31 23
G 100 1601 132 132
4
5
6
7
8
9
10
11
Operación : Elaboración de la Platina AL-01
Instalación/Máquina : cortadora, curvadora, esmeril, taladro, equipo de soldadura y
pulidora.
Herramientas: Hombre solo, brocas, piedra de esmeril y llave de tubo.
Departameno: Taller de Soldadura - Sección de Soldado
1
2
3
T.B. V C T.R. T.B.
Descripcion del Elemento
ESTUDIO DE TIEMPOS
Estudio Num: 08
Hoja Num. 1 de 1
Término:
Comienzo:
Tiempo Trans.:
Descripcion del Elemento
V C T.R.

91
Figura 23. Formato de estudio de tiempos método actual: platina AL-03.
Numero de
ObservacionesElemento
Numero de
ObservacionesElemento
A 80 90 90 72 A 75 2177 82 62
B 75 115 25 19 B 95 2204 27 26
C 100 125 10 10 C 90 2215 11 10
D 105 139 14 15 D 95 2225 10 10
E 75 157 18 14 E 90 2241 16 14
F 75 202 45 34 F 85 2283 42 36
G 100 352 150 150 G 100 2434 151 151
A 85 437 85 72 A 105 2520 86 90
B 70 467 30 21 B 70 2545 25 18
C 105 477 10 11 C 85 2555 10 9
D 110 490 13 14 D 100 2572 17 17
E 70 507 17 12 E 75 2591 19 14
F 70 551 44 31 F 70 2635 44 31
G 100 702 151 151 G 105 2786 151 159
A 75 792 90 68 A 100 2876 90 90
B 80 818 26 21 B 75 2906 30 23
C 95 829 11 10 C 90 2916 10 9
D 105 841 12 13 D 105 2931 15 16
E 80 860 19 15 E 75 2951 20 15
F 95 900 40 38 F 80 2992 41 33
G 100 1049 149 149 G 100 3142 150 150
A 90 1140 91 82
B 85 1164 24 20
C 100 1173 9 9
D 105 1187 14 15
E 90 1205 18 16
F 100 1250 45 45
G 105 1400 150 158
A 100 1480 80 80
B 100 1503 23 23
C 105 1514 11 12
D 110 1528 14 15
E 105 1545 17 18
F 105 1588 43 45
G 100 1740 152 152
A 80 1830 90 72
B 90 1860 30 27
C 110 1870 10 11
D 100 1883 13 13
E 100 1900 17 17
F 95 1945 45 43
G 95 2095 150 143
7
8
9
1
2
3
4
5
6
V C T.R. T.B.V C T.R. T.B.
ESTUDIO DE TIEMPOS
Estudio Num: 09
Hoja Num. 1 de 1
Término:
Comienzo:
Tiempo Trans.:
Descripcion del ElementoDescripcion del Elemento
Departameno: Taller de Soldadura - Sección de Soldado
Operación : Elaboración de la Platina AL-03
Instalación/Máquina : cortadora, curvadora, esmeril, taladro, equipo de soldadura y
pulidora.
Herramientas: Hombre solo, brocas, piedra de esmeril, llave de tubo.

92
Figura 24. Formato de estudio de tiempos método actual: orejas.
V C T.R. T.B. V C T.R. T.B.
Numero de
ObservacionesElemento
Numero de
ObservacionesElemento
A 100 20 20 20
B 75 32 12 9
C 80 62 30 24
A 105 74 12 13
B 80 87 13 10
C 90 118 31 28
A 100 137 19 19
B 70 148 11 8
C 75 178 30 23
A 110 199 21 23
B 90 211 12 11
C 85 241 30 26
A 100 261 20 20
B 70 274 13 9
C 89 303 29 26
A 90 324 21 19
B 75 337 13 10
C 75 367 30 23
1
2
3
4
5
6
ESTUDIO DE TIEMPOS
Estudio Num: 06
Hoja Num. 1 de 1
Término:
Comienzo:
Tiempo Trans.:
Descripcion del Elemento Descripcion del Elemento
Departameno: Taller de Soldadura - Sección de Soldado
Operación : Corte de Orejas
Instalación/Máquina : cortadora, curvadora, esmeril, taladro, equipo de soldadura y
pulidora.
Herramientas: Hombre solo, brocas, piedra de esmeril, llave de tubo.

93
Figura 25. Formato de estudio de tiempos método actual: mástil MC-01.
Numero de
ObservacionesElemento
Numero de
ObservacionesElemento
A 110 180 180 198 A 110 6754 181 199
B 100 330 150 150 B 100 6905 151 151
C 105 450 120 126 C 75 7020 115 86
D 100 690 240 240 D 110 7261 241 265
E 90 750 60 54 E 90 7318 57 51
A 100 925 175 175 A 85 7497 179 152
B 90 1065 140 126 B 105 7651 154 162
C 100 1184 119 119 C 60 7773 122 73
D 90 1423 239 215 D 95 8008 235 223
E 80 1473 50 40 E 80 8058 50 40
A 90 1653 180 162 A 75 8208 150 113
B 75 1798 145 109 B 100 8352 144 144
C 90 1908 110 99 C 90 8477 125 113
D 75 2148 240 180 D 100 8697 220 220
E 70 2197 49 34 E 80 8758 61 49
A 95 2357 160 152 A 100 8938 180 180
B 80 2512 155 124 B 110 9081 143 157
C 95 2633 121 115 C 65 9201 120 78
D 105 2878 245 257 D 105 9431 230 242
E 65 2933 55 36 E 90 9479 48 43
A 80 3110 177 142 A 105 9655 176 185
B 90 3260 150 135 B 100 9796 141 141
C 80 3380 120 96 C 70 9911 115 81
D 110 3615 235 259 D 90 10151 240 216
E 90 3677 62 56 E 75 10211 60 45
A 105 3857 180 189
B 100 4002 145 145
C 85 4123 121 103
D 90 4368 245 221
E 100 4428 60 60
A 90 4603 175 158
B 75 4752 149 112
C 70 4875 123 86
D 65 5025 150 98
E 105 5084 59 62
A 100 5254 170 170
B 110 5394 140 154
C 75 5514 120 90
D 70 5765 251 176
E 110 5826 61 67
A 105 5986 160 168
B 105 6136 150 158
C 100 6255 119 119
D 105 6508 253 266
E 100 6573 65 65
7
8
9
10
11
12
13
14
1
2
3
4
5
6
T.R. T.B. V C T.R. T.B.
ESTUDIO DE TIEMPOS
Departameno: Taller de Soldadura - Sección de SoldadoEstudio Num: 09
Hoja Num. 1 de 1
Operación : Ensamble del Mástil MC/01
Instalación/máquina : cortadora,esmeril, taladro, equipo de soldadura y pulidora.
Herramientas: Hombre solo, brocas, piedra de esmeril y llave de tubo.
Término:
Comienzo:
Tiempo Trans.:
Descripcion del Elemento Descripcion del Elemento
V C

94
Cuadro 31. Suplementos del producto burro de sostenimiento – método actual.
Suplementos Constantes
Suplementos Variables E
lem
en
tos
Nece
sid
ad P
ers
on
al
Fatiga
Tra
ba
jar
de
Pie
Po
stu
ra a
no
rma
l
Le
van
tam
iento
de
pe
-
so
s y
uso
de
fue
rza
Inte
nsid
ad d
e la
lu
z
Calid
ad
de
l a
ire
Ten
sió
n v
isu
al
Ten
sió
n a
ud
itiv
a
Ten
sió
n m
en
tal
Mo
no
ton
ía :
Men
tal
Mo
no
ton
ía :
Fís
ica
T
OT
AL
A 5% 4% 2% 2% 2% 5% 5% 1% 0% 21%
B 5% 4% 2% 0% 0% 0% 5% 5% 2% 1% 0% 0% 24%
C 5% 4% 2% 0% 0% 0% 5% 2% 2% 1% 1% 0% 22%
D 5% 4% 2% 2% 1% 0% 5% 5% 0% 1% 1% 0% 26%
E 5% 4% 2% 2% 2% 0% 5% 2% 2% 8% 1% 0% 33%
F 5% 4% 2% 2% 2% 2% 5% 5% 0% 1% 1% 2% 31%
G 5% 4% 2% 0% 0% 0% 5% 2% 0% 8% 4% 0% 30%
H 5% 4% 2% 0% 0% 0% 5% 5% 0% 1% 4% 2% 28%

95
Cuadro 32. Tiempo tipo de burros de sostenimiento - método actual
Elemento
Tiempo Promedio
(minutos) % Suplementos
Tiempo Tipo
(minutos)
A 26 21% 31.46
B 31 24% 38.44
C 15 22% 18.3
D 46 26% 57.96
E 14 33% 18.62
F 29 31% 37.99
G 86 30% 111.8
H 20 28% 25.6
TIEMPO ESTANDAR 340.17
Para calcular la productividad del método actual real la formula es: Productividad real actual: (jornada laboral (horas) - tiempo improductivo actual) / tiempo estándar actual Cuadro 33. Tiempos productivos e improductivos en la elaboración del burro de sostenimiento en una jornada laboral- método actual.
Jornada laboral 9.5 horas
Producción Teórica 1.67 unidades por turno
Producción Esperada 2.5 unidades por turno
Tiempo Productivo 6.35 horas de la jornada laboral
Tiempo Improductivo 3.15 de la jornada laboralProducción Real 1.12
Este cuadra indicada el tiempo que se emplea en una jornada de trabajo tanto productiva y no productiva para la realización de un Burro de sostenimiento y mensual cuanto es la productividad de éste. Índice de productividad = producción obtenida/recurso consumido =0.18 unid/hora

96
El índice de productividad indica en este caso la cantidad producida en un tiempo determinado y como se observa este producto llamado burro de sostenimiento como muestra el indicador la producción es muy regular no produciendo pérdidas, pero tampoco generando ganancias.

97
Cuadro 34. Suplementos del producto platina AL/01 – método actual
Suplementos Constantes
Suplementos Variables E
lem
en
tos
Nece
sid
ad P
ers
on
al
Fatiga
Tra
ba
jar
de
Pie
Po
stu
ra a
no
rma
l
Le
van
tam
iento
de
pe
-
so
s y
uso
de
fue
rza
Inte
nsid
ad d
e la
lu
z
Calid
ad
de
l a
ire
Ten
sió
n v
isu
al
Ten
sió
n a
ud
itiv
a
Ten
sió
n m
en
tal
Mo
no
ton
ía :
Men
tal
Mo
no
ton
ía :
Fís
ica
T
OT
AL
A 5% 4% 1% 0% 0% 0% 0% 10%
B 5% 4% 1% 0% 0% 0% 0% 1% 4% 0% 15%
C 5% 4% 1% 2% 0% 0% 2% 0% 1% 4% 0% 19%
D 5% 4% 1% 2% 0% 0% 0% 0% 1% 4% 0% 17%
E 5% 4% 1% 0% 0% 0% 4% 0% 14%
F 5% 4% 1% 0% 0% 0% 5% 2% 0% 8% 1% 0% 26%
G % 4% 1% 0% 0% 0% 5% 5% 0% 8% 4% 0% 32%
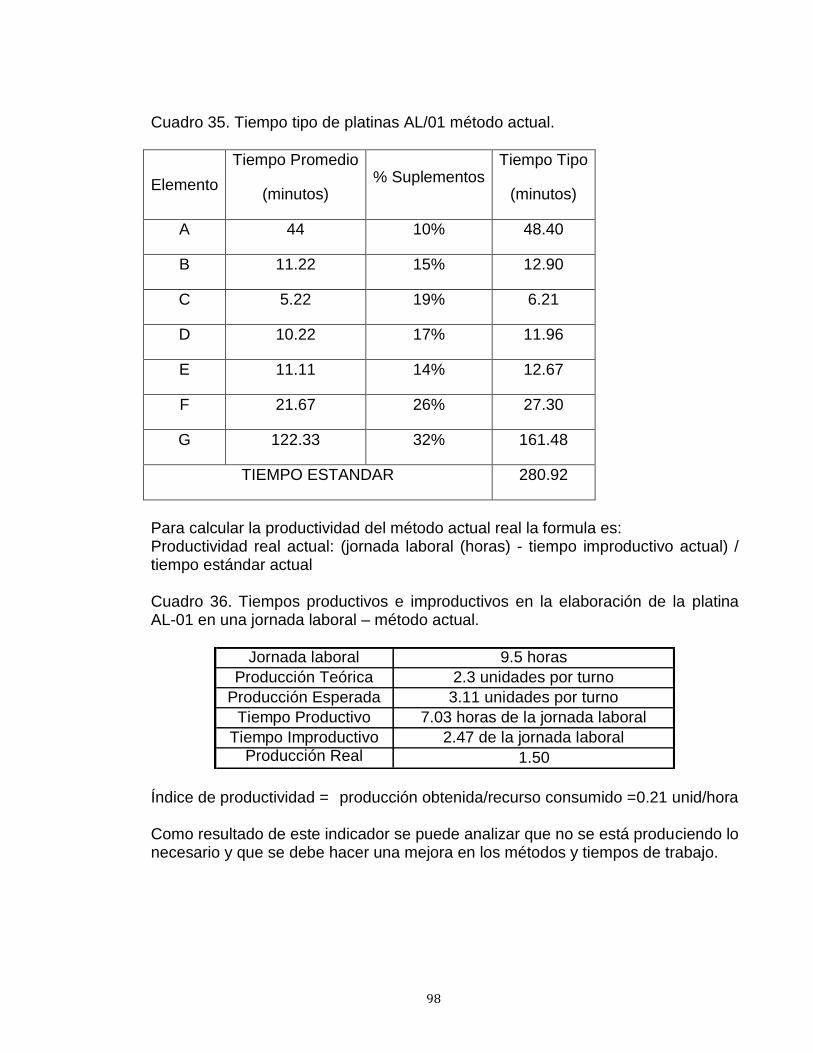
98
Cuadro 35. Tiempo tipo de platinas AL/01 método actual.
Elemento
Tiempo Promedio
(minutos) % Suplementos
Tiempo Tipo
(minutos)
A 44 10% 48.40
B 11.22 15% 12.90
C 5.22 19% 6.21
D 10.22 17% 11.96
E 11.11 14% 12.67
F 21.67 26% 27.30
G 122.33 32% 161.48
TIEMPO ESTANDAR 280.92
Para calcular la productividad del método actual real la formula es: Productividad real actual: (jornada laboral (horas) - tiempo improductivo actual) / tiempo estándar actual Cuadro 36. Tiempos productivos e improductivos en la elaboración de la platina AL-01 en una jornada laboral – método actual.
Jornada laboral 9.5 horas
Producción Teórica 2.3 unidades por turno
Producción Esperada 3.11 unidades por turno
Tiempo Productivo 7.03 horas de la jornada laboral
Tiempo Improductivo 2.47 de la jornada laboralProducción Real 1.50
Índice de productividad = producción obtenida/recurso consumido =0.21 unid/hora Como resultado de este indicador se puede analizar que no se está produciendo lo necesario y que se debe hacer una mejora en los métodos y tiempos de trabajo.

99
Cuadro 37. Suplementos del producto platina AL/03 – método actual.
Suplementos Constantes
Suplementos Variables E
lem
en
tos
Nece
sid
ad P
ers
on
al
Fatiga
Tra
ba
jar
de
Pie
Po
stu
ra a
no
rma
l
Le
van
tam
iento
de
pe
-
so
s y
uso
de
fue
rza
Inte
nsid
ad d
e la
lu
z
Calid
ad
de
l a
ire
Ten
sió
n v
isu
al
Ten
sió
n a
ud
itiv
a
Ten
sió
n m
en
tal
Mo
no
ton
ía :
Men
tal
Mo
no
ton
ía :
Fís
ica
T
OT
AL
A 5% 4% 1% 0% 0% 0% 0% 10%
B 5% 4% 1% 0% 0% 0% 0% 1% 4% 0% 15%
C 5% 4% 1% 2% 0% 0% 2% 0% 1% 4% 0% 19%
D 5% 4% 1% 2% 0% 0% 0% 0% 1% 4% 0% 17%
E 5% 4% 1% 0% 0% 0% 4% 0% 14%
F 5% 4% 1% 0% 0% 0% 5% 2% 0% 8% 1% 0% 26%
G % 4% 1% 0% 0% 0% 5% 5% 0% 8% 4% 0% 32%

100
Cuadro 38. Tiempo tipo de platinas AL/03 método actual.
Elemento Tiempo Promedio
(minutos) % Suplementos
Tiempo Tipo
(minutos)
A 67.44 10% 74.18
B 20.44 15% 23.51
C 10.11 19% 12.03
D 13.44 17% 15.72
E 14.33 14% 16.34
F 34.66 26% 43.67
G 135.77 32% 179.22
TIEMPO ESTANDAR 364.67
Para calcular la productividad del método actual real la formula es: Productividad real actual: (jornada laboral (horas) - tiempo improductivo actual) / tiempo estándar actual Cuadro 39. Tiempos productivos e improductivos en la elaboración de la platina AL-03 en una jornada laboral – método actual.
Jornada laboral 9.5 horas
Producción Teórica 1.56 unidades por turno
Producción Esperada 2.68 unidades por turno
Tiempo Productivo 5.53 horas de la jornada laboral
Tiempo Improductivo 3.97 de la jornada laboralProducción Real 0.91
Índice de productividad = producción obtenida/recurso consumido =0.16 unid/hora El índice de productividad muestra que las unidades producidas en una hora son muy pocas y que se debe actuar de forma rápida para obtener los resultados que se esperan.
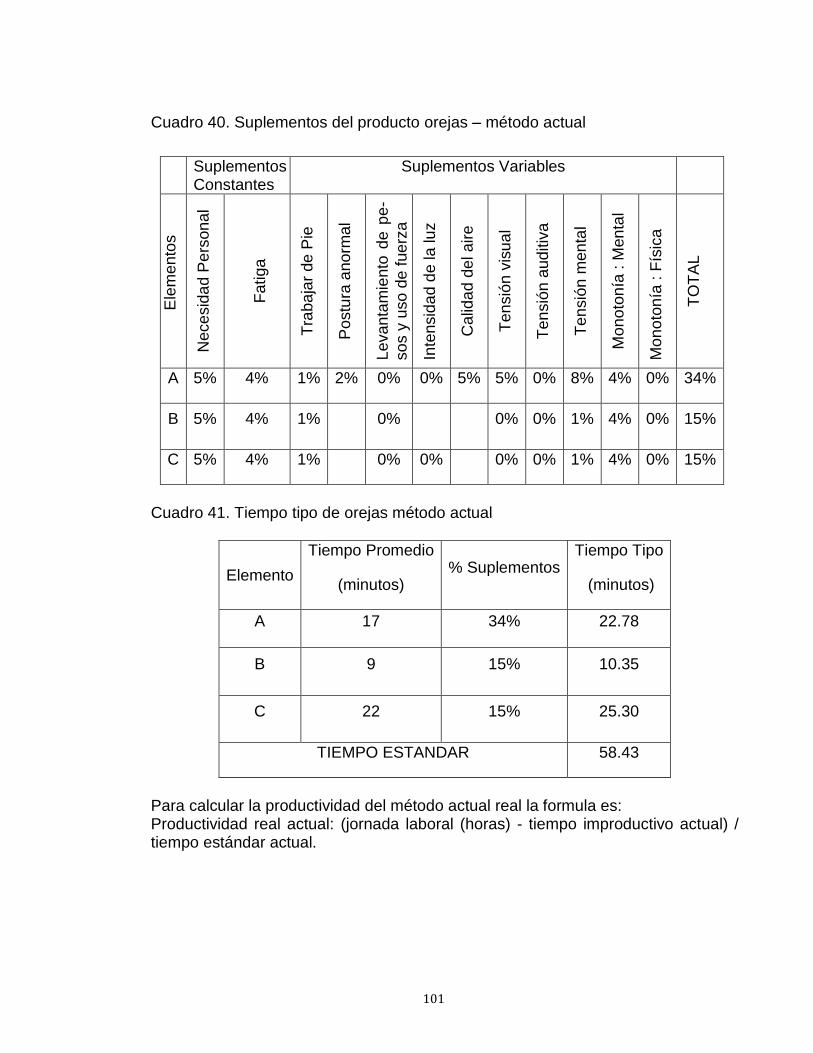
101
Cuadro 40. Suplementos del producto orejas – método actual
Cuadro 41. Tiempo tipo de orejas método actual
Elemento
Tiempo Promedio
(minutos) % Suplementos
Tiempo Tipo
(minutos)
A 17 34% 22.78
B 9 15% 10.35
C 22 15% 25.30
TIEMPO ESTANDAR 58.43
Para calcular la productividad del método actual real la formula es: Productividad real actual: (jornada laboral (horas) - tiempo improductivo actual) / tiempo estándar actual.
Suplementos Constantes
Suplementos Variables E
lem
en
tos
Nece
sid
ad P
ers
on
al
Fatiga
Tra
ba
jar
de
Pie
Po
stu
ra a
no
rma
l
Le
van
tam
iento
de
pe
-
so
s y
uso
de
fue
rza
Inte
nsid
ad d
e la
lu
z
Calid
ad
de
l a
ire
Ten
sió
n v
isu
al
Ten
sió
n a
ud
itiv
a
Ten
sió
n m
en
tal
Mo
no
ton
ía :
Men
tal
Mo
no
ton
ía :
Fís
ica
T
OT
AL
A 5% 4% 1% 2% 0% 0% 5% 5% 0% 8% 4% 0% 34%
B 5% 4% 1% 0% 0% 0% 1% 4% 0% 15%
C 5% 4% 1% 0% 0% 0% 0% 1% 4% 0% 15%
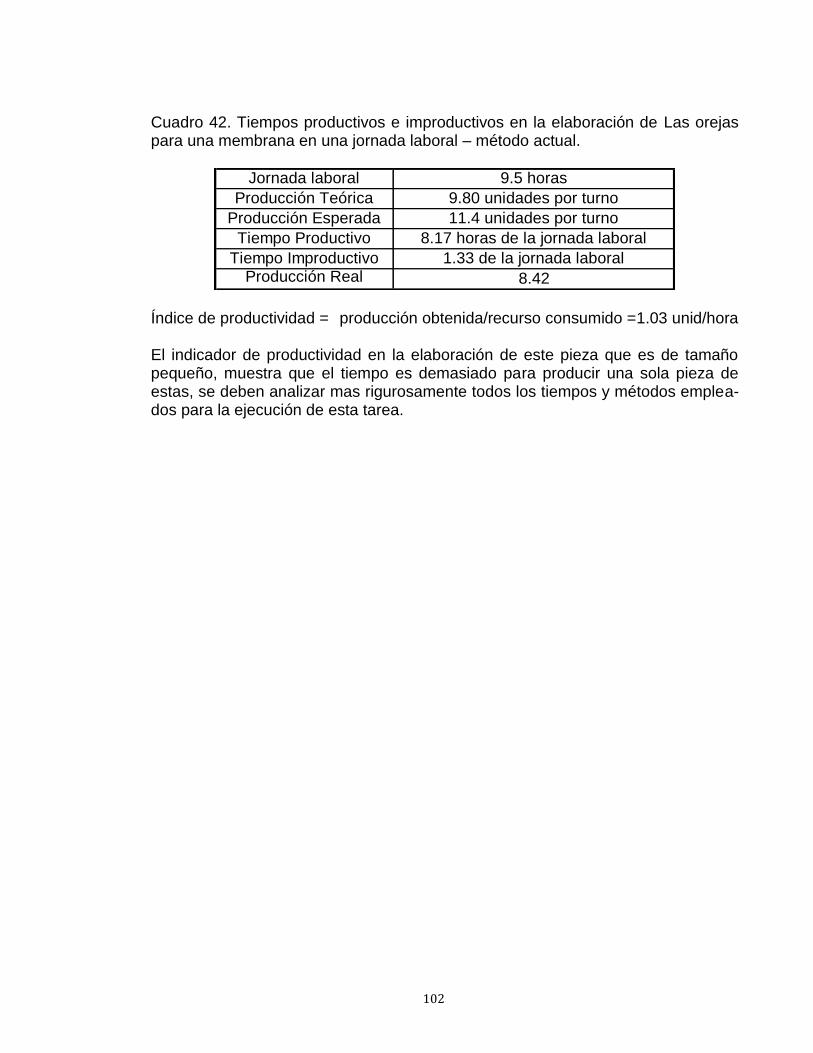
102
Cuadro 42. Tiempos productivos e improductivos en la elaboración de Las orejas para una membrana en una jornada laboral – método actual.
Jornada laboral 9.5 horas
Producción Teórica 9.80 unidades por turno
Producción Esperada 11.4 unidades por turno
Tiempo Productivo 8.17 horas de la jornada laboral
Tiempo Improductivo 1.33 de la jornada laboralProducción Real 8.42
J o r n a d a l a b o r a l 9 . 5 h o r a s
P r o d u c c i ó n T e ó r i c a 1 . 5 6 u n i d a d e s p o r t u r n o
P r o d u c c i ó n E s p e r a d a 2 . 6 8 u n i d a d e s p o r t u r n o
T i e m p o P r o d u c t i v o 5 . 5 3 h o r a s d e l a j o r n a d a l a b o r a l
T i e m p o I m p r o d u c t i v o 3 . 9 7 d e l a j o r n a d a l a b o r a lP r o d u c c i ó n R e a l 0 . 9 1
Jornada laboral 9.5 horas
Producción Teórica 2.3 unidades por turno
Producción Esperada 3.11 unidades por turno
Tiempo Productivo 7.03 horas de la jornada laboral
Tiempo Improductivo 2.47 de la jornada laboralProducción Real 1.50
Índice de productividad = producción obtenida/recurso consumido =1.03 unid/hora El indicador de productividad en la elaboración de este pieza que es de tamaño pequeño, muestra que el tiempo es demasiado para producir una sola pieza de estas, se deben analizar mas rigurosamente todos los tiempos y métodos emplea-dos para la ejecución de esta tarea.

103
Cuadro 43. Suplementos del producto mástil MC/01 – método actual
Suplementos Constantes
Suplementos Variables E
lem
en
tos
Nece
sid
ad P
ers
on
al
Fatiga
Tra
ba
jar
de
Pie
Po
stu
ra a
no
rma
l
Le
van
tam
iento
de
pe
-
so
s y
uso
de
fue
rza
Inte
nsid
ad d
e la
lu
z
Calid
ad
de
l a
ire
Ten
sió
n v
isu
al
Ten
sió
n a
ud
itiv
a
Ten
sió
n m
en
tal
Mo
no
ton
ía :
Men
tal
Mo
no
ton
ía :
Fís
ica
T
OT
AL
A 5% 4% 1% 7% 6% 2% 5% 5% 0% 8% 1% 0% 44%
B 5% 4% 1% 7% 3% 2% 5% 5% 0% 8% 1% 0% 41%
C 5% 4% 1% 7% 0% 2% 5% 2% 0% 1% 4% 0% 31%
D 5% 4% 1% 2% 2% 5% 5% 0% 8% 1% 0% 33%
E 5% 4% 1% 2% 2% 5% 0% 0% 1% 4% 0% 24%

104
Cuadro 44. Tiempo tipo del mástil MC/01 método actual.
Elemento Tiempo Promedio
(minutos) % Suplementos
Tiempo Tipo
(minutos)
A 147.43 44% 212.30
B 114.71 41% 161.74
C 96 31% 125.76
D 198 33% 263.34
E 42 24% 52.08
TIEMPO ESTANDAR 815.22
Para calcular la productividad del método actual real la formula es: Productividad real actual: (jornada laboral (horas) - tiempo improductivo actual) / tiempo estándar actual
Cuadro 45. Tiempos productivos e improductivos en la elaboración de un mástil MC/01 de una membrana en una jornada laboral – método actual.
Jornada laboral 9.5 horas
Producción Teórica 0.68 unidades por turno
Producción Esperada 2.33 unidades por turno
Tiempo Productivo 2.77 horas de la jornada laboral
Tiempo Improductivo 6.73 de la jornada laboralProducción Real 0.20
Jornada laboral 9.5 horas
Producción Teórica 1.56 unidades por turno
Producción Esperada 2.68 unidades por turno
Tiempo Productivo 5.53 horas de la jornada laboral
Tiempo Improductivo 3.97 de la jornada laboralProducción Real 0.91
Jornada laboral 9.5 horas
Producción Teórica 2.3 unidades por turno
Producción Esperada 3.11 unidades por turno
Tiempo Productivo 7.03 horas de la jornada laboral
Tiempo Improductivo 2.47 de la jornada laboralProducción Real 1.50
Índice de productividad = producción obtenida/recurso consumido =0.07 unid/hora Este índice nos muestra la dificultad que existe tanto en equipo como de herra-mientas en la empresa DAMIS S.A. para la elaboración de estos productos. También se debe tener el costo de mano de obra, para así concluir si para la em-presa es beneficiosa la propuesta de mejoramiento planteado, se planteo el costo mano de obra actual de cada uno de los productos a los que se les ha realizado el estudio de métodos y tiempos, para realizar las cálculos se utilizaron las siguientes formulas:

105
Valor hora Hombre = Salario + Parafiscales / Turno Mensual
Costo unidad Producida por Jornada = Costo de la cantidad de mano de obra que
intervienen / Producción.
Cuadro 46. Costo mano de obra actual del burro de sostenimiento.
BURROS DE SOTENIMIENTO UNIDADES HORAS COSTOS
PRODUCCION ACTUAL 1.67
TURNO DIARIO 9.5
TURNO SEMANAL 48
TURNO MENSUAL 190
SALARIO + PARAFISCALES 988.000.00$
VALOR HORA HOMBRE 5.200.00$
VALOR JORNADA 49.400.00$
CANTIDAD DE OPERARIO 2 98.800.00$
COSTO UNIDAD PRODUCIDA POR JORNADA 59.161.68$
Cuadro 47. Costo mano de obra actual de la platina AL-01.
PLATINA AL-01 UNIDADES HORAS COSTOS
PRODUCCION ACTUAL 2.3
TURNO DIARIO 9.5
TURNO SEMANAL 48
TURNO MENSUAL 190
SALARIO + PARAFISCALES 988.000.00$
VALOR HORA HOMBRE 5.200.00$
VALOR JORNADA 49.400.00$
CANTIDAD DE OPERARIO 1 49.400.00$
COSTO UNIDAD PRODUCIDA POR JORNADA 21.478.26$
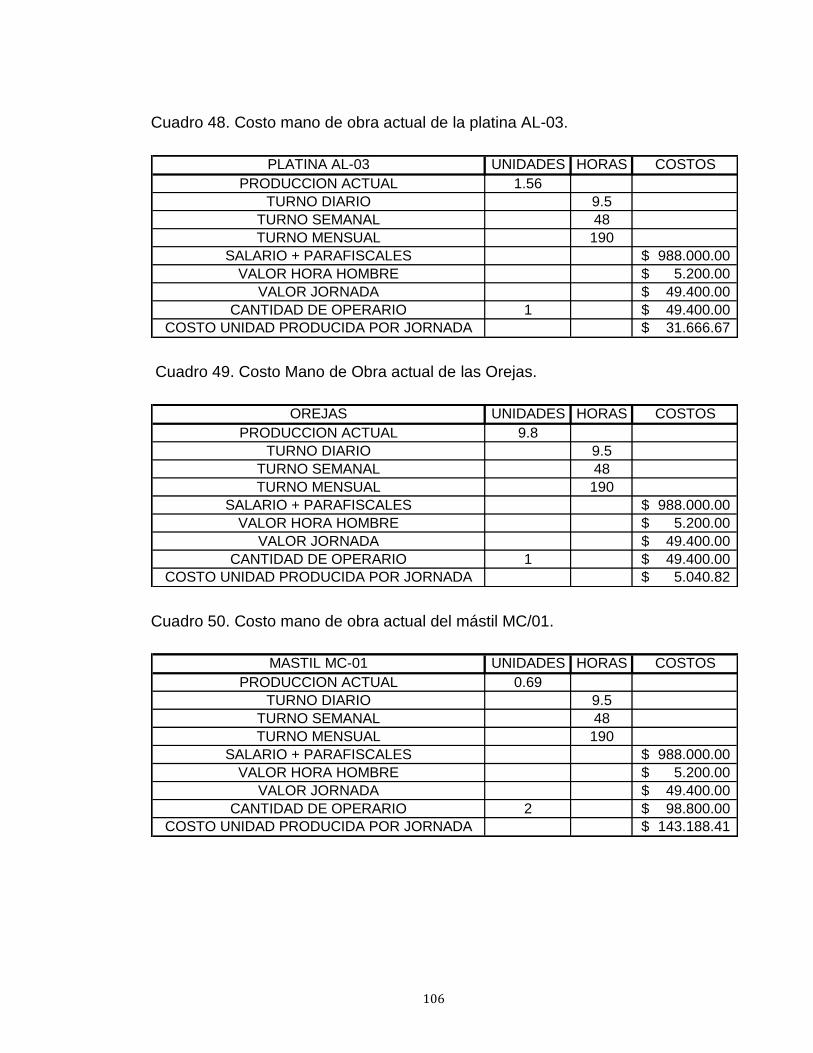
106
Cuadro 48. Costo mano de obra actual de la platina AL-03.
PLATINA AL-03 UNIDADES HORAS COSTOS
PRODUCCION ACTUAL 1.56
TURNO DIARIO 9.5
TURNO SEMANAL 48
TURNO MENSUAL 190
SALARIO + PARAFISCALES 988.000.00$
VALOR HORA HOMBRE 5.200.00$
VALOR JORNADA 49.400.00$
CANTIDAD DE OPERARIO 1 49.400.00$
COSTO UNIDAD PRODUCIDA POR JORNADA 31.666.67$
Cuadro 49. Costo Mano de Obra actual de las Orejas.
OREJAS UNIDADES HORAS COSTOS
PRODUCCION ACTUAL 9.8
TURNO DIARIO 9.5
TURNO SEMANAL 48
TURNO MENSUAL 190
SALARIO + PARAFISCALES 988.000.00$
VALOR HORA HOMBRE 5.200.00$
VALOR JORNADA 49.400.00$
CANTIDAD DE OPERARIO 1 49.400.00$
COSTO UNIDAD PRODUCIDA POR JORNADA 5.040.82$
Cuadro 50. Costo mano de obra actual del mástil MC/01.
MASTIL MC-01 UNIDADES HORAS COSTOS
PRODUCCION ACTUAL 0.69
TURNO DIARIO 9.5
TURNO SEMANAL 48
TURNO MENSUAL 190
SALARIO + PARAFISCALES 988.000.00$
VALOR HORA HOMBRE 5.200.00$
VALOR JORNADA 49.400.00$
CANTIDAD DE OPERARIO 2 98.800.00$
COSTO UNIDAD PRODUCIDA POR JORNADA 143.188.41$
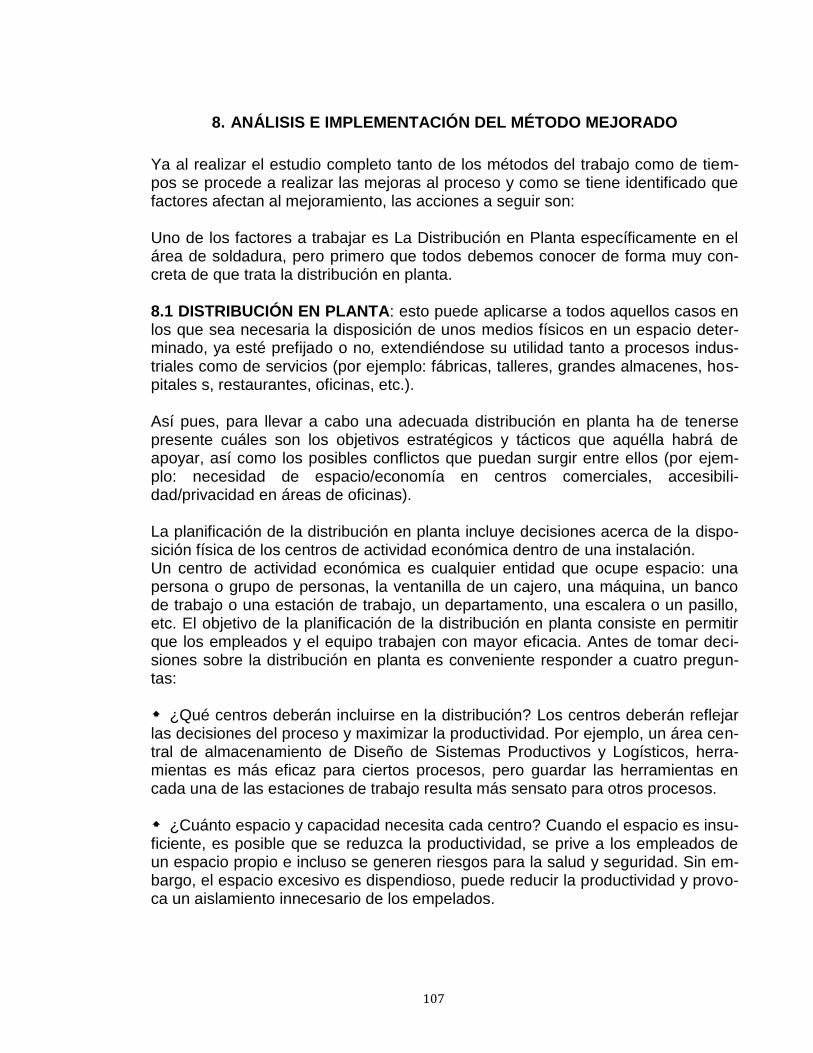
107
8. ANÁLISIS E IMPLEMENTACIÓN DEL MÉTODO MEJORADO
Ya al realizar el estudio completo tanto de los métodos del trabajo como de tiem-pos se procede a realizar las mejoras al proceso y como se tiene identificado que factores afectan al mejoramiento, las acciones a seguir son: Uno de los factores a trabajar es La Distribución en Planta específicamente en el área de soldadura, pero primero que todos debemos conocer de forma muy con-creta de que trata la distribución en planta. 8.1 DISTRIBUCIÓN EN PLANTA: esto puede aplicarse a todos aquellos casos en los que sea necesaria la disposición de unos medios físicos en un espacio deter-minado, ya esté prefijado o no, extendiéndose su utilidad tanto a procesos indus-triales como de servicios (por ejemplo: fábricas, talleres, grandes almacenes, hos-pitales s, restaurantes, oficinas, etc.). Así pues, para llevar a cabo una adecuada distribución en planta ha de tenerse presente cuáles son los objetivos estratégicos y tácticos que aquélla habrá de apoyar, así como los posibles conflictos que puedan surgir entre ellos (por ejem-plo: necesidad de espacio/economía en centros comerciales, accesibili-dad/privacidad en áreas de oficinas). La planificación de la distribución en planta incluye decisiones acerca de la dispo-sición física de los centros de actividad económica dentro de una instalación. Un centro de actividad económica es cualquier entidad que ocupe espacio: una persona o grupo de personas, la ventanilla de un cajero, una máquina, un banco de trabajo o una estación de trabajo, un departamento, una escalera o un pasillo, etc. El objetivo de la planificación de la distribución en planta consiste en permitir que los empleados y el equipo trabajen con mayor eficacia. Antes de tomar deci-siones sobre la distribución en planta es conveniente responder a cuatro pregun-tas: ¿Qué centros deberán incluirse en la distribución? Los centros deberán reflejar las decisiones del proceso y maximizar la productividad. Por ejemplo, un área cen-tral de almacenamiento de Diseño de Sistemas Productivos y Logísticos, herra-mientas es más eficaz para ciertos procesos, pero guardar las herramientas en cada una de las estaciones de trabajo resulta más sensato para otros procesos.
¿Cuánto espacio y capacidad necesita cada centro? Cuando el espacio es insu-ficiente, es posible que se reduzca la productividad, se prive a los empleados de un espacio propio e incluso se generen riesgos para la salud y seguridad. Sin em-bargo, el espacio excesivo es dispendioso, puede reducir la productividad y provo-ca un aislamiento innecesario de los empelados.

108
¿Cómo se debe configurar el espacio de cada centro? La cantidad de espacio, su forma y los elementos que integran un centro de trabajo están relacionados entre sí. Por ejemplo, la colocación de un escritorio y una silla en relación con otros muebles está determinada tanto por el tamaño y la forma de la oficina, como por las actividades que en ella se desarrollan. La meta de proveer un ambiente agradable se debe considerar también como parte de las decisiones sobre la con-figuración de la distribución, sobre todo en establecimientos de comercio al detalle y en oficinas. ¿Dónde debe localizarse cada centro? La localización puede afectar notable-mente la productividad. Por ejemplo, los empleados que deben interactuar con frecuencia unos con otros en forma personal, deben trabajar en una ubicación central, y no en lugares separados y distantes, pues de ese modo se reduce la pérdida de tiempo que implicaría el hecho de obligarlos a desplazarse de un lado a otro. El proceso empieza manejando unidades agregadas o departamentos, y haciendo, posteriormente, la distribución interna de cada uno de ellos. A medida que se in-crementa el grado de detalle se facilita la detección de inconvenientes que no fue-ron percibidos con anterioridad, de forma que la concepción primitiva puede va-riarse a través de un mecanismo de realimentación. Por lo general, la mayoría de las distribuciones quedan diseñadas eficientemente para las condiciones de partida; sin embargo, a medida que la organización crece y/o ha de adaptarse a los cambios internos y externos, la distribución inicial se vuelve menos adecuada, hasta llegar el momento en el que la redistribución se hace necesaria. Los motivos que justifican esta última se deben, con frecuencia, a tres tipos básicos de cambios: En el volumen de producción, que puede requerir un mayor aprovechamiento del espacio. En la tecnología y en los procesos, que pueden motivar un cambio en recorridos de materiales y hombres, así como en la disposición relativa a equipos e instala-ciones. En el producto, que puede hacer necesarias modificaciones similares a las re-queridas por un cambio en la tecnología.
La frecuencia de la redistribución dependerá de las exigencias del propio proceso en este sentido. En ocasiones, esto se hace periódicamente, aunque se limite a la realización de ajustes menores en la distribución instalada (por ejemplo, los cam-bios de modelo en la Fabricación de automóviles); otras veces, las distribuciones son continuas, pues están previstas como situación normal y se llevan a cabo casi ininterrumpidamente; pero también se da el caso en el que las redistribuciones no tienen una periodicidad concreta, surgiendo, bien por alguna de las razones ex-

109
puestas anteriormente, bien porque la existente se considera una mala distribu-ción8. Estos son los síntomas que ponen en manifiesto la necesidad de realizar una re-distribución en la sección de soldadura de la planta de Metalmecánica y costura: Congestión y deficiente utilización del espacio. Acumulación excesiva de materiales en proceso. Excesivas distancias a recorrer en el flujo de trabajo. Simultaneidad de cuellos de botella y ociosidad en centros de trabajo. Trabajadores cualificados realizando demasiadas operaciones poco complejas. Ansiedad y malestar de la mano de obra. Accidentes laborales. Dificultad de control de las operaciones y del personal. Al abordar el problema de la ordenación de los diversos equipos, materiales y per-sonal, se aprecia cómo la distribución en planta, lejos de ser una ciencia, es más bien un arte en el que la pericia y experiencia juegan un papel fundamental. Todas las técnicas son muy simples, puesto que su única utilidad es servir de soporte al verdadero ejecutor que es el ingeniero que desarrolla la distribución. Es conveniente sin embargo conocer las técnicas pues ayudan a tener una base de argumentación y defensa de nuestra decisión. 8.1.1 Objetivos de la distribución en planta: se procurará encontrar aquella ordenación de los equipos y de las áreas de trabajo que sea más económica y eficiente, al mismo tiempo que segura y satisfactoria para el personal que ha de realizar el trabajo. De forma más detallada, se podría decir que este objetivo gene-ral se alcanza a través de la consecución de hechos como:
Disminución de la congestión.
Supresión de áreas ocupadas innecesariamente. Reducción del trabajo administrativo e indirecto. Mejora de la supervisión y el control. Mayor facilidad de ajuste a los cambios de condiciones. Mayor y mejor utilización de la mano de obra, la maquinaría y los servicios.
8http://personales.upv.es/jpgarcia/LinkedDocuments/4%20Distribucion%20en%20planta.pdfisponibl
e en Internet: 4 distribución en planta formato de archivo: pdf/adobe acrobat - vista

110
Reducción de las manutenciones y del material en proceso. Disminución del riesgo para el material o su calidad. Reducción del riesgo para la salud y aumento de la seguridad de los trabajado-res. Elevación de la moral y la satisfacción del personal. Disminución de los retrasos y del tiempo de fabricación e incremento de la pro-ducción, es evidente que, aunque los factores enumerados puedan ser ventajas concretas a conseguir, no todas podrán ser alcanzadas al mismo tiempo y, en la mayoría de los casos, la mejor solución será un equilibrio en la consecución de los mismos. En cualquier caso, los objetivos básicos que ha de conseguir una buena distribu-ción en planta son: Unidad. Al perseguir el objetivo de unidad se pretende que no haya sensación de pertenecer a unidades distintas ligada exclusivamente a la distribución en plan-ta. Circulación mínima. El movimiento de productos, personas o información se debe minimizar. Seguridad. La seguridad en el movimiento y el trabajo de personas y materiales es una exigencia en cualquier diseño de distribución en planta. Flexibilidad. Se alude a la flexibilidad en el diseño de la distribución en planta como la necesidad de diseñar atendiendo a los cambios que ocurrirán en el corto y medio plazo en volumen y en proceso de producción. 8.1.2 Factores que influyen en la selección de la distribución en planta: de lo citado hasta ahora puede deducirse fácilmente que al realizar una buena distribu-ción, es necesario conocer la totalidad de los factores implicados en la misma, así como sus interrelaciones. La influencia e importancia relativa de los diseño de sis-temas productivos y logísticos mismos puede variar con cada organización y si-tuación concreta; en cualquier caso, la solución adoptada para la distribución en planta debe conseguir un equilibrio entre las características y consideraciones de todos los factores, de forma que se obtengan las máximas ventajas. De manera agregada, los factores que tienen influencia sobre cualquier distribución pueden encuadrarse en ocho grupos que comentamos a continuación. 8.1.3 Los materiales: dado que el objetivo fundamental del subsistema de opera-ciones es la obtención de los bienes y servicios que requiere el mercado, la distri-bución de los factores productivos dependerá necesariamente de las característi-

111
cas de aquéllos y de los materiales sobre los que haya que trabajar. A este res-pecto, son factores fundamentales a considerar el tamaño, forma, volumen, peso y características físicas y químicas de los mismos, que influyen decisivamente en los métodos de producción y en las formas de manipulación y almacenamiento. La bondad de una distribución en planta dependerá en gran medida de la facilidad que aporta en el manejo de los distintos productos y materiales con los que se tra-baja. Por último, habrán de tenerse en cuenta la secuencia y orden en el que se han de efectuar las operaciones, puesto que esto dictará la ordenación de las áreas de trabajo y de los equipos, así como la disposición relativa de unos departamentos con otros, debiéndose prestar también especial atención, como ya se ha apunta-do, a la variedad y cantidad de los ítems a producir. 8.1.4 La maquinaría: para lograr una distribución adecuada es indispensable te-ner información de los procesos a emplear, de la maquinaría, utillaje y equipos necesarios, así como de la utilización y requerimientos de los mismos. La impor-tancia de los procesos radica en que éstos determinan directamente los equipos y máquinas a utilizar y ordenar. El estudio y mejora de métodos queda tan estrechamente ligado a la distribución en distribución en planta que, en ocasiones, es difícil discernir cuáles de las mejo-ras conseguidas en una redistribución se deben a ésta y cuáles a la mejora del método de trabajo ligada a la misma (incluso hay veces en que la mejora en el método se limitará a una reordenación o redistribución de los elementos implica-dos). En lo que se refiere a la maquinaría, se habrá de considerar su tipología y el número existente de cada clase, así como el tipo y cantidad de equipos y utillaje. El conocimiento de factores relativos a la maquinaría en general, tales como espa-cio requerido, forma, altura y peso, cantidad y clase de operarios requeridos, ries-gos para el personal, necesidad de servicios auxiliares, etc., se muestra indispen-sable para poder afrontar un correcto y completo estudio de distribución en planta. 8.1.5 La mano de obra: también la mano de obra ha de ser ordenada en el pro-ceso de distribución, englobando tanto la directa como la de supervisión y demás servicios auxiliares. Al hacerlo, debe considerarse la seguridad de los empleados, junto con otros factores, tales como luminosidad, ventilación, temperatura, ruidos, etc. de igual forma habrá de estudiarse la cualificación y flexibilidad del personal requerido, así como el número de trabajadores necesarios en cada momento y el trabajo que habrán de realizar. De nuevo surge aquí la estrecha relación del tema que nos ocupa con el diseño del trabajo, pues es clara la importancia del estudio de movimientos para una buena distribución de los puestos de trabajo. 8.1.6 El movimiento: en relación con este factor, hay que tener presente que las manutenciones no son operaciones productivas, pues no añaden ningún valor al producto. Debido a ello, hay que intentar que sean mínimas y que su realización

112
se combine en lo posible con otras operaciones, sin perder de vista que se persi-gue la eliminación de manejos innecesarios y antieconómicos. 8.1.7 Las esperas: uno de los objetivos que se persiguen al estudiar la distribu-ción en planta es conseguir que la circulación de los materiales sea fluida a lo lar-go de la misma, evitando así el costo que suponen las esperas y demoras que tienen lugar cuando dicha circulación se detiene. Ahora bien, el material en espera no siempre supone un coste a evitar, pues, en ocasiones, puede proveer una eco-nomía superior (por ejemplo: protegiendo la producción frente a demoras de en-tregas programadas, mejorando el servicio a clientes, permitiendo lotes de pro-ducción de tamaño más económico, etc.), lo cual hace necesario que sean consi-derados los espacios necesarios para los materiales en espera. 8.1.8 Los servicios auxiliares: los servicios auxiliares permiten y facilitan la acti-vidad principal que se desarrolla en una planta. Entre ellos, podemos citar los rela-tivos al personal (por ejemplo: vías de acceso, protección contra incendios, prime-ros auxilios, supervisión, seguridad, etc.), los relativos al material (por ejemplo: inspección y control de calidad) y los relativos a la maquinaría (por ejemplo: man-tenimiento y distribución de líneas de servicios auxiliares). Estos servicios apare-cen ligados a todos los factores que toman parte en la distribución estimándose que aproximadamente un tercio de cada planta o departamento suele estar dedi-cado a los mismos. Con gran frecuencia, el espacio dedicado a labores no productivas es considerado un gasto innecesario, aunque los servicios de apoyo sean esenciales para la bue-na ejecución de la actividad principal. Por ello, es especialmente importante que el espacio ocupado por dichos servicios asegure su eficiencia y que los costes indi-rectos que suponen queden minimizados. 8.1.9 La planta: la consideración del edificio es siempre un factor fundamental en el diseño de la distribución, pero la influencia del mismo será determinante si éste ya existe en el momento de proyectarla. En este caso, su disposición espacial y demás características (por ejemplo: número de pisos, forma de la planta, localiza-ción de ventanas y puertas, resistencia de suelos, altura de techos, emplazamien-to de columnas, escaleras, montacargas, desagües, Tomás de corriente, etc.) se presenta como una limitación a la propia distribución del resto de los factores, lo que no ocurre cuando el edificio es de nueva construcción. Los cambios: como ya comentamos anteriormente, uno de los objetivos que se persiguen con la distribución en planta es su flexibilidad. Es, por tanto, ineludible la necesidad de prever las variaciones futuras para evitar que los posibles cambios en los restantes factores que hemos enumerado lleguen a transformar una distri-bución en planta eficiente en otra anticuada que merme beneficios potenciales. Para ello, habrá que comenzar por la identificación de los posibles cambios y su magnitud, buscando una distribución capaz de adaptarse dentro de unos límites razonables y realistas.

113
La flexibilidad se alcanzará, en general, manteniendo la distribución original tan libre como sea posible de características fijas, permanentes o especiales, permi-tiendo la adaptación a las emergencias y variaciones inesperadas de las activida-des normales del proceso. Asimismo, es fundamental tener en cuenta las posibles ampliaciones futuras de la distribución y sus distintos elementos, considerando, además, los cambios exter-nos que pudieran afectarla y la necesidad de conseguir que durante la redistribu-ción, sea posible seguir realizando el proceso productivo. Se ha expuesto hasta aquí un resumen de las principales consideraciones a tener en cuenta respecto de los factores que entran en juego en un estudio de distribu-ción en planta. Son notorias las conexiones que existen entre materiales, almace-namiento. Movimiento y esperas, servicios y material, mano de obra maquinaría y edificio, existiendo otros muchos ejemplos que muestran que en muchas ocasiones, de-berán tenerse presentes a la vez más de uno de los estudiados. Lo importante es que no se obvie ninguno, dándole a cada uno su importancia relativa dentro del conjunto y buscando que en la solución final se consigan las máximas ventajas del conjunto. 8.2 TIPOS DE DISTRIBUCIÓN EN PLANTA: es evidente que la forma de organi-zación del proceso productivo resulta determinante para la elección del tipo de distribución en planta. No es extraño, pues, que sea dicho criterio el que tradicio-nalmente se sigue para la clasificación de las distintas distribuciones en planta, siendo éste el que adoptaremos en la presente obra. de acuerdo con ello, y en función de las configuraciones estudiadas anteriormente suelen identificarse tres formas básicas de distribución en planta: las orientadas al producto y asociadas a configuraciones continuas o repetitivas, las orientadas al proceso y asociadas a configuraciones por lotes, y las distribuciones por posición fija, correspondientes a las configuraciones por proyecto”9. Para el caso de la sección de soldadura se utilizará: 8.2.1 Distribución en planta por producto: la distribución en planta por producto es la adoptada cuando la producción está organizada, bien de forma continua, bien repetitiva, siendo el caso más característico el de las cadenas de montaje. En el primer caso (por ejemplo: refinerías, celulosas, centrales eléctricas, etc.), la co-rrecta interrelación de las operaciones se consigue a través del diseño de la distri-bución y las especificaciones de los equipos. En el segundo caso, el de las confi-guraciones repetitivas (por ejemplo: electrodomésticos, vehículos de tracción mecánica, cadenas de lavado de vehículos, etc.), el aspecto crucial de las interre-laciones pasará por el equilibrado de distribución en planta la línea, con objeto de
9http://personales.upv.es/jpgarcia/LinkedDocuments/4%20Distribucion%20en%20planta.pdfisponibl
e en Internet: 4 distribución en planta formato de archivo: pdf/adobe acrobat - vista

114
evitar los problemas derivados de los cuellos de botella desde que entra la materia prima hasta que sale el producto terminado. Si consideramos en exclusiva la se-cuencia de operaciones, la distribución es una operación relativamente sencilla, en cuanto que se circunscribirá a colocar una máquina tan cerca como sea posible de su predecesora. Las máquinas se sitúan unas junto a otras a lo largo de una línea, en la secuencia en que cada una de ellas ha de ser utilizada; el producto sobre el que se trabaja recorre la línea de producción de una estación a otra, a medida que sufre las operaciones necesarias. El flujo de trabajo en este tipo de distribución puede adoptar diversas formas, dependiendo de cuál se adapte mejor a cada si-tuación concreta. Las ventajas más importantes que se pueden citar de la distribución en planta por producto son: Manejo de materiales reducido Escasa existencia de trabajos en curso Mínimos tiempos de fabricación Simplificación de los sistemas de planificación y control de la producción Simplificación de tareas. En cuanto a inconvenientes, se pueden citar: Ausencia de flexibilidad en el proceso (un simple cambio en el producto puede requerir cambios importantes en las instalaciones). Escasa flexibilidad en los tiempos de fabricación. Inversión muy elevada. Todos dependen de todos (la parada de alguna máquina o la falta de personal de en alguna de las estaciones de trabajo puede parar la cadena completa). Trabajos muy monótonos. 8.2.2 Distribución en planta por proceso: la distribución en planta por proceso se adopta cuando la producción se organiza por lotes (por ejemplo: muebles, talle-res de reparación de vehículos, sucursales bancarias, etc.). El personal y los equi-pos que realizan una misma función general se agrupan en una misma área, de ahí que estas distribuciones también sean denominadas por funciones o por talle-res. En ellas, los distintos ítems tienen que moverse, de un área a otra, de acuerdo con la secuencia de operaciones establecida para su obtención. La variedad de productos fabricados supondrá, por regla general, diversas secuencias de opera-ciones, lo cual se reflejará en una diversidad de los flujos de materiales entre talle-res. A esta dificultad hay que añadir la generada por las variaciones de la produc-ción a lo largo del tiempo que pueden suponer modificaciones (incluso de una se-mana a otra) tanto en las cantidades fabricadas como en los propios productos

115
elaborados. Esto hace indispensable la adopción de distribuciones flexibles, con especial hincapié en la flexibilidad de los equipos utilizados para el transporte y manejo de materiales de unas áreas de trabajo a otras. Tradicionalmente, estas características han traído como consecuencia uno de los grandes inconvenientes de estas distribuciones, el cual es la baja eficiencia de las operaciones y del transporte de los materiales, al menos en términos relativos res-pecto de las distribuciones en planta por producto. Sin embargo, el desarrollo tec-nológico está facilitando vencer dicha desventaja, permitiendo a las empresas mantener una variedad de productos con una eficiencia adecuada. Las principales ventajas e inconvenientes fueron introducidas en clase. 8.2.3 Análisis de la distribución por proceso: la decisión clave a tomar en este caso será la disposición relativa de los diversos talleres. Para adoptar dicha deci-sión se seguirá fundamentalmente la satisfacción de criterios tales como disminuir las distancias a recorrer y el costo del manejo de materiales (o, en el caso de los servicios, disminuir los recorridos de los clientes), procurando así aumentar la efi-ciencia de las operaciones. Así, la superficie y forma de la planta del edificio, la seguridad e higiene en el trabajo, los límites de carga, la localización fija de deter-minados elementos, etc., limitarán y probablemente modificarán las soluciones obtenidas en una primera aproximación. Si existiese un flujo de materiales claramente dominante sobre el resto la distribu-ción de los talleres podría asemejarse a la disposición de los equipos en una línea de producción. Sin embargo, esto no es lo habitual, teniendo que recurrir a algún criterio que determine dicha ordenación. El factor que con mayor frecuencia se analiza, aunque raramente será el único por las razones ya expuestas, es el costo de la manipulación y transporte de materiales entre los distintos centros de trabajo. Lógicamente, éste dependerá del movimiento de materiales, pero también de la necesidad que tenga el personal de realizar esos recorridos por motivos de super-visión, inspección, trabajo directo o simple comunicación. Dado que para un pro-ducto determinado los costes mencionados aumentan con las distancias a reco-rrer, la distribución relativa de los departamentos influirá en dicho coste. En algu-nas ocasiones no es posible obtener de forma fiable la información cuantitativa referida al tráfico de materiales entre departamentos o, simplemente, no es éste el factor más importante a considerar, siendo los factores cualitativos los que cuentan con verdadera relevancia a la hora de tomar la decisión. El proceso de análisis se compone, en general, de tres fases: recogida de infor-mación, desarrollo de un plan de bloque y diseño detallado de la distribución. 8.2.3.1 Recogida de información: en primer lugar, es necesario conocer los re-querimientos de espacio de cada área de trabajo. Esto requiere un cálculo previo que comienza con las previsiones de demanda, las cuales se irán traduciendo su-cesivamente en un plan de producción, en una estimación de las horas de trabajo necesarias para producir dicho plan y, por consiguiente, en el número de trabaja-dores y máquinas necesario por áreas de trabajo. En este cálculo habrán de con-

116
siderarse las fluctuaciones propias de la demanda y la producción a las que antes hicimos referencia. 8.2.3.2 Desarrollo de un plan de bloque: una vez determinado el tamaño de las secciones habrá que proceder a su ordenación dentro de la estructura existente o a determinar la forma deseada que dará lugar a la construcción de la planta que haya de englobarlas. Esta fase de la distribución presenta un número extremada-mente elevado de posibles soluciones de forma que, en la inmensa mayoría de las ocasiones, se llega a la determinación de una buena solución que alcance los ob-jetivos fijados y cumpla en lo posible las máximas restricciones impuestas, pero sin llegar a determinarse la solución. 8.2.3.3 Criterios cuantitativos: el costo del transporte con la información recogida en las tres matrices descritas en el apartado anterior, se trata de minimizar el co-sto de desplazamiento de materiales entre secciones. Para una distribución dada, el costo total del transporte sería: Criterios cualitativos: la técnica comúnmente aplicada es la desarrollada por mut-her y wheeler denominada slp (systematic layout planning). En ella las prioridades de cercanía entre departamentos se asimilan a un código de letras, siguiendo una escala que decrece con el orden de las cinco vocales: a (absolutamente necesa-ria), e (especialmente importante), i (importante), o (importancia ordinaria) y u (no importante); la indeseabilidad se representa por la letra x. Cuadro 51. Prioridades de Cercanía.
Fuente:http://personales.upv.es/jpgarcia/linkedDocuments/4%Distribucion%20en% 20planta.

117
Cuadro 52. Relación de cercanía.
Fuente:http://personales.upv.es/jpgarcia/linkedDocuments/4%Distribucion%20en% 20planta. Dichas especificaciones se recogen en un cuadro o gráfico de interrelaciones que muestra, además, las razones que motivan el grado de preferencia expresado. El proceso continuará dibujando una serie de recuadros que representan a los depar-tamentos en el mismo orden en que aparecen en el cuadro de interrelaciones, los cuales serán unidos por arcos cuya representación gráfica muestra las prioridades de cercanía que los relacionan. Cuadro 53. Cuadro de Interrelaciones.
Fuente:http://personales.upv.es/jpgarcia/linkedDocuments/4%Distribucion%20en% 20planta.

118
Aplico este concepto al caso del área de soldadura se evaluó de la siguiente ma-
nera: calculo para la propuesta de la distribución en planta.
Cuadro 54. Sección del área de soldadura de metalmecánica.
Sección
S1 Cortadora de tubos
S2 Curvadora de tubos
S3 Esmeril
S4 Soldador Mig
S5 Pulidora
Cuadro 55. Relación de trabajo entre secciones.
Código Razón
1 Flujo de trabajo
2 Espacios y/o Equipo
3 Seguridad e Higiene
4 Personal común
5 Facilidad de supervisión
6 Contacto necesario
7 Psicología
Cuadro 56. Matriz propuesta de la distribución del área de soldadura.
Secciones S1 S2 S3 S4 S5
S1 a/1 u/2 u/2 u/2
S2 a/1 u/2 u/2
S3 a/1 u/1
S4 a/1
S5
La distribución en planta del área de soldadura propuesta, evaluada con las matri-
ces anteriormente calculadas.
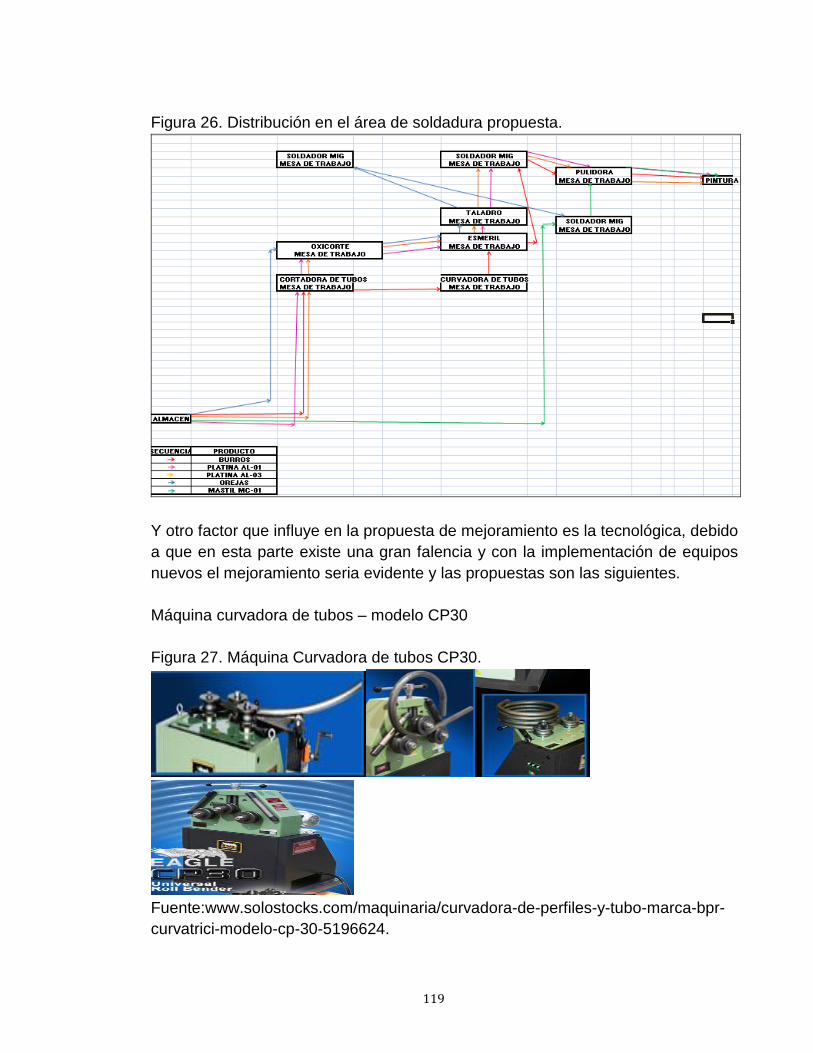
119
Figura 26. Distribución en el área de soldadura propuesta.
Y otro factor que influye en la propuesta de mejoramiento es la tecnológica, debido
a que en esta parte existe una gran falencia y con la implementación de equipos
nuevos el mejoramiento seria evidente y las propuestas son las siguientes.
Máquina curvadora de tubos – modelo CP30
Figura 27. Máquina Curvadora de tubos CP30.
Fuente:www.solostocks.com/maquinaria/curvadora-de-perfiles-y-tubo-marca-bpr-
curvatrici-modelo-cp-30-5196624.
120
Es una curvadora de tres rodillos con diseño piramidal, los dos rodillos inferiores
motorizados en la rotación, pedal de control adelante/atrás, y un juego de piezas
de acero endurecido 55 HRC incluidas en la máquina que permitirá rotar la máqui-
na de tubos, al ajuste para las diferentes medidas de los tubos se realiza rápida-
mente con solo insertar o extraer accesorios en sus grandes ejes y apretándolo
luego con la tuerca de sujeción. Estos ejes han sido endurecidos y se montan so-
bre cojinetes de doble acanalado dándole un giro preciso y suave.
Los dos rodillos inferiores tienen una superficie acanalada para darles la mayor
tracción mientras que el rodillo superior rodillos de superficie lisa. La posición de
este rodillo superior se ajusta fácilmente para darle el radio de curveado gracias al
gran visualizador digital de lota que nos permite una alta precisión en los trabajos
a repetición.
El bloque patentado Z-Block se desplaza sobre cuatro vías endurecidas y carriles
con ajuste de holgura para una máxima rigidez, rolado con posición horizontal más
preciso. Vida útil de la máquina más larga y menor mantenimiento. Esta curvadora
cuenta con guías laterales para el material con doble Angulo de empuje y ejes
montados sobre rodamientos para una fracción mínima.
Tiene paneles eléctricos empotrados, paradas de emergencia, controladores al
bajo voltaje de 24-VAC e interruptor magnético – térmico como protección contra
sobrecargas para mejorar la seguridad, combinación de trabajo horizontal y verti-
cal base más ancha y compacta, chasis mecanizado.
Se consigue en estados Unidos por valor de U.S. 6, 400 en pesos colombianos
$11.840.000.

121
Máquina cortadora de tubos – Semiautomática - modelo C275 2A
Figura 28. Máquina cortadora de tubos modelo C275 2A
Fuente: www.curvamex.com.mx/.../CortadorasdeTubo/.../Default.aspx
Baja de cabezal por medio de sistema hidráulico con ajuste de velocidad.
Ciclo de corte automático, carga y avance de tubo manual.
Mordazas con apriete automático.
Sistema de sujeción doble mordaza con auto centrado.
Corte libre de rebabas.
Sistema de mordazas en V para corte de paquetes.
Sistema de bomba soluble recirculante para lubricación del disco.
Rejilla atraparebabas.
Botón de paro de emergencia.
Posibilidad de realizar el corte semiautomático.
Se consigue en estados Unidos por valor de U.S. 7,000 en pesos colombianos
$12.950.000.
Con las propuestas tanto tecnológicas como de distribución en planta se realizaron
las evaluaciones de métodos y tiempos, los resultados fueron los siguientes.

122
Figura 29. Diagrama de flujo mejorado: burro de sostenimiento.
Diagrama de: Flujo Fecha: 27/07/2009 Hoja No. 1 De 1
Tipo: Material
Poducto: Tuberia
Producto: Actividades Símbolo Actual Mejorado Economia
Actividad: Operación 13 8 5
Metodo Actual: Transporte 12 6 6
Mejorado: Inspección 5 4 1
Operarios(s): Demora 8 0 8
Realizado por: Almacenamiento 0 0 0
DISTANCIA(mts) CANT.TIEMPO
(minutos)OBSERVACIONES
x 1 soldador
x 12.00 1 soldador
x 1 soldador
x 1 soldador
x 1 soldador
x 5.00 1 soldador
x
x 1 soldador
x 3.00
x 1 soldador
x 1 soldador
x 3.50 1 soldador
x 1 soldador
x 1 soldador
x1 auxiliar de
soldadura
x 5.001 auxiliar de
soldadurax 1 soldador
x 12.50
DAMIS S.A.
RESUMEN
DESCRIPCION
se tome el tubo de 42
se transporta a La cortadora y
puesto de trabajo
se verifican las medidas y se
digitan en la cortadora
Burros de sostenimientoSoldar
x
trazar medidas
se cortan
se transporta al area de pintura
35.00
120.00solda lo punteado
se transporta al puesto de pulir
se pule
50.00
se esmerila
1
Vanessa Marmolejo Vélez
se puntean los tubos a soldar
se verifican punteos
se transporta al puesto de trabajo
de la curvadora
verificacion y se gradua la
curvadora
se transporta al esmeril
se transporta al puesto de trabajo
del soldador Mig
se verifica la esmerilada
se toman los tubos y se curvan

123
Cuadro 57. Suplementos del burro de sostenimiento - método mejorado.
Cuadro 58. Tiempo tipo del burro con el método mejorado.
Elemento Tiempo Promedio % Suplementos Tiempo Tipo
A 35 11% 38.85
B 50 11% 55.5
C 120 12% 134.4
Tiempo Estándar 228.75
Para calcular la productividad del método mejorado la formula es:
Productividad Método Mejorado: Jornada laboral (horas) - Tiempo Improductivo
/ Tiempo Estándar Mejorado.
Jornada laboral 9.5 horas
Tiempo improductivo 35 minutos o 0.583 horas
Tiempo Estándar Mejorado 228.75 minutos o 3.81horas
Productividad con el Método Mejorado es 2.5 unidades en un turno de 9.5 horas
se fabrica 2 burros de sostenimiento y 1/2 parte del siguiente burro, en el mes son
55 unidades.
Suplementos Constantes
Suplementos Variables E
lem
en
tos
Nece
sid
ad P
ers
on
al
Fatiga
Tra
ba
jar
de
Pie
Po
stu
ra a
no
rma
l
Le
van
tam
iento
de
pe
-
so
s y
uso
de
fue
rza
Inte
nsid
ad d
e la
lu
z
Calid
ad
de
l a
ire
Ten
sió
n v
isu
al
Ten
sió
n a
ud
itiv
a
Ten
sió
n m
en
tal
Mo
no
ton
ía :
Men
tal
Mo
no
ton
ía :
Fís
ica
T
OT
AL
A 5% 4% 2% 0% 0% 0% 0% 11%
B 5% 4% 2% 0% 0% 0% 0% 0% 11%
C 5% 4% 2% 0% 0% 0% 0% 0% 1% 12%

124
Índice de productividad = producción obtenida/recurso consumido = 2.5 unid / 9.5
horas = 0.26 unidades/hora.
El indicador de productividad ya con las mejoras propuestas en este caso como
son la curvado de tubos y cortadora de los mismos, demuestra que al agilizar es-
tas operaciones la productividad aumenta en gran cantidad.
Cuadro 59. Costo mano de obra mejorado del burro de sostenimiento.
BURROS DE SOTENIMIENTO UNIDADES HORAS COSTOS
PRODUCCION ACTUAL 2.5
TURNO DIARIO 9.5
TURNO SEMANAL 48
TURNO MENSUAL 190
SALARIO + PARAFISCALES 988.000.00$
VALOR HORA HOMBRE 5.200.00$
VALOR JORNADA 49.400.00$
CANTIDAD DE OPERARIO 2 98.800.00$
COSTO UNIDAD PRODUCIDA POR JORNADA 39.520.00$

125
Figura 30. Diagrama de flujo mejorado: platina AL-01.
Diagrama de: Flujo Fecha: 20/07/2009 Hoja No. 1 De 1
Tipo: Material
Poducto: Platina AL-01
Producto: Actividades Símbolo Actual Mejorado Economia
Actividad: Operación 13 7 6
Metodo Actual: Transporte 12 7 5
Mejorado: Inspección 5 2 3
Operarios(s): Demora 10 0 10
Realizado por: Almacenamiento 0 0 0
DISTANCIA
(mts)CANT.
TIEMPO
(minutos)OBSERVACIONES
x 1 soldador
x 12.00 1 soldador
x 1 soldador
x 1 soldador
x 5.00 1 soldador
x 1 soldador
x 1 soldador
x 3.001 auxiliar de
soldadura
x1 auxiliar de
soldadurax 2.00 1 soldador
x 1 soldador
x 5.00 1 soldador
x 1 soldador
x 5.00 1 auxiliar de
x 1 auxiliar de
x 12.50 1 soldador
Membrana Arquitectónica
Soldar
x
1
Vanessa Marmolejo Velez
60.00
se transporta al puesto de
se verifican plantillas y se
se transportan al puesto del
esmeril
se esmerilan
DAMIS S.A.
RESUMEN
DESCRIPCION
se toma la lamina de hierro 1/4
se transporta al puesto de
trabajo de cortadora de tubosse verifican las medidas y se
15.00
90.00se transporta al puesto de
se pule
se corta el tubo
se transportan puesto del
se soldan
se transportan puesto del
se trazan y se perforan
se transporta al area de Pintura
se corta la lamina de hierro

126
Cuadro 60. Suplementos de la platina AL/01 - método mejorado.
Cuadro 61. Tiempo tipo de las platinas AL-01 con el método mejorado.
Elemento Tiempo Promedio % Suplementos Tiempo Tipo
A 15 11% 16.65
B 60 11% 66.60
C 90 11% 99.90
Tiempo Estándar 183.15
Para calcular la productividad del método mejorado la formula es:
Productividad Método Mejorado: Jornada laboral (horas) - Tiempo Improducti-
vo / Tiempo Estándar Mejorado.
Jornada laboral 9.5 horas
Tiempo improductivo 35 minutos o 0.583 horas
Tiempo Estándar Mejorado 183.15 minutos o 3.05 horas
Productividad con el Método Mejorado es 3,11 unidades en un turno de 9.5 horas
se fabrica 3 platinas AL-01 y 1/9 de la siguiente platina AL-01, además mensual-
mente se producen 68.46 unidades.
Suplementos Constantes
Suplementos Variables E
lem
en
tos
Nece
sid
ad P
ers
on
al
Fatiga
Tra
ba
jar
de
Pie
Po
stu
ra a
no
rma
l
Le
van
tam
iento
de
pe
-
so
s y
uso
de
fue
rza
Inte
nsid
ad d
e la
lu
z
Calid
ad
de
l a
ire
Ten
sió
n v
isu
al
Ten
sió
n a
ud
itiv
a
Ten
sió
n m
en
tal
Mo
no
ton
ía :
Men
tal
Mo
no
ton
ía :
Fís
ica
T
OT
AL
A 5% 4% 2% 0% 0% 0% 0% 11%
B 5% 4% 1% 0% 0% 0% 1% 0% 11%
C 5% 4% 1% 0% 0% 0% 0% 0% 1% 0% 0% 11%

127
Índice de productividad = producción obtenida/recurso consumido = 3.11 unid /
9.5 horas = 0.33 unidades/hora.
Este indicador muestra que las mejoras consideradas para la sección de soldadu-
ra dan un muy buen resultado.
Cuadro 62. Costo mano de obra mejorado de la platina AL-01.
PLATINA AL-01 UNIDADES HORAS COSTOS
PRODUCCION ACTUAL 3.11
TURNO DIARIO 9.5
TURNO SEMANAL 48
TURNO MENSUAL 190
SALARIO + PARAFISCALES 988.000.00$
VALOR HORA HOMBRE 5.200.00$
VALOR JORNADA 49.400.00$
CANTIDAD DE OPERARIO 1 49.400.00$
COSTO UNIDAD PRODUCIDA POR JORNADA 15.884.24$

128
Figura 31. Diagrama de flujo mejorado: platina AL-03.
Diagrama de: Flujo Fecha: 20/07/2009 Hoja No. 1 De 1
Tipo: Material
Poducto: Platina AL-03
Producto: Producto: Actividades Símbolo Actual Mejorado Economia
Actividad: Actividad: Operación 13 7 6
Metodo Actual: Metodo Actual: Transporte 12 7 5
Mejorado: Mejorado: Inspección 5 2 3
Operarios(s): Operarios(s): Demora 10 0 10
Realizado por: Realizado por: Almacenamiento 0 0 0
DISTANCIA
(mts)CANT.
TIEMPO
(minutos)OBSERVACIONES
x 1 soldador
x 12.00 1 soldador
x 1 soldador
x 1 soldador
x 5.00 1 soldador
x 1 soldador
x 1 soldador
x 3.00 1 auxiliar de soldadura
x 1 auxiliar de soldadura
x 2.00 1 soldador
x 1 soldador
x 5.00 1 soldador
x 1 soldador
x 5.00 1 auxiliar de soldadura
x 1 auxiliar de soldadura
x 12.50 1 soldador
x
1Vanessa Marmolejo Vélez
se transportan puesto del
Soldador Mig
100.00
se soldan
se transporta al puesto de pulido
se pule
se transporta al area de Pintura
se transporta al puesto de trabajo
del oxicorte
70.00
se verifican plantillas y se trazan
se corta la lamina de hierro
se transportan al puesto del
se esmerilan
se transportan puesto del taladro
de arbol
se trazan y se perforan
DAMIS S.A.
RESUMEN
DESCRIPCION
se toma la lamina de hierro 1/4 y
20.00
se transporta al puesto de trabajo
se verifican las medidas y se
digitan en cortadora
se corta el tubo
Membrana Arquitectónica
Soldar
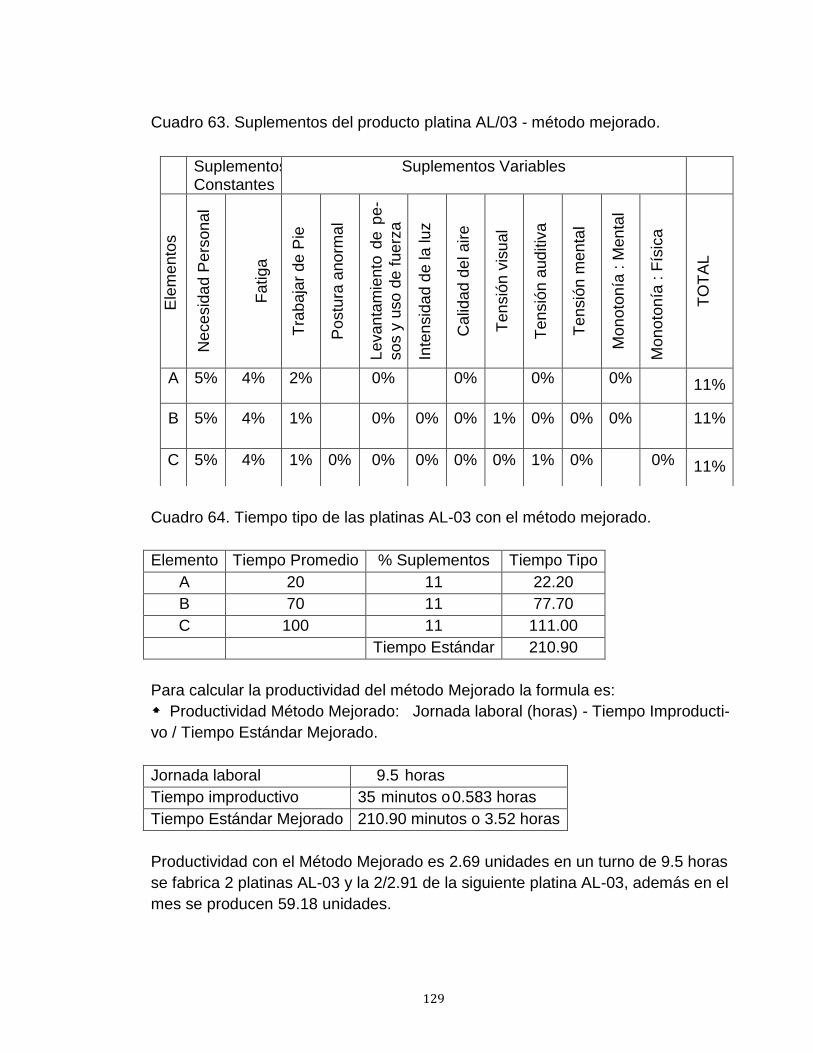
129
Cuadro 63. Suplementos del producto platina AL/03 - método mejorado.
Cuadro 64. Tiempo tipo de las platinas AL-03 con el método mejorado.
Elemento Tiempo Promedio % Suplementos Tiempo Tipo
A 20 11 22.20
B 70 11 77.70
C 100 11 111.00
Tiempo Estándar 210.90
Para calcular la productividad del método Mejorado la formula es:
Productividad Método Mejorado: Jornada laboral (horas) - Tiempo Improducti-
vo / Tiempo Estándar Mejorado.
Jornada laboral 9.5 horas
Tiempo improductivo 35 minutos o 0.583 horas
Tiempo Estándar Mejorado 210.90 minutos o 3.52 horas
Productividad con el Método Mejorado es 2.69 unidades en un turno de 9.5 horas
se fabrica 2 platinas AL-03 y la 2/2.91 de la siguiente platina AL-03, además en el
mes se producen 59.18 unidades.
Suplementos Constantes
Suplementos Variables E
lem
en
tos
Nece
sid
ad P
ers
on
al
Fatiga
Tra
ba
jar
de
Pie
Po
stu
ra a
no
rma
l
Le
van
tam
iento
de
pe
-
so
s y
uso
de
fue
rza
Inte
nsid
ad d
e la
lu
z
Calid
ad
de
l a
ire
Ten
sió
n v
isu
al
Ten
sió
n a
ud
itiv
a
Ten
sió
n m
en
tal
Mo
no
ton
ía :
Men
tal
Mo
no
ton
ía :
Fís
ica
T
OT
AL
A 5% 4% 2% 0% 0% 0% 0% 11%
B 5% 4% 1% 0% 0% 0% 1% 0% 0% 0% 11%
C 5% 4% 1% 0% 0% 0% 0% 0% 1% 0% 0% 11%

130
Índice de productividad = producción obtenida/recurso consumido = 2.69 unid /
9.5 horas = 0.28 unidades/hora.
Este indicador es el más importante de los que se puedan calcular, ya que el indi-
cador actual mostro cual era la gran falencia y cuáles son los factores sobre se
debían hacer las mejoras.
Cuadro 65. Costo mano de obra mejorado de la platina AL-03.
PLATINA AL-03 UNIDADES HORAS COSTOS
PRODUCCION ACTUAL 2.69
TURNO DIARIO 9.5
TURNO SEMANAL 48
TURNO MENSUAL 190
SALARIO + PARAFISCALES 988.000.00$
VALOR HORA HOMBRE 5.200.00$
VALOR JORNADA 49.400.00$
CANTIDAD DE OPERARIO 1 49.400.00$
COSTO UNIDAD PRODUCIDA POR JORNADA 18.364.31$

131
Figura 32. Diagrama de flujo mejorado: orejas.
Diagrama de: Flujo Fecha: 25/07/2009 Hoja No. 1 De 1
Tipo: Material
Poducto:
Producto: Actividades Símbolo Actual Mejorado Economia
Actividad: Operación 6 4 2
Metodo Actual: Transporte 6 4 2
Mejorado: Inspección 3 1 2
Operarios(s): Demora 5 0 5
Realizado por: Almacenamiento 0 0 0
DISTANCIA
(mts)CANT.
TIEMPO
(minutos)OBSERVACIONES
x 1 soldador
x 12.00 1 soldador
x 1 soldador
x 1 soldador
x5.00
1 auxiliar de
soldadura
x1 auxiliar de
soldadura
x3.00
1 auxiliar de
soldadura
x1 auxiliar de
soldadura
x3.00
1 auxiliar de
soldadura
se transporta al equipo de esmerilado
se toma la lamina de hierro 1/4
se transporta al puesto de oxicorte
verifica y traza
corte de lamina de hierro
DAMIS S.A.
P3/16*5/8-P1/4*1/2-ET/01-ET/02
RESUMEN
DESCRIPCION
45.00se esmerila
se transporta al puesto del taladro
se trazan y se perforan
se transporta al puesto del soldador Mig
Membrana Arquitectónica
Soldar
x
1
Vanessa Marmolejo Velez
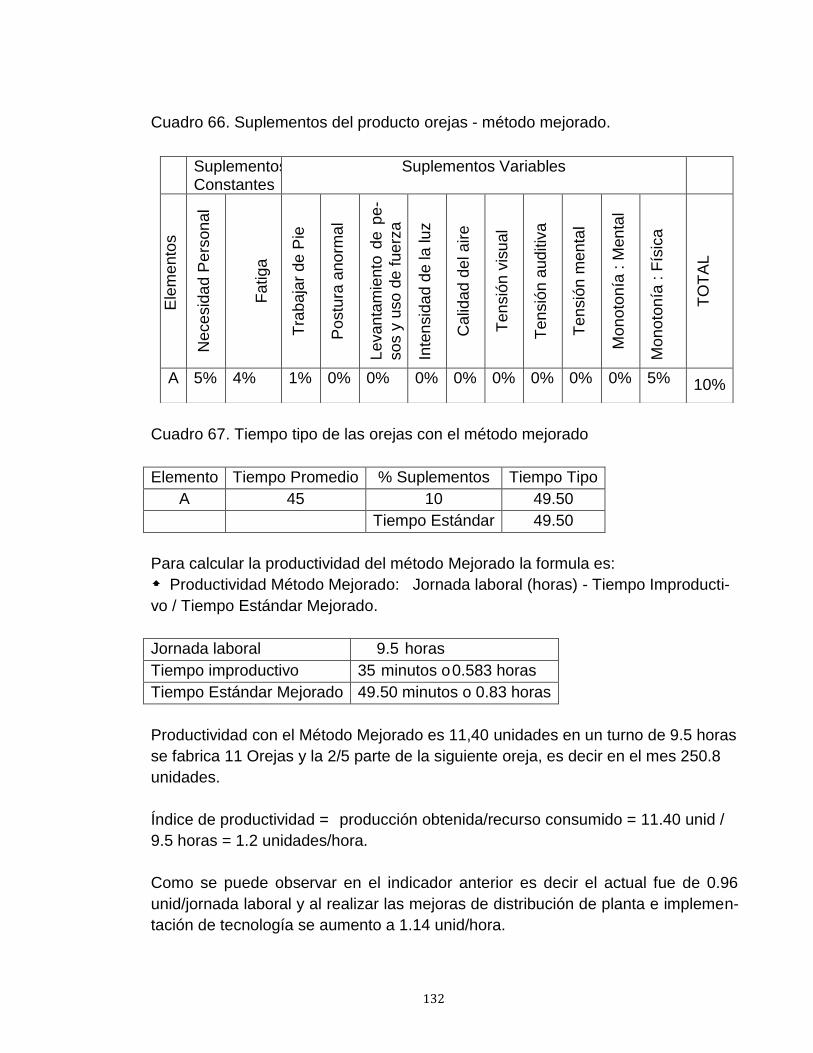
132
Cuadro 66. Suplementos del producto orejas - método mejorado.
Cuadro 67. Tiempo tipo de las orejas con el método mejorado
Elemento Tiempo Promedio % Suplementos Tiempo Tipo
A 45 10 49.50
Tiempo Estándar 49.50
Para calcular la productividad del método Mejorado la formula es:
Productividad Método Mejorado: Jornada laboral (horas) - Tiempo Improducti-
vo / Tiempo Estándar Mejorado.
Jornada laboral 9.5 horas
Tiempo improductivo 35 minutos o 0.583 horas
Tiempo Estándar Mejorado 49.50 minutos o 0.83 horas
Productividad con el Método Mejorado es 11,40 unidades en un turno de 9.5 horas
se fabrica 11 Orejas y la 2/5 parte de la siguiente oreja, es decir en el mes 250.8
unidades.
Índice de productividad = producción obtenida/recurso consumido = 11.40 unid /
9.5 horas = 1.2 unidades/hora.
Como se puede observar en el indicador anterior es decir el actual fue de 0.96
unid/jornada laboral y al realizar las mejoras de distribución de planta e implemen-
tación de tecnología se aumento a 1.14 unid/hora.
Suplementos Constantes
Suplementos Variables E
lem
en
tos
Nece
sid
ad P
ers
on
al
Fatiga
Tra
ba
jar
de
Pie
Po
stu
ra a
no
rma
l
Le
van
tam
iento
de
pe
-
so
s y
uso
de
fue
rza
Inte
nsid
ad d
e la
lu
z
Calid
ad
de
l a
ire
Ten
sió
n v
isu
al
Ten
sió
n a
ud
itiv
a
Ten
sió
n m
en
tal
Mo
no
ton
ía :
Men
tal
Mo
no
ton
ía :
Fís
ica
T
OT
AL
A 5% 4% 1% 0% 0% 0% 0% 0% 0% 0% 0% 5% 10%

133
Cuadro 68. Costo mano de obra mejorado de las orejas.
OREJAS UNIDADES HORAS COSTOS
PRODUCCION ACTUAL 11.4
TURNO DIARIO 9.5
TURNO SEMANAL 48
TURNO MENSUAL 190
SALARIO + PARAFISCALES 988.000.00$
VALOR HORA HOMBRE 5.200.00$
VALOR JORNADA 49.400.00$
CANTIDAD DE OPERARIO 1 49.400.00$
COSTO UNIDAD PRODUCIDA POR JORNADA 4.333.33$

134
Figura 33. Diagrama de flujo mejorado: mástil MC-01.
Diagrama de: Flujo Fecha: 25/07/2009 Hoja No. 1 De 1
Tipo: Material
Poducto: MC/01
Producto: Actividades Símbolo Actual Mejorado Economia
Actividad: Operación 9 4 5
Metodo Actual: Transporte 5 3 2
Mejorado: Inspección 1 0 1
Operarios(s): Demora 5 0 5
Realizado por: Almacenamiento 0 0 0
DISTANCIA
(mts)CANT.
TIEMPO
(minutos)OBSERVACIONES
x 1 soldador
x 12.00 1 soldador
x 1 soldador
x 1 soldador
x 5.00 1 soldador
x 1 soldador
x 5.00 1 soldador
DAMIS S.A.
RESUMEN
DESCRIPCION
tome el tubo
se transporta al puesto de un
se toma las orejas y se puntean
Membrana Arquitectónica
Soldar
x
se transporta al puesto de la
se pule
se transporta al area de pintura
se soldan 210.00
1
Vanessa Marmolejo Vélez

135
Cuadro 69. Suplementos del producto mástil MC/01 - método mejorado.
Cuadro 70. Tiempo tipo del mástil MC/01 con el método mejorado.
Elemento Tiempo Promedio % Suplementos Tiempo Tipo
A 210 16 243.60
Tiempo Estándar 243.60
Para calcular la productividad del método Mejorado la formula es:
Productividad Método Mejorado: Jornada laboral (horas) - Tiempo Improducti-
vo / Tiempo Estándar Mejorado.
Jornada laboral 9.5 horas
Tiempo improductivo 35 minutos o 0.583 horas
Tiempo Estándar Mejorado 243.60 minutos o 4.06 horas
Productividad con el Método Mejorado es 2.33 unidades en un turno de 9.5 horas
se fabrica 2 Mástil MC/01 y del siguiente tiene 1/3, es decir en el mes 51.26 unida-
des.
Índice de productividad = producción obtenida/recurso consumido = 2.33 unid /
9.5 horas = 0.25 unidades/hora.
Conclusión de los índices calculados en todos los productos en la sección de sol-
dadura, es una herramienta fundamental en el análisis de las posibles mejoras que
ayudan al amento de la productividad.
Suplementos Constantes
Suplementos Variables E
lem
en
tos
Nece
sid
ad P
ers
on
al
Fatiga
Tra
ba
jar
de
Pie
Po
stu
ra a
no
rma
l
Le
van
tam
iento
de
pe
-
so
s y
uso
de
fue
rza
Inte
nsid
ad d
e la luz
Calid
ad
de
l a
ire
Ten
sió
n v
isu
al
Ten
sió
n a
ud
itiv
a
Ten
sió
n m
en
tal
Mo
no
ton
ía :
Men
tal
Mo
no
ton
ía :
Fís
ica
T
OT
AL
A 5% 4% 1% 0% 6% 0% 0% 0% 0% 0% 16%

136
Cuadro 71. Costo mano de obra mejorado del mástil MC/01.
MASTIL MC-01 UNIDADES HORAS COSTOS
PRODUCCION ACTUAL 2.33
TURNO DIARIO 9.5
TURNO SEMANAL 48
TURNO MENSUAL 190
SALARIO + PARAFISCALES 988.000.00$
VALOR HORA HOMBRE 5.200.00$
VALOR JORNADA 49.400.00$
CANTIDAD DE OPERARIO 2 98.800.00$
COSTO UNIDAD PRODUCIDA POR JORNADA 42.403.43$
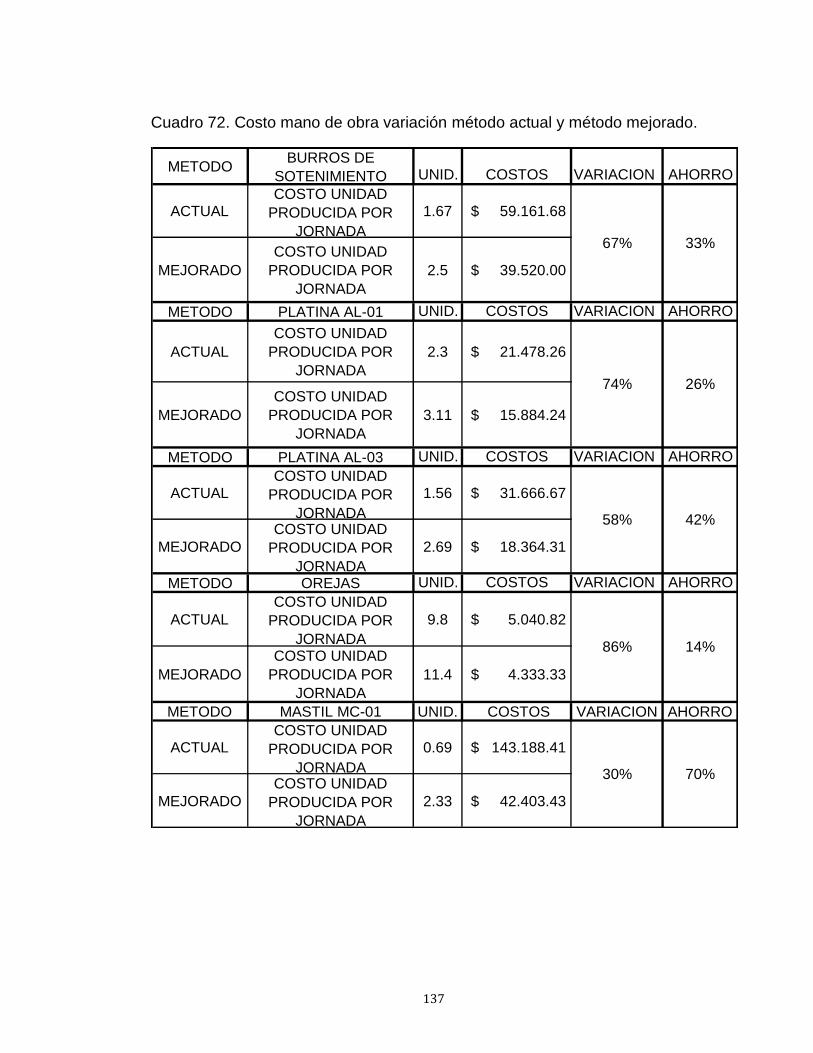
137
Cuadro 72. Costo mano de obra variación método actual y método mejorado.
METODOBURROS DE
SOTENIMIENTO UNID. COSTOS VARIACION AHORRO
ACTUAL COSTO UNIDAD
PRODUCIDA POR
JORNADA
1.67 $ 59.161.68
MEJORADO
COSTO UNIDAD
PRODUCIDA POR
JORNADA
2.5 $ 39.520.00
METODO PLATINA AL-01 UNID. COSTOS VARIACION AHORRO
ACTUAL
COSTO UNIDAD
PRODUCIDA POR
JORNADA
2.3 $ 21.478.26
MEJORADO
COSTO UNIDAD
PRODUCIDA POR
JORNADA
3.11 $ 15.884.24
METODO PLATINA AL-03 UNID. COSTOS VARIACION AHORRO
ACTUAL COSTO UNIDAD
PRODUCIDA POR
JORNADA
1.56 $ 31.666.67
MEJORADO
COSTO UNIDAD
PRODUCIDA POR
JORNADA
2.69 $ 18.364.31
METODO OREJAS UNID. COSTOS VARIACION AHORRO
ACTUAL
COSTO UNIDAD
PRODUCIDA POR
JORNADA
9.8 $ 5.040.82
MEJORADO
COSTO UNIDAD
PRODUCIDA POR
JORNADA
11.4 $ 4.333.33
METODO MASTIL MC-01 UNID. COSTOS VARIACION AHORRO
ACTUAL COSTO UNIDAD
PRODUCIDA POR
JORNADA
0.69 $ 143.188.41
MEJORADO
COSTO UNIDAD
PRODUCIDA POR
JORNADA
2.33 $ 42.403.43
14%
67%
74%
58%
86%
70%30%
33%
26%
42%

138
9. ANÁLISIS BENEFICIO VERSUS COSTO El método para seleccionar alternativa más comúnmente utilizado para analizar la conveniencia de proyectos es la relación beneficio / costo. Como su nombre lo sugiere, el método B/C se basa en la relación de los beneficios a los costos aso-ciados con un proyecto particular. Un proyecto se considera atractivo cuando los beneficios derivados desde su implantación exceden a los costos asociados. Por lo tanto el primer paso en el análisis Beneficio / Costo es determinar qué ele-mentos constituyen beneficios y cuáles costos. 9.1 CÁLCULO DE LOS BENEFICIOS Y COSTOS Antes de calcular una relación Beneficio / Costo que se utilizarán en el cálculo de-ben convertirse a una unidad monetaria común, como en los cálculos de valor pre-sente, valor futuro o unidades monetarias por año, como en las comparaciones de costo anual. Cualquier método – valor presente, valor futuro o costo anual- puede ser utilizado siempre y cuando se sigan los procedimientos aprendidos. Hay varias formas de relacionar el Beneficio / costo. La relación Beneficio / Costo
es probamente la más utilizada y se calcula:
B/C = Beneficio / costo
Una relación B / C mayor o igual a 1.0 indica que el proyecto evaluado económi-
camente es ventajoso.
Para calcular el Beneficio, debemos manejar los que son valores presentes y futu-
ros y es allí donde se necesita conocer el concepto de Costo Equivalente10.
9.2 CONCEPTO Y USO DE LA EQUIVALENCIA
El termino equivalencia significa tener igual valor o comparar en condiciones simi-
lares un valor. La realidad que se vive en una empresa productora de bienes o
servicios, es que el dinero fluye de manera cotidiana hacia fuera y hacia dentro de
la misma. Dado el fenómeno inflacionario presente en cualquier tipo de economía,
ya sea de un país avanzado o de uno en vías de desarrollo, una unidad monetaria
actual no tiene el mismo poder adquisitivo que tendrá dentro de un año, es decir,
no son equitativas pues no se están comparando bajo las mismas condiciones.
10
Mc-GRAW HILL. Ingeniería Económica. Tercera edición. México, A.S.: McGRAW HILL/INTERAMERICANA, 1992. p.206-207.

139
Dado que lo único que hace diferente en poder adquisitivo a esa unidad monetaria
es el tiempo, una base lógica y adecuada de comparación podría ser el valor de
ese dinero en un solo instante, ya sea el día de hoy, dentro de un año o en cual-
quier instante, pero que sea el mismo instante de tiempo.
Para hallar este valor se tiene un cuadro donde se calculara la amortización y el
valor presente.
Cuadro 73. Formulas de equivalencia.
Fórmula original Notación simplificada Nombre del factor
F = P*[(1+i)^n] P(F/P,i,n) Futuro dado un presente
P = F*[1/(1+i)^n] F(P/F,i,n) Presenta dado un futuro
A = P[i*(1+i)^n / (1+i)^n-1] P(A/P,i,n) Pago uniforme dado un
presente
P = A[(1+i)^n-1/ i*(1+i)^n] A(P/A,i,n) Presenta dado un pago
uniforme
F =A[(1+i)^n-1/i] A(F/A,i,n) Futuro dado un pago uni-
forme
A =F[i/(1+i)^n] F(A/F,i,n) Pago uniforme dado un
futuro
Fuente: Mc-GRAW HILL. Ingeniería Económica. Tercera edición. México, A.S.: McGRAW HILL/INTERAMERICANA, 1992. p.208.
Para la realización de este proyecto se utilizará, P(A/P, i, n) es decir Pago unifor-
me dado un presente y la formula es: A = P [i*(1+i) ^n / (1+i) ^n-1].
Se necesitan los siguientes valores para poder calcular la amortización o los pa-
gos mensuales que realizara la empresa para la compra de los equipos de trabajo.
La tasa de interés anual que maneja la compañía con Bancolombia es de 15%,
para manejar una tasa de interés mensual se debe convertir la tasa que se tiene
anual a mensual y esto se realiza por medio de una ecuación de equivalencia de
la siguiente forma:
La formula es:
(1+ie)^12 = (1+i) ^1, y como se debe encontrar el valor de ie se debe despejar de
la formula así:
ie = {[(1+i) ^1]1/12 - [1]} * 100, y al reemplazar los valores da:
ie = {[(1+0.15)]1/12 - [1]} * 100 entonces ie = {[(1.15)]½ - [1]} * 100
ie = 1.1714% pesos mensuales

140
Los valores que se deben manejar para calcular cuánto será el valor de las cuotas
a amortiguar por el préstamo a 5 años es decir a 60 para el pago de la inversión
tecnológica es:
Máquina curvadora de tubos: $11.840.000
Máquina cortadora de tubos: $12.950.000
Cuadro 74. Costos de distribución de área.
Producto Cantidad Precio
Clavijas Trifásicas de 50 Amperios 1 unidad $15.000
Toma corriente Doble de polo a tierra 5 unidades $12.500
Cable Industrial 2*8 AWG 15 metros $37.500
Mano de Obra 1 $90.000
TOTAL $155.000
Cuadro 75. Relación de valores para calcular cuota deudora.
P=total de inversión tecnológica + Distribución en área $ 24.945.000
n=meses a pagar 60
I=interés mensual 0.01714
A = {P / [(1+i) ^n – 1 / i * (1+i) ^n]}
A = {$ 24.945.000 / [(1+0.01714) ^60 – 1 / 0.01714 * (1+0.01714) ^60]}
A = $668.798.316
Este valor A = $668.798.316 es la cuota que la empresa deberá pagar en el lapso
de 60 meses es decir de 5 años para cumplir con la obligación que adquirió tanto
Tecnológica como en la Distribución de área, es decir que este valor es el ingreso
de la compañía.
Para calcular el ingreso que en este caso será el ahorro que se genera por la ad-
quisición de nueva máquina y la redistribución del área.

141
Cuadro 76. Índice de productividad y costos de mano de obra para el burro de sos-
tenimiento.
ACTUAL MEJORADO ACTUAL MEJORADO
0.18 0.26 59.161.68$ 42.956.52$ 16205.158.26$ por dia
0.18 0.26 59.161.68$ 42.956.52$
INDICE DE PRODUCTIVIDAD
UNIDAD POR HORA
COSTO DE MANO DE OBRA
PESOS
Cuadro 77. Índice de productividad y costos de mano de obra para la membrana
arquitectónica que consta de platinas AL01, platinas AL-03, orejas y mástiles MC-
01.
ACTUAL MEJORADO ACTUAL MEJORADO
0.18 0.31 21.478.26$ 15.884.24$ 5.594.02$ por dia
0.21 0.27 31.666.66$ 18.364.31$ 13.302.35$ por dia
0.16 1.14 5.040.82$ 4.333.33$ 707.49$ por dia
1.03 0.23 143.188.40$ 42.403.43$ 100.784.97$ por dia
1.58 1.95 201.374.14$ 80.985.31$
INDICE DE PRODUCTIVIDAD
UNIDAD POR HORA
COSTO DE MANO DE OBRA
PESOS
Para este caso se necesita hallar el valor futuro dado un ahorro uniforme, pero con
una tasa de inflación de 4% anual y al convertirla a mensual es 0.0032%.
Cuadro 78. Relación de valores para calcular cuota de ahorro.
A = ahorro uniforme mensual $ 1.960.524.21
n=meses de ahorro 12
I=interés de inflación 0.0032
F = A [{(1+i) ^n – 1} / i]
F = $ 1.960.524.21* [{(1+0.0032) ^12 – 1} / 0.0032]
F = $23.944.762.7
Y los egresos son:
F = $668.798.316 * [{(1+0.0032) ^12 – 1} / 0.0032]
F= $8.168.347.57
F = $23.944.762.7 es el valor que la empresa gana en el momento de la mejora y
para definir si es beneficioso o no para la empresa la propuesta de mejoramiento
142
se reemplaza la siguiente formula, además de también se maneja un valor de pa-
go mensual que sería F= $8.168.347.57
B / C = Beneficio / costo o B / C = Ingreso / Egreso
Se reemplaza y si es beneficioso da mayor que uno de lo contrario no es benefi-
ciosa la propuesta.
B / C = $23.944.762.7 / $8.168.347.57
B / C = 2.9314
Esto indica que la propuesta de mejoramiento es beneficiosa para la empresa y
debe ser evaluada.

143
10. CONCLUSIONES
Al finalizar el proceso de investigación y desarrollo del Proyecto de grado denomi-nado “ESTUDIO DEL TRABAJO EN LA SECCION DE SOLDADURA EN LA EM-PRESA DAMIS S.A.”, para optar el titulo de Ingeniera Industrial, el cual consistió en el análisis de los métodos y la evaluación de los tiempos, buscando el mejora-miento del proceso de producción y la reducción de costos en mano de obra, y que arrojaron las siguientes conclusiones: Los resultados de la investigación permiten concluir que la empresa DAMIS S.A. debe proceder al estudio del proyecto y posterior aplicación de los procesos de mejoramiento sugeridos en su planta de Metalmecánica en el área de Soldadu-ra. EL diagnóstico realizado al área de soldadura de la planta DAMIS S.A., permi-tió detectar problemas como la entrega no oportuna de los pedidos y la distribu-ción deficiente en los procesos productivos, en los cuales se pueden obtener aho-rros significativos como los detallados en el siguiente cuadro: Cuadro 79. Cuadro comparativo de distancias - método actual y método mejorado
PRODUCTO
No. DE
TRANSPORTES -
METODO
ACTUAL
DISTANCIA (m)
METODO
ACTUAL
No. DE
TRANSPORTES -
METODO
MEJORADO
DISTANCIA (m)
METODO
MEJORADO
% AHORRO
DISTANCIAS
% AHORRO No.
TRANSPORTES
Burro de Sostenimiento 12 99.5 6 41 58.79% 50.00%
Platina AL - 01 12 138.1 7 44.5 67.78% 41.67%
platina AL - 03 12 138.1 7 44.5 67.78% 41.67%
Orejas 6 76.1 4 23 69.78% 33.33%
Mástil MC - 01 5 43 3 22 48.84% 40.00%

144
La nueva distribución del área de soldadura.
Los costos de la mano de obra se ven afectados negativamente por las distan-cias que se deben recorrer en la consecución de cada una de las actividades des-arrolladas en el área de soldadura, como lo demuestra el siguiente cuadro: Cuadro 80. Costo mano de obra total en el área de soldadura.
ACTUAL MEJORADO
59.161.68$ 42.956.52$
21.478.26$ 15.884.24$
31.666.66$ 18.364.31$
5.040.82$ 4.333.33$
143.188.40$ 42.403.43$
201.374.14$ 80.985.31$
COSTO DE MANO DE OBRA
PESOS
TOTAL
La implementación del método mejorado incrementaría la productividad del área como se muestra en el siguiente cuadro, donde van incluidos los índices.

145
Cuadro 81. Índice de productividad con el método actual y método mejorado en el área de soldadura.
ACTUAL MEJORADO
0.18 0.26
0.18 0.31
0.21 0.27
0.16 1.14
1.03 0.23
1.58 1.95
INDICE DE PRODUCTIVIDAD
UNIDAD POR HORA
TOTAL

146
11. RECOMENDACIONES
Para que las operaciones se realicen con eficiencia es necesario realizar unos cambios en la distribución actual y en la tecnología, que permitan optimizar los recursos en capital humano, conocimiento y materias primas de alta calidad, con los que se cuentan en la actualidad. Se debe tener un flujo correcto de proceso, para disminuir tiempos de despla-zamientos, desperdicios, fatigas en los trabajadores, etc. La empresa debe mejorar la calidad de vida de sus empleados con el fin de mi-nimizar riesgos y accidentes de trabajo que puedan comprometer su buen nombre, la salud física y mental de sus trabajadores.
Se sugiere que la alta gerencia involucre a todo el personal en los procesos de mejoramiento que quieran desarrollar, para de esta manera conseguir los mejores resultados.
La Empresa DAMIS S.A., debe acoger en un tiempo prudencial, la implementa-ción de la seguridad industrial y salud ocupacional en todos los procesos de la planta, puesto que actualmente los trabajadores se encuentran en riesgo constan-te de enfermedad profesional o accidentes de trabajo.

147
BIBLIOGRAFÍA BACA Gabriel. 2ª ed. México D.F. MacGraw-Hill Interamericana de Editores S.A. 1999. BLANK T. Leand. Ingeniería Económica. 3ª ed. México D.F. MacGraw-Hill Inter-americana de Editores S.A. 1992. DESARROLLO GERENCIA. Decisiones Financieras y Costo del Dinero en Eco-nomías Inflacionarias. 1ª ed. Colombia. Editorial Norma 1985. GARCÍA CRIOLLO, Roberto. Estudio del Trabajo: Medición del trabajo. México. McGraw-Hill Interamericana de Editores S.A. 1998. HONDSON, William K. Manual del Ingeniero Industrial. 4ª ed. México. McGraw-Hill interamericana de Editores S.A. 2001. INSTITUTO AMERICANO DE CONSTRUCCION EN ACERO Normas de la cons-trucción en Acero. MÉNDEZ A., Carlos. Metodología: Diseño y desarrollo del proceso de investiga-ción. 3ª ed. Colombia. McGraw-Hill Interamericana de Editores S.A. 2001.
NIEBEL, Benjamín y FREIVALDS Andris. Ingeniería Industrial: Métodos, estánda-res y diseño del trabajo. 10ª ed. México D.F. MacGraw-Hill Interamericana de Edi-tores S.A. 2003. ORGANIZACION INTERNACIONAL DEL TRABAJO. Introducción al Estudio del Trabajo. 3ª ed. México D.F. Limusa, Noriega Editores. 1980. UNIVERSIDAD DE PAMPLONA. España: Curso de Distribución en planta. [Con-
sultado el 16 de octubre de 2009]. Disponible en internet:
hptp://personales.upv.es/jpgarcia.
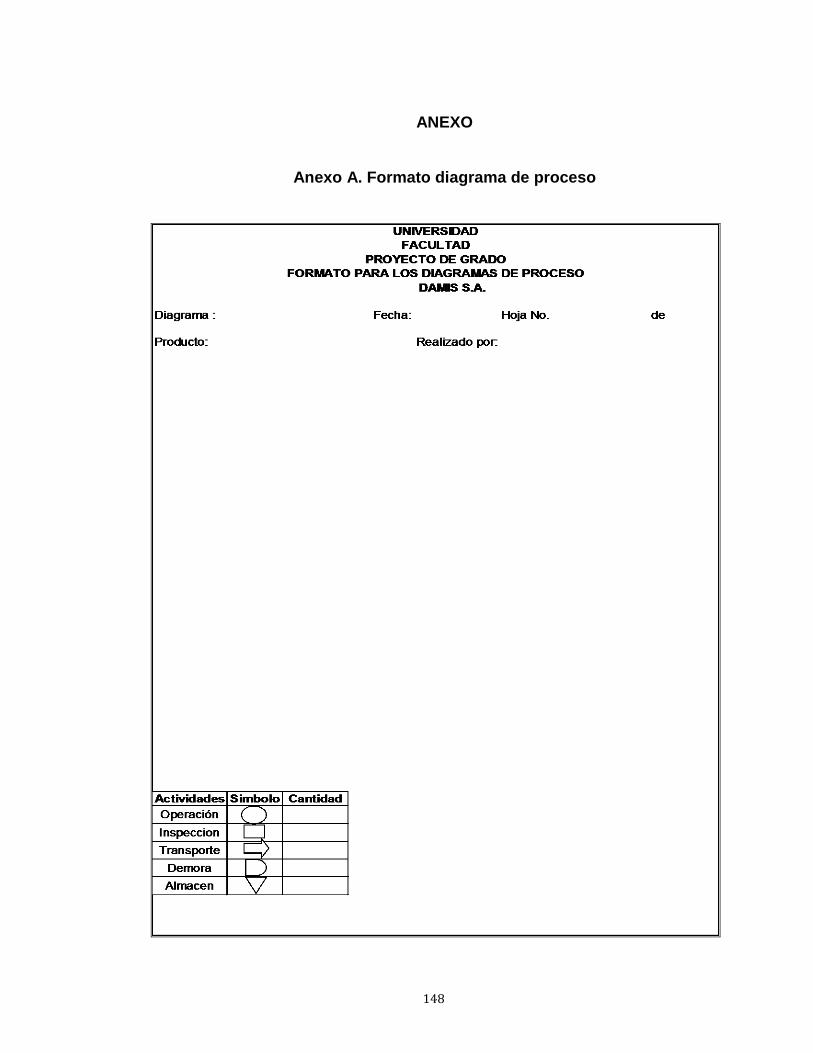
148
ANEXO
Anexo A. Formato diagrama de proceso
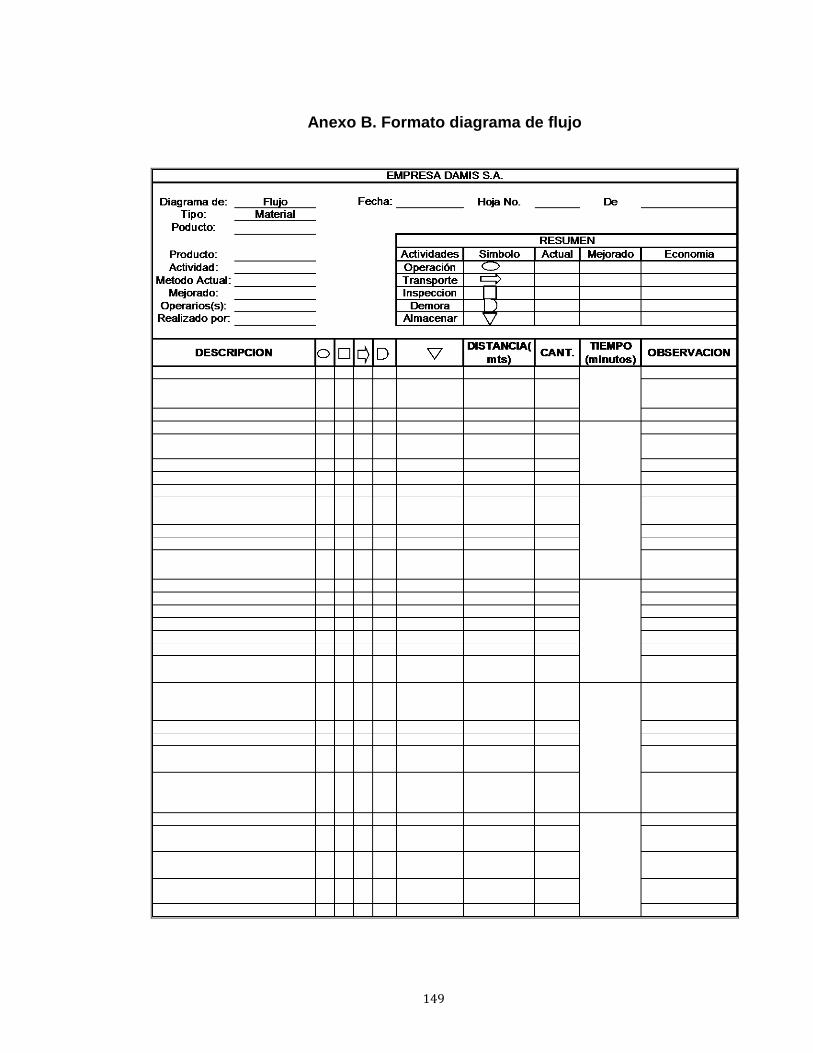
149
Anexo B. Formato diagrama de flujo

150
Anexo C. Formato diagrama bimanual

151
Anexo D. Formato estudio de tiempos

152