HISTORIA DE LA DISPONIBILIDAD DE PRODUCCIÓN DE BIENES Y/O SERVICIOS Y DISPONIBILIDAD EN PLANTA A...
43
HISTORIA DE LA DISPONIBILIDAD DE PRODUCCIÓN DE BIENES Y/O SERVICIOS Y DISPONIBILIDAD EN PLANTA A principios del siglo XX, Frederick Winslow Taylor, llevó a cabo experimentos significativos de un nuevo enfoque científico, en el cual estableció los estudios de tiempos dentro de un proceso para así establecer las normas del tiempo para el rendimiento del trabajo. El analizó y dirigió miles de pruebas para identificar las variables relativas a la
-
Upload
teofilo-tomey -
Category
Documents
-
view
220 -
download
0
Transcript of HISTORIA DE LA DISPONIBILIDAD DE PRODUCCIÓN DE BIENES Y/O SERVICIOS Y DISPONIBILIDAD EN PLANTA A...
HISTORIA DE LA DISPONIBILIDAD DE PRODUCCIÓN DE BIENES Y/O SERVICIOS Y DISPONIBILIDAD EN PLANTA
A principios del siglo XX, Frederick Winslow Taylor, llevó a cabo experimentos significativos de un nuevo enfoque científico, en el cual estableció los estudios de tiempos dentro de un proceso para así establecer las normas del tiempo para el rendimiento del trabajo. El analizó y dirigió miles de pruebas para identificar las variables relativas a la producción (Janania, p. 2).
HISTORIA DE LA DISPONIBILIDAD DE PRODUCCIÓN DE BIENES Y/O SERVICIOS Y DISPONIBILIDAD EN PLANTA
También diseñó métodos de trabajo en donde el hombre y la máquina eran una unidad, la cual estaba compuesta por un hombre inspirado por el incentivo del salario, para así darle un servicio eficiente a la máquina de acuerdo a instrucciones dadas (Janania, p. 2).
HISTORIA DE LA DISPONIBILIDAD DE PRODUCCIÓN DE BIENES Y/O SERVICIOS Y DISPONIBILIDAD EN PLANTA
En junio de 1903, en la reunión de la ASME (American Society of Mechanical Engineers), Taylor presentó su famoso artículo Administración del Taller, en el cual expuso los siguientes conceptos (Janania, p. 3):
1. Estudio de tiempos2. Estudio de métodos.3. La conveniencia de contar con un grupo o departamento de planeación.4. La estandarización de herramientas.
HISTORIA DE LA DISPONIBILIDAD DE PRODUCCIÓN DE BIENES Y/O SERVICIOS Y DISPONIBILIDAD EN PLANTA
5. El principio de la excepción en la administración industrial.6. Tarjeta de enseñanza para los trabajadores.7. El uso de reglas de cálculo e instrumentos similares para ahorrar tiempo.8.Sistemas nemotécnicos para clasificar productos fabricados, así como otros implementos usados en la fabricación.9. Un sistema de rutas o trayectorias.10.Métodos de determinación de costos.11. Selección de empleados por tareas. 12. Incentivos en el trabajo.

HISTORIA DE LA DISPONIBILIDAD DE PRODUCCIÓN DE BIENES Y/O SERVICIOS Y DISPONIBILIDAD EN PLANTA
El resultado de la implementación de Taylor arrojó que de 113 plantas industriales donde se implementó el procedimiento, 59 consideraron que habían tenido éxito rotundo, 20 solo éxito parcial y 34 un fracaso (Janania, p. 3).
Frank. B. Gilbreth fue el fundador de la moderna técnica de movimiento, que se define como el estudio de los movimientos del cuerpo humano, con la búsqueda de mejoras en las operaciones, eliminando así los movimientos innecesarios y estableciendo la secuencia de movimientos más favorables para lograr una eficiencia máxima (Janania, p. 3).
HISTORIA DE LA DISPONIBILIDAD DE PRODUCCIÓN DE BIENES Y/O SERVICIOS Y DISPONIBILIDAD EN PLANTA
Gilbreth puso en práctica sus teorías sobre los movimientos en una empresa ladrillera para la que trabajaba. En ese tiempo se consideraba normal que un trabajador tendiera 120 ladrillos por hora, las innovaciones llevaron a tener una tasa de producción promedio de 350 ladrillos por hora por trabajador. Con este estudio se redujeron los movimientos a únicamente cinco.
HISTORIA DE LA DISPONIBILIDAD DE PRODUCCIÓN DE BIENES Y/O SERVICIOS Y DISPONIBILIDAD EN PLANTA
Otros investigadores como Barth realizaron estudios sobre fatiga, Henry Laurence Gantt, ideó representaciones gráficas que se utilizan para mostrar visualmente el trabajo programado por anticipado, la planeación de la producción y la utilización del equipo.
DIAGRAMA DE RECORRIDO
• Consiste en reconocer los movimientos que se hace necesario realizar para la producción de un bien o la prestación de un servicio en el espacio físico donde se desarrolla.
• Lo primero que realizaremos es dibujar sobre una hoja de papel como está distribuido el espacio y la ubicación de las máquinas.
DIAGRAMA DE RECORRIDO: EJEMPLO 1
Imagine que va a preparar un sandwich y se encuentra sentado en el comedor de su casa. El primer paso es trasladarse a la nevera que se encuentra a 2,5 metros. Abre la nevera y coloca en un plato el pan, el jamón, el tomate, la lechuga, el queso y la salsa de tomate. Se traslada a la sanduchera que está a un metro de la nevera. Coloca dos panes, los ingredientes encima, coloca otros dos panes, cierra la sanduchera y espera a que se prepare. Se traslada de nuevo a la nevera y guarda los ingredientes. De ahí se regresa al comedor y consume los sandwich.
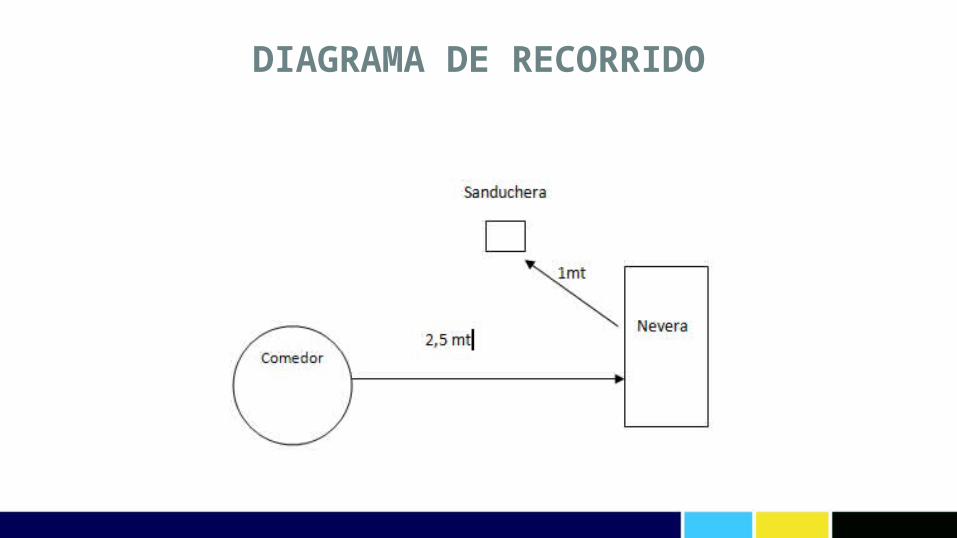
DIAGRAMA DE RECORRIDO
DIAGRAMA DE RECORRIDO: EJEMPLO 2
• En el siguiente ejemplo tenemos una bodega, local o planta de producción de 80 metros por 30 metros de área. Se tienen cinco máquinas: tronzadora, dobladora, torno, troqueladora y soldadora. Adicionalmente cuatro zonas especiales, una de pintura, dos de ensamble y una de almacenamiento. A esto se le llama distribución en planta.
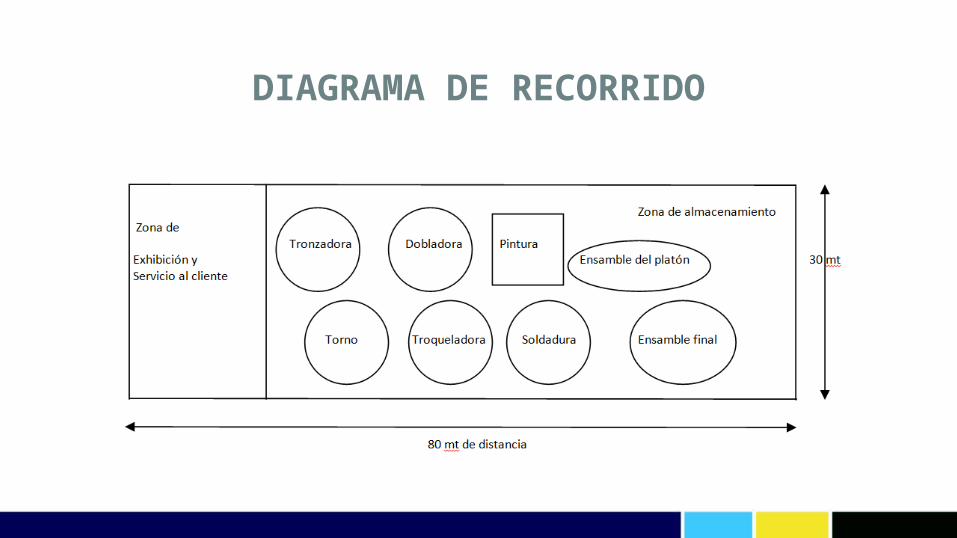
DIAGRAMA DE RECORRIDO

DISTRIBUCIÓN EN PLANTA EMPRESA XYZ
DIAGRAMA DE RECORRIDO
• Ahora vamos a dibujar los desplazamientos entre una y otra máquina, entre las zonas de almacenamiento y de ensamble. Esto se muestra en la siguiente figura. Este dibujo se llama diagrama de recorrido.
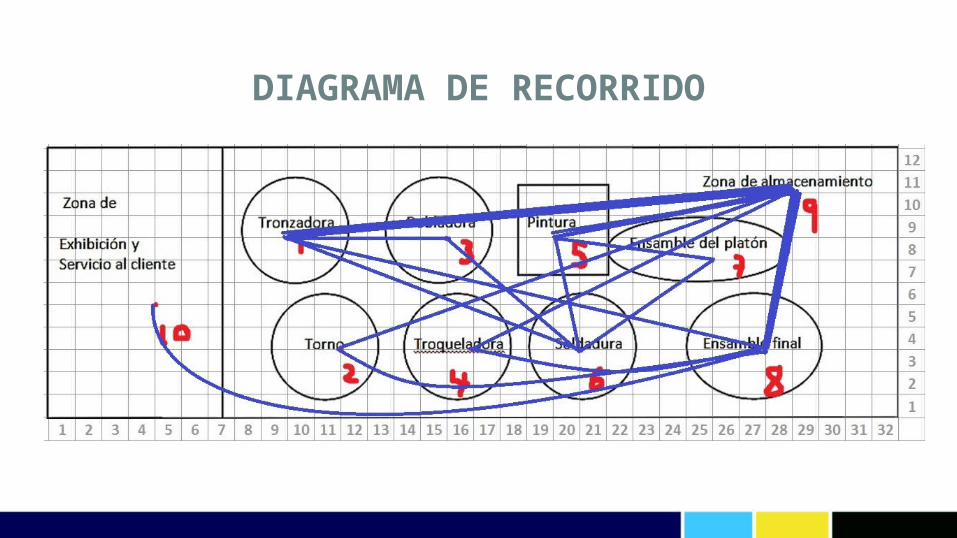
DIAGRAMA DE RECORRIDO
MEJORAMIENTOCon el diagrama de recorrido, los cursogramas y la tabla de operaciones, puedo saber cuánto medemoro en desplazamientos, operaciones y traslados. Esto me permite identificar las posibilidades demejoramiento de tiempos de desplazamiento, por ejemplo, colocando la materia prima más cerca, lasmáquinas, etc.
MEJORAMIENTO
• En el siguiente ejemplo se muestra el diagrama de recorrido antes y el mejorado. Obviamente el segundo tiene una tabla de operaciones y un cursograma con tiempos menores. Nótese que la zona de almacenamiento se movió al centro de la planta y muy cerca se situaron el torno, la troqueladora y la tronzadora, seguramente porque se perdía mucho tiempo de desplazamiento. Analice el estudio de caso proporcionado.

DIAGRAMA DE RECORRIDO (ANTES)
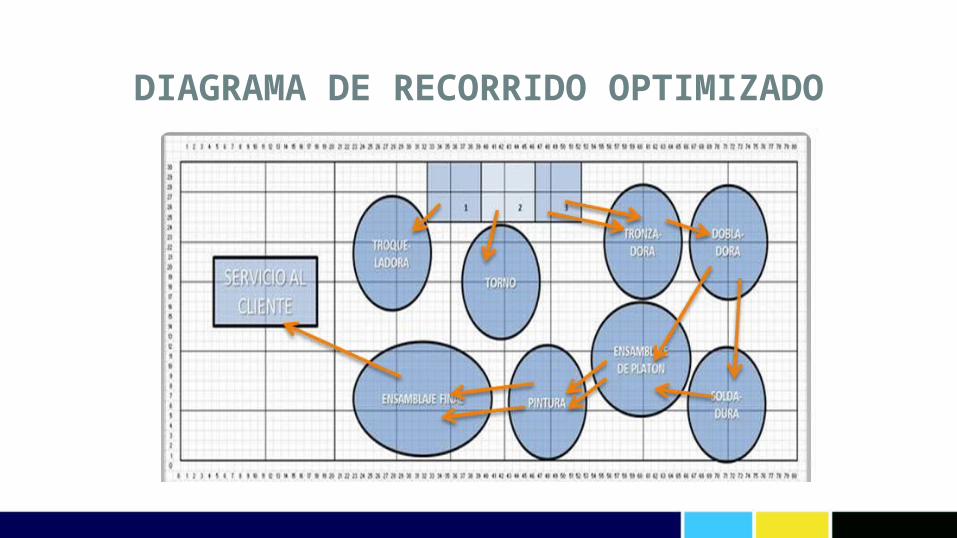
DIAGRAMA DE RECORRIDO OPTIMIZADO
MEJORAMIENTO
• La producción se pudo realizar en forma de U, lo cual hace más eficiente el proceso. Igualmente tenemos una zona de ensamblaje final muy cerca del área de servicio al cliente. La zona de almacenamiento queda ahora más cerca del servicio al cliente, por lo cual no se pierde tiempo desplazándose hasta la parte de atrás de la bodega.
RECOMENDACIONES PARA EL MEJORAMIENTO DE LA DISTRIBUCIÓN EN PLANTA
• Tener en cuenta los flujos de movimiento de producto de una sección a otra.
• Realizar una matriz de flujos. • A partir del cursograma analizar los
flujos. • Las secciones con mayor intercambio
de flujo deberán colocarse lo más cerca posible.

MEJORAMIENTO
Para mejorar el método de trabajo se deben realizar las siguientes preguntas:
1. ¿QUÉ SE DEBE HACER?
2. ¿DÓNDE SE DEBE HACER?
3. ¿CUÁNDO SE DEBE HACER?
4. ¿QUIÉN LO DEBE HACER?
5. ¿Y CÓMO SE DEBE HACER?
MEJORAMIENTO
A continuación se mostrarán algunos principios que pueden contribuir con el mejoramiento de la capacidad.
1. PRINCIPIOS DE ADMINISTRACIÓN DE LA PLANTA.
«El trabajo debe estar dirigido a la contribución mas que al simple esfuerzo». -¿Con qué contribuye cada funcionario, que justifique el estar en la nómina?-¿Cuáles son sus metas y objetivos?-¿Qué se propone hacer para alcanzarlos?
LA MEJOR TÉCNICA CONSISTE EN:
1) Hacer periódicamente una lista de las prioridades principales del grupo y luego clasificarlas por orden de importancia. 2) Periódicamente evaluar cada trabajo en relación con las prioridades del grupo. 3) Modificar las tareas asignadas, si es necesario, para que apunten hacia la solución de los problemas.
PRINCIPIOS DE ADMINISTRACIÓN DE LA PLANTA
«La disponibilidad de producción en planta óptima no necesariamente es la disponibilidad máxima».Considérese lo que cuesta realizar la producción, comparado con los beneficios que se obtienen del mismo. Este principio explica la manera de mejorar la disponibilidad de un servicio.
PRINCIPIOS DE ADMINISTRACIÓN DE LA PLANTA
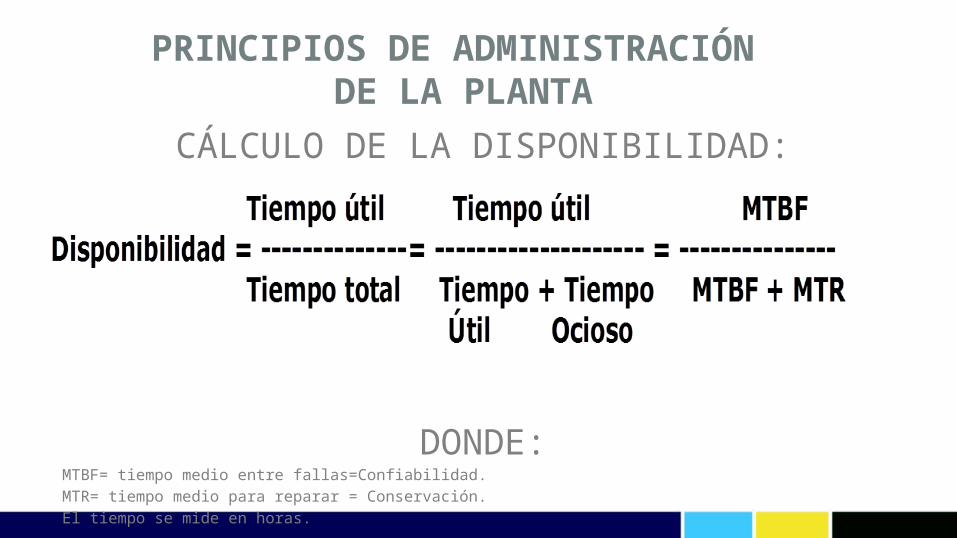
CÁLCULO DE LA DISPONIBILIDAD:
DONDE:MTBF= tiempo medio entre fallas=Confiabilidad.MTR= tiempo medio para reparar = Conservación.El tiempo se mide en horas.
PRINCIPIOS DE ADMINISTRACIÓN DE LA PLANTA
27
La capacidad constituye un medio de trabajo y es por ello que se puede expresar como máquinas, instalaciones, aparatos, edificaciones, personas, camiones o equipos. Todos ellos tienen un máximo límite de utilización en un horizonte de tiempo; turno, día, semana, año, etc.
CAPACIDAD EN PLANTA
• Capacidad Teórica: que es la capacidad máxima que se puede alcanzar utilizando los recursos disponibles (Ct ). La del manual.
• Capacidad Instalada: es el máximo potencial de producción descontando el tiempo dedicado al mantenimiento preventivo de los medios de trabajo (Ci ).
• Capacidad Real o Disponible: es menor que la capacidad instalada porque depende de las condiciones de producción, ya que es disminuida por los tiempos organizacionales (ausentismo, incapacidad, alistamiento de la maquinaria) y los tiempos de imprevisto (cortes del fluido eléctrico, mantenimiento correctivo), teniendo en cuenta el número de turnos y horas por turno (Cd ).
• Eficiencia en planta: Representa el aprovechamiento porcentual del recurso disponible comparado con Capacidad utilizada (Cu), el máximo será el 100%, en tres turnos y al tope superior. En ocasiones puede ser mucho menor, por la temporada o por las bajas ventas, del 40% o 70%.
TIPOS DE CAPACIDAD
Pág. 28

Ct = Consulte los manuales
Ci = Ct - G1
Cd = Ci - (G2 +G3 )
G1 = Tiempo total de mantenimiento preventivo de los medios de trabajo.
G2 = Tiempos organizacionales G3 = Tiempos de imprevistos
Eficiencia en planta = Cu / Cd x 10029
SIMBOLOGÍA PARA CALCULOS
30
Una línea de manufactura es capaz de producir en 8 horas 2400 unidades, sin embargo, se pierden diariamente 15 minutos por alistamiento, 20 por descansos y 5 por aseo ¿Cuál es la producción disponible diaria?
a) 2100 unidadesb) 40 unidadesc) 2200 unidadesd) 2300 unidadese) 300 unidades
DETERMINACIÓN DE LA CAPACIDAD DE LA LÍNEA
Ejercicio

¿Cómo mejorar la disponibilidad en planta?
•Aumentando el tiempo útil•Disminuyendo el tiempo ocioso•Hacer que la falta de disponibilidad sea menos costosa; con equipos y personal a tiempo.
PRINCIPIOS DE ADMINISTRACIÓN DE LA PLANTA
Los hombres y las máquinas trabajan por lo general en equipos. El equipo común es hombre-máquina, como conductor-camión, secretaria-computador, etc. Aunque la meta general es minimizar el tiempo ocioso de cada componente, el tiempo ocioso de algunos componentes puede reducir el costo del sistema.
PRINCIPIOS DE ADMINISTRACIÓN DE LA PLANTA
• Distribución del tiempo ocioso:Unas cuantas porciones grandes de tiempo ocioso son más fáciles de aprovechar que muchas porciones pequeñas. El tiempo ocioso varía con la complejidad de la tarea, algunos trabajos son fáciles y otros no lo son.
PRINCIPIOS DE ADMINISTRACIÓN DE LA PLANTA
Algunas sugerencias para mejorar la capacidad son:A.No dejar trabajo incompleto para que sea terminado en el turno siguiente. Una solución es dividir las tareas largas en otras más cortas.B.Tener varias tareas disponibles. Consiste en aprovechar el tiempo sobrante para realizar algunas tareas breves, como mantenimiento, trabajos rutinarios de escritorio, etc. Para esto se elabora lista de trabajos cortos para llevarlos a cabo en estos tiempos.
PRINCIPIOS DE ADMINISTRACIÓN DE LA PLANTA
C. Programar: Se tiene en cuenta la distribución del tiempo, la sobre programación y la programación para intervalos cortos.D. Recurrir a trabajadores adicionales: En empresas el número normal de trabajadores es fijo y se ha tratado de ajustar la carga de trabajo a ese personal. Con el empleo de trabajadores adicionales se hace lo contrario, ya que el numero de trabajadores fluctúa. El tiempo incompleto no necesariamente es para la organización sino para el grupo. Los trabajadores de tiempo incompleto pueden incrementar los costos de capacitación y bajar la calidad.
PRINCIPIOS DE ADMINISTRACIÓN DE LA PLANTA

La fatiga se vuelve excesiva si un operador está continuamente de pie durante más de 30 minutos, si vigila o inspecciona continuamente durante mas de 30 minutos, si permanece sentado en posición rígida por más de 30 minutos o si permanece sentado por mas de 60 minutos. Las sesiones cortas de trabajo dan un mejor resultado que las extensas; la fatiga se puede reducir mediante los descansos y estos se pueden tomar haciendo algún otro trabajo o sin hacer alguno.
PRINCIPIOS DE ADMINISTRACIÓN DE LA PLANTA

• Descanso mientras se trabaja: Un grupo específico de músculos o un órgano corporal, pueden requerir descanso aunque no se sienta fatiga corporal general. El movimiento mejora la circulación sanguínea. Un cambio de tarea puede disminuir la fatiga tanto psicológica como física. Es recomendable para evitar la fatiga, cambiar de tarea u ocupación, dentro del marco de sus responsabilidades.
PRINCIPIOS DE ADMINISTRACIÓN DE LA PLANTA
• Descanso sin trabajar: Puede convenir descansar todo el cuerpo, lo mismo que secciones del mismo; la desventaja es la perdida inmediata en la producción. En el trabajo repetitivo cuyo paso lo marcan las máquinas, los descansos sin hacer nada son probablemente necesarios. La recuperación después de la fatiga, disminuye con relación al tiempo; descansos breves y frecuentes son los más eficaces.
PRINCIPIOS DE ADMINISTRACIÓN DE LA PLANTA

CAUSAS DE LA FATIGA: • Estar de pie por mas de 30
minutos• Permanecer en una posicion rigida
por mas de 30 minutos• Permanecer sentado en la misma
posicion por mas de 60 minutos
DESCANSAR MIENTRAS SE
TRABAJA
DESCANSO SIN
TRABAJAR
PRINCIPIOS DE ADMINISTRACIÓN DE LA PLANTA
• “LA ESPECIALIZACIÓN ES LA CLAVE DEL PROGRESO”
ESPECIALIZACIÓN
EL EQUIPO
LOS MATERIAL
ES
LA MANO
DE OBRA
LA ORGANIZ
ACIÓN DEL
TRABAJO
BIBLIOGRAFÍA
1. JANANIA, C. (2008). Manual de tiempos y movimientos. México: Limusa.
2. CHASE, Richard B., AQUILINO, Nicolas J. y JACOBS, Robert (2000). Administración de la producción y operaciones. Octava edición, Ed. Irwin. McGraw-Hill.
3. BALLOU R. H. (2004). Business Logistics / Supply Chain Management. Pearson-Prentice Hall, Upper Saddle River, NJ, USA.
4. SUMANTH, David J. (1990). Ingeniería y Administración de la Productividad. Ed. McGraw-Hill , México
¿PREGUNTAS?
Pág. 42
GRACIAS