INFLUENCIA DE LA DEGRADACIÓN DURANTE EL PROCESADO …
18
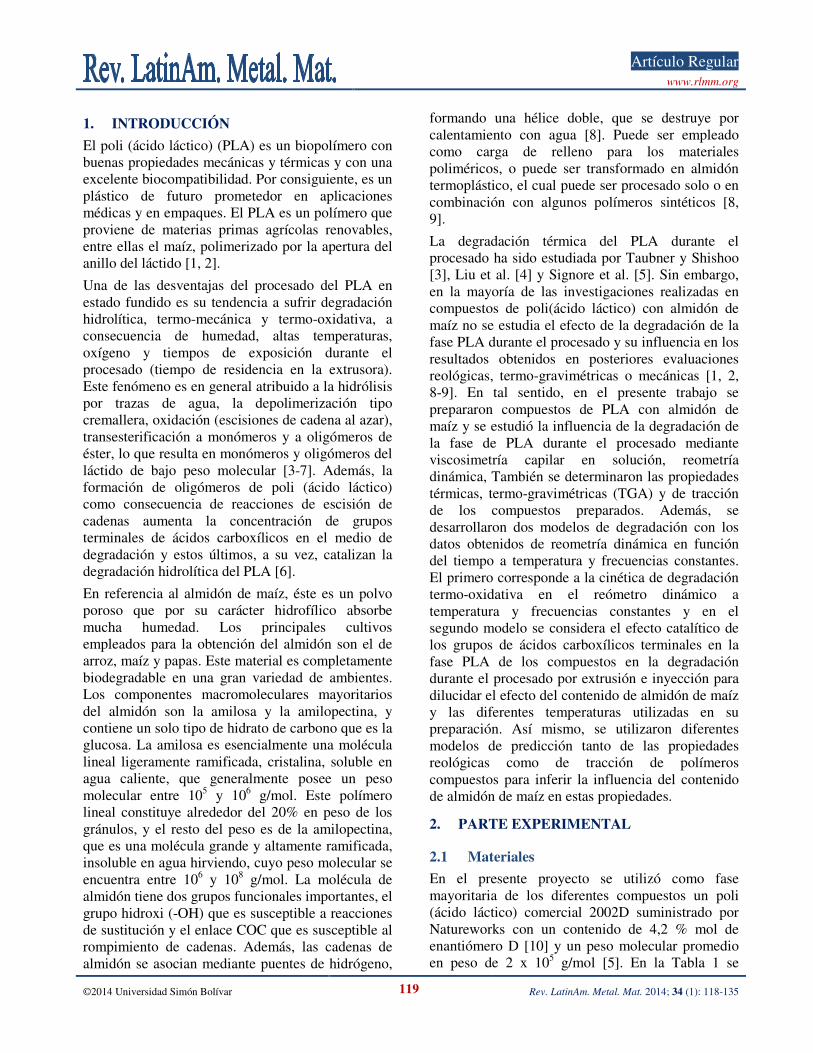
Artículo Regular www.rlmm.org Recibido: 02-11-2012 ; Revisado: 06-02-2012 Aceptado: 25-03-2013 ; Publicado: 11-04-2013 118 pISSN: 0255-6952 | eISSN: 2244-7113 Rev. LatinAm. Metal. Mat. 2014; 34 (1): 118-135 INFLUENCIA DE LA DEGRADACIÓN DURANTE EL PROCESADO EN LAS PROPIEDADES REOLÓGICAS, TÉRMICAS Y DE TRACCIÓN DE COMPUESTOS DE POLI(ÁCIDO LÁCTICO) Héctor Rojas 2* , Carmen Rosales 1* , Carolina González 3 , Rosestela Perera 1 , Mariselis Trujillo 1 1: Grupo de Polímeros II. Dpto. de Mecánica, 2: Laboratorio de Procesos y Manufacturas (E). 3: Coordinación de Materiales. Universidad Simón Bolívar. Apartado 89000. Caracas, Venezuela. *e-mail: [email protected], [email protected] RESUMEN Se prepararon compuestos de poli (ácido láctico) con almidón de maíz en una extrusora doble tornillo. Se estudió la influencia de incorporar diferentes proporciones de carga en las propiedades y para ello se emplearon las técnicas de viscosimetría en solución, reometría dinámica en flujo oscilatorio, análisis termo-gravimétrico (TGA) y microscopía electrónica de barrido. También se determinaron las propiedades de tracción. Se estableció que la cinética de degradación termo-oxidativa del PLA y de las correspondientes fases de PLA en los compuestos con almidón de maíz bajo condiciones isotérmicas en el reómetro dinámico es por escisión de cadenas al azar. También se encontró que la degradación térmica e hidrolítica durante el procesado de la fase PLA en los compuestos se ajustó al modelo que considera el efecto catalítico de los grupos de ácidos carboxílicos terminales en esta fase. Además, se utilizaron varios modelos para predecir las relaciones de viscosidad a frecuencia y temperatura constantes, relaciones de esfuerzos y elongaciones a la ruptura para estos compuestos y el mejor ajuste con los valores experimentales se obtiene con los modelos de Maron- Pierce y de Thomas, Nicolais y Narkis y Nielsen, respectivamente. Los resultados mostraron que los compuestos con almidón de maíz poseen una mayor susceptibilidad a la degradación termo-mecánica e hidrolítica en el procesado que el PLA solamente inyectado, debido a la mayor adsorción de humedad del almidón en la alimentación a la extrusora. Esta mayor degradación durante el procesado le confiere a estos materiales similares valores de esfuerzos y módulos de elasticidad que aquellos del PLA inyectado debido a la cristalinidad inducida por la mayor movilidad molecular. Sin embargo, la viscosidad y módulo de almacenamiento a bajas frecuencias, elongación a la ruptura y estabilidad tanto a la degradación térmica en atmósfera inerte (TGA) como termo-oxidativa en el reómetro bajo condiciones isotérmicas son menores. Palabras Claves: Compuestos de poli (ácido láctico), almidón de maíz, degradación termo-oxidativa. INFLUENCE OF THE DEGRADATION DURING THE PROCESSING ON THERMAL, RHEOLOGICAL AND TENSILE PROPERTIES OF POLY(LACTIC ACID) COMPOSITES ABSTRACT Poly (lactic acid) (PLA) composites with corn starch were prepared in a corotating twin-screw extruder. The influence of incorporating different proportions of filler was studied in terms of intrinsic viscosities, oscillatory shear flow, thermogravimetric analysis (TGA), scanning electron microscopy and tensile properties. Results showed that the kinetics of the thermo-oxidative reaction of the PLA and also of the PLA phase in the composites with corn starch under isothermal conditions in the dynamic rheometer was mainly a random chain splitting process. The thermal and hydrolytic degradation of the PLA phase in the composites with corn starch during their processing were fitted in an autocatalyzed carboxylic group degradation model. Also, several models were employed to predict the viscosity ratio at constant frequency and temperature, the tensile strength and elongation at break ratios and it was found that the experimental values in the composites lie close to those of the Maron-Pierce and Thomas, Nicolais and Narkis, and Nielsen models, respectively. Additionally, results showed that the composites of PLA with corn starch have higher susceptibility to thermal and hydrolytic degradation during its processing than the PLA processed only by injection molding due to higher water absorption of the corn starch while in the extruder feeding. However, the enhanced degradation of composites with corn starch increased the crystallinity degree due to a higher molecular mobility which produced similar tensile strength and modulus values to those of injection-molded PLA. Nonetheless, the complex viscosity and storage modulus at low frequencies, the elongation at break and thermal and stability both in inert atmosphere (TGA) and in air (in the rheometer) under isothermal conditions are lower. Keywords: Poly (lactic acid) composites, corn starch, thermal-oxidative degradation. 300 340 380 420 0 20 40 60 80 100 Pérdida de masa (%) Temperatura (°C) PLA PLAe C1e C3e C6e 300 340 380 420 0 20 40 60 80 100 Pérdida de masa (%) Temperatura (°C) PLA PLAe C1e C3e C6e + Almidón de maíz Poliláctido TGA
Transcript of INFLUENCIA DE LA DEGRADACIÓN DURANTE EL PROCESADO …

Artículo Regular www.rlmm.org
Recibido: 02-11-2012 ; Revisado: 06-02-2012
Aceptado: 25-03-2013 ; Publicado: 11-04-2013 118 pISSN: 0255-6952 | eISSN: 2244-7113
Rev. LatinAm. Metal. Mat. 2014; 34 (1): 118-135
INFLUENCIA DE LA DEGRADACIÓN DURANTE EL PROCESADO EN LAS PROPIEDADES REOLÓGICAS, TÉRMICAS Y DE TRACCIÓN DE COMPUESTOS DE POLI(ÁCIDO LÁCTICO)
Héctor Rojas2*
, Carmen Rosales1*
, Carolina González3, Rosestela Perera
1, Mariselis Trujillo
1
1: Grupo de Polímeros II. Dpto. de Mecánica, 2: Laboratorio de Procesos y Manufacturas (E). 3: Coordinación de Materiales. Universidad Simón Bolívar. Apartado 89000. Caracas, Venezuela.
*e-mail: [email protected], [email protected]
RESUMEN Se prepararon compuestos de poli (ácido láctico) con almidón de maíz en una extrusora doble tornillo. Se estudió la influencia de incorporar diferentes proporciones de carga en las propiedades y para ello se emplearon las técnicas de viscosimetría en solución, reometría dinámica en flujo oscilatorio, análisis termo-gravimétrico (TGA) y microscopía electrónica de barrido. También se determinaron las propiedades de tracción. Se estableció que la cinética de degradación termo-oxidativa del PLA y de las correspondientes fases de PLA en los compuestos con almidón de maíz bajo condiciones isotérmicas en el reómetro dinámico es por escisión de cadenas al azar. También se encontró que la degradación térmica e hidrolítica durante el procesado de la fase PLA en los compuestos se ajustó al modelo que considera el efecto catalítico de los grupos de ácidos carboxílicos terminales en esta fase. Además, se utilizaron varios modelos para predecir las relaciones de viscosidad a frecuencia y temperatura constantes, relaciones de esfuerzos y elongaciones a la ruptura para estos compuestos y el mejor ajuste con los valores experimentales se obtiene con los modelos de Maron-Pierce y de Thomas, Nicolais y Narkis y Nielsen, respectivamente. Los resultados mostraron que los compuestos con almidón de maíz poseen una mayor susceptibilidad a la degradación termo-mecánica e hidrolítica en el procesado que el PLA solamente inyectado, debido a la mayor adsorción de humedad del almidón en la alimentación a la extrusora. Esta mayor degradación durante el procesado le confiere a estos materiales similares valores de esfuerzos y módulos de elasticidad que aquellos del PLA inyectado debido a la cristalinidad inducida por la mayor movilidad molecular. Sin embargo, la viscosidad y módulo de almacenamiento a bajas frecuencias, elongación a la ruptura y estabilidad tanto a la degradación térmica en atmósfera inerte (TGA) como termo-oxidativa en el reómetro bajo condiciones isotérmicas son menores.
Palabras Claves: Compuestos de poli (ácido láctico), almidón de maíz, degradación termo-oxidativa.
INFLUENCE OF THE DEGRADATION DURING THE PROCESSING ON THERMAL, RHEOLOGICAL AND TENSILE PROPERTIES OF POLY(LACTIC ACID) COMPOSITES
ABSTRACT Poly (lactic acid) (PLA) composites with corn starch were prepared in a corotating twin-screw extruder. The influence of incorporating different proportions of filler was studied in terms of intrinsic viscosities, oscillatory shear flow, thermogravimetric analysis (TGA), scanning electron microscopy and tensile properties. Results showed that the kinetics of the thermo-oxidative reaction of the PLA and also of the PLA phase in the composites with corn starch under isothermal conditions in the dynamic rheometer was mainly a random chain splitting process. The thermal and hydrolytic degradation of the PLA phase in the composites with corn starch during their processing were fitted in an autocatalyzed carboxylic group degradation model. Also, several models were employed to predict the viscosity ratio at constant frequency and temperature, the tensile strength and elongation at break ratios and it was found that the experimental values in the composites lie close to those of the Maron-Pierce and Thomas, Nicolais and Narkis, and Nielsen models, respectively. Additionally, results showed that the composites of PLA with corn starch have higher susceptibility to thermal and hydrolytic degradation during its processing than the PLA processed only by injection molding due to higher water absorption of the corn starch while in the extruder feeding. However, the enhanced degradation of composites with corn starch increased the crystallinity degree due to a higher molecular mobility which produced similar tensile strength and modulus values to those of injection-molded PLA. Nonetheless, the complex viscosity and storage modulus at low frequencies, the elongation at break and thermal and stability both in inert atmosphere (TGA) and in air (in the rheometer) under isothermal conditions are lower.
Keywords: Poly (lactic acid) composites, corn starch, thermal-oxidative degradation.
300
340
380
420
0 20 40 60 80 100Pérdida de masa (%)
Tem
pera
tura
(°C
)
PLA PLAeC1e C3eC6e
300
340
380
420
0 20 40 60 80 100Pérdida de masa (%)
Tem
pera
tura
(°C
)
PLA PLAeC1e C3eC6e
+
Almidón de maíz Poliláctido
TGA
Artículo Regular www.rlmm.org
©2014 Universidad Simón Bolívar 119 Rev. LatinAm. Metal. Mat. 2014; 34 (1): 118-135
1. INTRODUCCIÓN
El poli (ácido láctico) (PLA) es un biopolímero con buenas propiedades mecánicas y térmicas y con una excelente biocompatibilidad. Por consiguiente, es un plástico de futuro prometedor en aplicaciones médicas y en empaques. El PLA es un polímero que proviene de materias primas agrícolas renovables, entre ellas el maíz, polimerizado por la apertura del anillo del láctido [1, 2].
Una de las desventajas del procesado del PLA en estado fundido es su tendencia a sufrir degradación hidrolítica, termo-mecánica y termo-oxidativa, a consecuencia de humedad, altas temperaturas, oxígeno y tiempos de exposición durante el procesado (tiempo de residencia en la extrusora). Este fenómeno es en general atribuido a la hidrólisis por trazas de agua, la depolimerización tipo cremallera, oxidación (escisiones de cadena al azar), transesterificación a monómeros y a oligómeros de éster, lo que resulta en monómeros y oligómeros del láctido de bajo peso molecular [3-7]. Además, la formación de oligómeros de poli (ácido láctico) como consecuencia de reacciones de escisión de cadenas aumenta la concentración de grupos terminales de ácidos carboxílicos en el medio de degradación y estos últimos, a su vez, catalizan la degradación hidrolítica del PLA [6].
En referencia al almidón de maíz, éste es un polvo poroso que por su carácter hidrofílico absorbe mucha humedad. Los principales cultivos empleados para la obtención del almidón son el de arroz, maíz y papas. Este material es completamente biodegradable en una gran variedad de ambientes. Los componentes macromoleculares mayoritarios del almidón son la amilosa y la amilopectina, y contiene un solo tipo de hidrato de carbono que es la glucosa. La amilosa es esencialmente una molécula lineal ligeramente ramificada, cristalina, soluble en agua caliente, que generalmente posee un peso molecular entre 105 y 106 g/mol. Este polímero lineal constituye alrededor del 20% en peso de los gránulos, y el resto del peso es de la amilopectina, que es una molécula grande y altamente ramificada, insoluble en agua hirviendo, cuyo peso molecular se encuentra entre 106 y 108 g/mol. La molécula de almidón tiene dos grupos funcionales importantes, el grupo hidroxi (-OH) que es susceptible a reacciones de sustitución y el enlace COC que es susceptible al rompimiento de cadenas. Además, las cadenas de almidón se asocian mediante puentes de hidrógeno,
formando una hélice doble, que se destruye por calentamiento con agua [8]. Puede ser empleado como carga de relleno para los materiales poliméricos, o puede ser transformado en almidón termoplástico, el cual puede ser procesado solo o en combinación con algunos polímeros sintéticos [8, 9].
La degradación térmica del PLA durante el procesado ha sido estudiada por Taubner y Shishoo [3], Liu et al. [4] y Signore et al. [5]. Sin embargo, en la mayoría de las investigaciones realizadas en compuestos de poli(ácido láctico) con almidón de maíz no se estudia el efecto de la degradación de la fase PLA durante el procesado y su influencia en los resultados obtenidos en posteriores evaluaciones reológicas, termo-gravimétricas o mecánicas [1, 2, 8-9]. En tal sentido, en el presente trabajo se prepararon compuestos de PLA con almidón de maíz y se estudió la influencia de la degradación de la fase de PLA durante el procesado mediante viscosimetría capilar en solución, reometría dinámica, También se determinaron las propiedades térmicas, termo-gravimétricas (TGA) y de tracción de los compuestos preparados. Además, se desarrollaron dos modelos de degradación con los datos obtenidos de reometría dinámica en función del tiempo a temperatura y frecuencias constantes. El primero corresponde a la cinética de degradación termo-oxidativa en el reómetro dinámico a temperatura y frecuencias constantes y en el segundo modelo se considera el efecto catalítico de los grupos de ácidos carboxílicos terminales en la fase PLA de los compuestos en la degradación durante el procesado por extrusión e inyección para dilucidar el efecto del contenido de almidón de maíz y las diferentes temperaturas utilizadas en su preparación. Así mismo, se utilizaron diferentes modelos de predicción tanto de las propiedades reológicas como de tracción de polímeros compuestos para inferir la influencia del contenido de almidón de maíz en estas propiedades.
2. PARTE EXPERIMENTAL
2.1 Materiales
En el presente proyecto se utilizó como fase mayoritaria de los diferentes compuestos un poli (ácido láctico) comercial 2002D suministrado por Natureworks con un contenido de 4,2 % mol de enantiómero D [10] y un peso molecular promedio en peso de 2 x 105 g/mol [5]. En la Tabla 1 se
Artículo Regular www.rlmm.org
©2014 Universidad Simón Bolívar 120 Rev. LatinAm. Metal. Mat. 2014; 34 (1): 118-135
presentan otras características de interés del PLA [11]. Como carga se utilizó un almidón de maíz comercial (grado alimenticio) suministrado por Alfonzo Rivas con una relación de amilose/amilopectina de 27:73.
Tabla 1. Características del PLA 2002D.
Característica y/o propiedad Valor
Índice de fluidez (dg/min.) 7
Densidad (g/cm3) 1,24
Claridad Transparente
Propiedades de tracción
Resistencia a la tracción (MPa) 53
Módulo de Young′s (GPa) 3,5
Porcentaje de elongación (%) 6,0
2.2 Preparación de los compuestos
Debido a la baja estabilidad térmica del PLA se determinó el máximo caudal a utilizar en la preparación de los compuestos y el tiempo de residencia promedio en la extrusora a una temperatura de fundido promedio de 200°C en la boquilla y una velocidad de giro de los tornillos de 100 rpm. El tiempo de residencia promedio del PLA a dos caudales de extrusión se encontró de manera visual utilizando un concentrado de pigmento amarillo. Se registraron los tiempos de mayor intensidad de color (tiempo de residencia promedio) y de cero color a la salida (tiempo de mayor residencia del pigmento).
Los compuestos de PLA se elaboraron en una extrusora doble tornillo corrotante marca Berstorff/ECS 25 a una temperatura de boquilla promedio de 200°C, una velocidad de giro de 100 rpm y un caudal másico de 53 g/min. La carga se añadió en el segundo puerto de la extrusora en la zona de transporte del material. Aun cuando los materiales se secaron antes del proceso de extrusión, hay que puntualizar que la tolva de alimentación de la extrusora se encuentra cerrada durante el proceso, pero el segundo puerto de alimentación está abierto a la atmósfera. Por esta razón, la absorción de humedad de la fase PLA en los compuestos es imposible de suprimir en todos los materiales estudiados. Los tipos de compuestos elaborados y su nomenclatura se reportan en la Tabla 2.
Tabla 2. Cantidad de carga y condiciones de extrusión (Textr) y temperatura en la boquilla de la inyectora.
Material Carga
(ppc)
Textr
(°C)
Presión en la
boquilla (psi)
Tiny
(°C)
PLA - - - -
PLAe - 200 1260 -
PLAi - - - 200
PLApa - 200 1260 230
PLApb - 200 1260 200
C1pa 6 203 1170 230
C2pb 12 199 1330 200
C3pb 17 201 1300 200
C4pc 22 202 1270 210
C5pd 27 205 1290 230
C6e 32 203 1270 -
Es de hacer notar que todos los materiales se secaron en un horno de vacío antes de su preparación y caracterización; el almidón de maíz a una temperatura de 80°C por 4 horas, el PLA y los respectivos compuestos a 50°C por 24 horas. Las temperaturas en la boquilla de la extrusora (Textr) y las presiones en la boquilla obtenidas se muestran en la Tabla 2. Las probetas de los compuestos de PLA se elaboraron por inyección en una inyectora HXL65 – W5 de Haixiong Machinery a las temperaturas de boquilla en la inyectora (Tiny) también mostradas en la Tabla 2. También se elaboraron probetas por inyección a dos temperaturas (condiciones a y b) del PLA extrudido (PLApa y PLApb) y del PLA inyectado (PLAi). Se empleó un molde Halterio, tipo I, según la norma ASTM D 638. Es de hacer notar que el compuesto con 32 ppc de almidón de maíz (C6) no se logró inyectar por presentar problemas en la entrada del molde de inyección (hubo obstrucción en las entradas a las cavidades).
2.3 Viscosidad intrínseca de los materiales y reometría dinámica
Se determinó la viscosidad intrínseca de la fase PLA de los compuestos extrudidos con 6 y 12 ppc de almidón de maíz (C1e y C2e), del PLA solamente extrudido (PLAe) y del PLA sin procesar (PLA), empleando la técnica de viscosimetría capilar en solución. Es de hacer notar que el almidón de maíz se eliminó de los compuestos mediante un filtrado previo y secado de las respectivas soluciones en

Artículo Regular www.rlmm.org
©2014 Universidad Simón Bolívar 121 Rev. LatinAm. Metal. Mat. 2014; 34 (1): 118-135
cloroformo. Luego, se preparó una solución en cloroformo al 1 % de la fase PLA de cada material a ensayar. Con cada solución se prepararon cuatro soluciones de concentraciones: 0,2; 0,4; 0,6 y 0,8 p/v %. En el ensayo se empleó un viscosímetro de tipo Ubbelohde marca Schott Gerate Typ 50101/0 y se evaluaron un total de tres muestras por material. Se determinó la viscosidad intrínseca de la fase PLA de cada material y el respectivo peso molecular viscosimétrico (Mv) a partir de la ecuación de Mark-Houwink [1, 2]:
[η] = K Mvα (1)
Donde [η] es la viscosidad intrínseca en mL/g y Mv es el peso molecular viscosimétrico. Para el PLA/cloroformo se utilizaron las siguientes constantes: K = 0,0131 mL/g y α = 0,777 a 25°C [12].
Debido a la degradación termo-oxidativa e hidrolítica del PLA durante el procesado, las viscosidades y módulos de almacenamiento de este material y de los compuestos en fundido se determinaron en un reómetro dinámico marca Advanced Rheometer AR2000, en geometría de placas paralelas, en función del tiempo y de la frecuencia de oscilación a 200°C. Se tomaron muestras de las probetas inyectadas para realizar este ensayo. Se realizó un barrido de tiempo por un periodo de 10 minutos, a una temperatura de 200°C, con una deformación constante de 15 % y diferentes frecuencias de oscilación (5 y 10 rad/s).
2.4 Microscopía electrónica de barrido (MEB)
Con la técnica de microscopía electrónica de barrido (MEB) se procedió a tomar micrografías en la zona de fractura de probetas previamente ensayadas en tracción para cada compuesto elaborado con almidón de maíz. A cada probeta se le realizó una toma en el centro de la probeta y en la zona más cercana al bebedero de la máquina de inyección. La microscopía electrónica de barrido a nivel de la superficie de las probetas se realizó en un microscopio de barrido marca JEOL, modelo JSM-6390 a los compuestos con almidón de maíz.
2.5 Análisis termo-gravimétrico (TGA) y flujo de calor
Para seguir la degradación térmica y el flujo de calor generado en función de la temperatura de las
mezclas obtenidas, se hizo un análisis termogravimétrico del PLA sin procesar, del PLA extrudido (PLAe) y de los compuestos de PLA extrudidos (C1e, C3e y C6e). Se usó un barrido de temperatura desde 50ºC hasta 900ºC en nitrógeno (N2) a 10°C/minuto. Se utilizó un analizador térmico marca Perkin Elmer modelo STA600 de forma tal de registrar la pérdida en peso de cada material y los cambios de entalpía en función de la temperatura.
2.6 Densidad y determinación de las propiedades de tracción
Para determinar la densidad de los compuestos de PLA con almidón de maíz se tomó una muestra de cada uno y con la ayuda de una balanza analítica se determinó el peso en aire de la muestra y del sujetador. Posteriormente, se tomó un envase al cual se le añadió una cantidad fija de agua destilada, de manera tal que cuando la muestra fuese sumergida con ayuda de un sujetador, ésta quedara introducida en el agua sin tocar el fondo del envase, y por último se procedió a registrar los pesos de cada una de las muestras en agua. También se realizaron pruebas de tracción uniaxial al PLA inyectado (PLAi), al PLApa y a los diferentes compuestos extrudidos e inyectados, empleando una máquina de ensayos universales marca Lloyd Instruments, modelo EZ20. Se evaluaron un total de cinco muestras por material con una velocidad de mordazas de 5 mm/min. a 25ºC.
3. RESULTADOS Y DISCUSIÓN
3.1 Estudio de la degradación termo-oxidativa en el reómetro dinámico
La degradación térmica de los materiales poliméricos es usualmente estudiada por análisis termo-gravimétrico (TGA) registrando la pérdida de masa debido a la degradación y formación de productos volátiles como una función de la temperatura. Sin embargo, cuando se realizan dichos análisis no se aprecian pérdidas de masa a las temperaturas empleadas durante el procesamiento del PLA, lo cual es de esperarse debido a que dicho ensayo se realiza bajo condiciones de atmosfera inerte, lo cual limita las reacciones de descomposición del tipo oxidativa. Las altas temperaturas de los ensayos en el equipo de reometría dinámica se obtienen por suministro de aire, por lo que el oxígeno está siempre presente. A fin de verificar realmente el efecto que tiene la
Artículo Regular www.rlmm.org
©2014 Universidad Simón Bolívar 122 Rev. LatinAm. Metal. Mat. 2014; 34 (1): 118-135
temperatura y la presencia de oxígeno en las evaluaciones reológicas del PLA y sus compuestos se estudió la degradación termo-oxidativa en un reómetro dinámico a temperatura y frecuencias constantes, tomándose registro del módulo de almacenamiento (G'), el módulo de pérdida (G") y la viscosidad dinámica (η') en función del tiempo a 200°C para las frecuencias de oscilación de 1, 5 y 10 rad/s.
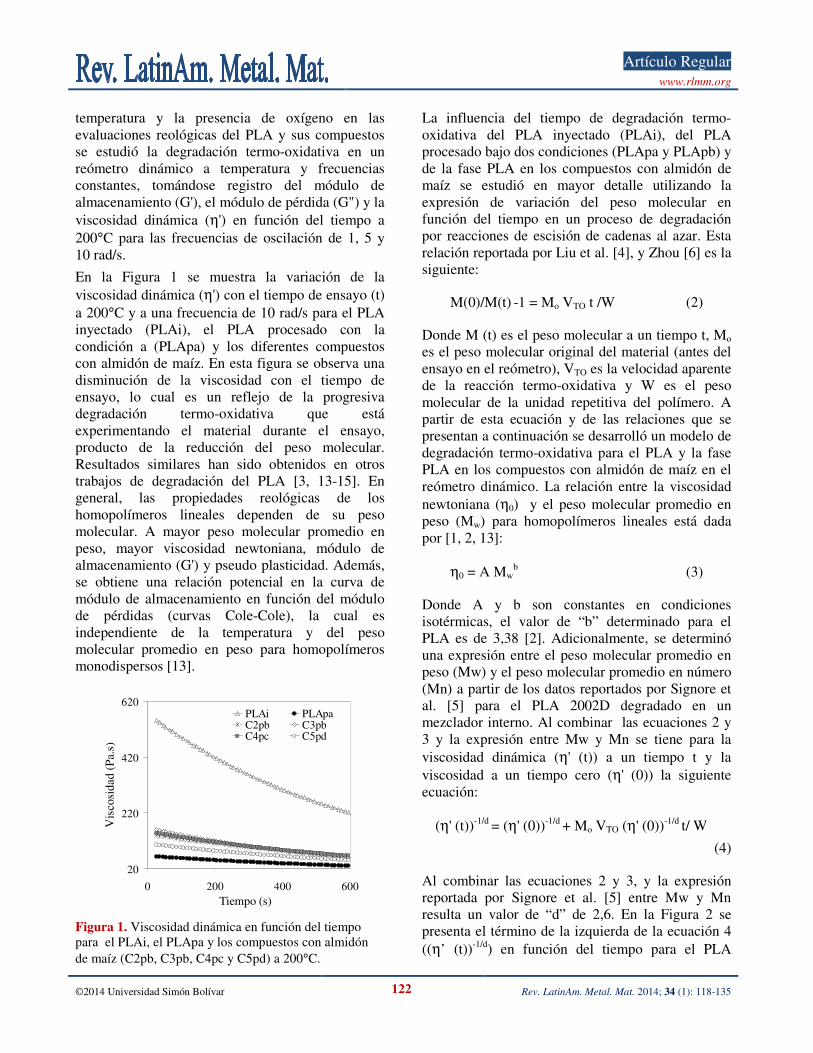
En la Figura 1 se muestra la variación de la viscosidad dinámica (η') con el tiempo de ensayo (t) a 200°C y a una frecuencia de 10 rad/s para el PLA inyectado (PLAi), el PLA procesado con la condición a (PLApa) y los diferentes compuestos con almidón de maíz. En esta figura se observa una disminución de la viscosidad con el tiempo de ensayo, lo cual es un reflejo de la progresiva degradación termo-oxidativa que está experimentando el material durante el ensayo, producto de la reducción del peso molecular. Resultados similares han sido obtenidos en otros trabajos de degradación del PLA [3, 13-15]. En general, las propiedades reológicas de los homopolímeros lineales dependen de su peso molecular. A mayor peso molecular promedio en peso, mayor viscosidad newtoniana, módulo de almacenamiento (G') y pseudo plasticidad. Además, se obtiene una relación potencial en la curva de módulo de almacenamiento en función del módulo de pérdidas (curvas Cole-Cole), la cual es independiente de la temperatura y del peso molecular promedio en peso para homopolímeros monodispersos [13].
Figura 1. Viscosidad dinámica en función del tiempo para el PLAi, el PLApa y los compuestos con almidón de maíz (C2pb, C3pb, C4pc y C5pd) a 200°C.
La influencia del tiempo de degradación termo-oxidativa del PLA inyectado (PLAi), del PLA procesado bajo dos condiciones (PLApa y PLApb) y de la fase PLA en los compuestos con almidón de maíz se estudió en mayor detalle utilizando la expresión de variación del peso molecular en función del tiempo en un proceso de degradación por reacciones de escisión de cadenas al azar. Esta relación reportada por Liu et al. [4], y Zhou [6] es la siguiente:
M(0)/M(t) -1 = Mo VTO t /W (2)
Donde M (t) es el peso molecular a un tiempo t, Mo es el peso molecular original del material (antes del ensayo en el reómetro), VTO es la velocidad aparente de la reacción termo-oxidativa y W es el peso molecular de la unidad repetitiva del polímero. A partir de esta ecuación y de las relaciones que se presentan a continuación se desarrolló un modelo de degradación termo-oxidativa para el PLA y la fase PLA en los compuestos con almidón de maíz en el reómetro dinámico. La relación entre la viscosidad newtoniana (η0) y el peso molecular promedio en peso (Mw) para homopolímeros lineales está dada por [1, 2, 13]:
η0 = A Mwb (3)
Donde A y b son constantes en condiciones isotérmicas, el valor de “b” determinado para el PLA es de 3,38 [2]. Adicionalmente, se determinó una expresión entre el peso molecular promedio en peso (Mw) y el peso molecular promedio en número (Mn) a partir de los datos reportados por Signore et al. [5] para el PLA 2002D degradado en un mezclador interno. Al combinar las ecuaciones 2 y 3 y la expresión entre Mw y Mn se tiene para la viscosidad dinámica (η' (t)) a un tiempo t y la viscosidad a un tiempo cero (η' (0)) la siguiente ecuación:
(η' (t))-1/d = (η' (0))-1/d + Mo VTO (η' (0))-1/d t/ W
(4)
Al combinar las ecuaciones 2 y 3, y la expresión reportada por Signore et al. [5] entre Mw y Mn resulta un valor de “d” de 2,6. En la Figura 2 se presenta el término de la izquierda de la ecuación 4 ((η’ (t))-1/d) en función del tiempo para el PLA
20
220
420
620
0 200 400 600Tiempo (s)
Vis
cosi
dad
(Pa.
s)
PLAi PLApaC2pb C3pbC4pc C5pd
Artículo Regular www.rlmm.org
©2014 Universidad Simón Bolívar 123 Rev. LatinAm. Metal. Mat. 2014; 34 (1): 118-135
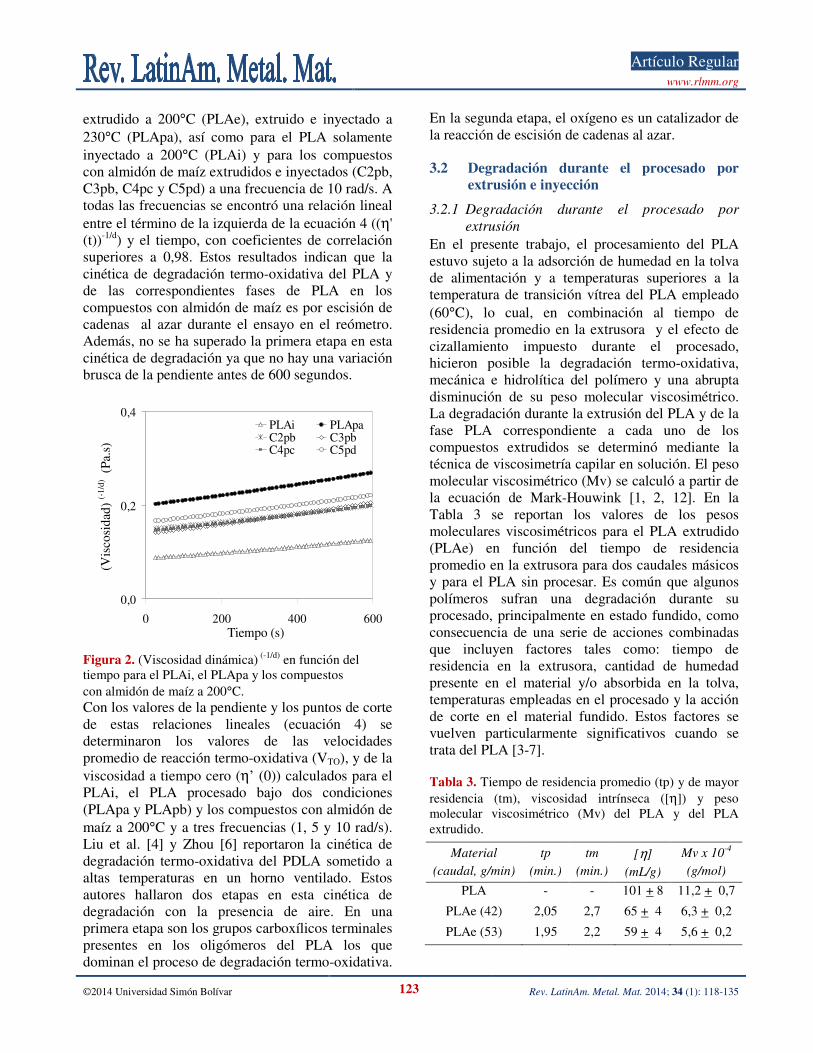
extrudido a 200°C (PLAe), extruido e inyectado a 230°C (PLApa), así como para el PLA solamente inyectado a 200°C (PLAi) y para los compuestos con almidón de maíz extrudidos e inyectados (C2pb, C3pb, C4pc y C5pd) a una frecuencia de 10 rad/s. A todas las frecuencias se encontró una relación lineal entre el término de la izquierda de la ecuación 4 ((η' (t))-1/d) y el tiempo, con coeficientes de correlación superiores a 0,98. Estos resultados indican que la cinética de degradación termo-oxidativa del PLA y de las correspondientes fases de PLA en los compuestos con almidón de maíz es por escisión de cadenas al azar durante el ensayo en el reómetro. Además, no se ha superado la primera etapa en esta cinética de degradación ya que no hay una variación brusca de la pendiente antes de 600 segundos.
Figura 2. (Viscosidad dinámica) (-1/d) en función del tiempo para el PLAi, el PLApa y los compuestos con almidón de maíz a 200°C. Con los valores de la pendiente y los puntos de corte de estas relaciones lineales (ecuación 4) se determinaron los valores de las velocidades promedio de reacción termo-oxidativa (VTO), y de la viscosidad a tiempo cero (η’ (0)) calculados para el PLAi, el PLA procesado bajo dos condiciones (PLApa y PLApb) y los compuestos con almidón de maíz a 200°C y a tres frecuencias (1, 5 y 10 rad/s). Liu et al. [4] y Zhou [6] reportaron la cinética de degradación termo-oxidativa del PDLA sometido a altas temperaturas en un horno ventilado. Estos autores hallaron dos etapas en esta cinética de degradación con la presencia de aire. En una primera etapa son los grupos carboxílicos terminales presentes en los oligómeros del PLA los que dominan el proceso de degradación termo-oxidativa.
En la segunda etapa, el oxígeno es un catalizador de la reacción de escisión de cadenas al azar.
3.2 Degradación durante el procesado por extrusión e inyección
3.2.1 Degradación durante el procesado por
extrusión
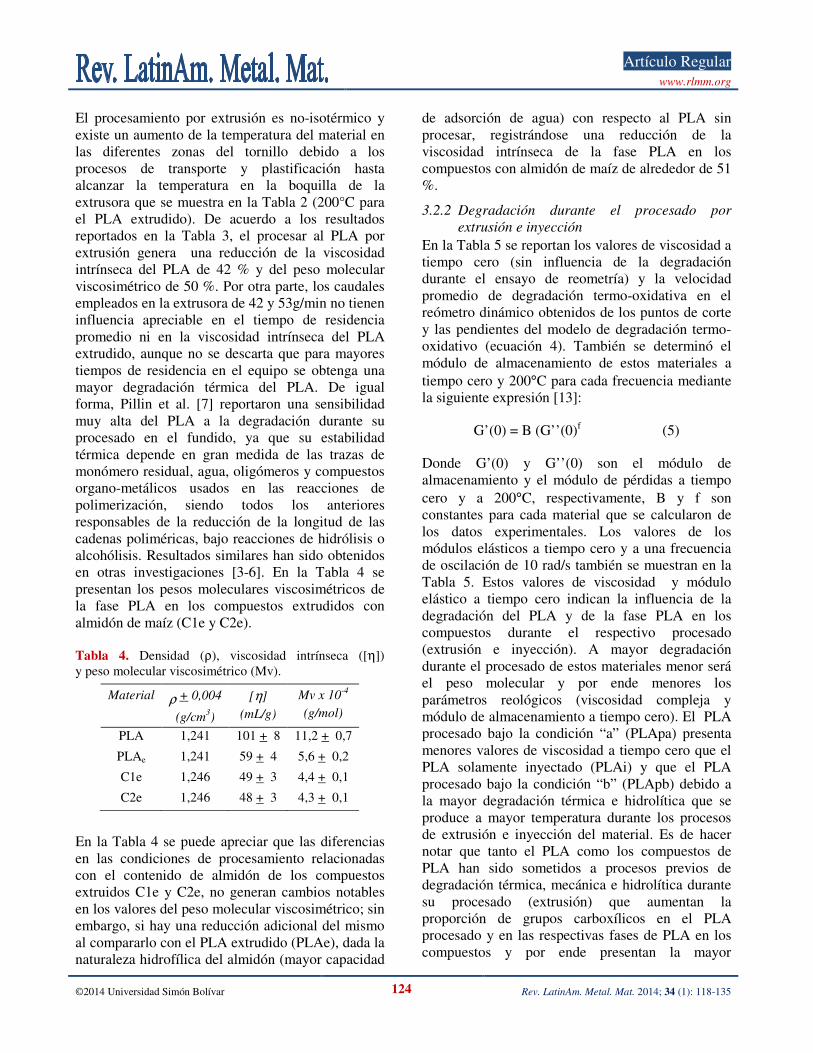
En el presente trabajo, el procesamiento del PLA estuvo sujeto a la adsorción de humedad en la tolva de alimentación y a temperaturas superiores a la temperatura de transición vítrea del PLA empleado (60°C), lo cual, en combinación al tiempo de residencia promedio en la extrusora y el efecto de cizallamiento impuesto durante el procesado, hicieron posible la degradación termo-oxidativa, mecánica e hidrolítica del polímero y una abrupta disminución de su peso molecular viscosimétrico. La degradación durante la extrusión del PLA y de la fase PLA correspondiente a cada uno de los compuestos extrudidos se determinó mediante la técnica de viscosimetría capilar en solución. El peso molecular viscosimétrico (Mv) se calculó a partir de la ecuación de Mark-Houwink [1, 2, 12]. En la Tabla 3 se reportan los valores de los pesos moleculares viscosimétricos para el PLA extrudido (PLAe) en función del tiempo de residencia promedio en la extrusora para dos caudales másicos y para el PLA sin procesar. Es común que algunos polímeros sufran una degradación durante su procesado, principalmente en estado fundido, como consecuencia de una serie de acciones combinadas que incluyen factores tales como: tiempo de residencia en la extrusora, cantidad de humedad presente en el material y/o absorbida en la tolva, temperaturas empleadas en el procesado y la acción de corte en el material fundido. Estos factores se vuelven particularmente significativos cuando se trata del PLA [3-7].
Tabla 3. Tiempo de residencia promedio (tp) y de mayor residencia (tm), viscosidad intrínseca ([η]) y peso molecular viscosimétrico (Mv) del PLA y del PLA extrudido.
Material
(caudal, g/min)
tp
(min.)
tm
(min.)
[η]
(mL/g)
Mv x 10-4
(g/mol)
PLA - - 101 + 8 11,2 + 0,7
PLAe (42) 2,05 2,7 65 + 4 6,3 + 0,2
PLAe (53) 1,95 2,2 59 + 4 5,6 + 0,2
0,0
0,2
0,4
0 200 400 600Tiempo (s)
PLAi PLApaC2pb C3pbC4pc C5pd
0,0
0,2
0,4
0 200 400 600Tiempo (s)
PLAi PLApaC2pb C3pbC4pc C5pd
(Vis
cosi
dad)
(-1/
d) (P
a.s)
Artículo Regular www.rlmm.org
©2014 Universidad Simón Bolívar 124 Rev. LatinAm. Metal. Mat. 2014; 34 (1): 118-135
El procesamiento por extrusión es no-isotérmico y existe un aumento de la temperatura del material en las diferentes zonas del tornillo debido a los procesos de transporte y plastificación hasta alcanzar la temperatura en la boquilla de la extrusora que se muestra en la Tabla 2 (200°C para el PLA extrudido). De acuerdo a los resultados reportados en la Tabla 3, el procesar al PLA por extrusión genera una reducción de la viscosidad intrínseca del PLA de 42 % y del peso molecular viscosimétrico de 50 %. Por otra parte, los caudales empleados en la extrusora de 42 y 53g/min no tienen influencia apreciable en el tiempo de residencia promedio ni en la viscosidad intrínseca del PLA extrudido, aunque no se descarta que para mayores tiempos de residencia en el equipo se obtenga una mayor degradación térmica del PLA. De igual forma, Pillin et al. [7] reportaron una sensibilidad muy alta del PLA a la degradación durante su procesado en el fundido, ya que su estabilidad térmica depende en gran medida de las trazas de monómero residual, agua, oligómeros y compuestos organo-metálicos usados en las reacciones de polimerización, siendo todos los anteriores responsables de la reducción de la longitud de las cadenas poliméricas, bajo reacciones de hidrólisis o alcohólisis. Resultados similares han sido obtenidos en otras investigaciones [3-6]. En la Tabla 4 se presentan los pesos moleculares viscosimétricos de la fase PLA en los compuestos extrudidos con almidón de maíz (C1e y C2e).
Tabla 4. Densidad (ρ), viscosidad intrínseca ([η]) y peso molecular viscosimétrico (Mv).
Material ρ + 0,004
(g/cm3)
[η]
(mL/g)
Mv x 10-4
(g/mol)
PLA 1,241 101 + 8 11,2 + 0,7
PLAe 1,241 59 + 4 5,6 + 0,2
C1e 1,246 49 + 3 4,4 + 0,1
C2e 1,246 48 + 3 4,3 + 0,1
En la Tabla 4 se puede apreciar que las diferencias en las condiciones de procesamiento relacionadas con el contenido de almidón de los compuestos extruidos C1e y C2e, no generan cambios notables en los valores del peso molecular viscosimétrico; sin embargo, si hay una reducción adicional del mismo al compararlo con el PLA extrudido (PLAe), dada la naturaleza hidrofílica del almidón (mayor capacidad
de adsorción de agua) con respecto al PLA sin procesar, registrándose una reducción de la viscosidad intrínseca de la fase PLA en los compuestos con almidón de maíz de alrededor de 51 %.
3.2.2 Degradación durante el procesado por
extrusión e inyección
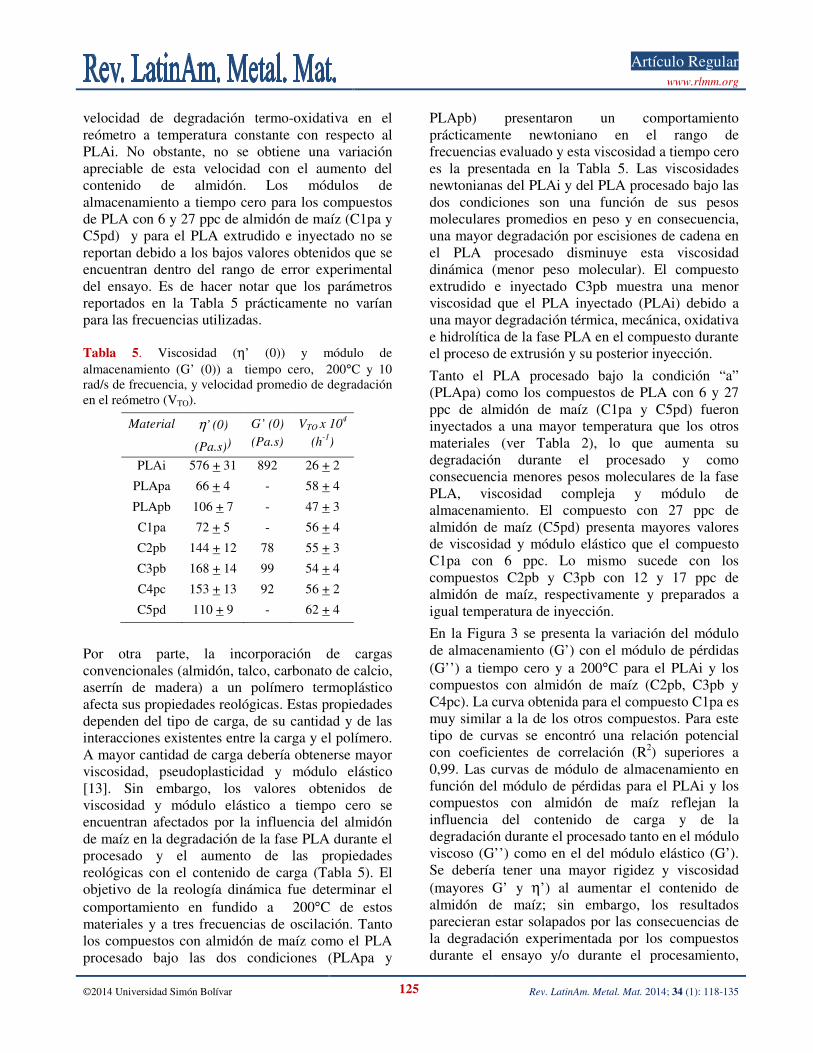
En la Tabla 5 se reportan los valores de viscosidad a tiempo cero (sin influencia de la degradación durante el ensayo de reometría) y la velocidad promedio de degradación termo-oxidativa en el reómetro dinámico obtenidos de los puntos de corte y las pendientes del modelo de degradación termo-oxidativo (ecuación 4). También se determinó el módulo de almacenamiento de estos materiales a tiempo cero y 200°C para cada frecuencia mediante la siguiente expresión [13]:
G’(0) = B (G’’(0)f (5)
Donde G’(0) y G’’(0) son el módulo de almacenamiento y el módulo de pérdidas a tiempo cero y a 200°C, respectivamente, B y f son constantes para cada material que se calcularon de los datos experimentales. Los valores de los módulos elásticos a tiempo cero y a una frecuencia de oscilación de 10 rad/s también se muestran en la Tabla 5. Estos valores de viscosidad y módulo elástico a tiempo cero indican la influencia de la degradación del PLA y de la fase PLA en los compuestos durante el respectivo procesado (extrusión e inyección). A mayor degradación durante el procesado de estos materiales menor será el peso molecular y por ende menores los parámetros reológicos (viscosidad compleja y módulo de almacenamiento a tiempo cero). El PLA procesado bajo la condición “a” (PLApa) presenta menores valores de viscosidad a tiempo cero que el PLA solamente inyectado (PLAi) y que el PLA procesado bajo la condición “b” (PLApb) debido a la mayor degradación térmica e hidrolítica que se produce a mayor temperatura durante los procesos de extrusión e inyección del material. Es de hacer notar que tanto el PLA como los compuestos de PLA han sido sometidos a procesos previos de degradación térmica, mecánica e hidrolítica durante su procesado (extrusión) que aumentan la proporción de grupos carboxílicos en el PLA procesado y en las respectivas fases de PLA en los compuestos y por ende presentan la mayor
Artículo Regular www.rlmm.org
©2014 Universidad Simón Bolívar 125 Rev. LatinAm. Metal. Mat. 2014; 34 (1): 118-135
velocidad de degradación termo-oxidativa en el reómetro a temperatura constante con respecto al PLAi. No obstante, no se obtiene una variación apreciable de esta velocidad con el aumento del contenido de almidón. Los módulos de almacenamiento a tiempo cero para los compuestos de PLA con 6 y 27 ppc de almidón de maíz (C1pa y C5pd) y para el PLA extrudido e inyectado no se reportan debido a los bajos valores obtenidos que se encuentran dentro del rango de error experimental del ensayo. Es de hacer notar que los parámetros reportados en la Tabla 5 prácticamente no varían para las frecuencias utilizadas.
Tabla 5. Viscosidad (η’ (0)) y módulo de almacenamiento (G’ (0)) a tiempo cero, 200°C y 10 rad/s de frecuencia, y velocidad promedio de degradación en el reómetro (VTO).
Material η’ (0)
(Pa.s))
G’ (0) (Pa.s)
VTO x 104
(h
-1)
PLAi 576 + 31 892 26 + 2
PLApa 66 + 4 - 58 + 4
PLApb 106 + 7 - 47 + 3
C1pa 72 + 5 - 56 + 4
C2pb 144 + 12 78 55 + 3
C3pb 168 + 14 99 54 + 4
C4pc 153 + 13 92 56 + 2
C5pd 110 + 9 - 62 + 4
Por otra parte, la incorporación de cargas convencionales (almidón, talco, carbonato de calcio, aserrín de madera) a un polímero termoplástico afecta sus propiedades reológicas. Estas propiedades dependen del tipo de carga, de su cantidad y de las interacciones existentes entre la carga y el polímero. A mayor cantidad de carga debería obtenerse mayor viscosidad, pseudoplasticidad y módulo elástico
[13]. Sin embargo, los valores obtenidos de viscosidad y módulo elástico a tiempo cero se encuentran afectados por la influencia del almidón de maíz en la degradación de la fase PLA durante el procesado y el aumento de las propiedades reológicas con el contenido de carga (Tabla 5). El objetivo de la reología dinámica fue determinar el comportamiento en fundido a 200°C de estos materiales y a tres frecuencias de oscilación. Tanto los compuestos con almidón de maíz como el PLA procesado bajo las dos condiciones (PLApa y
PLApb) presentaron un comportamiento prácticamente newtoniano en el rango de frecuencias evaluado y esta viscosidad a tiempo cero es la presentada en la Tabla 5. Las viscosidades newtonianas del PLAi y del PLA procesado bajo las dos condiciones son una función de sus pesos moleculares promedios en peso y en consecuencia, una mayor degradación por escisiones de cadena en el PLA procesado disminuye esta viscosidad dinámica (menor peso molecular). El compuesto extrudido e inyectado C3pb muestra una menor viscosidad que el PLA inyectado (PLAi) debido a una mayor degradación térmica, mecánica, oxidativa e hidrolítica de la fase PLA en el compuesto durante el proceso de extrusión y su posterior inyección.
Tanto el PLA procesado bajo la condición “a” (PLApa) como los compuestos de PLA con 6 y 27 ppc de almidón de maíz (C1pa y C5pd) fueron inyectados a una mayor temperatura que los otros materiales (ver Tabla 2), lo que aumenta su degradación durante el procesado y como consecuencia menores pesos moleculares de la fase PLA, viscosidad compleja y módulo de almacenamiento. El compuesto con 27 ppc de almidón de maíz (C5pd) presenta mayores valores de viscosidad y módulo elástico que el compuesto C1pa con 6 ppc. Lo mismo sucede con los compuestos C2pb y C3pb con 12 y 17 ppc de almidón de maíz, respectivamente y preparados a igual temperatura de inyección.
En la Figura 3 se presenta la variación del módulo de almacenamiento (G’) con el módulo de pérdidas (G’’) a tiempo cero y a 200°C para el PLAi y los compuestos con almidón de maíz (C2pb, C3pb y C4pc). La curva obtenida para el compuesto C1pa es muy similar a la de los otros compuestos. Para este tipo de curvas se encontró una relación potencial con coeficientes de correlación (R2) superiores a 0,99. Las curvas de módulo de almacenamiento en función del módulo de pérdidas para el PLAi y los compuestos con almidón de maíz reflejan la influencia del contenido de carga y de la degradación durante el procesado tanto en el módulo viscoso (G’’) como en el del módulo elástico (G’). Se debería tener una mayor rigidez y viscosidad (mayores G’ y η’) al aumentar el contenido de almidón de maíz; sin embargo, los resultados parecieran estar solapados por las consecuencias de la degradación experimentada por los compuestos durante el ensayo y/o durante el procesamiento,

Artículo Regular www.rlmm.org
©2014 Universidad Simón Bolívar 126 Rev. LatinAm. Metal. Mat. 2014; 34 (1): 118-135
experimentando un menor módulo elástico y viscosidad al disminuir el peso molecular por escisiones de cadena [13].
Figura 3. Módulo de almacenamiento en función del módulo de pérdidas para el PLAi, y los compuestos de PLA (C3pb, y C4pc) a 200°C.
Para estudiar en mayor detalle el proceso de degradación térmica, termo-oxidativa, mecánica e hidrolítica de la fase PLA de los compuestos con almidón de maíz durante el procesado se utilizó la expresión que considera el efecto catalítico de los grupos de ácidos carboxílicos terminales en la fase PLA de los compuestos [6] y se desarrolló un segundo modelo de degradación con esta expresión y las relaciones entre el peso molecular promedio en peso (Mw) y el peso molecular promedio en número reportada por Signore et al. [5] y entre la viscosidad newtoniana y el peso molecular promedio en peso [2, 13]. La variación del peso molecular con el tiempo es la siguiente:
Ln (M(t)/M(0)) = - VTH (6)
Donde M (t) y M (0) son los pesos moleculares del PLA antes y después de ser procesado y VTH es la velocidad de degradación térmica e hidrolítica del PLA durante el procesado. Al combinar estas ecuaciones se tiene la siguiente relación:
Ln [(η' (t))-1/d /(η' (PLA))-1/d] = VTH.t (7)
Donde (η' (t)) es la viscosidad del material después del respectivo procesado ((η' (0)) obtenida del
reómetro) y (η' (PLA)) es la viscosidad del PLA sin procesar a 200C°. A partir del tiempo promedio de residencia en la extrusora, del tiempo de inyección y de los valores de viscosidad newtoniana determinados para el PLAi y para los PLA procesados bajo las dos condiciones (PLApa y PLApb), (Tabla 5) se determinaron las velocidades aparentes de degradación térmica e hidrolítica de la fase PLA de los compuestos durante el procesado: extrusión, e inyección a 200, 210 y 230°C. Estos valores se presentan en la Tabla 6. Además, se calcularon las viscosidades del PLA sin procesar (ηm) a las mismas condiciones de procesamiento que los compuestos. También se reportan en esta tabla las relaciones entre la viscosidad de los compuestos y las viscosidades de las respectivas matrices (RV1). En esta tabla se observa un aumento de la velocidad aparente de degradación térmica e hidrolítica cuando se utilizó una mayor temperatura en la preparación de las probetas por inyección.
Tabla 6. Condición del proceso del PLA, viscosidad del PLA (ηm), Relación de viscosidades (RV1) y velocidad de degradación durante el procesado (VTH).
Parámetro
Condición (T,° C)
ηm
(Pa.s)
RV1 VTH
(h-1)
PLA sin procesar (PLA) 958 - -
Inyectado a 200 (PLAi) 617 - 20
Extrudido a 200 (PLAe) 165 - 20
Inyectado a 210 549 - 26
Inyectado a 230 387 - 42
Extrudido a 200 e
inyectado a 230 (PLApa)
66 - -
Extrudido a 200 e
inyectado a 200 (PLApb)
106
- 20
Extrudido a 203 e
inyectado a 230 (C1pa)
72 1,09 -
Extrudido a 199 e
inyectado a 200 (C2pb)
106 1,36 20
Extrudido a 201 e
inyectado a 200 (C3pb)
105 1,60 -
Extrudido a 202 e
inyectado a 210 (C4pc)
85 1,82 -
Extrudido a 205 e
inyectado a 230 (C5pd)
52 2,03 -
Artículo Regular www.rlmm.org
©2014 Universidad Simón Bolívar 127 Rev. LatinAm. Metal. Mat. 2014; 34 (1): 118-135
3.2.3 Modelos para predecir las viscosidades de
compuestos de polímeros en función del
contenido de carga
La viscosidad en polímeros con cargas puede determinarse en función de su contenido utilizando los modelos de Mooney, de Maron-Pierce y de Thomas [10, 16-18]. Estos modelos son utilizados en suspensiones no-newtonianas y las ecuaciones son las siguientes:
Relación de Mooney:
Ln ((η'c (t, T)/η'm (0, T)) = (Keφ)/(1- φ/φm)
(8)
Relación de Maron-Pierce:
(η'c (t, T)/η'm (0, T) = (1-φ/M)-2 (9)
Relación de Thomas:
(η'c (t, T)/η'm (0, T) = 1 +2,5φ + 10,05φ2 + Nexp(Gφ) (10)
Donde: φ es la fracción en volumen del almidón de maíz, η'c y η'm son las viscosidades dinámicas de los compuestos y de la matriz (PLA) a una temperatura (T), respectivamente, y φm es la fracción en volumen de máximo empaquetamiento de la carga para la relación de Mooney. En este modelo se supuso una distribución homogénea de una carga esférica. El parámetro de ajuste M en la ecuación de Maron-Pierce está relacionado con la fracción en volumen de máximo empaquetamiento de la carga. La fracción en volumen de los compuestos con almidón de maíz se determinó de la siguiente ecuación:
φ = (ma ρa)/(ma ρa + mm ρm) (11)
Donde ma y mm son las masas de almidón de maíz y PLA, y ρa y ρm son las densidades del almidón de maíz y del PLA, respectivamente. Como densidad del almidón de maíz se utilizó la reportada por Ke y Sun [19] de 1,14 g/cm3 y para el PLA fue de 1,24 g/cm3 (ver Tabla 4). Como es imposible determinar la cantidad efectiva de almidón de maíz en los respectivos compuestos a partir de ensayos de termogravimetría (TGA) y/o de calcinación, debido a la descomposición de los componentes orgánicos del almidón de maíz con la temperatura, se supuso una pérdida constante de carga de 15 %. Las constantes de las ecuaciones de Mooney, de Maron-
Pierce y de Thomas fueron determinadas para compuestos de poli (hidróxido de éter éster) con almidón de maíz (sin influencia de degradación hidrolítica) por Zhou et al. [18]. Estas constantes son: 0,607; 0,61; 2,5; 0,0104; y 16 para M, φm, Ke, N y G, respectivamente.
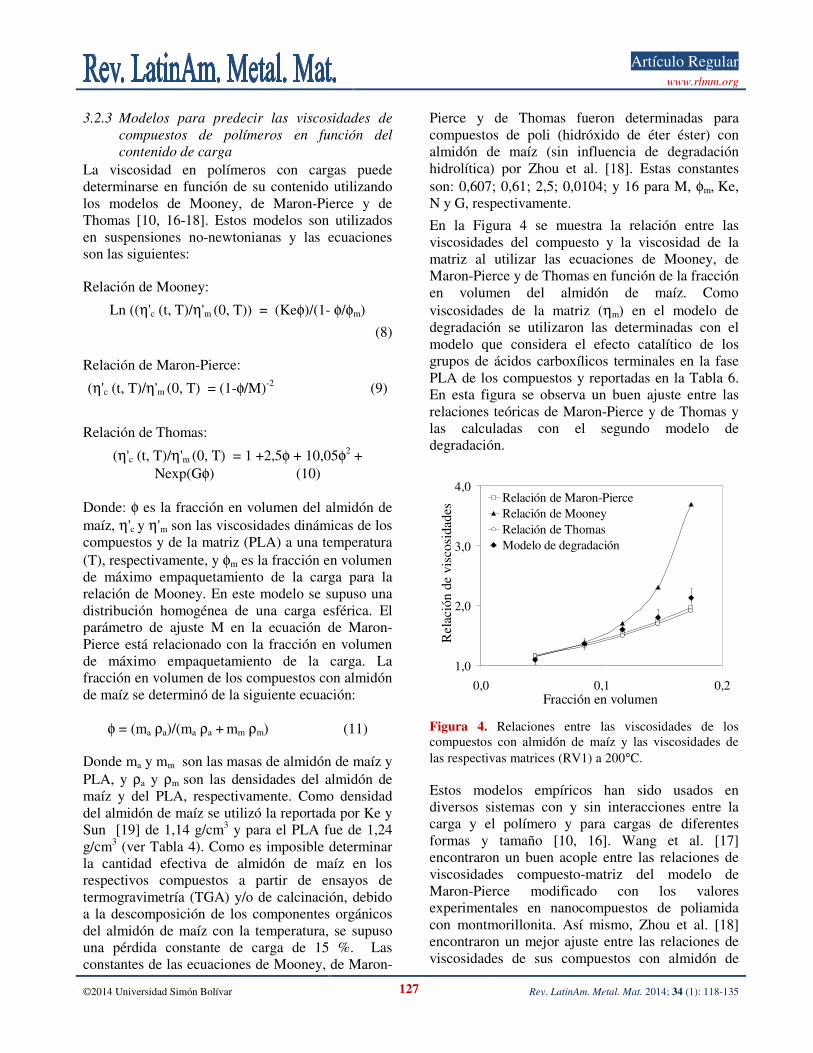
En la Figura 4 se muestra la relación entre las viscosidades del compuesto y la viscosidad de la matriz al utilizar las ecuaciones de Mooney, de Maron-Pierce y de Thomas en función de la fracción en volumen del almidón de maíz. Como viscosidades de la matriz (ηm) en el modelo de degradación se utilizaron las determinadas con el modelo que considera el efecto catalítico de los grupos de ácidos carboxílicos terminales en la fase PLA de los compuestos y reportadas en la Tabla 6. En esta figura se observa un buen ajuste entre las relaciones teóricas de Maron-Pierce y de Thomas y las calculadas con el segundo modelo de degradación.
Figura 4. Relaciones entre las viscosidades de los compuestos con almidón de maíz y las viscosidades de las respectivas matrices (RV1) a 200°C.
Estos modelos empíricos han sido usados en diversos sistemas con y sin interacciones entre la carga y el polímero y para cargas de diferentes formas y tamaño [10, 16]. Wang et al. [17] encontraron un buen acople entre las relaciones de viscosidades compuesto-matriz del modelo de Maron-Pierce modificado con los valores experimentales en nanocompuestos de poliamida con montmorillonita. Así mismo, Zhou et al. [18] encontraron un mejor ajuste entre las relaciones de viscosidades de sus compuestos con almidón de
1,0
2,0
3,0
4,0
0,0 0,1 0,2Fracción en volumen
Rel
ació
n de
vis
cosi
dade
s Relación de Maron-PierceRelación de MooneyRelación de ThomasModelo de degradación
Artículo Regular www.rlmm.org
©2014 Universidad Simón Bolívar 128 Rev. LatinAm. Metal. Mat. 2014; 34 (1): 118-135
maíz y las determinadas por el modelo de Thomas. En la mayoría de los sistemas, el modelo de Mooney no se ajusta a las relaciones experimentales para altos contenidos de carga [16-18] como se observa en la Figura 4.
3.3 Microscopía electrónica de barrido (MEB)
Se realizaron ensayos de microscopía electrónica de barrido (MEB) con el objetivo de determinar la
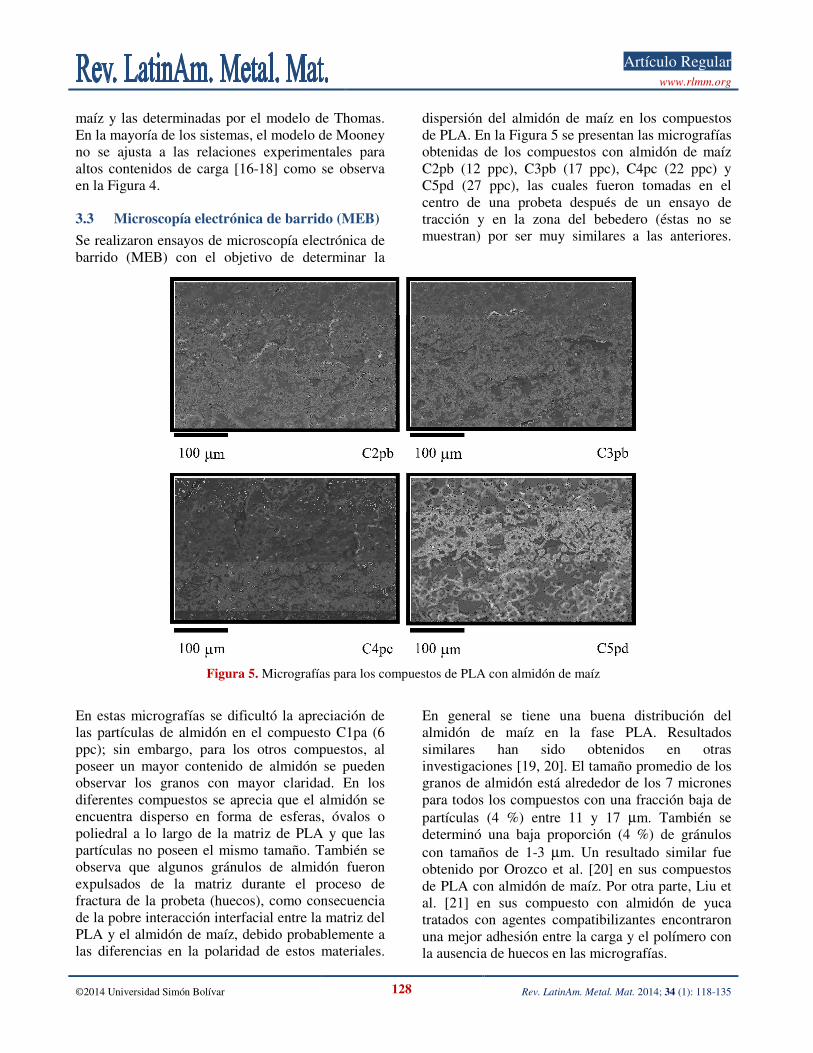
dispersión del almidón de maíz en los compuestos de PLA. En la Figura 5 se presentan las micrografías obtenidas de los compuestos con almidón de maíz C2pb (12 ppc), C3pb (17 ppc), C4pc (22 ppc) y C5pd (27 ppc), las cuales fueron tomadas en el centro de una probeta después de un ensayo de tracción y en la zona del bebedero (éstas no se muestran) por ser muy similares a las anteriores.
Figura 5. Micrografías para los compuestos de PLA con almidón de maíz
En estas micrografías se dificultó la apreciación de las partículas de almidón en el compuesto C1pa (6 ppc); sin embargo, para los otros compuestos, al poseer un mayor contenido de almidón se pueden observar los granos con mayor claridad. En los diferentes compuestos se aprecia que el almidón se encuentra disperso en forma de esferas, óvalos o poliedral a lo largo de la matriz de PLA y que las partículas no poseen el mismo tamaño. También se observa que algunos gránulos de almidón fueron expulsados de la matriz durante el proceso de fractura de la probeta (huecos), como consecuencia de la pobre interacción interfacial entre la matriz del PLA y el almidón de maíz, debido probablemente a las diferencias en la polaridad de estos materiales.
En general se tiene una buena distribución del almidón de maíz en la fase PLA. Resultados similares han sido obtenidos en otras investigaciones [19, 20]. El tamaño promedio de los granos de almidón está alrededor de los 7 micrones para todos los compuestos con una fracción baja de partículas (4 %) entre 11 y 17 µm. También se determinó una baja proporción (4 %) de gránulos con tamaños de 1-3 µm. Un resultado similar fue obtenido por Orozco et al. [20] en sus compuestos de PLA con almidón de maíz. Por otra parte, Liu et al. [21] en sus compuesto con almidón de yuca tratados con agentes compatibilizantes encontraron una mejor adhesión entre la carga y el polímero con la ausencia de huecos en las micrografías.
Artículo Regular www.rlmm.org
©2014 Universidad Simón Bolívar 129 Rev. LatinAm. Metal. Mat. 2014; 34 (1): 118-135
3.4 Análisis termo-gravimétrico (TGA) y flujo de calor
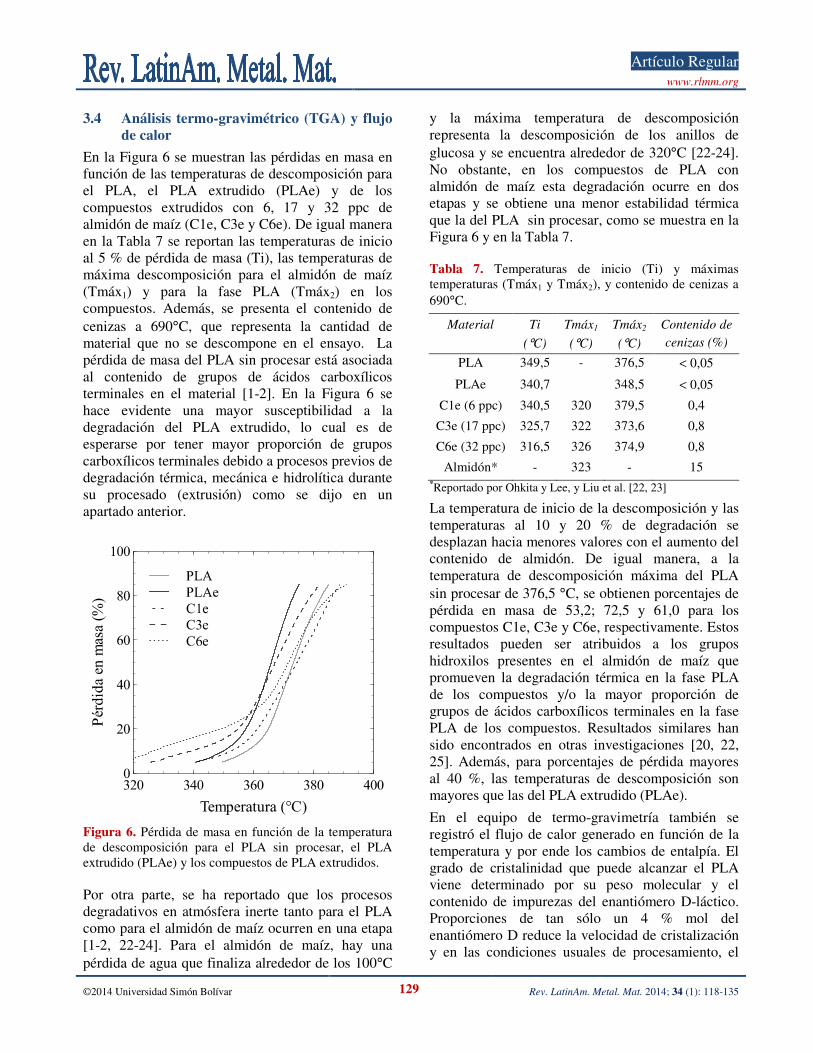
En la Figura 6 se muestran las pérdidas en masa en función de las temperaturas de descomposición para el PLA, el PLA extrudido (PLAe) y de los compuestos extrudidos con 6, 17 y 32 ppc de almidón de maíz (C1e, C3e y C6e). De igual manera en la Tabla 7 se reportan las temperaturas de inicio al 5 % de pérdida de masa (Ti), las temperaturas de máxima descomposición para el almidón de maíz (Tmáx1) y para la fase PLA (Tmáx2) en los compuestos. Además, se presenta el contenido de cenizas a 690°C, que representa la cantidad de material que no se descompone en el ensayo. La pérdida de masa del PLA sin procesar está asociada al contenido de grupos de ácidos carboxílicos terminales en el material [1-2]. En la Figura 6 se hace evidente una mayor susceptibilidad a la degradación del PLA extrudido, lo cual es de esperarse por tener mayor proporción de grupos carboxílicos terminales debido a procesos previos de degradación térmica, mecánica e hidrolítica durante su procesado (extrusión) como se dijo en un apartado anterior.
Figura 6. Pérdida de masa en función de la temperatura de descomposición para el PLA sin procesar, el PLA extrudido (PLAe) y los compuestos de PLA extrudidos.
Por otra parte, se ha reportado que los procesos degradativos en atmósfera inerte tanto para el PLA como para el almidón de maíz ocurren en una etapa [1-2, 22-24]. Para el almidón de maíz, hay una pérdida de agua que finaliza alrededor de los 100°C
y la máxima temperatura de descomposición representa la descomposición de los anillos de glucosa y se encuentra alrededor de 320°C [22-24]. No obstante, en los compuestos de PLA con almidón de maíz esta degradación ocurre en dos etapas y se obtiene una menor estabilidad térmica que la del PLA sin procesar, como se muestra en la Figura 6 y en la Tabla 7.
Tabla 7. Temperaturas de inicio (Ti) y máximas temperaturas (Tmáx1 y Tmáx2), y contenido de cenizas a 690°C.
Material Ti
(°C)
Tmáx1
(°C)
Tmáx2
(°C)
Contenido de
cenizas (%)
PLA 349,5 - 376,5 < 0,05
PLAe 340,7 348,5 < 0,05
C1e (6 ppc) 340,5 320 379,5 0,4
C3e (17 ppc) 325,7 322 373,6 0,8
C6e (32 ppc) 316,5 326 374,9 0,8
Almidón* - 323 - 15 *Reportado por Ohkita y Lee, y Liu et al. [22, 23]
La temperatura de inicio de la descomposición y las temperaturas al 10 y 20 % de degradación se desplazan hacia menores valores con el aumento del contenido de almidón. De igual manera, a la temperatura de descomposición máxima del PLA sin procesar de 376,5 °C, se obtienen porcentajes de pérdida en masa de 53,2; 72,5 y 61,0 para los compuestos C1e, C3e y C6e, respectivamente. Estos resultados pueden ser atribuidos a los grupos hidroxilos presentes en el almidón de maíz que promueven la degradación térmica en la fase PLA de los compuestos y/o la mayor proporción de grupos de ácidos carboxílicos terminales en la fase PLA de los compuestos. Resultados similares han sido encontrados en otras investigaciones [20, 22, 25]. Además, para porcentajes de pérdida mayores al 40 %, las temperaturas de descomposición son mayores que las del PLA extrudido (PLAe).
En el equipo de termo-gravimetría también se registró el flujo de calor generado en función de la temperatura y por ende los cambios de entalpía. El grado de cristalinidad que puede alcanzar el PLA viene determinado por su peso molecular y el contenido de impurezas del enantiómero D-láctico. Proporciones de tan sólo un 4 % mol del enantiómero D reduce la velocidad de cristalización y en las condiciones usuales de procesamiento, el
Artículo Regular www.rlmm.org
©2014 Universidad Simón Bolívar 130 Rev. LatinAm. Metal. Mat. 2014; 34 (1): 118-135
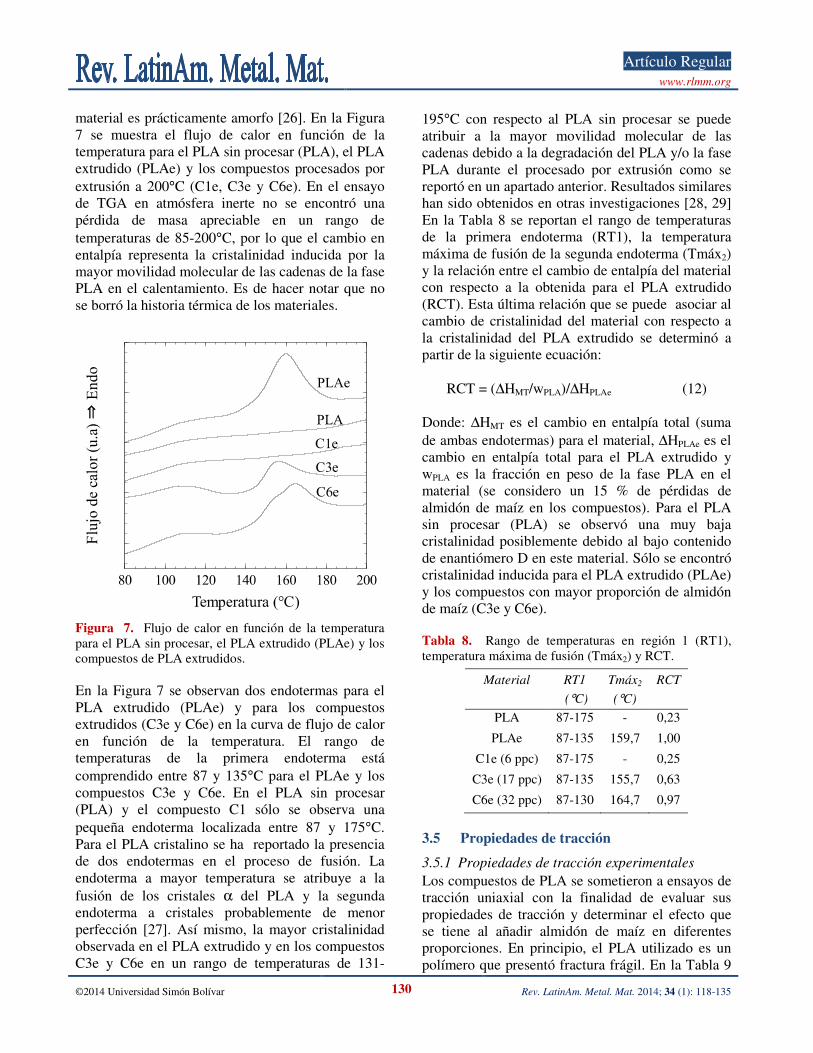
material es prácticamente amorfo [26]. En la Figura 7 se muestra el flujo de calor en función de la temperatura para el PLA sin procesar (PLA), el PLA extrudido (PLAe) y los compuestos procesados por extrusión a 200°C (C1e, C3e y C6e). En el ensayo de TGA en atmósfera inerte no se encontró una pérdida de masa apreciable en un rango de temperaturas de 85-200°C, por lo que el cambio en entalpía representa la cristalinidad inducida por la mayor movilidad molecular de las cadenas de la fase PLA en el calentamiento. Es de hacer notar que no se borró la historia térmica de los materiales.
Figura 7. Flujo de calor en función de la temperatura para el PLA sin procesar, el PLA extrudido (PLAe) y los compuestos de PLA extrudidos.
En la Figura 7 se observan dos endotermas para el PLA extrudido (PLAe) y para los compuestos extrudidos (C3e y C6e) en la curva de flujo de calor en función de la temperatura. El rango de temperaturas de la primera endoterma está comprendido entre 87 y 135°C para el PLAe y los compuestos C3e y C6e. En el PLA sin procesar (PLA) y el compuesto C1 sólo se observa una pequeña endoterma localizada entre 87 y 175°C. Para el PLA cristalino se ha reportado la presencia de dos endotermas en el proceso de fusión. La endoterma a mayor temperatura se atribuye a la fusión de los cristales α del PLA y la segunda endoterma a cristales probablemente de menor perfección [27]. Así mismo, la mayor cristalinidad observada en el PLA extrudido y en los compuestos C3e y C6e en un rango de temperaturas de 131-
195°C con respecto al PLA sin procesar se puede atribuir a la mayor movilidad molecular de las cadenas debido a la degradación del PLA y/o la fase PLA durante el procesado por extrusión como se reportó en un apartado anterior. Resultados similares han sido obtenidos en otras investigaciones [28, 29] En la Tabla 8 se reportan el rango de temperaturas de la primera endoterma (RT1), la temperatura máxima de fusión de la segunda endoterma (Tmáx2) y la relación entre el cambio de entalpía del material con respecto a la obtenida para el PLA extrudido (RCT). Esta última relación que se puede asociar al cambio de cristalinidad del material con respecto a la cristalinidad del PLA extrudido se determinó a partir de la siguiente ecuación:
RCT = (∆HMT/wPLA)/∆HPLAe (12)
Donde: ∆HMT es el cambio en entalpía total (suma de ambas endotermas) para el material, ∆HPLAe es el cambio en entalpía total para el PLA extrudido y wPLA es la fracción en peso de la fase PLA en el material (se considero un 15 % de pérdidas de almidón de maíz en los compuestos). Para el PLA sin procesar (PLA) se observó una muy baja cristalinidad posiblemente debido al bajo contenido de enantiómero D en este material. Sólo se encontró cristalinidad inducida para el PLA extrudido (PLAe) y los compuestos con mayor proporción de almidón de maíz (C3e y C6e).
Tabla 8. Rango de temperaturas en región 1 (RT1), temperatura máxima de fusión (Tmáx2) y RCT.
Material RT1
(°C)
Tmáx2
(°C)
RCT
PLA 87-175 - 0,23
PLAe 87-135 159,7 1,00
C1e (6 ppc) 87-175 - 0,25
C3e (17 ppc) 87-135 155,7 0,63
C6e (32 ppc) 87-130 164,7 0,97
3.5 Propiedades de tracción
3.5.1 Propiedades de tracción experimentales
Los compuestos de PLA se sometieron a ensayos de tracción uniaxial con la finalidad de evaluar sus propiedades de tracción y determinar el efecto que se tiene al añadir almidón de maíz en diferentes proporciones. En principio, el PLA utilizado es un polímero que presentó fractura frágil. En la Tabla 9

Artículo Regular www.rlmm.org
©2014 Universidad Simón Bolívar 131 Rev. LatinAm. Metal. Mat. 2014; 34 (1): 118-135
se reportan los valores de esfuerzo a la ruptura (σr), deformación a la ruptura (εr) y módulo elástico (E) para el PLA inyectado (PLAi), el PLA extrudido e inyectado bajo la condición (PLApa) y cada uno de los compuestos. Tanto el PLAi como el PLA procesado tienen similares valores de esfuerzo a la ruptura y módulo elástico, sólo hay una ligera disminución de la elongación a la ruptura en el PLA procesado bajo la condición “a” (PLApa), aunque el peso molecular del PLA procesado debe ser menor que el del PLA solamente inyectado (PLAi), por sus diferencias en viscosidades (ver Tabla 5), como se reportó con anterioridad. Taubner y Shishoo [3] encontraron menores valores de esfuerzo a la ruptura y elongación a la ruptura para materiales con menor peso molecular atribuidos al hecho de que longitudes muy cortas de cadena, representan también un decrecimiento en el número de cadenas necesarias para mantener intacta la estructura molecular del polímero.
Tabla 9. Esfuerzo (σr) y elongación a la ruptura (εr), y módulo elástico (E).
Material σr
(MPa)
εr
(%)
E
(MPa)
PLAi 58 + 3 4,9 + 0,2 1688 + 16
PLApa 55 + 3 3,6 + 0,2 1697 + 28
C1pa 49 + 3 3,3 + 0,3 1560 + 64
C2pb 54 + 3 3,6 + 0,3 1586 + 54
C3pb 51 +3 3,4 + 0,3 1642 + 63
C4pc 52 + 2 2,9 + 0,3 1718 + 51
C5pd 56 + 4 3,4 + 0,3 1670 + 61
Sin embargo, también se ha encontrado que la disminución del peso molecular de un PLA amorfo induce una cristalización del material (por un aumento en la movilidad molecular) que aumentaría el módulo de elasticidad y el esfuerzo a la ruptura del PLA procesado (PLApa). [29]. Ambos efectos contribuirían a la poca variación obtenida en el módulo elástico y esfuerzo a la ruptura del PLA procesado con respecto al PLA inyectado. Nuñez et al. [14-15], al utilizar el mismo PLA que se utilizó en este trabajo, encontraron resultados similares. En la Figura 7 y en la Tabla 8 se observa la cristalinidad inducida para el PLA extrudido (PLAe) y los compuestos extrudidos C3e y C6e que no se registra para el PLA sin procesar y el compuesto
C1pa.
La incorporación de cargas rígidas, esféricas y no reforzantes a un polímero afecta sus propiedades de tracción. Cuando no existen interacciones entre este tipo de carga y el polímero se obtiene una reducción del esfuerzo a la ruptura y de la elongación a la ruptura y un aumento en el módulo elástico a medida que aumenta el contenido de carga [10, 16-18, 30-31]. A su vez, el porcentaje de cristalinidad de la fase PLA aumenta tanto el módulo elástico como el esfuerzo hasta la ruptura. Ke y Sun [19] determinaron poca variación en la cristalinidad de sus compuestos con almidón de maíz hasta un porcentaje de carga de 20 %. Para porcentajes mayores encontraron una disminución. En los compuestos con almidón de maíz C2pb, C3pb, C4pc y C5pd se aprecia que no hay variaciones apreciables en las propiedades de tracción con respecto al PLA extrudido e inyectado, si se toman en cuenta las respectivas desviaciones. Estos compuestos exhiben propiedades de tracción similares debido a la combinación de los siguientes factores: contenido de carga, degradación de la fase PLA durante el procesado (extrusión e inyección) y cristalización inducida por la mayor movilidad de las cadenas. Sólo se observa que el compuesto C1 (6 ppc de almidón de maíz) presenta el menor rango de valores. Debido posiblemente a la alta temperatura de inyección empleada en la elaboración de las probetas de los compuestos C1pa y C5pd, éstos presentaron mayor degradación durante su procesado (ver Tabla 5). Sin embargo, los valores del esfuerzo a la ruptura y de la elongación a la ruptura de los compuestos C2pb (12 ppc), C3pb (17 ppc), C4pc (22 ppc) y C5pd (27 ppc) son similares a los del PLA extrudido e inyectado bajo la condición “a” (PLApa). En general, una disminución en el peso molecular de las cadenas afecta en forma negativa tanto el módulo elástico como la resistencia a la tracción de los polímeros compuestos en ausencia de interacciones entre las fases. Sin embargo las escisiones de cadenas generadas durante el procesamiento por extrusión aumentan la movilidad molecular e inducen una cristalización durante el calentamiento en el proceso de inyección. Por lo anterior ambos efectos se solapan y no se aprecian desmejoras significativas en las propiedades de tracción al aumentar el contenido de almidón.
Liu et al. [23] encontraron que los compuestos de

Artículo Regular www.rlmm.org
©2014 Universidad Simón Bolívar 132 Rev. LatinAm. Metal. Mat. 2014; 34 (1): 118-135
PLA con almidón de yuca con agentes de acoplamiento en diferentes proporciones, exhibieron una menor resistencia a la tracción y elongación a la ruptura en comparación al PLA sin almidón a una velocidad de mordazas de 10 mm/min. Los valores de las propiedades de tracción a 5 mm/min de velocidad de mordazas de los compuestos de PLA con almidón de maíz obtenidos por Ke y Sun [19] son menores a los obtenidos en el presente trabajo y disminuyen al aumentar la cantidad de carga. Hu et al. [32] también determinaron una reducción en el esfuerzo a la ruptura de sus compuestos de PLA con almidón de maíz funcionalizados con anhídrido maleico cuando los compararon con el valor obtenido para el PLA sin procesar. Así mismo, Zhang et al. [33] también determinaron las propiedades de tracción de PLA con fibras naturales (fibra de coco, de madera y de bambú) tratadas con agentes de acoplamiento. Estos investigadores encuentran un aumento en el módulo elástico y en el esfuerzo hasta la ruptura hasta 2 % de carga, luego hay una disminución con el contenido de la misma. Sin embargo, los valores en estas propiedades son menores a los obtenidos en el presente trabajo, excepto los valores de elongación a la ruptura que son mayores. Yu et al. [34] también obtienen un aumento del esfuerzo a la ruptura y en el módulo en sus compuestos de PLA con talco tratado con agente de acoplamiento con valores muy similares a los determinados en este trabajo.
3.5.2 Modelos para predecir las propiedades de
tracción en compuestos de polímeros en
función del contenido de almidón
Para determinar la posible influencia de cristalización inducida se utilizó el modelo desarrollado por Nicolais y Narkis [35] para compuestos de polímeros con cargas esféricas.
σc = σm (1- 1,21 φ2/3) (13)
Donde φ es la fracción en volumen del almidón de maíz, y σc y σm son los esfuerzos a la ruptura de los compuestos y de la matriz (PLA), respectivamente. En este modelo se supone una distribución homogénea de la carga esférica y ausencia de interacciones entre la carga y la matriz. La reducción del esfuerzo a la ruptura del compuesto al aumentar el contenido de carga se debe a la reducción del área transversal efectiva de la fase continua debido a la presencia de partículas
esféricas de carga. En la Figura 8 se presenta la relación de los esfuerzos a la ruptura de los compuestos y el esfuerzo a la ruptura de la matriz en función de la fracción en volumen para los compuestos con almidón de maíz y las relaciones teóricas obtenidas del modelo de Nicolais y Narkis [35]. Es de hacer notar que se utilizó el esfuerzo a la ruptura del PLA inyectado (PLAi) como esfuerzo a la ruptura de la matriz.
Figura 8. Relación entre el esfuerzo a la ruptura de los compuestos con almidón de maíz y el esfuerzo a la ruptura del PLA inyectado experimental, y de un modelo teórico.
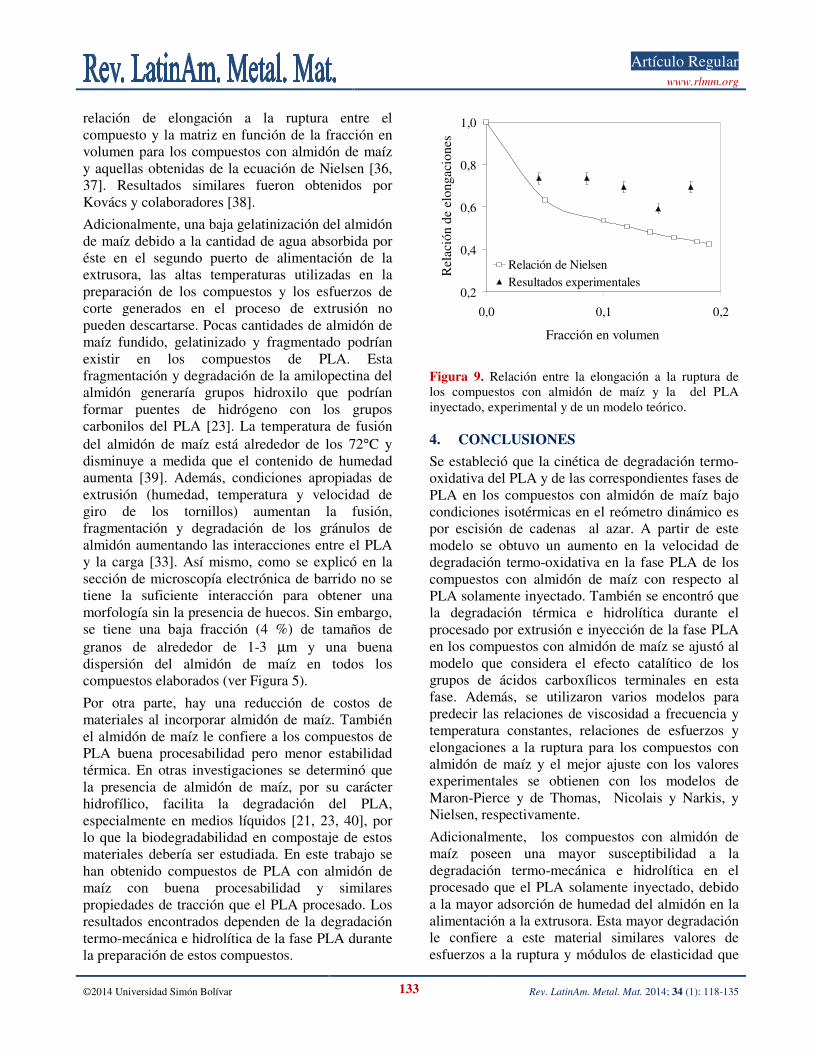
En primer lugar no se encontró una relación lineal entre las relaciones de los esfuerzos experimentales y la fracción en volumen, debido probablemente a las diferencias en la degradación en el procesado de los compuestos. Además, los valores experimentales obtenidos en estas relaciones para los compuestos C2pb, C3pb, C4pc y C5pd son mayores que los determinados a partir del modelo de Nicolais y Narkis [35]. Estos resultados pueden ser atribuidos a una cristalización inducida debido a la mayor movilidad molecular, como se dijo con anterioridad (degradación de la fase PLA). De manera similar se utilizó la relación obtenida por Nielsen [36, 37] para la elongación a la ruptura de los compuestos de PLA con almidón de maíz:
εc = εm (1- φ1/3) (14)
Donde εc y εm son las elongaciones a la ruptura de los compuestos y de la matriz (PLA inyectado), respectivamente. En la Figura 9 se presenta la
0,4
0,6
0,8
1,0
0,0 0,1 0,2
Fracción en volumen
Rel
ació
n de
esf
uerz
os
Relación de Nicolais y Narkis
Resultados experimentales
Artículo Regular www.rlmm.org
©2014 Universidad Simón Bolívar 133 Rev. LatinAm. Metal. Mat. 2014; 34 (1): 118-135
relación de elongación a la ruptura entre el compuesto y la matriz en función de la fracción en volumen para los compuestos con almidón de maíz y aquellas obtenidas de la ecuación de Nielsen [36, 37]. Resultados similares fueron obtenidos por Kovács y colaboradores [38].
Adicionalmente, una baja gelatinización del almidón de maíz debido a la cantidad de agua absorbida por éste en el segundo puerto de alimentación de la extrusora, las altas temperaturas utilizadas en la preparación de los compuestos y los esfuerzos de corte generados en el proceso de extrusión no pueden descartarse. Pocas cantidades de almidón de maíz fundido, gelatinizado y fragmentado podrían existir en los compuestos de PLA. Esta fragmentación y degradación de la amilopectina del almidón generaría grupos hidroxilo que podrían formar puentes de hidrógeno con los grupos carbonilos del PLA [23]. La temperatura de fusión del almidón de maíz está alrededor de los 72°C y disminuye a medida que el contenido de humedad aumenta [39]. Además, condiciones apropiadas de extrusión (humedad, temperatura y velocidad de giro de los tornillos) aumentan la fusión, fragmentación y degradación de los gránulos de almidón aumentando las interacciones entre el PLA y la carga [33]. Así mismo, como se explicó en la sección de microscopía electrónica de barrido no se tiene la suficiente interacción para obtener una morfología sin la presencia de huecos. Sin embargo, se tiene una baja fracción (4 %) de tamaños de granos de alrededor de 1-3 µm y una buena dispersión del almidón de maíz en todos los compuestos elaborados (ver Figura 5).
Por otra parte, hay una reducción de costos de materiales al incorporar almidón de maíz. También el almidón de maíz le confiere a los compuestos de PLA buena procesabilidad pero menor estabilidad térmica. En otras investigaciones se determinó que la presencia de almidón de maíz, por su carácter hidrofílico, facilita la degradación del PLA, especialmente en medios líquidos [21, 23, 40], por lo que la biodegradabilidad en compostaje de estos materiales debería ser estudiada. En este trabajo se han obtenido compuestos de PLA con almidón de maíz con buena procesabilidad y similares propiedades de tracción que el PLA procesado. Los resultados encontrados dependen de la degradación termo-mecánica e hidrolítica de la fase PLA durante la preparación de estos compuestos.
Figura 9. Relación entre la elongación a la ruptura de los compuestos con almidón de maíz y la del PLA inyectado, experimental y de un modelo teórico.
4. CONCLUSIONES
Se estableció que la cinética de degradación termo-oxidativa del PLA y de las correspondientes fases de PLA en los compuestos con almidón de maíz bajo condiciones isotérmicas en el reómetro dinámico es por escisión de cadenas al azar. A partir de este modelo se obtuvo un aumento en la velocidad de degradación termo-oxidativa en la fase PLA de los compuestos con almidón de maíz con respecto al PLA solamente inyectado. También se encontró que la degradación térmica e hidrolítica durante el procesado por extrusión e inyección de la fase PLA en los compuestos con almidón de maíz se ajustó al modelo que considera el efecto catalítico de los grupos de ácidos carboxílicos terminales en esta fase. Además, se utilizaron varios modelos para predecir las relaciones de viscosidad a frecuencia y temperatura constantes, relaciones de esfuerzos y elongaciones a la ruptura para los compuestos con almidón de maíz y el mejor ajuste con los valores experimentales se obtienen con los modelos de Maron-Pierce y de Thomas, Nicolais y Narkis, y Nielsen, respectivamente.
Adicionalmente, los compuestos con almidón de maíz poseen una mayor susceptibilidad a la degradación termo-mecánica e hidrolítica en el procesado que el PLA solamente inyectado, debido a la mayor adsorción de humedad del almidón en la alimentación a la extrusora. Esta mayor degradación le confiere a este material similares valores de esfuerzos a la ruptura y módulos de elasticidad que
0,2
0,4
0,6
0,8
1,0
0,0 0,1 0,2
Fracción en volumen
Rel
ació
n de
elo
ngac
ione
s
Relación de NielsenResultados experimentales
Artículo Regular www.rlmm.org
©2014 Universidad Simón Bolívar 134 Rev. LatinAm. Metal. Mat. 2014; 34 (1): 118-135
aquellos del PLA inyectado debido a la cristalinidad inducida durante el calentamiento por la mayor movilidad molecular de las cadenas. Sin embargo, la viscosidad y módulo de almacenamiento a bajas frecuencias, elongación a la ruptura y estabilidad tanto a la degradación térmica en atmósfera inerte como termo-oxidativa en el reómetro bajo condiciones isotérmicas son menores. Además, la estabilidad térmica en atmósfera inerte disminuye con el contenido de almidón para pérdidas de peso menores que 40 %. En el presente trabajo quedo en evidencia la importancia de considerar la degradación durante el procesado y su influencia en las propiedades termo-gravimétricas, reológicas y de tracción de sistemas compuestos de PLA.
5. AGRADECIMIENTOS
Los Autores desean agradecer al Decanato de Investigación y Desarrollo, Grupo de Polímeros II (G-014) y a los Laboratorios "E" y "B" de la Universidad Simón Bolívar. También agradecen al Dr. Alejandro Müller de la Universidad Simón Bolívar por los ensayos de TGA y al Dr. José María Pastor de la Universidad de Valladolid por el suministro del poli (ácido láctico).
6. REFERENCIAS [1]. Garlotta DJ. Polym. Environmental. 2001; 9 (2):
63-84.
[2]. Lim LT, Auras R, Rubino M. Prog. Polym. Sci. 2008; 833: 820–852.
[3]. Taubner V, Shishoo RJ. J. Appl. Polym. Sci. 2001; 79: 2128-2135.
[4]. Liu X, Zou Y, Li W, Cao G, Chen W. Polym. Degrad. Stab. 2005; 91: 3259-3265.
[5]. Signori F, Coltelli MB, Bronco S. Polym. Degrad. Stab. 2009; 94: 74-82.
[6]. Zhou G. Degradation of Polylactic Acid in the Presence of Microsize and Nanosize Fillers, Ph. D. Thesis. New Jersey (EE.UU.): New Jersey’s Science & Technology University, 2008.
[7]. Pillin I, Montrelay N, Bourmaud A, Grohens Y. Polym. Degrad. Stab. 2008; 93: 321-328.
[8]. Kumar P, Sandeep KP, Alavi S, Truong VD. J. Food Sci. 2011; 76 (1): E2-E14.
[9]. Parker R, Ring SG. “The Physical Chemistry of Starch”. En: Dumitriu S. (ed), Polysaccharides, Structural Diversity and Functional Versatility. New York (EE.UU.): Marcel Dekker Inc. 2005, p. 591-604.
[10]. Denault J, Ton-That MT, Bloch J. “Poly(lactic-
acid) Nanocomposites: Fabrication, Microstructure and Performance”. En: Lo J, Nishino T, Hoa SV, Hamada H, Nakai A, Poon C. (eds.), Design, Manufacturing and Applications of Composites. Toronto (Canada). DEStech Publications. 2006, p. 11-19.
[11]. Hoja técnica de Natureworks consultada en la página web: www.natureworksllc.com. Consultada el día: 15 de Febrero de 2011.
[12]. Henton DE, Gruber P, Lunt J, Randall J. “Polylactic Acid Technology”. En: Mohanty AK, Misra M, Drzal LT. (eds.), Natural Fibers, Biopolymers, and Biocomposites. Boca Raton (EE.UU.) CRC Press Inc., 2005, p. 527-578.
[13]. Han DC. Rheology and Processing of Polymeric Materials Volume 1 Polymer Rheology. Oxford (United Kingdom): Oxford University Press, 2007, p. 203-246 y 547-622.
[14]. Nuñez K, Rosales C, Perera R, Villarreal N, Pastor JM. Polym. Bulletin. 2011; 67: 1991-2016.
[15]. Nuñez K, Rosales C, Perera R, Villarreal N, Pastor JM. Polym. Eng. Sci. 2012; 52: 988-1004.
[16]. Xhantos M. “The Physical and Chemical Nature of Plastics Additives” Manas-Zloczower I, and Tadmor Z. (eds), New York (EE.UU.): Hanser Publishers, 1994, p. 471-492
[17]. Wang T, Wang B, Liao S, Clifford M. J. Appl. Polym. Scie. 2012; 125: 27-33.
[18]. Zhou G, Willett JL, Carriere CJ. Polym. Eng. Sci. 2001; 41 (8), 1365-1372.
[19]. Ke T, Sun X. Cereal Chem. 2000; 77 (6): 761-768.
[20]. Orozco VH, Brostow W, Chonkaew W, López BL. Macromol. Symp. 2009; 277: 69-80.
[21]. Liu X, Zhao N, Yang K, Wang Y, Zheng LS, Zhang Z. Iranian Polymer Journal. 2008; 17: 947-952.
[22]. Ohkita T, Lee SH. J. Appl. Polym. Sci. 2006; 100: 3009–3017.
[23]. Liu H, Xie F, Yu L., Chen L, Li L. Prog. Polym. Sci. 2009; 34: 1348-1368.
[24]. Liu X, Yu L, Liu H, Chen L, Li L. Cereal Chemistry J. 2009; 86 (4): 383-385.
[25]. Othman N, Azahari NA, Ismail H. Malaysian Polymer J. 2011; 6 (6): 147-154.
[26]. Auras R, Harte B, Selke S. Macrom. Bioscience. 2004; 4 (9): 5515-5521.
[27]. Chow, WS, Leu, YY, Mohd Ishak, ZA, Zainal A. J. Composite Materials. 2012; published at doi:10.1177/0021998312469891.
[28]. Jang WY, Shin BY, Lee TJ, Narayan R. J. Ind. Eng. Chem., 2007; 13 (3): 457-464.
Artículo Regular www.rlmm.org
©2014 Universidad Simón Bolívar 135 Rev. LatinAm. Metal. Mat. 2014; 34 (1): 118-135
[29]. Fukushima K, Tabuani D, Camino G. Mat. Sci. Eng. 2009, 29:1433-1442
[30]. De Armitt C., Hancock M. Filled Thermoplastics. In: Particulate-Filled Polymer Composites. Rothon R. N. (ed), Rapra Technology Limited. United Kingdom (2003) 371-376.
[31]. Albano C, Perera R. “Composites of Polyolefins and Some Polyolefin/Polyamide Blends as Matrices and Calcium Carbonate, Wood Flour, Sisal Fiber, Hydroxyapatite, and Montmorillonite as Fillers”. Nwabunma D and Kyu T. (eds.), New Jersey (EE.UU.): John Wiley & Sons, Inc., 2008, p. 87-128.
[32]. Hu S, Gao HL, Zhang J. “Study on the Properties of Poly (Lactic Acid)/Grafted Starch Composites” Advanced Materials Research Vol. 345. In. Smart Materials and Nanotechnology in Engineering. Zhong J. L. (ed.) 2011, p. 70-74. Armitt C, Hancock M. Filled Thermoplastics. En: Particulate-Filled Polymer Composites. Rothon R. N. (ed), (
[33]. Zhang Q, Shi L, Nie J, Wang H, Yang1 D. J. Appl. Polym. Sci. 2012; 125: E526–E533.
[34]. Yu F, Liu T, Zhao X, Yu X, Lu A, Wang J. J. Appl. Polym. Sci. 2012; 125: E99-109.
[35]. Nicolais L, Narkis M. Polym. Eng. Sci. 1971; 11: 194-199.
[36]. Nielsen LE. J. Appl. Polym. Sci. 1966; 10: 97-103.
[37]. Nielsen, LE. J. Comp. Mater. 1967; 1: 100-119.
[38]. Kovács JG, Tábi T. Polym. Eng. Sci. 2011; 51: 843-850.
[39]. Li D, Ma Y. African Journal of Biotechnology. 2011; 10(17): 3430-3435.
[40]. Ke TI, Sun S. J. Appl. Polym Sci. 2001; 81: 3069-3082.