Centro de Investigación y de Estudios Avanzados del I.P.N ...
Instituto Politecnico Nacional
Escuela Superior de Ingenierıa Mecanica y Electrica
Ingenierıa en Control y Automatizacion
Academia de Electronica
Control de una planta de tratamiento de agua
T E S I S
QUE PARA OBTENER EL TITULO DE
INGENIERO EN CONTROL Y AUTOMATIZACION
P R E S E N T A N
Diego Delgadillo Garcıa
Valentın Gaytan Cruz
Asesor Tecnico: Prof. M. en C. Felix Alberto Calzada Guzman
Asesor Metodologico: Prof. Ing. Zosimo Ismael Bautista Bautista
Mexico D. F. a 23 de abril de 2012

Indice general
1. Tratamiento de lodos 11.1. Introduccion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21.2. Por que y para que se tratan los lodos . . . . . . . . . . . . . . . . . . . . . 21.3. Caracterısticas de los lodos residuales . . . . . . . . . . . . . . . . . . . . . . 31.4. Alternativas de tratamiento de lodos . . . . . . . . . . . . . . . . . . . . . . 31.5. Estabilizacion del lodo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
1.5.1. Procesos fısicos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51.5.2. Procesos quımicos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71.5.3. Procesos biologicos . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101.5.4. Procesos termicos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
1.6. Resumen del capıtulo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
2. Control y automatizacion de procesos 142.1. El sistema de control de procesos . . . . . . . . . . . . . . . . . . . . . . . . 15
2.1.1. Control por retroalimentacion . . . . . . . . . . . . . . . . . . . . . . 152.1.2. Control por accion precalculada . . . . . . . . . . . . . . . . . . . . . 152.1.3. Control en cascada . . . . . . . . . . . . . . . . . . . . . . . . . . . . 162.1.4. Control de relacion . . . . . . . . . . . . . . . . . . . . . . . . . . . . 162.1.5. Control selectivo (override) . . . . . . . . . . . . . . . . . . . . . . . . 162.1.6. Control de rango dividido . . . . . . . . . . . . . . . . . . . . . . . . 17
2.2. Clases de automatizacion y sus caracterısticas . . . . . . . . . . . . . . . . . 172.2.1. Automatizacion fija . . . . . . . . . . . . . . . . . . . . . . . . . . . . 182.2.2. Automatizacion programable . . . . . . . . . . . . . . . . . . . . . . . 182.2.3. Automatizacion flexible . . . . . . . . . . . . . . . . . . . . . . . . . . 192.2.4. Automatizacion integrada . . . . . . . . . . . . . . . . . . . . . . . . 19
2.3. El automata programable (PLC) . . . . . . . . . . . . . . . . . . . . . . . . 192.3.1. Arquitectura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 192.3.2. Lenguajes y sistemas de programacion . . . . . . . . . . . . . . . . . 222.3.3. Clasificacion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 252.3.4. Criterios de aplicacion . . . . . . . . . . . . . . . . . . . . . . . . . . 262.3.5. Velocidad de respuesta . . . . . . . . . . . . . . . . . . . . . . . . . . 272.3.6. Seleccion de un automata . . . . . . . . . . . . . . . . . . . . . . . . 27
2.4. Resumen del capıtulo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
i
Tesis Control de una planta de tratamiento de agua ii
3. Descripcion del sistema 293.1. Equipos y caracterısticas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
3.1.1. Clarificador de placas inclinadas . . . . . . . . . . . . . . . . . . . . . 303.1.2. Clarificadores DAF . . . . . . . . . . . . . . . . . . . . . . . . . . . . 303.1.3. Desnatador de aceite . . . . . . . . . . . . . . . . . . . . . . . . . . . 313.1.4. Espesador de lodos . . . . . . . . . . . . . . . . . . . . . . . . . . . . 313.1.5. Filtro prensa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 323.1.6. Polimixer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 323.1.7. Filtros multimedia . . . . . . . . . . . . . . . . . . . . . . . . . . . . 333.1.8. PLC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 343.1.9. HMI (PanelView 1000e Touch Screen) . . . . . . . . . . . . . . . . . 34
3.2. Descripcion de las etapas de control . . . . . . . . . . . . . . . . . . . . . . . 353.3. Programa del PLC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 473.4. Resumen del capıtulo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
4. Resultados y conclusiones 624.1. Costos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 634.2. HMI (PanelBuilder) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 664.3. Wonderware InTouch HMI . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
Bibliografıa 76
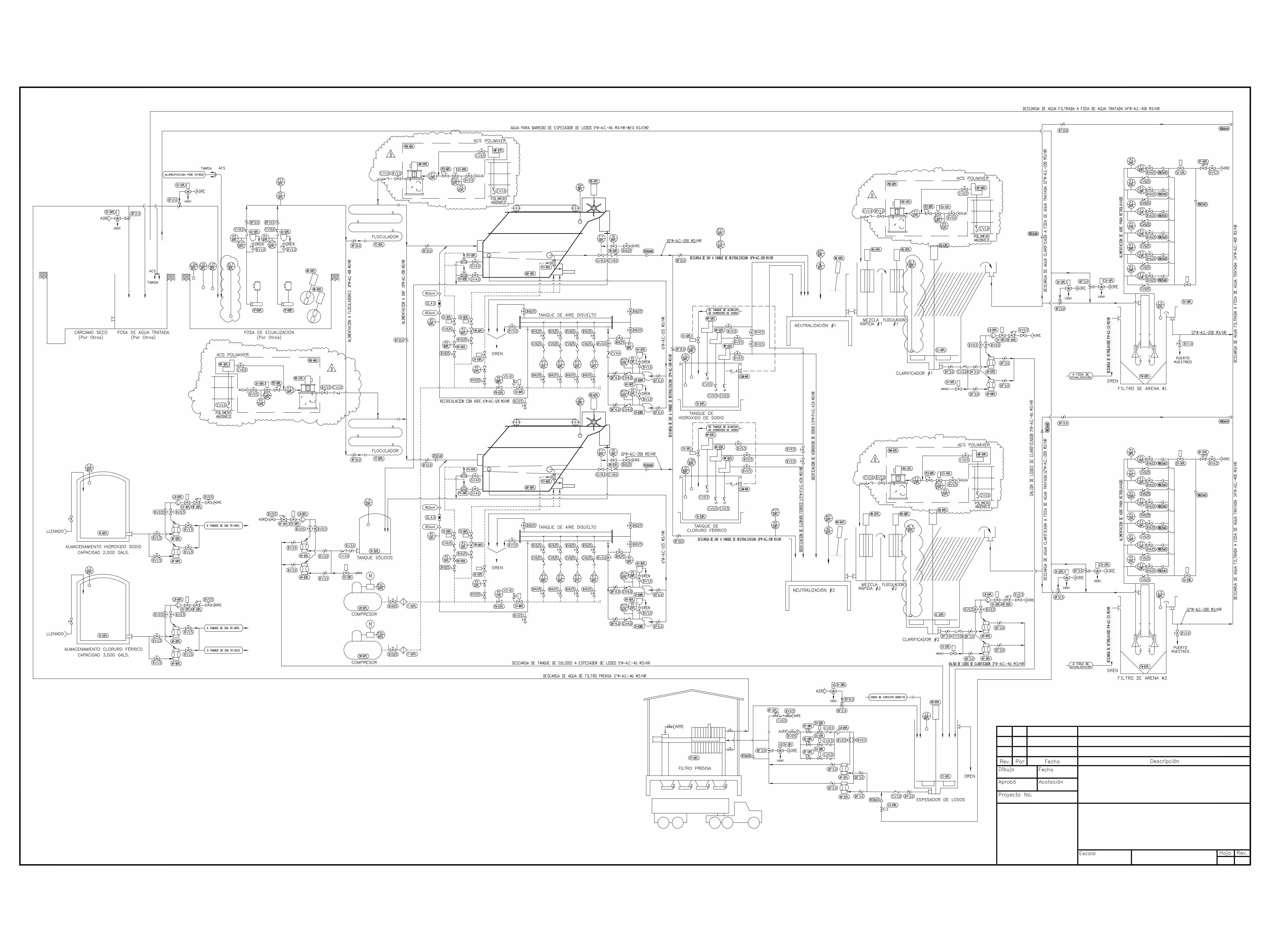
A. DTI 77
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Indice de figuras
1.1. Operaciones de tratamiento de lodos . . . . . . . . . . . . . . . . . . . . . . 41.2. Caracterısticas de espesamiento por lodos . . . . . . . . . . . . . . . . . . . . 6
2.1. Diagrama a bloques de control por retroalimentacion . . . . . . . . . . . . . 152.2. Diagrama a bloques de control por accion precalculada . . . . . . . . . . . . 162.3. Diagrama a bloques del control en cascada . . . . . . . . . . . . . . . . . . . 162.4. Control de relacion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 172.5. Diagrama a bloques del control selectivo . . . . . . . . . . . . . . . . . . . . 172.6. Diagrama a bloques del control de rango dividido . . . . . . . . . . . . . . . 182.7. Arquitectura del PLC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 202.8. Programacion en escalera . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 222.9. Programacion con compuertas logicas . . . . . . . . . . . . . . . . . . . . . . 232.10. Programacion por diagrama funcional . . . . . . . . . . . . . . . . . . . . . . 232.11. Programacion por diagrama de flujo . . . . . . . . . . . . . . . . . . . . . . . 242.12. Programacion por GRAFCET . . . . . . . . . . . . . . . . . . . . . . . . . . 242.13. Programacion mediante lenguaje booleano . . . . . . . . . . . . . . . . . . . 252.14. Programacion por lista de instrucciones . . . . . . . . . . . . . . . . . . . . . 252.15. Programacion por lenguajes de alto nivel . . . . . . . . . . . . . . . . . . . . 252.16. Criterios de aplicacion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
3.1. Clarificador de placas inclinadas . . . . . . . . . . . . . . . . . . . . . . . . . 303.2. Clarificador DAF . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 313.3. Desnatador de aceite . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 313.4. Espesador de lodos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 323.5. Filtro prensa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 323.6. Polimixer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 333.7. Filtros multimedia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 333.8. Tablero de control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 343.9. CCM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
4.1. Menu principal de la HMI . . . . . . . . . . . . . . . . . . . . . . . . . . . . 674.2. Pantalla HMI: Filtros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 674.3. Pantalla HMI: Clarificador . . . . . . . . . . . . . . . . . . . . . . . . . . . . 684.4. Pantalla HMI: Filtro prensa . . . . . . . . . . . . . . . . . . . . . . . . . . . 684.5. Pantalla HMI: Polimixer’s . . . . . . . . . . . . . . . . . . . . . . . . . . . . 694.6. Pantalla HMI: Tanque de aire disuelto . . . . . . . . . . . . . . . . . . . . . 69
iii

Tesis Control de una planta de tratamiento de agua iv
4.7. Pantalla HMI: Hidroxido de sodio . . . . . . . . . . . . . . . . . . . . . . . . 704.8. Pantalla HMI: Estado de motores . . . . . . . . . . . . . . . . . . . . . . . . 704.9. Wonderware: Hidrociclones . . . . . . . . . . . . . . . . . . . . . . . . . . . . 714.10. Wonderware: Alimentacion de hidrociclones . . . . . . . . . . . . . . . . . . 724.11. Wonderware: Fosa de agua tratada . . . . . . . . . . . . . . . . . . . . . . . 734.12. Wonderware: Fosa de ecualizacion . . . . . . . . . . . . . . . . . . . . . . . . 744.13. Wonderware: Clarificador DAF . . . . . . . . . . . . . . . . . . . . . . . . . 744.14. Wonderware: Neutralizacion y clarificador . . . . . . . . . . . . . . . . . . . 754.15. Wonderware: Filtros arena . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Objetivo y justificacion
Objetivo general
Realizar el control de una planta de tratamiento agua.
Objetivos particulares
- Realizacion del programa de PLC para Procesador Controllogix 5561.
- Carga, comisionamiento y depuracion de Programa de PLC.
- Puesta en Marcha de Programa de PLC
Justificacion
Este proyecto se justifica como una aportacion al estudio teorico del trata-miento de aguas, desde el punto ambiental y de sustentabilidad, ya que el aguaproveniente de las plantas contienen microorganismos patogenos.
v

Tesis Control de una planta de tratamiento de agua vi
Planteamiento del problema
Se trata de un caso de estudio real, la cual es una empresa que cuenta con unaplanta de tratamiento de agua, debido a que sus procesos generan lodos; el disenode la planta de tratamiento de agua fue realizado por otra empresa, con la cual secolaboro durante un determinado tiempo, tal empresa brindo la oportunidad depoder estar trabajando en el control de dicho proceso, en conjunto con ingenierosexpertos en la materia.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

1
Tratamiento de lodos
Objetivo general del capıtulo:En este capıtulo se desea dar una breve introduccion a los lodos industrialesprovenientes del tratamiento de aguas; ası como estudiar los diferentes tipos detratamientos existentes, para determinar el mas optimo en el proceso de estudio.
1
Tesis Control de una planta de tratamiento de agua 2
1.1. Introduccion
Durante la depuracion de un caudal de agua residual, se generan diversos residuos entrelos cuales se encuentran los lodos. Los tipos de lodos y su composicion dependen directamentede los procesos involucrados en el sistema de tratamiento de las aguas residuales. Es ası queen los tratamientos que consideran un proceso biologico se generan biosolidos.
En general el manejo de los lodos es complejo debido a diversas razones, entre ellas su altocontenido de humedad. En particular los biosolidos presentan ademas, la dificultad de estarconstituidos principalmente de materia organica la cual se descompone facilmente generandomalos olores si es que no es sometido a tratamiento.
En la practica, en la mayorıa de las plantas de tratamiento que generan lodos se procedea un tratamiento de deshidratacion mecanica, despues del cual estos son llevados a un lugardeterminado para su disposicion final, EDCCC 5 .
Los principales constituyentes del agua residual eliminados en las plantas de tratamientoincluyen basuras, arena, espumas y lodo. El lodo extraıdo y producido en las operaciones yprocesos de tratamiento de las aguas residuales generalmente suele ser un lıquido o liquido-semisolido con gran contenido en solidos entre el 0.25 y el 12 % en peso. El lodo es, pormucho, el constituyente de mayor volumen eliminado en los tratamientos. Su tratamiento yevacuacion es, probablemente, el problema mas complejo al que se enfrentan los ingenierossanitarios. El lodo esta formado principalmente por las sustancias responsables del caracterdesagradable de las aguas residuales no tratadas. La fraccion del lodo a evacuar, generadaen el tratamiento biologico del agua residual, esta compuesta principalmente de materiaorganica, y solo una pequena parte del lodo esta compuesta por materia solida.
Los lodos separados en el sedimentador primario y aquellos producidos en el tratamientobiologico deben ser estabilizados, espesados y desinfectados antes de ser retirados del sitio detratamiento. A continuacion se analizan procesos para reducir el contenido de agua y materiaorganica del lodo, y se utilizan ademas para acondicionar el fango para su reutilizacion oevacuacion final.
1.2. Por que y para que se tratan los lodos
Los lodos de desecho del proceso de tratamiento de aguas residuales, son una mezcla desolidos en suspension de las aguas, estos constituyen grandes volumenes, humedad conside-rable, olor desagradable, y su contenido de microorganismos patogenos sirven de alimentopara cierta fauna nociva.
Los lodos de agua residual tienen que ser tratados, por su alto contenido de agentesdaninos, que ponen en riesgo todo el sistema de tratamiento si estos son almacenados porlargos periodos de tiempo. Ası tambien porque su humedad evita su manejo apropiado parallevarlo a disposicion.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Tesis Control de una planta de tratamiento de agua 3
El tratamiento de lodos se realiza para eliminar la humedad presente en este, su mal olory desagradable apariencia, para eliminar o controlar la generacion de elementos peligrosos,y para disponer de el en sitios permitidos, y evitar la proliferacion de contaminantes en elsuelo, Marıa Angelica Garcıa Zarza 4 .
1.3. Caracterısticas de los lodos residuales
Las caracterısticas de estos lodos residuales podran variar debido a la frecuencia de bom-beo, al origen de los lodos (domesticos e industriales) y al contenido de los nutrientes dealimentos. Es por eso que se utilizan otros parametros fısicos, quımicos y microbiologicospara caracterizar los lodos, los cuales son importantes para el tratamiento de los biosolidosy su deposito final.
a) Caracterısticas fısicas de los lodos
Solidos totales (ST)Una caracterıstica de los lodos es la relacion entre el contenido de solido y el volumen delodo. La concentracion de solidos es medida y expresada como mg/L o como porcentaje desolidos. El procedimiento para determinar la concentracion de solidos emplea el secado de unvolumen de solidos a 103◦C ± 10◦C. Los solidos totales son la suma de los solidos volatiles(SV) y fısicos (SF).Luis Antonio Lopez Escobar 2
Solidos volatiles (SV)Los solidos volatiles son ampliamente usados en el tratamiento y manejo de lodos como unamedida para determinar la cantidad de materia organica (combustible) en los biosolidos. Sedetermina mediante la ignicion de solidos secos a 550◦C en una mufla durante media hora.
b) Caracterısticas quımicas de los lodos
Las caracterısticas quımicas de un lodo definen las necesidades de tratamiento, depositofinal y su posible utilizacion. La composicion quımica de los biosolidos varia dependiendode su origen y metodos de tratamiento. Como resultado de los procesos de tratamiento, loselementos quımicos contaminantes de influente pasan a formar parte de los lodos ya sea porprecipitacion en forma de sulfuros, oxido, bicarbonatos; por absorcion; por quelacion concompuestos organicos; o por particion entre la fase liquida durante el proceso de separacionde los solidos, Girovich, M.J. 1 .
1.4. Alternativas de tratamiento de lodos
Los lodos son sometidos a tratamiento por diversas razones, entre ellas la necesidad dereducir su volumen para optimizar el espacio disponible para su disposicion, mejorar lascaracterısticas mecanicas o mejorar sus caracterısticas fisicoquımicas para su aprovechamientoposterior.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Tesis Control de una planta de tratamiento de agua 4
Los lodos provenientes de plantas de tratamiento de aguas residuales se caracterizan porsu alto contenido de agua, lo que les otorga a su vez un volumen importante favoreciendo asus pobres caracterısticas mecanicas (las que dificultan su manejo y disposicion final). Poresta razon su tratamiento consiste basicamente en la reduccion de su volumen mediante laeliminacion de su contenido en agua.
Los tipos de procesos en el tratamiento de lodos pueden agruparse en cuatro categorıas,las cuales se detallan en la figura 1.1
- Procesos fısicos: destinados a la separacion, reduccion de volumen y peso de los lodos.
- Procesos quımicos: adicion de quımicos para modificar las caracterısticas de los lodos.
- Procesos biologicos: aplicacion de biomasa para la estabilizacion de lodos.
- Procesos termicos: destinados a la destruccion y detoxificacion de lodos.
Figura 1.1: Operaciones de tratamiento de lodos
El agua contenida en los lodos puede clasificarse en libre, capilar, coloidal e intracelular.El agua libre se puede eliminar facilmente mediante procesos fısicos como el espesamientopor gravedad, mientras que la humedad capilar y coloidal puede eliminarse aplicando fuerzasmecanicas. El resto del agua puede eliminarse despues de romper la estructura celular, yasea por metodos biologicos (compostaje), quımicos (oxidacion humeda) o termicos (secadotermico, incineracion).
1.5. Estabilizacion del lodo
La estabilizacion del lodo se lleva a cabo principalmente para:
- Reducir la presencia de patogenos.
- Eliminar los olores desagradables.
- Reducir o eliminar su potencial de putrefaccion.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 5
La supervivencia de microorganismos patogenos y la proliferacion de olores en el lodo seproducen cuando se permite que los microorganismos se desarrollen sobre la fraccion organicadel mismo.
Los medios de estabilizacion mas eficaces para eliminar el desarrollo de estas condicionesson: la reduccion biologica del contenido de materia volatil; la oxidacion quımica de la materiavolatil; la adicion de agentes quımicos para hacer el lodo inadecuado para la supervivencia demicroorganismos y la aplicacion de calor con el objetivo de desinfectar o esterilizar el lodo.
Las tecnicas de estabilizacion de lodos mas recurridas son: la digestion anaerobia, ladigestion aerobia, la estabilizacion con cal, el tratamiento quımico, y el compostaje, AlejandroMauricio Hammeken Arana 3 .
Es importante conocer las caracterısticas de los lodos que se van a tratar, con la finalidadde establecer el nivel adecuado de tratamiento para disponer de los mismos, ası como de suorigen y volumen.
La generacion del lodo no es un proceso continuo, varıa segun el tipo de planta y su metodode operacion, las caracterısticas dependen del origen de los lodos, del tiempo transcurridodesde su produccion y del tipo de proceso al que fue sometido, la cantidad de los lodosdepende de los diversos procesos utilizados para tratar el agua residual.
Estos procesos pueden llevar a cabo la remocion de agua o la estabilizacion del contenidoinorganico de los lodos residuales.
La digestion, incineracion y oxidacion humeda, son usados para el tratamiento de lamateria organica en el lodo; la concentracion, acondicionamiento, deshidratacion y secadopersigue la remocion de la humedad, Marıa Angelica Garcıa Zarza 4 .
1.5.1. Procesos fısicos
Espesamiento
El espesado es un procedimiento que se emplea para aumentar la fraccion solida del lodode desecho mediante la reduccion de la fraccion liquida del mismo.
La reduccion del volumen de lodo es muy beneficiosa para los procesos de tratamientosubsecuentes tanto por la capacidad de tanques y equipos necesarios como por la cantidad dereactivos quımicos necesarios para el acondicionamiento del lodo, y por la cantidad de calornecesario para los digestores. La reduccion del volumen permite reducir tamanos de tuberıas,bombas y tanques digestores.
DecantacionLa decantacion de agua se realiza en los decantadores de manto de lodos, cuyo principio defuncionamiento es mantener el manto de lodos en suspension por medio de la extraccion de
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 6
aire de la campana de vacıo y la descarga del volumen de agua acumulado en la campana devacio durante la extraccion. Esta operacion hace que el manto de lodos este en movimientoen sentido vertical es decir de arriba hacia abajo; esto es producido por el sistema ventilador-valvulas de puesta a la atmosfera.
FlotacionExisten algunas variantes de este proceso, aunque la flotacion por aire disuelto es la masutilizada. En este proceso, se introduce aire en una solucion que se mantiene a una presiondeterminada. Cuando se despresuriza la solucion, el aire disuelto se libera en forma de bur-bujas finamente divididas que arrastran el lodo hasta la superficie, en donde es recogido conun desnatador. Este proceso resulta muy efectivo para el tratamiento de cultivo biologico ensuspension, por ejemplo para lodos activados, aunque tambien puede ser empleado para eltratamiento de otros lodos, Alejandro Mauricio Hammeken Arana 3 .
CentrifugacionSe utiliza tanto para espesar lodos como para deshidratarlos, su aplicacion para el espesado selimita al espesado de lodos activados. Este proceso implica la sedimentacion de las partıculasde lodo bajo la influencia de fuerzas centrifugas, Alejandro Mauricio Hammeken Arana 3 .
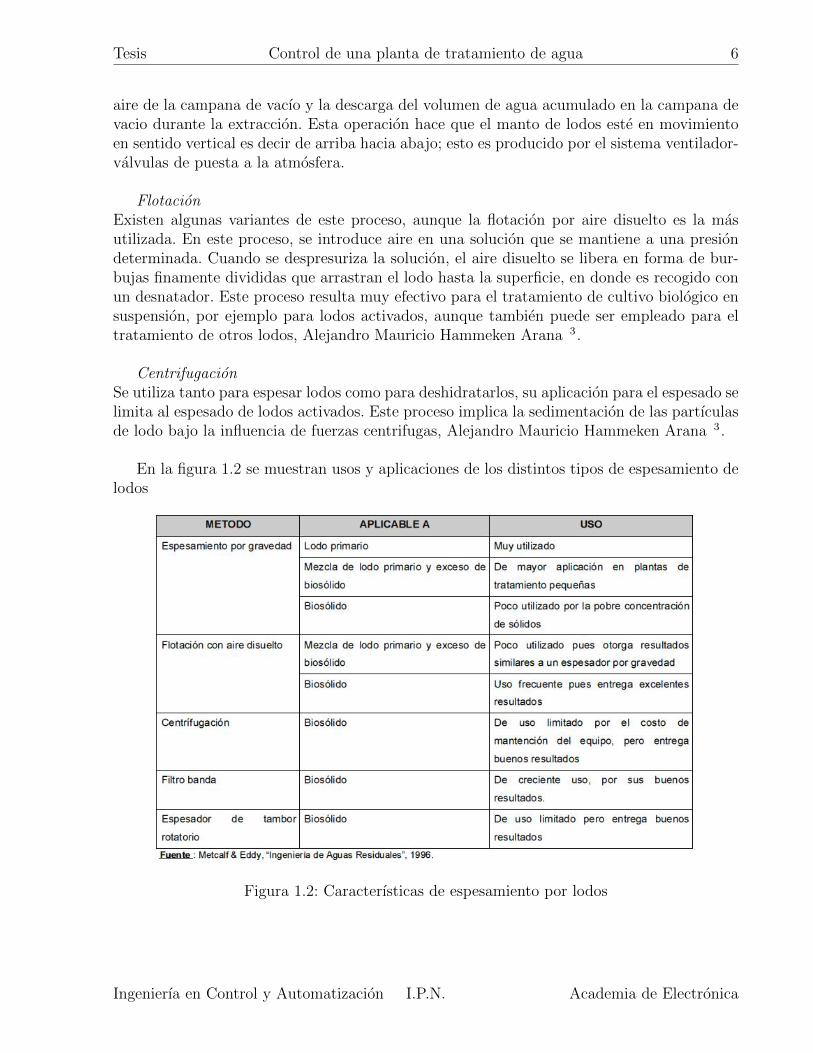
En la figura 1.2 se muestran usos y aplicaciones de los distintos tipos de espesamiento delodos
Figura 1.2: Caracterısticas de espesamiento por lodos
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Tesis Control de una planta de tratamiento de agua 7
Desaguado
El desaguado es una operacion intermediaria entre el espesamiento y el secado. A travesdel desaguado se logra una disminucion de la humedad de un promedio de 50 a 80 %
FiltracionProceso de separar un solido suspendido (como un precipitado) del lıquido en el que esta sus-pendido al hacerlos pasar a traves de un medio poroso por el cual el lıquido puede penetrarfacilmente.
En los procesos de filtracion se emplean cuatro tipos de material filtrante: filtros granularescomo arena o carbon triturado, laminas filtrantes de papel o filtros trenzados de tejidos yredes de alambre, filtros rıgidos como los formados al quemar ladrillos o arcilla (barro) a bajatemperatura, y filtros compuestos de membranas semipermeables o penetrables como lasanimales. Este ultimo tipo de filtros se usan para la separacion de solidos dispersos mediantedialisis.
SecadoEl secado de solidos consiste en separar pequenas cantidades de agua u otro lıquido de unmaterial solido con el fin de reducir el contenido de lıquido residual hasta un valor acepta-blemente bajo. El secado es habitualmente la etapa final de una serie de operaciones.
Existen varios tipos de operaciones de secado, que se diferencian entre sı por la meto-dologıa seguida en el procedimiento de secado; puede ser por eliminacion de agua de unasolucion mediante el proceso de ebullicion en ausencia de aire; tambien puede ser por elimi-nacion de agua mediante adsorcion de un solido, y por reduccion del contenido de lıquido enun solido, hasta un valor determinado mediante evaporacion en presencia de un gas.
EvaporacionProceso por el cual el agua se transforma en vapor. La velocidad se expresa en lamina deagua, medida como agua lıquida, removida de una superficie determinada por unidad detiempo (generalmente centımetros por dıa, mes o ano).
PrensadoEl prensado es un metodo mediante el cual se aplican grandes presiones mecanicas a loslodos, para la eliminacion del agua, esto se logra a traves de filtros prensa.
1.5.2. Procesos quımicos
Acondicionamiento
El acondicionamiento del lodo, es realizado con el proposito de mejorar las caracterısticasde deshidratacion. Los metodos utilizados son: el uso de sustancias quımicas y tratamientopor calor.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 8
El acondicionamiento quımico, persigue la coagulacion de los solidos y la liberacion delagua absorbida en estos, con el empleo de productos quımicos tales como: cloruro ferrico,cal, alumbre, acido sulfurico, sulfato ferroso y polımeros organicos, que modifican el valor delPH, hasta el punto en que las partıculas mas pequenas se coagulan y el agua contenida enellos se separa posteriormente por deshidratacion en filtros de vacıo o centrifugas.
El acondicionamiento por calor, es un proceso de acondicionamiento que involucra laelevacion de la temperatura en el lodo por cortos periodos de tiempo bajo presion. Con loque se reduce la capacidad de retencion del agua en los solidos presentes en los lodos; porconsiguiente el lodo es estabilizado, practicamente deodorizado y facil de deshidratar pormedio de una filtracion, sin la adicion de sustancias quımicas, Marıa Angelica Garcıa Zarza4 .
Neutralizacion
Un sinnumero de descargas industriales ocurren en condiciones de acidez o alcalinidad queson incompatibles con las normas de descarga o con los procesos biologicos o fısico-quımicosposteriores. En particular, los sistemas biologicos requieren un PH entre 6.5 y 8.5 y ademasproducen CO2.
Para procesos biologicos, el grado de pre-neutralizacion requerido es una funcion de laDBO (demanda bioquımica de oxıgeno) y del contenido de alcalinidad o de acidez (capacidadde produccion o de consumo de acido, que es distinto del PH).
Mezclar efluentes acidos y alcalinos en un ecualizador y disponer de alguna capacidadde retencion de cargas fuertes en acido o alcali. Si la actividad industrial del caso generadesechos tanto acidos como alcalinos, se deben utilizar tanto la acidez como la alcalinidadexcedentes para producir un efluente neutro.
Extraccion
Proceso de disolucion y separacion de determinados componentes de un lıquido median-te tratamiento con solventes especıficos para dichos componentes. La extraccion puede serlıquido-solido o liquido-lıquido.
La extraccion con solventes es una tecnica de tratamiento que consiste en usar un solvente(un lıquido capaz de disolver otra sustancia) para separar o retirar contaminantes organicospeligrosos de lodos residuales, sedimentos o tierra.
El lodo residual es un material parecido al barro que se forma a partir de desechos indus-triales o cloacales; los sedimentos son fragmentos de rocas y minerales de grano fino que sehan depositado en el fondo de una masa de agua, como un rıo o un lago.
La extraccion con solventes no destruye los contaminantes, sino que los concentra paraque sea mas facil reciclarlos o destruirlos con otra tecnica.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 9
Cuando la tierra entra en el extractor (estanque donde la tierra contaminada se mezclacon el solvente), se separa en tres componentes o fracciones: solvente con contaminantesdisueltos, solidos y agua. Los distintos contaminantes se concentran en fracciones diferentes.
Oxido-reduccion
En las reacciones acido/alcalinas se produce un intercambio de iones H+. En los procesoselectroquımicos las reacciones son el resultado de un intercambio de electrones. Esto es loque ocurre en las reacciones de oxidacion y reduccion, llamadas tambien reacciones redox.Estos son importantes en procesos de descontaminacion en los cuales se eliminan cianuros,cromatos y nitritos.
Estabilizacion
Termino general que describe una transformacion fısico-quımica de un material a unaforma mas estable o menos toxica.
La materia solida contenida en las aguas residuales crudas, comunmente denominadacomo lodo, constituye una cantidad promedio de un 0.08 % del volumen total de las aguascrudas.
En una planta de tratamiento de aguas residuales, se debe prever la remocion o reduccionde este material y por lo tanto es indispensable seleccionar el proceso de tratamiento de la fasesolida, capaz de permitir el manejo y disposicion de estos solidos, cumpliendo los requisitos,directrices y normas de preservacion ambiental.
Entre las tecnologıas disponibles, la practica comun es la estabilizacion del lodo atravesde la mineralizacion de la materia organica. Este proceso debe ser estimulado y condicionadoen unidades racionalmente proyectadas para procesar el material inestable.
El proceso de estabilizacion (reduccion) tiene como objetivo principal la conversion parcialde la materia putrescible en lıquidos, solidos disueltos, subproductos gaseosos y en algunadestruccion de los microrganismos patogenos asi como en la reduccion del solido seco dellodo.
Solidificacion
Es referida al cambio de las propiedades fısicas necesarias para poder producir un materialsolido, este cambio puede o no envolver tambien reacciones quımicas entre el contaminanteaditivo.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 10
1.5.3. Procesos biologicos
Digestion anaerobica
La digestion anaerobia es uno de los procesos mas antiguos empleados en la estabilizacionde lodos. En este proceso se propicia la degeneracion de la materia organica contenida en elen ausencia de oxıgeno molecular.
En el proceso de digestion anaerobia, la materia organica contenida en la mezcla delodos primarios y secundarios se convierte en metano (CH4) y dioxido de carbono (CO2)principalmente. El proceso se lleva a cabo en un reactor completamente cerrado. Los lodosse introducen en el reactor de forma continua o intermitente, y permanecen dentro de estostanques durante periodos de tiempo considerables. El lodo estabilizado que se extrae delproceso tiene un bajo contenido de materia organica y de microorganismos patogenos vivos,Alejandro Mauricio Hammeken Arana 3 .
Digestion aerobica
La digestion aerobia se emplea generalmente en plantas de tratamiento con capacidadinferior a 20,000 m3/dıa sin embargo, en algunas ocasiones se ha empleado en plantas conmayor capacidad.
Las ventajas principales de este proceso, comparado con la digestion aerobia, son:
- Se consiguen menores concentraciones de DBO en el lıquido sobrante.
- Puede requerir menores costos iniciales.
- La produccion de un producto final biologicamente estable, sin olores.
No obstante, sus desventajas pueden resultar significativas:
- Un mayor costo energetico asociado al suministro de oxıgeno necesario.
- Se produce un lodo digerido de pobres caracterısticas para la deshidratacion mecanica.
- La digestion aerobia tambien es muy delicada en cuanto a operaciones se refiere.
La digestion aerobia es similar al proceso de lodos activados. Conforme se agota el sumi-nistro de subtrato disponible (alimento), los microorganismos empiezan a consumir su propioprotoplasma (respiracion endogena) para obtener la energıa necesaria para las reacciones demantenimiento celular.
El tejido celular se oxida a dioxido de carbono, amoniaco y agua por vıa aerobia. Enla practica solo se puede oxidar entre el 75 y 80 % de tejido celular, puesto que el restoesta formado por componentes inertes y compuestos organicos no biodegradables, AlejandroMauricio Hammeken Arana 3 .
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Tesis Control de una planta de tratamiento de agua 11
Compostaje
El compostaje, consiste en la descomposicion aerobia de la materia organica contenida enlos lodos, realizada en fase solida y tras la fermentacion, siendo sus ventajas las siguientes:
- Puede ser llevada a cabo en reactores abiertos.
- La automatizacion es casi total.
- Se evitan los olores.
- Se puede utilizar en la agricultura.
Estabilizacion de lodos con cal, esta se lleva a cabo para:
- Reducir los patogenos.
- Eliminar los olores desagradables.
- Inhibir, reducir o eliminar su potencial de putrefaccion.
La adicion de productos quımicos al lodo logra estabilizarlo y provoca hacerlo inadecuadopara la supervivencia de los microorganismos. Una de las tecnologıas disponibles para laestabilizacion del lodo es con cal.
El proceso de estabilizacion con cal, consiste en anadir cal al lodo crudo en cantidadsuficiente para alcanzar un PH de 12 o mayor, el alto PH crea un entorno que no es adecuadopara la supervivencia de los microorganismos. Por lo que el lodo no sufrira putrefaccion nidesprendera olores, ni construira un peligro sanitario, en tanto que el PH se mantenga eneste nivel. Si el tratamiento con cal se realiza con un PH mayor de 12, durante un periodode 3 horas, se consigue una reduccion de patogenos superior a la alcanzable con la digestionanaerobia.
La estabilizacion con cal es un proceso muy simple, en comparacion de otros procesosestabilizadores resulta con un bajo costo de operacion, y con la ventaja de usar el productocomo mejorador de suelos acidos en la agricultura.
El grado y tipo de tratamiento para los lodos producidos por las aguas residuales, esta de-terminado por la forma de su disposicion, lo cual, no consiste en localizar un sitio libre, sinomas bien, es necesario realizar un estudio del lugar, con el objeto de conocer sus propiedadesy caracterısticas.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Tesis Control de una planta de tratamiento de agua 12
1.5.4. Procesos termicos
Incineracion
Extension natural del proceso de secado, convierte el lodo a cenizas inertes, existen 2 tiposde incineradores: los instantaneos y los de hogar multiple, trabajan con lodos parcialmentedeshidratados como los de filtracion al vacıo, se alimentan al hogar superior y se secan par-cialmente por los gases que llegan de los hogares inferiores. Estos lodos por cepillos rotatoriosse hacen bajar al siguiente hogar y ası sucesivamente, hasta alcanzar tal grado de sequedadque entran en ignicion y se consumen. En todos los tipos de incineradores, los gases de com-bustion deben mantenerse a una temperatura de 675◦C a 760◦C, hasta la total incineracion,evitando ası, la presencia de olores.
Vitrificacion
La vitrificacion consiste en la transformacion de una matriz solida en un producto nocristalino o amorfo, mediante el incremento de la temperatura. El producto es un materialde caracter vıtreo que se caracteriza por una alta estabilidad quımica y mecanica, y una bajacapacidad de lixiviacion.
De hecho, la vitrificacion es un metodo de estabilizacion/solidificacion que usa una fuentede energıa convencional para fundir suelos o residuos a temperaturas que en algunos casosalcanzan los 2000 ◦C
Congelamiento
Los lodos tratados por medio de un congelamiento mejoran fuertemente su filtrabili-dad, lograndose rendimientos superiores a los obtenidos mediante el agregado de substanciasquımicas.
Cristalizacion
Operacion en el cual se enfrıa una solucion lıquida o se evapora un solvente hasta el puntoen que se forman cristales solidos de soluto. Los cristales del lodo (suspension de solidos enun lıquido) que sale del cristalizador pueden separarse del lıquido por filtracion o en unacentrıfuga.
Oxidacion por aire humedo
La oxidacion por vıa humeda es un proceso por medio del cual los solidos organicos de unlodo son oxidados quımicamente en fase acuosa por oxıgeno disuelto en un reactor disenadoespecialmente a temperatura y presion elevadas.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 13
Ceramizacion
Hoy en dıa, se puede hablar de la ceramizacion de materiales arcillosos como uno de losmecanismos por los cuales se puede procurar una correcta gestion de lodos de plantas deaguas servidas, ya que al ser utilizados como parte de las materias primas son eliminados porla vıa de la reutilizacion o valorizacion.
1.6. Resumen del capıtulo
A lo largo de este capıtulo se estudiaron los metodos para el tratamiento de lodos, engeneral este proceso se puede resumir en 9 etapas. Dependiendo de las caracterısticas de loslodos puede o no pasar por estas nueve etapas, los cuales son:
- Pretratamiento
- Espesamiento
- Estabilizacion
- Acondicionamiento
- Desinfeccion
- Deshidratacion
- Secado
- Reduccion termica
- Evaluacion final
Los metodos analizados en este capıtulo se dividieron en cuatro: fısicos, quımicos, biologi-cos y termicos; en el caso estudiado solo se aplican procesos fısicos y quımicos, ya sea utili-zando filtros prensa, cloruro ferrico e hidroxido de sodio para el acondicionamiento, tanquesde aire disuelto, floculadores y demas equipo analizado en posteriores capıtulos, en donde sedetalla su funcionamiento.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

2
Control y automatizacion de procesos
Objetivo general del capıtulo
En este capıtulo se estudian las diferentes arquitecturas de control y tipos deautomatizacion existentes, con el fin de elegir la(s) mas optima(s) para nuestroproceso; se introduce a los PLC’s, incluyendo su arquitectura y lenguajes deprogramacion, ya que es necesario conocer los diferentes tipos para realizar unabuena eleccion para el proceso a automatizar.
14
Tesis Control de una planta de tratamiento de agua 15
2.1. El sistema de control de procesos
El objetivo del control automatico de procesos es mantener en determinado valor deoperacion las variables del proceso, los procesos son de naturaleza dinamica, en ellos siempreocurren cambios y si no se emprenden las acciones pertinentes, las variables importantes delproceso, es decir, aquellas que se relacionan con la seguridad, la calidad del producto y losındices de produccion, no cumpliran con las condiciones del diseno.CASABC 8
A continuacion se estudiaran las siguientes arquitecturas de control:
- Control por retroalimentacion
- Control por accion precalculada
- Control en cascada
- Control de relacion
- Control selectivo
- Control de rango dividido
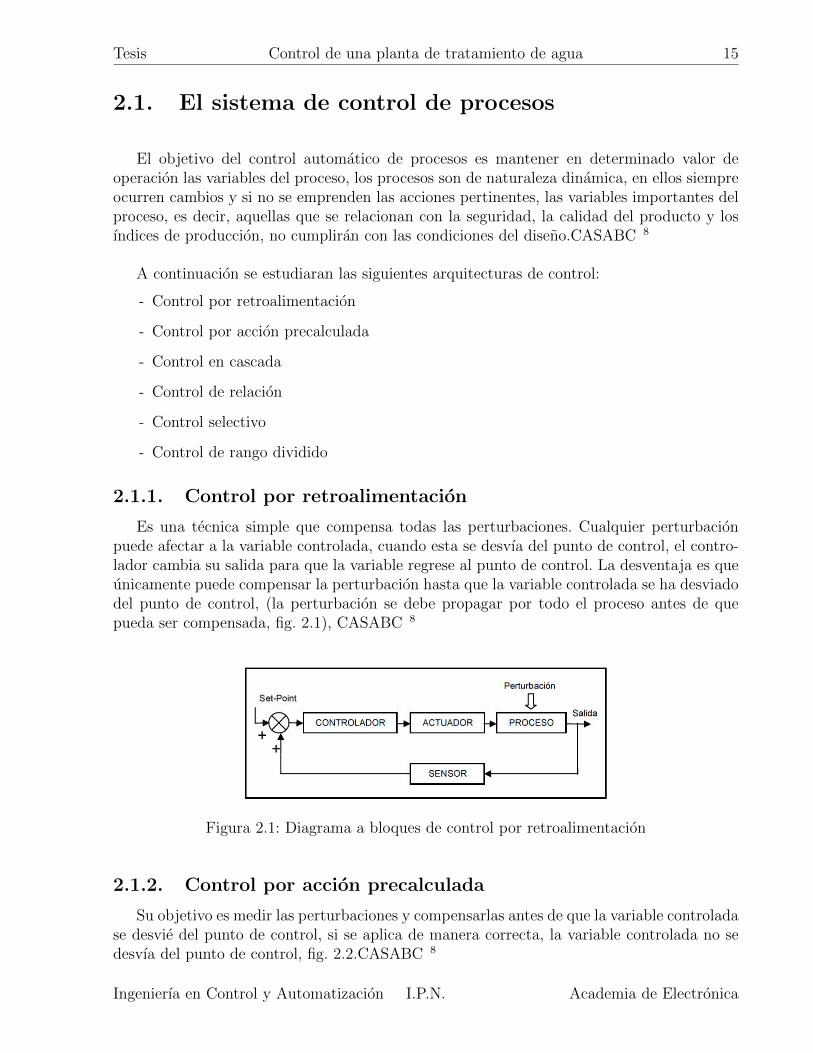
2.1.1. Control por retroalimentacion
Es una tecnica simple que compensa todas las perturbaciones. Cualquier perturbacionpuede afectar a la variable controlada, cuando esta se desvıa del punto de control, el contro-lador cambia su salida para que la variable regrese al punto de control. La desventaja es queunicamente puede compensar la perturbacion hasta que la variable controlada se ha desviadodel punto de control, (la perturbacion se debe propagar por todo el proceso antes de quepueda ser compensada, fig. 2.1), CASABC 8
Figura 2.1: Diagrama a bloques de control por retroalimentacion
2.1.2. Control por accion precalculada
Su objetivo es medir las perturbaciones y compensarlas antes de que la variable controladase desvie del punto de control, si se aplica de manera correcta, la variable controlada no sedesvıa del punto de control, fig. 2.2.CASABC 8
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Tesis Control de una planta de tratamiento de agua 16
Figura 2.2: Diagrama a bloques de control por accion precalculada
2.1.3. Control en cascada
Es una arquitectura de control que utiliza dos o mas instrumentos de medicion y controlpara manipular un solo elemento final de control, y ası reducir las perturbaciones mas im-portantes antes de que se propaguen por todo el sistema manteniendo la variable controladadentro de los valores deseados.
El control en cascada es una arquitectura de multiples lazos de control retroalimenta-dos, donde la salida del primer controlador (Master), sirve como set point para el segundocontrolador (Slave), fig. 2.3.CASABC 8
Figura 2.3: Diagrama a bloques del control en cascada
2.1.4. Control de relacion
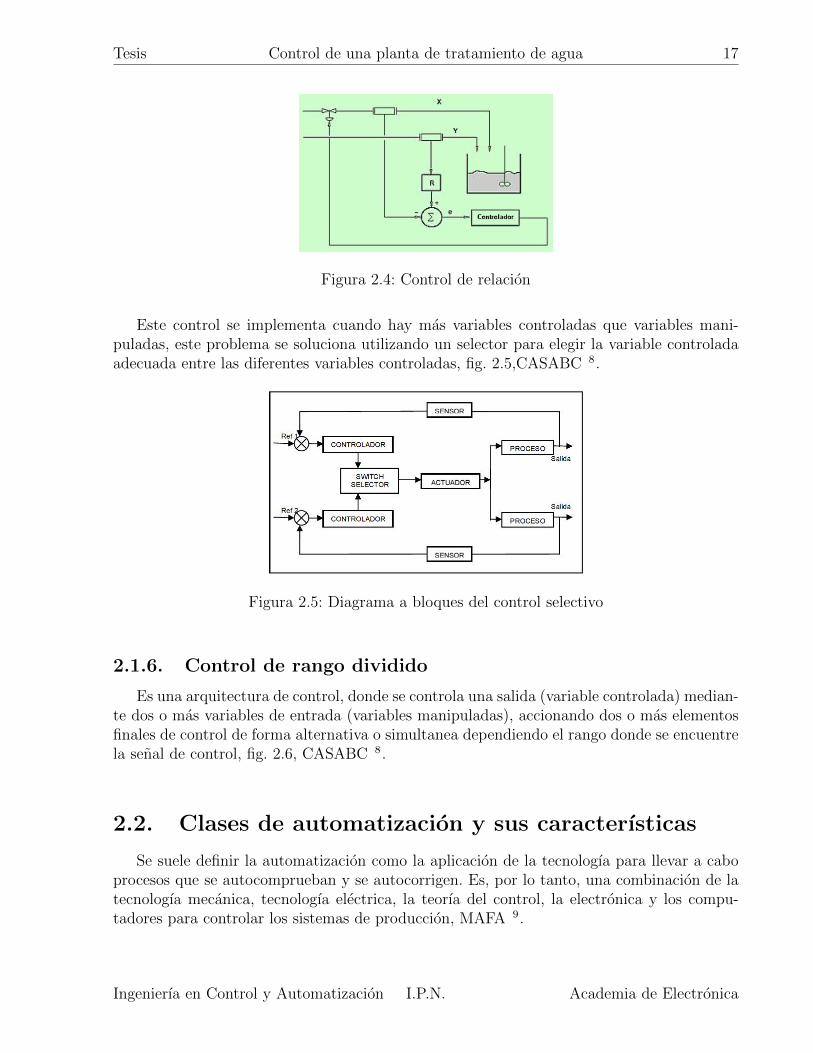
Es una arquitectura de control que utiliza un elemento llamado multiplicador o estacionde razon, para mantener una relacion constante entre dos variables y ası poder alcanzar elobjetivo de control. Es un sistema donde se va a controlar una variable secundaria en relaciondirecta a otra variable llamada primaria, fig. 2.4,CASABC 8 .
2.1.5. Control selectivo (override)
El concepto de control selectivo es una tecnica por medio de la cual algunas variablesde proceso se mantienen dentro de ciertos lımites, generalmente por razones de proteccion,economıa o eficiencia del proceso.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 17
Figura 2.4: Control de relacion
Este control se implementa cuando hay mas variables controladas que variables mani-puladas, este problema se soluciona utilizando un selector para elegir la variable controladaadecuada entre las diferentes variables controladas, fig. 2.5,CASABC 8 .
Figura 2.5: Diagrama a bloques del control selectivo
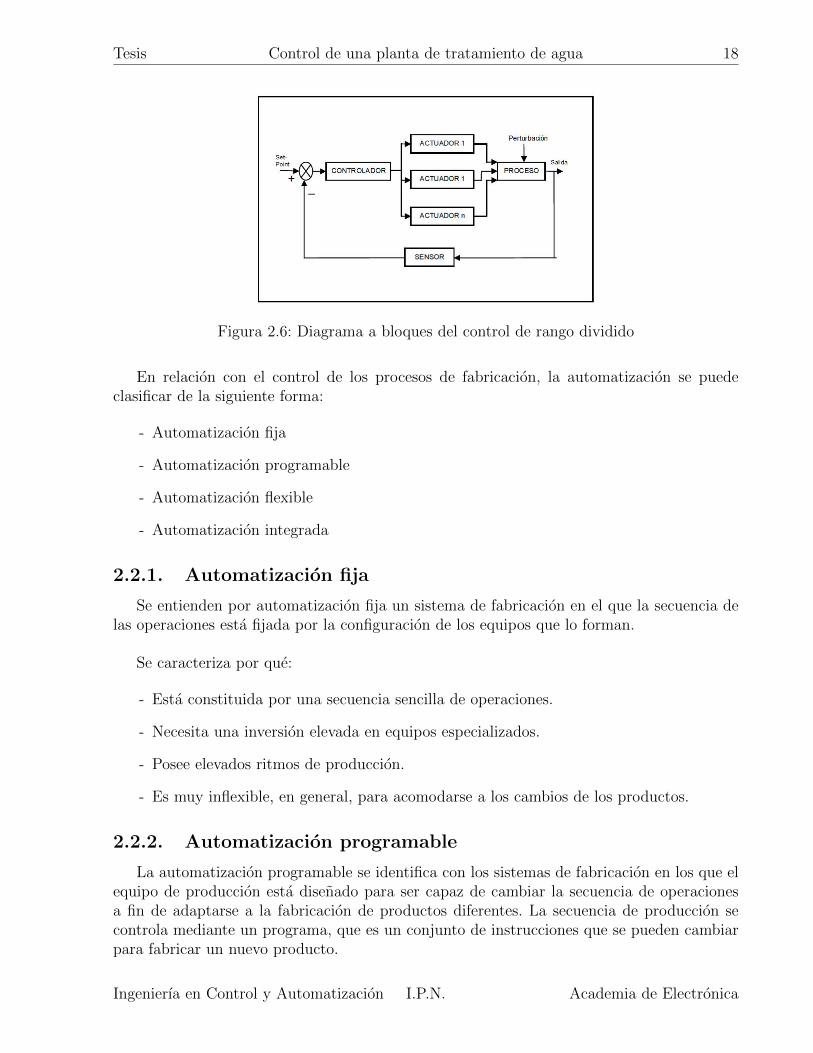
2.1.6. Control de rango dividido
Es una arquitectura de control, donde se controla una salida (variable controlada) median-te dos o mas variables de entrada (variables manipuladas), accionando dos o mas elementosfinales de control de forma alternativa o simultanea dependiendo el rango donde se encuentrela senal de control, fig. 2.6, CASABC 8 .
2.2. Clases de automatizacion y sus caracterısticas
Se suele definir la automatizacion como la aplicacion de la tecnologıa para llevar a caboprocesos que se autocomprueban y se autocorrigen. Es, por lo tanto, una combinacion de latecnologıa mecanica, tecnologıa electrica, la teorıa del control, la electronica y los compu-tadores para controlar los sistemas de produccion, MAFA 9 .
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 18
Figura 2.6: Diagrama a bloques del control de rango dividido
En relacion con el control de los procesos de fabricacion, la automatizacion se puedeclasificar de la siguiente forma:
- Automatizacion fija
- Automatizacion programable
- Automatizacion flexible
- Automatizacion integrada
2.2.1. Automatizacion fija
Se entienden por automatizacion fija un sistema de fabricacion en el que la secuencia delas operaciones esta fijada por la configuracion de los equipos que lo forman.
Se caracteriza por que:
- Esta constituida por una secuencia sencilla de operaciones.
- Necesita una inversion elevada en equipos especializados.
- Posee elevados ritmos de produccion.
- Es muy inflexible, en general, para acomodarse a los cambios de los productos.
2.2.2. Automatizacion programable
La automatizacion programable se identifica con los sistemas de fabricacion en los que elequipo de produccion esta disenado para ser capaz de cambiar la secuencia de operacionesa fin de adaptarse a la fabricacion de productos diferentes. La secuencia de produccion secontrola mediante un programa, que es un conjunto de instrucciones que se pueden cambiarpara fabricar un nuevo producto.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Tesis Control de una planta de tratamiento de agua 19
Se caracteriza por:
- Una gran inversion en equipos de aplicacion general, como por ejemplo sistemas decontrol numerico y robots.
- Se necesita cambiar el programa y la disposicion fısica de los elementos de las maquinaspara cada lote de productos distintos.
- La existencia de un perıodo de preparacion previo a la fabricacion de cada lote deproductos distintos.
La automatizacion programable es adecuada para la fabricacion por lotes.
2.2.3. Automatizacion flexible
La automatizacion flexible es una extension de la automatizacion programable que dacomo resultado sistemas de fabricacion en los que no solo se pueden cambiar los programassino que ademas se puede cambiar la relacion entre los diferentes elementos que los constituyen(robots, control numerico, bandas transportadoras, herramientas de subensamble y demaselementos).
2.2.4. Automatizacion integrada
Es un sistema de fabricacion que integra el diseno asistido por computador (CAD), la inge-nierıa y simulacion asistida por computador (CAE), la fabricacion asistida por computador(CAM) junto con la verificacion, la comercializacion y la distribucion. La automatizacionintegrada suele recibir el nombre de CIM (Computer Integrated Manufacturing).
Dado que en ella se automatizan, de forma coordinada, todas las tareas que forman partedel ciclo completo del proceso de un producto, se le conoce tambien por las siglas TIA (TotallyIntegrated Automation).
2.3. El automata programable (PLC)
Un automata programable industrial es una maquina electronica, historicamente progra-mable por personal no informatico, preparada para realizar, en ambiente industrial, automa-tismos combinatorios y secuenciales en tiempo real.
Se trata, pues, de un ordenador pensado, tanto en los aspectos de software como dehardware, para la automatizacion industrial.
2.3.1. Arquitectura
Un automata programable consta de tres partes fundamentales: Unidad de memoria,unidad de control y elementos de entrada y salida, fig. 2.7.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Tesis Control de una planta de tratamiento de agua 20
Figura 2.7: Arquitectura del PLC
Unidad de memoria
La memoria de un automata programable sirve para almacenar el programa y los datosdel proceso. En muchos automatas el usuario puede trabajar con la configuracion de memoriabase o puede anadir mas memoria (hasta un cierto lımite) en funcion de sus necesidades.
Dentro de la memoria de datos tenemos una parte fija que es la tabla de imagenes deentradas y salidas; cuya medida viene ya definida mientras que el resto de la memoria dedatos puede ser variable en funcion de las necesidades de cada programa.
Unidad de control
La unidad de control, tambien llamada CPU Central Processing Unit (unidad la parteinteligente del automata). Su funcion es ejecutar las instrucciones, se encarga de las comuni-caciones con los equipos de programacion.
Su elemento base es el microprocesador. La capacidad de calculo y la velocidad dependendel numero y tipo de procesadores que tenga. La ejecucion del programa sigue un ciclollamado scan que consiste en:
1. Lee las entradas y guarda sus estados en la tabla de imagenes de entrada.
2. Hace una ejecucion del programa cogiendo los datos necesarios de la tabla de entradas,los contadores, los temporizadores, etc. y dejando lo que convenga en la tabla de salidas.
3. Copia la tabla de imagenes de salida sobre las salidas.
4. Vuelve a empezar el ciclo leyendo las entradas.
El uso de las tablas de entradas y salidas es muy importante. Si las entradas se leyerancada vez que se necesitan y las salidas se escribieran tambien cada vez, resultarıa que una
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 21
misma entrada que se usa mas de una vez dentro de un scan de programa tendrıa estadosdiferentes con lo que el automatismo no funciona correctamente.
El programa se va repitiendo en forma cıclica ya que las modificaciones que vayan apa-reciendo en las entradas tienen que ir modificando los estados de los reles internos y lassalidas.
Elementos de entrada y salida
Los elementos de entrada y salida son los que permiten comunicar el automata con el pro-ceso que esta controlando y con el operador. Mediante los elementos de entrada el automatase entera del estado en que se encuentra el proceso (posiciones, velocidades, niveles, tempe-raturas, elementos activados, elementos desactivados, etc.) a partir de los captadores que eldisenador ha situado para las senales que interesan. Los elementos de salida permiten que elPLC actue sobre el proceso (electrovalvulas, motores, pilotos, etc.).
Buses de comunicacion
Son el medio fısico a traves del cual el procesador se comunica con el resto de elementos delsistema (entradas y salidas, memoria, perifericos). Hay normalmente tres buses: direcciones,datos y control. Cada uno de ellos esta formado por un conjunto de cables, o mejor dicho unconjunto de pistas de circuito impreso. Cada uno de los elementos conectados al bus tieneuna direccion.
El bus de direcciones es por donde el procesador envıa la direccion del elemento al quequiere enviar o que quiere que le envıe informacion. Esta direccion llegara a todos los ele-mentos pero solo tiene que haber un elemento que se identifique.
El bus de datos es por donde todos los elementos enviaran los datos. En una escritura, elprocesador pondra los datos que quiere que lea el elemento senalado con el bus de direcciones.En el caso de una lectura, el procesador leera los datos que haya puesto el elemento senalado.El bus de datos es, por tanto, bidireccional.
El bus de control es aquel mediante el cual el procesador explica que operacion se esta efec-tuando. Las operaciones mas corrientes son leer y escribir.
Sistema operativo
El sistema operativo se encarga de ejecutar las funciones del automata, tanto si son entiempo real como si no. En programas sencillos se ejecutan todas las funciones dentro de unsolo ciclo. En programas mas complejos nos podemos encontrar que el tiempo de ejecucion seainaceptable. En estos casos a menudo se hace un fraccionamiento del programa en modulos(subrutinas) de manera que no todos los modulos se ejecutan en todos los ciclos.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Tesis Control de una planta de tratamiento de agua 22
Se encuentran tambien casos en los que se ejecuta una parte de cada modulo en cada ciclode programa. Este metodo tiene serios problemas de interpretacion de programas y depura-cion y correccion de errores de los mismos. Algunos automatas incorporan ya subrutinas deinterrupcion por tiempo que permiten ejecutar algunas partes de programa cada un ciertotiempo.
2.3.2. Lenguajes y sistemas de programacion
El tecnico que prepara un automatismo debe disenar primero la logica que este tiene queseguir y, una vez acabado el diseno, tiene que explicarlo al automata a fin de que este puedaentenderlo y llevarlo a la practica.
El metodo que use para crear el automatismo no tiene ninguna importancia mientrasdespues sea capaz de traducirlo a alguna forma inteligible para el automata. Los metodos deentrar el automatismo al automata (lenguajes de programacion) son diversos. A continuaciondescribimos los mas comunes.
Diagrama de contactos (de escalera o ladder)
Tambien conocido como diagrama de reles, es la forma mas comun de programar unautomata. Se trata de hacer un esquema como si se tuviese que hacer un automatismocon reles y esto se ingresa graficamente en el software del automata. Este lenguaje tiene laventaja de que los tecnicos de mantenimiento estan acostumbrados a dibujar circuitos logicoscon reles. En la mayor parte de los automatas el circuito se dibuja segun el metodo americanoen que los sımbolos son diferentes y las lıneas logicas van horizontales con las salidas a laderecha, tal como se ve en la fig. 2.8.
Figura 2.8: Programacion en escalera
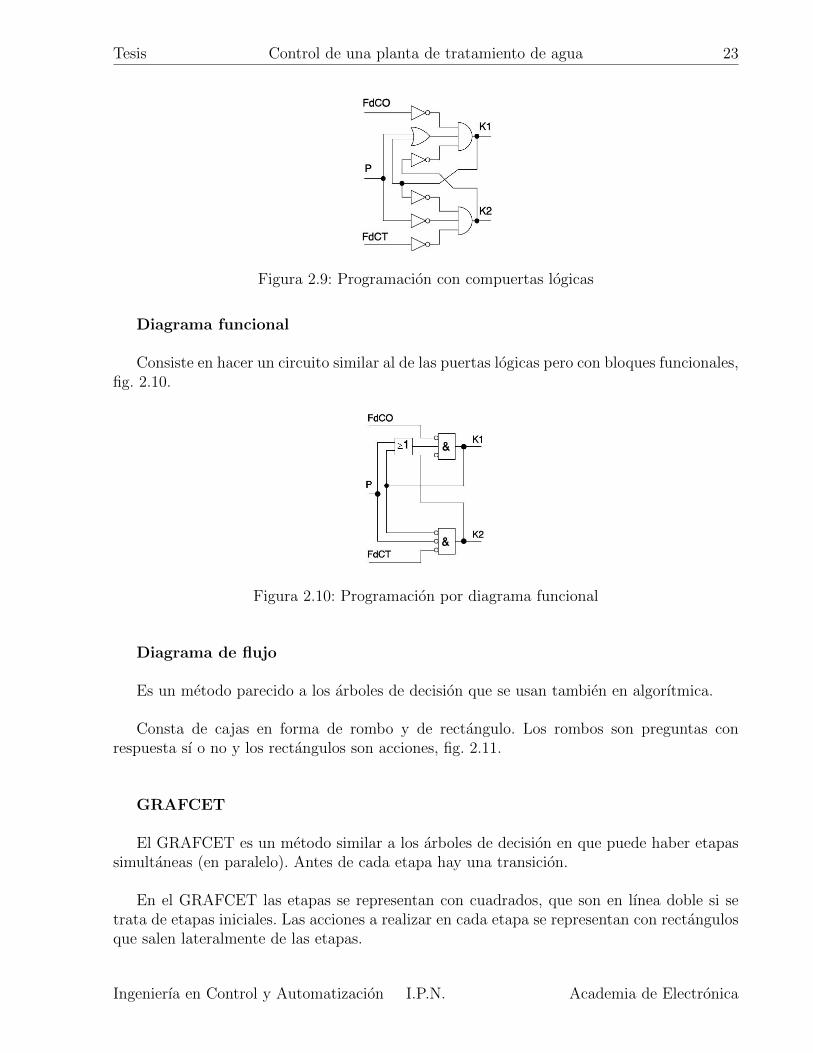
Puertas logicas
Consiste en hacer un esquema como si se tuviese que hacer un automatismo electronico.Este metodo tiene la ventaja de ser sencillo para aquellos que han trabajado antes con puertaslogicas, fig. 2.9.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 23
Figura 2.9: Programacion con compuertas logicas
Diagrama funcional
Consiste en hacer un circuito similar al de las puertas logicas pero con bloques funcionales,fig. 2.10.
Figura 2.10: Programacion por diagrama funcional
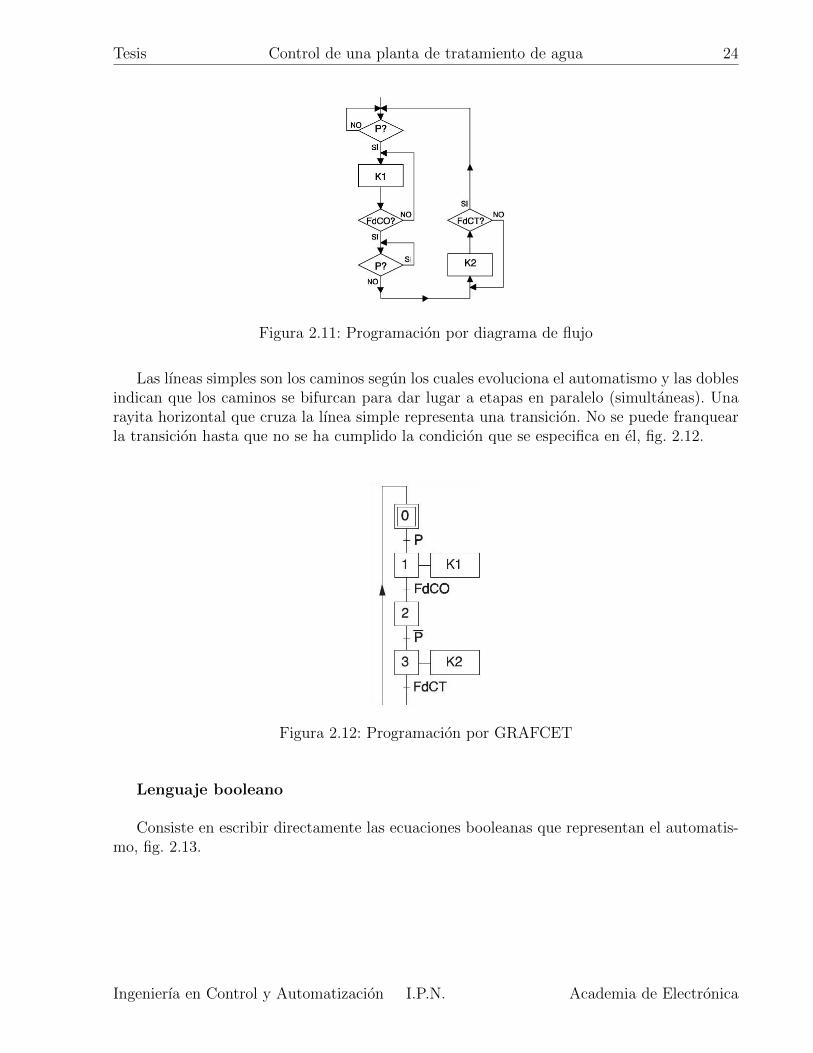
Diagrama de flujo
Es un metodo parecido a los arboles de decision que se usan tambien en algorıtmica.
Consta de cajas en forma de rombo y de rectangulo. Los rombos son preguntas conrespuesta sı o no y los rectangulos son acciones, fig. 2.11.
GRAFCET
El GRAFCET es un metodo similar a los arboles de decision en que puede haber etapassimultaneas (en paralelo). Antes de cada etapa hay una transicion.
En el GRAFCET las etapas se representan con cuadrados, que son en lınea doble si setrata de etapas iniciales. Las acciones a realizar en cada etapa se representan con rectangulosque salen lateralmente de las etapas.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 24
Figura 2.11: Programacion por diagrama de flujo
Las lıneas simples son los caminos segun los cuales evoluciona el automatismo y las doblesindican que los caminos se bifurcan para dar lugar a etapas en paralelo (simultaneas). Unarayita horizontal que cruza la lınea simple representa una transicion. No se puede franquearla transicion hasta que no se ha cumplido la condicion que se especifica en el, fig. 2.12.
Figura 2.12: Programacion por GRAFCET
Lenguaje booleano
Consiste en escribir directamente las ecuaciones booleanas que representan el automatis-mo, fig. 2.13.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Tesis Control de una planta de tratamiento de agua 25
Figura 2.13: Programacion mediante lenguaje booleano
Lista de instrucciones
Se trata de describir las ecuaciones booleanas con una lista de instrucciones de un solooperando. Cada automata tiene su forma particular de hacerlo. Una podrıa ser la de la fig.2.14.
Figura 2.14: Programacion por lista de instrucciones
Lenguajes de alto nivel
Hay automatas que admiten programacion con lenguajes como BASIC o PASCAL conla ventaja de que los lenguajes son muy parecidos a los que se usan en la programacion deordenadores. En algunos automatas el lenguaje es interpretado (no compilado) lo cual dalugar a tiempos lentos de ejecucion, fig. 2.15.
Figura 2.15: Programacion por lenguajes de alto nivel
2.3.3. Clasificacion
Los fabricantes han desarrollado familias de productos que comprenden equipos desde10 entradas/salidas hasta grandes controladores capaces de gobernar hasta 10000 entra-das/salidas con memorias de hasta 5 MB o incluso mas. El campo de aplicacion cubre desde elmınimo nivel de automatizacion de una secuencia de enclavamientos hasta el control completode un proceso de produccion continua.
Visto este gran abanico de posibilidades se hace necesario establecer unos criterios de iden-tificacion al referirnos a los diferentes tipos de automata. Con los equipos disponibles hastael momento se puede hacer una clasificacion atendiendo fundamentalmente a dos aspectos:
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Tesis Control de una planta de tratamiento de agua 26
Factores cuantitativos:
- Equipos pequenos: hasta 128 E/S y memoria de 1 a 4 K
- Equipos medianos: entre 128 y 500 E/S y memoria hasta 32 K
- Equipos grandes: mas de 500 E/S y memoria superior a 32 K
Factores cualitativos:
- Nivel 1: Control de variables binarias, temporizadores, contadores y registros.
- Nivel 2: Control de variables binarias y enteras, operaciones aritmeticas, y comunica-ciones a nivel elemental.
- Nivel 3: Control de variables binarias, enteras y reales (coma flotante), operacionesaritmeticas, trigonometricas, logarıtmicas, etc., manipulacion de gran cantidad de da-tos. Uso de E/S inteligentes y comunicaciones transparentes procesador-procesador oen red.
Respecto a los factores cuantitativos, es necesario decir que la distincion entre equipos pe-quenos y medianos depende de los criterios de los fabricantes que pueden ser diferentes delos datos de E/S que hemos dado. No obstante son datos comunmente aceptados por losprincipales fabricantes del sector.
2.3.4. Criterios de aplicacion
A la hora de automatizar una planta o proceso encontramos diversas soluciones tecnologi-cas que podemos resumir en la fig. 2.16.
Figura 2.16: Criterios de aplicacion
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Tesis Control de una planta de tratamiento de agua 27
Antes de decidir una tecnologıa es necesario tener definidos:
- Necesidad de entradas y salidas: Es necesario definir el numero y el tipo (analogicas,digitales, codificadas, etc.).
- Necesidad de elementos auxiliares: Contadores, temporizadores, reles internos (o bies-tables), etc.
- Necesidad de potencia de calculo: Operaciones aritmeticas y de comparacion, raıcescuadradas, funciones trigonometricas, logarıtmicas y exponenciales, bucles PID.
- Necesidad de entradas y salidas: Necesidad de tarjetas inteligentes (control de ejes,control de motores paso a paso, etc.
- Comunicacion con operadores: Es necesario definir como tiene que ser la comunicacioncon el hombre y la informacion a intercambiar.
- Comunicacion con otros equipos de control y auxiliares (automatas, ordenadores deproceso, ordenadores de gestion, impresoras, etc.) indican, si procede, la jerarquıa.
- Variabilidad: El proceso a controlar es previsto que evolucione con mejoras y refina-mientos. Conviene que en cada serie de fabricacion de productos se puedan introducirmodificaciones al proceso.
2.3.5. Velocidad de respuesta
La velocidad de respuesta es a menudo un condicionante importante. Los sistemas maslentos son el electromagnetico y el neumatico ya que en ellos la respuesta depende de un movi-miento en que se tienen que vencer las inercias iniciales. Los circuitos de puertas electronicasson los mas rapidos ya que todas las entradas son tratadas simultaneamente.
Los equipos electronicos programados son rapidos pero menos que las puertas ya que lasdecisiones se van tomando una tras otra y no simultaneamente. Ordenar convenientementeel programa, fragmentar el programa en partes con diferentes prioridades de ejecucion y usarinterrupciones por tiempo son algunas de las herramientas que el programador puede usarpara conseguir el tiempo de respuesta requerido.
2.3.6. Seleccion de un automata
Es conveniente disponer de fichas de los automatas entre los que se tiene que escoger. Encada ficha haremos constar:
- Datos de catalogo: Marca, modelo, fabricante, fecha de comercializacion.
- Posibilidades del equipo: Numero maximo de entradas, salidas, temporizadores, conta-dores, entradas y salidas analogicas, contadores rapidos, etc.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Tesis Control de una planta de tratamiento de agua 28
- Datos de la unidad central: Tiempo de scan por 1K de programa, tipos de memoria,complejidad de los posibles calculos.
- Posibles ampliaciones y comunicaciones: Redes de comunicacion, entradas/salidas re-motas, modularidad.
- Programacion: Lenguajes disponibles, posibilidad de programacion off line, idioma.
- Criterios economicos: Precio del equipo completo y la instalacion, coste de la formaciondel personal, etc, OMF98 10 .
2.4. Resumen del capıtulo
Como se puede observar en el analisis anterior respecto a las arquitecturas de control, noexiste una mejor que otra; ni se llega a aplicar una sola dentro de un proceso tan complejocomo el estudiado, debido a que cuenta con diversas etapas, sin embargo en la mayorıa delproceso se aplica el control por retroalimentacion y en cascada, en el arranque de bombasse suele utilizar el control selectivo, y de rango dividido, el unico control que no se puedeobservar su aplicacion en este proceso es el de accion precalculada; con lo que respecta altipo de automatizacion, para el caso de estudio en particular se opto por una automatizacionintegrada, ya que el proceso depende de diversas areas de la empresa.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
3
Descripcion del sistema
Objetivo general del capıtulo:
A lo largo de este capıtulo se analizara la descripcion del sistema estudiado,las etapas de este, equipos utilizados en el diseno y elementos de control.
29

Tesis Control de una planta de tratamiento de agua 30
3.1. Equipos y caracterısticas
Para poder comprender mejor el proceso de tratamiento de lodos, es necesario contarcon el DTI, vease apendice A, a continuacion se estudiaran los equipos utilizados en dichoproceso.
3.1.1. Clarificador de placas inclinadas
Es un equipo que por un procedimiento fısico separa los solidos del agua, en un espacio deun tercio de lo que lo hace un clarificador convencional (circular). Despues de la floculacion,estos solidos reposan en las placas inclinadas y por gravedad resbalan al fondo. Pueden sercon fondo conico o cilındrico. Su construccion es acero al carbon con recubrimientos epoxicosinternos y externos, o bien, acero inoxidable. Su capacidad va de 10 a 2,000 gpm, fig. 3.1.
Figura 3.1: Clarificador de placas inclinadas
3.1.2. Clarificadores DAF
Un influente que comunmente es penetrado con quımicos, se presuriza con aire disuelto yse transfiere al clarificador ahı se libera la presion y millones de burbujas de aire son libera-das, adhiriendose a los solidos suspendidos y otros contaminantes, elevandose a la superficie.El material flotante y el sedimentado, es removido por brazos desnatadoras en la superficierastra en el fondo, para su desalojo. Estos sistemas son 100 % presurizados o de recirculacion.Mezclan floculacion, clarificacion y engrosamiento de lodos en una sola operacion. Su capa-cidad es de 8 a 1,000 gpm. Y en sus usos comunes remueve partıculas suspendidas ası comograsas, emulsiones, etc.
Los clarificadores DAF (Por sus siglas en ingles: Dissolved Air Flotation, es decir, Flo-tacion por Aire Disuelto) se utilizan normalmente para remover solidos suspendidos, grasas,aceites y partıculas flotantes en el agua de deshecho, fig. 3.2.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 31
Figura 3.2: Clarificador DAF
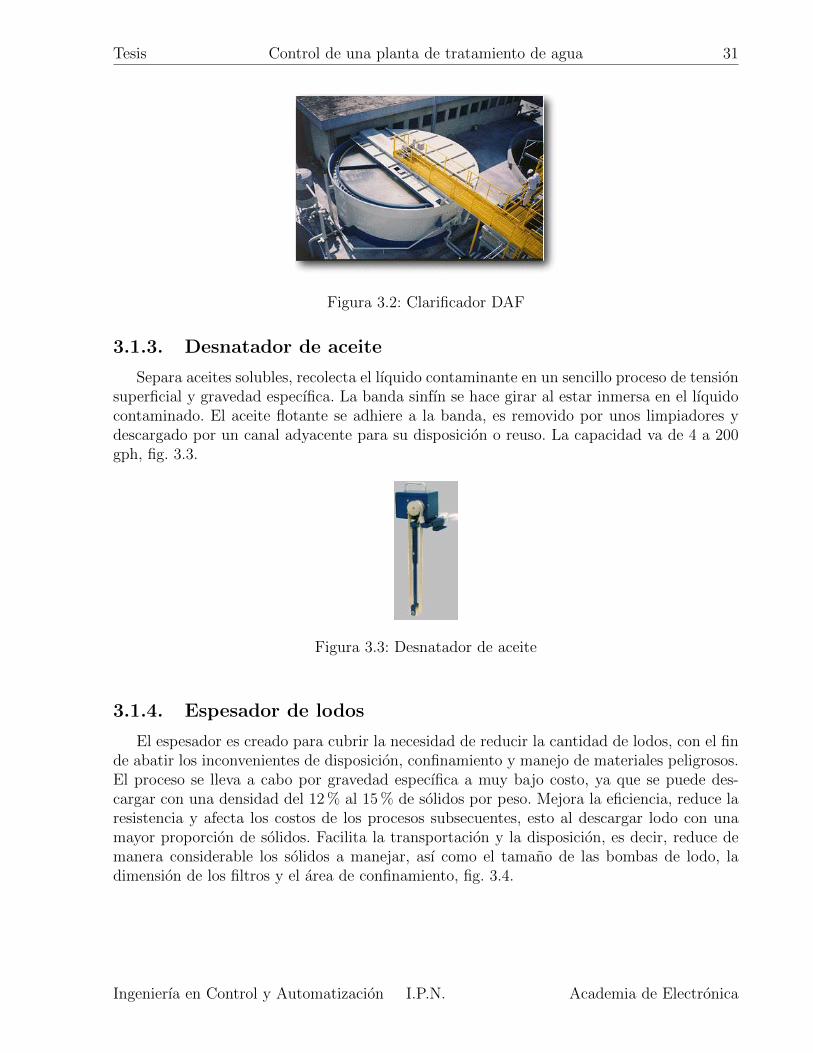
3.1.3. Desnatador de aceite
Separa aceites solubles, recolecta el lıquido contaminante en un sencillo proceso de tensionsuperficial y gravedad especıfica. La banda sinfın se hace girar al estar inmersa en el lıquidocontaminado. El aceite flotante se adhiere a la banda, es removido por unos limpiadores ydescargado por un canal adyacente para su disposicion o reuso. La capacidad va de 4 a 200gph, fig. 3.3.
Figura 3.3: Desnatador de aceite
3.1.4. Espesador de lodos
El espesador es creado para cubrir la necesidad de reducir la cantidad de lodos, con el finde abatir los inconvenientes de disposicion, confinamiento y manejo de materiales peligrosos.El proceso se lleva a cabo por gravedad especıfica a muy bajo costo, ya que se puede des-cargar con una densidad del 12 % al 15 % de solidos por peso. Mejora la eficiencia, reduce laresistencia y afecta los costos de los procesos subsecuentes, esto al descargar lodo con unamayor proporcion de solidos. Facilita la transportacion y la disposicion, es decir, reduce demanera considerable los solidos a manejar, ası como el tamano de las bombas de lodo, ladimension de los filtros y el area de confinamiento, fig. 3.4.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 32
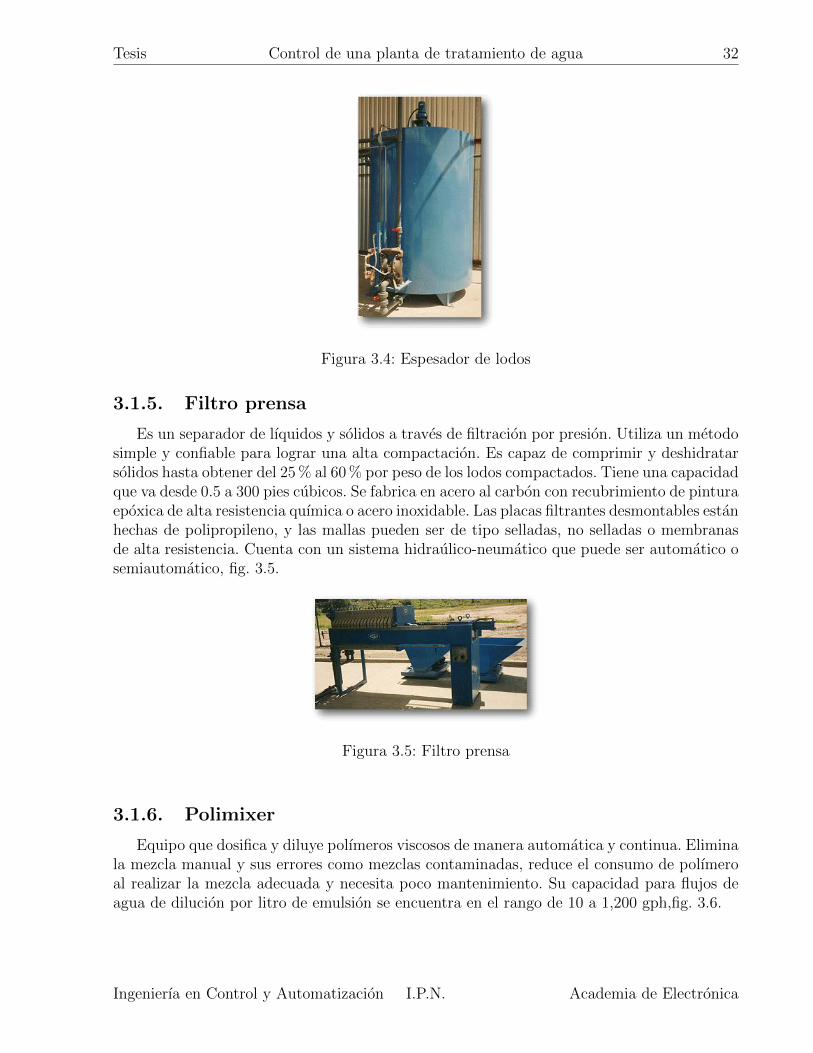
Figura 3.4: Espesador de lodos
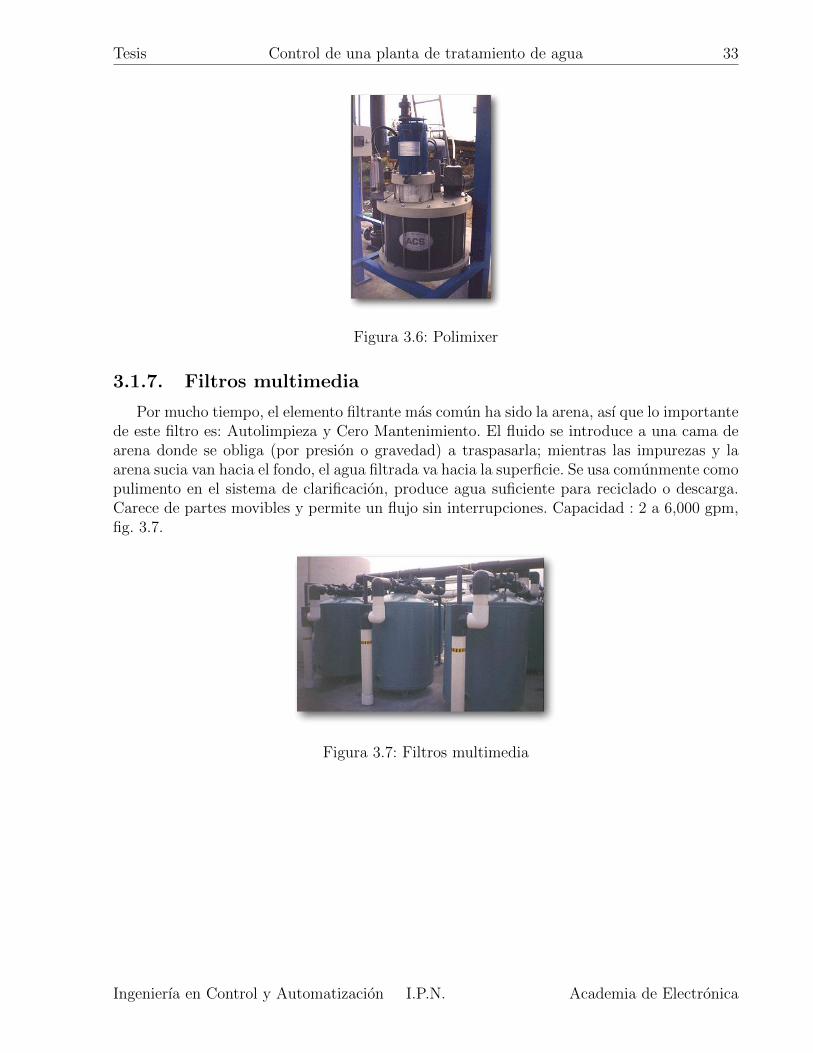
3.1.5. Filtro prensa
Es un separador de lıquidos y solidos a traves de filtracion por presion. Utiliza un metodosimple y confiable para lograr una alta compactacion. Es capaz de comprimir y deshidratarsolidos hasta obtener del 25 % al 60 % por peso de los lodos compactados. Tiene una capacidadque va desde 0.5 a 300 pies cubicos. Se fabrica en acero al carbon con recubrimiento de pinturaepoxica de alta resistencia quımica o acero inoxidable. Las placas filtrantes desmontables estanhechas de polipropileno, y las mallas pueden ser de tipo selladas, no selladas o membranasde alta resistencia. Cuenta con un sistema hidraulico-neumatico que puede ser automatico osemiautomatico, fig. 3.5.
Figura 3.5: Filtro prensa
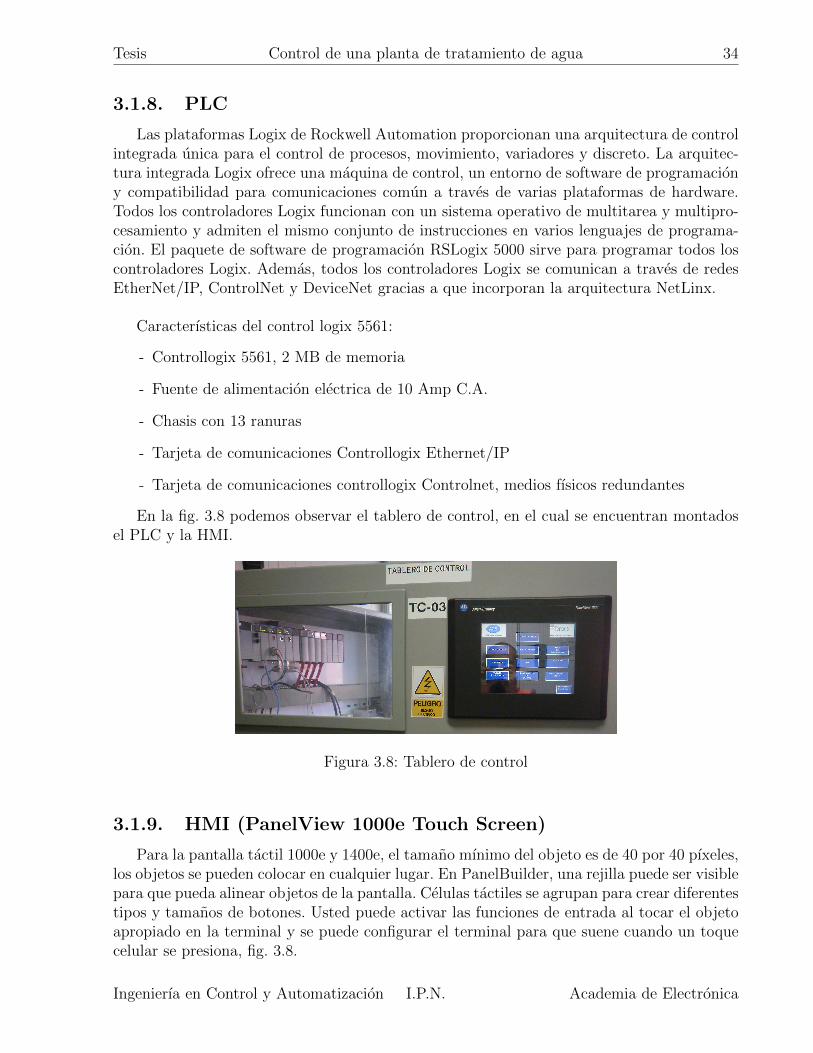
3.1.6. Polimixer
Equipo que dosifica y diluye polımeros viscosos de manera automatica y continua. Eliminala mezcla manual y sus errores como mezclas contaminadas, reduce el consumo de polımeroal realizar la mezcla adecuada y necesita poco mantenimiento. Su capacidad para flujos deagua de dilucion por litro de emulsion se encuentra en el rango de 10 a 1,200 gph,fig. 3.6.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 33
Figura 3.6: Polimixer
3.1.7. Filtros multimedia
Por mucho tiempo, el elemento filtrante mas comun ha sido la arena, ası que lo importantede este filtro es: Autolimpieza y Cero Mantenimiento. El fluido se introduce a una cama dearena donde se obliga (por presion o gravedad) a traspasarla; mientras las impurezas y laarena sucia van hacia el fondo, el agua filtrada va hacia la superficie. Se usa comunmente comopulimento en el sistema de clarificacion, produce agua suficiente para reciclado o descarga.Carece de partes movibles y permite un flujo sin interrupciones. Capacidad : 2 a 6,000 gpm,fig. 3.7.
Figura 3.7: Filtros multimedia
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 34
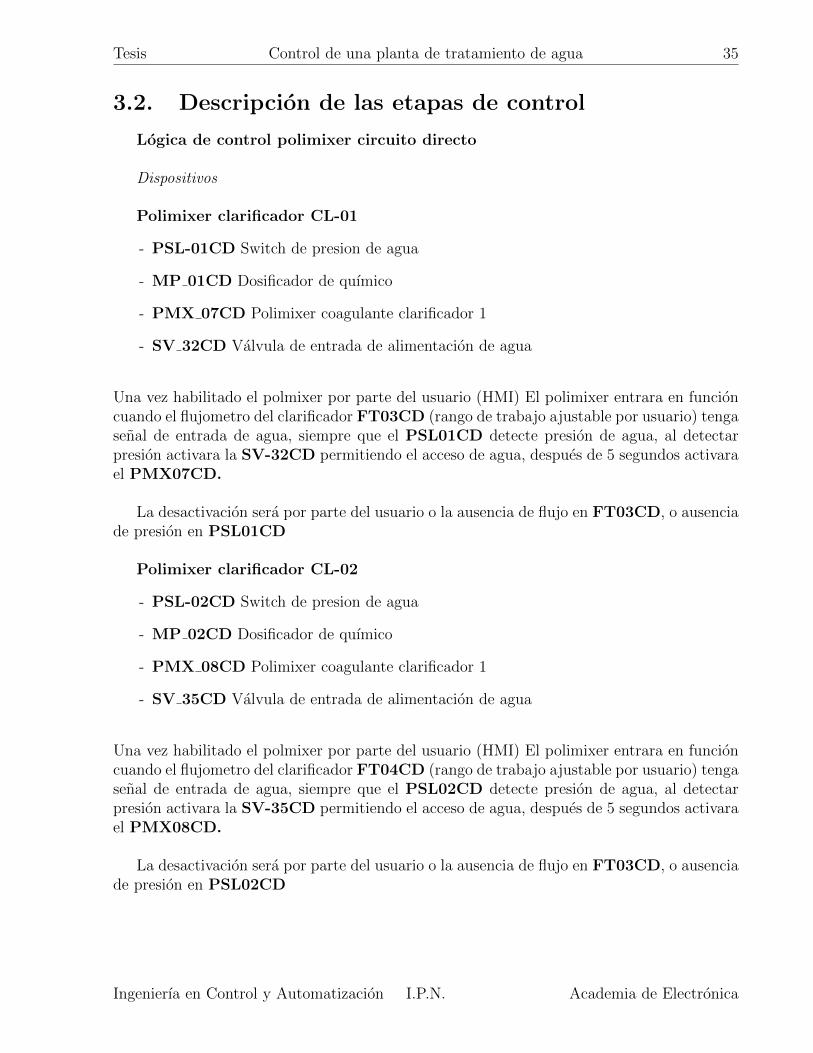
3.1.8. PLC
Las plataformas Logix de Rockwell Automation proporcionan una arquitectura de controlintegrada unica para el control de procesos, movimiento, variadores y discreto. La arquitec-tura integrada Logix ofrece una maquina de control, un entorno de software de programaciony compatibilidad para comunicaciones comun a traves de varias plataformas de hardware.Todos los controladores Logix funcionan con un sistema operativo de multitarea y multipro-cesamiento y admiten el mismo conjunto de instrucciones en varios lenguajes de programa-cion. El paquete de software de programacion RSLogix 5000 sirve para programar todos loscontroladores Logix. Ademas, todos los controladores Logix se comunican a traves de redesEtherNet/IP, ControlNet y DeviceNet gracias a que incorporan la arquitectura NetLinx.
Caracterısticas del control logix 5561:
- Controllogix 5561, 2 MB de memoria
- Fuente de alimentacion electrica de 10 Amp C.A.
- Chasis con 13 ranuras
- Tarjeta de comunicaciones Controllogix Ethernet/IP
- Tarjeta de comunicaciones controllogix Controlnet, medios fısicos redundantes
En la fig. 3.8 podemos observar el tablero de control, en el cual se encuentran montadosel PLC y la HMI.
Figura 3.8: Tablero de control
3.1.9. HMI (PanelView 1000e Touch Screen)
Para la pantalla tactil 1000e y 1400e, el tamano mınimo del objeto es de 40 por 40 pıxeles,los objetos se pueden colocar en cualquier lugar. En PanelBuilder, una rejilla puede ser visiblepara que pueda alinear objetos de la pantalla. Celulas tactiles se agrupan para crear diferentestipos y tamanos de botones. Usted puede activar las funciones de entrada al tocar el objetoapropiado en la terminal y se puede configurar el terminal para que suene cuando un toquecelular se presiona, fig. 3.8.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 35
3.2. Descripcion de las etapas de control
Logica de control polimixer circuito directo
Dispositivos
Polimixer clarificador CL-01
- PSL-01CD Switch de presion de agua
- MP 01CD Dosificador de quımico
- PMX 07CD Polimixer coagulante clarificador 1
- SV 32CD Valvula de entrada de alimentacion de agua
Una vez habilitado el polmixer por parte del usuario (HMI) El polimixer entrara en funcioncuando el flujometro del clarificador FT03CD (rango de trabajo ajustable por usuario) tengasenal de entrada de agua, siempre que el PSL01CD detecte presion de agua, al detectarpresion activara la SV-32CD permitiendo el acceso de agua, despues de 5 segundos activarael PMX07CD.
La desactivacion sera por parte del usuario o la ausencia de flujo en FT03CD, o ausenciade presion en PSL01CD
Polimixer clarificador CL-02
- PSL-02CD Switch de presion de agua
- MP 02CD Dosificador de quımico
- PMX 08CD Polimixer coagulante clarificador 1
- SV 35CD Valvula de entrada de alimentacion de agua
Una vez habilitado el polmixer por parte del usuario (HMI) El polimixer entrara en funcioncuando el flujometro del clarificador FT04CD (rango de trabajo ajustable por usuario) tengasenal de entrada de agua, siempre que el PSL02CD detecte presion de agua, al detectarpresion activara la SV-35CD permitiendo el acceso de agua, despues de 5 segundos activarael PMX08CD.
La desactivacion sera por parte del usuario o la ausencia de flujo en FT03CD, o ausenciade presion en PSL02CD
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 36
Polimixer clarificador CL-03
- PSL-03CD Switch de presion de agua
- MP 03CD Dosificador de quımico
- PMX 09CD Polimixer coagulante clarificador 1
- SV 38CD Valvula de entrada de alimentacion de agua
Una vez habilitado el polmixer por parte del usuario (HMI) El polimixer entrara en funcioncuando el flujometro del clarificador FT05CD (rango de trabajo ajustable por usuario) tengasenal de entrada de agua, siempre que el PSL03CD detecte presion de agua, al detectarpresion activara la SV-38CD permitiendo el acceso de agua, despues de 5 segundos activarael PMX09CD.
La desactivacion sera por parte del usuario o la ausencia de flujo en FT05CD, o ausenciade presion en PSL03CD
Fosa de Ecualizacion
Elementos de Control y Monitoreo
- LSH-01PL
- LSL-01PL
- LIT-01PL
- SLT-01PL
- CP-01APL
- CP-01BP
- MX-01PL
- MX-02PL
- AV-01P
- AV-02PL
- PIT-01PL
- PIT-02PL
- FE-01PL
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Tesis Control de una planta de tratamiento de agua 37
Bombas de Fosa de Ecualizacion
Dos bombas verticales CP-01APL y CP-01BPL de 50 HP ,extraeran agua de la Fosade Ecualizacion para alimentar a los Flocuoladores. El arranque y variacion de velocidadseran controlados por dos VFD de la Marca Schneider Modelo Altivar 61 ubicado en el CCMde planta de lodos.
Bomba vertical Fosa de Ecualizacion CP-01APL
Un trasmisor de presion a la salida de la bomba CP-01APL (PIT01PL) sera escaladaen unidades de ingenierıa por el PLC (PI01PL).
Una falla de senal (PA01PL) sera generada por el PLC si la senal analogica del trasmisorde presion cae por debajo de 3.5 mA o sube por arriba de 21 mA. Esta alarma dentendra laoperacion de la bomba y no permitira su arranque hasta que el fallo haya sido recogigo.La alarma de falla de senal del trasmisor de presion a la salida de la bomba CP-01APL,inhibira cualquier otra alarma de presion.
Una alarma de baja presion a la salida de la bomba CP-01APL (PAL01PL) se gene-rara despues de arrancada la bomba CP-01APL y despues de un tiempo de confirmacionPAL01PLTD si la presion se encuentra por debajo de un punto de ajuste PAL01PLS.Esta alarma detendra la bomba CP-01APL.
Una aviso de alta presion a la salida de la bomba CP-01APL (PAH01PL) se gene-rara si la presion se encuentra por arriba de un punto de ajuste PAH01PLS, la alarma sereestablecera hasta que la presion descienda por un punto de ajuste PAH01PLS .
Una alarma de alta alta presion a la salida de la bomba CP-01APL (PAHH01PL) segenerara despues de arrancada la bomba CP-01APL y despues de un tiempo de confirmacionPAHH01PLTD si la presion se encuentra por arriba de un punto de ajuste PAHH01PLS.Esta alarma detendra la bomba CP-01APL y se restablecera cuando la presion se encuentrepor debajo de un punto de ajuste PAHH01PLS.
Una aviso de posicion desconocida de valvula manual a la salida de la bomba CP-01APLAV-01PL (AVA01PL) se generara cuando los interruptores de posicion de dicha valvula,se encuentren activados o desactivados simultaneamente.
Bomba vertical Fosa de Ecualizacion CP-02APL
Un trasmisor de presion a la salida de la bomba CP-02APL (PIT02PL) sera escaladaen unidades de ingenierıa por el PLC (PI02PL).
Una falla de senal (PA02PL) sera generada por el PLC si la senal analogica del trasmisorde presion cae por debajo de 3.5 mA o sube por arriba de 21 mA .Esta alarma dentendra laoperacion de la bomba y no permitira su arranque hasta que el fallo haya sido recogido.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 38
La alarma de falla se senal del trasmisor de presion a la salida de la bomba CP-02APL,inhibira cualquier otra alarma de presion.
Una alarma de baja presion a la salida de la bomba CP-02APL (PAL02PL) se gene-rara despues de arrancada la bomba CP-02APL y despues de un tiempo de confirmacionPAL02PLTD si la presion se encuentra por debajo de un punto de ajuste PAL02PLS.Esta alarma detendra la bomba CP-02APL.
Una aviso de alta presion a la salida de la bomba CP-02APL (PAH02PL) se gene-rara si la presion se encuentra por arriba de un punto de ajuste PAH02PLS, la alarma sereestablecera hasta que la presion descienda por un punto de ajuste PAH02PLS.
Una alarma de alta alta presion a la salida de la bomba CP-02APL (PAHH02PL) segenerara despues de arrancada la bomba CP-01APL y despues de un tiempo de confirmacionPAHH02PLTD si la presion se encuentra por arriba de un punto de ajuste PAHH02PLS.Esta alarma detendra la bomba CP-02APL y se restablecera cuando la presion se encuentrepor debajo de un punto de ajuste PAHH02PLS.
Una aviso de posicion desconocida de valvula manual a la salida de la bomba CP-02APLAV-02PL (AVA02PL) se generara cuando los interruptores de posicion de dicha valvula,se encuentren activados o desactivados simultaneamente.
Mezcladores Fosa de Ecualizacion
La Fosa de ecualizacion cuenta con dos mezcladores de 2.3 HP
Mezclador fosa de ecualizacion MX-01PL
El Mezclador de fosa de ecualizacion MX-01PL arrancara cuando el nivel de la fosa deecualizacion LI01PL este por arriba de un punto de ajuste LA01HAPLS y parara cuandoel nivel se encuentre por abajo de un punto de ajuste LA01HAPLS. Un aviso LA01HAPLsera generado por el PLC cada vez el mezclador arranque por esta condicion.
El Mezclador podra operarse en modo manual con un selector Manual-Automatico(MX01PLMANUAL) presente en el HMI. El arranque y paro sera posible con dos botonesde arranque (MX01PLSTART) y paro (MX01PLSTOP).
Una alarma de Falla de Mezcaldor MX01-PL (MXA01PLA) sera generada por el PLCcuando el mezclador presente una falla por sobrecorriente o sobre temperatura. Esta alarmadentendra el mezclador y no podra ser reestablecido hasta que la falla se solucione.
Un aviso sera generado cuando el mezclador sea puesto en operacion manual desde elCCM (MXA01PLB)
En el HMI se desplegara la siguiente informacion relativa al funcionamiento del mezclador:
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Tesis Control de una planta de tratamiento de agua 39
- Horas de trabajo (MX01PL WORK HOURS)
- Corriente de Fase A (MX01PL PHASE A CURRENT)
- Corriente de Fase B (MX01PL PHASE B CURRENT)
- Corriente de Fase C (MX01PL PHASE C CURRENT)
Mezclador fosa de ecualizacion MX-02PL
El Mezclador de fosa de ecualizacion MX-02PL arrancara cuando el nivel de la fosa deecualizacion LI01PL este por arriba de un punto de ajuste LA01HBPLS y parara cuandoel nivel se encuentre por abajo de un punto de ajuste LA01HBPLR. Un aviso LA01HBPLsera generado por el PLC cada vez el mezclador arranque con esta condicion.
El Mezclador podra operarse en modo manual con un selector Manual-Automatico(MX02PLMANUAL) presente en el HMI. El arranque y paro sera posible con dos botonesde arranque (MX02PLSTART) y paro (MX02PLSTOP).
Una alarma de Falla de Mezcaldor MX02-PL (MXA02PLA) sera generada por el PLCcuando el mezclador presente una falla por sobrecorriente o sobre temperatura. Esta alarmadentendra el mezclador y no podra ser reestablecido hasta que la falla se solucione.
Un aviso sera generado cuando el mezclador sea puesto en operacion manual desde elCCM (MXA02PLB)
En el HMI se desplegara la siguiente informacion relativa al funcionamiento del mezclador:
- Horas de trabajo (MX02PL WORK HOURS)
- Corriente de Fase A (MX02PL PHASE A CURRENT)
- Corriente de Fase B (MX02PL PHASE B CURRENT)
- Corriente de Fase C (MX02PL PHASE C CURRENT)
Fosa de Ecualizacion
La fosa de ecualizacion cuenta con un trasmisor de nivel LIT-01PL que sera escalado enunidades de ingenierıa por el PLC LI01PL.
Una alarma de alto alto nivel LA01HHPL sera generada cuando el nivel de la fosa estepor arriba de un punto de ajuste LA01HHPLS y se restablecera cuando el nivel este pordebajo de un punto de ajuste LA01HHPLR.
Una alarma de bajo nivel LA01LPL sera generada cuando el nivel de la fosa este porabajo de un punto de ajuste LA01LPLS y se restablecera cuando el nivel este por arriba
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 40
de un punto de ajuste LA01LPLR. Esta alarma sacara de operacion a los mezcladoresMX01-PL, MX02-PL y las bombas verticales CP01-PL y CP02-PL.
Flujo de entrada a Floculadores (FE-01PL)
El agua de la fosa extraida por las bombas CP-01APL y CP-01BPL alimenta a dosfloculadores con un flujo de trabajo de 400 m3/hr. El flujo sera medido por el trasmisor deFlujo FE-01PL y escalado en unidades de ingenierıa por el PLC (FI01PL).
Al operar cualquiera de las bombas CP-01APL y CP-01BPL, el PLC generara un avisode bajo flujo (FAL01PLLA) si el flujo de alimentacion a los fluoculadores se encuentra pordebajo de un punto de ajuste (FAL01PLLS). Una vez que el flujo se encuentre por arribade un punto de ajuste (FAL01PLLR) el aviso se reestablecera.
Si la alarma de FAL01PLLA continua durante un tiempo (FAL01PLLTD) se gene-rara una alarma que detendra las bombas CP-01APL y CP-01BPL para proteccion de lasmismas.
El flujo sera totalizado (FI01PLTOT) para su despliegue en el HMI. La lectura de tota-lizado sera restablecida a cero cuando alcance los X m3 o a solicitud del operador presionandoel boton (HPB1) que para ese efecto se encontrara en el HMI.
Una alarma de falla de senal del Flujo de alimentacion a los floculadores (FA01PL)sera generada por el PLC si en la entrada analogica del PLC a la cual esta conectada eltrasmisor, detecta un nivel de corriente por debajo de los 3.5 mA o por arriba de los 21.0mA. Esta alarma inhabilitara las demas alarmas relacionadas.
Sistema de Dosificacion de Cloruro Ferrico Planta de Lodos y Circuito Directo
Elementos de Control y Monitoreo
- TK-03PL Tanque de almacenamiento de Cloruro Ferrico
- LSL-03PL Interruptor de Bajo de nivel de tamque TK-03PL
- SV-37A Solenoide de Bomba Pneumatica A de alimentacion de Cloruro Ferrico aTK-04PL/TK-01CD
- SV-37B Solenoide de Bomba Pneumatica B de alimentacion de Cloruro Ferrico aTK-04PL/TK-01CD
- TK-04PL Tanque de almacenamiento de Cloruro Ferrico de Planta de Lodos
- LSHH-04PL Interruptor de Alto-Alto nivel de tanque TK-04PL
- LSH-04PL Interruptor de Alto nivel de tanque TK-04PL
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 41
- LSL-04PL Interruptor de Bajo nivel de tanque TK-04PL
- SV-10PL Valvula de alimentacion de cloruro Ferrico a Tamque TK-04PL
- TK-01CD Tanque de almacenamiento de Cloruro Ferrico de Planta de Lodos
- SV-41CD Valvula de alimentacion de cloruro Ferrico a Tamque TK-04PL
- LSHH-01PL Interruptor de Alto-Alto nivel de tanque TK-01CD
- LSH-01PL Interruptor de Alto nivel de tanque TK-01PL
- LSL-01PL Interruptor de Bajo nivel de tanque TK-01PL
Sistema de suministro de Cloruro Ferrico a Circuito directo y Planta de Lodos
El Sistema de suministro de Cloruro Ferrico a Circuito directo y Planta de Lodos constade un Tanque de almacenamiento de Cloruro Ferrico con una capacidad de 3000 Litros TK-03PL y dos tanques de dosificacion de 1000 Litros TK-01CD y TK-04PL.
Tanque de almacenamiento de Cloruro Ferrico TK-03PL
El tanque TK-03PL almacenara el cloruro ferrico y alimentara a los tanques TK-04PLy TK-01PL cuando estos lo requieran por medio de dos bombas pneumaticas que seranaccionadas por las valvulas solenoides SV-37A y SV-37B.
Cuando se detecte nivel bajo en el tanque, es decir, cuando se active LSL-03PL, habra ba-jo nivel de cloruro ferrico en el tanque TK-03PL, se activara una Alarma de bajo nivel deCloruro Ferrico en el tanque TK-03PL , LAL03PL despues de un tiempo de confirmacionLAL03PLTD.
Las bombas pneumaticas de alimentacion de Cloruro Ferrico a TK-04PL/TK-01CDse activaran cuando se requiera cloruro ferrico en TK-04PL y/o TK-01CD. Las bombaspodran operar en los siguientes modos:
- Automatico Alternado: Las dos bombas alternaran su funcionamiento.
- Automatico 1 Bomba: Funcionara una de las bombas por seleccion del operador.
- Manual: Se activaran manualmente desde el HMI.
En ninguno de los casos las bombas funcionaran con nivel bajo, es decir, cuando este presentela alarma de bajo nivel LAL03PL en el tanque TK-03PL. Si las bombas se encuentran fun-cionando cuando esta alarma ocurra, las mismas se detendran. Si no se encuetran funcionado,no podran entrar en operacion hasta que se haya recuperado nivel en el tanque y la alarmaLAL03PL se haya restablecido.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 42
Tanque de Dosificacion de cloruro ferrico TK-04PL Planta de lodos
El tanque TK-04PL cuenta con tres interruptores de nivel alto-alto (LSHH-04PL), alto(LSH-04PL) y bajo (LSL-04PL).
Cuando se active LSL-04PL, habra bajo nivel de cloruro ferrico en el tanque TK-04PLse activara una alarma de bajo nivel de cloruro ferrico LAL04PL despues de un tiempo deconfirmacion LAL04PLTD. Esta alarma se visualizara en el HMI y solicitara al sistema desuministro de cloruro ferrico que se provea de dicho quımico al tanque TK-04PL. El sistemaabrira la valvula SV-10PL y activara una de las bombas pneumaticas de alimentacion decloruro ferrico (SV-37A, SV-37B).
Cuando se detecte nivel alto, es decir cuando LSH-04PL se active, se mostrara un avisode nivel alto en tanque de cloruro ferrico y se detendra el suministro de quımico con lo cualse cerrara SV-10PL y desactivara la bomba pneumatica de alimentacion de cloruro ferricoque este trabajando.
En caso de falla del interruptor de nivel alto LSH-04 PL el interruptor de nivel alto-altoLSHH-04PL, una alarma de nivel alto-alto se mostrara en el HMI y se cerrara SV-10PLy desactivara la bomba pneumatica de alimentacion de cloruro ferrico que este trabajando.
Tanque de dosificacion de cloruro ferrico TK-01CD circuito directo
El tanque TK-01CD cuenta con tres interruptores de nivel alto-alto (LSHH-01CD),alto (LSH-01CD) y bajo (LSL-01CD).
El llenado del tanque TK01-CD se dara cuando el interruptor de nivel alto LSH04-PLo el interruptor de nivel alto-altoLSHH04-PL del tanque TK-04PL esten activados y lavalvula SV-10PL este cerrada.
Cuando se active LSL-01CD, habra bajo nivel de cloruro ferrico en el tanque TK-01CD,se activara una alarma de bajo nivel de cloruro ferrico LAL01CD despues de un tiempo deconfirmacion LAL01CDTD. Esta alarma se visualizara en el HMI y solicitara al sistema desuministro de cloruro ferrico que se provea de dicho quımico al tanque TK-01CD. El sistemaabrira la valvula SV-41CD y activara una de las bombas pneumaticas de alimentacion decloruro ferrico (SV-37A, SV-37B).
Cuando se detecte nivel alto, es decir cuando LSH-01CD se active, se mostrara un avisode nivel alto en tanque de cloruro ferrico y se detendra el suministro de quımico con lo cualse cerrara SV-41CD y desactivara la(s) bomba(s) pneumatica(s) de alimentacion de cloruroferrico que este trabajando.
En caso de falla del interruptor de nivel alto LSH-01 CD el interruptor de nivel alto-altoLSHH-01CD, una alarma de nivel alto-alto se mostrara en el HMI y se cerrara SV-41CDy desactivara la(s) bomba(s) pneumatica(s) de alimentacion de cloruro ferrico.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 43
Sistema de dosificacion de hidroxido de sodio a planta de lodos
Elementos de control y monitoreo
- TK-02PL Tanque de almacenamiento de Hidroxido de Sodio
- LSL-02PL Interruptor de Bajo de nivel de tamque TK-02PL
- SV-36A Solenoide de Bomba Pneumatica A de alimentacion de Hidroxido de Sodio aTK-05PL
- SV-36B Solenoide de Bomba Pneumatica B de alimentacion de Hidroxido de Sodio aTK-05PL
- TK-05PL Tanque de almacenamiento de Hidroxido de Sodio de Planta de Lodos
- LSHH-05PL Interruptor de Alto-Alto nivel de tanque TK-05PL
- LSH-05PL Interruptor de Alto nivel de tanque TK-05PL
- LSL-05PL Interruptor de Bajo nivel de tanque TK-05PL
- SV-11PL Valvula de alimentacion de Hidroxido de Sodio a Tanque TK-05PL
Sistema de suministro de Hidroxido de Sodio a Planta de Lodos
El Sistema de suministro de Hidroxido de Sodio a Planta de Lodos consta de un Tanquede almacenamiento de Hidroxido de Sodio con una capacidad de 2000 Litros TK-02PL y untanque de dosificacion de 1000 Litros TK-05PL.
Tanque de almacenamiento de Hidroxido de Sodio TK-02PL
El tanque TK-02PL almacenara el Hidroxido de Sodio y alimentara al tanques TK-05PL cuando este lo requiera por medio de dos bombas pneumaticas que seran accionadaspor las valvulas solenoides SV-36A y SV-36B.
Cuando se detecte nivel bajo en el tanque, es decir, cuando se active LSL-05PL, habra ba-jo nivel de Hidroxido de Sodio en el tanque TK-02PL, se activara una Alarma de bajo nivelde Hidroxido de Sodio en el tanque TK-02PL, LAL02PL despues de un tiempo de confir-macion LAL02PLTD.
Las Bombas Pneumaticas de alimentacion de Hidroxido de Sodio a TK-05PL se activarancuando se requiera Hidroxido de Sodio en TK-05PL . Las bombas podran operar en lossiguientes modos:
- Automatico Alternado: Las dos bombas alternaran su funcionamiento.
- Automatico 1 Bomba: Funcionara una de las bombas por seleccion del operador.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 44
- Manual: Se activaran manualmente desde el HMI.
En ninguno de los casos las bombas funcionaran con nivel bajo, es decir, cuando este presentela alarma de bajo nivel LAL02PL en el tanque TK-02PL . Si las bombas se encuentranfuncionando cuando esta alarma ocurra, las mismas se detendran. Si no se encuetran funcio-nado, no podran entrar en operacion hasta que se haya recuperado nivel en el tanque y laalarma LAL02PL se haya restablecido.
Tanque de Dosificacion de Hidroxido de Sodio TK-05PL Planta de lodos
El tanque TK-05PL cuenta con tres interruptores de nivel Alto-alto (LSHH-05PL),Alto (LSH-05PL) y bajo (LSL-05PL).
Cuando se active LSL-05PL, habra bajo nivel de Hidroxido de sodio en el tanque TK-05PL se activara una Alarma de bajo nivel de hidroxido de sodio LAL05PL despues deun tiempo de confirmacion LAL05PLTD. Esta alarma se visualizara en el HMI y solicitaraal sistema de suministro de cloruro ferrico que se provea de dicho quımico al Tanque TK-05PL. El sistema abrira la valvula SV-11PL y activara una de las bombas pneumaticas dealimentacion de Cloruro Ferrico (SV-36A, SV-36B).
Cuando se detecte nivel alto, es decir cuando LSH-05PL se active, se mostrara un avisode Nivel Alto en tanque de hidroxido de sodio y se detendra el suministro de quımico conlo cual se cerrara SV-11PL y la se desactivara la bomba pneumatica de alimentacion dehidroxido de sodio que este trabajando.
En caso de falla del interruptor de nivel alto LSH-05PL el interruptor de nivel alto-altoLSHH-05PL estara por seguridad, una alarma de nivel alto-alto se mostrara en el HMI yse cerrara SV-11PL y la se desactivara la bomba pneumatica de alimentacion de hidroxidode sodio que este trabajando.
Planta Biologica
Elementos de control y monitoreo de la Planta Biologica
- FM-01 Filtro de arena
- FM-02 Filtro de arena
- CP-01 Bomba de succion del filtro de arena FM-01
- CP-02 Bomba de succion del filtro de arena FM-02
- BL-01 Bomba sopladora de oxigeno
- BL-02 Bomba sopladora de oxigeno
- AIT-01 Sensor quimico de cantidad de oxigeno en el contenedor
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 45
- AIT-02 Sensor quimico de cantidad de cloro en el agua
- LSH-01PB Interruptor de alto nivel en la seccion de cloro
- LSM-01PB Interruptor de medio nivel en la seccion de cloro
- LSB-01PB Interruptor de bajo nivel en la seccion de cloro
- AL-01 Alarma
Etapa de Clorificacion
La etapa de clorificacion cuenta con un sensor quimico AIT-02 que me detecta la cantidadde cloro en el agua, este mandara senales al PLC para notificar sus variaciones en la medicionde la cantidad de cloro en el agua ,se visualizara en el HMI una alarma de confirmacion debajo bajo nivel de cloro AALLCL01 si hay poca cantidad de cloro en el agua o una alarmade confirmacion de alto-alto nivel de cloro AAHHCL01 si existe exceso de cloro en ella. Semandaran avisos en caso de que existan niveles altos de cloro AAHCL01 y nivel bajo decloro en el agua AALCL01.
Tiene tres interruptores de nivel alto(LSH-01PB), medio (LSM-01PB) Y el bajo(LSB-01PB).
Cuando se active LSL-01PB, habra bajo nivel de agua con cloro en la seccion de clo-rificacion del tanque de la planta biologica, se activara una alarma de bajo nivel de aguacon cloro LAL01PB despues de un tiempo de confirmacion LSL01PBTD1. Esta alarmase visualizara en el HMI y las bombas pneumaticas de succion de filtro de arena ( CP-01 YCP-02 )se detendran.
Cuando se detecte nivel medio, es decir cuando LSM-01PL se active, se mostrara un avisode nivel medio LAM01PB en la seccion de clorificacion del tanque de la planta biologica.
En caso de activacion del interruptor de nivel alto LSH-01PB,se activara una alar-ma de alto nivel de agua con cloro LAH01PB despues de un tiempo de confirmacionLSH01PBTD1 que se mostrara en el HMI accionandose de manera inmediata las bom-bas de succion de filtros de arena (CP-01 Y CP-02 ).
Las bombas de succion de filtro de arena trabajaran de manera que cuando el interruptorde nivel alto LSH-01PB este accionado estas arrancaran a una frecuencia establecida de 60o 50 Hz, pero conforme el nivel del agua con cloro baje y accione el interruptor de nivel medioLSM-01PB la frecuencia de trabajo de las bombas bajara, cuando lleguen al interruptor debajo nivel LSB-01PB estas se apagaran por completo.
Solo trabajara una de las dos bombas de succion de filtros de arena (CP-01 Y CP-02),en caso de que la bomba en funcionamiento falle, la siguiente bomba entrara en accion.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Tesis Control de una planta de tratamiento de agua 46
Etapa de Oxigeno
La etapa de oxigeno cuenta con un sensor AIT-01 que me detecta la cantidad de oxigenolas secciones 1 y 2 del tanque de planta biologica, mandara una senal al PLC para notificarlas vacionriaciones de oxigeno dentro del contenedor,y se visualizara en el HMI una alarma deconfirmacion de bajo nivel de oxigeno AALOXGPB despues de un tiempo de confirmacionAT01LTD si la cantidad de oxigeno en el contenedor es baja.
Cuenta con dos bombas sopladoras la BL-01 y la BL-02 estas funcionan en base a losdatos que indique el sensor de oxigeno AIT-01.Si el sensor AIT-01 detecta un bajo nivelde oxigeno AALOXGPB en el tanque de planta biologica, y despues de un tiempo deconfirmacion AT01LTD,las bombas sopladoras BL-01 y la BL-02 se accionaran, entrandoen funcionamiento solo una de las bombas a la vez, esto como precaucion, por si la bombaque tiene que arrancar entra en falla, se accionaria la siguiente.
Una vez que el sensor AIT-01 marque un nivel de oxigeno alto AAHOXGPB,se man-dara un tiempo de confirmacion AT01HTD y la bomba sopladora en funcionamiento sedetendra.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 47
3.3. Programa del PLC
En la siguiente seccion del programa, se aprecia el menu principal, claramente podemosobservar que contamos con cinco subrutinas, las dos primeras son referente al mapeo o escaneotanto de entradas como de salidas digitales, en la siguiente tenemos lo referente a los bloquesdel CCM (Cuarto de Control de Maquinas, fig. 3.9), en la cuarta subrutina se encuentra todolo referente a las alarmas, y la ultima es sobre el control general del proceso.
En la segunda pagina del programa podemos observar una parte del mapeo de las entradasdigitales, se utilizaron bits de simulacion con el fin de realizar pruebas para verificar elcorrecto funcionamiento del programa, se coloca una marca para distinguir las diferenteetapas el proceso, en la que se muestra se aprecia las entradas del filtro de arena, dichosbits de simulacion nos activan o desactivan las solenoides de las valvulas, como lo marca elprograma a la hora de cargarlo y ponerlo en marcha, es necesario sustituir estos bits por susentradas correspondientes. El resto de la subrutina es basicamente lo mismo, en donde porsecciones del proceso se monitorean las entradas digitales y dependiendo de esto se realiza laapertura o cierre de valvulas.
En la siguiente pagina se muestra la parte del mapeo de las entradas digitales, de nuevose utilizan bits esta vez la instruccion NOP con motivos de simulacion, los cuales debenser sustituidos por las salidas digitales correspondientes, el funcionamiento de este comandoes que cuando este habilitado como deshabilitado no realice nada, de igual forma que en laseccion anterior se realiza una separacion por las partes del proceso para una facil localizacion.
Figura 3.9: CCM
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

R00_Principal - Ladder Diagram Page 15ACS_TAMSA_TT:MainTask:ACS_Program 15/02/2011 09:02:07 a.m.Total number of rungs in routine: 6D:\Documents and Settings\extjdl\My Documents\ACS_TAMSA_TT\ACS_TAMSA_TT_140211.ACD
RSLogix 5000
0 NOP
1 Jump To SubroutineRoutine Name R01_Inputs
JSR
Mapeo de Entradas Digitales
2 Jump To SubroutineRoutine Name R02_Outputs
JSR
Mapeo de Salidas Digitales
3 Jump To SubroutineRoutine Name R04_CCM
JSRBloques de CCM
4 Jump To SubroutineRoutine Name R03_Alarmas
JSRGestión de Alarmas
5 Jump To SubroutineRoutine Name R07_Control_General
JSR
(End)
Tesis Control de una planta de tratamiento de agua 48
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
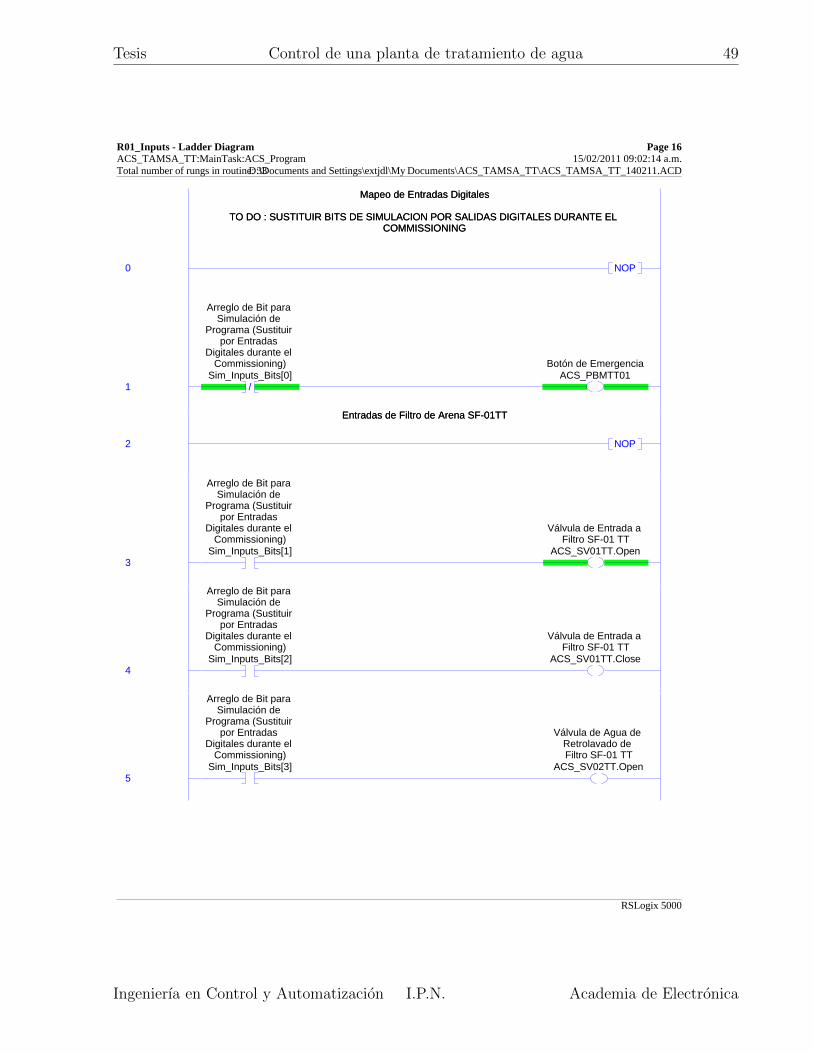
R01_Inputs - Ladder Diagram Page 16ACS_TAMSA_TT:MainTask:ACS_Program 15/02/2011 09:02:14 a.m.Total number of rungs in routine: 33D:\Documents and Settings\extjdl\My Documents\ACS_TAMSA_TT\ACS_TAMSA_TT_140211.ACD
RSLogix 5000
Mapeo de Entradas Digitales
TO DO : SUSTITUIR BITS DE SIMULACION POR SALIDAS DIGITALES DURANTE EL COMMISSIONING
0 NOP
Mapeo de Entradas Digitales
TO DO : SUSTITUIR BITS DE SIMULACION POR SALIDAS DIGITALES DURANTE EL COMMISSIONING
1 /
Arreglo de Bit para Simulación de
Programa (Sustituir por Entradas
Digitales durante el Commissioning)
Sim_Inputs_Bits[0]Botón de Emergencia
ACS_PBMTT01
Entradas de Filtro de Arena SF-01TT
2 NOP
Entradas de Filtro de Arena SF-01TT
3
Arreglo de Bit para Simulación de
Programa (Sustituir por Entradas
Digitales durante el Commissioning)
Sim_Inputs_Bits[1]
Válvula de Entrada a Filtro SF-01 TT
ACS_SV01TT.Open
4
Arreglo de Bit para Simulación de
Programa (Sustituir por Entradas
Digitales durante el Commissioning)
Sim_Inputs_Bits[2]
Válvula de Entrada a Filtro SF-01 TT
ACS_SV01TT.Close
5
Arreglo de Bit para Simulación de
Programa (Sustituir por Entradas
Digitales durante el Commissioning)
Sim_Inputs_Bits[3]
Válvula de Agua de Retrolavado de Filtro SF-01 TT
ACS_SV02TT.Open
Tesis Control de una planta de tratamiento de agua 49
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
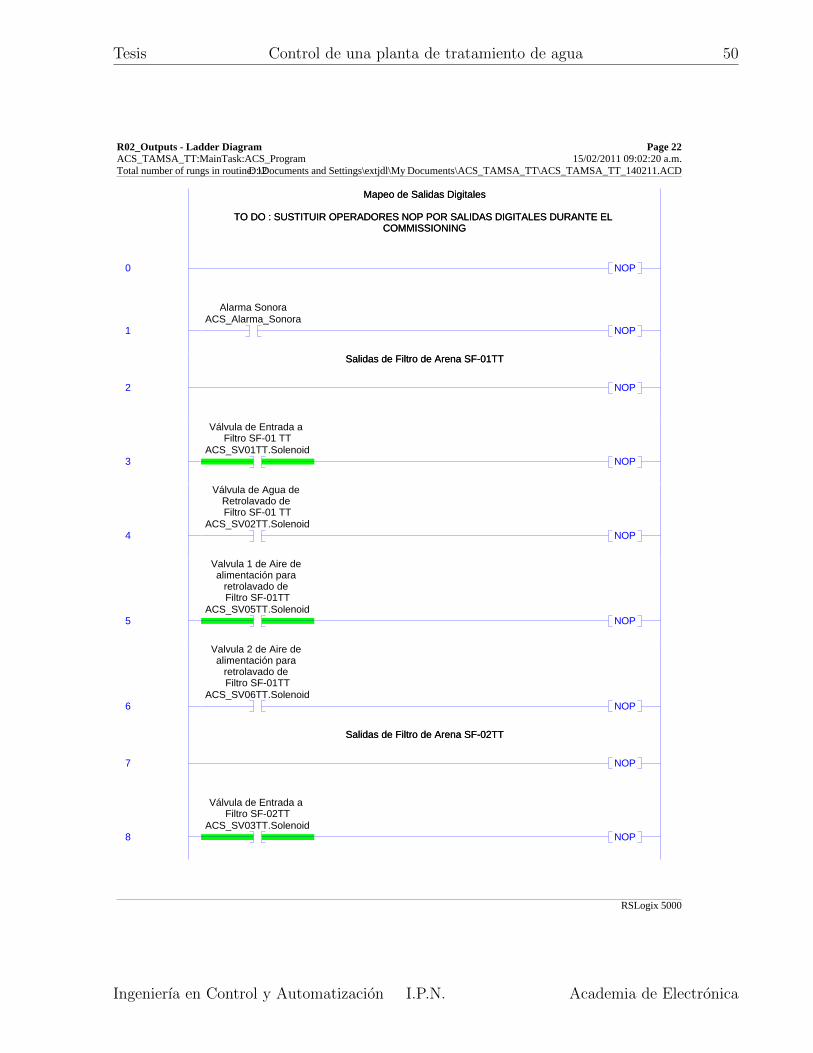
R02_Outputs - Ladder Diagram Page 22ACS_TAMSA_TT:MainTask:ACS_Program 15/02/2011 09:02:20 a.m.Total number of rungs in routine: 12D:\Documents and Settings\extjdl\My Documents\ACS_TAMSA_TT\ACS_TAMSA_TT_140211.ACD
RSLogix 5000
Mapeo de Salidas Digitales
TO DO : SUSTITUIR OPERADORES NOP POR SALIDAS DIGITALES DURANTE EL COMMISSIONING
0 NOP
Mapeo de Salidas Digitales
TO DO : SUSTITUIR OPERADORES NOP POR SALIDAS DIGITALES DURANTE EL COMMISSIONING
1
Alarma SonoraACS_Alarma_Sonora
NOP
Salidas de Filtro de Arena SF-01TT
2 NOP
Salidas de Filtro de Arena SF-01TT
3
Válvula de Entrada a Filtro SF-01 TT
ACS_SV01TT.SolenoidNOP
4
Válvula de Agua de Retrolavado de Filtro SF-01 TT
ACS_SV02TT.SolenoidNOP
5
Valvula 1 de Aire de alimentación para
retrolavado de Filtro SF-01TT
ACS_SV05TT.SolenoidNOP
6
Valvula 2 de Aire de alimentación para
retrolavado de Filtro SF-01TT
ACS_SV06TT.SolenoidNOP
Salidas de Filtro de Arena SF-02TT
7 NOP
Salidas de Filtro de Arena SF-02TT
8
Válvula de Entrada a Filtro SF-02TT
ACS_SV03TT.SolenoidNOP
Tesis Control de una planta de tratamiento de agua 50
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 51
La subrutina que le sigue es la de las alarmas, aquı unicamente tenemos un bit con eltag de Alarmas Activas en Programa de Agua de Alimentacion ACS R08 Alarm el cual nosactivara por cualquiera de los casos anteriormente descritos, este bit a su vez activara unaalarma sonora.
En la subrutina del CCM se utilizan bloques Add-On (Las instrucciones Add-On per-miten recopilar la logica mas habitualmente utilizada en forma de conjuntos de instruccionesreutilizables, similares a las instrucciones ya incorporadas en los controladores Logix. Estoahorra tiempo, ya que facilita la reutilizacion del codigo que se utiliza con mas frecuencia enlos proyectos y favorece, ademas, la creacion de proyectos mas coherentes, ya que todos losalgoritmos de uso regular funcionaran del mismo modo, con independencia de quien sea lapersona responsable del proyecto.)
Posteriormente pasamos a la subrutina de control general, en esta como se puede observarse mandan llamar a otras subrutinas, las cuales son referentes a la alimentacion del agua, delos filtros arena y de la fosa de agua filtrada. En la de alimentacion del agua, basicamentelo que se hace es realizar el escalonamiento de distintas variables por medio de bloquesAddOn, dicho escalonamiento contempla variables analogicas y alarmas, dichas variables sonla turbidez a la entrada, flujo de entrada referido a una alta turbidez, Deshabilitar PID deFlujo en Caso de Falla de Senal de Entrada de Flujo mediante una alarma, y el cerrar lavalvula de control en caso de falla de senal de transmisor de entrada de flujo.
En la seccion del programa de los filtros arena basicamente lo que se hace es manipulary monitorear las valvulas de los filtros.
Por ultimo en la seccion de la fosa de agua filtrada, se realiza el escalonamiento de nively flujo.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

R03_Alarmas - Ladder Diagram Page 24ACS_TAMSA_TT:MainTask:ACS_Program 15/02/2011 09:02:24 a.m.Total number of rungs in routine: 2D:\Documents and Settings\extjdl\My Documents\ACS_TAMSA_TT\ACS_TAMSA_TT_140211.ACD
RSLogix 5000
Gestión de Alarmas
0 NOP
Gestión de Alarmas
1
Alarmas Activas en Programa de Agua de
AlimentaciónACS_R08_Alarm
Alarma SonoraACS_Alarma_Sonora
(End)
Tesis Control de una planta de tratamiento de agua 52
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

R04_CCM - Ladder Diagram Page 25ACS_TAMSA_TT:MainTask:ACS_Program 15/02/2011 09:02:25 a.m.Total number of rungs in routine: 3D:\Documents and Settings\extjdl\My Documents\ACS_TAMSA_TT\ACS_TAMSA_TT_140211.ACD
RSLogix 5000
Blouqes de CCM
0 NOP
Blouqes de CCM
1ATV61Addon CP01ATTAddonUDT ... Node 16
Index 0
InputData DN_Input_Data[0]OutputData DN_Ouput_Data[0]Status CP01ATTStatusCommand CP01ATTCmd
0FaultCode CP01ATTFaultCode
0Run1 CP01ATTRun1Cmd
0ResetFault CP01ATTResetCmd
0SpeedReference CP01ATTSpeedReference
10.0Running CP01ATTRunning
0Faulted CP01ATTFaulted
0Remote CP01ATTRemote
1SpeedFeedBack CP01ATTSPEED
10.0
ATV61Addon
Tesis Control de una planta de tratamiento de agua 53
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
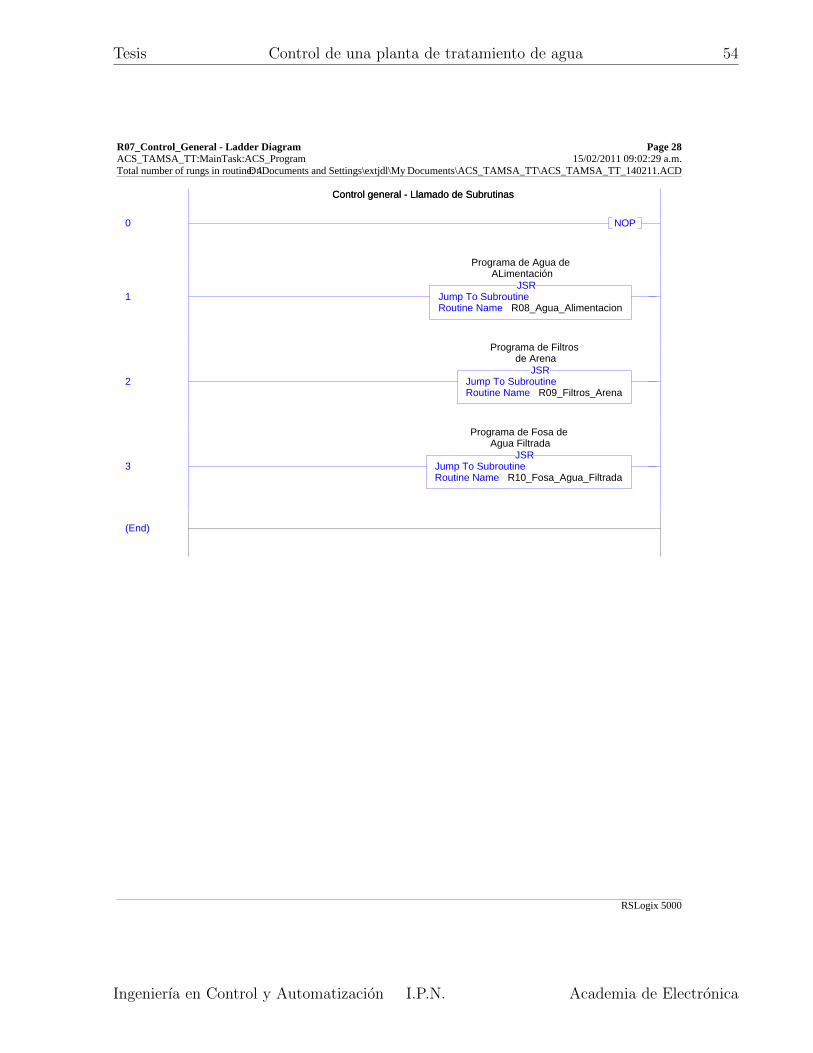
R07_Control_General - Ladder Diagram Page 28ACS_TAMSA_TT:MainTask:ACS_Program 15/02/2011 09:02:29 a.m.Total number of rungs in routine: 4D:\Documents and Settings\extjdl\My Documents\ACS_TAMSA_TT\ACS_TAMSA_TT_140211.ACD
RSLogix 5000
Control general - Llamado de Subrutinas
0 NOP
Control general - Llamado de Subrutinas
1 Jump To SubroutineRoutine Name R08_Agua_Alimentacion
JSR
Programa de Agua de ALimentación
2 Jump To SubroutineRoutine Name R09_Filtros_Arena
JSR
Programa de Filtros de Arena
3 Jump To SubroutineRoutine Name R10_Fosa_Agua_Filtrada
JSR
Programa de Fosa de Agua Filtrada
(End)
Tesis Control de una planta de tratamiento de agua 54
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
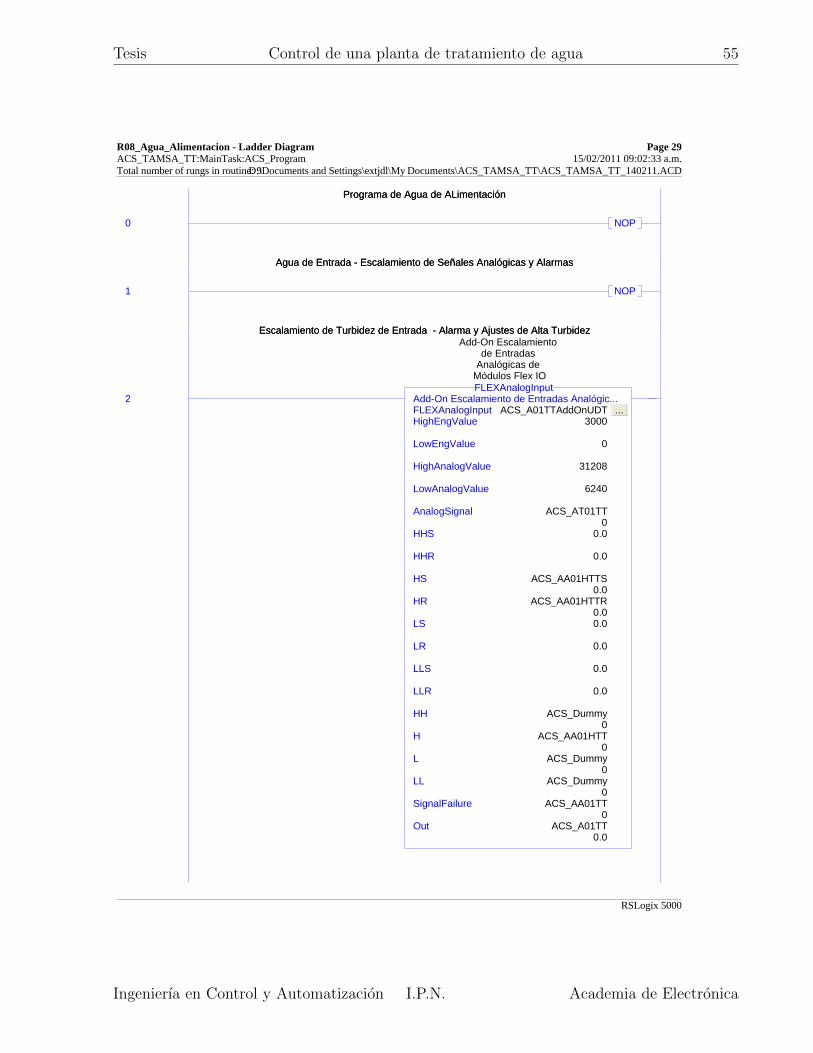
R08_Agua_Alimentacion - Ladder Diagram Page 29ACS_TAMSA_TT:MainTask:ACS_Program 15/02/2011 09:02:33 a.m.Total number of rungs in routine: 9D:\Documents and Settings\extjdl\My Documents\ACS_TAMSA_TT\ACS_TAMSA_TT_140211.ACD
RSLogix 5000
Programa de Agua de ALimentación
0 NOP
Programa de Agua de ALimentación
Agua de Entrada - Escalamiento de Señales Analógicas y Alarmas
1 NOP
Agua de Entrada - Escalamiento de Señales Analógicas y Alarmas
Escalamiento de Turbidez de Entrada - Alarma y Ajustes de Alta Turbidez
2 Add-On Escalamiento de Entradas Analógic...FLEXAnalogInput ACS_A01TTAddOnUDT ... HighEngValue 3000
LowEngValue 0
HighAnalogValue 31208
LowAnalogValue 6240
AnalogSignal ACS_AT01TT
0HHS 0.0
HHR 0.0
HS ACS_AA01HTTS
0.0HR ACS_AA01HTTR
0.0LS 0.0
LR 0.0
LLS 0.0
LLR 0.0
HH ACS_Dummy
0H ACS_AA01HTT
0L ACS_Dummy
0LL ACS_Dummy
0SignalFailure ACS_AA01TT
0Out ACS_A01TT
0.0
FLEXAnalogInput
Add-On Escalamiento de Entradas
Analógicas de Módulos Flex IO
Escalamiento de Turbidez de Entrada - Alarma y Ajustes de Alta Turbidez
Tesis Control de una planta de tratamiento de agua 55
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
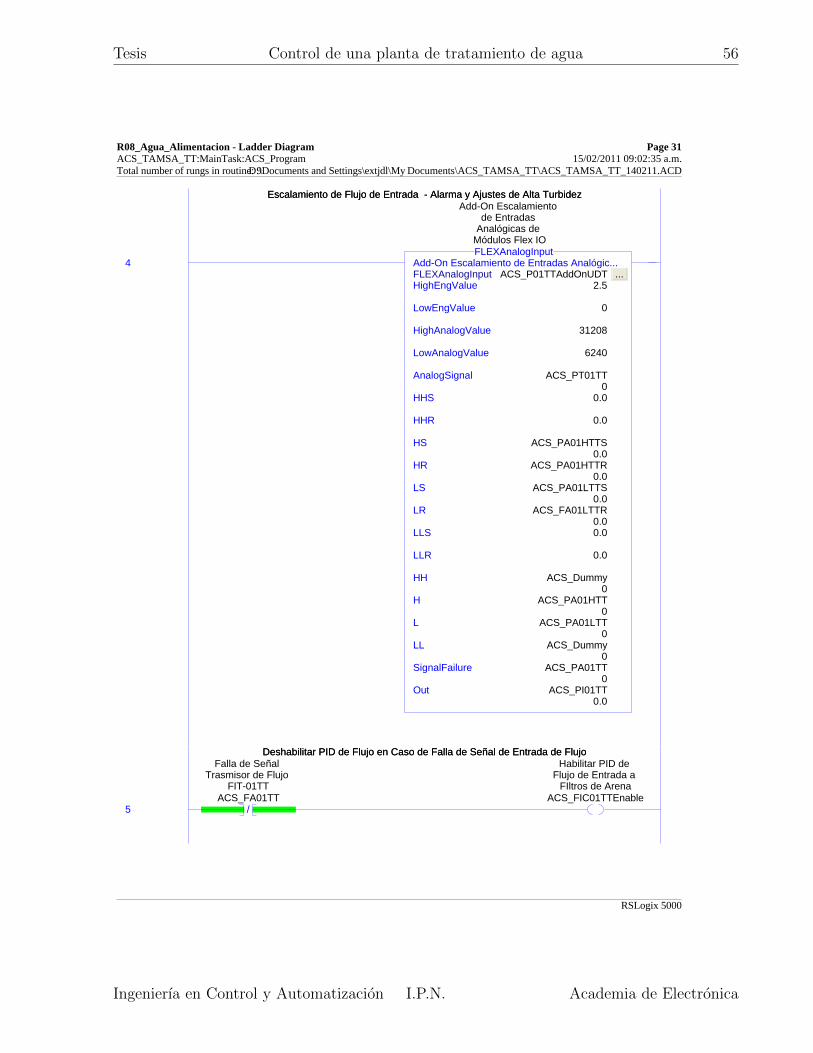
R08_Agua_Alimentacion - Ladder Diagram Page 31ACS_TAMSA_TT:MainTask:ACS_Program 15/02/2011 09:02:35 a.m.Total number of rungs in routine: 9D:\Documents and Settings\extjdl\My Documents\ACS_TAMSA_TT\ACS_TAMSA_TT_140211.ACD
RSLogix 5000
Escalamiento de Flujo de Entrada - Alarma y Ajustes de Alta Turbidez
4 Add-On Escalamiento de Entradas Analógic...FLEXAnalogInput ACS_P01TTAddOnUDT ... HighEngValue 2.5
LowEngValue 0
HighAnalogValue 31208
LowAnalogValue 6240
AnalogSignal ACS_PT01TT
0HHS 0.0
HHR 0.0
HS ACS_PA01HTTS
0.0HR ACS_PA01HTTR
0.0LS ACS_PA01LTTS
0.0LR ACS_FA01LTTR
0.0LLS 0.0
LLR 0.0
HH ACS_Dummy
0H ACS_PA01HTT
0L ACS_PA01LTT
0LL ACS_Dummy
0SignalFailure ACS_PA01TT
0Out ACS_PI01TT
0.0
FLEXAnalogInput
Add-On Escalamiento de Entradas
Analógicas de Módulos Flex IO
Escalamiento de Flujo de Entrada - Alarma y Ajustes de Alta Turbidez
Deshabilitar PID de Flujo en Caso de Falla de Señal de Entrada de Flujo
5 /
Falla de Señal Trasmisor de Flujo
FIT-01TTACS_FA01TT
Habilitar PID de Flujo de Entrada a
FIltros de ArenaACS_FIC01TTEnable
Deshabilitar PID de Flujo en Caso de Falla de Señal de Entrada de Flujo
Tesis Control de una planta de tratamiento de agua 56
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
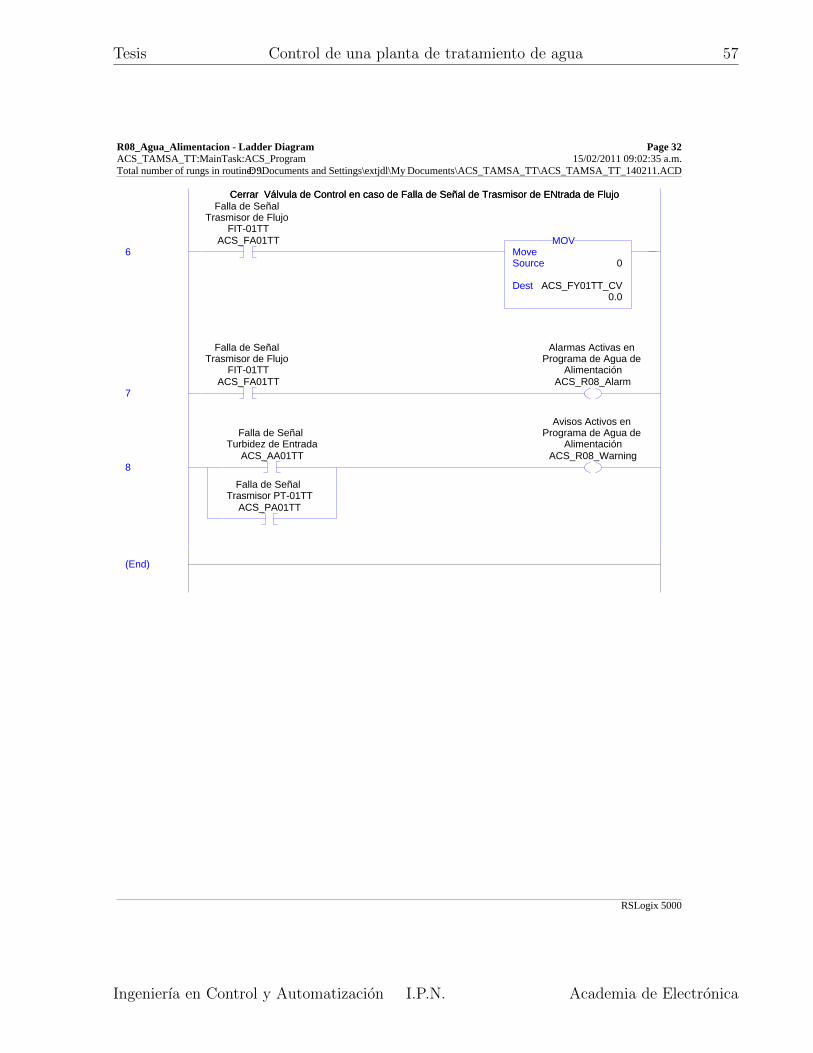
R08_Agua_Alimentacion - Ladder Diagram Page 32ACS_TAMSA_TT:MainTask:ACS_Program 15/02/2011 09:02:35 a.m.Total number of rungs in routine: 9D:\Documents and Settings\extjdl\My Documents\ACS_TAMSA_TT\ACS_TAMSA_TT_140211.ACD
RSLogix 5000
Cerrar Válvula de Control en caso de Falla de Señal de Trasmisor de ENtrada de Flujo
6
Falla de Señal Trasmisor de Flujo
FIT-01TTACS_FA01TT
MoveSource 0
Dest ACS_FY01TT_CV0.0
MOV
Cerrar Válvula de Control en caso de Falla de Señal de Trasmisor de ENtrada de Flujo
7
Falla de Señal Trasmisor de Flujo
FIT-01TTACS_FA01TT
Alarmas Activas en Programa de Agua de
AlimentaciónACS_R08_Alarm
8
Falla de Señal Turbidez de Entrada
ACS_AA01TT
Falla de Señal Trasmisor PT-01TT
ACS_PA01TT
Avisos Activos en Programa de Agua de
AlimentaciónACS_R08_Warning
(End)
Tesis Control de una planta de tratamiento de agua 57
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

R09_Filtros_Arena - Ladder Diagram Page 33ACS_TAMSA_TT:MainTask:ACS_Program 15/02/2011 09:02:36 a.m.Total number of rungs in routine: 3D:\Documents and Settings\extjdl\My Documents\ACS_TAMSA_TT\ACS_TAMSA_TT_140211.ACD
RSLogix 5000
Programa de Filtros de Arena
0 NOP
Programa de Filtros de Arena
Filtro de Arena SF-01TT
1Filter ACS_SF01TTAddon ... SFEnable ACS_SF01TTEnableLSLC ACS_LS01TT
1T1 5
T2 5
T3 5
V1 ACS_SV01TTOpen
0V2 ACS_SV02TTOpen
0V3 ACS_SV06TT.Solenoid
0V4 ACS_SV05TT.Solenoid
1T001 ACS_SF01TTT1T002 ACS_SF01TTT2T003 ACS_SF01TTT3
Filter
OnOffValve ACS_SV01_TT_ADDON ... ValveUDT ACS_SV01TTOpenCmd ACS_SV01TTOpen
0ResetAlarms HPB0
0OpenAlarm ACS_SV01TTA1
0CloseAlarm ACS_SV01TTA1
0UnknowPosAlarm ACS_SV01TTA1
0State ACS_SV01TT_ST
OnOffValve
OnOffValve ACS_SV02_TT_ADDON ... ValveUDT ACS_SV02TTOpenCmd ACS_SV02TTOpen
0ResetAlarms HPB0
0OpenAlarm ACS_SV02TTA1
0CloseAlarm ACS_SV02TTA1
0UnknowPosAlarm ACS_SV02TTA1
0State ACS_SV02TT_ST
OnOffValve
Filtro de Arena SF-01TT
Tesis Control de una planta de tratamiento de agua 58
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

R10_Fosa_Agua_Filtrada - Ladder Diagram Page 36ACS_TAMSA_TT:MainTask:ACS_Program 15/02/2011 09:02:39 a.m.Total number of rungs in routine: 32D:\Documents and Settings\extjdl\My Documents\ACS_TAMSA_TT\ACS_TAMSA_TT_140211.ACD
RSLogix 5000
Escalamiento de Nivel de Fosa Filtrada - Alarma y Ajustes de Alta Turbidez
2 Add-On Escalamiento de Entradas Analógica...FLEXAnalogInput ACS_LI01TTAddOnUDT ... HighEngValue 5.0
LowEngValue 0
HighAnalogValue 31208
LowAnalogValue 6240
AnalogSignal ACS_LT01TT
0HHS 0.0
HHR 0.0
HS ACS_LA01HTTS
0.0HR ACS_LA01HTTR
0.0LS ACS_LA01LTTS
0.0LR ACS_LA01LTTR
0.0LLS 0.0
LLR 0.0
HH ACS_Dummy
0H ACS_LA01HTT
0L ACS_LA01LTT
0LL ACS_Dummy
0SignalFailure ACS_LA01TT
0Out ACS_LI01TT
0.0
FLEXAnalogInput
Add-On Escalamiento de Entradas
Analógicas de Módulos Flex IO
Escalamiento de Nivel de Fosa Filtrada - Alarma y Ajustes de Alta Turbidez
Tesis Control de una planta de tratamiento de agua 59
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
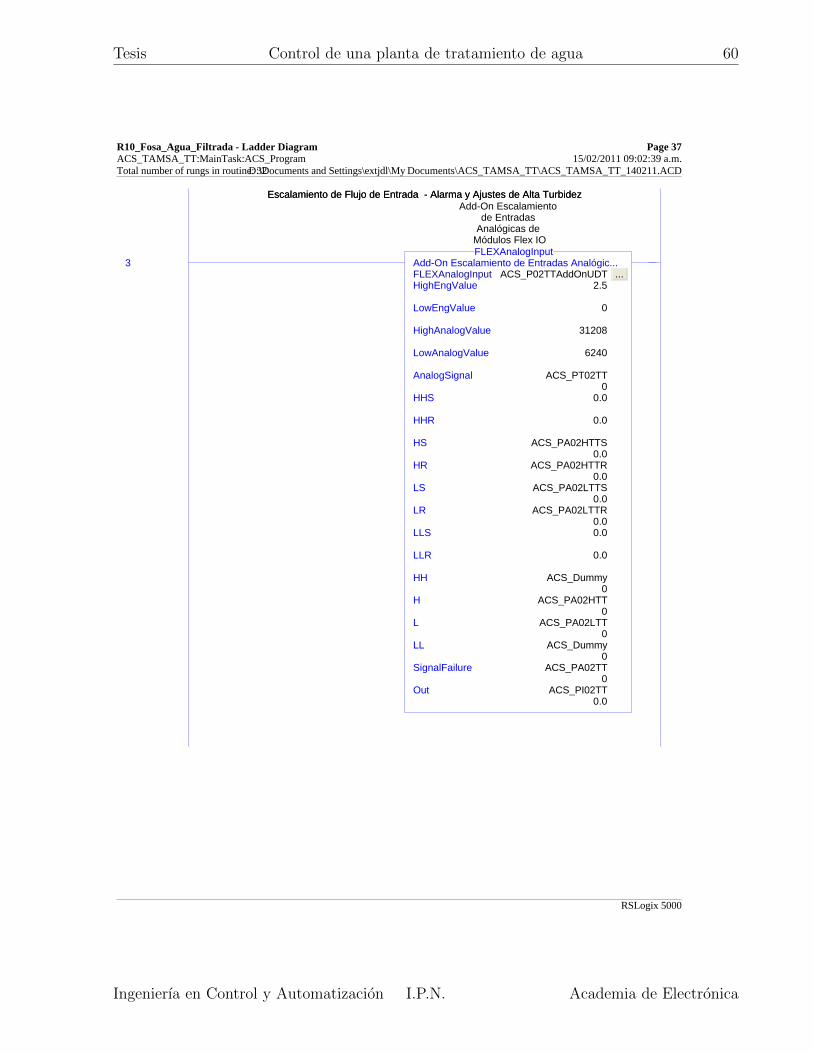
R10_Fosa_Agua_Filtrada - Ladder Diagram Page 37ACS_TAMSA_TT:MainTask:ACS_Program 15/02/2011 09:02:39 a.m.Total number of rungs in routine: 32D:\Documents and Settings\extjdl\My Documents\ACS_TAMSA_TT\ACS_TAMSA_TT_140211.ACD
RSLogix 5000
Escalamiento de Flujo de Entrada - Alarma y Ajustes de Alta Turbidez
3 Add-On Escalamiento de Entradas Analógic...FLEXAnalogInput ACS_P02TTAddOnUDT ... HighEngValue 2.5
LowEngValue 0
HighAnalogValue 31208
LowAnalogValue 6240
AnalogSignal ACS_PT02TT
0HHS 0.0
HHR 0.0
HS ACS_PA02HTTS
0.0HR ACS_PA02HTTR
0.0LS ACS_PA02LTTS
0.0LR ACS_PA02LTTR
0.0LLS 0.0
LLR 0.0
HH ACS_Dummy
0H ACS_PA02HTT
0L ACS_PA02LTT
0LL ACS_Dummy
0SignalFailure ACS_PA02TT
0Out ACS_PI02TT
0.0
FLEXAnalogInput
Add-On Escalamiento de Entradas
Analógicas de Módulos Flex IO
Escalamiento de Flujo de Entrada - Alarma y Ajustes de Alta Turbidez
Tesis Control de una planta de tratamiento de agua 60
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Tesis Control de una planta de tratamiento de agua 61
3.4. Resumen del capıtulo
A traves de este capıtulo se determino el equipo a utilizar, para nuestro interes referenteal control; el PLC a utilizar ası como sus caracterısticas, la HMI (Human Machine Interface)para tener un monitoreo y control del proceso; se detallo la descripcion del control y formade operar, ası como la descripcion generalizada del diagrama de escalera que compone elprograma del PLC.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
4
Resultados y conclusiones
Objetivo general del capıtulo:En este capıtulo final se plasman los resultados obtenidos a lo largo del procesoal realizar el control, dichos resultados se exponen mediante la descripcion de laspantallas de la HMI realizadas mediante el software PanelBuilder, ası como deotras pantallas realizadas con el software Wonderware InTouch HMI, las cualesson monitoreadas desde el cuarto de control general de la empresa, en conjuntocon otros procesos llevados a cabo en esta.
62

Tesis Control de una planta de tratamiento de agua 63
4.1. Costos
A continuacion se presenta la cotizacion, en la cual se desglosan las actividades, herra-mientas y costos.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Item Actividades Herramientas y Material PU
1.1
Realización de programa de PLC
para Procesador Controllogix 5561
Software RSLogix 5000 Profesional V17.0
3,200.00$
1.2
Carga, comisionamiento y
depuración de Programa de PLC
Software RSLogix 5000 Profesional V17.0
RSLinx Profesional V2.542,300.00$
1.3Puesta en Marcha de Programa de
PLC
Software RSLogix 5000 Profesional V17.0
RSLinx Profesional V2.54 3,500.00$
Item Actividades Herramientas y Material PU
2.1
Configuración de Red Control Net Software RSLogix 5000 Profesional V17.0
Software RSNetworx for Control Net V9.0
3,600.00$
2.2
Ponchado y conexión de Cables
coaxiales Control Net
Kit de cable coaxial marca AB Cat. 1786-CTB
Control Net Plugs marca AB Cat. RG-6QS
Taps Control Net Coax marca AB Cat. 1786-TPR
1,200.00$
2.3Carga de Configuración de Red y
puesta en Marcha
Software RSLogix 5000 Profesional V17.0
Software RSNetworx for Control Net V9.0 1,300.00$
Item Actividades Herramientas y Material PU
3.1
Comisionamiento de
Entradas/Salidas Digitales en
Tablero de Remoto 10
Software RSLogix 5000 Profesional V17.0
Software RSNetworx for Control Net V9.0
Multímetro Fluke 177 2,800.00$
3.2
Comisionamiento de
Entradas/SalidasAnalógicas en
Tablero de Remoto
Software RSLogix 5000 Profesional V17.0
Software RSNetworx for Control Net V9.0
Multímetro Fluke 177 1,400.00$
Item Actividades Herramientas y Material PU
5.1
Realización de Proyecto
Wonderware para TT FIltros SAUX
Norte
Software Wonderware Intouch 10.0 con
Licencia Development Studio Unlimited10,500.00$
5.2
Comisionamiento de Pantallas de
HMI
Software RSLogix 5000 Profesional V17.0
Software RSNetworx for Control Net V9.0
Software Wonderware Intouch 10.0 con
Licencia Development Studio Unlimited 700.00$
Desglose de Actividades TT (Filtros SAUX Norte)
Programa PLC LACO/CD programación, comisionamiento y puesta en Marcha
Configuración, comisionamiento y puesta en marcha de Red Control Net PLC
Comisionamiento de Entradas y salidas Programa Filtros TT
Integración y comisionamiento de Pantallas de Wonderware TT FIltros SAUX Norte
Tesis Control de una planta de tratamiento de agua 64
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
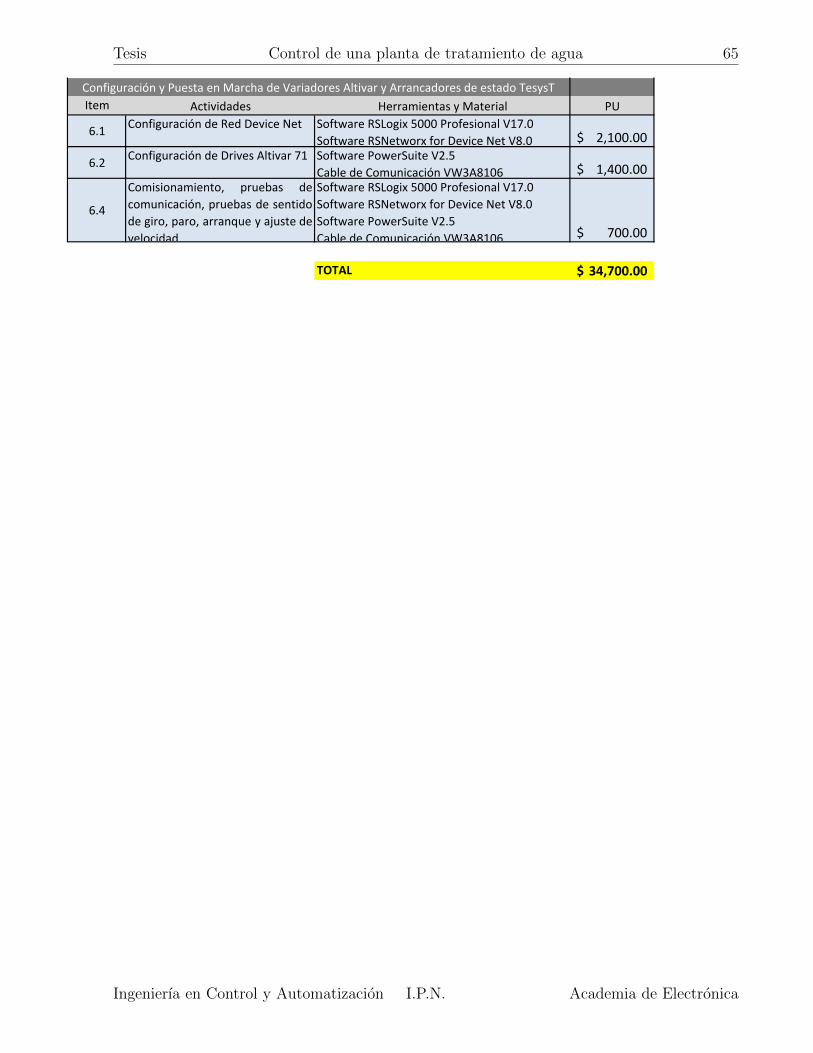
Item Actividades Herramientas y Material PU
6.1Configuración de Red Device Net Software RSLogix 5000 Profesional V17.0
Software RSNetworx for Device Net V8.0 2,100.00$
6.2Configuración de Drives Altivar 71 Software PowerSuite V2.5
Cable de Comunicación VW3A8106 1,400.00$
6.4
Comisionamiento, pruebas de
comunicación, pruebas de sentido
de giro, paro, arranque y ajuste de
velocidad.
Software RSLogix 5000 Profesional V17.0
Software RSNetworx for Device Net V8.0
Software PowerSuite V2.5
Cable de Comunicación VW3A8106 700.00$
TOTAL 34,700.00$
Configuración y Puesta en Marcha de Variadores Altivar y Arrancadores de estado TesysT
Tesis Control de una planta de tratamiento de agua 65
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Tesis Control de una planta de tratamiento de agua 66
4.2. HMI (PanelBuilder)
En esta seccion se muestran los resultados que se obtienen de la HMI mediante el softwarePanelBuilder; en la fig. 4.1 se aprecia el menu principal de la HMI en el cual el usuario sepuede desplazar para controlar y monitorear las ditintas etapas del proceso, al realizar estapantalla, unicamente se crearon botones con el nombre de cada etapa a controlar/monitorear,los cuales nos ligan a subsecuentes pantallas donde se observan los datos a evaluar.
En la fig. 4.2 se aprecian lo filtros FM01-PL y FM02-PL, los cuales cuentan con switch’sde nivel LS07 y LS08, la entrada del lodo a estos se controla mediante las valvulas SV-17y SV-18 para el primer filtro y las valvulas SV-24 y SV-25 para el segundo, la descargade los filtros para el retrolavado se realiza por medio de otras 2 valvulas para cada filtro(SV-15, SV-16, SV-22 y SV-23), el liquido obtenido a traves de estos filtros es dirigidohacia la descarga de la fosa de agua tratada.Aquı solamente se puede observar el estado delos sensores de nivel y de las valvulas, mostrandose con letras rojas cuando se encuentraninactivos y letras verdes para el estado activo, en la parte inferior se muestran dos botones,con los cuales se puede habilitar/deshabilitar dicho filtro.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Tesis Control de una planta de tratamiento de agua 67
Figura 4.1: Menu principal de la HMI
Figura 4.2: Pantalla HMI: Filtros
En la fig. 4.3 se aprecia que nuestro fluido proveniente del DAF es dirigido hacia elclarificador, primeramente siendo neutralizado para llegar a la floculacion, en la pantallarealizada para la HMI se esta monitoreando dicho PH, una vez estabilizado, pasa el fluidoal clarificador de placas inclinadas donde se observa el nivel de dicho clarificador, en formade una grafica de barra, como en metros; a traves de la pantalla se puede ejercer controlsobre diversos motores y valvulas, el motor MX03PL es para la etapa de estabilizacion,el MX04PL para el mezclado rapido, MX05PL para la floculacion y el RD03PL para elclarificador como tal; una vez terminado este proceso los lodos solidos son enviados haciael espesador de lodos, para esto ejercemos control sobre dos valvulas de posicion, las cualespueden ser operadas de dos formas: manual (arranque/paro) y automatica, el liquido restantees enviado tanto a la fosa de agua tratada como al filtro arena. De igual forma es lo mismopara el clarificador 2 con sus respectivos instrumentos.
En la pantalla correspondiente al filtro prensa, fig. 4.4 se ejerce control sobre las valvulasque permiten paso al flujo del espesador de lodos ST01-PL al filtro prensa, ası como delas valvulas para retornar el liquido obtenido hacia la fosa de agua tratada y la fosa deecualizacion; las bombas AVP11-PL y AV12-PL solo son monitoreadas si estan activas ono.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Tesis Control de una planta de tratamiento de agua 68
Figura 4.3: Pantalla HMI: Clarificador
La fig. 4.5 nos muestra los cuatro Polimixer’s del proceso, dos de ellos abastecen a losfloculadores y los restantes a los clarificadores, desde esta pantalla se puede controlar la formade operar de cada Polimixer, ya sea manual o automatica, se puede observa si el nivel deestos es crıtico y el estado de sus respectivas valvulas y motores.
Figura 4.4: Pantalla HMI: Filtro prensa
La fig. 4.6 referente a la pantalla del tanque de aire disuelto nos muestra el estado de lasvalvulas tanto a la entrada como a la salida de este, aquı se pueden monitorear las bombasCP02BPL y CP02APL, se muestra su estado, si estan activas, la presion a la que trabajany la frecuencia.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
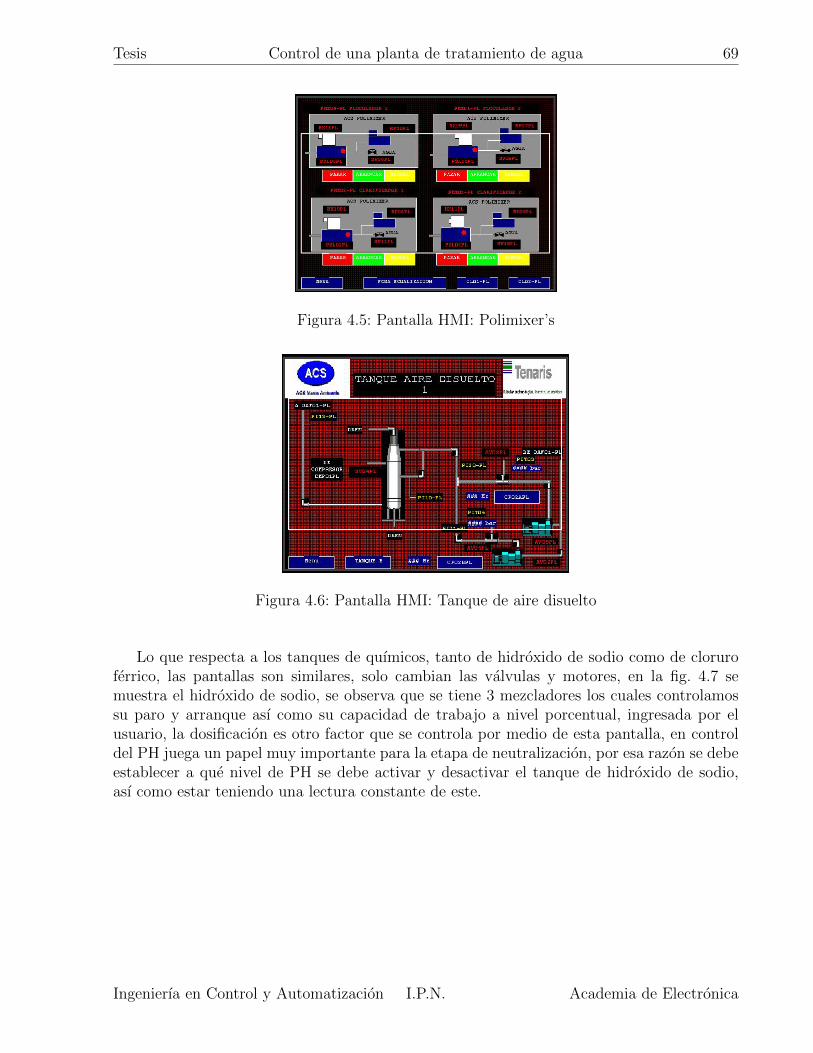
Tesis Control de una planta de tratamiento de agua 69
Figura 4.5: Pantalla HMI: Polimixer’s
Figura 4.6: Pantalla HMI: Tanque de aire disuelto
Lo que respecta a los tanques de quımicos, tanto de hidroxido de sodio como de cloruroferrico, las pantallas son similares, solo cambian las valvulas y motores, en la fig. 4.7 semuestra el hidroxido de sodio, se observa que se tiene 3 mezcladores los cuales controlamossu paro y arranque ası como su capacidad de trabajo a nivel porcentual, ingresada por elusuario, la dosificacion es otro factor que se controla por medio de esta pantalla, en controldel PH juega un papel muy importante para la etapa de neutralizacion, por esa razon se debeestablecer a que nivel de PH se debe activar y desactivar el tanque de hidroxido de sodio,ası como estar teniendo una lectura constante de este.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Tesis Control de una planta de tratamiento de agua 70
Figura 4.7: Pantalla HMI: Hidroxido de sodio
La ultima pantalla nos despliega los motores que intervienen en el proceso, fig. 4.8, desdeesta podemos controlar su arranque, paro y verificar el estado en que se encuentran o sipresentan algun fallo.
Figura 4.8: Pantalla HMI: Estado de motores
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
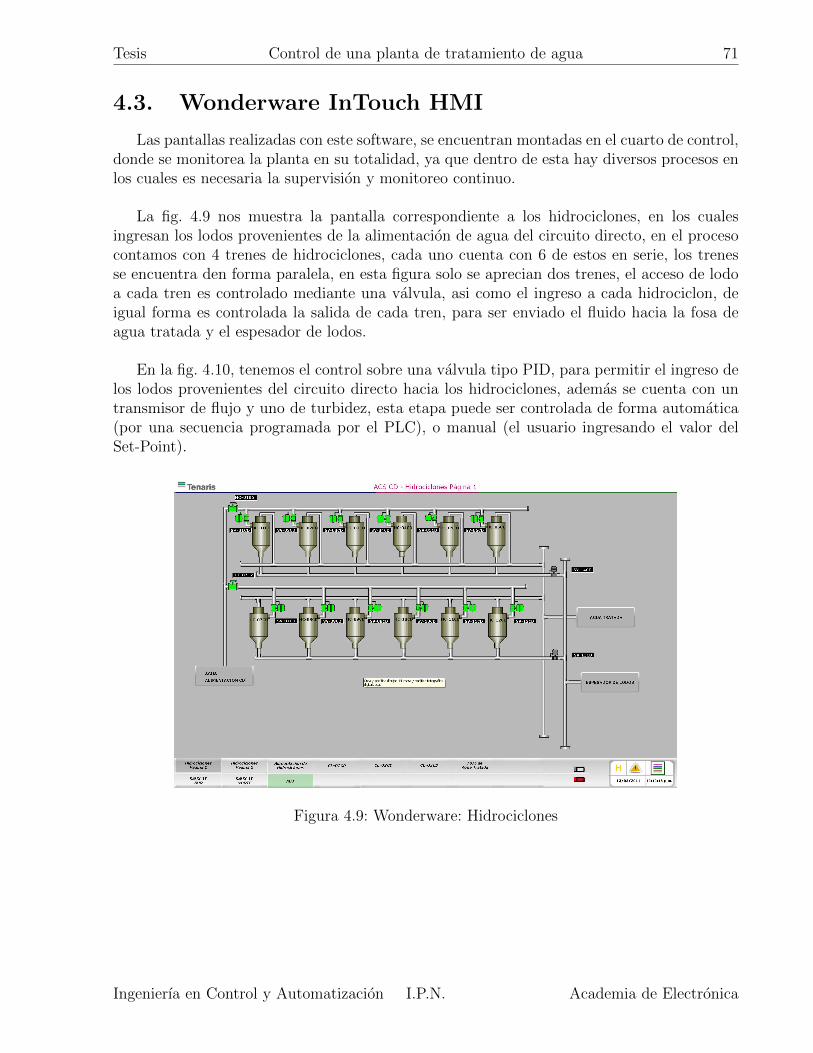
Tesis Control de una planta de tratamiento de agua 71
4.3. Wonderware InTouch HMI
Las pantallas realizadas con este software, se encuentran montadas en el cuarto de control,donde se monitorea la planta en su totalidad, ya que dentro de esta hay diversos procesos enlos cuales es necesaria la supervision y monitoreo continuo.
La fig. 4.9 nos muestra la pantalla correspondiente a los hidrociclones, en los cualesingresan los lodos provenientes de la alimentacion de agua del circuito directo, en el procesocontamos con 4 trenes de hidrociclones, cada uno cuenta con 6 de estos en serie, los trenesse encuentra den forma paralela, en esta figura solo se aprecian dos trenes, el acceso de lodoa cada tren es controlado mediante una valvula, asi como el ingreso a cada hidrociclon, deigual forma es controlada la salida de cada tren, para ser enviado el fluido hacia la fosa deagua tratada y el espesador de lodos.
En la fig. 4.10, tenemos el control sobre una valvula tipo PID, para permitir el ingreso delos lodos provenientes del circuito directo hacia los hidrociclones, ademas se cuenta con untransmisor de flujo y uno de turbidez, esta etapa puede ser controlada de forma automatica(por una secuencia programada por el PLC), o manual (el usuario ingresando el valor delSet-Point).
Figura 4.9: Wonderware: Hidrociclones
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Tesis Control de una planta de tratamiento de agua 72
Figura 4.10: Wonderware: Alimentacion de hidrociclones
La fosa de agua tratada se controla a traves de la pantalla mostrada en la fig. 4.11 , estaes llenada mediante el fluido proveniente de los hidrociclones controlando el flujo medianteun sensor y una valvula PID, la fosa nos manda una alarma cuando esta se encuentra en unnivel alto o bajo por medio de dos transmisores, a su vez nos muestra en una grafica de barrael nivel de esta ası como en un display digital, la fosa cuenta con tres bombas para llevar elagua hacia la torre de enfriamiento, de las tres bombas solo una debe estar activa a no serque sea demasiado el flujo y la frecuencia de trabajo de esta, se accionara la segunda, paradividir la carga y no forzar las bombas, la tercera solo se encuentra de forma redundante encaso de falla de alguna, nunca deben de estar las tres en operacion. En la parte inferior dela pantalla se muestran unas ventanas para estar monitoreando la forma de operacion de lasbombas, y en la parte inferior derecha la seleccion de la forma de operar, ası como los ajustesde los niveles a los cuales deben operar, y un boton para resetear las alarmas.
La pantalla referente a la fosa de ecualizacion, fig. 4.12 es similar a la de agua tratada, setienen sensores para monitorear los niveles de esta, mostrandolos de forma de barra y digital,ası como sus respectivas alarmas de nivel bajo y alto, el control y monitoreo de sus bombasy mescladores.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
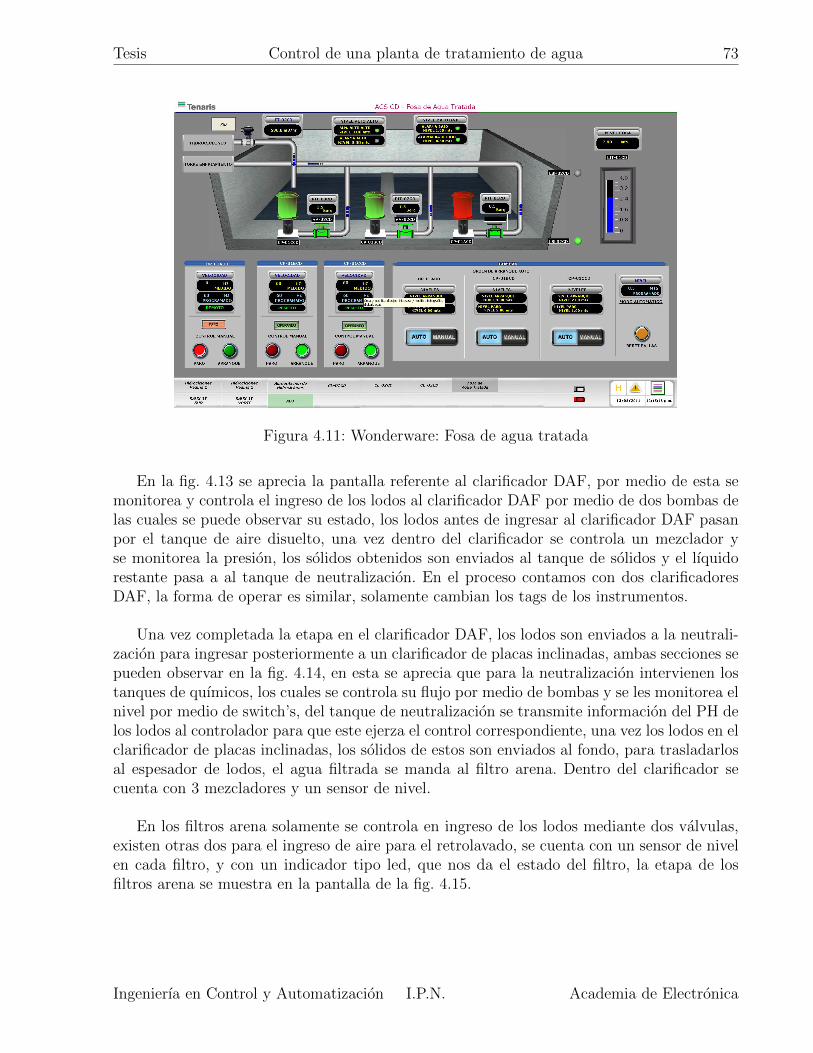
Tesis Control de una planta de tratamiento de agua 73
Figura 4.11: Wonderware: Fosa de agua tratada
En la fig. 4.13 se aprecia la pantalla referente al clarificador DAF, por medio de esta semonitorea y controla el ingreso de los lodos al clarificador DAF por medio de dos bombas delas cuales se puede observar su estado, los lodos antes de ingresar al clarificador DAF pasanpor el tanque de aire disuelto, una vez dentro del clarificador se controla un mezclador yse monitorea la presion, los solidos obtenidos son enviados al tanque de solidos y el lıquidorestante pasa a al tanque de neutralizacion. En el proceso contamos con dos clarificadoresDAF, la forma de operar es similar, solamente cambian los tags de los instrumentos.
Una vez completada la etapa en el clarificador DAF, los lodos son enviados a la neutrali-zacion para ingresar posteriormente a un clarificador de placas inclinadas, ambas secciones sepueden observar en la fig. 4.14, en esta se aprecia que para la neutralizacion intervienen lostanques de quımicos, los cuales se controla su flujo por medio de bombas y se les monitorea elnivel por medio de switch’s, del tanque de neutralizacion se transmite informacion del PH delos lodos al controlador para que este ejerza el control correspondiente, una vez los lodos en elclarificador de placas inclinadas, los solidos de estos son enviados al fondo, para trasladarlosal espesador de lodos, el agua filtrada se manda al filtro arena. Dentro del clarificador secuenta con 3 mezcladores y un sensor de nivel.
En los filtros arena solamente se controla en ingreso de los lodos mediante dos valvulas,existen otras dos para el ingreso de aire para el retrolavado, se cuenta con un sensor de nivelen cada filtro, y con un indicador tipo led, que nos da el estado del filtro, la etapa de losfiltros arena se muestra en la pantalla de la fig. 4.15.
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica

Tesis Control de una planta de tratamiento de agua 74
Figura 4.12: Wonderware: Fosa de ecualizacion
Figura 4.13: Wonderware: Clarificador DAF
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
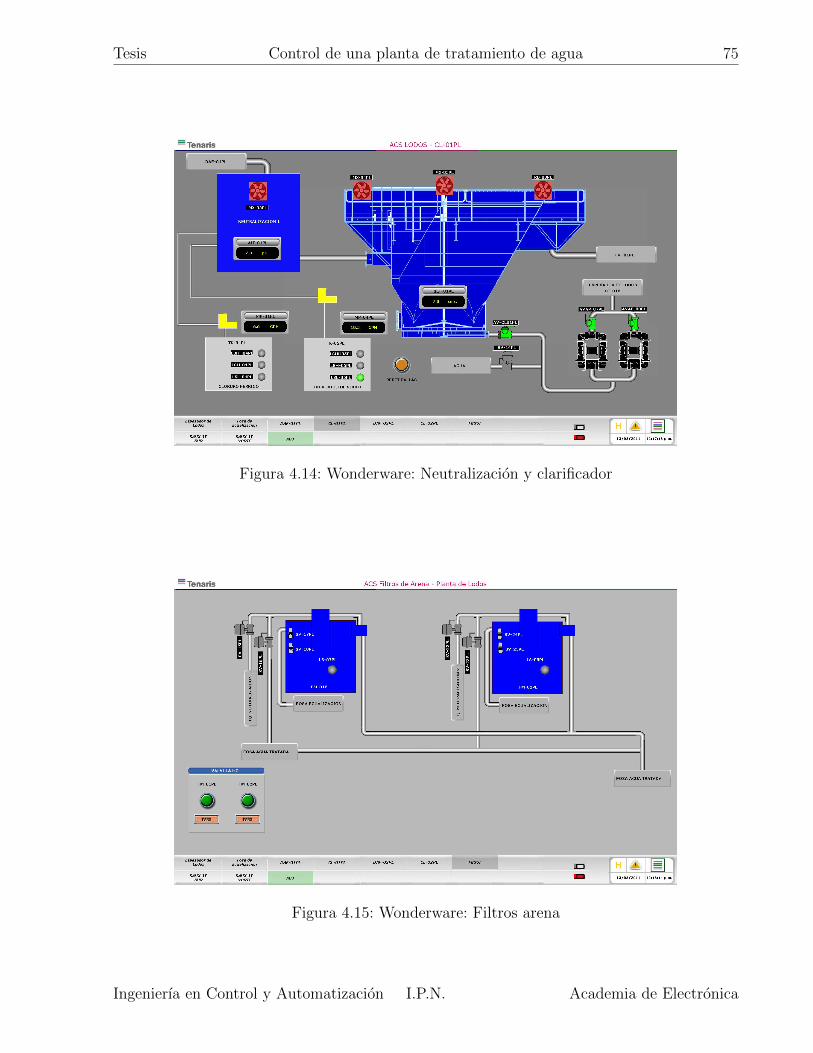
Tesis Control de una planta de tratamiento de agua 75
Figura 4.14: Wonderware: Neutralizacion y clarificador
Figura 4.15: Wonderware: Filtros arena
Ingenierıa en Control y Automatizacion I.P.N. Academia de Electronica
Bibliografıa
1. Girovich, M.J. (1996). Biosolids treatment and management. Ed. Marcel dekker, Inc.USA.
2. Luis Antonio Lopez Escobar (2009). Tesis de maestrıa en ingenierıa ambiental. Tra-tamiento acido y alcalino para la inactivacion de huevos de helmintos presentes enlodos fisicoquımicos de origen agroindustrial.
3. Alejandro Mauricio Hammeken Arana (2005). Tesis Analisis y diseno de una plantade tratamiento de agua residual para el municipio de san Andres Cholula
4. Marıa Angelica Garcıa Zarza (2003). Tesis: metodo alternativo para tratar lodos deplantas de aguas residuales en Mexico
5. Elvira Del Carmen Cortez Cadiz (2003). Fundamentos de ingenierıa para el trata-miento de los biosolidos generados por la depuracion de aguas servidas de la regionmetropolitana.
6. Carlos Fortino Cortina Domınguez y Ricardo Marquez Ortiz (2008). Alternativa detratamiento de aguas residuales de la industria textil.
7. Aguilar, Moreno, Santillan, Velazquez (2008). Automatizacion de un sistema de tra-tamiento de agua jabonosa
8. Carlos A. Smith, Armando B. Corripio (1991). Control automatico de procesos: teorıay practica. Editores Noriega
9. Mandado/ Acevedo/ Fernandez/ Armesto. Automatas programables y sistemas deautomatizacion. Ed. Marcombo
10. Oriol, Miquel,Ferran. Automatismos electricos programables.
76

Apendice A
DTI
77