
Ingeniería de Mantenimiento
87
CURSO INGENIERÍA DE MANTENIMIENTO Instructor : Ing. Eduardo Rodríguez P. Msc.
-
Upload
jorge-andres-pavon -
Category
Documents
-
view
21 -
download
1
Transcript of Ingeniería de Mantenimiento

CURSO
INGENIERÍA DE MANTENIMIENTOInstructor : Ing. Eduardo Rodríguez P. Msc.

CAPITULO 1: ADMINISTRACION DEL MANTENIMIENTO 1.1.- INTRODUCCION:La importancia del servicio de mantenimiento, en la práctica es imposible encontrar una máquina o equipo que no necesite mantenimiento.Mantener un equipo representa realizar gastos, los cuales no siempre se encuentran detallados en los libros de Contabilidad, de ahí que muchas veces no se da la importancia que merecen estos servicios en las unidades industriales.1.2.- LA PRODUCCION Y EL MANTENIMIENTO:Se supone un óptimo abastecimiento de materiales de mantenimiento, mano de obra de mantenimiento, otros gastos generales, etc.RENDIMIENTO TOTAL ANUAL........ - % capacidad de producción a un cierto nivel de calidad. - No. de horas disponibles de producción por año.

EL PORCENTAJE DE CAPACIDAD - Su tamaño DE PRODUCCION DE UNA MAQUINA - Proceso involucradoDEPENDE DE: - Fuerza o energía - Material con que está construída NIVEL DE CALIDAD DE UN - Precisión de una máquinaPRODUCTO DEPENDE DE: - Habilidad para mantener la precisión La disponibilidad de operación de una máquina depende de: la confiabilidad, manteneabilidad y efectivo abastecimiento de los recursos de mantenimiento.

CONFIABILIDAD: Se basa en los siguientes parámetros:- Cualidades físicas de la maquinaria o equipo.- Diseño- Clase de material de la cual está constituida.- Precisión el la maquinación- Porcentaje de carga a la que trabaja- Factores de seguridad en cuanto a la construcción de la máquina.MANTENEABILIDAD: Está constituida de:- Accesibilidad de las operaciones de mantenimiento a la máquina.- Facilidad para localizar e identificar fallas.- Facilidad para el seguimiento del rendimiento del equipo.1.3.- EFECTIVO ABASTECIMIENTO DE LOS RECURSOS DE MANTENIMIENTO:- Disponer de personal especializado en mantenimiento.- Eficiencia del personal de mantenimiento.- Apropiadas y efectivas herramientas.- Disponibilidad de repuestos.- Disponibilidad de instrucciones sobre el equipo.- Disponibilidad de planes de mantenimiento.- Disponibilidad de talleres de mantenimiento- Disponibilidad de servicios de supervisión.

CONFIABILIDAD: Es el costo de una alta calidad inicial del equipo, con bajos requerimientos de mantenimiento; también se define como la "seguridad de operación de un componente, bajo predeterminadas condiciones de trabajo".Ejemplo: Un componente, o pieza con una confiabilidad de 99.9 % da una seguridad de funcionamiento incorrecto en 1000 operaciones; esto significa una falla en el mismo número de operaciones.La confiabilidad de una máquina cambia con la edad, en un principio asoman las fallas denominadas "enfermedad del infante". Esta es la razón del "período de prueba" que ofrecen los fabricantes. Después de este período inicial, el número de fallas disminuye, y luego de un determinado tiempo, ciertos elementos están alcanzando su fin de vida , como consecuencia el número de interrupciones por paro de la máquina aumentan.MANTENEABILIDAD: Describe las cualidades de una máquina, relativas al rendimiento de las actividades de mantenimiento como son: Lubricación, Inspección, Condiciones de chequeo, Encuentro de fallas y reparaciones.La manteneabilidad se mide por el tiempo medio dedicado al mantenimiento preventivo y correctivo, lo que influye sobre la disponibilidad de operación.

1.4.- COMO ANALIZAR LA MANTENEABILIDAD:1.- Colección de información técnica2.- Información sobre gastos del propio fabricante, o de las empresas que tienen equipos similares.3.- Uso de la información recogida para lubricación, n inspecciones, chequeos, pruebas. 4.- Simplificación del trabajo y técnica de análisis del costo para encontrar si la máquina o planta debe o no ser cambiada para dar: - Menos requerimiento de mantenimiento- Menos tiempo para mantenimiento preventivo- Menos tiempo en el estimado de operaciones.5.- Demanda de mano de obra de mantenimiento6.- En la ejecución del mantenimiento se debe recordar:- Necesidad de entrenamiento del personal- Necesidad de herramientas especiales para el servicio- Necesidad de instrucciones para las operaciones- Necesidad de repuestos y materiales de mantenimiento.

1.5.- PORCENTAJE NORMAL DE CARGA Y VIDA UTIL DE UN EQUIPO:El cálculo de la carga de un elemento, parte, máquina o equipo, corresponde generalmente, a la que éstos pueden soportar bajo condiciones normales de operación y un cierto factor de seguridad, que se usa para resistir las sobrecargas.A mayor margen de seguridad: partes fuertes, pesadas, costosas, confiabilidad y vida largos. Costos bajos de mantenimiento. trabaja bien por períodos largos.A menor margen de seguridad: Partes livianas, débiles, baratas; confiabilidad y vida útil cortos, trabaja bien en cortos períodos. El mantenimiento crece, disponibilidad de operación baja. 1.6.- EFECTIVIDAD DE LOS RECURSOS DE MANTENIMIENTO:a) Personal de mantenimiento:- Mano de obra calificada- Entrenamiento y reentrenamiento de la mano de obra- Mantenimiento subcontratado. b) Talleres de mantenimiento:- Equipo del taller de mantenimiento- Archivos de mantenimiento- Abastecimientos de repuestos y materiales

1.7.- SISTEMAS DE CONTROL DE MANTENIMIENTO:La manera de asegurar una efectividad del servicio de mantenimiento, es disponer de un SISTEMA DE CONTROL DE MANTENIMIENTO, el mismo que se forma a base de:- Inventario y records de la maquinaria y las instalaciones- Registros del personal de mantenimiento- Inventario de los repuestos y materiales- Archivo de los costos de mantenimiento- Un sistema adecuado para catalogar los trabajos- Un programa de mantenimiento preventivo.- Reglas para el ordenamiento del trabajo de mantenimiento- Estadísticas.La experiencia recogida en muchas empresas dice que: el 20 % de las fallas absorben el 80 % del costo total de mantenimiento. Lo importante es determinar este 20 %, lo que demanda un sistema de control, donde esos costos sean obtenidos rapidamente.

1.8.- OPERACION DE LOS SERVICIOS DE MANTENIMIENTO:Los servicios de mantenimiento y reparaciones se basan en el principio de la selectividad, lo que hace que se pueda subdividir en cuatro categorías, en función del costo. Este análisis se conoce con el nombre de VEIN. AREAS:V = VitalE = EsencialI = ImportanteN = NormalArea Vital: Cualquier falla resulta en costosas reparaciones: PARO completo de las operaciones, durante largos períodos de tiempo, si no existen instalaciones en stand by. Como ejemplos de estos equipos tenemos el generador en una planta eléctrica, Area esencial: Costosas reparaciones, cesa el trabajo en un área importante de la planta, no hay instalaciones en stand by; serias interrupciones en la producción. Como ejemplo tenemos falla del tablero de control de las bombas de despacho en un terminal de almacenamiento y distribución.Area Importante: Aunque se dispone de instalaciones en stand by, las fallas ocasionan grandes gastos de reparación y reemplazo, graves interrupciones en la producción. Ejemplo: Motores secundarios para procesos especiales de producción.Area Normal: Una falla podría acarrear gastos normales de reparación o reemplazo, pequeñas interrupciones o retardos en las operaciones de la planta. Ejemplo: rotura de una banda de transmisión de un motor que acopla una bomba.

Los items vitales y esenciales se confía al staff de mantenimiento, en tanto que los importantes y normales se confía al personal de talleres.Si el VEIN se basa sobre los costos de mantenimiento, entonces se puede plantear la pregunta cómo reducir las pérdidas por ajustes de equipos? frecuencia y magnitud de las inspecciones?para lo cual se debe realizar un análisis de:- Edad, condición y valor de los equipos- Importancia del recibo que recibe mantenimiento- requerimientos de seguridad- Horas de operación del equipo a mantener- Susceptibilidad de desgaste del equipo- Susceptabilidad de daños- Susceptabilidad de desajustes. Los items vitales y esenciales se confía al staff de mantenimiento, en tanto que los importantes y normales se confía al personal de talleres.Si el VEIN se basa sobre los costos de mantenimiento, entonces se puede plantear la pregunta cómo reducir las pérdidas por ajustes de equipos? frecuencia y magnitud de las inspecciones?para lo cual se debe realizar un análisis de:- Edad, condición y valor de los equipos- Importancia del recibo que recibe mantenimiento- requerimientos de seguridad- Horas de operación del equipo a mantener- Susceptibilidad de desgaste del equipo- Susceptabilidad de daños- Susceptabilidad de desajustes.
2.1.- CLASES DE MANTENIMIENTO : PREDICTIVO, PREVENTIVO Y CORRECTIVO.2.1.1.- DEFINICION: El Mantenimiento en una empresa u organización industrial es el cuidado, reparación, renovación y reemplazo de partes desgastadas, averiadas u obsoletas de plantas, equipos, herramientas, edificios.2.1.2.- OBJETIVOS FUNCIONALES:1) Mantener las máquinas, equipos y edificios en su mejor nivel para asegurar que la producción no disminuya y no de como resultado pérdidas de tiempo en el bombeo, y de esta manera no se cumplan con los programas de bombeo.2) Mantener los equipos e instalaciones de la estación y de la línea en buenas condiciones, por lo tanto prolongar la vida útil de las instalaciones.3) Asegurar que todos los equipos, máquinas e instalaciones estén bien mantenidos, de tal manera que el transporte de hidrocarburos se realice en forma óptima.4) Realizar las reparaciones de emergencia tan rápida y eficiente como sea posible, a fin de asegurar que el tiempo de paro sea mínimo.5) Sugerir y asistir en el desarrollo e implementación de mejoras en el diseño de la maquinaria y equipo, a fin de disminuir la probabilidad de averías, idear métodos más fáciles de reparación y alargamiento de la vida útil.6) Operar las actividades de servicio requeridas, tales como fuerza, agua, etc.7) Llevar a cabo sistemáticas inspecciones de toda la estación y la línea, equipos y edificios a determinados intervalos, de tal manera que todo el desgaste o avería sean detectados y llevar registros adecuados de estas inspecciones.

2.1.3.- ECONOMICOS:1) Mantener el costo total del mantenimiento, tan sólido en todo tiempo, como sea posible, los gastos de mantenimiento deben variar directamente con el tiempo calendario.2) Asegurar que los verdaderos gastos de mantenimiento ocurran a una tasa constante, los cuales estarán relacionados con el tiempo de operación y la cantidad de barriles bombeados.3) Controlar el costo directo del mantenimiento por el correcto y eficiente uso de materiales, hombres e instalaciones.En consecuencia, tanto los objetivos funcionales como los económicos deben ser revisados conjuntamente, cuando se establece una política de mantenimiento.

2.1.4.- PREPARACION DE LA FUNCION DE MANTENIMIENTO:Una vez que se ha decidido por la adquisición de un equipo, y en tanto éste llegue a la instalación se debe tomar en cuenta los siguientes aspectos: 1) Entrenamiento del personal de mantenimiento.2) Revisión de manuales técnicos.3) Planear el mantenimiento. 2.1.5.- COSTOS DE MANTENIMIENTO:2.1.5.1.- Costos Directos:Constituyen los materiales y mano de obra de mantenimiento.2.1.5.2.- Costos Indirectos:a) Períodos de inactividad de los equipos e instalaciones, debido a reparaciones ( contablemente significa pérdidas de producción, pérdidas del volumen no bombeado).b) Depreciación extraordinaria (los equipos de la estación se reemplaza antes del tiempo calculado)c) Pérdida de calidad o eficiencia en el bombeo ( alto porcentaje de desperdicio, contaminados). 2.1.6.- GASTOS GENERALES:Son los constituidos por los servicios generales o auxiliares de mantenimiento como son: consumo de energía eléctrica, agua potable, depreciación, costo de mano de obra indirecta de mantenimiento, etc.

2.2.- SISTEMAS TECNICOS DE MANTENIMIENTO:a) Mantenimiento Correctivo.b) Mantenimiento Predictivo.c) Mantenimiento Preventivo.a) MANTENIMIENTO CORRECTIVO:Es aquel que se tiene que realizar inmediatamente se reporta la falla, no es planificado.b) MANTENIMIENTO PREDICTIVO:El establecer cómo el mantenimiento, es realmente solicitado es muy interesante. No se puede hablar de qué cantidad de mantenimiento se necesita sin antes establecer las razones del porqué tenemos mantenimiento.El mantenimiento predictivo se puede definir como la Sensibilidad, la medibilidad o la funcionabilidad del equipo, para determinar si se están produciéndose cambios en las condiciones físicas del mismo.Esta aproximación-predicción hace reducir la frecuencia de overhauls o reparaciones periódicas, de inspecciones sin aumentar el riesgo de averías del equipo, y reduce el tiempo muerto del equipo y el costo de mantenimiento.El objetivo del mantenimiento predictivo es el de establecer si ha sucedido cualquier cambio en las condiciones físicas, y para el efecto se dispone de recursos técnicos que permiten encontrar estas variaciones apenas comienzan.En cuanto se identifican los cambios en las condiciones físicas, mecánicas etc, es necesario establecer que condiciones deben medirse, seleccionar el mejor equipo para este efecto, desarrollar criterios y evaluar resultados.Una técnica muy utilizada, se basa en el estudio probabilístico de posibles fallas, la cual constituye una herramienta eficaz para desarrollar el mantenimiento predictivo, además con la ayuda de las inspecciones periódicas.

c) MANTENIMIENTO PREVENTIVO: Se lo define como el mantenimiento ordinario, realizado antes de que se lo necesite. Tiene muchas ventajas, pero no es el curalo todo, que muchos creen en él.El objetivo del mantenimiento preventivo es mantener la maquinaria, equipo e instalaciones en buenas condiciones, de tal manera que no ocurran averías, y así las reparaciones de emergencia sean mínimas.El mantenimiento preventivo se basa en las siguientes operaciones: INSPECCION + LUBRICACION + AJUSTES Y OVERHAUL El mantenimiento preventivo debe ser planeado, lo que significa determinar: mano de obra, materiales, repuestos, herramienta y máquinas herramienta de mantenimiento necesarios; todo ésto se traduce en un mayor costo inicial y no tan pequeño en su continuación. Sin embargo se puede hablar de ahorros en las operaciones de mantenimiento a través de :1) Decrece el riesgo de daños secundarios en la planta y en el equipo.2) Decrece el tiempo extra del personal de mantenimiento.3) Permite una mejor utilización de la mano de obra y mano de obra especializada, por el destino de hombres apropiados para trabajos apropiados.4) Dando una mejor utilización de los materiales y control de inventarios, a través del trabajo que ha sido esquematizado.

5) Manteniendo las máquinas en operación a su máxima capacidad con el consiguiente alta rata de bombeo, debido a la mejor utilización de los equipos.6) Asegurando que la estación y todo el equipo estén en capacidad de bombear con eficiencia.Contra estas economías existen los costos extras de mantenimiento, tales como los que necesitan los registros, esquematización y control del sistema; costos de inspección que pueden ser tan altos en comparación con otros sistemas de mantenimiento.Los costos del mantenimiento preventivo pueden reducirse al mínimo por:1) Simplificación del trabajo y procedimientos2) Análisis del ciclo completo de mantenimiento y el establecimiento del óptimo intervalo para las reparaciones (overhauls).3) Usando donde sea posible, procedimientos estándar de registro, esquematización y control del sistema.
2.3.- OBJETIVOS DE LA INGENIERIA DE MANTENIMIENTO E INSPECCION TECNICA.A fin de planear e instalar un programa de mantenimiento preventivo es necesario:1.- El equipo debe estar en buenas condiciones. Si la empresa gasta entre el 50 y el 70% o más de su esfuerzo de mantenimiento en averías, es extremadamente difícil establecer un programa de mantenimiento preventivo, por cuanto se volvería muy costoso. En este caso los pasos a seguir son: a) Programa de overhauls.b) Instalar un programa de mantenimiento planeado.c) No sofisticar el programa, sobre todo en el inicio de su instalación.d) Se debe comenzar en un taller y luego avanzar hacia el total de las estaciones.2.- SEGUNDO REQUERIMIENTO:a) Establecer un sistema de identificación de equipos, maquinaria, herramientas y equipo.b) Establecer un sistema de inventariosc) Organizar la información que significa:

Diseñar una tarjeta historial de cada máquina, que disponga o pueda ofrecer información sobre:1.- Fechas o fecha de instalación y de cada una de las reparaciones.2.- Costos (MO + materiales de mantenimiento + GG).3.- Organizar la información técnica accesible al personal de mantenimiento.4.- Compilación de todas las operaciones de mantenimiento y reformas que se han efectuado en la planta.5.- Programa de trabajo con el tiempo de cada operación, y con el personal necesario para ejecutarlo.6.- Encontrar y disponer del equipo necesario para mantenimiento.7.- Establecer programas conjuntos con el Departamento de Operación y el de Comercialización.

Inspección Técnica:Comprende la inspección: Visual, Medición de la temperatura, ruido, vibraciones, espesores, corrosión, Condición del lubricante, Parámetros eléctricos, electrónicos, Relé, Transformador, Aislamiento, Interruptores, Fusibles, Barras Colectoras. 2.4.- INTRODUCCION AL PROGRAMA:Una vez que el programa ha sido planeado, hay que introducirlo, para lo cual:1.- El programa deberá integrar todo lo concerniente al mantenimiento.2.- Los objetivos y procedimientos del mantenimiento preventivo deberán ser discutidos ampliamente entre el personal de mantenimiento y de operación.3.- La introducción de una nueva actividad deberá ser cuidadosamente guardada. la Dirección de la Empresa seguirá el avance del programa.4.- Ningún programa de mantenimiento preventivo da resultado de inmediato; el programa de introducir la nueva actividad deberá ser realístico, de otra manera puede resultar una frustración.5.- En un inicio el programa de mantenimiento preventivo es costoso, y los resultados no son tangibles. Es necesario establecer un seguimiento del programa.

2.5.- COMO DESARROLLAR SISTEMAS DE MANTENIMIENTO EN GENERAL:Los factores que influyen en la decisión de introducir métodos modernos de mantenimiento en varias plantas industriales son:1) Condiciones Generales:a) El empleo de gente joven, en la Dirección, altamente entrenada, con nuevas ideas.b) El uso creciente de equipo sofisticado, que requiere atención especializada.c) Desaparecer la vieja mano de obra de mantenimiento, la que no acepta ideas modernas sobre el trabajo de mantenimiento.d) Los aspectos económicos de la Dirección y/o Gerencia, en un mercado competitivo.e) El alza de los costos de mantenimiento, debido a:
e1) Políticas sindicales y modernas condiciones de trabajo.e2) Crecimiento de los niveles de mando, cuando se reemplazan a los
obreros.e3) Alza del costo de repuestos y materiales.e4) Los altos costos de mantenimiento en algunos equipos modernos.
2.- Control del mantenimiento:No se pretende establecer sistemas de control, sino más bien, las necesidades para establecer dichos sistemas, las cuales son:
a) Identificación de los requerimientos de mantenimiento, pueden ser periódicos, o de otra clase.
b) Archivo de las acciones periódicas de mantenimiento.c) Provisión de informaciones técnicas e instrucciones (catálagos, registros,
planos, memorias técnicas, etc).d) Establecimiento de registros de mantenimiento.
3.- Planeamiento del mantenimiento:
a) Esquemas de trabajo.b) Programación, una vez identificadas todas las actividades, se prepara el
orden en el cual éstas van a ser aplicadas sobre el equipo; utilizar el método del camino o ruta crítica, donde sea posible. 4.- Necesidad de información técnica relacionada con el equipo:
a) El nombre del equipo, nombres de los equipos asociados con el mismo; pruebas a las que deben someterse los mecanismos.
b) Cómo instalarlo, si es que aún no lo ha sido.c) Cómo trabaja el equipo.d) Cuáles son las pruebas de rendimiento.e) Cómo mantenerlo.f) Cómo diagnosticar las averías y cómo repararlas.g) Cómo identificar las partes componentes.

5.- Tipos básicos de información técnica:
a) Manuales técnicos (deben contener: detalles técnicos de la máquina o equipo, instrucciones para las reparaciones, lista de repuestos).
b) Especificaciones de trabajo (deberán contener: la complejidad del equipo a ser mantenido; capacidad de la mano de obra que deberá reclutarse).
Las especificaciones deben contener items tales como:
b1) Detalle de las tareas y su localización en la maquinaria o equipo.b2) Inspecciones y chequeos. Observaciones que se hacen
abriendo la máquina o equipo y establecer si hay averías mediante las inspecciones.b3) Items que requieren especial atención.
Clasificación VEIN.b4) Información sobre seguridad industrial en el trabajo (prevención
de accidentes).b5) Pruebas finales de funcionamiento. (Entrega de la
máquina o equipo puesta a punto).c) Información para detectar averías.d) Diagramas de lubricación.e) Información sobre repuestos. (Tiempo que demora en llegar el repuesto,
calidad del repuesto, lote económico).f) Información en microfilms.g) Vocabulario técnico estandarizado.

2.6.- APLICACION DEL MANTENIMIENTO SEGUN LOS CONCEPTOS VEIN Y ABC: Y EVALUACION DEL MANTENIMIENTO.El equipo mecánico de una planta o empresa, para su mantenimiento, deberá ser clasificado, dividido, estructurado según el criterio VEIN.Esta clasificación coincide así mismo, con la que se podría establecer aplicando la Ley de PARETO (Método ABC), basada en el principio de los costos de un equipo. El mantenimiento programado y dentro de éste el mantenimiento predictivo serán aplicados en su totalidad a las partes de equipos o máquinas en V y E, tanto como en las A y B del método de PARETO.V....... MP + M Pred.E....... MP + M Pred.I....... M correctivo + MPN....... M de paro o emergenciaMP = mantenimiento planeado.

CAPITULO III ; TECNICAS DE MANTENIMIENTO.3.1.- INSPECCION PREDICTIVA:Dentro del programa de mantenimiento predictivo, consideramos que un equipo o máquina, se halla expuesto a un medio ambiente negativo para la buena operación de la máquina, como son las inclemencias climatológicas, lo que produce deterioros que no son muy controlados por su escasa incidencia en la producción, es necesario crear un plan de inspecciones que garantice, en alguna manera , su conservación, por medio de reparaciones menores.La inspección predictiva nos da una alerta, para indicarnos dónde se va a producir una falla, en determinada parte o pieza del conjunto; así se pueden tomar los correctivos necesarios a fin de que ella no se produzca, de esta manera reducimos el tiempo de paro de la máquina, evitando el paro de la producción y optimizamos el tiempo muerto.El plan de inspecciones se lo elaborará anualmente, pero su frecuencia es mensual, trimestral, semestral o anual.La periodicidad de las inspecciones deberá determinarse en base al uso, desgaste, actividad, etc. a la que está sometido el elemento.Las inspecciones debe ser realizado por gente especializada en realizar inspecciones, las cuales pueden ser oculares o apoyadas en aparatos de medición e inspección.
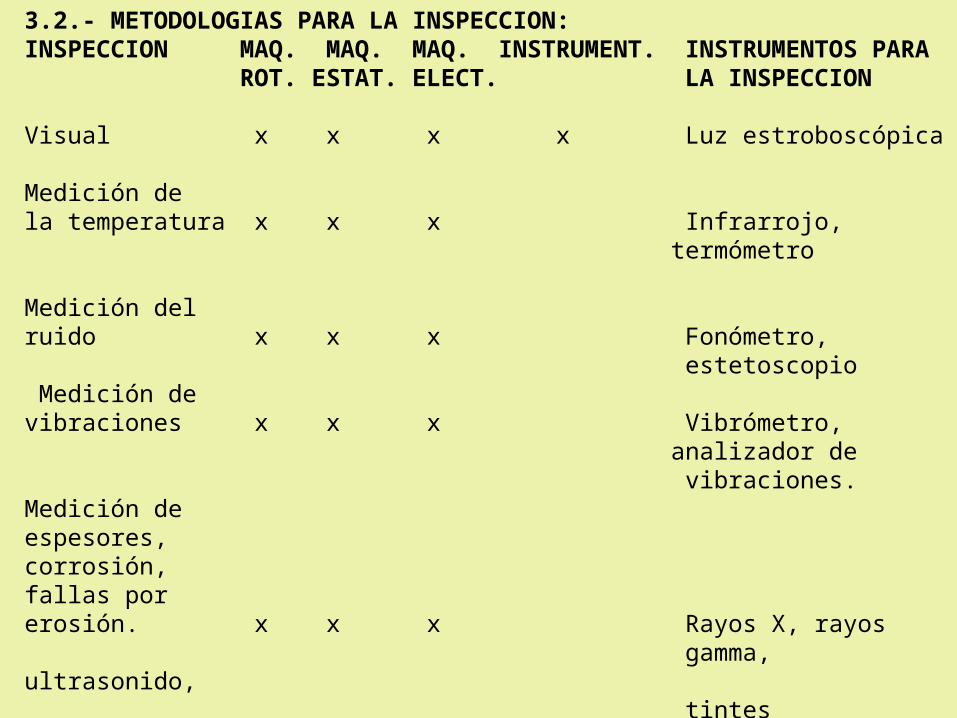
3.2.- METODOLOGIAS PARA LA INSPECCION:INSPECCION MAQ. MAQ. MAQ. INSTRUMENT. INSTRUMENTOS PARA ROT. ESTAT. ELECT. LA INSPECCION Visual x x x x Luz estroboscópica Medición de la temperatura x x x Infrarrojo, termómetro Medición delruido x x x Fonómetro, estetoscopio Medición de vibraciones x x x Vibrómetro, analizador de vibraciones. Medición deespesores,corrosión,fallas porerosión. x x x Rayos X, rayos gamma, ultrasonido, tintes penetrantes, partículas magnéticas.
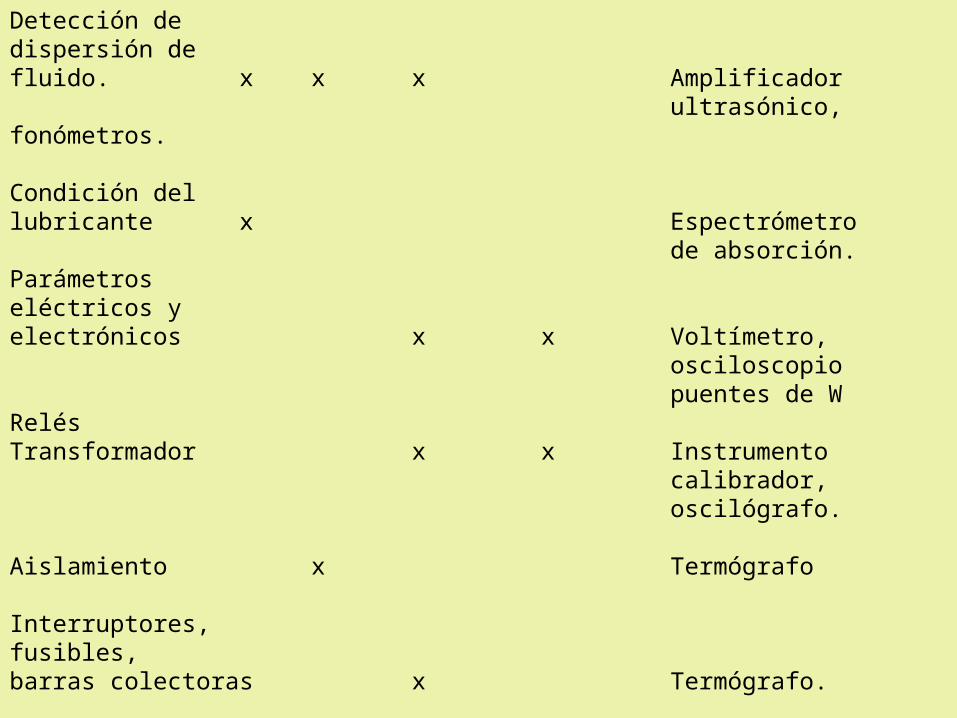
Detección dedispersión defluido. x x x Amplificador ultrasónico, fonómetros. Condición dellubricante x Espectrómetro de absorción.Parámetroseléctricos yelectrónicos x x Voltímetro, osciloscopio puentes de WRelésTransformador x x Instrumento calibrador, oscilógrafo. Aislamiento x Termógrafo Interruptores,fusibles,barras colectoras x Termógrafo.
3.3.- LA GESTION DEL MANTENIMIENTO:a) El servicio de mantenimiento.
1.- ORGANIZACION DEL SERVICIO DE MANTENIMIENTO Y REPARACION: Los servicios de mantenimiento y reparación deberán planearse y organizarse sistemáticamente, sin dejar su creación al azar. El mantenimiento es si es costoso, por lo tanto: a) No malgastar el tiempo del personal.
b) El trabajo de mantenimiento y reparación es realmente esencial y está previsto en la planificación de la empresa.
c) La Mano de Obra de mantenimiento y equipos debe ser la adecuada y necesaria.
d) Debe existir un almacén de repuestos con la cantidad, calidad y en el lugar que se los necesite. EN RESUMEN: PLANIFICACION + PROGRAMACION + CONTROL + ACTIVIDADES COMPLEMENTARIAS = GESTION DE MANTENIMIENTO. Los servicios de mantenimiento son eficaces, sólo después de un largo período de revisión, durante el cual se consigue perfeccionarlos, utilizando los datos que proporcione la información ya obtenida.

3.4.- LUGAR DEL DEPARTAMENTO DE MANTENIMIENTO EN LA ORGANIZACION DE LA EMPRESA.Autoridad e independencia suficientes, son lo básico en el departamento de mantenimiento. No debe depender del departamento de operaciones o producción, pero sí debe existir una coordinación con el mismo, a cargo de una autoridad superior a los dos departamentos. 3.5.- ORGANIZACION Y PLANIFICACION DEL MANTENIMIENTO.Las necesidades de mantenimiento sólo pueden satisfacerse eficaz y económicamente con una organización y planificación adecuadas. No se puede recomendar un sistema estandarizado "X" de mantenimiento, éste variará de industria o estación. Una organización demasiada compleja, puede ser tan perjudicial como una demasiado simple, puesto que harán aumentar los gastos generales de operación. Los programas de mantenimiento deben introducirse gradualmente.Un sistema de mantenimiento preventivo en su comienzo es muy costoso, pasa mucho tiempo antes de comenzar a ofrecer beneficios materiales, y de ésto debe advertirse a la dirección o gerencia.

3.6.- ASPECTOS ECONOMICOS DEL MANTENIMIENTO. 1.- EL MANTENIMIENTO EN PERSPECTIVA:
El personal directivo de la empresa no prestan suficiente atención al servicio de mantenimiento, a pesar de que éste ofrece excelentes oportunidades de economía de dinero y de mano de obra. Por lo general, la gerencia le interesa la eficiencia de operación y producción; al personal de ventas el diseño y a los científicos las innovaciones.Sin embargo un trabajo eficiente de mantenimiento conduce a grandes economías y éste su objetivo en el futuro. De ahí la importancia de conservar el activo fijo de una empresa, y sobre todo tiende al aumento de la producción de la misma.
2.- RENOVACION DE MAQUINARIA:La renovación de maquinaria es un aspecto importante del mantenimiento, para decidir en un momento dado de la vida del equipo, si es preferible la reparación o la renovación . Es necesario contar con una estimación de los costos. Además en la fase de preinversión , debe estudiarse la asignación de recursos adecuados para la renovación.

3.7.- COSTO DEL MANTENIMIENTO.-Los gastos de mantenimiento durante la vida del
equipo pueden llegar a sobrepasar su precio de compra.Si se desea llegar a tener una idea exacta del costo de mantenimiento, debe examinarse cada uno de los componentes:
a) Costo de la mano de obra de mantenimientob) Costo de los materiales y repuestos de mantenimientoc) Costo de la inactividad del equipo (tiempo muerto)d) Costo por la pérdida de operación (producción, son
ganancias no percibidas).d) Costo por la renovación de la maquinaria, equipos antes de su
tiempo de puesta fuera de servicio.
e) Costo por la pérdida de eficiencia de la operaciónf) Costo por los productos desechados o vueltos a procesar.

3.7.1.- CALCULO DE LOS COSTOS DE MANTENIMIENTO.-
1.- ANTECEDENTES:a) Falta de datos y de información de costosb) Estimación de los costos de mantenimientoc) Exceso de producción fuera de la capacidad del equipod) Desguace de equipos para obtener repuestos
En un principio las áreas del mantenimiento, pueden definirse de la siguiente manera:1) Maquinaria y equipo de operación (producción) Ejm: 65 %.2) Edificio y vías Ejm: 5 %.3) Servicios e instalaciones, Ejm: 20 %.4) Inversiones nuevas de capital y desarrollo, Ejm: 10 %.Como una gran parte del trabajo de mantenimiento es llevada a cabo por obreros especializados, algunas veces conviene considerar la función de mantenimiento por oficios, Ejm:
a) Electricistas. b) Mecánicos. c) Plomeros. d) Herreros. e) Instrumentistas; electrónicos, neumáticos, etc. f) Soldadores. g) Albañiles h) Pintores

3.7.2.- CONTABILIZACION DE LOS COSTOS DE MANTENIMIENTO.-
1) Mano de obra (Directa e indirecta). 2) Materiales usados por el departamento de mantenimiento. 3) Los otros gastos de operación del departamento de
mantenimiento, que están generalmente restringidos a aquellos costos directos que pueden ser identificados con el departamento, como por ejemplo:
3a) Sueldos del personal para administración y dirección de mantenimiento.
3b) Fuerza eléctrica para las máquinas del taller de mantenimiento.
3c) Lubricación y reparación de las máquinas.3d) Reparación del edificio.3e) Iluminación general.3f) Calefacción.3g) Arrendamiento del espacio ocupado por los talleres de
mantenimiento.3h) Depreciación de las máquinas y equipos, propias del
departamento de mantenimiento. Estos gastos generales divididos por las horas trabajadas, dan la tasa de recuperación de los mismos.(Recuperar el % de la inversión).Un estimativo del costo de mantenimiento fluctúa entre 3% al 5% de la inversión.

3.8.- SISTEMAS DE INCENTIVOS.-
Los incentivos son una parte fundamental para alcanzar una mayor eficiencia de los servicios de mantenimiento. Para determinar el tipo de incentivo más adecuado para los operarios del servicio de mantenimiento, es necesario analizar la situación del mismo en un momento dado y los objetivos especiales que se persiguen. Algunos factores motivacionales son de carácter universal, otros difieren según el país y dependen de la situación socio-económica-cultural y del nivel de desarrollo.

3.9.- RELACION DEL DEPARTAMENTO DE MANTENIMIENTO, CON OTROS DEPARTAMENTOS DE LA EMPRESA:1) El departamento de ingeniería, esto cuando opera el servicio de mantenimiento bajo el ingeniero de planta, y cuando los mantenimientos preventivo y correctivo se practican ampliamente.2) El área de operación de la planta, lugar dónde se generan las órdenes de mantenimiento.3) Abastecimientos, el cual es responsable de la adquisición y mantenimiento de los stocks adecuados de materiales y repuestos de mantenimiento, así como el control de inventarios.4) El departamento de contabilidad, como responsable de los registros de gastos, y donde es llevado el control presupuestario.

3.10.- EL DESGASTE, OBSOLESCENCIA Y RENOVACION DE EQUIPOS.- 1.- CONCEPTOS BASICOS:
Desgaste y obsolescencia:El objeto de este tema, es la revisión de las causas de depreciación de maquinarias y equipos, y resaltar los factores que determinan los variados requerimientos para su renovación o reparación.A un mismo tiempo, tanto los edificios, la maquinaria y otros equipos están desgastándose físicamente, ellos pierden su valor debido al continuo progreso económico técnico.
2.- CLASIFICACION DE LAS CAUSAS DE DEPRECIACION.-
a.- Causas físicas de deterioración:Por desgaste gradual o desgaste físico:
a) A través del uso.b) Debido a la acción del medio ambiente.Por averías.
b.- Causas debidas a factores económicos:Obsolescencia:1) Debido al desarrollo de nuevos y más eficientes
bienes de capital.2) Debido a cambios en la tecnología de producción.3) Debido a cambios en las condiciones de mercado.

3.- DESGASTE FISICO.-Es el proceso por el cual cambian las cualidades físicas originales, químicas, mecánicas, etc., de máquinas y equipos, la razón para este desgaste físico está determinada por los siguientes factores:
a) Tasa de utilización y características de carga del equipo. b) Medio ambiente en las cuales las estaciones se
encuentran trabajando. c) El cuidado en la operación y en el mantenimiento.
En contraste del desgaste debido a la operación, el desgaste causado por el medio ambiente adverso es más fuerte que el primero, aún en el caso de no utilización del equipo.El desgaste y la obsolescencia, son factores determinantes en el cambio del equipo o su reparación.La obsolescencia técnica se debe a:a) Condiciones de eficiencia económica.b) Mejor tecnología, aparecimiento de un equipo mejor.c) Equipo que pueda sustituir a varios equipos.d) Transición de pequeña a gran producción.
La obsolescencia legal se debe a :a) Prohibición en la elaboración de un producto en uso.b) Efectos nocivos al medio ambiente.

Se puede distinguir dos formas típicas de desgaste físico:1.- Desgaste mecánico que resulta en:
a) Destrucción superficial de las partes componentes de máquinas y equipos.b) Reducción de sus funciones (precisión y rendimiento).
2.- Desgaste químico, resultante en:a) Material corroído.b) Deterioro de las propiedades mecánicas.c) Defectos funcionales.
Un ejemplo ilustrativo del desgaste mecánico, de elementos simples de una máquina se producen en: cojinetes y pivotes.Un ejemplo de desgaste químico es el de una tubería de acero al carbono, en la cual el deterioro se debe a la pérdida gradual de carbono.Algunos elementos de máquinas y equipos pierden sus cualidades funcionales muy repentinamente, por ejemplo: lámparas, ciertos elementos de aparatos de medición. Esto es, por supuesto, imposible hacer una previsión exacta y confiable de tal falla funcional.

De lo anterior se puede exponer dos casos típicos de desgaste:1.- La llamada "Enfermedad del Infante": cuando la máquina comienza a trabajar, causada generalmente por inesperados defectos (deficiencias en el ensamblaje de la máquina, en los métodos de instalación, etc) y como consecuencia de todo ésto,se producen deficiencias en la operación (producción). 2.- Causa accidental o falla repentina: (averías).- El desgaste no se manifiesta gradualmente, sino que repentinamente es causado, ya sea por factores internos o externos de la parte. Un ejemplo típico de esta última causa, puede mencionarse a lo que sucede en incendios, inundaciones, desastres, etc.4.- OBSOLESCENCIA ECONOMICA:En un sistema económico dinámico, la mayor parte de las plantas y equipos, se deprecian y envían a chatarra debido a un proceso económico, más bien que debido a un desgaste físico.La depreciación económica, es un proceso en el cual las plantas y equipos pierden su valor debido a la introducción de innovaciones técnicas y cambios en las condiciones económicas.Generalmente se pueden distinguir tres casos de obsolescencia económica:1) APARICION DEL "RETARDADOR", por ejemplo una nueva y más eficiente máquina, la cual puede reemplazar a la instalada. Este es el caso de obsolescencia, debido al progreso técnico de bienes de capital recientemente elaborados. El uso de una máquina nueva y más eficiente generalmente causa una reducción de los costos de producción, un mejoramiento en la calidad del producto, un incremento en la seguridad y en las condiciones de trabajo.

2) Cambios en la tecnología y en la organización de la producción,los cuales pueden ser causados por:a) Innovaciones resultantes en cambios substanciales en los insumos de materiales que se utilizan.b) Cambios en el diseño del productoc) Transición de la pequeña a la gran producción. 3) Variación de las condiciones de mercado, se traduce en la disminución de la demanda de productos obtenidos con un equipo dado. En ese sentido, la sustitución de lámparas electrónicas clásicas por transistores, aceleró la depreciación y el desecho de varios tipos.4) Por último se produce una depreciación económica (o excepcionalmente una revalorización) cuando disminuye (o aumenta) el precio de compra del equipo similar, destinado a sustituir al que está utilizando.Por ello es necesario considerar las variaciones que se registren en el valor de la planta y el equipo instalados, desde el punto der vista de estado material como de la eficiencia de funcionamiento, en forma global.

5.- VIDA UTIL:La depreciación de bienes de capital, generalmente procede gradualmente; el paso final de este proceso es quedar "chatarra". El período de tiempo, durante el cual una parte del equipo satisface completamente sus funciones técnicas y económicas, es el período de vida útil.Un análisis cuantitativo de la vida útil, generalmente es el punto de partida para una estimación de las necesidades de renovación.Las siguientes definiciones de vida útil, son de especial significación práctica:VIDA UTIL TOTAL: es la edad después de la cual una máquina pasa a constituirse chatarra.VIDA UTIL OPTIMA: Es parte de la vida útil total, en la cual una máquina alcanza su más alta eficiencia.VIDA UTIL ECONOMICAMENTE RENTABLE: Es la vida útil de las máquinas y equipos y puede extenderse sin límites por medio de un cuidadoso mantenimiento. Sin embargo los bienes de capital, pasan generalmente a chatarra, tan pronto como su operación no proporciona ciertos requerimientos económicos.Estimaciones de la amplitud de la vida útil, puede para una misma maquinaria, variar entre 10 y 30 años, la misma máquina puede alcanzar una edad activa" completamente diferente, dependiendo de la manera y condiciones de utilización; desde ambos puntos de vista, los procesos de desgaste físico influyen en las condiciones de obsolescencia económica.

3.11.- ESTIMACION DE LA VIDA UTIL Y COSTO DE OVERHAULS DE VARIAS CLASES DE EQUIPOS.Edificios, maquinas Vida útil (considerando Costo promedioo equipos 2000 horas de operación anual de reparaciones al año % Precio de Años compra.EDIFICIOS:Plantas industriales 60-80 0.6 - 1.7Oficinas 100 0.5 ESTRUCTURAS:Torres de perforación 12 8.7MAQUINAS Y EQUIPOS:Compresores 10 8.0Motores de combustión 15 4.0Transformadores 30 1.0Tanques de almacena-miento. 40 2.0Prensas mecánicas 20 5.6Tornos 12-25 3.8-7.1Taladros mecánicos 15-20 3.5Rectificadoras 12-15 5.8-9.0Equipos de soldar12-15 5.5-7.1
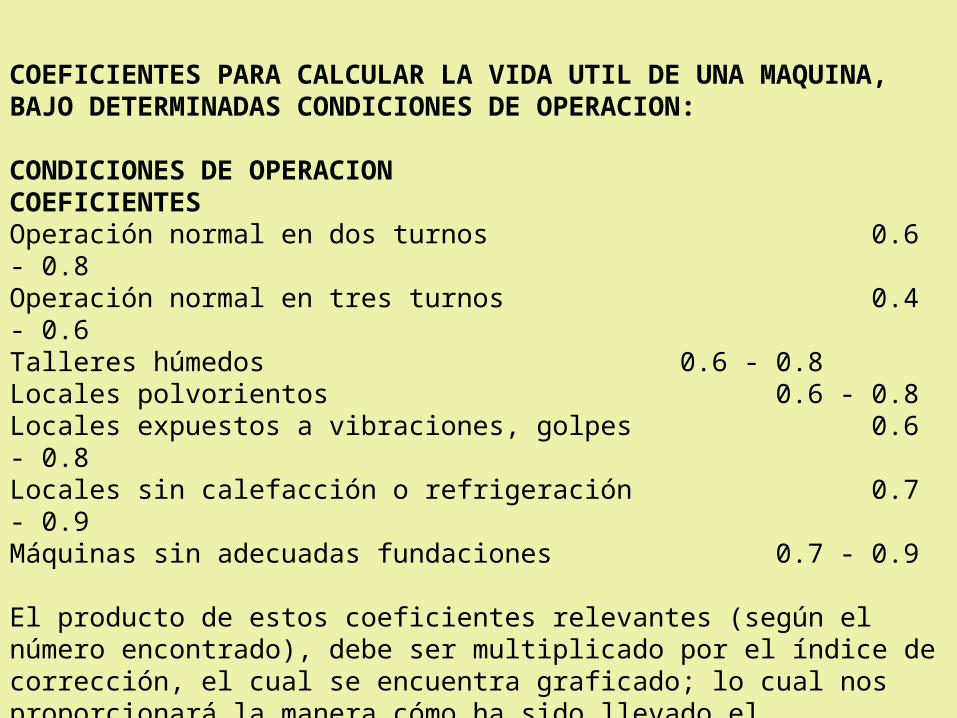
COEFICIENTES PARA CALCULAR LA VIDA UTIL DE UNA MAQUINA, BAJO DETERMINADAS CONDICIONES DE OPERACION: CONDICIONES DE OPERACION COEFICIENTESOperación normal en dos turnos 0.6 - 0.8
Operación normal en tres turnos 0.4 - 0.6Talleres húmedos 0.6 - 0.8Locales polvorientos 0.6 - 0.8Locales expuestos a vibraciones, golpes 0.6 - 0.8Locales sin calefacción o refrigeración 0.7 - 0.9Máquinas sin adecuadas fundaciones 0.7 - 0.9 El producto de estos coeficientes relevantes (según el número encontrado), debe ser multiplicado por el índice de corrección, el cual se encuentra graficado; lo cual nos proporcionará la manera cómo ha sido llevado el mantenimiento en dicha maquinaria o equipo.

CAPITULO IV: REPUESTOS Y PARTES4.1.- ANALISIS DE LA EFICIENCIA ECONOMICA DE UN EQUIPO:TAMAÑO Y COMPOSICION DE LOS INVENTARIOS DE REPUESTOS Y MATERIALES DE MANTENIMIENTO.Clases de materiales:a) Materiales de uso regular: por ejemplo aceite, grasa, lámparas, fusibles, etc. Estos items, pueden ser considerados como de uso regular.b) Materiales de uso irregular: por ejemplo: planchas y varillas de acero, empaques., los cuales pueden usarse en ciertas ocasiones, debido a un hecho no previsible, como falla del material original u otros accidentes. El consumo es imposible de predecir y es altamente irregular.c) Repuestos usados regularmente: son partes elaboradas idénticas a las piezas originales de la máquina; son reemplazadas una o varias veces durante el período de operación de la máquina. Como ejemplos se puede citar: cojinetes, bandas, filtros, prensa-estopa, sellos mecánicos, controles eléctricos.d) Repuestos usados irregularmente: Tienen un tiempo de vida mayor que la vida útil de la máquina cuando ésta pasa a chatarra, ciertas partes de la máquina pueden quedar en condiciones satisfactorias. Por ejemplo la hélice de un barco, un eje de una máquina. Normalmente al finalizar el período de vida útil de la máquina, se observa que un buen número de éstos repuestos quedan en stock.

4.2.- POSIBILIDADES DE CONTROL:Cuando se establece un sistema de control para los materiales y repuestos de mantenimiento, es muy importante distinguir entre los cuatro grupos citados anteriormente.En las categorías a y c, la ventaja de este grupo de materiales y repuestos, es que deberán usarse tarde o temprano. Representan una inversión y un costo para la compañía, pero con una cuidadosa evaluación y experiencia, se hace posible el control de estos dos grupos, de manera que satisfagan las demandas de producción, mantenimiento y la economía de la empresa.En las categorías b y d, los componentes se encuentran en una posición menos favorable.El mantener las partes del grupo d, en stock, se puede comparar como que se tiene un seguro contra incendio en una casa. Si la casa se incendia es muy conveniente tener el seguro. En la realidad no tenemos la metodología, para determinar en forma exacta cuáles componentes y de cuáles máquinas van a fallar y cuándo sucederá.En su lugar debemos formar un stock de repuestos, que nos cubra para solucionar las situaciones que podrían ocurrir. Cuando la máquina pasa finalmente a desecho, estas partes corren la misma suerte.Para el grupo b, esta situación puede ser algo mejor. El valor de venta de este material, puede ser mejor.En general las posibilidades de control del stock para el grupo b y d son muy limitadas. El Departamento de producción y el Grupo de materiales que sirven a la producción, deben tener un variado stock de materiales y repuestos, para asegurar los programas de producción, sin tener problemas de abastecimiento de repuestos y materiales.

4.3.- FACTORES QUE INFLUENCIAN SOBRE EL STOCK DE MATERIALES Y REPUESTOS DE MANTENIMIENTO.Los factores que se mencionan a continuación, varían de un país a otro, y aún en diferentes empresas de un mismo sector industrial.En general ellos tienen, sin embargo influencia en la determinación de los stocks de repuestos y materiales de mantenimiento que cada compañía debe hacer por sí misma. Estos factores son:1) Posibilidad de obtención rápida de repuestos:a) De los propios almacenes de la empresab) Del distribuidor localc) De otras empresas que tienen las mismas máquinasd) Del stock del manufacturero de la máquina2) Influencia sobre la productividad y la producción:a) Puede la producción ser transferida temporalmente a otra máquina.b) Puede la producción ser recuperada a través de otros tiempos, nuevas jornadas de trabajo en sábados y domingos.c) Constituye la máquina o unidad, un cuello de botella para la producción.Ejemplos: una bomba, un compresor, un motor eléctrico, una unidad de destilación de petróleo, etc.Como consecuencia de lo anterior, las máquinas pueden ser agrupadas en las siguientes categorías:a) Altamente críticas (V) c) De menor importancia (I)b) Críticas (E) d) Sin importancia (N)

3) Estandarización del equipo de producción y sus componentes:a) Tiene la empresa una política interna y un programa para la estandarización?b) Somos capaces de usar una misma unidad en varios lugares de la planta.c) Cómo podemos poner en práctica la estandarización para obtener costos más bajos, menores stocks y un mejor servicio de mantenimiento.4) Procedimientos del mantenimiento preventivo:a) Tenemos un programa de mantenimiento preventivo, que nos pueda decir acerca de las averías antes que ellas sucedan.b) Podríamos medir la condición del equipo y ser capaces de decir cuándo necesitaríamos un repuesto.c) Cómo puede ser capaz el mantenimiento preventivo de reducir los stocks de repuestos y materiales?5) Planos detallados de las partes de las máquinas, con las correctas dimensiones, tolerancias, etc.a) Somos capaces de obtener que estos planos sean despachados conjuntamente con las máquinas?b) Cómo se podrían dibujar planos aceptables de piezas y máquinas, para ser usados en la fabricación de los mismos.6) Localización de la factoría.Una factoría localizada lejos de los centros industriales, vías principales de transporte, aeropuertos, ferrocarriles, etc., está en una posición desfavorable con relación a la provisión de repuestos.
7) Leyes y regulaciones gubernamentales:Hasta qué punto demoraría la entrega de los pedidos, las regulaciones sobre licencia en moneda extranjera, licencias de importación, control de clientes.8) Por el uso:a) Uso normal.- Algunas partes, debido a fricción y uso normal, tienen una vida útil considerablemente menor que la máquina o planta en su conjunto. Tal es el caso de cojinetes, bandas, motores, unidades de control hidráulico y neumático.b) Especiales condiciones de trabajo.- Algunas unidades deben operar en condiciones especiales de calor, humedad, atmósfera corrosiva, etc., condiciones para las cuales las máquinas no fueron diseñadas.c) Sobrecargas a las máquinas.- Una razón generalizada para la reparación, es que algunos operadores sobrecargan el trabajo de uina máquina, sobrepasando la carga para la cual fué diseñada la máquina. Esto ocasiona fallas generalizadas, por ejemplo en engranajes, motores eléctricos, unidades de transmisión, etc.d) Defectos del material.- Algunas partes son provistas por el fabricante con defectos ocultos en el material. Más tarde una repentina e inesperada avería tiene lugar debido a tal hecho.

4.4.- QUE PARTES DEBEN MANTENERSE EN STOCK ?Cuando una compañía decide qué partes deben mantenerse en stock, es necesario considerar su valor (costo de adquisición) y además de su necesidad calculada o su deseabilidad.Los items de bajo valor representan una pequeña inversión y ocasionan pequeñas pérdidas en la producción. Para este grupo, se debe aplicar una política muy liberal, en la determinación de la composición de los inventarios.Los items de alto valor, representan un mayor problema financiero, y también la razón entre el costo de las partes (o unidades) y el costo del tiempo muerto de producción; este grupo es diferente al anterior. En algunos casos la solución más económica puede ser no tener en stock las partes y abastecerse apenas se detecta la avería. Para los items de alto valor se debe aplicar la política más rígida. Solamente para items que tienen un riesgo calculado de avería comparativamente alto, o donde las consecuencias de la avería puedan extenderse, se justifica el stock de partes.En los items de alto valor el tiempo de entrega constituye un factor de complicación. Si la parte puede obtenerse de un abastecedor local al siguiente día, la situación es diferente, que si debiera demorarse de tres a cinco meses en llegar el repuesto.Como un término medio, los items de alto valor, representan solamente un 20 % del total de items, pero con un valor del 80 % del stock. Los artículos de bajo costo representan un 80 % de items y solamente un 20 % del valor del stock.Se deben aplicar políticas diferentes para la determinación de la cantidad de items de bajo o alto valor.

FACTORES QUE DETERMINAN EL TAMAÑO DEL STOCK DE MATERIALES Y REPUESTOS DE MANTENIMIENTO.COSTO DE LA DETENCION DEBIDO A LA FALTA DE REPUESTOS, LA NO UTILIZACION DE LA CAPACIDAD INSTALADA, Y EL IMPACTO SOBRE LA NECESIDAD DE PIEZAS Y REPUESTOS:La composición y tamaño del stock de repuestos, en primer lugar no es decidida solamente en función del costo de mantener el stock, sino también en gran parte por el valor de la falta de ingresos por estar sin ellos, generalmente considerando como el costo de la paralización por mantenimiento. El costo para mantener el stock diversificado de repuestos y materiales de mantenimiento, puede estar contenido en los archivos de contabilidad que representan las empresas anualmente.El costo que se produce por la falta de repuestos y materiales de mantenimiento, es más complicado y difícil de especificar, y depende de un número de factores tales como:1.- Capacidad de producción comparada con las posibilidades de mercado.2.- Stock disponible de productos terminados3.- Tiempo del año, período de alta o baja variación estacional.4.- Materias primas disponibles para ser almacenadas sin peligro de destrucción (por ejemplo acero Vs. enlatados).5.- Pérdida de clientes en el futuro6.- Multas por atraso en la entrega7.- Costo de mano de obra8.- Grado de mecanización y automatización.

4.5.- COSTO DE PARALIZACION DEL EQUIPO EL CUAL ESTA DADO POR:1.- Lucro cesante debido a la pérdida de ventas resultante de la falta de producción.2.- Mano de obra directa que se ha pagado y que no ha retribuido en producción.3.- Desperdicio de productos antes, durante y después del paro.4.- Costo de volver a poner el equipo en condiciones de producción después de la reparación.5.- Intereses de una inversión ociosa6.- Multas por entrega tardía y pérdida de clientes.

4.6.- EL IMPACTO DE LA RAMA INDUSTRIAL, TIPO DE MAQUINARIA Y GRADO DE AUTOMATIZACION.Rama industrial.- La determinación del tamaño y composición del stock de repuestos podría estar previamente afectada por circunstancias especiales. Las recomendaciones generales se hace para cada rama industrial.De cualquier modo, las empresas pueden dividirse en relación al tiempo y forma de producción:a) De un turno de operaciónb) De dos turnos de operaciónc) De tres turnos de operaciónd) De producción continua durante la semanae) De operación continua.La disponibilidad de maquinaria para el trabajo de mantenimiento, en general, es reducida conforme se va de a a c . Además la posibilidad de recuperar la producción perdida, debido a la falta de repuestos y materiales disminuye en el mismo orden.

Industrias por procesos: tales como refinerías, fundiciones de hierro y acero, industrias del papel, ingenios azucareros, fábricas de cemento, etc., la mayoría dependen, de grandes stocks de repuestos, ya sea en composición, como en tamaño.El costo de tiempo muerto de producción se suma a lo largo del tiempo y rápidamente alcanza cifras altas. La posibilidad de recuperar la producción es cero o muy limitada.Industrias mecánicas.- Como por ejemplo: de zapatos, textiles, vestido, de la madera; tienen normalmente de uno o dos turnos de trabajo y sólo parcialmente tres turnos. La consecuencia de la falta de repuestos es algo menor, y esto es natural para aplicar una política diferente en la determinación de la composición y tamaño del stock de repuestos.4.7.- GRADO DE AUTOMATIZACION:Una característica de la automatización, es la construcción de un número grande de máquinas para ensambles en una unidad de producción.Una avería de un componente en una máquina puede parar la producción entera, con un enorme costo de tiempo muerto. Aún con la confiabilidad de cada unidad de 99.9 % podremos tener una confiabilidad total para una planta automática del 50 al 88 %.Un alto grado de automatización, requiere de un buen y rápido servicio de mantenimiento en general, incluido un extenso stock de repuestos; ya sea en composición como en tamaño.
4.8.- EL SISTEMA DE ABASTECIMIENTO DE REPUESTOS, RAPIDEZ DE ENTREGA, RIESGOS, CALIDAD Y COSTOS DE TRANSPORTE.SISTEMA DE ABASTECIMIENTO DE REPUESTOS: Desde el punto de vista del usuario, se comprende que el fabricante de la maquinaria y equipo de producción, debe ser el responsable por mantener un sistema satisfactorio de abastecimiento de repuestos. Tal sistema incluye:
1.- Identificación exacta de cualquier repuesto.-Cada repuesto debe tener un número de identificación, que debe ser claro y preciso, y que permita distinguirlo de otros repuestos.
2.- Planos de ensamble.-De la máquina, con todos los diferentes componentes, marcados los números del repuesto.
3.- Repuestos de producción y política de stock.- Cuántos años después de la venta de la máquina podría el fabricante garantizar el abastecimiento de repuestos. Cuáles partes incluye en esta política.
4.- localización y tamaño del stock de repuestos.-Dónde se mantendrá el stock?Sólo donde los fabricantes?En los distribuidores localizados en las diferentes partes del mundo?En diferentes países o en diferentes áreas industriales?Cuáles son las partes que deben mantenerse en cada uno de estos stocks.

5.- Lista de precios de los repuestos.-Los cálculos económicos se pueden hacer cuando se conoce la lista de precios de los repuestos, por ejemplo en conexión con la evaluación de la reparación o de la renovación.Pequeños fabricantes con un amplio campo de distribución, no pueden tener la posibilidad de establecer un servicio de repuestos que satisfagan a los usuarios.RAPIDEZ DE DESPACHO:Se considera en este punto:
1.- Tiempo de tener la orden aprobada2.- Tiempo de despacho por correo3.- Posibilidad de entrega del vendedor4.- Tiempo para que el vendedor reciba y embarque la orden5.- Demora en el puerto, aeropuerto, y aduanas.6.- Tiempo para el transporte local e información al departamento de
mantenimiento.De estos factores, los números 3 y 4 están fuera de control desde el punto de vista de los clientes, hasta cierto punto ellos pueden, sin embargo, ser influenciados a nuestro favor, si somos capaces de establecer buenos contactos y relaciones personales con el vendedor. Todos los otros factores, pueden caer, bajo el control del comprador.
EL FLETE AEREO:Es más usado para el transporte de repuestos que se necesitan urgentemente, y una evaluación económica entre el costo de transporte con el costo del tiempo muerto de producción, puede en muchos casos justificar el alto costo de transporte por avión.RIESGOS:El no tener ningún repuesto siempre involucra un riesgo, y ésto obliga a la empresa a decir con qué límite de riesgo ella desea operar.Las cifras de confiabilidad, vida útil para todos los diferentes componentes son, solamente utilizables limitadamente. El riesgo primario debe estar basado sobre la experiencia, el conocimiento técnico y el sentido común; y los métodos más sofisticados pueden ser usados para un pequeño grupo de items.Los riesgos son en general reducidos para una concentración y una amplia variedad de repuestos, si se tiene un stock de tamaño más pequeño para cada unidad.CALIDAD:Este es un estricto y necesario requerimiento para una parte elaborada en un taller de mantenimiento, u ordenada a ser confeccionada en un taller particular; deberá tener la misma calidad estándar de la pieza original.En situaciones de emergencia, podemos en muchos casos ser capaces de mantener la producción por algún tiempo con repuestos de menor calidad.
4.9.- COSTO DEL TRANSPORTE:En principio el usuario tiene el interés en obtener el costo más bajo posible en el transporte de repuestos y materiales de mantenimiento, ya sea por vía marítima, aérea o terrestre. Un sistema de abastecimiento bien planeado y organizado, será capaz de acercarse a una reducción del ciento por ciento de materiales.En situaciones de emergencia, se deberá realizar una comparación entre el costo del transporte aéreo y el costo del tiempo muerto.
4.10.- METODOS Y CRITERIOS A EMPLEARSE PARA DETERMINAR EL TAMAÑO Y COMPOSICION DEL INVENTARIO DE REPUESTOS.Este punto se lo presenta como una lista de chequeo manual, para el personal responsable del stock de repuestos y materiales, el cual deberá ser el óptimo para la total economía de la compañía.El stock debe decidirse individualmente para cada factoría. Si todos los factores de la lista chequeo son evaluados, y todas las preguntas contestadas, puede estar razonablemente bien garantizado y todos los esfuerzos para obtener un stock correcto de repuestos, han sido realizados.1. REPUESTOS, SU OBTENCION:a) Está evaluada la necesidad de repuestos?b) Está bien dimensionada la necesidad de repuestos a través de contactos con otras factorías que tienen similar maquinaria?c) Qué es lo que el manufacturero recomienda?d) El vendedor mantiene un stock de repuestos?e) Qué partes mantiene el vendedor en stock?f) Cuál es su precio?g) Con qué rapidez puede obtener los repuestos el manufacturero?h) Se puede obtener planos de partes críticas, juntamente con la entrega de la maquinaria?i) Por cuántos años el manufacturero/vendedor garantiza el stock de repuestos?

2.- PROGRAMAS DE ESTANDARIZACION INTERNA:a) Tiene la empresa estándares internos desarrollados, o está decidida ha hacerlo?b) Este programa ha comenzado a ponerse en práctica, o es un programa sobre el papel, más que una realidad?c) Hay instrucciones claras y precisas de la gerencia para el uso de estándares u hojas de normas?d) Chequea el departamento de mantenimiento, que las normas son usadas en la práctica?3.- TALLER INTERNO DE MANTENIMIENTO:a) Qué máquinas herramientas están disponibles en el taller?b) Qué clase de trabajos pueden realizarse?c) Con qué tolerancias pueden ellas trabajar?d) Tiene el taller suficiente mano de obra calificada?e) Qué término medio de carga de trabajo tiene el taller? Está sobrecargada o tiene capacidad desocupada?f) Será necesario dotar al taller de más máquinas?4.- TALLERES DE MANTENIMIENTO EXTERNOS:a) Qué clase de talleres están en la misma área?b) Qué clase de trabajo pueden ellos realizar?c) Hay talleres disponibles en otras plantas manufactureras?d) Hay otros talleres, que puedan prestar servicio a la empresa, en el país? e) Está el equipo de producción, donde sea necesario, rediseñado y reforzado para prevenir o reducir futuras operaciones de mantenimiento?

9.- TAMAÑO DEL STOCK:a) Se ha decidido realmente un stock mínimo?b) Está calculado el tamaño de la orden de compra para items, cuando esto sea necesario?c) Hay un sistema para revaluación del tamaño del stock mínimo y tamaño de la orden de compra?10.- RUTINAS DE ALMACEN:a) Pueden los registros de almacén de repuestos y materiales, ofrecernos al día el número disponible de unidades?b) Está calculado el tamaño del stock de reordenamiento, basado sobre el consumo y el tiempo de entrega?c) Realiza alguna persona, cambios en el tiempo de entrega?d) Está la bodega bien ordenada, de tal forma que las partes son encontradas e identificadas?e) Da la bodega suficiente protección a los repuestos y materiales en stock contra polvos, calor humedad, etc.f) Está verificado el tamaño del stock y comparado con los datos del computador?11.- ORGANIZACION:a) Cómo está organizado el sistema de abastecimiento de repuestos y materiales?b) Cómo está delegada la autoridad y la responsabilidad?c) Tiene un hombre ( o un grupo de gente) repuestos y materiales en su área y bajo su responsabilidad?d) Puede ser mejorada la organización, y por lo tanto el servicio completo de repuestos y materiales de mantenimiento?
4.11.- CRITERIOS TECNICO - ECONOMICO - OPERACIONALES, PARA LA SELECCION DE MAQUINARIA Y EQUIPO Criterios Técnicos:1.- Tamaño o capacidad seleccionada para realizar el trabajo requerido.2.- Qué tanto el equipo va a trabajar a la capacidad seleccionada.3.- La operación del equipo está bajo o sobre su capacidad; si es así por cuánto tiempo.4.- Hasta cuándo se puede extender la mayor capacidad de trabajo del equipo, a partir de su tasa de producción. Por cuánto tiempo se puede operar con seguridad bajo esas condiciones.5.- Servicios complementarios adecuados6.- Cuál es el efecto sobre el punto de equilibrio del equipo.7.- Procesos y equipos más sencillos para mercados limitados8.- Grado de mecanización9.- Cuidado con una tecnología no probada.

Criterios Económicos:A igualdad de condiciones físicas:1.- Costo del equipo2.- País de origen3.- Valores por el transporte del equipo4.- Costo de repuestos, materiales de mantenimiento y costo del servicio de mantenimiento.5.- Facilidades de pago6.- Los recursos financieros pueden limitar el grado de libertad en la selección del equipo.7.- Instalaciones, edificios, servicios, que va a requerir el equipo. 8.- Gastos que se va a incurrir para:
- Instalar el equipo- Poner a punto el equipo- Mano de obra necesaria- Entrenamiento de la mano de obra- Requerimiento de especialistas extranjeros para el funcionamiento.- Fuentes de abastecimiento de materia prima y energía.

Criterios operacionales:1.- Energía necesaria, se dispone en el lugar?2.- Otros suministros, se dispone en el lugar?3.- Mano de obra necesaria ( en calidad y en cantidad) se dispone en el lugar?FACILIDADES DE MANTENIMIENTO:- Hay instrucciones para detectar fallas y cómo solucionarlas- Existen talleres especializados que puedan dar servicio de mantenimiento.- Hay disponibilidad de repuestos ( En la ciudad, en el país)- Se ha previsto la adquisición de maquinaria y herramientas para mantenimiento.- Existen o se pueden obtener planos de partes y detalles de la maquinaria.- Existen folletos descriptivos, con número e identificación de partes y repuestos.- Hasta cuándo el proveedor garantiza la provisión de repuestos- Qué garantía de funcionamiento ofrece el fabricante del equipo.
ADQUISICION DE MAQUINARIA USADA:Como comprar:a) Tal como está.... en el localb) Reconstruida y garantizadac) Bajo aprobación (generalmente de una compañía asesora. Aún con equipos nuevos, ha sido un fracaso)No olvidar que hay alguna razón por la cual el propietario vende un equipo, algunas de ellas pueden ser:
- Liquidación de la empresa- Algunas partes del equipo ya no se utilizan en mayor
grado, debido a cambios en el proceso.- Se han construido nuevos equipos que ahorran mano de
obra, aprovechan mejor la materia prima, se obtiene mejores productos
- El producto declina en el mercado.

QUE SE DEBE INSPECCIONAR EN UN EQUIPO USADO:a) No se sugestione por la primera apariencia de la máquina. Polvos y herrumbres, no necesariamente significan que no puede funcionar el equipo apropiadamente.b) Esté seguro que las partes básicas están presentes.c) Precisión del trabajo, especialmente de las partes móviles. Aplique las normas correspondientes y observar el acabado. Cuando faltan normas tomando en cuenta que no intervenga la habilidad del obrero, y recogiendo una muestra al azar, de la producción de cualquier fecha y hora.d) Utilización de la materia prima y productos a elaborarse.e) Placas de identificación y catálogos existentes, con el fin de establecer si hay posibilidades de obtener repuestos.f) Los conjuntos que integran el equipo, pertenecen a un mismo fabricante o no; o se nota que ha sido refaccionada, totalmente o en partes; o el equipo fue así originalmente vendido.g) Determinar la eficiencia de los principales elementos u órganos de las máquinas o equipos.h) Años de vida del equipoi) Examinar si tiene accesorios de seguridadj) Calcular cuánto costaría el mantenimientok) Qué tiempo más podría trabajar la máquina en buenas condicionesl) El valor por pagarse del equipo, corresponde a las condiciones técnicas del mismo?
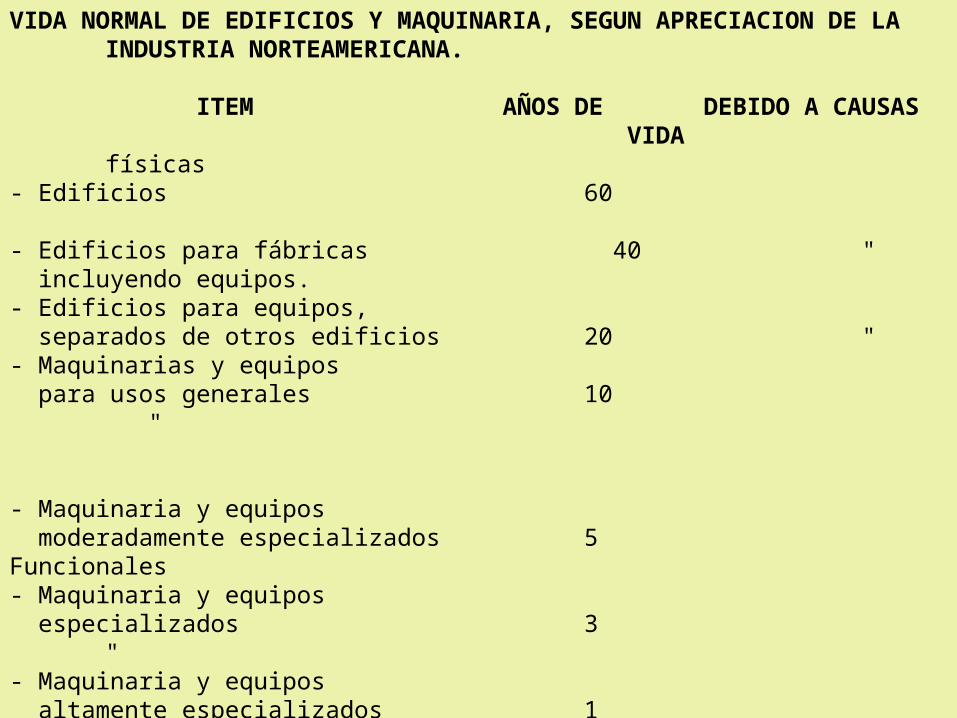
VIDA NORMAL DE EDIFICIOS Y MAQUINARIA, SEGUN APRECIACION DE LA INDUSTRIA NORTEAMERICANA.
ITEM AÑOS DE DEBIDO A CAUSAS VIDA físicas- Edificios 60
- Edificios para fábricas 40 " incluyendo equipos.- Edificios para equipos, separados de otros edificios 20 "- Maquinarias y equipos para usos generales 10 " - Maquinaria y equipos moderadamente especializados 5 Funcionales- Maquinaria y equipos especializados 3 "- Maquinaria y equipos altamente especializados 1 "
PROCEDIMIENTOS Y TECNICAS PARA ADQUISICION DE MAQUINARIAY EQUIPOS
Es la propuesta para:- Analizando el diseño de una máquina, evitar diseños específicos; los cuales han sido probados que no son confiables.- Encontrar diseños que aumenten la manteneabilidad- Discutir puntos críticos a ser tratados con el manufacturero antes de colocar la ORDEN DE COMPRA.- Evitar errores en la formulación final de la ORDEN DE COMPRA.- Recordar todos los detalles en la ejecución del proyecto, en lo concerniente al mantenimiento.A continuación se presenta una lista de chequeo que debe comprobarse antes de realizar un pedido de maquinaria y equipo:

ADQUISICION DE MAQUINARIA Y EQUIPOLISTA DE INSPECCION PARA LA "FORMULACION DE LA
PROPUESTA" CONDICIONES A INSPECCIONARSE SI NO OBSERVACIONA.- PRODUCCION ACTUAL Y FUTURA:1.- Existe algún plan para cambiar el producto actual en un futuro cercano? 2.- Qué tiempo tiene en producción el producto actual?3.- Puede el diseño o el material ser cambiados para eliminar la actual operación?4.- Es posible aumentar la capacidad de las máquinas existentes para cubrir las necesidades de cantidad?5.- Podría la nueva máquina llegar a ser clave o cuello de botella?6.- Cuánto de su capacidad podrá ser utilizada durante el primer año?7.- Está el tamaño encontrado suficiente para permitir la introducción de nuevos productos?

B.- TECNICA DEL PROCESO: 1.- Cuáles son los valores máximos de la producción por hora?2.- Qué tiempo de producción es requerido para cubrir el programa de producción en los años siguientes?3.- Es posible incrementar el nivel de calidad de la producción? Cuánto?4.- Cuáles son las informaciones de producción requeridas y tienen las máquinas suficientes posibilidades para cambiar o ajustar esta información a las futuras demandas encontradas?5.- Qué tiempo se necesita para colocar la máquina en producción (set-up), o para cambiarla para que pase de un producto a otro?6.- Está la máquina diseñada y construida desde el punto de vista del estudio de métodos?7.- Está cumpliendo la operación de la máquina con las leyes y regulaciones de protección ambiental.
8.- Existe información sobre la eficiencia de la máquina con variación de carga? 9.- Cumple la máquina con los dispositivos de seguridad?

C.- DISEÑO DE LA MAQUINA:1.- Es la máquina lo suficientemente fuerte para resistir todas las situaciones posibles de carga?2.- Necesita la máquina fundaciones?3.- Permite una simple puesta en marcha?4.- Existen valores acerca de la total capacidad de la máquina?5.- Existen disponibles las cifras de los componentes principales?6.- La calidad de los componentes cumple con los estándares de la compañía?7.- Las protecciones contra la corrosión vapor, etc., son suficientes?8.- El equipo eléctrico es de primera clase?

D.- ESPACIO, LOCALES, TRANSPORTE:1.- Se necesita equipos para izar, transportar la maquinaria hacia las instalaciones disponibles?2.- Es posible localizar el sitio para la fundación en el lugar más fácil de la factoría?3.- Necesita la máquina de ventilación, aire acondicionado, filtros?4.- Tiene la máquina protección contra el fuego? Contra explosiones?5.- Causa la máquina vibraciones en el edificio?6.- Hay demanda especial de iluminación?7.- Si la máquina aumentaría la producción necesita espacio adicional de almacenamiento a su alrededor?8.- Necesita espacio extra para almacenamiento de herramientas?9.- Necesita la máquina aire comprimido? El abastecimiento es bueno?10.-La máquina necesita enfriamiento por agua, aire? Están disponibles éstos?11.-Hay suficiente abastecimiento de energía eléctrica? Correcto voltaje? Cables nuevos? Nuevos interruptores?

E.- MANTENIMIENTO: 1.- Ha sido analizada la manteneabilidad de la máquina?2.- Hay instrucciones para la localización de las averías? Hay instalaciones y medios extras para localización de averías?3.- Las instrucciones sobre lubricación están incluidas en el despacho? Ellas están de acuerdo a nuestros estándares, es posible la adquisición de dichos lubricantes en nuestro País? Se dispone de una tabla de comparación de lubricantes?4.- Se ha pedido el Plan de Mantenimiento? Está de acuerdo con nuestros estándares?5.- Ha sido discutido y chequeado el abastecimiento de repuestos? Se ha ordenado repuestos? Cuánto, para qué tiempo?6.- Se han incluido planos, dibujos, diagramas de circuitos eléctricos, de fluído? Los componentes tienen identificación?7.- Es nuestro personal competente para realizar el mantenimiento preventivo y el correctivo? 8.- Se requiere herramientas y ayudas especiales para el mantenimiento y reparación? Han sido éstas previstas y ordenadas?

F.- ENTREGA E INSTALACION: 1.- Estará la máquina funcionando como prueba antes de la entrega por parte del manufacturero?2.- Se enviará algún representante para observar las pruebas?3.- Las pruebas finales serán hechas en el taller del manufacturero o después de la instalación en los locales?4.- Son las pruebas funcionales? Dónde y cuándo, son estándares?5.- Se espera dificultades de producción, durante el período de instalación?6.- Cómo será la máquina embarcada? Desarmada o ensamblada?7.- Los transportes internos están chequeados? Se necesita desmantelar paredes o alguna obra de ingeniería extra?8.- Será la máquina almacenada y cómo será protegida durante el almacenamiento?9.- Quién será responsable por la instalación?10.-Son competentes los trabajadores para la instalación?11.-Cuáles son los requerimientos establecidos en lo relacionado a la protección de la pintura y corrosión?12.-Existe especial M.O. para la instalación?13.-Qué tiempo durará la instalación?14.-Quién será el responsable de las pruebas finales, después de la instalación de la máquina?

G.- ADQUISICION: 1.- Es la propuesta correcta? 2.- Se necesita información complementaria? 3.- Qué hay del período de garantía? 4.- Cómo se tratará en el caso de demora en la entrega? 5.- Los términos de pago son aceptables? 6.- Han sido señalados todos los requerimientos de producción y de mantenimiento? 7.- Han sido resueltos todos los problemas de embarque, almacenamiento, instalación, puesta en marcha, pruebas e inspecciones?

H.- LA EXPEDICION DEBERA INCLUIR: 1.- Instrucciones completas sobre las instalaciones , las que deberán ser expedidas, cuatro semanas o más, antes del arribo planeado de la planta. Se dispone de cifras totales de peso, medidas exteriores de la máquina. Instrucciones para el izamiento y transporte Planos de la máquina.2.- Un juego completo de diagramas de circuitos eléctricos, hidráulicos y neumáticos. Planos de ensamble o dibujos especiales con instrucciones acerca de desarme y ensamble para la reparación.3.- Catálogos de repuestos y partes. Si es posible una recomendación del stock de partes necesario para cubrir, por lo menos dos años de operación.4.- Una lista completa de los componentes, si es posible con el nombre propio de los manufactureros, puede incluirse el nombre de los representantes locales.5.- Una detallada descripción de la máquina y sus funciones, dando una información técnica para un estudio de trabajo, planeamiento de la producción.6.- Un plan completo de lubricación. Los lubricantes deben estar disponibles en el lugar de instalación de la máquina.7.- Un juego completo de indicación de marcas para manecillas, interruptores y otros dispositivos operacionales.8.- Un plan completo de mantenimiento.9.- Récord de precisión de la máquina, de ser posible con las respectivas tolerancias.

10.-Una declaración del manufacturero de que la máquina se ha sujetado a todas las prescripciones legales en relación a la seguridad del personal, equipo eléctrico, presión de tuberías y recipientes, contaminación de aire y agua, etc.

ANALISIS DE LA EFICIENCIA ECONOMICA DE UN EQUIPO: El análisis de necesidades y recursos para renovación, reparación, etc. es un análisis de optimización. Los requerimientos para reparación de una máquina, no están determinados exclusivamente por circunstancias técnicas; por ejemplo por su desgaste físico y características técnicas. El criterio de la eficiencia económica tiene un papel trascendente, desde la decisión de llevar a cabo una reparación, también significa una extensión de la vida útil de las partes o el total de la máquina.La metodología para establecer la evaluación de la eficiencia, está en función de las restricciones dadas. La primera precondición para la evaluación, es el establecimiento de la función utilitaria. Generalmente la maximización de las ganancias es considerada como la función principal. En el caso de reparación, frente a la renovación; la maximización de utilidades es idéntica con la minimización de los costos de operación. Así el primer paso de la evaluación de la eficiencia es el cálculo de los costos de operación.El cálculo de los costos de operación de una máquina a repararse, comparada con los costos de una máquina nueva, es algo complicado. Tales cálculos se limitan a considerar aquellos items, que son materia de cambios debido a la renivación, y que son los siguientes:
- Salarios básicos- Cargos de depreciación- Costos de materiales de mantenimiento- Costos de instrumentos y equipos para llevar a cabo el mantenimiento.- Costos de reparación y mantenimiento- Energía

- Puesta a punto de la maquinaria para el proceso (set-up)La principal restricción para alcanzar la dada función utilitaria, son los costos de inversión. Esto consiste, no solamente de la inversión actual realizada ( adquisición a costos de reparación respectivamente), sino también de los costos de introducir una nueva tecnología, los costos de instalación, los costos asociados al montaje, etc.Un ejemplo práctico de los costos de operación y de inversión se exponen a continuación, en el que se asume que dos tornos universales están en operación; uno de ellos esperando un overhaul, y el otro podría necesitar dicho overhaul dentro de dos años o más.

EJEMPLO PRACTICO DE LA EVALUACION DE LA EFICIENCIA ECONOMICA DE UNA REPARACION Y/O REEMPLAZO DE UNA MAQUINA
1.- CARACTERISTICAS:Materia de análisis: Reemplazo de dos tornos universales por un torno semiautomático copiador.Variación de productos y volumen de producción: No cambia Descripción de soluciones a las alternativas: Alternativa A: Manteniendo la vieja tecnología; Producción en dos tornos universales para más de dos jornadas diarias. Los tornos requieren de un overhaul completo. Alternativa B: Introducción de una nueva tecnología;
Empleo de un torno semiautomático nuevo.

2.- COSTOS DE OPERACION (EN US $ ). Alternativas Dif. entre A B Alternativas ( A - B) Salarios 3030 1310 + 1720Materiales directos ---- ---- ----Materiales Indirectos: Energía 1030 1200 - 170Instrumentos 330 350
- 20Mantenimiento rutinarioy reparación 500 400
+ 100Cargos de depreciación 690 1300 - 610Desperdicios o rechazos 200 30 + 170Preparación técnicapara la producción ---- 80
- 80 ------------------------------------ Ahorros totales en el 5780 - 4670 = 1110 ( C1-C2)caso de la alternativa B

3.- REQUERIMIENTOS DE RECURSOS: A B (B - A) Inversión a realizarse ---- 8750 + 8750 Costos de overhauls 5430 ---- - 5430 Balance (reventa) delvalor de los tornosdescartados. 2000 ---- - 2000 Costos de puesta a punto, asociadoscon la nueva máquina. ---- 250 + 250 ----------------------------------- Diferencia de gastos 7430 9000 1570 (I2-I1)
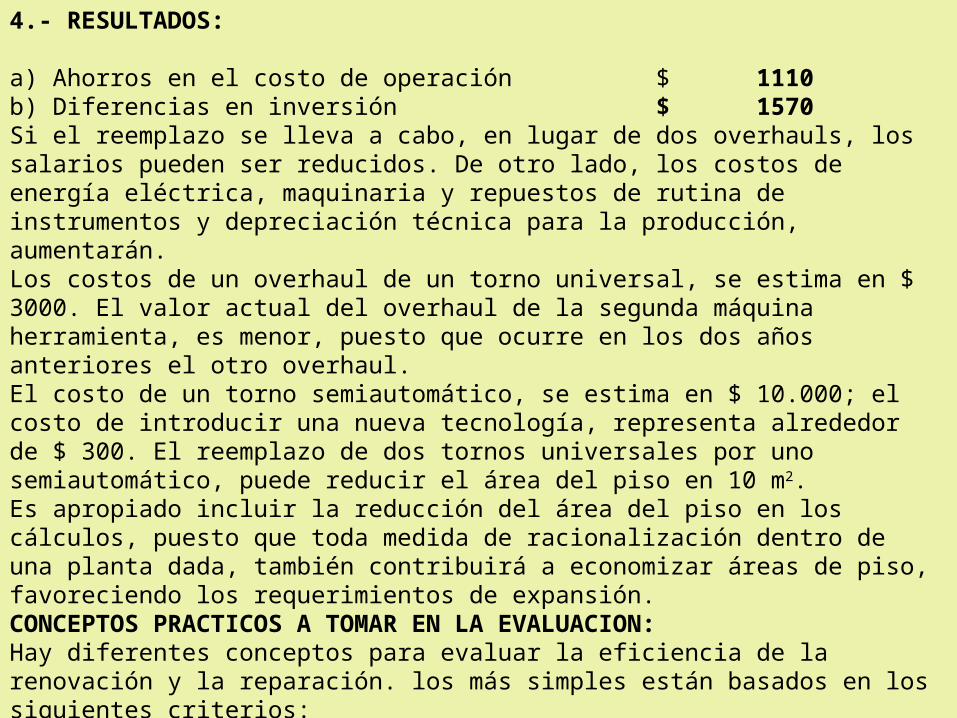
4.- RESULTADOS: a) Ahorros en el costo de operación $ 1110b) Diferencias en inversión $ 1570Si el reemplazo se lleva a cabo, en lugar de dos overhauls, los salarios pueden ser reducidos. De otro lado, los costos de energía eléctrica, maquinaria y repuestos de rutina de instrumentos y depreciación técnica para la producción, aumentarán.Los costos de un overhaul de un torno universal, se estima en $ 3000. El valor actual del overhaul de la segunda máquina herramienta, es menor, puesto que ocurre en los dos años anteriores el otro overhaul.El costo de un torno semiautomático, se estima en $ 10.000; el costo de introducir una nueva tecnología, representa alrededor de $ 300. El reemplazo de dos tornos universales por uno semiautomático, puede reducir el área del piso en 10 m2.Es apropiado incluir la reducción del área del piso en los cálculos, puesto que toda medida de racionalización dentro de una planta dada, también contribuirá a economizar áreas de piso, favoreciendo los requerimientos de expansión.CONCEPTOS PRACTICOS A TOMAR EN LA EVALUACION:Hay diferentes conceptos para evaluar la eficiencia de la renovación y la reparación. los más simples están basados en los siguientes criterios:
1.- Amplitud del plazo de pago (cuota minimizada)2.- Tasa de retorno (maximizada)3.- El costo ( medio mínimo ) de mantenimiento del último año.
Cada uno de estos métodos pueden ser aplicados en una variedad de formas.Aquí los exponemos en su forma simple:
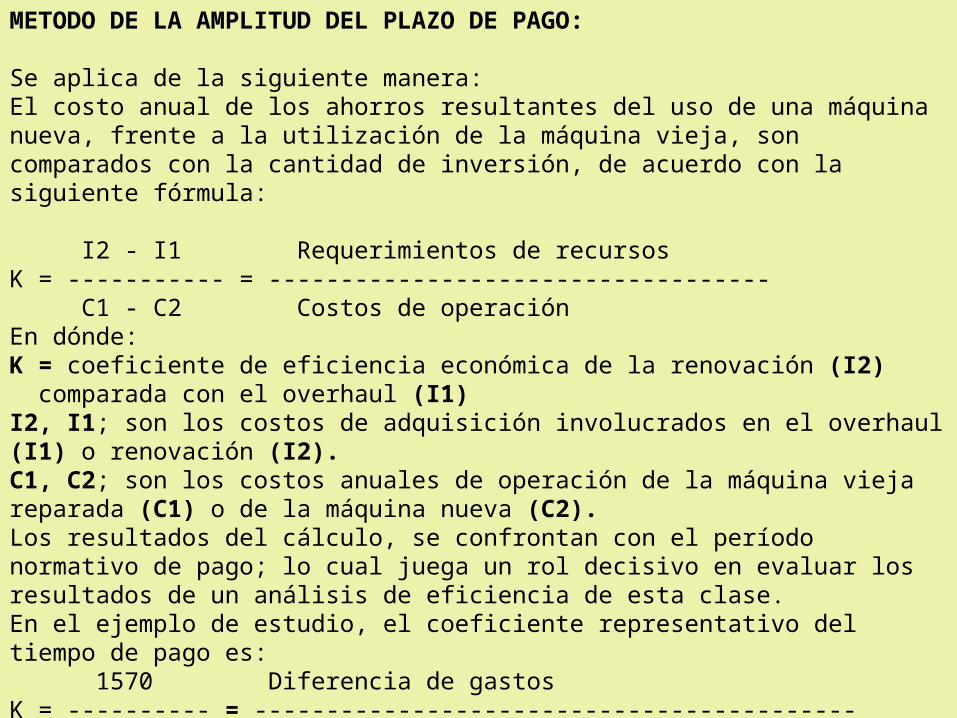
METODO DE LA AMPLITUD DEL PLAZO DE PAGO: Se aplica de la siguiente manera: El costo anual de los ahorros resultantes del uso de una máquina nueva, frente a la utilización de la máquina vieja, son comparados con la cantidad de inversión, de acuerdo con la siguiente fórmula: I2 - I1 Requerimientos de recursosK = ----------- = ----------------------------------- C1 - C2 Costos de operaciónEn dónde:K = coeficiente de eficiencia económica de la renovación (I2) comparada con el overhaul (I1)I2, I1; son los costos de adquisición involucrados en el overhaul (I1) o renovación (I2).C1, C2; son los costos anuales de operación de la máquina vieja reparada (C1) o de la máquina nueva (C2).Los resultados del cálculo, se confrontan con el período normativo de pago; lo cual juega un rol decisivo en evaluar los resultados de un análisis de eficiencia de esta clase.En el ejemplo de estudio, el coeficiente representativo del tiempo de pago es: 1570 Diferencia de gastosK = ---------- = ------------------------------------------ 1110 Ahorros anuales en el costo de operación
K = 1.4 Este resultado se interpreta en el sentido de que la nueva máquina, se paga por sí sola en 1.4 años. Si el período mínimo de pago ha sido determinado, por ejemplo en dos años, la alternativa de renovación es aceptable.
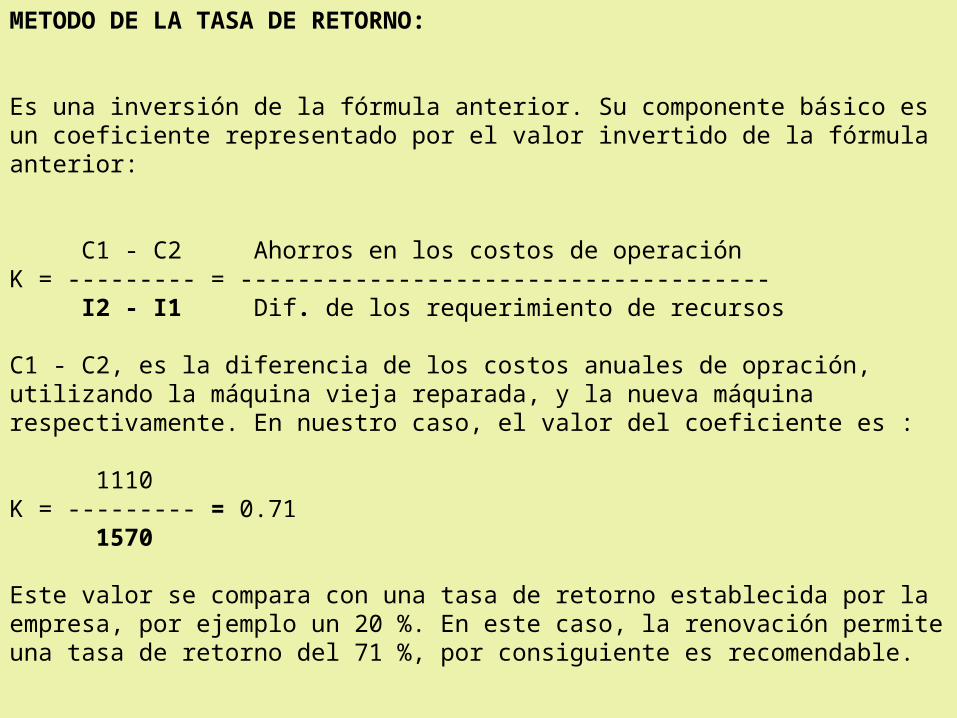
METODO DE LA TASA DE RETORNO: Es una inversión de la fórmula anterior. Su componente básico es un coeficiente representado por el valor invertido de la fórmula anterior: C1 - C2 Ahorros en los costos de operaciónK = --------- = ------------------------------------- I2 - I1 Dif. de los requerimiento de recursos C1 - C2, es la diferencia de los costos anuales de opración, utilizando la máquina vieja reparada, y la nueva máquina respectivamente. En nuestro caso, el valor del coeficiente es : 1110K = --------- = 0.71 1570 Este valor se compara con una tasa de retorno establecida por la empresa, por ejemplo un 20 %. En este caso, la renovación permite una tasa de retorno del 71 %, por consiguiente es recomendable.
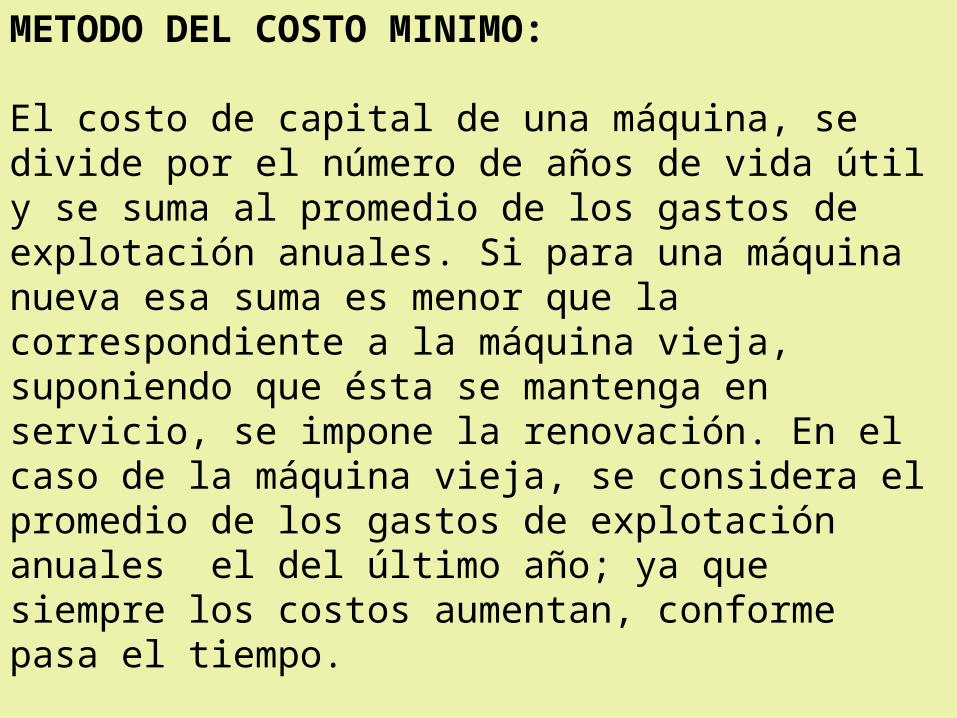
METODO DEL COSTO MINIMO: El costo de capital de una máquina, se divide por el número de años de vida útil y se suma al promedio de los gastos de explotación anuales. Si para una máquina nueva esa suma es menor que la correspondiente a la máquina vieja, suponiendo que ésta se mantenga en servicio, se impone la renovación. En el caso de la máquina vieja, se considera el promedio de los gastos de explotación anuales el del último año; ya que siempre los costos aumentan, conforme pasa el tiempo.

3.4.- CORRECTIVOS AL PROGRAMA DE MANTENIMIENTO.- Una vez implementado el programa de mantenimiento, en base a los mantenimientos predictivo, preventivo, de emergencia e inspección técnica, más la experiencia acumulada referente a las instalaciones y equipos estamos en capacidad de hacer correctivos a nuestro programa de mantenimiento y también sugerir a los fabricantes sobre determinados problemas presentados en determinada zona y la forma cómo se ha solucionado.


















