Guia Del Asistente
178
Guía del Asistente GibbsCAM 2006 octubre 2006
-
Upload
andres-cano-salvatierra -
Category
Documents
-
view
35 -
download
2
description
GibbsCAM
Transcript of Guia Del Asistente

Guía del Asistente
GibbsCAM 2006
octubre 2006
Av i s o d e P r o p i e d a d
Este documento contiene información perteneciente de Gibbs and Associates y sólo se utilizaráconforme a y en conjunción con la licencia otorgada al al licenciatario correspondiente al softwarepatentado de Gibbs and Associates que se adjunta. Con excepción de lo permitido expresamente en lalicencia, ninguna parte de este documento puede ser reproducida, transmitida, transcripta oalmacenada en us sistema de recuperación ni traducida a ningún ídíoma lenguaje informático, deninguna forma ni por medio alguna, ya sea electrónico, magnético, óptico, químico, manual o dealgún otro tipo, sin contar con el expreso permiso previo por escrito de Gibbs and Associates o de unrepresentante debidamente autorizado por la firma.
Se recomienda encarecidamente que los usuarios revisen cuídadosamente la licencia con el fin decomprender las obligaciones y los derechos relacionadas con este software patentado y con ladocumentación adjunta.
El uso del software informático y la documentación de usuario se brinda conforme a un acuerdo delicencia de Gibbs and Associates.
©2000-2006 Gibbs and Associates. Todos los derechos reservados. El logotipo de Gibbs,GibbsCAM, el logotipo de GibbsCAM, Virtual Gibbs, Gibbs SFP, MTM, SolidSurfacer y eleslogan “Powerfully Simple. Simply Powerful.” son marcas comerciales o marcas comercialesregistradas de Gibbs and Associates en los Estados Unidos y/o otros países. Windows es unamarca comercial registrada de Microsoft Corporation en los Estados Unidos y otros países.Todos los demás nombres de marcas o productos son marcas comerciales o marcas comercialesregistradas de sus respectivos dueños. Contiene Autodesk® RealDWG de Autodesk, Inc.,Copyright © 1998-2006 Autodesk, Inc. Todos los derechos reservados.
Reconocimientos:
Escrito por Will. Gaffga
Gracias a Bill Gibbs, Charles Kindall, Vincent Schmitt y Jeremy Stewart por su información y suayuda.
Impreso en los Estados Unidos de América
Gibbs and Associates323 Science Drive
Moorpark, CA 93021
Modificado: octubre 10, 2006 2:49 pm
Tabla de Contenido
i
Ta b l a d e C o n t e n i d o
INTRODUCCIÓN 1
Convenciones del Texto. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4¿Cuándo debo utilizar...? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
ASISTENTE DE STOCK 5
¿Qué es el Asistente de Stock? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7¿Dónde Encuentro el Asistente de Stock? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8¿Cómo me Ayudará el Asistente de Stock? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8Elementos del Asistente de Stock . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9
Cuadro de Diálogo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9Gráficos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9Cuadros de Texto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9Botones de Acción. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10Botones de Stock . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Utilizar el Asistente de Stock. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
TUTORIAL DE ASISTENTE DE STOCK 15
Asistente de Stock . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17
Definir el Stock . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17Cuboide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18Agujero Ciego Rectangular. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19Cilíndrico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
CONCEPTOS BÁSICOS DEL ASISTENTE DE AGUJEROS 25
¿Qué es el Asistente de Agujeros? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .27¿Cómo me Ayudará el Asistente de Agujeros? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .28¿Dónde Encuentro el Asistente de Agujeros? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .30Elementos del Asistente de Agujeros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .30
Preferencias . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30Cuadro de Diálogo Asistente de Agujeros. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31Botones de Navegación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31Creación de Puntos con el Asistente de Agujeros. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
¿Cómo Funciona el Asistente de Agujeros? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .32
Utilizar el Asistente de Agujeros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33Paso Uno - Seleccionar la Figura del Agujero . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34Paso Dos - Definir los Parámetros del Agujero. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34Paso Tres - Seleccionar un Patrón de Agujero. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37

Tabla de Contenido
ii
Paso Cuatro - Construir la operación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
Sistemas de Coordenadas Distintos de XY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
DATOS DEL ASISTENTE DE AGUJEROS 41
Preferencias. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
Preferencias de Datos de Agujero . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45Pestaña General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45Pestaña Mandrinado. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46Pestaña Fresado con Mandrino . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48Pestaña Picado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
Tabla de Pernos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50Tabla de Roscas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51Trabajar con Tablas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
Cuadros de Diálogo de Figuras de Agujero en Paso Dos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
Detalles de Figura del Agujero . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53Taladro . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53Agujero de Rosca . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54Agujero Escariado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55Agujero de Perno . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56Agujero de Cara Plana . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57Agujero de Mandrinado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58Agujero Mandrinado Pasante . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59Agujero de Mandrinado Inverso . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
TUTORIAL DE ASISTENTE DE AGUJEROS 61
Asistente de Agujeros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
Configuración . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63Nueva Entrada en la Tabla de Pernos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
Cómo Crear Agujeros de 10 mm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65Paso 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65Paso 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66Paso 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66Paso 4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
Agujeros de Pernos de 13 mm. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71Paso 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71Paso 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71Paso 4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73Rehacer las Operaciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73
Agujeros de Rosca M8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75Pasos 1-4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
Agujero Mandrinado de 50 mm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77Pasos 1-4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
Tabla de Contenido
iii
Agujeros Escariados de 5 mm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80Pasos 1-4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80
USO AVANZADO DEL ASISTENTE DE AGUJEROS 83
¿Cómo Funciona el Asistente de Agujeros? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .85¿Cómo Funciona la Lógica? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .85Selección de Herramientas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .86
Ejemplo de Selección de Herramientas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86Proceso Broca de Centrar 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88Proceso Broca de Centrar 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89Proceso Broca de Centrar 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90Proceso Broca de Centrar 4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91Proceso Taladrado. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92Proceso Taladro Achaflanado. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93Proceso Roscado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 94Proceso Escariado Medio 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95Proceso Escariado Medio 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95Proceso Acabado de Escariado. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 96Proceso Cara Plana . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97Proceso Desbaste con Mandrino 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 98Proceso Desbaste con Mandrino 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 99Proceso Desbaste con Mandrino 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 99Proceso Desbaste con Mandrino 4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 100Proceso Mandrinado Medio 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101Proceso Mandrinado Medio 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101Proceso Mandrinado de Acabado. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102Proceso Achaflanado con Mandrino . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102Proceso Desbaste de Fresa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103Proceso Fresado de Acabado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103Proceso Fresado de Chaflán . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104Proceso Desbaste de Mandrinado Inverso 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 105Proceso Desbaste de Mandrinado Inverso 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 105Proceso Desbaste de Mandrinado Inverso 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 106Proceso Desbaste de Mandrinado Inverso 4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107Proceso Mandrinado Inverso Medio 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 108Proceso Mandrinado Inverso Medio 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 108Proceso Acabado de Mandrinado Inverso . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 109
Creación de Proceso . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .109
Elemento de Proceso (lo que estamos intentando explicar). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111Ancho de Corte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112Ángulo de Aproximación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112Aproximación Positiva . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112Avance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112
Tabla de Contenido
iv
Avance de Corte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 113Ciclo de Entrada/Salida. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 113Compensación de Radio de Corte Activada. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 115Diámetro de Mandrinado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 115Diámetro de Plano de Liberación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 115Distancia del Plano de Liberación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 116En Subida/Convencional. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 116Entrada/Salida de Acabado 90° . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 116Línea Mín. de Entrada/Salida de Acabado. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 117Parada Breve . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 117Pasadas Adicionales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 118Paso Z Deseado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 118Picado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 118Plano de Liberación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 119Plano de Liberación de Entrada . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 119Plano de Liberación de Salida . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 119Porcentaje de Roscado. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 119Punta Afilada Z . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 120Refrigerante . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123Retracción. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123Retraer a Z . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123RPM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124Stock . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124Superficie Z . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124Superponer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124
Apéndice . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 125
Fórmulas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 125Glosario . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 125
GESTOR DE AGUJEROS 127
Componentes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 129Utilizar el Gestor de Agujeros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 130
Gestor de Agujeros y Procesos Guardados . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 131
Elementos de Interfaz del Gestor de Agujeros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 131
Lista de Características . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 131Botones de Lista de Características. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 134
Ejecutar AFR. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 134Cargar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 136Buscar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 136Ajustar Columnas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 136Borrar Todo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 136
Lista de Grupos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 137Botón Crear Grupo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 137

Tabla de Contenido
v
Botón Auto Grupo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 137Botón Reordenar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 138Botón Asistente de Agujeros. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 140Botón Proceso Taladrado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 140Botón Preferencias. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 141
Datos del Gestor de Agujeros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .141
Dimensiones del Agujero . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 142Definición de Herramienta . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 143Profundidad de Pretaladro . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 143
Colores y Símbolos del Gestor de Agujeros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .144
TUTORIAL DE GESTOR DE AGUJEROS 145
Gestor de Agujeros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .147
Utilizar el Gestor de Agujeros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 148Configuración de Pieza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 148Ejecutar el Gestor de Agujeros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 149Agrupar los Agujeros. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 150Editar Datos de Agujero . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 152Ordenar Agujeros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 153
Mecanizado Utilizando el Gestor de Agujeros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 155Nueve Agujeros de Taladro de 14 mm. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 155Cuatro Agujeros de Perno de 20 mm. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 156Agujero de Taladro de 20 mm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 157Agujero Escariado de 40-20 mm. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 158Agujero de Mandrinado de 100-80 mm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 159
ÍNDICE 163

Tabla de Contenido
vi

INTRODUCCIÓN


Introducción
3
CAPÍTULO 1
: I n t r o d u c c i ó n
Este manual describe la funcionalidad y el uso de las características de Stock Wizard® (Asistente deStock), Hole Wizard® (Asistente de Agujeros) y Gestor de Agujeros. Se espera que el usuario hayaadquirido cierta familiaridad con los manuales Introducción, Creación de Geometría y Fresa antes deutilizar este documento. Además, algún tipo de experiencia con uno de los paquetes de sólidos deGibbsCAM será de gran utilidad para entender la completa eficacia del Gestor de Agujeros. A pesar deesto, la mayoría de las funciones de estas características son bastante fáciles de entender simplementeutilizándolas o revisando la documentación introductoria en este documento.
Los Asistentes no proporcionan necesariamente ninguna nueva función al sistema pero ofrecen unamanera más fácil de utilizar las características existentes. El Asistente de Stock es una manera rápida yfácil de definir y configurar una condición de stock existente. Esto incluye el stock sobre el cual se hanrealizado simples operaciones de mecanizado. El Asistente de Agujeros proporciona al usuario laposibilidad de especificar procesos para un grupo de tipos de agujeros. El Asistente de Agujeros tienecomo propósito proporcionar a los usuarios una guía paso a paso a través del proceso de creación deagujeros en cuatro fáciles pasos. El Gestor de Agujeros permite al usuario definir y controlar puntos,círculos o características de agujeros en un sólido. Cada punto o característica puede definirse comoun tipo de agujero en particular. Utilizado junto con el Asistente de Agujeros, el proceso degeneración de código G para el mecanizado de agujeros es fácil y rápido.
La información relacionada con el Asistente de Agujeros puede ofrecer muchos más detalles. Por lotanto, el material del Asistente de Agujeros ha sido proporcionando en cuatro secciones, comenzandocon los Conceptos Básicos del Asistente de Agujeros. La segunda sección se denomina Datos delAsistente de Agujeros y abarca la interfaz y las características con más profundidad. La tercera ediciónes un tutorial sobre el uso del Asistente de Agujeros. Por ultimo, encontrará la sección Uso Avanzadodel Asistente de Agujeros que detalla cómo funciona el Asistente de Agujeros. Esta última sección espara usuarios avanzados.
La información del Gestor de Agujeros que se encuentra al final de este manual analizará los diversoscomponentes, la utilización, la interfaz y los detalles de la utilización del Gestor de Agujeros, elReconocimiento Automático de características (AFR) de agujeros en modelos sólidos y las listas degrupos y características.
El Gestor de Agujeros debe utilizarse expresamente con modelos de piezas que posean una grancantidad de agujeros a mecanizar. Permite la agrupación y definición de agujeros similares paradefinir rápidamente las características de estos grupos y utilizar el Asistente de Agujeros para crear lasoperaciones y la lista de herramientas necesarias para crear los agujeros.
Introducción
4
CONVENCIONES DEL TEXTO
En este manual y en los demás manuales de GibbsCAM, encontrará un número de estándaresutilizados en el texto, conocidos como convenciones.
Texto de pantalla
: Cualquier texto que vea
así
se refiere al texto que verá en GibbsCAM o en sumonitor. Normalmente, será un botón o texto de un cuadro de diálogo.
Combinación de Teclas:
Las palabras que aparecen
así
hacen referencia a unacombinación de teclas o la acción del ratón, como
clic con el botón derecho delratón
o
Ctrl+C
.
Término:
Las palabras que vea seguidas de 2 puntos (:)
así
hacen referencia a una palabra o fraseutilizada en GibbsCAM.
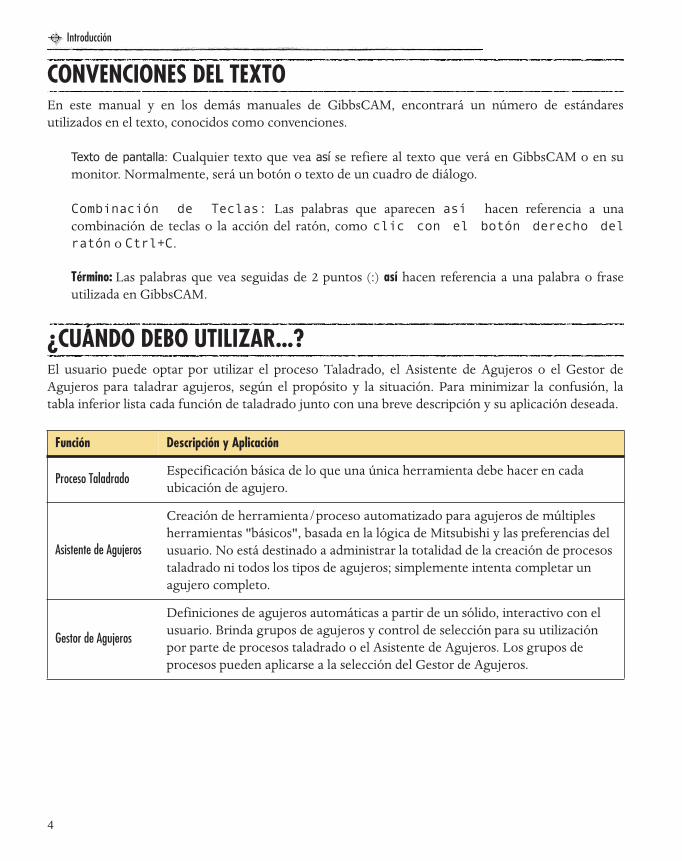
¿CUÁNDO DEBO UTILIZAR...?
El usuario puede optar por utilizar el proceso Taladrado, el Asistente de Agujeros o el Gestor deAgujeros para taladrar agujeros, según el propósito y la situación. Para minimizar la confusión, latabla inferior lista cada función de taladrado junto con una breve descripción y su aplicación deseada.
Función Descripción y Aplicación
Proceso Taladrado
Especificación básica de lo que una única herramienta debe hacer en cada ubicación de agujero.
Asistente de Agujeros
Creación de herramienta/proceso automatizado para agujeros de múltiples herramientas "básicos", basada en la lógica de Mitsubishi y las preferencias del usuario. No está destinado a administrar la totalidad de la creación de procesos taladrado ni todos los tipos de agujeros; simplemente intenta completar un agujero completo.
Gestor de Agujeros
Definiciones de agujeros automáticas a partir de un sólido, interactivo con el usuario. Brinda grupos de agujeros y control de selección para su utilización por parte de procesos taladrado o el Asistente de Agujeros. Los grupos de procesos pueden aplicarse a la selección del Gestor de Agujeros.

ASISTENTE DE STOCK


Asistente de Stock
7
CAPÍTULO 2
: A s i s t e n t e d e S t o c k
¿QUÉ ES EL ASISTENTE DE STOCK?
El Asistente de Stock ayuda a crear una definición de stock rectangular o cilíndrico con o sin un únicoagujero, en lugar de crearlo manualmente. El agujero puede tener una figura rectangular o circular. Elagujero en el stock puede ser un agujero ciego (una cajera) o un agujero pasante. Esto se consigue encuatro fáciles pasos.
Figura 1: Un ejemplo de definición de stock con el Asistente de Stock
Asistente de Stock
8
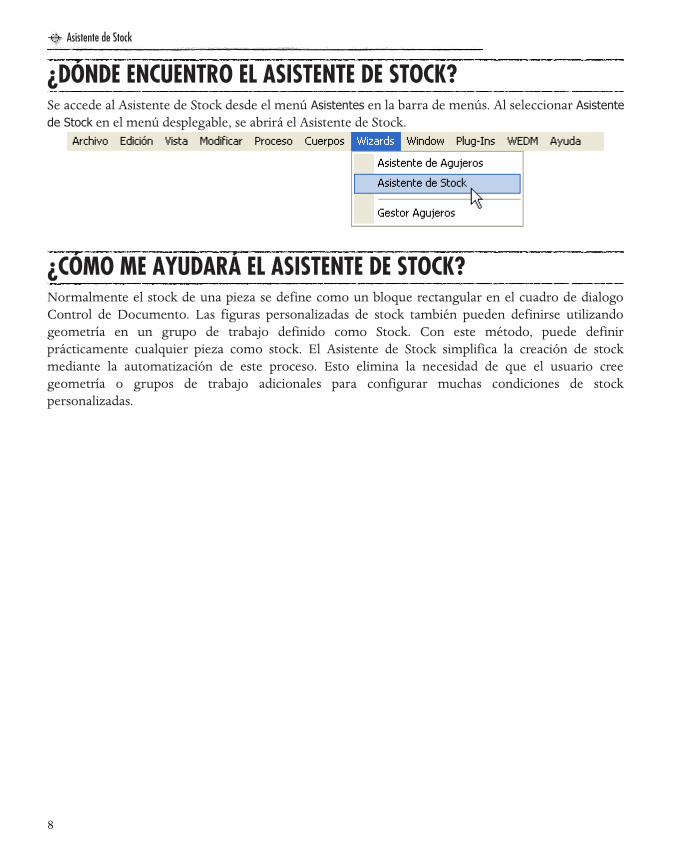
¿DÓNDE ENCUENTRO EL ASISTENTE DE STOCK?
Se accede al Asistente de Stock desde el menú
Asistentes
en la barra de menús. Al seleccionar
Asistentede Stock
en el menú desplegable, se abrirá el Asistente de Stock.
¿CÓMO ME AYUDARÁ EL ASISTENTE DE STOCK?
Normalmente el stock de una pieza se define como un bloque rectangular en el cuadro de dialogoControl de Documento. Las figuras personalizadas de stock también pueden definirse utilizandogeometría en un grupo de trabajo definido como Stock. Con este método, puede definirprácticamente cualquier pieza como stock. El Asistente de Stock simplifica la creación de stockmediante la automatización de este proceso. Esto elimina la necesidad de que el usuario creegeometría o grupos de trabajo adicionales para configurar muchas condiciones de stockpersonalizadas.
Asistente de Stock
9
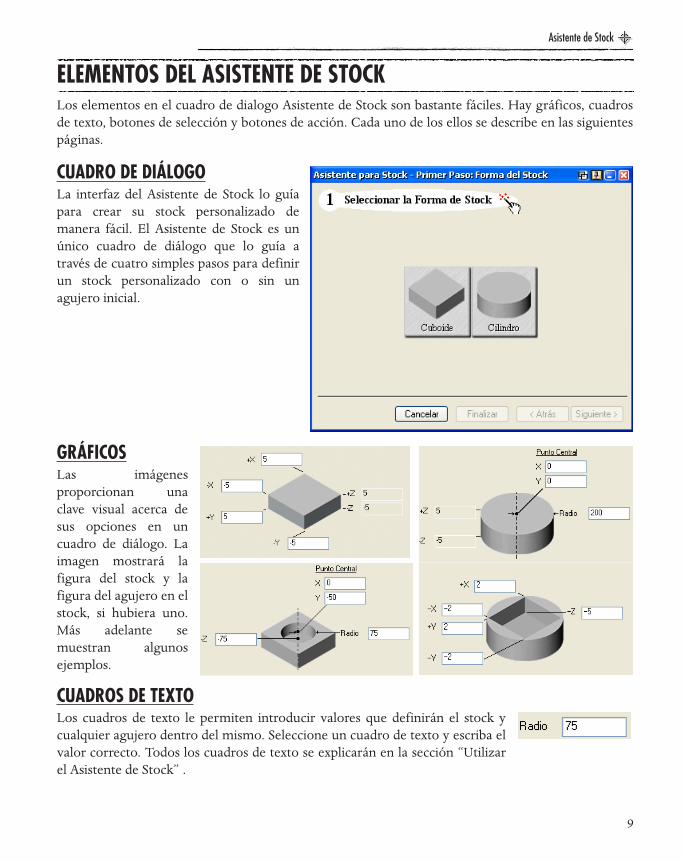
ELEMENTOS DEL ASISTENTE DE STOCK
Los elementos en el cuadro de dialogo Asistente de Stock son bastante fáciles. Hay gráficos, cuadrosde texto, botones de selección y botones de acción. Cada uno de los ellos se describe en las siguientespáginas.
CUADRO DE DIÁLOGO
La interfaz del Asistente de Stock lo guíapara crear su stock personalizado demanera fácil. El Asistente de Stock es unúnico cuadro de diálogo que lo guía através de cuatro simples pasos para definirun stock personalizado con o sin unagujero inicial.
GRÁFICOS
Las imágenesproporcionan unaclave visual acerca desus opciones en uncuadro de diálogo. Laimagen mostrará lafigura del stock y lafigura del agujero en elstock, si hubiera uno.Más adelante semuestran algunosejemplos.
CUADROS DE TEXTO
Los cuadros de texto le permiten introducir valores que definirán el stock ycualquier agujero dentro del mismo. Seleccione un cuadro de texto y escriba elvalor correcto. Todos los cuadros de texto se explicarán en la sección “Utilizarel Asistente de Stock” .
Asistente de Stock
10
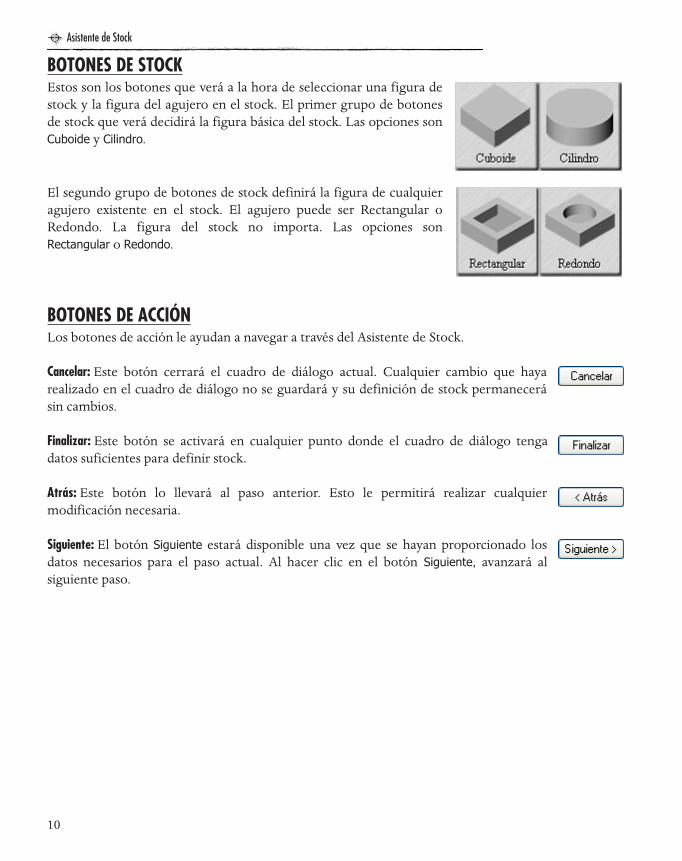
BOTONES DE ACCIÓN
Los botones de acción le ayudan a navegar a través del Asistente de Stock.
Cancelar:
Este botón cerrará el cuadro de diálogo actual. Cualquier cambio que hayarealizado en el cuadro de diálogo no se guardará y su definición de stock permanecerásin cambios.
Finalizar:
Este botón se activará en cualquier punto donde el cuadro de diálogo tengadatos suficientes para definir stock.
Atrás:
Este botón lo llevará al paso anterior. Esto le permitirá realizar cualquiermodificación necesaria.
Siguiente:
El botón
Siguiente
estará disponible una vez que se hayan proporcionado losdatos necesarios para el paso actual. Al hacer clic en el botón
Siguiente
, avanzará alsiguiente paso.
BOTONES DE STOCK
Estos son los botones que verá a la hora de seleccionar una figura destock y la figura del agujero en el stock. El primer grupo de botonesde stock que verá decidirá la figura básica del stock. Las opciones son
Cuboide
y
Cilindro
.
El segundo grupo de botones de stock definirá la figura de cualquieragujero existente en el stock. El agujero puede ser Rectangular oRedondo. La figura del stock no importa. Las opciones son
Rectangular
o
Redondo
.

Asistente de Stock
11
UTILIZAR EL ASISTENTE DE STOCK
Es normal definir su stock la primera vez que se realiza una pieza, aunque no es obligatorio hacerlo.Puede definir stock personalizado utilizando el Asistente de Stock en cualquier momento durante elproceso de creación de una pieza. Cualquier modificación realizada en el tamaño del stock en elAsistente de Stock sustituirá la definición de tamaño de stock correspondiente al espacio de trabajo deldocumento.
El Asistente de Stock le permite visualizar la pieza en la que está trabajando y el Asistente de Stocktomará la profundidad de stock del cuadro de diálogo Control de Documento. La unidad de medidatambién se toma del cuadro de diálogo Control de Documento. El Asistente de Stock determina laprofundidad de stock según el valor especificado en el cuadro de diálogo Control de Documento.
1. Seleccione la figura del stock.
Lasdos figuras básicas del stockson
Cuboide
y
Cilindro
. Cuandose haya seleccionado unafigura, el Asistente de Stockavanzará al siguiente paso.
Asistente de Stock
12
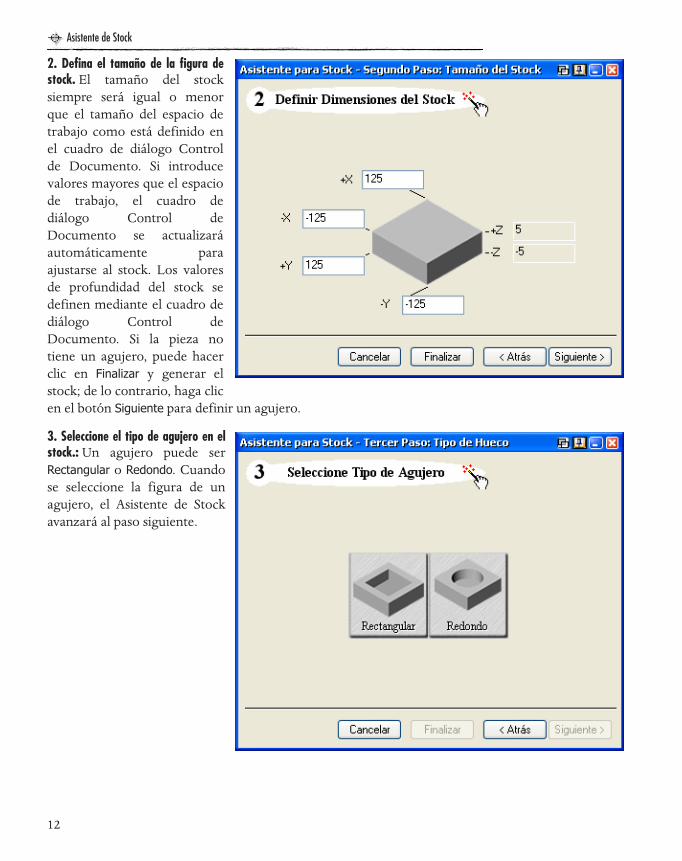
2. Defina el tamaño de la figura destock.
El tamaño del stocksiempre será igual o menorque el tamaño del espacio detrabajo como está definido enel cuadro de diálogo Controlde Documento. Si introducevalores mayores que el espaciode trabajo, el cuadro dediálogo Control deDocumento se actualizaráautomáticamente paraajustarse al stock. Los valoresde profundidad del stock sedefinen mediante el cuadro dediálogo Control deDocumento. Si la pieza notiene un agujero, puede hacerclic en
Finalizar
y generar elstock; de lo contrario, haga clicen el botón
Siguiente
para definir un agujero.
3. Seleccione el tipo de agujero en elstock.:
Un agujero puede ser
Rectangular
o
Redondo
. Cuandose seleccione la figura de unagujero, el Asistente de Stockavanzará al paso siguiente.
Asistente de Stock
13
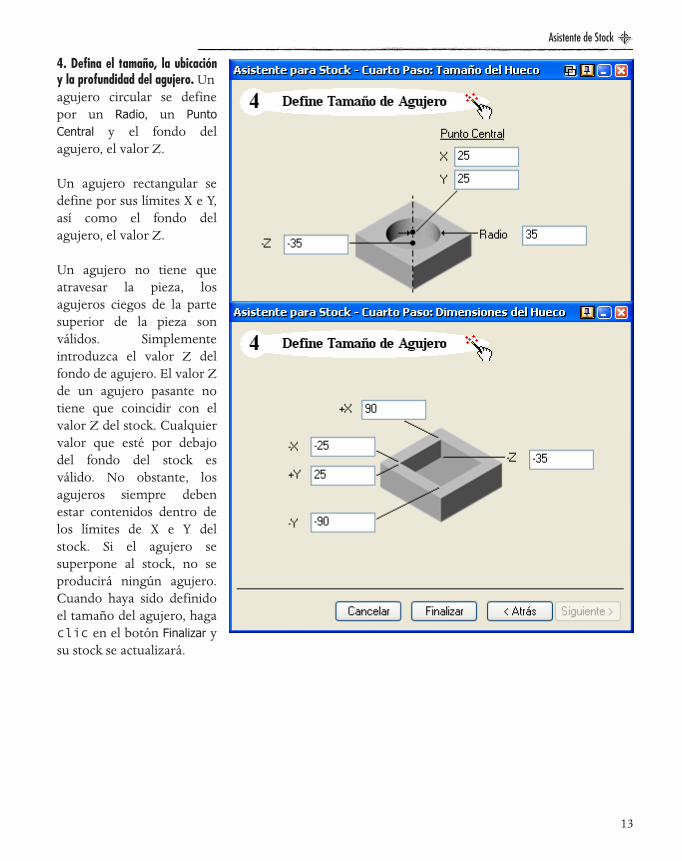
4. Defina el tamaño, la ubicacióny la profundidad del agujero.
Unagujero circular se definepor un
Radio
, un
PuntoCentral
y el fondo delagujero, el valor Z.
Un agujero rectangular sedefine por sus límites X e Y,así como el fondo delagujero, el valor Z.
Un agujero no tiene queatravesar la pieza, losagujeros ciegos de la partesuperior de la pieza sonválidos. Simplementeintroduzca el valor Z delfondo de agujero. El valor Zde un agujero pasante notiene que coincidir con elvalor Z del stock. Cualquiervalor que esté por debajodel fondo del stock esválido. No obstante, losagujeros siempre debenestar contenidos dentro delos límites de X e Y delstock. Si el agujero sesuperpone al stock, no seproducirá ningún agujero.Cuando haya sido definidoel tamaño del agujero, haga
clic en el botón Finalizar ysu stock se actualizará.

Asistente de Stock
14
TUTORIAL DE ASISTENTE DE STOCK

Tutorial de Asistente de Stock
17
CAPÍTULO 3: Tu t o r i a l d e A s i s t e n t e d e S t o c k
Creació
ndeFig
uras
ASISTENTE DE STOCK
Este tutorial tiene como objetivo ilustrar el funcionamiento del Asistente de Stock y permitir queusted se familiarice con su utilización. En este ejercicio haremos un stock cilíndrico con un agujerociego rectangular, pero empezaremos creando un stock cuboide para ilustrar el cambio de stock.
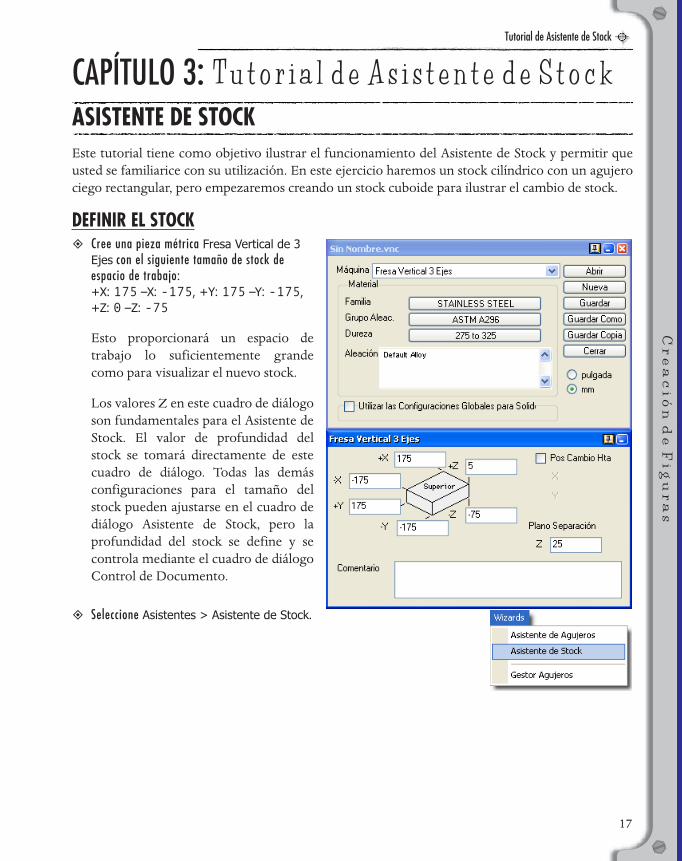
DEFINIR EL STOCKCree una pieza métrica Fresa Vertical de 3 Ejes con el siguiente tamaño de stock de espacio de trabajo: +X: 175 –X: -175, +Y: 175 –Y: -175, +Z: 0 –Z: -75
Esto proporcionará un espacio detrabajo lo suficientemente grandecomo para visualizar el nuevo stock.
Los valores Z en este cuadro de diálogoson fundamentales para el Asistente deStock. El valor de profundidad delstock se tomará directamente de estecuadro de diálogo. Todas las demásconfiguraciones para el tamaño delstock pueden ajustarse en el cuadro dediálogo Asistente de Stock, pero laprofundidad del stock se define y secontrola mediante el cuadro de diálogoControl de Documento.
Seleccione Asistentes > Asistente de Stock.

Tutorial de Asistente de Stock – Asistente de Stock
18
Definir
elSto
ck–
Cuboid
e
CuboideLa primera vez que se abre el Asistentede Stock, se le presenta la opción derealizar una figura de stock Cuboide oCilindro.
Haga clic en el botón Cuboide.
Esto realizará un stock de figuracuboide y avanzará al siguientepaso, donde definiremos el tamañodel stock.
Introduzca los valores que se muestran y haga clic en el botón Siguiente.
El stock siempre será igual o menor queel espacio de trabajo definido en elcuadro de diálogo Control deDocumento y la profundidad del stockserá igual a los valores Z en el cuadro dediálogo Control de Documento. Ladefinición del Asistente de Stocksiempre sustituirá el cuadro de diálogoControl de Documento.

Tutorial de Asistente de Stock – Asistente de Stock
19
Defin
irelSto
ck–
Aguje
roCie
goRecta
ngula
r
En el paso 3, definiremos la figurade un agujero rectangular en elstock.
Seleccione el tipo de agujero Rectangular.
Crearemos un agujero ciego en elstock. Los agujeros siempre debenestar dentro de los límites X e Y delstock. Si el agujero se superponecon el stock, no se produciráningún agujero.
Agujero Ciego RectangularIntroduzca los valores que se muestran para definir el tamaño del agujero ciego y haga clic en el botón Finalizar.
Los agujeros rectangulares se puedenubicar en cualquier lugar dentro de loslímites del stock.
Vea el stock en modo de renderizado (F6).

Tutorial de Asistente de Stock – Asistente de Stock
20
Definir
elSto
ck–
Cilín
dric
o
CilíndricoAhora crearemos un stock que sea uncilindro con una profundidad de 100mm. Al hacerlo, se ilustrará cómocambia el tamaño del espacio detrabajo.
Modifique el tamaño de stock del espacio de trabajo como se muestra.
Para cambiar la profundidad del stock,debemos modificarla desde el cuadrode diálogo Control de Documento.
Abra el Asistente de Stock y seleccione Cilindro para la figura del stock.
Tutorial de Asistente de Stock – Asistente de Stock
21
Defin
irelSto
ck–
Cilín
dric
o
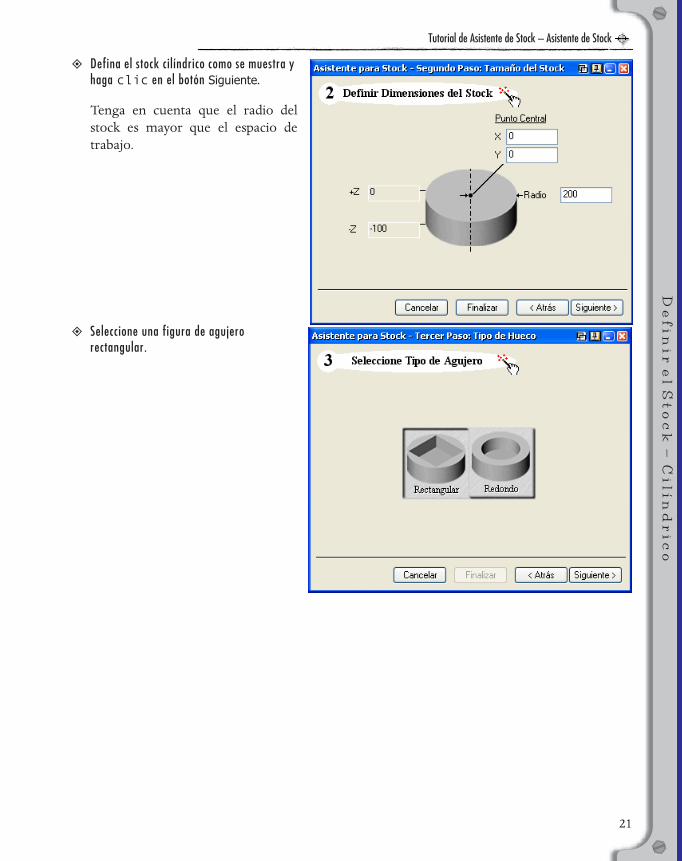
Defina el stock cilíndrico como se muestra y haga clic en el botón Siguiente.
Tenga en cuenta que el radio delstock es mayor que el espacio detrabajo.
Seleccione una figura de agujero rectangular.
Tutorial de Asistente de Stock – Asistente de Stock
22
Definir
elSto
ck–
Cilín
dric
o
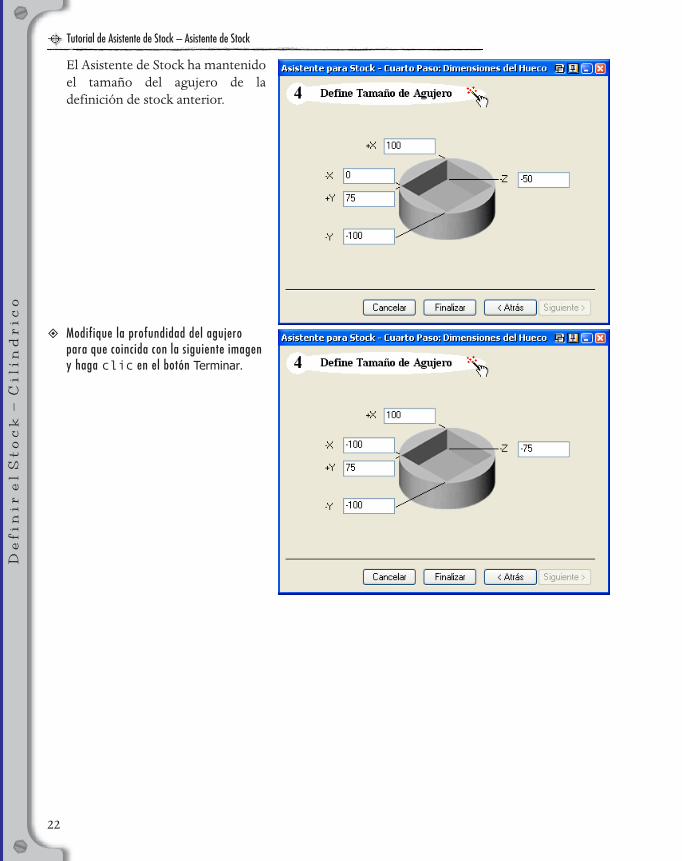
El Asistente de Stock ha mantenidoel tamaño del agujero de ladefinición de stock anterior.
Modifique la profundidad del agujero para que coincida con la siguiente imagen y haga clic en el botón Terminar.
Tutorial de Asistente de Stock – Asistente de Stock
23
Defin
irelSto
ck–
Cilín
dric
o
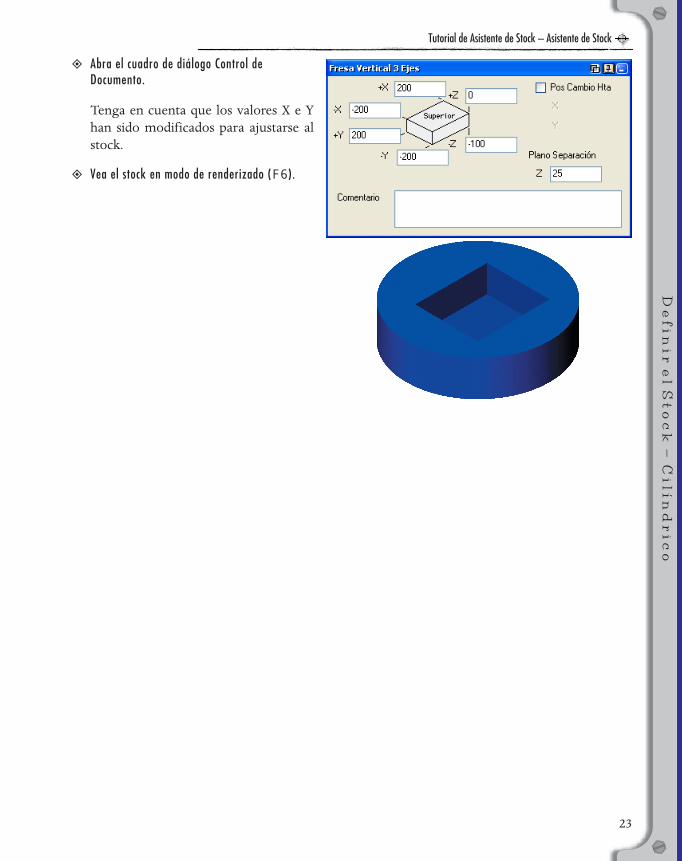
Abra el cuadro de diálogo Control de Documento.
Tenga en cuenta que los valores X e Yhan sido modificados para ajustarse alstock.
Vea el stock en modo de renderizado (F6).
Tutorial de Asistente de Stock – Asistente de Stock
24
Definir
elSto
ck–
Cilín
dric
o

CONCEPTOS BÁSICOS DEL ASISTENTE DE AGUJEROS

Conceptos Básicos del Asistente de Agujeros
27
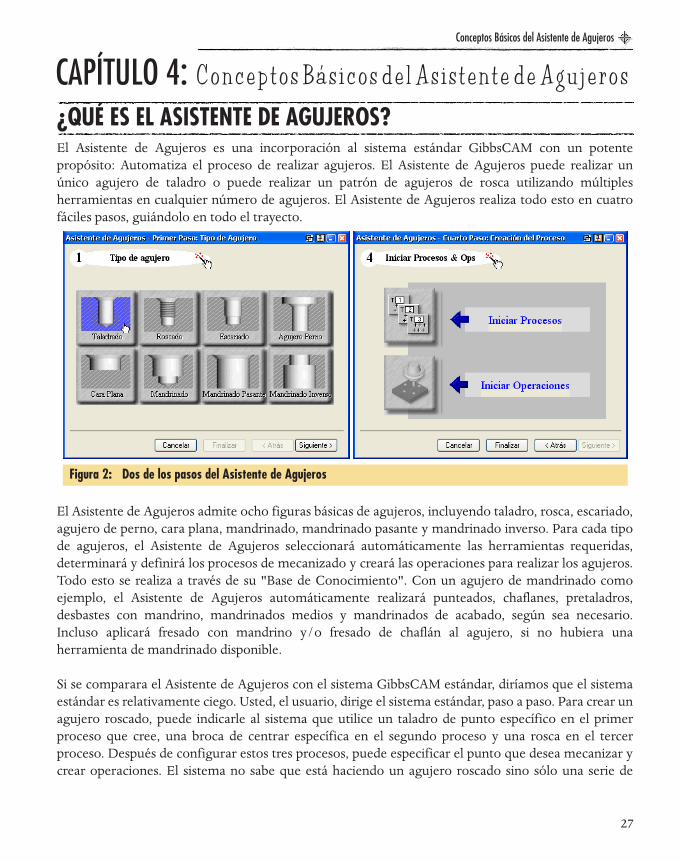
CAPÍTULO 4: Conceptos Bás icos de l As is tente de Agujeros¿QUÉ ES EL ASISTENTE DE AGUJEROS?El Asistente de Agujeros es una incorporación al sistema estándar GibbsCAM con un potentepropósito: Automatiza el proceso de realizar agujeros. El Asistente de Agujeros puede realizar unúnico agujero de taladro o puede realizar un patrón de agujeros de rosca utilizando múltiplesherramientas en cualquier número de agujeros. El Asistente de Agujeros realiza todo esto en cuatrofáciles pasos, guiándolo en todo el trayecto.
El Asistente de Agujeros admite ocho figuras básicas de agujeros, incluyendo taladro, rosca, escariado,agujero de perno, cara plana, mandrinado, mandrinado pasante y mandrinado inverso. Para cada tipode agujeros, el Asistente de Agujeros seleccionará automáticamente las herramientas requeridas,determinará y definirá los procesos de mecanizado y creará las operaciones para realizar los agujeros.Todo esto se realiza a través de su "Base de Conocimiento". Con un agujero de mandrinado comoejemplo, el Asistente de Agujeros automáticamente realizará punteados, chaflanes, pretaladros,desbastes con mandrino, mandrinados medios y mandrinados de acabado, según sea necesario.Incluso aplicará fresado con mandrino y/o fresado de chaflán al agujero, si no hubiera unaherramienta de mandrinado disponible.
Si se comparara el Asistente de Agujeros con el sistema GibbsCAM estándar, diríamos que el sistemaestándar es relativamente ciego. Usted, el usuario, dirige el sistema estándar, paso a paso. Para crear unagujero roscado, puede indicarle al sistema que utilice un taladro de punto específico en el primerproceso que cree, una broca de centrar específica en el segundo proceso y una rosca en el tercerproceso. Después de configurar estos tres procesos, puede especificar el punto que desea mecanizar ycrear operaciones. El sistema no sabe que está haciendo un agujero roscado sino sólo una serie de
Figura 2: Dos de los pasos del Asistente de Agujeros

Conceptos Básicos del Asistente de Agujeros
28
operaciones de taladrado que están en el mismo lugar. Para automatizar la realización del mismoagujero exacto, puede guardar los procesos.
El Asistente de Agujeros, al contrario que el sistema estándar, le guía a través de todo el proceso decreación. El Asistente de Agujeros sabe lo que es un agujero y la diferencia entre un agujero de pernoy un agujero mandrinado. Con el Asistente de Agujeros, simplemente puede indicar la figura delagujero, las herramientas que pueden ser utilizadas y dónde se realizará el agujero; el programa seencargará de crear todos los procesos y las operaciones por usted.
¿CÓMO ME AYUDARÁ EL ASISTENTE DE AGUJEROS?El Asistente de Agujeros ayuda en la automatización del procesamiento de agujeros y reduce eltiempo de programación de piezas. Seguirá sus comandos para la creación de agujeros y laspreferencias de selección de herramientas. Si trabaja con muchas piezas similares, materiales similaresy utiliza métodos tambien similares, el Asistente de Agujeros tiene la capacidad de automatizarsignificativamente la creación de sus agujeros. Si trabaja con una gran variedad de piezas, el Asistentede Agujeros acelerará la programación.
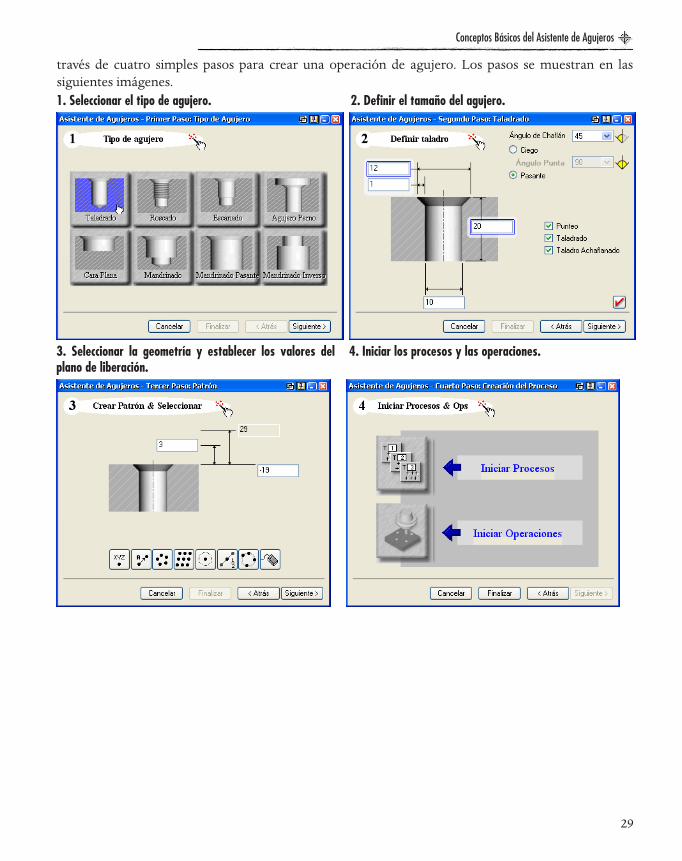
La interfaz para el Asistente de Agujeros es muy simple y le guiará paso a paso a través de la creaciónde agujeros de una manera fácil. El Asistente de Agujeros es un único cuadro de diálogo que lo lleva a
Conceptos Básicos del Asistente de Agujeros
29
través de cuatro simples pasos para crear una operación de agujero. Los pasos se muestran en lassiguientes imágenes.1. Seleccionar el tipo de agujero. 2. Definir el tamaño del agujero.
3. Seleccionar la geometría y establecer los valores delplano de liberación.
4. Iniciar los procesos y las operaciones.
Conceptos Básicos del Asistente de Agujeros
30
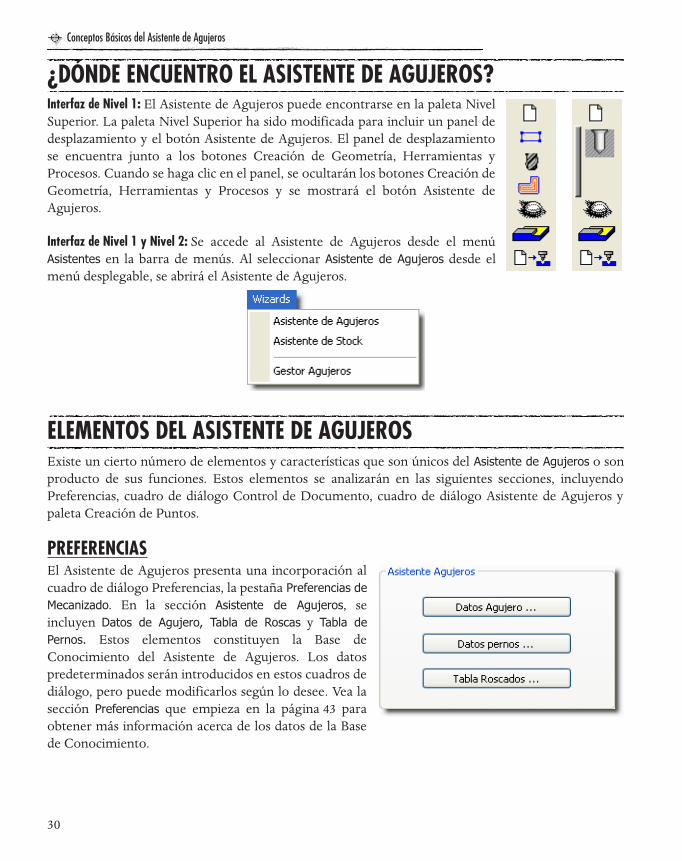
¿DÓNDE ENCUENTRO EL ASISTENTE DE AGUJEROS?Interfaz de Nivel 1: El Asistente de Agujeros puede encontrarse en la paleta NivelSuperior. La paleta Nivel Superior ha sido modificada para incluir un panel dedesplazamiento y el botón Asistente de Agujeros. El panel de desplazamientose encuentra junto a los botones Creación de Geometría, Herramientas yProcesos. Cuando se haga clic en el panel, se ocultarán los botones Creación deGeometría, Herramientas y Procesos y se mostrará el botón Asistente deAgujeros.
Interfaz de Nivel 1 y Nivel 2: Se accede al Asistente de Agujeros desde el menúAsistentes en la barra de menús. Al seleccionar Asistente de Agujeros desde elmenú desplegable, se abrirá el Asistente de Agujeros.
ELEMENTOS DEL ASISTENTE DE AGUJEROSExiste un cierto número de elementos y características que son únicos del Asistente de Agujeros o sonproducto de sus funciones. Estos elementos se analizarán en las siguientes secciones, incluyendoPreferencias, cuadro de diálogo Control de Documento, cuadro de diálogo Asistente de Agujeros ypaleta Creación de Puntos.
PREFERENCIASEl Asistente de Agujeros presenta una incorporación alcuadro de diálogo Preferencias, la pestaña Preferencias deMecanizado. En la sección Asistente de Agujeros, seincluyen Datos de Agujero, Tabla de Roscas y Tabla dePernos. Estos elementos constituyen la Base deConocimiento del Asistente de Agujeros. Los datospredeterminados serán introducidos en estos cuadros dediálogo, pero puede modificarlos según lo desee. Vea lasección Preferencias que empieza en la página 43 paraobtener más información acerca de los datos de la Basede Conocimiento.
Conceptos Básicos del Asistente de Agujeros
31
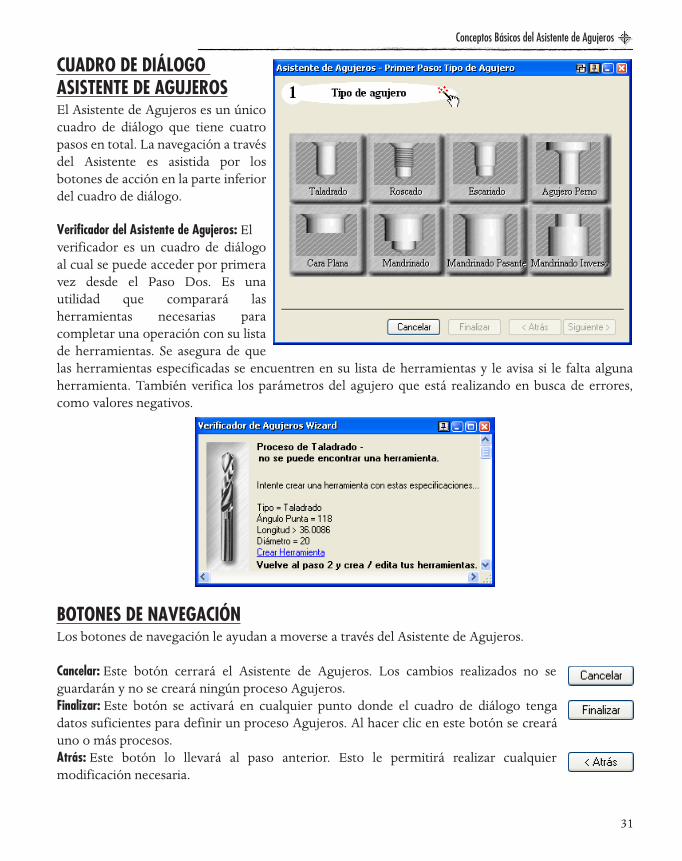
CUADRO DE DIÁLOGO ASISTENTE DE AGUJEROSEl Asistente de Agujeros es un únicocuadro de diálogo que tiene cuatropasos en total. La navegación a travésdel Asistente es asistida por losbotones de acción en la parte inferiordel cuadro de diálogo.
Verificador del Asistente de Agujeros: Elverificador es un cuadro de diálogoal cual se puede acceder por primeravez desde el Paso Dos. Es unautilidad que comparará lasherramientas necesarias paracompletar una operación con su listade herramientas. Se asegura de quelas herramientas especificadas se encuentren en su lista de herramientas y le avisa si le falta algunaherramienta. También verifica los parámetros del agujero que está realizando en busca de errores,como valores negativos.
BOTONES DE NAVEGACIÓNLos botones de navegación le ayudan a moverse a través del Asistente de Agujeros.
Cancelar: Este botón cerrará el Asistente de Agujeros. Los cambios realizados no seguardarán y no se creará ningún proceso Agujeros. Finalizar: Este botón se activará en cualquier punto donde el cuadro de diálogo tengadatos suficientes para definir un proceso Agujeros. Al hacer clic en este botón se crearáuno o más procesos.Atrás: Este botón lo llevará al paso anterior. Esto le permitirá realizar cualquiermodificación necesaria.
Conceptos Básicos del Asistente de Agujeros
32
Siguiente: El botón Siguiente estará disponible una vez que se hayan proporcionado losdatos necesarios para el paso actual. Al hacer clic en el botón Siguiente, avanzará alsiguiente paso.
CREACIÓN DE PUNTOS CON EL ASISTENTE DE AGUJEROSBotón Asistente: Este botón sustituye al botón Volver cuando se crean puntos en el Paso 3 delAsistente de Agujeros. Aparecerá en la paleta de creación de puntos en lugar del botón Volverestándar. Al presionar este botón volverá al Asistente de Agujeros.
¿CÓMO FUNCIONA EL ASISTENTE DE AGUJEROS?El Asistente de Agujeros tiene una Base de Conocimiento que proporciona su información alAsistente de Agujeros. La Base de Conocimiento son datos de mecanizado que usted ayuda a definir.Cuando el Asistente de Agujeros se encuentra ante un agujero a mecanizar, consulta la Base deConocimiento y planea cómo realizar el agujero a partir de esos datos.
La Base Conocimiento se compone de la lista de herramientas, los datos de Preferencias, la Tabla deRoscas y la Tabla de Pernos. La lista de herramientas es una parte de la Base de Conocimiento porquelas herramientas incluidas en su lista de herramientas pueden indicar al Asistente de Agujeros qué sedebe hacer. Por ejemplo, si desea mandrinar un agujero, el Asistente de Agujeros responderá demanera distinta según lo que se encuentre en la lista de herramientas. Si existe un mandrinado, elAsistente de Agujeros realizará una operación de mandrinado, mientras que si no existe unmandrinado pero existe una fresa radial, puede realizar una operación de fresado con mandrino.
Todo lo que hace el Asistente de Agujeros se basa en los datos de la Base de Conocimiento y su lógicainterna. La información incluida en la Base de Conocimiento puede ser modificada para satisfacer susnecesidades. Puede sustituir las sugerencias del Asistente de Agujeros en cada paso. Para obtener más
Conceptos Básicos del Asistente de Agujeros
33
información acerca del funcionamiento interno del Asistente de Agujeros, lea el capítulo “UsoAvanzado del Asistente de Agujeros”, a partir de la página 83 de este manual.
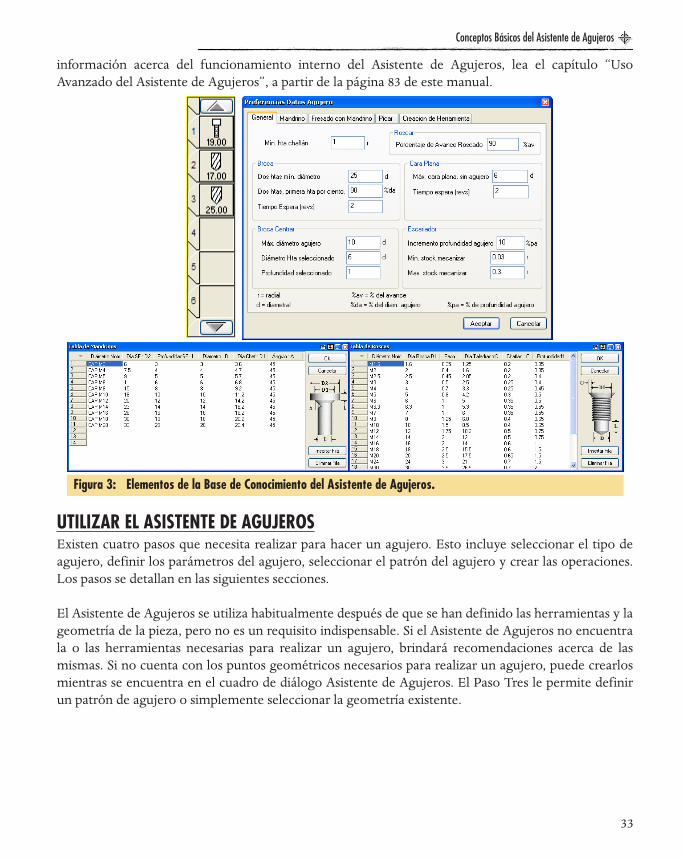
UTILIZAR EL ASISTENTE DE AGUJEROSExisten cuatro pasos que necesita realizar para hacer un agujero. Esto incluye seleccionar el tipo deagujero, definir los parámetros del agujero, seleccionar el patrón del agujero y crear las operaciones.Los pasos se detallan en las siguientes secciones.
El Asistente de Agujeros se utiliza habitualmente después de que se han definido las herramientas y lageometría de la pieza, pero no es un requisito indispensable. Si el Asistente de Agujeros no encuentrala o las herramientas necesarias para realizar un agujero, brindará recomendaciones acerca de lasmismas. Si no cuenta con los puntos geométricos necesarios para realizar un agujero, puede crearlosmientras se encuentra en el cuadro de diálogo Asistente de Agujeros. El Paso Tres le permite definirun patrón de agujero o simplemente seleccionar la geometría existente.
Figura 3: Elementos de la Base de Conocimiento del Asistente de Agujeros.
Conceptos Básicos del Asistente de Agujeros
34
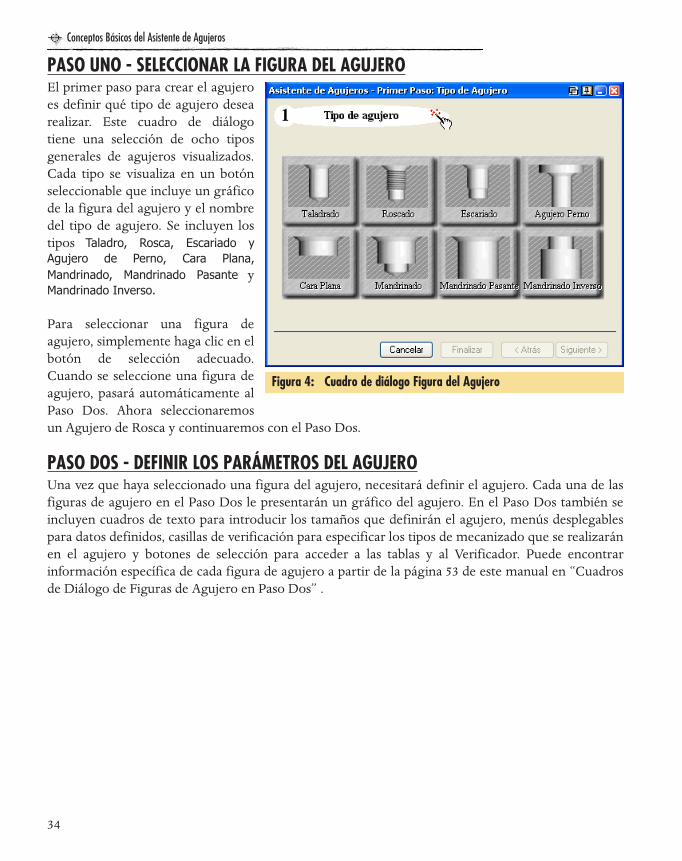
PASO UNO - SELECCIONAR LA FIGURA DEL AGUJEROEl primer paso para crear el agujeroes definir qué tipo de agujero desearealizar. Este cuadro de diálogotiene una selección de ocho tiposgenerales de agujeros visualizados.Cada tipo se visualiza en un botónseleccionable que incluye un gráficode la figura del agujero y el nombredel tipo de agujero. Se incluyen lostipos Taladro, Rosca, Escariado yAgujero de Perno, Cara Plana,Mandrinado, Mandrinado Pasante yMandrinado Inverso.
Para seleccionar una figura deagujero, simplemente haga clic en elbotón de selección adecuado.Cuando se seleccione una figura deagujero, pasará automáticamente alPaso Dos. Ahora seleccionaremosun Agujero de Rosca y continuaremos con el Paso Dos.
PASO DOS - DEFINIR LOS PARÁMETROS DEL AGUJEROUna vez que haya seleccionado una figura del agujero, necesitará definir el agujero. Cada una de lasfiguras de agujero en el Paso Dos le presentarán un gráfico del agujero. En el Paso Dos también seincluyen cuadros de texto para introducir los tamaños que definirán el agujero, menús desplegablespara datos definidos, casillas de verificación para especificar los tipos de mecanizado que se realizaránen el agujero y botones de selección para acceder a las tablas y al Verificador. Puede encontrarinformación específica de cada figura de agujero a partir de la página 53 de este manual en “Cuadrosde Diálogo de Figuras de Agujero en Paso Dos” .
Figura 4: Cuadro de diálogo Figura del Agujero

Conceptos Básicos del Asistente de Agujeros
35
Dimensiones del Agujero: Estaárea del cuadro de diálogomuestra una vista desección del agujero queestá mecanizando y tienecuadros de texto paraintroducir los parámetrosde dicho agujero. Entre losparámetros, se incluye eldiámetro, diámetro deapertura, profundidad yancho de chaflán.
La mayoría de los cuadrosde texto se relacionandirectamente con otros cuadros de texto. A medida que se introducen o cambian valores en uno deellos, los cuadros relacionados se actualizarán automáticamente para reflejar los cambios realizados.Existe un cuadro blanco que abarca estos cuadros de texto. Ese cuadro blanco indica que estoselementos afectan directamente a los otros. Vea “Agujero de Rosca” en la página 54 para obtenerdetalles sobre los agujeros roscados.
Algunos de los cuadros de texto tienen una línea azul que los rodea. Esta línea azul indica el últimoelemento que ha sido modificado y bloquea dicho valor. El valor bloqueado no cambiará hasta que loseleccione y lo cambie. Utilizando una vez más la imagen anterior, el diámetro de 39 mm tiene unanillo azul a su alrededor y el ancho de chaflán de 2 mm no lo tiene. Si se modifica el diámetro de unagujero de rosca, el diámetro del chaflán no cambiará pero el ancho del chaflán sí. Si el diámetro delagujero de 35 mm cambiase a 33 mm, el ancho del chaflán cambiaría a 3 mm.
Datos del Agujero: Esta área del cuadro de diálogo muestra varios menús desplegables, cuadros de textoy botones que abrirán la Tabla de Pernos o de Roscas. Los valores nominales de la Base deConocimiento y la información de ángulo se encuentra en esta sección del diagrama. Aquí puedeseleccionar datos predeterminados para un agujero de rosca o perno. Cuando se seleccionen los datos,el sistema completará todos los cuadros de texto correspondientes automáticamente.
Procesos del Agujero: Esta área del cuadro de diálogo muestra un grupo de casillas de verificación que lepermiten definir las operaciones que se deben realizar para crear el agujero. Cada uno de estoselementos es similar a un proceso. Cada uno de ellos puede crear uno o más procesos para llevar acabo su función. Los elementos variarán de figura de agujero a figura de agujero. Algunos elementoscomunes son Punteado, Taladrado y Achaflanado. El Asistente de Agujeros activará y desactivaráelementos a medida que el agujero se defina o se modifique. El contenido exacto variará con cada tipode agujero que defina su Base de Conocimiento. Cuando haya introducido todos los datos correctos,puede activar o desactivar cualquiera de estos elementos si lo desea. Esto le permite sustituir lasrecomendaciones que realice el Asistente de Agujeros.
1 - Dimensiones del Agujero
2 - Datos del Agujero3 - Procesos del
Agujero4 - Verificador

Conceptos Básicos del Asistente de Agujeros
36
Verificador del Asistente de Agujeros: Este botón deselección puede ser presionado una vez que
haya configurado los parámetros para el agujero. Alhacer clic en este botón, se abrirá el Verificador. ElVerificador es una utilidad que analiza losparámetros del agujero. Revisa los datosintroducidos en el Paso Dos. El Verificador tambiénanaliza las herramientas necesarias para mecanizarel agujero específico y compara esas necesidadescon su lista de herramientas. El Verificador verificasi tiene las herramientas necesarias para realizar elagujero con los parámetros que ha definido. Si no se encuentran disponibles todas las herramientasnecesarias el Verificador realizará recomendaciones acerca de las mismas. No es necesario quesolucione los problemas informados si no lo desea. El Asistente de Agujeros hará lo mejor posible conlo que tiene.
El Verificador ejecutará sus pruebasautomáticamente al presionar el botón Siguientepara pasar al Paso Tres. Si hay herramientasnecesarias, el Verificador aparecerá pero de todasmaneras avanzará al Paso Tres. Esto le proporcionaun recordatorio de que es necesario definir lasherramientas y le brinda la opción de crearlas, perono evita que defina geometría para una operación demecanizado. El Verificador también actualizará susresultados cada vez que se seleccione el botónVerificar.
En este punto, verá ciertas herramientas en la Listade Herramientas resaltadas en amarillo. Éstas son lasherramientas que el Asistente de Agujeros utilizarápara mecanizar este agujero. Para desplazarse alPaso Tres, haga clic en el botón Siguiente. Tambiénpuede hacer clic en los botones Atrás o Cancelar.

Conceptos Básicos del Asistente de Agujeros
37
PASO TRES - SELECCIONAR UN PATRÓN DE AGUJEROUna vez que haya seleccionado la figura del agujero, necesitará seleccionar la geometría que deseamecanizar y configurar los valores de plano de liberación. Si la geometría no existe todavía en la pieza,puede crearla desde el Asistente de Agujeros. Todo esto se realiza en el Paso Tres.
Lo primero que debe hacer es introducir el valor Z del plano de liberación de Entrada/Salida y valorde Superficie Z para el o los agujeros que desee crear. El Plano de Liberación Superior Z se configuraautomáticamente desde el cuadro de diálogo Control de Documento y no puede modificarse desde elAsistente de Agujeros. Todos los valores de Z son incrementales desde la superficie Z.
Lo segundo que debe hacer es seleccionar la geometría que se va a mecanizar. Cualquier punto ocírculo que exista en el Espacio de Trabajo puede seleccionarse para su mecanizado. Si la geometría yaexiste en la pieza, simplemente selecciónela en el orden que desee mecanizarla y prosiga al PasoCuatro.
Si la geometría no existe,puede ser creada desde elAsistente de Agujeros.Debajo de la configuracióndel plano de liberación seencuentra la subpaletaPuntos, pero la misma estáintegrada al Asistente deAgujeros. Esto proporcionaacceso a la creación depuntos. Cuando se seleccionauno de los botones de puntospara crear geometría, elAsistente de Agujeros seminimiza a la paleta Punto yse abre el cuadro de diálogoseleccionado. Esto le permite ver más fácilmente el espacio de trabajo y los puntos que está creando.
Figura 5: Cuadro de Diálogo Patrón de Agujero
1 - Plano de Liberación Superior Z
2 - Plano de Liberación de Entrada/Salida Z
3 - Superficie Z4 - Paleta Punto

Conceptos Básicos del Asistente de Agujeros
38
Por ejemplo, si hiciese clic en el botón Círculo de Perno mientras se encuentra en el Asistente deAgujeros, el Asistente de Agujeros se minimizará a la paleta Punto y se abrirá el cuadro de diálogoCírculo de Perno. La siguiente imagen muestra el Asistente de Agujeros en este modo minimizado.
Cree los puntos que desea mecanizar y selecciónelos en el orden en que desea mecanizarlos.Para maximizar el Asistente de Agujeros, haga clic en el botón Asistente en la subpaletaPuntos. Esto cerrará cualquier cuadro de diálogo abierto y le permitirá continuar con el PasoCuatro.
Al hacer clic en el botón Siguiente, avanzará al Paso Cuatro. Los botones Atrás o Cancelartambién están disponibles.

Conceptos Básicos del Asistente de Agujeros
39
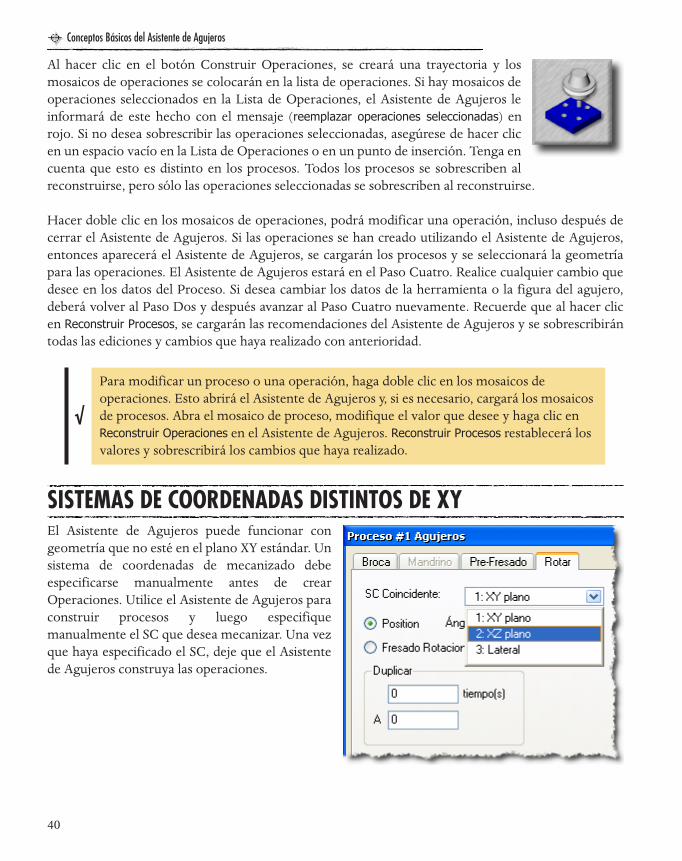
PASO CUATRO - CONSTRUIR LA OPERACIÓNEl paso final consiste en construir los procesos y las operaciones. Este paso creará mosaicos deprocesos y operaciones. Estos son los mismos mosaicos de procesos que necesitaría crear si no tuvieseel Asistente de Agujeros. Haga clic en cada botón para construir botones de procesos y operaciones. Sihay mosaicos existentes en el proceso o en la lista de operaciones, el Asistente de Agujeros leinformará de esto con el término Reconstruir en lugar de Construir. También habrá un mensaje en rojoindicando que los elementos existentes serán sustituidos.
Al hacer clic en el botón Construir Procesos, se crearán los procesos necesarios en laLista de Procesos. Puede cambiar las herramientas asignadas a un procesoarrastrando y colocando una nueva herramienta. También puede abrir un cuadrode diálogo de proceso y cambiar cualquier dato que desee.
Si hay mosaicos de procesos en la Lista de Procesos, el Asistente de Agujeros leinformará de que al hacer clic en este botón se sobrescribirán dichos procesos. Elmensaje (reemplazar todos los procesos) se verá en rojo en el cuadro de diálogo. Si no desea sobrescribirtodos los procesos existentes, asegúrese de deseleccionar los mosaicos haciendo clic en un espacio enblanco o en un punto de inserción en la Lista de Procesos.
Figura 6: Cuadro de diálogo Construir/Reconstruir
√
El botón Reconstruir Procesos siempre llevará un proceso de regreso a las recomendaciones del Asistente de Agujeros. Puede modificar la información en los procesos de cualquier manera incluyendo que herramienta se debe utilizar, pero si hace clic en Reconstruir Procesos después de realizar las modificaciones, el Asistente de Agujeros cargará sus recomendaciones.
Conceptos Básicos del Asistente de Agujeros
40
Al hacer clic en el botón Construir Operaciones, se creará una trayectoria y losmosaicos de operaciones se colocarán en la lista de operaciones. Si hay mosaicos deoperaciones seleccionados en la Lista de Operaciones, el Asistente de Agujeros leinformará de este hecho con el mensaje (reemplazar operaciones seleccionadas) enrojo. Si no desea sobrescribir las operaciones seleccionadas, asegúrese de hacer clicen un espacio vacío en la Lista de Operaciones o en un punto de inserción. Tenga encuenta que esto es distinto en los procesos. Todos los procesos se sobrescriben alreconstruirse, pero sólo las operaciones seleccionadas se sobrescriben al reconstruirse.
Hacer doble clic en los mosaicos de operaciones, podrá modificar una operación, incluso después decerrar el Asistente de Agujeros. Si las operaciones se han creado utilizando el Asistente de Agujeros,entonces aparecerá el Asistente de Agujeros, se cargarán los procesos y se seleccionará la geometríapara las operaciones. El Asistente de Agujeros estará en el Paso Cuatro. Realice cualquier cambio quedesee en los datos del Proceso. Si desea cambiar los datos de la herramienta o la figura del agujero,deberá volver al Paso Dos y después avanzar al Paso Cuatro nuevamente. Recuerde que al hacer clicen Reconstruir Procesos, se cargarán las recomendaciones del Asistente de Agujeros y se sobrescribirántodas las ediciones y cambios que haya realizado con anterioridad.
SISTEMAS DE COORDENADAS DISTINTOS DE XYEl Asistente de Agujeros puede funcionar congeometría que no esté en el plano XY estándar. Unsistema de coordenadas de mecanizado debeespecificarse manualmente antes de crearOperaciones. Utilice el Asistente de Agujeros paraconstruir procesos y luego especifiquemanualmente el SC que desea mecanizar. Una vezque haya especificado el SC, deje que el Asistentede Agujeros construya las operaciones.
√
Para modificar un proceso o una operación, haga doble clic en los mosaicos de operaciones. Esto abrirá el Asistente de Agujeros y, si es necesario, cargará los mosaicos de procesos. Abra el mosaico de proceso, modifique el valor que desee y haga clic en Reconstruir Operaciones en el Asistente de Agujeros. Reconstruir Procesos restablecerá los valores y sobrescribirá los cambios que haya realizado.

DATOS DEL ASISTENTE DE AGUJEROS


Datos del Asistente de Agujeros
43
CAPÍTULO 5: Da t o s d e l A s i s t e n t e d e A g u j e r o sEste capítulo proporciona más información acerca del Asistente de Agujeros. Concretamente, sedetallan las Preferencias y se explican las diversas Figuras de Agujero en el Paso Dos del Asistente deAgujeros.
PREFERENCIASLas Preferencias son los factores controladores de la Base de Conocimiento del Asistente de Agujeros.Estos datos controlan el comportamiento del Asistente de Agujeros. Antes de utilizar el Asistente deAgujeros por primera vez, es necesario que revise las Preferencias e introduzca sus valores preferidos.Es importante saber qué significan todas las configuraciones y cómo éstas afectan al comportamientodel Asistente de Agujeros. La Base de Conocimiento mantiene un seguimiento separado de laconfiguración de medidas métricas y por pulgadas. Cualquier cambio realizado a una unidad demedida no se verá reflejado en la otra.
La Base de Conocimiento se compone de las preferencias de los Datos de Agujero, la Tabla de Roscas yla Tabla de Pernos. Las preferencias de los Datos de Agujero le permiten guardar las preferencias decómo deberían seleccionarse las herramientas y qué procesos deberían crearse. La Tabla de Roscas
Datos del Asistente de Agujeros
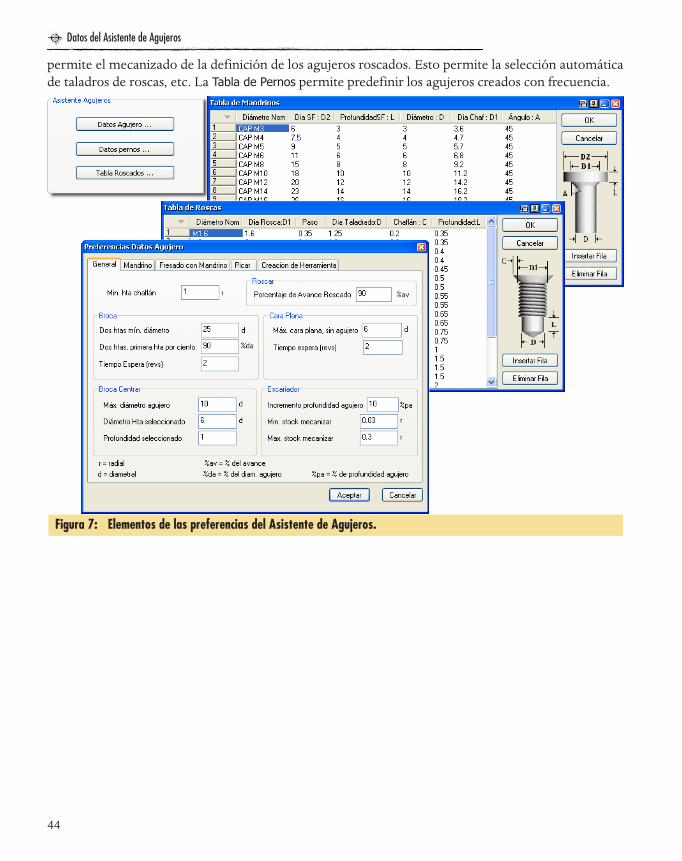
44
permite el mecanizado de la definición de los agujeros roscados. Esto permite la selección automáticade taladros de roscas, etc. La Tabla de Pernos permite predefinir los agujeros creados con frecuencia.
Figura 7: Elementos de las preferencias del Asistente de Agujeros.
Datos del Asistente de Agujeros
45
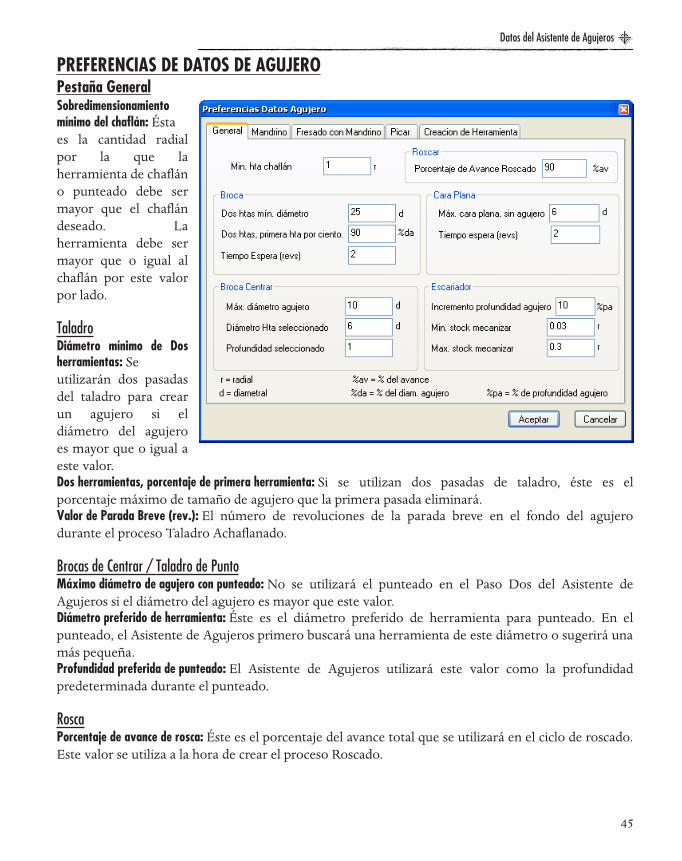
PREFERENCIAS DE DATOS DE AGUJEROPestaña GeneralSobredimensionamientomínimo del chaflán: Éstaes la cantidad radialpor la que laherramienta de chafláno punteado debe sermayor que el chaflándeseado. Laherramienta debe sermayor que o igual alchaflán por este valorpor lado.
TaladroDiámetro mínimo de Dosherramientas: Seutilizarán dos pasadasdel taladro para crearun agujero si eldiámetro del agujeroes mayor que o igual aeste valor.Dos herramientas, porcentaje de primera herramienta: Si se utilizan dos pasadas de taladro, éste es elporcentaje máximo de tamaño de agujero que la primera pasada eliminará. Valor de Parada Breve (rev.): El número de revoluciones de la parada breve en el fondo del agujerodurante el proceso Taladro Achaflanado.
Brocas de Centrar / Taladro de PuntoMáximo diámetro de agujero con punteado: No se utilizará el punteado en el Paso Dos del Asistente deAgujeros si el diámetro del agujero es mayor que este valor.Diámetro preferido de herramienta: Éste es el diámetro preferido de herramienta para punteado. En elpunteado, el Asistente de Agujeros primero buscará una herramienta de este diámetro o sugerirá unamás pequeña. Profundidad preferida de punteado: El Asistente de Agujeros utilizará este valor como la profundidadpredeterminada durante el punteado.
RoscaPorcentaje de avance de rosca: Éste es el porcentaje del avance total que se utilizará en el ciclo de roscado.Este valor se utiliza a la hora de crear el proceso Roscado.

Datos del Asistente de Agujeros
46
Cara Plana:Cara plana máxima, sin agujero: El diámetro máximo de cara plana que no requerirá un agujeropretaladrado. Si la cara plana supera este valor, el agujero deberá pretaladrarse. Este valor se utiliza ala hora de determinar los valores predeterminados del proceso.Valor de Parada Breve (rev.): El número de revoluciones de la parada breve en el fondo del agujerodurante los procesos Cara Plana y Achaflanado con Mandrino.
Escariado:Aumento de profundidad de agujero: El porcentaje de profundidad del agujero escariado para determinar laprofundidad del proceso Taladrado. El taladro descenderá a la profundidad del agujero escariadodeseado más el porcentaje especificado. Mínimo stock de mecanizado: La cantidad mínima de stock a cortar con el proceso Acabado de Escariadoque dejó el proceso Escariado Medio.Máximo stock de mecanizado: La cantidad máxima de stock a cortar con el proceso Acabado de Escariadoque dejó el proceso Escariado Medio.
Pestaña MandrinadoDiámetro mínimo para GranMandrino: Utilizadopara determinar si elAsistente de Agujerosdebe utilizar laTolerancia de Stock dePequeño Mandrino o laTolerancia de Stock deGran Mandrino a la horade mandrinar.Sobredimensionamientomínimo del chaflán: Estevalor se utiliza en laselección deherramienta deachaflanado conmandrino. Esta es lacantidad radial por laque la herramienta dechaflán debe ser mayorque el chaflán deseado,(la herramienta debe ser mayor que o igual al chaflán por esta cantidad por lado). El valor indicado eneste ejemplo estipula que el radio de la herramienta de chaflán debe ser, como mínimo, 1 mm mayorque el radio del chaflán.Sobredimensionamiento máximo del chaflán: Este valor se utiliza en la selección de herramienta deachaflanado con mandrino. La herramienta debe ser menor que o igual al chaflán por esta cantidad

Datos del Asistente de Agujeros
47
por lado. El valor indicado en este ejemplo estipula que el radio de la herramienta de chaflán debe ser,como máximo, 3 mm mayor que el radio del chaflán.Mandrinado pasante: La distancia que el mandrinado puede excederse más allá de la profundidad demandrinado deseada. Este valor se utiliza al establecer un valor predeterminado de distancia en elcuadro de diálogo correspondiente a la definición del mandrinado pasante. (Paso Dos en el Asistentede Agujeros).Plano de Liberación de Mandrinado Inverso: La distancia del plano de liberación que la herramienta demandrinado inverso puede exceder más allá del fondo del stock. Este valor se utiliza a la hora deestablecer el valor predeterminado de plano de liberación en el cuadro de diálogo correspondiente a ladefinición del agujero de mandrinado pasante. (Paso Dos en el Asistente de Agujeros).Aumento de profundidad de agujero: Éste es el porcentaje de la profundidad del agujero de mandrinado quese utiliza para determinar la profundidad del proceso Taladrado. El taladro descenderá a laprofundidad del agujero de mandrinado deseado más el porcentaje especificado.
Tolerancia de Stock de Pequeño MandrinoDesbaste, máxima: La cantidad máxima de stock a eliminar durante la pasada de desbaste. Se utiliza parala predeterminación del proceso.Media, mínima: La cantidad mínima de stock a eliminar durante la pasada media. Se utiliza para lapredeterminación del proceso y la selección de herramienta.Media, máxima: La cantidad máxima de stock a eliminar durante la pasada media. Se utiliza para lapredeterminación del proceso y la selección de herramienta.Acabado, media: La cantidad mínima de stock a eliminar durante la pasada de acabado. Se utiliza para lapredeterminación del proceso y la selección de herramienta.Acabado, máxima: La cantidad máxima de stock a eliminar durante la pasada de acabado. Se utiliza parala predeterminación del proceso y la selección de herramienta.
Tolerancia de Stock de Gran MandrinoDesbaste, máxima: La cantidad máxima de stock a eliminar durante la pasada de desbaste. Se utiliza parala predeterminación del proceso.Media, mínima: La cantidad mínima de stock a eliminar durante la pasada media. Se utiliza para lapredeterminación del proceso y la selección de herramienta.Media, máxima: La cantidad máxima de stock a eliminar durante la pasada media. Se utiliza para lapredeterminación del proceso y la selección de herramienta.Acabado, media: La cantidad mínima de stock a eliminar durante la pasada de acabado. Se utiliza para lapredeterminación del proceso y la selección de herramienta.Acabado, máxima: La cantidad máxima de stock a eliminar durante la pasada de acabado. Se utiliza parala predeterminación del proceso y la selección de herramienta.

Datos del Asistente de Agujeros
48
Pestaña Fresado con MandrinoDistancia del plano deliberación rápida: Ésta esla distancia desde elDiámetro del Plano deLiberación donde deseaque la herramientaempiece a avanzar. Laherramienta avanzarárápidamente desde elcentro del mandrinadoa esta ubicación. Elvalor del Diámetro delPlano de Liberaciónpuede encontrarse enla pestaña Mandrinadode un procesoTaladrado.Tamaño máximo de fresaradial: Sólo las fresasradiales con undiámetro igual omenor que esta distancia se considerarán durante la selección de herramientas.
DesbasteAncho de corte: El ancho de corte para el proceso fresado con mandrino se calculará como un porcentajedel diámetro de la herramienta. De manera predeterminada, el sistema realizará un corte de fresadocon mandrino que es el 50% del diámetro de la herramienta.Paso Z: El Paso Z para el proceso Desbaste de Fresado con Mandrino se calculará como un porcentajedel diámetro de la herramienta. De manera predeterminada, el sistema realizará un Paso Z en uncorte de fresado con mandrino en un 25% del diámetro de la herramienta.
FinalizarCorte de acabado máximo, ninguna pasada adicional: Si el corte de acabado es mayor que este valor, se tomaráuna pasada adicional.Superponer: El valor de superposición para el proceso fresado con mandrino se calculará como unporcentaje del diámetro de la herramienta. De manera predeterminada, el sistema superpondrá uncorte de fresado con mandrino en un 10% del diámetro de una herramienta.Línea de Aproximación/Salida: La longitud de la línea de aproximación/salida para el proceso acabado defresado con mandrino se calculará como un porcentaje del diámetro de la herramienta. El valorpredeterminado es el 5% del diámetro de una herramienta.Radio de Aproximación/Salida: El radio de aproximación/salida para el proceso de acabado Fresado conMandrino se calculará como un porcentaje del diámetro de la herramienta. El valor predeterminadoes el 25% del diámetro de una herramienta.
Datos del Asistente de Agujeros
49
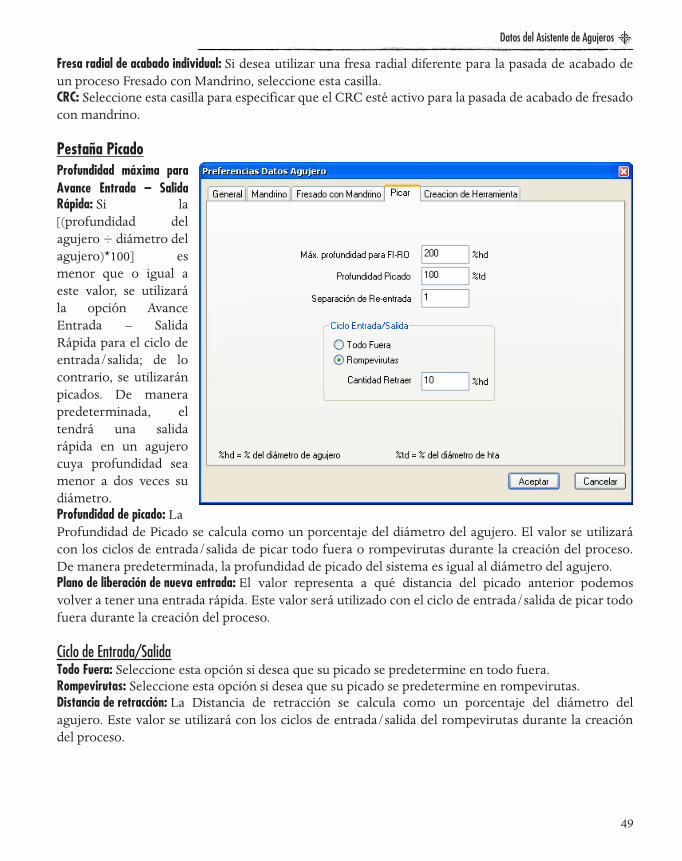
Fresa radial de acabado individual: Si desea utilizar una fresa radial diferente para la pasada de acabado deun proceso Fresado con Mandrino, seleccione esta casilla.CRC: Seleccione esta casilla para especificar que el CRC esté activo para la pasada de acabado de fresadocon mandrino.
Pestaña PicadoProfundidad máxima para
Avance Entrada – SalidaRápida: Si la[(profundidad delagujero ÷ diámetro delagujero)*100] esmenor que o igual aeste valor, se utilizarála opción AvanceEntrada – SalidaRápida para el ciclo deentrada/salida; de locontrario, se utilizaránpicados. De manerapredeterminada, eltendrá una salidarápida en un agujerocuya profundidad seamenor a dos veces sudiámetro.Profundidad de picado: LaProfundidad de Picado se calcula como un porcentaje del diámetro del agujero. El valor se utilizarácon los ciclos de entrada/salida de picar todo fuera o rompevirutas durante la creación del proceso.De manera predeterminada, la profundidad de picado del sistema es igual al diámetro del agujero.Plano de liberación de nueva entrada: El valor representa a qué distancia del picado anterior podemosvolver a tener una entrada rápida. Este valor será utilizado con el ciclo de entrada/salida de picar todofuera durante la creación del proceso.
Ciclo de Entrada/SalidaTodo Fuera: Seleccione esta opción si desea que su picado se predetermine en todo fuera.Rompevirutas: Seleccione esta opción si desea que su picado se predetermine en rompevirutas.Distancia de retracción: La Distancia de retracción se calcula como un porcentaje del diámetro delagujero. Este valor se utilizará con los ciclos de entrada/salida del rompevirutas durante la creacióndel proceso.
Datos del Asistente de Agujeros
50
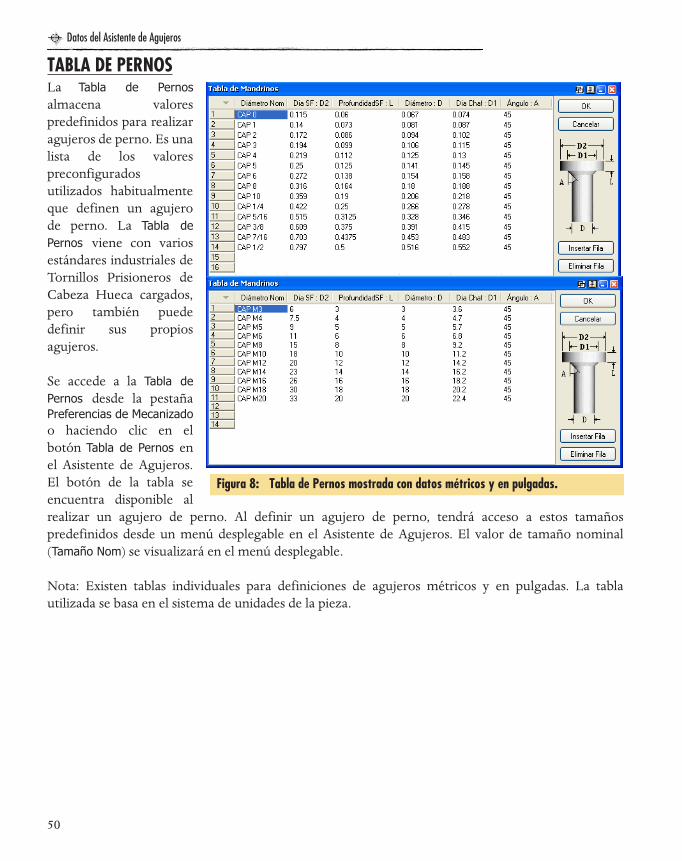
TABLA DE PERNOSLa Tabla de Pernosalmacena valorespredefinidos para realizaragujeros de perno. Es unalista de los valorespreconfiguradosutilizados habitualmenteque definen un agujerode perno. La Tabla dePernos viene con variosestándares industriales deTornillos Prisioneros deCabeza Hueca cargados,pero también puededefinir sus propiosagujeros.
Se accede a la Tabla dePernos desde la pestañaPreferencias de Mecanizadoo haciendo clic en elbotón Tabla de Pernos enel Asistente de Agujeros.El botón de la tabla seencuentra disponible alrealizar un agujero de perno. Al definir un agujero de perno, tendrá acceso a estos tamañospredefinidos desde un menú desplegable en el Asistente de Agujeros. El valor de tamaño nominal(Tamaño Nom) se visualizará en el menú desplegable.
Nota: Existen tablas individuales para definiciones de agujeros métricos y en pulgadas. La tablautilizada se basa en el sistema de unidades de la pieza.
Figura 8: Tabla de Pernos mostrada con datos métricos y en pulgadas.
Datos del Asistente de Agujeros
51
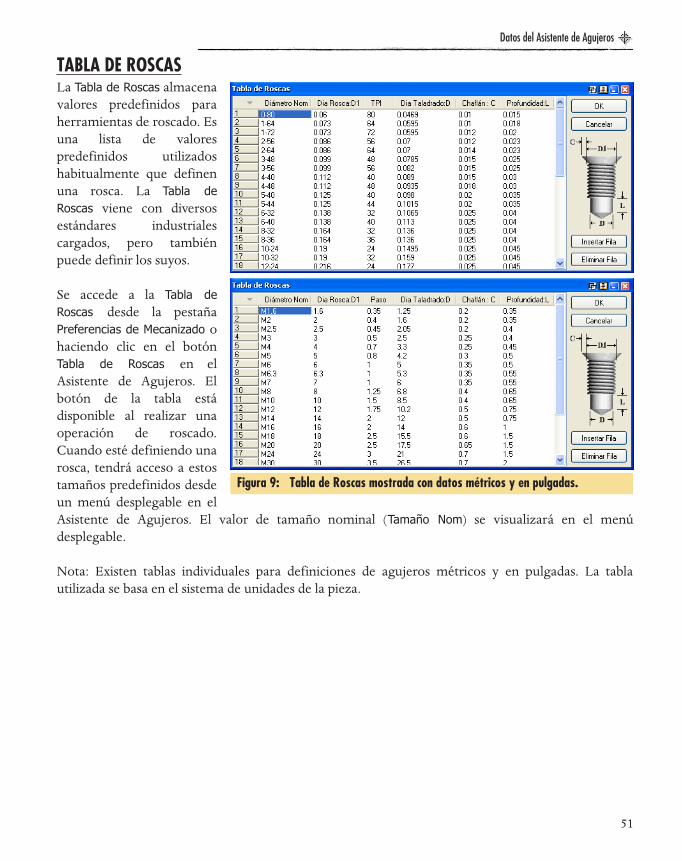
TABLA DE ROSCASLa Tabla de Roscas almacenavalores predefinidos paraherramientas de roscado. Esuna lista de valorespredefinidos utilizadoshabitualmente que definenuna rosca. La Tabla deRoscas viene con diversosestándares industrialescargados, pero tambiénpuede definir los suyos.
Se accede a la Tabla deRoscas desde la pestañaPreferencias de Mecanizado ohaciendo clic en el botónTabla de Roscas en elAsistente de Agujeros. Elbotón de la tabla estádisponible al realizar unaoperación de roscado.Cuando esté definiendo unarosca, tendrá acceso a estostamaños predefinidos desdeun menú desplegable en elAsistente de Agujeros. El valor de tamaño nominal (Tamaño Nom) se visualizará en el menúdesplegable.
Nota: Existen tablas individuales para definiciones de agujeros métricos y en pulgadas. La tablautilizada se basa en el sistema de unidades de la pieza.
Figura 9: Tabla de Roscas mostrada con datos métricos y en pulgadas.
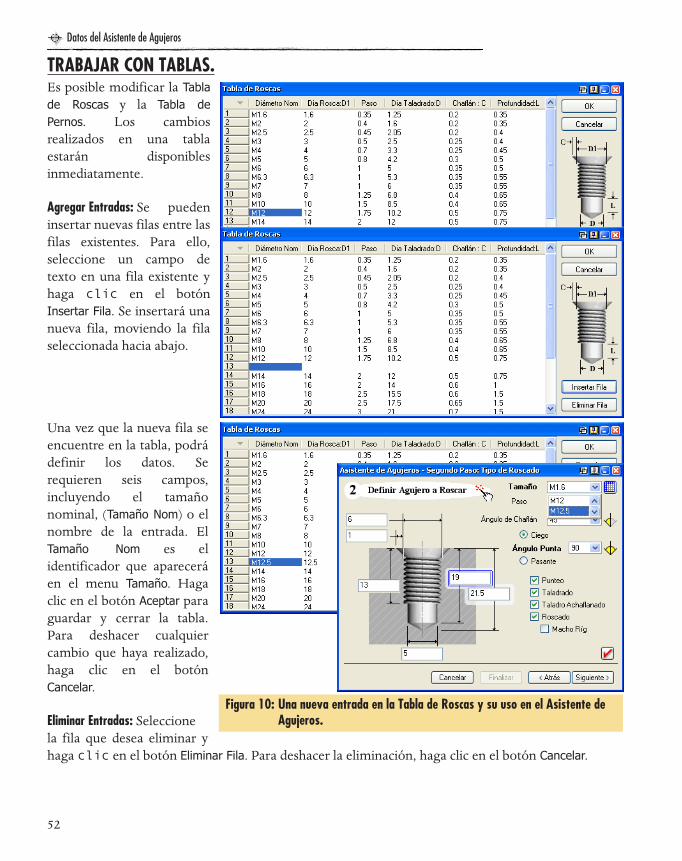
Datos del Asistente de Agujeros
52
TRABAJAR CON TABLAS.Es posible modificar la Tablade Roscas y la Tabla dePernos. Los cambiosrealizados en una tablaestarán disponiblesinmediatamente.
Agregar Entradas: Se puedeninsertar nuevas filas entre lasfilas existentes. Para ello,seleccione un campo detexto en una fila existente yhaga clic en el botónInsertar Fila. Se insertará unanueva fila, moviendo la filaseleccionada hacia abajo.
Una vez que la nueva fila seencuentre en la tabla, podrádefinir los datos. Serequieren seis campos,incluyendo el tamañonominal, (Tamaño Nom) o elnombre de la entrada. ElTamaño Nom es elidentificador que apareceráen el menu Tamaño. Hagaclic en el botón Aceptar paraguardar y cerrar la tabla.Para deshacer cualquiercambio que haya realizado,haga clic en el botónCancelar.
Eliminar Entradas: Seleccionela fila que desea eliminar yhaga clic en el botón Eliminar Fila. Para deshacer la eliminación, haga clic en el botón Cancelar.
Figura 10: Una nueva entrada en la Tabla de Roscas y su uso en el Asistente de Agujeros.
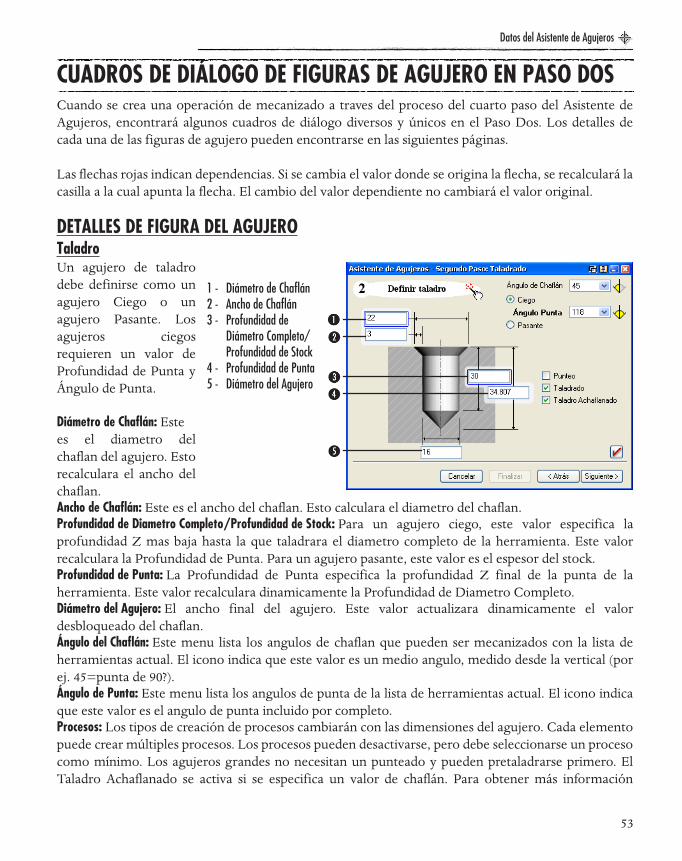
Datos del Asistente de Agujeros
53
CUADROS DE DIÁLOGO DE FIGURAS DE AGUJERO EN PASO DOSCuando se crea una operación de mecanizado a traves del proceso del cuarto paso del Asistente deAgujeros, encontrará algunos cuadros de diálogo diversos y únicos en el Paso Dos. Los detalles decada una de las figuras de agujero pueden encontrarse en las siguientes páginas.
Las flechas rojas indican dependencias. Si se cambia el valor donde se origina la flecha, se recalculará lacasilla a la cual apunta la flecha. El cambio del valor dependiente no cambiará el valor original.
DETALLES DE FIGURA DEL AGUJEROTaladroUn agujero de taladrodebe definirse como unagujero Ciego o unagujero Pasante. Losagujeros ciegosrequieren un valor deProfundidad de Punta yÁngulo de Punta.
Diámetro de Chaflán: Estees el diametro delchaflan del agujero. Estorecalculara el ancho delchaflan.Ancho de Chaflán: Este es el ancho del chaflan. Esto calculara el diametro del chaflan.Profundidad de Diametro Completo/Profundidad de Stock: Para un agujero ciego, este valor especifica laprofundidad Z mas baja hasta la que taladrara el diametro completo de la herramienta. Este valorrecalculara la Profundidad de Punta. Para un agujero pasante, este valor es el espesor del stock.Profundidad de Punta: La Profundidad de Punta especifica la profundidad Z final de la punta de laherramienta. Este valor recalculara dinamicamente la Profundidad de Diametro Completo.Diámetro del Agujero: El ancho final del agujero. Este valor actualizara dinamicamente el valordesbloqueado del chaflan.Ángulo del Chaflán: Este menu lista los angulos de chaflan que pueden ser mecanizados con la lista deherramientas actual. El icono indica que este valor es un medio angulo, medido desde la vertical (porej. 45=punta de 90?).Ángulo de Punta: Este menu lista los angulos de punta de la lista de herramientas actual. El icono indicaque este valor es el angulo de punta incluido por completo.Procesos: Los tipos de creación de procesos cambiarán con las dimensiones del agujero. Cada elementopuede crear múltiples procesos. Los procesos pueden desactivarse, pero debe seleccionarse un procesocomo mínimo. Los agujeros grandes no necesitan un punteado y pueden pretaladrarse primero. ElTaladro Achaflanado se activa si se especifica un valor de chaflán. Para obtener más información
1 - Diámetro de Chaflán2 - Ancho de Chaflán3 - Profundidad de
Diámetro Completo/Profundidad de Stock
4 - Profundidad de Punta5 - Diámetro del Agujero
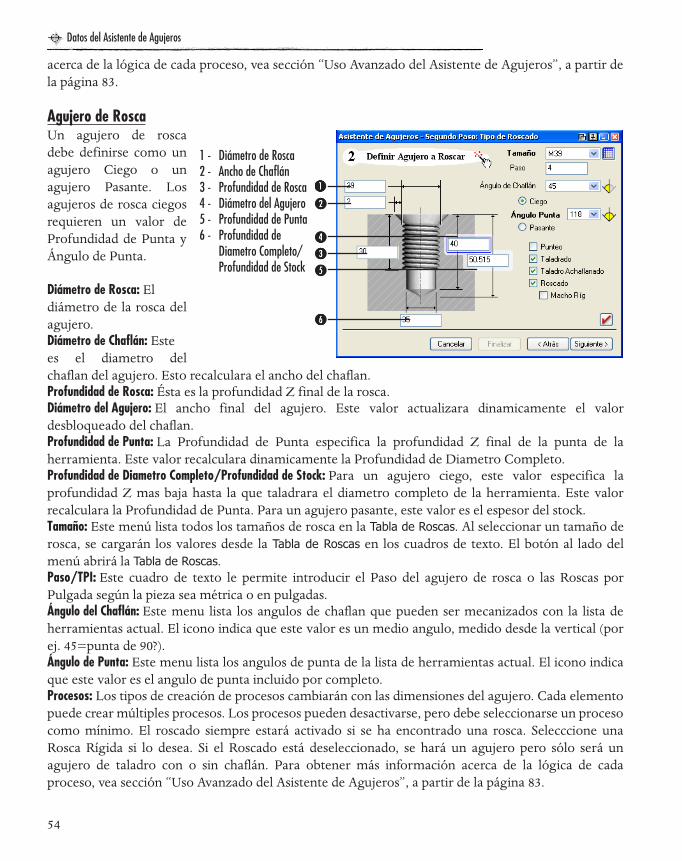
Datos del Asistente de Agujeros
54
acerca de la lógica de cada proceso, vea sección “Uso Avanzado del Asistente de Agujeros”, a partir dela página 83.
Agujero de RoscaUn agujero de roscadebe definirse como unagujero Ciego o unagujero Pasante. Losagujeros de rosca ciegosrequieren un valor deProfundidad de Punta yÁngulo de Punta.
Diámetro de Rosca: Eldiámetro de la rosca delagujero. Diámetro de Chaflán: Estees el diametro delchaflan del agujero. Esto recalculara el ancho del chaflan.Profundidad de Rosca: Ésta es la profundidad Z final de la rosca.Diámetro del Agujero: El ancho final del agujero. Este valor actualizara dinamicamente el valordesbloqueado del chaflan.Profundidad de Punta: La Profundidad de Punta especifica la profundidad Z final de la punta de laherramienta. Este valor recalculara dinamicamente la Profundidad de Diametro Completo.Profundidad de Diametro Completo/Profundidad de Stock: Para un agujero ciego, este valor especifica laprofundidad Z mas baja hasta la que taladrara el diametro completo de la herramienta. Este valorrecalculara la Profundidad de Punta. Para un agujero pasante, este valor es el espesor del stock.Tamaño: Este menú lista todos los tamaños de rosca en la Tabla de Roscas. Al seleccionar un tamaño derosca, se cargarán los valores desde la Tabla de Roscas en los cuadros de texto. El botón al lado delmenú abrirá la Tabla de Roscas.Paso/TPI: Este cuadro de texto le permite introducir el Paso del agujero de rosca o las Roscas porPulgada según la pieza sea métrica o en pulgadas.Ángulo del Chaflán: Este menu lista los angulos de chaflan que pueden ser mecanizados con la lista deherramientas actual. El icono indica que este valor es un medio angulo, medido desde la vertical (porej. 45=punta de 90?).Ángulo de Punta: Este menu lista los angulos de punta de la lista de herramientas actual. El icono indicaque este valor es el angulo de punta incluido por completo.Procesos: Los tipos de creación de procesos cambiarán con las dimensiones del agujero. Cada elementopuede crear múltiples procesos. Los procesos pueden desactivarse, pero debe seleccionarse un procesocomo mínimo. El roscado siempre estará activado si se ha encontrado una rosca. Selecccione unaRosca Rígida si lo desea. Si el Roscado está deseleccionado, se hará un agujero pero sólo será unagujero de taladro con o sin chaflán. Para obtener más información acerca de la lógica de cadaproceso, vea sección “Uso Avanzado del Asistente de Agujeros”, a partir de la página 83.
1 - Diámetro de Rosca2 - Ancho de Chaflán3 - Profundidad de Rosca4 - Diámetro del Agujero5 - Profundidad de Punta6 - Profundidad de
Diametro Completo/Profundidad de Stock
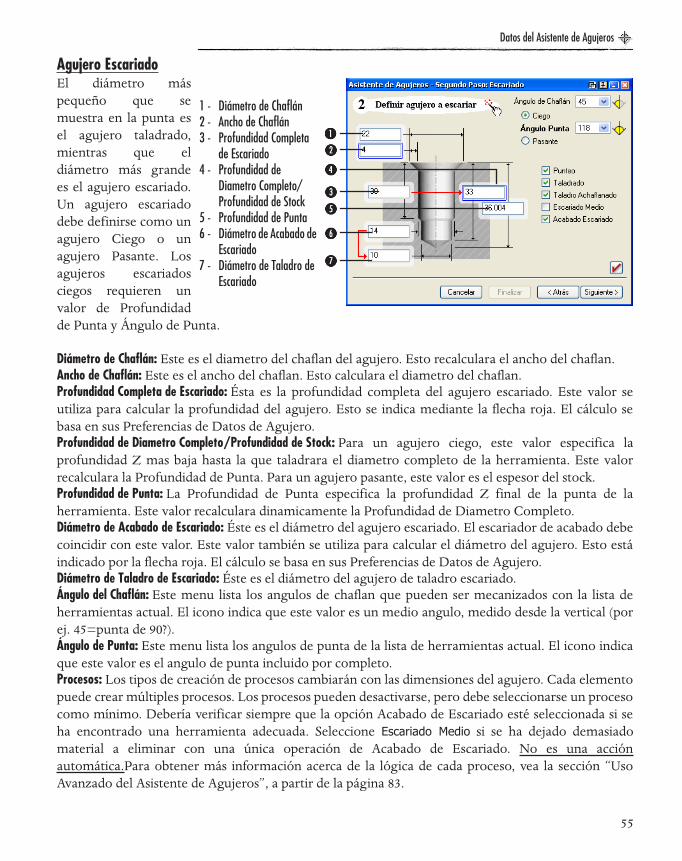
Datos del Asistente de Agujeros
55
Agujero EscariadoEl diámetro máspequeño que semuestra en la punta esel agujero taladrado,mientras que eldiámetro más grandees el agujero escariado.Un agujero escariadodebe definirse como unagujero Ciego o unagujero Pasante. Losagujeros escariadosciegos requieren unvalor de Profundidadde Punta y Ángulo de Punta.
Diámetro de Chaflán: Este es el diametro del chaflan del agujero. Esto recalculara el ancho del chaflan. Ancho de Chaflán: Este es el ancho del chaflan. Esto calculara el diametro del chaflan.Profundidad Completa de Escariado: Ésta es la profundidad completa del agujero escariado. Este valor seutiliza para calcular la profundidad del agujero. Esto se indica mediante la flecha roja. El cálculo sebasa en sus Preferencias de Datos de Agujero.Profundidad de Diametro Completo/Profundidad de Stock: Para un agujero ciego, este valor especifica laprofundidad Z mas baja hasta la que taladrara el diametro completo de la herramienta. Este valorrecalculara la Profundidad de Punta. Para un agujero pasante, este valor es el espesor del stock.Profundidad de Punta: La Profundidad de Punta especifica la profundidad Z final de la punta de laherramienta. Este valor recalculara dinamicamente la Profundidad de Diametro Completo.Diámetro de Acabado de Escariado: Éste es el diámetro del agujero escariado. El escariador de acabado debecoincidir con este valor. Este valor también se utiliza para calcular el diámetro del agujero. Esto estáindicado por la flecha roja. El cálculo se basa en sus Preferencias de Datos de Agujero.Diámetro de Taladro de Escariado: Éste es el diámetro del agujero de taladro escariado.Ángulo del Chaflán: Este menu lista los angulos de chaflan que pueden ser mecanizados con la lista deherramientas actual. El icono indica que este valor es un medio angulo, medido desde la vertical (porej. 45=punta de 90?).Ángulo de Punta: Este menu lista los angulos de punta de la lista de herramientas actual. El icono indicaque este valor es el angulo de punta incluido por completo.Procesos: Los tipos de creación de procesos cambiarán con las dimensiones del agujero. Cada elementopuede crear múltiples procesos. Los procesos pueden desactivarse, pero debe seleccionarse un procesocomo mínimo. Debería verificar siempre que la opción Acabado de Escariado esté seleccionada si seha encontrado una herramienta adecuada. Seleccione Escariado Medio si se ha dejado demasiadomaterial a eliminar con una única operación de Acabado de Escariado. No es una acciónautomática.Para obtener más información acerca de la lógica de cada proceso, vea la sección “UsoAvanzado del Asistente de Agujeros”, a partir de la página 83.
1 - Diámetro de Chaflán2 - Ancho de Chaflán3 - Profundidad Completa
de Escariado4 - Profundidad de
Diametro Completo/Profundidad de Stock
5 - Profundidad de Punta6 - Diámetro de Acabado de
Escariado7 - Diámetro de Taladro de
Escariado

Datos del Asistente de Agujeros
56
Agujero de PernoUn agujero de pernodebe definirse comoun agujero Ciego oun agujero Pasante.Los agujeros deperno ciegosrequieren un valorde Profundidad dePunta y Ángulo dePunta.
Diámetro de Cara Plana:Esto especifica eldiámetro de la caraplana. Si no hay ninguna cara plana definida para el agujero, configure este valor igual al valor deDiámetro del Agujero.Profundidad de Cara Plana: Ésta es la profundidad de la Cara Plana.Ancho de Chaflán: Este es el ancho del chaflan. Esto calculara el diametro del chaflan.Diámetro de Chaflán: Este es el diametro del chaflan del agujero. Esto recalculara el ancho del chaflan. Diámetro del Agujero: El ancho final del agujero. Este valor actualizara dinamicamente el valordesbloqueado del chaflan.Profundidad de Diametro Completo/Profundidad de Stock: Para un agujero ciego, este valor especifica laprofundidad Z mas baja hasta la que taladrara el diametro completo de la herramienta. Este valorrecalculara la Profundidad de Punta. Para un agujero pasante, este valor es el espesor del stock.Profundidad de Stock: Éste es el grosor del stock.Profundidad de Punta: La Profundidad de Punta especifica la profundidad Z final de la punta de laherramienta. Este valor recalculara dinamicamente la Profundidad de Diametro Completo.Tipo de Agujero: Este menú lista la variedad de tipos de tornillos/pernos. Los agujeros diferentes tienenmenos atributos y desactivarán algunos campos. General permite definir todas las figuras de agujeros.Un Agujero de Taladro especifica un agujero pasante sin chaflán. Ya que el Agujero de Taladro fuerzaun chaflán predeterminado de 0, no se cargará un valor predeterminado diferente desde la tabla. Losúltimos cinco elementos son los tipos de cierres que se utilizarán en el agujero mecanizado. CabezaHexagonal permite una cara plana, pero fuerza el valor predeterminado de cara plana en 0. TornilloPrisionero de Cabeza Hueca permite todos los campos y utiliza todos los valores predeterminados dela tabla, excepto chaflán que se configura en 0. Cabeza Chata y Cabeza Troncocónica permiten unacara plana, pero fuerzan los valores predeterminados de 0. No se permite un chaflán. Avellanador nopermitirá una cara plana, pero cargará el valor de chaflán desde la tabla. Todos los tipos de agujeroscargarán el diámetro agujero pasante desde la tabla.Tamaño: Este menú lista todos los tamaños de pernos en la Tabla de Pernos. El botón junto al menúabrirá la Tabla de Pernos.Ángulo del Chaflán: Este menu lista los angulos de chaflan que pueden ser mecanizados con la lista deherramientas actual. El icono indica que este valor es un medio angulo, medido desde la vertical (porej. 45=punta de 90?).
1 - Diámetro de Cara Plana2 - Profundidad de Cara Plana3 - Ancho de Chaflán4 - Diámetro de Chaflán5 - Profundidad de Diametro
Completo/Profundidad de Stock
6 - Profundidad de Punta7 - Diámetro del Agujero
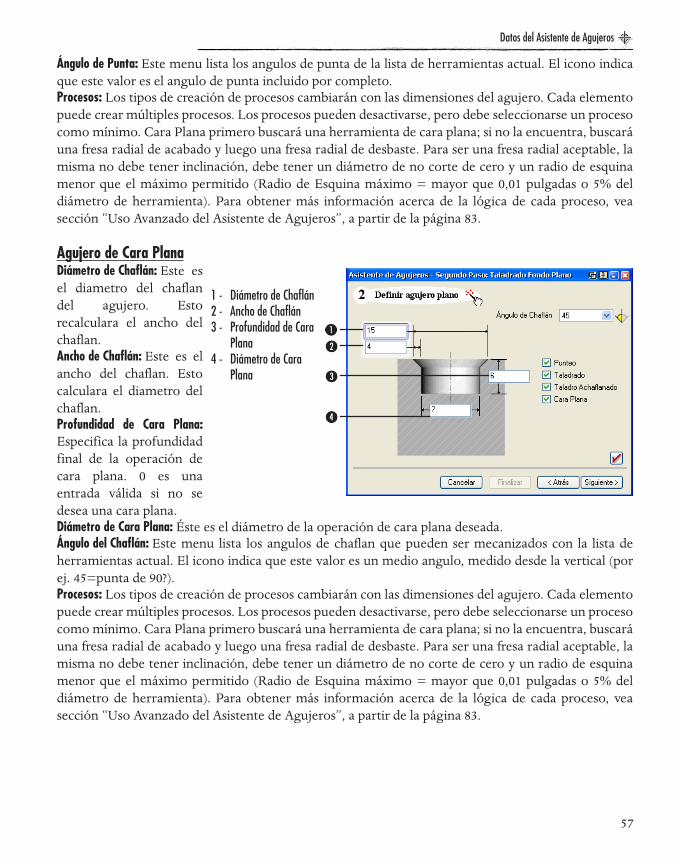
Datos del Asistente de Agujeros
57
Ángulo de Punta: Este menu lista los angulos de punta de la lista de herramientas actual. El icono indicaque este valor es el angulo de punta incluido por completo.Procesos: Los tipos de creación de procesos cambiarán con las dimensiones del agujero. Cada elementopuede crear múltiples procesos. Los procesos pueden desactivarse, pero debe seleccionarse un procesocomo mínimo. Cara Plana primero buscará una herramienta de cara plana; si no la encuentra, buscaráuna fresa radial de acabado y luego una fresa radial de desbaste. Para ser una fresa radial aceptable, lamisma no debe tener inclinación, debe tener un diámetro de no corte de cero y un radio de esquinamenor que el máximo permitido (Radio de Esquina máximo = mayor que 0,01 pulgadas o 5% deldiámetro de herramienta). Para obtener más información acerca de la lógica de cada proceso, veasección “Uso Avanzado del Asistente de Agujeros”, a partir de la página 83.
Agujero de Cara PlanaDiámetro de Chaflán: Este esel diametro del chaflandel agujero. Estorecalculara el ancho delchaflan. Ancho de Chaflán: Este es elancho del chaflan. Estocalculara el diametro delchaflan.Profundidad de Cara Plana:Especifica la profundidadfinal de la operación decara plana. 0 es unaentrada válida si no sedesea una cara plana.Diámetro de Cara Plana: Éste es el diámetro de la operación de cara plana deseada.Ángulo del Chaflán: Este menu lista los angulos de chaflan que pueden ser mecanizados con la lista deherramientas actual. El icono indica que este valor es un medio angulo, medido desde la vertical (porej. 45=punta de 90?).Procesos: Los tipos de creación de procesos cambiarán con las dimensiones del agujero. Cada elementopuede crear múltiples procesos. Los procesos pueden desactivarse, pero debe seleccionarse un procesocomo mínimo. Cara Plana primero buscará una herramienta de cara plana; si no la encuentra, buscaráuna fresa radial de acabado y luego una fresa radial de desbaste. Para ser una fresa radial aceptable, lamisma no debe tener inclinación, debe tener un diámetro de no corte de cero y un radio de esquinamenor que el máximo permitido (Radio de Esquina máximo = mayor que 0,01 pulgadas o 5% deldiámetro de herramienta). Para obtener más información acerca de la lógica de cada proceso, veasección “Uso Avanzado del Asistente de Agujeros”, a partir de la página 83.
1 - Diámetro de Chaflán2 - Ancho de Chaflán3 - Profundidad de Cara
Plana4 - Diámetro de Cara
Plana
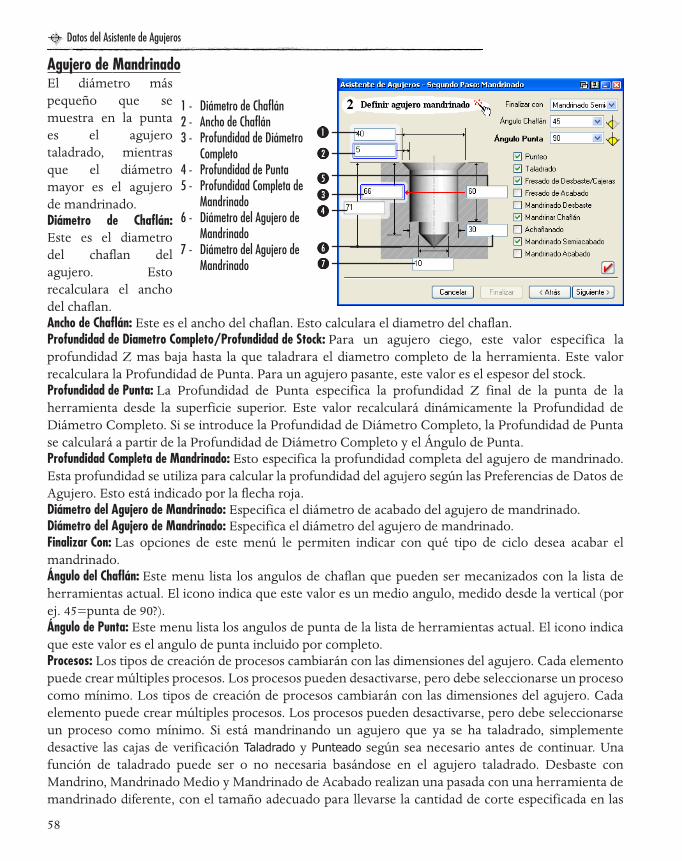
Datos del Asistente de Agujeros
58
Agujero de MandrinadoEl diámetro máspequeño que semuestra en la puntaes el agujerotaladrado, mientrasque el diámetromayor es el agujerode mandrinado.Diámetro de Chaflán:Este es el diametrodel chaflan delagujero. Estorecalculara el anchodel chaflan. Ancho de Chaflán: Este es el ancho del chaflan. Esto calculara el diametro del chaflan.Profundidad de Diametro Completo/Profundidad de Stock: Para un agujero ciego, este valor especifica laprofundidad Z mas baja hasta la que taladrara el diametro completo de la herramienta. Este valorrecalculara la Profundidad de Punta. Para un agujero pasante, este valor es el espesor del stock.Profundidad de Punta: La Profundidad de Punta especifica la profundidad Z final de la punta de laherramienta desde la superficie superior. Este valor recalculará dinámicamente la Profundidad deDiámetro Completo. Si se introduce la Profundidad de Diámetro Completo, la Profundidad de Puntase calculará a partir de la Profundidad de Diámetro Completo y el Ángulo de Punta.Profundidad Completa de Mandrinado: Esto especifica la profundidad completa del agujero de mandrinado.Esta profundidad se utiliza para calcular la profundidad del agujero según las Preferencias de Datos deAgujero. Esto está indicado por la flecha roja.Diámetro del Agujero de Mandrinado: Especifica el diámetro de acabado del agujero de mandrinado.Diámetro del Agujero de Mandrinado: Especifica el diámetro del agujero de mandrinado.Finalizar Con: Las opciones de este menú le permiten indicar con qué tipo de ciclo desea acabar elmandrinado.Ángulo del Chaflán: Este menu lista los angulos de chaflan que pueden ser mecanizados con la lista deherramientas actual. El icono indica que este valor es un medio angulo, medido desde la vertical (porej. 45=punta de 90?).Ángulo de Punta: Este menu lista los angulos de punta de la lista de herramientas actual. El icono indicaque este valor es el angulo de punta incluido por completo.Procesos: Los tipos de creación de procesos cambiarán con las dimensiones del agujero. Cada elementopuede crear múltiples procesos. Los procesos pueden desactivarse, pero debe seleccionarse un procesocomo mínimo. Los tipos de creación de procesos cambiarán con las dimensiones del agujero. Cadaelemento puede crear múltiples procesos. Los procesos pueden desactivarse, pero debe seleccionarseun proceso como mínimo. Si está mandrinando un agujero que ya se ha taladrado, simplementedesactive las cajas de verificación Taladrado y Punteado según sea necesario antes de continuar. Unafunción de taladrado puede ser o no necesaria basándose en el agujero taladrado. Desbaste conMandrino, Mandrinado Medio y Mandrinado de Acabado realizan una pasada con una herramienta demandrinado diferente, con el tamaño adecuado para llevarse la cantidad de corte especificada en las
1 - Diámetro de Chaflán2 - Ancho de Chaflán3 - Profundidad de Diámetro
Completo4 - Profundidad de Punta5 - Profundidad Completa de
Mandrinado6 - Diámetro del Agujero de
Mandrinado7 - Diámetro del Agujero de
Mandrinado

Datos del Asistente de Agujeros
59
Preferencias de Datos de Agujero. Si no se encuentran las herramientas adecuadas, se utilizarán lasherramientas de fresa que puedan producir los mismos resultados. Para obtener más informaciónacerca de la lógica de cada proceso, vea sección “Uso Avanzado del Asistente de Agujeros”, a partir dela página 83.
Agujero Mandrinado PasanteDiámetro de Chaflán:Este es el diametrodel chaflan delagujero. Estorecalculara el anchodel chaflan. Ancho de Chaflán: Estees el ancho delchaflan. Estocalculara el diametrodel chaflan. Diametro del Agujero deMandrinado:Especifica eldiametro de acabadodel agujero de mandrinado.Diametro del Agujero de Mandrinado: Especifica el diametro de acabado del agujero de mandrinado.Profundidad de Stock: Éste es el grosor del stock.Tolerancia sobre el Trayecto: La distancia más allá del final del stock a la que se moverá la barra demandrinado.Finalizar Con: Las opciones de este menu le permiten indicar con que tipo de ciclo desea acabar elmandrinado.Ángulo del Chaflán: Este menu lista los angulos de chaflan que pueden ser mecanizados con la lista deherramientas actual. El icono indica que este valor es un medio angulo, medido desde la vertical (porej. 45=punta de 90?).Procesos: Los tipos de creación de procesos cambiarán con las dimensiones del agujero. Cada elementopuede crear múltiples procesos. Los procesos pueden desactivarse, pero debe seleccionarse un procesocomo mínimo. Los tipos de creación de procesos cambiarán con las dimensiones del agujero. Cadaelemento puede crear múltiples procesos. Los procesos pueden desactivarse, pero debe seleccionarseun proceso como mínimo. Si está mandrinando un agujero que ya se ha taladrado, simplementedesactive las cajas de verificación Taladrado y Punteado según sea necesario antes de continuar. Unafunción de taladrado puede ser o no necesaria basándose en el agujero taladrado. Desbaste conMandrino, Mandrinado Medio y Mandrinado de Acabado realizan una pasada con una herramienta demandrinado diferente, con el tamaño adecuado para llevarse la cantidad de corte especificada en lasPreferencias de Datos de Agujero. Si no se encuentran las herramientas adecuadas, se utilizarán lasherramientas de fresa que puedan producir los mismos resultados. Para obtener más informaciónacerca de la lógica de cada proceso, vea sección “Uso Avanzado del Asistente de Agujeros”, a partir dela página 83.
1 - Diámetro de Chaflán2 - Ancho de Chaflán3 - Profundidad de Stock4 - Diametro del Agujero de
Mandrinado5 - Diametro del Agujero de
Mandrinado6 - Tolerancia sobre el Trayecto

Datos del Asistente de Agujeros
60
Agujero de Mandrinado InversoDiametro del Agujero deMandrinado: Especificael diametro deacabado del agujerode mandrinado.Profundidad de Stock:Éste es el grosor delstock.Diametro del Agujero deMandrinado: Especificael diametro deacabado del agujerode mandrinado.Longitud del MandrinadoInverso: Ésta es lalongitud del mandrinado inverso.Tolerancia sobre el Trayecto: La distancia más allá del final del stock a la que se moverá la barra demandrinado.Finalizar Con: Las opciones de este menu le permiten indicar con que tipo de ciclo desea acabar elmandrinado.Procesos: Los tipos de creación de procesos cambiarán con las dimensiones del agujero. Cada elementopuede crear múltiples procesos. Los procesos pueden desactivarse, pero debe seleccionarse un procesocomo mínimo. Si está mandrinando un agujero que ya se ha taladrado, simplemente deseleccione lascasillas de verificación Taladrado y Punteado según sea necesario antes de continuar. Desbaste deMandrinado Inverso, Mandrinado Inverso Medio y Acabado de Mandrinado Inverso realizan unapasada con una herramienta de mandrinado diferente, con el tamaño adecuado para llevarse lacantidad de corte especificada en los Datos de Agujero y para dejar la cantidad de material requeridapor la siguiente pasada de mandrinado. Desbaste de Mandrinado Inverso eliminará más material queMandrinado Inverso Medio que, a su vez, puede eliminar más material que Acabado de MandrinadoInverso. Puede definir estas cantidades en las Preferencias de Datos de Agujero. Una función detaladrado puede ser o no necesaria basándose en el agujero taladrado. Para obtener más informaciónacerca de la lógica de cada proceso, vea sección “Uso Avanzado del Asistente de Agujeros”, a partir dela página 83.
1 - Diametro del Agujero de Mandrinado
2 - Profundidad de Stock3 - Diametro del Agujero de
Mandrinado4 - Longitud del Mandrinado
Inverso5 - Tolerancia sobre el
Trayecto

TUTORIAL DE ASISTENTE DE AGUJEROS
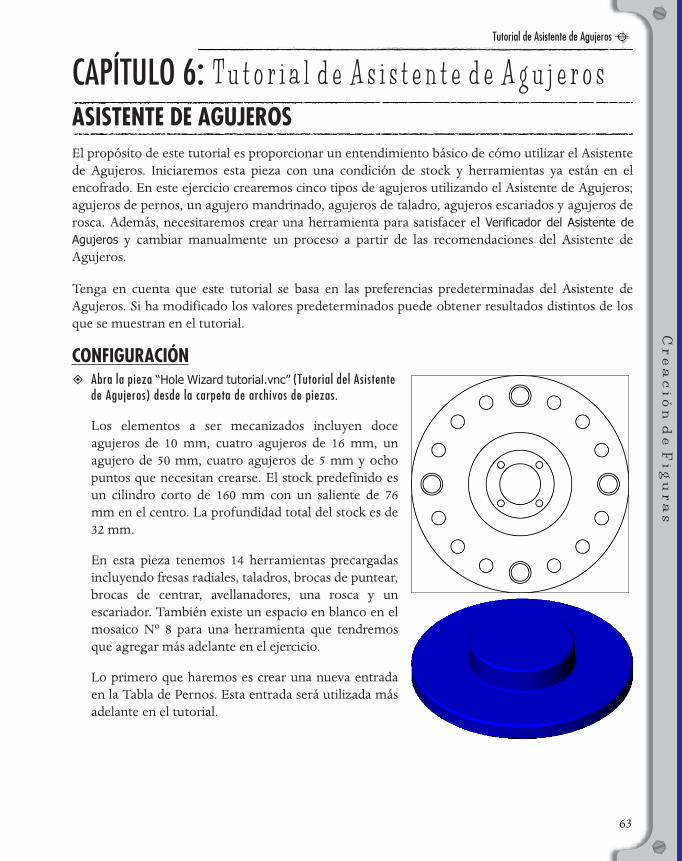
Tutorial de Asistente de Agujeros
63
CAPÍTULO 6: Tu t o r i a l d e A s i s t e n t e d e A g u j e r o s
Creació
ndeFig
uras
ASISTENTE DE AGUJEROS
El propósito de este tutorial es proporcionar un entendimiento básico de cómo utilizar el Asistentede Agujeros. Iniciaremos esta pieza con una condición de stock y herramientas ya están en elencofrado. En este ejercicio crearemos cinco tipos de agujeros utilizando el Asistente de Agujeros;agujeros de pernos, un agujero mandrinado, agujeros de taladro, agujeros escariados y agujeros derosca. Además, necesitaremos crear una herramienta para satisfacer el Verificador del Asistente deAgujeros y cambiar manualmente un proceso a partir de las recomendaciones del Asistente deAgujeros.
Tenga en cuenta que este tutorial se basa en las preferencias predeterminadas del Asistente deAgujeros. Si ha modificado los valores predeterminados puede obtener resultados distintos de losque se muestran en el tutorial.
CONFIGURACIÓNAbra la pieza “Hole Wizard tutorial.vnc” (Tutorial del Asistente de Agujeros) desde la carpeta de archivos de piezas.
Los elementos a ser mecanizados incluyen doceagujeros de 10 mm, cuatro agujeros de 16 mm, unagujero de 50 mm, cuatro agujeros de 5 mm y ochopuntos que necesitan crearse. El stock predefinido esun cilindro corto de 160 mm con un saliente de 76mm en el centro. La profundidad total del stock es de32 mm.
En esta pieza tenemos 14 herramientas precargadasincluyendo fresas radiales, taladros, brocas de puntear,brocas de centrar, avellanadores, una rosca y unescariador. También existe un espacio en blanco en elmosaico Nº 8 para una herramienta que tendremosque agregar más adelante en el ejercicio.
Lo primero que haremos es crear una nueva entradaen la Tabla de Pernos. Esta entrada será utilizada másadelante en el tutorial.
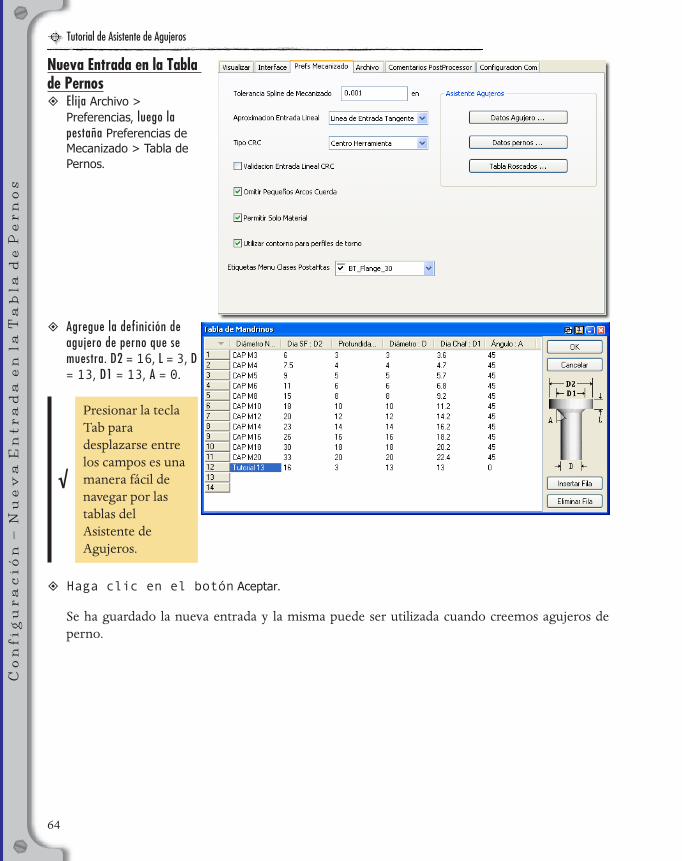
Tutorial de Asistente de Agujeros
64
Configuració
n–
NuevaEntr
adaenla
Tabla
dePernos
Nueva Entrada en la Tabla de Pernos
Elija Archivo > Preferencias, luego la pestaña Preferencias de Mecanizado > Tabla de Pernos.
Agregue la definición de agujero de perno que se muestra. D2 = 16, L = 3, D = 13, D1 = 13, A = 0.
Haga clic en el botón Aceptar.
Se ha guardado la nueva entrada y la misma puede ser utilizada cuando creemos agujeros deperno.
√
Presionar la tecla Tab para desplazarse entre los campos es una manera fácil de navegar por las tablas del Asistente de Agujeros.
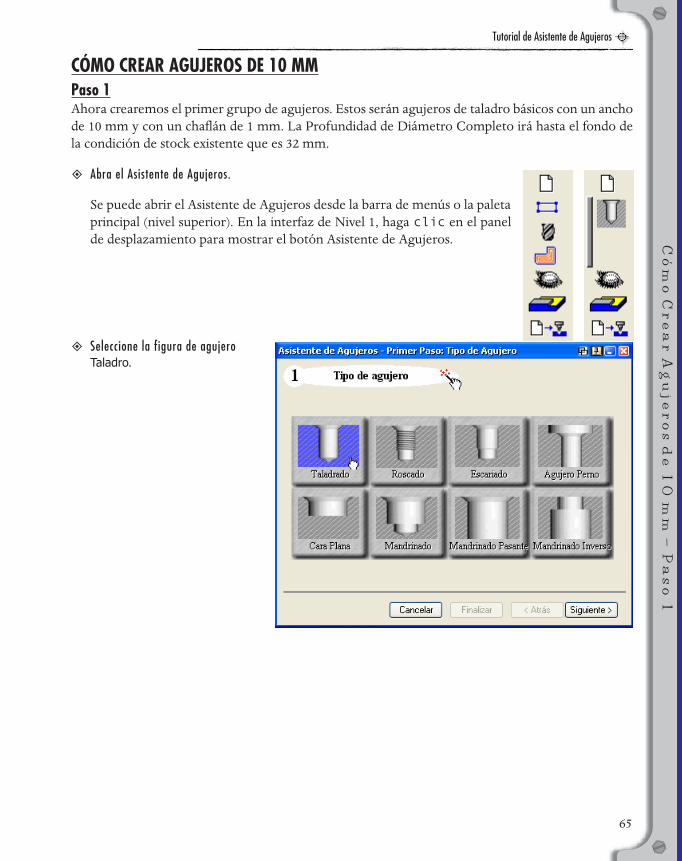
Tutorial de Asistente de Agujeros
65
Cóm
oCrearAguje
rosde10
mm
–Paso1
CÓMO CREAR AGUJEROS DE 10 MMPaso 1Ahora crearemos el primer grupo de agujeros. Estos serán agujeros de taladro básicos con un anchode 10 mm y con un chaflán de 1 mm. La Profundidad de Diámetro Completo irá hasta el fondo dela condición de stock existente que es 32 mm.
Abra el Asistente de Agujeros.
Se puede abrir el Asistente de Agujeros desde la barra de menús o la paletaprincipal (nivel superior). En la interfaz de Nivel 1, haga clic en el panelde desplazamiento para mostrar el botón Asistente de Agujeros.
Seleccione la figura de agujero Taladro.
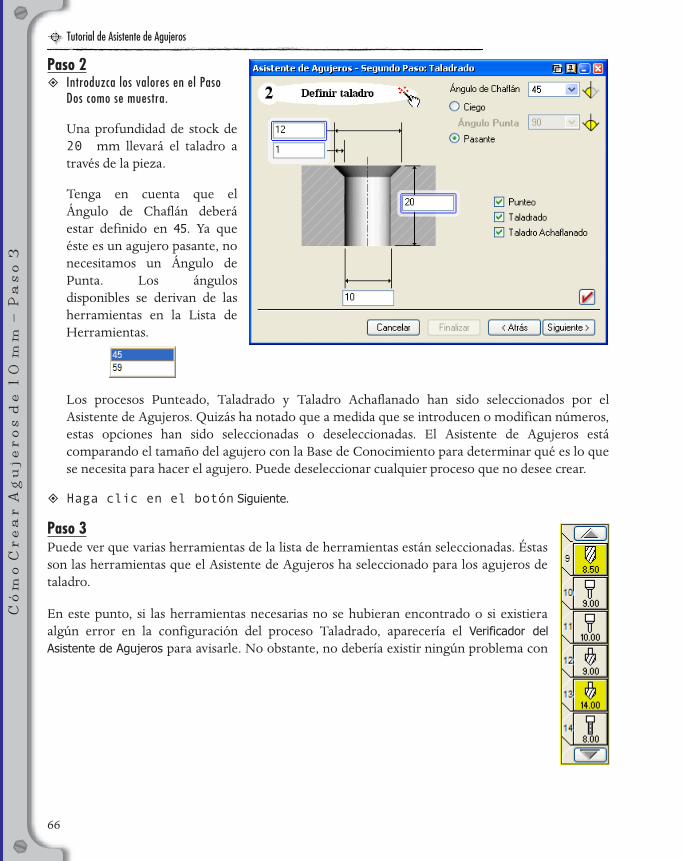
Tutorial de Asistente de Agujeros
66
Cóm
oCrearAguje
rosde10
mm
–Paso3
Paso 2Introduzca los valores en el Paso Dos como se muestra.
Una profundidad de stock de20 mm llevará el taladro através de la pieza.
Tenga en cuenta que elÁngulo de Chaflán deberáestar definido en 45. Ya queéste es un agujero pasante, nonecesitamos un Ángulo dePunta. Los ángulosdisponibles se derivan de lasherramientas en la Lista deHerramientas.
Los procesos Punteado, Taladrado y Taladro Achaflanado han sido seleccionados por elAsistente de Agujeros. Quizás ha notado que a medida que se introducen o modifican números,estas opciones han sido seleccionadas o deseleccionadas. El Asistente de Agujeros estácomparando el tamaño del agujero con la Base de Conocimiento para determinar qué es lo quese necesita para hacer el agujero. Puede deseleccionar cualquier proceso que no desee crear.
Haga clic en el botón Siguiente.
Paso 3Puede ver que varias herramientas de la lista de herramientas están seleccionadas. Éstasson las herramientas que el Asistente de Agujeros ha seleccionado para los agujeros detaladro.
En este punto, si las herramientas necesarias no se hubieran encontrado o si existieraalgún error en la configuración del proceso Taladrado, aparecería el Verificador delAsistente de Agujeros para avisarle. No obstante, no debería existir ningún problema con

Tutorial de Asistente de Agujeros
67
Cóm
oCrearAguje
rosde10
mm
–Paso3
estas herramientas y sus configuraciones. Si decidiese volver al Paso Dos y abrir el Verificador delAsistente de Agujeros, éste sería similar a la siguiente imagen.
Introduzca los siguientes valores de plano de liberación.
Esto definirá el plano deliberación en 3 mm por encimade la superficie definida y laSuperficie Z en -19 mm.Recuerde que hemosespecificado que el DiámetroCompleto Z de esta operaciónsea “20”, lo que significa 20 mmdesde la Superficie Z. El valor dela Superficie Z de -19 mm menosla profundidad de 20 mm delcorte es -39 mm. Esto aseguraque el diámetro completo deltaladro se encuentre por debajodel fondo del stock existente.

Tutorial de Asistente de Agujeros
68
Cóm
oCrearAguje
rosde10
mm
–Paso4
En este punto, es necesario que designemos quégeometría deseamos mecanizar.
Haga doble clic en la barra de título del Asistente de Agujeros para minimizar la ventana.
Seleccione los círculos que se muestran.
Haga doble clic en la barra de título para restaurar el Asistente de Agujeros y haga clic en Siguiente para pasar al Paso Cuatro.
Paso 4Haga clic en el botón Construir Procesos.
Puede verificar los procesos creados haciendo clic en cada uno de ellos o pasar al siguiente paso del tutorial.

Tutorial de Asistente de Agujeros
69
Cóm
oCrearAguje
rosde10
mm
–Paso4
Esta acciónconfigurará losprocesos basándoseestrictamente en laspreferenciaspredeterminadas delAsistente deAgujeros. Alobservaratentamente losprocesos, vemos queel primer procesoTaladrado estáutilizando un taladrode punto de 8,5 mm,cortando a 1 mm deprofundidad. En losmovimientos entrelos agujeros, laherramienta seretraerá a -16 mm o 3mm sobre el stockexistente.
El segundo procesoTaladrado utiliza eltaladro de 10 mm. Eltaladro picará a -39mm para eliminarmaterial del agujero.También se retraeráa -16 mm pararealizar movimientosentre agujeros.
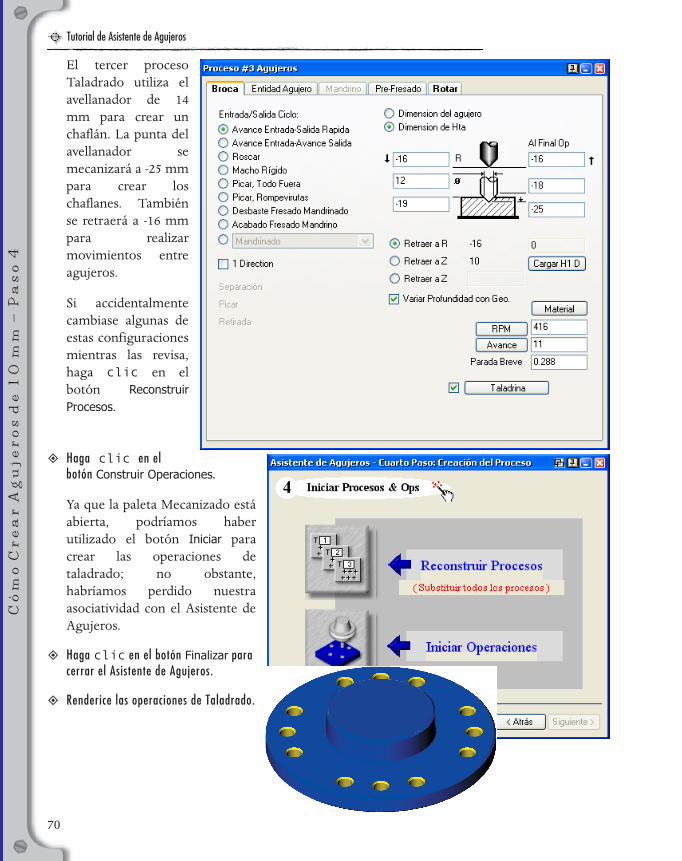
Tutorial de Asistente de Agujeros
70
Cóm
oCrearAguje
rosde10
mm
–Paso4
El tercer procesoTaladrado utiliza elavellanador de 14mm para crear unchaflán. La punta delavellanador semecanizará a -25 mmpara crear loschaflanes. Tambiénse retraerá a -16 mmpara realizarmovimientos entreagujeros.
Si accidentalmentecambiase algunas deestas configuracionesmientras las revisa,haga clic en elbotón ReconstruirProcesos.
Haga clic en el botón Construir Operaciones.
Ya que la paleta Mecanizado estáabierta, podríamos haberutilizado el botón Iniciar paracrear las operaciones detaladrado; no obstante,habríamos perdido nuestraasociatividad con el Asistente deAgujeros.
Haga clic en el botón Finalizar para cerrar el Asistente de Agujeros.
Renderice las operaciones de Taladrado.

Tutorial de Asistente de Agujeros
71
Aguje
rosdePernosde13
mm
–Paso2
AGUJEROS DE PERNOS DE 13 MMPaso 1
Ahora crearemos los agujeros depernos. Asegúrese dedeseleccionar los mosaicos deoperación. De esta manera, nosobrescribirá las operaciones queacaba de realizar.
Haga clic con el botón derecho del ratón en la paleta Principal y seleccione Asistente de Agujeros para volver a abrirlo.
Seleccione la figura Agujero de Perno.
Paso 2Seleccione la entrada de Tabla de Pernos que creamos al comienzo del tutorial e introduzca una profundidad de stock de 13 mm.
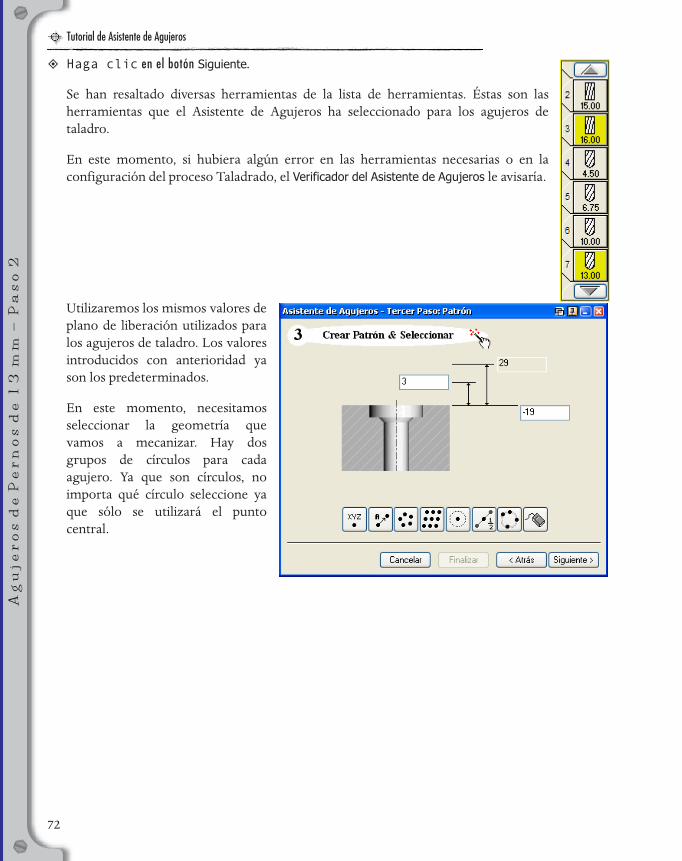
Tutorial de Asistente de Agujeros
72
Aguje
rosdePernosde13
mm
–Paso2
Haga clic en el botón Siguiente.
Se han resaltado diversas herramientas de la lista de herramientas. Éstas son lasherramientas que el Asistente de Agujeros ha seleccionado para los agujeros detaladro.
En este momento, si hubiera algún error en las herramientas necesarias o en laconfiguración del proceso Taladrado, el Verificador del Asistente de Agujeros le avisaría.
Utilizaremos los mismos valores deplano de liberación utilizados paralos agujeros de taladro. Los valoresintroducidos con anterioridad yason los predeterminados.
En este momento, necesitamosseleccionar la geometría quevamos a mecanizar. Hay dosgrupos de círculos para cadaagujero. Ya que son círculos, noimporta qué círculo seleccione yaque sólo se utilizará el puntocentral.
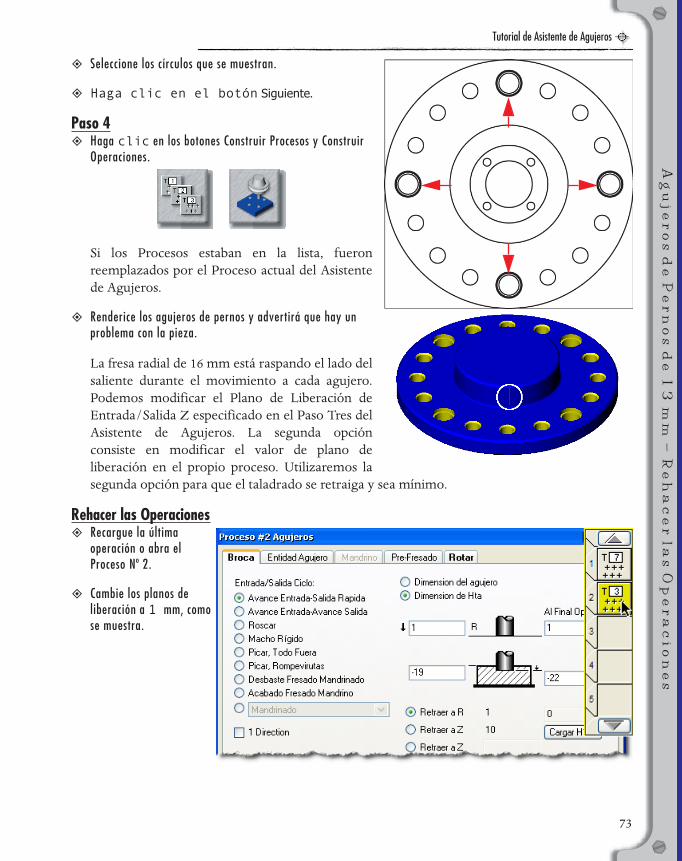
Tutorial de Asistente de Agujeros
73
Aguje
rosdePernosde13
mm
–Rehacerla
sOperacio
nes
Seleccione los círculos que se muestran.
Haga clic en el botón Siguiente.
Paso 4Haga clic en los botones Construir Procesos y Construir Operaciones.
Si los Procesos estaban en la lista, fueronreemplazados por el Proceso actual del Asistentede Agujeros.
Renderice los agujeros de pernos y advertirá que hay un problema con la pieza.
La fresa radial de 16 mm está raspando el lado delsaliente durante el movimiento a cada agujero.Podemos modificar el Plano de Liberación deEntrada/Salida Z especificado en el Paso Tres delAsistente de Agujeros. La segunda opciónconsiste en modificar el valor de plano deliberación en el propio proceso. Utilizaremos lasegunda opción para que el taladrado se retraiga y sea mínimo.
Rehacer las OperacionesRecargue la última operación o abra el Proceso Nº 2.
Cambie los planos de liberación a 1 mm, como se muestra.

Tutorial de Asistente de Agujeros
74
Aguje
rosdePernosde13
mm
–Rehacerla
sOperacio
nes
Haga clic sólo en el botón Reconstruir Operaciones.
Si hace clic en ReconstruirProcesos, los datos que acaba demodificar serán reemplazadoscon las recomendaciones delAsistente de Agujeros. Al hacerclic directamente en ReconstruirOperaciones, mantenemos laasociación entre estos procesos yel Asistente de Agujeros. Estohará que sea todo más fácil en elcaso de que necesite modificaresta figura de agujero másadelante.
Ahora, al renderizarse la pieza, lafresa radial no interfiere con la misma.

Tutorial de Asistente de Agujeros
75
Aguje
rosdeRoscaM
8–
Pasos1-4
AGUJEROS DE ROSCA M8Pasos 1-4
Ahora realizaremos agujeros de rosca en la parte superior del saliente. Asegúrese dedeseleccionar las operaciones que acaba de realizar y elimine los procesos de la lista de procesos.De esta manera, no sobrescribirá ninguna operación.
Deseleccione cualquier operación.
Haga clic en el botón Atrás para volver al Paso Uno y seleccione la figura Rosca.
En el Paso Dos, seleccione M8 desde el menú desplegable Tamaño.
Modifique los valores de profundidad del agujero.
Observe que la selección deun tamaño predefinido de laTabla de Roscas facilitasignificativamente laoperación de roscado.
Haga clic en el botón Siguiente.
Puesto que tenemos lasherramientas necesarias parahacer este agujero de rosca, elVerificador del Asistente deAgujeros no ha aparecido.
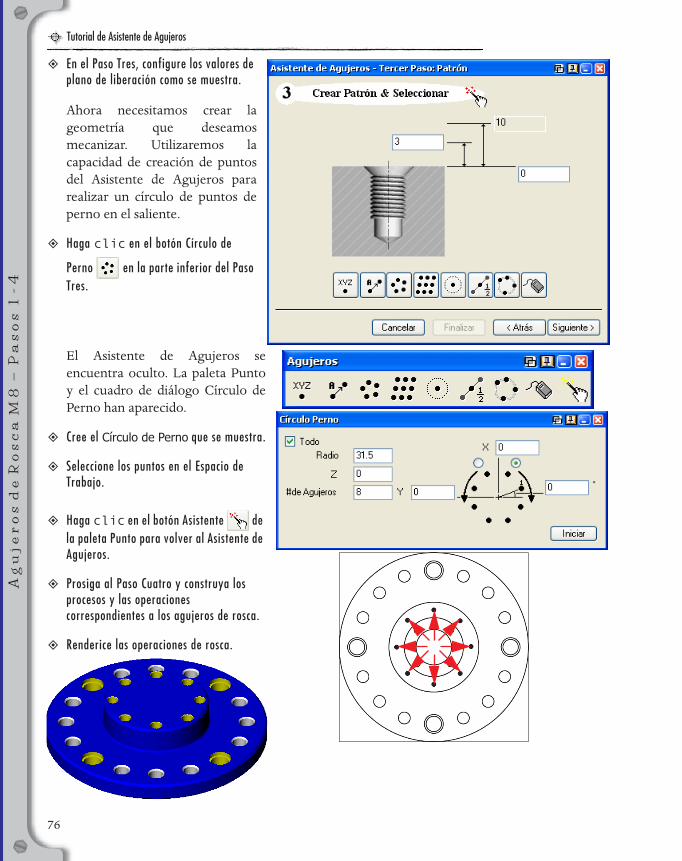
Tutorial de Asistente de Agujeros
76
Aguje
rosdeRoscaM
8–
Pasos1-4
En el Paso Tres, configure los valores de plano de liberación como se muestra.
Ahora necesitamos crear lageometría que deseamosmecanizar. Utilizaremos lacapacidad de creación de puntosdel Asistente de Agujeros pararealizar un círculo de puntos deperno en el saliente.
Haga clic en el botón Círculo de
Perno en la parte inferior del Paso
Tres.
El Asistente de Agujeros seencuentra oculto. La paleta Puntoy el cuadro de diálogo Círculo dePerno han aparecido.
Cree el Círculo de Perno que se muestra.
Seleccione los puntos en el Espacio de Trabajo.
Haga clic en el botón Asistente de
la paleta Punto para volver al Asistente de Agujeros.
Prosiga al Paso Cuatro y construya los procesos y las operaciones correspondientes a los agujeros de rosca.
Renderice las operaciones de rosca.
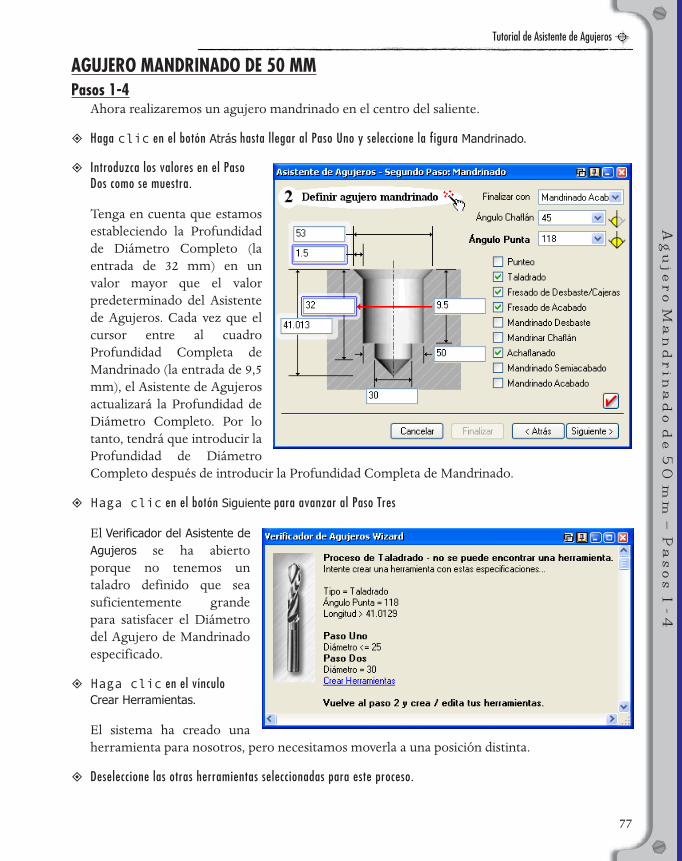
Tutorial de Asistente de Agujeros
77
Aguje
roM
andrin
adode50
mm
–Pasos1-4
AGUJERO MANDRINADO DE 50 MMPasos 1-4
Ahora realizaremos un agujero mandrinado en el centro del saliente.
Haga clic en el botón Atrás hasta llegar al Paso Uno y seleccione la figura Mandrinado.
Introduzca los valores en el Paso Dos como se muestra.
Tenga en cuenta que estamosestableciendo la Profundidadde Diámetro Completo (laentrada de 32 mm) en unvalor mayor que el valorpredeterminado del Asistentede Agujeros. Cada vez que elcursor entre al cuadroProfundidad Completa deMandrinado (la entrada de 9,5mm), el Asistente de Agujerosactualizará la Profundidad deDiámetro Completo. Por lotanto, tendrá que introducir laProfundidad de DiámetroCompleto después de introducir la Profundidad Completa de Mandrinado.
Haga clic en el botón Siguiente para avanzar al Paso Tres
El Verificador del Asistente deAgujeros se ha abiertoporque no tenemos untaladro definido que seasuficientemente grandepara satisfacer el Diámetrodel Agujero de Mandrinadoespecificado.
Haga clic en el vínculo Crear Herramientas.
El sistema ha creado unaherramienta para nosotros, pero necesitamos moverla a una posición distinta.
Deseleccione las otras herramientas seleccionadas para este proceso.
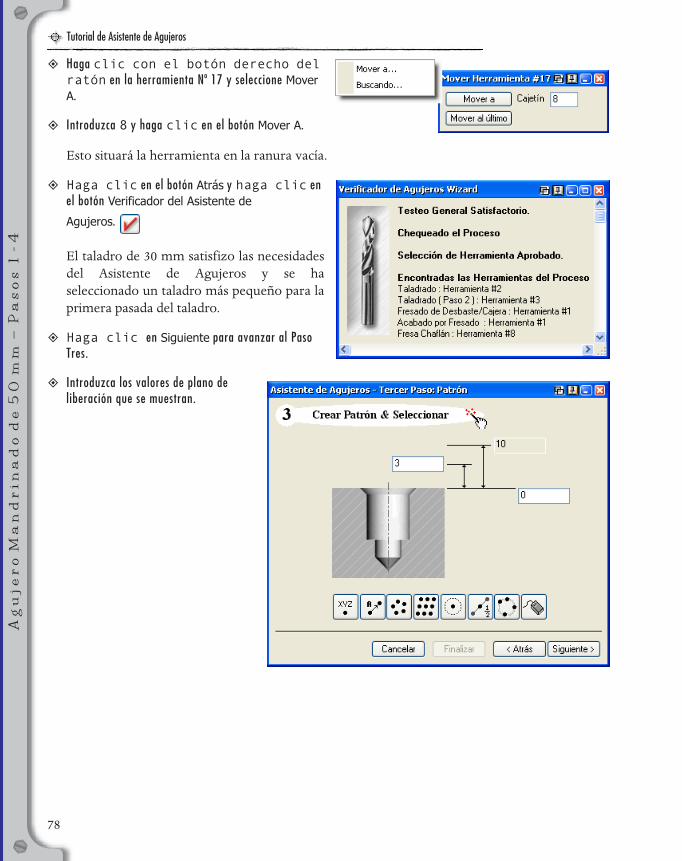
Tutorial de Asistente de Agujeros
78
Aguje
roM
andrin
adode50
mm
–Pasos1-4
Haga clic con el botón derecho del ratón en la herramienta Nº 17 y seleccione Mover A.
Introduzca 8 y haga clic en el botón Mover A.
Esto situará la herramienta en la ranura vacía.
Haga clic en el botón Atrás y haga clic en el botón Verificador del Asistente de
Agujeros.
El taladro de 30 mm satisfizo las necesidadesdel Asistente de Agujeros y se haseleccionado un taladro más pequeño para laprimera pasada del taladro.
Haga clic en Siguiente para avanzar al Paso Tres.
Introduzca los valores de plano de liberación que se muestran.

Tutorial de Asistente de Agujeros
79
Aguje
roM
andrin
adode50
mm
–Pasos1-4
Minimice el Asistente de Agujeros y seleccione el círculo que se muestra.
Éste es el agujero de 50 mm en elque aplicaremos fresado conmandrino. El círculo internorepresenta el agujero de taladrode 30 mm.
Vaya al Paso Cuatro y construya los procesos y las operaciones para el agujero de mandrinado.
Renderice la operación de Mandrinado.
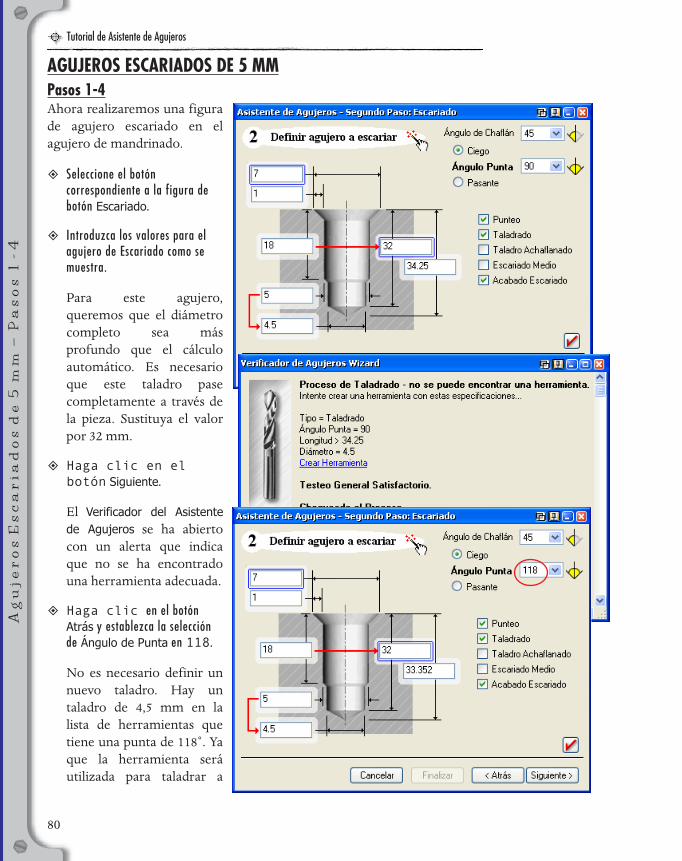
Tutorial de Asistente de Agujeros
80
Aguje
rosEscaria
dosde5
mm
–Pasos1-4
AGUJEROS ESCARIADOS DE 5 MMPasos 1-4Ahora realizaremos una figurade agujero escariado en elagujero de mandrinado.
Seleccione el botón correspondiente a la figura de botón Escariado.
Introduzca los valores para el agujero de Escariado como se muestra.
Para este agujero,queremos que el diámetrocompleto sea másprofundo que el cálculoautomático. Es necesarioque este taladro pasecompletamente a través dela pieza. Sustituya el valorpor 32 mm.
Haga clic en el botón Siguiente.
El Verificador del Asistentede Agujeros se ha abiertocon un alerta que indicaque no se ha encontradouna herramienta adecuada.
Haga clic en el botón Atrás y establezca la selección de Ángulo de Punta en 118.
No es necesario definir unnuevo taladro. Hay untaladro de 4,5 mm en lalista de herramientas quetiene una punta de 118˚. Yaque la herramienta seráutilizada para taladrar a

Tutorial de Asistente de Agujeros
81
Aguje
rosEscaria
dosde5
mm
–Pasos1-4
través del fondo de la pieza, el ángulo de punta utilizado no debería representar ningunadiferencia.
Haga clic en el botón Siguiente.
Ahora no le falta ninguna herramienta al Verificador del Asistente de Agujeros.
Introduzca los valores de plano de liberación que se muestran.
Esto iniciará los agujerosescariados en el fondo delagujero de mandrinado de 50mm.
Minimice el Asistente de Agujeros y seleccione los círculos que se muestran.
Restaure el Asistente de Agujeros y prosiga al Paso Cuatro.
Construya los procesos y las operaciones correspondientes a los agujeros escariados.
Renderice los agujeros escariados.
Guarde la pieza como Hole Wizard Tutorial Complete.vnc (Tutorial Completo del Asistente de Agujeros).
Tutorial de Asistente de Agujeros
82
Aguje
rosEscaria
dosde5
mm
–Pasos1-4

USO AVANZADO DEL ASISTENTE DE AGUJEROS

Uso Avanzado del Asistente de Agujeros
85
CAPÍTULO 7: U s o A v a n z a d o d e l A s i s t e n t e d e A g u j e r o sEsta sección esta dirigida a usuarios avanzados que necesiten personalizar el Asistente de Agujeros. Lainformación se presenta de la manera más sencilla posible. A pesar de esto, la naturaleza de lainformación es algo compleja. Se necesita tener conocimientos de lógica y matemática básica.
¿CÓMO FUNCIONA EL ASISTENTE DE AGUJEROS?¿Cómo hace el Asistente de Agujeros todas estas cosas por mí? El Asistente de Agujeros realiza su“magia” a través de la lógica utilizando su Base de Conocimiento. Todos los parámetros que configureen el cuadro de diálogo Preferencias del Asistente de Agujeros tendrán un efecto real y definitivo sobrela manera en que el Asistente de Agujeros realiza los agujeros. Incluso las herramientas que tenga enla Lista de Herramientas afectará la manera en que el Asistente de Agujeros realiza un agujero.Existen muchas variables que el Asistente de Agujeros tiene en cuenta a la hora de configurar unproceso Taladrado.
Esta sección le ayudará a comprender por qué el Asistente de Agujeros obtiene estos resultados. Laselección de herramientas y la manera en la que el Asistente de Agujeros determina los valores delproceso Taladrado se explicarán en detalle. Esta información es muy compleja y no está destinada ausuarios principiantes. Se incluye para usuarios que realmente necesitan entender por qué obtienenlos resultados que obtienen. Esto debe ayudar a los usuarios a modificar las Preferencias del Asistentede Agujeros para que en el futuro el Asistente de Agujeros realice sus funciones de la manera deseada.
¿CÓMO FUNCIONA LA LÓGICA?La lógica es un método de razonamiento a través deconexiones. Para poder comprender la selección deherramientas y la creación de procesos, deberá tener unentendimiento fundamental de la lógica. Los detalles dela selección de herramientas y la creación de procesostienen una presentación similar a un esquema. Existe untema seguido de puntos relevantes y conclusiones.Algunas veces, un punto llevará a otro punto o tema.Esto se ilustra en la imagen a la derecha.
Figura 11: Ejemplo simple de un esquema lógico.
TemaPunto
ConclusiónPunto
PuntoConclusión
PuntoConclusión
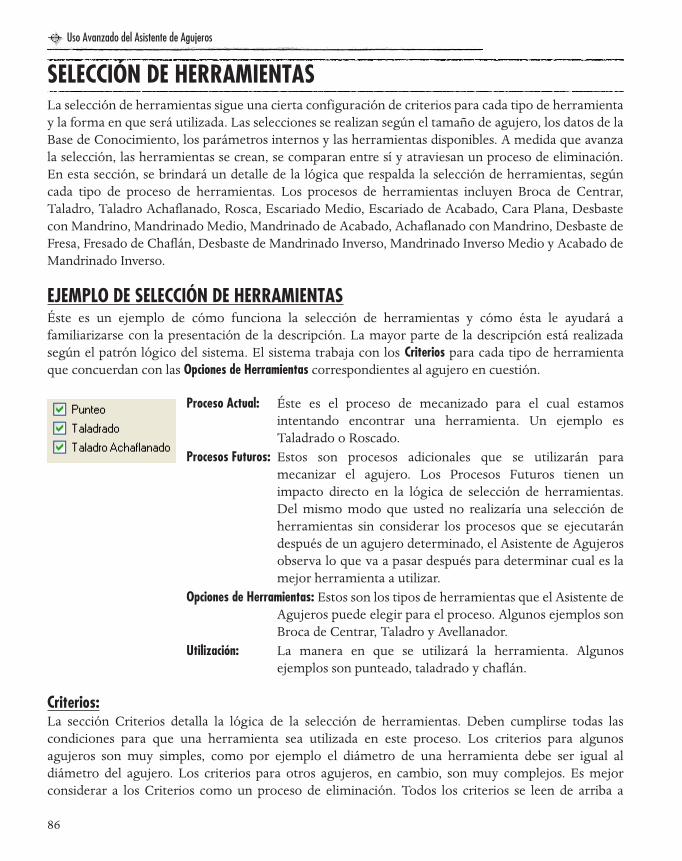
Uso Avanzado del Asistente de Agujeros
86
SELECCIÓN DE HERRAMIENTASLa selección de herramientas sigue una cierta configuración de criterios para cada tipo de herramientay la forma en que será utilizada. Las selecciones se realizan según el tamaño de agujero, los datos de laBase de Conocimiento, los parámetros internos y las herramientas disponibles. A medida que avanzala selección, las herramientas se crean, se comparan entre sí y atraviesan un proceso de eliminación.En esta sección, se brindará un detalle de la lógica que respalda la selección de herramientas, segúncada tipo de proceso de herramientas. Los procesos de herramientas incluyen Broca de Centrar,Taladro, Taladro Achaflanado, Rosca, Escariado Medio, Escariado de Acabado, Cara Plana, Desbastecon Mandrino, Mandrinado Medio, Mandrinado de Acabado, Achaflanado con Mandrino, Desbaste deFresa, Fresado de Chaflán, Desbaste de Mandrinado Inverso, Mandrinado Inverso Medio y Acabado deMandrinado Inverso.
EJEMPLO DE SELECCIÓN DE HERRAMIENTASÉste es un ejemplo de cómo funciona la selección de herramientas y cómo ésta le ayudará afamiliarizarse con la presentación de la descripción. La mayor parte de la descripción está realizadasegún el patrón lógico del sistema. El sistema trabaja con los Criterios para cada tipo de herramientaque concuerdan con las Opciones de Herramientas correspondientes al agujero en cuestión.
Proceso Actual: Éste es el proceso de mecanizado para el cual estamosintentando encontrar una herramienta. Un ejemplo esTaladrado o Roscado.
Procesos Futuros: Estos son procesos adicionales que se utilizarán paramecanizar el agujero. Los Procesos Futuros tienen unimpacto directo en la lógica de selección de herramientas.Del mismo modo que usted no realizaría una selección deherramientas sin considerar los procesos que se ejecutarándespués de un agujero determinado, el Asistente de Agujerosobserva lo que va a pasar después para determinar cual es lamejor herramienta a utilizar.
Opciones de Herramientas: Estos son los tipos de herramientas que el Asistente deAgujeros puede elegir para el proceso. Algunos ejemplos sonBroca de Centrar, Taladro y Avellanador.
Utilización: La manera en que se utilizará la herramienta. Algunosejemplos son punteado, taladrado y chaflán.
Criterios:La sección Criterios detalla la lógica de la selección de herramientas. Deben cumplirse todas lascondiciones para que una herramienta sea utilizada en este proceso. Los criterios para algunosagujeros son muy simples, como por ejemplo el diámetro de una herramienta debe ser igual aldiámetro del agujero. Los criterios para otros agujeros, en cambio, son muy complejos. Es mejorconsiderar a los Criterios como un proceso de eliminación. Todos los criterios se leen de arriba a
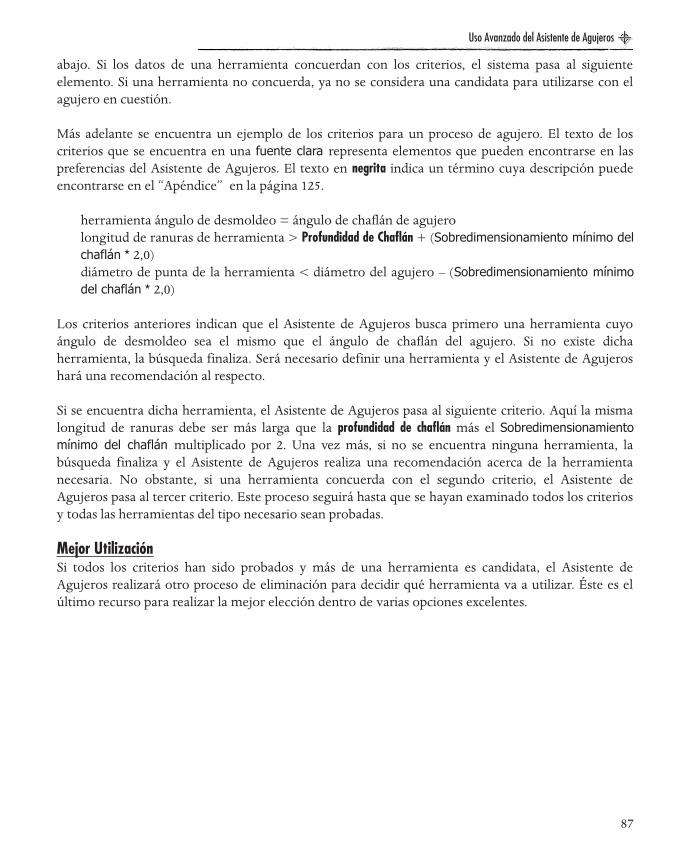
Uso Avanzado del Asistente de Agujeros
87
abajo. Si los datos de una herramienta concuerdan con los criterios, el sistema pasa al siguienteelemento. Si una herramienta no concuerda, ya no se considera una candidata para utilizarse con elagujero en cuestión.
Más adelante se encuentra un ejemplo de los criterios para un proceso de agujero. El texto de loscriterios que se encuentra en una fuente clara representa elementos que pueden encontrarse en laspreferencias del Asistente de Agujeros. El texto en negrita indica un término cuya descripción puedeencontrarse en el “Apéndice” en la página 125.
herramienta ángulo de desmoldeo = ángulo de chaflán de agujerolongitud de ranuras de herramienta > Profundidad de Chaflán + (Sobredimensionamiento mínimo delchaflán * 2,0)diámetro de punta de la herramienta < diámetro del agujero – (Sobredimensionamiento mínimodel chaflán * 2,0)
Los criterios anteriores indican que el Asistente de Agujeros busca primero una herramienta cuyoángulo de desmoldeo sea el mismo que el ángulo de chaflán del agujero. Si no existe dichaherramienta, la búsqueda finaliza. Será necesario definir una herramienta y el Asistente de Agujeroshará una recomendación al respecto.
Si se encuentra dicha herramienta, el Asistente de Agujeros pasa al siguiente criterio. Aquí la mismalongitud de ranuras debe ser más larga que la profundidad de chaflán más el Sobredimensionamientomínimo del chaflán multiplicado por 2. Una vez más, si no se encuentra ninguna herramienta, labúsqueda finaliza y el Asistente de Agujeros realiza una recomendación acerca de la herramientanecesaria. No obstante, si una herramienta concuerda con el segundo criterio, el Asistente deAgujeros pasa al tercer criterio. Este proceso seguirá hasta que se hayan examinado todos los criteriosy todas las herramientas del tipo necesario sean probadas.
Mejor UtilizaciónSi todos los criterios han sido probados y más de una herramienta es candidata, el Asistente deAgujeros realizará otro proceso de eliminación para decidir qué herramienta va a utilizar. Éste es elúltimo recurso para realizar la mejor elección dentro de varias opciones excelentes.
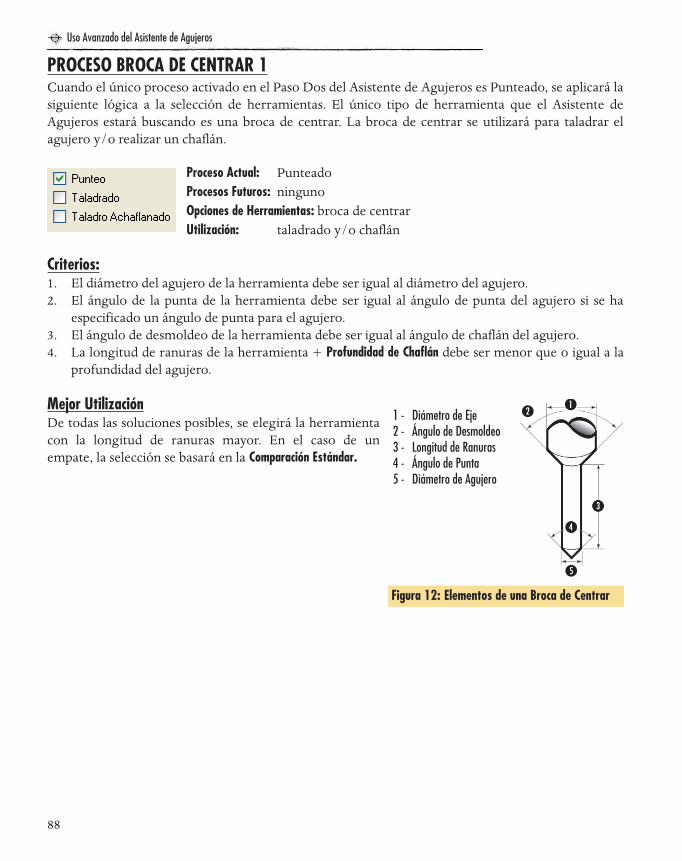
Uso Avanzado del Asistente de Agujeros
88
PROCESO BROCA DE CENTRAR 1Cuando el único proceso activado en el Paso Dos del Asistente de Agujeros es Punteado, se aplicará lasiguiente lógica a la selección de herramientas. El único tipo de herramienta que el Asistente deAgujeros estará buscando es una broca de centrar. La broca de centrar se utilizará para taladrar elagujero y/o realizar un chaflán.
Proceso Actual: PunteadoProcesos Futuros: ningunoOpciones de Herramientas: broca de centrarUtilización: taladrado y/o chaflán
Criterios:1. El diámetro del agujero de la herramienta debe ser igual al diámetro del agujero.2. El ángulo de la punta de la herramienta debe ser igual al ángulo de punta del agujero si se ha
especificado un ángulo de punta para el agujero.3. El ángulo de desmoldeo de la herramienta debe ser igual al ángulo de chaflán del agujero.4. La longitud de ranuras de la herramienta + Profundidad de Chaflán debe ser menor que o igual a la
profundidad del agujero.
Mejor UtilizaciónDe todas las soluciones posibles, se elegirá la herramientacon la longitud de ranuras mayor. En el caso de unempate, la selección se basará en la Comparación Estándar.
1 - Diámetro de Eje2 - Ángulo de Desmoldeo3 - Longitud de Ranuras4 - Ángulo de Punta5 - Diámetro de Agujero
Figura 12: Elementos de una Broca de Centrar

Uso Avanzado del Asistente de Agujeros
89
PROCESO BROCA DE CENTRAR 2Cuando los procesos activados en el Paso Dos del Asistente de Agujeros son Punteado y Taladrado, lasiguiente lógica se aplica a la selección de herramientas. El Asistente de Agujeros estará buscando unabroca de centrar o un taladro de punto para realizar este agujero. La broca de centrar es la elecciónpreferida para esta operación.
Proceso Actual: PunteadoProcesos Futuros: TaladradoOpciones de Herramientas: broca de centrar, taladro de puntoUtilización: punto y/o chaflán
Criterios:Broca de Centrar1. El ángulo de desmoldeo de la herramienta debe ser igual al ángulo de chaflán del agujero.2. El diámetro del agujero de la herramienta debe ser menor que el diámetro del agujero.3. El diámetro del eje de la herramienta debe ser mayor que el diámetro del agujero + diámetro de
chaflán + Sobredimensionamiento mínimo del chaflán * 2,0. [diám. del eje de la herramienta. >diám. del agujero. + diám. del chaflán + (Sobredimensionamiento mínimo del chaflán * 2,0)].
4. La longitud de ranuras de la herramienta + Profundidad de Chaflán debe ser menor que laprofundidad del agujero.
Taladro de Punto1. El ángulo de la punta de la herramienta * 0,5 debe ser igual al ángulo de chaflán del agujero.2. El diámetro de la herramienta debe ser mayor que el diámetro del agujero + diámetro del chaflán
+ Sobredimensionamiento mínimo del chaflán * 2,0. [diám. del eje de la herramienta. > diám. delagujero. + diám. del chaflán + (Sobredimensionamiento mínimo del chaflán * 2,0)].
3. La Profundidad de Chaflán debe ser menor que la profundidad total del agujero (incluyendo la puntadonde corresponda).
Mejor UtilizaciónElija la mejor broca de centrar; de lo contrario, elija un taladro de punto.
1. La mejor elección es una herramienta con un diámetro igual al Diámetro preferido de la broca decentrar.
2. La herramienta con el diámetro mayor es la mejor.3. En el caso de un empate, la selección se basará en la Comparación Estándar.
Tenga en cuenta que el Sobredimensionamiento mínimo del chaflán pertenece a la pestaña General, noa la pestaña Mandrinado en las preferencias de Datos de Agujero.

Uso Avanzado del Asistente de Agujeros
90
PROCESO BROCA DE CENTRAR 3Cuando los procesos activados en el Paso Dos del Asistente de Agujeros son Punteado, Taladrado yTaladro Achaflanado, se aplica la siguiente lógica a la selección de la herramienta. El Asistente deAgujeros estará buscando un taladro de punto o una broca de centrar. La herramienta seleccionada seutilizará para localizar el agujero.
Proceso Actual: PunteadoProcesos Futuros: Taladrado, Taladro AchaflanadoOpciones de Herramientas: taladro de punto, broca de centrarUtilización: punteado
Criterios:Taladro de Punto
si diámetro de herramienta = Diámetro preferido de broca de centrarentonces utilice esta herramienta
de lo contrario, > [diámetro de agujero + (Sobredimensionamiento mínimo del chaflán * 2,0)]
Broca de Centrarsi el diámetro de herramienta > Diámetro preferido de broca de centrar
si diámetro de herramienta = Diámetro preferido de broca de centrarentonces utilice esta herramienta
de lo contrario, diámetro de agujero > diámetro de herramientade lo contrario, diámetro de agujero > diámetro de herramienta
Mejor Utilización1. Seleccione el mejor taladro de punto, de lo contrario, seleccione una broca de centrar.
La mejor elección es una herramienta con un diámetro igual al Diámetro preferido de la broca decentrar.
Taladro de Punto: Menor diámetro de herramienta - diámetro de agujero +(Sobredimensionamiento mínimo del chaflán * 2,0)
Broca de Centrar: La herramienta con el mayor diámetro es la mejor.2. En el caso de un empate, la selección se basará en la Comparación Estándar.

Uso Avanzado del Asistente de Agujeros
91
PROCESO BROCA DE CENTRAR 4Cuando las opciones Punteado y Taladro Achaflanado estén seleccionadas en el Paso Dos delAsistente de Agujeros, la siguiente lógica se aplicará a la selección de herramienta. El único tipo deherramienta que el Asistente de Agujeros estará buscando es una broca de centrar. La broca de centrarse utilizará para taladrar el agujero y realizar un chaflán.
Proceso Actual: PunteadoProcesos Futuros: Taladro AchaflanadoOpciones de Herramientas: broca de centrarUtilización: taladro
Criterios:diámetro de agujero de la herramienta = diámetro de agujerolongitud de ranuras de la herramienta ≥ profundidad de agujeroángulo de punta de la herramienta = ángulo de punta del agujero (sólo si el ángulo de punta existepara el tipo de agujero seleccionado)
Mejor Utilización1. Se escogerá la herramienta con la longitud de ranuras mayor.2. En el caso de un empate, la selección se basará en la Comparación Estándar.

Uso Avanzado del Asistente de Agujeros
92
PROCESO TALADRADOCuando el único proceso seleccionado en el Paso Dos del Asistente de Agujeros sea Taladrado, seaplicará la siguiente lógica a la selección de herramientas. El único tipo de herramienta que estarábuscando el Asistente de Agujeros es un taladro.
Proceso Actual: TaladradoProcesos Futuros: ningunoOpciones de Herramientas: taladroUtilización: taladro
El taladrado se divide en una o dos pasadas, según el tamaño de los diámetros de mecanizado.Se utiliza el Mecanizado de Una Pasada cuando el diámetro del agujero es ≤ Diámetro mín. dos herramientasEl Mecanizado de Dos Pasadas se utiliza cuando el diámetro del agujero ≥ Diámetro mín. dos herramientas
Criterios:Angulo de punta de la herramienta = ángulo de punta del agujero (sólo si el ángulo de punta existepara el tipo de agujero seleccionado)
Mecanizado de Una PasadaAgujeros de Taladro, Rosca, Escariado y Perno
diámetro de agujero = diámetro de herramientaCara Plana
diámetro de herramienta < diámetro de agujero
Mecanizado de Dos Pasadas1ª Pasada de Taladro
diámetro de herramienta ≤ diámetro de agujero * (Dos herramientas, porcentaje de primeraherramienta/100)(sin exceder el Diámetro mín. dos herramientas)
2ª Pasada de TaladroLa misma herramienta seleccionada para el mecanizado de pasada única.
En todas las herramientas de taladro, debe realizarse una verificación de longitud: (longitud de la herramienta – longitud de la punta de la herramienta) > profundidad de agujero detaladro
Mejor UtilizaciónAgujeros de Taladro, Rosca, Escariado y Perno
La selección se basará en la Comparación Estándar.
Cara PlanaSeleccione la herramienta con el diámetro mayorLa selección se basará en la Comparación Estándar.
Uso Avanzado del Asistente de Agujeros
93
PROCESO TALADRO ACHAFLANADOCuando el único proceso seleccionado en el Paso Dos del Asistente de Agujeros sea TaladroAchaflanado, se aplicará la siguiente lógica a la selección de herramientas. El Asistente de Agujerosestará buscando un avellanador, un taladro de punto, una broca de centrar o un taladro.
Proceso Actual: Taladro AchaflanadoProcesos Futuros: ningunoOpciones de Herramientas: avellanador, taladro de punto, broca de centrar, taladroUtilización: chaflán
Criterios:AvellanadorTaladro de PuntoTaladro
agujero de taladroagujero de roscaagujero de escariado
diámetro de la herramienta ≥ (diámetro del agujero + diámetro del chaflán +Sobredimensionamiento mínimo del chaflán * 2,0)profundidad de chaflán < profundidad completa del agujero (incluyendo la punta dondecorresponda)ángulo punta de la herramienta = ángulo de chaflán del agujero * 2,0
agujero de cara plana:diámetro de la herramienta ≥ (diámetro del agujero + diámetro del chaflán +Sobredimensionamiento mínimo del chaflán * 2,0)profundidad de chaflán < profundidad del agujeroángulo punta de la herramienta = ángulo de chaflán del agujero * 2,0
agujero de perno:diámetro de la herramienta ≥ (diámetro del agujero + diámetro del chaflán +Sobredimensionamiento mínimo del chaflán * 2,0)diámetro superior agujero ≥ diámetro de la herramientaángulo punta de la herramienta = ángulo de chaflán del agujero * 2,0
Broca de Centraragujero de taladroagujero de roscaagujero de escariado
diámetro de eje de la herramienta ≥ (diámetro del agujero + diám. chaflán +Sobredimensionamiento mínimo del chaflán * 2,0)diámetro de agujero de la herramienta < diámetro del agujeroprofundidad de chaflán < profundidad completa del agujero (incluyendo la punta dondecorresponda)ángulo de desmoldeo de la herramienta = ángulo de chaflán del agujero
Uso Avanzado del Asistente de Agujeros
94
agujero de cara planadiámetro de eje de la herramienta ≥ (diámetro del agujero + diám. chaflán +
Sobredimensionamiento mínimo del chaflán * 2,0) diámetro de agujero de la herramienta< diámetro del agujero
profundidad de chaflán < profundidad del agujeroángulo desmoldeo de la herramienta = ángulo de chaflán del agujero
agujero de pernodiámetro de eje de la herramienta ≥ (diámetro del agujero + diám. chaflán +Sobredimensionamiento mínimo del chaflán * 2,0)diámetro superior del agujero ≥ diámetro de eje de la herramientadiámetro de agujero de la herramienta < diámetro del agujeroángulo de desmoldeo de la herramienta = ángulo de chaflán del agujero
Mejor Utilización1. Seleccione avellanador, taladro de punto, broca de centrar, taladro2. En el caso de un empate, la selección se basará en la Comparación Estándar.
Tenga en cuenta que el Sobredimensionamiento mínimo del chaflán se realiza desde la pestaña General,no la pestaña Mandrinado en la preferencias de Datos de Agujero.
PROCESO ROSCADOCuando el único proceso de no taladrado seleccionado en el Paso Dos del Asistente de Agujeros esRoscado, la siguiente lógica se aplica a la selección de herramientas. El Asistente de Agujeros estarábuscando una rosca o una rosca rígida.
Proceso Actual: RoscadoProcesos Futuros: ningunoOpciones de Herramientas: rosca, rosca rígidaUtilización: rosca
Criterios:Si la opción Rosca Rígida está seleccionada en el cuadro de diálogo, sólo se evaluarán las herramientasde rosca rígida; de lo contrario, se evaluarán herramientas de rosca.diámetro de agujero = diámetro de herramientapaso de herramienta = paso de agujero
Mejor UtilizaciónLa selección se basará en la Comparación Estándar.

Uso Avanzado del Asistente de Agujeros
95
PROCESO ESCARIADO MEDIO 1Cuando Escariado Medio es el único proceso de no taladrado seleccionado en el Paso Dos delAsistente de Agujeros, la siguiente lógica se aplica a la selección de herramientas. El único tipo deherramienta que el Asistente de Agujeros estará buscando será un escariador.
Proceso Actual: Escariado MedioProcesos Futuros: ningunoOpciones de Herramientas: escariadorUtilización: escariado
Criterios:diámetro de la herramienta = diámetro del agujero
Mejor UtilizaciónLa selección se basará en la Comparación Estándar.
PROCESO ESCARIADO MEDIO 2Cuando los únicos procesos de no taladrado seleccionados en el Paso Dos del Asistente de Agujerosson Escariado Medio y Acabado de Escariado, la siguiente lógica se aplicará a la selección deherramientas. El único tipo de herramienta que el Asistente de Agujeros estará buscando será unescariador.
Proceso Actual: Escariado MedioProcesos Futuros: Acabado de EscariadoOpciones de Herramientas: escariadorUtilización: escariado
Criterios:Stock mecaniz. mín. escariado ≤ [(diámetro de agujero de escariado – diámetro de la herramienta) /2.0][(diámetro de agujero de escariado – diámetro de la herramienta) / 2,0] ≤ Stock mecaniz. máx.escariadodiámetro de la herramienta > diámetro de agujero taladrado (diámetro menor taladrado)
Mejor UtilizaciónLa selección se basará en la Comparación Estándar.

Uso Avanzado del Asistente de Agujeros
96
PROCESO ACABADO DE ESCARIADOCuando Acabado de Escariado es el único proceso de no taladrado seleccionado en el Paso Dos delAsistente de Agujeros, la siguiente lógica se aplica a la selección de herramientas. El único tipo deherramienta que el Asistente de Agujeros estará buscando será un escariador.
Proceso Actual: Acabado de EscariadoProcesos Futuros: ningunoOpciones de Herramientas: escariadorUtilización: escariado
Criterios:diámetro de la herramienta = diámetro del agujero
Mejor UtilizaciónLa selección se basará en la Comparación Estándar.
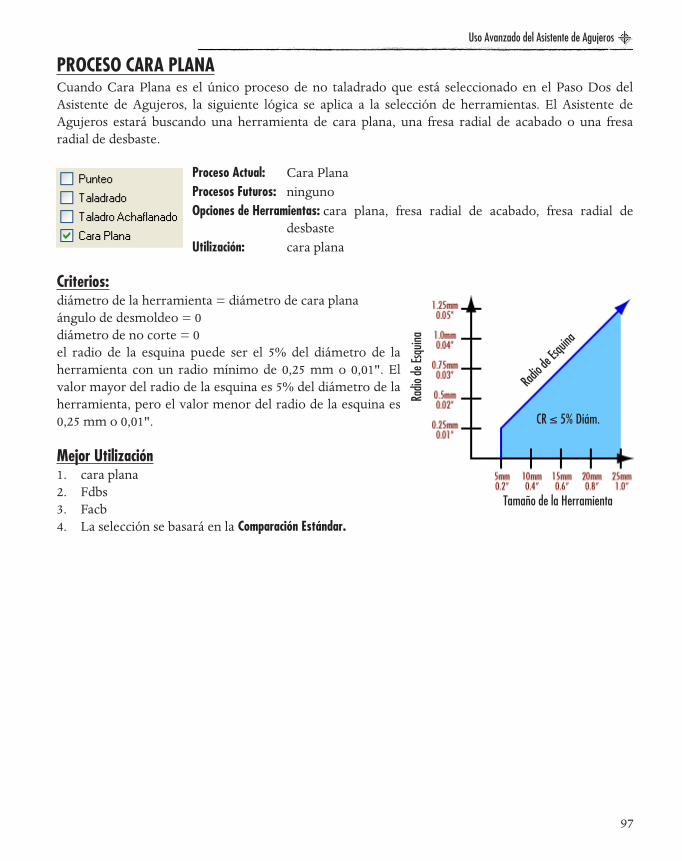
Uso Avanzado del Asistente de Agujeros
97
PROCESO CARA PLANACuando Cara Plana es el único proceso de no taladrado que está seleccionado en el Paso Dos delAsistente de Agujeros, la siguiente lógica se aplica a la selección de herramientas. El Asistente deAgujeros estará buscando una herramienta de cara plana, una fresa radial de acabado o una fresaradial de desbaste.
Proceso Actual: Cara PlanaProcesos Futuros: ningunoOpciones de Herramientas: cara plana, fresa radial de acabado, fresa radial de
desbasteUtilización: cara plana
Criterios:diámetro de la herramienta = diámetro de cara planaángulo de desmoldeo = 0diámetro de no corte = 0el radio de la esquina puede ser el 5% del diámetro de laherramienta con un radio mínimo de 0,25 mm o 0,01". Elvalor mayor del radio de la esquina es 5% del diámetro de laherramienta, pero el valor menor del radio de la esquina es0,25 mm o 0,01".
Mejor Utilización1. cara plana2. Fdbs3. Facb4. La selección se basará en la Comparación Estándar.
Tamaño de la Herramienta
Radi
o de
Esq
uina
Radio
de Es
quina
CR ≤ 5% Diám.

Uso Avanzado del Asistente de Agujeros
98
PROCESO DESBASTE CON MANDRINO 1Cuando Desbaste con Mandrino es el único proceso de no taladrado que está seleccionado en el PasoDos del Asistente de Agujeros, la siguiente lógica se aplica a la selección de herramientas. El único tipode herramienta que estará buscando el Asistente de Agujeros es un mandrinado.
Proceso Actual: Desbaste con MandrinoProcesos Futuros: ningunoOpciones de Herramientas: mandrinadoUtilización: mandrinado
Criterios:diámetro de la herramienta = diámetro del agujero
Mejor UtilizaciónLa selección se basará en la Comparación Estándar.
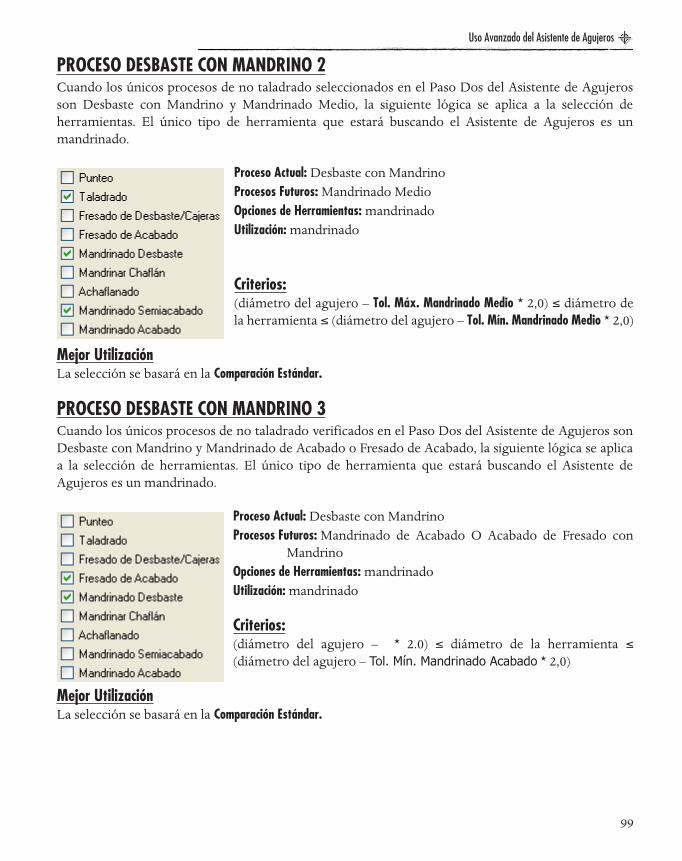
Uso Avanzado del Asistente de Agujeros
99
PROCESO DESBASTE CON MANDRINO 2Cuando los únicos procesos de no taladrado seleccionados en el Paso Dos del Asistente de Agujerosson Desbaste con Mandrino y Mandrinado Medio, la siguiente lógica se aplica a la selección deherramientas. El único tipo de herramienta que estará buscando el Asistente de Agujeros es unmandrinado.
Proceso Actual: Desbaste con MandrinoProcesos Futuros: Mandrinado MedioOpciones de Herramientas: mandrinadoUtilización: mandrinado
Criterios:(diámetro del agujero – Tol. Máx. Mandrinado Medio * 2,0) ≤ diámetro dela herramienta ≤ (diámetro del agujero – Tol. Mín. Mandrinado Medio * 2,0)
Mejor UtilizaciónLa selección se basará en la Comparación Estándar.
PROCESO DESBASTE CON MANDRINO 3Cuando los únicos procesos de no taladrado verificados en el Paso Dos del Asistente de Agujeros sonDesbaste con Mandrino y Mandrinado de Acabado o Fresado de Acabado, la siguiente lógica se aplicaa la selección de herramientas. El único tipo de herramienta que estará buscando el Asistente deAgujeros es un mandrinado.
Proceso Actual: Desbaste con MandrinoProcesos Futuros: Mandrinado de Acabado O Acabado de Fresado con
MandrinoOpciones de Herramientas: mandrinadoUtilización: mandrinado
Criterios:(diámetro del agujero – * 2.0) ≤ diámetro de la herramienta ≤(diámetro del agujero – Tol. Mín. Mandrinado Acabado * 2,0)
Mejor UtilizaciónLa selección se basará en la Comparación Estándar.
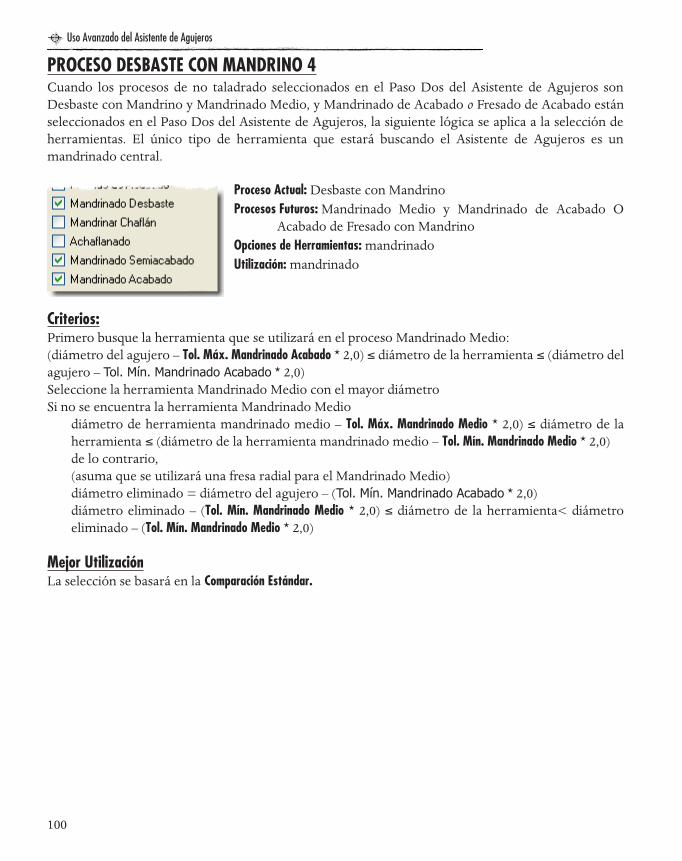
Uso Avanzado del Asistente de Agujeros
100
PROCESO DESBASTE CON MANDRINO 4Cuando los procesos de no taladrado seleccionados en el Paso Dos del Asistente de Agujeros sonDesbaste con Mandrino y Mandrinado Medio, y Mandrinado de Acabado o Fresado de Acabado estánseleccionados en el Paso Dos del Asistente de Agujeros, la siguiente lógica se aplica a la selección deherramientas. El único tipo de herramienta que estará buscando el Asistente de Agujeros es unmandrinado central.
Proceso Actual: Desbaste con MandrinoProcesos Futuros: Mandrinado Medio y Mandrinado de Acabado O
Acabado de Fresado con MandrinoOpciones de Herramientas: mandrinadoUtilización: mandrinado
Criterios:Primero busque la herramienta que se utilizará en el proceso Mandrinado Medio:(diámetro del agujero – Tol. Máx. Mandrinado Acabado * 2,0) ≤ diámetro de la herramienta ≤ (diámetro delagujero – Tol. Mín. Mandrinado Acabado * 2,0)Seleccione la herramienta Mandrinado Medio con el mayor diámetroSi no se encuentra la herramienta Mandrinado Medio
diámetro de herramienta mandrinado medio – Tol. Máx. Mandrinado Medio * 2,0) ≤ diámetro de laherramienta ≤ (diámetro de la herramienta mandrinado medio – Tol. Mín. Mandrinado Medio * 2,0)de lo contrario,(asuma que se utilizará una fresa radial para el Mandrinado Medio)diámetro eliminado = diámetro del agujero – (Tol. Mín. Mandrinado Acabado * 2,0)diámetro eliminado – (Tol. Mín. Mandrinado Medio * 2,0) ≤ diámetro de la herramienta< diámetroeliminado – (Tol. Mín. Mandrinado Medio * 2,0)
Mejor UtilizaciónLa selección se basará en la Comparación Estándar.

Uso Avanzado del Asistente de Agujeros
101
PROCESO MANDRINADO MEDIO 1Cuando Mandrinado Medio es el único proceso de no taladrado seleccionado en el Paso Dos delAsistente de Agujeros, la siguiente lógica se aplica a la selección de herramientas. El único tipo deherramienta que estará buscando el Asistente de Agujeros es un mandrinado.
Proceso Actual: Mandrinado MedioProcesos Futuros: ningunoOpciones de Herramientas: mandrinadoUtilización: mandrinado
Criterios:diámetro de la herramienta = diámetro del agujero
Mejor UtilizaciónLa selección se basará en la Comparación Estándar.
PROCESO MANDRINADO MEDIO 2Cuando los procesos de no taladrado seleccionados en el Paso Dos del Asistente de Agujeros sonMandrinado Medio y Mandrinado de Acabado o Fresado de Acabado, la siguiente lógica se aplica a laselección de herramientas. El único tipo de herramienta que estará buscando el Asistente de Agujeroses un mandrinado.
Proceso Actual: Mandrinado MedioProcesos Futuros: Mandrinado de Acabado O Acabado de Fresado con
MandrinoOpciones de Herramientas: mandrinadoUtilización: mandrinado
Criterios:(diámetro del agujero – Tol. Máx. Mandrinado Acabado * 2,0) ≤ diámetrode la herramienta ≤ (diámetro del agujero – Tol. Mín. MandrinadoAcabado * 2,0)
Mejor UtilizaciónLa selección se basará en la Comparación Estándar.
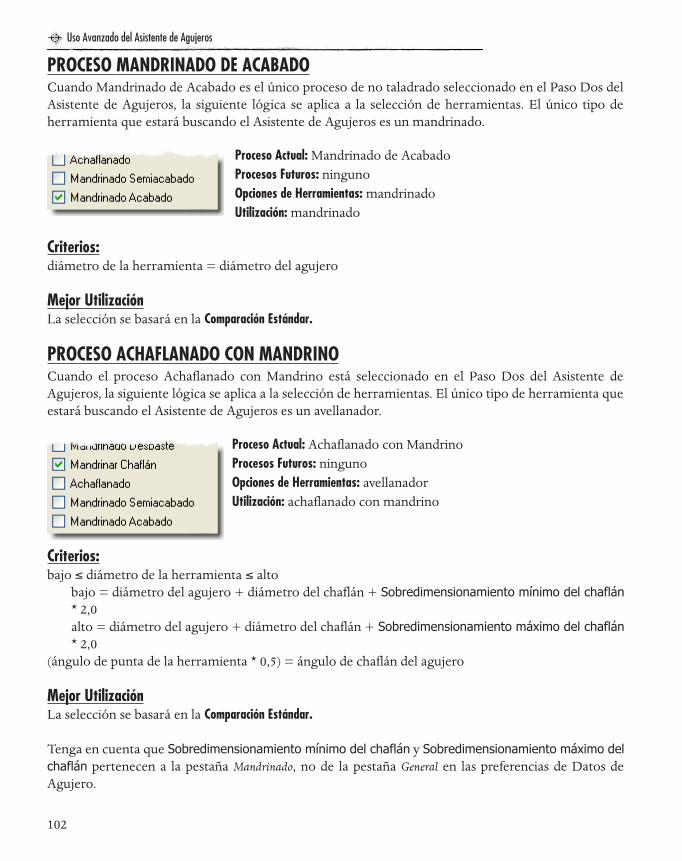
Uso Avanzado del Asistente de Agujeros
102
PROCESO MANDRINADO DE ACABADOCuando Mandrinado de Acabado es el único proceso de no taladrado seleccionado en el Paso Dos delAsistente de Agujeros, la siguiente lógica se aplica a la selección de herramientas. El único tipo deherramienta que estará buscando el Asistente de Agujeros es un mandrinado.
Proceso Actual: Mandrinado de AcabadoProcesos Futuros: ningunoOpciones de Herramientas: mandrinadoUtilización: mandrinado
Criterios:diámetro de la herramienta = diámetro del agujero
Mejor UtilizaciónLa selección se basará en la Comparación Estándar.
PROCESO ACHAFLANADO CON MANDRINOCuando el proceso Achaflanado con Mandrino está seleccionado en el Paso Dos del Asistente deAgujeros, la siguiente lógica se aplica a la selección de herramientas. El único tipo de herramienta queestará buscando el Asistente de Agujeros es un avellanador.
Proceso Actual: Achaflanado con MandrinoProcesos Futuros: ningunoOpciones de Herramientas: avellanadorUtilización: achaflanado con mandrino
Criterios:bajo ≤ diámetro de la herramienta ≤ alto
bajo = diámetro del agujero + diámetro del chaflán + Sobredimensionamiento mínimo del chaflán* 2,0alto = diámetro del agujero + diámetro del chaflán + Sobredimensionamiento máximo del chaflán* 2,0
(ángulo de punta de la herramienta * 0,5) = ángulo de chaflán del agujero
Mejor UtilizaciónLa selección se basará en la Comparación Estándar.
Tenga en cuenta que Sobredimensionamiento mínimo del chaflán y Sobredimensionamiento máximo delchaflán pertenecen a la pestaña Mandrinado, no de la pestaña General en las preferencias de Datos deAgujero.
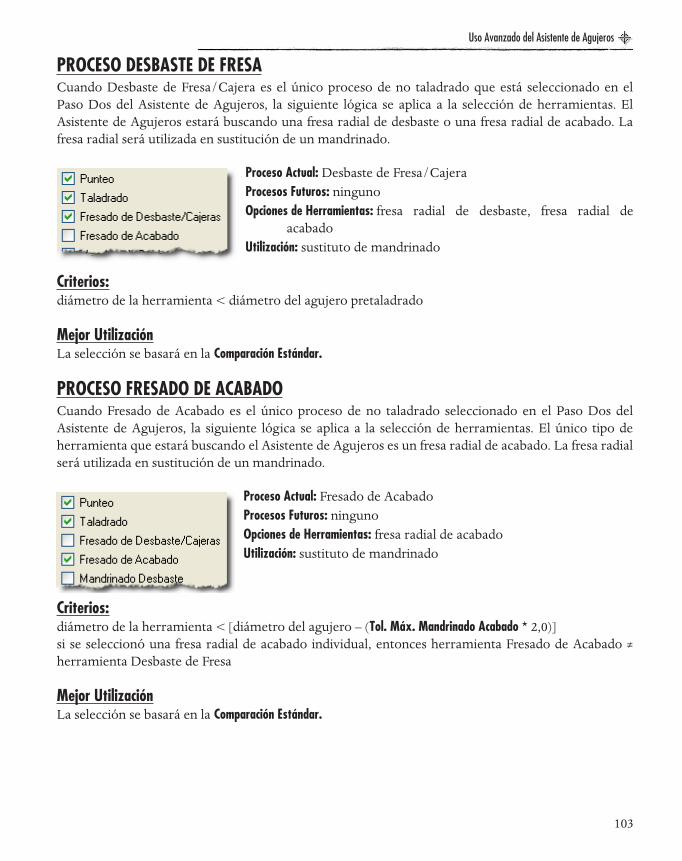
Uso Avanzado del Asistente de Agujeros
103
PROCESO DESBASTE DE FRESACuando Desbaste de Fresa/Cajera es el único proceso de no taladrado que está seleccionado en elPaso Dos del Asistente de Agujeros, la siguiente lógica se aplica a la selección de herramientas. ElAsistente de Agujeros estará buscando una fresa radial de desbaste o una fresa radial de acabado. Lafresa radial será utilizada en sustitución de un mandrinado.
Proceso Actual: Desbaste de Fresa/CajeraProcesos Futuros: ningunoOpciones de Herramientas: fresa radial de desbaste, fresa radial de
acabadoUtilización: sustituto de mandrinado
Criterios:diámetro de la herramienta < diámetro del agujero pretaladrado
Mejor UtilizaciónLa selección se basará en la Comparación Estándar.
PROCESO FRESADO DE ACABADOCuando Fresado de Acabado es el único proceso de no taladrado seleccionado en el Paso Dos delAsistente de Agujeros, la siguiente lógica se aplica a la selección de herramientas. El único tipo deherramienta que estará buscando el Asistente de Agujeros es un fresa radial de acabado. La fresa radialserá utilizada en sustitución de un mandrinado.
Proceso Actual: Fresado de AcabadoProcesos Futuros: ningunoOpciones de Herramientas: fresa radial de acabadoUtilización: sustituto de mandrinado
Criterios:diámetro de la herramienta < [diámetro del agujero – (Tol. Máx. Mandrinado Acabado * 2,0)]si se seleccionó una fresa radial de acabado individual, entonces herramienta Fresado de Acabado ≠herramienta Desbaste de Fresa
Mejor UtilizaciónLa selección se basará en la Comparación Estándar.
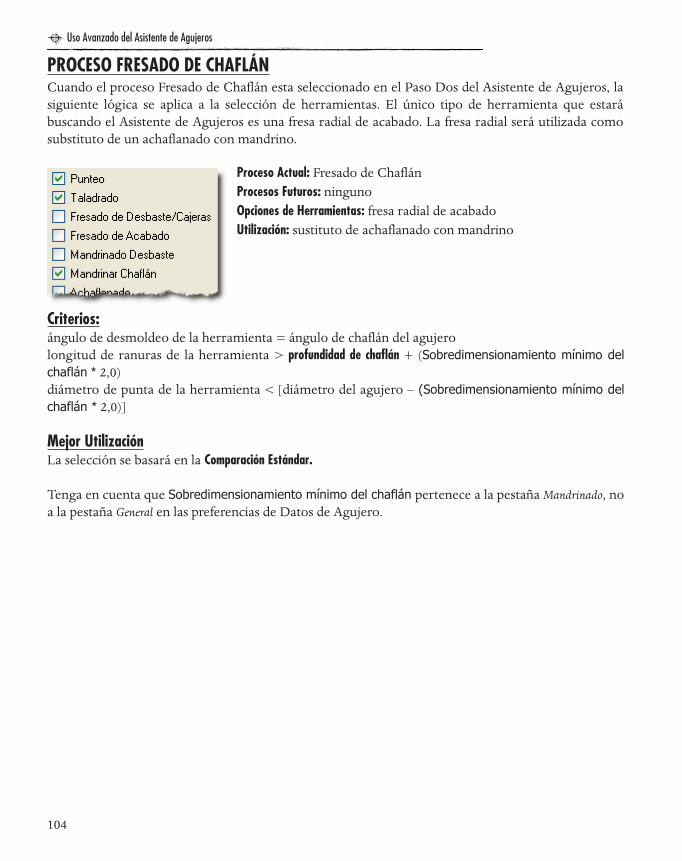
Uso Avanzado del Asistente de Agujeros
104
PROCESO FRESADO DE CHAFLÁNCuando el proceso Fresado de Chaflán esta seleccionado en el Paso Dos del Asistente de Agujeros, lasiguiente lógica se aplica a la selección de herramientas. El único tipo de herramienta que estarábuscando el Asistente de Agujeros es una fresa radial de acabado. La fresa radial será utilizada comosubstituto de un achaflanado con mandrino.
Proceso Actual: Fresado de ChaflánProcesos Futuros: ningunoOpciones de Herramientas: fresa radial de acabadoUtilización: sustituto de achaflanado con mandrino
Criterios:ángulo de desmoldeo de la herramienta = ángulo de chaflán del agujerolongitud de ranuras de la herramienta > profundidad de chaflán + (Sobredimensionamiento mínimo delchaflán * 2,0)diámetro de punta de la herramienta < [diámetro del agujero – (Sobredimensionamiento mínimo delchaflán * 2,0)]
Mejor UtilizaciónLa selección se basará en la Comparación Estándar.
Tenga en cuenta que Sobredimensionamiento mínimo del chaflán pertenece a la pestaña Mandrinado, noa la pestaña General en las preferencias de Datos de Agujero.
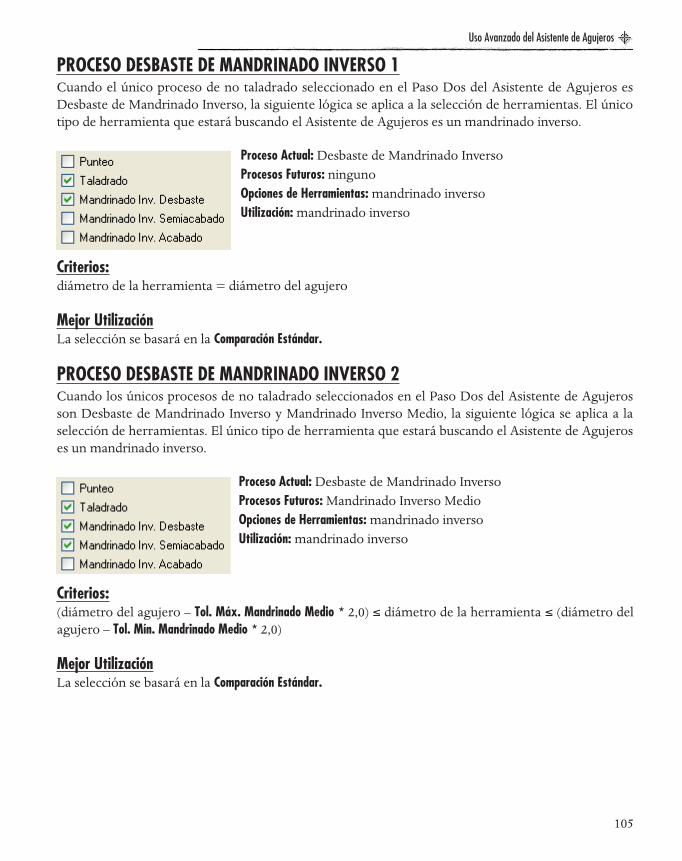
Uso Avanzado del Asistente de Agujeros
105
PROCESO DESBASTE DE MANDRINADO INVERSO 1Cuando el único proceso de no taladrado seleccionado en el Paso Dos del Asistente de Agujeros esDesbaste de Mandrinado Inverso, la siguiente lógica se aplica a la selección de herramientas. El únicotipo de herramienta que estará buscando el Asistente de Agujeros es un mandrinado inverso.
Proceso Actual: Desbaste de Mandrinado InversoProcesos Futuros: ningunoOpciones de Herramientas: mandrinado inversoUtilización: mandrinado inverso
Criterios:diámetro de la herramienta = diámetro del agujero
Mejor UtilizaciónLa selección se basará en la Comparación Estándar.
PROCESO DESBASTE DE MANDRINADO INVERSO 2Cuando los únicos procesos de no taladrado seleccionados en el Paso Dos del Asistente de Agujerosson Desbaste de Mandrinado Inverso y Mandrinado Inverso Medio, la siguiente lógica se aplica a laselección de herramientas. El único tipo de herramienta que estará buscando el Asistente de Agujeroses un mandrinado inverso.
Proceso Actual: Desbaste de Mandrinado InversoProcesos Futuros: Mandrinado Inverso MedioOpciones de Herramientas: mandrinado inversoUtilización: mandrinado inverso
Criterios:(diámetro del agujero – Tol. Máx. Mandrinado Medio * 2,0) ≤ diámetro de la herramienta ≤ (diámetro delagujero – Tol. Mín. Mandrinado Medio * 2,0)
Mejor UtilizaciónLa selección se basará en la Comparación Estándar.

Uso Avanzado del Asistente de Agujeros
106
PROCESO DESBASTE DE MANDRINADO INVERSO 3Cuando los únicos procesos de no taladrado seleccionados en el Paso Dos del Asistente de Agujerosson Desbaste de Mandrinado Inverso y Acabado de Mandrinado Inverso, la siguiente lógica se aplica ala selección de herramientas. El único tipo de herramienta que estará buscando el Asistente deAgujeros es un mandrinado inverso.
Proceso Actual: Desbaste de Mandrinado InversoProcesos Futuros: Acabado de Mandrinado InversoOpciones de Herramientas: mandrinado inversoUtilización: mandrinado inverso
Criterios:(diámetro del agujero – Tol. Máx. Mandrinado Acabado * 2,0) ≤ diámetro de la herramienta ≤ (diámetro delagujero – Tol. Mín. Mandrinado Acabado * 2,0)
Mejor UtilizaciónLa selección se basará en la Comparación Estándar.

Uso Avanzado del Asistente de Agujeros
107
PROCESO DESBASTE DE MANDRINADO INVERSO 4Cuando los procesos de no taladrado seleccionados en el Paso Dos del Asistente de Agujeros sonDesbaste de Mandrinado Inverso, Mandrinado Inverso Medio y Acabado de Mandrinado Inverso, lasiguiente lógica se aplica a la selección de herramientas. El único tipo de herramienta que estarábuscando el Asistente de Agujeros es un mandrinado inverso.
Proceso Actual: Desbaste de Mandrinado InversoProcesos Futuros: Mandrinado Inverso Medio y Acabado de
Mandrinado InversoOpciones de Herramientas: mandrinado inversoUtilización: mandrinado inverso
Criterios:Primero encuentre la herramienta de mandrinado que se utilizará en el proceso Mandrinado Medio.
(diámetro del agujero – Tol. Máx. Mandrinado Acabado * 2,0) ≤ herramienta mandrinado medio ≤(diámetro del agujero – Tol. Mín. Mandrinado Acabado * 2,0)
Seleccione la herramienta mandrinado medio con el mayor diámetroSi se encuentra la herramienta mandrinado medio
diámetro de herramienta mandrinado medio – (Tol. Máx. Mandrinado Medio * 2,0) ≤ diámetro de laherramienta ≤ diámetro de la herramienta mandrinado medio – (Tol. Mín. Mandrinado Medio * 2,0)
entonces(asuma que se utilizará una fresa radial para el mandrinado medio)diámetro eliminado = diámetro del agujero – (Tol. Mín. Mandrinado Acabado * 2,0)diámetro eliminado – Tol. Máx. Mandrinado Medio * 2,0) ≤ diámetro de la herramienta ≤ (diámetroeliminado – (Tol. Mín. Mandrinado Medio * 2,0)
Mejor UtilizaciónLa selección se basará en la Comparación Estándar.
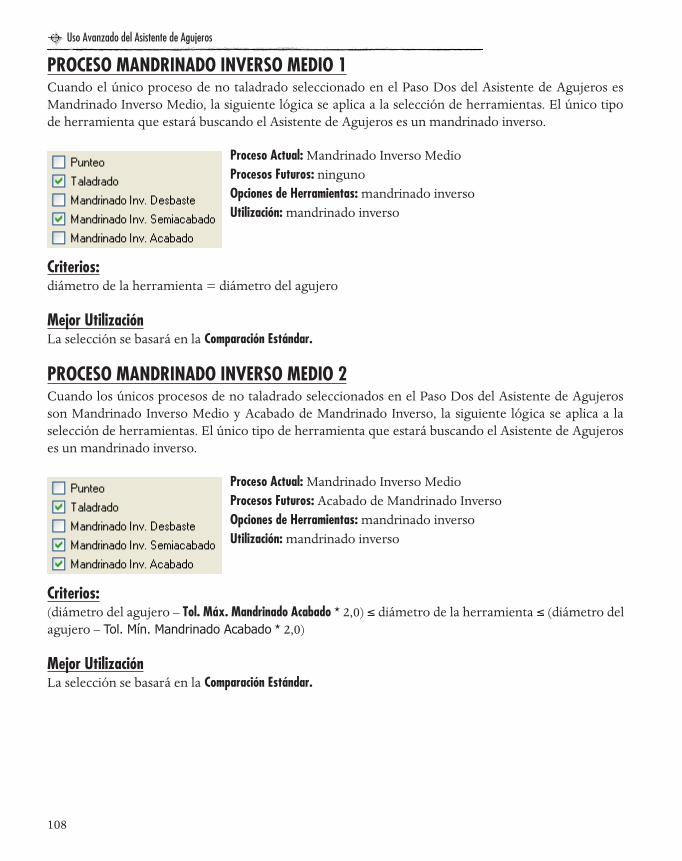
Uso Avanzado del Asistente de Agujeros
108
PROCESO MANDRINADO INVERSO MEDIO 1Cuando el único proceso de no taladrado seleccionado en el Paso Dos del Asistente de Agujeros esMandrinado Inverso Medio, la siguiente lógica se aplica a la selección de herramientas. El único tipode herramienta que estará buscando el Asistente de Agujeros es un mandrinado inverso.
Proceso Actual: Mandrinado Inverso MedioProcesos Futuros: ningunoOpciones de Herramientas: mandrinado inversoUtilización: mandrinado inverso
Criterios:diámetro de la herramienta = diámetro del agujero
Mejor UtilizaciónLa selección se basará en la Comparación Estándar.
PROCESO MANDRINADO INVERSO MEDIO 2Cuando los únicos procesos de no taladrado seleccionados en el Paso Dos del Asistente de Agujerosson Mandrinado Inverso Medio y Acabado de Mandrinado Inverso, la siguiente lógica se aplica a laselección de herramientas. El único tipo de herramienta que estará buscando el Asistente de Agujeroses un mandrinado inverso.
Proceso Actual: Mandrinado Inverso MedioProcesos Futuros: Acabado de Mandrinado InversoOpciones de Herramientas: mandrinado inversoUtilización: mandrinado inverso
Criterios:(diámetro del agujero – Tol. Máx. Mandrinado Acabado * 2,0) ≤ diámetro de la herramienta ≤ (diámetro delagujero – Tol. Mín. Mandrinado Acabado * 2,0)
Mejor UtilizaciónLa selección se basará en la Comparación Estándar.

Uso Avanzado del Asistente de Agujeros
109
PROCESO ACABADO DE MANDRINADO INVERSOCuando el único proceso de no taladrado seleccionado en el Paso Dos del Asistente de Agujeros esAcabado de Mandrinado Inverso, la siguiente lógica se aplica a la selección de herramientas. El únicotipo de herramienta que estará buscando el Asistente de Agujeros es un mandrinado inverso.
Proceso Actual: Acabado de Mandrinado InversoProcesos Futuros: ningunoOpciones de Herramientas: mandrinado inversoUtilización: mandrinado inverso
Criterios:diámetro de la herramienta = diámetro del agujero
Mejor UtilizaciónLa selección se basará en la Comparación Estándar.
CREACIÓN DE PROCESOEsta sección documentará la creación de un proceso. El objetivo de la sección es proporcionar unavisión acerca de como el Asistente de Agujeros crea un proceso y configura los valores de dichoproceso. Al igual que con la selección de herramientas, la creación de un proceso se realiza a través dela lógica predefinida y la Base de Conocimiento, pero está influenciada por los resultados de laselección de herramientas. Les presentaremos las fórmulas reales que el Asistente de Agujeros utilizapara crear los procesos.
Leer y comprender como el Asistente de Agujeros crea los procesos y configura los valoresautomáticamente es muy útil pero puede resultar difícil. Toda la información sigue un flujo lógico conel que tendrá que familiarizarse si desea entender qué está pasando dentro del Asistente de Agujeros.
Existen cuatro elementos que conforman la descripción de cómo el Asistente de Agujeros configuraun proceso. El primer elemento presentado es el nombre de un elemento en el cuadro de diálogo delproceso Agujeros, el Elemento de Proceso. Éste es el elemento que vamos a explicar. Un ejemplo seríael valor Plano de Liberación de Entrada, que está compuesto por la etiqueta y el cuadro de texto. LosElementos de Procesos se listan alfabéticamente.
El segundo elemento es un Encabezado de Grupo. Los Encabezados de Grupo son variables queinfluyen en la definición de un Elemento de Proceso. Este elemento le indica que existen múltiplesopciones contenidas en el grupo y que necesita seleccionar una. Cada Elemento de Proceso puedetener varios Encabezados de Grupo para definir con exactitud todas las opciones y variables queinfluyen en el Asistente de Agujeros. Los Encabezados de Grupo incluyen el tipo de agujero que se

Uso Avanzado del Asistente de Agujeros
110
realiza, tipos de herramientas y Ciclos de Entrada/Salida. Piense que los Encabezados de Grupo sonpreguntas que necesitan ser respondidas para poder comprender el Elemento de Proceso.
El tercer elemento es un Elemento de Grupo. Los Elementos de Grupo están relacionados entre sípero son opciones diferentes. Los Elementos de Grupo pueden incluir el tipo de agujero que serealiza, los tipos de herramientas o los Ciclos de Entrada/Salida. Por lo tanto, si se le presenta una listade tipos de agujero y usted está creando un agujero de Cara Plana, seguiría la lógica de este elementoen lugar de la lógica de un agujero de mandrinado. Piense en los Elementos de Grupo como posiblesrespuestas a preguntas de Encabezados de Grupo.
El último tipo de elemento que encontrará será una Fórmula. La fórmula describe matemáticamentecómo el Asistente de Agujeros calcula el valor para un Elemento de Proceso. La fórmula puede serconsiderada como aquéllo que la pregunta y la respuesta significan en realidad. Esto es lo queintentaría obtener para poder comprender la lógica del Asistente de Agujeros.
Dentro de las fórmulas se encuentran diversos tipos de letra y elementos que necesitan una definiciónmás amplia. Muchas veces estos elementos son referencias cruzadas. La presentación de los elementosproporcionará una respuesta a su propósito.
• {Entre paréntesis} - Un elemento entre paréntesis especifica dónde se puede encontrar elelemento anterior en la fórmula. Barra Superpuesta {Paso Dos} indica que el elementomencionado (Barra Superpuesta) puede encontrarse en el Paso Dos del Asistente de Agujeros.
• Cursiva - Un elemento en cursiva es una referencia a otro elemento del proceso. Cuando veaSuperficie Z, deberá volver a consultar ese elemento. Dicho elemento tiene un impacto en lafórmula.
• Negrita y Cursiva - Un elemento en este tipo de letra hace referencia a una fórmula o un elementoque necesita una definición. A.Al final de esta sección, en la página 125 se puede encontrar unglosario y un conjunto de fórmulas.
A continuación, se encuentra el esquema básico de la lógica del Asistente de Agujeros para cadaElemento de Proceso. Ya que puede haber varias respuestas a una pregunta, necesitamos encontrar lapregunta y la respuesta correctas que nos proporcione lo que necesitamos: saber cómo se definen losvalores de un Elemento de Proceso. En cada Elemento de Proceso es muy probable que exista más deun conjunto de Encabezados de Grupo y Elementos de Grupo. Un Encabezado de Grupo puede tenercuatro Elementos de Grupo, cada uno de los cuales puede tener uno o más Encabezados de Grupoindentados que realizan más preguntas todavía. Estos elementos tienen el objetivo de ayudarle amantenerlos organizados. Los elementos que se alínean a la izquierda son parte del mismoEncabezado de Grupo y constituyen todas las respuestas posibles a la misma pregunta. Siempre sedesplaza hacia abajo a través del Elemento de Proceso, con el objetivo de obtener un elementoindentado. Con este método, obtendrá pronto una fórmula para el Elemento de Proceso.
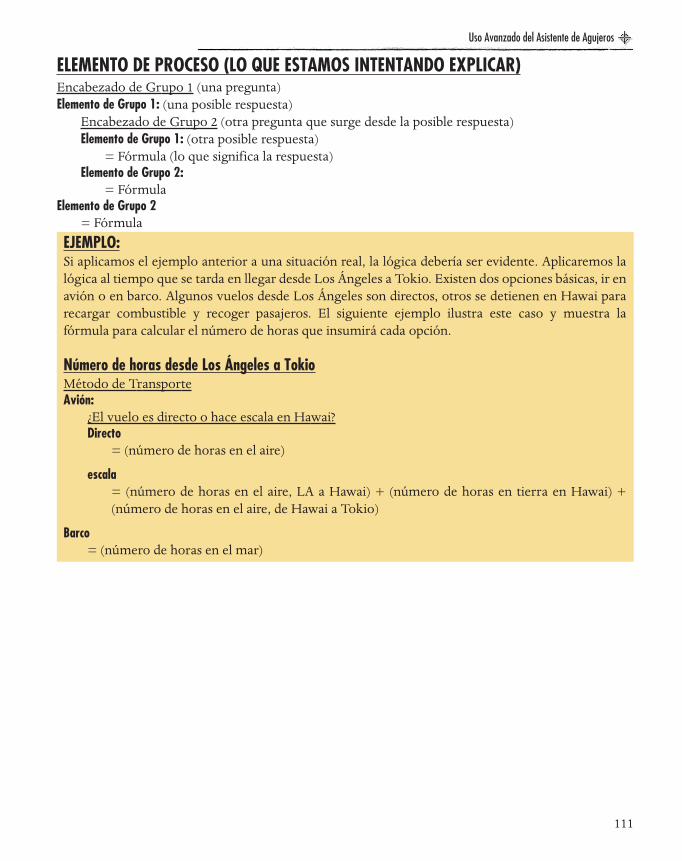
Uso Avanzado del Asistente de Agujeros
111
ELEMENTO DE PROCESO (LO QUE ESTAMOS INTENTANDO EXPLICAR)Encabezado de Grupo 1 (una pregunta)Elemento de Grupo 1: (una posible respuesta)
Encabezado de Grupo 2 (otra pregunta que surge desde la posible respuesta)Elemento de Grupo 1: (otra posible respuesta)
= Fórmula (lo que significa la respuesta)Elemento de Grupo 2:
= FórmulaElemento de Grupo 2
= FórmulaEJEMPLO:Si aplicamos el ejemplo anterior a una situación real, la lógica debería ser evidente. Aplicaremos lalógica al tiempo que se tarda en llegar desde Los Ángeles a Tokio. Existen dos opciones básicas, ir enavión o en barco. Algunos vuelos desde Los Ángeles son directos, otros se detienen en Hawai pararecargar combustible y recoger pasajeros. El siguiente ejemplo ilustra este caso y muestra lafórmula para calcular el número de horas que insumirá cada opción.
Número de horas desde Los Ángeles a TokioMétodo de TransporteAvión:
¿El vuelo es directo o hace escala en Hawai?Directo
= (número de horas en el aire)
escala= (número de horas en el aire, LA a Hawai) + (número de horas en tierra en Hawai) +(número de horas en el aire, de Hawai a Tokio)
Barco= (número de horas en el mar)

Uso Avanzado del Asistente de Agujeros
112
ANCHO DE CORTESólo se aplica un valor de Ancho de Corte si se está creando un proceso Fresado de Chaflán, Fresadode Acabado o Desbaste de Fresa/Cajera. El valor es igual a la suma del valor de Ancho de Corte de lasPreferencias de Datos de Agujero dividido por 100 y multiplicado por el diámetro de la herramienta.El valor será 0 para un proceso Fresado de Chaflán o Fresado de Acabado.
Tipo de AgujeroFresado de Chaflán:Fresado de Acabado:
= 0
Desbaste de Fresa/Cajera:= [(Ancho de Corte {HDP} / 100) * diámetro de la herramienta]
De lo contrario:= no utilizado
ÁNGULO DE APROXIMACIÓNEl Ángulo de Aproximación se definirá en 90˚ cuando se configure un proceso de Fresado de Chaflán,Fresado de Acabado o Desbaste de Fresa/Cajera. Este elemento no se utiliza en ningún otro proceso.
Tipo de AgujeroFresado de Chaflán:Fresado de Acabado:Desbaste de Fresa/Cajera:
= 90
De lo contrario:= no utilizado
APROXIMACIÓN POSITIVALa Aproximación Positiva no se encuentra activa de manera predeterminada para todos los procesos.
= falso
AVANCEEl Avance se calcula automáticamente de la misma manera que al hacer clic en el botón Avance delcuadro de diálogo del proceso Taladrado. Este valor se basa en el material utilizado.
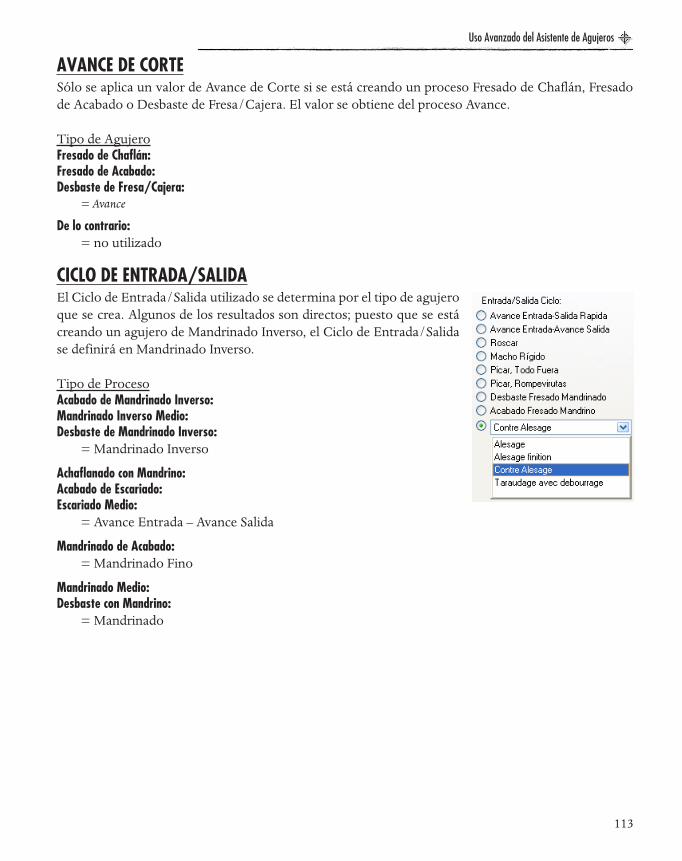
Uso Avanzado del Asistente de Agujeros
113
AVANCE DE CORTESólo se aplica un valor de Avance de Corte si se está creando un proceso Fresado de Chaflán, Fresadode Acabado o Desbaste de Fresa/Cajera. El valor se obtiene del proceso Avance.
Tipo de AgujeroFresado de Chaflán:Fresado de Acabado:Desbaste de Fresa/Cajera:
= Avance
De lo contrario:= no utilizado
CICLO DE ENTRADA/SALIDAEl Ciclo de Entrada/Salida utilizado se determina por el tipo de agujeroque se crea. Algunos de los resultados son directos; puesto que se estácreando un agujero de Mandrinado Inverso, el Ciclo de Entrada/Salidase definirá en Mandrinado Inverso.
Tipo de ProcesoAcabado de Mandrinado Inverso:Mandrinado Inverso Medio:Desbaste de Mandrinado Inverso:
= Mandrinado Inverso
Achaflanado con Mandrino:Acabado de Escariado:Escariado Medio:
= Avance Entrada – Avance Salida
Mandrinado de Acabado:= Mandrinado Fino
Mandrinado Medio:Desbaste con Mandrino:
= Mandrinado

Uso Avanzado del Asistente de Agujeros
114
Taladro:(L / D * 100) > Profundidad Máx. para Avance Entrada – Salida Rápida {HDP}No:
= Avance Entrada – Salida Rápida
Sí:Ciclo de Entrada/Salida = Todo FueraSí:
= Picar Todo Fuera
No:= Picar Rompevirutas
Taladro Achaflanado:Cara Plana:
= Avance Entrada – Salida Rápida
Fresado de Chaflán:Fresado de Acabado:
= Fresado con Mandrino de Acabado
Desbaste de Fresa/Cajera:= Mandrinado Fresa Desbaste
Punteado:Utilizacióntaladro:
(L / D * 100) > Profundidad Máx. para Avance Entrada – Salida Rápida {HDP}Sí:
Ciclo de Entrada/Salida = Todo FueraSí:
= Picar Todo Fuera
No:= Picar Rompevirutas
No:= Avance Entrada – Salida Rápida
De lo contrario:= Avance Entrada – Salida Rápida
Roscado:Rosca Rígida {Paso Dos}Sí:
= Rosca Rígida
No:= Rosca

Uso Avanzado del Asistente de Agujeros
115
COMPENSACIÓN DE RADIO DE CORTE ACTIVADACRC sólo se aplica si se está utilizando un proceso Fresado de Chaflán, Fresado de Acabado o Desbastede Fresa/Cajera y las Preferencias de Datos de Agujero especifican que se tiene que utilizar CRC.
Tipo de AgujeroFresado de Chaflán:Fresado de Acabado:Desbaste de Fresa/Cajera:
= Activado si la casilla de verificación de CRC está activada {HDP}
De lo contrario:= no utilizado
DIÁMETRO DE MANDRINADOEl Diámetro de Mandrinado lo utilizan únicamente los procesos Fresado de Chaflán, Fresado deAcabado y Desbaste de Fresa/Cajera.
Tipo de AgujeroFresado de Chaflán:
= Mandrinado D + C
Fresado de Acabado:Desbaste de Fresa/Cajera:
= Mandrinado D
De lo contrario:= no utilizado
DIÁMETRO DE PLANO DE LIBERACIÓNEl valor de Diámetro de Plano de Liberación sólo se aplica si se está utilizando un proceso Fresado deChaflán, Fresado de Acabado o Desbaste de Fresa/Cajera.
Tipo de AgujeroFresado de Chaflán:Fresado de Acabado:Desbaste de Fresa/Cajera:
= TaladroD
De lo contrario:= no utilizado

Uso Avanzado del Asistente de Agujeros
116
DISTANCIA DEL PLANO DE LIBERACIÓNEl valor de Distancia del Plano de Liberación sólo se aplica si se está utilizando un proceso de Fresadode Chaflán, Fresado de Acabado o Desbaste de Fresa/Cajera. El valor se obtiene a partir de lasPreferencias de Datos de Agujero.
Tipo de AgujeroFresado de Chaflán:Fresado de Acabado:Desbaste de Fresa/Cajera:
= Distancia del plano de liberación {HDP}
De lo contrario:= no utilizado
EN SUBIDA/CONVENCIONALEl corte En Subida o Convencional sólo se aplica si se utiliza un proceso Fresado de Chaflán, Fresadode Acabado o Desbaste de Fresa/Cajera. El valor predeterminado es el corte En Subida.
Tipo de AgujeroFresado de Chaflán:Fresado de Acabado:Desbaste de Fresa/Cajera:
= En Subida
De lo contrario:= no utilizado
ENTRADA/SALIDA DE ACABADO 90°El tamaño del Radio de 90˚ utilizado para los movimientos de Entrada/Salida de Acabado sólo sedetermina si se está creando un proceso Fresado de Chaflán, Fresado de Acabado o Desbaste de Fresa/Cajera. El valor será 0 para un proceso Desbaste de Fresa/Cajera. En un proceso Fresado de Chaflán oFresado de Acabado, el valor será igual a la suma del valor de Radio de Salida de Aproximación dePreferencias de Datos de Agujero dividido por 100, multiplicado por el diámetro de la herramienta.
Tipo de AgujeroFresado de Chaflán:Fresado de Acabado:
= [(Radio de Salida de Aproximación {HDP} / 100) * diámetro de la herramienta]
Desbaste de Fresa/Cajera:= 0
De lo contrario:= no utilizado
Uso Avanzado del Asistente de Agujeros
117
LÍNEA MÍN. DE ENTRADA/SALIDA DE ACABADOEl tamaño de la Línea Mín. para movimientos de Entrada/Salida de Acabado sólo se determina si seestá creando un proceso Fresado de Chaflán, Fresado de Acabado o Desbaste de Fresa/Cajera. El valorserá 0 para un proceso Desbaste de Fresa/Cajera. En un proceso Fresado de Chaflán o Fresado deAcabado, el valor será igual a la suma del valor de la línea de Salida de Aproximación de Preferenciasde Datos de Agujero dividido por 100, multiplicado por el diámetro de la herramienta.
Tipo de AgujeroFresado de Chaflán:Fresado de Acabado:
= [(Línea de Salida de Aproximación {HDP} / 100) * diámetro de la herramienta]
Desbaste de Fresa/Cajera:= 0
De lo contrario:= no utilizado
PARADA BREVEEl valor de Parada Breve se predetermina en el último valor utilizado. Sólo se determina un valor deParada Breve nuevo si se utiliza un Ciclo de Entrada/Salida de Avance Entrada – Salida Rápida paraTaladro Achaflanado, Achaflanado con Mandrino o Cara Plana.
Ciclo de Entrada/SalidaAvance Entrada – Salida Rápida:
Tipo de AgujeroTaladro Achaflanado:
= (Valor de Parada Breve (rev.) {HDP} * 60) / RPM
Achaflanado con Mandrino:Cara Plana
= ((Valor de Parada Breve de Cara Plana {HDP} * 60) / RPM
De lo contrario:= último valor predeterminado

Uso Avanzado del Asistente de Agujeros
118
PASADAS ADICIONALESTipo de AgujeroFresado de Chaflán:Fresado de Acabado:
Stock de acabado a eliminar > Corte Final Máx, ninguna pasada adicional {HDP}Sí:
= 1
No:= 0
Desbaste de Fresa/Cajera:= 0
De lo contrario:= no utilizado
PASO Z DESEADOEl valor del Paso Z Deseado sólo se aplica si se está creando un proceso Fresado de Chaflán, Fresadode Acabado o Desbaste de Fresa/Cajera.
Tipo de AgujeroFresado de Chaflán:Fresado de Acabado:
= L
Desbaste de Fresa/Cajera:= [(Paso Z {HDP} / 100) * diámetro de la herramienta]
De lo contrario:= no utilizado
PICADOUn valor de Picado se determina sólo si el Ciclo de Entrada/Salida está definido en Picado,Rompevirutas o Picar Todo Fuera. El valor de Picado es igual al diámetro del agujero multiplicado porla Profundidad de Picado definida en las Preferencias de Datos de Agujero.
Ciclo de Entrada/SalidaPicar Rompevirutas:Picar Todo Fuera:
= D * Profundidad de Picado {HDP}
De lo contrario:= no utilizado

Uso Avanzado del Asistente de Agujeros
119
PLANO DE LIBERACIÓNEl valor de Plano de Liberación sólo se aplica cuando el Ciclo de Entrada/Picar Todo Fuera. El valorde plano de liberación se obtiene a partir de las Preferencias de Datos de Agujero.
Ciclo de Entrada/SalidaPicar Todo Fuera:
= Plano de Liberación de nueva entrada{HDP}
De lo contrario:= no utilizado
PLANO DE LIBERACIÓN DE ENTRADAEl valor de Plano de Liberación de Entrada es igual a la Altura de Planode Liberación definida en el Paso Tres del Asistente de Agujeros máslos resultados de la ejecución del proceso de creación de Superficie Z.
= Superficie Z + Altura de Plano de Liberación {Paso Tres}
PLANO DE LIBERACIÓN DE SALIDAEl valor de Plano de Liberación de Salida es igual a la Altura de Planode Liberación definida en el Paso Tres del Asistente de Agujeros máslos resultados de la ejecución del proceso de creación de Superficie Z.
= Superficie Z + Altura de Plano de Liberación {Paso Tres}
PORCENTAJE DE ROSCADOCiclo de Entrada/SalidaRosca:
= Porcentaje de avance de rosca {HDP}
Rosca Rígida:= 100%
De lo contrario:= no utilizado
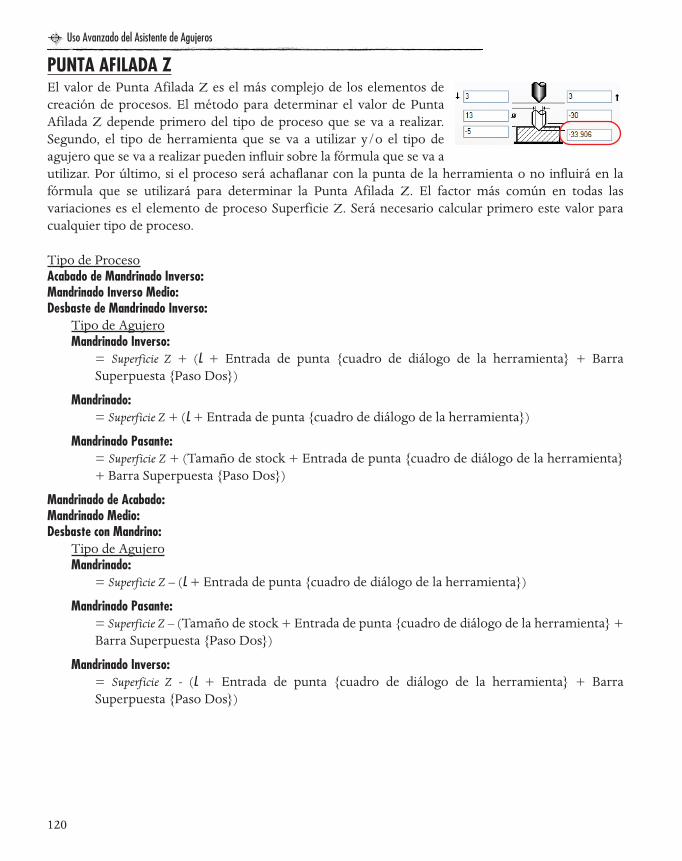
Uso Avanzado del Asistente de Agujeros
120
PUNTA AFILADA ZEl valor de Punta Afilada Z es el más complejo de los elementos decreación de procesos. El método para determinar el valor de PuntaAfilada Z depende primero del tipo de proceso que se va a realizar.Segundo, el tipo de herramienta que se va a utilizar y/o el tipo deagujero que se va a realizar pueden influir sobre la fórmula que se va autilizar. Por último, si el proceso será achaflanar con la punta de la herramienta o no influirá en lafórmula que se utilizará para determinar la Punta Afilada Z. El factor más común en todas lasvariaciones es el elemento de proceso Superficie Z. Será necesario calcular primero este valor paracualquier tipo de proceso.
Tipo de ProcesoAcabado de Mandrinado Inverso:Mandrinado Inverso Medio:Desbaste de Mandrinado Inverso:
Tipo de AgujeroMandrinado Inverso:
= Superficie Z + (L + Entrada de punta {cuadro de diálogo de la herramienta} + BarraSuperpuesta {Paso Dos})
Mandrinado:= Superficie Z + (L + Entrada de punta {cuadro de diálogo de la herramienta})
Mandrinado Pasante:= Superficie Z + (Tamaño de stock + Entrada de punta {cuadro de diálogo de la herramienta}+ Barra Superpuesta {Paso Dos})
Mandrinado de Acabado:Mandrinado Medio:Desbaste con Mandrino:
Tipo de AgujeroMandrinado:
= Superficie Z – (L + Entrada de punta {cuadro de diálogo de la herramienta})
Mandrinado Pasante:= Superficie Z – (Tamaño de stock + Entrada de punta {cuadro de diálogo de la herramienta} +Barra Superpuesta {Paso Dos})
Mandrinado Inverso:= Superficie Z - (L + Entrada de punta {cuadro de diálogo de la herramienta} + BarraSuperpuesta {Paso Dos})

Uso Avanzado del Asistente de Agujeros
121
Taladro:Tipo de AgujeroMandrinado Inverso:Mandrinado Pasante:
= Superficie Z – profundidad de inclinación + L + Barra Superpuesta {Paso Dos})
Cara Plana:= Superficie Z – (L – 0,5)
De lo contrario:= Superficie Z – (profundidad de inclinación + L)
Achaflanado con Mandrino:Taladro Achaflanado:Fresado de Chaflán:
Tipo de HerramientaBroca de Centrar:
Tipo de AgujeroAgujero de Perno:
Achaflanado con puntaNo:
= Superficie Z – (longitud de ranuras de la herramienta + profundidad de inclinación +profundidad de chaflán + SFD)
Sí:= Superficie Z – (profundidad de chaflán (PD=0) + SFD)
De lo contrario:Achaflanado con puntaNo:
= Superficie Z – (longitud de herramienta + profundidad de inclinación + profundidad de chaflán)
Sí:= Superficie Z – profundidad de chaflán (PD=0)
Avellanador:Tipo de AgujeroAgujero de Perno:
= Superficie Z – (profundidad de chaflán + SFD)
De lo contrario:= Superficie Z – profundidad de chaflán

Uso Avanzado del Asistente de Agujeros
122
Taladro:Taladro de Punto:
Tipo de AgujeroAgujero de Perno:
= Superficie Z – (profundidad de chaflán (PD=0) + SFD)
De lo contrario:= Superficie Z – profundidad de chaflán (PD=0)
Fresa Radial de AcabadoTipo de AgujeroAgujero de Perno:
= Superficie Z – (profundidad de inclinación de Fresa Radial + Sobredimensionamiento mínimo del chaflán + SFD)
De lo contrario:= Superficie Z – (profundidad de inclinación de Fresa Radial+ Sobredimensionamiento mínimo del chaflán)
Fresado de Acabado:Desbaste de Fresa/Cajera:
Tipo de AgujeroMandrinado Pasante:
= Superficie Z – Tamaño de stock
De lo contrario:= Superficie Z – L
Acabado de Escariado:Escariado Medio:Roscado:
= Superficie Z – (Profundidad de roscado {Paso Dos} + Entrada de punta {cuadro de diálogo de laherramienta})
Punteado:Utilizacióntaladro:
= Superficie Z – (profundidad de inclinación + L)
taladrado y/o chaflán:Tipo de AgujeroAgujero de Perno:
= Superficie Z – (profundidad de inclinación + L + SFD)
De lo contrario:= Superficie Z – (profundidad de inclinación + L)
punteado:= Superficie Z - Profundidad preferida de punteado {HDP}

Uso Avanzado del Asistente de Agujeros
123
punteado y/o chaflán:Tipo de AgujeroAgujero de Perno:
Tipo de HerramientaBroca de Centrar:
= Superficie Z – (longitud de ranuras de la herramienta + profundidad de inclinación +profundidad de chaflán + SFD)
De lo contrario:= Superficie Z – (profundidad de chaflán + SFD)
De lo contrario:Tipo de HerramientaBroca de Centrar:
= Superficie Z – (longitud de herramienta + profundidad de inclinación + profundidad de chaflán)
De lo contrario:= Superficie Z - profundidad de chaflán
Cara Plana:= Superficie Z – Profundidad de Cara Plana {Paso Dos}
REFRIGERANTEEl refrigerante está activado de manera predeterminada y configurado para Refrigeración.
= Refrigeración
RETRACCIÓNUn valor de Retracción sólo se determina cuando el Ciclo de Entrada/Salida esta definido en PicarRompevirutas. El valor es igual al diámetro del agujero multiplicado por el Valor de Retraccióndefinido en las Preferencias de Datos de Agujero.
Ciclo de Entrada/SalidaPicar Rompevirutas:
= D * Valor de Retracción {HDP}
De lo contrario:= no utilizado
RETRAER A ZEl valor de la segunda opción de Retraer a Z es igual a la Altura de Plano de Liberación definida en elPaso Tres del Asistente de Agujeros más los resultados de la determinación de la Superficie Z.
= Superficie Z + Altura de Plano de Liberación {Paso Tres}
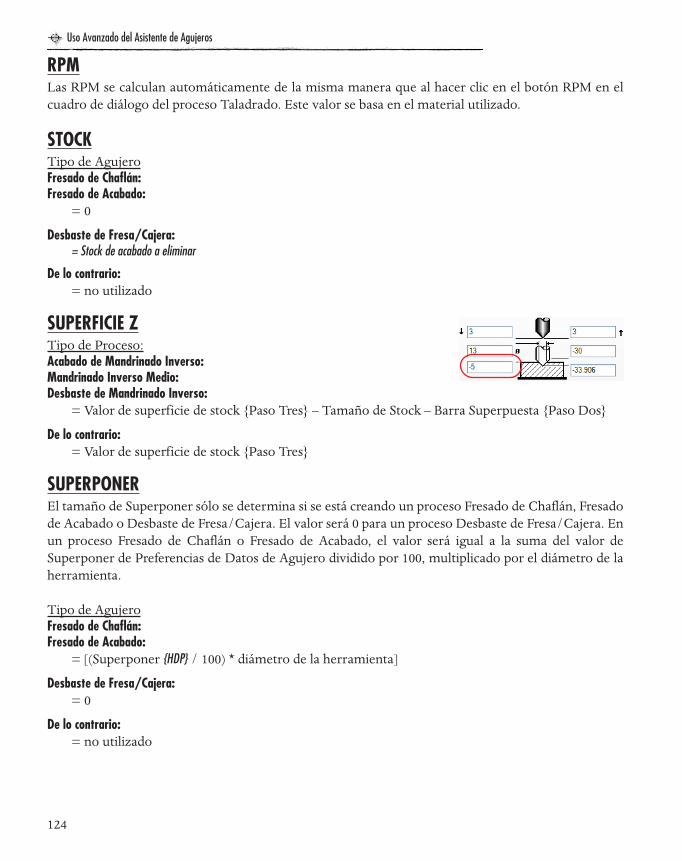
Uso Avanzado del Asistente de Agujeros
124
RPMLas RPM se calculan automáticamente de la misma manera que al hacer clic en el botón RPM en elcuadro de diálogo del proceso Taladrado. Este valor se basa en el material utilizado.
STOCKTipo de AgujeroFresado de Chaflán:Fresado de Acabado:
= 0
Desbaste de Fresa/Cajera:= Stock de acabado a eliminar
De lo contrario:= no utilizado
SUPERFICIE ZTipo de Proceso:Acabado de Mandrinado Inverso:Mandrinado Inverso Medio:Desbaste de Mandrinado Inverso:
= Valor de superficie de stock {Paso Tres} – Tamaño de Stock – Barra Superpuesta {Paso Dos}
De lo contrario:= Valor de superficie de stock {Paso Tres}
SUPERPONEREl tamaño de Superponer sólo se determina si se está creando un proceso Fresado de Chaflán, Fresadode Acabado o Desbaste de Fresa/Cajera. El valor será 0 para un proceso Desbaste de Fresa/Cajera. Enun proceso Fresado de Chaflán o Fresado de Acabado, el valor será igual a la suma del valor deSuperponer de Preferencias de Datos de Agujero dividido por 100, multiplicado por el diámetro de laherramienta.
Tipo de AgujeroFresado de Chaflán:Fresado de Acabado:
= [(Superponer {HDP} / 100) * diámetro de la herramienta]
Desbaste de Fresa/Cajera:= 0
De lo contrario:= no utilizado

Uso Avanzado del Asistente de Agujeros
125
APÉNDICE
FÓRMULASprofundidad de inclinación = D/2 * tan(90-a)profundidad de inclinación de Fresa Radial = C/2 * tan(90-a)profundidad de chaflán = (CD-PD)/2 * tan(90-a)Stock de acabado a eliminar
D < Diámetro Mínimo para Gran Mandrino (HDP)Sí:
= Tolerancia de Stock de Pequeño Mandrino: Máximo de Acabado (HDP)No:
= Tolerancia de Stock de Gran Mandrino: Máximo de Acabado (HDP)
GLOSARIOa 1/2 ánguloTol. Máx. Mandrinado Acabado
Si (diámetro del agujero <= Tol. diám. mín. 2)Tol. máx. Mandrinado de Acabado 1
entonces, Tol. máx. Mandrinado de Acabado 2Tol. Máx. Mandrinado Medio
Si (diámetro del agujero <= Tol. diám. mín. 2)Tol. máx. Mandrinado Medio 1
entonces, Tol. máx. Mandrinado Medio 2Tol. Mín. Mandrinado Medio
Si (diámetro del agujero <= Tol. diám. mín. 2)Tol. máx. Mandrinado Medio 1
entonces, Tol. máx. Mandrinado Medio 2C Chaflán * 2,0CD C + D ([Chaflán * 2,0] + [Diámetro del agujero])Profundidad de Chaflán
La Profundidad de Chaflán es la distancia que la herramienta necesita paradescender, a fin de crear el chaflán deseado.
[(diámetro del agujero + diámetro del chaflán – diámetro de agujero) / 2,0] * tan (90– ángulo chaflán)
D Diámetro del agujeroHDP Preferencias de Datos de AgujeroL LongitudÚltimo valor predeterminado
El valor que se haya utilizado por última vez para ese elemento
PD Diámetro de agujero de la herramientaSFD Diámetro de Cara Plana
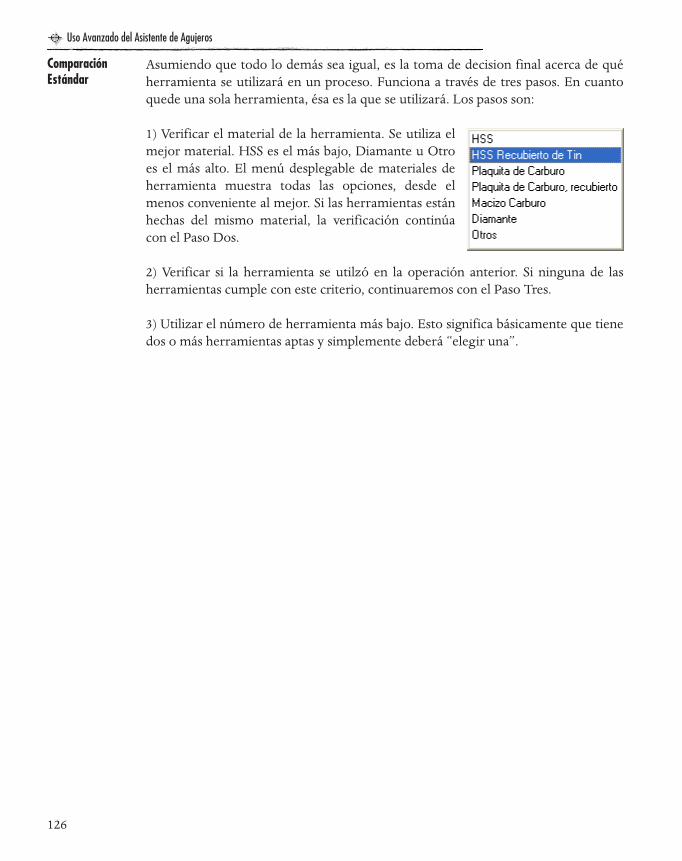
Uso Avanzado del Asistente de Agujeros
126
Comparación Estándar
Asumiendo que todo lo demás sea igual, es la toma de decision final acerca de quéherramienta se utilizará en un proceso. Funciona a través de tres pasos. En cuantoquede una sola herramienta, ésa es la que se utilizará. Los pasos son:
1) Verificar el material de la herramienta. Se utiliza elmejor material. HSS es el más bajo, Diamante u Otroes el más alto. El menú desplegable de materiales deherramienta muestra todas las opciones, desde elmenos conveniente al mejor. Si las herramientas estánhechas del mismo material, la verificación continúacon el Paso Dos.
2) Verificar si la herramienta se utilzó en la operación anterior. Si ninguna de lasherramientas cumple con este criterio, continuaremos con el Paso Tres.
3) Utilizar el número de herramienta más bajo. Esto significa básicamente que tienedos o más herramientas aptas y simplemente deberá “elegir una”.

GESTOR DE AGUJEROS


Gestor de Agujeros
129
CAPÍTULO 8: Ge s t o r d e A g u j e r o sEl Gestor de Agujeros es un Asistente que le permite identificar agujeros en un modelo o especificar lageometría a utilizar como un agujero. Una vez que haya cargado agujeros en el Gestor de Agujeros,puede agrupar (por tipo, tamaño y alineación), ordenar y mecanizar los agujeros. El gestor deagujeros incluye una función de reconocimiento automático de características de agujerosdenominada Reconocimiento Automático de características (AFR, Automatic Feature Recognition).El uso principal del Gestor de Agujeros es para sólidos (Sólidos 2.5D o SolidSurfacer) pero los usuariossin las funciones de sólidos también considerarán muy útil la ordenación y el agrupamiento deagujeros.
COMPONENTESExisten dos regiones principales enel Gestor de Agujeros: la Lista deCaracterísticas y la Lista de Grupos.A la derecha de las listas, haybotones para controlar el Gestor deAgujeros. Se puede acceder acomandos adicionales a través delos menús contextuales. (cliccon el botón derecho).
Lista de Características: La Lista deCaracterísticas es una listacompleta de todos los agujeros ygeometría en la pieza actual que hacargado en el Gestor de Agujeros.Las entradas incluyen el diámetro,las profundidades superior einferior, cualquier dato de chaflán,ángulos de punta, etc. Las entradaspueden ser visualizadas y editadas.Las entradas también pueden serordenadas según cualquierparámetro, (por ej. tamaño y tipo de agujero).
Lista de Grupos: La Lista de Grupos es una lista de grupos de agujeros creados. Los grupos puedencrearse automáticamente basándose en los parámetros de agujeros o puede crear un grupomanualmente basándose en sus propios criterios. Normalmente, los grupos están compuestos poragujeros que se encuentran en el mismo plano o que son del mismo tamaño y tipo. Un grupo deberíacontener todos los agujeros que van a ser mecanizados juntos en procesos de taladrado únicos omúltiples.
Lista de Características
Lista de Grupos
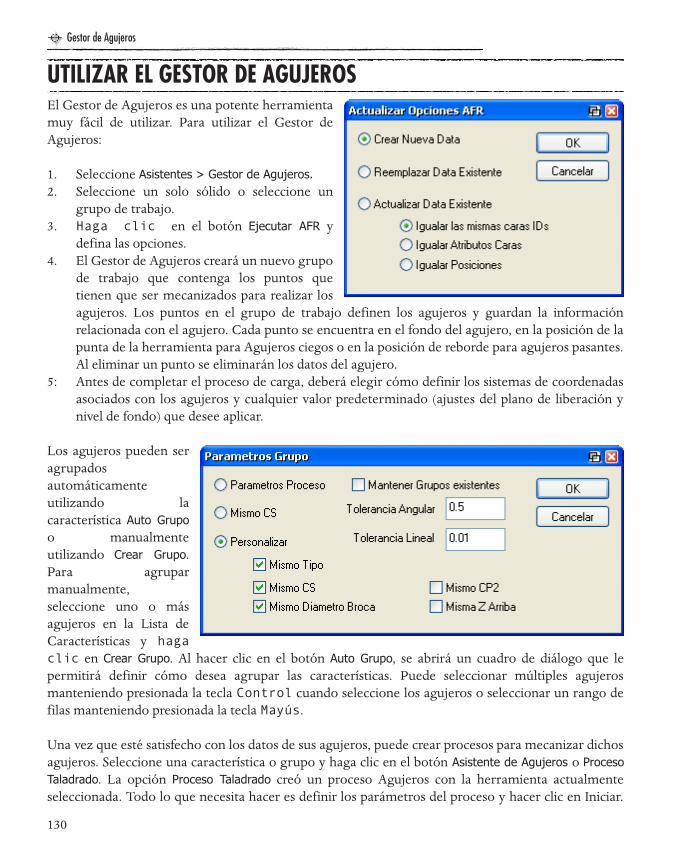
Gestor de Agujeros
130
UTILIZAR EL GESTOR DE AGUJEROSEl Gestor de Agujeros es una potente herramientamuy fácil de utilizar. Para utilizar el Gestor deAgujeros:
1. Seleccione Asistentes > Gestor de Agujeros.2. Seleccione un solo sólido o seleccione un
grupo de trabajo.3. Haga clic en el botón Ejecutar AFR y
defina las opciones.4. El Gestor de Agujeros creará un nuevo grupo
de trabajo que contenga los puntos quetienen que ser mecanizados para realizar losagujeros. Los puntos en el grupo de trabajo definen los agujeros y guardan la informaciónrelacionada con el agujero. Cada punto se encuentra en el fondo del agujero, en la posición de lapunta de la herramienta para Agujeros ciegos o en la posición de reborde para agujeros pasantes.Al eliminar un punto se eliminarán los datos del agujero.
5: Antes de completar el proceso de carga, deberá elegir cómo definir los sistemas de coordenadasasociados con los agujeros y cualquier valor predeterminado (ajustes del plano de liberación ynivel de fondo) que desee aplicar.
Los agujeros pueden seragrupadosautomáticamenteutilizando lacaracterística Auto Grupoo manualmenteutilizando Crear Grupo.Para agruparmanualmente,seleccione uno o másagujeros en la Lista deCaracterísticas y hagaclic en Crear Grupo. Al hacer clic en el botón Auto Grupo, se abrirá un cuadro de diálogo que lepermitirá definir cómo desea agrupar las características. Puede seleccionar múltiples agujerosmanteniendo presionada la tecla Control cuando seleccione los agujeros o seleccionar un rango defilas manteniendo presionada la tecla Mayús.
Una vez que esté satisfecho con los datos de sus agujeros, puede crear procesos para mecanizar dichosagujeros. Seleccione una característica o grupo y haga clic en el botón Asistente de Agujeros o ProcesoTaladrado. La opción Proceso Taladrado creó un proceso Agujeros con la herramienta actualmenteseleccionada. Todo lo que necesita hacer es definir los parámetros del proceso y hacer clic en Iniciar.
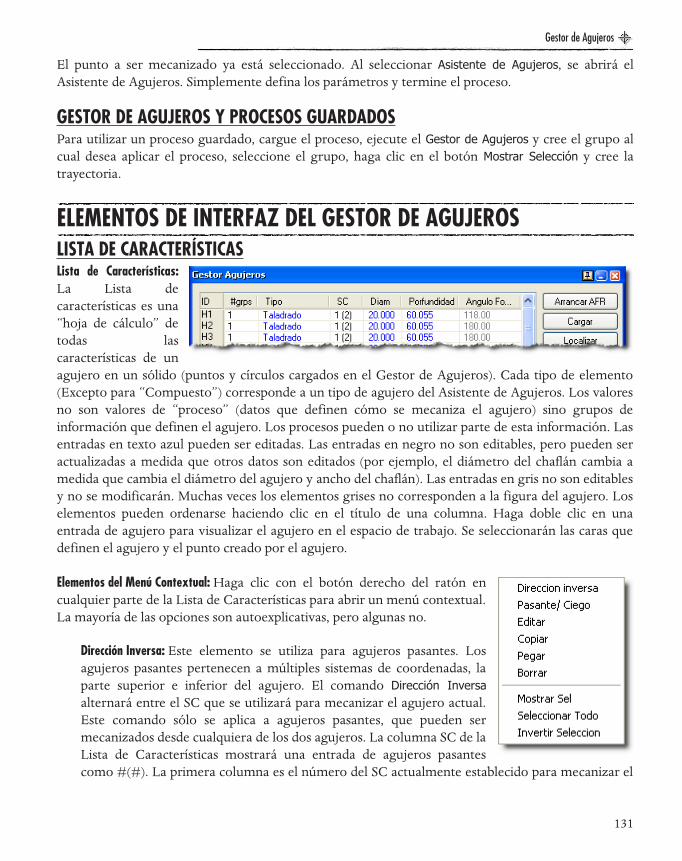
Gestor de Agujeros
131
El punto a ser mecanizado ya está seleccionado. Al seleccionar Asistente de Agujeros, se abrirá elAsistente de Agujeros. Simplemente defina los parámetros y termine el proceso.
GESTOR DE AGUJEROS Y PROCESOS GUARDADOSPara utilizar un proceso guardado, cargue el proceso, ejecute el Gestor de Agujeros y cree el grupo alcual desea aplicar el proceso, seleccione el grupo, haga clic en el botón Mostrar Selección y cree latrayectoria.
ELEMENTOS DE INTERFAZ DEL GESTOR DE AGUJEROSLISTA DE CARACTERÍSTICASLista de Características:La Lista decaracterísticas es una“hoja de cálculo” detodas lascaracterísticas de unagujero en un sólido (puntos y círculos cargados en el Gestor de Agujeros). Cada tipo de elemento(Excepto para “Compuesto”) corresponde a un tipo de agujero del Asistente de Agujeros. Los valoresno son valores de “proceso” (datos que definen cómo se mecaniza el agujero) sino grupos deinformación que definen el agujero. Los procesos pueden o no utilizar parte de esta información. Lasentradas en texto azul pueden ser editadas. Las entradas en negro no son editables, pero pueden seractualizadas a medida que otros datos son editados (por ejemplo, el diámetro del chaflán cambia amedida que cambia el diámetro del agujero y ancho del chaflán). Las entradas en gris no son editablesy no se modificarán. Muchas veces los elementos grises no corresponden a la figura del agujero. Loselementos pueden ordenarse haciendo clic en el título de una columna. Haga doble clic en unaentrada de agujero para visualizar el agujero en el espacio de trabajo. Se seleccionarán las caras quedefinen el agujero y el punto creado por el agujero.
Elementos del Menú Contextual: Haga clic con el botón derecho del ratón encualquier parte de la Lista de Características para abrir un menú contextual.La mayoría de las opciones son autoexplicativas, pero algunas no.
Dirección Inversa: Este elemento se utiliza para agujeros pasantes. Losagujeros pasantes pertenecen a múltiples sistemas de coordenadas, laparte superior e inferior del agujero. El comando Dirección Inversaalternará entre el SC que se utilizará para mecanizar el agujero actual.Este comando sólo se aplica a agujeros pasantes, que pueden sermecanizados desde cualquiera de los dos agujeros. La columna SC de laLista de Características mostrará una entrada de agujeros pasantescomo #(#). La primera columna es el número del SC actualmente establecido para mecanizar el
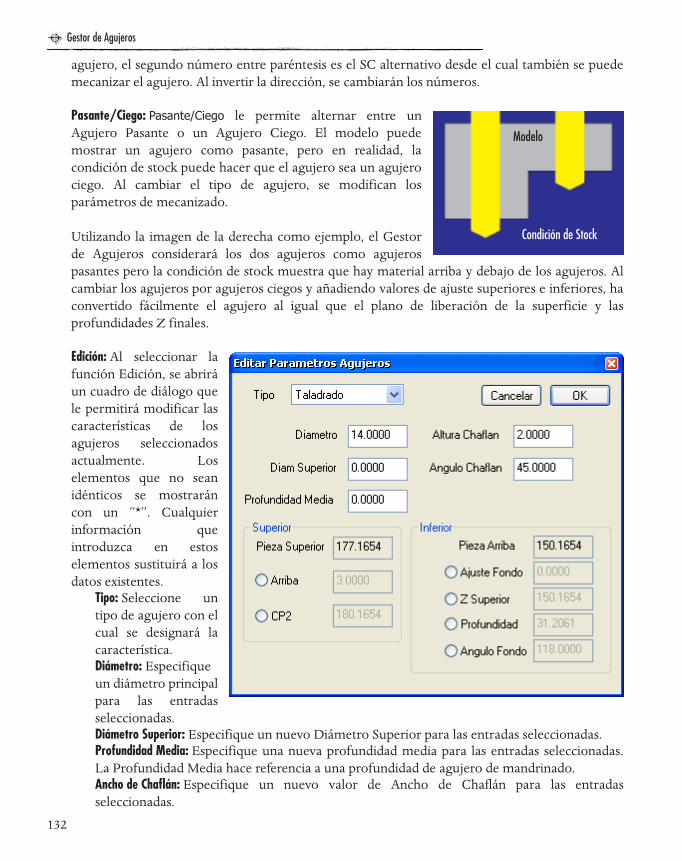
Gestor de Agujeros
132
agujero, el segundo número entre paréntesis es el SC alternativo desde el cual también se puedemecanizar el agujero. Al invertir la dirección, se cambiarán los números.
Pasante/Ciego: Pasante/Ciego le permite alternar entre unAgujero Pasante o un Agujero Ciego. El modelo puedemostrar un agujero como pasante, pero en realidad, lacondición de stock puede hacer que el agujero sea un agujerociego. Al cambiar el tipo de agujero, se modifican losparámetros de mecanizado.
Utilizando la imagen de la derecha como ejemplo, el Gestorde Agujeros considerará los dos agujeros como agujerospasantes pero la condición de stock muestra que hay material arriba y debajo de los agujeros. Alcambiar los agujeros por agujeros ciegos y añadiendo valores de ajuste superiores e inferiores, haconvertido fácilmente el agujero al igual que el plano de liberación de la superficie y lasprofundidades Z finales.
Edición: Al seleccionar lafunción Edición, se abriráun cuadro de diálogo quele permitirá modificar lascaracterísticas de losagujeros seleccionadosactualmente. Loselementos que no seanidénticos se mostraráncon un “*”. Cualquierinformación queintroduzca en estoselementos sustituirá a losdatos existentes.
Tipo: Seleccione untipo de agujero con elcual se designará lacaracterística.Diámetro: Especifiqueun diámetro principalpara las entradasseleccionadas.Diámetro Superior: Especifique un nuevo Diámetro Superior para las entradas seleccionadas.Profundidad Media: Especifique una nueva profundidad media para las entradas seleccionadas.La Profundidad Media hace referencia a una profundidad de agujero de mandrinado.Ancho de Chaflán: Especifique un nuevo valor de Ancho de Chaflán para las entradasseleccionadas.
Modelo
Condición de Stock
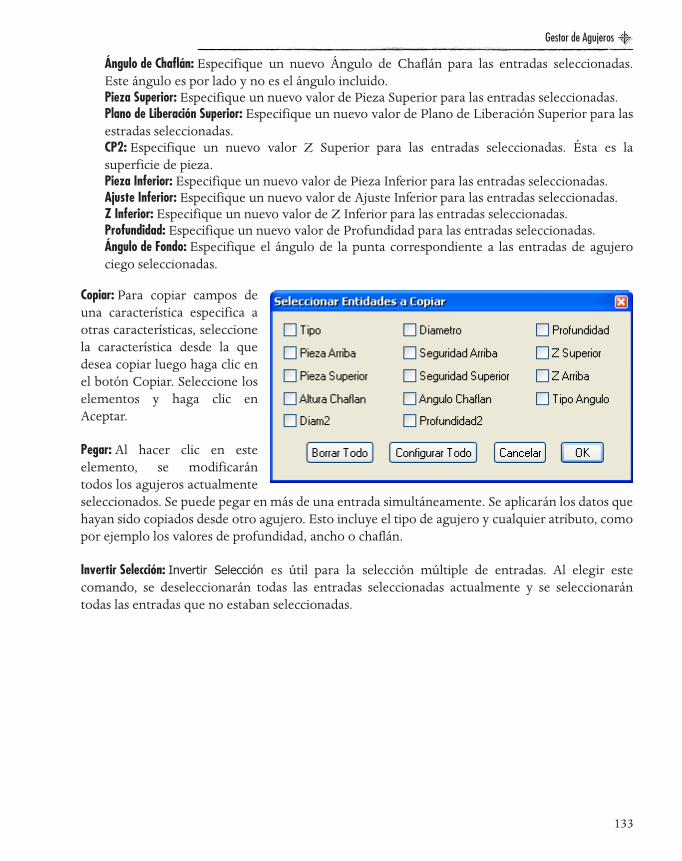
Gestor de Agujeros
133
Ángulo de Chaflán: Especifique un nuevo Ángulo de Chaflán para las entradas seleccionadas.Este ángulo es por lado y no es el ángulo incluido.Pieza Superior: Especifique un nuevo valor de Pieza Superior para las entradas seleccionadas.Plano de Liberación Superior: Especifique un nuevo valor de Plano de Liberación Superior para lasestradas seleccionadas.CP2: Especifique un nuevo valor Z Superior para las entradas seleccionadas. Ésta es lasuperficie de pieza.Pieza Inferior: Especifique un nuevo valor de Pieza Inferior para las entradas seleccionadas.Ajuste Inferior: Especifique un nuevo valor de Ajuste Inferior para las entradas seleccionadas.Z Inferior: Especifique un nuevo valor de Z Inferior para las entradas seleccionadas.Profundidad: Especifique un nuevo valor de Profundidad para las entradas seleccionadas.Ángulo de Fondo: Especifique el ángulo de la punta correspondiente a las entradas de agujerociego seleccionadas.
Copiar: Para copiar campos deuna característica especifica aotras características, seleccionela característica desde la quedesea copiar luego haga clic enel botón Copiar. Seleccione loselementos y haga clic enAceptar.
Pegar: Al hacer clic en esteelemento, se modificarántodos los agujeros actualmenteseleccionados. Se puede pegar en más de una entrada simultáneamente. Se aplicarán los datos quehayan sido copiados desde otro agujero. Esto incluye el tipo de agujero y cualquier atributo, comopor ejemplo los valores de profundidad, ancho o chaflán.
Invertir Selección: Invertir Selección es útil para la selección múltiple de entradas. Al elegir estecomando, se deseleccionarán todas las entradas seleccionadas actualmente y se seleccionarántodas las entradas que no estaban seleccionadas.

Gestor de Agujeros
134
BOTONES DE LISTA DE CARACTERÍSTICASEjecutar AFREl elemento Ejecutar AFR se utiliza para crear datos del Gestor de Agujeros. Debe haber un sólidoseleccionado o debe estar activo un GT con datos del Gestor de Agujeros existente. Los datos delGestor de Agujeros serán almacenados en un nuevo GT. (Vea “Utilizar el Gestor de Agujeros” en lapágina 130.). Al hacer clic en el botón Ejecutar AFR, se abre el cuadro de diálogo Opciones deActualización de AFR.
Cuadro de Diálogo Opciones de Actualización de AFR:Seleccione los parámetros para la creación dedatos de agujeros. Al hacer clic en el botón Aceptar,se abrirá el cuadro de diálogo Opciones de AFR(detallado en la página 135).
Crear Nuevo Conjunto de Datos: Utilice estetérmino para crear un nuevo conjunto dedatos del Gestor de Agujeros.Reemplazar Datos Existentes: Utilice esteelemento para sobrescribir cualquier datoexistente del Gestor de Agujeros.Actualizar Datos Existentes: Utilice este elementopara añadir nuevos datos a un conjunto de datos existente. Esta opción actualizará los datos desesiones o versiones anteriores de un modelo. Tenga en cuenta que no todos los datos pueden serni serán actualizados.
Igualar Mismas ID de Caras: Las caras de un sólido tienen cada una su propia identidad. La ID esun valor interno utilizado por el sistema. Si se encuentra un agujero, mientras se actualizanlos datos del Gestor de Agujeros, que esté en la misma cara que una entrada existente delGestor de Agujeros, el sistema no sobrescribirá los datos existentes. Todos los cambios delmodelo que puedan ser actualizados, lo serán. Esto incluye la profundidad, el diámetro, etc.Esto significa que si el modelo fue modificado, se agregarán nuevos datos pero los datosexistentes permanecerán sin cambios.Igualar Atributos de Caras: Si se encuentra un agujero con las mismas dimensiones que los datosdel Gestor de Agujeros existente al actualizar dichos datos, los datos no se sobrescribirán.Todos los cambios del modelo que puedan ser actualizados, lo serán. Esto incluye laprofundidad, el diámetro, etc. Por ejemplo, el ancho y la profundidad de chaflán de unagujero ha cambiado y la entrada del Gestor de Agujeros se actualizará para reflejar dichocambio.Igualar Posiciones: Esta opción verifica los valores HVD de los nuevos datos. Si un agujero seencuentra en la misma posición no será actualizado, incluso si sus dimensiones hancambiado.

Gestor de Agujeros
135
Cuadro de Diálogo Opciones de AFR: El cuadro dediálogo Opciones de AFR se utiliza para definirdiversos valores predeterminados de los datosdel Gestor de Agujeros, incluyendo el grupo detrabajo al que se asignarán los grupos, lautilización de sistemas de coordenadas y losvalores predeterminados de mecanizado.
Nombre de Grupo de Trabajo: Proporcione unnuevo nombre al GT. Puede utilizarse unnombre predeterminado. El nombre es“AfrWg#” donde # es el siguiente númerode GT disponible.
Creación de SCLos agujeros pueden estar alineados encualquier cara de la pieza. El Gestor deAgujeros creará automáticamente un SC(si no existe uno) que sea el plano a la caradonde se encuentra un agujero. Estasopciones controlan cómo se definen los planos.
1 SC por Orientación: Esta opción creará 1 SC por orientación de mecanizado. Todas las entradasque se encuentren dentro de la misma posición de mecanizado estarán en el mismo SC.
Utilizar Origen de Pieza: Los nuevos SC intentarán utilizar el origen de la pieza para el origendel SC. Si no se logra este objetivo, se utilizará la ubicación de la primera entrada para elorigen del SC.
1 SC por Rango de Dirección/Profundidad - Plano de Liberación: Esta opción creará 1 SC pororientación de mecanizado. Si no todas las entradas son planas, el sistema creará un SC paracada nivel de plano de liberación.
Herramienta de Plano de Liberación: Introduzca un valor. Si la entrada está dentro del rango deun SC existente, se colocará en el mismo. Si una entrada se encuentra más allá de estatolerancia, se creará un nuevo SC.
Valores Predeterminados del Gestor de AgujerosLos elementos en esta sección le permiten establecer valores predeterminados para ajustes deplano de liberación y nivel de fondo de los agujeros.
Plano de Liberación Superior: Un valor predeterminado aplicado a todos los agujeros en estacategoría. Se trata de un valor de liberación aplicado (agregado) a la Pieza Superior. Estos doselementos juntos calculan el CP2.Ajuste de Fondo de Agujero Ciego: Un valor predeterminado aplicado a todos los agujeros en estacategoría. Se trata de un ajuste para el material que todavía no ha sido eliminado.Básicamente, éste es el valor de plano de liberación aplicado por debajo del fondo de unagujero modelado. Esto permite al taladro alcanzar una mayor profundidad.
Gestor de Agujeros
136
Ajuste Inferior de Agujero Pasante: Un valor predeterminado aplicado a todos los agujeros en estacategoría. Se trata de un ajuste para el material que todavía no ha sido eliminado.Básicamente, éste es el valor de plano de liberación aplicado por debajo del fondo del agujeropara garantizar un agujero uniforme en todo el trayecto.
CargarEl botón Cargar se utiliza para cargar puntos y círculos, además de recargar los datos existentes.Seleccione el sólido original, la geometría existente o no seleccione nada para utilizar la geometríadesde el GT actual. Esta acción puede recargar datos que hayan sido eliminados utilizando el botón“Borrar Todo”.
Geometría: Los puntos pueden ser adjuntados a los datos actuales del Gestor de Agujeros seleccionandolos puntos creados por dicho Gestor de Agujeros y cualquier geometría que desee agregar. Luego,haga clic en el botón Cargar.
Agujeros no reconocidos: Si un agujero en un modelo no es reconocido, puede cargarlo en el Gestor deAgujeros de todos modos. Simplemente cree un punto que represente el agujero. Luego seleccione elpunto, al igual que cualquier otro punto del Gestor de Agujeros que desee tener en el mismo conjuntode datos, y haga clic en Cargar. Normalmente los agujeros no son reconocidos en un modelo porqueno constituyen una figura básica o se intersecan con otros agujeros o ranuras.
BuscarLa opción Buscar mostrará una o más entradas del Gestor de Agujeros desde cualquier geometríaactual seleccionada en el espacio de trabajo.
Ajustar ColumnasEste comando aumentará o disminuirá el tamaño de todas las columnas en la lista para que todos losdatos puedan ser vistos dentro de una celda. Los títulos de la celda pueden ser o no cortados, según laconfiguración de preferencias de “Ajustar Columnas”.
Borrar TodoEste comando eliminará todas las entradas de la Lista del Gestor de Agujeros. Esta opción no eliminaGrupos. La información se conserva en la pieza y puede ser recargada utilizando el comando“Cargar”.
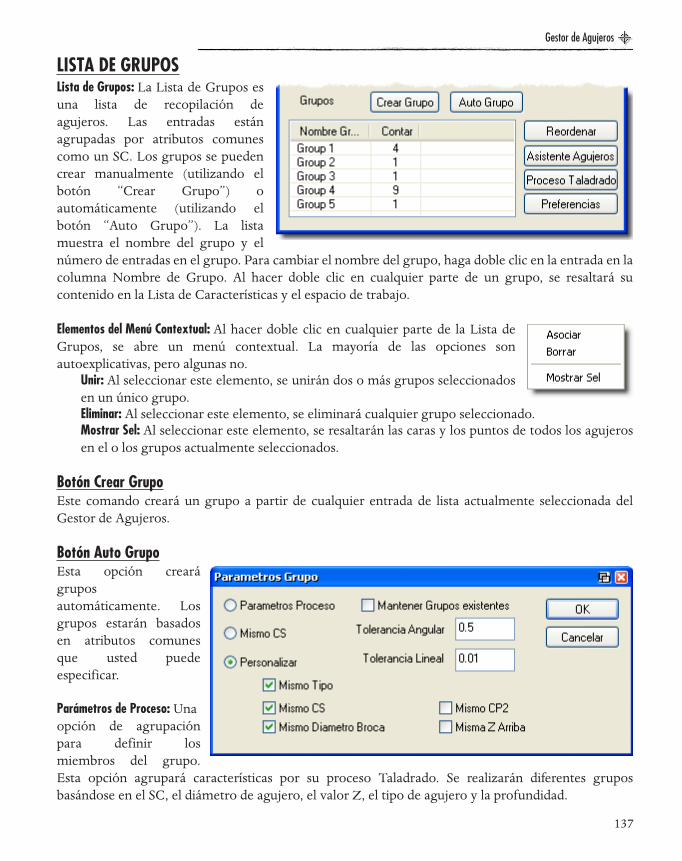
Gestor de Agujeros
137
LISTA DE GRUPOSLista de Grupos: La Lista de Grupos esuna lista de recopilación deagujeros. Las entradas estánagrupadas por atributos comunescomo un SC. Los grupos se puedencrear manualmente (utilizando elbotón “Crear Grupo”) oautomáticamente (utilizando elbotón “Auto Grupo”). La listamuestra el nombre del grupo y elnúmero de entradas en el grupo. Para cambiar el nombre del grupo, haga doble clic en la entrada en lacolumna Nombre de Grupo. Al hacer doble clic en cualquier parte de un grupo, se resaltará sucontenido en la Lista de Características y el espacio de trabajo.
Elementos del Menú Contextual: Al hacer doble clic en cualquier parte de la Lista deGrupos, se abre un menú contextual. La mayoría de las opciones sonautoexplicativas, pero algunas no.
Unir: Al seleccionar este elemento, se unirán dos o más grupos seleccionadosen un único grupo.Eliminar: Al seleccionar este elemento, se eliminará cualquier grupo seleccionado.Mostrar Sel: Al seleccionar este elemento, se resaltarán las caras y los puntos de todos los agujerosen el o los grupos actualmente seleccionados.
Botón Crear GrupoEste comando creará un grupo a partir de cualquier entrada de lista actualmente seleccionada delGestor de Agujeros.
Botón Auto GrupoEsta opción crearágruposautomáticamente. Losgrupos estarán basadosen atributos comunesque usted puedeespecificar.
Parámetros de Proceso: Unaopción de agrupaciónpara definir losmiembros del grupo.Esta opción agrupará características por su proceso Taladrado. Se realizarán diferentes gruposbasándose en el SC, el diámetro de agujero, el valor Z, el tipo de agujero y la profundidad.

Gestor de Agujeros
138
Mismo SC: Una opción de agrupación para definir los miembros del grupo. Esta opción agruparácaracterísticas que se encuentren en el mismo SC.
Personalizar: Una opción de agrupación para definir los miembros del grupo. Esta opción agruparácaracterísticas basándose en una combinación personalizada de atributos. La selección de todos loselementos equivale a seleccionar “Parámetros de Proceso”.
Mismo Tipo: Los miembros de un grupo serán todos del mismo tipo de agujero (Taladro,Compuesto, Perno, etc.).Mismo SC: Los agujeros que están en el mismo SC serán asignados al grupo.Mismo Diámetro de Taladro: Todos los miembros del grupo se taladrarán utilizando un taladro delmismo tamaño.Misma R: Todos los miembros del grupo tendrán el mismo nivel de retracción.Mismo Z Superior: Todos los miembros del grupo se encuentran en el mismo nivel Z.Mismo Z Inferior: Todos los miembros del grupo tienen una profundidad Z inferior común.
Mantener Grupos Existentes: Al seleccionar esta opción, no se modificarán ni sobrescribirán los gruposexistentes.
Tolerancia Angular: Esta tolerancia considerará características que se encuentren en sistemas decoordenadas diferentes para que estén en el mismo SC si dichos SC están dentro de la ToleranciaAngular. Las características serán ubicadas en el mismo grupo.
Tolerancia Lineal: Los elementos que se encuentren en la misma Tolerancia Lineal de cada uno seránubicados en el mismo grupo. Esta tolerancia hace referencia al diámetro del agujero, Z Superior y ZInferior. Los elementos que sobrepasen la tolerancia estarán en grupos diferentes.
Botón ReordenarEste elemento abre un diálogo que lepermite reordenar o clasificar lascaracterísticas en un gruposeleccionado.
Reordenar Lista de Grupos: Una lista delas características en el grupo actual.Estos elementos pueden serreordenados o puede hacer clic yarrastrar una entrada a una nuevaposición en la lista para reorganizarel grupo.
Mostrar Sel: Al hacer clic en esteelemento, se resaltará la geometría ylas cara de cualquier característicaseleccionada.
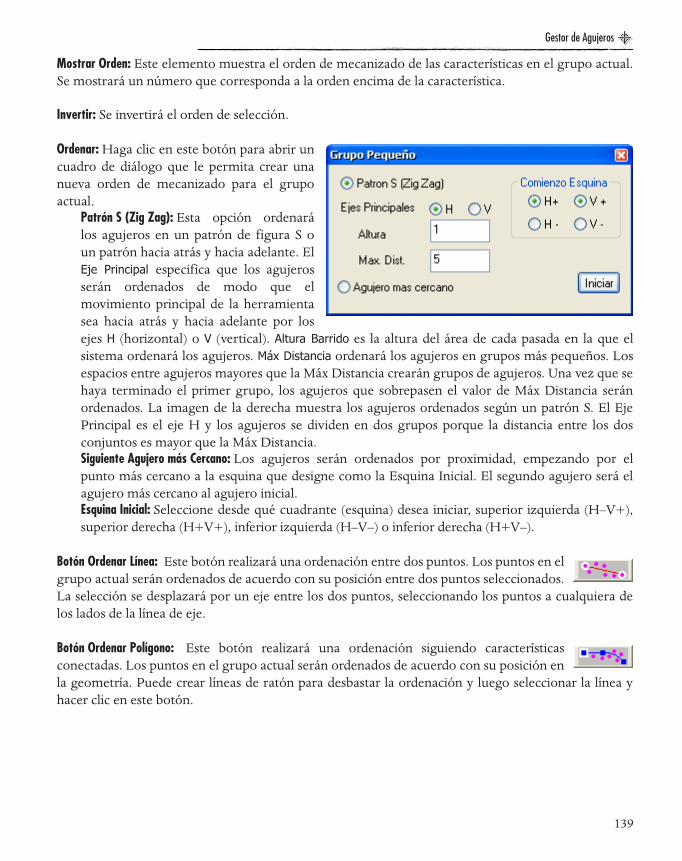
Gestor de Agujeros
139
Mostrar Orden: Este elemento muestra el orden de mecanizado de las características en el grupo actual.Se mostrará un número que corresponda a la orden encima de la característica.
Invertir: Se invertirá el orden de selección.
Ordenar: Haga clic en este botón para abrir uncuadro de diálogo que le permita crear unanueva orden de mecanizado para el grupoactual.
Patrón S (Zig Zag): Esta opción ordenarálos agujeros en un patrón de figura S oun patrón hacia atrás y hacia adelante. ElEje Principal especifica que los agujerosserán ordenados de modo que elmovimiento principal de la herramientasea hacia atrás y hacia adelante por losejes H (horizontal) o V (vertical). Altura Barrido es la altura del área de cada pasada en la que elsistema ordenará los agujeros. Máx Distancia ordenará los agujeros en grupos más pequeños. Losespacios entre agujeros mayores que la Máx Distancia crearán grupos de agujeros. Una vez que sehaya terminado el primer grupo, los agujeros que sobrepasen el valor de Máx Distancia seránordenados. La imagen de la derecha muestra los agujeros ordenados según un patrón S. El EjePrincipal es el eje H y los agujeros se dividen en dos grupos porque la distancia entre los dosconjuntos es mayor que la Máx Distancia.Siguiente Agujero más Cercano: Los agujeros serán ordenados por proximidad, empezando por elpunto más cercano a la esquina que designe como la Esquina Inicial. El segundo agujero será elagujero más cercano al agujero inicial. Esquina Inicial: Seleccione desde qué cuadrante (esquina) desea iniciar, superior izquierda (H–V+),superior derecha (H+V+), inferior izquierda (H–V–) o inferior derecha (H+V–).
Botón Ordenar Línea: Este botón realizará una ordenación entre dos puntos. Los puntos en elgrupo actual serán ordenados de acuerdo con su posición entre dos puntos seleccionados.La selección se desplazará por un eje entre los dos puntos, seleccionando los puntos a cualquiera delos lados de la línea de eje.
Botón Ordenar Polígono: Este botón realizará una ordenación siguiendo característicasconectadas. Los puntos en el grupo actual serán ordenados de acuerdo con su posición enla geometría. Puede crear líneas de ratón para desbastar la ordenación y luego seleccionar la línea yhacer clic en este botón.
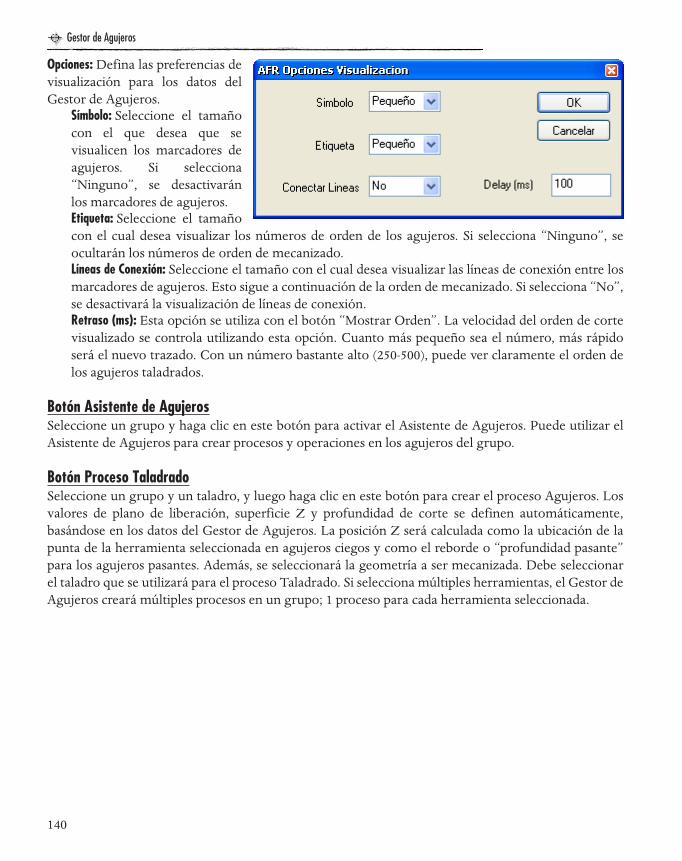
Gestor de Agujeros
140
Opciones: Defina las preferencias devisualización para los datos delGestor de Agujeros.
Símbolo: Seleccione el tamañocon el que desea que sevisualicen los marcadores deagujeros. Si selecciona“Ninguno”, se desactivaránlos marcadores de agujeros.Etiqueta: Seleccione el tamañocon el cual desea visualizar los números de orden de los agujeros. Si selecciona “Ninguno”, seocultarán los números de orden de mecanizado.Líneas de Conexión: Seleccione el tamaño con el cual desea visualizar las líneas de conexión entre losmarcadores de agujeros. Esto sigue a continuación de la orden de mecanizado. Si selecciona “No”,se desactivará la visualización de líneas de conexión.Retraso (ms): Esta opción se utiliza con el botón “Mostrar Orden”. La velocidad del orden de cortevisualizado se controla utilizando esta opción. Cuanto más pequeño sea el número, más rápidoserá el nuevo trazado. Con un número bastante alto (250-500), puede ver claramente el orden delos agujeros taladrados.
Botón Asistente de AgujerosSeleccione un grupo y haga clic en este botón para activar el Asistente de Agujeros. Puede utilizar elAsistente de Agujeros para crear procesos y operaciones en los agujeros del grupo.
Botón Proceso TaladradoSeleccione un grupo y un taladro, y luego haga clic en este botón para crear el proceso Agujeros. Losvalores de plano de liberación, superficie Z y profundidad de corte se definen automáticamente,basándose en los datos del Gestor de Agujeros. La posición Z será calculada como la ubicación de lapunta de la herramienta seleccionada en agujeros ciegos y como el reborde o “profundidad pasante”para los agujeros pasantes. Además, se seleccionará la geometría a ser mecanizada. Debe seleccionarel taladro que se utilizará para el proceso Taladrado. Si selecciona múltiples herramientas, el Gestor deAgujeros creará múltiples procesos en un grupo; 1 proceso para cada herramienta seleccionada.
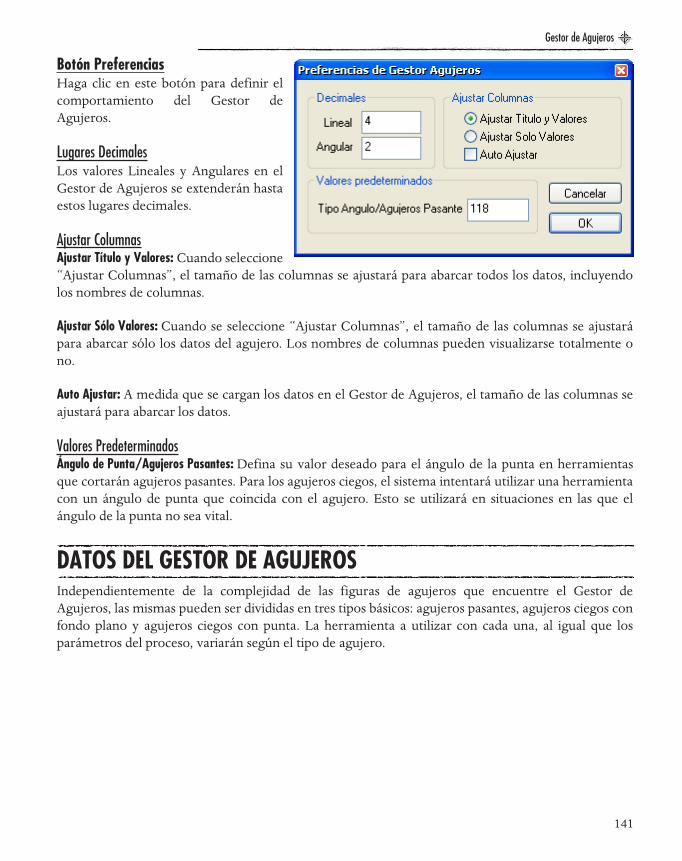
Gestor de Agujeros
141
Botón PreferenciasHaga clic en este botón para definir elcomportamiento del Gestor deAgujeros.
Lugares DecimalesLos valores Lineales y Angulares en elGestor de Agujeros se extenderán hastaestos lugares decimales.
Ajustar ColumnasAjustar Título y Valores: Cuando seleccione“Ajustar Columnas”, el tamaño de las columnas se ajustará para abarcar todos los datos, incluyendolos nombres de columnas.
Ajustar Sólo Valores: Cuando se seleccione “Ajustar Columnas”, el tamaño de las columnas se ajustarápara abarcar sólo los datos del agujero. Los nombres de columnas pueden visualizarse totalmente ono.
Auto Ajustar: A medida que se cargan los datos en el Gestor de Agujeros, el tamaño de las columnas seajustará para abarcar los datos.
Valores PredeterminadosÁngulo de Punta/Agujeros Pasantes: Defina su valor deseado para el ángulo de la punta en herramientasque cortarán agujeros pasantes. Para los agujeros ciegos, el sistema intentará utilizar una herramientacon un ángulo de punta que coincida con el agujero. Esto se utilizará en situaciones en las que elángulo de la punta no sea vital.
DATOS DEL GESTOR DE AGUJEROSIndependientemente de la complejidad de las figuras de agujeros que encuentre el Gestor deAgujeros, las mismas pueden ser divididas en tres tipos básicos: agujeros pasantes, agujeros ciegos confondo plano y agujeros ciegos con punta. La herramienta a utilizar con cada una, al igual que losparámetros del proceso, variarán según el tipo de agujero.
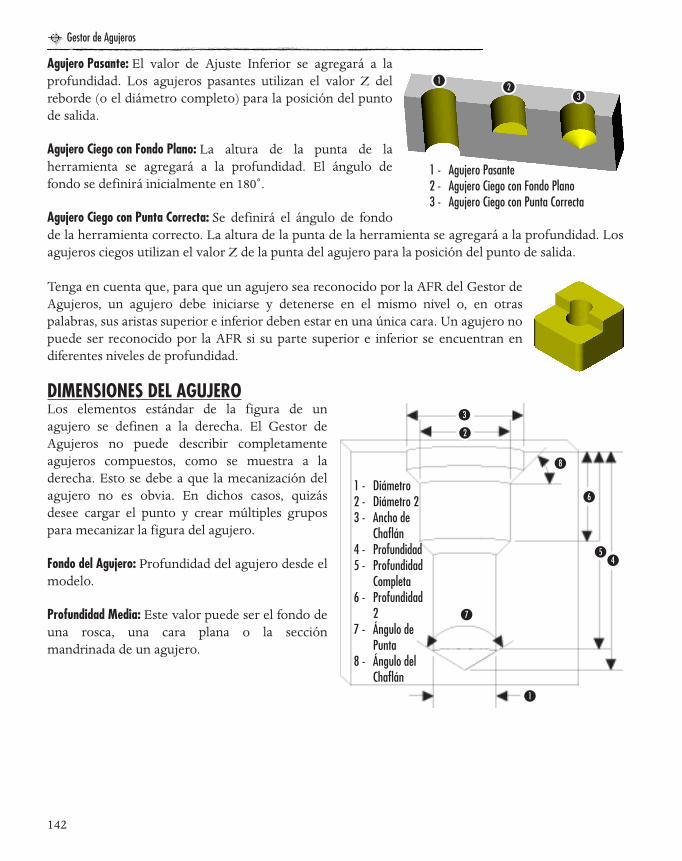
Gestor de Agujeros
142
Agujero Pasante: El valor de Ajuste Inferior se agregará a laprofundidad. Los agujeros pasantes utilizan el valor Z delreborde (o el diámetro completo) para la posición del puntode salida.
Agujero Ciego con Fondo Plano: La altura de la punta de laherramienta se agregará a la profundidad. El ángulo defondo se definirá inicialmente en 180˚.
Agujero Ciego con Punta Correcta: Se definirá el ángulo de fondode la herramienta correcto. La altura de la punta de la herramienta se agregará a la profundidad. Losagujeros ciegos utilizan el valor Z de la punta del agujero para la posición del punto de salida.
Tenga en cuenta que, para que un agujero sea reconocido por la AFR del Gestor deAgujeros, un agujero debe iniciarse y detenerse en el mismo nivel o, en otraspalabras, sus aristas superior e inferior deben estar en una única cara. Un agujero nopuede ser reconocido por la AFR si su parte superior e inferior se encuentran endiferentes niveles de profundidad.
DIMENSIONES DEL AGUJEROLos elementos estándar de la figura de unagujero se definen a la derecha. El Gestor deAgujeros no puede describir completamenteagujeros compuestos, como se muestra a laderecha. Esto se debe a que la mecanización delagujero no es obvia. En dichos casos, quizásdesee cargar el punto y crear múltiples grupospara mecanizar la figura del agujero.
Fondo del Agujero: Profundidad del agujero desde elmodelo.
Profundidad Media: Este valor puede ser el fondo deuna rosca, una cara plana o la secciónmandrinada de un agujero.
1 - Agujero Pasante2 - Agujero Ciego con Fondo Plano3 - Agujero Ciego con Punta Correcta
1 - Diámetro2 - Diámetro 23 - Ancho de
Chaflán4 - Profundidad5 - Profundidad
Completa6 - Profundidad
27 - Ángulo de
Punta8 - Ángulo del
Chaflán

Gestor de Agujeros
143
DEFINICIÓN DE HERRAMIENTALongitud de Ranuras = profundidad de agujero + diámetro de herramienta, redondeada a 1/4” o 1 mm(el valor que resulte mayor).
Longitud Total = longitud de ranuras * 2.0, redondeada hasta 1/4” o 1 mm (el valor que resulte mayor).
PROFUNDIDAD DE PRETALADROLa profundidad detaladro para lasoperaciones depretaladro dependendel tipo de agujero.
Agujeros Pasantes: Paralos agujeros pasantes,el reborde de laherramienta depretaladro va alfondo del agujeropasante.
Agujeros Ciegos: Paralos agujeros ciegos, lapunta de laherramienta de pretaladro irá a la punta del cono inferior. En la imagen de la derecha, el taladro pasapor el fondo de un agujero plano. Para este agujero, el ángulo de la punta se definió manualmente en
Los planos de liberación y las profundidades de corte que seintrodujeron en los cuadros de diálogo de procesos sedeterminan por los datos del agujero. Las variables sedescriben a continuación.
CP2 = Pieza Superior + Plano de Liberación Superior
Z Inferior = Fondo del Agujero + Plano de LiberaciónInferior
Profundidad = Pieza Superior – Z Inferior – Altura de Punta
Altura de Punta = 0,5 * Diám / tan (Ángulo de Punta * 0,5)1 - Parte Superior2 - Fondo del Agujero3 - Plano de Liberación
Superior
4 - CP25 - Ajuste Inferior6 - Z Inferior7 - Profundidad
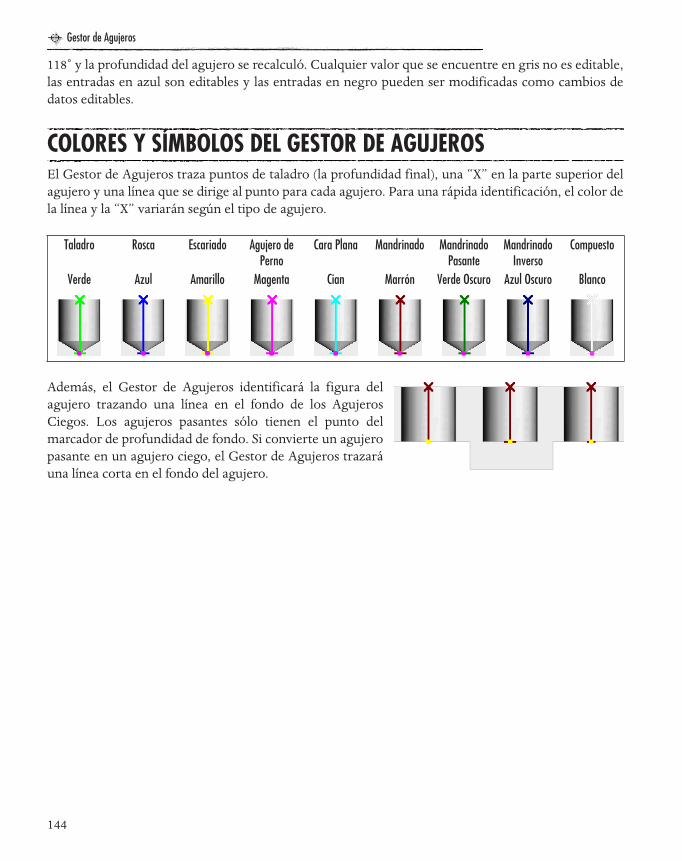
Gestor de Agujeros
144
118˚ y la profundidad del agujero se recalculó. Cualquier valor que se encuentre en gris no es editable,las entradas en azul son editables y las entradas en negro pueden ser modificadas como cambios dedatos editables.
COLORES Y SÍMBOLOS DEL GESTOR DE AGUJEROSEl Gestor de Agujeros traza puntos de taladro (la profundidad final), una “X” en la parte superior delagujero y una línea que se dirige al punto para cada agujero. Para una rápida identificación, el color dela línea y la “X” variarán según el tipo de agujero.
Además, el Gestor de Agujeros identificará la figura delagujero trazando una línea en el fondo de los AgujerosCiegos. Los agujeros pasantes sólo tienen el punto delmarcador de profundidad de fondo. Si convierte un agujeropasante en un agujero ciego, el Gestor de Agujeros trazaráuna línea corta en el fondo del agujero.
Taladro Rosca Escariado Agujero de Perno
Cara Plana Mandrinado Mandrinado Pasante
Mandrinado Inverso
Compuesto
Verde Azul Amarillo Magenta Cian Marrón Verde Oscuro Azul Oscuro Blanco

TUTORIAL DE GESTOR DE AGUJEROS

Tutorial de Gestor de Agujeros
147
CAPÍTULO 9: Tu t o r i a l d e G e s t o r d e A g u j e r o s
Cre
acióndeFigu
ras
GESTOR DE AGUJEROS
En este ejercicio, utilizaremos un archivo de pieza existente para aprender acerca de las funcionesdel Gestor de Agujeros. El archivo de pieza está basado en un modelo estándar industrial dereconocimiento automático de características. Si ha leído el manual Importación de Sólidos, quizásesté familiarizado con la pieza. Si lo está, verá que la pieza ha sido simplificada para eliminar figurasinnecesarias y que los agujeros son ahora más complejos. El archivo de pieza tiene un cuerpo destock para simplificar la visualización durante el renderizado.
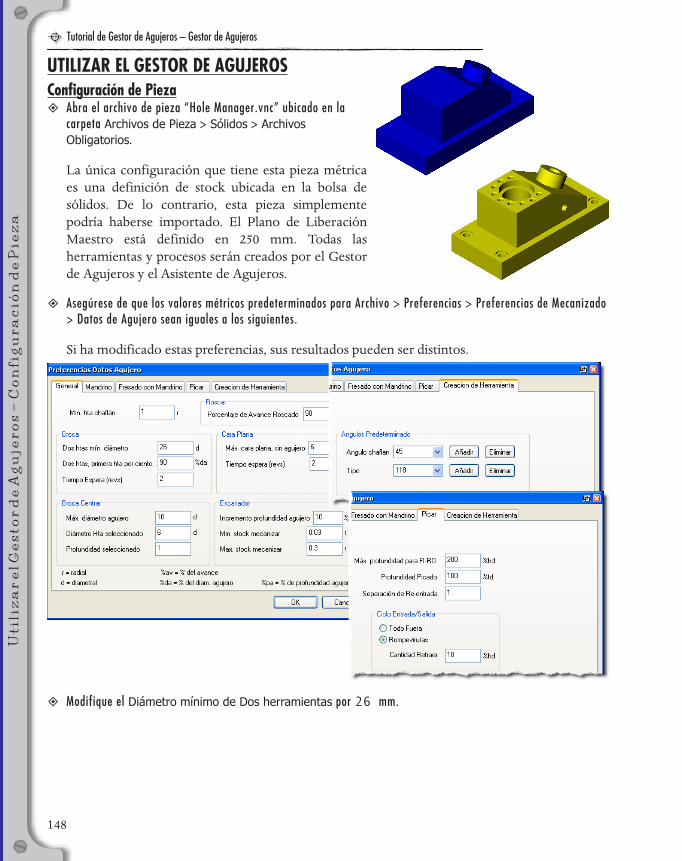
Tutorial de Gestor de Agujeros – Gestor de Agujeros
148
UtilizarelG
estordeAgu
jero
s–Configu
racióndePieza
UTILIZAR EL GESTOR DE AGUJEROSConfiguración de Pieza
Abra el archivo de pieza “Hole Manager.vnc” ubicado en la carpeta Archivos de Pieza > Sólidos > Archivos Obligatorios.
La única configuración que tiene esta pieza métricaes una definición de stock ubicada en la bolsa desólidos. De lo contrario, esta pieza simplementepodría haberse importado. El Plano de LiberaciónMaestro está definido en 250 mm. Todas lasherramientas y procesos serán creados por el Gestorde Agujeros y el Asistente de Agujeros.
Asegúrese de que los valores métricos predeterminados para Archivo > Preferencias > Preferencias de Mecanizado > Datos de Agujero sean iguales a los siguientes.
Si ha modificado estas preferencias, sus resultados pueden ser distintos.
Modifique el Diámetro mínimo de Dos herramientas por 26 mm.

Tutorial de Gestor de Agujeros – Gestor de Agujeros
149
Utiliz
arelG
esto
rdeAgu
jero
s–Ejecuta
relG
esto
rdeAgu
jero
s
Ejecutar el Gestor de AgujerosSeleccione el modelo.
Seleccione Asistentes > Gestor de Agujeros.
Haga clic en el botón Ejecutar AFR.
Seleccione Crear Nuevo Conjunto de Datos y Aceptar.
Defina las opciones de AFR como se muestra.
En la sección Valores Predeterminados del Gestor de Agujerosestamos especificando que queremos agregarautomáticamente 3 mm de plano de liberación a la partesuperior de todos los agujeros y enviaremos la herramientamás allá del fondo de los agujeros pasantes en 1 mm.
Haga clic en el botón Aceptar en el cuadro de diálogo Opciones de AFR.
El Gestor de Agujeros debería tener ahoradieciséis entradas, incluyendo diezagujeros de taladro y seis agujeros deperno. El espacio de trabajo debería tenerun punto al fondo de cada uno de losagujeros y una línea apuntando al agujerodesde la parte superior del mismo, con una“X” en la parte superior de cada agujero.
El Gestor de Agujeros ha creado un grupode trabajo (AfrWg2) que contiene lospuntos que representan el fondo de cadaagujero. También ha creado tres sistemasde coordenadas. Cada SC representa unplano en el cual está presente un agujero.SC 2 se encuentra al fondo de la pieza.Este SC se crea para agujeros pasantes. Sila pieza lo necesitara, podríamosmecanizar los agujeros pasantes desde esteSC. Para hacer esto, simplementealternaremos el uso de diversos SC en lalista del Gestor de Agujeros.

Tutorial de Gestor de Agujeros – Gestor de Agujeros
150
UtilizarelG
estordeAgu
jero
s–Agr
uparlosAgu
jero
s
Agrupar los AgujerosEn lugar de considerar cada agujero demanera individual, vamos a agruparlos yluego a verlos más de cerca.
Haga clic en el botón Auto Grupo.
Seleccione Parámetros de Proceso en el cuadro de diálogo Parámetros de Agrupación y haga clic en Aceptar.
Ahora deberíamos tener cinco grupos, incluyendodos grupos de agujeros similares y tres grupos de unúnico agujero cada uno. Veamos estos grupos.
Mueva el cuadro de diálogo Gestor de Agujeros para ver el modelo.
Haga doble clic en el Grupo 4, el grupo con nueve agujeros.
El Gestor deAgujeros resalta lasnueve entradas deagujeros en la listay las caras demodelo quedefinen los nueveagujeros; tambiénse selecciona elpunto en el fondode cada uno de los agujeros. Estos nueve agujeros son simplemente agujeros de taladro con unchaflán.

Tutorial de Gestor de Agujeros – Gestor de Agujeros
151
Utiliz
arelG
esto
rdeAgu
jero
s–Agru
parlosAgu
jero
s
Haga doble clic en el Grupo 1, el grupo con cuatro agujeros.
El Gestor deAgujeros resalta loscuatro agujeros y lascaras de modelo quedefinen los cuatroagujeros; también seselecciona el puntoen el fondo de cadauno de los agujeros.Estos agujeros sonagujeros de perno. ElGestor de Agujerosestá actualmentedefinido paramecanizarlos desdeel SC1: Plano XY.
Haga Ctrl+clic en el Grupo 2 y 3 y doble clic en el Grupo 5.
Estos gruposcomprenden los tresagujeros individualesque se muestran.
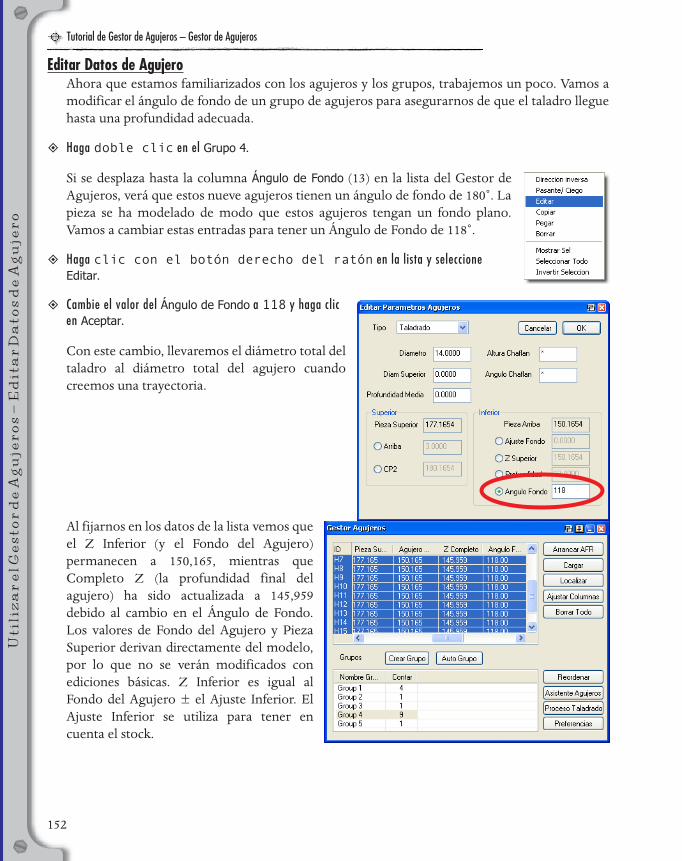
Tutorial de Gestor de Agujeros – Gestor de Agujeros
152
UtilizarelG
estordeAgu
jero
s–EditarDato
sdeAgu
jero
Editar Datos de AgujeroAhora que estamos familiarizados con los agujeros y los grupos, trabajemos un poco. Vamos amodificar el ángulo de fondo de un grupo de agujeros para asegurarnos de que el taladro lleguehasta una profundidad adecuada.
Haga doble clic en el Grupo 4.
Si se desplaza hasta la columna Ángulo de Fondo (13) en la lista del Gestor deAgujeros, verá que estos nueve agujeros tienen un ángulo de fondo de 180˚. Lapieza se ha modelado de modo que estos agujeros tengan un fondo plano.Vamos a cambiar estas entradas para tener un Ángulo de Fondo de 118˚.
Haga clic con el botón derecho del ratón en la lista y seleccione Editar.
Cambie el valor del Ángulo de Fondo a 118 y haga clic en Aceptar.
Con este cambio, llevaremos el diámetro total deltaladro al diámetro total del agujero cuandocreemos una trayectoria.
Al fijarnos en los datos de la lista vemos queel Z Inferior (y el Fondo del Agujero)permanecen a 150,165, mientras queCompleto Z (la profundidad final delagujero) ha sido actualizada a 145,959debido al cambio en el Ángulo de Fondo.Los valores de Fondo del Agujero y PiezaSuperior derivan directamente del modelo,por lo que no se verán modificados conediciones básicas. Z Inferior es igual alFondo del Agujero ± el Ajuste Inferior. ElAjuste Inferior se utiliza para tener encuenta el stock.
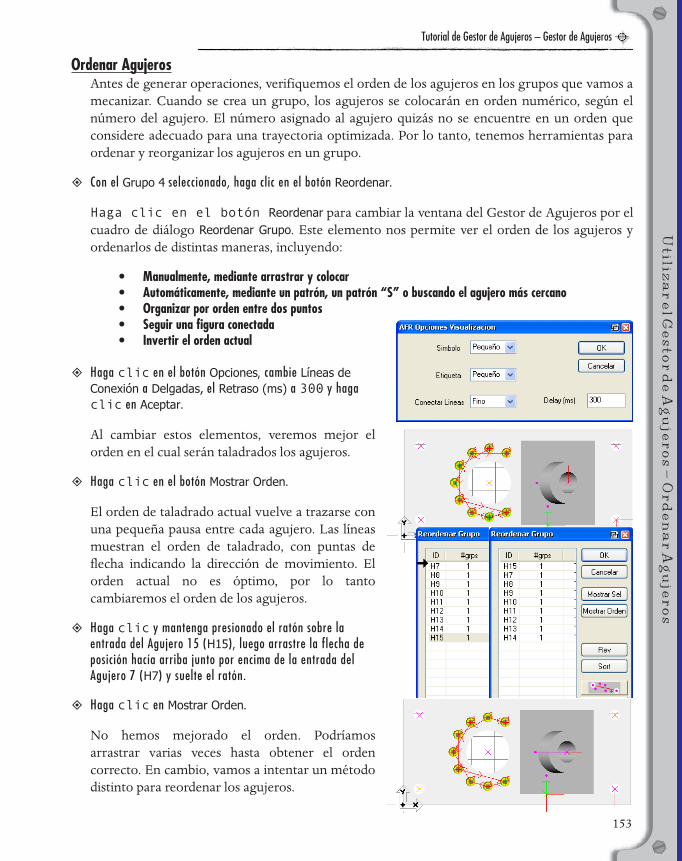
Tutorial de Gestor de Agujeros – Gestor de Agujeros
153
Utiliz
arelG
esto
rdeAgu
jero
s–Ord
enarAgu
jero
s
Ordenar AgujerosAntes de generar operaciones, verifiquemos el orden de los agujeros en los grupos que vamos amecanizar. Cuando se crea un grupo, los agujeros se colocarán en orden numérico, según elnúmero del agujero. El número asignado al agujero quizás no se encuentre en un orden queconsidere adecuado para una trayectoria optimizada. Por lo tanto, tenemos herramientas paraordenar y reorganizar los agujeros en un grupo.
Con el Grupo 4 seleccionado, haga clic en el botón Reordenar.
Haga clic en el botón Reordenar para cambiar la ventana del Gestor de Agujeros por elcuadro de diálogo Reordenar Grupo. Este elemento nos permite ver el orden de los agujeros yordenarlos de distintas maneras, incluyendo:
• Manualmente, mediante arrastrar y colocar• Automáticamente, mediante un patrón, un patrón “S” o buscando el agujero más cercano• Organizar por orden entre dos puntos• Seguir una figura conectada• Invertir el orden actual
Haga clic en el botón Opciones, cambie Líneas de Conexión a Delgadas, el Retraso (ms) a 300 y haga clic en Aceptar.
Al cambiar estos elementos, veremos mejor elorden en el cual serán taladrados los agujeros.
Haga clic en el botón Mostrar Orden.
El orden de taladrado actual vuelve a trazarse conuna pequeña pausa entre cada agujero. Las líneasmuestran el orden de taladrado, con puntas deflecha indicando la dirección de movimiento. Elorden actual no es óptimo, por lo tantocambiaremos el orden de los agujeros.
Haga clic y mantenga presionado el ratón sobre la entrada del Agujero 15 (H15), luego arrastre la flecha de posición hacía arriba junto por encima de la entrada del Agujero 7 (H7) y suelte el ratón.
Haga clic en Mostrar Orden.
No hemos mejorado el orden. Podríamosarrastrar varias veces hasta obtener el ordencorrecto. En cambio, vamos a intentar un métododistinto para reordenar los agujeros.
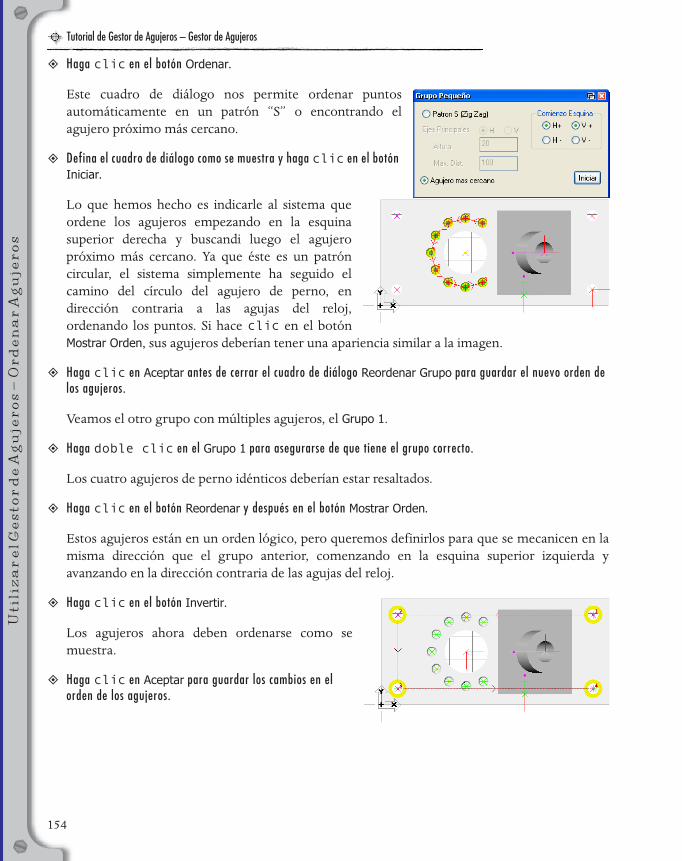
Tutorial de Gestor de Agujeros – Gestor de Agujeros
154
UtilizarelG
estordeAgu
jero
s–Ord
enarAgu
jero
s
Haga clic en el botón Ordenar.
Este cuadro de diálogo nos permite ordenar puntosautomáticamente en un patrón “S” o encontrando elagujero próximo más cercano.
Defina el cuadro de diálogo como se muestra y haga clic en el botón Iniciar.
Lo que hemos hecho es indicarle al sistema queordene los agujeros empezando en la esquinasuperior derecha y buscandi luego el agujeropróximo más cercano. Ya que éste es un patróncircular, el sistema simplemente ha seguido elcamino del círculo del agujero de perno, endirección contraria a las agujas del reloj,ordenando los puntos. Si hace clic en el botónMostrar Orden, sus agujeros deberían tener una apariencia similar a la imagen.
Haga clic en Aceptar antes de cerrar el cuadro de diálogo Reordenar Grupo para guardar el nuevo orden de los agujeros.
Veamos el otro grupo con múltiples agujeros, el Grupo 1.
Haga doble clic en el Grupo 1 para asegurarse de que tiene el grupo correcto.
Los cuatro agujeros de perno idénticos deberían estar resaltados.
Haga clic en el botón Reordenar y después en el botón Mostrar Orden.
Estos agujeros están en un orden lógico, pero queremos definirlos para que se mecanicen en lamisma dirección que el grupo anterior, comenzando en la esquina superior izquierda yavanzando en la dirección contraria de las agujas del reloj.
Haga clic en el botón Invertir.
Los agujeros ahora deben ordenarse como semuestra.
Haga clic en Aceptar para guardar los cambios en el orden de los agujeros.

Tutorial de Gestor de Agujeros – Gestor de Agujeros
155
MecanizadoUtiliz
andoelG
esto
rdeAgu
jero
s–NueveAgu
jero
sdeTaladro
de14mm
MECANIZADO UTILIZANDO EL GESTOR DE AGUJEROSNueve Agujeros de Taladro de 14 mm
Generaremos operaciones en el Grupo 4 utilizando el Asistente de Agujeros.
Seleccione el Grupo 4 y haga clic en el botón Asistente de Agujeros.
El Asistente de Agujeros se abre en el Paso2. El Paso 1 no es necesario porque ya seconoce el tipo de agujero; es un atributo deagujero y se muestra en la columna Tipo (2)de la lista del Gestor de Agujeros.
Deseleccione Punteado y seleccione Taladro Achaflanado; luego haga clic en Siguiente.
Se ejecuta el Verificador del Asistente deAgujeros, solicitándole que creeherramientas.
Cree el vínculo Crear Herramienta en el Verificador del Asistente de Agujeros para el proceso Taladrado y haga clic en el vínculo Crear Herramienta de Taladro para el proceso Taladro Achaflanado.
Esto nos proporcionará una máximareutilización de herramienta, minimizandoel número de herramientas necesarias.
Cambie el plano de liberación a 15 mm, como se muestra.
El plano de liberación predeterminado esmucho más alto de lo necesario.
Cree los procesos y las operaciones.
Asegúrese de deseleccionar las operacionesantes de continuar con el siguiente grupode agujeros.
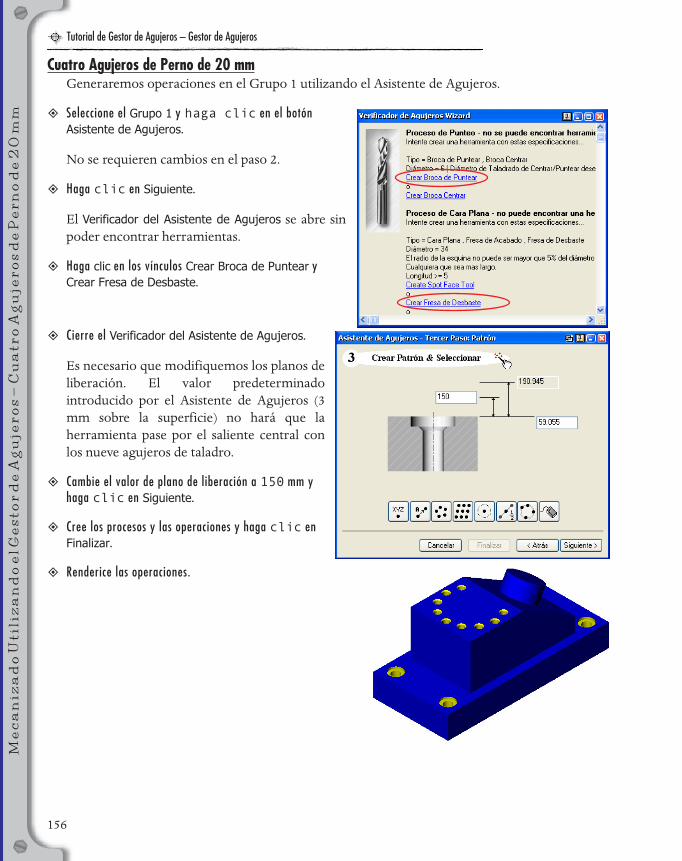
Tutorial de Gestor de Agujeros – Gestor de Agujeros
156
MecanizadoUtilizandoelG
estordeAgu
jero
s–CuatroAgu
jero
sdePern
ode20mm
Cuatro Agujeros de Perno de 20 mmGeneraremos operaciones en el Grupo 1 utilizando el Asistente de Agujeros.
Seleccione el Grupo 1 y haga clic en el botón Asistente de Agujeros.
No se requieren cambios en el paso 2.
Haga clic en Siguiente.
El Verificador del Asistente de Agujeros se abre sinpoder encontrar herramientas.
Haga clic en los vínculos Crear Broca de Puntear y Crear Fresa de Desbaste.
Cierre el Verificador del Asistente de Agujeros.
Es necesario que modifiquemos los planos deliberación. El valor predeterminadointroducido por el Asistente de Agujeros (3mm sobre la superficie) no hará que laherramienta pase por el saliente central conlos nueve agujeros de taladro.
Cambie el valor de plano de liberación a 150 mm y haga clic en Siguiente.
Cree los procesos y las operaciones y haga clic en Finalizar.
Renderice las operaciones.
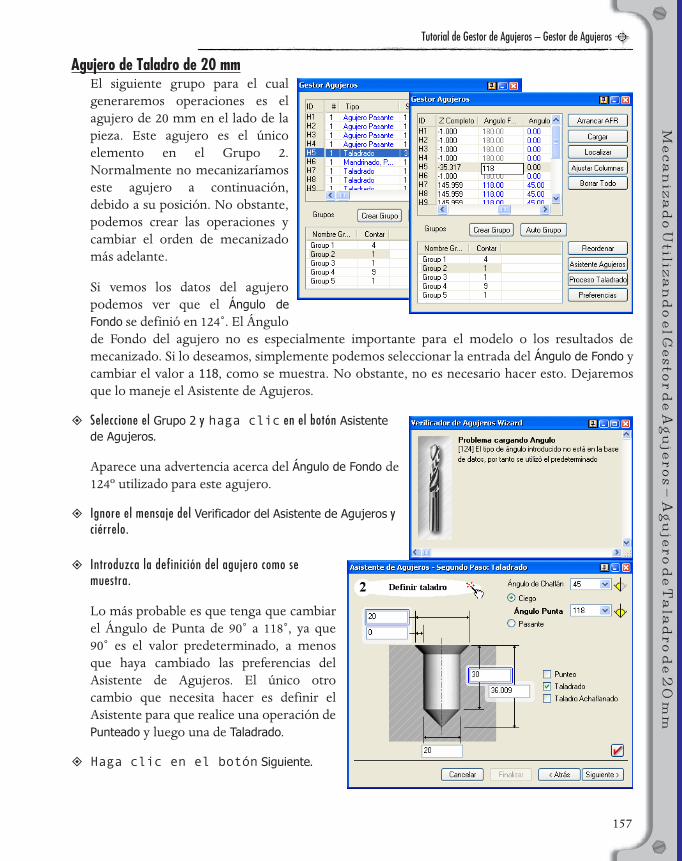
Tutorial de Gestor de Agujeros – Gestor de Agujeros
157
MecanizadoUtiliz
andoelG
esto
rdeAgu
jero
s–Agu
jero
deTaladro
de20mm
Agujero de Taladro de 20 mmEl siguiente grupo para el cualgeneraremos operaciones es elagujero de 20 mm en el lado de lapieza. Este agujero es el únicoelemento en el Grupo 2.Normalmente no mecanizaríamoseste agujero a continuación,debido a su posición. No obstante,podemos crear las operaciones ycambiar el orden de mecanizadomás adelante.
Si vemos los datos del agujeropodemos ver que el Ángulo deFondo se definió en 124˚. El Ángulode Fondo del agujero no es especialmente importante para el modelo o los resultados demecanizado. Si lo deseamos, simplemente podemos seleccionar la entrada del Ángulo de Fondo ycambiar el valor a 118, como se muestra. No obstante, no es necesario hacer esto. Dejaremosque lo maneje el Asistente de Agujeros.
Seleccione el Grupo 2 y haga clic en el botón Asistente de Agujeros.
Aparece una advertencia acerca del Ángulo de Fondo de124º utilizado para este agujero.
Ignore el mensaje del Verificador del Asistente de Agujeros y ciérrelo.
Introduzca la definición del agujero como se muestra.
Lo más probable es que tenga que cambiarel Ángulo de Punta de 90˚ a 118˚, ya que90˚ es el valor predeterminado, a menosque haya cambiado las preferencias delAsistente de Agujeros. El único otrocambio que necesita hacer es definir elAsistente para que realice una operación dePunteado y luego una de Taladrado.
Haga clic en el botón Siguiente.

Tutorial de Gestor de Agujeros – Gestor de Agujeros
158
MecanizadoUtilizandoelG
estordeAgu
jero
s–Agu
jero
Esc
ariadode40-2
0mm
El Verificador del Asistente de Agujeros aparece otravez, solicitándole que cree una herramienta.
Haga clic en el vínculo Crear Herramienta y cree los Procesos y las Operaciones.
Asegúrese de no sobrescribir ninguna operaciónexistente.
El Asistente de Agujeros ha seleccionado el Taladrode Punto creado para el agujero anterior y los planos de liberación son adecuados.
Observe que no hemos tenido que cambiar por el SC apropiado o especificar qué SC se debeutilizar. Esa información es administrada por el Gestor de Agujeros.
Agujero Escariado de 40-20 mmEl próximo agujero para el que crearemos unatrayectoria es el agujero en el saliente angulado. ElGestor de Agujeros ha identificado este agujero comoun Agujero de Perno y vamos a modificarlo para quesea un Agujero Escariado. Primero, para minimizar elnúmero de herramientas que el sistema intentarágenerar, necesitamos ajustar la longitud de laherramienta Nº 5.
Abra la herramienta Nº 5 y cambie la longitud a 120.
Haga doble clic en el Grupo 5 y haga clic en el Tipo de agujero y cambie el tipo por Escariado.
Haga clic en el botón Asistente Agujeros. Defina los parámetros del proceso como se muestra.
Haga clic en el botón Siguiente.
El Verificador del Asistente de Agujeros seabre, indicándonos la necesidad de unEscariador de 40 mm.
Haga clic en el vínculo Crear Herramienta.
Los planos de liberación predeterminadosson aceptables.
Haga clic en Siguiente y cree los procesos y las operaciones.

Tutorial de Gestor de Agujeros – Gestor de Agujeros
159
MecanizadoUtiliz
andoelG
esto
rdeAgu
jero
s–Agu
jero
deMandrin
adode100-8
0mm
Cree la trayectoria y renderice las operaciones.
Agujero de Mandrinado de 100-80 mmEl agujero restante, 100 mm en la parte superiorcon un agujero pasante de 80 mm, se va a cortarcon una herramienta de mandrinado. Debido almétodo que hemos utilizado para mecanizar elagujero, es necesario cortarlo en dos grupos deoperaciones. La clasificación del agujero como unAgujero de Perno limita las opciones demecanizado (Punteado, Taladrado, TaladroAchaflanado y Cara Plana) que no incluyen ciclos de mandrinado. Las opciones de mandrinadoen el Asistente de Agujeros no brindan un agujero de profundidad múltiple. Por lo tanto,primero cortaremos la parte de 80 mm del agujero y luego la parte de 100 mm.
Haga doble clic en el Grupo 3. Cambie el Tipo de entrada de agujero a Mandrinado Pasante y luego haga clic en el botón Asistente de Agujeros.
Antes de empezar a crear estas operaciones, necesitamos verificar laspreferencias Mandrinado y Fresado con Mandrino. Uno de estos elementosse va a modificar y es necesario entender otros elementos para ver quéestamos haciendo.
Haga clic con el botón derecho del ratón en la barra de título del Asistente de Agujeros y seleccione Datos del Agujero.
En la pestaña Mandrinado, eldiámetro mínimo para GranMandrino de 51 mm indica queeste agujero (diámetros de 80mm y 100 mm) califica para lasTolerancias de Stock de GranMandrino. La configuraciónMandrinado pasante nos indicaque el mandrinado pasará porel fondo del agujero por 6 mm.La cantidad máxima de materialque el mandrinado eliminará esde 3 mm o 1 mm, según la pasada sea una pasada de desbaste, media o de acabado.

Tutorial de Gestor de Agujeros – Gestor de Agujeros
160
MecanizadoUtilizandoelG
estordeAgu
jero
s–Agu
jero
deMandrinadode100-8
0mm
En la pestaña Fresado con Mandrino, cambie el Tamaño máximo de fresa radial de acabado a 25, si éste aún no es el valor.
El tamaño máximo de fresaradial de acabado indica que elsistema no definirá unaherramienta de fresa para unproceso Fresado con Mandrinoque supere los 25 mm. Loscortes se realizan en los radiosde las herramientas. Recordaráque hemos cambiado laconfiguración de dos taladros a26 mm. Esa configuración lepermitirá utilizar un únicotaladro de 26 mm como entrada para una fresa de acabado de 25 mm. Si el valor era el valorpredeterminado más pequeño, el sistema utilizará un taladro más pequeño como entrada parael taladro de 26 mm.
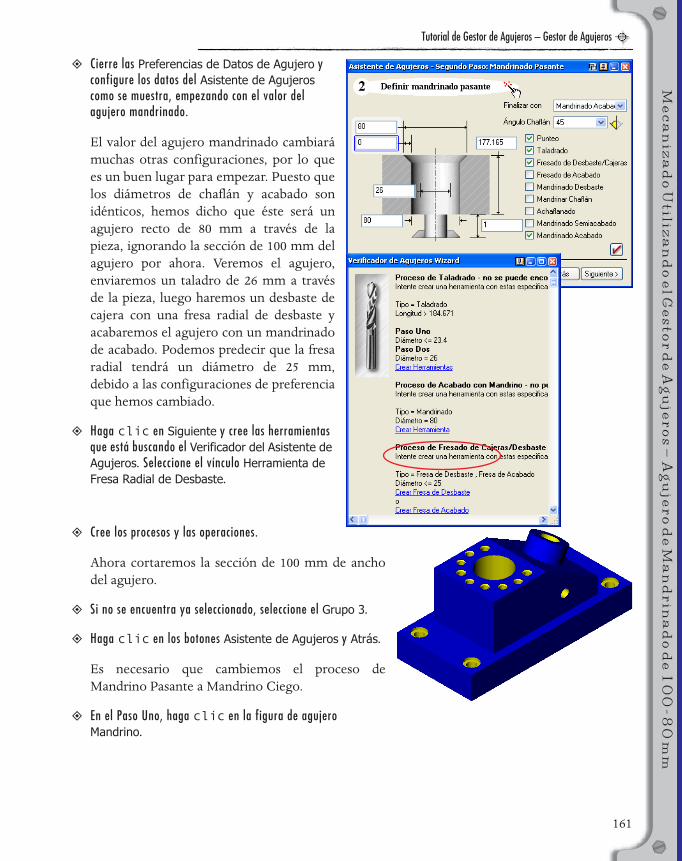
Tutorial de Gestor de Agujeros – Gestor de Agujeros
161
MecanizadoUtiliz
andoelG
esto
rdeAgu
jero
s–Agu
jero
deMandrin
adode100-8
0mm
Cierre las Preferencias de Datos de Agujero y configure los datos del Asistente de Agujeros como se muestra, empezando con el valor del agujero mandrinado.
El valor del agujero mandrinado cambiarámuchas otras configuraciones, por lo quees un buen lugar para empezar. Puesto quelos diámetros de chaflán y acabado sonidénticos, hemos dicho que éste será unagujero recto de 80 mm a través de lapieza, ignorando la sección de 100 mm delagujero por ahora. Veremos el agujero,enviaremos un taladro de 26 mm a travésde la pieza, luego haremos un desbaste decajera con una fresa radial de desbaste yacabaremos el agujero con un mandrinadode acabado. Podemos predecir que la fresaradial tendrá un diámetro de 25 mm,debido a las configuraciones de preferenciaque hemos cambiado.
Haga clic en Siguiente y cree las herramientas que está buscando el Verificador del Asistente de Agujeros. Seleccione el vínculo Herramienta de Fresa Radial de Desbaste.
Cree los procesos y las operaciones.
Ahora cortaremos la sección de 100 mm de anchodel agujero.
Si no se encuentra ya seleccionado, seleccione el Grupo 3.
Haga clic en los botones Asistente de Agujeros y Atrás.
Es necesario que cambiemos el proceso deMandrino Pasante a Mandrino Ciego.
En el Paso Uno, haga clic en la figura de agujero Mandrino.
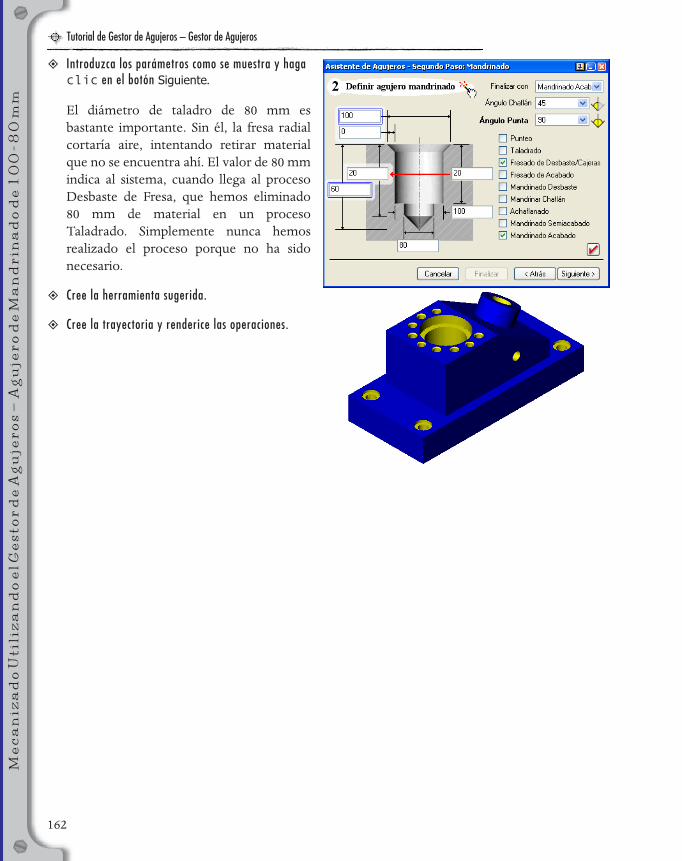
Tutorial de Gestor de Agujeros – Gestor de Agujeros
162
MecanizadoUtilizandoelG
estordeAgu
jero
s–Agu
jero
deMandrinadode100-8
0mm
Introduzca los parámetros como se muestra y haga clic en el botón Siguiente.
El diámetro de taladro de 80 mm esbastante importante. Sin él, la fresa radialcortaría aire, intentando retirar materialque no se encuentra ahí. El valor de 80 mmindica al sistema, cuando llega al procesoDesbaste de Fresa, que hemos eliminado80 mm de material en un procesoTaladrado. Simplemente nunca hemosrealizado el proceso porque no ha sidonecesario.
Cree la herramienta sugerida.
Cree la trayectoria y renderice las operaciones.

ÍNDICE


Índice
165
NUMERICOS1 SC por Orientación: 1351 SC por Rango de Dirección/Profundidad - Plano
de Liberación: 135
AAcabado, máxima, Tolerancia de Stock de Gran
Mandrino: 47Acabado, media, Tolerancia de Stock de Gran
Mandrino: 47Acabado, media, Tolerancia de Stock de Pequeño
Mandrino: 47Actualizar Datos Existentes: 134Agregar Entradas, tablas: 52Agujero
Cuadro de Diálogo Agujero: 58–60Datos del Agujero: 30, 35, 45Diámetro del Agujero
Agujero de Perno: 56Taladro: 53
Figura del Agujero: 34, 53Parámetros del Agujero: 34Patrón de Agujero: 37Procesos del Agujero: 35Tipo de Agujero: 56, 112, 115–118, 120–122
Agujero Ciego con Fondo Plano, datos del Gestor de Agujeros: 142
Agujero Ciego con Punta Correcta, datos del Gestor de Agujeros: 142
Agujero de Taladro: 27, 54–55, 58, 92–93Agujeros Ciegos, profundidad de pretaladro: 143Agujeros no reconocidos, cargar: 136Agujeros Pasantes, profundidad de pretaladro: 143Ajustar Columnas - Sólo Valores, preferencias del
Gestor de Agujeros: 141Ajustar Columnas – Título y Valores, preferencias
del Gestor de Agujeros: 141Ajuste de Fondo de Agujero Ciego: 135Ajuste Inferior de Agujero Pasante: 136Ajuste Inferior, edición: 133
Altura de la punta de la herramienta: 142Altura de Punta, definición de agujero: 143Ancho de Chaflán
Agujero de Rosca: 54–59Edición: 132Taladro: 53
Ancho de corte, desbaste de fresado con mandrino: 48
Ángulo de Aproximación: 112Ángulo de Chaflán, edición: 133Ángulo de Desmoldeo: 87–89, 93–94, 97, 104Ángulo de fondo de la herramienta: 142Ángulo de Fondo, edición: 133Ángulo de Punta
Agujero de Taladro: 53Ángulo del Chaflán
Agujero de Taladro: 53Aproximación Positiva: 112Asistente de Agujeros: 3, 27–28, 30, 32, 43, 85Asistente de Stock: 3, 7–8, 11–12Aumento de profundidad de agujero: 46–47Auto Ajustar, preferencias del Gestor de Agujeros:
141Avance de Corte: 113Avance Entrada: 49, 117Avellanador: 86, 93–94, 102, 121
BBarra Superpuesta: 110, 120, 124Base de Conocimiento: 27, 30, 32, 35, 43, 85, 109Botón Asistente: 32Botón Atrás, Asistente de Stock: 10, 31Botón Cancelar, Asistente de Stock: 10, 31Botón Finalizar, Asistente de Stock: 10, 31Botón Ordenar Línea: 139Botón Ordenar Polígono: 139Botón Siguiente, Asistente de Stock: 10, 32Botones de acción: 10Botones de navegación: 31

Índice
166
CCara Plana (vea también Procesos)
Cara Plana: 92, 117Diámetro de Cara Plana
Agujero de Cara Plana: 57Agujero de Perno: 56
Parada Breve de Cara Plana: 117Proceso Cara Plana: 97Profundidad de Cara Plana
Agujero de Cara Plana: 57Cara plana máxima, sin agujero: 46Ciclo de Salida: 49, 110, 113–114, 117–119Cierres: 56Cilindro: 10–11Círculo: 37–38, 131, 136Construir/Reconstruir Operaciones: 40Construir/Reconstruir Procesos: 39Convencional: 116Copiar, elementos en la Lista de Características:
133Corte de acabado máximo, ninguna pasada
adicional, acabado de fresado con mandrino: 48CP2
definición de agujero: 143edición: 133
CRC, acabado de fresado con mandrino: 49Creación de SC, Opciones de AFR: 135Crear Nuevo Conjunto de Datos: 134Cuadro de Diálogo Agujero de Mandrinado: 58Cuadro de Diálogo Control de Documento: 30, 37Cuadro de diálogo Control de Documento: 8, 12Cuadro de Diálogo Opciones de Actualización de
AFR: 134Cuadro de diálogo Opciones de AFR: 135Cuadros de Diálogo de Mecanizado: 34Cuboide: 10–11
DDesbaste, máxima
Tolerancia de Stock de Gran Mandrino: 47
Tolerancia de Stock de Pequeño Mandrino: 47Diámetro de Chaflán
Taladro: 53Diámetro de Rosca, agujero de rosca: 54Diámetro del Agujero de Mandrinado
Agujero de Mandrinado: 58Diámetro mínimo de Dos herramientas: 45Diámetro mínimo para Gran Mandrino: 46Diámetro preferido de herramienta: 45Diámetro Superior, edición: 132Diámetro, edición: 132Dimensiones del Agujero: 35Dirección Inversa: 131Distancia del plano de liberación rápida, fresado
con mandrino: 48Dos herramientas, porcentaje de primera
herramienta: 45
EEdición, elementos en la Lista de Características:
132Eliminar Entradas, tablas: 52Eliminar Grupos: 137En Subida: 116Entrada de Acabado: 116–117Escariado (vea también Procesos)
Diámetro de Acabado de Escariado, Agujero Escariado: 55
Diámetro de Taladro de Escariado, Agujero Escariado: 55
Espacio de Trabajo: 12, 37, 136–137Esquina Inicial, ordenar: 139Etiqueta, tamaño de agujero: 140
FFinalizar Con
Agujero de Mandrinado: 58Flecha Roja: 55, 58Fondo del Agujero, definición de agujero: 142
Índice
167
Fórmulas: 109, 125Fresa Radial: 32, 48–49, 57, 97, 100, 103–104, 107, 122Fresa radial de acabado individual, acabado de
fresado con mandrino: 49Fresa Radial de Acabado, vea MandrinadoFresado con Mandrino de Acabado, vea Procesos
GGeometría, cargar: 136Glosario: 110, 125
HHDP: 114–119, 122, 125Herramienta de Plano de Liberación: 135
IID de Cara: 134Igualar, opciones de actualización
Atributos de Caras: 134Mismas ID de Caras: 134Posiciones: 134
Invertir Selección de elementos en la Lista de Características: 133
Invertir, cuadro de diálogo Reordenar: 139
LLínea azul: 35Línea de Aproximación/Salida, acabado de
fresado con mandrino: 48Líneas de Conexión, tamaño de: 140Lista de Características: 129, 131
Elementos del Menú Contextual: 131Lista de Características, Edición: 132Lista de Grupos: 129, 137
Elementos del Menú Contextual: 137
Lista de Herramientas: 31–32, 36, 53, 85Lista de Operaciones: 39–40Lógica: 85Longitud de Ranuras, definición de herramienta:
143Longitud del Mandrinado Inverso: 60Longitud Total, definición de herramienta: 143Lugares Decimales, preferencias del Gestor de
Agujeros: 141
MMandrinado
Desbaste con Mandrino: 27Fresado con Mandrino, vea ProcesosMandrinado de Acabado: 27, 161Mandrinado Medio: 27
Mandrinado pasante: 47Mantener Grupos Existentes, agrupar por: 138Maximizar: 38Máximo diámetro de agujero con punteado: 45Máximo stock de mecanizado: 46Mecanizado de Dos Pasadas: 92Media, máxima
Tolerancia de Stock de Gran Mandrino: 47Tolerancia de Stock de Pequeño Mandrino: 47
Media, mínimaTolerancia de Stock de Gran Mandrino: 47Tolerancia de Stock de Pequeño Mandrino: 47
MedidaMétrica: 43, 50–51, 54Pulgada: 43, 50–51, 54
Minimizar: 37–38Mínimo stock de mecanizado: 46Misma R: 138Mismo Diámetro de Taladro, opción de
agrupación personalizada: 138Mismo SC
agrupar por: 138opción de agrupación personalizada: 138
Mismo Tipo, opción de agrupación personalizada: 138
Índice
168
Mismo Z Inferior, opción de agrupación personalizada: 138
Mismo Z Superior, opción de agrupación personalizada: 138
Mostrar Grupos Seleccionados: 137Mostrar Orden, cuadro de diálogo Reordenar: 139Mostrar Selección, cuadro de diálogo Reordenar:
138
NNombre de Grupo de Trabajo: 135
OOpciones de Ordenar: 140Opciones personalizadas, agrupar por: 138Ordenar, cuadro de diálogo Reordenar: 139
PPaleta Nivel Superior: 30Panel de Desplazamiento: 30Parámetros de Proceso, agrupar por: 137Pasadas Adicionales: 118Pasante/Ciego, alternar tipo de agujero: 132Paso Z: 48, 118Paso Z Deseado, vea Paso ZPaso/TPI, agujero de rosca: 54Patrón S (Zig Zag), ordenar: 139Pegar, elementos en la Lista de Características: 133Picado
Pestaña Picado: 49Profundidad de Picado: 49, 118
Pieza Inferior, edición: 133Pieza Superior, edición: 133Plano de Liberación
Altura de Plano de Liberación: 119, 123Diámetro de Plano de Liberación: 48, 115Distancia del Plano de Liberación: 48, 116
Plano de Liberación de Entrada: 109, 119Plano de Liberación de Salida: 119
Plano de Liberación de Entrada, vea Plano de Liberación
Plano de Liberación de Mandrinado Inverso: 47Plano de liberación de nueva entrada, preferencias
de picado: 49Plano de Liberación de Salida, vea Plano de
LiberaciónPlano de Liberación Superior: 37, 135
edición: 133Porcentaje de avance de rosca: 45Preferencias
Tabla de Pernos: 30, 32, 35, 43, 56Tabla de Roscas: 32, 43, 54
ProcesoCreación de Proceso: 109Elemento de Proceso: 109, 111Lista de Procesos: 39Tipo de Proceso: 113, 120, 124
Proceso Actual: 86, 88–96, 98–99, 101–105, 107–108Proceso de Acabado: 96, 102–103, 109Procesos
Acabado de Escariado: 46, 86, 95–96, 113, 122Acabado de Mandrinado Inverso: 86, 106–107,
109, 113, 120, 124Achaflanado: 35, 45, 90–91, 93, 117, 121Achaflanado con Mandrino: 46, 86, 102, 113Agujero de Perno: 53Cara Plana: 46, 57, 86, 97, 114, 117, 121, 123Desbaste con Mandrino: 86, 98–100, 113, 120Desbaste de Mandrinado Inverso: 86, 105–107,
113, 120, 124Escariado Medio: 46, 86, 95, 113, 122Fresado con Mandrino: 27, 99, 101, 114Fresado de Acabado: 99, 101, 103, 112, 114–118,
122Fresado de Chaflán: 27, 86, 104, 112, 114–118,
121Mandrinado de Acabado: 86, 99, 101–102, 113,
120, 125Mandrinado Inverso Medio: 86, 105, 108, 113,
120, 124
Índice
169
Mandrinado Medio: 86, 99–101, 107, 113, 120, 125
Punteado: 35, 88–91, 114, 122Roscado: 86, 94, 114, 122Taladrado: 35, 48, 86, 89–90, 92Taladro Achaflanado: 45, 90–91, 93, 117
Profundidad Completa de Escariado, Agujero Escariado: 55
Profundidad Completa de MandrinadoAgujero de Mandrinado: 58
Profundidad de Chaflán: 87–89, 93, 104, 121, 123, 125
Profundidad de Diámetro CompletoAgujero de Rosca: 54, 56, 58Taladro: 53
Profundidad de Inclinación: 121–122, 125Profundidad de Inclinación de Fresa Radial: 122,
125Profundidad de Punta
Agujero de Mandrinado: 58Agujero de Taladro: 53
Profundidad de Rosca, agujero de rosca: 54Profundidad máxima para Avance Entrada –
Salida Rápida, preferencias de picado: 49Profundidad Media
definición de agujero: 142edición: 132
Profundidad preferida de punteado: 45Profundidad, definición de agujero: 143Profundidad, edición: 133Punta Afilada Z: 120
RRadio de Aproximación/Salida, acabado de
fresado con mandrino: 48Radio de Esquina: 57, 97Reconstruir Operaciones, vea Construir/
Reconstruir OperacionesReconstruir Procesos, vea Construir/Reconstruir
ProcesosReemplazar Datos Existentes: 134
Refrigeración: 123Refrigerante: 123Reordenar Lista de Grupos: 138Retracción: 49, 123Retraso (ms), ordenación: 140Rompevirutas: 49, 114, 118
Preferencias de Picado: 49Roscas por Pulgada (TPI): 54RPM: 117, 124
SSelección de Herramientas: 86SFD: 121–122, 125Siguiente Agujero más Cercano: 139Sistemas de Coordenadas: 40Sobredimensionamiento máximo del chaflán: 46Sobredimensionamiento mínimo del chaflán: 45–
46Stock
Profundidad de StockAgujero de Mandrinado Inverso: 60Agujero de Mandrinado Pasante: 56, 59
Stock Personalizado: 8, 11Stock de Acabado a Eliminar: 118, 125Superficie Z: 110, 121–122, 124, 140Superponer, acabado de fresado con mandrino: 48
TTaladrado: 35, 48, 86, 89–90, 92Taladro
Broca de Centrar: 27, 45, 86, 88–91, 93, 121, 123Taladro de Punto: 27, 45, 89–90, 93, 122
TamañoAgujero de Perno: 56Agujero de Rosca: 54
Tamaño de marcadores: 140Tamaño máximo de fresa radial, fresado con
mandrino: 48Tamaño Nominal: 35, 50–52
Índice
170
Tipo de agujero, edición: 132Tipo de Herramienta: 110, 121, 123Todo Fuera, preferencias de picado: 49Tol. Máx. Mandrinado Acabado: 99–101, 103, 106–
108, 125Tol. Máx. Mandrinado Medio: 99–100, 105, 107, 125Tol. Mín. Mandrinado Acabado: 99–101, 106–108Tol. Mín. Mandrinado Medio: 99–100, 107, 125Tolerancia Angular, agrupar por: 138Tolerancia Lineal, agrupar por: 138Tolerancia sobre el Trayecto
Agujero de Mandrinado Inverso: 60Agujero de Mandrinado Pasante: 59
Tolerancia, vea Media, Máxima/Mínima
UÚltimo Valor Predeterminado: 117, 125Último valor predeterminado: 125Unir Grupos: 137Utilizar Origen de Pieza: 135
VValor de Ajuste Inferior, agujero pasante: 142Valor de Parada Breve (rev.): 45–46Valores Predeterminados – Ángulo de Punta/
Agujeros Pasantes, preferencias del Gestor de Agujeros: 141
Valores Predeterminados del Gestor de Agujeros: 135
Verificador: 31, 36Verificador del Asistente de Agujeros: 31, 36
ZZ Inferior
definición de agujero: 143edición: 133