HEA es el logo de HORNOS ALFERIEFF, Marcapedeca.es/wp-content/uploads/2012/02/TRATERPRESS_18.pdf ·...
50
SEPTIEMBRE 2010 • Nº 18 TRATER PRESS
Transcript of HEA es el logo de HORNOS ALFERIEFF, Marcapedeca.es/wp-content/uploads/2012/02/TRATERPRESS_18.pdf ·...

SEPT
IEM
BR
E20
10•
Nº
18T
RA
TER
PRES
S


1
HEA es el logo de HORNOS ALFERIEFF, MarcaRegistrada de la ingeniería dedicada desde1945 al diseño y construcción de Hornos In-dustriales y Estufas Industriales e Instalacio-nes Térmicas llave en mano.En la larga trayectoria se han construido másde 1.000 instalaciones únicas, en España, Eu-ropa y América.Los sectores principales son: Aeronáutica,Naval, Defensa, Tratamientos Térmicos, Fa-bricantes de Máquinas Eléctricas, IndustriaPesada.En estos momentos afronta un proyecto deexpansión.Visite nuestra NUEVA WEB: www.alferieff.com
HEA is the logo of HORNOS ALFERIEFF, trademark of the engineering company designing andmanufacturing Industrial Furnaces and Ovens,and specialized in INDUSTRIAL HEATING.More than 1.000 unique units have been manu-factured in the long company life in Spain andalso in Europe and America.Our customers are in Aeronautic, Naval and De-fence Industries, Heat Treatment, Manufactu-rers of Electrical Machinery, Heavy Industry.The company is developping an expansion pro-ject.Visit our new website: www.alferieff.com
Director: Antonio Pérez de CaminoPublicidad: Carolina AbuinAdministración: María González Ochoa
PEDECA PRESS PUBLICACIONES S.L.U.Goya, 20, 4º - 28001 Madrid
Teléfono: 917 817 776 - Fax: 917 817 126www.pedeca.es • [email protected]
ISSN: 1888-4423 - Depósito legal: M-53065-2007
Diseño y Maquetación: José González OteroCreatividad: Víctor J. RuizImpresión: Villena Artes Gráficas
Redactorhonorífico:José MaríaPalacios
Colaboradores:Manuel A.
Martínez Baena,Juan Martínez
Arcasy Jordi Tartera
Por su amable y desinteresada colaboraciónen la redacción de este número, agradece-mos sus informaciones, realización de repor-tajes y redacción de artículos a sus autores.
TRATER PRESS se publica seis veces al año: Fe-brero, Abril, Junio, Septiembre, Noviembre yDiciembre.
Los autores son los únicos responsables delas opiniones y conceptos por ellos emitidos.
Queda prohibida la reproducción total o parcialde cualquier texto o artículo publicado en TRA-TER PRESS sin previo acuerdo con la revista.
Editorial 2
Noticias 4Nuevos pedidos para AFC-Holcroft • Nuevo equipamiento en Testo • Novedades Interschutz •Nuevo libro sobre el CO2 • Relevo en la Presidencia del Clúster HEGAN • HANNOVER MESSE 2011(4 a 8 de abril): Francia será el “País Asociado” • SECO/WARWICK S.A. comienza la producción detres hornos de vacío.
Artículos
•Fórum de Arcas - Por Juan Martínez Arcas 10•Club de Doctores y Personal Investigador del Parc Tecnològic del Vallès - Por Juan Martínez Arcas 12•Serie K6050 y KG6050 analizador de gas portátil - Por Entesis 14•Rodillos para hornos en aleación APM / APMT - Por Kanthal 16•Junta General de UNESID 2010: La siderurgia española afronta la crisis 18•MIDEST: 40 años de encuentros y colaboraciones 22•CONFEMETAL pide un sistema de I+D+i que haga atractiva la inversión en España - Por CONFE-
METAL 24•Space Propulsion reúne en San Sebastián a 500 expertos internacionales 26•Nuevo transmisor para la medición de trazas de humedad en aire comprimido: incluco en las
clases ISO 8573 1 y 2 27•La subcontratación en Europa 28•FUCHS Lubricantes 30•Algunas consideraciones sobre el tratamiento térmico y soldadura de los aceros inoxidables ferrí-
ticos - Por Manuel Antonio Martínez Baena y José Mª Palacios Reparaz (=) 33•PROVEEDORES DE TRATAMIENTOS TÉRMICOS 39
Guía de compras 45
Indice de Anunciantes 48
Sumario • SEPTIEMBRE 2010 - Nº 18
Nue
stra
Port
ada
Asociación colaboradora
Asociaciónde Amigosde la Metalurgia

Información / Septiembre 2010
2
Yllegó TRATERMAT 2010… Qué lejos parecía desde quese anunció en Valencia 2008 y cómo ha cambiado todo,
parece mentira.
En estos 2 años y medio nos ha tocado sufrir y mucho atodos. Cuantas empresas, cuantas personas, cuantas
ilusiones se han quedado por el camino. Esperamos queya cambie el cuento y empecemos a caminar hacia delan-te.
El esfuerzo y el trabajo dedicados a la organización deeste TRATERMAT no queda en saco roto. Presentan un
amplio y completo programa para esos días. Desde aquíelogiar la realización de Tratermat 2010 en un año tan difí-cil para conseguir ayudas y que aún así, han logrado reunirun buen grupo de patrocinadores.
El esfuerzo de TODO EL EQUIPO reunido por Rafael Ro-dríguez Trías, de AIN y de todos los colaboradores que-
da reflejado. Allí nos vemos los próximos 20 y 21 del mesde octubre.
Antonio Pérez de Camino
Editorial


Nuevos pedidospara AFC-HolcroftAFC- Holcroft se complace enanunciar la recepción de un nue-vo pedido de hornos para una lí-nea de hornos de templado her-mético, que será utilizado paraprocesar componentes especiali-zados utilizados en el mercadode la energía eólica. La línea dehornos está basada en la familiade productos estándar modula-res de Templado Universal porLotes (UBQ - Universal BatchQuench) de AFC-Holcroft, peroha sido modificada para optimi-zar su eficiencia para la combi-nación de productos requeridospor este cliente.
La compañía Brevini Wind, consede en Italia, se encuentra ex-pandiendo sus instalaciones deIndiana EE.UU., donde será ins-talado el equipo. AFC-Holcroft secomplace de ser parte del parquede proveedores premium de Bre-vini en la expansión de sus uni-dades comerciales de todo elmundo.
La sucursal europea de AFC-Holcroft lideró este proyecto, apesar de que los equipos para elproyecto se construirán en A-mérica del Norte.
“Creemos que es el momento co-rrecto para invertir en capacidad,específicamente en América delNorte”, explica Jacopo Tozzi, Pre-sidente y Director Ejecutivo deBrevini Wind. “El horno UBQ sa-tisface nuestras necesidades ac-tuales y ofrece flexibilidad parafuturas expansiones a medidaque el sector energético continúecreciendo”.
“Estamos muy entusiasmadospor la incorporación de Brevinia nuestra lista de proveedoresfabricantes mundiales que hanelegido a AFC-Holcroft y a nues-
Entre los nuevos servicios cabedestacar:
• Calibración de cámaras termo-gráficas. Mediante el uso de unbanco de calibración asociadoa un cuerpo negro de alta cali-dad y gran estabilidad, permiterealizar calibraciones y estu-dios de uniformidad para cual-quier cámara termográfica enel rango de –40 a 350 ºC.
• Calibración de luxómetros. Lainstalación de un banco foto-métrico de 6 metros de longitudjunto con lámparas y detectoresde alta calidad permite la cali-bración de instrumentos en in-tensidad luminosa en rangos de0 a 10.000 lux con una capaci-dad óptima del 2%.
• Gracias a la capacidad técnica,calidad, instrumentación e ins-talaciones, Instrumentos Tes-to, S.A. y su servicio de calibra-ciones están certificados deacuerdo con el Anexo III modu-lo D del Real Decreto 889/2006.(Metrología legal), para la pues-ta en servicio de distintos ins-trumentos de temperatura.
• Calibración de medidores decompuestos polares ( medido-res de calidad del aceite).
Info 2
Noticias / Septiembre 2010
4
tros hornos UBQ para sus opera-ciones”, dice Marc Ruetsch, Di-rector de Operaciones Europeasde AFCHolcroft.
“Nuestros hornos UBQ han sidomundialmente aceptados pornumerosas empresas multina-cionales no sólo por su adaptabi-lidad a los cambios de capacidad,cargas parciales y requisitos detemperatura, sino también porsu modularidad, que ofrece op-ciones de configuración más sen-cillas dentro del espacio existen-te para la capacidad futura”.
La compañía cuenta con más de90 años de experiencia en el pro-cesamiento térmico. La compa-ñía fabrica sistemas de trata-miento térmico llave en manopara aplicaciones que incluyen eltratamiento térmico comercial,de rodamientos, automotriz, ae-roespacial y militar, fabricaciónde engranajes y fijaciones, e in-dustrias de energía alternativa.
AFC-Holcroft es uno de los fabri-cantes de hornos para trata-miento térmico más grandes delmundo. La compañía tiene al-cance mundial, con organizacio-nes en los Estados Unidos, Ar-gentina, Australia, Brasil, China,India, Corea, México, Polonia,Rusia, España y Turquía, y conmedios de fabricación en mu-chos de estos países.
Info 1
Nuevoequipamientoen TestoConjuntamente con la inaugu-ración de las nuevas instalacio-nes del servicio de calibracio-nes, Instrumentos Testo haadquirido nuevo equipamientopara mejorar y ampliar los ser-vicios que ofrece a sus clientes.


NovedadesInterschutzComercial Soler S. A., en colabo-ración con Hörmann GmbH haparticipado en Interschutz 2010en Leipzig Alemania. Entre otrasnovedades presentaron el nue-vo entorno gráfico con pantallatáctil, del control de sirenasCCCS y la nueva gama de sire-nas digitales ECN-D.
Info 3
Nuevo librosobre el CO2En el marco del seminario El “CO2como recurso: la captación, alma-cenamiento y reutilización deldióxido de carbono”, organizadopor la Fundación Gas Natural, seha presentado el libro titulado “ElCO2 como recurso: de la capturaa los usos industriales”, editadopor dicha Fundación. La presen-tación del mismo ha corrido acargo de su autora, la doctoraLourdes Vega, reconocida cientí-fica en este campo, que actual-mente ostenta el cargo de direc-tora de I+D de Carburos Metálicosy de MATGAS, un centro de exce-lencia en CO2 y sostenibilidadque está investigando y desarro-llando diversos proyectos para unuso sostenible de este gas.
Mediante esta publicación se haquerido explicar de una formaclara y concisa los diferentesconceptos y tecnologías en elámbito del dióxido de carbono.Según apunta Lourdes Vega, “hequerido trasmitir esa visión po-sitiva que el CO2 se merece”.
En una primera parte introduc-toria su autora trata la impor-tancia de gestionar políticas efi-caces que consigan mitigar lasemisiones de este gas y que im-pulsen su uso como un recurso.
Tras este primer bloque, se ex-ponen las diferentes tecnologíasen las que se trabaja actualmen-te para su captura, así como lasposibilidades actuales para sutransporte y almacenamiento deforma segura.
Finalmente, Lourdes Vega haceun extenso repaso a las investi-gaciones que se están llevandoa cabo con el objetivo de poderutilizar el CO2 capturado en di-versos usos industriales soste-nibles y a los numerosos usosque en la actualidad tiene estegas, desde alimentación hastael tratamiento de aguas, pasan-do por su utilización para la fa-bricación de nuevos materialesy nuevos compuestos.
Info 4
Relevoen la Presidenciadel ClústerHEGANJorge Unda, Director General dela empresa SENER Ingeniería ySistemas, ha sido nombrado Pre-sidente de la asociación HEGAN,Clúster de Aeronáutica y Espaciodel País Vasco, en el marco de laAsamblea General de la asocia-ción celebrada recientemente en
Bilbao. Jorge Unda sustituye enel cargo a Jose Luis Osoro, Direc-tor General de Aernnova Aeros-pace, quien ha ostentado la pre-sidencia durante los dos últimosaños.
En el mismo acto ha tenido lugarla renovación del resto de la JuntaDirectiva atendiendo a los estatu-tos, que prevén la renovación ro-tatoria con carácter bienal. Así,José Luis Osoro (Aernnova) e Ig-nacio Mataix (ITP) pasan a ser elVicepresidente y el Secretario dela organización, respectivamente.Por su parte, Juanjo Martín, Direc-tor de Aeromec y Xabier Berasa-tegui, Director del Grupo TTT,han sido nombrados nuevos vo-cales de la asociación en sustitu-ción de Carlos Olabe, Director dePCB, y Juan Antonio Alberdi, Di-rector de Nuter, a los cuales la a-sociación agradece y reconoce sutrabajo de los dos últimos añosen la Junta Directiva y cuatro a-ños en el Comité Ejecutivo, órga-no en el que delega la Junta sutrabajo cotidiano.
Info 5
HANNOVERMESSE 2011(4 a 8 de abril):Francia seráel “País Asociado”Francia será el “País Asociado”oficial de HANNOVER MESSE2011. Su participación se halla
Noticias / Septiembre 2010
6


bajo el lema “Innovación para uncrecimiento sostenible” y enfocalos sectores de la energía, la mo-vilidad sostenible y la eficienciaenergética. “Con Francia comoPaís asociado, el año que vienetenemos a nuestro lado un fuer-te socio para HANNOVER MESSE.En su calidad de país industriali-zado, Francia es uno de los mer-cados objetivo más importantesa escala mundial para los expo-sitores de HANNOVER MESSE”,dijo en Hannover el Dr. Wolframvon Fritsch, presidente de la Jun-ta Directiva de Deutsche Messe.
Francia quiere presentarse enHannover como un país indus-trializado europeo que emite im-pulsos centrales e innovadorespara un crecimiento nuevo y sos-tenible en toda Europa. “Las yamuy estrechas relaciones econó-micas entre Francia y Alemaniaseguirán siendo ampliadas poresta participación como País A-sociado”, dijo von Fritsch.
Como “País Asociado” de HAN-NOVER MESSE 2011, Francia essucesora de Italia (2010), Corea(2009), Japón (2008), Turquía(2007), India (2006) y Rusia (2005).
Las presentaciones de los paísesasociados de HANNOVER MESSEsuelen llenarles a éstos sus car-petas de pedidos y proporcionar-les a menudo órdenes por valorde miles de millones.
Tradicionalmente, Alemania yFrancia poseen estrechos lazoseconómicos y cultivan fuertesrelaciones comerciales.
En el año 2009, Alemania expor-tó a Francia mercancías por unvalor total de 81.900 millones de
euros. Los datos económicos pu-blicados en un estudio de Ger-many Trade & Invest, SociedadLimitada para Economía Exteriory Márketing Local, Colonia, prue-ban que Alemania posee unacuota de mercado del 18,3 porciento del mercado francés co-mo principal proveedor de Fran-cia. Según el mismo estudio, conun 16 por ciento, Alemania ocu-pa a su vez el primer puesto en elmercado francés y en la compa-ración internacional como prin-cipal país comprador.
La participación del País Asociadoestá organizada por UBIFRANCE,la agencia francesa de promocióndel comercio. UBIFRANCE trabajadesde hace muchos años tantopor el gran interés como por unanutrida presencia de expositoresfranceses en HANNOVER MESSE.
En el año 2009 se presentaron6.297 expositores de 62 países enuna superficie neta de exposi-ción de 234.755 metros cuadra-dos. En 2009 participaron en to-tal 115 expositores procedentesde Francia.
Info 7
SECO/WARWICKS.A. comienzala producciónde tres hornosde vacíoSECO/WARWICK S.A. comienzala producción de tres hornos devacío para Motor Sich JSC, Ucra-nia. Todos los hornos son decarga frontal horizontal:
• Tipo 10.0VPT-4022/24HV – Hor-no de temple a gas a alta pre-sión con un sistema de bom-beo de alto vacío.
• Tipo 10.0VPT-4035/36HV – Hor-
no de temple a gas a alta pre-sión con un sistema de bom-beo de alto vacío.
• Tipo 2.0VP-4056/60MHV – Hor-no de alto vacío con cámara decalentamiento metálica.
Son de un diseño compacto conun ventilador de recirculación yun intercambiador de calor in-ternos, lo que requiere espaciomínimo.
Los hornos 10.0VPT-4022/24HVy 10.0VPT-4035/36HV están di-señados para el temple y homo-geneización de palas de turbi-nas de aleaciones resistentes alcalor y partes de motores de ae-ronáutica de acero resistente ala corrosión y acero de estructu-ras.
El horno 2.0VP-4056/60MHV es-tá diseñado para el recocido depiezas y unidades de aleacionesde titanio.
La empresa Zaporozhye MotorSich Public S.A. es una de lasmayores empresas del mundode fabricación de motores paraaviones y helicópteros, así comoinstalaciones de turbinas de gasindustriales.
Motor Sich es la empresa demaquinaria líder en Ucrania,que tiene una posición fuerte enel mercado y una sólida base fi-nanciera debida a la utilizaciónde las tecnologías aerospacialesavanzadas.
La compañía ha integrado el ci-clo de fabricación en sus pro-ductos, incluyendo un equipocompleto de procesamiento demetales. La empresa mejoraconstantemente sus instalacio-nes de fabricación mediante lacompra de equipos de los pro-veedores líderes a nivel mun-dial.
Info 8
Noticias / Septiembre 2010
8


Información / Septiembre 2010
10
Fórum de ARCASPPoorr JJuuaann MMaarrttíínneezz AArrccaass
Del cómo fallan Los Moldes y el cómo Alargar la Vi-da de los mismos tienen mucho que decir las Técni-cas elegidas y aplicadas de los Tratamientos Térmi-cos, tanto másicas como superficiales y el Fundidorse puede encontrar en manos de un experto y sobreel que tiene poco control. Un molde bien tratado tér-micamente puede durar entre 5 y 10 veces más queotro mal tratado.
Ya son bastantes los estudios y las investigacionesrealizadas que destacan la importancia de cada unade las fases de los Tratamientos Térmicos.
Los resultados principales son:
Descarburación
Si ésta aparece, la superficie del molde tendrá pocadureza y resistencia de forma heterogénea, disminu-yendo como consecuencia la resistencia a la fatiga.
Adicionalmente, se producirán cargas invitablesentre la superficie y las capas inmediatamente másprofundas durante el proceso de enfriamiento deltemple.
Como consecuencia tendremos una superior velo-cidad de agrietamiento durante la utilización delmolde.
Aumento del tamaño de granode la austenita
Como sabemos dependerá mucho el tamaño delgrano austenítico de la composición y elaboracióndel acero, pero principalmente lo afectan la tempe-
ratura elegida y real de temple o de austenización,así como el tiempo de permanencia. Un factor im-portante es también el cómo hemos alcanzado di-cha temperatura en el molde (no olvidemos ade-más de las graves distorsiones que se produciranen la pieza).
Creo que en este punto debemos de reflexionar quelos modernos hornos de vacío no son la panacea ypor tanto estamos lejos de provocar ninguna ano-malía a los moldes que les afecte de forma negativaa su vida en servicio. De hecho, un control ajustadode la temperatura y sobre todo un calentamiento u-niforme son muy dificiles de conseguir en este tipode hornos, que dependen exclusivamente de radia-ción, particularmente cuando las consideracioneseconómicas hacen atractiva la idea de mezclarmoldes grandes y pequeños en la misma carga y aveces de apilarlos para ocupar el máximo de espa-cio de la carga.
También es cierto que con los de última tecnologíasí podemos dominar la temperatura real en las pie-zas a través de sondas introducidas dentro de lamasa de los moldes. Todo ello en el calentamientoy velocidad controlada a voluntad durante el proce-so de enfriamiento (existen ya hornos de esta tec-nología en servicio, pero proporcionalmente sonpocos con los que desde hace más de 20 años estánen plena producción) tanto en España como en laComunidad Europea.
Nota Importante:
Seguiremos con la influencia de la temperaturade austenización y enfriamiento en el siguienteFórum.
Pueden formularnos las preguntas que deseen sobre la problemática de los Tratamientos Térmicos, diri-giéndose a la revista:
Por carta: Goya, 20, 4º - 28001 Madrid - Teléfono: 917 817 776 - Fax: 917 817 126E-mail: [email protected]
Tanto preguntas como respuestas irán publicadas en sucesivos números de la revista por orden de llega-da, gracias a la activa colaboración de D. Juan Martínez Arcas.


Información / Septiembre 2010
12
El pasado mes de abril, se presentó el Club deDoctores y Personal Investigador del Parc Tec-nològic del Vallès, en el Centro de Empresas del
PTV. Se trata de una iniciativa de varias entidades delparque: Ascamm, Grupo AIZ, Sailab y Sepmag.
Yo asistí como asesor de ASCAMM y en represen-tación de ASAMMET.
Veamos un breve resumen de este interesante acto:
Francesc Martos, director general-consejero dele-gado del PTV fue el encargado de presentar al equi-po promotor de la iniciativa formado por LilianaBonetto, de Sailab, Anna Montràs, de Sepmag, Ma-nel da Silva, d’Ascamm i Xavier Garriga, del PTV,que explicaron su intención de crear una entidadpropia e independiente que promueva una serie deactividades, donde el personal investigador delparque sea el eje principal.
El objetivo principal del Club es favorecer la inte-rrelación de profesionales de las universidades con
las empresas del PTV, para promover la cultura deinnovación y fomentar la transferencia de conoci-miento y la tecnología como elemento impulsor delos procesos de innovación.
A lo largo de la presentación, los promotores delClub remarcaron su intención de convertirse en unnexo de unión entre estos dos mundos, facilitando laintegración de personas doctoradas y de personal in-vestigador universitario a las empresas y fomentarla cultura científica entre las empresas del PTV.
Los principales ejes de acción que el Club pretendepromover, son: la organización de sesiones de di-vulgación científica y seminarios de innovación enla empresa; cursos de formación para facilitar la in-corporación de doctores y personal investigador u-niversitario a las empresas del PTV y cursos orien-tados a mejorar las capacidades del personalinvestigador del PTV, así como crear una comisiónque represente al personal investigador del Parquefrente a las administraciones públicas y las entida-des del entorno.
Finalmente, felicidades por esta estupenda inicia-tiva, deseándoles una andadura firme y eficaz.
Club de Doctoresy Personal Investigadordel Parc Tecnològic del VallèsPPoorr JJuuaann MMaarrttíínneezz AArrccaass ((AASSCCAAMMMM))


Información / Septiembre 2010
14
Los analizadores de la serie K6050 de Hitechmiden con precisión los cambios de un cons-tituyente en mezclas de gases binarias o
pseudobinarias (por ejemplo, mezclas en las quesólo un constituyente cambia). Ejemplos puedenser: hidrógeno, dióxido de carbono, argón, helio yvarios hidrocarburos halógenos como los freones.Se puede medir casi cualquier constituyente de u-na mezcla de gas, siemprey cuando su conductividadtérmica difiera de la de losotros componentes. Los ran-gos disponibles depende-rán del gas que se mide pe-ro pueden ser desde ppmhasta 100%.
La conductividad térmicadel gas se mide mediante unsensor catarométrico que nose desgasta. El sensor incor-pora un elemento muy sen-sible de capacidad térmicabaja, que no requiere nin-gún mantenimiento. El pro-cesamiento de la señal loproporciona un microproce-sador que garantiza así unamayor precisión y un rangoque normalmente no se aso-cia con este tipo de sensor.Dada la elevada estabilidadinherente a este sistema, ape-nas requiere calibración.
La bomba de aspiración montada en el armariopermite analizar muestras de baja presión. Se utili-za una válvula de aguja integral y un rotámetro pa-ra controlar el flujo de la muestra a través del ana-lizador.
La medida de 2 gases se realiza mediante elKG6050. Combina las habilidades de medición del
K6050 con la medida de oxí-geno por una célula electro-química. La concentraciónpuede variar entre 100 ppmy 100% de oxígeno según lasnecesidades.
Se consigue una verdaderaportabilidad gracias a lasbaterías recargables quepermiten trabajar en conti-nuo durante 6 horas. Es po-sible ampliar este tiempoconectando el cargador debatería.
El instrumento viene en unestuche de resina robusto yresistente al agua con asade transporte.
Una gran pantalla LCD alfa-numérica muestra los valo-res medidos y los mensajesde la configuración y cali-bración. Estos procesos tam-bién son muy sencillos.
Serie K6050 y KG6050 analizadorde gas portátilPPoorr EEnntteessiiss

Información / Septiembre 2010
16
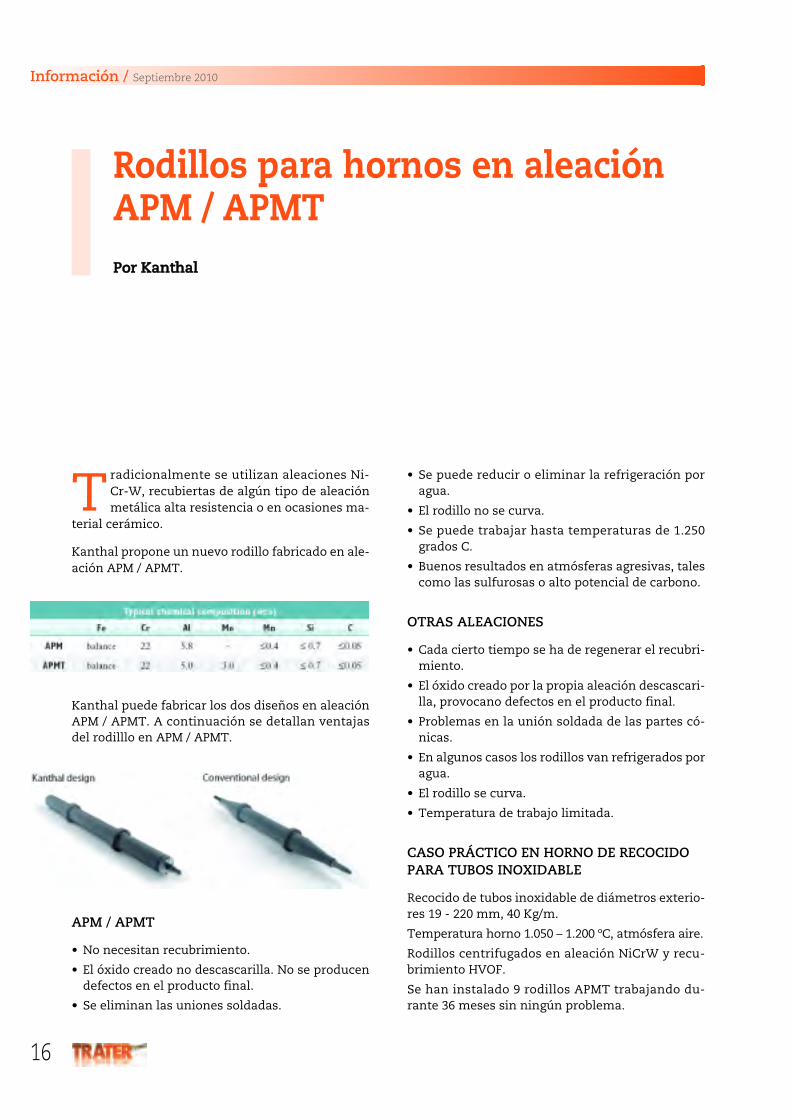
Tradicionalmente se utilizan aleaciones Ni-Cr-W, recubiertas de algún tipo de aleaciónmetálica alta resistencia o en ocasiones ma-
terial cerámico.
Kanthal propone un nuevo rodillo fabricado en ale-ación APM / APMT.
• Se puede reducir o eliminar la refrigeración poragua.
• El rodillo no se curva.
• Se puede trabajar hasta temperaturas de 1.250grados C.
• Buenos resultados en atmósferas agresivas, talescomo las sulfurosas o alto potencial de carbono.
OTRAS ALEACIONES
• Cada cierto tiempo se ha de regenerar el recubri-miento.
• El óxido creado por la propia aleación descascari-lla, provocano defectos en el producto final.
• Problemas en la unión soldada de las partes có-nicas.
• En algunos casos los rodillos van refrigerados poragua.
• El rodillo se curva.
• Temperatura de trabajo limitada.
CASO PRÁCTICO EN HORNO DE RECOCIDOPARA TUBOS INOXIDABLE
Recocido de tubos inoxidable de diámetros exterio-res 19 - 220 mm, 40 Kg/m.
Temperatura horno 1.050 – 1.200 ºC, atmósfera aire.
Rodillos centrifugados en aleación NiCrW y recu-brimiento HVOF.
Se han instalado 9 rodillos APMT trabajando du-rante 36 meses sin ningún problema.
Rodillos para hornos en aleaciónAPM / APMTPPoorr KKaanntthhaall
Kanthal puede fabricar los dos diseños en aleaciónAPM / APMT. A continuación se detallan ventajasdel rodilllo en APM / APMT.
APM / APMT
• No necesitan recubrimiento.
• El óxido creado no descascarilla. No se producendefectos en el producto final.
• Se eliminan las uniones soldadas.

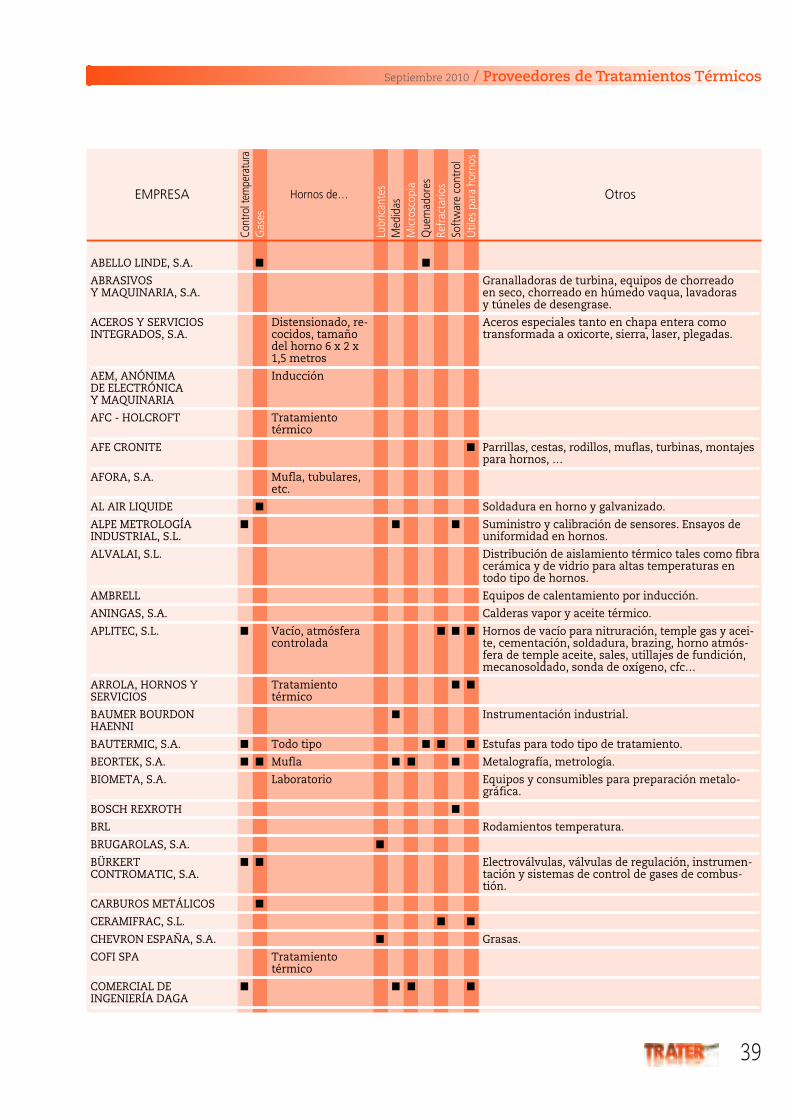
Diámetro exterior: 150 mm espesor: 23 mm Longi-tud: 1.900 mm.
Superficie comparada después de 24 meses:
En el rodillo convencional es necesario regenerar elrecubrimiento cada cierto tiempo ya que descascari-lla y produce defectos en el producto final. Esto sig-nifica paradas/costes de mantenimiento para cam-biar rodillos, costes para regenerar recubrimiento ycostes por no conformidades en el producto final.
OTRAS CARACTERÍSTICAS RODILLOS APM /APMT
Se pueden soldar TIG / GTAW.Mecanizable al igual que los aceros inoxidables.Gran variedad de tamaños, entre 26 mm y 350 mm.Bajo mantenimiento y larga vida. Rodillo Kanthal APMT. Rodillo convencional NiCrW.
Septiembre 2010 / Información
17

Información / Septiembre 2010
18
El Presidente de UNESID, D. Gonzalo Urquijo,realizó unas manifestaciones a la finaliza-ción de la Junta General de UNESID, la aso-
ciación patronal de la siderurgia española, desta-cando las principales cifras del sector, cómo hahecho frente a los desafíos de la crisis y los retosque, a su juicio, afronta la siderurgia española.
UNESID (Unión de Empresas Siderúrgicas) ha cele-brado su Junta General Anual, en la que se han pre-sentado las cifras básicas del pasado ejercicio, asícomo los datos de los primeros meses del año.
En su intervención pública tras la reunión de la Jun-ta General, el Presidente de UNESID, D. Gonzalo Ur-quijo, destacó la reducción, sin precedentes, de laactividad industrial en todo el mundo, lo que tuvoun impacto negativo en la producción y consumode productos siderúrgicos. La producción mundialde acero se contrajo el 8%, habiendo cambiado ra-dicalmente la estructura del negocio siderúrgico enlos últimos años, ya que tanto la producción, comola demanda se han trasladado hacia Asia desde Eu-ropa y América del Norte.
Producción y consumo
La producción española de acero bruto disminuyó el23% en 2009, situándose en niveles de 1998, con 14,4millones de toneladas. En los cinco primeros mesesde 2010 se han producido 7,5 millones de toneladas,un 33% más que en el período comparable de 2009.
El consumo aparente de productos siderúrgicos,que ya había disminuido el 23% en 2008, volvió a
reducirse el 34% en 2009 y con 12 millones de tone-ladas, supone la mitad de la cifra récord, alcanzadaen el año 2006. Hasta el mes de abril del presenteaño el consumo aparente alcanzó los 4,6 millonesde toneladas, lo que supone un ritmo anual de 14millones de toneladas, un 58% del máximo históri-co de la siderurgia española anual.
Las empresas españolas tuvieron que afrontar im-portantes ajustes de costes, recurriendo a expedien-tes de regulación de empleo, al tiempo que intensi-ficaron su actividad exportadora, a la búsqueda denuevos mercados.
La seguridad de los trabajadores, laprioridad principal
El Presidente de UNESID insistió en la importanciaque da la industria siderúrgica a la seguridad desus trabajadores, manteniendo el objetivo priorita-rio de "producir acero con cero accidentes".
Medio ambiente
La siderurgia está, al igual que otras industrias,muy preocupada por la excesiva fecundidad legis-lativa en aspectos ambientales, con frecuencia sintener en cuenta la globalidad de la solución.
Cuando las empresas se encuentran implantandoun nuevo desarrollo normativo, éste puede estar ob-soleto en poco tiempo, con nuevas modificacioneslegales. Preocupa además que, con frecuencia, laspropuestas europeas carecen de coordinación mun-
Junta General de UNESID 2010:La siderurgia española afrontala crisis

formativa para transmitir a la Administración y alresto de fuerzas políticas y agentes sociales la insos-tenibilidad de los aumentos de los costes reguladosde la energía eléctrica para la industria española.Gonzalo Urquijo manifestó su satisfacción porque elMinistro haya sido receptivo a las propuestas de laIndustria. Igualmente recordó que la energía eléctricaes una materia prima para nuestra industria y nece-sitamos que no se distorsione su coste bajo la excusade la "fácil recaudación" de las tarifas de acceso.
Ahondar en las reformas estructurales,sin excesos regulatorios
UNESID manifiesta la necesidad de que se ahondeen el proceso de reformas estructurales abordadopor el Gobierno, pero advierte contra posibles ex-cesos regulatorios que lastran la competitividad delas empresas, que cubren todos los ámbitos, desdeel medio ambiente a la regulación de transportes ypuertos. Finalmente, el Presidente de UNESID rei-teró el compromiso de la siderurgia con los traba-jadores, con la sociedad y con la Administración,para poder seguir aportando riqueza y prosperidada la sociedad española.
dial, cada vez más necesaria para solucionar losproblemas ambientales, y que producen un agraviocomparativo con los países con los cuales compiten,y quisieran seguir compitiendo, nuestros productos.
Gonzalo Urquijo recordó que el compromiso de lasiderurgia con la lucha contra el cambio climáticoy la protección del medio ambiente es sólido, docu-mentado y permanente. La industria ha reducidodrásticamente sus emisiones, encontrándose en ellímite técnico actual y tiene en marcha un ambi-cioso programa para investigar nuevas tecnologíasque permitirá, en el futuro, una drástica reducciónde las emisiones de CO2.
UNESID apoya el pacto de Estado en materiaenergética
La siderurgia española se congratula del reciente a-cuerdo entre el Gobierno y el principal partido de laoposición para abordar una auténtica política de Es-tado en materia energética. Ello contribuirá a una re-cuperación de la confianza de empresarios y consu-midores. UNESID, junto con otras once asociacionesempresariales, ha liderado una intensa campaña in-
Septiembre 2010 / Información

Información / Septiembre 2010
20


Información / Septiembre 2010
22
El mundo de la subcontratación se da cita enMIDEST 2010
Mientras que la situación económica sigue preca-ria, la cuadragésima edición de MIDEST, número u-no mundial de los salones de subcontratación in-dustrial, debería abrir sus puertas con unas cifrasen aumento tanto en cuanto a número de exposito-res como a superficies después de una edición de2009 que resistió bien a pesar de un contexto difícil.Los resultados de estas dos ediciones confirmanque, hoy más que nunca, los subcontratistas consi-deran el mayor evento de su profesión como funda-mental para su futuro comercial y su imagen.
Por ello, MIDEST debería reunir del 2 al 5 de no-viembre próximo en Paris Nord Villepinte, cerca de1.750 subcontratistas especializados en la transfor-mación de metales, plásticos, cauchos y composi-tes, la electrónica y electricidad, las microtécnicas,los tratamientos de superficies y acabados, las fija-ciones industriales y los servicios para la industria.Pymes y empresas muy pequeñas innovadoras secodean con los grandes líderes del sector en standsindividuales o a través de agrupaciones de empre-sas arropadas por el centenar de socios del salón,franceses o extranjeros, institucionales o profesio-nales.
La subcontratación francesa constituye siempre laoferta principal en MIDEST con un 60% de los ex-positores, una cifra estable respecto a 2009. Dieci-siete de las veintidós regiones francesas represen-tadas por unas 600 empresas en una superficie
total de más de 6.500 m2 estarán ubicadas en elsector de los stands colectivos.
A nivel internacional, 34 países ya están inscritos,deberían ser 37 al final, es decir el mismo númeroque en 2009. Más de una veintena contará con pa-bellones oficiales. Bulgaria regresa mientras queSudáfrica está presente por primera vez.
Expositores franceses e internacionales se encon-trarán también en el seno de estos Village que co-sechan cada vez más éxito: a los siete ya presentesen 2009 (Fundición, Tratamientos de materiales,Conformación de metales, Plásticos, Forja, Fijacióneuropea y Electrónica) se unen dos nuevos este a-ño, Mecanizado & Máquinas especiales y Caucho.
MIDEST 2010: ¡solicite el programa!
En 2009, MIDEST registró un incremento sensibledel 5,5 % de su número de visitantes, lo que se tra-dujo en 39.710 profesionales procedentes del mun-do entero para “sentir” el mercado, sondear a losproveedores, descubrir las innovaciones, identifi-car nuevos prestatarios y preparar sus proyectos.
Un año más, MIDEST pone todo a su alcance paraque su visita sea fructífera y eficiente y más aúncuando esta edición es simbólica ya que será lacuadragésima del salón. Un folleto con numerosostestimonios de sus pioneros, un historial de sus 40años de existencia y algunas referencias cronológi-cas, hitos de la historia de la industria, ha sido re-dactado para la ocasión y será enviado a los visi-tantes y distribuido en las entradas del recinto
MIDEST: 40 años de encuentrosy colaboraciones

ferial. También se otorgarán Trofeos especiales alas empresas presentes desde sus orígenes y quese han mantenido fieles a MIDEST.
Desde el pasado mes de julio, los internautas tam-bién pueden encontrar en midest.com entrevistas ytestimonios escritos o grabados y numerosas infor-maciones en torno a este evento. De hecho, es signi-ficativo comprobar que son cada vez más numero-sos en haber entendido que esta web constituye unrepertorio internacional completo de los principalessubcontratistas y una preciosa fuente de informa-ción, el número de visitas recibido en los siete pri-meros meses del año ha aumentado en más de un50% entre 2008 y 2010 y las solicitudes de pases enlínea supera a día de hoy el nivel del año pasado.
Christian Estrosi, ministro de Industria inauguraráel salón junto con Jean-Claude Volot, mediador en-tre empresas industriales y de subcontratación. LaMediación vendrá al encuentro de los profesiona-les a lo largo de los cuatro días en un stand dedica-do y presentará dos conferencias.Con el fin de ofre-cer siempre la mejor información a sus visitantes,el salón también destacará las industrias ferrovia-rias, sector motor de la industria y de la subcontra-tación, si los hay, a través de una mesa-redonda es-pecial “La subcontratación en el sector ferroviario”y tres grandes conferencias que reunirán a los prin-cipales protagonistas del sector*.
Alentados por su éxito creciente, los Trofeos MI-DEST volverán para su quinta edición que permiti-rá a los profesionales descubrir, a través de cincograndes categorías (Innovación, Realizaciones e-jemplares, Internacional, Organización y Oficinasde Proyectos) unos expositores con logros y venta-jas fuera de lo común.
Para concluir, MIDEST 2010 recibirá unas sesentaconferencias gratuitas, cortas y exhaustivas queharán balance de los últimos avances técnicos, es-tratégicos o económicos de la subcontratación ylos Polos Tecnológicos que permitirán a los visitan-tes completar su información sobre las técnicas ylos procedimientos innovadores gracias a los ex-pertos del CETIM (Centro técnico de las industriasmecánicas), del CTIF (Centro de desarrollo de lasindustrias de conformación de materiales - Fundi-ción) y, por primera vez, del LRCCP (Laboratorio deinvestigación y control del caucho y los plásticos).
MIDEST 2010 se celebrará junto con MAINTENANCEEXPO, el salón de todas las soluciones de manteni-miento industrial y terciario y EXPOPROTECTION,el salón de la gestión y la prevención de riesgos.
FICHA PRÁCTICA – AGENDA
Fechas Del martes 2 al viernes 5 de noviem-bre de 2010
Lugar Parque de Exposiciones de ParísNord Villepinte - Pabellón 6
Expositores 1.750 expositores de 37 países
Sectores Transformación de metalesTransformación de plásticos / caucho/ compositesElectrónica y electricidadMicrotécnicasTratamientos de superficiesy acabadosFijaciones industrialesServicios para la industria
Visitantes esperados 39.700 profesionales de 78 países
Sitio Internet www.midest.com
Informaciones Tel.: + 33 (0)1 47 56 21 [email protected]
Septiembre 2010 / Información

Información / Septiembre 2010
24
En su último Informe de Coyuntura Económi-ca y Laboral, la Confederación Española deOrganizaciones Empresariales del Metal,
CONFEMETAL demanda un sistema de I+D+i quehaga que España se convierta en un lugar atractivopara la inversión en innovación, y condicionesmarco –normativa, cualificaciones, o fiscalidad–favorables, que nos hagan un buen destino paranuevos proyectos industriales.
El Informe señala que en el actual escenario de cri-sis económica general, España se ve perjudicadapor numerosas desventajas competitivas, tambiénel ámbito de la investigación, el desarrollo y la in-novación, que debería ser palanca para el cambio yla superación de la crisis.
El sistema de investigación español debe orientar-se más al mercado y adaptarse a las necesidadesde la amplísima gama de Pymes industriales que, apesar de tener capacidad técnica para ello, chocanpara innovar con la regulación, la fiscalidad o la in-comunicación y el aislamiento entre la comunidadinvestigadora y las empresas industriales.
CONFEMETAL pide una mayor colaboración entrelos potenciales utilizadores industriales de la tecno-logía y las administraciones públicas, a través deprogramas conjuntos de investigación que ofrezcana las empresas, especialmente a las Pymes, modelossencillos, atractivos y orientados hacia los ejes tec-nológicos esenciales para el futuro de la Industria.
Pero las propias condiciones y el tamaño del mer-cado son también decisivos para favorecer la in-versión en I+D+i, más que las subvenciones y elgasto público, y es necesario fomentar “mercados
líderes de consumo” que absorban las tecnologías,los productos y los servicios más innovadores.
Un mercado líder necesita una masa crítica que elproceso de ruptura de la unidad de mercado que su-fre la economía española está haciendo inalcanzable.Los legisladores, según CONFEMETAL, deben plante-arse seriamente el objetivo de eliminar barreras arti-ficiales y regulaciones que se demuestran en muchasocasiones imposibles de cumplir y de hacer cumplir.
Una vez conseguidos esos mercados líderes, la in-vestigación debe plantearse objetivos sociales ypolíticos compartidos, como la eficiencia energéti-ca, el uso sostenible de los recursos, el desarrollode nuevos materiales que respondan a las necesi-dades actuales de una vida más saludable, de ma-yor seguridad y movilidad, y a los de mayor infor-mación y comunicación, entre otros.
La industria podrá responder entonces al reto, con-tando con una reglamentación adecuada, condi-ciones favorables a la inversión en mercados decapitales, armonización, normalización, demandaindividual y, tan importante como lo anterior, a-ceptación pública.
Por último, los incentivos económicos y fiscales alI+D+i deberían, en todo caso, estar claramente jus-tificados económica y ambientalmente, buscar laeficiencia, ser limitados en el tiempo y decrecien-tes, y estar sujetos al logro de objetivos reales, a losque deben ser proporcionales. Asimismo, concluyeel Informe de CONFEMETAL, los incentivos no de-ben suponer el uso del dinero de los contribuyen-tes para provocar cambios que hubieran ocurridosin la intervención pública, o para favorecer dese-quilibrios en la competencia.
CONFEMETAL pide un sistemade I+D+i que haga atractivala inversión en EspañaPPoorr CCOONNFFEEMMEETTAALL


Información / Septiembre 2010
26
Space Propulsión 2010, el principal foro inter-nacional de la industria de propulsión aero-espacial, ha conseguido doblar el número de
participantes registrado en su última edición, cele-brada en 2008 en la isla de Creta (Grecia). Entre losasistentes al Palacio de Congresos Kursaal, dondetienen lugar las ponencias y exposiciones, se en-cuentran los mejores expertos en motores de saté-lite y de nave espacial de la NASA, Rusia, China, Ja-pón y Europa.
El Congreso, ha resultado ser un lugar de encuen-tro que ha promovido relaciones nacionales e in-ternacionales entre los miembros de la comuni-dad científica de la propulsión espacial. Uno delos principales objetivos de este encuentro, orga-
nizado por TECNALIA, la Agencia Espacial Euro-pea (ESA) y la Asociación Aeronáutica y Astronáu-tica de Francia (3AF), es, precisamente, fomentare impulsar el trabajo en común entre las diferen-tes empresas y centros tecnológicos europeos queinvestigan los nuevos sistemas de propulsión ae-roespacial.
El Congreso fue inaugurado por J. J. Dordain, Direc-tor de la ESA, y por Maurici Lucena, Director delCDTI; y en el mismo han participado los directoresde las principales agencias espaciales y empresasde propulsión espacial.
Durante el Congreso, se han presentado las expe-riencias de vuelo de motores de propulsión eléctri-ca espacial, así como, misiones como GOCE y evo-luciones de motores tipo HET donde TECNALIA, enconcreto, desarrolla componentes críticos con ma-teriales cerámicos.
Las misiones de exploración planetaria; los lanza-dores; los sistemas de propulsión química, sólida yeléctrica; y los propelantes verdes han sido tam-bién objeto de debate en las sesiones técnicas cele-bradas a lo largo de los cuatro días de Congreso.
La Unidad Aeroespacial de TECNALIA tendrá unaparticipación destacada en Space Propulsión 2010,donde, además de figurar como patrocinador, con-tará con stand propio y presentará cuatro ponen-cias. Además de la ESA, 3AF y TECNALIA, tomaránparte también en el congreso el Centro Nacional deEstudios Espaciales de Francia (CNES), el Centro A-eroespacial de Alemania (DLR) y ASI Aerospace.
Space Propulsion reúneen San Sebastián a 500 expertosinternacionales
J. J. Dordain, Director de la ESA y Jesús Marcos, Director deMercado de la Unidad Aeroespacial de TECNALIA durante lacelebración del Congreso Space Propulsion 2010.

Septiembre 2010 / Información
27
Descender hasta el punto de rocío más bajo
Según la aplica-ción, para prote-ger los produc-tos y los sistemasde producción, las tra-zas de humedad del airecomprimido se deben mantenera niveles muy bajos. Tal y como sedescribe en la verificación de calidad deaire comprimido ISO 8573 para las clasesde aire comprimido 1 y 2, las exigenciasde las normativas de calidad piden que di-chos valores sean cada vez más y más bajos. Con eltransmisor de punto de rocío testo 6781, Instru-mentos Testo, S.A. introduce en el mercado un ins-trumento que cumple con los requisitos más exi-gentes.
La medición de valores residuales de trazas de hu-medad en el aire comprimido se efectúa mediantela determinación del punto de rocío. Los valoresmáximos permisibles, según la aplicación, estándefinidos en las 7 clases de calidad según la ISO8573. De estas, la Clase 1 es la que tiene los requisi-tos más exigentes.
Resistente a la condensación
El corazón del nuevo transmisor de punto de rocíotesto 6781 es el sensor con tecnología especialmen-te desarrollada por Testo. Su excepcional robustezy durabilidad lo hacen extremadamente resistente
a la formación de condensados y puede ofrecer unaexactitud de ± 3.0 °Ctd a un punto de rocío de 90
°Ctpd. Con las mediciones en estos puntos de ro-cío extremadamente bajos el testo 6781
también cumple con las dos cla-ses de calidad ISO más e-
xigentes, lo que co-rresponde a losrequisitos de lamoderna pro-ducción de semi-
conductores (clase1: 70 °Ctd) o en pro-
cesos por secado degranza (clase 2: 40
°Ctd), por ejemplo. Co-mo referencia: la hume-
dad absoluta en la clase 1= 0.003 y en la clase 2 = 0.12 g de
vapor de agua por m3.
El auto ajuste asegura la estabilidad a largoplazo
Además de la caja metálica y los sensores, el testo6781 dispone de un interface externo para cone-xión al software P2A, salidas analógicas ajustablespara integrarlo en cualquier automatismo indus-trial y visualizador de funcionamiento opcional.Tal y como ocurre con toda la gama de transmiso-res testo, las funciones de auto ajuste cíclico y autoverificación aseguran la mayor funcionalidad delproceso.
Nuevo transmisorpara la medición de trazasde humedad en aire comprimido:incluso en las clases ISO 8573 1 y 2

Información / Septiembre 2010
28
En 2009, en el perímetro económico de la anti-gua Europa de los 15, el total de la oferta desubcontratación alcanzó 326.950 millones de
euros. El número de empresas europeas con unaactividad de subcontratación industrial se sitúacerca de las 244.000.
Las plantillas destinadas directamente a las labo-res de subcontratación suman cerca de 3,2 millo-nes de personas. En total emplean unos 6 millonesde personas. Con respecto a 2008, las actividadeshan disminuido cerca de un 25%.
Nota preliminar: como es técnicamente normal, las
estadísticas referentes al año anterior (en este caso,el 2009) son aún “provisionales”. En algunos países,como ocurre en Francia, los datos son incompletos ono están disponibles. Por lo cual, debemos procedera estimaciones. De esta forma, una parte de las ci-fras mencionadas a continuación y relativas a lasubcontratación en Europa, son susceptibles de su-frir ligeras modificaciones a lo largo de las próximassemanas o de los próximos meses a medida que nosvayan llegando datos más “definitivos”. Además, apesar de que las fuentes estadísticas procedentes delos nuevos países miembros de la Unión se estánmejorando progresivamente, preferimos conservar,
una vez más, la presentación ensu forma habitual limitándolaprincipalmente a los países de laEx–Europa de los 15.
Contrariamente a lo que algunasideas fijas pueden pensar, exis-ten pocas diferencias entre lospaíses europeos. Como lo de-muestra el cuadro 1, si lo com-paramos con el del año anterior,toda la ex-Europa de los 15 ha si-do sometida a la misma calami-dad. En todos los sitios la crisisha pegado duro.
En total, en 2009, en este períme-tro, la oferta de subcontratación
La subcontratación en Europa
Cuadro 1. La oferta de subcontratación en laex-Europa de los 15 en 2009.

Unión Europea, la disminución de la actividad sepuede situar en torno a –19,8 % de media.
En Suiza y en Noruega (países de Europa del Oesteno miembros de la Unión) el desplome medio esta-ría cercano a –17 %.
Para concluir, un año más hemos estimado las pro-ducciones de subcontratación para el conjunto delo que hemos reunidos bajo la denominación de“arco oriental de Europa” (incluyendo Turquía y elconjunto de los antiguos países del Este excepto a-quellos pertenecientes a la Comunidad de EstadosIndependientes - CEI). Este oferta puede estimarsepara 2009 en unos 86.400 millones de euros (lo quesupone una disminución del 20% respecto a 2008).
* Todas las evaluaciones contenidas en los cuadros de estecapítulo se refieren a las actividades de empresas de cual-quier tamaño que realizan parte (o la totalidad) de su fac-turación en los mercados de la subcontratación. La columna“facturación” menciona únicamente las ventas de subcon-tratación (excluyendo pues las producciones propias y las o-peraciones de negocio.) Las “plantillas afectadas a la sub-contratación” corresponden al personal empleado(equivalente a jornada completa) para la realización de lasactividades de subcontratación.
Además, estas cifras corresponden para los diferentes paí-ses afectados y para los totales y subtotales mencionados, alas ofertas de los sectores del trabajo de los metales, latransformación de plásticos, composites y elastómeros, la e-lectrónica, el textil, el cuero y los servicios industriales. Seestablecen a partir de las fuentes estadísticas de acuerdocon la nomenclatura ISIC (International Standard IndustrialClassification) a pesar de las diferencias, en algunos casossignificativas, entre los métodos de recogida y de trata-miento de los datos. Por ello, aplicamos a cada valor unoscoeficientes de “corrección” o de “ajuste” destinados a com-pensar estas diferencias. Sin lugar a dudas, el resultado nopuede pretender la perfección estadística pero constituye,sin embargo, un acercamiento creíble de la realidad y unamedición realista de la importancia de la subcontrataciónen el dispositivo industrial de Europa.
se situó en 326.950 mi-llones de euros. Lo quesupone una disminu-ción cercana al 25%. U-na cifra ligeramente su-perior a la contracciónobservada en Francia(–22%), como se podráapreciar en el capítulo2. De paso, observare-mos que los mejores resultados (¡o mejor dicho, losmenos malos!) no se sitúan por fuerza en los paísesque los analistas económicos y políticos alaban porsu dinamismo o su mejor adaptación a la economíamundial. ¿Podríamos pensar que sus apreciacionesestán equivocadas o que los subcontratistas se em-peñan en llevarles la contraria?
Así, cuatro países presentan contracciones com-prendidas “sólo” entre –15% y –20%: Grecia, Irlan-da, Holanda y Portugal. Otros cuatro (Austria, Bél-gica, Francia y Reino-Unido) retroceden másfuertemente entre –20% y –25%. Y los demás paísesde la ex-Europa de los 15 (Alemania, Dinamarca,España, Finlandia, Italia, Luxemburgo, Suecia) co-nocen desplomes superiores a –25%, siendo el másfuerte el de Finlandia con –30,1%.
Como podíamos prever, el balance social de 2009se revela muy negativo con una disminución glo-bal de las plantillas en más de un 12%. Y cerca de16.000 empresas desaparecidas…
Como cada año, a pesar de la falta de precisión delas fuentes estadísticas mencionadas anterior-mente, hemos realizado unas estimaciones com-plementarias (ver cuadro 2) acerca de:
1. Por un lado, la oferta de subcontratación de los12 nuevos países miembros de la Unión Euro-pea (línea 2). El total de las líneas 1 (UE 15) y 2proporciona la medición del potencial de sub-contratación de la Europa de los 27 (línea 3).
2. Por otro lado, la oferta de subcontratación deSuiza y Noruega (que no son miembros de la U-nión Europea) recogida en línea 4. Añadiendolas líneas 4 y 1 obtenemos los valores globalesde la oferta de subcontratación para el conjuntode Europa del Oeste (línea 5).
Para el conjunto de los 12 “nuevos miembros” de la
Cuadro 2. La subcontrataciónen Europa del Oeste en 2009.
Septiembre 2010 / Información
29

Información / Septiembre 2010
30
Pertenece al grupo FUCHS y está situada enCastellbisbal, con una planta de producciónmoderna y flexible con un modelo de gestión
orientado al mercado. Posee un centro de I+D+idonde se desarrollan las áreas de transformacióndel metal, laminación y ciertas familias de lubri-cantes especiales.
La compañía atiende al mercado con una Organi-zación Comercial y red de Consultores Técnicos yuna completa Red de Distribuidores que garanti-zan una total cobertura de mercado.
Grupo FUCHS
El Grupo FUCHS fue fundado en el año 1931 por Ru-dolf Fuchs con sede en Mannheim.
En la actualidad el grupo cuenta con:
• 3.765 empleados.
• 54 empresas operativas en los 5 continentes.
• Suministro de más de 700.000 tn de lubricantes.
• Cotiza en las bolsas de Frankfurt y Stuttgart.
Producción
Cuenta con un sistema de producción propio enCastellbisbal.
El proceso productivo, sistema logístico y gestiónde calidad integrada garantizan la flexibilidad ne-cesaria para atender en calidad y tiempo las exi-gencias del mercado.
Principales líneas de producción:
• Productos de base aceite, mineral y sintética.
• Productos solubles en agua.
• Ésteres especiales.
Fuchs Lubricantes, S.A. está certificada por os sis-temas de calidad UNE-EN ISO 9001:2000 y medio-ambiente UNE-EN ISO 14001:2004.
Investigación y Desarrollo
En Fuchs Lubricantes, S.A. la innovación continuay los programas de I+D constituyen las bases deprogreso, diferenciación y competitividad.
Un equipo de Especialistas, Ingenieros y Químicos,en contacto continuo con la realidad del mercado yaprovechando las máximas sinergias del grupo,garantizan las mejores propuestas de valor y servi-cio para nuestros clientes.
Las principales líneas de Investigación y Desarrolloson:
FUCHS Lubricantes

luarlas y disponer de datos precisos para conocersi su elección es las más acertada.
Nuevo catálogo de mecanización
La amplia experiencia de muchos años en el mer-cado industrial, el elevado “Know-How” de nuestroGrupo, así como las numerosas homologaciones yreferencias, permiten disponer de productos devanguardia tanto bajo el prisma tecnológico comoen los ámbitos de seguridad y Medio Ambiente.
Lanzamiento de un novedoso catálogo que permitefácilmente seleccionar el producto más idóneo se-gún el proceso o aplicación requerida.
Trabajos de mecanizado
Existen múltiples ejemplos de diferentes tipos depiezas en las que intervienen productos Fuchs pa-ra su elaboración. Cubren un amplio abanico demateriales, aplicaciones, procesos, productos, etc.
Video Tapping Torque Test
Fuchs Lubricantes, S.A. dispone de un equipo quepermite reproducir una operación real de mecani-zado (roscado sobre una placa previamente tala-drada) a la vez que se evalúa la capacidad lubrican-te. Se puede utilizar este ensayo durante eldesarrollo de nuevas formulaciones o bien para de-terminar el estado de los fluidos en servicio, tantoen aceites de corte solubles (donde se determina elpoder lubricante de la emulsión) como aceites pu-ros. Es grupo Fuchs usa esta herramienta de mane-ra habitual para evaluar sus productos y de hechoen España, es la única empresa de producción delubricantes que posee este equipo.
• Laminación: Laminación en frío, laminación encaliente, Skin Pass.
• Fluidos solubles para mecanización y deforma-ción.
• Aceites puros para mecanización y deformación.
• Fluidos de temple de base mineral y polímerossolubles.
• Desengrasantes solubles y exentos de COV (Com-puestos Orgánicos Volátiles).
• Lubricantes especiales: Aceites textiles, lubrican-tes sintéticos y fluidos resistentes al fuego.
Consultor Técnico Comercial
Es la figura clave de la actividad comercial y tienecomo misión:
• Atender a los clientes en primera línea.
• Identificar necesidades.
• Proveer soluciones de valor añadido.
• Proponer mejoras en proceso.
• Asesorar sobre asuntos legales relacionados conlos lubricantes.
• Garantizar la plena satisfacción del cliente conlos productos y servicios aportados.
Red de distribución
Para garantizar una completa cobertura geográficala compañía dispone además de una red de Distri-buidores, presentes en todas las Comunidades Au-tónomas y que constituyen una extensión de suOrganización Comercial.
El perfil general de los distribuidores de Fuchs es elde Especialistas en Lubricantes y Suministros In-dustriales, ofreciendo soluciones completas a lasnecesidades del mercado.
Mecanizado y corrosivos
Anticorrosivos: Garantizar que las piezas que lle-guen a su destino final tengan el mismo aspectoque justo después de ser producida, significa im-portantes ahorros al evitar rechazos y devolucio-nes por presencia de óxido.
Mecanización: La “taladrina” más idónea no es lamás cara, ni tampoco la más barata resulta ser lamás económica. Escoger simplemente el productoque se ajuste perfectamente a sus necesidades téc-nicas y económicas, es suficiente. Sepa cómo eva-
Septiembre 2010 / Información
31

El ensayo consiste en realizar el roscado por defor-mación o por corte en una placa de metal previa-mente perforada. Mediante el TTT se pueden reali-zar ensayos de lubricación con diferentes tipos demateriales y composiciones (acero, cobre, aluminio,…) según los productos a estudiar y su aplicación.
Nuevo programa PEC
Fuchs presenta su ambicioso programa para eva-luar sus solubles de mecanizado. Disponer del pro-ducto óptimo significa incrementar el ratio de pro-ductividad y minimizar los costes derivados de lano calidad del proceso. Consúltenos y verifique sisus sospechas son justificadas.
Innovación
Gestión de la Innovación
La aplicación de nuevas ideas, conceptos, produc-tos y servicios es el factor clave de progreso y fuer-za motriz de las empresas.
En el grupo Fuchs la innovación se basa en:
• La identificación de nuevas necesidades tecnoló-gicas de nuestros Clientes.
• Los requerimientos por los nuevos materialesproductivos: Aleaciones, termoplásticos, …
• La evolución continua de maquinarias y herra-mientas.
• Las exigencias crecientes en higiene, seguridad ymedioambiente.
• Desarrollo de planes de mejora continua en pro-ductos, procesos y servicios.
Ámbitos de Innovación
Liderazgo de I+D en procesosde transformación de metales
Los laboratorios de mecanización, deformación demetales, tratamientos de superficies y tratamien-tos térmicos son laboratorios líderes siendo sus es-pecialistas responsables europeos en sus áreasrespectivas.
Centro de Competencia en Laminaciónde Acero
En particular, el Centro de Competencia para el de-sarrollo de nuevos productos para laminación deacero está situado en Castellbisbal. Su ámbito deactuación es mundial, impulsando el desarrollo deproductos y de la especialidad para los cinco conti-nentes.
Laboratorio de Microbiología
Centro de competencia que apoya a las áreas deInvestigación y Desarrollo de productos solublesen agua. Su objetivo es mejorar su resistencia fren-te a la contaminación microbiológica y contribuir asu uso en condiciones de seguridad.
Seguridad y medioambiente
El grupo de trabajo HSE Fuchs establece programasespeciales para mantener y asegurar una gama deproductos respetuosos con las personas y el me-dioambiente.
Proporciona un óptimo asesoramiento para el ma-nejo y uso de los productos a lo largo de todo su ci-clo de vida.
Asegura el suministro de productos teniendo encuenta la directiva europea REACH.
Información / Septiembre 2010
32

Septiembre 2010 / Información
33
1. Introducción
Los aceros inoxidables ferríticos de estructuracristalina ferrítica, tienen como máximo y princi-pal aleante el cromo, cuyo contenido está, normal-mente, situado entre 15 y 30 por 100 [Cr = (15 ÷30%)]. El cromo hace que se adquiera, en tales ace-ros, una estructura ferrítica; y, se procura en sucomposición al mismo tiempo, que el contenido decarbono sea bajo y suficiente (C ≤ 0,10%) para evi-tar, en lo posible, la segregación de elementos in-tersticiales y la formación y precipitación de car-buros de cromo en los límite de grano. Son aceros,esencialmente, de estructura ferrítica desde latemperatura de solidificación hasta la temperaturaambiente. Circunstancia ésta que supone en lapráctica, la imposibilidad de mejorar sus caracte-rísticas mecánicas mediante tratamiento térmico,ya que al carecer de puntos críticos, no hay trans-formación [α → γ] completa y por tanto, no sonmateriales templables.
Hay que advertir, no obstante, que si bien los ace-ros inoxidables ferríticos, por composición, no sesitúan dentro del bucle gamma (γ) del diagrama defases (Fe-Cr), –figura 1– sí pueden, por estar dentrode la zona alfa-gamma (α-γ), alcanzar circunstan-cialmente una mínima capacidad de endureci-miento.
Los aceros inoxidables ferríticos presentan algunaslimitaciones de empleo: (1) por su carácter ferríti-co, tienen una baja resistencia que, normalmente,se puede situar entre 450 a 650 N/mm
2; (2) sólo son
endurecibles por deformación en frío; (3) no es po-sible regenerar el grano por tratamiento térmico; y(4) sólo admiten recocidos de eliminación de ten-siones y de recristalización, tras sufrir trabajo detransformación por deformación plástica, en frío oen caliente, para su puesta en forma.
Algunas consideracionessobre el tratamiento térmicoy soldadura de los acerosinoxidables ferríticosPPoorr MMaannuueell AAnnttoonniioo MMaarrttíínneezz BBaaeennaa yy JJoosséé MMªª PPaallaacciiooss RReeppaarraazz ((=))
Figura 1. ¨Bucle¨ gamma (γ). Diagrama de fases hierro-cromo(Fe-Cr) con un contenido de carbono de 0,10 por 100 (C = 0,10%).

En la tabla I se dan los análisis indicativos de losprincipales aceros inoxidables ferríticos segúnnormas UNE-EN –designación simbólica– y equiva-lencias con AISI.
La tabla II resume los límites de composición quí-mica, –elementos principales– propiedades mecáni-cas aproximadas, y ejemplos de aplicación prácti-ca. Los aceros inoxidables ferríticos son de preciomás económico que los aceros inoxidables auste-níticos y son, al mismo tiempo, las aleaciones ino-xidables que más se han desarrollado en estas últi-mas décadas.
que ocurre con los aceros ferríticos clásicos, cuan-do se les somete a alguna operación de soldadura.
Los aceros inoxidables ferríticos se utilizan: (1) en lafabricación de componentes y piezas que trabajano manipulan líquidos con cierta intensidad corrosi-va; (2) en la fabricación de piezas y de componentessometidos a la oxidación a altas temperaturas; y (3)en la fabricación de elementos y componentes ex-puestos a la corrosión por picaduras, y a corrosiónbajo tensión.
2. Tratamientos térmicos de los acerosinoxidables al cromo ferríticos
Durante el trabajo de transformación y puesta enforma en caliente de los aceros inoxidables ferríti-cos, es necesario llegar a temperaturas próximas alos 1.200 ºC. Temperaturas éstas situadas, clara-mente, en el bucle gamma (γ) del diagrama de fa-ses (Fe-Cr); ver figura 1. Después de las operacio-nes de transformación en caliente y posterioresenfriamientos, no bien controlados, se originan ensu masa matricial, normalmente ferrítica, peque-ñas fracciones de una muy débil martensita, juntocon una cierta cantidad de carburos que normal-mente se tiende, siempre, a eliminar.
Esto implica que para cualquier trabajo posterior,termomecánico o térmico, realizado al material, ycuya temperatura haya ocurrido dentro de los ni-veles de las del bucle gamma (γ); necesariamentese ha de efectuar un recocido a temperaturas entre800 y 850 ºC, durante un largo periodo de tiempo,que permita redisolver los carburos de cromo y, almismo tiempo, transformar esa débil y ocasionalfracción de martensita en ferrita.
Debido a su alto contenido en cromo [Cr = (15 ÷30%)] son aceros susceptibles de formar la fasesigma (σ) en el caso de ser calentados, durantecierto tiempo, en el rango de temperaturas situa-do entre 600 y 880 ºC. Esto ocurre, especialmente,después de cualquier operación o trabajo de
Información / Septiembre 2010
34
Tabla I. Principales acerosdel grupo inoxidables ferrí-ticos (UNE-EN 36-016-90).
Aplicaciones. Componentes refinerías de petróleo [plantas decraqueado], mobiliario, aplicaciones domésticas y de cocina,material deportivo, industria petroquímica, de detergentes y deácido nítrico, etc.
Tabla II.
En algunos casos, a los aceros inoxidables ferríti-cos se les adicionan otros elementos tales comomolibdeno (Mo), titanio (Ti), y/o con niobio (Nb); alobjeto de aumentar sus propiedades mecánicas yaumentar, al mismo tiempo, su grado de estabili-zación. Aceros éstos que ofrecen alternativas a losinoxidables austeníticos, –por su menor precio– prin-cipalmente cuando tienen que resistir; p.ej.: corro-sión bajo tensión en ambientes clorados, aunquemantienen el problema de engrosamiento del ta-maño grano y descenso de la tenacidad; al igual

posteriormente, se finaliza con un recocido a unatemperatura muy próxima a a aquélla (Tª ≈ 800 ºC),seguido de un enfriamiento rápido en aire forzado,o en agua.
Los aceros inoxidables ferríticos son muy suscepti-bles al sobrecalentamiento; en especial, cuando seexponen cierto tiempo a niveles de temperaturasuperiores a 1.000 ºC. A tales rangos de temperatu-ra existe, muy mucho, la posibilidad de crecimien-to del tamaño de grano. El aumento del tamaño degrano, cuando va acompañado de precipitación decarburos, produce una muy alta fragilización; fenó-meno éste por el que los aceros inoxidables ferríti-cos no deben ser utilizados, en la práctica, para laconstrucción de recipientes a presión; p.ej.: aguacaliente y/o vapor sobrecalentado.
10.4.2. Soldadura de los aceros inoxidablesal cromo ferríticos
Los aceros inoxidables en general se pueden sol-dar, en la práctica, con los mismos métodos que seemplean para los aceros ordinarios de construc-ción mecánica.
Los procedimientos más comúnmente empleadosson la soldadura por arco eléctrico: TIG y MIG –fi-guras 2 y 3–; en otros casos se utilizan, asimismo,distintas técnicas como son: plasma, arco sumergi-do, por resistencias, etc.; tabla III. No obstante, de-bido a las diferencias metalúrgicas y físicas que e-xisten entre las aleaciones inoxidables y los acerosordinarios de construcción mecánica –aceros deconstrucción aleados y al carbono–, hay que hacer al-gunas observaciones sobre la soldadura de los ace-ros inoxidables:
transformación en caliente, aprovechando su altaplasticidad; circunstancias por las cuales hay quetomar muchas precauciones en el calentamientoy permanencia del material a tales niveles detemperatura
En el caso de los aceros inoxidables ferríticos, lasusceptibilidad a la corrosión intergranular se pro-duce en el nivel de temperaturas altas, entre 900 ºCy el punto de fusión, por lo que no es necesario unenfriamiento rápido y enérgico, después de cual-quier trabajo de transformación en caliente que serealice a menor temperatura, o bien al nivel de lastemperaturas correspondientes a los posteriores yocasionales recocidos, que pueda sufrir el mate-rial, durante su hechurado y puesta en forma.
Insistimos pues, en la importancia fundamentalque tienen los recocidos en los aceros inoxidablesferríticos; recocidos que, normalmente, hay querealizar después de los trabajos de deformaciónplástica, en caliente y/o en frío, o durante otras o-peraciones de transformación y puesta en formadel material –o trabajos intermedios–. Son recocidosde recristalización que se han de efectuar a tempe-raturas entre los 700 y 850 ºC.
Recordemos también, que las temperaturas de re-cocido varían según la composición del acero ydentro del mismo acero depende, asimismo, delgrado de deformación sufrido: a mayor grado dedeformación menor temperatura de recocido y amenor grado de deformación, mayor temperatura.
Se recomiendan temperaturas de recocido entre800 y 850 ºC, con enfriamientos que eviten largasexposiciones del material en el intervalo de tempe-raturas comprendidas entre 400 y 570 ºC. En tal do-minio de temperaturas, un tiempo prolongado deexposición fragiliza el acero. Sobre todo en el casode los aceros con altos contenidos de cromo (Cr25%), y a veces en los propios aceros que contie-nen, además, molibdeno (Mo 1%). Fragilidad éstaque se puede eliminar volviendo a repetir el trata-miento térmico de recocido y realizando esta vez,un enfriamiento más enérgico.
Una estructura inicial con tamaño de grano fino esimprescindible para obtener los valores expresa-dos en la tabla II, en especial los altos valores deductilidad y alargamiento: A 25%. La estructuramás regular y homogénea se obtiene cuando, lasúltimas operaciones de transformación en calientedel material, se realizan por debajo de los 800 ºC; y
Septiembre 2010 / Información
35
Figura 2. Procedimiento de soldadura TIG.

• Es esencial que se sigan ciertas pautas para pre-venir la corrosión en la soldadura y áreas adya-centes, inevitables zonas afectadas térmicamen-te (ZAT)*.
• Es deseable mantener unas propiedades mecáni-cas óptimas en la unión soldada.
• Hay que aplicar procedimientos de soldeo enca-minados a disminuir al máximo los problemas delas deformaciones por la concentración de calor.
Una diferencia muy importante entre los aceros i-noxidables y los aceros finos de construcción me-cánica –de media y baja aleación y aceros al carbono–es la conductibilidad térmica. En los aceros inoxi-dables la conductibilidad térmica es, en algunoscasos, aproximadamente la mitad que la de los a-ceros finos de construcción mecánica; tabla IV.
Esto ocasiona, como consecuencia principal, que elcalor generado en la zona ZAT de soldadura no sedisipa tan rápidamente. Para paliar en lo posibleesta situación se recurre a los siguientes métodosde ejecución:
• Menor intensidad de corriente.• Técnicas de soldadura a impulsos para disminuir
la concentración de calor.• El uso de mordazas u otras técnicas de refrigera-
ción para disipar el calor.• Los diseños particulares de unión.
En la tabla V se muestra un breve resumen de losposibles fallos y defectos, de tipo metalúrgico, quepueden presentarse en la soldadura de cualquiercalidad de acero inoxidable, perteneciente a unode los cuatro grupos principales –martensíticos, fe-rríticos, austeníticos y austeno-ferríticos–, y también,las causas que normalmente se derivan de tales fa-llos y defectos.
Desde esta clasificación, únicamente será correctoconsiderar que cada grupo de aceros inoxidablesreclame para sí una técnica especial de soldadura,
Información / Septiembre 2010
36
Figura 3. Procedimiento de soldadura MIG.
Tabla III. Procedimientos de soldadura que normalmente se a-plican a los aceros inoxidables en general.
* ZAT = zona afectada térmicamente. Zona correspon-diente al metal base, que ha permanecido durante ciertotiempo en una franja de temperaturas en la que se puedeproducir algunas modificaciones estructurales. Durantela soldadura de los aceros inoxidables se precipitan en lazona afectada elementos intersticiales –carburos o nitru-ros–. También pueden formarse fases intermetálicas muyperjudiciales: particularmente la fase sigma (σ).

Tabla IV. Propieda-des físicas a tener encuenta en la soldadu-ra de los aceros inoxi-dables.
Tabla V. Cuadro resumen de losposibles fallos y defectos de tipometalúrgico, que pueden apareceren la soldadura de los aceros inoxi-dables en general.
En la tabla VI figuran los principales aceros ino-xidables ferríticos. Se indica, al mismo tiempo,su nivel o grado de soldabilidad, las técnicas desoldadura y los metales de aporte más apropia-dos. Particularmente, en el caso de aceros con al-to contenido en cromo (Cr), se debe esperar uncrecimiento sustancial del tamaño de grano en lazona afectada por el calor (ZAT), durante el tra-bajo de soldadura y más frecuente en el puntodonde la intensidad de térmica sea mayor. El ta-maño de grano que se produce no es reversiblemediante ningún tratamiento térmico post-sol-dadura.
Al soldar se origina normalmente, una precipita-ción intergranular de carburos que evidencia unareducción muy acusada de la resiliencia y tenaci-
y unas consideraciones también diferentes. Por loque se han tener muy en cuenta las característicastécnicas y metalúrgicas de los correspondientes a-ceros inoxidables, ya que esto facilitaría la identifi-cación y posible solución de los fallos y defectos e-numerados ya en la tabla V.
Recordamos que la soldadura provoca la fusión lo-calizada de los bordes de unión y del eventual me-tal de aporte. La fusión produce pues, en el materialsoldado, una serie de transformaciones bastantescomplejas que hay que tener en cuenta, ya que su-frirá un rápido enfriamiento durante y a lo largo dela solidificación. El cordón de soldadura, normal-mente, de dimensiones relativamente pequeñas encomparación con la superficie de la estructura sol-dada, es dispersante del calor.
Septiembre 2010 / Información
37

dad en el material afectado; la pérdida de resilien-cia significa también, un completo debilitamientode la unión soldada. Eventualidades todas ellas nodeseables y muy posibles de provocarse en el cor-dón de soldadura, cuando se utilizan metales de a-porte de igual composición a la del acero base.
Para minimizar en lo posible tales contratiempos,es recomendable el empleo de metales de aportede composición austenítica. Aunque, por las cir-cunstancias antes citadas, a los aceros inoxidablesferríticos se les considera en la práctica, como ace-ros de soldabilidad limitada.
Cuando se sueldan aceros inoxidables de composi-ción ferrítica se debe realizar un precalentamientodel material base a una temperatura entre 200 y300 ºC, con el objeto de mantener al mínimo las e-ventuales tensiones que se puedan producir a lolargo la operación de soldeo. Hay que procurar, i-gualmente, limitar la energía térmica al mínimonecesario, con el fin de reducir, en lo posible, el
crecimiento del tamaño de grano durante la opera-ción de soldadura.
Es recomendable realizar un recocido post-solda-dura, a una temperatura entre 700 y 750 ºC; trata-miento éste que, al mismo tiempo de que se pro-duce la coalescencia de los posibles carburos decromo, estabiliza también las tensiones de solda-dura. Circunstancias todas ellas que conducen,dentro de ciertos límites, a un aumento de la resi-liencia y tenacidad del material soldado
Desafortunadamente no se puede hacer nada en loconcerniente al tamaño de grano de la zona afecta-da térmicamente (ZAT), que es particularmentegrueso. Al utilizar en la soldadura metales de apor-te austenítico sobre un material base ferrítico, sedebe de tener en cuenta la tendencia inherente aprecipitar fases intermetálicas fragilizantes–parti-cularmente la fase σ– cuando se trabaja con tiemposlargos y en un rango crítico de temperaturas com-prendido entre 600 y 900 ºC.
Información / Septiembre 2010
38
Tabla VI. Soldabilidad de los aceros ino-xidables al cromo ferríticos. Materiales de a-porte y técnicas de soldadura para aceros concontenido de carbono inferior al 0,15 por 100(C < 0,15%).
Septiembre 2010 / Proveedores de Tratamientos Térmicos
39
EMPRESA Otros
Gas
es
Lubr
ican
tes
Med
idas
Mic
rosc
opia
Que
mad
ores
Refr
acta
rios
Soft
war
e co
ntro
lÚ
tiles
par
a ho
rnos
Cont
rol t
empe
ratu
ra
ABELLO LINDE, S.A. n n
ABRASIVOS Granalladoras de turbina, equipos de chorreadoY MAQUINARIA, S.A. en seco, chorreado en húmedo vaqua, lavadoras
y túneles de desengrase.
ACEROS Y SERVICIOS Distensionado, re- Aceros especiales tanto en chapa entera como INTEGRADOS, S.A. cocidos, tamaño transformada a oxicorte, sierra, laser, plegadas.
del horno 6 x 2 x1,5 metros
AEM, ANÓNIMA InducciónDE ELECTRÓNICAY MAQUINARIA
AFC - HOLCROFT Tratamientotérmico
AFE CRONITE n Parrillas, cestas, rodillos, muflas, turbinas, montajespara hornos, …
AFORA, S.A. Mufla, tubulares,etc.
AL AIR LIQUIDE n Soldadura en horno y galvanizado.
ALPE METROLOGÍA n n n Suministro y calibración de sensores. Ensayos deINDUSTRIAL, S.L. uniformidad en hornos.
ALVALAI, S.L. Distribución de aislamiento térmico tales como fibracerámica y de vidrio para altas temperaturas entodo tipo de hornos.
AMBRELL Equipos de calentamiento por inducción.
ANINGAS, S.A. Calderas vapor y aceite térmico.
APLITEC, S.L. n Vacío, atmósfera n n n Hornos de vacío para nitruración, temple gas y acei-controlada te, cementación, soldadura, brazing, horno atmós-
fera de temple aceite, sales, utillajes de fundición,mecanosoldado, sonda de oxígeno, cfc…
ARROLA, HORNOS Y Tratamiento n nSERVICIOS térmico
BAUMER BOURDON n Instrumentación industrial.HAENNI
BAUTERMIC, S.A. n Todo tipo n n n Estufas para todo tipo de tratamiento.
BEORTEK, S.A. n n Mufla n n n Metalografía, metrología.
BIOMETA, S.A. Laboratorio Equipos y consumibles para preparación metalo-gráfica.
BOSCH REXROTH n
BRL Rodamientos temperatura.
BRUGAROLAS, S.A. n
BÜRKERT n n Electroválvulas, válvulas de regulación, instrumen-CONTROMATIC, S.A. tación y sistemas de control de gases de combus-
tión.
CARBUROS METÁLICOS n
CERAMIFRAC, S.L. n n
CHEVRON ESPAÑA, S.A. n Grasas.
COFI SPA Tratamientotérmico
COMERCIAL DE n n n nINGENIERÍA DAGA
Hornos de…
Proveedores de Tratamientos Térmicos / Septiembre 2010
40
EMPRESA OtrosG
ases
Lubr
ican
tes
Med
idas
Mic
rosc
opia
Que
mad
ores
Refr
acta
rios
Soft
war
e co
ntro
lÚ
tiles
par
a ho
rnos
Cont
rol t
empe
ratu
ra
COMERCIAL SATEC n Pinturas protectoras, polímeros de temple, agenteslimpiadores.
COMTESA Cinta, golpe, de Cintas metálicas para hornos de tratamientosales térmico.
CONDAT LUBRICANTES n nHISPANIA, S.A.
CONTRATER n Tratamiento n n n n Recambios para hornos y hornos de segunda CONSULTING, S.L. térmico mano.
CRC INDUSTRIES nIBERIA S.L.U.
DILUBE, S.A. n
DUGOPA, S.A. n Tratamiento n n ntérmico
ECLIPSE n n nCOMBUSTIÓN, S.A.
EFD INDUCTION, S.L. Calentamiento n Útiles para hornos de calentamiento por inducción.por inducción
EIZEN, S.A. Tratamientos termoquímicos superficiales.
EMERSON PROCESS n n n n n Instrumentación de nivel, caudal, presión, temperatura,MANAGEMENT análisis de líquidos, análisis de gases y cromatografía de
gases, sistema de control de procesos, sistema de inteli-gencia predictiva, sistema control de aguas y generaciónde energía eléctrica, arquitectura digital de planta, Smartwireless y medidores Coriolis de caudal y densidad.
EMISON MEDI AMBIENT Tratamientotérmico
ENERGON, S.L. n Tratamiento n n n Resistencias.térmico
ENI n n n n Mantenimiento de instrumentación y control. Calibración de equipos. Instalación de control yautomatismos de procesos. Sondas de temperaturay equipos de instrumentación.
ENTESIS n Nitruración, ce- n n Resistencias eléctricas alta temperatura (MoSi2, CSi, metá-TECHNOLOGY, S.L. mentación licas…), fibras aislantes, sondas temperatura, reguladores,
thyristores, registradores, analizadores de gases, sondas deoxígeno, automatización de hornos, pruebas de uniformi-dad de temperaturas (TUS -AMS27501), Calibraciones…
EQUIREPSA Intercambiadores de calor: Intercambiadores tu-bulares, intercambiadores en espiral, mezcladores estáticos, aerocondensadores, condensadores a vacío…
ESI GROUP HISPANIA, S.L. Software simulación.
ESTA EXTRACCIÓN, S.L. n Filtración.
EUCON, S.A. n n n Control de gases.
EUROMÁQUINA, S.A. Todo tipo para Hornos intermitentes, fijos, móviles, de solera, detratamientos campana, eléctricos o a gas.térmicos
EUROTHERM ESPAÑA n Tratamiento tér- n n n Variadores de velocidad, registradores de papel ymico digitales, controladores de proceso. Tiristores.
E. VILA PROJECTS & Infrarrojo Tubos de cuarzo, mirillas de cuarzo para captaciónSUPPLIES, S.L. temperatura.
FILINOX - FLEXINOX, S.A. n n Muflas, tubos radiantes, retortas, soportes.
Hornos de…
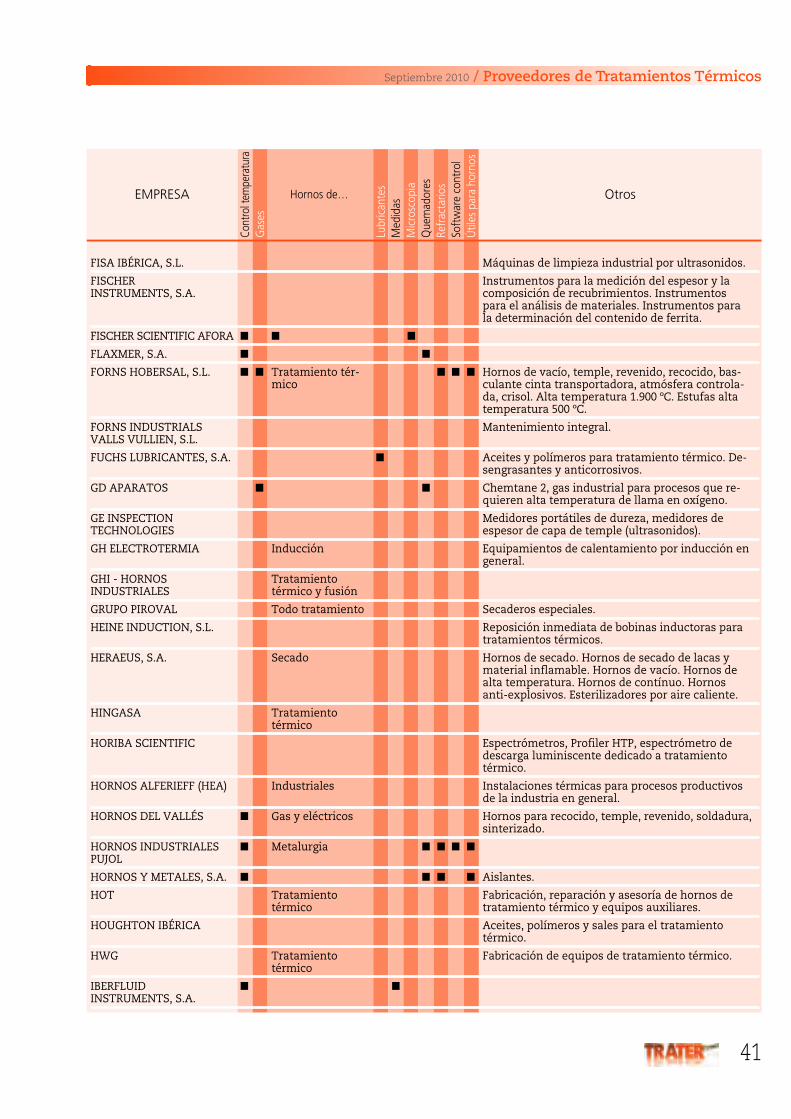
Septiembre 2010 / Proveedores de Tratamientos Térmicos
41
EMPRESA Otros
Gas
es
Lubr
ican
tes
Med
idas
Mic
rosc
opia
Que
mad
ores
Refr
acta
rios
Soft
war
e co
ntro
lÚ
tiles
par
a ho
rnos
Cont
rol t
empe
ratu
ra
FISA IBÉRICA, S.L. Máquinas de limpieza industrial por ultrasonidos.
FISCHER Instrumentos para la medición del espesor y la INSTRUMENTS, S.A. composición de recubrimientos. Instrumentos
para el análisis de materiales. Instrumentos parala determinación del contenido de ferrita.
FISCHER SCIENTIFIC AFORA n n n
FLAXMER, S.A. n n
FORNS HOBERSAL, S.L. n n Tratamiento tér- n n n Hornos de vacío, temple, revenido, recocido, bas-mico culante cinta transportadora, atmósfera controla-
da, crisol. Alta temperatura 1.900 ºC. Estufas altatemperatura 500 ºC.
FORNS INDUSTRIALS Mantenimiento integral.VALLS VULLIEN, S.L.
FUCHS LUBRICANTES, S.A. n Aceites y polímeros para tratamiento térmico. De-sengrasantes y anticorrosivos.
GD APARATOS n n Chemtane 2, gas industrial para procesos que re-quieren alta temperatura de llama en oxígeno.
GE INSPECTION Medidores portátiles de dureza, medidores deTECHNOLOGIES espesor de capa de temple (ultrasonidos).
GH ELECTROTERMIA Inducción Equipamientos de calentamiento por inducción engeneral.
GHI - HORNOS TratamientoINDUSTRIALES térmico y fusión
GRUPO PIROVAL Todo tratamiento Secaderos especiales.
HEINE INDUCTION, S.L. Reposición inmediata de bobinas inductoras paratratamientos térmicos.
HERAEUS, S.A. Secado Hornos de secado. Hornos de secado de lacas ymaterial inflamable. Hornos de vacío. Hornos de alta temperatura. Hornos de contínuo. Hornos anti-explosivos. Esterilizadores por aire caliente.
HINGASA Tratamientotérmico
HORIBA SCIENTIFIC Espectrómetros, Profiler HTP, espectrómetro de descarga luminiscente dedicado a tratamientotérmico.
HORNOS ALFERIEFF (HEA) Industriales Instalaciones térmicas para procesos productivos de la industria en general.
HORNOS DEL VALLÉS n Gas y eléctricos Hornos para recocido, temple, revenido, soldadura,sinterizado.
HORNOS INDUSTRIALES n Metalurgia n n n nPUJOL
HORNOS Y METALES, S.A. n n n n Aislantes.
HOT Tratamiento Fabricación, reparación y asesoría de hornos detérmico tratamiento térmico y equipos auxiliares.
HOUGHTON IBÉRICA Aceites, polímeros y sales para el tratamiento térmico.
HWG Tratamiento Fabricación de equipos de tratamiento térmico.térmico
IBERFLUID n nINSTRUMENTS, S.A.
Hornos de…

Proveedores de Tratamientos Térmicos / Septiembre 2010
42
EMPRESA OtrosG
ases
Lubr
ican
tes
Med
idas
Mic
rosc
opia
Que
mad
ores
Refr
acta
rios
Soft
war
e co
ntro
lÚ
tiles
par
a ho
rnos
Cont
rol t
empe
ratu
ra
INDUSTRIAL JOGUI, S.A. Convección, ultra-violeta, infrarrojos.
INDUSTRIAL QUÍMICA Sales para tratamiento térmico.METALÚRGICA, S.L.
INDUSTRIAS ELÉCTRICAS Calentadores por inducción.HERGOROS, S.L.
INDUSTRIAS ELÉCTRICAS n n n Solución completa, desde una simple resistencia SOLER hasta el diseño y realización de cualquier unidad
de producción térmica industrial, su control yregulación.
INFAIMON, S.L. n n n Cámaras térmicas.
INPE, S.L. - INGENIERÍA Tratamiento y Transformación y mejora de instalaciones exis-Y PROYECTOS calentamiento tentes.ENERGÉTICOS, S.L.
INSERTEC - Tratamiento tér- n Equipos auxiliares para instalaciones térmicas.INGENIERÍA Y SERVICIOS mico. ProcesosTÉCNICOS, S.A. BAEH y continuos
INSTRUMENTOS n Gases combustión. Instrumentos de medición. Me-TESTO, S.A. dición puntual, transmisores y registradores de tem-
peratura, humedad y presión diferencial.
INTERBIL Tratamiento n n n n ntérmico
IPSEN Vacío y atmósfera Instalaciones continuas, generación de atmósferas,control de procesos.
KALFRISA Recuperadores de calor.
KOBOLDMESURA, S.L.U. n n n Caudal, nivel, presión, análisis…
KONECRANES AUSIÓ S.L.U. Fabricantes de sistemas de elevación: Puentes grúa,sistemas ligeros, plumas, pórticos.
KOSMON n Temperatura n n n
KROMSCHROEDER, S.A. n n
LANA SARRATE, S.A. n Medición de temperatura por infrarrojos.
LAND INSTRUMENTS INT. n Termómetros infrarrojos fijos, portátiles, sistemas de barrido lineal y cámaras de termografía.
LAYFIL, S.L. Fabricante mangas filtrantes, cartuchos y jaulas para filtros de captación de polvo y gases. Mante-nimientos integrales de filtros.
LENARD BCN, S.L. Tejidos técnicos de protección laboral orientadosa la industria de los metales fundidos y a la petro-química, propiedades ingnífugas y antiestáticaspermanentes.
MESUREX, S.L. n n n n Pirómetros ópticos, cámaras termográficas, sensoresde humedad y otros constituyentes sin contacto,sensores para control dimensional.
MOELCO APLICACIONES Tratamiento tér- Generadores de atmósfera controlada. Control y INDUSTRIALES, S.L. mico para cemen- automatización de operación de carga/descarga.
tación, carbonitru-ración, temple yrevenido. Y parael sinterizado demetales
Hornos de…

Septiembre 2010 / Proveedores de Tratamientos Térmicos
43
EMPRESA Otros
Gas
es
Lubr
ican
tes
Med
idas
Mic
rosc
opia
Que
mad
ores
Refr
acta
rios
Soft
war
e co
ntro
lÚ
tiles
par
a ho
rnos
Cont
rol t
empe
ratu
ra
MTC Tratamiento tér-mico
NABERTHERM Temple, revenido, n n Fundición, temple, revenido, estufas, hornos de IBÉRICA, S.L. vagoneta, aire cir- vacío, hornos para MIM/CIM, muflas de laboratorio.
culante, vacío, es-tufas
NEDERMAN Soluciones para la extracción localizada de gases,IBÉRICA, S.A. humos y polvos tóxicos y nocivos en la industria.
OERLIKON LEYBOLD Bombas, sensores, conexiones y válvulas de vacío.VACUUM SPAIN, S.A. Equipos de experimentación (sputtering, evapora
dor térmico, etc.), aceites de vacío.
OLIPES, S.L. n
OMROM ELECTRONICS n n n Autómatas programables - Plc’s, variadores de fre-IBERIA SAU cuencia, seguridad y control de maquinaria, etc.
OTTO JUNKER GMBH n Inducción y de gas n npara fusión y tra-tamiento
PIROVAT SISTEMAS, S.L. n n Fabricación sensores de temperatura.
PRAXAIR ESPAÑA, S.L. n Cuadros de control de atmósferas para hornos. Ins-talaciones de gases.
PROCON, S.L. n n Laboratorio y n n ngrafito
PROYCOTECME, S.L. n n Tratamiento tér- n n n n n Reparación, mantenimiento, automatización, mo-mico dernización, traslado instalaciones, asesoramiento,
compraventa hornos segunda mano.
REFRACTARIOS TEIDE, S.A. n
REPRESENTACIONES Robots.EUROMAHER, S.L.
RESISTENCIAS TOPE n n Fabricación a medida de resistencias eléctricascalefactoras y sondas de temperatura.
REYMA MATERIALES n Fabricación, ingeniería y montaje de materiales REFRACTARIOS, S.A. refractarios en instalaciones industriales
RIBINERF, S.L. n Equipos de medición 3D y picking 3D contra modeloCAD.
ROLLED ALLOYS n n Suministro de aceros refractarios destinados a industria de tratamientos térmicos. Fabricantes de hornos industriales y empresas con procesos térmicos. Chapas, piezas cortadasa medida, barras, tubos. Calidades RA330, RA 333, 310 S, 253MA, 800HT 446, 410, 321, 601, 600, 602 CA.
SAINT GOBAIN IDAPLAC- Aislamientos térmicos y acústicos. Protección IDAGLAS pasiva contra incendios.
SALVIO BUSQUETS, S.A. n n
SANDVIK ESPAÑOLA - n n Resistencias, aislantes, transformaciones de hor-DIVISIÓN KANTHAL nos, análisis y simulaciones de procesos térmicos.
SEREETRON n Pirómetros ópticos, cámaras termográficas, cuer-INFRARED, S.L. pos negros de referencia.
SGL GELTER, S.A. Productores de grafito y material aislante parahornos: fieltro flexible y filtro rígido.
SISTEMAS DE Equipos para depurar aguas residuales. DecapadoPRODUCCIÓN LIMPIA, S.L. neutro de óxido de hierro.
Hornos de…

Proveedores de Tratamientos Térmicos / Septiembre 2010
44
EMPRESA OtrosG
ases
Lubr
ican
tes
Med
idas
Mic
rosc
opia
Que
mad
ores
Refr
acta
rios
Soft
war
e co
ntro
lÚ
tiles
par
a ho
rnos
Cont
rol t
empe
ratu
ra
SISTEMAS REGULACIÓN n nY CONTROL, S.L.
S.A. DE HORNOS Tratamientos n nAUTOMÁTICOS secado
SODECA, S.A. Ventiladores industriales.
SULZER METCO Equipos para obtención recubrimientos.
SUMELCO n n Módulos de comunicación de datos y alarmas vía Ethernet GPRS, módem. Pirómetros ópti-cos para medición de piezas, procesos de temperatura de cero, forja, fundición. Equiposdatalogger para captura de datos en tiempo real con alta capacidad de muestreo y memorización de temperatura, señales analógicas-digitales. Comunicaciones Profibus.
SUMINISTRO Y nCALIBRACIÓN INDUSTRIAL
SUNTEC MAQUINARIA De nitruración, va-TÉCNICA cío, precalentamien-
to y cementado.
TECNYMAT ACEROS, S.L. n n Aceros refractarios y productos de fundición.
TECRESA - TÉCNICAS nDE REFRACTARIOS
THERMAL CERAMICS nESPAÑA, S.L.
TIERRA TECH, S.L. Equipos y sistemas de limpieza por ultrasonidos.
TOTAL ESPAÑA, S.A.U. n
T.P.E. KEMMEN, S.L. Bandas metálicas, rodamientos y soportes paraalta temperatura.
UNIFRAX LIMITED Fibras aislantes para alta temperatura.SUCURSAL EN ESPAÑA
VALLS-CARRAS, S.L. Todo tipo n Montaje refractario.
VERKOL n
WD-40 COMPANY, LTD. n Marcas: WD-40 y 3 en uno.
WHEELABRATOR GROUP Maquinaria para tratamiento de superficies (grana-lladoras, chorreadoras, acabado por vibración) queengloba el tratamiento térmico.
Hornos de…
Aquí se encuentran las compañías que nos han contestado en fecha, marcandoqué productos o maquinaria tienen para el sector. No están todos, es posibleque alguno falte, algún motivo en la recepción de sus datos ha hecho que noentrara a tiempo.

45

46

C/ Arboleda, 14 - Local 11428031 MADRID
Tel. : 91 332 52 95Fax : 91 332 81 46
e-mail : [email protected] Metalográfico de Materiales
Laboratorio de ensayo acreditado por ENAC¥ Laboratorio de ensayo de materiales : an�lisis qu�micos, ensayos mec�nicos, metalo-
gr�ficos de materiales met�licos y sus uniones soldadas.¥ Soluci�n a problemas relacionados con fallos y roturas de piezas o componentes me-
t�licos en producci�n o servicio : calidad de suministro, transformaci�n, conformado,tratamientos t�rmico, termoqu�mico, galv�nico, uniones soldadas etc.
¥ Puesta a punto de equipos autom�ticos de soldadura y rob�tica, y temple superficialpor inducci�n de aceros.
¥ Cursos de fundici�n inyectada de aluminio y zamak con pr�ctica real de trabajo en laempresa.
ESPECTRÓMETROS OES PARA ANÁLISIS DE METALESANALIZADORES ELEMENTALES C/S/N/O/H
ANALIZADORES PORTÁTILES DE Rx
47

Información / Septiembre 2010
48
ACEMSA . . . . . . . . . . . . . . . . . . . . 47
AFE CRONITE . . . . . . . . . . . . . . . . 21
APLITEC . . . . . . . . . . . . . . . . . . . . 45
ARROLA . . . . . . . . . . . . . . . . . . . . Contraportada 4
BAUTERMIC . . . . . . . . . . . . . . . . . 23
BMI . . . . . . . . . . . . . . . . . . . . . . . . 45
BRUKER . . . . . . . . . . . . . . . . . . . . . 47
COMERCIAL SATEC . . . . . . . . . . . 13
EMISON . . . . . . . . . . . . . . . . . . . . . 45
ENTESIS . . . . . . . . . . . . . . . . . . . . 45
FERROFORMA . . . . . . . . . . . . . . . 13
FISCHER INSTRUMENTS . . . . . . . 46
FLEXINOX . . . . . . . . . . . . . . . . . . . 45
HORNOS ALFERIEFF . . . . . . . . . . PORTADA
HORNOS DEL VALLÉS . . . . . . . . . 45
INDUSTRIAS TEY . . . . . . . . . . . . . 45
INSERTEC . . . . . . . . . . . . . . . . . . . 47
INSTRUMENTOS TESTO . . . . . . . 47
INTERBIL . . . . . . . . . . . . . . . . . . . . 5
LIBRO DE LOS TRATAMIENTOSTÉRMICOS . . . . . . . . . . . . . . . . 25
MATIC . . . . . . . . . . . . . . . . . . . . . . Contraportada 2
METALOGRÁFICA DE LEVANTE 46
MIDEST . . . . . . . . . . . . . . . . . . . . . 9
MOLDEXPO . . . . . . . . . . . . . . . . . . 15
MP COMPONENTES . . . . . . . . . . . 7
MTC . . . . . . . . . . . . . . . . . . . . . . . . 11
PROYCOTECME . . . . . . . . . . . . . . 45
REVISTAS TÉCNICAS . . . . . . . . . Contraportada 3
S.A. METALOGRÁFICA . . . . . . . . 46
SECO WARWICK . . . . . . . . . . . . . 3
SINAVAL . . . . . . . . . . . . . . . . . . . . 21
SPECTRO . . . . . . . . . . . . . . . . . . . . 47
SUMINISTRO Y CALIBRACIÓNINDUSTRIAL . . . . . . . . . . . . . . . 47
TECNYMAT . . . . . . . . . . . . . . . . . 19
WHEELABRATOR . . . . . . . . . . . . . 46
NOVIEMBRE
Hornos de inducción. Quemadores. Estufas. Secaderos. Hornos para tratamiento térmico del aluminioy aleaciones ligeras. Aceros para herramientas, fundiciones y moldes. Construcción de herramientas.
Medidas. Control no destructivo, temperatura, dureza.
Próximo número
INDICE de ANUNCIANTES