Gran Enciclopedia Del Modelismo. Tecnicas Especiales
47
-
Upload
jose-maria-szanto -
Category
Documents
-
view
193 -
download
14
Transcript of Gran Enciclopedia Del Modelismo. Tecnicas Especiales
-
INTRODUCCIN
ajo este epgrafe en-globamos una serie
de procedimientos que en su mayorasirven para la reproduccin de objetos,piezas, texturas o las propias tomas fo-togrficas de nuestros modelos; desdeel sistema ms sencillo, a base de mas-kol, a los ms sofisticados procedi-mientos de fotograbado o fundicin. Sepodra abordar este tema desde unpunto de vista industrial con aparatoscomplicados, que sin duda seran degran valor didctico mostrando los en-tresijos de la produccin de figuras,vehculos en resina, etc., pero hemosoptado por el lado prctico tomando
^ Existen muchos medios al alcance decualquier modelista para obtener por s
mismo piezas a partir de elementos modeladospor l mismo o utilizando como original algunaparte de un kit existente en el mercado. Lamayora de estos sistemas se basan en laconstruccin de un molde para verter en lmateriales que al fraguar reproducen losdetalles del original, como es el caso de laescayola, siliconas, resina, etc. Tambin seutilizan medios de produccin fotogrfica eindustrial, como sucede con el fotograbado.
de una forma sencilla todas estas tcni-cas de tal manera que se puedan llevara cabo en cualquier taller o lugar detrabajo. Naturalmente, los resultadosnunca llegarn a la perfeccin indus-trial, pero cumplirn los objetivos que elmodelista necesita para su hobby sinque le suponga una gran inversin, ysuponemos que le facilitar la laborhacindole alcanzar y sobrepasar loslmites que las tcnicas tradicionalestienen establecidas. Algunos de estosprocedimientos tienen riesgos, dadoque se manejan cidos corrosivos; noobstante, otros son tan inocuos comola plastelina o la escayola. Las posibili-dades que obtenemos con estos senci-llos elementos es inmensa, pues casitodos se pueden reproducir sin dificul-tad: muros, rocas, tejados, vigas, rue-das y en general todas aquellas piezasque no sean excesivamente finas o pe-queas, para las cuales se utiliza e fo-tograbado, salvando la dificultad deobtener gran nmero de determinadosobjetos sin tener que hacer un gastoexcesivo. En ocasiones se ha criticadola difusin de estas tcnicas por propi-ciar el plagio en perjuicio de los crea-dores del producto original, pero laprctica cotidiana ha demostrado queesta picaresca slo ha producido pin-ges beneficios e incluso ha desperta-do el inters por las piezas originales,de mucha ms perfeccin.
-
^ En el mercado pueden encontrarse maquetasen escayola de muy buena factura. La foto
corresponde a una ruina de tienda alemana,por VERLINDEN PRODUCTIONS, a escala 1/35.
^ Algunos de los kits permiten obtener resultados bastanteartsticos y espectaculares como este interior de
iglesia fabricado por ESCENART a escala 1/35.10
-
REPRODUCCINDE PIEZAS
EN ESCAYOLA
Existen marcas de mo-delismo que incluyen
en sus catlogos kits de montaje pa-ra representar todo tipo de edificacio-nes, tanto civiles como militares, lo quepermite al modelista la realizacin dedioramas con originalidad y fidelidadhistrica. La mayora de estos kitsposeen un buen acabado, ya que, porlas caractersticas propias de los ejem-plos que representan, no es necesarioque las piezas tengan un excesivo ypreciso detalle. Algunos fabricantes,como Italeri y Tamiya, comercializansus modelos de ambientacin inyecta-dos en poliestireno, como cualquierotra maqueta; bien reproducidos, perola textura del plstico siempre carecede cierto realismo, debindose terminarsu superficie con imprimaciones de ma-silla o de otros productos para corregirel grado de relieve y apariencia rea es.
Los productos ideales para fabri-car este tipo de accesorios siempre hansido de tipo calcreo, como a escayo-la, yeso, aguaplast..., que deben serpreparados mediante su precipitacincon un medio que los dibuja, casi siem-pre en agua. Tambin podemos encon-trar modelos de casas, bunkers, esta-ciones, iglesias, etc., comercializadospor fabricantes que utilizan como mate-ria prima alguno de estos comercian-
tes, como es el caso de Verlinden Pro-ductions, destacando, sobre todo, lagran calidad de los kits que fabricala firma espaola Escenart.
Sin embargo, el modelista puedellegar a reproducir sus propias piezastomando como base un modelo deplstico inyectado, sobre todo cuandoel diorama necesite una ingente canti-
A El contorno de la pieza original debe marcarsesobre una tabla de madera
y recortarse con una segueta.11
-
A Sobre la pieza de maderarecortada se pegan ambas
mitades del original.
A La plancha de madera y plstico se depositaen el fondo de un cajn descubierto;
se realiza sobre ella el primer vertido.12
dad de dichos elementos ambientalespara realizar grandes escenificacionesy as ahorrar considerablemente loscostos provocados cuando se adquie-ren muchas maquetas comerciales.
La escayola es un medio idealpara este fin debido a su bajo precio,sencillez de preparacin, manipulacin,grado de dureza y sobre todo por latextura que se obtiene una vez seca aladmitir todo tipo de imprimaciones ypinturas para decorarla.
Cuando el original se encuentramoldeado en sus dos caras bajo la for-ma de un solo elemento, el trabajo devaciado se simplifica bastante, pero enel caso anterior, es decir, al estar lapieza de plstico dividida en dos mita-des a unir entre s, tendremos que di-bujar el contorno de la misma sobreuna superficie plana que posea un gro-sor adecuado a la escala del diorama.Podemos utilizar una lmina de contra-chapado o aglomerado para marcar laforma correcta del original, incluso ma-deras bastante blandas, como la balsa.
El dibujo obtenido se recorta conuna segueta de pelo. Esta herramientapermite que podamos adaptarnos acualquier detalle por muy complicadoque ste sea y facilita el ahuecado dela tabla al cortar las ventanas o laspuertas del modelo. Una vez consegui-da la forma correcta, procedemos a pe-gar sobre la madera las dos mitadesde plstico. Para unir ambos materialeses aconsejable emplear pegamento decontacto o cola blanca, desechandoen nuestro caso otro tipo de adhesivos,como el cianocrilato o epoxdcos, yaque estos ltimos pegan excesivamentela madera y el poliestireno entre s.
El paso siguiente consiste enconstruir una caja descubierta pararealizar los moldes. Para preparar elvaciado se construye un rectngulo concuatro tiras de madera o cartn rgido
-
que sobrepasen en altura y dimensio-nes a las medidas del original, por lomenos en unos tres centmetros por ca-da lado. Como base de la bandejaempleamos una tabla totalmente planarecubierta de plstico, linleo o frmi-ca, de modo que se impermeabilice lamadera, ya que sta podra deformar-se si se filtraba el agua entre ella.
Los ngulos resultantes entre to-dos los elementos que componen lacaja deben ser sellados con plastelinapara que la escayola disuelta no rebo-se por ninguna abertura.
Al colocar el original en el interiordel receptculo tenemos que insertaruna pequea pieza de madera en al-guno de sus lados para mantener unespacio hueco, que servir ms ade-lante para verter el molde.
Sobre la caja se realiza una pri-mera precipitacin de escayola diluidacon el original en el fondo hasta quecubra la mitad aproximada de su altu-ra. Mientras se endurece el materialpodemos acercarlo a una pequeafuente de calor para acelerar la evapo-racin del agua. La dilucin precisa dela escayola es importante. Para poderaglutinarse sobre el relieve de los origi-nales debe tener consistencia y fluideze impedir al mismo tiempo que al servertida aparezcan burbujas de aire.
Una vez endurecida la caja infe-rior volvemos a sellar con plastelina to-das las untas y aplicamos un desmol-deador a la superficie del plstico y laescayola para evitar que el segundoprecipitado frage o se pegue con elanterior. Existen sprays de silicona yparafina que sirven para desmoldear,pero tambin se puede utilizar agua ja-bonosa, aceite y vaselina.
Sobre e primer molde es conve-niente realizar algunos huecos, que ha-rn las funciones de pivotes para quelas dos mitades del mismo coincidan
^ Sobre el primer vertido de escayola,una vez endurecido,
volvemos a situar el original.
^ La segunda precipitacin deescayola debe cubrir hasta
el borde de la caja.13
-
posteriormente de una forma precisa, nal de plstico puede ser archivadoAl terminar el endurecimiento de para ser utilizado cuantas veces sea
la segunda capa podemos proceder a necesario. Para obtener la pieza finaldesmontar el bastidor de madera y a nicamente debe aadirse escayola di-separar mitades de escayola. El origi- luida en la abertura del vaciado, con
^ Las dos mitades del molde debenser iguales, limpiando en cada
una residuos de plastelina.
^ Con un pincel aplicaremos desmoldeadorsobre cada cara utilizando
agua jabonosa o parafina.
^ Antes de realizar el vertido para hacercopias las dos mitades del molde
deben sujetarse firmemente entre s.14
^ El desmoldeador ha impedido que la pieza obtenidase pegue al molde. Las rebabas producidas
se eliminarn posteriormente con limas.
-
A La masilla es muy til para imprimar la escayolaaislndola de los medios acrlicos y tambin
para crear diferentes texturas.
sus dos elementos firmemente sujetospor medio de gomas o gatos y previa-mente imprimados con desmoldeador.Los moldes pueden emplearse parahacer repetidas copias siempre que semanipulen con cuidado.
La escayola es un medio muy ab-sorbente y admite casi todos os tiposde pintura, aunque conviene aplicarimprimaciones de masilla y as evitarque algunos pigmentos acrlicos, al serrebajados con agua, reblandezcan laspiezas.
La escayola es un material que recibe ^perfectamente casi todos los tipos depintura. La mejor tcnica para decorar las
piezas es la del pincel seco.15
-
Existen ^muchas
masillas demodelado.
Sobre figuras depequea escalalas mejores sonde tipo epoxy y
la pastacorriente
utilizada en lasmaquetas.
En los ^comerciosespecializados
puedenadquirirse
equiposcompletos demodelado. La
herramienta msutilizada son los
mangos conpuntas metlicas
de variasformas.
16
-
REPRODUCCINDE FIGURAS
EN METAL
a aspiracin de cuaquier modelista, con
siste en obtener la suficiente habilidad yconocimientos tcnicos para realizarpor s mismo sus propios modelos,amn de los ya existentes en el merca-do. Entre los aficionados a las figurasde todo tipo, ya sean metlicas, deplstico, resina, etc., el punto culminan-te de su hobby llega cuando existe lacapacidad para modelar las propor-ciones humanas en miniatura a partirde materiales en bruto.
Las materias bsicas que puedenutilizarse son varias y dependen de a -gunos factores, como puedan ser lascaractersticas de secado o endureci-miento que presentan las masillas demodelado, su coste y la escala em-pleada para reproducir el original enotros materiales; por ejemplo, en plo-mo, utilizando la figura como una basepara hacer un molde y copias iguales apartir de ella.
A gran tamao podremos tra-bajar con arcilla, escayola y pastas di-
A La figura base se transforma con plasticard y alambre ^ Con una pequea esptula se aplica una primerapara obtener la posicin que deseamos. Algunas capa de masilla epoxy mezclada que sirva
de las piezas originales pueden eliminarse. para cubrir el original.17
-
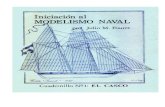
^ Aunque generalmente la altura del cuerpo humano no pase de7, 5 cabezas, se utiliza la proporcin de ocho partes a partirde sta porque se simplifican los clculos proporcionales y la
figura obtenida resulta algo ms artstica. Las diferencias entre loscuerpos femenino y masculino quedan de manifiesto en la anchurade las caderas, hombros, cintura y trax.
ferentes para modelar, de las utilizadaspor escultores profesionales, existiendomuchos tipos, que pueden adquirirseen los comercios especializados, aun-que su consistencia y manipulacin seabastante similar entre s.
El caso ms comn dentro delmundo estrictamente modelstico se re-fiere a la realizacin de pequeas figu-
18
ras, generalmente entre 90 y 18 milme-tros, o escalas que oscilan entre 1/72 y1/25. Para ello necesitaremos materia-les bastante simples y poco costosos.La masilla tpica que se utiliza para re-llenar las untas de las maquetas resul-ta un tanto difcil de dominar cuandotratamos de modelarla porque es de-masiado fluida y blanda. Algunos mo-delistas las usan para rehacer ligerosdetalles sobre figuras, moldendola coracetona y pinceles o dejando transcu-rrir un tiempo prudencial de secado pa-ra que se endurezca ligeramente y pue-da ser tratada con instrumentos ade-cuados.
El producto que suele adaptarsemejor se comercializa bajo la forma dedos componentes que antes de ser tra-tados deben mezclarse en cantidadesiguales. El primer elemento es una resi-na sinttica, y el segundo, un simpleaglutinante endurecedor. Las masillasepoxy son muy fciles de moldear ysuelen endurecer totalmente en unasdos horas, aunque dicho margen detiempo puede acelerarse si acercamoslas piezas de un modo prudencial auna fuente de calor sin llama. El proce-so lento de secado posee la ventaja depermitir todo tipo de operaciones conas herramientas de modelado sin ne-cesidad de reblandecer constantemen-te la pasta mediante sustancias que ladisuelvan, lo que siempre repercute enel buen aspecto final de la figura. Exis-ten varias marcas en el mercado, comoCeys, Tamiya, Milliput, Araldite, etc.
Para modelar pueden utilizarseuna variedad enorme de utensilios,siempre que stos se adapten a la for-ma que deseamos crear. Existen equi-pos considerados tpicos de modelado,como os palillos de madera tallados olos mangos con agujas metlicas, aun-que la eleccin correcta de dichos ti-les es algo relativa; depende directa-
-
Los diferentes utensilios nos permiten modelar todo tipo detexturas y detalles. Las arrugas de la vestimenta y su forma setallan segn sea la posicin del cuerpo o de sus extremidades.
^ Lospequeos
detalles deluniforme debenmodelarse alfinal, aadiendoms masillasobre la capaanterior.
19
-
mente del propio aficionado, porquetambin se usan objetos tan comunescomo la simple punta de un bolgrafo ola hoja de una cuchilla.
La figura definitiva siempre des-cansa y se construye a rededor de un
bastidor o de un modelo comercializa do en serie. Al utilizar como base detrabajo la reproduccin de una marcao de otro aficionado debe tenerse muyclaro que el plagio descarado de laanterior carece de mrito alguno y que
Al terminar el modelado se aade una imprimacin demasilla corriente para apreciar mejor los detallesy para conservar el original en buen estado.
A La preparacin del molde se comienza modelando una base rectangular de plastelinasobre una losa de cermica. A la derecha, sobre la base de cermica situamos el original,introducindolo hasta su mitad y adaptando su contorno a la plastelina de manera
que no aparezcan grietas o fisuras. Tambin se marcan los pivotes de encaje con una punta redonda.20
-
incluso podemos incurrir en una faltagrave. El hecho en s no tiene importan-cia cuando el modelista produce co-pias para s mismo, porque a veces senecesita una ingente cantidad de pie-zas destinadas a la confeccin de
grandes dioramas, desfiles o warga-mes; pero, por desgracia, a veces seutilizan falsificaciones de marcas paraser introducidas en los circuitos comer-ciales de venta al pblico. Es un hechodelictivo y una lamentable falta de res-
A El conjunto anterior se cierra con unas tablas de madera A La silicona roja es un producto bicomponenteque podemos sujetar con alfileres. La caja tiene que tener compacto por un elactmero y un catalizador
una altura apropiada para realizar los vertidos del molde. que deben mezclarse proporcionalmente.
A Para calcular la mezcla de elactmero y catalizadordebe utilizarse una balanza. El primer
componente se vierte sobre un recipiente deplstico situado sobre el medidor de peso.
* La proporcin de catalizador que debe aadirse^ al elactmero es siempre muy pequea.
Para calcular la cantidad exactase utilizan pesas de precisin.
21
-
^ Para remover ambos componentes utilizaremosuna hlice metlica conectada a un
taladro giratorio elctrico.
4. La silicona debe precipitarse sobre la caja poco a poco,empleando un pincel para introducirla entre los
contornos ms pequeos o con mucho relieve.22
peto hacia el esfuerzo creativo y mate-rial de otros.
MODELADOEn el caso que describimos como
ejemplo partimos de una figura enplstico a escala 1/25, que modifica-mos para obtener la figura correcta denuestro modelo. La transformacin apartir del original puede hacerse conpequeos trozos de plasticard para darla primera forma a la cabeza y el cuer-po. La posicin del cuello y de los bra-zos se realiza con alambre de cobre.
Conviene recordar las leyes bsi-cas sobre la proporcin humana parano incurrir en errores dimensionales. Launidad de medida que suele utilizarsese toma de la cabeza, empleando sualtura para conocer el resto de las pro-porciones y as encontramos que la al-tura total del cuerpo equivale a sietecabezas y media, simplificadas a vecesen ocho.
Generalmente se considera quela longitud de los dos brazos puestos encruz, incluyendo e pecho, es la mismaque la altura. La anchura desde loshombros son dos cabezas y el resto delas medidas bsicas desde el extremo
-
la pequea y metlica. El modelado se muy poco y pueden hacerse dibujandorealiza gracias a los diversos tiles que sobre la masilla con un alfiler o un hilocreamos adecuados para ello; el ro- de cobre.paje forma pliegues y arrugas segn Los detalles accesorios, en espe-sea la articulacin y posicin de los cial el correaje, bolsillos y botas, deben
^ El vertido culmina cuando cubrimostotalmente el original, depositando una
capa de silicona suficientementegruesa para que el molde sea resistente.
J^ Transcurridas un mnimo de veinticuatro horaspodemos abrir la caja de madera y
separar la silicona endurecida de laplastelina con cuidado.
miembros, pudiendo trabajarse conuna aguja de punta redondeada o unburil terminado en bola, de maneraque el efecto del ropaje sea suave, evi-tando que a arista de los pliegues re-sulte afilada o cortada, lo que ocurrirasi utilizramos una hoja de cuchilla ouna punta muy fina.
Hay que tener muy presente lacada del uniforme sobre e modelo pa-ra que su aspecto sea real.
Para imitar otro tipo de texturasse emplean diversos mtodos. Porejemplo: a piel vuelta del cuello se harealizado por medio del punteado so-bre la masilla con un pequeo cepillode fibra y os botones hundiendo muyligeramente un tubo metlico hueco delatn o aprovechando la punta de unportaminas de 0, 5 milmetros. Las insig-nias, galones, etc., deben remarcarse
A Vemos cmo el contorno de la figura se ha marcadoperfectamente. La primera mitad del molde obtenida
tiene que limpiarse de residuos.23
-
modelarse en ltimo lugar, aadiendo ella una imprimacin con el medio cueligeras cantidades de pasta sobre la siempre hemos utilizado para tapar lasmasa anterior y modelndose poste- untas de las maquetas. Esta base sirveriormente. Una vez seca la masilla para igualar los resultados anteriores yepoxy es conveniente aplicar sobre es un excelente preparado para recibir
A La vaselina es un producto bastante idneo para utilizarlo como^ desmoldeador. Con un pincel la aplicamos nicamente sobre lasP" caras del molde, introduciendo el original en el hueco moldeado
anteriormente de forma que ahora sobresale su cara opuesta.
A El vapor de la vaselina al sercalentada se utiliza para aplicar
desmoldeador sobre el original.24
ms tarde otro tipo de sustancias queutilizaremos a continuacin, protegien-do al original de las mismas.
Al comprobar que la figura obte-nida es correcta en todos sus aspectospodremos comenzar a construir unmolde para reproducir en metal.
PREPARACIN DELMODELADO
Para obtener moldes de siliconaes necesario preparar antes una seriede materiales y operaciones, de formaque podamos conseguir copias connuestro original que resulen fieles a s-te y de calidad.
-
La primera operacin comienzasobre una base de plastelina. Podemosadquirirla en tiendas de arte bajo laforma de barras o pastillas, tratndosede un material bastante barato y fcilde manejar. Con una cantidad ade-cuada hacemos un rectngulo regularque posea 20 milmetros de grosor yque exceda en unos 30 milmetros portodos los lados de la figura. Convieneque la plastelina se encuentre limpia yque su superficie sea totalmente lisa,siendo tambin aconsejable reblande-cerla un poco al calor de una bombillao un flexo.
En la figura marcamos con un l-piz la mitad latera! de todas sus partes,es decir, por su contorno, como si imi-tramos la forma que tienen las reba-bas sobre las piezas cuando salen delmolde. La figura se va hundiendo concuidado sobre la plastelina hasta dichamarca, rellenando los contornos mselevados, segn la posicin de losmiembros, por medio de una esptularedondeada, aadiendo ms cantidad
de masa en donde sea necesario yadaptando totalmente el permetro deloriginal a sta, de forma que no apa-rezcan pequeas grietas, porque eajuste de la figura y de la plastelina de-be ser perfecto. Hay que evitar que elado del modelo no sumergido se man-che con la masilla, para no estropearsus detalles.
Los tetones o pivotes puedenmarcarse con una punta de bolgrafo auna distancia prudencial entre ellos, deforma que no entorpezcan la posteriorelaboracin de los bebederos.
Todo el trabajo anterior se termi-na con la construccin de una pequeacaja descubierta. Los cuatro lados desta deben descansar sobre una super-ficie dura y absolutamente plana, pu-diendo utilizarse una tabla plastificadao una baldosa de cermica. Las dimen-siones de la caja deben ajustarse a lasde la preparacin con plastelina y sualtura tiene que ser doble, es decir, decuarenta milmetros, aunque es acon-sejable aadir cinco o diez milmetros
A El segundo vertido de silicona se realiza una vez que hayamos^ montado de nuevo la caja de madera. La precipitacin puede' hacerse hasta llegar al borde de la caja, dejndola secar
de manera totalmente horizontal para que no se desborde.25
-
ms para hacer el vertido de la silico-na. La madera empleada tiene que serpoco fibrosa y bastante impermeable,sujetando sus ngulos con alfileres,nunca con pegamento, y sellando lasuntas entre ellas con plastelina.
LA SILICONAEl material ms adecuado para
hacer moldes de este tipo es la llama-da silicona roja o elastmero RTV-835,porque posee una resistencia y flexibili-dad bastante ptimas. Hay que teneren cuenta su gran resistencia a las tem-peraturas extremas de calor, permitin-donos realizar con ella coladas dealeaciones metlicas de baja fusin abase de plomo, estao, etc. Sus pro-piedades son aprovechadas en ocasio-nes por los fabricantes de vacuformesporque permite hacer matrices paratermoformado destinadas a plsticoscomo e PVC o el poliestireno. En rea i-
dad se trata de una sustancia epoxyo bicomponente, ya que se mezclarcon un catalizador especial en el mo-mento de su empleo.
La mezcla de ambos elementosdebe realizarse en un envase de plsti-co rgido y puede hacerse a temperatu-ra ambiente. La proporcin ms ade-cuada est situada en 100 gramos deelastmero por cada cinco gramos decatalizador CR-02.
Para calcular la fusin exacta y lacantidad, situamos el recipiente sobreuna balanza de cocina y vertemos so-bre l una porcin de silicona que esti-memos suficiente para cubrir a caa delmolde hasta su mitad. Deberemos pre-cipitar una cantidad justa para conocertambin la cantidad exacta del catali-zador. Por ejemplo: 300 gramos deelastmero y 15 gramos de componen-te CR-02. El peso de este ltimo debecalcularse con un instrumento de medi-da mucho ms sensible y existen pe-queas balanzas de laboratorio desti-
A Al secar el segundo vertido de silicona obtendremoslas dos mitades del molde definitivo. Los dos elementosde silicona deben limpiarse con agua jabonosa para
eliminar cualquier resto de desmoldeador.26
-
nadas a ello que funcionan por pesas omuelles.
Una vez hecho el vertido de am-bos dentro del recipiente, es muy impor-tante que catalicen perfectamente. Paraello, removemos la mezcla con una h-lice metlica y su eje conectados a untaladro elctrico. La reaccin o reticula-cin de los dos componentes entre s seproduce en pocos segundos y la mez-cla catalizada debe utilizarse inmedia-tamente, porque a partir de unos se-senta minutos despus de haber sidohecha comienza a perder propiedades.Antes de precipitarla sobre la caja demadera con el original dentro es esen-cial que eliminemos las burbujas de ai-re producidas entre la masa, porque lasilicona es muy viscosa. Para ello po-demos aprovechar las vibraciones deuna mquina elctrica o la dejamos re-posar unos cinco minutos en el reci-piente. Existen campanas de vaco es-peciales para dicha cuestin, pero suprecio es elevado y slo resultaran
^ El talco y elgrafito se
utilizan paramarcar losbebederos ypara que elvertido de metalfundido seintroduzca bienen el molde.
rentables a algn aficionado que pen-sar comercializar sus piezas.
Antes de ser vertida se aplican,con un pincel demasiado desgastadopor otras labores, pequeas manchasde elastmero sobre los puntos o deta-lles de la figura con mucho relieve o in-trincados. La precipitacin se comienzapor una esquina de la caja, situada ca-si en vertical, de modo que al estabili-
^ Tallados ya los bebederos sobre una de las mitades,procedemos a imprimir con talco la pieza para queal unir ambas partes queden marcadas sobre la opuesta
los bebederos en el mismo lugar simtrico.27
-
zarla la silicona vaya cubriendo lenta yuniformemente por igual. La mano conla que sostenemos el original se ir mo-viendo e inclinando en todas las direc-ciones para liberar pequeas burbujasde aire y para permitir que la masa seadapte a todas las superficies de la fi-gura. Al terminar dicha operacin fina-lizamos el precipitado aadiendo eresto de la silicona hasta el borde delbastidor de madera. El tiempo de seca-do mnimo que debe mantenerse es deveinticuatro horas, y durante el procesose sita el molde sobre una superficietotalmente horizontal, en un lugar queno tenga mucha humedad.
Una vez seca se separan los late-rales de la caja y se levanta todo elbloque. La silicona debe comenzarse aseparar de la plastelina por los bordescon mucho cuidado, y finalmente por laparte unida a la figura. En seguidaapreciaremos que la mitad del moldeobtenido posee unas caractersticas deelasticidad y dureza similares a as del
caucho, aunque hay que tratarlo conatencin porque podra abrirse o agrie-tarse. El hueco marcado por el origina!se tiene que limpiar con agua abonsey un cepillo suave, secando posterior-mente la pieza de elastmero con airea presin, directamente de un compre-sor o con la pistola, aunque es mejorutilizar un secador de aire calientemantenido a cierta distancia. Es impor-tante comprobar la limpieza absoluta enlos bordes del vaciado. La figura origi-nal, una vez desprovista de cualquierresto de plastelina y lavada, se inrodu-ce en el molde de silicona por la carasumergida anteriormente, adaptandosu permetro al de ste hasta cerrar to-das las untas, volviendo despus acerrar la caja de madera sobre el con-junto.
Durante el primer vertido no eranecesario aplicar ninguna sustanciagrasa que hiciese las veces de desmol-deador, pero ahora se hace imprescin-dible y la mejor sustancia para ello es
^ Las dos mitades del molde deben coincidir exactamente.Pueden sujetarse con tablas y tuercas, pero sin
llegar nunca a realizar demasiada presin porquela silicona es elstica y podra deformarse.28
A El metal se funde en un crisol o cazoletade manera que el calor o la llama
nunca entren en contacto directocon la aleacin.
-
la vaselina pura. Con un pincel se de-posita sobre las caras del molde, menosla figura, ya que sobre sta podramosestropear o eliminar algn pequeodetalle al tratarse de un medio bas-tante espeso. Para aplicar desmoldea-dor sobre el original depositamos unapequea cantidad de vaselina sobreuna cuchara, calentndola por debajocon una llama hasta que comience aarder, apagndola inmediatamentepara que desprenda vapor y haciendoque e mismo se deposite sobre la figu-ra. Conviene realizar esta operacindos o tres veces para asegurarnos quela cantidad de vapor que se depositaes suficiente. La vaselina puede diluirsecon aguarrs, pero es mejor e sistemautilizado.
Una vez preparado el primer mol-de hacemos una nueva mezcla y verti-do de elastmero igual que e anterior,respetando siempre la proporcin conel catalizador y el tiempo mnimo de se-cado.
La separacin de ambos moldesse comienza siempre por los bordes, le-vantando suavemente e elemento su-perior hasta llegar a la figura. Las dosmitades vuelven a lavarse para eliminarrestos de grasa y e original se archivaen buenas condiciones por si nos ve-mos en la necesidad de volver a utili-zarlo en e caso de que alguna vez elmolde pueda estropearse y haya querealizar uno nuevo.
Los bebederos se marcan prime-ramente en una de las caras con unagubia pequea de pico. Deben ser c-nicos desde e vaciado hacia afuera ycon seccin cilindrica. Basta con haceruno principal y varios auxiliares quediscurran en todos lados sin estorbarlos pivotes marcados en a silicona.Una vez hechos en el primer lado seuntan con polvos de talco para mar-caros en la cara opuesta al apretarambas entre s y hacer, por lo tanto,que stos coincidan, grabndolos delmismo modo en las dos mitades. Para
A El metal fundido se vierte por los bebederoshasta que rebose ligeramente. Sostenga el crisol
con unas tenazas o alicates. El molde tieneque estar completamente vertical.
A Si el vertido ha sido correcto,el metal fundido llenar
completamente todo el vaciadodel molde.
29
-
que el metal fundido corra bien entre cas si se produce un contacto demasia-ellos se pueden imprimir con talco o do prolongado con la piel. Mientras se
manipu a el elastmero es convenienteque nos lavemos las manos regular-mente con agua abundante. Los enva-ses comercializados suelen ser de unkilogramo y debe tenerse en cuentaque una vez desprecintados la si ico-na ser perecedera, conservndose enbuen estado de empleo durante unosseis meses nicamente.
LOS METALES
^ Al comparar el original con la copia podremos advertirsi la aleacin utilizada es la correcta. El metal debe
reproducir todos y cada uno de los detalles con fidelidad.
Los metales ms utilizados pararealizar coladas son:
PLOMO (Pb): Es un meta pesa-do y dctil, bastante fusible, de colorgris ligeramente azulado y sumamenteblando. Se halla pocas veces en esta-do puro y es venenoso al contener sa-les de azufre y de arsnico, por lo queha sido prohibido para realizar miniatu-ras metlicas si no est aleado con
^ El metal solidificado en los bebederosde la figura se corta
con unas pequeas tenazas.30
^ El acabado final de la figura se obtienecon limas que sirven para eliminar las
rebabas y las huellas del molde.
-
otros metales. Su punto de fusin es de327 grados centgrados.
ANTIMONIO (Sb): Se encuentra en a naturaleza bajo la forma desulfuro o estibina. Es de color claro, ca-si blanco, sirviendo en las aleacionesde figuras metlicas como un excelentecolorante y endurecedor. Su punto defusin es de 630, 5 grados centgrados.
BISMUTO (Bi): Es un metalbastante quebradizo y fcil de pulveri-zar. Posee un color blanco grisceo yse utiliza tambin como colorante. Supunto de fusin es de 271 grados cent-grados.
CINC (Zn): En blanco azulado yse extrae de otros minerales, como lacalamina o la blenda. Con el cobre for-ma el latn y con el cobre y el estaoforma el bronce. En las aleaciones defiguras metlicas se utiliza para evitarla oxidacin. Su punto de fusin es de419, 4 grados centgrados.
ESTAO (Sn): Es blando, ma-leable y muy brillante. En las aleacionesmetlicas se emplea para evitar losagentes corrosivos. Su punto de fusines de 231, 8 grados centgrados.
A veces se utilizan la plata (Ag) yel cobre (Cu), pero no suele ser lo mscorriente. Es difcil conocer una alea-cin idnea, tema sobre e cual los fa-bricantes de miniaturas metlicas sue-len guardar un celoso secreto, aunqueuna aleacin tpica puede constar deplomo, estao y antimonio a un 50 por100 del primero y un 25 por 100 paracada uno de los dos restantes.
El punto de fusin es la tempera-tura en que un cuerpo slido se lica,aunque ste cambie en cada metal
A Las piezas pequeas son muy aconsejablespara experimentar con moldes y siliconas
^ hasta que nos acostumbremosal manejo de todos los materiales.
31
-
cuando lo aleamos con otros. Unaaleacin excelente pero muy difcil deadquirir es la que se utiliza para fabri-car los tipos de imprenta.
El modelista deber hacer al prin-cipio diversas coladas, modificando laproporcin entre los metales que utilicehasta encontrar una buena aleacin,anotando cuidadosamente en una li-breta las dosificaciones realizadas encada prueba.
La cazoleta para fundir el metaldebe ser de aluminio, acero, latn, etc.,y podemos construirla nosotros mismossi utilizamos una pequea lata dese-chable de comestibles a la que hare-mos una boca o canal de vertido. Losmetales que se utilicen deben fundirse
juntos, situando la cazoleta sobre unallama, calentando siempre la cara infe-rior de sta y nunca el metal directa-mente. El calor puede proceder de unacocina, un soplete o un horno elctricoy se hace necesario recordar las medi-das de precaucin que debemos man-tener siempre con e fuego o con losvapores txicos que la aleacin puedadesprender. Con una mano sujetamosla cazoleta mediante tenazas y con laotra eliminamos las escorias del metalmientras se funde, aunque existan fun-dentes especiales para impiarlo mien-tras se calienta, pero son bastante en-gorrosos de utilizar por la cantidad dehumo que provocan.
La aleacin ya licuada debe reti-
La copia ^.en metal
de algunoselementos
suministradosen las
maquetas deplstico es muy
til cuando senecesita una
ingente cantidadde piezas
iguales: cadenasde carros,
ruedas, o elejemplo
lustrado en lasfotos, que
corresponde a lamira telescpica
de un can.32
-
rarse de la llama cuando observemosque su superficie se comienza a torna-solar, porque si la mantenemos porms tiempo sobre la fuente de calorcomenzara a burbujear y sta se per-dera.
Las dos mitades del molde debenencontrarse en posicin vertical y firme-mente sujetas entre s, pero sin dema-siada presin para no deformarlas. Alprecipitar la aleacin por e bebederose agita una a dos veces el molde conun golpe seco para eliminar el aire in-troducido y se mantienen unos minutosde enfriamiento del metal en su interior.
Al abrir el molde podremos ob-servar los resultados: si la superficie dela figura aparece picada es porque la
aleacin se ha tirado muy caliente alno retirarla a tiempo del fuego o porverterla encima de ste. Si vemos que elmetal no ha rellenado bien se deber,por el contrario, a una temperatura de-masiado baja o porque el nmero debebederos es insuficiente.
De todas formas, todo ello de-pender tambin de nuestra prcticamanual. Con la experiencia acumuladairemos solucionando todos los inconve-nientes de una forma casi intuitiva, tan-to de los originales, forma de preparar-los, siliconas, a eaciones, etc., y los re-sultados sern cada vez mejores. Co-mience al principio por reproducir pe-queos elementos que puedan servirde accesorios a todo tipo de maquetas.
33
-
^ Las resinas de poliuretano son las ms utilizadas poralgunos fabricantes para lanzar figuras y accesorios
al mercado, como es el caso de VERLINDEN PRODUCTIONS.
^ El primer paso para confeccionar el moldeconsiste en adaptar los originales
a una superficie de plastilina.34
^ La plastilina se introduce enun recipiente para realizar
los vertidos de silicona.
-
REPRODUCCIN DEPIEZAS EN RESINA
r as piezas que gene-ralmente se reprodu-
cen con resinas se utilizan como acce-sorios para detallar toda clase de ma-quetas. Es un material muy apropiadopara sacar copias de elementos bas-tante comunes, como son ruedas, esla-bones de cadenas en los carros, arma-mento, etc.
Tambin es la materia prima queutilizan muchos fabricantes para co-mercializar kits en el mercado, como
es e caso de KMR o Verlinden. Suspropiedades permiten al modelista tra-bajar con las piezas del mismo modo acomo se ha venido haciendo con lasmaquetas de plstico inyectado, sin ne-cesidad de recurrir a otro tipo de herra-mientas.
La preparacin de los moldes serealiza de la misma forma que se des-cribe en el captulo referente a las figu-ras metlicas. La pieza de plstico seintroduce en una caja, previamente
A La silicona blanca o elastmero RTV-847est pensada para realizar moldes destinados
al vertido de resinas en fro.
^ Una vez seca la primera capa de elastmeroprocederemos a realizar una segunda precipitacin,
obteniendo as las dos mitades del vaciado.35
-
A La resina tipo CF-921 necesita un catalizador y acelerador,que nunca deben mezclarse untos. La manipulacin de estos
productos tiene que hacerse con precaucin.
embutida sobre plastelina hasta la mi-tad de su altura. Pero en este caso lasilicona que vamos a utilizar es diferen-te y est expresamente indicada paraverter resinas en fro sobre los moldeshechos con ella.
La silicona blanca o elastmeroRTV-847 tambin es epoxy o bicom-ponente, debindose mezclar con uncatalizador en el momento de su em-pleo. El producto obtenido de ambos tie-ne flexibilidad y resistencia, alargandoconsiderablemente la duracin operati-va de los moldes en buenas condicio-nes. La dosificacin entre el elastmeroy e catalizador tipo CR-05 es de 100gramos del primero por cada cincogramos del segundo, pudindose reali-zar la polimerizacin a temperatura
Laprecipitacinde resina debehacerse con lasdos mitades del
molde,perfectamente
ajustadasentre s.
36
-
ambiente. La silicona obtenida se ret-cula en veinticuatro horas, aunque lascaractersticas del producto no se esta-bilizan hasta que pasan unos siete das.
Una vez hecha la mezcla tieneque manipularse e producto dentro delas dos o tres horas siguientes a la ca-tlisis. Las propiedades del molde tam-bin se utilizan para obtener copias ensustancias como e polister o el polu-retano.
La mezcla debe removerse con-cienzudamente, de nuevo con una hli-ce metlica conectada a un taladroelctrico, dejando transcurrir unos mi-nutos para que a masa se asiente ydesaparezcan las burbujas de aire pro-ducidas.
Una vez que se rea ice e primer
vertido, obteniendo el molde inferior, seefecta a misma operacin de nuevopara conseguir la segunda cara de losoriginales, construyendo sobre ambaspartes de silicona una serie de peque-os bebederos para verter a resina.
La manpu acin del elastmero ycatalizador debe hacerse con precau-cin, evitando un contacto prolongadocon la piel. Una vez desprecintado elenvase de origen e producto es pere-cedero y se mantiene en buen estadodurante cuatro meses. Se comercializageneralmente en botes con capacidadde un kilogramo y para conservarsebien se necesita un lugar exento de hu-medad a una temperatura entre 5 y 25grados.
La resina de polister tipo CF-291
^ El grado deviscosidad
que posee laresina permiteque stareproduzcafielmentecualquierdetalle.
37
-
Los ^originales
debentrabajarse para
eliminar lashuellas del
molde eimprimarse con
masilla paraobservar mejor
sus detalles.
puede vulcanizarse a temperatura am-biente. Se trata en realidad de un ma-terial tricomponente porque para pro-vocar su polimerizacin necesita un ca-talizador y un acelerador. E catalizadorsuele ser un perxido orgnico tipoF-11 y el acelerador una sal de cobaltotipo CH-8. Es muy importante researque estos dos productos producen unareaccin violenta si se mezclan directa-mente entre s, con e consiguiente peli-gro de explosin, por lo que deben al-macenarse a una distancia prudencialuno del otro.
A la resina puede aadirse en pri-mer lugar el catalizador, y una vezmezclados, podremos sumar a ambosel tercer reactivo, es decir, el acelera-dor. Por ltimo, a la sustancia obtenidase puede sumar un cuarto elemento,llamado carga, que se utiliza para aglu-tinar an ms la resina y para colorear-la, ya que su apariencia final es semi-transparente. Existen pigmentos espe-ciales denomindos PE, pero general-mente se utiliza el polvo de talco.
La mezcla orientativa entre todoslos elementos consiste en 100 gramosde resina por cada 100 200 gramosde carga; 1, 5 2 gramos de cataliza-
dor y 0, 2-0, 3 gramos de acelerador.La cantidad de talco utilizado co-
mo carga puede elevarse para abara-tar la colada, evitando tambin queaparezcan posibles grietas en las pie-zas finales, pero sin llegar nunca a utili-zar ms de 400 gramos por cada 100gramos de resina.
Al realizar la mezcla progresivade todos los componentes podremosobservar cmo la resina se va colo-reando de manera homognea y quesu temperatura se eleva ligeramente,pero se trata de reacciones normales.El vertido sobre los moldes se realizasin necesidad de calor, sino tal y comose obtiene el producto en el recipiente.El tiempo de secado no es regular, por-que depende de la cantidad aadidade carga, pero el aspecto de la resinauna vez endurecida es cristalizado yopaco.
Los envases comercializados sue-len contener un kilogramo de capaci-dad manteniendo el producto en buenestado durante mucho tiempo, aunquepor tratarse de una sustancia cara esaconsejable conservarla en un lugarcon poca humedad y con la tapa de lalata hermticamente cerrada.
38
-
PREPARACINDE MOLDES
CON MASKOL
El maskol es un fluidostico que general-mente se utiliza para enmascarar deta-lles en los moldes cuando finalizamosla fase de montaje y comienza la depintura. Sus propiedades tambin nospermiten emplearlo para realizar vacia-dos de piezas muy pequeas, comoson los tableros e instrumentos en los
coches y aviones, armas de asalto, rue-das, trenes de aterrizaje y en generalcualquier elemento de poco tamaoque deseamos reproducir en copiaspara utilizarlo repetidas veces sobre di-ferentes maquetas.
La preparacin de los moldes esmuy sencilla: con un pequeo pincel yadesgastado se cubre el original con la
^ El maskol sirve para reproducir piezas muy pequeas.El vertido debe hacerse sobre una base lisa y cerrada
con pequeas tiras de plasticard o madera.39
-
Con un ^pincel se
vierte lapequea caja orecipiente y se
imprime la carade la pieza que
deseamoscopiar.
A El original se introduce sobre el recipiente y se aade ms fluido enmascaradorsobre el permetro de la pieza.40
cantidad de fluido necesaria para for-mar una capa resistente, dejndolo en-durecer durante unas horas. Si la piezaposee detalles grabados en ambas ca-ras tendremos que hacer un contramol-de, tal y como se describe en los cap-tulos anteriores.
Al retirar el original obtendremosuna imagen del mismo en negativo ypara positivarla se vierte sobre el hue-co del molde una pasta o material queal endurecer har las funciones de co-pia o pieza reproducida. Podemos utili-zar por ello masilla, cuya primera capadeber ser ligeramente diluida conacetona y as permitir que discurra uni-formemente sobre los detalles.
Tambin podemos usar para ob-tener piezas otro tipo de materiales, co-
-
mo son e pegamento epoxy o e frgil que debe manipularse con cuida-aguaplast. El maskol no necesita des- do para no deformar o romper losmoldeadores, pero es un material muy moldes.
A Al secar el maskol obtenemos una piezaen negativo con todo el detalle
que posee el original.
A El molde de maskol se imprime de masilla diluida,aplicando capas sucesivas hasta conseguir un grosor
adecuado para que la copia definitiva sea resistente.
A Detalle del original y de la copia obtenida con masilla.Algunos pegamentos, como el epoxy, tambin pueden
utilizarse para obtener reproducciones.41
-
Los carros ^y vehculos
estn general-mente
desprovistos depequeas piezas
imposibles deser hechas con
resina, plomo oplstico
inyectado. Elfotograbado ha
solucionado elproblema.
Todo tipo ^de goznez,
bisagras,cerrojos..., tan
difciles derealizar, son
ahora resueltoscon la tcnica
del fotograbado.42
-
PIEZAS ENFOTOGRABADO
3 mtodo para laproduccin de peque-as piezas se conoce desde hace aos,aunque ha sido ltimamente cuando hacobrado carta de naturaleza. En princi-pio se utiliz para la fabricacin de ra-dares, antenas y barandillas de losbarcos, sobre todo en la escala 1/700.El sistema procede del campo de laelectrnica, en concreto se utiliza parala fabricacin de circuitos impresos, yevidentemente algn abispado mode-lista encontr utilidad al procedimiento
precisamente para realizar esas peque-simas piezas tan importantes, dondelos tradicinales mtodos de plsticoinyectado, resinas, plomos, etc., eranincapaces de llegar.
El paso dado con la incorpora-cin del fotograbado es importantsi-mo. Con excesiva frecuencia los ma-quetistas amantes de la perfeccin sehan encontrado con la insalvable ba-rrera de la exacta reduccin a escalade ciertas piezas, los entusiastas devehculos y carros echaban en falta ca-
A Tableros de mando, detalles de sillones de pilotaje, inclusolas ms pequeas anillas, y cierres de cinturones de segundad,
por pequeos que sean, son hechos en fotograbado.43
-
La *naturaleza,
prdiga enformas, es bienimitada por elfotograbado,
resolviendo latediosa labor de
reproducirformas iguales
en grancantidad.
denas de sujecin, de diferentes piezascon grosores de dos dcimas de mil-metro o unas simples palomillas, todaclase de protectores y hebillas o aque-llas rejillas de dibujo tan especial paracubrir diferentes tubos de escapes devehculos y carros; esos pequeos de-talles que muchas veces marcan la di-ferencia entre la maqueta y el objetoreal.
En el campo de la aviacin laaportacin no ha sido menor. Qumaravilla de asientos, absolutamentedetallados, con unas minsculas ani-llas, atalajes, protectores, palancas deeyeccin, etc. La maravilla llega a susltimas posibilidades en los tableros deinstrumentos, realizados incluso condos volmenes y con sus dimensiones
-
exactas por pequeos que sean, es di-fcil imaginarse otro sistema que ofrez-ca tanta perfeccin y posibilidades deaplicacin: goznes y picaportes depuertas y ventanas, camas, vallas, en-rejados, enredaderas y en general todaclase de arbustos con mltiples hojas.
En definitiva, el sistema es unaautntica revolucin, que marca el an-tes y el despus de los sistemas de fo-tograbado.
Son varias las firmas que en laactualidad hacen productos por estesistema, todas son extranjeras, en Es-paa slo se comercializan las de Ver-linden Productions, el resto hay que pe-dirlas a los mercados de origen: Ingla-terra y Estados Unidos, principalmente.
MARCAS: MODEL TECHNOLOGIES.
- VERLINDEN PRODUCTIONS. MARK MODELS. TOP BRASS.
Quizs el mayor inconveniente deutilizacin de este sistema sea la com-plicada fabricacin casera; para ha-cerse uno mismo piezas de esta natura-leza es necesario un pequeo cuarto,servicio, laboratorio o garaje donderealizar el proceso y la utilizacin dematerial especial para su ejecucin.
El proceso pasa por las siguientesfases: 1) dibujo y reproduccin foto-grfica; 2) sensibilizacin del metal;3) aplicacin de pelcula fotogrfica e
^ El montajede piezas,
por delicadas ypequeas quereproduce elfotograbado, estarea depaciencia ycierta rapidez;el cianocrilatoda pocasopciones.
45
-
nsolarizacin; 4) revelado; 5) ataquecon cidos y eliminacin de residuosdel proceso.
Pasaremos a realizar el sistemade la forma siguiente:
DIBUJO Y REPRODUCCINFOTOGRFICA
El primer paso es la realizacinde un dibujo en tinta china que repre-sente a forma a reproducir. General-mente este dibujo est hecho a escalay ms grande que la pieza definitiva.Como orientacin diremos que un ele-mento vegetal, arbustos, hojas de r-bol, hiedra, etc., puede hacerse a esca-la 1/2, es decir, el doble de la repro-
^ Realizaremos un original en tinta chinados o tres veces ms grande que el
tamao definitivo.
duccin; tambin un radiador de ca-min o una rejilla sencilla de un carro.
En algunos casos la escala inclu-so puede ser 1/1, radios de ruedas debicicletas o de coches de carreras anti-
A Se reduce fotogrficamente al tamaodefinitivo, obteniendo
un positivo en pelcula.: : : : : :
:;;;
46
-
complejas deberemos subir al menos a1/4 o incluso 1/6, pongamos por casotableros de instrumentos, miras antia-reas de ametralladoras, etc.
En casos muy extremos el originalincluso ser mayor, escala 1/10 en pie-zas muy especiales, como rejillas com-plicadas, pantallas de radar, etc.
Una vez hecho el dibujo hay quereducirlo fotogrficamente y obteneruna reproduccin al tamao exacto enel que reproduciremos la pieza, estasolucin se har en pelcula de lnea(blanco y negro, sin gris), se suele utili-zar una especial para circuitos impre-sos, dicha pelcula dejar transparentelas zonas blancas y negras y opaco eldibujo. Hay que tener mucho cuidadoque las zonas blancas finas quedenlimpias, que no se cieguen lo ms mni-mo; de lo contrario la reproduccin se-ra imperfecta.
SENSIBILIZACIN DELMETALSe pueden utilizar diversos meta-
les o aleaciones y lo normal son cha-pas de latn, hoja de lata o cobre; esteltimo es ms caro. Los grosores varansegn la pieza a rea izar, pero suelenser de 0, 2 a 0, 6 dcimas de milmetro;una vez elegido el material se procede
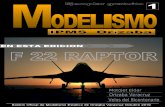
^ Sensibilizacin con resina especial fotosensible deuna placa de cobre, latn u hoja de lata (para que la
capa sea uniforme ha de realizarse en centrifugadora).
a su sensibilizacin fotogrfica. Esta serealiza en base a resinas tipo Fotorre-sist. En el proceso industrial se utilizanmquinas especiales que aplican finas
Placa metlicasensibilizada.
Sobre ella se superpone el positivode pelcula fotogrfica.
47
-
lminas de resina que se adhieren ametal por sistema de presin de rodi-llos, existe otra variante de resina lqui-da que se distribuye con centrifugadora(con una mquina de taladrar y un dis-co atornillado se hace una centrifuga-dora casera).
APLICACIN DE PELCULAE INSOLACINUna vez seca la resina se super-
pone el positivo de la pelcula fotogrfi-ca previamente obtenida y se pasa a laimpresin lumnica; en el proceso in-dustrial consta de una mesa con cristalque produce vaco, para una mejor ad-herencia de la pelcula a metal, una luzpotente tipo halgena o ultravioleta seconsiguen fcilmente en el mercado; espreferible que sean de bastante poten-
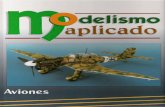
A Con una lmpara de luz halgena,ultravioleta o incluso luz solar
se sensibiliza la plancha.48
cia: 500 W, pero incluso el sol tambinsirve para la insolacin; el tiempo queha de permanecer el metal y pelculainsolndose depende de la potencia lu-mnica y puede variar de quince se-gundos a varios minutos, la experienciadictar la exposicin correcta. Paralmparas industriales existen tiemposya controlados y determinados. El me-tal ha quedado sensibilizado, pero sloen aquellas partes donde ha dado laluz, es decir, en las blancas transparen-tes, el dibujo o zona negra est insensi-bilizada, protegida. Retiramos la pelcu-la fotogrfica y pasamos a la siguienteetapa.
FASE REVELADOEn unas cubetas de plstico de
revelado fotogrfico se vierte una diso-lucin de carbonato potsico hasta cu-brir la totalidad de lmina metlica; s-te elimina las zonas sensibilizadas queno pertenecen al dibujo, quedando ex-puestas a la accin corrosiva.
ACCIN DEL CIDO YLIMPIEZA DE RESIDUOS
Tenemos la plancha revelada,limpia y lista para el ltimo proceso,que consiste en la introduccin de la l-mina metlica sensibilizada y reveladaen una nueva cubeta conteniendo unasolucin de cloruro frrico, que atacarel metal desprotegido, quedando sola-mente el dibujo deseado. Para eliminarlos restos de resina protectora se em-plea acetona, despus lavamos conagua la pieza y queda lista para la utili-zacin.
-
VOLMENES SUCESIVOSExisten determinadas piezas que
presentan dos volmenes; el sistema aseguir es el mismo, slo que en diferen-tres etapas; se parte de la pieza baseya realizada, a la que sometemos almismo proceso, pero ahora protegemoscon una nueva pelcula la reproduc-cin del dibujo de las partes ms so-bresalientes, repetimos todo el procesode insolado, revelado y accin corrosi-va, slo que ahora hay que controlar eltiempo que el metal debe estar en con-tacto con el cido para que solamentecoma un determinado grosor de metal,haciendo varios intentos daremos conios tiempos justos que se adapten anuestras necesidades. Sacamos e me-tal de la solucin lavndolo cuidadosa-mente y tendremos una pieza a foto-grabado con dos volmenes.
PREPARACIN Y MONTAJEDE PIEZASEN FOTOGRABADO
Se supone que este tipo de piezassern utilizadas por modelistas exper-tos, que saben cmo manejar el metal,no obstante daremos algunos sencillosconsejos. La caracterstica comn a to-das las piezas en fotograbado es quevienen planas, con frecuencia hay quedoblarlas para hacer ngulos, cajas,receptculos, etc.
El pegamento a emplear es elcianocrilato aplicado indirectamente,es decir, depositando unas gotas depegamento y tomando con un alfilerpequeas cantidades se administra elpegamento.
Se revela en cubeta de plsticocon carbonato potsico.
En otra cubeta con cloruro frrico se producela corrosin del metal.
Finalmente una vez obtenida la pieza selimpia de residuos con acetona.
con ayuda de una regla y un punzn, oLos dobleces de pequeas piezas una cuchilla vieja sin corte, despus se
se hacen con pinzas. Cuando stas son dobla con las pinzas hasta que tome lamayores se hace una pequea huella forma deseada.
49