GUÍA DE INCLUSIÓN TECNOLÓGICA PARA EL...
104
GUÍA DE INCLUSIÓN TECNOLÓGICA PARA EL PROCESO DE RECUPERACIÓN DE RESIDUOS SÓLIDOS POTENCIALMENTE RECICLABLES BASADO EN EL ANÁLISIS PRODUCTIVO DEL CENTRO DE RECICLAJE LA ALQUERÍA DE LA CIUDAD DE BOGOTÁ D.C. JHON BRIAN ORTEGA CABRERA (Autor) UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA INGENIERÍA DE PRODUCCIÓN BOGOTÁ D.C. 31 DE OCTUBRE DEL 2017
Transcript of GUÍA DE INCLUSIÓN TECNOLÓGICA PARA EL...
GUÍA DE INCLUSIÓN TECNOLÓGICA PARA EL PROCESO DE
RECUPERACIÓN DE RESIDUOS SÓLIDOS POTENCIALMENTE RECICLABLES
BASADO EN EL ANÁLISIS PRODUCTIVO DEL CENTRO DE RECICLAJE LA
ALQUERÍA DE LA CIUDAD DE BOGOTÁ D.C.
JHON BRIAN ORTEGA CABRERA
(Autor)
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
INGENIERÍA DE PRODUCCIÓN
BOGOTÁ D.C.
31 DE OCTUBRE DEL 2017

GUÍA DE INCLUSIÓN TECNOLÓGICA PARA EL PROCESO DE
RECUPERACIÓN DE RESIDUOS SÓLIDOS POTENCIALMENTE RECICLABLES
BASADO EN EL ANÁLISIS PRODUCTIVO DEL CENTRO DE RECICLAJE LA
ALQUERÍA DE LA CIUDAD DE BOGOTÁ D.C.
JHON BRIAN ORTEGA CABRERA
(Autor)
Trabajo de grado
Modalidad: monografía
Director: Ing., Mg. Rubén Darío Bonilla Isaza
(Director)
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
INGENIERÍA DE PRODUCCIÓN
BOGOTÁ D.C.
31 DE OCTUBRE DEL 2017

Nota de aceptación
_____________________________________________
_____________________________________________
_____________________________________________
_____________________________________________
Director Ing. Mg. Rubén Darío Bonilla I.
_____________________________________________
Jurado 1
_____________________________________________
Jurado 2
Bogotá D.C., Octubre del 2017

DEDICATORIA
Resalto las luchas y gestas de los diferentes movimientos sociales que se
pronuncian a fin de buscar desarrollos productivos sostenibles no transgresivos
con el medio ambiente, cuyo propósito es aprovechar de manera óptima las
bondades de su gente y de su territorio.
A las personas recicladoras de oficio que por vocación o por única opción han
decidido invertir sus vidas en la recuperación y en la re incorporación de los
residuos sólidos aprovechables que la sociedad consumista conscientemente
desvaloriza. Gracia a APREAM por permitirme conocer no solo el arte de reciclar,
también por permitirme adentrarme en las problemáticas que su grupo social
enfrenta como consecuencia de la desigualdad social.
A la UAESP por permitirme conocer el Centro de Reciclaje la Alquería, un espacio
que se proyecta como el punto de inicio de la transformación productiva del arte
de reciclar en Bogotá.
A mis padres que han sido fuente de energía, inspiración y ejemplo de
perseverancia, y a la comunidad académica de la Universidad Distrital FJC y de la
Unirío por la educación brindada a través de sus experiencias y a todos nuestros
compañeros que han invertido esfuerzos y esperanzas, y que sin importar las
adversidades luchan día a día en pro de mejorar no solo la ciencia y al hombre,
sino también la sociedad.
CONTENIDO
1 ANTECEDENTES ........................................................................................... 11
2 JUSTIFICACIÓN ............................................................................................. 18
3 PREGUNTA DE INVESTIGACIÓN ................................................................. 19
4 OBJETIVOS .................................................................................................... 19
4.1 OBJETIVO GENERAL .............................................................................. 19
4.2 OBJETIVOS ESPECÍFICOS ..................................................................... 19
5 MARCO TEÓRICO CONCEPTUAL ................................................................ 20
5.1 GLOSARIO DE TÉRMINOS ..................................................................... 20
5.2 TENDENCIA MUNDIAL DEL RECICLAJE Y SU INFLUENCIA EN
AMÉRICA LATINA ............................................................................................. 23
6 METODOLOGÍA ............................................................................................. 31
7 DESARROLLO DE LA PROPUESTA ............................................................. 32
7.1 RECONOCIMIENTO GENERAL DEL PROCESO .................................... 32
7.1.1 Secuencia Operativa .......................................................................... 38
7.2 ANÁLISIS DE AMBIENTE ........................................................................ 38
7.2.1 Factores Externos .............................................................................. 39
7.2.2 Factores Internos ............................................................................... 44
7.3 DETERMINACIÓN DE LOS TIEMPOS DE PRODUCCIÓN E
IDENTIFICACIÓN DE LOS PUNTOS CRÍTICOS .............................................. 52
7.3.1 Clasificación De Operaciones ............................................................ 52
7.3.2 Estudio De Tiempos ........................................................................... 53
7.3.3 Tasas De Producción ......................................................................... 62
7.3.4 Puntos Críticos ................................................................................... 64
7.4 ANÁLISIS ESTRATÉGICO DE PRODUCCIÓN ........................................ 65
7.4.1 Evaluación De Factores ..................................................................... 66
7.4.2 Formulación Estratégica ..................................................................... 69
7.4.3 Acciones Estratégicas ........................................................................ 71
7.5 DETERMINACIÓN DE LA CAPACIDAD DE PRODUCCIÓN DE LA
ESTRATEGIA ..................................................................................................... 73
7.5.1 Balanceo Línea De Producción .......................................................... 73
7.5.2 Análisis De Capacidad ....................................................................... 77
7.5.3 Displant .............................................................................................. 78
7.6 PLAN DE INCLUSIÓN TECNOLÓGICA ................................................... 79
8 CONCLUSIONES Y RECOMENDACIONES .................................................. 83
9 BIBLIOGRAFÍA ............................................................................................... 91
10 ANEXOS ...................................................................................................... 99
LISTA DE TABLAS
Pág.
Tabla 1. Criterios de calificación PEST…………..…………..……………….……... 40
Tabla 2. Factores Políticos….………………………..…………………………….…. 41
Tabla 3. Factores Económicos……………………..…..………………….…………. 42
Tabla 4. Factores Sociales………...……………………..………………………....... 43
Tabla 5. Factores Tecnológicos…………………...……..……………………….….. 44
Tabla 6. Criterios de calificación Factores Internos…....……………………….….. 45
Tabla 7. Factores Organizacionales………………………..…………………….….. 46
Tabla 8. Factores Competitivos.……………………………..……….…………....…. 47
Tabla 9. Factores Financieros……………………..…………...………….……..…... 48
Tabla 10. Factores Productivos…………………………………………….……….... 50
Tabla 11. Factores Talento Humano……………………………...……….…………. 51
Tabla 12. Clasificación de operaciones..………………………...……….………….. 53
Tabla 13. Tiempo promedio por operación….………………………………………. 59
Tabla 14. Clasificación de desempeño……………………………………….……… 60
Tabla 15. Evaluación de tolerancias…………………………………………….……. 61
Tabla 16. Operaciones críticas………………………………………………….…..… 65
Tabla 17. Símbolos de Factores - DOFA……………………………….…….……… 67
Tabla 18. Estructura Estratégica.……………………………………….….….……… 72
Tabla 19. Tiempo promedio por operación – operarios..…………….….….……… 74
Tabla 20. Tiempo promedio por operación balanceada…………..….….….……... 75
Tabla 21. Evaluación de tolerancias – proceso balanceado…………….………… 76
LISTA DE IMÁGENES
Pág.
Imagen 1. Descarga de residuos potencialmente reciclables……….……………. 34
Imagen 2. Transporte de residuos…………...………………………….….….......... 35
Imagen 3. Descargue de residuos en mesas de clasificación...….….…............... 35
Imagen 4. Clasificación de residuos potencialmente reciclables……................... 36
Imagen 5. Compactación y embalaje.……………………………………....…......... 36
Imagen 6. Extracción del cubo………………………………………………….…..... 37
Imagen 7. Almacenaje final del cubo……………………………………….….......... 37
Imagen 8. Secuencia proceso de recuperación……………………….………..….. 38
Imagen 9. Material contenido por carro recolector.…………………………….…... 56
Imagen 10. Área de descargue……………………………………………………….. 64
Imagen 11. Plano DOFA……………………………….…………………………….... 66
Imagen 12. Factores en plano DOFA…….………………………………………….. 68

LISTA DE ANEXOS
Pág.
Anexo 1. Plano Centro de Reciclaje la Alquería – áreas de operaciones………..100
Anexo 2. Diagrama de flujo…..………….………………………………….……….. 101
Anexo 3. Muestra de tiempos para el proceso de clasificación secundaria – APREAM…………………………………...…………………………………….....…..102
Anexo 4. Diagrama de flujo balanceado………………………………….………... 103
11
1 ANTECEDENTES
La ciudad de Bogotá, capital de la República de Colombia, se encuentra ubicada
sobre la extensión nororiental de la cordillera de los Andes. Cuenta con una
extensión territorial de 1578 km2 de los cuales 307.36 km2 pertenecen al área
urbana donde habitan 7´963.379 personas.
La historia actual del manejo de los residuos sólidos en Bogotá se remonta al 31
de Octubre de 1988, cuando la Alcaldía Mayor declaro la primera emergencia
sanitaria en la ciudad a raíz de la crisis financiera, administrativa y operativa de la
EDIS (Empresa Distrital de Servicios Públicos), la cual se reflejaba en el deficiente
desarrollo de la recolección de residuos sólidos en algunas zonas de la ciudad. A
partir de ello empezaron a operar los consorcios Ciudad Limpia y LIME (Limpieza
Metropolitana); posterior a una nueva emergencia sanitaria, en 1991 se decidió
contratar a la empresa Aseo Capital. En 1993 se creó la UESP (Unidad Ejecutiva
de Servicios Públicos) con el propósito de planear, coordinar, supervisar y
controlar la prestación de los servicios de aseo en los espacios públicos de la
ciudad.
A mediados del año 2006, en la localidad de Kennedy inicia actividades el Centro
de Reciclaje la Alquería, gracias al Convenio Interadministrativo N° 149 de 2006
entre la UESP y la Universidad Distrital Francisco José de Caldas; con una
infraestructura diseñada para captar 300 toneladas/día de material potencialmente
reciclable, su objetivo era funcionar como plan piloto en la clasificación secundaria
“separación, clasificación y beneficio” para la creación de otros cinco centros de
reciclaje en la ciudad. La operación del Centro era realizada por los operadores
privados e involucraba los materiales recogidos selectivamente en la Ruta Fase 1;
con una población objetivo de 27000 habitantes, se tenía un 70% de
aprovechamiento de los residuos ingresados. Según los datos recopilados por
Martínez y Uribe, “con la implementación de la Fase 2 y 3 en el año 2008, se pasó

12
de recibir 30 toneladas/mes a 80 toneladas/mes”1, siendo atendidos 658817
habitantes por medio de 73 micro rutas cubriendo el 37.03% de los usuarios de la
ciudad.
Por medio del Acuerdo N° 257 del 2006 generado por el Consejo de la Ciudad, la
UESP se transformaría en la UAESP (Unidad Administrativa Especial de Servicios
Públicos de orden Distrital). Este mismo año la Alcaldía Mayor genero el Decreto
N° 312 de 2006, el cual proclamo el PMIRS (Plan Maestro para el Manejo Integral
de Residuos Sólidos) que según Pedraza y Moscoso, seria “el instrumento de
primer nivel para alinear las intervenciones públicas así como el comportamiento
de los distintos actores que intervienen en la gestión y manejo de los residuos
sólidos”2.
Mediante el Convenio N° 021 de 2009, la UAESP contrato la operación del Centro
de Reciclaje la Alquería con la UTR (Unión Temporal de Recicladores), integrada
por las organizaciones: Asociación de Recicladores de Bogotá – ARB, Asociación
de Cooperativa de Reciclaje y Recuperación Ambiental – ARAMBIENTAL y la
Asociación de Recicladores Unidos por Bogotá – ARUB. Bajo esta estructura “en
el Centro de Reciclaje operaban 55 colaboradores, los cuales procesaban 10
toneladas/día provenientes de 678000 habitantes”3.
De acuerdo a los índices expuestos por Aluna Consultores, “en un periodo de 18
meses iniciando en Diciembre de 2008 hasta Mayo de 2010, el Centro de
Reciclaje bajo su tasa de captación la cual inicialmente era 202.2 toneladas/mes a
1. MARTÍNEZ, Javier. URIBE JONGBLOED, Alberto. Evaluación de la implementación de un parque
tecnológico de reciclaje en Bogotá. Bogotá: Ed. EAN, 2013. Pág. 19.
2. PEDRAZA, Gustavo. MOSCOSO, Aleyci. Impacto del proyecto de reciclaje en Bogotá. En: Revista Tecnura.
Bogotá. Vol. 12, No 24 (Ene – Jun. 2009); Pág. 4.
3. MARTÍNEZ. op. cit, Pág. 20.

13
168 toneladas/mes”4; el porcentaje de aprovechamiento inicial era de 67.4% y al
cabo de 18 meses fue del 56%. Estas cifras concuerdan con los informes de la
UAESP y de la Defensoría del Pueblo5, los cuales infieren que el balance es
negativo ya que los ingresos generados por la venta de los residuos es mucho
menor que los costos y gastos por operación, evidenciando que el Centro de
Reciclaje está sobredimensionado o tiene mala operación productiva.
Consecuencia de ello, la aceptación de la sociedad capitalina con respecto a la
creación de nuevos centros de reciclaje en la ciudad basados en este modelo de
recuperación de residuos no fue el esperado ya que se argumentaron posibles
deterioros en el factor paisajístico, con riesgos en la proliferación de vectores
sanitarios e incremento en la inseguridad de la sociedad.
Gracias al Auto N° 275 de 2011 de la Corte Constitucional, se ordeno la
realización de acciones afirmativas a favor de los recicladores a través de tres
vías: participación real en la prestación del servicio, incentivos y políticas para la
formalización como empresarios y la creación de parques de reciclaje. Resultado
de esto la Alcaldía Mayor de Bogotá lanzo el programa Basura Cero, adoptado por
el Consejo de la Ciudad mediante el Acuerdo Distrital N° 489 de 2012 “artículo 30”,
consolidando la inclusión de la población recicladora de oficio al sistema de
recolección de residuos sólidos domiciliarios potencialmente reciclables a través
del Decreto N° 564 de 2012, proyectando la recuperación y el re proceso de los
residuos con el fin de prolongar la vida útil del RSDJ (Relleno Sanitario Doña
Juana).
De acuerdo a lo expresado por la UAEPS a El TIEMPO, “para el año 2011 la
producción de basuras en la ciudad fue de 192420 toneladas al mes, siendo
4. ALUNA CONSULTORES. Estudio nacional del reciclaje y los recicladores: Historia del reciclaje y los
recicladores en Colombia. Bogotá: Aluna consultores limitada, 2011. Pág. 76.
5. DEFENSORIA DEL PUEBLO. Resolución defensorial N° 61 del 2010. Situación actual del aprovechamiento
de los residuos sólidos y la disposición final en el Relleno Sanitario Doña Juana en la ciudad de Bogotá D.C.
14
mayor que la del año 2010; un año después la cifra fue de 189740 toneladas al
mes, pero para el año 2013 la cifra se disparo alcanzando los 195826 toneladas al
mes debido al cambio en los procedimientos de recolección de residuos
aprovechables”6. Se estimo que cerca de 45150 toneladas de basura al mes eran
aprovechables pero los recicladores de la ciudad solo alcanzan a recuperar cerca
del 16%.
En el año 2012 la Alcaldía Mayor genero la Resolución N° 799, en la cual se
estableció los parámetros para que la población capitalina generadora de residuos
sólidos domésticos determine qué tipo de materiales son reciclables y cuáles no,
con el fin de agilizar los procesos de recuperación por parte de la población
recicladora de oficio.
Mediante el Decreto N° 364 de 2013, la Alcaldía Mayor promulgo el nuevo POT
(Plan de Ordenamiento Territorial), en el cual se modifica el PMIRS. Dichas
modificaciones contemplan nuevos lineamentos para los residuos sólidos
potencialmente reciclables como: el desarrollo de infraestructuras dentro de la
cadena de reciclaje y aprovechamiento (bodegas especializadas, centros de
acopio, plantas de aprovechamiento y parques de reciclaje); la ampliación de las
rutas selectivas de material reciclable; el estudio de tecnologías para el
aprovechamiento de los mismos con el fin de maximizar el aprovechamiento final y
reducir el mínimo de residuos sólidos dispuestos en el relleno sanitario,
promoviendo la inclusión de la población recicladora. A partir de ello, se proyecta
en el mismo Decreto “artículo 201”, la creación del complejo CATARS (Complejo
Ambiental de Tratamiento y Aprovechamiento de Residuos Sólidos), cuya área
promoverá el manejo especializado de los residuos mediante una cadena de
recuperación y aprovechamiento para cada tipo de residuo buscando minimizar la
6. GÓMEZ, Lucevín. El modelo de reciclaje de Petro sigue en veremos. {En línea}. 2016.
15
tasa de residuos dispuesta en el RSDJ de 6500 toneladas/día a 2600
toneladas/día para ampliar en un margen de 15 años la vida útil de este lugar.
En el año 2014 las rutas selectivas fueron entregadas a las diferentes ORHA´s
(Organizaciones de Recicladores Habilitadas) de la ciudad, generando como
resultado al 31 de Octubre del año 2015 una cobertura del 61% del área
metropolitana por medio de recorridos históricos y rutas de recolección selectivas7.
Este mismo año una tutela a favor de la UAESP permitió iniciar la revisión de los
diseños arquitectónicos y de infraestructuras para la construcción del Parque de
Reciclaje el Salitre, donde se realizara la transformación de material
potencialmente reciclable.
Adoptando la metodología elaborada por el Ministerio de Vivienda, Ciudad y
Territorio y por el Ministerio de Ambiente y Desarrollo Sostenible en la Resolución
N° 754 de 2014, la UAESP genera el PGIRS 2016 - 2027 (Plan de Gestión Integral
de Residuos Sólidos) a finales de Octubre de 2015. Este documento compuesto
de 12 estudios técnicos de soporte, buscan orientar la ciudad hacia el
aprovechamiento total de sus residuos sólidos, orgánicos, de construcción y
demolición, especiales, así como continuar la promoción y ejecución del programa
Basura Cero, al tiempo que se generan alternativas de sustitución para el relleno
sanitario. Para Noviembre de 2016, la nueva administración distrital ajusto este
PGIRS, descontinuando el programa Basura Cero y por el contrario promoviendo
lineamientos para el control de los residuos –como impulsar un programa de
contenerización- más no fortalece la tecnificación de dicho proceso. Solo se
enfatiza en la formalización empresarial de las ORHA´s como personas jurídicas.
7. UAESP “Unidad Administrativa Especial de Servicios Públicos”. Plan de Gestión Integral de Residuos
Sólidos 2016 – 2027. Bogotá: UAESP, 2015. Pág. 29.

16
El Ministerio de Vivienda, Ciudad y Territorio, por medio del Decreto N° 596 de
2016, re define el Centro de Reciclaje como ECA (Estación de Clasificación y
Aprovechamiento), al igual que en su sección 3 establece las fases progresivas
para que los recicladores de oficio formalicen sus respectivas organizaciones. En
este documento también se prioriza con carácter obligatorio que toda la sociedad
generadora de residuos haga la respectiva separación en la fuente para minimizar
las operaciones a realizar en las Estaciones de Clasificación y Aprovechamiento.
El Departamento Nacional de Planeación del Gobierno Nacional desarrollo la
“Política Nacional Para La Gestión Integral de Residuos Sólidos” a través del
documento CONPES 3874 (Consejo Nacional de Política Económica y Social),
con el fin de minimizar la cantidad de residuos producidos y aumentar el
aprovechamiento contribuyendo al desarrollo sostenible por medio de 4 ejes
estratégicos: promoción de un modelo circular de gestión de residuos urbanos y
rurales; generar un entorno institucional para coordinar eficientemente dicha
gestión; mejorar la cultura ciudadana, la educación e innovación en la gestión; e
implementar acciones de monitoreo, mejora y divulgación de la información
pública referente a la gestión de los residuos, cuya finalidad permita alcanzar las
metas propuestas: en 7 años el país estará comprometido con el aprovechamiento
inclusivo y en 14 años espera tener 3 experiencias exitosas en el tratamiento y
valorización de los residuos sólidos como solución ambiental, empresarial y social.
Para el año 2017 la ciudad cuenta para el manejo y aprovechamiento de los
residuos sólidos potencialmente reciclables con 154 bodegas, de ellas 5 son
públicas; 32 organizaciones habilitadas; 168 organizaciones en proceso de
legalización y con 21220 recicladores, de los cuales 13771 están habilitados. De
los recicladores habilitados cerca del 10% habitan en la calle (1475 personas) y
otro 64.5% viven en arriendo; el 84% son hombres y el 16% mujeres, siendo la

17
población infantil el 3%.8 La UAESP administra los 5 centros de reciclaje públicos
donde se realiza: el pesaje del material recolectado por los diferentes recicladores
adscritos al sistema y la clasificación secundaria de los residuos sólidos; esta
última actividad es realizada por las ORHA´s que operan en las bodegas. Los
centros se encuentran ubicados en las localidades de Usaquén, Engativá,
Tunjuelito, Usme y Kennedy. Los cuatro primeros centros son bodegas
arrendadas, siendo el Centro de Reciclaje la Alquería la única bodega cuya
infraestructura es propiedad del Distrito.
Desde el 2014 el Centro de Reciclaje la Alquería fue operado por la Organización
de Recicladores Asociados de la Alquería – APREAM; pero a partir del mes de
Julio del año 2016, se vincularon a dicha operación otras cinco Organizaciones de
Recicladores: Asociación Grupo Empresarial de Recicladores de la Zona Octava –
GER 8, Asociación de Recicladores de Oficio New Word, Ecofuturo, Corporeciclaje
y Reciclar es vida.
8. UAESP. op. cit, Pág. 285.

18
2 JUSTIFICACIÓN
Debido al escaso arraigo cultural de la sociedad capitalina con respecto a la
reducción, recuperación y reciclaje de los residuos sólidos urbanos e industriales
potencialmente útiles - demostrado en la no separación en la fuente- y a los
minúsculos métodos para recuperar de manera eficiente la totalidad de los
residuos que llegan al Centro de Reciclaje la Alquería por parte de la UAESP y de
las ORHA´s - lo que a su vez genera el constante aumento de los residuos
dispuestos en el Relleno Sanitario Doña Juana-, se ha decidido analizar el ritmo
productivo actual del Centro de Reciclaje la Alquería y proyectar las respectivas
mejoras con inclusiones tecnológicas que permitan aumentar la capacidad
productiva de la planta del Distrito, basado en los lineamentos de la normativa
distrital y nacional, al tiempo que se genera: efectividad y desarrollo de procesos;
mayor recuperación de residuos aprovechables; la vinculación de más personas
recicladoras de oficio, y la aceptación y participación activa de la sociedad –
entorno en el proceso.

19
3 PREGUNTA DE INVESTIGACIÓN
¿Es posible aumentar la capacidad productiva del Centro de Reciclaje la Alquería
por medio de la inclusión tecnológica en los procesos de selección y recuperación
de residuos sólidos potencialmente reciclables sin representar un impacto negativo
en la sociedad recicladora?
4 OBJETIVOS
4.1 OBJETIVO GENERAL
Proyectar el Centro de Reciclaje la Alquería hacia la figura de Parque Tecnológico
de Reciclaje a través de la optimización progresiva del proceso de acuerdo a la
demanda actual de la operación.
4.2 OBJETIVOS ESPECÍFICOS
Reconocer el proceso productivo e identificar los factores externos e
internos que son incidentes en la productividad del sistema.
Determinar los tiempos de producción e identificar los puntos críticos del
proceso.
Generar una estrategia de producción de fácil implementación para eliminar
los puntos críticos del proceso.
Determinar la capacidad de producción de la estrategia de producción.
Generar el plan de inclusión tecnológica para el proceso de recuperación de
residuos sólidos reciclables.

20
5 MARCO TEÓRICO CONCEPTUAL
Dentro del proceso de recuperación de residuos sólidos potencialmente reciclables
existen diversas terminologías, puntos de vista y desarrollos tecnológicos que se
deben abordar para el buen entendimiento de las operaciones y filosofías que se
manejan a nivel mundial.
5.1 GLOSARIO DE TÉRMINOS
Aprovechamiento: Actividad complementaria del servicio público de aseo que
comprende la recolección de residuos aprovechables, el transporte, clasificación y
pesaje por parte de la persona prestadora.
Basura Cero: Es un modelo filosófico cuyo objetivo es lograr que los residuos
sólidos no sean enterrados o incinerados, si no aprovechados y devueltos al ciclo
productivo en un 100%9.
Centro de Reciclaje: Es el sitio como compañía o como institución, destinado a
recibir los materiales reciclables generados por la población civil e industrial, los
cuales son recuperados para reintegrarlos a un nuevo ciclo de vida10.
Contaminación Atmosférica: Se presenta cuando el aire contiene materias o
formas de energía que implican riesgo, daño o molestia grave para las personas y
bienes de cualquier naturaleza11.
9. GARZÓN, Offir. LAGOS, Jenny. SANABRIA, Mauricio. El reciclaje, una forma para amar nuestro planeta.
Fundación Universidad Autónoma de Colombia. Bogotá. 2015.
10. ALCALDÍA MAYOR DE BOGOTÁ D.C. La Alquería, único centro de reciclaje de Bogotá. {En línea}. 2017.
11. MARTÍNEZ, Ernesto. DÍAZ, Yolanda. Contaminación atmosférica. Universidad de Castilla - La mancha.
España. 2004. Pág. 13.

21
Degradación: Es el proceso que sufre un producto u objeto que luego de su etapa
funcional o fin del ciclo de vida, empieza a descomponerse por acción de la
naturaleza alterándolo química y físicamente.
Economía circular: Modelo que busca que el valor de los productos, materiales y
recursos se mantenga en la economía durante el mayor tiempo posible,
reduciéndose al mínimo los residuos12.
Emergencia Sanitaria: Son eventos donde ocurren situaciones de epidemias o
pandemias ocasionadas generalmente por falta de aseo.
I+D+I: Estudios en Investigación, Desarrollo e Innovación.
Incineración: Proceso por el cual los residuos son desintegrados a altas
temperaturas con lo cual se reduce su volumen en un 95% y su peso en un 80%.
Parque Tecnológico de Reciclaje: Son centros de integración entre el sector
productivo privado, el estado y las universidades en procura de desarrollar
técnicas, tecnologías y procesos para la transformación de residuos y la creación
de nuevos materiales13.
Recorridos Históricos: Son las rutas de recolección de residuos sólidos
aprovechables realizadas por los distintos recicladores de oficio durante toda su
vida laboral.
12. ECONOMÍA CIRCULAR. Economía circular. {En línea}. 2017.
13. ASOCIACIÓN DE PARQUES CIENTÍFICOS Y TECNOLÓGICOS DE ESPAÑA. ¿Qué es la APTE? {En
línea}. 2016.
22
Relleno Sanitario: Es un lugar destinado a la disposición final de los desechos o
basuras, en el cual se toman múltiples medidas para reducir los problemas
generados por otro método de tratamiento de la basura como son los tiraderos.
Reutilización: Es la acción de volver a utilizar los bienes o productos, y darles otro
uso.
Reciclaje: Proceso que tiene por objeto la recuperación en forma directa o
indirecta de determinados componentes contenidos en los residuos.
Reciclador de Oficio: Persona natural que realiza de manera habitual las
actividades de recuperación, recolección, transporte o clasificación de residuos
sólidos para su posterior reincorporación en el ciclo económico como materia
prima14.
Residuos Sólidos: Es cualquier objeto, material, sustancia o elemento solido que
se abandona, bota o rechaza después de haber sido consumido o usado en
actividades domesticas, industriales, comerciales, institucionales, de servicios o
instituciones de salud15.
Separación en la Fuente: Método basado en la separación y clasificación primaria
de los bienes de consumo que han terminado su ciclo de vida. Dicha actividad es
realizada por el consumidor final del elemento en desuso.
Tetrabrik: Envase de cartón opaco impermeabilizado con aluminio y que
generalmente tiene forma de tetraedro, el cual se usa para envasar líquidos.
14. UAESP “Unidad Administrativa Especial de Servicios Públicos”. Informe “Caracterización de la población
recicladora de oficio en Bogotá”: Análisis de los datos Censo 2012. Bogotá: UAESP, 2014. Sección 4.
15. UAESP “Unidad Administrativa Especial de Servicios Públicos”. Programa para la gestión de residuos
orgánicos en el distrito. Bogotá: UAESP. Pág. 36.

23
5.2 TENDENCIA MUNDIAL DEL RECICLAJE Y SU INFLUENCIA EN
AMÉRICA LATINA
Los residuos cobran su existencia con la aparición de la vida en el planeta desde
hace más de 4000 millones de años, pues estos son el resultado de todas las
transformaciones físico-químicas que ocurren en la naturaleza. Anteriormente la
eliminación de los residuos no planteaba grandes retos para las primeras formas y
organizaciones sociales ya que las comunidades eran relativamente pequeñas con
respecto a sus vastos ecosistemas, pero con el desarrollo de la sociedad humana
moderna a partir del siglo XVIII, los residuos han evolucionado y hoy en día estos
no son de fácil degradación por la naturaleza. Según lo expresado por el Ministerio
de Obras Públicas y Transporte de España: “Debido al rápido crecimiento
demográfico y a la alta concentración de los seres humanos en los centros
urbanos, las industrias han desarrollado productos para suplir las diversas
necesidades del hombre con materiales cada vez de más rápido deterioro y baja
degradación”16.
La gestión incorrecta de los residuos sólidos urbanos ha planteado los siguientes
problemas según Ferrón de la Fuente: “La presencia de los residuos sólidos
producen al fermentar, fuertes olores y la sensación de suciedad a la vez que se
deteriora el paisaje”17. Dicha fermentación propicia que los residuos sean
inflamables generando contaminación atmosférica, al igual que favorece la
existencia de roedores e insectos portadores de enfermedades y contaminaciones
bacterianas.
16. MINISTERIO DE OBRAS PÚBLICAS Y TRANSPORTE. Atlas Nacional de España: Sección II: El medio
terrestre - Edafología. Madrid: Ed. Centro Nacional de Información Geográfica, 1992.
17. FERRÓN DE LA FUENTE, Ernesto. Ingeniería Ambiental: Degradación del suelo y tratamiento de
residuos. Oviedo: Ed. FICYT, 1998. Pág. 436.

24
Ya que la producción actual de residuos es muy elevada en el planeta, las nuevas
políticas sobre la gestión destinada a reducir las cantidades de residuos
dispuestos en los rellenos sanitarios llamada “reciclaje”, afirma García y
Zamorano: “Ha traído consigo la tendencia de crear nuevos sistemas de
tratamiento basados en la recuperación y reutilización de los residuos cuyo nivel
de degradación es bajo o lento”18.
Los países del hemisferio norte del planeta, debido a sus condiciones geográficas
y climáticas, han utilizado gases y combustibles fósiles para suplir la ausencia de
calor y de energía que allí se presenta. Pero en la década de los 70, Suecia inicio
la transformación de sus residuos en energía por medio de la expansión de
plantas de incineración, siendo pioneros una década más tarde en la reducción de
emisiones. Actualmente han logrado reducir el impacto de las emisiones entre el
90% y el 99%, generando con tres toneladas de basura la misma energía que se
produce con una tonelada de gasolina. Esta metodología ha generado que países
como Alemania, Noruega, Austria, Suiza, Francia, Bélgica y Japón sustituyan los
combustibles fósiles entre el 50% y el 65%.19
A partir del año 1989 se creó en España la APTE (Asociación de Parques
Científicos y Tecnológicos), cuyo fin ha sido divulgar y potencializar la actividad
productiva enfocada a la transformación y producción de nuevos productos a partir
del reciclaje de residuos urbanos e industriales. Actualmente cuenta con 66
parques miembros en todo el país, 7736 entidades que facturaron 24427 millones
de euros con ayuda de 158950 trabajadores y con la colaboración de 46
18. GARCIA, Ernesto. ZAMORANO, Montserrat. Fundamentos del manejo de los residuos urbanos. España:
Ed. Colegio de ingenieros de caminos, canales y puertos, 2000. Pág. 46.
19. OPERATIVA MEDIOAMBIENTAL. El complejo proceso del reciclaje de plástico. {En línea}. 2016.

25
universidades20, convirtiendo a esta nación en la abanderada de la
implementación I+D+I en el tratamiento de los residuos sólidos urbanos.
En el año 1995 se creó una de las primeras políticas formales de Basura Cero,
cuando la ciudad Australiana de Camberra promovió el objetivo: “Ningún desecho
en el 2010”. Desde entonces los gobiernos de Nueva Zelanda, Dinamarca,
Argentina, México y Canadá al igual que ciudades como California, Seattle,
Washington, Oakland, San Francisco, Edmonton, Alberta, Ottawa, Ontario, Nova
Escocia y Kovalam, han adoptado en sus políticas de gobierno la naciente
filosofía.
En el año 2004, la Alianza Internacional de Basura Cero fundamento el objetivo de
formar ética, económica, eficiente y visionariamente a las personas para mejorar
su estilo de vida por medio de prácticas donde enseñan que todos los materiales a
ser descartados pueden convertirse en recurso para el uso de otros. Desde
entonces países como Italia, Francia, Noruega, Colombia y Puerto Rico se han
sumado a la práctica de esta filosofía. Holanda ha tomado la vocación por
transformar el mundo a partir de los residuos, como lo expresa el embajador del
Reino de Países Bajos en Colombia, Robert Van Embden al ICONTEC: “En
Holanda empezamos con la prevención de residuos, después continuamos con su
reutilización, el reciclaje, la generación de energía con base en estos, la
incineración y, si no queda alternativa, la disposición en rellenos sanitarios”21.
Grandes historias de transformación hacia una sostenibilidad ecológica son
posibles, como lo demuestra la Republica de Israel al crear en la ciudad de Tel
Aviv el Parque de Reciclaje Hiriya, siendo el más grande del mundo con una
20. ASOCIACIÓN DE PARQUES CIENTÍFICOS Y TECNOLÓGICOS DE ESPAÑA. ¿Qué es la APTE? {En
línea}. 2016.
21. ICONTEC “Instituto Colombiano de Normas Técnicas”. Holanda pone a disposición su fórmula para el
manejo de los residuos sólidos. {En línea}. 2015.
26
extensión de 900 hectáreas. Allí se encargan de la recuperación de vidrio, metales
y neumáticos, además de la descomposición biológica de los demás residuos
donde se reduce en un 90% su volumen al tiempo que se genera la producción de
biogás22.
En Francia la gestión ambiental y el desarrollo sostenible es uno de los campos
donde se está presentando mayor innovación; contando con importantes
conocimientos técnicos adaptados al reciclaje de productos residuales a partir del
proceso de gobernanza llamado “Grenelle de l'environnement” realizado en el
2008, “la nación ha logrado transformar 38.7 millones de toneladas de residuos en
31.9 millones de toneladas de materias primas en el año 2011”23.
Greenpeace otorga anualmente desde 2010 en Europa el premio “Capital Verde
Europea”, reconociendo a ciudades como Estocolmo, Hamburgo, Vitoria-Gasteiz,
Nantes, Copenhague, Bristol, Liubliana, Essen y Nijmegen por realizar una buena
gestión en el tratamiento y manejo de la basura, ocupándose eficientemente del
medio ambiente y del entorno vital de sus habitantes.
Por consiguiente, el panorama actual de los procesos encargados de la
recuperación de los residuos sólidos en América Latina con respecto a las
iniciativas desarrolladas en el resto del globo requieren del arraigo socio cultural
de la población civil frente a las políticas, metodologías, procesos y acciones que
se están desarrollando en las distintas naciones ya que el principal problema de
los residuos no es su generación sino su inadecuada disposición final. Debido a
esta problemática y a la baja tecnificación de los países latinoamericanos, los
convenios internacionales realizados con los países asiáticos como el impulsado
22. UNIDOS POR ISRAEL. El parque de reciclaje más grande del mundo está en Israel. {En línea}. 2016.
23. REPÚBLICA DE FRANCIA. Estrategia nacional de desarrollo sostenible 2010 – 2013: Por una economía
verde y equitativa. París. 2011. Pág. 3

27
por Perú, Ecuador y Colombia con Corea del sur, han tomado relevancia debido a
la creciente motivación por el establecimiento y la consolidación de los Parques
Científicos, Tecnológicos y de Innovación, con los cuales se busca fortalecer a las
empresas innovadoras y de base tecnológica. Desde el año 2014 Colombia
adelanta 3 parques de este tipo llamados: Biopacífico, Guatiguará y Tecnológico
de Bogotá. Este último se basa en el desarrollo económico y social de Bogotá –
Región, enfocado en los sectores TIC, biotecnología, agroindustria, energía y
salud. Dicha estrategia hace parte de la transferencia de conocimiento entre los
dos países, como lo aseguro la directora de Colciencias Yaneth Giha cuando
expreso: “La estrategia parques tecnológicos es fundamental para incorporar
conocimiento y crear productos de alto contenido científico y tecnológico.
Empresa, Academia y Estado transformamos el conocimiento en un valor de
crecimiento y competitividad"24.
El JICA (Agencia de Cooperación Internacional del Japón) apoya la capacitación
de estudiantes universitarios con vocación ambiental por medio del curso "Gestión
de Residuos para los Países de Centro y Sur América”25. Para el país asiático la
cultura del reciclaje inicio desde la reglamentación de la Ley de Gestión de
Residuos en el año de 197026, teniendo como distintivo la separación de residuos
desde la fuente de generación. Así se ha logrado estandarizar los procesos de
separación y clasificación de residuos hasta en 23 formas distintas, usando 4.8
millones de toneladas de residuos para obtener productos químicos útiles y
energía por medio de la combustión en el año 200627.
24. COLCIENCIAS. Parques científicos y tecnológicos, una ruta para el desarrollo económico y social del país.
{En línea}. 2016.
25. JICA “Agencia De Cooperación Internacional Del Japón”. En residuos sólidos se especializan en Japón.
{En línea}. 2016.
26. TRON, Fabián. La gestión de residuos sólidos en Tokio, París, Madrid y México. Madrid. 2011. Pág. 40.
27. ECOLOGÍA VERDE. Los japoneses, grandes recicladores… por necesidad. {En línea}. 2016.

28
Países como Argentina, Bolivia, México, Brasil, Perú y Colombia, con apoyo de
entidades internacionales ponen en marcha la implementación de centros de
reciclaje para mitigar el impacto negativo paisajístico y de salud que estos
generan. En Argentina se creó el Parque de Tecnologías Ambientales de
Rivadavia, siendo el primer centro donde se involucra a los trabajadores
informales de la basura dentro de un aspecto laboral formal. En Perú se está
construyendo sobre un área de 4.5 hectáreas el Parque Temático Voces Por el
Clima, proyectándose como la planta de reciclaje más grande y moderna del país
con una productividad de 50 toneladas de desechos al día.
Iniciativas fomentadas en Brasil como la liderada por la sociedad sin ánimo de
lucro CEMPRE (Compromisso Empresarial Para Reciclagem) buscan la
promoción y acción del reciclaje dentro del concepto de gestión integrada de la
basura. Tras 24 años de creación, la sociedad se encuentra integrada por 36
empresas entre las que se destacan Unilever, Pepsico, McDonalds, Hp, Femsa,
Carrefour, Ajinomoto, Colgate – Palmolive, Heineken, Nestle y Tetrapak28.
A raíz de este fenómeno, en el año 2005 la empresa Alcoa Aluminio en asocio con
las empresas Tetrapak, Klabin y TSL Ambiental, desarrollaron la primera y más
grande planta de reciclaje de envases de cartón del mundo “tetrabrik”. Según
expresan los editores de negocio de la compañía Business Wire: “La planta está
diseñada para procesar hasta 8 mil toneladas por año provenientes de 32000
toneladas de envases reciclados”29. Dicho proceso fue desarrollado en el IPT
28. COMPROMISSO EMPRESARIAL PARA RECICLAGEM. Sobre o CEMPRE institucional. {En línea}. 2017.
29. BUSINESS WIRE. Alcoa participa en la primera planta de reciclado de envases de cartón del mundo
utilizando una innovadora tecnología de plasma; El proceso de plasma separa el aluminio y el plástico,
componentes del envase aséptico. {En línea}. 2016.

29
(Instituto de Pesquisas Tecnológicas) de la Universidad de São Paulo - USP30,
innovando al implementar tecnología de plasma para separar el plástico del
aluminio a mas de 15000 grados Celsius, dando solución a la parte más compleja
del proceso de reciclaje de estos residuos. Esta tecnología ha despertado el
interés de países como Suecia, España y China para lleva a cabo su
implementación.
En la ciudad de Rio de Janeiro la captación y separación de residuos sólidos
reciclables es realizada por la COMLURB (Companhía Municipal de Limpeza
Urbana). Estando registradas 23 cooperativas y con presencia en 113 barrios de la
ciudad31, su modelo productivo se basa en la recolección puerta a puerta realizada
una vez por semana por los captadores, los cuales transportan los residuos hasta
los centros de separación donde por medio de líneas de producción eficientes
clasifican los residuos, los prensan por medio de maquinaria automática y luego
son pesados para su posterior almacenamiento y comercialización.
En los últimos años, México se ha convertido en un pionero en la re incorporación
del material reciclado PET (Tereftalato de Polietileno) a las distintas cadenas
productivas. Ecoindustrias es una empresa dedicada a la fabricación de
estambres, hilos y textiles a partir del plástico32; como parte de su crecimiento
corporativo y productivo, se desarrollo una nueva filial de esta empresa llamada
Morphoplast, dedicada a la recuperación y re proceso del PET. Con esta iniciativa
no solamente se dejo de utilizar PET virgen en la fabricación de textiles, también
30. ALCOA. Brasil inaugura primeira planta de Plasma do mundo para reciclagem de embalagens longa vida:
Com tecnologia 100% brasileira, o processo separa o alumínio e o plástico que compõem a embalagem. {En
línea}. 2016.
31. PREFEITURA DO RIO DE JANEIRO. Comlurb e a Coleta Seletiva: conheça como funciona uma Central
de Triagem. {En línea}. 2016.
32. ECOINDUSTRIAS SAN RAFAEL. Quienes somos. {En línea}. 2016.

30
se logro desarrollar nuevos productos como fibra corta y hueca, hojuelas verdes y
blancas, fibra antiflama y flejes.
Otro gran avance, reflejo de la convicción por mejorar las condiciones ambientales
del planeta fue la empresa Avangard México, quien inicio operaciones en 1995
dedicándose al acopio y comercialización de residuos plásticos post – consumo,
convirtiéndose en el principal acopiador de este tipo de materiales en Latino
América al recuperar aproximadamente 100000 toneladas/año. En el año 2006
esta empresa se une a la empresa Promotora Ambiental y consolidan una nueva
razón social llamada PetStar, cuya capacidad de producción fue de 22000
toneladas/año de resina reciclada grado alimenticio, a partir del proceso de 28000
toneladas de botellas de PET. En el año 2011 la empresa Arca Continental, la
embotelladora más grande de Coca-Cola, compra a PetStar y amplia la capacidad
de producción de esta planta a 50000 toneladas/año de resina reciclada grado
alimenticio, a partir del proceso de 65000 toneladas de botellas de PET al año33.
33. PETSTAR. Nuestra historia. {En línea}. 2016.
31
6 METODOLOGÍA
Transformar sistemas de producción que presentan bajo rendimiento productivo y
económico para sus beneficiarios requiere de un análisis minucioso en cada
actividad influyente al proceso. De acuerdo a las investigaciones realizadas por
Martínez y Uribe, “el Centro de Reciclaje la Alquería está sobredimensionado” 34,
ya que la totalidad de los residuos recuperados ha ido disminuyendo
paulatinamente conforme se realiza una menor recepción de material.
Por tal motivo, para realizar una propuesta con miras a optimizar un proceso
basado en la inclusión de técnicas y tecnologías más eficientes, es menester
determinar la secuencia productiva y sus recursos actuales. A partir de ello, se
puede realizar una proyección tecnológica más confiable, pues se reduce la
incertidumbre o especulación de la acciones a ejecutar para modificar el proceso.
Este parámetro se ve reflejado en el costo, pues el retorno sobre la inversión y su
impacto en el mercado es lo que definirá la confiabilidad del proyecto y su ciclo de
vida.
De acuerdo con lo anterior, a través de un reconocimiento general del proceso
productivo, se pueden identificar los factores influyentes en el comportamiento del
sistema; el análisis de los factores hallados en comparación con el tiempo
estándar, la productividad y los puntos críticos del proceso, determinaran el tipo de
estrategia productiva a formular, la cual permitirá minimizar los puntos críticos ya
que deberá ser una propuesta de fácil implementación en el corto plazo.
Apoyando el desarrollo sostenible de la industrial, el medio ambiente y la
sociedad, se genera un plan de inclusión tecnológica progresiva para los residuos
aprovechables atendidos en el Centro de Reciclaje, cuyo criterio está basado en el
34. MARTÍNEZ. Javier. op. cit, Pág. 22.
32
nivel de presencia de los residuos, al comportamiento de su mercado y a su
impacto económico. Dicho plan propende proyectar el Centro de Reciclaje la
Alquería hacia la figura de Parque Tecnológico de Reciclaje como respuesta
productiva, económica, social y ambiental, que precisa la gestión de los residuos
sólidos aprovechables en la ciudad.
7 DESARROLLO DE LA PROPUESTA
Considerando el ambiente productivo y económico en el que se deben desarrollar
las operaciones de reciclaje, ofreciendo un servicio óptimo y continúo; se realiza
un reconocimiento general del proceso productivo, posteriormente se presentan
los datos más relevantes del análisis productivo y se formulan las estrategias de
acción para la solución de los aspectos negativos detectados.
7.1 RECONOCIMIENTO GENERAL DEL PROCESO
En el Centro de Reciclaje la Alquería se realiza la clasificación secundaria de los
residuos provenientes de las rutas selectivas de las 6 ORHA´s que allí operan;
entre los residuos que llegan se encuentran: plásticos (en sus 7 tipos), vidrio
(botellas y placas), celulosa (papel archivo, cartón y periódico), metales (aluminios,
chatarra, cobre y acero), madera y tetrabrik35. Es de resaltar que cada
organización es responsable de la manipulación de sus residuos pero al mismo
tiempo todas emplean el mismo proceso productivo para el aprovechamiento de
estos. Para efectos de una solida propuesta, se estudiara el comportamiento
productivo de la organización APREAM ya que es la organización más grande, la
35. UAESP “Unidad Administrativa Especial De Servicios Públicos”. Plan de Gestión Integral de Residuos
Sólidos 2016 – 2027. Bogotá: UAESP, 2015. Pág. 626.
33
más antigua de las existentes en el momento y la única que cuenta con un registro
histórico productivo.
APREAM está integrada por 24 miembros asociados y 7 recicladores
independientes. Los residuos son recolectados por dos carros (uno propiedad del
Distrito y otro subcontratado por APREAM) en los 360 puntos de la ciudad36 donde
han realizado alianzas estratégicas con conjuntos residenciales, industrias y
centros comerciales. Estos residuos son compactados manualmente en los carros
recolectores por los recicladores.
Al llegar los carros recolectores, se posicionan en la bahía de descargue y se
inicia el descenso de los residuos de manera manual por parte de dos operarios
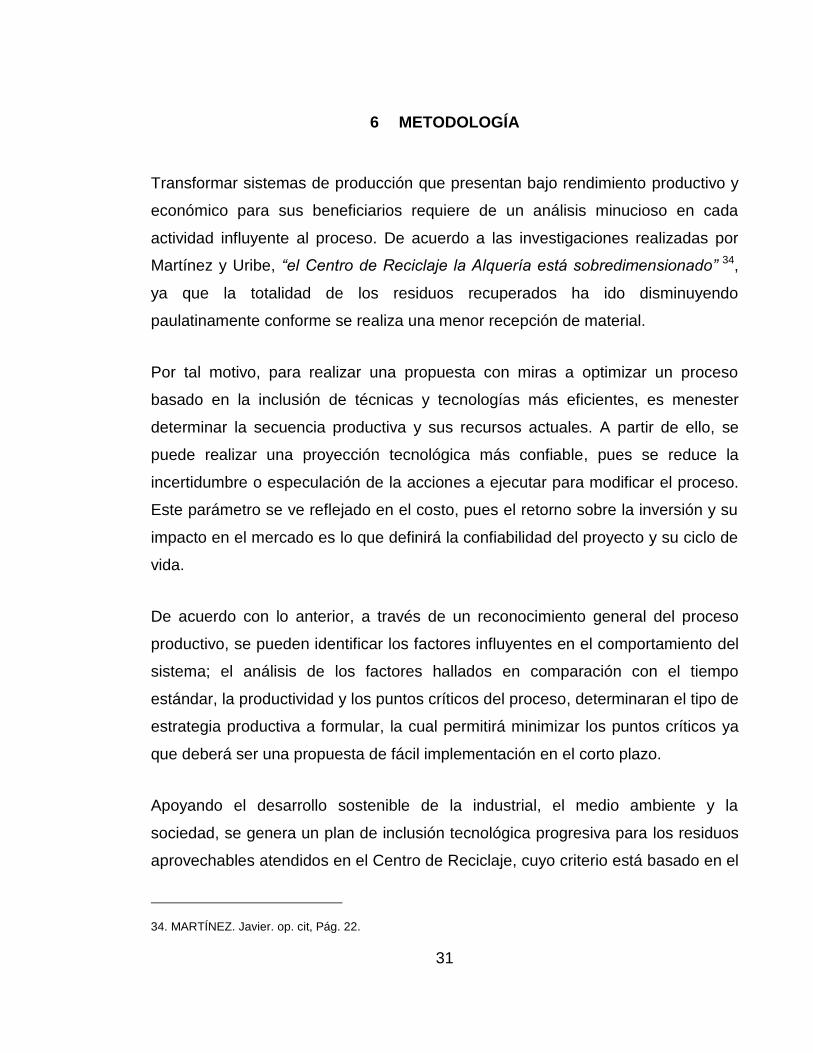
(ver imagen 1). Descargado todo el material, entra en función el operario patinador
encargado de llenar los globos (lonas de fibra) con los residuos descargados y
luego transportarlos hasta las mesas dispuestas para la clasificación (ver imagen
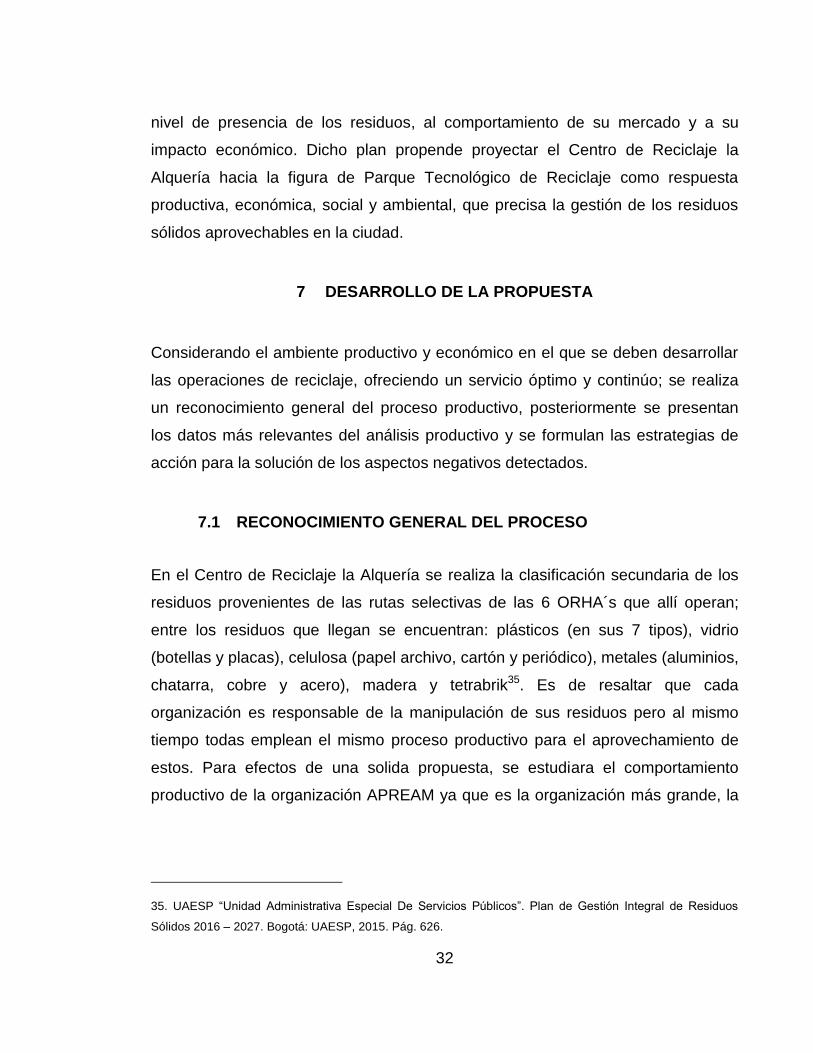
2). Estando allí los globos, los operarios inician el descargue del material (ver
imagen 3) e inician el proceso de clasificación de los residuos. Para esta actividad
se cuenta con 4 mesas donde trabajan 4 personas por cada mesa (ver imagen 4).
En estas mesas se extrae el material que es considerado rechazo; se embala
directamente en lonas de fibra el vidrio, el papel archivo y el periódico – por
separado-. El metal es depositado en canecas y junto con los anteriores residuos
son transportados al área de almacenamiento. El plástico y el cartón son
transportados manualmente por medio de canecas hasta la compactadora vertical
donde se deposita el material y se forma el cubo. Ahí mismo se realiza el proceso
de embalaje ubicando en la parte superior del cubo una lámina de cartón y por
medio de los canales que tiene la compactadora, se pasa de lado a lado cabuya
para realizar el respectivo amarre (ver imagen 5). Posterior al embalaje, se extrae
36. Ibíd., Pág. 623.

34
el cubo (ver imagen 6), se pesa en la báscula y se ubica en el área de
almacenamiento hasta que llegue el cliente (ver imagen 7); el pesaje del vidrio, el
papel archivo, el periódico y el metal es realizado por el respectivo cliente cuando
hace la recolección de los mismos.
Como lo expresa la UAESP, el material es comercializado con las empresas
“Ecoplanet y Ecopositiva a quienes se les vende papel archivo, periódico, cartón,
PET y polietilenos. La venta de otros plásticos y la chatarra se realiza con
intermediarios”37. El vidrio se comercializa directamente con la empresa O-I Peldar
quien además de ser el mayor comprador del mercado, hace parte de la
organización Ardila Lülle y del grupo Owens- Illinois, el fabricante de envases de
vidrio más grande del mundo.
Imagen 1. Descarga de residuos potencialmente reciclables.
Fuente: Autor
37. Ibíd., Pág. 623.
35
Imagen 2. Transporte de residuos.
Fuente: Autor
Imagen 3. Descargue de residuos en mesas de clasificación.
Fuente: Autor

36
Imagen 4. Clasificación de residuos potencialmente reciclables.
Fuente: Autor
Imagen 5. Compactación y embalaje.
Fuente: Autor

37
Imagen 6. Extracción del cubo.
Fuente: Autor
Imagen 7. Almacenaje final del cubo.
Fuente: Autor
38
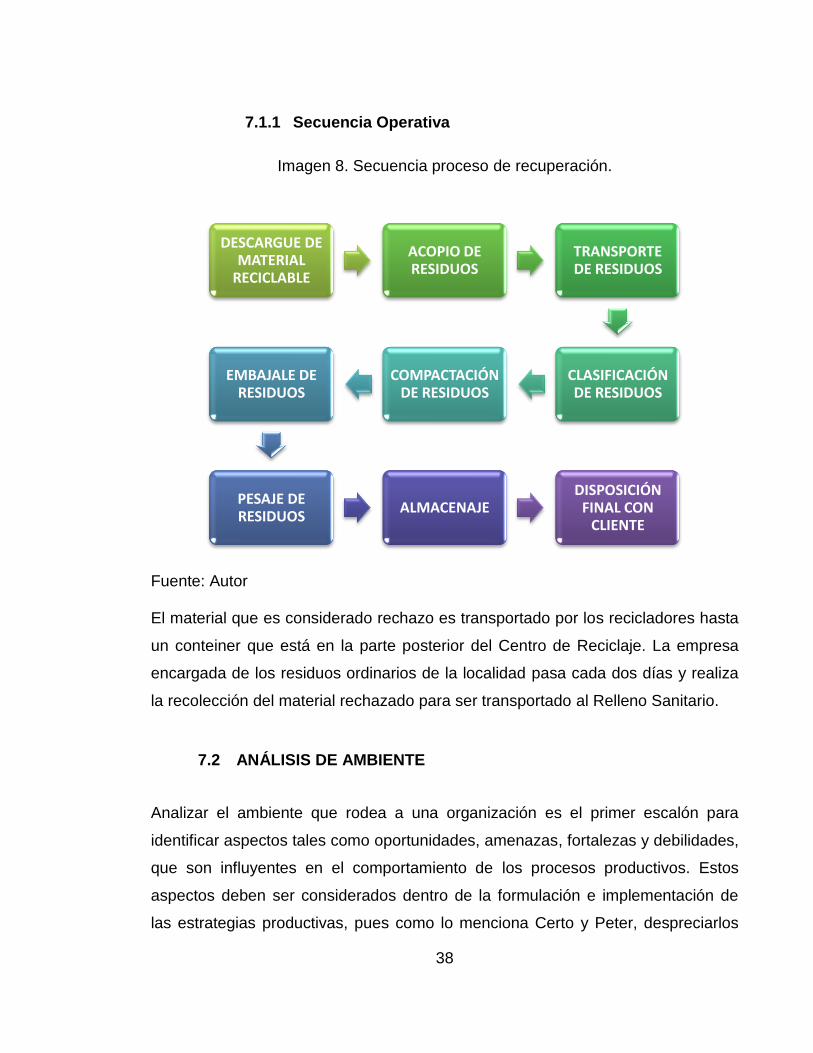
7.1.1 Secuencia Operativa
Imagen 8. Secuencia proceso de recuperación.
Fuente: Autor
El material que es considerado rechazo es transportado por los recicladores hasta
un conteiner que está en la parte posterior del Centro de Reciclaje. La empresa
encargada de los residuos ordinarios de la localidad pasa cada dos días y realiza
la recolección del material rechazado para ser transportado al Relleno Sanitario.
7.2 ANÁLISIS DE AMBIENTE
Analizar el ambiente que rodea a una organización es el primer escalón para
identificar aspectos tales como oportunidades, amenazas, fortalezas y debilidades,
que son influyentes en el comportamiento de los procesos productivos. Estos
aspectos deben ser considerados dentro de la formulación e implementación de
las estrategias productivas, pues como lo menciona Certo y Peter, despreciarlos
DESCARGUE DE MATERIAL
RECICLABLE
ACOPIO DE RESIDUOS
TRANSPORTE DE RESIDUOS
CLASIFICACIÓN DE RESIDUOS
COMPACTACIÓN DE RESIDUOS
EMBAJALE DE RESIDUOS
PESAJE DE RESIDUOS
ALMACENAJE DISPOSICIÓN
FINAL CON CLIENTE
39
puede “influenciar en la capacidad de las empresas de alcanzar sus metas”38. La
influencia de estos puede determinar la capacidad competitiva de la organización y
su nivel de respuesta frente a los posibles comportamientos del mercado.
Se desarrollo el análisis de ambiente al Centro de Reciclaje la Alquería
estableciendo los aspectos que son influyentes para las partes integrantes: la
UAESP “representación pública”, quien es responsable de la infraestructura física,
de las maquinas y equipos tecnológicos, y las ORHA´s “representación privada”,
quienes ejecutan el proceso de clasificación secundaria; algunos elementos
pueden no ser del control de las organizaciones representando oportunidades o
amenazas.
7.2.1 Factores Externos
El análisis de los factores externos que inciden en las dinámicas de las
organizaciones permite orientar las estrategias y eliminar las incertidumbres del
cambio del entorno. Por medio del modelo PEST se desglosan los factores
Políticos, Económicos, Sociales y Tecnológicos que influyen en el comportamiento
del Centro de Reciclaje la Alquería frente a las grandes tendencias. Los aspectos
de cada factor son evaluados de acuerdo a los criterios de clasificación (ver tabla
1), cuyo valor permite determinar el nivel de incidencia del factor.
38. CERTO, Samuel. PETER, J.P. Administração Estratégica: Planejamento e implementação de estratégias.
Brasil: Ed. Pearson, 2014. Pág. 28.
40
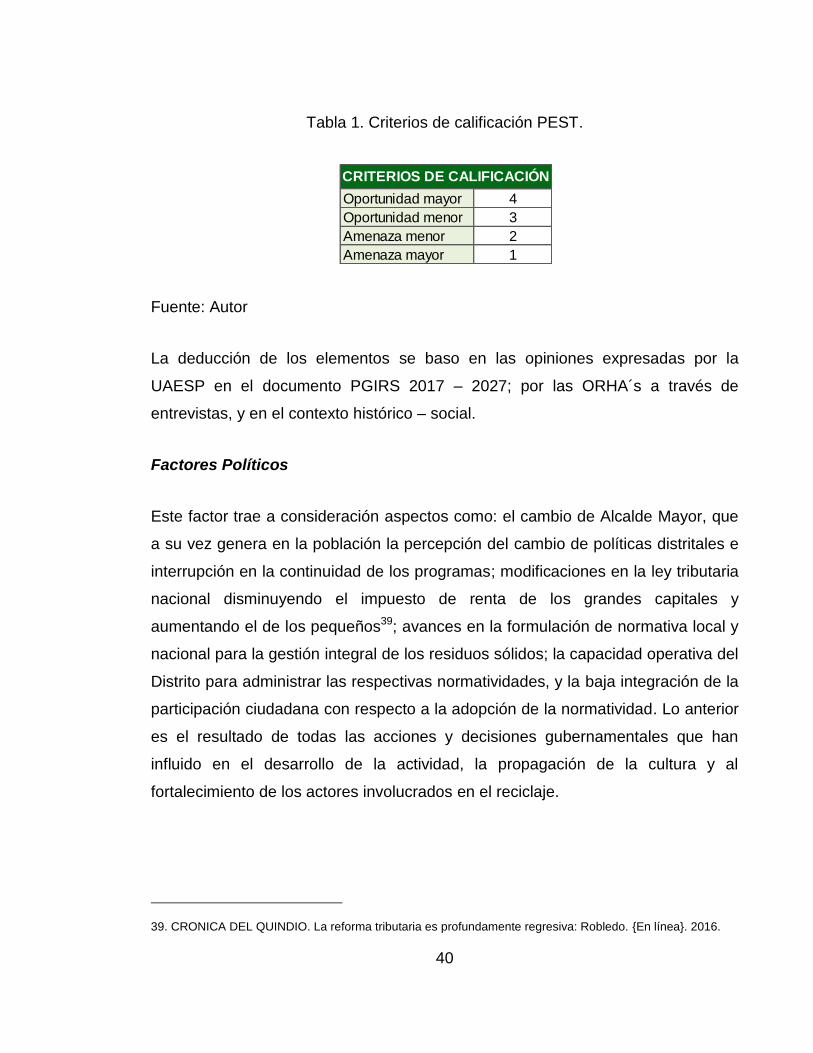
Tabla 1. Criterios de calificación PEST.
Fuente: Autor
La deducción de los elementos se baso en las opiniones expresadas por la
UAESP en el documento PGIRS 2017 – 2027; por las ORHA´s a través de
entrevistas, y en el contexto histórico – social.
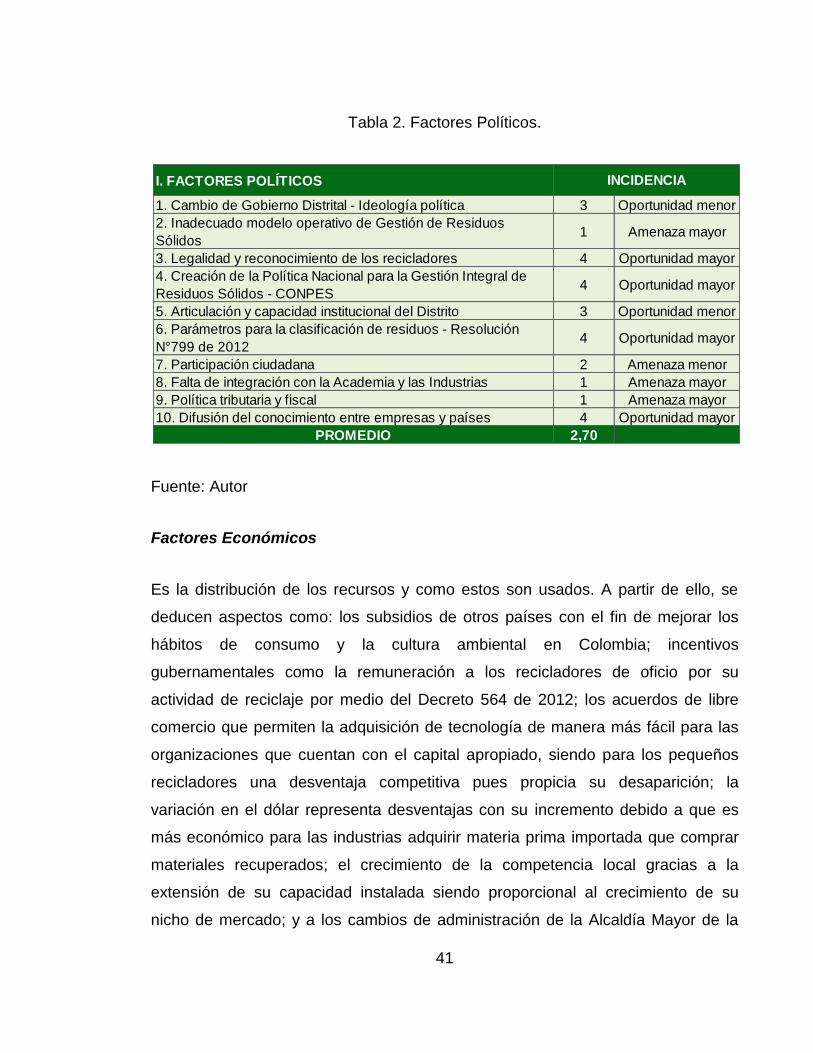
Factores Políticos
Este factor trae a consideración aspectos como: el cambio de Alcalde Mayor, que
a su vez genera en la población la percepción del cambio de políticas distritales e
interrupción en la continuidad de los programas; modificaciones en la ley tributaria
nacional disminuyendo el impuesto de renta de los grandes capitales y
aumentando el de los pequeños39; avances en la formulación de normativa local y
nacional para la gestión integral de los residuos sólidos; la capacidad operativa del
Distrito para administrar las respectivas normatividades, y la baja integración de la
participación ciudadana con respecto a la adopción de la normatividad. Lo anterior
es el resultado de todas las acciones y decisiones gubernamentales que han
influido en el desarrollo de la actividad, la propagación de la cultura y al
fortalecimiento de los actores involucrados en el reciclaje.
39. CRONICA DEL QUINDIO. La reforma tributaria es profundamente regresiva: Robledo. {En línea}. 2016.
Oportunidad mayor 4
Oportunidad menor 3
Amenaza menor 2
Amenaza mayor 1
CRITERIOS DE CALIFICACIÓN
41
Tabla 2. Factores Políticos.
Fuente: Autor
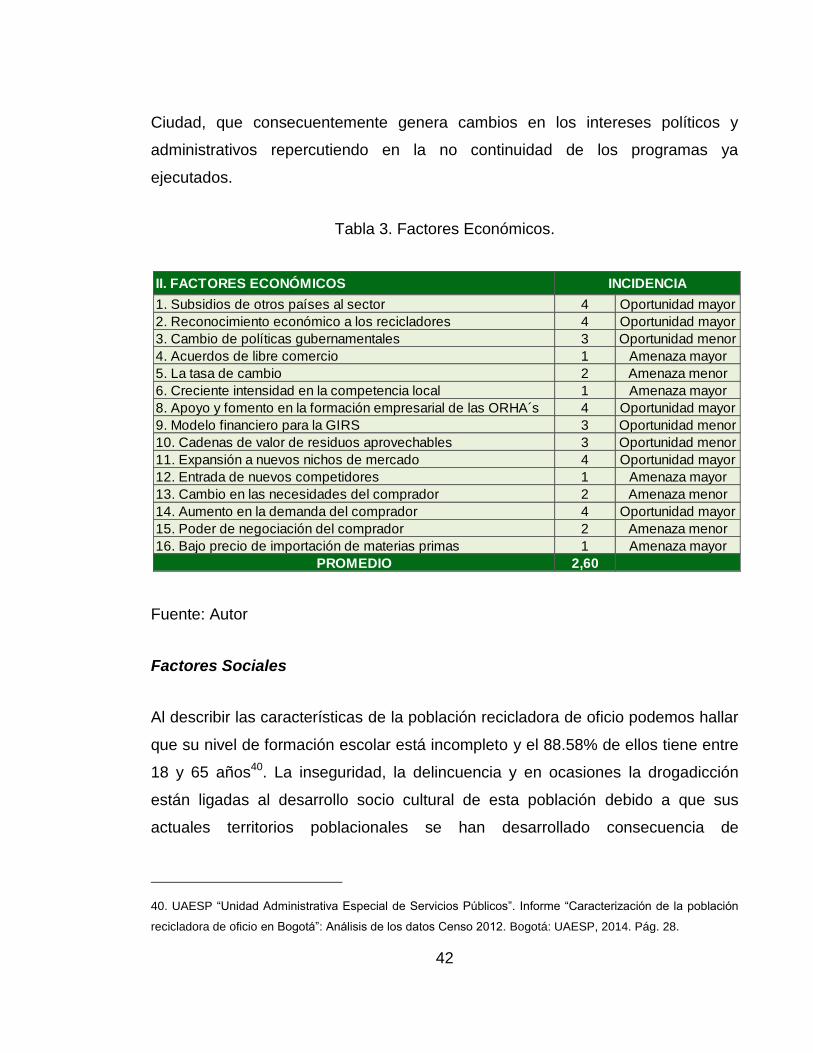
Factores Económicos
Es la distribución de los recursos y como estos son usados. A partir de ello, se
deducen aspectos como: los subsidios de otros países con el fin de mejorar los
hábitos de consumo y la cultura ambiental en Colombia; incentivos
gubernamentales como la remuneración a los recicladores de oficio por su
actividad de reciclaje por medio del Decreto 564 de 2012; los acuerdos de libre
comercio que permiten la adquisición de tecnología de manera más fácil para las
organizaciones que cuentan con el capital apropiado, siendo para los pequeños
recicladores una desventaja competitiva pues propicia su desaparición; la
variación en el dólar representa desventajas con su incremento debido a que es
más económico para las industrias adquirir materia prima importada que comprar
materiales recuperados; el crecimiento de la competencia local gracias a la
extensión de su capacidad instalada siendo proporcional al crecimiento de su
nicho de mercado; y a los cambios de administración de la Alcaldía Mayor de la
I. FACTORES POLÍTICOS
1. Cambio de Gobierno Distrital - Ideología política 3 Oportunidad menor
2. Inadecuado modelo operativo de Gestión de Residuos
Sólidos1 Amenaza mayor
3. Legalidad y reconocimiento de los recicladores 4 Oportunidad mayor
4. Creación de la Política Nacional para la Gestión Integral de
Residuos Sólidos - CONPES4 Oportunidad mayor
5. Articulación y capacidad institucional del Distrito 3 Oportunidad menor
6. Parámetros para la clasificación de residuos - Resolución
N°799 de 20124 Oportunidad mayor
7. Participación ciudadana 2 Amenaza menor
8. Falta de integración con la Academia y las Industrias 1 Amenaza mayor
9. Política tributaria y fiscal 1 Amenaza mayor
10. Difusión del conocimiento entre empresas y países 4 Oportunidad mayor
PROMEDIO 2,70
INCIDENCIA
42
Ciudad, que consecuentemente genera cambios en los intereses políticos y
administrativos repercutiendo en la no continuidad de los programas ya
ejecutados.
Tabla 3. Factores Económicos.
Fuente: Autor
Factores Sociales
Al describir las características de la población recicladora de oficio podemos hallar
que su nivel de formación escolar está incompleto y el 88.58% de ellos tiene entre
18 y 65 años40. La inseguridad, la delincuencia y en ocasiones la drogadicción
están ligadas al desarrollo socio cultural de esta población debido a que sus
actuales territorios poblacionales se han desarrollado consecuencia de
40. UAESP “Unidad Administrativa Especial de Servicios Públicos”. Informe “Caracterización de la población
recicladora de oficio en Bogotá”: Análisis de los datos Censo 2012. Bogotá: UAESP, 2014. Pág. 28.
II. FACTORES ECONÓMICOS
1. Subsidios de otros países al sector 4 Oportunidad mayor
2. Reconocimiento económico a los recicladores 4 Oportunidad mayor
3. Cambio de políticas gubernamentales 3 Oportunidad menor
4. Acuerdos de libre comercio 1 Amenaza mayor
5. La tasa de cambio 2 Amenaza menor
6. Creciente intensidad en la competencia local 1 Amenaza mayor
8. Apoyo y fomento en la formación empresarial de las ORHA´s 4 Oportunidad mayor
9. Modelo financiero para la GIRS 3 Oportunidad menor
10. Cadenas de valor de residuos aprovechables 3 Oportunidad menor
11. Expansión a nuevos nichos de mercado 4 Oportunidad mayor
12. Entrada de nuevos competidores 1 Amenaza mayor
13. Cambio en las necesidades del comprador 2 Amenaza menor
14. Aumento en la demanda del comprador 4 Oportunidad mayor
15. Poder de negociación del comprador 2 Amenaza menor
16. Bajo precio de importación de materias primas 1 Amenaza mayor
PROMEDIO 2,60
INCIDENCIA

43
asentamientos ilegales y han encontrado en el reciclaje un oficio o actividad
productiva para sobre vivir.
El caracterizar la población recicladora ha vislumbrado por un lado, un nuevo
paradigma para los diferentes organismos estatales cargado de alternativas
pedagógicas, legales y económicas en pro del crecimiento psicológico y
profesional de los recicladores, y por otro lado, una alternativa para cambiar la
visión que tiene el resto de la sociedad hacia la cultura del reciclaje.
Tabla 4. Factores Sociales.
Fuente: Autor
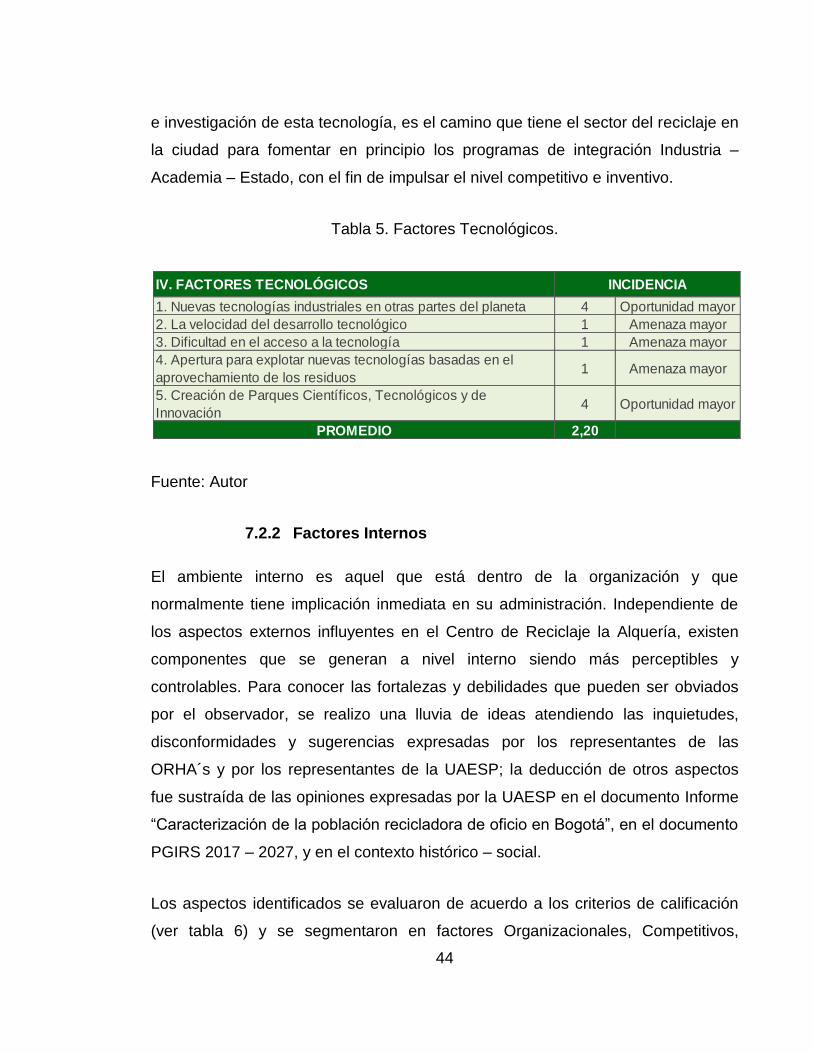
Factores Tecnológicos
El nivel competitivo de la industria del siglo XXI es jalonada por una solida
estructura tecnológica, pero al mismo tiempo padece el riesgo de caer en la
obsolescencia consecuencia del veloz desarrollo tecnológico. Por ello, abordar los
desarrollos e innovaciones tecnológicas realizadas en procura de alternativas para
el tratamiento de los residuos sólidos en otras partes del planeta junto con las
políticas, tratados y alianzas nacionales e internacionales para la adquisición, uso
III. FACTORES SOCIALES
1. Nivel de educación de la sociedad recicladora 3 Oportunidad menor
2. Índice de inseguridad y delincuencia 2 Amenaza menor
3. Caracterización de la población recicladora 4 Oportunidad mayor
4. Cultura de aprovechamiento de todos los actores 3 Oportunidad menor
5. Persisten condiciones de vulnerabilidad a la población
recicladora2 Amenaza menor
6. Pedagogía para el desarrollo cultural del reciclaje 4 Oportunidad mayor
7. Participación legal de los recicladores dentro del sistema de
aseo de la Ciudad4 Oportunidad mayor
8. Estilos de vida cambiantes 4 Oportunidad mayor
PROMEDIO 3,25
INCIDENCIA
44
e investigación de esta tecnología, es el camino que tiene el sector del reciclaje en
la ciudad para fomentar en principio los programas de integración Industria –
Academia – Estado, con el fin de impulsar el nivel competitivo e inventivo.
Tabla 5. Factores Tecnológicos.
Fuente: Autor
7.2.2 Factores Internos
El ambiente interno es aquel que está dentro de la organización y que
normalmente tiene implicación inmediata en su administración. Independiente de
los aspectos externos influyentes en el Centro de Reciclaje la Alquería, existen
componentes que se generan a nivel interno siendo más perceptibles y
controlables. Para conocer las fortalezas y debilidades que pueden ser obviados
por el observador, se realizo una lluvia de ideas atendiendo las inquietudes,
disconformidades y sugerencias expresadas por los representantes de las
ORHA´s y por los representantes de la UAESP; la deducción de otros aspectos
fue sustraída de las opiniones expresadas por la UAESP en el documento Informe
“Caracterización de la población recicladora de oficio en Bogotá”, en el documento
PGIRS 2017 – 2027, y en el contexto histórico – social.
Los aspectos identificados se evaluaron de acuerdo a los criterios de calificación
(ver tabla 6) y se segmentaron en factores Organizacionales, Competitivos,
IV. FACTORES TECNOLÓGICOS
1. Nuevas tecnologías industriales en otras partes del planeta 4 Oportunidad mayor
2. La velocidad del desarrollo tecnológico 1 Amenaza mayor
3. Dificultad en el acceso a la tecnología 1 Amenaza mayor
4. Apertura para explotar nuevas tecnologías basadas en el
aprovechamiento de los residuos1 Amenaza mayor
5. Creación de Parques Científicos, Tecnológicos y de
Innovación4 Oportunidad mayor
PROMEDIO 2,20
INCIDENCIA

45
Financieros, Productivos y de Talento Humano, permitiendo detallar problemas de
una manera clara y lógica con respecto al bajo desempeño productivo.
Tabla 6. Criterios de calificación Factores Internos.
Fuente: Autor
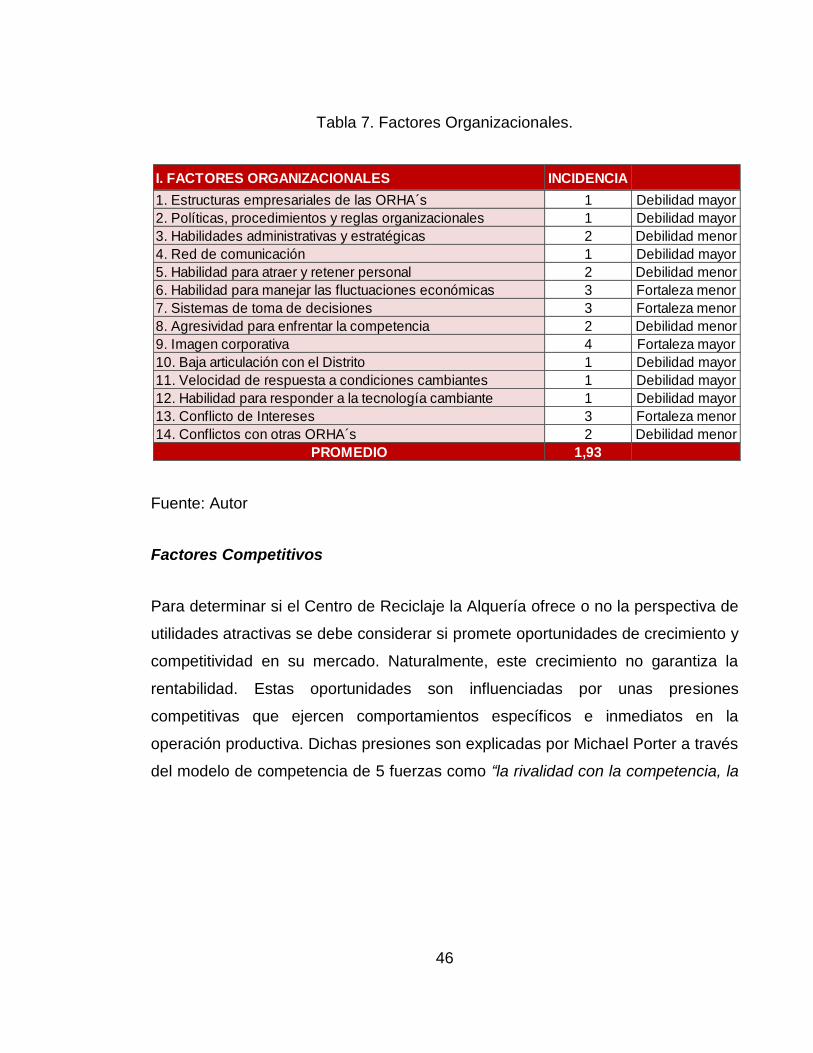
Factores Organizacionales
Aquí se tiene como referencia la estructura organizacional de la ORHA y su
capacidad administrativa frente a los retos que impone el mercado, analizando las
estrategias que han asumido para seguir siendo productivos a pesar de no contar
con formación profesional como estrategas o lideres administrativos. La carencia
de estas habilidades ha generado fallas en aspectos como el establecimiento de
políticas, procedimientos y reglas organizacionales. El canal de comunicación es
inadecuado entre todos los actores de la organización debido al nivel de formación
de la población recicladora, extendiendo este factor hasta el punto de forjar malos
entendidos entre compañeros y conflictos de intereses con otras ORHA´s,
generando un ambiente inadecuado de trabajo y poca durabilidad de los
empleados. Por falta de control en las normativas que se han desarrollado en los
últimos años a favor de los recicladores y de la actividad del reciclaje, la comunión
entre las ORHA´s y el Distrito no presenta avances frente a las condiciones
cambiantes del mercado y frente a la tecnología que se emplea para el
aprovechamiento de los residuos sólidos potencialmente reciclables ya que los
primeros no sienten un respaldo total del Distrito.
Fortaleza mayor 4
Fortaleza menor 3
Debilidad menor 2
Debilidad mayor 1
CRITERIOS DE CALIFICACIÓN
46
Tabla 7. Factores Organizacionales.
Fuente: Autor
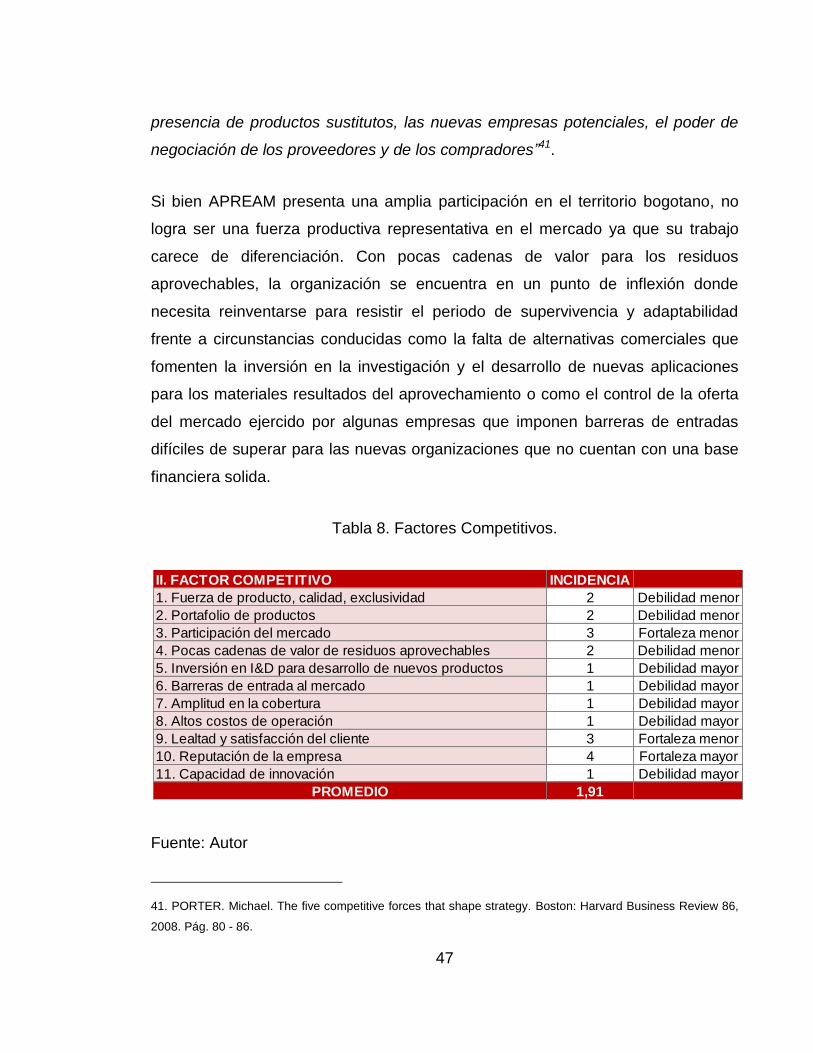
Factores Competitivos
Para determinar si el Centro de Reciclaje la Alquería ofrece o no la perspectiva de
utilidades atractivas se debe considerar si promete oportunidades de crecimiento y
competitividad en su mercado. Naturalmente, este crecimiento no garantiza la
rentabilidad. Estas oportunidades son influenciadas por unas presiones
competitivas que ejercen comportamientos específicos e inmediatos en la
operación productiva. Dichas presiones son explicadas por Michael Porter a través
del modelo de competencia de 5 fuerzas como “la rivalidad con la competencia, la
I. FACTORES ORGANIZACIONALES INCIDENCIA
1. Estructuras empresariales de las ORHA´s 1 Debilidad mayor
2. Políticas, procedimientos y reglas organizacionales 1 Debilidad mayor
3. Habilidades administrativas y estratégicas 2 Debilidad menor
4. Red de comunicación 1 Debilidad mayor
5. Habilidad para atraer y retener personal 2 Debilidad menor
6. Habilidad para manejar las fluctuaciones económicas 3 Fortaleza menor
7. Sistemas de toma de decisiones 3 Fortaleza menor
8. Agresividad para enfrentar la competencia 2 Debilidad menor
9. Imagen corporativa 4 Fortaleza mayor
10. Baja articulación con el Distrito 1 Debilidad mayor
11. Velocidad de respuesta a condiciones cambiantes 1 Debilidad mayor
12. Habilidad para responder a la tecnología cambiante 1 Debilidad mayor
13. Conflicto de Intereses 3 Fortaleza menor
14. Conflictos con otras ORHA´s 2 Debilidad menor
PROMEDIO 1,93
47
presencia de productos sustitutos, las nuevas empresas potenciales, el poder de
negociación de los proveedores y de los compradores”41.
Si bien APREAM presenta una amplia participación en el territorio bogotano, no
logra ser una fuerza productiva representativa en el mercado ya que su trabajo
carece de diferenciación. Con pocas cadenas de valor para los residuos
aprovechables, la organización se encuentra en un punto de inflexión donde
necesita reinventarse para resistir el periodo de supervivencia y adaptabilidad
frente a circunstancias conducidas como la falta de alternativas comerciales que
fomenten la inversión en la investigación y el desarrollo de nuevas aplicaciones
para los materiales resultados del aprovechamiento o como el control de la oferta
del mercado ejercido por algunas empresas que imponen barreras de entradas
difíciles de superar para las nuevas organizaciones que no cuentan con una base
financiera solida.
Tabla 8. Factores Competitivos.
Fuente: Autor
41. PORTER. Michael. The five competitive forces that shape strategy. Boston: Harvard Business Review 86,
2008. Pág. 80 - 86.
II. FACTOR COMPETITIVO INCIDENCIA
1. Fuerza de producto, calidad, exclusividad 2 Debilidad menor
2. Portafolio de productos 2 Debilidad menor
3. Participación del mercado 3 Fortaleza menor
4. Pocas cadenas de valor de residuos aprovechables 2 Debilidad menor
5. Inversión en I&D para desarrollo de nuevos productos 1 Debilidad mayor
6. Barreras de entrada al mercado 1 Debilidad mayor
7. Amplitud en la cobertura 1 Debilidad mayor
8. Altos costos de operación 1 Debilidad mayor
9. Lealtad y satisfacción del cliente 3 Fortaleza menor
10. Reputación de la empresa 4 Fortaleza mayor
11. Capacidad de innovación 1 Debilidad mayor
PROMEDIO 1,91

48
Factores Financieros
Toda decisión futura va planificada sobre una estructura de inversión financiera
que determina el nivel de confiabilidad de dicha acción. La justificación de invertir
en tecnología progresivamente en el Centro de Reciclaje debe ser jalonada por
altos resultados productivos, cuyas utilidades incentiven la financiación primaria de
estos proyectos.
La población recicladora obtiene ingresos al recibir remuneración económica por
realizar la actividad del reciclaje y de aprovechamiento, siendo beneficiados por el
artículo 28 de la Resolución 643 de 2013 expedida por la Comisión Reguladora de
Agua Potable y Saneamiento Básico. Por otra parte, también obtienen ingresos al
comercializar los residuos aprovechables con las industrias o con los
intermediarios. A pesar de tener estas posibilidades de ingresos, los gastos por
operación y sobre costos de producción son más altos que las utilidades finales.
Este problema representa minimizar las oportunidades de competir por ampliar las
rutas selectivas, invertir en maquinaria y tecnología, contratar más recicladores y
finalmente sesgar sus oportunidades de crecimiento sometiéndose a la estructura
económica dominante.
Tabla 9. Factores Financieros.
III. FACTORES FINANCIEROS INCIDENCIA
1. Ingresos estatales por el peso de los residuos recolectados 4 Fortaleza mayor
2. Control en el pago a los recicladores - Sistema SUI* 4 Fortaleza mayor
3. Ventas por material clasificado y comercializado 4 Fortaleza mayor
4. Estabilidad de costos 2 Debilidad menor
5. Rentabilidad, retorno de la inversión 1 Debilidad mayor
6. Liquidez, disponibilidad de fondos internos 1 Debilidad mayor
7. Habilidad para competir con precios 2 Debilidad menor
8. Capacidad para satisfacer la demanda 1 Debilidad mayor
9. Habilidad para mantener el esfuerzo ante la demanda 3 Fortaleza menor
10. Residuos sin salida económica 2 Debilidad menor
PROMEDIO 2,40
49
*Sistema SUI: Sistema Único de Información de la SSPD (Superintendencia de
Servicios Públicos Domiciliarios).
Fuente: Autor
Factores Productivos
Como lo evidencia el registro fotográfico, las operaciones en el Centro de
Reciclaje se realizan de forma manual empleando en toda la operación una sola
maquina “la compactadora”. Se observo que los recicladores no conocen con
certeza la naturaleza de los materiales que manipulan, ejemplo de ello es no
clasificar el plástico de acuerdo a la naturaleza de su resina. Un aspecto influyente
en el ambiente ocupacional es el panorama de desorden que se presencia al
ingresar al Centro de Reciclaje, pues las áreas de operación se entremezclan. Es
de reconocer que el proceso tendría un mejor rendimiento si se realizara la
separación en la fuente por parte de la población capitalina, ya que esta labor
técnicamente es realizada por los recicladores cuando llegan a los puntos de
recolección.
Estas características evidencian que el sistema productivo es rígido-mecanicista
sometiendo el proceso a una larga y lenta operación generada por la fatiga
muscular que sufren los recicladores al realizar actividades manuales, repetitivas y
con sobre esfuerzos, aumentando las probabilidades de no ser eficientes
productivamente.
50
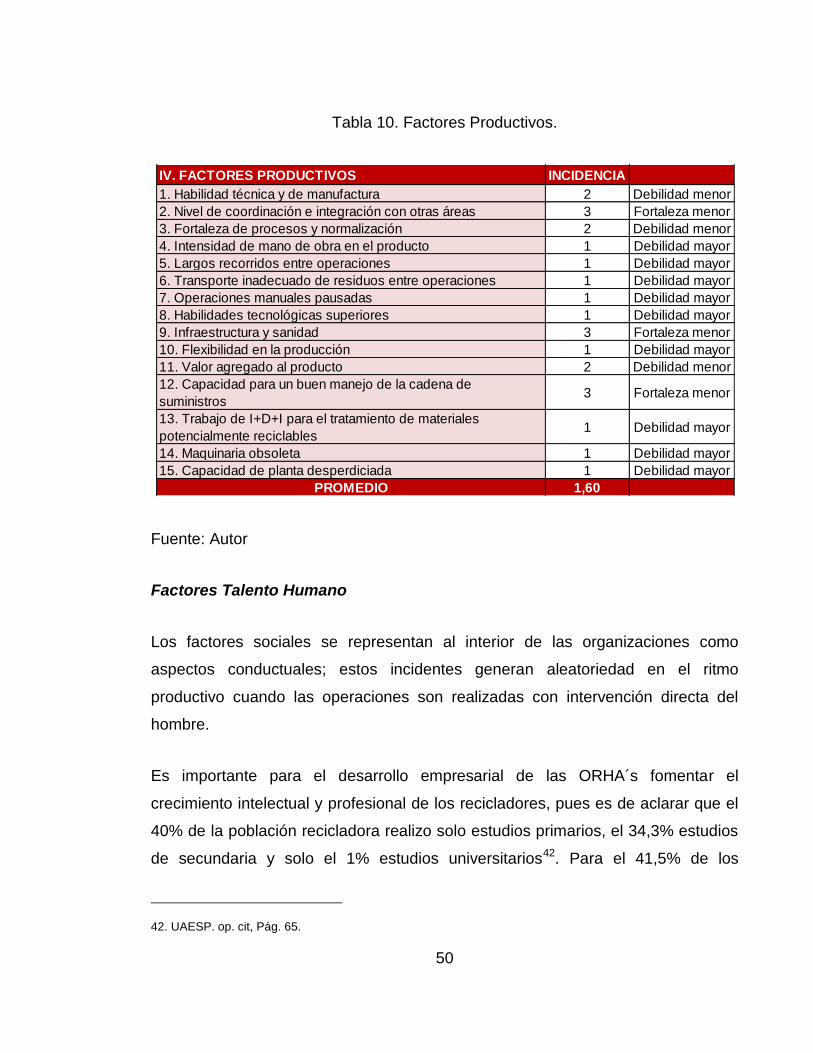
Tabla 10. Factores Productivos.
Fuente: Autor
Factores Talento Humano
Los factores sociales se representan al interior de las organizaciones como
aspectos conductuales; estos incidentes generan aleatoriedad en el ritmo
productivo cuando las operaciones son realizadas con intervención directa del
hombre.
Es importante para el desarrollo empresarial de las ORHA´s fomentar el
crecimiento intelectual y profesional de los recicladores, pues es de aclarar que el
40% de la población recicladora realizo solo estudios primarios, el 34,3% estudios
de secundaria y solo el 1% estudios universitarios42. Para el 41,5% de los
42. UAESP. op. cit, Pág. 65.
IV. FACTORES PRODUCTIVOS INCIDENCIA
1. Habilidad técnica y de manufactura 2 Debilidad menor
2. Nivel de coordinación e integración con otras áreas 3 Fortaleza menor
3. Fortaleza de procesos y normalización 2 Debilidad menor
4. Intensidad de mano de obra en el producto 1 Debilidad mayor
5. Largos recorridos entre operaciones 1 Debilidad mayor
6. Transporte inadecuado de residuos entre operaciones 1 Debilidad mayor
7. Operaciones manuales pausadas 1 Debilidad mayor
8. Habilidades tecnológicas superiores 1 Debilidad mayor
9. Infraestructura y sanidad 3 Fortaleza menor
10. Flexibilidad en la producción 1 Debilidad mayor
11. Valor agregado al producto 2 Debilidad menor
12. Capacidad para un buen manejo de la cadena de
suministros3 Fortaleza menor
13. Trabajo de I+D+I para el tratamiento de materiales
potencialmente reciclables1 Debilidad mayor
14. Maquinaria obsoleta 1 Debilidad mayor
15. Capacidad de planta desperdiciada 1 Debilidad mayor
PROMEDIO 1,60
51
recicladores de oficio, el arte de reciclar es su única ocupación diaria; esto nos
recuerda que el oficio del reciclaje en Colombia tiene sus orígenes consecuencia
de la desigualdad social que viven algunas personas víctimas de la violencia, el
narcotráfico y el desplazamiento forzado, que ven en el reciclaje una opción
económica.
Al realizar reiteradas veces la acción de reciclar, los recicladores de oficio han
aprendido a diferenciar, clasificar y aprovechar los materiales residuales de
acuerdo a su impacto económico. Lo anterior no significa que dicha clasificación
sea asertiva o que cumplan con los parámetros establecidos, pues como lo
expresa Soria: “Para hacer algo hay que saber hacer, en el saber hacer existe
contenido un atributo intelectual”43. Es de resaltar que en la operación productiva
no se han ocasionado accidentes de trabajo, pero si existen algunas prácticas
operativas que pueden ser causas potenciales como el transporte de los globos
realizado por el operario patinador.
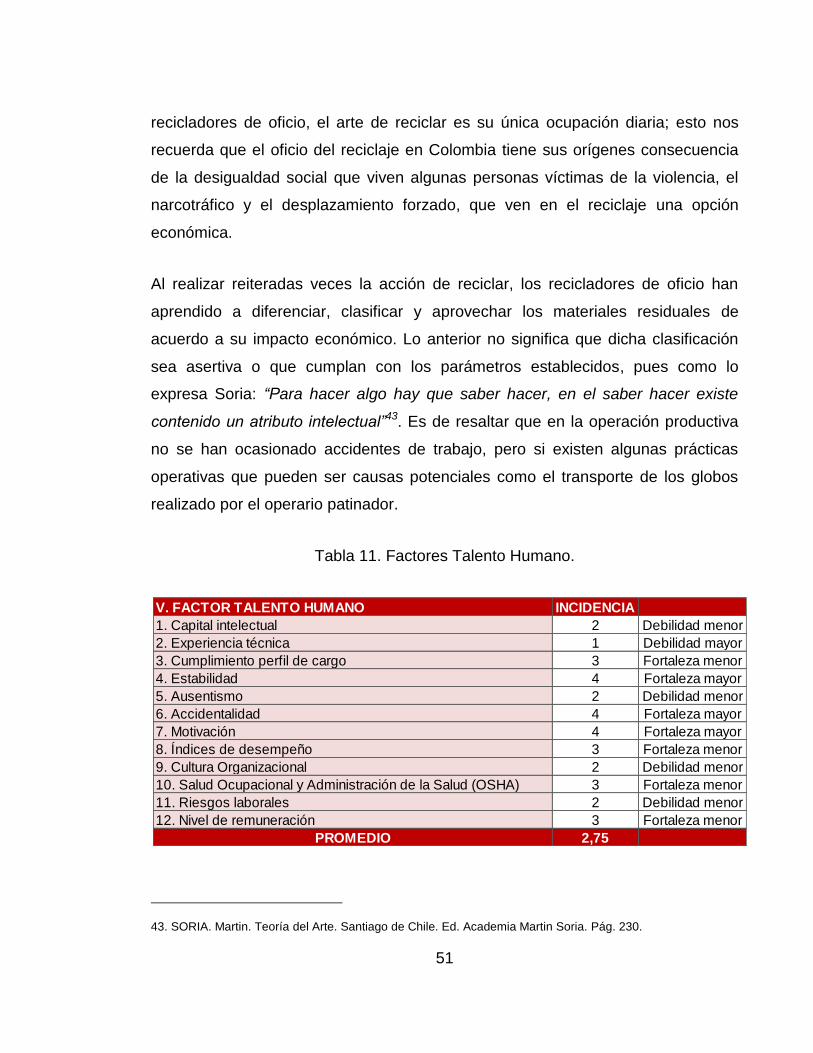
Tabla 11. Factores Talento Humano.
43. SORIA. Martin. Teoría del Arte. Santiago de Chile. Ed. Academia Martin Soria. Pág. 230.
V. FACTOR TALENTO HUMANO INCIDENCIA
1. Capital intelectual 2 Debilidad menor
2. Experiencia técnica 1 Debilidad mayor
3. Cumplimiento perfil de cargo 3 Fortaleza menor
4. Estabilidad 4 Fortaleza mayor
5. Ausentismo 2 Debilidad menor
6. Accidentalidad 4 Fortaleza mayor
7. Motivación 4 Fortaleza mayor
8. Índices de desempeño 3 Fortaleza menor
9. Cultura Organizacional 2 Debilidad menor
10. Salud Ocupacional y Administración de la Salud (OSHA) 3 Fortaleza menor
11. Riesgos laborales 2 Debilidad menor
12. Nivel de remuneración 3 Fortaleza menor
PROMEDIO 2,75
52
Fuente: Autor
7.3 DETERMINACIÓN DE LOS TIEMPOS DE PRODUCCIÓN E
IDENTIFICACIÓN DE LOS PUNTOS CRÍTICOS
A través de un plano 2D del Centro de Reciclaje la Alquería, se presentan
gráficamente las zonas o áreas donde se realizan las operaciones del proceso de
clasificación secundaria (ver anexo 1), constituyendo un panorama grafico del flujo
ordenado de las operaciones que allí ocurren (ver anexo 2), las cuales serán
objeto de medición.
7.3.1 Clasificación De Operaciones
A partir del reconocimiento general del proceso, se pueden identificar y clasificar
las operaciones con respecto a la maquinaria y a las herramientas que allí se
emplean entre: Manual, Semiautomática o Automática (ver tabla 12). Es de
resaltar que la maquinaria disponible actualmente en el Centro de Reciclaje la
Alquería es de dos compactadoras pero una de ellas “compactadora horizontal”
presenta averías mecánicas, representando un espacio ineficiente al interior de la
planta.
El pesaje de los residuos aprovechables se realiza con una báscula digital pero el
transporte de los mismos es realizado manualmente, por lo que esta operación se
considera Manual. La disposición final no se enlista como una operación ya que
son los mismos clientes quienes ingresan a la planta y movilizan los residuos
aprovechables para su transporte.
Solo se emplea como herramientas de trabajo en la etapa de clasificación las
escobas y los bisturís. Estos son manejados para retirar las etiquetas de los
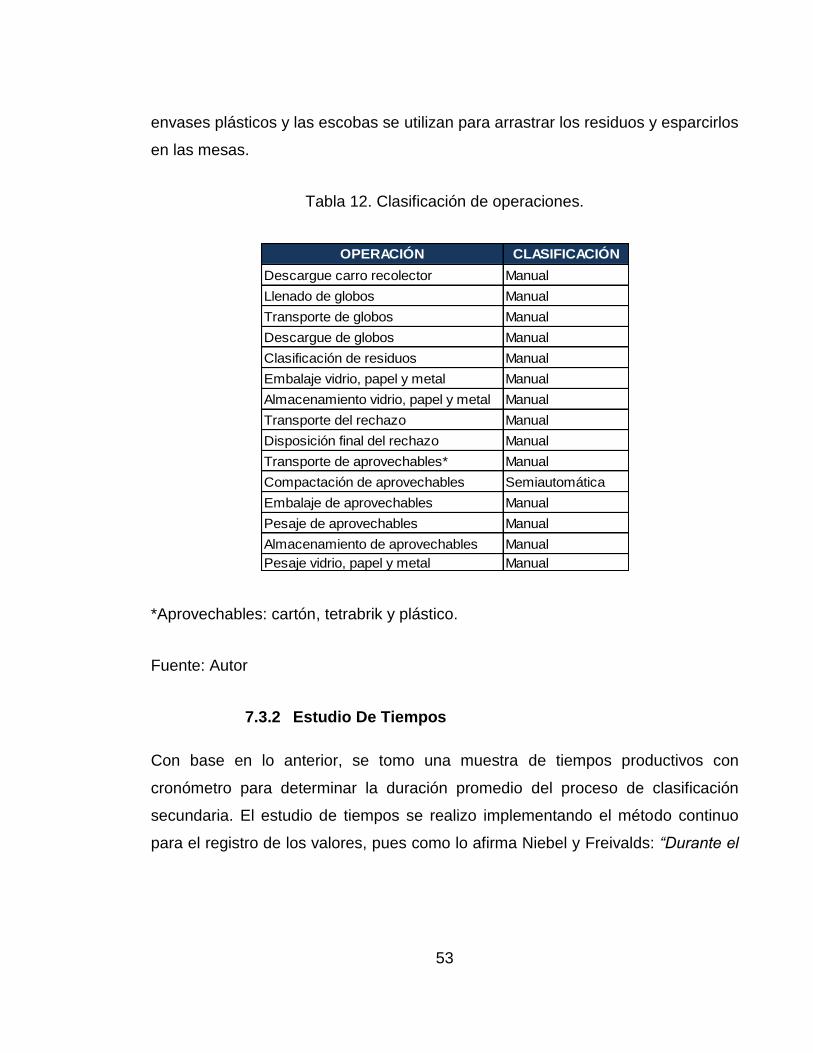
53
envases plásticos y las escobas se utilizan para arrastrar los residuos y esparcirlos
en las mesas.
Tabla 12. Clasificación de operaciones.
*Aprovechables: cartón, tetrabrik y plástico.
Fuente: Autor
7.3.2 Estudio De Tiempos
Con base en lo anterior, se tomo una muestra de tiempos productivos con
cronómetro para determinar la duración promedio del proceso de clasificación
secundaria. El estudio de tiempos se realizo implementando el método continuo
para el registro de los valores, pues como lo afirma Niebel y Freivalds: “Durante el
OPERACIÓN CLASIFICACIÓN
Descargue carro recolector Manual
Llenado de globos Manual
Transporte de globos Manual
Descargue de globos Manual
Clasificación de residuos Manual
Embalaje vidrio, papel y metal Manual
Almacenamiento vidrio, papel y metal Manual
Transporte del rechazo Manual
Disposición final del rechazo Manual
Transporte de aprovechables* Manual
Compactación de aprovechables Semiautomática
Embalaje de aprovechables Manual
Pesaje de aprovechables Manual
Almacenamiento de aprovechables Manual
Pesaje vidrio, papel y metal Manual
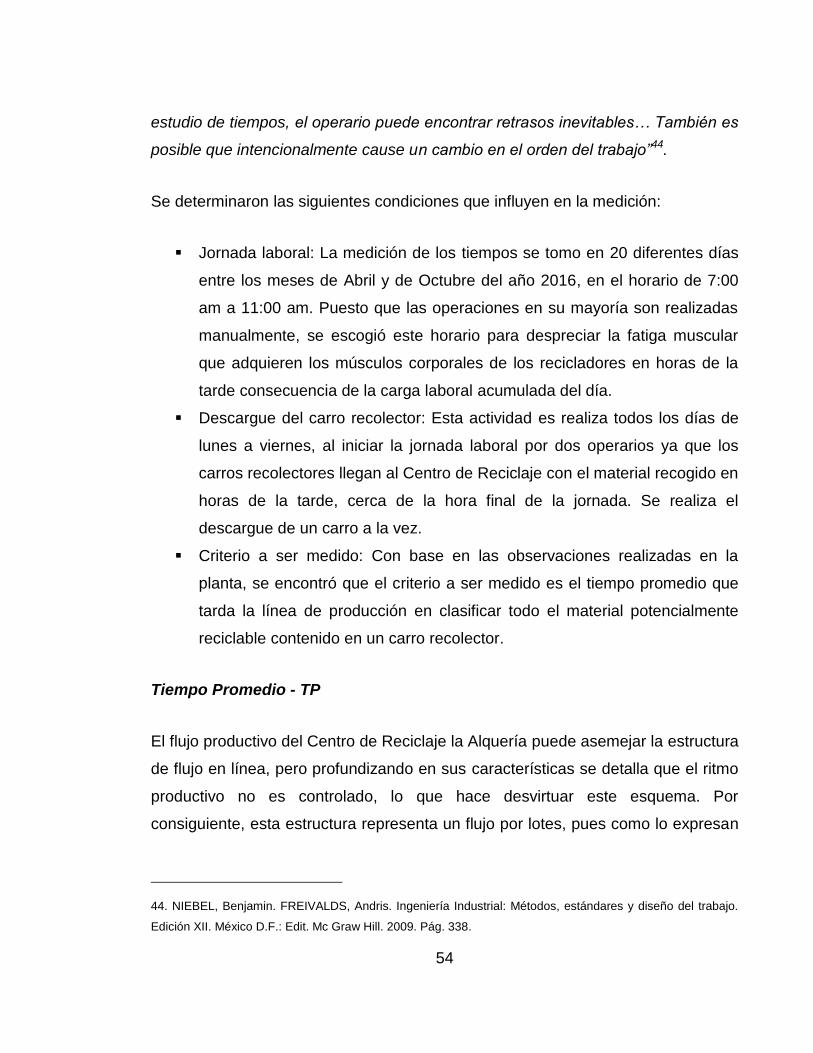
54
estudio de tiempos, el operario puede encontrar retrasos inevitables… También es
posible que intencionalmente cause un cambio en el orden del trabajo”44.
Se determinaron las siguientes condiciones que influyen en la medición:
Jornada laboral: La medición de los tiempos se tomo en 20 diferentes días
entre los meses de Abril y de Octubre del año 2016, en el horario de 7:00
am a 11:00 am. Puesto que las operaciones en su mayoría son realizadas
manualmente, se escogió este horario para despreciar la fatiga muscular
que adquieren los músculos corporales de los recicladores en horas de la
tarde consecuencia de la carga laboral acumulada del día.
Descargue del carro recolector: Esta actividad es realiza todos los días de
lunes a viernes, al iniciar la jornada laboral por dos operarios ya que los
carros recolectores llegan al Centro de Reciclaje con el material recogido en
horas de la tarde, cerca de la hora final de la jornada. Se realiza el
descargue de un carro a la vez.
Criterio a ser medido: Con base en las observaciones realizadas en la
planta, se encontró que el criterio a ser medido es el tiempo promedio que
tarda la línea de producción en clasificar todo el material potencialmente
reciclable contenido en un carro recolector.
Tiempo Promedio - TP
El flujo productivo del Centro de Reciclaje la Alquería puede asemejar la estructura
de flujo en línea, pero profundizando en sus características se detalla que el ritmo
productivo no es controlado, lo que hace desvirtuar este esquema. Por
consiguiente, esta estructura representa un flujo por lotes, pues como lo expresan
44. NIEBEL, Benjamin. FREIVALDS, Andris. Ingeniería Industrial: Métodos, estándares y diseño del trabajo.
Edición XII. México D.F.: Edit. Mc Graw Hill. 2009. Pág. 338.

55
Chase, Aquilano y Jacobs: “Esta estructura suele emplearse cuando una empresa
tiene una línea relativamente estable de productos, cada uno de los cuales se
produce en lotes periódicos… siguiendo el mismo patrón de flujo en la planta”45. El
material aprovechable se presenta por productos de acuerdo a sus distintas
naturalezas y la producción se presenta por lotes periódicos pues solo se procesa
el material proveniente de los dos carros recolectores por día.
Penetrando en el detalle de las operaciones, se encontró que el criterio o unidad
de medida varía con el transcurso del proceso. Al realizarse el descargue del
material potencialmente reciclable contenido en un carro recolector, el criterio de
medida cambia y toma la referencia de los globos hasta cuando termina la etapa
de clasificación. Un carro recolector puede contener material para llenar en
promedio 28 globos; se cuenta con dos operarios para el llenado y transporte de
los globos.
Para la clasificación de los residuos contenidos en un globo se dispone de 4
mesas que trabajan al tiempo; al ser clasificado, el material queda distribuido en 5
canecas donde 2 contienen material de rechazo, 2 contienen cartón (55.4%) y 1
contiene plástico (43%); el tetrabrik presenta una participación del 1.5% del total
de residuos aprovechables descargados46. Los operarios realizan el transporte de
las canecas con el material aprovechable a la zona de compactación y las
canecas con el material de rechazo a la zona de disposición final llevando dos
canecas al tiempo. Al ser compactado el material aprovechable adquiere la forma
de cubo, siendo esta forma el último criterio de medida y formándose a partir de 18
canecas con el mismo material (cartón, tetrabrik o plástico), por tanto, la
45. CHASE, Richard. AQUILANO, Nicholas. JACOBS, Robert. Administración de producción y operaciones:
Manufactura y servicios. Edición VIII. Bogotá: Ed. Mc Graw Hill, 2000. Pág. 97.
46. UAESP “Unidad Administrativa Especial de Servicios Públicos”. Plan de Gestión Integral de Residuos
Sólidos 2016 – 2027. Bogotá: UAESP, 2015. Pág. 628.
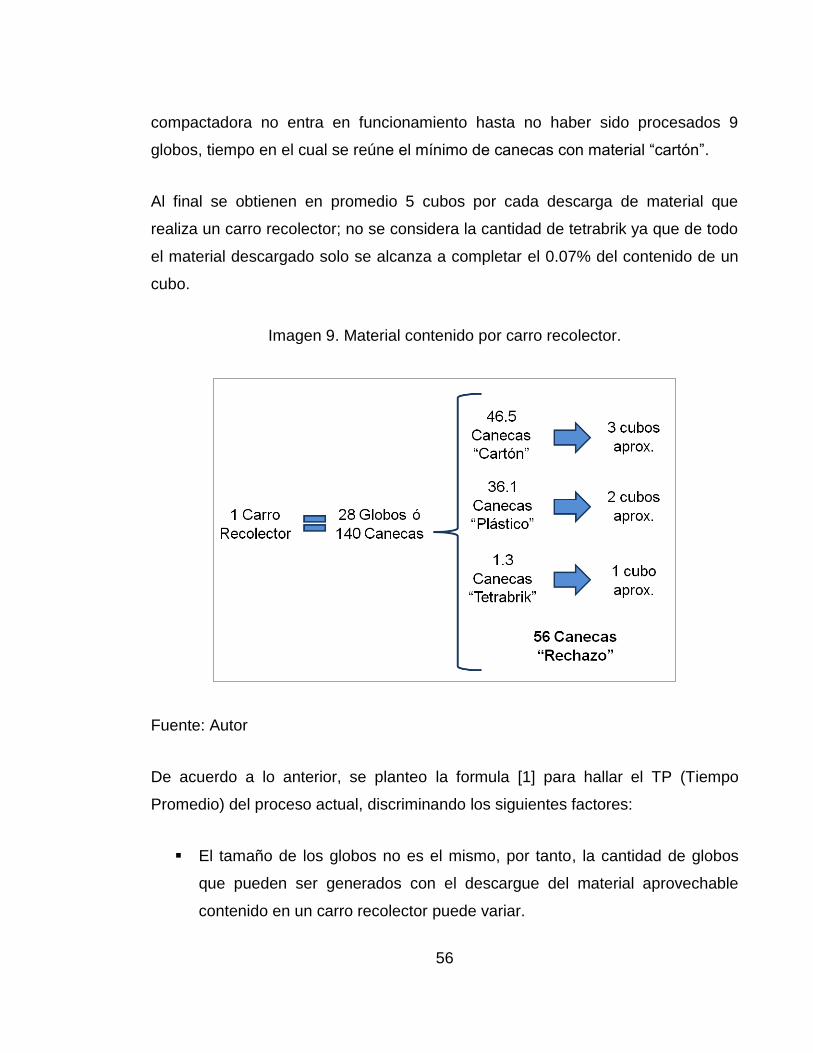
56
compactadora no entra en funcionamiento hasta no haber sido procesados 9
globos, tiempo en el cual se reúne el mínimo de canecas con material “cartón”.
Al final se obtienen en promedio 5 cubos por cada descarga de material que
realiza un carro recolector; no se considera la cantidad de tetrabrik ya que de todo
el material descargado solo se alcanza a completar el 0.07% del contenido de un
cubo.
Imagen 9. Material contenido por carro recolector.
Fuente: Autor
De acuerdo a lo anterior, se planteo la formula [1] para hallar el TP (Tiempo
Promedio) del proceso actual, discriminando los siguientes factores:
El tamaño de los globos no es el mismo, por tanto, la cantidad de globos
que pueden ser generados con el descargue del material aprovechable
contenido en un carro recolector puede variar.
57
Al llenar los globos, se separa el cartón que es muy grande y es llevado
directamente a la zona de compactación.
El tiempo que tardan los operarios en descargar el material contenido en
cada globo está implícito en el tiempo de clasificación.
No se tiene en cuenta el tiempo de embalaje del vidrio y del papel ya que
este se encuentra implícito dentro del tiempo de clasificación del material,
así como el tiempo de transporte de estos al área de almacenamiento ya
que es una actividad que no toma más de 10 segundos.
El tiempo de espera en la compactadora es prolongado, pues es necesario
esperar 18 canecas del mismo material para realizar un cubo.
El tiempo que dura el operario en realizar la disposición final del material
rechazado esta implícito en el tiempo de transporte de estos desde el área
de clasificación hasta el conteiner ya que dicha acción solo toma máximo 5
segundos.
Los operarios que clasifican los residuos en las mesas tienen que
movilizarse hasta el área de compactación para ir a traer las canecas.
TP = Td + 14(Tll + Ttg) + 7Tcl + 42Tta + 28Ttr + 5(Tc + Te + Tpj + Ta) [1]
Fuente: Autor
A continuación se realiza la descripción de las leyendas y las constantes
contenidas en la formula:
Td = Tiempo promedio de descarga
por carro recolector.
Tll = Tiempo promedio de llenado por
globo.
Ttg = Tiempo promedio de transporte
por globo.
Tcl = Tiempo promedio de
clasificación por mesa.
58
Tta = Tiempo promedio de transporte
residuos aprovechables por caneca.
Ttr = Tiempo promedio de transporte
rechazo por caneca.
Tc = Tiempo promedio compactación
por cubo.
Te = Tiempo promedio embalaje por
cubo.
Tpj = Tiempo promedio pesaje por
cubo.
Ta = Tiempo promedio almacenaje
por cubo.
14 = Número de veces que se
transportan los globos/Número de
operarios disponibles.
7 = Cantidad de globos atendidos por
mesa.
42 = Número de veces que se
transportan las canecas con material
aprovechable.
28 = Número de veces que se
transportan las canecas con material
rechazado.
5 = Número de cubos por carro
recolector.
Basados en el número recomendado de ciclos de observación para el estudio de
tiempos47 y en la larga duración que tiene el proceso, se determino que la cantidad
idónea de muestras fueran 5 (ver anexo 3).
Realizado el estudio, se determino el tiempo promedio de cada operación:
47. NIEBEL, Benjamin. op. cit, Pág. 340.

59
Tabla 13. Tiempo promedio por operación.
*Valores dados en minutos.
Fuente: Autor
Reemplazando estos valores en [1] obtenemos el TP que gasta APREAM en
realizar el proceso de clasificación secundaria de todos los residuos sólidos
potencialmente reciclables contenidos en un carro recolector.
TP = 45.7 + 14(8.53 + 0.98) + 7(28.5) + 42(0.95) + 28(2.05) + 5(85.1 + 14 + 1.03 +
0.8)
TP = 45.7 + 133.14 + 199.5 + 39.9 + 57.4 + 504.65
TP = 980.29 minutos ó 16.4 horas.
Tiempo Normal - TN
Basados en el Sistema Westinghouse y en la observación directa realizada en el
Centro de Reciclaje, se califico el desempeño de los operarios durante el proceso
productivo considerando los factores de talento humano hallados previamente;
esta calificación centra la valoración en las siguientes características: habilidad,
esfuerzo, condiciones y consistencia48.
48. Ibíd., Pág. 359.
OPERACIÓN Td Tll Ttg Tcl Tta Ttr Tc Te Tpj Ta
TP 45,67 8,53 0,98 28,48 0,95 2,05 85,05 13,98 1,03 0,80

60
Tabla 14. Clasificación de desempeño.
Fuente: Autor
Determinando C (Calificación del Desempeño) es posible ajustar el TP a través
del estudio del TN (Tiempo normal) [2], pues como lo expresan Meyers y
Stephens: “El tiempo normal se define como la cantidad de tiempo que tomaría
producir una parte a cualquier operario normal que trabaja a un ritmo
confortable”49.
TN = TP x (1 C) [2]
Reemplazando los valores en [2] obtenemos el TN:
TN = 980.29 x (1 - 0.02)
TN = 960.68 minutos ó 16 horas.
49. MEYERS, Fred. STEPHENS, Matthew. Diseño de instalaciones de manufactura y manejo de materiales.
Edición III. México D.F: Edit. Pearson Prentice Hall. 2006. Pág. 78.
FACTORES NOMENCLATURA
Habilidad D 0 Promedio
Esfuerzo E1 -0,04 Aceptable
Condiciones C 0,02 Bueno
Consistencia D 0 Promedio
C -0,02
VALORACIÓN
CALIFICACIÓN DE DESEMPEÑO
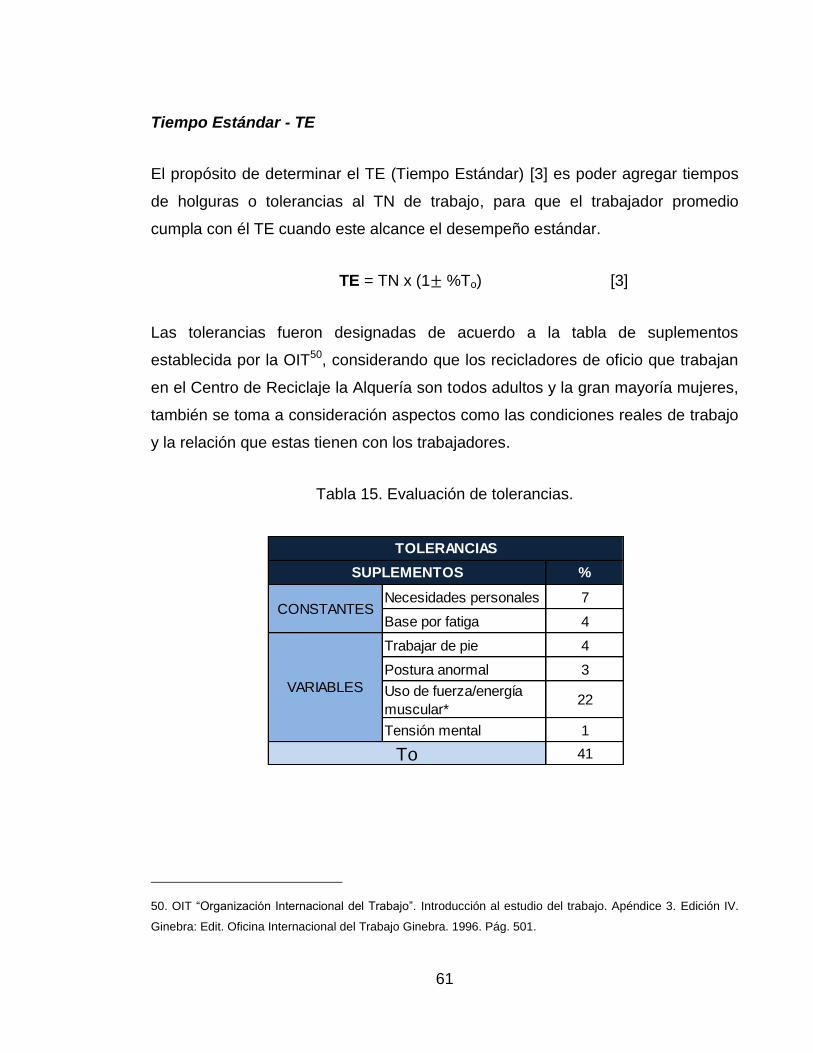
61
Tiempo Estándar - TE
El propósito de determinar el TE (Tiempo Estándar) [3] es poder agregar tiempos
de holguras o tolerancias al TN de trabajo, para que el trabajador promedio
cumpla con él TE cuando este alcance el desempeño estándar.
TE = TN x (1 %To) [3]
Las tolerancias fueron designadas de acuerdo a la tabla de suplementos
establecida por la OIT50, considerando que los recicladores de oficio que trabajan
en el Centro de Reciclaje la Alquería son todos adultos y la gran mayoría mujeres,
también se toma a consideración aspectos como las condiciones reales de trabajo
y la relación que estas tienen con los trabajadores.
Tabla 15. Evaluación de tolerancias.
50. OIT “Organización Internacional del Trabajo”. Introducción al estudio del trabajo. Apéndice 3. Edición IV.
Ginebra: Edit. Oficina Internacional del Trabajo Ginebra. 1996. Pág. 501.
%
Necesidades personales 7
Base por fatiga 4
Trabajar de pie 4
Postura anormal 3
Uso de fuerza/energía
muscular*22
Tensión mental 1
41
TOLERANCIAS
VARIABLES
To
CONSTANTES
SUPLEMENTOS

62
*Se tomo el valor máximo para este suplemento, pues el transporte de los globos
demanda gran fuerza y resistencia considerando que los globos pesan en
promedio 36 kilogramos.
Fuente: Autor
Obteniendo él %To (Porcentaje de Tolerancia), se reemplazaron los valores en [3]
dando como resultado:
TE = 960.68 x (1 + 0.41)
TE = 1354.55 minutos ó 22.57 horas.
7.3.3 Tasas De Producción
Realizado el estudio de tiempos a los operarios de APREAM, se obtuvo que el TP
para la clasificación secundaria de los residuos contenidos en un carro recolector
es de 980.29 minutos, siendo la compactación, la operación de más duración con
85.05 minutos y por tanto, representa el cuello de botella del proceso. Al involucrar
parámetros como la calificación de desempeño y el porcentaje de tolerancia, se
determino que él TE es de 1354.55 minutos, aumentando el tiempo del proceso
en 374.26 minutos. Este incremento es consecuencia de la fatiga que pueden ir
acumulando los operarios, pues el 93% de las operaciones son realizadas de
forma manual, lo que implica que el cuerpo humano deba realizar pausas para su
recuperación.
Capacidad de la planta
Para medir la capacidad real del ritmo productivo actual, es necesario determinar
el %EP (Porcentaje de Eficiencia del Proceso) [4] semanal, realizando un versus
con la capacidad ideal del proceso.
63
%EP = Capacidad Real
Capacidad Ideal x 100 [4]
El Centro de Reciclaje la Alquería dispone semanalmente de 45 horas de trabajo
por semana, provenientes de 5 turnos de 8 horas (lunes a viernes) y un turno de 5
horas (sábados). Si el proceso de clasificación secundaria mantuviera un flujo
constante, sin pausas y con todas las operaciones bajo un mismo ritmo productivo,
los operarios de APREAM tendrían que generar 10 cubos de material
potencialmente reciclable en 8 horas o lo que es igual a procesar en un día el
material descargado por los dos carros recolectores, generando un ideal de
producción de 4 horas/turno para procesar el material proveniente de un carro
recolector.
Lo anterior se plantea con respecto a las características del proceso, ya que este
se encuentra determinado por la tasa de entrada o la cantidad de residuos
recolectados semanalmente por los dos carros recolectores. Los carros
recolectores operan de lunes a viernes, descargando conjuntamente 2 toneladas
de material potencialmente reciclable por día.
A través del TE podemos determinar que por cada descarga de material que
realizan los dos carros recolectores al día, los operarios de APREAM necesitan de
45.14 horas de trabajo para su proceso, requiriendo 5.642 veces más tiempo que
el ideal. Por consiguiente, la CP (Capacidad Productiva Actual) [5] por semana es
deducible dividiendo el número de horas disponibles de trabajo a la semana sobre
las horas reales empleadas para procesar una tonelada.
CP = 45 horas semana
22.57 horas tonelada [5]
CP = 1.99 toneladas por semana
Reemplazando los valores obtenidos en [4] podemos obtener el %EP:
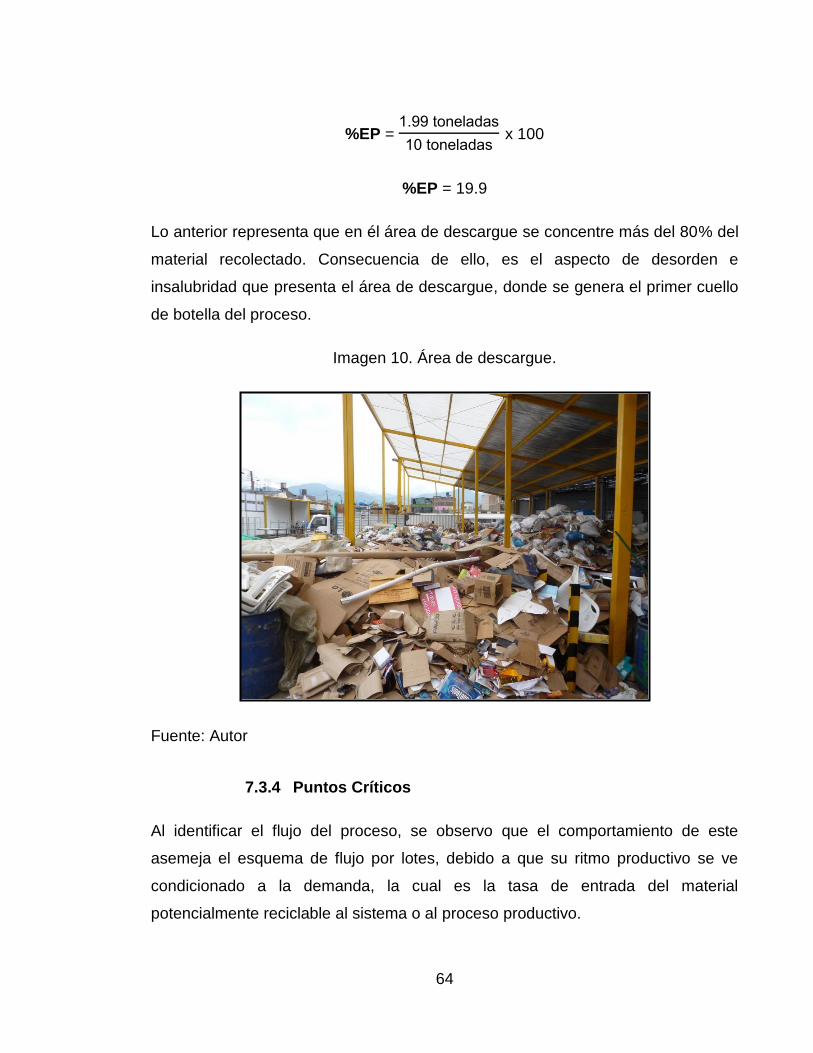
64
%EP = 1.99 toneladas
10 toneladas x 100
%EP = 19.9
Lo anterior representa que en él área de descargue se concentre más del 80% del
material recolectado. Consecuencia de ello, es el aspecto de desorden e
insalubridad que presenta el área de descargue, donde se genera el primer cuello
de botella del proceso.
Imagen 10. Área de descargue.
Fuente: Autor
7.3.4 Puntos Críticos
Al identificar el flujo del proceso, se observo que el comportamiento de este
asemeja el esquema de flujo por lotes, debido a que su ritmo productivo se ve
condicionado a la demanda, la cual es la tasa de entrada del material
potencialmente reciclable al sistema o al proceso productivo.
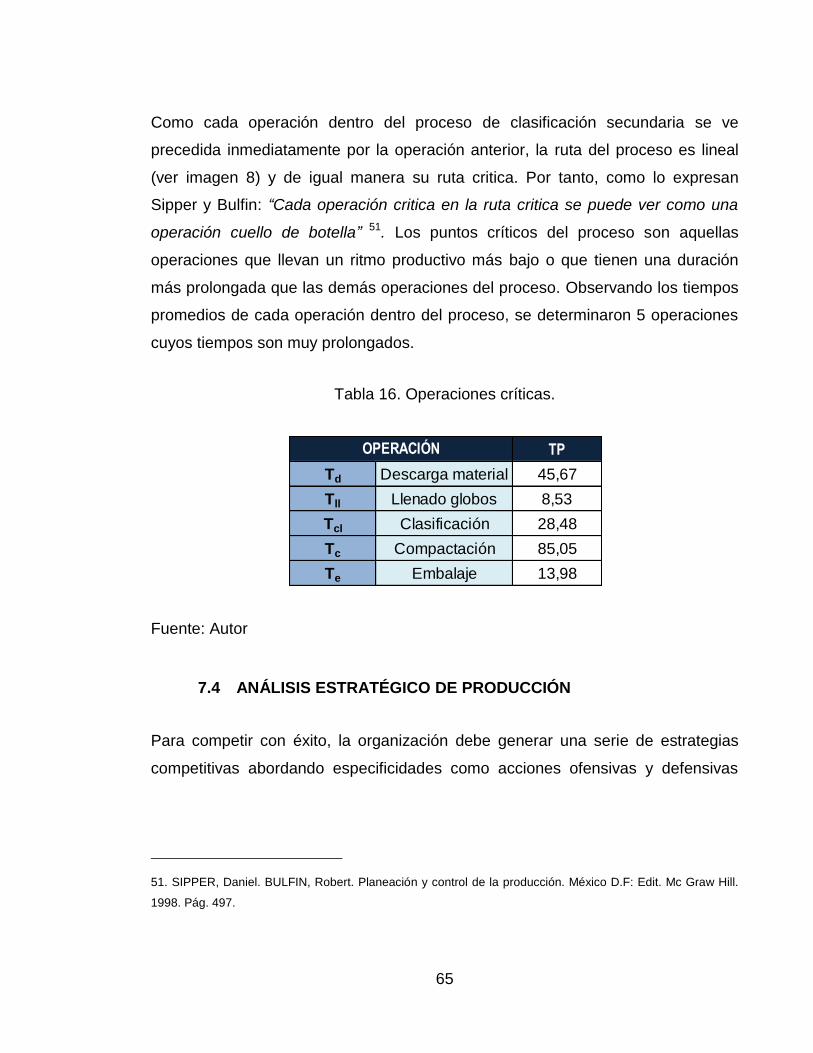
65
Como cada operación dentro del proceso de clasificación secundaria se ve
precedida inmediatamente por la operación anterior, la ruta del proceso es lineal
(ver imagen 8) y de igual manera su ruta critica. Por tanto, como lo expresan
Sipper y Bulfin: “Cada operación critica en la ruta critica se puede ver como una
operación cuello de botella” 51. Los puntos críticos del proceso son aquellas
operaciones que llevan un ritmo productivo más bajo o que tienen una duración
más prolongada que las demás operaciones del proceso. Observando los tiempos
promedios de cada operación dentro del proceso, se determinaron 5 operaciones
cuyos tiempos son muy prolongados.
Tabla 16. Operaciones críticas.
Fuente: Autor
7.4 ANÁLISIS ESTRATÉGICO DE PRODUCCIÓN
Para competir con éxito, la organización debe generar una serie de estrategias
competitivas abordando especificidades como acciones ofensivas y defensivas
51. SIPPER, Daniel. BULFIN, Robert. Planeación y control de la producción. México D.F: Edit. Mc Graw Hill.
1998. Pág. 497.
TP
Td Descarga material 45,67
Tll Llenado globos 8,53
Tcl Clasificación 28,48
Tc Compactación 85,05
Te Embalaje 13,98
OPERACIÓN

66
para contrarrestar a los rivales y poder complacer a los clientes, logrando
fortalecer su posición en el mercado.
7.4.1 Evaluación De Factores
Para la formulación de las estrategias competitivas, es menester identificar el nivel
de incidencia de los factores externos e internos. Dicha identificación se realiza
por medio de la herramienta analítica DOFA (Debilidades, Oportunidades,
Fortalezas y Amenazas), la cual determina la posición de cada factor de acuerdo
al promedio obtenido en la evaluación; dichas posiciones pueden determinar que
las estrategias impliquen acciones de Ataque, Refuerzo o Mejora.
Imagen 11. Plano DOFA.
Fuente: Autor
Las acciones estratégicas de Ataque hacen referencia al diseño de estrategias
agresivas que combinan las fortalezas y oportunidades, con el propósito de
obtener efectos en la rentabilidad sobre la inversión de manera inmediata,
1,0
2,0
3,0
4,0
1,02,03,04,0
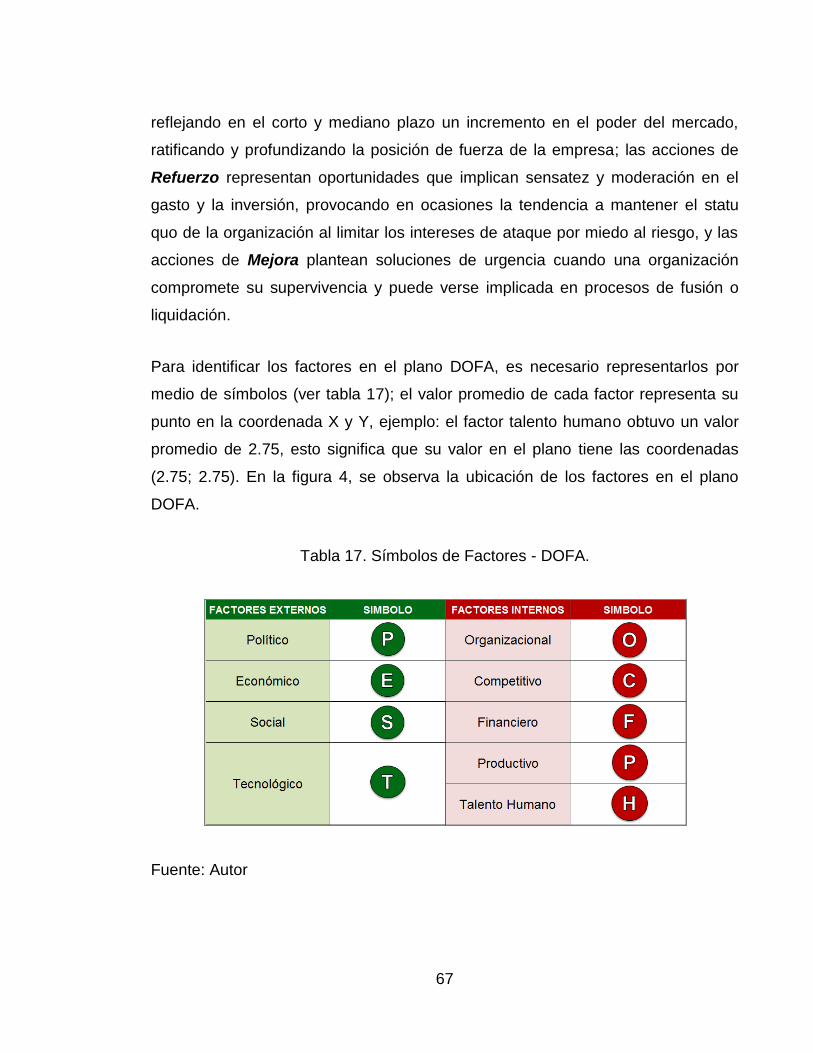
67
reflejando en el corto y mediano plazo un incremento en el poder del mercado,
ratificando y profundizando la posición de fuerza de la empresa; las acciones de
Refuerzo representan oportunidades que implican sensatez y moderación en el
gasto y la inversión, provocando en ocasiones la tendencia a mantener el statu
quo de la organización al limitar los intereses de ataque por miedo al riesgo, y las
acciones de Mejora plantean soluciones de urgencia cuando una organización
compromete su supervivencia y puede verse implicada en procesos de fusión o
liquidación.
Para identificar los factores en el plano DOFA, es necesario representarlos por
medio de símbolos (ver tabla 17); el valor promedio de cada factor representa su
punto en la coordenada X y Y, ejemplo: el factor talento humano obtuvo un valor
promedio de 2.75, esto significa que su valor en el plano tiene las coordenadas
(2.75; 2.75). En la figura 4, se observa la ubicación de los factores en el plano
DOFA.
Tabla 17. Símbolos de Factores - DOFA.
Fuente: Autor

68
Imagen 12. Factores en plano DOFA.
Fuente: Autor
El plano DOFA evidencia que los factores Productivo, Competitivo y
Organizacional presentan un estado crítico, siendo el primero el de mayor
gravedad. Estos factores al ser internos, inciden directamente en el
comportamiento, la productividad, la rentabilidad y la capacidad de respuesta de
APREAM y del Centro de Reciclaje frente a los cambios que demanda el mercado
del reciclaje.
Es de resaltar que el 55% de los factores se encuentran en la zona media o zona
de acciones de Refuerzo. Fortalezas como la habilidad de la organización
APREAM para seguir operando a pesar del bajo rendimiento productivo, y
estímulos externos como las nuevas oportunidades tecnológicas, sociales,
normativas y económicas que ha promovido el Gobierno Distrital y Nacional,
hacen que el panorama competitivo presente mayores oportunidades de
69
crecimiento empresarial para las ORHA´s y de crecimiento productivo –
tecnológico para el Centro de Reciclaje la Alquería.
7.4.2 Formulación Estratégica
Con respecto a los resultados obtenidos en el plano DOFA, la formulación de las
estrategias se debe enmarcar según la incidencia de los factores, procurando la
solución de los aspectos incidentes en la inadecuada gestión productiva del
Centro de Reciclaje la Alquería. Para ello, es indispensable enfatizar que el fin
común es generar el crecimiento de negocio entre APREAM y el Centro de
Reciclaje.
Al identificar que el factor Productivo es el más crítico, se evidencia no solo las
falencias del proceso realizado por APREAM, también se refleja la ineficiente
gestión que cumple el Centro de Reciclaje la Alquería para el aprovechamiento de
los residuos sólidos potencialmente reciclables de la ciudad. Por tal motivo, se
conciben dos estrategias competitivas que responden a dos objetivos
organizacionales, pues como lo menciona Drucker: “es arriesgado administrar
organizaciones enfocadas solamente en un único objetivo”52. Según esto, dichas
estrategias se encaminan como solución al proceso de clasificación secundaria
actual y como respuesta al rol productivo, social y ambiental que debe cumplir el
Centro de Reciclaje la Alquería frente al panorama del reciclaje.
Estrategias competitivas
Para dar solución a las falencias productivas que se presentan en el proceso de
clasificación secundaria sin poner en riesgo la supervivencia de la organización
APREAM, es preciso aumentar la capacidad productiva de la planta en el corto
52. DRUCKER, Peter. The practice of management. New York. Harper & Row. 1992. Pág. 65.
70
plazo como solución de bajo costo y de fácil implementación. Determinando esta
necesidad, Certo y Peter proponen utilizar una Estrategia de Estabilidad, pues
“la organización que adopta esta estrategia se concentra en su línea o líneas de
negocio e intenta mantenerlas”53.
Desde su creación, el Centro de Reciclaje la Alquería ha tenido la responsabilidad
de ser el eje guía que promueva la masificación del aprovechamiento de los
residuos sólidos potencialmente reciclables en la ciudad, bajo procesos que
incentiven la cultura del reciclaje y que garanticen la reincorporación de este tipo
de materiales a la vida útil industrial. La inadecuada operación de la planta a
través de los años y la evolución del mercado han generado que dicho objetivo no
se cumpla. A partir de esto, se opta por implementar una Estrategia de
Diferenciación como solución a mediano plazo, pues como lo expresan
Thompson, Gamble, Peteraf y Strickland, dicha estrategia “pretende diferenciar el
producto de la empresa del de los rivales con atributos que atraigan un espectro
amplio de compradores”54.
La diferenciación estará direccionada al proceso y por ende, se podrán obtener y
ofrecer nuevos productos exclusivos al mercado derivados de dicha
transformación; Certo y Peter opinan que el punto clave para la diferenciación es
“obtener una ventaja que sea rápidamente percibida por el consumidor… pues su
viabilidad permite obtener ingresos superiores a la media del sector, porque crea
posiciones fácilmente defendibles para competir con las 5 fuerzas competitivas”55
53. CERTO, Samuel. op. cit, Pág. 79.
54. THOMPSON, Arthur. GAMBLE, John. PETERAF, Margaret. STRICKLAND, Joseph. Administración
estratégica: Teoría y casos. Edición XVIII. México D.F: Edit. Mc Graw Hill. 2012. Pág. 132.
55. CERTO, Samuel. op. cit, Pág. 93.

71
7.4.3 Acciones Estratégicas
La concepción de las acciones estratégicas debe decretar una serie de actividades
que contribuyan a la solución de las necesidades identificadas en los puntos
críticos del proceso de clasificación secundaria y en los factores críticos que
inciden en la baja competitividad productiva del Centro de Reciclaje. El conjunto
de acciones estratégicas bien sucedidas permite desarrollar operacionalmente la
estrategia competitiva que conduce al éxito del objetivo organizacional planificado.
Si bien se plantean dos estrategias organizacionales proyectadas a distintos
intervalos de tiempo y con diferentes enfoques estratégicos, la correcta ejecución
y éxito de la primera permite cimentar las bases económicas para el desarrollo de
la estrategia a mediano plazo.
En la tabla 18 se observa la definición de los objetivos organizacionales,
estrategias competitivas y acciones estratégicas que componen la estructura
estratégica que se plantea con el fin de alcanzar el éxito productivo y competitivo
del Centro de Reciclaje la Alquería.
Con estas acciones estratégicas se procura aumentar la capacidad productiva del
Centro de Reciclaje la Alquería, pues al mejorar el proceso actual de clasificación
secundaria es posible aumentar la competitividad de esta planta frente a la
competencia del mercado.
La tecnificación progresiva del proceso incentiva el fortalecimiento de las
capacidades y habilidades técnicas de los recicladores de oficio, pues proyecta el
crecimiento y desarrollo profesional de esta población como empresarios. Dicho
crecimiento está sujeto a las oportunidades y alianzas brindadas por actores
externos.
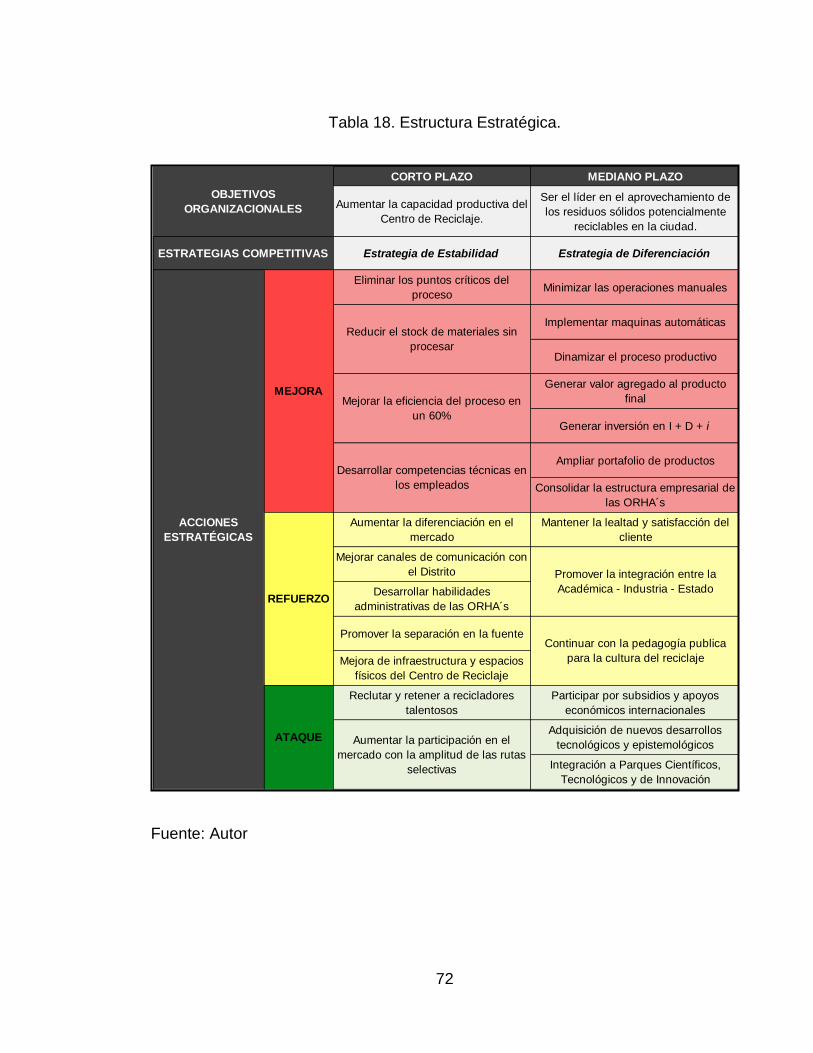
72
Tabla 18. Estructura Estratégica.
Fuente: Autor
CORTO PLAZO MEDIANO PLAZO
Aumentar la capacidad productiva del
Centro de Reciclaje.
Ser el líder en el aprovechamiento de
los residuos sólidos potencialmente
reciclables en la ciudad.
Estrategia de Estabilidad Estrategia de Diferenciación
Eliminar los puntos críticos del
procesoMinimizar las operaciones manuales
Implementar maquinas automáticas
Dinamizar el proceso productivo
Generar valor agregado al producto
final
Generar inversión en I + D + i
Ampliar portafolio de productos
Consolidar la estructura empresarial de
las ORHA´s
Aumentar la diferenciación en el
mercado
Mantener la lealtad y satisfacción del
cliente
Mejorar canales de comunicación con
el Distrito
Desarrollar habilidades
administrativas de las ORHA´s
Promover la separación en la fuente
Mejora de infraestructura y espacios
físicos del Centro de Reciclaje
Reclutar y retener a recicladores
talentosos
Participar por subsidios y apoyos
económicos internacionales
Adquisición de nuevos desarrollos
tecnológicos y epistemológicos
Integración a Parques Científicos,
Tecnológicos y de Innovación
Reducir el stock de materiales sin
procesar
OBJETIVOS
ORGANIZACIONALES
Aumentar la participación en el
mercado con la amplitud de las rutas
selectivas
Continuar con la pedagogía publica
para la cultura del reciclaje
Promover la integración entre la
Académica - Industria - Estado
Desarrollar competencias técnicas en
los empleados
Mejorar la eficiencia del proceso en
un 60%
ESTRATEGIAS COMPETITIVAS
ACCIONES
ESTRATÉGICAS
MEJORA
REFUERZO
ATAQUE
73
7.5 DETERMINACIÓN DE LA CAPACIDAD DE PRODUCCIÓN DE LA
ESTRATEGIA
Como el modelo productivo actual no implica variaciones en los productos, se
define esta línea de producción como una Línea de Modelo Único, pues según lo
expresa Groover: “las tareas que se realizan en cada estación son iguales sobre
todas las unidades de producto”56.
Para asegurar que la Estrategia de Estabilidad planteada anteriormente sea
satisfactoria, es menester comprender las actividades críticas y sus flujos para
poder equilibrar el proceso de clasificación secundaria balanceando la línea
productiva, reduciendo el stock de residuos sin procesar y organizando las áreas
de operación, con el fin de suplir la demanda actual promedio de 2 toneladas/día.
7.5.1 Balanceo Línea De Producción
De acuerdo al ideal de producción planteado de 4 horas/turno para procesar el
material proveniente de un carro recolector y contrastado con las 22.57 horas
requeridas según los resultados del TE para procesar esta misma cantidad, se
evidencia que el proceso excede su tiempo ideal 6 veces. Por consiguiente, para
balancear la línea de producción es necesario minimizar el tiempo de los puntos
críticos la cantidad de veces estipulada, pues según afirma Krajewski, Ritzman y
Malhotra: “el balanceo de línea difiere en cómo abordar los cuellos de botella”57.
56. GROOVER, Mikell. Fundamentos de manufactura moderna. Edición III. México: Ed. Mc Graw Hill, 2007.
Pág. 923.
57. KRAJEWSKI, Lee. RITZMAN, Larry. MALHOTRA, Manoj. Administración de operaciones: Procesos y
cadena de valor. Edición VIII. México D.F: Edit. Pearson. 2008. Pág. 328.
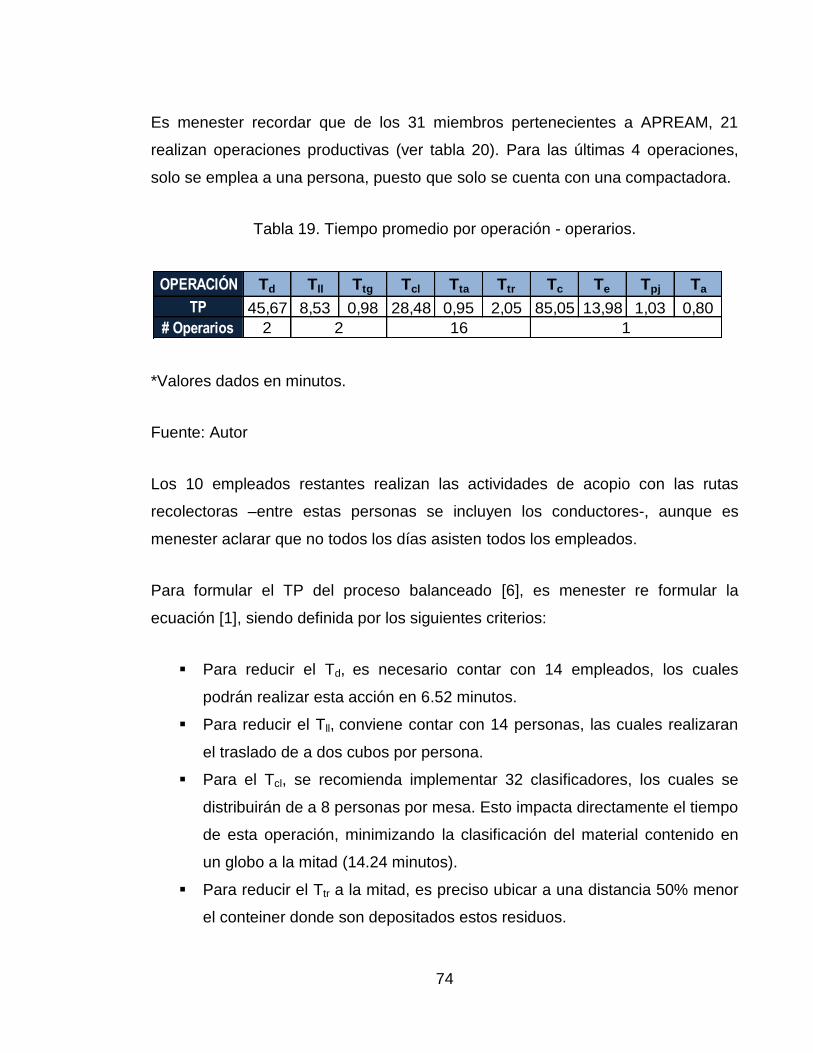
74
Es menester recordar que de los 31 miembros pertenecientes a APREAM, 21
realizan operaciones productivas (ver tabla 20). Para las últimas 4 operaciones,
solo se emplea a una persona, puesto que solo se cuenta con una compactadora.
Tabla 19. Tiempo promedio por operación - operarios.
*Valores dados en minutos.
Fuente: Autor
Los 10 empleados restantes realizan las actividades de acopio con las rutas
recolectoras –entre estas personas se incluyen los conductores-, aunque es
menester aclarar que no todos los días asisten todos los empleados.
Para formular el TP del proceso balanceado [6], es menester re formular la
ecuación [1], siendo definida por los siguientes criterios:
Para reducir el Td, es necesario contar con 14 empleados, los cuales
podrán realizar esta acción en 6.52 minutos.
Para reducir el Tll, conviene contar con 14 personas, las cuales realizaran
el traslado de a dos cubos por persona.
Para el Tcl, se recomienda implementar 32 clasificadores, los cuales se
distribuirán de a 8 personas por mesa. Esto impacta directamente el tiempo
de esta operación, minimizando la clasificación del material contenido en
un globo a la mitad (14.24 minutos).
Para reducir el Ttr a la mitad, es preciso ubicar a una distancia 50% menor
el conteiner donde son depositados estos residuos.
OPERACIÓN Td Tll Ttg Tcl Tta Ttr Tc Te Tpj Ta
TP 45,67 8,53 0,98 28,48 0,95 2,05 85,05 13,98 1,03 0,80
# Operarios 2 1162
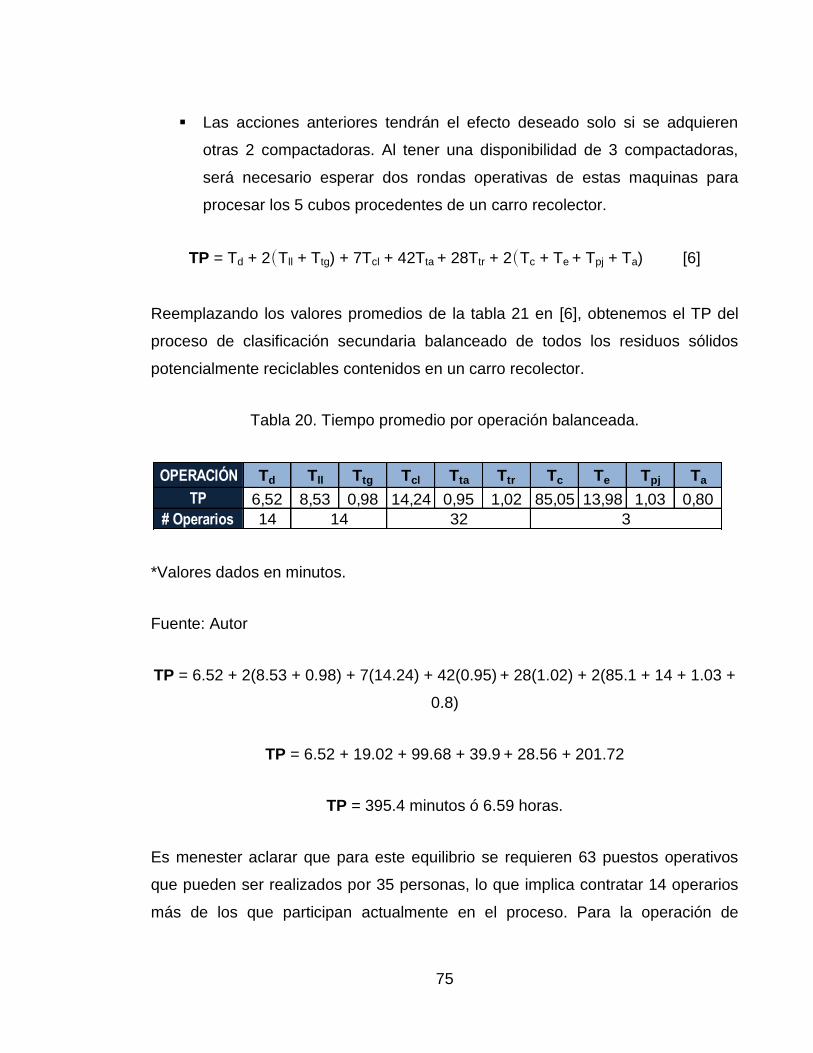
75
Las acciones anteriores tendrán el efecto deseado solo si se adquieren
otras 2 compactadoras. Al tener una disponibilidad de 3 compactadoras,
será necesario esperar dos rondas operativas de estas maquinas para
procesar los 5 cubos procedentes de un carro recolector.
TP = Td + 2(Tll + Ttg) + 7Tcl + 42Tta + 28Ttr + 2(Tc + Te + Tpj + Ta) [6]
Reemplazando los valores promedios de la tabla 21 en [6], obtenemos el TP del
proceso de clasificación secundaria balanceado de todos los residuos sólidos
potencialmente reciclables contenidos en un carro recolector.
Tabla 20. Tiempo promedio por operación balanceada.
*Valores dados en minutos.
Fuente: Autor
TP = 6.52 + 2(8.53 + 0.98) + 7(14.24) + 42(0.95) + 28(1.02) + 2(85.1 + 14 + 1.03 +
0.8)
TP = 6.52 + 19.02 + 99.68 + 39.9 + 28.56 + 201.72
TP = 395.4 minutos ó 6.59 horas.
Es menester aclarar que para este equilibrio se requieren 63 puestos operativos
que pueden ser realizados por 35 personas, lo que implica contratar 14 operarios
más de los que participan actualmente en el proceso. Para la operación de
OPERACIÓN Td Tll Ttg Tcl Tta Ttr Tc Te Tpj Ta
TP 6,52 8,53 0,98 14,24 0,95 1,02 85,05 13,98 1,03 0,80
# Operarios 14 14 32 3
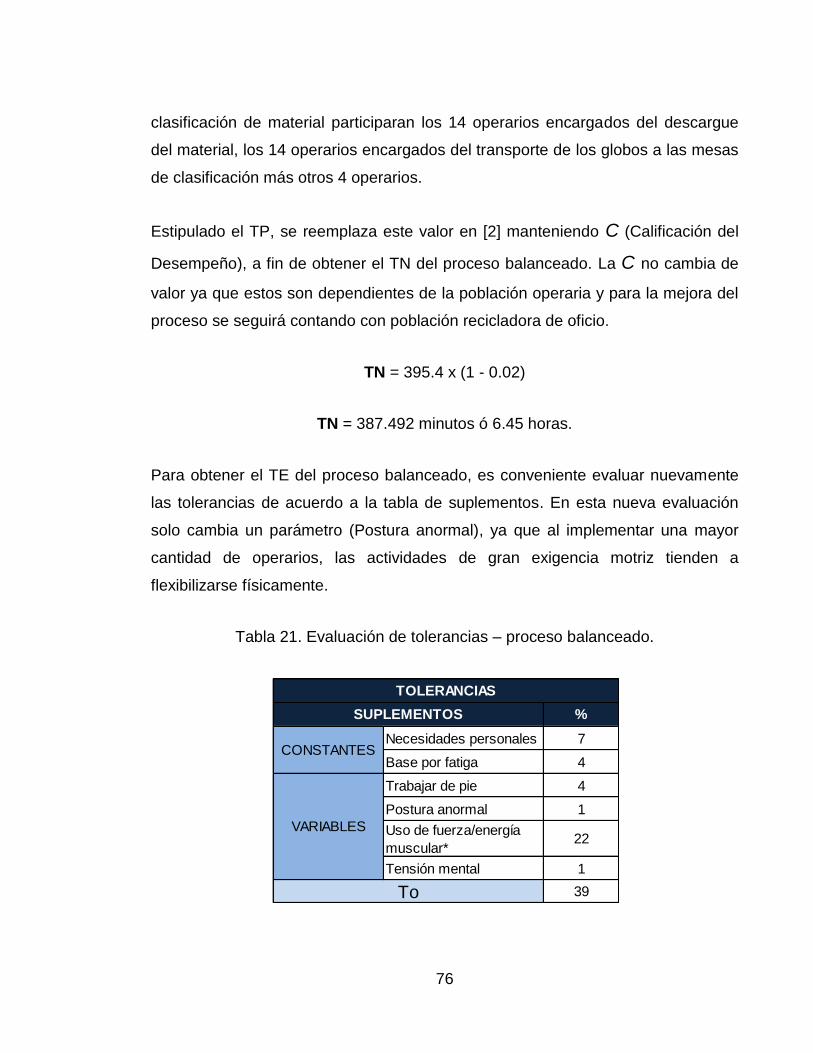
76
clasificación de material participaran los 14 operarios encargados del descargue
del material, los 14 operarios encargados del transporte de los globos a las mesas
de clasificación más otros 4 operarios.
Estipulado el TP, se reemplaza este valor en [2] manteniendo C (Calificación del
Desempeño), a fin de obtener el TN del proceso balanceado. La C no cambia de
valor ya que estos son dependientes de la población operaria y para la mejora del
proceso se seguirá contando con población recicladora de oficio.
TN = 395.4 x (1 - 0.02)
TN = 387.492 minutos ó 6.45 horas.
Para obtener el TE del proceso balanceado, es conveniente evaluar nuevamente
las tolerancias de acuerdo a la tabla de suplementos. En esta nueva evaluación
solo cambia un parámetro (Postura anormal), ya que al implementar una mayor
cantidad de operarios, las actividades de gran exigencia motriz tienden a
flexibilizarse físicamente.
Tabla 21. Evaluación de tolerancias – proceso balanceado.
%
Necesidades personales 7
Base por fatiga 4
Trabajar de pie 4
Postura anormal 1
Uso de fuerza/energía
muscular*22
Tensión mental 1
39
TOLERANCIAS
SUPLEMENTOS
CONSTANTES
VARIABLES
To
77
*Se tomo el valor máximo para este suplemento, pues el transporte de los globos
demanda gran fuerza y resistencia considerando que los globos pesan en
promedio 36 kilogramos.
Fuente: Autor
Reemplazando el valor del TN y de la nueva tolerancia en [3], podemos obtener el
TE para el proceso balanceado.
TE = 387.492 x (1 + 0.39)
TE = 538.61 minutos ó 8.97 horas.
7.5.2 Análisis De Capacidad
A través del TE determinado luego del balanceo, por cada descarga de material
que realizan los dos carros recolectores al día, los operarios de APREAM
necesitan de 17.94 horas de trabajo para su proceso, requiriendo 2.2 veces más
tiempo que el ideal. Por consiguiente, la CP (Capacidad Productiva Actual) [5] por
semana es:
CP = 45 horas semana
.97 horas tonelada [5]
CP = 5.01 toneladas por semana
Reemplazando los valores obtenidos en [4] podemos obtener el %EP:
%EP = 5.01 toneladas
10 toneladas x 100
%EP = 50.1
78
Si bien, dentro de la estrategia de nivelación se propone mejorar el %EP al 60%,
dentro del equilibrio productivo planteado solo se logra aumentar dicha eficiencia
al 50%. Lo anterior es debido a que el Tc no se reduce, pues al implementar otras
dos compactadoras, se asume que estas tienen la misma duración productiva para
compactar el material necesario para realizar un cubo. Por tanto, bajo este
planteamiento solo se reduce el número de ciclos que hay que esperar para que
estén nuevamente disponibles las compactadoras mas no se reduce el tiempo de
operación de las mismas.
7.5.3 Displant
Teniendo en cuenta que para la correcta operación del balance anterior, la nueva
distribución en planta debe considerando factores como: el número de personas,
el número de compactadoras, la ubicación del conteiner para la disposición de los
residuos considerados rechazos, el área de transito de los operarios, además de
aprovechar de mejor forma el espacio liberado en el área de descargue como
consecuencia del aumento eficiente del proceso. Lo anterior se expresa ya que el
aumentar la eficiencia al 50%, indica que la bahía de descargue en promedio
estará ocupada un poco más de la mitad.
Tras diagnosticar que la estructura del proceso asemeja un flujo por lotes y en
concordancia con la Línea de Modelo Único, no se modificara dicha conducta,
pues como lo expresa Krajewski, Ritzman y Malhotra: “la distribución física tiene
muchas implicaciones prácticas y estratégicas. Modificar la distribución puede
afectar a la organización y la forma como satisface sus prioridades competitivas”58.
Dicho esto, se proyecta la nueva distribución en planta sustentando la Estrategia
de Estabilidad (ver anexo 4), sujetada al cumplimiento de las acciones
58. Ibíd., Pág. 313.
79
estratégicas de mejora. Allí es posible evidenciar que el flujo de material tiene un
recorrido más corto, directo e integral, enfatizando en la economía de movimientos
al ser liberada área importante de la zona de descargue. La posibilidad de ubicar
el conteiner junto a esta zona es óptima ya que el espacio cuenta con excelente
ventilación y es de fácil acceso para el carro recolector de los residuos de rechazo,
además brinda la posibilidad de separar el recorrido del transporte del material
aprovechable y el de rechazo.
7.6 PLAN DE INCLUSIÓN TECNOLÓGICA
La bodega actual donde opera el Centro de Reciclaje la Alquería cuenta con un
área total de 3545 m2, de las cuales 998 m2 están destinados para el proceso de
aprovechamiento59. A partir de ello y según el artículo 199 del Decreto 364 de
2013, la clasificación de esta bodega es Tipo 2 (Bodega de Mediana Área)60, por
tanto, aquí solo se pueden realizar actividades de separación, clasificación,
embalaje, almacenamiento, pre transformación y/o comercialización, ya que su
zona de actividades está clasificada como de economía intensa.
Según esto, en la ubicación actual del Centro de Reciclaje la Alquería no es
posible implementar tecnología automatizada para la transformación de los
residuos recuperados, pero si es posible realizar esta implementación para
optimizar el proceso actual. Krajewski, Ritzman y Malhotra nos mencionan que “los
procesos que se seleccionan para la reingeniería deben ser procesos centrales”61,
pero como quedo demostrado anteriormente, este proceso asemeja la figura de
59. Estas medidas fueron brindadas por la UAESP a través de un plano del Centro de Reciclaje en formato
DWG y fueron verificadas satelitalmente en google.maps.
60. UAESP “Unidad Administrativa Especial de Servicios Públicos”. Plan de Gestión Integral de Residuos
Sólidos 2016 – 2027. Bogotá: UAESP, 2015. Pág. 292.
61. KRAJEWSKI. op. cit, Pág. 141.

80
Línea de Modelo Único, por tanto es continuo, no hay variaciones en él y todas
sus operaciones son centrales.
Por consiguiente, para este espacio productivo es menester priorizar en la
búsqueda de los siguientes requerimientos a fin de cumplir con la Estrategia de
Diferenciación:
Optimizar el transporte de los residuos desde la bahía de descargue hacia
la operación de clasificación por medio de bandas transportadoras
automatizadas o de impulso mecánico siempre y cuando sea posible
programar la velocidad de la cinta transportadora.
Reconvertir la operación de clasificación: al implementar bandas
transportadoras programables, es posible ubicar a los recicladores sobre
los costados de estas para que realicen la operación de clasificación
mientras los residuos están en movimiento.
Fraccionar la longitud la banda transportadora a fin de optimizar la
clasificación de los residuos: la primera sección –al inicio del proceso- es
para el retiro de los residuos plásticos aprovechables, para ello es menester
contar con un sistema de identificación y caracterización polimérica con el
propósito de optimizar la clasificación de los residuos según su naturaleza;
en la segunda sección se realizara la extracción de los residuos celulosos y
tetrabrik; en la tercera sección se realizara la extracción del vidrio y del
metal; el final de la banda será para la disposición de los residuos
considerados rechazo.
Optimizar los espacios de almacenamiento a través de la implementación
de dos trituradoras: una para el vidrio recuperado y otra para los plásticos.
Al triturarse estos residuos aprovechables, se minimiza la carga operativa
de la compactadora, al tiempo que volumétricamente se libera espacio de
almacenamiento.
81
Reconvertir tecnológicamente la compactadora, pues a pesar de reducirse
la carga operativa con la trituración del plástico, el cartón es el residuo
aprovechable de mayor presencia. A partir de esto es imperioso reducir los
tiempos por ciclo.
El sistema de identificación y caracterización polimérica radica en la ubicación de
sensores ópticos sobre las bandas transportadoras, los cuales permitirán ubicar el
residuo sobre la cinta transportadora, además de caracterizar su naturaleza. Los
resultados de esta clasificación aparecerán en unas interfaces graficas ubicadas
junto a las bandas, las cuales le permitirán a los recicladores realizar una correcta
clasificación. Con la banda transportadora se eliminan los sobreesfuerzos que
realizan los operarios que actualmente transportan los globos con residuos. Al
diseminar los grupos de trabajos ubicados en cada mesa de clasificación a lo largo
de una banda transportadora es posible brindarle al reciclador un panorama más
amplio sobre los residuos al tiempo que se dinamizan sus movimientos.
Implementar este modelo permitirá eliminar el stock de residuos sin clasificar, por
tanto este proceso será continuo y dinámico. Esto requiere que cada reciclador
tenga una operación determinada, así, los recicladores que clasifican serán
diferentes de los recicladores que transportan los residuos de rechazo hacia el
conteiner y de los que transportan los residuos aprovechables hacia el área de
trituración, compactación o almacenaje directo. El automatizar las operaciones
críticas implica optimizar el tiempo del proceso, reducir las operaciones manuales,
suprimir las actividades con sobreesfuerzo y dinamizar el proceso. Pre transformar
los residuos aprovechables es un valor agregado interpretándose como una nueva
presentación frente al cliente y un proceso menos para el cliente, al tiempo que se
le entrega mayor cantidad de residuos aprovechables recuperados al optimizarse
el proceso.
82
Es menester resaltar que las escamas de plástico producto de la trituración de
este material aprovechable no están desinfectadas, pues en el Centro de Reciclaje
no es conveniente tener un sistema de tratamiento de aguas residuales debido al
espacio físico. Este impacto se puede contrarrestar con una eficiente política de
separación en la fuente, donde los residuos aprovechables sean entregados en
buenas condiciones higiénicas.
83
8 CONCLUSIONES Y RECOMENDACIONES
Si bien, la implementación de las pedagogías públicas para promover el hábito del
reciclaje fue aceptada por la población capitalina en los sectores donde se han
realizado campañas como el programa Basura Cero, a largo plazo estas no han
tenido la profundidad esperada, evidenciándose en la continua y constante
disposición de residuos sólidos en el RSDJ. Como respuesta, las ORHA´s se
proyectan como el ente mediador y educador en respuesta a esta necesidad y
para ello, es menester dar prioridad y continuidad a la filosofía Basura Cero, como
punto de inicio para la culturización que necesita la ciudad respecto del reciclaje,
pues no basta con obtener sistemas tecnológicos para el tratamiento de los
residuos si la sociedad no se enfatiza en el consumo sostenible y responsable de
los productos.
Respecto al proceso productivo actual, se detectó que dentro del marco normativo
es vinculante al favorecer a la población recicladora de oficio, también se halló que
este es inhumano, pues las condiciones operativas actuales presentan un gran
impacto negativo en la parte físico corporal de los recicladores al tener que realizar
labores con sobreesfuerzo y manuales, siendo todas estas muy reiterativas.
Además, las condiciones sanitarias no son óptimas, pues los residuos en stock
permiten la proliferación de vectores y malos olores. A estos, es menester sumar
que los recicladores no tienes el habito de implementar los elementos de
protección personal.
Al crearse el Centro de Reciclaje la Alquería, se determinó que la capacidad
operativa para recuperar y aprovechar residuos sólidos urbanos era de 300
toneladas/día, según el Convenio Interadministrativo N° 149 de 2006. Pero el
histórico de datos demuestra que nunca se ha podido atender más de 10
toneladas/día. Esta cifra solo fue alcanzada por primera vez en el año 2009,
cuando la UAESP y algunas organizaciones recicladoras integradas y

84
representadas como la UTR (Unión Temporal de Recicladores) consolidaron el
contrato de operación del Centro de Reciclaje. Durante los años siguientes (hasta
el 2013) se mantuvo un promedio de 9 toneladas atendidas al día. Esto demuestra
que la eficiencia del Centro de Reciclaje se optimizó a partir de la integración de la
sociedad recicladora de oficio al sistema de aseo público de la ciudad, reflejado en
la continuidad operativa del Centro de Reciclaje por parte de las ORHA´s.
La Defensoría del Pueblo, la UAESP, Martínez y Uribe afirman que el Centro de
Reciclaje está sobredimensionado o tiene deficiente operación productiva. Sin
embargo, es menester aclara que dicha sobredimensionalidad ocurrió desde el
momento mismo de la creación del Centro. Por tanto, se comprueban que los
parámetros sobre los cuales basaron dicha capacidad productiva son erróneos; el
Centro de Reciclaje está sobredimensionado en su infraestructura, además de
presentar mala operación productiva. Lo anterior solo se cumple de acuerdo a los
parámetros de producción que caracterizan el proceso actual.
Luego de un análisis de ambiente, fue posible determinar que el factor productivo
es el de mayor prioridad y sobre el cual se deben basar las acciones estratégicas
de mejora. Mejorar la producción implicara la consolidación de una figura
organizacional que sea competitiva en el mercado. Lo anterior, junto con el estudio
de tiempos realizados, sustentan el enfoque de las estrategias formuladas, las
cuales son: estabilizar el proceso productivo actual a fin de satisfacer la demanda
actual, y diferenciar en el mediano plazo el proceso productivo a través de la
inclusión tecnológica. Diferenciar el modelo productivo le permitirá a la
organización adquirir una nueva imagen en el mercado por parte de sus
competidores, clientes y proveedores.
La Estrategia de Estabilidad de fácil implementación en el corto plazo, mitiga los
puntos críticos del proceso, reduciendo el stock de material sin procesar y los
recorridos entre operaciones, aumentando la eficiencia productiva al 50%. Lo
85
anterior es posible mejorando las técnicas conceptuales de los recicladores. Para
dinamizar el ritmo productivo es menester involucrar a más recicladores a la
operación. Existen algunas acciones estratégicas de refuerzo que necesitan de la
labor conjunta con el distrito como promover la separación en la fuente y generar
capacitaciones para los recicladores en cuanto a sus habilidades administrativas.
El cumplimiento de las anteriores acciones permitirá que APREAM logre adquirir
mayor presencia en el mercado, ampliando las rutas selectivas y su diferenciación
en el mercado.
Se aclara que el balanceo de la línea productiva no se realizo minimizando el
tiempo de las operaciones críticas 6 veces, puesto que él %EP oscilaría entre el
32 y el 40%. Por ello, se ha decidido minimizar el tiempo 7 veces para la operación
de descargue y transporte de globos. La operación de clasificación solo se redujo
a la mitad ya que reducirla 7 veces implicaría contar con aproximadamente 80
operarios. Esto no resulta rentable para la organización tanto económicamente
como operativamente, pues con esta cantidad de personas, el área productiva
seria intransitable. En el balanceo se detecto que el Tc precisa ser mejorado, por
ellos es menester cambiar la compactadora por otra más eficiente tecnológica y
productivamente ya que se optimizó el número de ciclos que han de funcionar las
maquinas mas no la duración del ciclo.
La guía de inclusión tecnológica como Estrategia de Diferenciación a mediano
plazo, responde a las condiciones físicas actuales de la bodega y de la operación,
pues minimiza los tiempos de producción y las operaciones manuales,
dinamizando y humanizando el proceso productivo al requerir por parte de los
recicladores el cumplimiento de operaciones no desgastantes.
Sin embargo, es menester resaltar que realizando unas adecuaciones físicas al
interior de la bodega, es posible subir de categoría al Centro de Reciclaje la
Alquería para que no sea una bodega Tipo 2 y se convierta en una bodega Tipo 1,
86
pues solo necesitan 2 m2. Esto permitirá que se puedan realizar en el Centro de
Reciclaje operaciones de transformación; implicando el fomento de I + D + i;
conllevando a la ampliación del portafolio de productos por parte de las
organizaciones recicladoras, y dando por resultado su consolidación
organizacional. Lo anterior consentirá que las ORHA´s puedan acceder a mayores
y mejores estímulos; realizar alianzas y procurar apoyos económicos con entes
estatales, privados y ONG´s, pues el plástico y las celulosas son los elementos
que actualmente presentan mayor potencial productivo e investigativo.
A través de la tecnificación del proceso de recuperación de estos residuos
aprovechables bajo la filosofía de producción más limpia, es posible desarrollar:
polímeros menos tóxicos, más resistentes, con nuevas utilidades, y celulosos
ecológicos de óptima calidad. Estos procesos son el bastión para lograr un modelo
productivo económicamente accesible que permita transformar la figura del Centro
de Reciclaje la Alquería hace Parque Tecnológico de Reciclaje dentro del mismo
espacio geográfico, proyectando un modelo socialmente aceptable y
ambientalmente efectivo, el cual podrá responder a retos como al desarrollo
económico del país, al desarrollo sostenible de la industria y a la reducción del
consumo de recursos fósiles y naturales no renovables.
Esto nos permite responder nuestra pregunta de investigación: si es posible
aumentar la capacidad productiva del Centro de Reciclaje la Alquería a través de
su proyección a Parque Tecnológico de Reciclaje por medio de la inclusión
tecnológica, aun más, fortalece la estructura empresarial y competitiva de las
ORHA´s. Para ello, es menester enfatizar que mejorar la operación del Centro de
Reciclaje la Alquería, si bien puede generar la creación de nuevas ECA´s, estas
no serán eficientes si no hay una óptima integración de los actores de todo el
sistema.

87
Lo anterior se trae a colación, pues aunque desde el año 2012 se generó la
Resolución N° 799 para la clasificación de los residuos desde los hogares, esta no
ha tenido la profundidad esperada, pues la cantidad de residuos dispuestos en el
Relleno Sanitario se ha mantenido constante. Esto refleja que la separación en la
fuente no se está realizando y por ende, todos los residuos son dispuestos por los
hogares en las bolsas de basuras convencionales, generando: 1) un inconveniente
para los recicladores de oficio, pues son ellos quienes tienen que realizar dicha
clasificación en los puntos de recolección o en la calle; 2) un problema operativo
en el sistema de aseo de la ciudad, pues las empresas encargadas de la
recolección de los residuos sólidos domiciliarios recogen todas las bolsas con
residuos que encuentran durante su recorrido, llevando consigo residuos
aprovechables que terminan siendo desaprovechados, provocando 3) una perdida
económica para el sector del reciclaje y un impacto negativo para el medio
ambiente a través de la sobrecarga de residuos que son dispuestos en el RSDJ,
los cuales minimizan los años de operación proyectados de este lugar.
Lo anterior se resalta, pues aunque no está incluido dentro del estudio de tiempos,
la duración de los recorridos de los carros recolectores se debe a que los
recicladores realizan la separación en la fuente, actividad que debe realizar el
consumidor. Esto implica en principio ineficiencia productiva, pues esta actividad
se vuelve a realizar en el Centro de Reciclaje y por ende no se está optimizando el
tiempo del proceso. Así mismo, la no separación en la fuente ínsita la falta de
cohesión que existe entre la UAESP, las operadoras privadas y las ORHA´s,
respecto al modelo de recolección de residuos sólidos domiciliarios.
Demográficamente, la población recicladora actual es una población económica
activa muy grande, por ello su reconocimiento legal, su inclusión al sistema de
servicios públicos de la ciudad y su proceso de consolidación empresarial a través
de la figura jurídica es un gran paso socioeconómico, pues ha promovido el
88
cambio de percepción de la sociedad capitalina frente a los recicladores y en
especial hacia la cultura del reciclaje.
Es importante fomentar la creación de nuevas ECA´s distritales bajo la figura de
empresas junior, las cuales agrupen a diferentes ORHA´s y a grupos académicos,
pues el Centro de Reciclaje la Alquería ha demostrado ser de gran ayuda para las
ORHA´s q no cuentan con un capital económico sólido para la manutención de
bodegas propias, y para los grupos académicos escolares y universitarios que al
contar con este espacio, han podido comprender la cadena post consumo que
viven los residuos, al tiempo que han podido intervenir con sus conocimientos en
la mejora de esta realidad.
El CONPES 3874 es un documento que no solo permite planear y gestionar los
residuos sólidos del país en torno al modelo circular de gestión, también es la guía
hacia una cultura del reciclaje al apoderar: 1) al ciudadano por medio de la
educación e innovación frente a la gestión de los residuos, 2) a las instituciones
públicas al ser los órganos gestores y controladores de la política nacional para la
gestión de residuos sólidos. Si bien, desplegar esta política a nivel nacional y
articularla con las características y necesidades particulares de los municipios es
una labor que demanda tiempo ya que es progresiva, las metas propuestas a largo
plazo como las experiencias exitosas en el tratamiento y valorización de los
residuos sólidos (3 experiencias en 15 años) permite cuestionar que los 4 ejes del
CONPES responden a políticas socioeconómicas que buscan controlar y
dinamizar el mercado de los residuos sólidos para los diferentes actores que
intervengan. Esto permite la libre competencia en el sector del reciclaje pero
desde el inicio dicha competencia es desigual, pues el CONPES no propende por
fortalecer la pequeña industria nacional del reciclaje y reconociendo que
actualmente las ORHA´s atraviesan por el inicio de su ciclo de vida organizacional,
viviendo la fase de sobrevivencia, estas no podrían competir productivamente con
89
empresas transnacionales o con grandes industrias que cuenten con el capital
suficiente para abarcar la demanda del mercado.
Es necesario expresar que el complejo CATARS proyecta disminuir la carga del
RSDJ de 6500 toneladas/día a 2600, según el Decreto N° 364 de 2013 en su
artículo 201. Pero debido a una suspensión de este Decreto por parte del Consejo
de Estado, no fue posible ver materializadas sus proyecciones, siendo esto un
ejemplo claro de los intereses particulares que no dan continuidad a los programas
de largo plazo. Esto nos lleva a pensar en la poca consistencia que existe por
parte de las instituciones frente a las metas proyectadas en el POT, adoptando
posturas clientelistas, las cuales desencadenan en emergencias sanitarias como
la ineficiente operación del Relleno Sanitario Doña Juana y su colapso ambiental
en el mes de agosto del año 2017.
Si bien es menester adquirir metodologías para el aprovechamiento de los
residuos, cabe resaltar que cada territorio presenta demandas acordes a su
espacio. Por tanto, la creación de tecnología para recuperar los residuos
aprovechables debe estar enfocada en las causas que conllevan a crear un
producto final que solucione necesidades y a pensar en los efectos de este a corto
y largo plazo.
Las propuestas aquí desarrolladas no solo busca cambiar el paradigma que vive la
ciudad desde hace mas de 30 años con respecto a la gestión de los residuos
sólidos urbanos, también busca y estipula los mecanismos para: aumentar la tasa
de los residuos aprovechados, la vinculación de mas recicladores de oficio al
proceso productivo, e iniciar la transformación productiva que debe afrontar el
Centro de Reciclaje la Alquería a través de la inclusión tecnológica según los
marcos normativos distritales y nacionales (persecución de la figura Parque
Tecnológico de Reciclaje), pues después de 11 años de operación del Centro de

90
Reciclaje la Alquería, se han podido detectar las barreras que enfrenta cambiar el
paradigma de los residuos sólidos urbanos aprovechables de la ciudad.
A partir de ello, es posible materializar la consolidación de un sistema de gestión
integral de residuos sólidos urbanos cuyo fin sea: 1) la aceptación de una
pedagogía ambiental por parte de la sociedad, 2) la vinculación de la academia y
de los diferentes niveles de la industria, a fin de generar asociaciones como la
APTE (Asociación de Parques Científicos y Tecnológicos), y 3) la creación de
Parques Tecnológicos de Reciclaje como las iniciativas promovidas por países
como Brasil, Perú, Israel, México y España, los cuales sin duda responderán a las
demandas ambientales que afronta América Latina.

91
9 BIBLIOGRAFÍA
ALUNA CONSULTORES. Estudio nacional del reciclaje y los recicladores: Historia
del reciclaje y los recicladores en Colombia. Bogotá: Aluna consultores limitada,
2011. Pág. 76.
CHASE, Richard. AQUILANO, Nicholas. JACOBS, Robert. Administración de
producción y operaciones: Manufactura y servicios. Edición VIII. Bogotá: Ed. Mc
Graw Hill, 2000. Pág. 97.
CERTO, Samuel. PETER, J.P. Administração Estratégica: Planejamento e
implementação de estratégias. Brasil: Ed. Pearson, 2014. Pág. 28, 79, 93.
DRUCKER, Peter. The practice of management. New York: Ed. Harper & Row,
1992. Pág. 65.
FERRÓN DE LA FUENTE, Ernesto. Ingeniería Ambiental: Degradación del suelo y
tratamiento de residuos. Oviedo: Ed. FICYT, 1998. Pág. 436.
GARCIA, Ernesto. ZAMORANO, Montserrat. Fundamentos del manejo de los
residuos urbanos. España: Ed. Colegio de ingenieros de caminos, canales y
puertos, 2000. Pág. 46.
GARZÓN, Offir. LAGOS, Jenny. SANABRIA, Mauricio. El reciclaje, una forma para
amar nuestro planeta. Fundación Universidad Autónoma de Colombia. Bogotá.
2015.
GROOVER, Mikell. Fundamentos de manufactura moderna. Edición III. México:
Ed. Mc Graw Hill, 2007. Pág. 923.
92
KRAJEWSKI, Lee. RITZMAN, Larry. MALHOTRA, Manoj. Administración de
operaciones: Procesos y cadena de valor. Edición VIII. México D.F: Edit. Pearson.
2008. Pág. 141, 313, 328.
MARTÍNEZ, Ernesto. DÍAZ, Yolanda. Contaminación atmosférica. Universidad de
Castilla - La mancha. España. 2004. Pág. 13.
MARTÍNEZ, Javier. URIBE JONGBLOED, Alberto. Evaluación de la
implementación de un parque tecnológico de reciclaje en Bogotá. Bogotá: Ed.
EAN, 2013. Pág. 19, 20, 22.
MEYERS, Fred. STEPHENS, Matthew. Diseño de instalaciones de manufactura y
manejo de materiales. Edición III. México D.F: Edit. Pearson Prentice Hall. 2006.
Pág. 78.
MINISTERIO DE OBRAS PÚBLICAS Y TRANSPORTE. Atlas Nacional de
España: Sección II: El medio terrestre - Edafología. Madrid: Ed. Centro Nacional
de Información Geográfica, 1992.
NIEBEL, Benjamin. FREIVALDS, Andris. Ingeniería Industrial: Métodos,
estándares y diseño del trabajo. Edición XII. México D.F: Edit. Mc Graw Hill. 2009.
Pág. 338, 340, 359.
OIT “Organización Internacional del Trabajo”. Introducción al estudio del trabajo.
Apéndice 3. Edición IV. Ginebra: Edit. Oficina Internacional del Trabajo Ginebra.
1996. Pág. 501.
PEDRAZA, Gustavo. MOSCOSO, Aleyci. Impacto del proyecto de reciclaje en
Bogotá. En: Revista Tecnura. Vol. 12, No 24 (Ene – Jun. 2009); Pág. 4.
93
PORTER. Michael. The five competitive forces that shape strategy. Boston:
Harvard Business Review 86, 2008. Pág. 80 - 86.
REPÚBLICA DE FRANCIA. Estrategia nacional de desarrollo sostenible 2010 –
2013: Por una economía verde y equitativa. París. 2011. Pág. 3.
SIPPER, Daniel. BULFIN, Robert. Planeación y control de la producción. México
D.F: Edit. Mc Graw Hill. 1998. Pág. 497.
SORIA. Martin. Teoría del Arte. Santiago de Chile. Ed. Academia Martin Soria.
2010. Pág. 230.
THOMPSON, Arthur. GAMBLE, John. PETERAF, Margaret. STRICKLAND,
Joseph. Administración estratégica: Teoría y casos. Edición XVIII. México D.F:
Edit. Mc Graw Hill. 2012. Pág. 132.
TRON, Fabián. La gestión de residuos sólidos en Tokio, París, Madrid y México.
En: Cuadernos de investigación urbanística. Madrid. 2011. Pág. 40.
UAESP “Unidad Administrativa Especial De Servicios Públicos”. Informe
“Caracterización de la población recicladora de oficio en Bogotá”: Análisis de los
datos Censo 2012. Bogotá: UAESP, 2014. Sección 4, Pág. 28.
UAESP “Unidad Administrativa Especial De Servicios Públicos”. Plan de Gestión
Integral de Residuos Sólidos 2016 – 2027. Bogotá: UAESP, 2015. Pág. 29, 285,
292, 623, 626, 628.
UAESP “Unidad Administrativa Especial de Servicios Públicos”. Programa para la
gestión de residuos orgánicos en el distrito. Bogotá: UAESP. Pág. 36.

94
Infografía
ALCALDÍA MAYOR DE BOGOTÁ D.C. La Alquería, único centro de reciclaje de
Bogotá. {En línea}. {26/10/2017}. Disponible en:
http://bogota.gov.co/localidades/kennedy/La-Alqueria-unico-centro-de-reciclaje-en-
Bogota
ALCOA. Brasil inaugura primeira planta de Plasma do mundo para reciclagem de
embalagens longa vida: Com tecnologia 100% brasileira, o processo separa o
alumínio e o plástico que compõem a embalagem. {En línea}. {07/04/2016}.
Disponible en: https://www.alcoa.com/brasil/pt/news/releases/2005_05_16.asp
ASOCIACIÓN DE PARQUES CIENTÍFICOS Y TECNOLÓGICOS DE ESPAÑA.
¿Qué es la APTE? {En línea}. {25/10/2016}. Disponible en: http://www.apte.org/es/
BUSINESS WIRE. Alcoa participa en la primera planta de reciclado de envases de
cartón del mundo utilizando una innovadora tecnología de plasma; El proceso de
plasma separa el aluminio y el plástico, componentes del envase aséptico. {En
línea}. {18/04/2016}. Disponible en:
http://www.businesswire.com/news/home/20050513005361/es/
COMPROMISSO EMPRESARIAL PARA RECICLAGEM. Sobre o CEMPRE
institucional. {En línea}. {26/05/2016}. Disponible en:
http://cempre.org.br/sobre/id/1/institucional
COLCIENCIAS. Parques científicos y tecnológicos, una ruta para el desarrollo
económico y social del país. {En línea}. {20/06/2016}. Disponible en:
http://www.colciencias.gov.co/sala_prensa/parques-cientificos-y-tecnologicos-una-
ruta-para-el-desarrollo-economico-y-social-del
95
CRONICA DEL QUINDIO. La reforma tributaria es profundamente regresiva:
Robledo. {En línea}. {27/10/2016}. Disponible en:
http://www.cronicadelquindio.com/noticia-completa-titulo-
la_reforma_tributaria_es_profundamente_regresiva-seccion-la_economa-nota-
103715
ECONOMÍA CIRCULAR. Economía circular. {En línea}. {25/10/2017}. Disponible
en: http://economiacircular.org/wp/?page_id=62
ECOINDUSTRIAS SAN RAFAEL. Quienes somos. {En línea}. {15/07/2016}.
Disponible en: http://www.eco-industrias.com/somos.html
ECOLOGÍA VERDE. Los japoneses, grandes recicladores… por necesidad. {En
línea}. {05/07/2016}. Disponible en: http://www.ecologiaverde.com/los-japoneses-
grandes-recicladores-por-necesidad/
GÓMEZ, Lucevín. El modelo de reciclaje de Petro sigue en veremos. {En línea}.
{22/09/2016}. Disponible en: http://www.eltiempo.com/bogota/modelo-de-reciclaje-
de-petro-/14447961
ICONTEC “Instituto Colombiano De Normas Técnicas”. Holanda pone a
disposición su fórmula para el manejo de los residuos sólidos. {En línea}.
{23/05/2015}. Disponible en: http://icontec.org/index.php/pe/noticias-
destacadas/1418-estrategia-de-residuos-solidos-para-colombia
JICA “Agencia De Cooperación Internacional Del Japón”. En residuos sólidos se
especializan en Japón. {En línea}. {23/05/2016}. Disponible en:
http://www.jica.go.jp/honduras/espanol/office/topics/140109.html
96
OPERATIVA MEDIOAMBIENTAL. El complejo proceso del reciclaje de plástico
{En línea}. {13/09/2016}. Disponible en:
http://gestionderesiduosonline.com/tag/incineracion/
PETSTAR. Nuestra historia. {En línea}. {13/07/2016}. Disponible en:
http://www.petstar.mx/empresa
PREFEITURA DO RIO DE JANEIRO. Comlurb e a Coleta Seletiva: conheça como
funciona uma Central de Triagem. {En línea}. {13/06/2016}. Disponible en:
http://www.rio.rj.gov.br/web/comlurb/exibeconteudo?id=6089585
UNIDOS POR ISRAEL. El parque de reciclaje más grande del mundo está en
Israel. {En línea}. {15/09/2016}. Disponible en: http://www.unidosxisrael.org/el-
parque-de-reciclaje-mas-grande-del-mundo-esta-en-israel/
Normatividad
ALCALDÍA MAYOR DE BOGOTÁ D.C. Decreto N° 312 de 2006. Por el cual se
adopta el Plan Maestro para el Manejo Integral de Residuos Sólidos para Bogotá
Distrito Capital.
ALCALDÍA MAYOR DE BOGOTÁ D.C. Decreto N° 364 de 2013. Por el cual se
modifican excepcionalmente las normas urbanísticas del Plan de Ordenamiento
Territorial de Bogotá D. C., adoptado mediante Decreto Distrital 619 de 2000,
revisado por el Decreto Distrital 469 de 2003 y compilado por el Decreto Distrital
190 de 2004.
ALCALDÍA MAYOR DE BOGOTÁ D.C. Decreto N° 564 de 2012. Por medio del
cual se adoptan disposiciones para asegurar la prestación del servicio público de
aseo en el Distrito Capital en acatamiento de las órdenes impartidas por la
97
Honorable Corte Constitucional en la Sentencia T-724 de 2003 y en los Autos
números 268 de 2010, 275 de 2011 y 084 de 2012.
ALCALDÍA MAYOR DE BOGOTÁ D.C. Resolución N° 799 de 2012. Por la cual se
establece el listado detallado de los materiales reciclables y no reciclables para la
separación en la fuente de los residuos sólidos domésticos en el Distrito Capital.
CONSEJO DE BOGOTÁ. Acuerdo N° 257 del 2006. Por el cual se dictan normas
básicas sobre la estructura, organización y funcionamiento de los organismos y de
las entidades de Bogotá, distrito capital, y se expiden otras disposiciones.
CONSEJO DE BOGOTÁ. Acuerdo Distrital N° 489 de 2012. Por el cual se adopta
el plan de desarrollo económico, social, ambiental y de obras públicas para Bogotá
D.C. 2012-2016
CORTE CONSTITUCIONAL. Auto N° 275 de 2011. Solicitud de cumplimiento de la
Sentencia T-724 de 2003 y del Auto 268 de 2010.
DEFENSORIA DEL PUEBLO. Resolución defensorial N° 61 del 2010. Situación
actual del aprovechamiento de los residuos sólidos y la disposición final en el
Relleno Sanitario Doña Juana en la ciudad de Bogotá D.C.
DEPARTAMENTO NACIONAL DE PLANEACIÓN. Documento CONPES 3874:
Política Nacional Para La Gestión Integral de Residuos Sólidos. 2016.
MINISTERIO DE VIVIENDA, CIUDAD Y TERRITORIO - MINISTERIO DE
AMBIENTE Y DESARROLLO SOSTENIBLE. Resolución N° 754 de 2014. Por el
cual se adopta la metodología para la formulación, implementación, evaluación,
seguimiento, control y actualización de los Planes de Gestión Integral de Residuos
Sólidos.

98
MINISTERIO DE VIVIENDA, CIUDAD Y TERRITORIO. Decreto N° 596 de 2016.
Por el cual se modifica y adiciona el Decreto N° 1077de 2015 en lo relativo con el
esquema de la actividad de aprovechamiento del servicio público de aseo y el
régimen transitorio para la formalización de los recicladores de oficio, y se dictan
otras disposiciones.
MINISTERIO DE VIVIENDA, CIUDAD Y TERRITORIO. Resolución CRA N° 643
de 2013. Por la cual se presenta el proyecto de Resolución “Por la cual se
establece el régimen de regulación tarifaria al que deben someterse las personas
prestadoras del servicio público de aseo en áreas urbanas que atiendan en
municipios de más de 5.000 suscriptores, la metodología que deben utilizar para el
cálculo de las tarifas del servicio público de aseo y se dictan otras disposiciones”,
se da cumplimiento a lo previsto por el numeral 11.4 de artículo 11 del Decreto
2696 de 2004, y se continúa el proceso de discusión directa con los usuarios y
agentes del sector”
UNIDAD EJECUTIVA DE SERVICIOS PÚBLICOS (UESP) – UNIVERSIDAD
DISTRITAL FRANCISCO JOSÉ DE CALDAS (UDFJC). Convenio
Interadministrativo N° 149 de 2006. Evaluación y seguimiento del proyecto piloto
de la Alquería.
UNIDAD ADMINISTRATIVA ESPECIAL DE SERVICIOS PÚBLICOS. Convenio N°
021 de 2009. Operación y administración del centro de reciclaje la Alquería por
parte de la Unión Temporal de Recicladores.
99
10 ANEXOS

100
ANEXO 1. Plano Centro de Reciclaje la Alquería – áreas de operaciones.
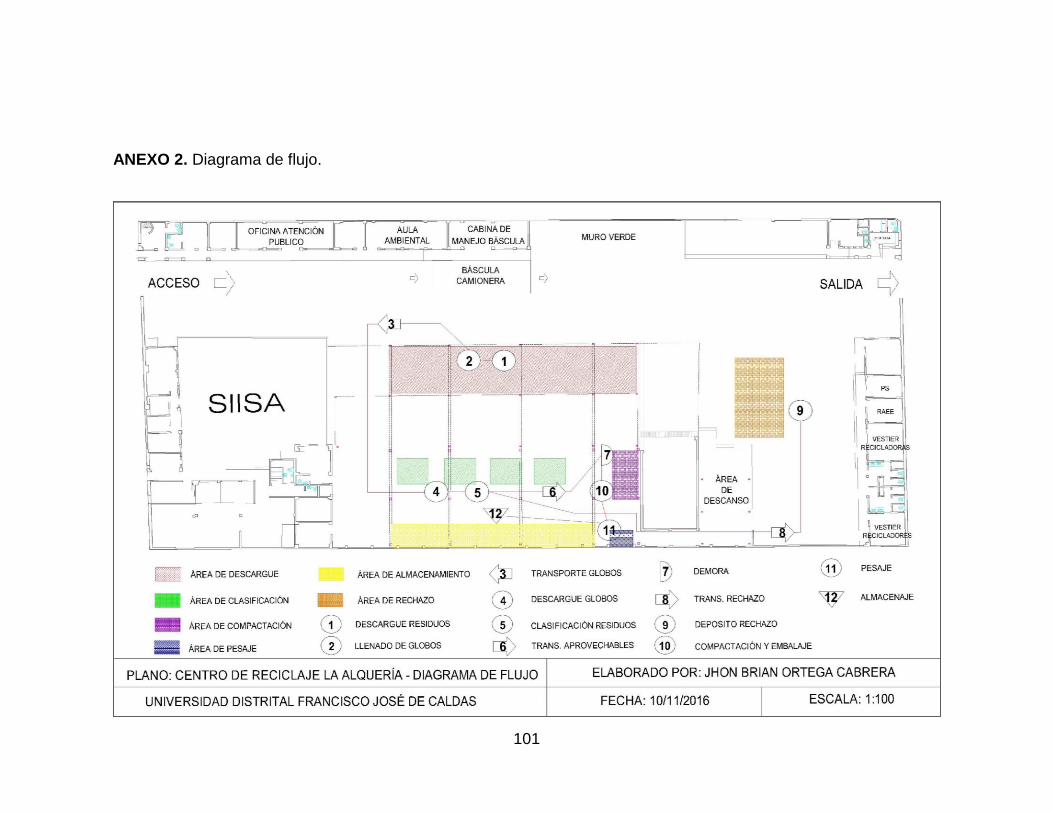
101
ANEXO 2. Diagrama de flujo.

102
ANEXO 3. Muestra de tiempos para el proceso de clasificación secundaria – APREAM.

103
ANEXO 4. Diagrama de flujo balanceado.

104