
Exposicion Proceso Torneado Listo
38
PROCESO DE TORNEADO Procesos de Manufactura II INTEGRANTES BORRERO GABRIEL CASTILLA GUTIERREZ ROBERTO NARVAEZ LOPEZ WILLIAM ALBERTO SANTOS MARIO PROFESOR ING.MEC.DIPL-ING.M.SC. SALAS SIADO JULIAN
-
Upload
willsmith87 -
Category
Documents
-
view
75 -
download
8
description
torneado
Transcript of Exposicion Proceso Torneado Listo
PROCESO DE TORNEADO
Procesos de Manufactura II
INTEGRANTES
BORRERO GABRIELCASTILLA GUTIERREZ ROBERTO
NARVAEZ LOPEZ WILLIAM ALBERTOSANTOS MARIO
PROFESOR
ING.MEC.DIPL-ING.M.SC. SALAS SIADO JULIAN
FACULTAD INGENIERIA MECANICAUNIVERSIDAD DEL ATLANTICO
INTRODUCCIÓN
El torno es la máquina herramienta más usada en la industria, y ha sido utilizada desde la época medieval en el maquinado de maderas, metales, plásticos y todo tipo de materiales. Dentro del proceso de formación del ingeniero industrial, el conocimiento de su uso, aplicaciones y herramientas fortalece su comprensión de los diferentes procesos de manufactura.
OBJETIVOS
Los objetivos que se busca obtener durante el desarrollo de este tema es:
Demostrar la importancia de una de las máquinas - herramienta más usada en la industria, el torno.
Identificar las partes más importantes de un torno y sus funciones. Diferenciar los tipos de herramientas y buriles, así como materiales e insertos; sus
posibilidades y limitaciones. Conocer e identificar los portaherramientas estándares, de cambio rápido y el tipo
de torreta montados en el carro del torno. Conocer todas las operaciones de torneado. Identificar las formas de sujeción de herramientas para el contrapunto del torno. Conocer los tipos de ángulos de inclinación y de alivio, los rompedores de viruta y
la forma de las herramientas, así como el afilado de la herramienta. Explicar las aplicaciones y el cuidado de los mandriles independientes y
universales y otros accesorios. Conocer los procedimientos de transmisión y cambio para variar las velocidades de
un torno. Describir el uso de las distintas palancas que tiene el torno para el control de
avances. Montar correctamente una pieza de trabajo para cilindrar y refrentar sus extremos.
EL TORNO
Se denomina torno (del latín tornus, y este del griego τόρνος, giro, vuelta) a una máquina herramienta que permite mecanizar piezas de forma geométrica de revolución (cilindros, conos, hélices).
El torno es una máquina para fabricar piezas de forma geométrica de revolución. Se utiliza desde muy antiguamente para la alfarería.Consistía entonces en un plato circular montado sobre un eje vertical que tenía en su parte inferior otro plato, que se hacía girar con los pies, para formar, con arcilla, piezas de revolución con sección variable. Más tarde empezó a utilizarse en carpintería para hacer piezas torneadas. Con el tiempo se ha llegado a convertir en una máquina importantísima en el proceso industrial de la actualidad.El torno mecánico es una máquina-herramienta para mecanizar piezas por revolución arrancando material en forma de viruta mediante una herramienta de corte. Ésta será apropiada al material a mecanizar pudiendo estar hecha de acero al carbono, acero rápido, acero rápido al cobalto, widia, cerámica, diamante, etc. y que siempre será más dura y resistente que el material mecanizado. Es una máquina muy importante en la fabricación que data del año 1910 en sus versiones modernas, aunque ya a mediados del siglo XVII existían versiones simples donde el movimiento de las piezas a mecanizar se accionaba mediante simples arreglos por cuerdas; desde la revolución industrial, donde se establecen los parámetros principales de Esta máquina, apenas ha sufrido modificaciones, exceptuando la integración del control numérico en las últimas décadas. Movimiento de corte: por lo general se imparte a la pieza que gira rotacionalmente sobre su eje principal. Este movimiento lo imprime un motor eléctrico que transmite su giro al husillo principal mediante un sistema de poleas o engranajes.
El husillo principal tiene acoplado a su extremo distintos sistemas de sujeción (platos de garras, pinzas, mandrinos auxiliares...), los cuales sujetan la pieza a mecanizar.Movimiento de avance: es debido al movimiento longitudinal o transversal de la herramienta sobre la pieza que se está trabajando.En combinación con el giro impartido al husillo, determina el espacio recorrido por la herramienta por cada vuelta que da la pieza.El movimiento también puede no ser paralelo a los ejes, produciéndose así conos. En ese caso se gira el carro de debajo del transversal ajustando en una escala graduada el ángulo requerido, que será la mitad de la conicidad deseada.Profundidad de pasada: movimiento de la herramienta que determina la profundidad de material arrancado en cada pasada aunque la cantidad de material arrancado queda siempre sujeto al perfil del útil de corte usado, tipo de material mecanizado, velocidad de corte, etc.
Tipos de Mecanizado
En el torno, los mecanizados que podemos conseguir son siempre de volúmenes de revolución. Cilindros, conos, perforados en el eje, ranuras laterales, roscas y tornados interiores. Debemos considerar, como primera medida que, que la herramienta debe estar perfectamente centrada, admitiéndose, en algunas operaciones, que se encuentre levemente por arriba del centro de la pieza. Para centrar la punta de la herramienta en altura, podemos usar como referencia un punto colocado en la contrapunta, un calibre con la medida previamente calculada de la altura del eje sobre la bancada, o haciendo tangencia en el frente del material girando. En este caso, podemos observar si la punta cortante de la herramienta se encuentra a la misma altura que el centro de la pieza.
Refrentado
El refrentado es cuando la herramienta se desplaza perpendicularmente respecto al eje de giro de la pieza, puede ser por ambos extremos de la pieza. Esta operación, presenta la pieza con un acabado pulido por sus extremos.Para el proceso de cilindrado se utilizan herramientas de acero rápido, metal duro soldado o plaquitas de metal duro (widia) reemplazables.
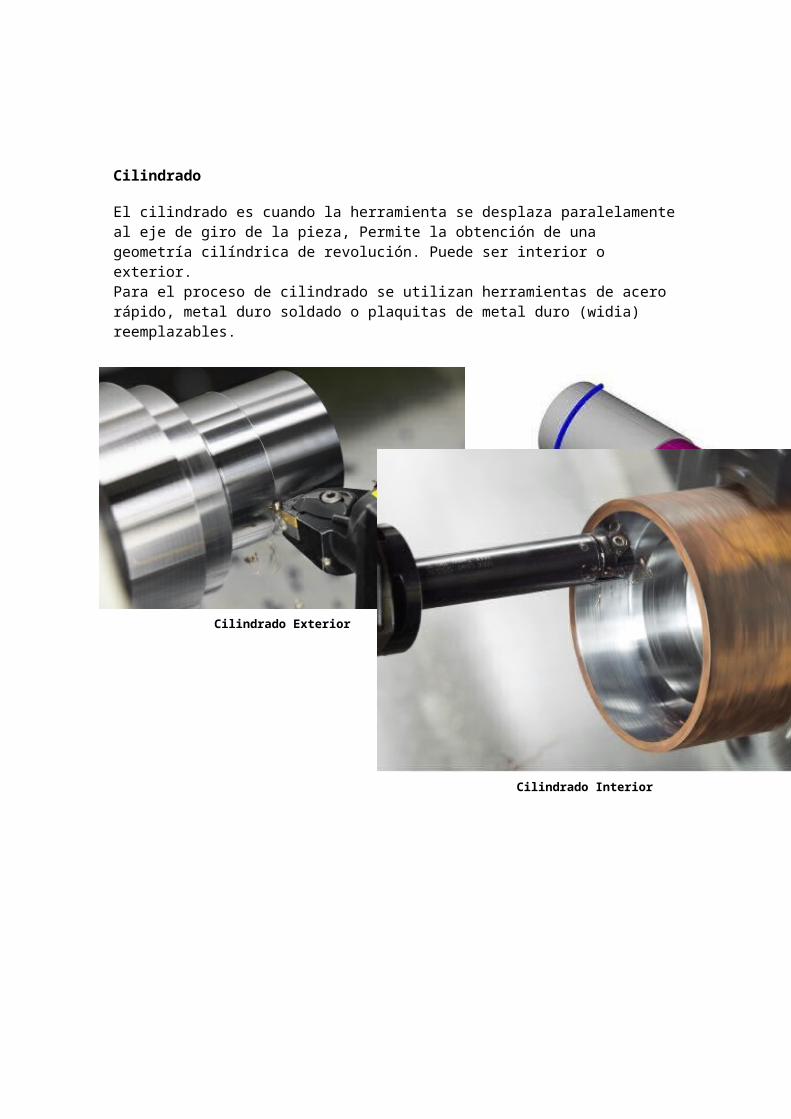
Cilindrado

El cilindrado es cuando la herramienta se desplaza paralelamente al eje de giro de la pieza, Permite la obtención de una geometría cilíndrica de revolución. Puede ser interior o exterior.Para el proceso de cilindrado se utilizan herramientas de acero rápido, metal duro soldado o plaquitas de metal duro (widia) reemplazables.
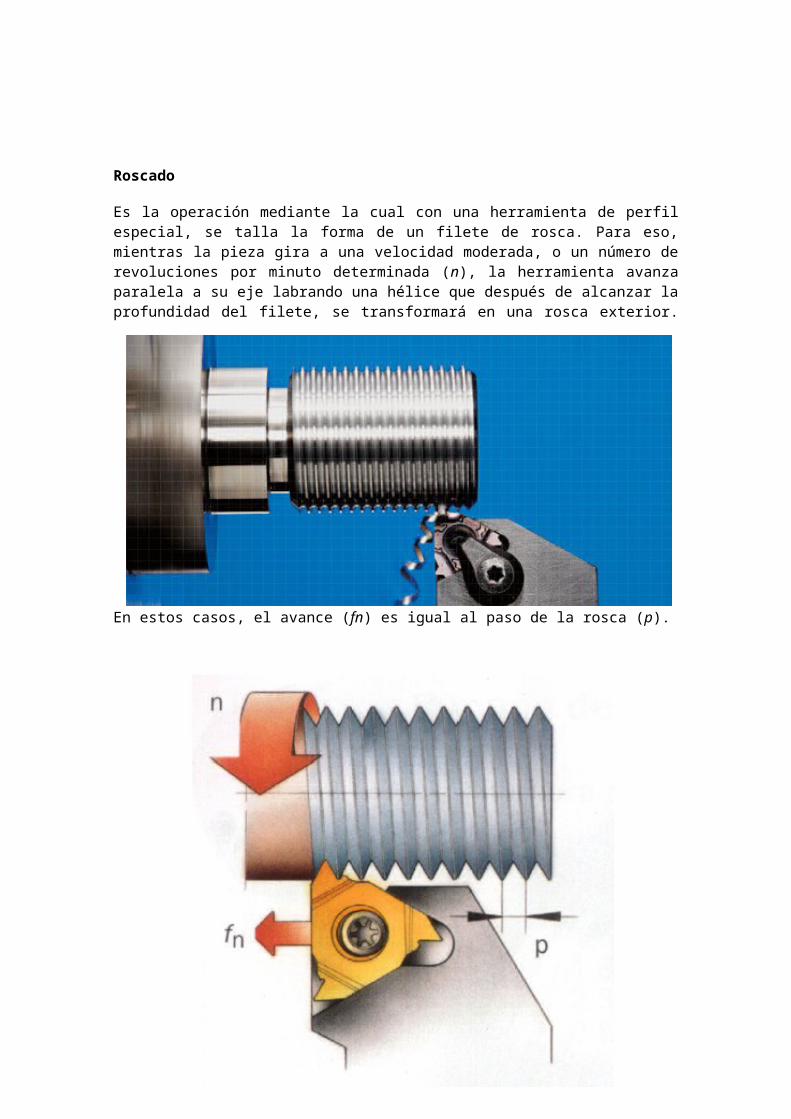
Roscado
Cilindrado Exterior
Cilindrado Interior
Es la operación mediante la cual con una herramienta de perfil especial, se talla la forma de un filete de rosca. Para eso, mientras la pieza gira a una velocidad moderada, o un número de revoluciones por minuto determinada (n), la herramienta avanza paralela a su eje labrando una hélice que después de alcanzar la profundidad del filete, se transformará en una rosca exterior. En estos casos, el avance (fn) es igual al paso de la rosca (p).
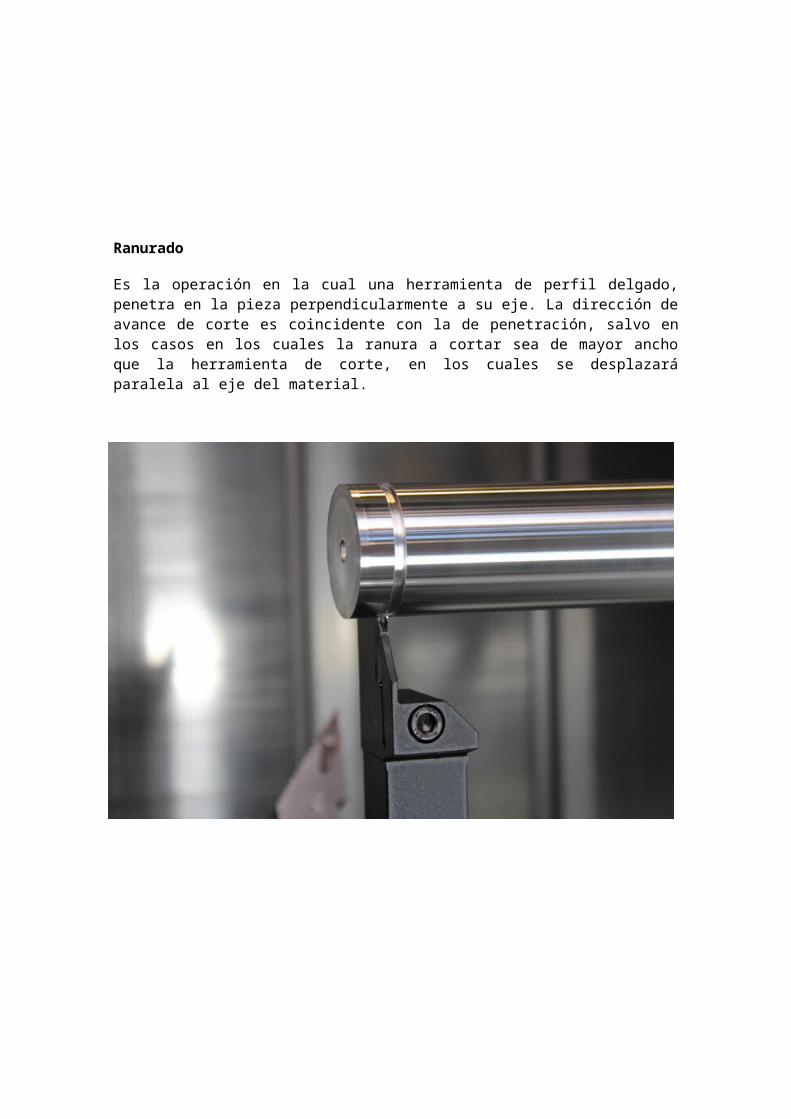
Ranurado
Es la operación en la cual una herramienta de perfil delgado, penetra en la pieza perpendicularmente a su eje. La dirección de avance de corte es coincidente con la de penetración, salvo en los casos en los cuales la ranura a cortar sea de mayor ancho que la herramienta de corte, en los cuales se desplazará paralela al eje del material.
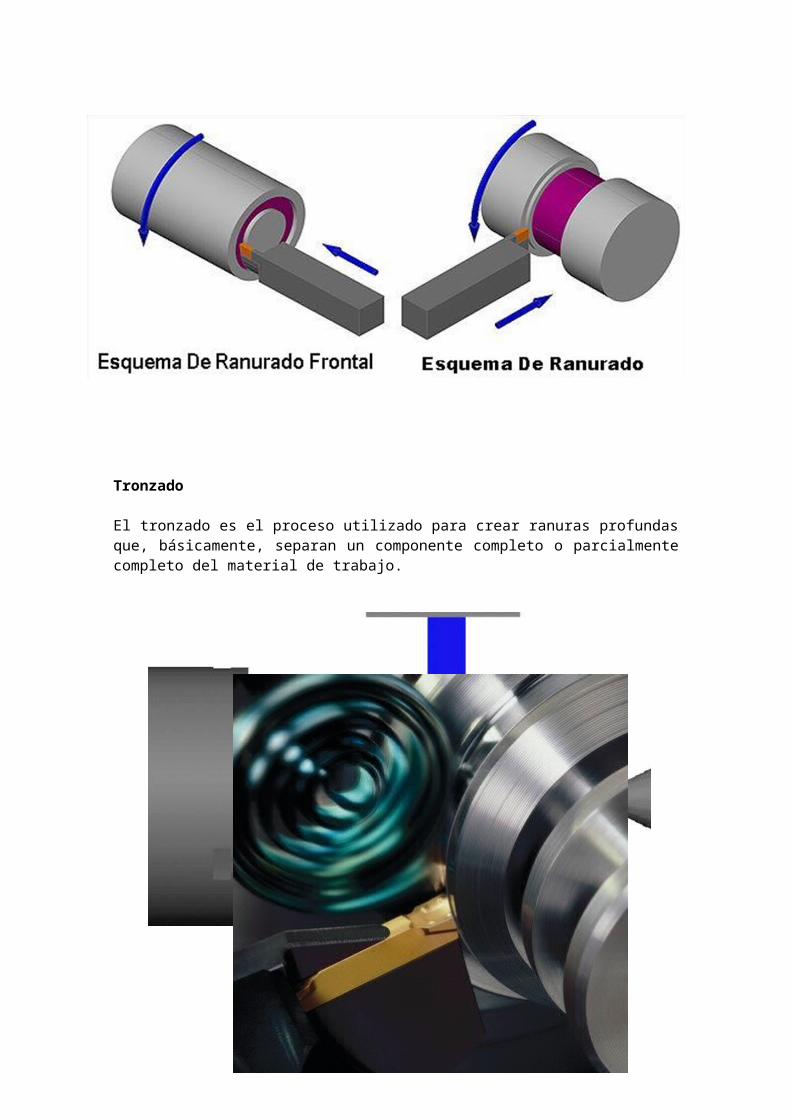
Tronzado
El tronzado es el proceso utilizado para crear ranuras profundas que, básicamente, separan un componente completo o parcialmente completo del material de trabajo.
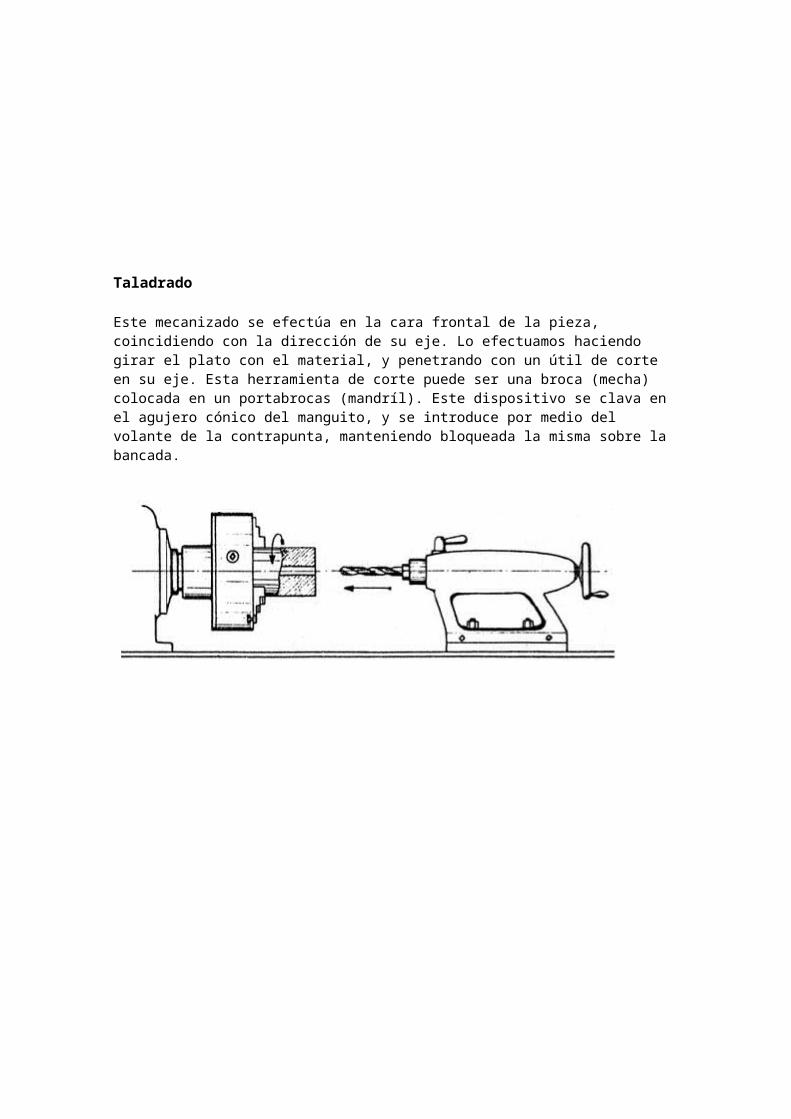
Taladrado
Este mecanizado se efectúa en la cara frontal de la pieza, coincidiendo con la dirección de su eje. Lo efectuamos haciendo girar el plato con el material, y penetrando con un útil de corte en su eje. Esta herramienta de corte puede ser una broca (mecha) colocada en un portabrocas (mandríl). Este dispositivo se clava en el agujero cónico del manguito, y se introduce por medio del volante de la contrapunta, manteniendo bloqueada la misma sobre la bancada.
Moleteado
Es un proceso de conformado en frio del material mediante moletas que presionan la pieza mientras da vueltas. Dicha deformación produce un incremento del diámetro de partida de la pieza. El moleteado se realiza en piezas que se tengan que manipular a mano, que generalmente vayan roscadas para evitar su resbalamiento que tendrían en caso de que tuvieran la superficie lisa, el moleteado se realiza en el torno con herramientas llamadas moletas de diferentes paso y dibujo.
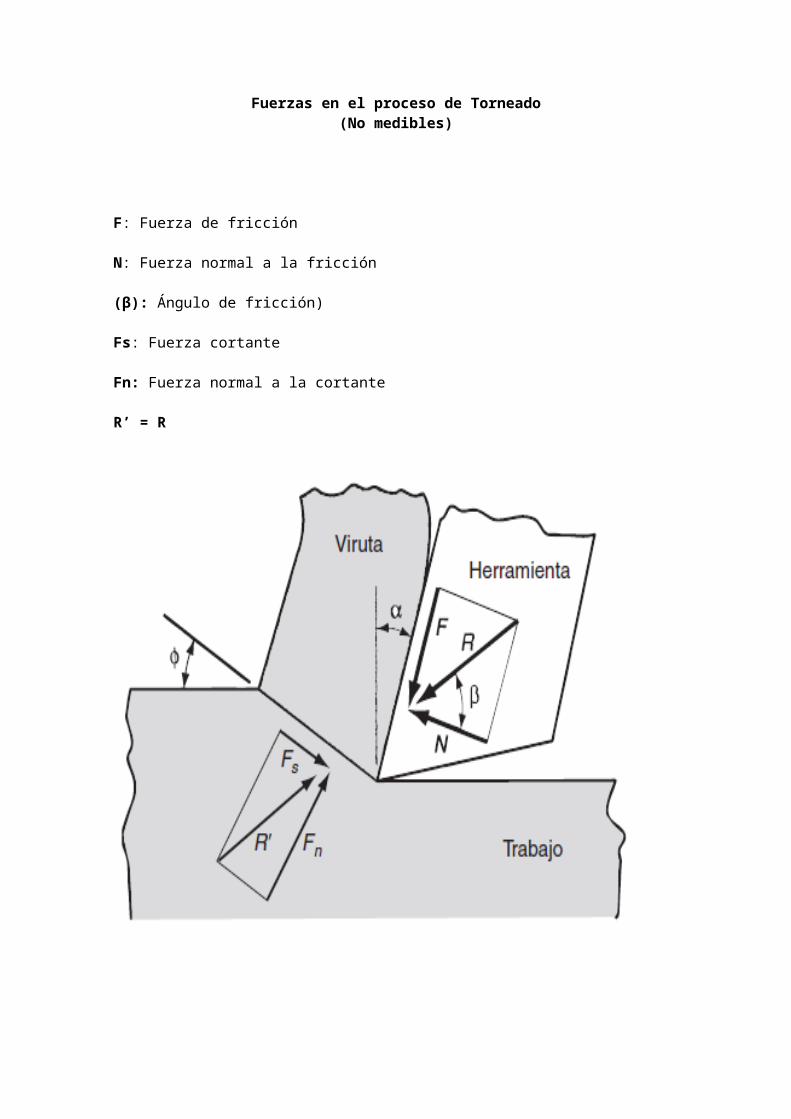
Fuerzas en el proceso de Torneado(No medibles)
F: Fuerza de fricción
N: Fuerza normal a la fricción
(β): Ángulo de fricción)
Fs: Fuerza cortante
Fn: Fuerza normal a la cortante R’ = R

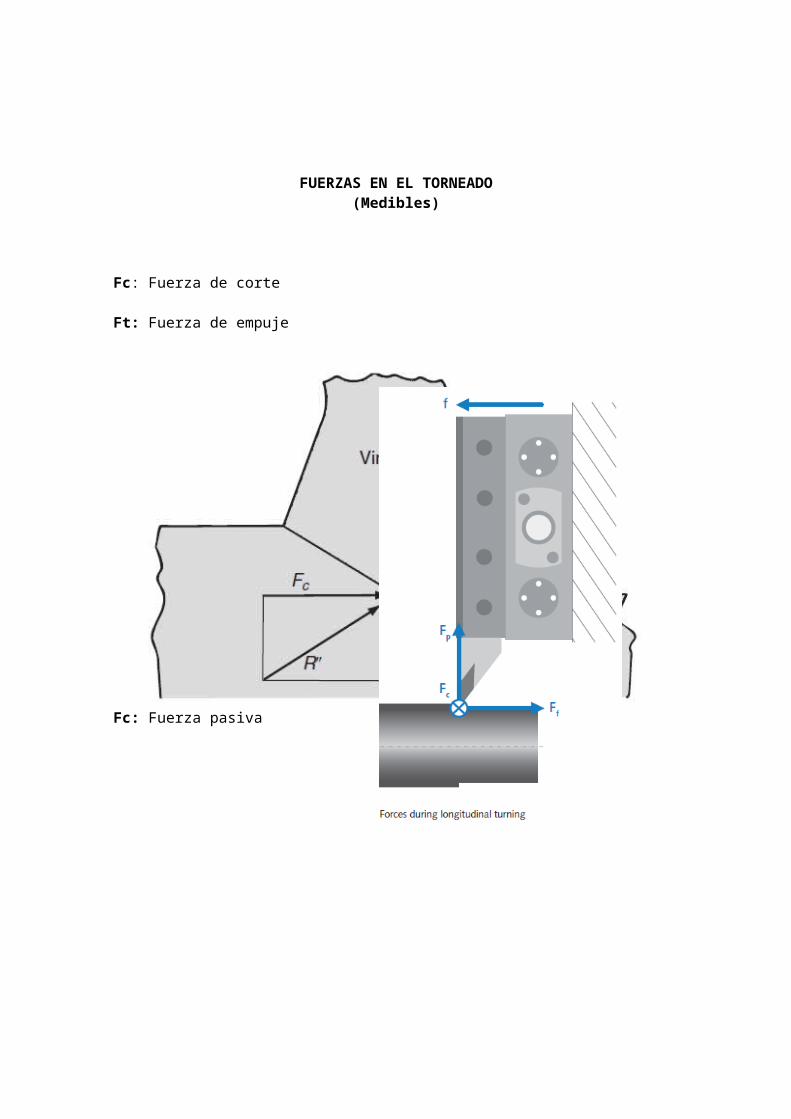
FUERZAS EN EL TORNEADO(Medibles)
Fc: Fuerza de corte
Ft: Fuerza de empuje

Fc: Fuerza pasiva
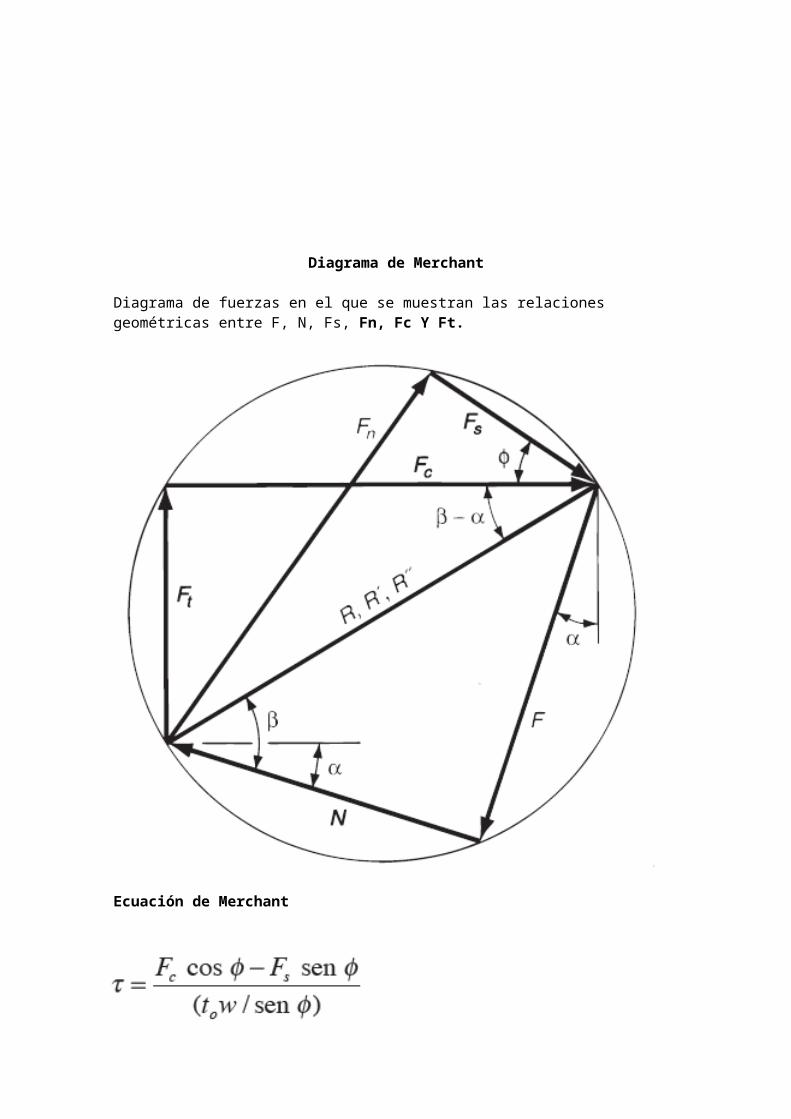
Diagrama de Merchant
Diagrama de fuerzas en el que se muestran las relaciones geométricas entre F, N, Fs, Fn, Fc Y Ft.
Ecuación de Merchant
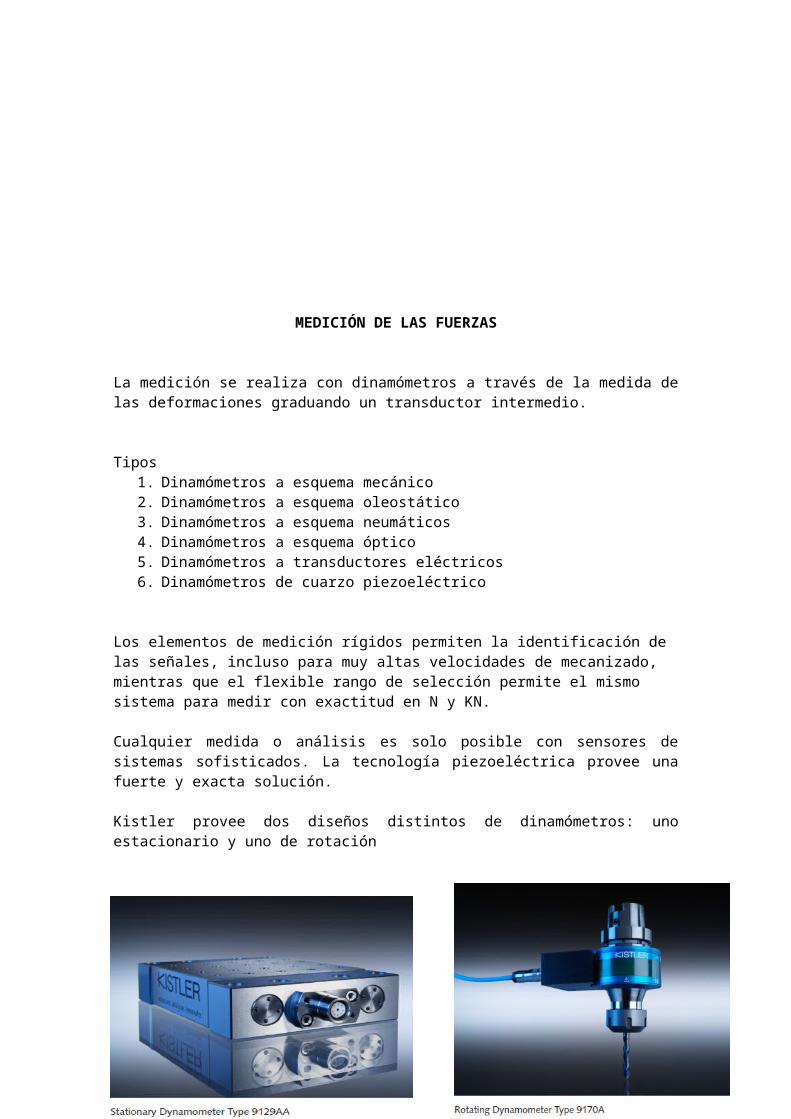
MEDICIÓN DE LAS FUERZAS
La medición se realiza con dinamómetros a través de la medida de las deformaciones graduando un transductor intermedio.
Tipos1. Dinamómetros a esquema mecánico2. Dinamómetros a esquema oleostático3. Dinamómetros a esquema neumáticos4. Dinamómetros a esquema óptico5. Dinamómetros a transductores eléctricos6. Dinamómetros de cuarzo piezoeléctrico
Los elementos de medición rígidos permiten la identificación de las señales, incluso para muy altas velocidades de mecanizado, mientras que el flexible rango de selección permite el mismo sistema para medir con exactitud en N y KN.
Cualquier medida o análisis es solo posible con sensores de sistemas sofisticados. La tecnología piezoeléctrica provee una fuerte y exacta solución.
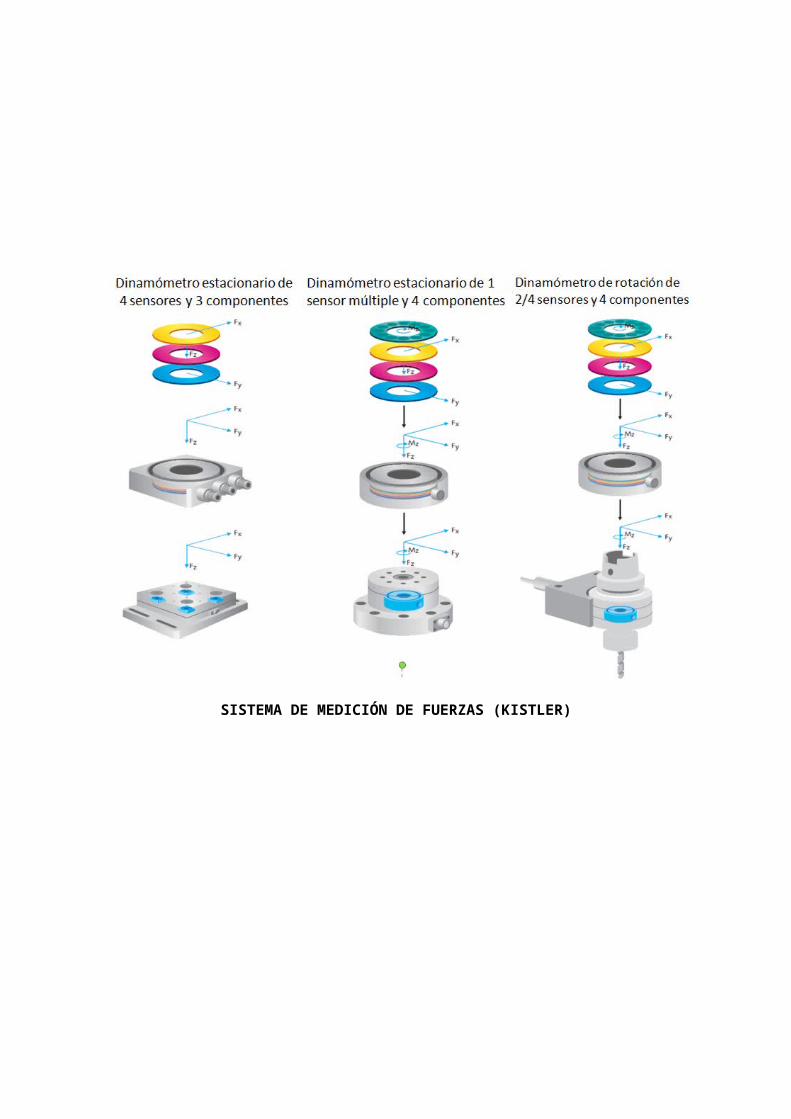
Kistler provee dos diseños distintos de dinamómetros: uno estacionario y uno de rotación
SISTEMA DE MEDICIÓN DE FUERZAS (KISTLER)
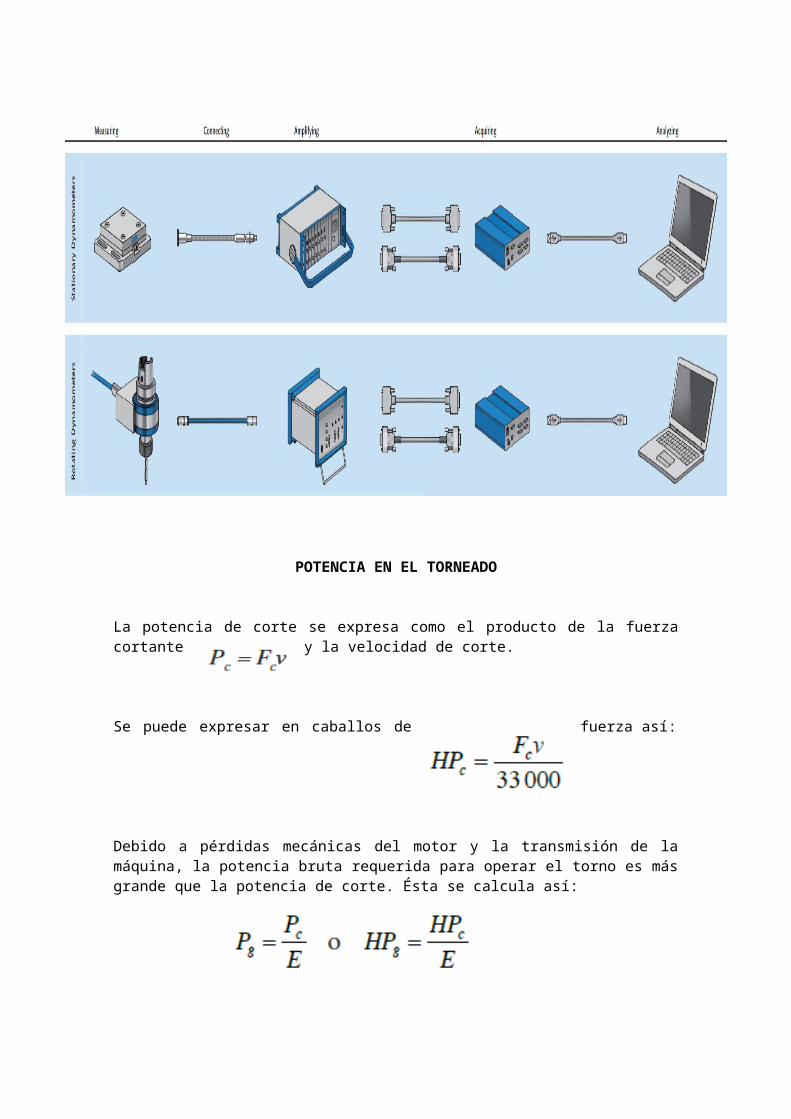
POTENCIA EN EL TORNEADO
La potencia de corte se expresa como el producto de la fuerza cortante y la velocidad de corte.
Se puede expresar en caballos de fuerza así:
Debido a pérdidas mecánicas del motor y la transmisión de la máquina, la potencia bruta requerida para operar el torno es más grande que la potencia de corte. Ésta se calcula así:
CÁLCULO DE LAS FUERZAS NO MEDIBLES
A través de relaciones trigonométricas en el diagrama de Merchant se pueden deducir las siguientes ecuaciones:
En las cuales Fc y Ft son medidos con los dinamómetros anteriormente descritos.Muchas veces es útil expresar la potencia de corte en función de la unidad de volumen de corte de metal así:
Pues la potencia unitaria o también llamada energía específica (U) y RMR es la tasa de remoción del material y igual a vt 0w Entonces finalmente tendríamos:
La vida de la herramienta
Es la longitud de tiempo de corte en el cual se puede usar una herramienta. Ésta se puede calcular mediante la ecuación de Taylor:
Donde:
v: velocidad de cortet: vida de la herramientan: constate relativa para un material de herramienta C: depende de las condiciones de corte, material de la herramienta y material de trabajo
Para tener consistencia se debe añadir un valor de referencia para C que es Tref
Se puede formular una versión aumentada de esta ecuación que incluya el efecto del avance, de la profundidad de corte y la dureza del material de trabajo:

Tipos de Torno
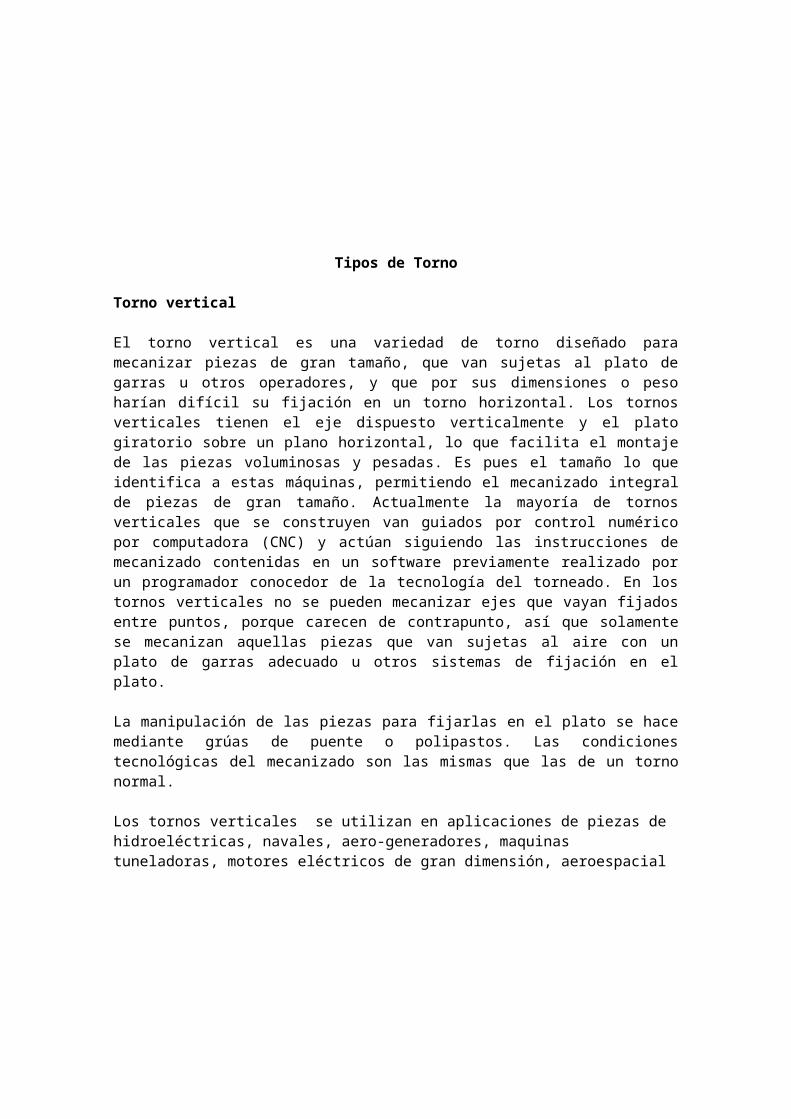
Torno vertical
El torno vertical es una variedad de torno diseñado para mecanizar piezas de gran tamaño, que van sujetas al plato de garras u otros operadores, y que por sus dimensiones o peso harían difícil su fijación en un torno horizontal. Los tornos verticales tienen el eje dispuesto verticalmente y el plato giratorio sobre un plano horizontal, lo que facilita el montaje de las piezas voluminosas y pesadas. Es pues el tamaño lo que identifica a estas máquinas, permitiendo el mecanizado integral de piezas de gran tamaño. Actualmente la mayoría de tornos verticales que se construyen van guiados por control numérico por computadora (CNC) y actúan siguiendo las instrucciones de mecanizado contenidas en un software previamente realizado por un programador conocedor de la tecnología del torneado. En los tornos verticales no se pueden mecanizar ejes que vayan fijados entre puntos, porque carecen de contrapunto, así que solamente se mecanizan aquellas piezas que van sujetas al aire con un plato de garras adecuado u otros sistemas de fijación en el plato.
La manipulación de las piezas para fijarlas en el plato se hace mediante grúas de puente o polipastos. Las condiciones tecnológicas del mecanizado son las mismas que las de un torno normal.
Los tornos verticales se utilizan en aplicaciones de piezas de hidroeléctricas, navales, aero-generadores, maquinas tuneladoras, motores eléctricos de gran dimensión, aeroespacial

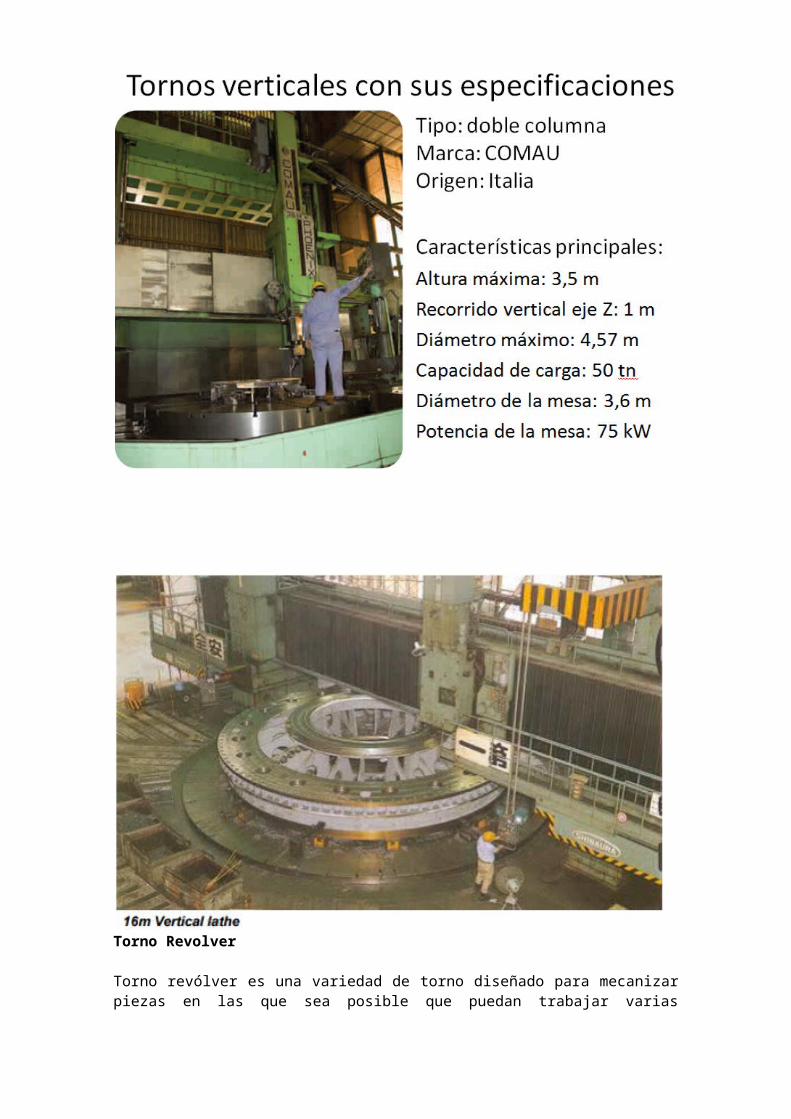
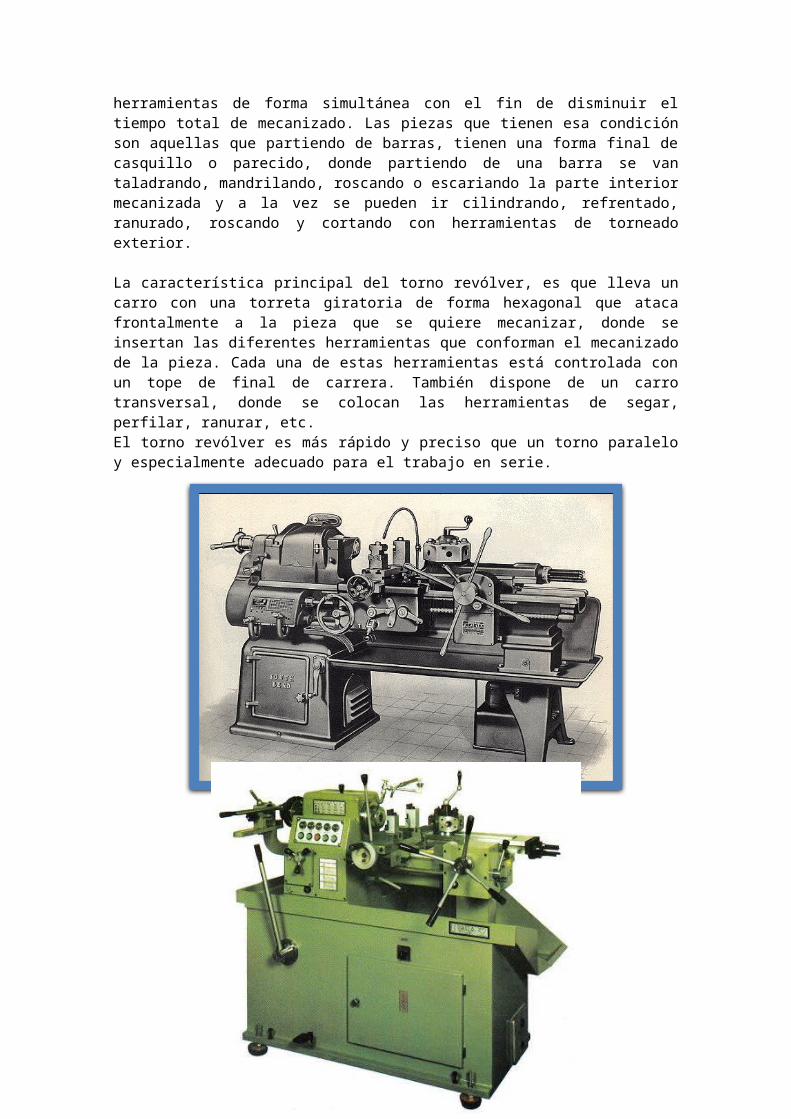
Torno Revolver
Torno revólver es una variedad de torno diseñado para mecanizar piezas en las que sea posible que puedan trabajar varias herramientas de forma simultánea con el fin de disminuir el tiempo total de mecanizado. Las piezas que tienen esa condición son aquellas que partiendo de barras, tienen una forma final de casquillo o parecido, donde partiendo de una barra se van taladrando, mandrilando, roscando o escariando la parte interior mecanizada y a la vez se pueden ir cilindrando, refrentado, ranurado, roscando y cortando con herramientas de torneado exterior.
La característica principal del torno revólver, es que lleva un carro con una torreta giratoria de forma hexagonal que ataca frontalmente a la pieza que se quiere mecanizar, donde se insertan las diferentes herramientas que conforman el mecanizado de la pieza. Cada una de estas herramientas está controlada con un tope de final de carrera. También dispone de un carro transversal, donde se colocan las herramientas de segar, perfilar, ranurar, etc.El torno revólver es más rápido y preciso que un torno paralelo y especialmente adecuado para el trabajo en serie.
Torno automático
Torno automático es un tipo de torno donde está automatizado todo su proceso de trabajo, incluso la alimentación de la pieza que se puede ir obteniendo de una barra larga que se inserta por un agujero que tiene el cabezal y se sujeta mediante pinzas de apriete hidráulico. La alimentación de la barra necesaria para cada pieza se hace de forma automática. Estos tornos
Pueden ser de un solo husillo o de varios husillos:
Los de un solo husillo se emplean básicamente para el mecanizado de piezas pequeñas que requieran grandes series de producción. Cuando se trata de mecanizar piezas de dimensiones mayores se utilizan los tornos automáticos multihusillos donde de forma programada en cada husillo se va realizando una parte del mecanizado de la pieza, y como van cambiando de posición los husillos, resulta el mecanizado final de la pieza muy corto, porque todos los husillos están mecanizando la misma pieza de forma simultánea.
La puesta a punto de estos tornos es muy laboriosa, y por eso se utilizan para grandes series de producción, el movimiento de todas las herramientas está automatizado por un sistema de excéntricas que regulan el ciclo y topes de final de carrera.
Un tipo de torno automático es el conocido como tipo suizo, que son capaces de mecanizar piezas muy pequeñas con tolerancias muy estrechas.La atención que requieren estos tornos por parte de los operarios, es sustituir las herramientas cuando el filo de corte está deteriorado, controlar la evacuación de viruta así como la refrigeración correcta del aceite de corte o taladrina que se utilice.Las condiciones tecnológicas del mecanizado son las mismas que las de un torno normal

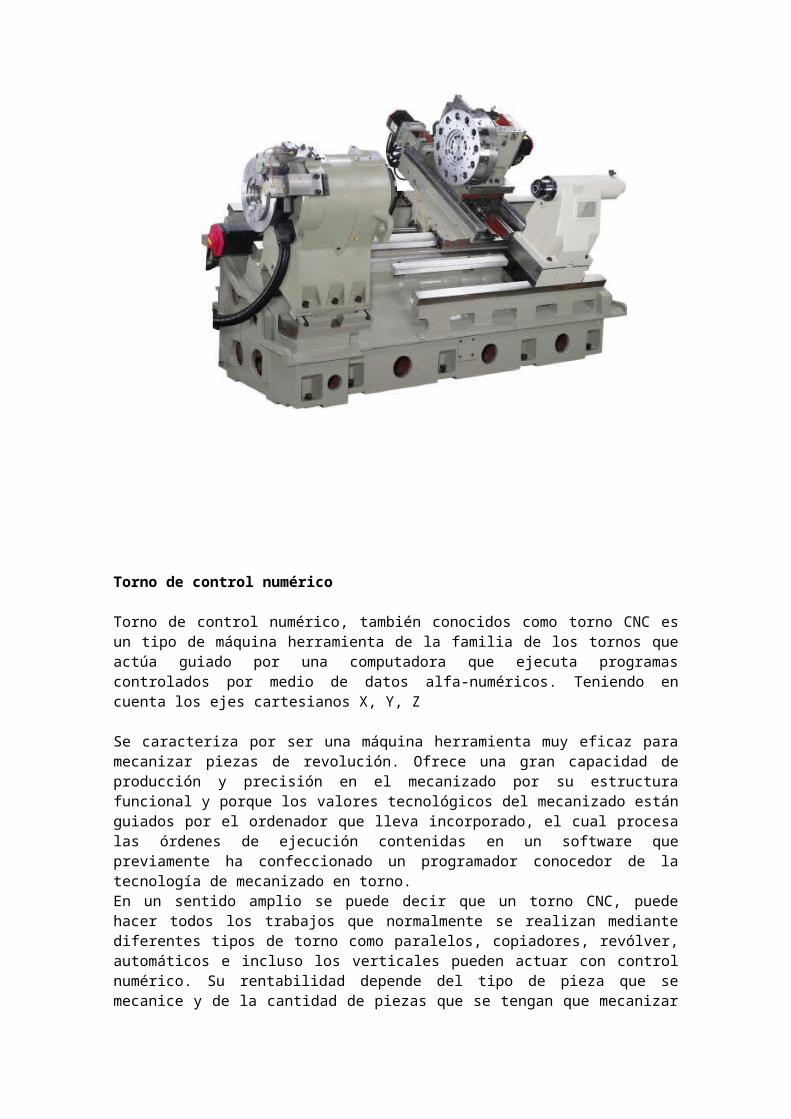
Torno de control numérico
Torno de control numérico, también conocidos como torno CNC es un tipo de máquina herramienta de la familia de los tornos que actúa guiado por una computadora que ejecuta programas controlados por medio de datos alfa-numéricos. Teniendo en cuenta los ejes cartesianos X, Y, Z
Se caracteriza por ser una máquina herramienta muy eficaz para mecanizar piezas de revolución. Ofrece una gran capacidad de producción y precisión en el mecanizado por su estructura funcional y porque los valores tecnológicos del mecanizado están guiados por el ordenador que lleva incorporado, el cual procesa las órdenes de ejecución contenidas en un software que previamente ha confeccionado un programador conocedor de la tecnología de mecanizado en torno.En un sentido amplio se puede decir que un torno CNC, puede hacer todos los trabajos que normalmente se realizan mediante diferentes tipos de torno como paralelos, copiadores, revólver, automáticos e incluso los verticales pueden actuar con control numérico. Su rentabilidad depende del tipo de pieza que se mecanice y de la cantidad de piezas que se tengan que mecanizar en una serie. Por lo que es aconsejable realizar un estudio económico previo antes de decidir el tipo de torno donde se debe mecanizar una pieza.
-El eje Z es el que corresponde al desplazamiento longitudinal de la herramienta en las operaciones de cilindrado.
-El eje X es el que realiza el movimiento transversal de la herramienta y corresponde a las operaciones de refrentado, siendo perpendicular al eje principal de la máquina. Estos son los dos ejes principales, pero con los CNC de última tecnología comienza a tener mucha
Más importancia el EJE Y: eje que comanda la altura de las herramientas del CNC. Estos ejes tienen incorporada la función de interpolación, es decir que puedan desplazarse de forma simultánea, pudiendo conseguir mecanizados cónicos y esféricos de acuerdo a la geometría que tengan las piezas.
Dada la robustez de las máquinas, permiten trabajar a velocidades de corte y avance muy superiores a los tornos convencionales y, por tanto, requiere una gran calidad de las herramientas que utiliza suelen ser de metal duro o de cerámica.
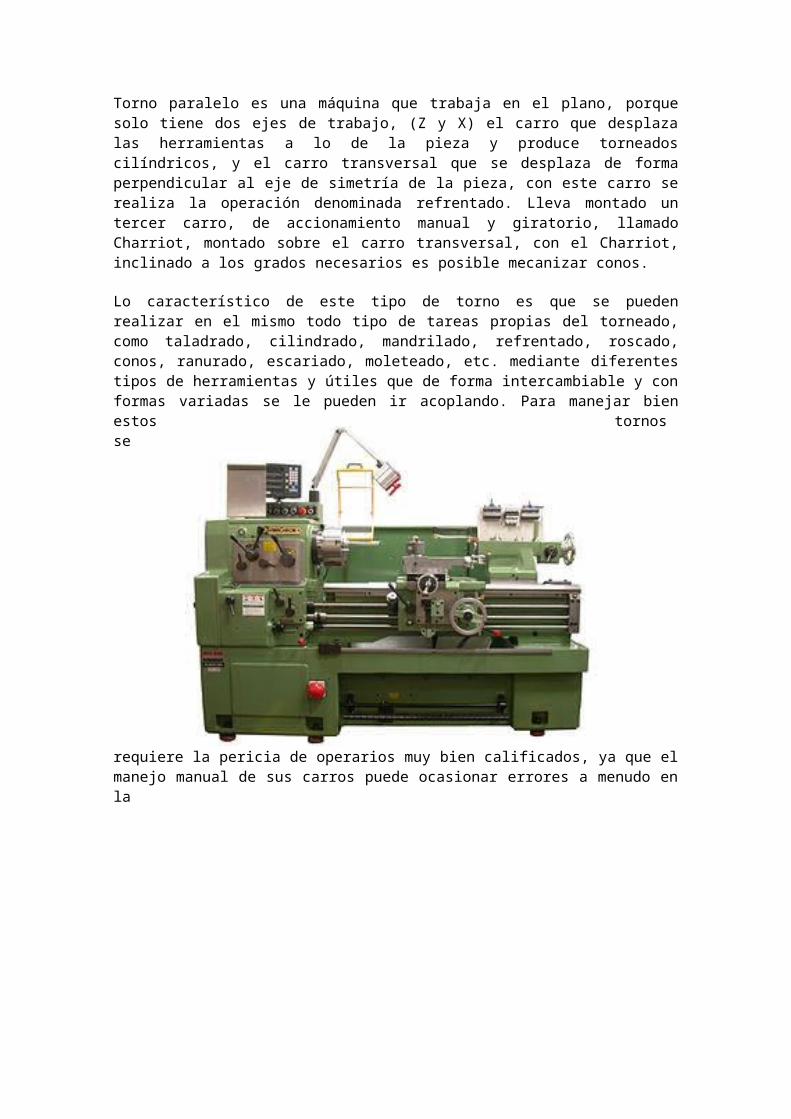
Torno paralelo
Torno paralelo es una máquina que trabaja en el plano, porque solo tiene dos ejes de trabajo, (Z y X) el carro que desplaza las herramientas a lo de la pieza y produce torneados cilíndricos, y el carro transversal que se desplaza de forma perpendicular al eje de simetría de la pieza, con este carro se realiza la operación denominada refrentado. Lleva montado un tercer carro, de accionamiento manual y giratorio, llamado Charriot, montado sobre el carro transversal, con el Charriot, inclinado a los grados necesarios es posible mecanizar conos.
Lo característico de este tipo de torno es que se pueden realizar en el mismo todo tipo de tareas propias del torneado, como taladrado, cilindrado, mandrilado, refrentado, roscado, conos, ranurado, escariado, moleteado, etc. mediante diferentes tipos de herramientas y útiles que de forma intercambiable y con formas variadas se le pueden ir acoplando. Para manejar bien estos tornos se requiere la pericia de operarios muy bien calificados, ya que el manejo manual de sus carros puede ocasionar errores a menudo en la
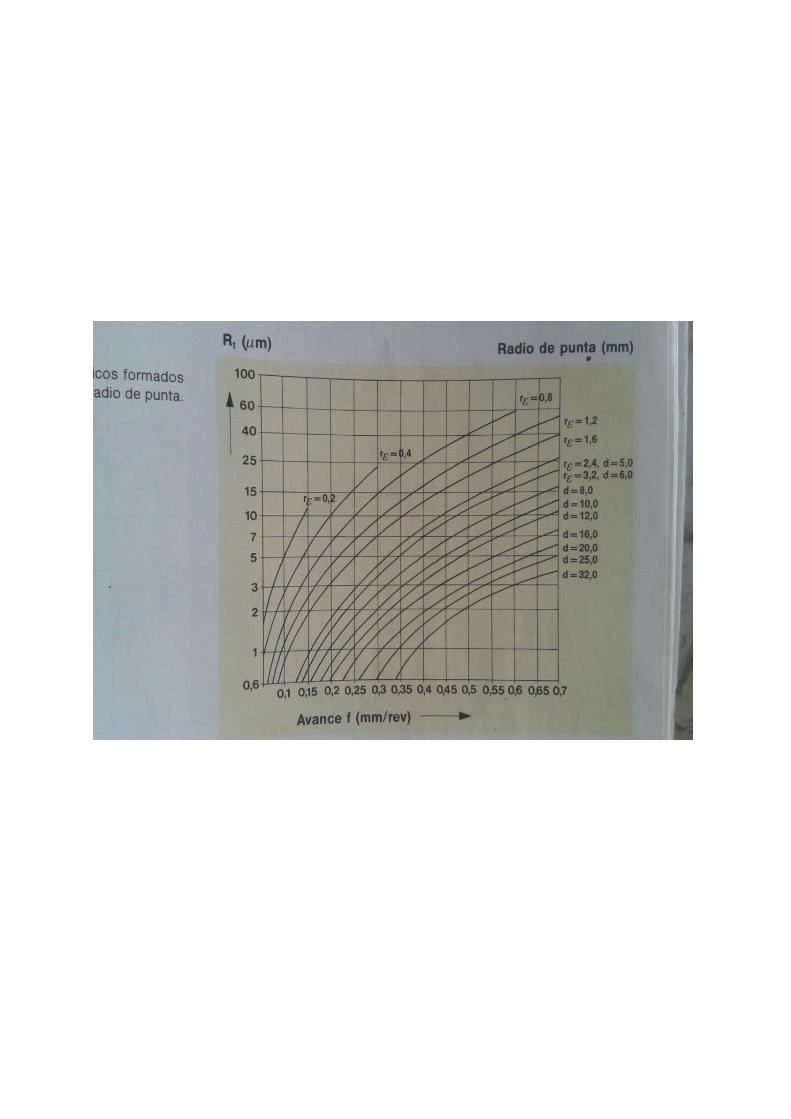
Mecanizado en acabado
El acabado de una pieza se ve afectado por el radio de punta y el avance, y por la estabilidad de la pieza a trabajar, la sujeción y las condiciones generales de la máquina.
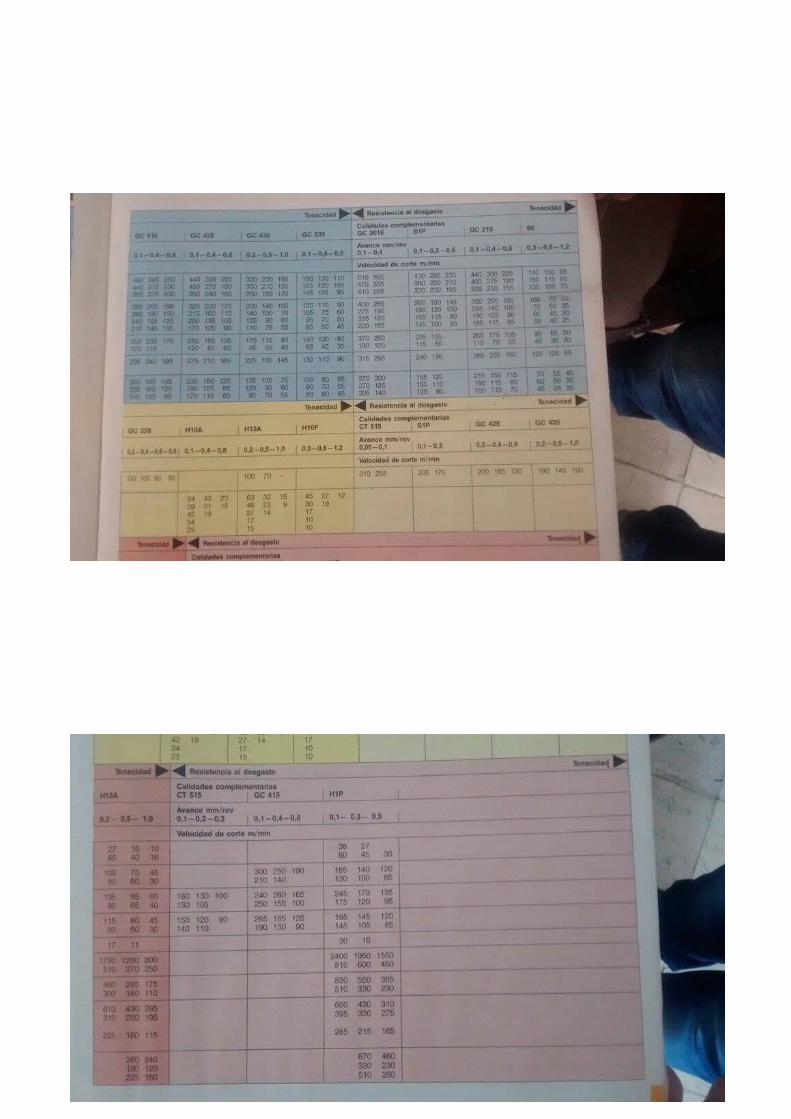
Tipos de pastillas
Selección de calidades

Comparación de durezas

CONCLUSIONES
Después de esta investigación podemos concluir que el torno es una de las máquinas herramienta más usada en las empresas metalmecánicas por la grancantidad de aplicaciones mecánicas que se pueden aplicar en él.
En el torno paralelo el arranque de viruta se produce al acercar la herramienta
a la pieza en rotación, mediante el movimiento de ajuste.
Un torno puede hacer muchas operaciones diferentes. Algunas de las más
comunes son: refrendado, torneado cilíndrico, torneado cónico, troceado,
ranurado, moleteado, corte de filetes de rosca y corte de formas, por eso es un
instrumento muy útil, pero el más completo es el torno universal.
El torno más corriente es el llamado torno paralelo; los otros se consideran
como especiales ya que van evolucionando a través del tiempo.
El torno vertical es utilizado para realizar mecanizados en piezas de gran
tamaño.
En resumen el torno revolver es una maquina diseñada para el trabajo de
piezas en serie. Para esto cuenta con una torre hexagonal.
Bibliografía
http://www.escuelaing.edu.co/uploads/laboratorios/3474_torno.pdf
http://www.taringa.net/posts/apuntes-y-monografias/4989350/Todo-sobre-el-torno.html
• www.elrincondeltornero.com
• NODREAU, Robert; LORENZ Meler, Enrique. El torno y la fresadora. Versión de 4ta edición francesa. Editorial Gustavo Gili S.A. Barcelona
• R. L. Timings Tecnología de la fabricación: procesos y materiales del taller. México, D.F.: Alfaomega, 2001.
• UlrichSchõrerSõuberli. Ingeniería de manufactura. México, D.F.: Compañía Editorial Continental, 1984.
• E.PaulDeGarmo. Materiales y procesos de fabricación 2 ed. Barcelona: Reverté, 1988.


















