INDUSTRIAS Y SERVICIOS Ifing.uncu.edu.ar/catedras/industrias-1/ano-2015/exposiciones-ano-20… ·...
86
2015 Leiva, María Julia – 10530 Lepez, Rocío – 9942 Llampa, Roxana Magalí – 10467 Martini, Juan Andrés – 10194 Mayone, Santiago - 9594 INDUSTRIAS Y SERVICIOS I
Transcript of INDUSTRIAS Y SERVICIOS Ifing.uncu.edu.ar/catedras/industrias-1/ano-2015/exposiciones-ano-20… ·...
2015
Leiva, María Julia – 10530
Lepez, Rocío – 9942
Llampa, Roxana Magalí – 10467
Martini, Juan Andrés – 10194
Mayone, Santiago - 9594
INDUSTRIAS Y SERVICIOS I

Industrias y Servicios I
2 Grupo 13 – Año 2015
Contenido INDUSTRIAS DE BASE TECNOLÓGICA: INVAP
Introducción .............................................................................................................. 5
Reseña histórica ....................................................................................................... 5
Organización de la empresa ...................................................................................... 6
Área industrial y energías alternativas ................................................................... 7
Experiencia en el mercado ................................................................................. 8
Turbinas Eólicas - Energía del viento ................................................................. 8
Robots y máquinas especiales............................................................................ 9
Antecedentes ................................................................................................... 10
Desarrollo de productos.................................................................................... 10
Otros productos y servicios ............................................................................... 11
Energía Nuclear .................................................................................................. 12
Reactores de investigación sustentables ........................................................... 12
Desarrollo integrado con alcance mundial ......................................................... 13
Desde la planificación hasta la puesta en marcha.............................................. 14
Código de Principios para Exportadores de Reactores y Centrales Nucleares de
Potencia. ......................................................................................................... 14
Productos y servicios ....................................................................................... 15
INVAP diseña y construye reactores nucleares para: ......................................... 15
Otros productos y servicios ............................................................................... 16
TICs y servicios tecnológicos. .............................................................................. 16
Área televisión digital terrestre .......................................................................... 16
Área sistemas médicos..................................................................................... 17
UNISIM ............................................................................................................ 17
TERADI 800..................................................................................................... 18
Área Espacial y Gobierno .................................................................................... 19
Productos y Servicios ....................................................................................... 20
Experiencia el en mercado ............................................................................... 23

Industrias y Servicios I
3 Grupo 13 – Año 2015
INDUSTRIAS DE BASE TECNOLÓGICA: PRODUCCIÓN DE METANOL
Introducción ............................................................................................................ 26
Historia ................................................................................................................... 26
Metanol en el mundo ............................................................................................... 27
Principal productor del país ..................................................................................... 27
Complejo Industrial Plaza Huincul (CIPH) ............................................................. 28
Mercado ................................................................................................................. 28
Ambiente ................................................................................................................ 32
Proceso Lurgi ...................................................................................................... 33
Proceso ICI ......................................................................................................... 36
Otros datos del metanol .......................................................................................... 37

Industrias y Servicios I
4 Grupo 13 – Año 2015
Industria de base
tecnológica: INVAP
Industrias y Servicios I
5 Grupo 13 – Año 2015
Introducción
INVAP es una empresa dedicada al diseño y construcción de sistemas
tecnológicos complejos, con una trayectoria de más de treinta años en el
mercado nacional y de más de veinte en la escena internacional. Su misión es
el desarrollo de tecnología de avanzada en diferentes campos de la industria, la
ciencia y la investigación aplicada, creando “paquetes tecnológicos” de alto
valor agregado tanto para satisfacer necesidades nacionales como para
insertarse en mercados externos a través de la exportación.
Con experiencia en la gestación, implementación y administración de proyectos
multidisciplinarios de alta complejidad, INVAP es capaz de generar productos y
servicios de acuerdo con los requerimientos del cliente, satisfaciendo todas las
etapas de un proyecto: desde el asesoramiento previo hasta la entrega de
plantas “llave en mano”.
INVAP se encuentra calificada bajo las normas ISO 9001:2008 (Gestión de la
calidad) e ISO 14001:2004 (Gestión ambiental).
Reseña histórica
La empresa INVAP Sociedad del Estado fue creada en la década de 1970 a
partir de un convenio firmado entre la Comisión Nacional de Energía Atómic a
de Argentina (CNEA) y el Gobierno de la Provincia de Río Negro, naciendo
como un proyecto de egresados del Instituto Balseiro.
Su Sede Central se encuentra en uno de los mayores centros turísticos
argentinos: la ciudad de San Carlos de Bariloche.
Emplea a más de 1300 personas, entre las que se cuentan profesionales
altamente experimentados en el desarrollo de sistemas tecnológicos así como
en el manejo de proyectos de alta complejidad.
Su nombre inicial fue Investigaciones Aplicadas, el que luego fue transformado
en INVAP, el cual es actualmente su designación oficial. Desde sus orígenes la
empresa ha ganado prestigio como diseñador y proveedor de sistemas para
reactores nucleares para la generación de energía, y reactores nucleares para
investigación y experimentación. Desde fines de la década de 1990 la empresa
Industrias y Servicios I
6 Grupo 13 – Año 2015
ha incursionado en el sector aeroespacial, especialmente mediante el diseño,
construcción y operación de satélites, como también de radares.
Es la única empresa en Latinoamérica reconocida por la NASA como apta para
realizar sistemas satelitales completos, desde su diseño y construcción hasta
su operación (exceptuando el lanzamiento).
Sedes mundiales
En Argentina, además de la sede central en Bariloche, posee oficinas
administrativas en la provincia de Buenos Aires.
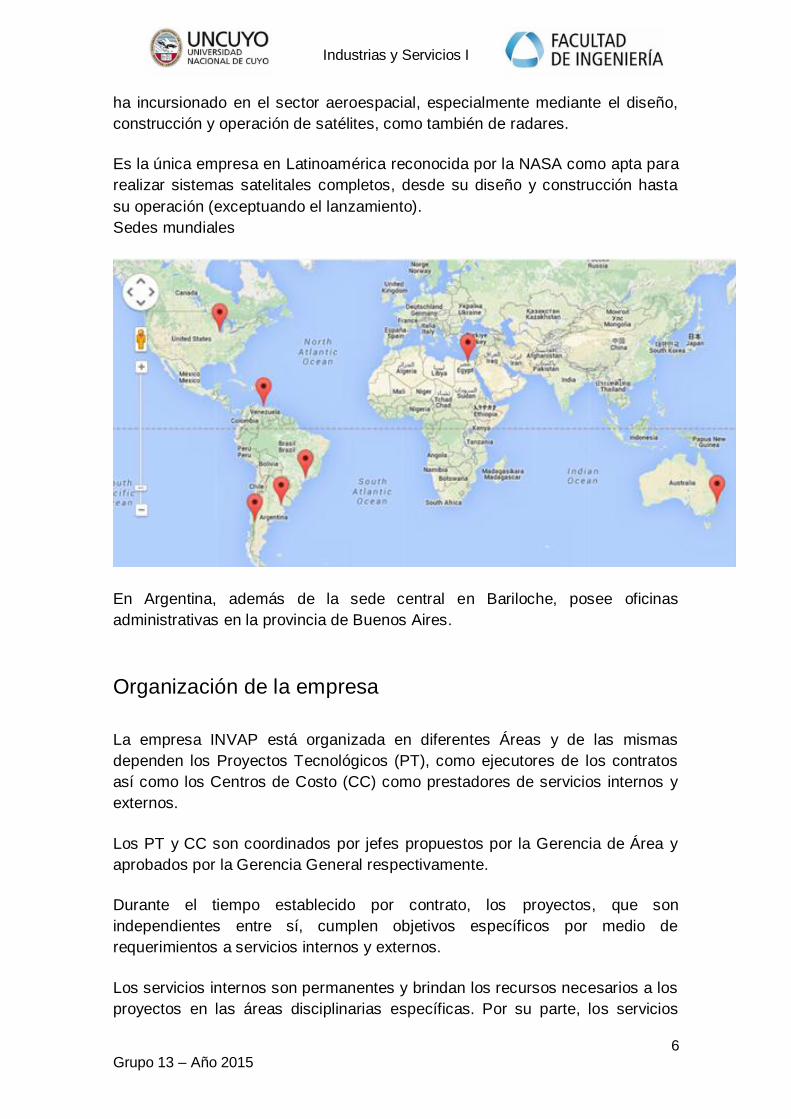
Organización de la empresa
La empresa INVAP está organizada en diferentes Áreas y de las mismas
dependen los Proyectos Tecnológicos (PT), como ejecutores de los contratos
así como los Centros de Costo (CC) como prestadores de servicios internos y
externos.
Los PT y CC son coordinados por jefes propuestos por la Gerencia de Área y
aprobados por la Gerencia General respectivamente.
Durante el tiempo establecido por contrato, los proyectos, que son
independientes entre sí, cumplen objetivos específicos por medio de
requerimientos a servicios internos y externos.
Los servicios internos son permanentes y brindan los recursos necesarios a los
proyectos en las áreas disciplinarias específicas. Por su parte, los servicios
Industrias y Servicios I
7 Grupo 13 – Año 2015
externos brindan los recursos necesarios en las áreas no cubiertas por los
servicios internos y que son solicitados por los proyectos o por otros servicios
internos.
Área industrial y energías alternativas
El Área de Tecnología Industrial y Energías Alternativas es la rama tecnológica
que asiste a empresas de rubros tan diferentes como lo son las industrias
petroleras y alimenticias. INVAP se enfoca en diversos proyectos, como son la
fabricación de robots y herramientas telecomandadas y la de plantas de
residuos industriales peligrosos.
La misma, diseña y produce equipos de avanzada para energía eólica, para la
industria del petróleo, del agua y del gas, entre otros desarrollos, a su vez
utiliza la unión producida a través de las múltiples actividades de la empresa.
Para esto, en muchos casos aplica en la Tierra tecnologías desarrolladas para
el espacio.
En el área de energías alternativas, INVAP desarrolla un proyecto de un
aerogenerador de 30KW de potencia, un aerogenerador de Clase I de 1,5 MW,

Industrias y Servicios I
8 Grupo 13 – Año 2015
con una pronta fabricación en Argentina e instalación de granjas eólicas en el
sur.
Posee una producción de pequeñas turbinas eólicas de 4,5 KW, para usuarios
aislados de las grandes redes, con las que satisface las necesidades de
distintos clientes aislados de las redes.
INVAP es una empresa que crece a un ritmo del 30% anual en el mercado del
mundo.
Experiencia en el mercado
Algunas de las primeras actividades de INVAP fueron desarrolladas en el
ámbito industrial. Más tarde este primer emprendimiento disminuyó, poniendo
énfasis en las áreas nuclear y espacial.
En cuanto a los proyectos industriales INVAP ha desarrollado diseño,
construcción, puesta en marcha y operación de una planta para el tratamiento
de residuos industriales peligrosos. Creándose la empresa Ailinco S.A. en la
cual INVAP aportaba el 51 % del capital.
A principios de la década del 90 el problema vinculado al tratamiento seguro de
los residuos industriales peligrosos pasaba por una fuerte crisis debido a la
falta de oferta de tecnologías modernas. INVAP que estaba en condiciones de
dar solución a este problema, lo utilizó con el fin de financiar parte de los
futuros proyectos tecnológicos propios. Ailinco S.A. fue establecida en el
Parque Industrial de Zárate, Buenos Aires, siendo la planta más moderna del
país en su rama.
Finalmente, Ailinco fue vendida a Hera Holding de España, especializado en
tratamiento de residuos especiales, convirtiéndose en Hera Ailinco S.A.
Turbinas Eólicas - Energía del viento
El viento es uno de los recursos de gran potencialidad en el campo energético
del sur. La empresa ha desarrollado turbinas IVS que soportan bruscas
aceleraciones del viento patagónico que suele demoler otros equipos
diseñados para otras zonas. Su costo es mucho menor que los molinos de
viento importados comparables y cuentan con servicio técnico y repuestos
asegurados.

Industrias y Servicios I
9 Grupo 13 – Año 2015
En 1981, comenzó el mayor desarrollo eólico, donde INVAP fabricó e instaló
estaciones medidoras robotizadas diseñadas por la CNEA. También ha puesto
a punto herramientas de cálculo y simulación numérica del comportamiento del
viento para investigar ese recurso en distintos lugares del país.
Los equipos IVS-4500 son de 4,5 kilovatios. Su principal ventaja se encuentra
en el diseño, la utilización de materiales de calidad y una excelente
terminación.
Dos hechos describen estos aparatos:
● Su fuerte construcción precisa un único mantenimiento anual.
● El único equipo comparable en robustez es importado y su peso y valor
ascienden al doble.
Son capaces de soportar el hielo, vientos de hasta 150 kilómetros por hora de
velocidad media, la nieve y una red de caminos que dificulta el mantenimiento.
Además del diseño y fabricación, INVAP realiza un estudio preliminar del mejor
lugar para ubicar cada IVS 4500 y ofrece el servicio de post-venta en garantía.
Robots y máquinas especiales
Por otro lado, INVAP se encarga del diseño y construcción en conjunto de
máquinas y herramientas semiautomáticas o totalmente automáticas llamado
REMA (por “reparación y mantenimiento”), capaces de ingresar y funcionar en
sitios hostiles debido a factores como la temperatura, la presión y la radiación.
De ese modo, se logra operar y reparar una instalación industrial hermética
desde adentro.
Industrias y Servicios I
10 Grupo 13 – Año 2015
Antecedentes
En 1987 INVAP realizó uno de los primeros trabajos con telemanipuladores. La
Central Nuclear Atucha I había salido servicio por la ruptura de un elemento
combustible. Se debía limpiar ese sitio inaccesible y altamente radioactivo para
así reparar el núcleo de la central. La CNEA e INVAP realizaron la limpieza y la
reparación de las partes dañadas dentro del recipiente de presión sin abrirlo
usando únicamente sus entradas de diseño.
Esto se hizo con herramientas telecomandadas diseñadas por INVAP. El costo
total fue de 17 millones de dólares. Luego en 1997, Atucha I tuvo la necesidad
de reparar integralmente sus enfriadores de moderador; tarea en la que se
utilizaron con éxito nuevamente las herramientas REMA, algunas de ellas ya
plenamente robotizadas.
Desarrollo de productos
1- Se trabaja en sistemas de protección catódica de cañerías, recipientes y
estructuras con alimentación autónoma por energía eólica, mediante
aerogeneradores de diseño y fabricación propios. Este método, llamado “de
corriente impresa”, protege de la corrosión a los componentes ferrosos de
estas instalaciones.
Incluso, como alternativa a la alimentación mediante aerogeneradores en
zonas de alta insolación y poco viento se utilizan paneles fotovoltaicos.
2 - Instrumentos para la inspección interna de cañerías tipo "scraper" apto para
medir el espesor de pared para verificar la aptitud del servicio frente a la
corrosión. El sistema se basa en el uso del principio de campo magnético.
3 - Sistemas de inyección de vapor para recuperación asistida de petróleo
crudo viscoso. Se ha rediseñado, construido y operado un sistema
convencional mediante una caldera en superficie.
4 - Herramientas especiales para perforación incluyendo motores de fondo de
pozo y sistemas inteligentes para perforación direccional de pozos para
extracción de petróleo y gas.

Industrias y Servicios I
11 Grupo 13 – Año 2015
Otros productos y servicios
Simulación de procesos
INVAP ofrece facilidades de simulación de procesos con tecnología CFD
(Fluido-Dinámica Computacional) de última generación con profesionales
altamente capacitados.
La simulación computada logra una mejora significativa en el diseño de los
equipos y sistemas como también una gran economía de tiempos y costos.
Simulación de flujos en la boquilla de inyección de un horno de combustión
Turbina hidrocinética
Esta turbina o generador sumergido, cuenta con un canalizador de flujo que
acelera localmente la corriente de agua para lograr velocidades adecuadas
para generar energía. Si bien este desarrollo guarda ciertas similitudes con
algunos de los principios básicos los aerogeneradores, los perfiles de las palas
hidráulicas difieren de los eólicos.
Hélice del prototipo de la turbina hidrocinética diseñada por INVAP
Industrias y Servicios I
12 Grupo 13 – Año 2015
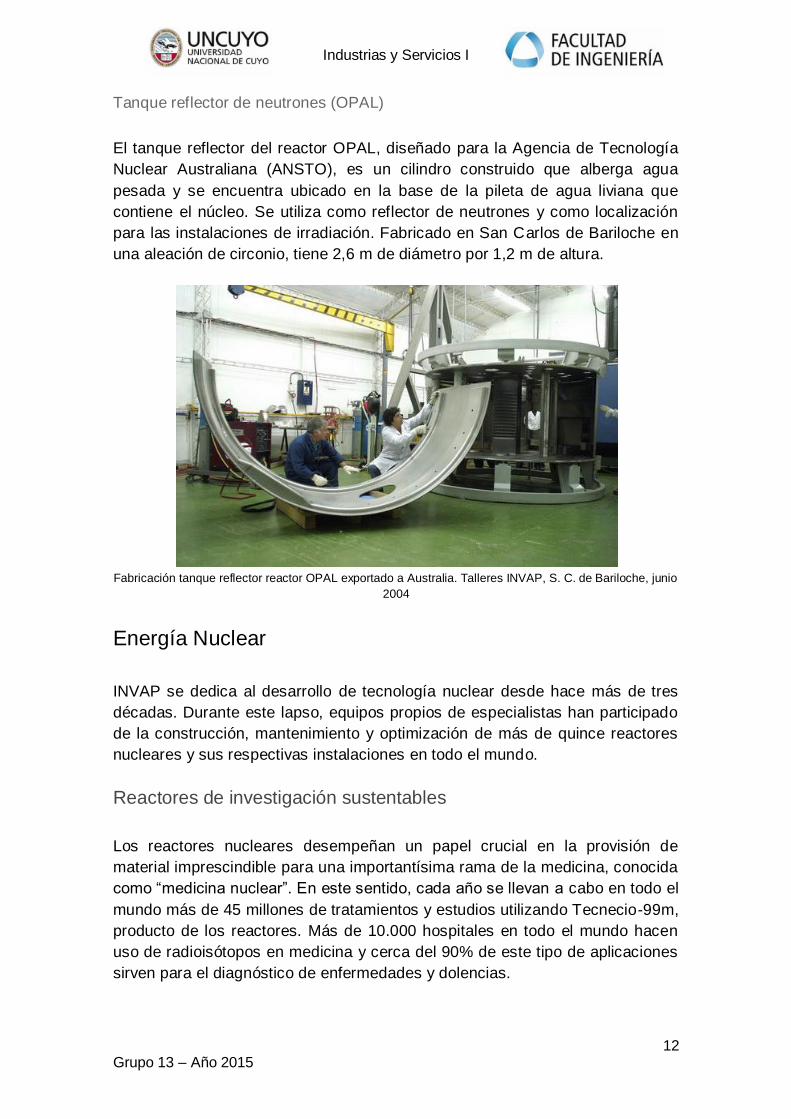
Tanque reflector de neutrones (OPAL)
El tanque reflector del reactor OPAL, diseñado para la Agencia de Tecnología
Nuclear Australiana (ANSTO), es un cilindro construido que alberga agua
pesada y se encuentra ubicado en la base de la pileta de agua liviana que
contiene el núcleo. Se utiliza como reflector de neutrones y como localización
para las instalaciones de irradiación. Fabricado en San Carlos de Bariloche en
una aleación de circonio, tiene 2,6 m de diámetro por 1,2 m de altura.
Fabricación tanque reflector reactor OPAL exportado a Australia. Talleres INVAP, S. C. de Bariloche, junio
2004
Energía Nuclear
INVAP se dedica al desarrollo de tecnología nuclear desde hace más de tres
décadas. Durante este lapso, equipos propios de especialistas han participado
de la construcción, mantenimiento y optimización de más de quince reactores
nucleares y sus respectivas instalaciones en todo el mundo.
Reactores de investigación sustentables
Los reactores nucleares desempeñan un papel crucial en la provisión de
material imprescindible para una importantísima rama de la medicina, conocida
como “medicina nuclear”. En este sentido, cada año se llevan a cabo en todo el
mundo más de 45 millones de tratamientos y estudios utilizando Tecnecio-99m,
producto de los reactores. Más de 10.000 hospitales en todo el mundo hacen
uso de radioisótopos en medicina y cerca del 90% de este tipo de aplicaciones
sirven para el diagnóstico de enfermedades y dolencias.

Industrias y Servicios I
13 Grupo 13 – Año 2015
El radioisótopo más usado para el diagnóstico es el Tecnecio-99, que
representa un 80% del total de los tratamientos llevados a cabo mediante
técnicas de medicina nuclear en el mundo. Asimismo, el uso de radiofármacos
en el diagnóstico crece a un ritmo de más del 10% anual.
Vista interior celdas calientes
INVAP provee en la modalidad “llave en mano” reactores de investigación y
plantas para el procesamiento de radioquímicos, que hacen posible que sus
clientes, proveedores de productos relacionados con la medicina nuclear,
puedan cumplir con sus compromisos y con exigentes estándares de la
farmacopea internacional.
Tal es el caso del reactor OPAL en Australia, diseñado para maximizar el
volumen de producción de radioisótopos y asegurar el cumplimiento con
estrictas especificaciones de calidad de los mismos.
Desarrollo integrado con alcance mundial
El alcance de sus actividades comprende servicios de diseño que van desde la
ingeniería altamente especializada del núcleo de un reactor pasando por la
evaluación del comportamiento dinámico de estructuras ante actividad sísmica,
hasta la gestión integral del diseño de un reactor nuclear. También comprende
blindajes contra radiación y la concepción e ingeniería de los sistemas de
protección y de apagado del reactor, de refrigeración del núcleo así como el
complejo electrónico de última generación que controla el completo
funcionamiento de la planta.
Industrias y Servicios I
14 Grupo 13 – Año 2015
Desde la planificación hasta la puesta en marcha
La participación de INVAP en proyectos nucleares comienza con la compleja
tarea de establecer las especificaciones previas para un reactor en particular
pasando por su planificación y utilización, consultoría en relación al impacto
ambiental o estudios de caracterización del sitio, hasta llegar al diseño, la
fabricación y construcción del reactor y su puesta en marcha.
La empresa puede proveer servicios de diseño a medida como ser la gestión
de combustible para el núcleo, como en el caso del reactor ETRR-2 de Egipto,
o la renovación y modernización de la instrumentación nuclear, como en el
caso de reactores nucleares en Rumania y Libia.
Código de Principios para Exportadores de Reactores y Centrales
Nucleares de Potencia.
El 31 de octubre de 2014 INVAP adhirió formalmente a los principios de
conducta establecidos en el “Código de Principios para Exportadores de
Reactores y Centrales Nucleares de Potencia” creado por los principales
proveedores mundiales de reactores y centrales nucleares.
Este Código establece normas de autogestión de la industria nuclear a través
de la consolidación de un conjunto de principios que reafirman y mejoran la
gobernanza y la supervisión nacional e internacional e incorporan las mejores
prácticas y recomendaciones derivadas de la experiencia de la industria y las
recomendaciones y directrices del Organismo Internacional de Energía
Atómica.
Teniendo en cuenta que el uso responsable de la tecnología nuclear es vital
para ayudar a satisfacer las necesidades mundiales de energía y hacer frente
al cambio climático de manera sostenible, procurando complementar las leyes
y reglamentos nacionales e internacionales y las recomendaciones de las
instituciones esenciales que promueven el uso pacífico de la tecnología nuclear
como una fuente segura, confiable y eficiente de energía y con el objetivo de
mejorar la confianza del público, mantener altos estándares de transparencia,
integridad, comportamiento ético y responsabilidad social, promoviendo la
mejora continua, las instituciones que adoptan este “Código de Principios para
Exportadores de Reactores y Centrales Nucleares de Potencia” se
comprometen a emprender esfuerzos de buena fe para aplicar las mejores
prácticas recomendadas para los principios fundamentales mencionados.
Estos principios fueron desarrollados por los proveedores de Centrales
Nucleares para el bien público durante varios años a través de un proceso de
Industrias y Servicios I
15 Grupo 13 – Año 2015
consenso facilitado por la Fundación Carnegie para la Paz Internacional, con la
participación y el asesoramiento adicional de los reguladores, operadores y
expertos reconocidos internacionalmente.
Como empresa comprometida con el mejoramiento de la calidad de vida de las
personas, INVAP fue invitada a adherirse en la sexta reunión de revisión del
estado de implementación del Código de Principios, realizada en la ciudad de
Seúl, República de Corea, entre los días 21 y 22 de octubre de 2014.
Productos y servicios
INVAP diseña y construye reactores nucleares para:
● Investigación científica por medio de haces de neutrones.
● Producción de radioisótopos para usos en medicina, agronomía e
industria.
● Dopado de silicio por transmutación neutrónica.
● Sistemas de irradiación para Terapias por Captura Neutrónica en Boro
(BNCT).
● Instalaciones para neutrografía.
● Fuentes frías de neutrones.
Plantas de producción de radioisótopos
INVAP diseña, construye y pone en operación plantas de producción de
radioisótopos. Hasta el momento, la más moderna en su tipo construida por
INVAP se encuentra en Inshas, en las afueras de El Cairo, Egipto.
Servicios a plantas nucleoeléctricas
INVAP presta servicios a centrales nucleares de potencia y otras instalaciones
nucleares. La empresa desarrolla soluciones a medida de cada cliente, con el
objeto de tratar problemas concretos de funcionamiento o de mantenimiento
por medio del diseño, construcción, fabricación y puesta en marcha de
dispositivos, herramientas y sistemas específicos.
Estas capacidades se aplican también a modificaciones a realizarse sobre
sistemas de instalaciones existentes e incluso a la sustitución de unidades
fabricadas originalmente por otros proveedores.
La empresa ofrece además servicios de consultoría, diseño y soluciones en
temas de Radioprotección así como en formación de personal para operar
plantas e instalaciones nucleares.

Industrias y Servicios I
16 Grupo 13 – Año 2015
Otros productos y servicios
Manejo, transporte y almacenamiento de combustibles agotados
INVAP diseña y construye sistemas de almacenamiento de combustibles
agotados. El almacenaje en seco significa menor mantenimiento y costo de
operación además de ser más seguro. El sistema permite la supervisión de los
elementos combustibles agotados aún en decaimiento. Se considera
actualmente que este tipo de instalación configura una solución optimizada
intermedia a la disposición final o reprocesamiento de los elementos
combustibles nucleares agotados.
Enriquecimiento de uranio
La separación por el método de difusión gaseosa se desarrolló e implementó
para la Comisión Nacional de Energía Atómica argentina (CNEA) en la Planta
de Enriquecimiento de Uranio ubicada en la localidad de Pilcaniyeu, Río Negro,
Argentina, hasta comienzos de la década de los 90. Para esta planta, INVAP
realizó:
● El desarrollo de todos los procesos involucrados.
● El diseño, la fabricación y el montaje de todos los equipos de proceso.
● El diseño y la construcción de la planta.
● La puesta en marcha.
También operó y mantuvo la planta por cuenta de CNEA.
Destritiado de agua pesada
La separación del tritio radiactivo generado en reactores de agua pesada es
una de las necesidades de los reactores que la utilizan como moderador.
INVAP ha desarrollado y montado una instalación piloto basada en el proceso
láser de separación isotópica en sus laboratorios de Villa Golf, Bariloche.
TICs y servicios tecnológicos.
Se pueden diferenciar dos áreas principales dentro de este rubro, estas son:
Área televisión digital terrestre

Industrias y Servicios I
17 Grupo 13 – Año 2015
Argentina trabaja bajo la norma japonesa-brasilera ISDB-T (Integrated Services
Digital Broadcasting) como standard para el desarrollo del Sistema Argentino
de TV Digital Terrestre (SATVD-T).
INVAP comienza a participar desde el inicio en el proceso de implementación
de la Plataforma Nacional de Televisión Digital Terrestre con la construcción de
52 estaciones repetidoras. Desde entonces, ha trabajado en diferentes
aspectos que son requeridos para la implementación y el despliegue de la
Televisión Digital en el país.
También trabaja en el levantamiento de las primeras estaciones transmisoras.
El primer sitio se completa en septiembre de 2010 en la ciudad de Campana, al
cual le siguieron varias instalaciones en distintas localidades del interior de
acuerdo al plan de despliegue acordado.
El plan de TVDigital en Argentina está aún en pleno crecimiento, por lo que es
esperable un incremento tanto en el número de sitios a instalarse, como en el
número de señales en los lugares ya instalados.
Área sistemas médicos.
INVAP Sistemas Médicos desarrolla y fabrica equipamiento médico para
terapia radiante considerando normas y estándares internacionales.
Productos de radioterapia
UNISIM
El Simulador Universal de Radioterapia UNISIM es una herramienta
fundamental para mejorar la calidad de los tratamientos de radioterapia.
Permite localizar tumores, determinar el tamaño y la posición con respecto a
otros órganos, definir las protecciones necesarias, determinar con exactitud el
tamaño del campo y fijar la entrada y la salida de haces para una correcta
marcación del paciente. Asimismo, puede ser utilizado para la verificación de
implantes en braquiterapia.

Industrias y Servicios I
18 Grupo 13 – Año 2015
Simulador Universal de Radioterapia UNISIM desarrollado por INVAP
Utiliza una fuente convencional de Rayos-X para simular el haz de
tratamiento.
TERADI 800
El TERADI 800 es un sistema de teleterapia de haces externos con Cobalto-60
isocéntrico diseñado para cargar fuentes de alta actividad
TERADI-800 | Sistema de teleterapia de haces externos con Cobalto-60
desarrollado por INVAP
También se ha especializado en el suministro de centros de terapia radiante
bajo la modalidad “llave en mano”. Se encarga del diseño, cálculo y
construcción de dichas salas, de acuerdo a la demanda del cliente.

Industrias y Servicios I
19 Grupo 13 – Año 2015
Actualmente se destaca el conjunto de diecinueve centros completos de terapia
radiante construidos en Venezuela.
También han desarrollado otros proyectos, tales como:
● Complejo de radioterapia en San Luis
● Escuela de Medicina Nuclear en Mendoza
● Servicio de radioterapia en Nasr City
● Servicio de Radioterapia del Hospital Municipal de Oncología Marie Curie
Hospital Universidad Central Venezuela. TERADI 800 durante ubicación de
cabezal y camilla
Área Espacial y Gobierno
Con cuatro satélites diseñados y construidos ya puestos en órbita, la compañía
se ha ganado un lugar de privilegio en el escenario internacional de la
tecnología satelital y hoy es la única empresa latinoamericana con capacidad
de generar proyectos satelitales completos, desde el concepto de la misión

Industrias y Servicios I
20 Grupo 13 – Año 2015
hasta la puesta en órbita del satélite y su operación, exceptuando el
lanzamiento.
En esta línea se destaca el proyecto SAC-D/Aquarius, a través del cual la
Comisión Nacional de Actividades Espaciales (CONAE) ha confiado a INVAP el
diseño y la construcción del satélite que incluye un complejo instrumento de la
agencia norteamericana (NASA), el cual permite medir la salinidad de los
océanos a escala global, valuado (junto con el lanzamiento) en más de 200
millones de dólares.
Dicho instrumento, denominado Aquarius, aportará datos imprescindibles para
elaborar mejores modelos científicos del cambio climático. Por su parte, la
Argentina obtendrá al mismo tiempo valiosos datos sobre sus pesquerías
marítimas, aguas subterráneas, estimaciones sobre las cosechas, monitoreo de
desastres ambientales, detección de incendios y contaminación aérea y
acuática, entre otros.
INVAP actúa como contratista principal de la Empresa Argentina de Soluciones
Satelitales AR-SAT S.A. en lo que hace al diseño y la construcción de los
primeros satélites argentinos geoestacionarios de comunicaciones. Los mismos
cubrirán posiciones de este tipo de órbita en las bandas de frecuencia
asignadas a nuestro país por la Unión Internacional de Telecomunicaciones
(UIT), dependiente de la Organización de Naciones Unidas (ONU). Estos
satélites permitirán al Estado Nacional explotar un recurso estratégico,
generando ingresos genuinos a través de la comercialización de servicios de
comunicacionales de alto valor agregado de telefonía, datos, Internet y TV.
Asimismo, INVAP es la primera y única empresa en Latinoamérica en
desarrollar radares secundarios para el control del tránsito aéreo, varios de los
cuales ya están instalados y operando en diferentes aeropuertos argentinos.
Estos equipos han sido producidos para la Fuerza Aérea Argentina (FAA) y la
Administración Nacional de Aviación Civil (ANAC). Por otra parte, actualmente
se está desarrollando el prototipo de un radar primario de defensa 3D para la
Dirección General de Fabricaciones Militares.
Productos y Servicios
Satélites
INVAP se especializa en el diseño y la construcción de satélites tanto de baja
órbita como geoestacionarios. Esto incluye no sólo el "bus" o satélite
propiamente dicho sino también sus cargas útiles.
Industrias y Servicios I
21 Grupo 13 – Año 2015
El papel de INVAP en las misiones satelitales en que participa es el de
contratista principal, con responsabilidad sobre el ciclo completo de desarrollo
de un satélite, desde la definición del proyecto hasta el diseño y la ingeniería,
fabricación, integración, ensayo y asistencia al cliente.
Radares
Los radares son, en esencia, equipos electrónicos que miden una distancia
registrando el tiempo de ida y vuelta de un pulso de radio. Hoy en día han
llegado a ser sensores muy sofisticados que se usan no sólo en el área militar,
sino también para el control aereo-comercial, la meteorología, la navegación y
para tomar imágenes para aplicaciones en agricultura, recursos naturales, fines
científicos y gestión de emergencias.
En 2003 el control de los vuelos comerciales se realizaba en la Argentina por
radares secundarios de distinto origen ubicados en Ezeiza, Córdoba, Mendoza,
Mar del Plata y Paraná. Este sistema resultaba insuficiente, provocando
restricciones y demoras en los vuelos. De esta manera, se decidió trabajar en
el mejoramiento de los Servicios de Control de Tránsito Aéreo, de modo que se
hicieran respetar las reglas de navegación, proporcionando control unificado de
todas las áreas terminales y aerovías del país.
Luego, en 2004, quedó establecido el Sistema Nacional de Vigilancia y Control
Aeroespacial (SINVICA).
En este marco es que el Gobierno Nacional requiere a INVAP el desarrollo,
construcción e instalación de radares para satisfacer las necesidades del nuevo
sistema. La empresa responde entonces con el Plan Argentino de Desarrollo
de Sensores Radar, cuyo objetivo es nuclear las capacidades del país en la
materia, a fin de lograr, desarrollar y construir “sensores radar” primarios,
secundarios y meteorológicos, con tecnología propia y moderna en el plazo
más breve posible.

Industrias y Servicios I
22 Grupo 13 – Año 2015
Prototipo Radar Secundario (RSMA) instalado en el Aeropuerto Internacional
de San Carlos de Bariloche
Sistema de Control Fiscal
Los sistemas complejos de información resultan una herramienta eficaz a fin de
que los gobiernos provinciales y el Estado Nacional ejerzan un mejor control
fiscal de los recursos y las actividades económicas. La experiencia de INVAP le
permite desarrollar este tipo de sistemas, donde hay adquisición de datos
(remotos o no), una red de comunicaciones, puntos de distribución de
información y centros operativos.
En estos centros se procesan datos, se generan informes en tiempo real y se
tiene un cuadro simultáneamente detallado y general de todo lo que sucede en
un ambiente amplio y/o de gran complejidad y de variables cambiantes.
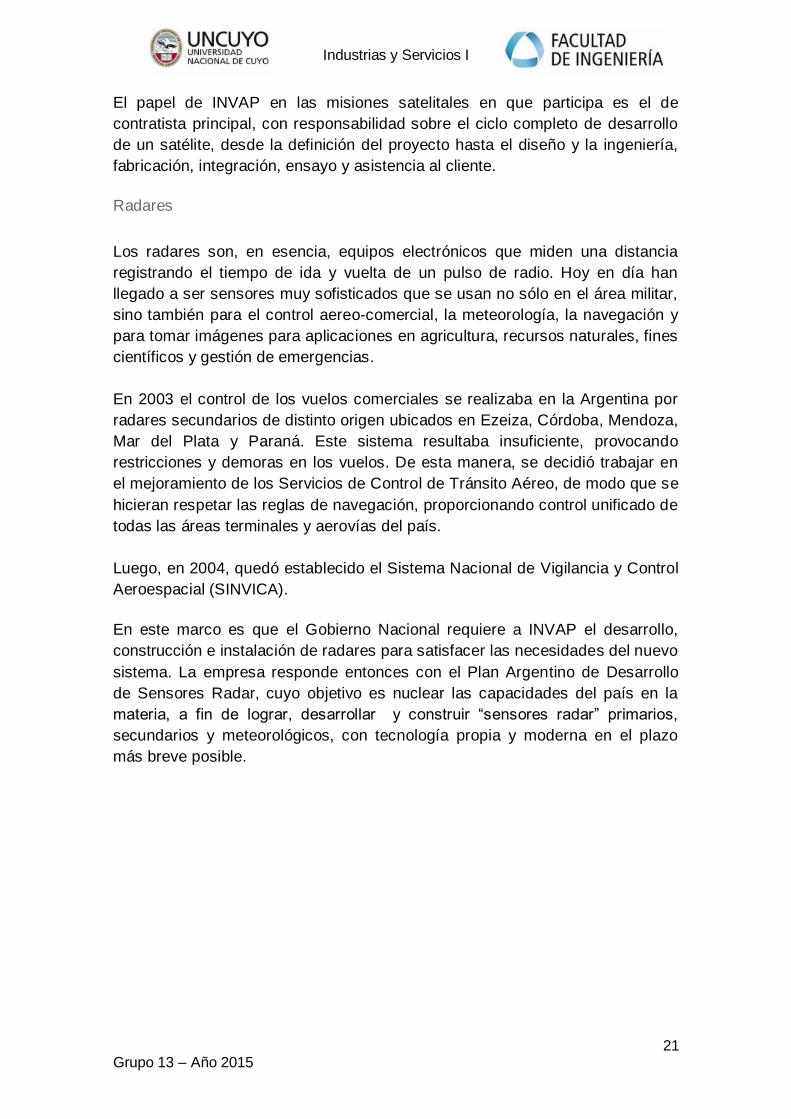
SIMPO (Sistema de Monitoreo Pesquero y Oceanográfico)
El SIMPO es una eficaz y probada aplicación para verificar que la explotación
del recurso marino sea sustentable. Actualmente la Provincia de Río Negro
cuenta con este sistema, lo que le permite obtener un pormenorizado registro
de la actividad realizada en el Golfo San Matías.
Industrias y Servicios I
23 Grupo 13 – Año 2015
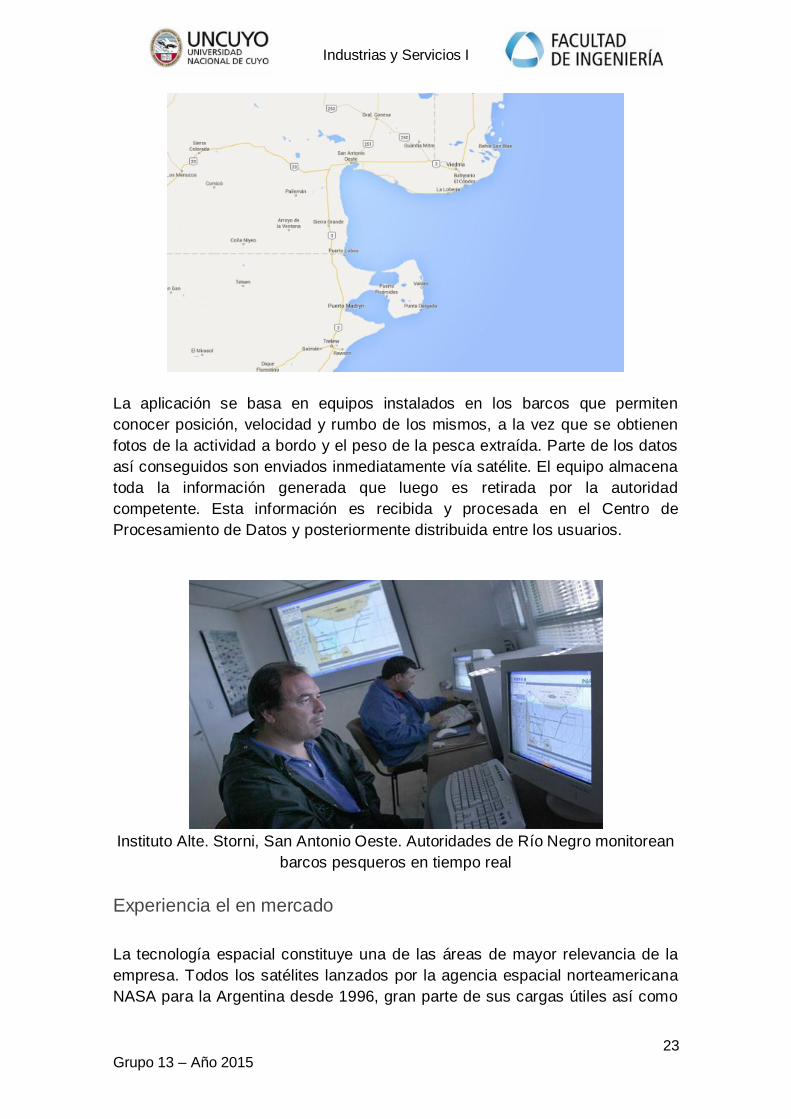
La aplicación se basa en equipos instalados en los barcos que permiten
conocer posición, velocidad y rumbo de los mismos, a la vez que se obtienen
fotos de la actividad a bordo y el peso de la pesca extraída. Parte de los datos
así conseguidos son enviados inmediatamente vía satélite. El equipo almacena
toda la información generada que luego es retirada por la autoridad
competente. Esta información es recibida y procesada en el Centro de
Procesamiento de Datos y posteriormente distribuida entre los usuarios.
Instituto Alte. Storni, San Antonio Oeste. Autoridades de Río Negro monitorean
barcos pesqueros en tiempo real
Experiencia el en mercado
La tecnología espacial constituye una de las áreas de mayor relevancia de la
empresa. Todos los satélites lanzados por la agencia espacial norteamericana
NASA para la Argentina desde 1996, gran parte de sus cargas útiles así como

Industrias y Servicios I
24 Grupo 13 – Año 2015
la estación satelital de observación terrestre de Falda del Carmen han sido
diseñados y construidos por INVAP para la CONAE.
Si bien ya desde mediados de los años '80 INVAP tenía inquietud por los temas
espaciales, fue después de la creación de la CONAE, a mediados de 1991 y
con el convenio de colaboración que firmó ésta con la NASA de los Estados
Unidos, que aquel interés de INVAP se convirtió en proyectos concretos. En
1991 se firmó un contrato entre la CONAE e INVAP por la provisión del satélite
SAC-B y del instrumento HXRS, un espectrómetro para investigación científica.
Desde ese momento, CONAE ha sido el cliente casi único de INVAP en temas
espaciales, así como lo había sido la CNEA en sus comienzos para los temas
nucleares. Las pautas de base son similares y también lo son algunos de los
protagonistas: baste decir que el director técnico de la CONAE desde 1994 es
el Dr. Conrado F. Varotto, creador de INVAP veinte años antes.
La firma de estos contratos marcó el ingreso de INVAP a su "era espacial" en
un momento crítico para la empresa (1991) y fue un importante signo de
confianza por parte de las autoridades de la entonces nueva agencia espacial.

Industrias y Servicios I
25 Grupo 13 – Año 2015
Industria de base
tecnológica:
Producción de Metanol

Industrias y Servicios I
26 Grupo 13 – Año 2015
Introducción
El compuesto químico metanol, también conocido como alcohol de madera,
alcohol metílico, o raramente como alcohol de quemar en los hogares, es el
alcohol más sencillo. A temperatura ambiente se presenta como un líquido
ligero de baja densidad (791,8 kg/m3; 0.7918 g/cm3) , de masa molar de 32,04
g/mol, incoloro, con punto de fusión de -97 °C, punto de ebullición de 65°C,
inflamable y tóxico. Su fórmula química es CH3OH(CH4O).
Historia
Fue utilizado en el proceso de embalsamamiento, junto con otra mezcla de
sustancias por los antiguos egipcios, que lo obtenían mediante la pirólisis de la
madera. En 1661 Robert Boyle, aisló el metanol puro, cuando lo produjo a
través de la destilación de madera. En 1834, químicos franceses determinaron
su composición elemental. En 1840 se lo llamó metilo por abreviatura de
metileno, y después fue utilizado para describir el alcohol metílico; expresión
que la Conferencia Internacional sobre Nomenclatura Química redujo a
«metanol» en 1892.
En 1923 químicos Alemanes desarrollan un medio para convertir un gas de
síntesis (una mezcla de monóxido de carbono, dióxido de carbono e hidrógeno)
en metanol. Este proceso utiliza un catalizador de óxido de cromo y
manganeso, y requiere de presiones extremadamente elevadas que van desde
50 hasta 220 atm y temperaturas de hasta 450 °C. La producción moderna de
metanol es más eficiente: se utilizan catalizadores (comúnmente de cobre)
capaces de funcionar a presiones más bajas.
El uso de metanol como combustible de automoviles recibió atención durante
las crisis del petróleo de la década de 1970 debido a su disponibilidad, bajo
coste, y los beneficios medioambientales.
Industrias y Servicios I
27 Grupo 13 – Año 2015
Metanol en el mundo
China tiene el 45% de la producción total y es el segundo consumidor de
metanol en el mundo, el Pacífico asiático produce un 22%, Europa un 20% y
Norteamérica el 13%. En cuanto a latinoamérica, esta tiene una participación
muy pequeña, pero en ascenso.
Principal productor del país
YPF es el principal productor de petroquímicos de la Argentina. Cuenta con tres
plantas estratégicamente ubicadas en : Ensenada, Plaza Huincul y Bahía
Blanca. También participa del 50% de la planta industrial de Refinor localizada
en Salta. Estas plantas elaboran benceno, tolueno, xilenos mezcla, ortoxileno,
ciclohexano, solventes, MTBE, buteno , oxoalcoholes, TAME, poliisobutileno,
anhídrido maleico, metanol y urea. Estos complejos están conectados a los
mercados a través de una extensa y eficiente red logística.
Industrias y Servicios I
28 Grupo 13 – Año 2015
YPF Química comercializa sus productos en el mercado local, donde es líder, y
en el mercado exterior, con destinos como Estados Unidos, Europa, Mercosur y
resto de Latinoamérica.
Complejo Industrial Plaza Huincul (CIPH)
En Argentina, el único proveedor de metanol es YPF. Lo fabrica en la planta de
Plaza Huincul. Esta fue costruida por el consorcio Lurgi-Techint, se abrió
oficialmente en el año 2001 y demandó una inversión de 160 millones de
dólares. Para el 2003 contaba con 40 trabajadores y 20 contratistas
La refinería de Plaza Huincul, de baja complejidad, cuenta con una unidad de
fraccionamiento atmosférico y una unidad de reformación de naftas. El
complejo posee una planta de producción de metanol a partir de gas natural,
con una producción anual de 400.000 toneladas y el 75% de este se destina a
la exportación.
(Otro productor es Ladco S.A, ubicado en San Martín, Buenos Aires)
Para adquirir Metanol puro, es necesario tener autorización escrita por el
Instituto Nacional de Vitivinicultura (INV).
En caso de no contar con inscripción en INV, se puede adquirir como diluyente
MI982 con el agregado de 2% de alcohol isopropílico y 40ppm de Benzoato de
denatonio.
Mercado
Las ventas netas de metanol para 2008 fueron de $3.923 millones, con un alza
del 13,5%, según explica YPF, por un aumento en el rubro de fertilizantes. La
utilidad operativa, en relación al 2007, ascendió un 135,6%, de $500 millones a
$1.178 millones.
Por otra parte, los precios subieron 51% en 2013 debido a las crisis en el país.
Usos del metanol.
Químico intermedio: Las aplicaciones primarias del metanol son la
producción de productos químicos y de aquellos que se utilizan como
combustible. El metanol se utiliza en la manufactura del formaldehído,
del ácido acético y de una variedad de químicos intermedios que forman

Industrias y Servicios I
29 Grupo 13 – Año 2015
la base de una gran cantidad de derivados secundarios. Estos últimos se
utilizan en la fabricación de una amplia gama de productos incluyendo
enchapados, tableros aglomerados, espumas, resinas y plásticos.
Aplicaciones en celdas de combustibles: Está considerado ampliamente
como uno de los combustibles más prometedores para aplicaciones de
celdas de combustible que están siendo desarrolladas hoy en día para
teléfonos celulares, computadoras portátiles y medios de transporte de
menor escala como los scooters. Varias de sus cualidades distintivas lo
convierten en el portador ideal de hidrógeno para vehículos a celdas de
combustible del futuro y posiblemente sea capaz de proveer una fuente
de energía alternativa para el hogar.
Una celda de combustible es un dispositivo electroquímico cuyo
concepto es similar al de una batería. Consiste en la producción de
electricidad mediante el uso de químicos, que usualmente son hidrógeno
y oxígeno, donde el hidrógeno actúa como elemento combustible, y el
oxígeno es obtenido directamente del aire. Debido a que la generación
de energía eléctrica es directa, la eficiencia que alcanza una celda de
combustible puede ser muy elevada, además al no tener partes en
movimiento son muy silenciosas. Sumado a todo esto hay que agregar
que la celda de combustible no usa la combustión como mecanismo de
generación de energía, lo que la hace prácticamente libre de
contaminación.
Pueden ser fabricadas de distintos tamaños y para distintas aplicaciones
que van desde su uso en telefonía celular, hasta el uso de éstas para
impulsar automóviles. Además, la energía producida es 100% limpia, ya
que el único producto que se obtiene es agua o vapor de agua
dependiendo de la temperatura de operación del dispositivo. El nuevo
tipo de pila de combustible innovador ofrece una densidad energética
dos veces superior a las baterías de litio para dispositivos portátiles.
Metanol como combustible: En principio cabe destacar que el metanol
surge como combustible alternativo ante la toxicidad de las emisiones de
las naftas y la destrucción de la capa de ozono. Igualmente el poder
calorífico de la nafta es el aproximadamente el doble del poder calorífico
del metanol. Entre los más conocidos se encuentran el M-85, con 85%
de metanol y 15% de nafta y el M-100 con 100% metanol. La empresa
Methanex (Mexico) está considerando la producción de gasoil-metanol
para disminuir las emisiones de partículas, que producen smog y que
son el origen de problemas respiratorios. Esta mezcla reduce en un 50%
la emisión de partículas. La tecnología de gasoil-metanol trabaja en
motores existentes y sin ninguna modificación de consideración.

Industrias y Servicios I
30 Grupo 13 – Año 2015
Algunas ventajas del metanol como combustibles para auto son: Se
pueden producir a partir de fuentes y residuos renovables tales como
pasto, caña de azúcar, etc. Genera menor contaminación ambiental que
los combustibles fósiles. Para que el parque vehicular utilice este
combustible sólo es necesario cambiar las partes plásticas del circuito de
combustible.
Tratamiento de aguas residuales: Las aguas residuales que se juntan en
las plantas de tratamiento contienen, por lo general, altos niveles de
amoníaco. Mediante un proceso de degradación de bacterias, este
amoníaco es convertido en nitrato. En un proceso subsecuente llamado
desnitrificación, se remueve el nitrato mediante una combinación de
tratamientos químicos y degradación de bacterias.
El metanol es una molécula simple que sirve como fuente ideal de
carbón para las bacterias usadas en la desnitrificación. Aceleradas por la
adición del metanol, las bacterias anaeróbicas convertirán rápidamente
el nitrato en un inofensivo gas de nitrógeno, el cual es liberado en la
atmósfera.
Producción de biodiesel: El biodiésel es un combustible alternativo de
combustión limpia elaborado a partir de elementos naturales y
biodegradables como por ejemplo: aceites vegetales de soja, mostaza,
semilla de canola o rapeseed, y aceite de palma, grasas animales
(despojos de aves, sebo y aceite de pescado), aceites de cocina usados
y grasas residuales de restaurantes.
Se hacen reaccionar químicamente estas grasas y aceites con un
alcohol, normalmente metanol, para producir éster o biodiésel. Se puede
utilizar cualquier tipo de alcohol, el metanol es el preferido ya que es
menos costoso que otros y permite un proceso de mejor reacción. Por
cada diez volúmenes de biodiésel que se produce, un volumen de
metanol es utilizado en el proceso.

Industrias y Servicios I
31 Grupo 13 – Año 2015
Plantas a las que se les provee metanol en Argentina.
Aplicaciones variadas:
- Cristalización, precipitación y limpieza de sales halide alcalinasmetálicas.
- Precipitación de resinas de poliestireno y chloroprene.
- Limpieza y secado de fracciones de carbón en polvo.
- Disolventes de pintura.
- Limpieza de superficies metálicas.
- Limpieza de resinas de intercambio iónico.
- Extracción de humedad y resinas de maderas.
- Agente extractor en la industria petrolera, química y alimenticia.
- Combustible para cocinas de camping y soldadores.
- Líquido anticongelante y limpiaparabrisas para automóviles.
- Anticongelante para deshidratación de oleoductos.
Industrias y Servicios I
32 Grupo 13 – Año 2015
Ambiente
De acuerdo con la Agencia de Protección de Estados Unidos (USEPA por sus
siglas en inglés), la contaminación atmosférica ha alcanzado límites peligrosos
para la salud humana y el ambiente, y los vehículos motorizados son los
principales causantes de esta contaminación. Por su parte, la Asociación de
Recursos Renovables de Canadá señala que agregar un 10% de etanol al
combustible reduciría hasta en un 30 por ciento las emisiones de monóxido de
carbono (CO) y entre 6 y 10 por ciento las de dióxido de carbono (CO2);
asimismo habría una reducción en la formación de ozono.
La emisión de agentes contaminantes de automóviles que funcionan con
metanol contienen 20 por ciento de dióxido de carbono y 10 por ciento de los
diferentes hidrocarburos que actualmente emiten los vehículos que utilizan
gasolina. Empleando metanol, los autos eliminarían casi por completo las
emisiones de partículas en suspensión y compuestos tóxicos tales como: óxido
de nitrógeno (NO), ozono (O3), hidrocarburos no quemados, CO, CO2 y
dióxido de azufre (SO2) entre otros. Tanto en las mezclas con etanol, como en
las que se emplean grandes porcentajes de metanol, la generación de ozono
es mucho menor.
Una desventaja de estos alcoholes es la mayor producción de vapor de agua,
que calienta la atmósfera, y menor cantidad de sulfatos, que la enfrían, por lo
que contribuirían en mayor medida a provocar el “efecto invernadero".
Dentro de su proceso de producción no produce emisiones contaminantes.
Producción de metanol
Originariamente se producía metanol por destilación destructiva de astillas de
madera. Esta materia prima condujo a su nombre de alcohol de madera. Este
proceso consiste en destilar la madera en ausencia de aire a unos 400 °C
formándose gases combustibles (CO, C2H4, H2), empleados en el
calentamiento de las retortas; un destilado acuoso que se conoce como ácido
piroleñoso y que contiene entre un 7-9% de ácido acético, 2-3% de metanol y
un 0.5% de acetona; alquitrán de madera que es base para la preparación de
antisépticos y desinfectantes; y carbón vegetal que queda como residuo en las
retortas.
Actualmente, todo el metanol producido mundialmente se sintetiza mediante un
proceso catalítico a partir de monóxido de carbono e hidrógeno. Esta reacción
emplea altas temperaturas y presiones, y necesita reactores industriales
grandes y complejos.
CO + CO2 + H2 CH3OH

Industrias y Servicios I
33 Grupo 13 – Año 2015
La reacción se produce a una temperatura de 300-400 °C y a una presión de
200-300 atm. Los catalizadores usados son ZnO o Cr2O3.
El gas de síntesis (CO + H2) se puede obtener de distintas formas. Los
distintos procesos productivos se diferencian entre sí precisamente por este
hecho. Actualmente el proceso más ampliamente usado para la obtención del
gas de síntesis es a partir de la combustión parcial del gas natural en presencia
de vapor de agua.
Gas Natural + Vapor de Agua CO + CO2 + H2
Sin embargo el gas de síntesis también se puede obtener a partir de la
combustión parcial de mezclas de hidrocarburos líquidos o carbón, en
presencia de agua.
Mezcla de Hidrocarburos Líquidos + Agua CO + CO2 + H2
Carbón + Agua CO + CO2 + H2
En el caso de que la materia prima sea el carbón, el gas de síntesis se puede
obtener directamente bajo tierra. Se fracturan los pozos de carbón mediante
explosivos, se encienden y se fuerzan aire comprimido y agua. El carbón
encendido genera calor y el carbono necesarios, y se produce gas de síntesis.
Este proceso se conoce como proceso in situ. Este método no tiene una
aplicación industrial difundida.
Los procesos industriales más ampliamente usados, usando cualquiera de las
tres alimentaciones (gas natural, mezcla de hidrocarburos líquidos o carbón)
son los desarrollados por las firmas Lurgi Corp. e Imperial Chemical Industries
Ltd. (ICI).
Proceso Lurgi
Se denomina proceso de baja presión para obtener metanol a partir de
hidrocarburos gaseosos, líquidos o carbón.

Industrias y Servicios I
34 Grupo 13 – Año 2015
El proceso consta de tres etapas bien diferenciadas.
1. Reforming
Es en esta etapa donde se produce la diferencia en el proceso en función del
tipo de alimentación.
En el caso de que la alimentación sea de gas natural, este se desulfuriza antes
de alimentar el reactor. Aproximadamente la mitad de la alimentación entra al
primer reactor, el cual está alimentado con vapor de agua a media presión.
Dentro del reactor se produce la oxidación parcial del gas natural. De esta
manera se obtiene H2, CO, CO2 y un 20% de CH4 residual.
Esta reacción se produce a 780 °C y a 40 atm.
El gas de síntesis más el metano residual que sale del primer reactor se mezcla
con la otra mitad de la alimentación (previamente desulfurizada). Esta mezcla
de gases entra en el segundo reactor, el cual está alimentado por O2. Este se
provee de una planta de obtención de oxígeno a partir de aire.
CH4 + CO + CO2 + O2 CO + CO2 + H2
Esta reacción se produce a 950 °C.

Industrias y Servicios I
35 Grupo 13 – Año 2015
En caso de que la alimentación sea líquida o carbón, ésta es parcialmente
oxidada por O2 y vapor de agua a 1400-1500 °C y 55-60 atm. El gas así
formado consiste en H2, CO con algunas impurezas formadas por pequeñas
cantidades de CO2, CH4, H2S y carbón libre. Esta mezcla pasa luego a otro
reactor donde se acondiciona el gas de síntesis eliminando el carbón libre, el
H2S y parte del CO2, quedando el gas listo para alimentar el reactor de
metanol.
2) Síntesis
El gas de síntesis se comprime a 70-100 atm. y se precalienta. Luego alimenta
al reactor de síntesis de metanol junto con el gas de recirculación. El reactor
Lurgi es un reactor tubular, cuyos tubos están llenos de catalizador y enfriados
exteriormente por agua en ebullición. La temperatura de reacción se mantiene
así entre 240-270 °C.
CO + H2 CH3OH ΔH < 0
CO2 + H2 CH3OH ΔH < 0

Industrias y Servicios I
36 Grupo 13 – Año 2015
Una buena cantidad de calor de reacción se transmite al agua en ebullición
obteniéndose de 1 a 1.4 Kg. de vapor por Kg. de metanol. Además se protege
a los catalizadores.
3) Destilación
El metanol en estado gaseoso que abandona el reactor debe ser purificado.
Para ello primeramente pasa por un intercambiador de calor que reduce su
temperatura, condensandose. Este se separa luego por medio de un
separador, del cual salen gases que se condicionan (temperatura y presión
adecuadas) y se recirculan. El metanol en estado líquido que sale del
separador y se dirige a una columna de destilación alimentada con vapor de
agua a baja presión. De la torre de destilación sale el metanol en condiciones
normalizadas
.
Proceso ICI
La diferencia entre los distintos procesos se basa en el reactor de metanol, ya
que los procesos de obtención de gas de síntesis y purificación de metanol son
similares para todos los procesos.

Industrias y Servicios I
37 Grupo 13 – Año 2015
En este caso la síntesis catalítica se produce en un reactor de lecho fluidizado,
en el cual al gas de síntesis ingresa por la base y el metanol sale por el tope. El
catalizador se mantiene así fluidizado dentro del reactor, el cual es enfriado por
agua en estado de ebullición, obteniéndose vapor que se utiliza en otros
sectores del proceso.
La destilación se realiza en dos etapas en lugar de realizarse en una sola.
Todas las demás características son similares al proceso Lurgi antes descrito.
Otros datos del metanol

Industrias y Servicios I
38 Grupo 13 – Año 2015

Industrias y Servicios I
39 Grupo 13 – Año 2015

Industrias y Servicios I
40 Grupo 13 – Año 2015
Industria Metalmecánica
para la industria del gas y
petróleo

Industrias y Servicios I
41 Grupo 13 – Año 2015
1. Introducción temática
Las industrias metalúrgica y metalmecánica forman parte de las industrias
manufactureras, que tienen como objetivo el procesado, ya sea químico o físico, de las
materias primas para la obtención de productos o subproductos diversos, habiéndole
añadido un valor agregado a dicho producto.
En el caso particular que nos toca desarrollar, la materia prima la compone, como lo dice
su nombre, el metal. Estas dos ramas se encargan del procesamiento de diversos tipos de
metales para obtener una gran variedad de productos. Estos a su vez pueden ser materia
prima para otra industria, partes de otro producto de mayor envergadura o productos
terminados listos para el consumo.
En el siguiente cuadro podemos observar varias ramas de las industrias metalúrgica y
metalmecánica con sus diversos productos:
Para el caso particular de este informe, nos enfocaremos en el sector de la industria
metalmecánica que produce la maquinaria para el tratamiento del petróleo y gas natural,
enfocándonos en el proceso productivo de una torre de topping.
Sin embargo, muchas de las maquinarias y herramientas productos de esta industria se pueden
englobar bajo un proceso productivo general, el cual se detalla a continuación:

Industrias y Servicios I
42 Grupo 13 – Año 2015
2. Historia de las refinerías en argentina y la relación con la industria metalmecánica
E l 7 de mayo de 1913 entró en servicio en Comodoro Rivadavia una pequeña planta
de destilación que aportaría productos livianos para cubrir las necesidades de los
yacimientos y de otras actividades de la zona, así como fuel oil de bajo punto de
inflamación para buques de la Armada Nacional. La nueva refinería no era la primera
del país, pero sí la que iniciaría el procesamiento del petróleo crudo argentino. Ya en el
siglo XVIII se hablaba de la existencia de petróleo y kerosene en el noroeste argentino,
en Cuyo y en la Cuenca neuquina.
Los pioneros de la refinación planteaban ya hace 100 años la necesidad de fomentar la
industria petrolera para impulsar el desarrollo de la industria nacional y alcanzar el
autoabastecimiento energético. Pronunciada por el Dr. Marcelo Yrigoyen en 1982,
durante el Primer Congreso Nacional de Hidrocarburos, se ha convertido en una fuente
consultada por todos los historiadores de petróleo.
Algo comenzaría a cambiar sin embargo en 1906, cuando el empresario austríaco
Emilio Schiffner instaló en Campana, provincia de Buenos Aires, una pequeña refinería
que procesaba materias primas importadas. Nacía así la Compañía Nacional de
Aceites, posteriormente rebautizada como “Compañía Nativa de Petróleo” (CNP). Se
trataba de la primera refinería de petróleo de América latina, que en 1911 pasó a
manos de la West India Oil Company (WIOC), conocida como “la WICO”. Se trataba de
una subsidiaria de la Standard Oil de New Jersey, que operaba como importadora en
Argentina y en otros países latinoamericanos. La WICO amplió las instalaciones de la
refinería de Campana y para 1916 abastecía a más del 90% del mercado argentino de
derivados del petróleo con productos importados o producidos en el país a partir de
petróleos extranjeros.
Industrias y Servicios I
43 Grupo 13 – Año 2015
En los primeros años de producción de petróleo patagónico, una decena de pequeñas
plantas ubicadas tanto junto a los yacimientos como en la cercanía de los mercados
consumidores destilaron el crudo, pero la mayoría no lograron sobrevivir a la
competencia de las grandes refinerías construidas por YPF y por algunas compañías
privadas, que incrementaron las capacidades de producción y mejoraron las calidades
de los productos derivados.
Las refinerías cercanas a los yacimientos
En 1918 se inicia la explotación estatal en la Cuenca neuquina y al año siguiente se
instala una refinería en Plaza Huincul, que funciona hasta nuestros días.
La producción de esta planta creció junto con la de los yacimientos y en 1929, en el
marco de un proceso de modernización encarado por el Gral. Enrique Mosconi, se
incrementó la capacidad de producción y se instaló una planta de craqueo. Siempre
con el criterio de procesar localmente los crudos producidos para proveer de energía a
los yacimientos y abastecer al consumo de la región, en 1928 se instaló una pequeña
destilería en Campamento Vespucio, en la Cuenca noroeste.
Según datos publicados por YPF, a mediados de la década de 1920 se importaban
anualmente más de 360 millones de litros de nafta, 94 millones de litros de kerosene y
250.000 toneladas de fuel oil. El parque automotor era de 179.800 unidades (160.600
automóviles y 19.200 camiones). Actualmente hay 11,5 millones de
vehículos(incluyendo automóviles , vehículos comerciales livianos y pesados).
Luego Mosconi convoca a licitación para la construcción de una refinería cercana a la
Capital Federal. El emplazamiento elegido fue el puerto de La Plata, más precisamente
la localidad de Ensenada. El 23 de diciembre de 1925, con la presencia del Presidente
Marcelo T. de Alvear y del gobernador de Buenos Aires, José Luis Cantilo, se inauguró
la planta de destilación de la nueva refinería, a la que se agregarían en los tres años
siguientes otras plantas de proceso, incluidas las de cracking Cross. Desde sus
orígenes hasta hoy La Plata fue la mayor refinería argentina. En 1955 se incorporó a
ella la primera planta de cracking catalítico del país, así como plantas de alquilación,
polimerización y vacío, continuando su permanente modernización hasta nuestros días.
Las refinerías de YPF La inauguración de la Destilería La Plata marca un nuevo ciclo
en la historia de la refinación en país. Su tecnología permitió una mayor producción de
destilados livianos, especialmente de naftas. Su capacidad de elaboración, superior a
la de las restantes refinerías argentinas sumadas, logró que se terminaran las ventas
de petróleo no procesado, que habían sido la mayor fuente de ingresos de la empresa
estatal hasta 1925.
En 1938, YPF construyó una refinería en San Lorenzo, en la provincia de Santa Fe,
abastecedora de productos a lo largo del Río Paraná.
Luján de Cuyo, nacida también en 1940, después de algunas ampliaciones se convirtió
en la segunda refinería más grande del país y actualmente opera con crudos cuyanos y
neuquinos.
También desde 1940 el crudo de los yacimientos norteños fue refinado en la nueva
planta de Chachapoyas, en las cercanías de la ciudad de Salta, que operó hasta 1964.
Su producción fue absorbida por la nueva refinería de Campo Durán, nacida en 1960.

Industrias y Servicios I
44 Grupo 13 – Año 2015
Entretanto, en 1952 comenzó su producción una nueva planta procesadora de YPF en
Dock Sud.
En 1947 se produjo el primer combustible especial para motores a turbina, con el que
abasteció la primera escuadrilla de jets de la Fuerza Aérea Argentina. Esto significó
que desde los años 1950 su nombre estuviera presente en casi todos los aeropuertos
que se multiplicaban a lo largo y a lo ancho del país.
De esta forma, al iniciarse la década de 1960 YPF contaba con seis refinerías. Tres se
ubicaban junto a los yacimientos: Plaza Huincul, Luján de Cuyo y Campo Durán. Las
otras tres en el corazón de zona de más alto consumo: La Plata, Dock Sud y San
Lorenzo. En 1945 había instalado su primera estación de servicio con venta de
combustibles y auxilio mecánico en el barrio de Chacarita, punta de lanza de una red
que en pocos años cubrió a todo el país, llegando a rincones no siempre muy rentables
pero necesitados de atención.
Las refinadoras privadas Mientras YPF dominaba el mercado con seis refinerías, en el
país operaban las empresas Esso, Shell y otras compañías más pequeñas. La WICO,
la mayor abastecedora de combustibles hasta la década de 1920, había instalado en
1914 el primer surtidor del país en la Plaza Lorea, en el barrio de capitalino de
Congreso. En 1927 había inaugurado también la primera estación de servicios en el
Boulevard Gálvez, en la ciudad de Santa Fe.
Desde su refinería de Campana, la WICO terminaría por identificarse con la marca
ESSO, sigla correspondiente a “Eastern Seaboard Standard Oil”. Ese nombre había
llegado al país en 1912 de la mano de algunos productos importados, especialmente
lubricantes, y terminó por imponerse a todos los combustibles producidos en Campana.
En 1928 la empresa construyó las ya mencionadas plantas de Elordi y Dadín y una
destilería en Puerto Galván, al sur de la provincia de Buenos Aires. Shell había
debutado como importadora de combustibles en los años de la Primera Guerra
Mundial, con la llegada del San Melito, el buque petrolero más grande del mundo, que
traía una carga de fuel oil y asfalto mexicanos.
Las refinerías argentinas cien años después
Innumerable cantidad de productos, y sobre todo de marcas, aparecerían en el
mercado en las décadas siguientes. No es intención de esta nota analizar toda la
historia de la refinación en la Argentina, sino relatar sus orígenes y sus primeros
pasos. En los últimos 50 años el desarrollo de la refinación atravesó complejas y
variadas circunstancias políticas y económicas que impusieron vaivenes en el camino
hacia el autoabastecimiento de combustibles. Una mirada sobre las estadísticas nos
muestra que ese camino fue sinuoso. Argentina alcanzó el autoabastecimiento de
petróleo en 1980, pero desde 1970 las refinerías nacionales producían los
combustibles suficientes para abastecer al parque automotor, en tanto la conversión
de las industrias a gas natural aseguraba una disminución en la demanda de fuel oil,
notoria en los años ´90.
De la misma forma, la incorporación del GNC al parque automotor disminuyó
notablemente el consumo de moto naftas. En el nuevo siglo otras circunstancias
incidieron en el mercado y conspiraron contra el autoabastecimiento.

Industrias y Servicios I
45 Grupo 13 – Año 2015
El progresivo cierre de las líneas férreas trajo como lógica consecuencia un
crecimiento desmesurado del parque automotor de carga. La creciente incorporación
anual de nuevos automóviles a las calles argentinas generó dificultades para el
abastecimiento normal de combustibles. Por otra parte, el cruce entre el crecimiento de
la demanda y la disminución de la oferta de gas obligó a retornar al uso del fuel oil, que
debió importarse para cubrir las necesidades. Durante los años ´90, tanto al proceso
de desregulación de la industria petrolera nacional como al proceso de fusiones y
adquisiciones de empresas petroleras que se registraba en el mundo, se hicieron
sentir en el mercado refinador argentino. Varias refinerías cambiaron de manos, y
aparecieron algunas nuevas.
En 1994, de la fusión entre Isaura, Astra y CGC nació la marca Eg3, adquirida
posteriormente por Repsol y luego por la brasileña Petrobras. El proceso de
privatización de YPF incluyó la venta de su refinería de Campo Durán, hoy Refinor, de
la planta de Dock Sud, que pasó a ser operada por DAPSA, y de la refinería San
Lorenzo, que pasó a ser Refisan y luego Oil Combustibles.
Otras refinerías mudaron de manos; la última de ellas la Esso de Campana, heredera
de la primera refinería argentina, que actualmente es propiedad de Axion Energy. La
disponibilidad de seis refinerías aseguró a YPF por varias décadas el procesamiento
de más del 60% del crudo tratado y de los combustibles producidos en el país. Esta
proporción descendió con la venta de tres refinerías entre 1991 y 1992, y
posteriormente con el canje de los activos de Eg3, pertenecientes a Repsol-YPF por
activos en Brasil entregados por Petrobras.
Estas circunstancias ubicaron a YPF con cifras cercanas al 50% del mercado, un
porcentaje que está ahora en crecimiento. En 2012 pasó por las refinerías de YPF el
54% del crudo procesado en Argentina. Al iniciarse la década de 1960 ya estaban en
pie prácticamente todas las refinerías que operan hasta hoy en Argentina, al menos las
que aportan los mayores porcentajes de procesamiento de crudo. La mayoría debieron
ser ampliadas y modernizadas para adaptarse al crecimiento de la demanda y a los
estándares de calidad exigidos por la normativa nacional e internacional. La necesidad
y conveniencia de convertir los fondos pesados del barril en productos livianos e
intermedios y la continuada exigencia de mejores productos por parte del consumidor y
de las regulaciones medioambientales, han motivado que las empresas refinadoras
desarrollaran un parque refinador complejo, de alto nivel tecnológico, apto para esos
propósitos

Industrias y Servicios I
46 Grupo 13 – Año 2015
3. Localización
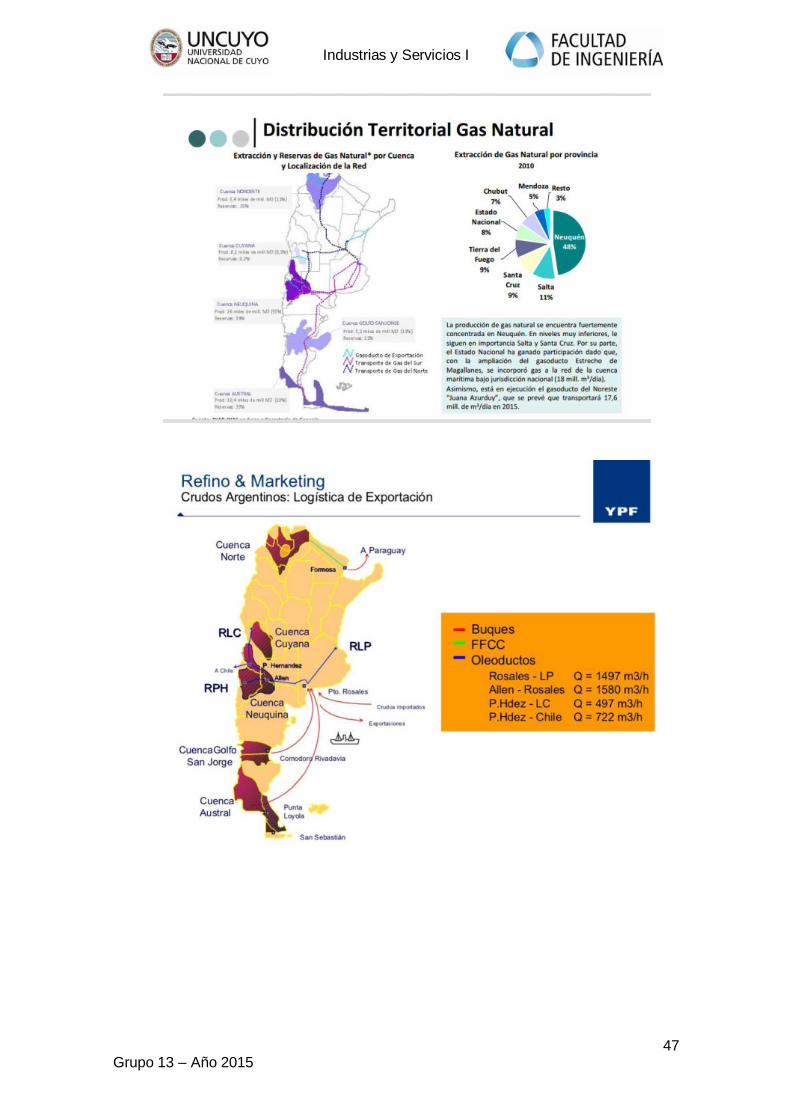
Industrias y Servicios I
47 Grupo 13 – Año 2015

Industrias y Servicios I
48 Grupo 13 – Año 2015
4. Principales productos
La industria petrolera se encuentra dividida en tres grandes sectores: upstream, midstream y
downstream.
Al upstream también se lo conoce como sector de exploración y producción.
Este sector incluye las tareas de búsqueda de potenciales yacimientos de petróleo crudo y
de gas natural, tanto subterráneos como submarinos, la perforación de pozos exploratorios, y
posteriormente la perforación y explotación de los pozos que llevan el petróleo crudo o el gas
natural hasta la superficie.
Las operaciones de midstream generalmente incluyen algunos elementos de los sectores
upstream y downstream. Por ejemplo, el sector midstream puede incluir plantas de
procesamiento de gas natural que purifican el gas natural crudo, y remueven y
producen azufre elemental y gas natural líquido como productos terminados. Generalmente
estas operaciones son ubicadas en el downstream.
El sector downstream se refiere comúnmente a las tareas de refinamiento del petróleo crudo y
al procesamiento y purificación del gas natural, así como también la comercialización y
distribución de productos derivados del petróleo crudo y gas natural. El sector downstream
llega hasta los consumidores con productos tales
como gasolina, querosén, combustiblesaeronáuticos, diésel, fueloil,lubricantes, ceras, asfalto, g
as natural, y gas licuado del petróleo así como también cientos de petroquímicos.

Industrias y Servicios I
49 Grupo 13 – Año 2015
Industria metalmecánica para el petróleo y gas.
En función del sector de petróleo y gas en el que nos encontremos vamos a tener diferentes
productos de la industria metalmecánica. A continuación vamos a citar algunos productos que
produce la industria metalmecánica para la industria del petróleo y gas.
Upstream
Unidad de bombeo mecánico
El bombeo mecánico es el método de producción primaria mediante elevación artificial del
fluido que se encuentra en el pozo y que por falta de energía no puede surgir a la superficie. Es
uno de los métodos más utilizados a nivel mundial (80-90%). Consiste en una bomba de
subsuelo de acción reciprocante que es abastecida con energía transmitida a través de una
sarta de varillas (cabillas). La energía proviene de un motor eléctrico o de combustión interna,
la cual moviliza a una unidad de superficie mediante un sistema de engranaje y correas.
El bombeo mecánico es un procedimiento de succión y transferencia casi continua
del petróleo hasta la superficie. La unidad de superficie imparte el movimiento de sube y baja a
la sarta de varillas de succión que mueve el pistón de la bomba, colocada en la sarta
de producción, a cierta profundidad del fondo del pozo .El Bombeo Mecánico Convencional
tiene su principal aplicación en el ámbito mundial en la producción de crudos pesados y extra
pesados, aunque también se usa en la producción de crudos medianos y livianos. No se
recomienda en pozos desviados y tampoco es recomendable cuando la producción de sólidos
y/o la relación gas–líquido sean muy alta, ya que afecta considerablemente la eficiencia de la
bomba.
Midstream:
Tubos oleoducto y poliducto, gasoducto.
TENARIS:
Tenaris es un productor y proveedor líder mundial de tubos de acero sin costura y
proveedor de servicios de manejo, almacenamiento y distribución de tubos para las
industrias del petróleo y gas, energía y mecánica.
Térmicos: TenarisSiderca produce tubos de acero para la construcción de calderas,
generadores de vapor, hornos de refinería e intercambiadores de calor de alta y baja
presión.

Industrias y Servicios I
50 Grupo 13 – Año 2015
Acíndar; Varillas de bombeo

Industrias y Servicios I
51 Grupo 13 – Año 2015
Downstream;Torres de destilación
Columna de destilación En nuestro informe vamos a estudiar la columna de topping atmosférico, ya que
en conjunto con el Topping al vacío, son los equipos encargados de realizar la
destilación del crudo.
Además, al analizarse las provincias señaladas con anterioridad, nos enfocamos en la
destilería de la empresa YPF que se encuentra en la ciudad neuquina de Plaza
Huincul. La misma cuenta con una unidad de fraccionamiento atmosférico y una unidad
de reformación de naftas, con una capacidad de refinación de 25.000 barriles por día.
5. Materias primas
La mayoría de los recipientes (95%) son fabricados de aceros SAE 1010, SAE 1020 o
acero inoxidable.
Propiedades físicas del acero SAE 1010 y SAE 1020:

Industrias y Servicios I
52 Grupo 13 – Año 2015
Propiedades físicas del acero inoxidable
En metalurgia, el acero inoxidable se define como una aleación de acero con un mínimo del
10 % al 12 % de cromo contenido en masa. Otros metales que puede contener por ejemplo son
el molibdeno y el níquel.
El acero inoxidable es un acero de elevada resistencia a la corrosión, dado que el cromo, u
otros metales aleantes que contiene, poseen gran afinidad por el oxígeno y reacciona con él
formando una capa pasivadora, evitando así la corrosión del hierro (los metales puramente
inoxidables, que no reaccionan con oxígeno son oro y platino, y de menor pureza se llaman
resistentes a la corrosión, como los que contienen fósforo). Sin embargo, esta capa puede ser
afectada por algunos ácidos, dando lugar a que el hierro sea atacado y oxidado por
mecanismos intergranulares o picaduras generalizadas. Algunos tipos de acero inoxidable
contienen además otros elementos aleantes; los principales son el níquel y el molibdeno.
Hay muchos tipos de aceros inoxidables pero vamos a analizar las propiedades un acero de
uso general que es el acero inoxidable AISI 316:

Industrias y Servicios I
53 Grupo 13 – Año 2015
6. proceso productivo, tecnologías y equipos.
Test Hidráulico
Distensionado
Punteado y soldadura
Curvado o rolado
Pintado
Diseño y calculo en función de las especificaciones
Inspección de la soldadura
Corte de chapa
Golpe de prensa

Industrias y Servicios I
54 Grupo 13 – Año 2015
El proceso de fabricación de una torre de comienza con un diseño y cálculo del recipiente en
función de las especificaciones provista por el cliente.
Este diseño y cálculo se realiza en función de:
Volumen del recipiente
Condiciones de operación: Presión de diseño, Temperatura de diseño, naturaleza del
fluido que contiene, cargas adicionales sobre el recipiente como vibraciones debidas a
acoplamientos de otros equipos con el recipiente calculado.
Tipos de cabezales a utilizar.
Material de construcción del recipiente.
Tipo de código que se va utilizar para el diseño: dependiendo las especificaciones de la
utilización de un código podemos usar el código ASME(Sociedad americana de
ingenieros mecánicos) o código AD-Merkblatter(alemán).La diferencia entre el código
ASME y el código alemán , es que en el código ASME los cálculos de espesores de los
equipos son más conservadores(mayor espesor) que en el código alemán. En el código
alemán son más exigentes en el proceso de fabricación de estos recipientes y no tanto
en el espesor de los equipos.
Corte de las chapas
Los distintos procesos de corte de chapa pueden ser clasificados en tres grupos: térmicos,
procesos de erosión y mecánicos. El proceso de corte de chapas es sin arranque de viruta.
Procesos térmicos:
Oxicorte (de tipo químico)
Plasma
Láser
Procesos de erosión:
Corte con agua
Corte con agua con abrasivos
Procesos mecánicos:
Punzonado
Cizallado
Aserrado
Oxicorte
No es un proceso de corte por fusión sino por combustión, es un proceso de tipo químico y no
de tipo térmico, que fue desarrollado en los primeros 20 o 25 años del siglo XX aunque es una
tecnología que se empieza a mejorar en Europa es en Estados Unidos donde se termina el
proceso como actualmente se conoce.
Es un proceso de combustión en el que lógicamente se necesitan tres agentes: un combustible
(en corte de acero va ser el hierro), un comburente que puede ser el oxigeno y un iniciador de
esa combustión que va ser una llama. Por supuesto, el hierro en presencia del aire, donde hay

Industrias y Servicios I
55 Grupo 13 – Año 2015
oxigeno, no va a entrar en combustión y necesitamos reunir una serie de condiciones que nos
permitan alcanzar una temperatura elevada en el orden de 800º. La llama calentará el material
hasta alcanzar esta temperatura. Se logra mediante la mezcla de oxígeno con un gas
combustible. Esta llama hará el proceso de precalentamiento hasta llegar al proceso de
oxidación final.
Fig. 1.- Principio de funcionamiento del proceso térmico de oxicorte (proceso de combustión)
Cuando esa llama calienta el material de forma adecuada hasta producir el proceso de
combustión, se inyecta un chorro de oxígeno en la boquilla, de tal manera que este oxigeno
acelera el proceso. Esta combustión oxida el material y gracias a la temperatura utilizada, los
óxidos se funden y luego son expulsados por la parte inferior aprovechando el chorro de
oxígeno. Es decir, que lo que se funde son los óxidos que se originan del material y no el
material en sí.
Para que un material pueda ser tratado con oxicorte la temperatura de fusión del óxido debe
ser menor a la temperatura de fusión del metal. Esto ocurre con el hierro ya que su temperatura
de fusión es inferior a la del propio acero, de modo que se puede cortar simplemente fundiendo
el óxido sin fundir el metal.
Este característica no es muy común en todos los materiales, de hecho, en la mayoría de los
metales ocurre lo contrario ya que tienen un punto de fusión inferior al del óxido con lo cual se
fundirían antes.
Fig. 2.- Fases del proceso de oxicorte
En cuanto a los gases que se utilizan en el proceso, se debe tener en cuenta que la pureza del
chorro de oxígeno debe ser elevada ya que de lo contrario no se consigue la combustión. Debe

Industrias y Servicios I
56 Grupo 13 – Año 2015
ser superior al 99,5%, si se reduce este porcentaje puede disminuir la velocidad de manera
importante.
En cuanto al gas combustible que utilizamos para originar la llama que calienta el material,
tenemos el acetileno, el propano o el MAPP (abreviación de metal, acetileno y propileno).
Dentro de las ventajas de este proceso encontramos las siguientes:
Baja inversión / bajo coste de operación
Capacidad para cortar grandes espesores
Uso de varias antorchas simultáneamente: aunque la baja velocidad de corte se ha
visto como uno de los inconvenientes, también es cierto que en grandes producciones
la máquina de corte puede equiparse con varias boquillas, de tal manera que puede
estar cortando simultáneamente piezas similares al mismo tiempo, así que en caso de
necesitar una producción acelerada y que el número de piezas sea de series muy
grandes podríamos aumentar bastante esta velocidad.
Buena opción cuando haya operaciones secundarias, como mecanizado posterior o
fresado.
Como inconvenientes encontramos:
Baja velocidad de corte, teniendo en cuanta la anotación anterior.
Necesita tiempo de precalentamiento
La zona afectada térmicamente es grande
Alabeo de la chapa
Limitación a aceros de baja aleación
Problemas con inoxidables y aleaciones de Aluminio
Tolerancias más amplias que en plasma, agua o láser
Corte por plasma
También es un proceso de tipo térmico y en este caso si se persigue la fusión del material. Se
busca una temperatura ideal para poder fundirlo y mediante un gas que se aporta y que es el
que consigue calentar la pieza, se expulsa el material fundido y se va cortando y avanzando.
En muchas bibliografías se habla del plasma como un cuarto estado de la materia, sin
embrago, el plasma no es más que un gas ionizado, es decir, que conduce la electricidad y que
por lo tanto es capaz de alcanzar una temperatura muy elevada, la suficiente como para que al
proyectarse sobre una pieza la funda.
Fig. 3.- Principio de funcionamiento del corte por
plasma (proceso por fusión)

Industrias y Servicios I
57 Grupo 13 – Año 2015
El gas contenido en la boquilla circula en la corriente con el fin de ionizarlo, se calienta y
después se hace salir por una boquilla con un diámetro muy reducido, de tal manera que el gas
ionizado se comporta como cualquier material conductor de la electricidad.
Si se reduce mucho la sección por donde pasa la corriente se estará aumentando la
resistencia, provocando un calentamiento del gas alcanzando temperaturas muy elevadas y
velocidades muy altas, más o menos la velocidad del sonido.
Fig. 4.- Fases del proceso de corte por plasma
Este gas caliente es el que se aporta sobre la pieza y es el que consigue la fusión y la propia
presión del gas, además evacua ese material fundido por la parte inferior de la chapa.
Una de las principales causas de las investigaciones que se realizan al respecto desde la
década de los cincuenta, es la de acelerar el proceso a través de temperaturas más elevadas,
por lo cual se han desarrollado varios tipos de procesos dentro del corte por plasma:
Tipos de procesos:
Arco transferido / No transferido:
Generalmente es el más usado ya que se precalienta el material y se favorece el proceso de
fusión del mismo.
En seco: tiene varias opciones:
- Sin gas de aportación: se utiliza un solo gas para calentar y fundir la pieza
- Con gas de protección: se inyecta alrededor de la boquilla del método convencional y crea
una zona que restringe la proyección del gas ionizado y además la mantiene limpia.
- Aire como gas plasma: favorece la oxidación del material y una reacción exotérmica que
generalmente también favorece el proceso.
Con agua:

Industrias y Servicios I
58 Grupo 13 – Año 2015
- Arco protegido por agua, en vez de utilizar el gas protector en la parte exterior de la
boquilla, se utiliza agua inyectada a presión lo que favorece la refrigeración de la
boquilla, pieza que sufre bastante durante el proceso por las altas temperaturas. El
agua también consigue que esta zona esté limpia subiendo la calidad del corte, y
restringe la temperatura en la zona con lo que se acelera la velocidad.
- Arco sumergido
- Reduce el ruido y la radiación ultravioleta
- Evita la formación de humos y gases
- Se reduce la velocidad (10 – 20%)
- Peligro de pequeñas explosiones: debido al hidrógeno, ya que con la pieza completamente
sumergida en agua puede presentarse una disociación de la misma, el oxígeno se va por el
material fundido y el hidrógeno se deposita sobre todo en la parte inferior de la chapa. Para
evitar esto se mantiene el agua en constante agitación.
Alta definición
Se busca una densidad de energía muy elevada. La densidad de energía es la intensidad de la
corriente por centímetro cuadrado y lo que se busca con este proceso es que esté mucho más
elevada que con cualquier tipo de corte por plasma convencional. Se consiguen densidades
tres veces más altas, del orden de 6000 o 9000 amperios por centímetro cuadrado, acelerando
la velocidad de corte. Este proceso compite con el láser para cortar espesores bastante
reducidos, tanto en velocidad como en calidad de corte.
La limitación para cortar con plasma es simplemente que el material que se esté cortando sea
conductor de la electricidad.
Gases para distintos materiales
El aire se puede utilizar en todos estos procesos. En el corte del acero se resalta el uso del
oxigeno que favorece las reacciones exotérmicas que generan calor. En materiales inoxidables
y aleaciones de aluminio se suele utilizar el hidrógeno como gas de aporte, dependiendo del
rango de aplicaciones y espesores con la idea de utilizar lo menos posible el hidrógeno que se
puede remplazar por el propano.
Tabla II.- Comparación de las características de los distintos gases empleados en corte por
plasma
Material Gas de corte Gas de aportación Rango aplicación
Acero Aire02 Aire 1 a 20 mm
Inoxidable Aire 02,N2, Ar/H2/N2 Aire, N2+Propano
Espesores >6 mm Alta calidad pieza Grandes espesores+ calidad Grandes espesores
Aleaciones Aire, N2,N2, Ar/H2 Aire,N2,N2+ propano Bajo contenido Al, 1 a 3 mm espesor,2 a 19 mm espesor, Grandes espesores

Industrias y Servicios I
59 Grupo 13 – Año 2015
Corte por agua + abrasivo
Es un proceso por erosión de tipo mecánico. Se desarrolló en los años sesenta para utilizar
exclusivamente agua ya que había industrias como la electro-espacial que tenía problemas
para cortar algunos materiales como los recién aparecidos materiales tipo fibra.
Sin embargo, el origen es un poco anterior a eso ya que la primera persona que se encargo de
desarrollar el tema del agua como herramienta de corte fue Norman Franz, un ingeniero
forestal que trabajaba en el desarrollo de nuevas tecnologías para el corte de madera, llegando
a hacer unas máquinas prototipo con las que experimentó intentando alcanzar grandes
presiones de agua, bastante mayores de las que se utilizan hoy industrialmente. El problema
era que no se podía mantener esa presión de forma continua.
Fig.7.- Principio de funcionamiento de proceso de corte por agua (proceso de erosión)
Con este proceso por erosión se inyecta agua a presión en la pieza a través de la boquilla, si a
esta agua le añadimos un abrasivo, en este caso es él quien se encarga de realizar la erosión
del material y poder arrancar las partículas para al final realizar el corte.
Lo principal es alcanzar una presión muy elevada del agua, una de las máximas que se
alcanzan actualmente es de 414 MPa, 40.000 N/cm. La forma de conseguir esta presión es
mediante una bomba que se denomina intensificador, que fue introducida por Ingresa Run, y
que nos permite alcanzar estas presiones de agua.
El agua a presión se hace pasar por una boquilla muy reducida y se consigue una velocidad
muy alta, del orden de 3 veces la del sonido. Esta velocidad tiene como finalidad arrancar el
corte. Luego, se pasa a la cámara donde se le añade el abrasivo y así sale por un extremo para
cortar el material.
Tal vez uno de los problemas con los procesos de corte por agua es que a medida que avanza
el chorro, este se flexiona o electa hacía atrás y hace que la parte superior de la pieza se corte
antes que la inferior. Si se hace un corte recto no hay problema, pero si es necesario cortar
esquinas interiores tendríamos que avanzar el corte para poder cortar la parte inferior y
superior, lo que al final nos puede dar un mal acabado y en algunas aplicaciones se tendría que
rechazar el producto.
Otro problema es el de la inclinación de los bordes, normalmente la zona superior que está
enfrentada al chorro tiene una abertura mayor que en la parte inferior. El sistema de corte
dinámico controla para reducir estos problemas, en este caso, reduciendo la velocidad antes de
llegar a las esquinas se evitan estas entradas en la parte superior de la pieza y en el caso de
los bordes inclinados se corrige la inclinación de la boquilla.

Industrias y Servicios I
60 Grupo 13 – Año 2015
Sin embargo, este proceso tiene las siguientes ventajas:
No se origina una zona afectada térmicamente
Puede cortar cualquier material con amplio rango espesores
No requiere operaciones secundarias
Kerf reducido (0,5 – 1 mm)
Fuerza de corte pequeña (1,4 – 2,3 kg)
Proceso limpio, sin gases
Puede realizar agujeros para iniciar corte
Proceso seguro (baja compresibilidad del agua)
Corta formas y geometrías de gran detalle
Finalmente, como otros inconvenientes de este proceso, encontramos:
Más lento que oxicorte o plasma
Coste elevado de abrasivo (0,23 kg/min a 1 kg/min
Ruido
Inversión inicial elevada (mayor que oxicorte o plasma)
Fig. 8.- Fases del proceso de corte por agua
Fig 9.- Esquema del proceso de corte por agua
Corte por láser
Es un proceso de tipo térmico. En este caso no se produce la fusión del material sino que se
llega a vaporizar ya que la temperatura que se alcanza en el corte es muy elevada. El láser se
consigue utilizando un material activo ya sea sólido, líquido o gaseoso que al ser excitado

Industrias y Servicios I
61 Grupo 13 – Año 2015
mediante una fuente de energía externa, que puede ser de diferentes tipos; luminosa, eléctrica,
etc., emite radiaciones luminosas de tipo láser.
Todo esto se hace dentro de un resonador que es una cámara con dos espejos en sus
extremos en donde rebotan las radiaciones luminosas amplificándose. Uno de estos espejos es
semitransparente, en algunas partes refleja el material y en otras lo deja pasar.
Para conducir este láser a la zona que queremos cortar se usan los espejos deflectores y una
vez que llega al cabezal de zona se focaliza reduciendo el diámetro del haz con el fin de
aumentar la potencia y por tanto la temperatura.
Algunos tipos de láser de los que más se habla industrialmente son:
Láser de CO2
Su medio activo son moléculas de CO2
La excitación del medio se realiza mediante corriente eléctrica
La radiación emitida es de 10,6 mm
Requiere espejos para conducir el haz láser = Mayor complejidad
Tiene un mayor coste y mayor mantenimiento
Potencia de 1500 a 6000 W
Es muy usado industrialmente (85%)
Láser Nd:YAG
Su medio activo es un cristal de granate de Itrio y Aluminio (YAG) dopado con iones de
Nd
El medio activo se excita mediante lámpara flash de alta intensidad
Radiación emitida es de 1,064 mm (Se conduce por fibra óptica)
No requiere espejos para conducir el haz láser
Interactúa mejor que el láser de CO2 con materiales como: aceros galvanizado, Al, Cu,
Latón, etc.Potencia de 2550 a 4500 W. Poco usado industrialmente del proceso de
corte por láser de Nd:YAG
Entre las ventajas del proceso de corte por láser encontramos las siguientes:
Más rápido que plasma de alta definición
Corta perfiles de forma compleja
Elevada precisión y calidad de piezas cortadas (sobre todo en espesores
pequeños y medianos)
Kerf reducido
Zona Afectada Térmicamente muy reducida
Variedad de materiales a cortar
Algunos inconvenientes de este proceso son:
No puede cortar materiales reflectantes (Al, Cu, etc.)
Velocidad reducida para espesores < 3 mm
Inversión inicial elevada (en comparación con oxicorte, plasma o agua)
Inversión alta / Coste elevado de consumibles (boquillas, electrodos)

Industrias y Servicios I
62 Grupo 13 – Año 2015
Fig. 10.- Fases del proceso de corte por láser
Fig. 11.- Principio de funcionamiento del corte por láser
Fig. 12.- Esquema del proceso de corte por láser de CO2
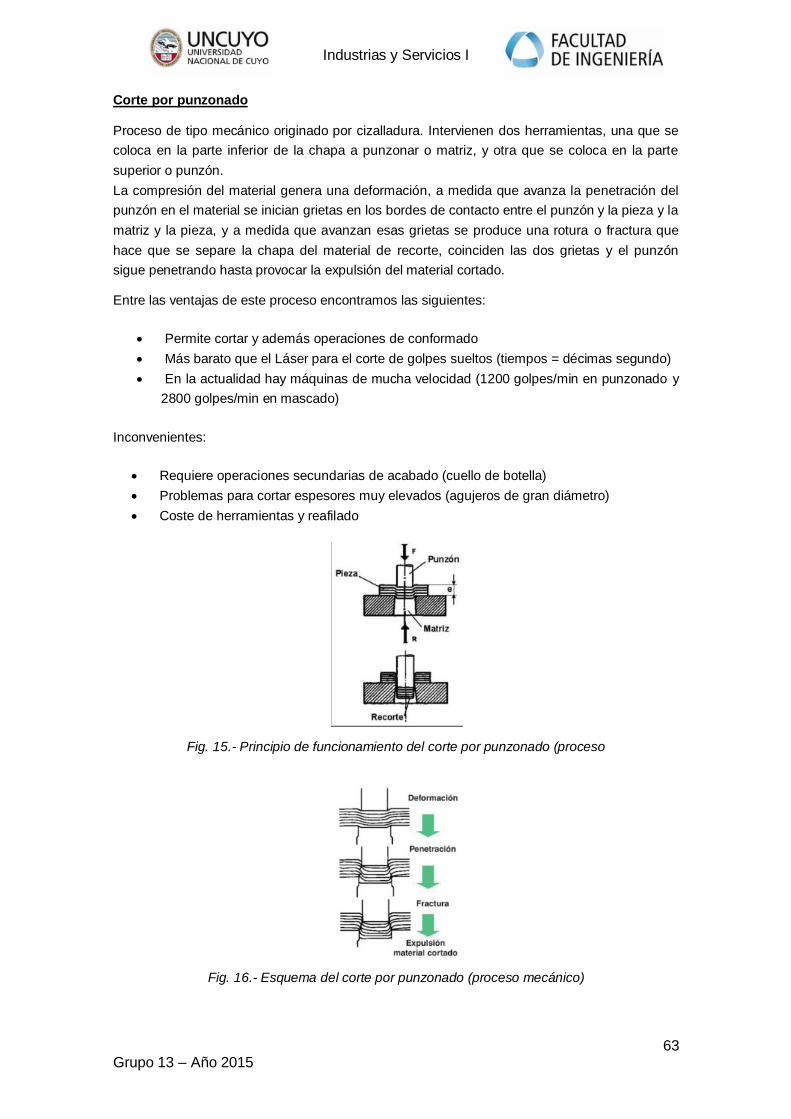
Industrias y Servicios I
63 Grupo 13 – Año 2015
Corte por punzonado
Proceso de tipo mecánico originado por cizalladura. Intervienen dos herramientas, una que se
coloca en la parte inferior de la chapa a punzonar o matriz, y otra que se coloca en la parte
superior o punzón.
La compresión del material genera una deformación, a medida que avanza la penetración del
punzón en el material se inician grietas en los bordes de contacto entre el punzón y la pieza y la
matriz y la pieza, y a medida que avanzan esas grietas se produce una rotura o fractura que
hace que se separe la chapa del material de recorte, coinciden las dos grietas y el punzón
sigue penetrando hasta provocar la expulsión del material cortado.
Entre las ventajas de este proceso encontramos las siguientes:
Permite cortar y además operaciones de conformado
Más barato que el Láser para el corte de golpes sueltos (tiempos = décimas segundo)
En la actualidad hay máquinas de mucha velocidad (1200 golpes/min en punzonado y
2800 golpes/min en mascado)
Inconvenientes:
Requiere operaciones secundarias de acabado (cuello de botella)
Problemas para cortar espesores muy elevados (agujeros de gran diámetro)
Coste de herramientas y reafilado
Fig. 15.- Principio de funcionamiento del corte por punzonado (proceso
Fig. 16.- Esquema del corte por punzonado (proceso mecánico)

Industrias y Servicios I
64 Grupo 13 – Año 2015
Para finalizar, no podríamos decir con exactitud cuál de todos los procesos anteriormente
citados es la mejor tecnología de corte, tal vez lo que tendríamos que tener en cuenta son los
siguientes datos de referencia para elegir el que más se adapte a nuestras necesidades:
Tipo de material a cortar
Espesores de corte
Velocidad de corte
Acabado pieza cortada
Precisión
Zona afectada térmicamente
Necesidad de operaciones secundarias
Complejidad de la pieza a cortar
Costes de operación
Inversión necesaria.
Golpe de prensa
Esta operación se realiza con una prensa para poder darte una cierta curvatura a la
chapa y así poder pasar a la roladora de chapa.
Figura prensa hidráulica
Curvado o Rolado
En esta operación la chapa ya cortada pasa por una cilindradora que le da una
curvatura determinada. Para esto la chapa pasa através de 3 rodillos de un diámetro
determinado para dar la curvatura deseada.

Industrias y Servicios I
65 Grupo 13 – Año 2015
Figura cilindradora esquemática 1 Figura cilindradora esquemática 2
Figura cilindradora real
Punteado y soldadura
La soldadura es un proceso de fabricación en donde se realiza la unión de dos o más piezas de
un material, (generalmente metales o termoplásticos), usualmente logrado a través de
la coalescencia (fusión), en la cual las piezas son soldadas fundiendo, se puede agregar un
material de aporte (metal o plástico), que, al fundirse, forma un charco de material fundido entre
las piezas a soldar (el baño de soldadura) y, al enfriarse, se convierte en una unión fija a la que
se le denomina cordón. A veces se utiliza conjuntamente presión y calor, o solo presión por sí
misma, para producir la soldadura. Esto está en contraste con la soldadura blanda (en
inglés soldering) y la soldadura fuerte (en inglés brazing), que implican el derretimiento de un
material de bajo punto de fusión entre piezas de trabajo para formar un enlace entre ellos, sin
fundir las piezas de trabajo.
Muchas fuentes de energía diferentes pueden ser usadas para la soldadura, incluyendo una
llama de gas, un arco eléctrico, un láser, un rayo de electrones, procesos
de fricción o ultrasonido. La energía necesaria para formar la unión entre dos piezas de metal
generalmente proviene de un arco eléctrico. La energía para soldaduras de fusión o
termoplásticos generalmente proviene del contacto directo con una herramienta o un gas
caliente.

Industrias y Servicios I
66 Grupo 13 – Año 2015
1.- Metal de base.
2.- Cordón de soldadura.
3.- Fuente de energía.
4. -Metal de aportación.
Tipos de soldadura
Soldadura por arco
Se trata, en realidad, de distintos sistemas de soldadura, que tienen en común el uso de una
fuente de alimentación eléctrica. Ésta se usa para generar un arco voltaico entre un electrodo y
el material base, que derrite los metales en el punto de la soldadura. Se puede usar tanto
corriente continua (CC) como alterna (AC), e incluyen electrodos consumibles o no
consumibles. Estos se encuentran cubiertos por un material llamado revestimiento. A veces, la
zona de la soldadura es protegida por un cierto tipo de gas inerte o semi inerte, conocido
como gas de protección, y, en ocasiones, se usa un material de relleno.
Industrias y Servicios I
67 Grupo 13 – Año 2015
Soldadura a gas
El proceso más común de soldadura a gas es la soldadura oxiacetilénica, también conocida
como soldadura autógena o soldadura oxi-combustible. Es uno de los más viejos y más
versátiles procesos de soldadura, pero en años recientes ha llegado a ser menos popular en
aplicaciones industriales. Todavía es usada extensamente para soldar tuberías y tubos, como
también para trabajo de reparación.
El equipo es relativamente barato y simple, generalmente empleando la combustión del
acetileno en oxígeno para producir una temperatura de la llama de soldadura de cerca de
3100 °C. Puesto que la llama es menos concentrada que un arco eléctrico, causa un
enfriamiento más lento de la soldadura, que puede conducir a mayores tensiones residuales y
distorsión de soldadura, aunque facilita la soldadura de aceros de alta aleación. Un proceso
similar, generalmente llamado corte de oxicombustible, es usado para cortar los metales.
Otros métodos de la soldadura a gas, tales como soldadura de acetileno y aire, soldadura de
hidrógeno y oxígeno, y soldadura de gas a presión son muy similares, generalmente
diferenciándose solamente en el tipo de gases usados. Una antorcha de agua a veces es
usada para la soldadura de precisión de artículos como joyería. La soldadura a gas también es
usada en la soldadura de plástico, aunque la sustancia calentada es el aire, y las temperaturas
son mucho más bajas
Soldadura a gas de una armadura de acero usando el proceso de oxiacetileno.

Industrias y Servicios I
68 Grupo 13 – Año 2015
Soldadura por arco en atmosfera inerte
Soldadura con electrodo consumible(MIG y MAG)
Distensionado
Se lo realiza en aceros Ferríticos de baja aleación entre los 595°C y los 675°C (1100°F
a 1250°F), para aceros de alta aleación, puede llegar a los 1000°C aunque la mayoría
de las veces no supera los 760°C.
Se utiliza para relevar las tensiones residuales que pudieran haber quedado como
consecuencia de un proceso de fabricación, en nuestro caso la soldadura. El
Distensionado puede ser integral o localizado, se realiza a una temperatura adecuada
al material en cuestión por debajo de la temperatura de Transformación (Ac1 para
aceros Ferríticos) por un determinado tiempo seguido de un enfriamiento controlado.
Este tiempo está en función del código de seguido ya sea ASME o código alemán pero
es función del espesor del material donde se está aplicando el distensionado. La
temperatura del distensionado es función del material del recipiente.

Industrias y Servicios I
69 Grupo 13 – Año 2015
Debe tenerse cuidado en asegurar el enfriamiento uniforme, particularmente cuando el
componente tiene diferentes espesores. Si la Velocidad de enfriamiento no es
uniforme, pueden generarse nuevas tensiones residuales iguales o mayores que las
originales.
El interrogante que surge cuando se estudia este tema es preguntarse qué tiene de
particular o diferente el Tratamiento Térmico de Soldadura con respecto a los
Tratamientos Térmicos de elementos de máquinas.
- El Tratamiento Térmico de Soldadura se aplica generalmente a equipos de
gran tamaño y difíciles de movilizar (Ej. Recipientes) En otros casos la parte a
tratar esta fija y es imposible separarla físicamente del conjunto (Ej. Cañerías
ya montadas).
- Cuando es posible, se lleva a cabo calefaccionando integralmente todo el
equipo, la forma más sencilla es la utilización de un horno, cuando el tamaño
del equipo y su ubicación lo permite.
Usualmente se presenta el problema de que no hay hornos en donde quepa el equipo
o que el horno se encuentra alejado del lugar de fabricación y la movilización del
equipo es costosa, o inconveniente. En estos casos el Tratamiento Térmico de
Soldadura se realiza "in situ" al equipo entero como ocurre con los tanques esféricos
de gas licuado a los que se aísla completamente y se los calienta desde el interior y a
veces localizadamente en los cordones de soldadura.
Los diferentes Tratamientos Térmicos (TT) a los que puede estar sometido un metal se
dividen en dos grupos de acuerdo con la temperatura alcanzada:
TT Suscriticos: cuando la temperatura alcanzada es inferior a la temperatura
critica, (de Cambio Alotrópico, o de Re cristalización).
TT Supercríticos o de Re cristalización: cuando la temperatura alcanzada es
superior a la temperatura critica, (de Cambio Alotrópico, o de Re cristalización).
Los metales y/o aleaciones poseen en ciertos casos (el acero es uno de ellos) una
temperatura critica por encima de la cual ocurre la re cristalización de la estructura
Metalografía por medio del cambio alotrópico. En el acero la temperatura crítica varía
con los elementos de aleación. En el caso de los aceros al Carbono o sin aleantes la
temperatura crítica por encima de la que comienza la Re cristalización es en promedio
727°C.
La mayoría de los Tratamientos Térmicos de Soldadura son Suscriticos y no de Re
cristalización Alotrópica (Austenización) como ocurre en los aceros de construcción de
elementos de máquinas (ejes, engranajes, etc.)
El ciclo térmico de la soldadura produce tres (3) efectos indeseables, como ser:
1) La generación de Tensiones residuales que pueden quedar en el material
produciendo fragilidad en soldaduras de espesores importantes ( » > 1”) o no
quedar produciendo distorsión, sobre todo en elementos esbeltos o mecanizados
luego de la soldadura.
2) Modificación de la Estructura del material, esencialmente aumentando la dureza en
la ZAC y produciendo Fragilidad, susceptibilidad a SCC y a HIC
3) La absorción de gases, especialmente Hidrógeno, por la soldadura.
Si el TTPS tiene como función eliminar las Tensiones Residuales en este caso se lo llama:

Industrias y Servicios I
70 Grupo 13 – Año 2015
Tipos de distensionado
HORNOS
Hay dos (2) tipos de horno:
- Horno Fijo o Estacionario. Como su nombre lo indica son hornos fijos,
construidos dentro de una planta y los equipos deben ser llevados al mismo e
introducidos generalmente con puentes grúas. El piso de estos hornos suele
ser móvil para facilitar la carga y descarga. En el caso de hornos antiguos la
aislación térmica esta realizada con ladrillos refractarios. En los modernos la
aislación es de fibra cerámica, que posee una inercia térmica menor
disminuyendo los tiempos de tratamiento y el gasto de combustible.
- Los hornos portátiles, o modulares: son hornos desarmables que se pueden
llevar al lugar donde se está fabricando el o los equipos. Se llevan los módulos
en vehículos y se arman a medida del tamaño de los equipos a tratar. Tienen la
ventaja de poderse modificar las dimensiones agregando o quitando módulos.
La principal desventaja es su alto costo de amortización. Están realizados con
paneles revestidos exteriormente en chapa galvanizada e interiormente
aislados con fibra cerámica. Al igual que los hornos fijos la medición de la
Temperatura suele hacerse con Termocuplas de ambiente, en este caso se
debe estar seguro de la uniformidad de temperatura en todos los puntos del
horno. Es importante que los quemadores no incidan sobre el equipo a tratar
ya que pueden producirse sobrecalentamientos localizados que aumentan el
tamaño de grano y producen estructuras frágiles.
Horno para distensionado

Industrias y Servicios I
71 Grupo 13 – Año 2015
POR CALEFACCIONADO INTERNO
Es el caso típico de Tratamiento Térmico de Esferas de Gas licuado aunque puede
realizarse con mayor o menor dificultad en otros tipos de configuraciones. Lo original
de este método consiste en utilizar el mismo equipo como horno. Esto se logra
revistiendo el equipo con dos capas de aislación. La capa primera debe ser refractaria,
se usa fibra cerámica ya que la misma debe resistir las altas temperaturas de la piel
caliente del equipo (» 600 ºC). La segunda capa puede ser un material aislante, menos
refractario y menos costoso, por ejemplo Lana Mineral. No debe usarse Lana de vidrio
por que tiene un aglomerante polimérico que se quema aún estando sobre la capa de
fibra cerámica ya que esta suele tener imperfecciones como por ejemplo en las uniones
de conexiones a la esfera (escaleras, barandas, etc.). Los espesores de la aislación se
calculan haciendo un Balance Térmico.
RESISTENCIAS ELECTRICAS CON CALEFACTORES FLEXIBLES
El Tratamiento Térmico localizado consiste en calentar a la Temperatura de
Tratamiento la unión soldada y una banda De material base a cada lado del cordón de
soldadura. Para ello se colocan sobre la banda de calentamiento calefactores eléctricos
flexibles de diversas configuraciones que se adaptan a la forma de la parte tratada.
Estos calefactores se fabrican con un cable de Nicron que oficia de resistencia eléctrica
rodeado por cuentas cerámicas. Estos calefactores son alimentados en general por

Industrias y Servicios I
72 Grupo 13 – Año 2015
una tensión no superior a 85V, por seguridad del personal de la obra. Su potencia
oscila alrededor de los 4 Kw.
Ventajas
1.-Se puede mantener una temperatura de precalentamiento uniforme y continua
durante la soldadura y durante las interrupciones de la misma en forma automatizada.
2.-La Temperatura puede ajustarse con exactitud y rápidamente.
3.-Los soldadores trabajan confortablemente y no necesitan interrumpir la soldadura
para elevar la temperatura de precalentamiento. No hay quemadores que incomoden
los movimientos del soldador.
4.-Puede distribuirse el calor no uniformemente como ocurre en la parte superior e
inferior de una cañería horizontal o en piezas de distintos espesores como caños
soldados a bridas de gran masa o espesor entregando mayor calor a las secciones
gruesas y así mantener la temperatura uniforme.
Desventajas
1.- Los calefactores pueden quemarse durante el Tratamiento
2.- Pueden ocurrir cortocircuitos entre el calefactor y la cañería quedando marcas en la
misma. Esto no es frecuente si se usan calefactores en buen estado y adecuados.
RESISTENCIAS ELECTRICAS.
Tipo four-bank. Método de la Mampara Dentro del método de Calentamiento por
resistencias eléctricas, además de los calefactores flexibles mencionados
anteriormente existe un método que se llama " De la Mampara" que pasaremos a
describir: Cuando el ancho de banda de calentamiento es muy grande, por ejemplo en
un recipiente de 3000 mm de diámetro y una pulgada de espesor el ancho de banda
según ASME VIII sería dos veces el espesor a cada lado del cordón de soldadura, o
sea aproximadamente 5" (130 mm) para nuestro ejemplo.
En estos casos se puede proceder de la siguiente manera: Se aísla exteriormente la
banda de calentamiento y se colocan interiormente, donde finaliza la banda a calentar,
dos "tapas" o mamparas aisladas con el objeto de crear un compartimiento que
funciona como un horno donde se encuentra el propio recipiente, aislado
exteriormente. Dentro del compartimiento se colocan bandejas calefactoras de 12Kw
de potencia (calefactores tipo FourBank) sobre estantes metálicos a diferentes alturas
pero siempre dentro del tercio inferior del recipiente, ya que el aire caliente siempre
tiende a elevarse. Estos calefactores son de 220V (tener en cuenta tema seguridad), se
disponen eléctricamente en estrella y de esta manera con 12 calefactores y una fuente
de tensión trifásica es suficiente para lograr las temperaturas de hasta 720ºC que se
requieren como máximo en Tratamiento Térmico. Con un posicionamiento adecuado
de los calefactores se logra mantener una temperatura uniforme en todo el perímetro
de la banda de calentamiento.
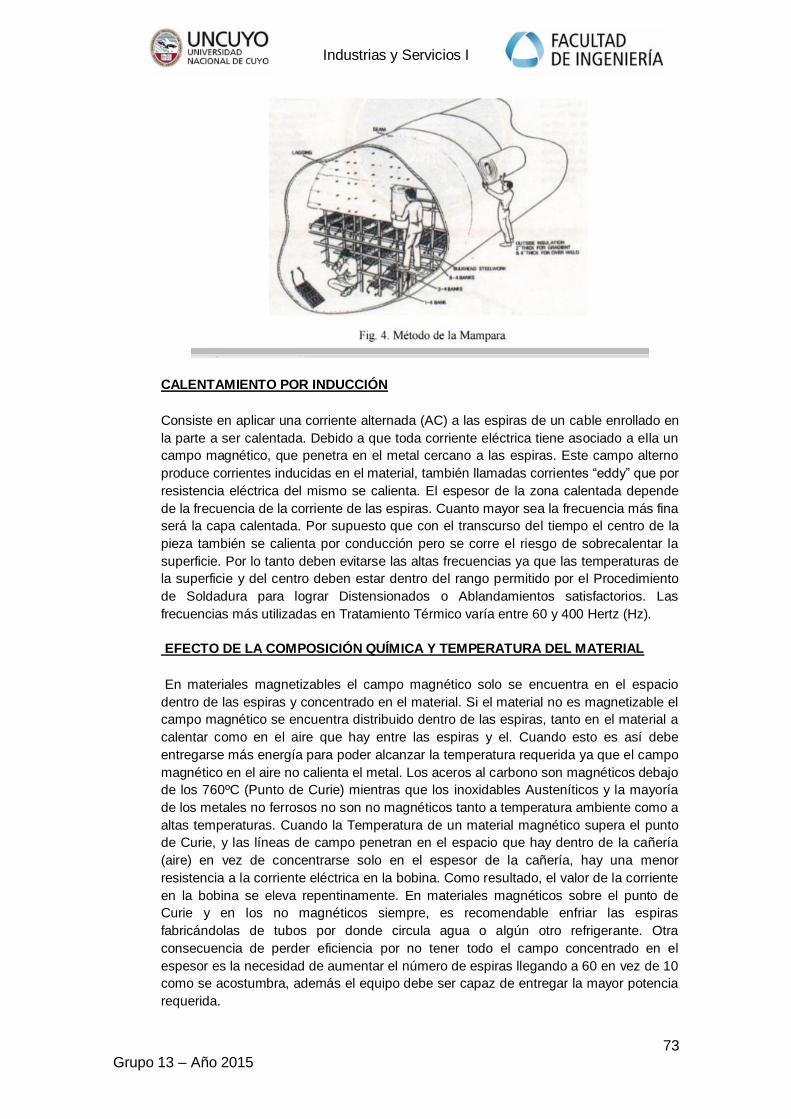
Industrias y Servicios I
73 Grupo 13 – Año 2015
CALENTAMIENTO POR INDUCCIÓN
Consiste en aplicar una corriente alternada (AC) a las espiras de un cable enrollado en
la parte a ser calentada. Debido a que toda corriente eléctrica tiene asociado a ella un
campo magnético, que penetra en el metal cercano a las espiras. Este campo alterno
produce corrientes inducidas en el material, también llamadas corrientes “eddy” que por
resistencia eléctrica del mismo se calienta. El espesor de la zona calentada depende
de la frecuencia de la corriente de las espiras. Cuanto mayor sea la frecuencia más fina
será la capa calentada. Por supuesto que con el transcurso del tiempo el centro de la
pieza también se calienta por conducción pero se corre el riesgo de sobrecalentar la
superficie. Por lo tanto deben evitarse las altas frecuencias ya que las temperaturas de
la superficie y del centro deben estar dentro del rango permitido por el Procedimiento
de Soldadura para lograr Distensionados o Ablandamientos satisfactorios. Las
frecuencias más utilizadas en Tratamiento Térmico varía entre 60 y 400 Hertz (Hz).
EFECTO DE LA COMPOSICIÓN QUÍMICA Y TEMPERATURA DEL MATERIAL
En materiales magnetizables el campo magnético solo se encuentra en el espacio
dentro de las espiras y concentrado en el material. Si el material no es magnetizable el
campo magnético se encuentra distribuido dentro de las espiras, tanto en el material a
calentar como en el aire que hay entre las espiras y el. Cuando esto es así debe
entregarse más energía para poder alcanzar la temperatura requerida ya que el campo
magnético en el aire no calienta el metal. Los aceros al carbono son magnéticos debajo
de los 760ºC (Punto de Curie) mientras que los inoxidables Austeníticos y la mayoría
de los metales no ferrosos no son no magnéticos tanto a temperatura ambiente como a
altas temperaturas. Cuando la Temperatura de un material magnético supera el punto
de Curie, y las líneas de campo penetran en el espacio que hay dentro de la cañería
(aire) en vez de concentrarse solo en el espesor de la cañería, hay una menor
resistencia a la corriente eléctrica en la bobina. Como resultado, el valor de la corriente
en la bobina se eleva repentinamente. En materiales magnéticos sobre el punto de
Curie y en los no magnéticos siempre, es recomendable enfriar las espiras
fabricándolas de tubos por donde circula agua o algún otro refrigerante. Otra
consecuencia de perder eficiencia por no tener todo el campo concentrado en el
espesor es la necesidad de aumentar el número de espiras llegando a 60 en vez de 10
como se acostumbra, además el equipo debe ser capaz de entregar la mayor potencia
requerida.

Industrias y Servicios I
74 Grupo 13 – Año 2015
VENTAJAS RELATIVAS DEL CALENTAMIENTO POR INDUCCIÓN
1.- Son posibles altas velocidades de calentamiento
2.- La temperatura puede ser controlada dentro de un margen estrecho.
3.- Pueden evitarse más fácilmente Sobrecalentamientos localizados.
4.- Las mangueras tienen una vida útil mayor y son menos propensas a fallar que los
calefactores eléctricos.
DESVENTAJAS
1.- El costo del equipamiento es mayor que en otros métodos.
2.- El tamaño del equipamiento es mayor mas pesado y menos portable.
3.- No compensa las diferencias de temperatura entre la parte superior e inferior de
una cañería horizontal y en el caso de variaciones de espesor.
4.- Si se usa para precalentar es necesario apagar el equipo durante la soldadura
debido al soplo del arco.
5.- No se pueden realizar distintos tratamientos al mismo tiempo.
INSPECCIÓN DE LA SOLDADURA
Inspección visual
Un procedimiento para inspeccionar soldaduras que a veces se pasa por alto, pero es muy eficaz, es la simple visualización de la soldadura. Cualquier grieta, superposición o penetración incompleta puede comprometer la integridad de la misma. Si una soldadura no pasa una
inspección visual, es probable que no pase cualquiera de las otras inspecciones.
Partículas magnéticas
La aplicación del ensayo de Partículas Magnéticas consiste básicamente en magnetizar la pieza a inspeccionar, aplicar las partículas magnéticas (polvo fino de limaduras de hierro) y evaluar las indicaciones producidas por la agrupación de las partículas en ciertos puntos. Este proceso varía según los materiales que se usen, los defectos a buscar y las condiciones físicas
del objeto de inspección.
Penetración de líquidos
Una penetración de líquidos que se colorea con tintes se coloca sobre la superficie limpia del objeto soldado. Si hay agujeros o manchas delgadas en la soldadura, el colorante lo expone
una vez que el exceso de penetrante se seca.
Radiografía
Para inspeccionar una soldadura usando rayos X, coloca una película radiográfica hacia uno de los lados de la soldadura y una fuente radiográfica (tal como un tubo de rayos X) hacia el lado opuesto durante un tiempo predeterminado. Después de que el período de tiempo se haya acabado, la película radiográfica contendrá información acerca de la soldadura que te ayudará
a tomar una decisión acerca de la integridad de la misma.
Ultrasónico
Utilizando transductores piezoeléctricos y una computadora con un programa especial, puedes utilizar ondas sonoras de alta frecuencia para comprobar la integridad de una soldadura. Al utilizar transductores, las reflexiones de señal se muestran en la pantalla de la computadora y por hacer referencia a las reflexiones estándar para objetos de forma y material similares, cualquier eco o reflejo inadecuado podrán observarse y utilizarse para determinar si la
soldadura es satisfactoria.
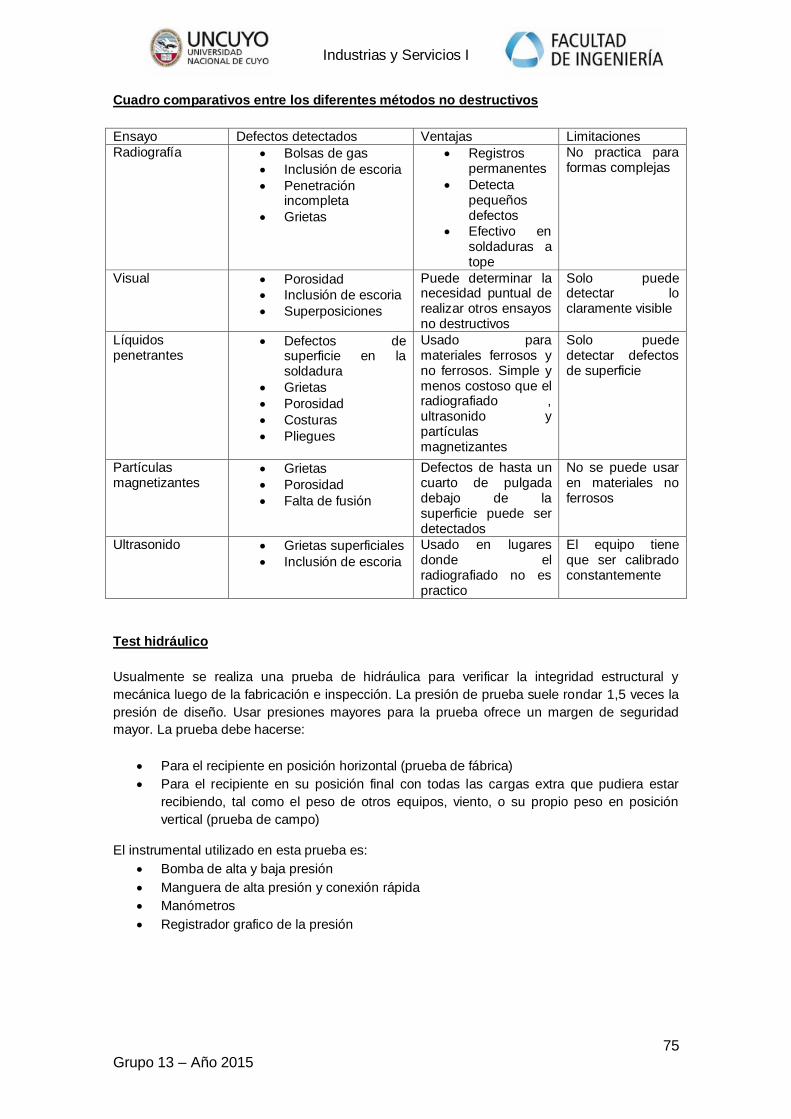
Industrias y Servicios I
75 Grupo 13 – Año 2015
Cuadro comparativos entre los diferentes métodos no destructivos
Ensayo Defectos detectados Ventajas Limitaciones
Radiografía Bolsas de gas
Inclusión de escoria
Penetración incompleta
Grietas
Registros permanentes
Detecta pequeños defectos
Efectivo en soldaduras a tope
No practica para formas complejas
Visual Porosidad
Inclusión de escoria
Superposiciones
Puede determinar la necesidad puntual de realizar otros ensayos no destructivos
Solo puede detectar lo claramente visible
Líquidos penetrantes
Defectos de superficie en la soldadura
Grietas
Porosidad
Costuras
Pliegues
Usado para materiales ferrosos y no ferrosos. Simple y menos costoso que el radiografiado , ultrasonido y partículas magnetizantes
Solo puede detectar defectos de superficie
Partículas magnetizantes
Grietas
Porosidad
Falta de fusión
Defectos de hasta un cuarto de pulgada debajo de la superficie puede ser detectados
No se puede usar en materiales no ferrosos
Ultrasonido Grietas superficiales
Inclusión de escoria
Usado en lugares donde el radiografiado no es practico
El equipo tiene que ser calibrado constantemente
Test hidráulico
Usualmente se realiza una prueba de hidráulica para verificar la integridad estructural y
mecánica luego de la fabricación e inspección. La presión de prueba suele rondar 1,5 veces la
presión de diseño. Usar presiones mayores para la prueba ofrece un margen de seguridad
mayor. La prueba debe hacerse:
Para el recipiente en posición horizontal (prueba de fábrica)
Para el recipiente en su posición final con todas las cargas extra que pudiera estar
recibiendo, tal como el peso de otros equipos, viento, o su propio peso en posición
vertical (prueba de campo)
El instrumental utilizado en esta prueba es:
Bomba de alta y baja presión
Manguera de alta presión y conexión rápida
Manómetros
Registrador grafico de la presión

Industrias y Servicios I
76 Grupo 13 – Año 2015
Procedimiento:
1-Verificar que los manómetros estén calibrados
2-El recipiente a analizar, deberá colocarse y ubicarse de tal manera que se eviten
deformaciones en el tanque al momento del llenado con agua.
3- Se deben de colocar los instrumentos, todas las bridas y las partes roscadas se deben sellar
antes de la prueba.
4- Las pruebas hidrostáticas se realizaran en presencia del inspector de calidad de la fábrica
y/o el representante de ASME.
5-Cuando los manómetros y el registrador de presión están en condiciones se empieza a tomar
el tiempo de la prueba hidráulica. La presión se elevada en manera gradual (33%, 66% y
100%). En las 2 primeras pruebas se mantiene por 15 minutos y en la última en 30 minutos.
6-Se inspecciona por parte del control de calidad que no haya fugas en las juntas de la
soldaduras y conexiones. Si se observa humedad o fuga en cualquier punto, la prueba no es
aceptada y se rechaza el equipo.
Pintura:
El pintado del recipiente material dependiendo de la aplicación del recipiente se puede hacer
con pinturas para mejorarle alguna característica al material(por ejemplo: anticorrosiva) o
simplemente para mejorar la estética del recipiente.
7. Problemática ambiental particular , en un contexto del medio complejo y restrictivo
Derrame de petróleo en Magdalena
1.El accidente
A las 14: 30 hs. del viernes 15 de enero de 1999 la nave “Sea Paraná” de bandera alemana
choca al buque “Estrella Pampeana” de la empresa Shell (con bandera liberiana) que
transportaba unos 31.500 m3 de petróleo (Clarín 16/1/99). El accidente ocurrió a 20 km de la
costa de Magdalena, cerca del canal intermedio, en el kilómetro 93 del río de la Plata (nordeste
de la Provincia de Buenos Aires)Imagen satelital del derrame frente a las costas del río de la
Foto: Archivo Diario La Nación
Plata (Partido de Magdalena, Provincia de Buenos Aires),en enero de 1999.
2. El diagnóstico
El choque naval no produjo víctimas humanas, pero desencadenó un derrame de
aproximadamente 5.500 m3 (250 tn) del combustible transportado por el “Estrella Pampeana”.
Se trató de petróleo crudo y liviano, del tipo hydra, originario de Tierra del Fuego. La mancha -
de unas 10 ha (500 por 200 m)- comenzó a desplazarse hacia la costa (Clarín 16/1/99, La
Prensa 16/1/99), afectando a los balnearios “La Balandra” y “Punta Blanca”, de gran
importancia recreativa para las comunidades locales (Clarín 2/2/99). A partir de ese día a la
noche, los medios masivos de comunicación (inicialmente, los noticieros televisivos)
empezaron a dar cuenta de este hecho (Certutti & Lomé 1999). El caso fue noticia en los
principales diarios nacionales, siendo catalogado como un “desastre ecológico” (Clarín 2/2/99)
o una “catástrofe ambiental” (Hoy 19/1/99).

Industrias y Servicios I
77 Grupo 13 – Año 2015
. Efectos fóticos
La falta o disminución de la entrada de luz en el mar a causa de manchas de petróleo
imposibilita o reduce el área donde es posible la fotosíntesis y, por tanto el desarrollo
de plantas verdes.
El 80 % de la actividad fotosintética y de absorción de energía solar se produce en los diez
primeros metros de la superficie marina. Ello indica la importancia de la entrada de la luz para
mantener las comunidades fotosintéticas de los fondos marinos.
La falta o disminución de plantas fotosintéticas reduce el aporte de oxigeno y alimento
al ecosistema.
DERRAME PETROLERO EN LA PROVINCIA DE NEUQUEN.
Vamos a tomar consideración un caso en la provincia de Neuquén.
La contingencia hidro carburífera afectó un área que se extiende desde Rincón de los Sauces a
Río Colorado, en especial a dos conglomerados urbanos que sintieron temor ante el impacto
ambiental que provocaría el derrame ocasionado en el mes de marzo de l997, cuyo registro ha
sido documentado por el diario de la región Río Negro, del que hemos tomado la información
correspondiente.

Industrias y Servicios I
78 Grupo 13 – Año 2015
En esa ocasión, la actitud de la población consistió en tomar recaudos ante la ingesta de agua,
pues no sólo veían y denunciaban el riesgo ambiental, sino todas las cuestiones vinculadas a la
salud, en el ámbito familiar.
A nivel regional la población se conmovió ante las repercusiones que tuvo el desastre ecológico
debido al derrame de petróleo en Rincón de los Sauces, en el suelo de la principal área
petrolera del país. Esta vez el crudo no se derramó en las aguas del Río Colorado, como en
casos precedentes, sino que la cantidad de 300.000 litros de combustible se habían filtrado de
las cañerías de YPF que están a 30 km de Rincón de los Sauces, en el yacimiento Lomitas Sur.
La situación se agravó porque de octubre de l997 a mayo de l998, miles de libros de petróleo
crudo fueron del campo a las aguas del Río Colorado. Ante estos sucesos hubo diferentes
posiciones, los empleados de YPF Repsol aseguraban que se debió a una falla humana –
"dejaron abierta una válvula de purga" - , en tanto que los funcionarios de la empresa dijeron
que era debido a un problema mecánico – "se rompió una válvula" y que sólo se filtraron unos
l0.000 litros de crudo -. En opinión de especialistas en el tema que estuvieron trabajando en el
área, se puede argumentar que "lo cierto es que ninguna de las medidas que se prometieron
para evitar este tipo de problemas surtió efecto" (Diario Río Negro, 8 agosto l997).

Industrias y Servicios I
79 Grupo 13 – Año 2015
En esa oportunidad, la empresa YPF Repsol sobrellevó otro conflicto, esta vez con la
Secretaría de Energía de la Nación, que le ordenó cerrar los yacimientos Desfiladero Bayo y
Puesto Molina hasta tanto solucionaran el problema de la contaminación. Entonces cerraron
solamente los pozos 62 y 7 en dichos yacimientos – y además presentó un recurso
de amparo ante la Justicia Federal para no cumplir con la disposición.
En la orden emanada de la Secretaría se establecía que la empresa debía presentar un informe
detallado de las medidas adoptadas, del plan de trabajo de contingencias frente a la posibilidad
de nuevos derrames del crudo. De esta forma la empresa trabajó únicamente con 28 pozos,
que fueron autorizados por las provincias de Neuquén y Mendoza conjuntamente con Nación,
en Puesto Molina.
Respecto a la población, como consecuencia de la contaminación del agua potable, ahora los
habitantes toman agua mineral que reparte el municipio, la proveen las empresas Pérez
Companc, YPF Repsol, Oldeval, San Jorge y Mex Petrol.
En marzo de l998, la empresa YPF Repsol invirtió en un sistema para la prevención de los
derrames que sería utilizado en Loma de la Lata y en Catriel. Consistió en el equipamiento
de computadoras que integran un análisis ambiental profundo. Este equipamiento se utiliza
para obtener imágenes satelitales de los yacimientos y de toda la cuenca en general. En este
sistema se trazó un perfil geomorfológico, a través del cual se detectaron los
principales riesgos. También se lo utiliza como prevención de los fenómenos climáticos, para lo
cual se pusieron en funcionamiento cuatro estaciones meteorológicas. Los vehículos fueron
equipados con computadoras unidas a la red satelital. Todas estas inversiones, además de
otros elementos, integran el área operativa de prevención de derrames, con el fin de evitar
la contaminación ambiental similar a la etapa precedente.
Con el objetivo de reforzar las normas de la provincia de Neuquén sobre medio ambiente, la
Secretaría de Estado General elevó a la Legislatura un proyecto de adhesión a la Ley Nacional
24.05l, que regula la generación, manipulación, transporte y destino de residuos peligrosos. El
gobierno espera a través de un decreto y un proyecto, efectivizar el poder de policía de la
provincia garantizado por las constituciones provincial y nacional, que le otorgan la facultad de
intervenir en los procesos necesarios que pongan en peligro el desarrollo sustentable de la
región y la salud de los habitantes
SOBRE EL SUELO: El petróleo contamina el suelo por su presencia y su permanencia en él.
Esto depende del tipo de suelo lo cual es un producto de su composición y textura (tamaños de
las partículas que lo forman) ya que según las características del suelo el petróleo se adherirá o
penetrará con mayor o menor fuerza y por lo tanto permanecerá mayor o menos tiempo en ese
ambiente. En general se puede afirmar que:
En suelos arenosos (suelos de grano grueso); el petróleo penetra con mayor rapidez, en mayor
cantidad y a mayor profundidad (llega hasta la napa freática).
En suelos arcillosos o rocosos (suelos de grano fino); el petróleo no penetra con facilidad,
penetra en poca cantidad y a poca profundidad y por ende se retirar mediante recojo y/o
lavados de manera rápida, por ejemplo, las playas arcillosas de la selva.
En suelos con alto contenido de materia orgánica el petróleo se adhiere fuertemente a las
partículas y restos vegetales de tal manera que permanece por más tiempo en el ambiente por
ejemplo, en suelos de manglares y pantanos.

Industrias y Servicios I
80 Grupo 13 – Año 2015
Los derrames de petróleo pueden causar un daño considerable a los recursos biológicos
en una variedad de formas:
Mortalidad directa debido a sofocación, suciedad (cobertura) y asfixia, envenenamiento por contacto directo con petróleo (especialmente petróleo fresco), absorción de las fracciones tóxicas de la columna de agua (Ej. algas). La toxicidad del petróleo aumenta con la concentración de compuestos aromáticos no saturados y de baja ebullición. Las formas vivientes larvales o juveniles, por lo general son más sensibles.
Mortalidad indirecta debido a la muerte de recursos alimenticios o a la destrucción o eliminación del hábitat.
Incorporación de cantidades subletales de fracciones petrolíferas en los tejidos del cuerpo (Ej. ingestión), que disminuye potencialmente la tolerancia a otras tensiones (Ej. depredación y enfermedad).
Reducción o destrucción de los alimentos o del valor comercial de pesquerías, debido a la degeneración del sabor por la absorción de hidrocarburos.
Incorporación de sustancias potencialmente cancerígenas o mutagénicas en la cadena alimenticia.
Comportamiento alterado de la biota que podría entorpecer las funciones ecológicas normales.
EQUIPOS Y TECNICAS PARA CONTROL DE DERRAME DE HIDROCARBURO
Los métodos y procedimientos para la contención y recuperación de un derrame en un medio
acuático varían en función de los siguientes aspectos:
Tipo de petróleo, el cual tiende a esparcirse formando una delgada película superficial, que
dependiendo de la cantidad de producto derramado, cubre un área considerable y dificulta las
labores de limpieza.
Efecto de la velocidad de la corriente y del viento sobre la mancha, la cual puede desplazarse
hacia zonas críticas o de sensibilidad ambiental
Condiciones hidrográficas y meteorológicas, es necesario predeterminar las condiciones
ambientales que prevalecerán durante las operaciones de limpieza, es decir, aspectos tales
como el viento, el oleaje, las corrientes, la temperatura, etc.
EQUIPOS PARA CONTROL DE DERRAME
En mar
En consecuencia la contención y concentración de un derrame de petróleo es fundamental y
estas acciones deben ser efectuadas con tres objetivos principales:
Cercar el derrame en un lugar determinado.
Mantener el derrame alejado de un área crítica o de sensibilidad ambiental.
Dirigir el derrame hacia un punto determinado.
Los equipos comúnmente usados para contener el petróleo derramado en el mar son:
Barreras mecánicas

Industrias y Servicios I
81 Grupo 13 – Año 2015
Barreras neumáticas o de aire.
Barreras químicas
Barreras sorbentes
Barreras improvisadas
La contención del petróleo es solamente una fase, tal vez la más importante de una operación
completa, es por ello, que en las labores de control de un derrame de petróleo se pueden
utilizar simultáneamente diferentes técnicas y equipos
BARRERAS MECANICAS
Es un equipo mecánico o físico que se extiende sobre y por debajo de un cuerpo de agua con
el objeto de contener, confinar y cercar el petróleo derramado y realizar inmediatas acciones de
recuperación de dicho derrame.
Tipo de barreras mecánicas según su construcción
Se pueden clasificar en dos grupos: tipo valla y tipo cortina.
Las barreras mecánicas tipo valla son construidas de material semi-rígido o rígido, tienen
una pantalla vertical donde están acoplados los flotadores; y los elementos de lastre están
colocados en la parte inferior de la pantalla.
Las barreras mecánicas tipo cortina son construidas de material más flexible, con un
elemento flotante contínuo unido a una falda o faldón y los pesos de lastre colocados en su
parte inferior. Algunas de estas barreras son infladas con aire antes de su despliegue y
vaciadas cuando son recogidas.
BARRERAS NEUMATICAS DE AIRE
El equipo consiste en una línea con perforaciones por donde se dejan escapar burbujas de aire
bajo el agua, éstas suben hasta la superficie y se expanden. Durante su desplazamiento
generan una corriente ascendente de agua, la misma que al llegar a la superficie se transforma
en corrientes superficiales que se alejan del punto de afloramiento y pueden servir para
contener una mancha de petróleo.
BARRERAS QUÍMICAS (AGLUTINANTES)
Otro sistema de contención de petróleo es por medio de la aplicación de productos químicos
llamados aglutinantes en la superficie de un cuerpo de agua. Estos productos son líquidos
orgánicos con un alto peso molecular que, en comparación con el petróleo, poseen una mayor
tendencia a la extensión por la superficie disponible del agua. De esta manera confinan la
mancha de petróleo y previenen su extensión.

Industrias y Servicios I
82 Grupo 13 – Año 2015
BARRERAS SORBENTES
Este tipo de equipo de contención puede ser empleados para proteger la orilla costera o playas,
son equipos de fácil maniobrabilidad.
Existen varios tipos de barreras flotantes confeccionadas con materiales sorbentes que pueden
ser utilizadas tanto en el agua como en la playa para proteger la orilla.
BARRERAS IMPROVISADAS
La experiencia ha demostrado que cuando se produce un derrame y no se dispone de barreras
comerciales, se puede utilizar como equipo de contención una barrera, es decir, que tenga un
francobordo, un elemento de flotación y lastre. En aguas tranquilas una barrera improvisadas
es tan eficiente como una de tipo comercial. Se puede idear rápidamente un barrera con
simples troncos.
En tierra
La primera acción a considerar cuando sucede un derrame en tierra, es detener el
esparcimiento del mismo lo más cerca posible de la fuente del derrame y realizar una
evaluación detallada de la situación antes de comenzar las labores de limpieza que permitan
determinar el destino de la mancha de petróleo en lo referente a su extensión superficial, su
infiltración en el suelo y las posibilidades de contaminación de cuerpos de agua.
El método más utilizado para interceptar el movimiento horizontal del petróleo en el subsuelo es
la construcción de zanjas en su trayectoria. Para ello se necesita:
Excavaciones y equipo manual
Material de soporte
Bombas de agua
Dependiendo de la profundidad de la zanja se colocan soportes a los lados, preferiblemente
entablado vertical o recubrimiento de las paredes con material impermeable, para evitar que el
petróleo contamine las áreas vecinas.
Estas zanjas de intercepción pueden ser construidas si el nivel freático está situado a menos de
3 metros por debajo de la superficie del terreno.
RECOLECCION DEL DERRAME
En mar
En caso de ocurrir un derrame accidental de hidrocarburos, una medida para evitar que el
impacto ambiental sobrepase los pronósticos de prevención de la contaminación, es la de
confinar y recuperar el producto, lo que se logra utilizando barreras de contención, equipos
recolectores de bombeo, equipos mecánicos no especializados, además de técnicas manuales.
Los equipos de recolección de petróleo , los podemos definir como aquellos diseñados
mecánicamente para remover el petróleo desde la superficie del agua.
Los recolectores contienen elementos de recuperación, tanques integrales de almacenamiento
y/o sistemas posterior de separación aceite-agua.

Industrias y Servicios I
83 Grupo 13 – Año 2015
Por lo general, los recolectores se utilizan una vez que el derrame ha sido confinado utilizando
barreras flotantes a fin de evitar que las capas de petróleo lleguen a las playas, por lo que
debemos tener en consideración la profundidad del agua y condiciones climatológicas para
obtener al máximo de eficiencia durante el proceso de recolección. Si bien las ensenadas y
estuarios proveen buenas condiciones para la recolección, las operaciones pueden resultar
tediosas debido a la poca profundidad que estos accidentes geográficos presentan.
En tierra
Unos de los métodos más utilizados para efectuar la recolección, es la excavación de fosas
para concentrar el petróleo y su posterior remoción mecánica.
Los materiales y equipos necesarios son principalmente:
Máquinas excavadoras
Camiones de volteo
Palas y rastrillo manuales
Camiones de vacío
Es importante tener presente al construir estas fosas, que las mismas no debe hacerse donde
puedan causar perturbaciones mayores, por ejemplo, remoción de capas impermeables del
suelo y que el petróleo alcance capas más profundas. Contener el petróleo en fosas si éste es
muy volátil puede incrementar el riesgo de incendio, y en el caso de grandes derrames, los
costos de excavación aumentan excesivamente con un aumento de la profundidad.
Para remover el petróleo del nivel freático se utilizan distintos sistemas de bombeo. El tiempo
requerido en las labores de recolección es mayor que el necesario para el combate de un
derrame en la superficie, ya que la tasa de movimiento del petróleo es menor en el acuífero y
deberá pasar mucho tiempo para que todo el petróleo que haya penetrado al subsuelo llegue al
lugar de recolección.
TRATAMIENTO QUIMICO POR DISPERSANTES
Dependiendo del lugar donde se produzca el derrame, la zonas circundantes, los recursos en
peligro, etc., se deberán tomar las decisiones más convenientes que llevarán al uso de técnicas
muy diversas, las cuales se pueden llevar a cabo por separado y más frecuentemente de
manera conjunta. Dentro de estas técnicas de respuesta, se encuentra el uso de dispersantes
de derrame de hidrocarburos. En los últimos tiempos se ha logrado avances significativos tanto
en el campo de los dispersantes como en el de sus técnicas de aplicación.
Dispersantes
Los dispersantes son mezclas que permiten que una mancha de hidrocarburo se fragmente en
gotas muy pequeñas las que se dispersan por la masa de agua a consecuencia del movimiento
natural de ésta.
El componente clave de un dispersante es un agente superficial activo (surfactante), el cual
tiene una estructura molecular tal que una parte de la molécula tiene una afinidad por el aceite
(oleófilo) y el otro tiene una afinidad por el agua (hidrófila).
Tipos de Dispersantes

Industrias y Servicios I
84 Grupo 13 – Año 2015
Hidrocarburo o dispersantes convencionales, que están basados en disolventes de
hidrocarburos y contienen entre el 15 y 25% surfactante. Ellos son destinados para una
aplicación neta y no deben ser pre diluidos con agua de mar porque ésta lo vuelve inefectivos.
Concentrado o con la misma mezcla de dispersantes, los que están basados en alcohol o
solvente glicol y usualmente contiene una alta concentración de componentes surfactantes.
Contienen más ingredientes que los dispersantes corrientes y suelen provocar una dispersión
más rápida y mejor que los hidrocarburos. Ellos pueden ser aplicados puros o pre diluidos con
agua de mar.
Eficacia de los Dispersantes
La medida en que se pueda dispersar una mancha de hidrocarburos dependerá en gran
medida de su temperatura de fluidez y de su viscosidad a la temperatura del agua de mar. La
exposición a la intemperie y la emulsificación hacen aumentar rápidamente la viscosidad y la
temperatura de fluidez. Incrementando por tanto su resistencia a la dispersión. También entran
en juego el estado del mar, su temperatura y su salinidad. El usuario debe tener en cuenta las
propiedades físicas del hidrocarburo, la temperatura y el estado del mar en el momento de
producirse el derrame y el tipo de dispersante disponible.
TECNICAS DE ELIMINACION DE LOS HIDROCARBUROS Y DE LOS DESECHOS
OLEOSOS CONTAMINADOS
La mayoría de las operaciones de limpieza de derrame de hidrocarburos, particularmente
aquellas que se efectúan en playas, dan como resultado la recolección de cantidades
sustanciales de hidrocarburos y de desechos oleosos contaminados, los cuales,
eventualmente, deben ser tratados.
Idealmente casi todo el hidrocarburo que sea posible recolectar deberá ser procesado mediante
una refinería, o una planta de reciclaje. Desafortunadamente, esto es raramente posible, debido
a la acción atmosférica sobre el hidrocarburo y a la contaminación con desechos, y por esto
generalmente se requiere alguna forma de eliminación. Esto incluye, deposición directa
estabilización para uso de mejoramiento de tierras, o afirmado de carreteras, y destrucción,
mediante procesos biológico o incineración. La opción se escogida para la eliminación
dependerá de la cantidad y tipo de hidrocarburo y desechos, de la ubicación del derrame, de
las consideraciones legales y del medio ambiente, y de los probables costos involucrados. En
el caso de grandes derrames puede ser necesario almacenar el material recolectado por algún
tiempo, antes de que pueda ser tratado. El objeto del presente trabajo es describir las diversas
opciones disponibles y su aplicación.
8. Panorama nacional latinoamericano y mundial
El comercio internacional de productos metalmecánicos supera los 4.000 billones de
dólares, representando más del 30% del total mundial. Dentro de esta industria, casi
un 40% corresponde al sector de bienes de capital, un 20% a la industria automotriz y
otro tanto al sector componentes electrónicos y artefactos eléctricos, completando el
resto los demás sectores metalmecánicos. Como puede inferirse, la industria local
representa una porción casi nula en el total de comercio mundial. En este sentido, las
economías exportadoras más importantes son los países de la Unión Europea
(Alemania, Francia, Italia), China, Estados Unidos, Japón y los países del sudeste
asiático (principalmente Corea del Sur). En el ámbito regional, los países con mayor
influencia son Brasil y México, quedando la Argentina en un plano muy menor. No

Industrias y Servicios I
85 Grupo 13 – Año 2015
obstante, en los últimos cinco años las exportaciones argentinas crecieron a una tasa
promedio anual cercana al 20%, mientras que el comercio mundial sectorial se
incrementó a una tasa del 8,3%. Este no es un dato menor, ya que la Industria
Metalmecánica fue una de las más dinámicas del comercio mundial de manufacturas,
lo cual sitúa al desempeño local en una posición relativamente favorable.
En la Argentina, la Industria Metalmecánica reúne alrededor de 23.000
establecimientos productivos distribuidos principalmente entre Buenos Aires (Ciudad y
Provincia), Córdoba, Santa Fe, Mendoza, Entre Ríos y San Luis. Las primeras tres
concentran el 90% del universo metalmecánico y si adicionamos las otras tres el 97%.
Casi en su totalidad se trata de pequeñas y medianas empresas de entre 10 y 20
ocupados en promedio. Sin embargo, también operan en el sector empresas de una
envergadura considerable, con más de 150 empleados. De esta manera, el sector
representa casi el 20% del empleo industrial, implicando más de 250.000 ocupados en
forma directa. Esto la convierte en la industria más generadora de mano de obra, con
dimensiones similares a la industria textil y de cueros juntas, típicamente considerados
sectores mano de obra intensivos. Como contrapartida, la Industria Metalmecánica
produce bienes por un valor cercano a los 65.000 millones de pesos, aportándole al
PBI industrial más de 15.000 millones. Esto representa casi el 13% del mismo,
constituyendo la actividad industrial con mayor valor agregado en términos relativos y
la segunda en valores absolutos, luego de la industria alimenticia y de bebidas, cuyas
manufacturas son de origen agropecuario. En este sentido, la elasticidad entre la
producción y el empleo en la Industria Metalmecánica se encuentra en torno a un
coeficiente que varía entre 0,6 y 0,8, lo cual significa que por cada punto porcentual
que crece la producción se crean más de 12.000 puestos de trabajo directos en un
año. Al respecto, vale la pena mencionar que para el total de la economía dicha
relación se reduce una elasticidad promedio que no llega al 0,5.
9. elementos de tecnologías de gestión, asociatividad, cluster, competencia, comercio
justo, RSE.
Cámara Argentina de Proveedores de la industria Petro-Energetica
OBJETIVOS
Dar a conocer a los mercados externos y a los gobiernos las cualidades, habilidades y
capacidades de los miembros de esta cámara.
Defender los intereses de las empresas pyme y su papel en el desarrollo económico y
tecnológico de nuestro país y de Latino-América.
Promover la integración y complementariedad con empresas latinoamericanas para
mejorar la competitividad regional hacia el mercado mundial.
Colaborar con cámaras afines de países latinoamericanos en la defensa del compre regional.
Cuidar que los miembros de esta cámara respeten las leyes, standards y normas acordados con los clientes y gobiernos; satisfagan los servicios de post-venta, garantías y otros servicios pactados; breitling replicas y practiquen la más alta calidad
y las reglas del arte.
Facilitar a sus miembros el acceso y conocimiento de los mercados de provisión hacia la industria energética de la región.
Difundir entre sus miembros las políticas económicas, leyes y normativas de otros
países que afecten y promuevan la actividad de las pyme argentinas.
Promover la complementariedad entre empresas-miembro para mejorar su
competitividad.
Industrias y Servicios I
86 Grupo 13 – Año 2015
Grupo argentino de proveedores de petróleo
Colaboración Interempresaria: Alternativa para Desarrollar Mercados Internacionales
Información, inteligencia de mercado, oportunidades comerciales; todos conceptos vitales en un proceso de internacionalización. Conceptos que supo aprovechar y capitalizar el Grupo Argentino de Proveedores Petroleros (GAPP), una unión de pequeñas y medianas empresas que encontró en la sinergia, la llave del crecimiento exportador.
La oferta global del GAPP abarca un gran abanico de productos y servicios relacionados con la industria del gas y el petróleo, ya que sus miembros ofrecen manufacturas metalmecánicas, productos químicos, equipos y elementos de seguridad industrial, servicios de ingeniería e incluso desarrollo de software industrial específico entre otros. Nuestra oferta completa las necesidades del Upstream, Midstream y Downstream.
El Grupo exporta y ha participado en eventos y misiones comerciales desde el año 2002 a: Arabia Saudita, Qatar, Omán, Emiratos Árabes Unidos, Omán y Kuwait; Brasil, Perú, Ecuador, Colombia, Venezuela, Bolivia y Trinidad & Tobago; Canadá, EEUU y México; China, Egipto, Libia y Rusia entre otros.
El GAPP seguirá estando presente en los eventos y mercados petroleros más importantes a nivel mundial, en ferias o misiones técnico comerciales, representando y promocionando a este sector de la industria Argentina.
10. Fuentes de información general y particular, con carácter confiable y científico,
estadísticas actualizadas.
http://materias.fi.uba.ar/7106/Resumen/PDF_METALMECANICAV1.pdf
http://www.cofecyt.mincyt.gov.ar/pcias_pdfs/jujuy/UIA_metalmecanica_08.pdf
http://www.aesa.com.ar/clientes.html
http://www.idits.org.ar/Nuevo/Servicios/Publicaciones/SectorMetalmecanico/Inf_sectorial
_metalmecanico_Mza-IDITS.pdf
http://www.idits.org.ar/Nuevo/Servicios/Publicaciones/SectorMetalmecanico/Plan_estrate
gico_sector_metalmecanico-IDITS.pdf
http://www.idits.org.ar/Nuevo/Servicios/PDF/INFORME-Jornada-Metalmecanica-2013.pdf
http://www.hytech.com.ar/html/espanol/nuestros_servicios/provision_equipos_plantas_p
rocesos.html
http://www.iapg.org.ar/sectores/eventos/eventos/listados/precalidad2010/Acerosparauso
enlaindustriadelPetroleoydelGas.pdf
http://www.gapp-oil.com.ar/novedades-y-eventos/
http://www.tenaris.com/es-ES/Products/SuckerRods.aspx
http://www.mecon.gov.ar/peconomica/dnper/fichas_provinciales/Neuquen.pdf
http://www.mecon.gov.ar/peconomica/dnper/fichas_provinciales/La_Pampa.pdf
http://www.mecon.gov.ar/peconomica/dnper/fichas_provinciales/Rio_Negro.pdf
http://www.industria.gob.ar/wp-content/uploads/2012/09/PetroleoCS4.pdf
http://www.interempresas.net/MetalMecanica/Articulos/12110-Tecnologias-de-corte-de-
chapa.html
APUNTES DE CLASES EQUIPOS E INSTALACIONES INDUSTRIALES UNC
http://materias.fi.uba.ar/6713/CursoIASListook.pdf
MATERIAL DE CATEDRA MECANICA APLICADA UNC