INSTITUTO POLITECNICO NACIONAL · 2017. 3. 23. · No. NOMBRE PÁG. 1.1 Intervalos de viscosidad y...
67
INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA QUÍMICA E INDUSTRIAS EXTRACTIVAS ELECTRODEPOSICION DE COMPONENTES CORROSIVOS EN CRUDOS PESADOS TESIS QUE PARA OBTENER EL TITULO DE INGENIERO EN METALURGIA Y MATERIALES P R E S E N T A ERICK ALEXIS MARIN QUIROZ DIRECTOR DE TESIS: DR. MANUEL DE JESÚS MACÍAS HERNÁNDEZ MÉXICO D.F., 2016
Transcript of INSTITUTO POLITECNICO NACIONAL · 2017. 3. 23. · No. NOMBRE PÁG. 1.1 Intervalos de viscosidad y...

INSTITUTO POLITECNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERIA QUÍMICA
E INDUSTRIAS EXTRACTIVAS
ELECTRODEPOSICION DE COMPONENTES CORROSIVOS EN CRUDOS PESADOS
TESIS
QUE PARA OBTENER EL TITULO DE INGENIERO EN METALURGIA Y MATERIALES
P R E S E N T A
ERICK ALEXIS MARIN QUIROZ
DIRECTOR DE TESIS: DR. MANUEL DE JESÚS MACÍAS HERNÁNDEZ MÉXICO D.F., 2016


AGRADECIMIENTOS
Estando convencido precisamente de esto: que el que comenzó en vosotros la buena obra,
la perfeccionará hasta el día de Cristo Jesús. FILIPENSES 1:6
Este trabajo es la muestra fehaciente de que todos los esfuerzos
al final siempre traen recompensa, todas esas noches de
estudio, viajes, regresos de la escuela, retos y cansancio,
momentos difíciles pero sobre todo también de alegría son
reflejados en el término de este proyecto.
Primeramente quiero darle gracias a Dios porque me ha dado la
fuerza, inteligencia y sobre todo la vida para poder materializar
este sueño.
Gracias a mis Padres “Marcelino y Clemencia” que siempre
estuvieron a mi lado en los momentos complicados y momentos
buenos animándome y apoyándome sobre cualquier cosa, les
dedico este escrito que refleja los años de esfuerzo y de trabajo
que tuvieron para poder brindarme una educación.
Gracias a mi hermana “Alix” que siempre tuvo una palabra para
apoyarme y ayudarme en este proceso.
Gracias al Dr. Manuel Navarrete que me animo y me mostro los
grandes beneficios que trae el amor al conocimiento. (Q.E.P.D.)
Gracias al Dr. Manuel de Jesús Macías mi director de Tesis por
haberme brindado la confianza y apoyo en la realización de
este trabajo.
Gracias a cada persona que estuvo relacionada directa e
indirectamente en este proceso como amigos, conocidos y
profesores.

ÍNDICE
Resumen……………………………………………………………………………………I
Introducción……………………………………………………………………….……….II
CAPITULO 1. GENERALIDADES
1.1 El petróleo…………………………………………………………………….……….1
1.2 Propiedades del petróleo………………………………………………………..…..2
1.2.1 Crudos de alta acidez…………………………………………………………......2
1.2.2 Crudos pesados……………. …………………………………………...………..2
1.2.3 Crudo extra pesado ………………………….……….…….……………………..3
1.2.4 Crudo Ku-Maloob- Zaap………………………………………………….……..4
1.3 Composición del petróleo o crudo…..……………………….……………………..4
1.4 Clasificación del petróleo o crudo…………………………..……………………..8
1.4.1 Clasificación por gravedad API…………………………………………………..8
1.4.2 Clasificación por composición química……………..…………………………..9
1.4.3 Contenido de metales…………………………………….………………………10
1.4.4 Contenido de sales………………………………………………………….……10
1.4.5 Contenido de azufre………………………………………………………………11
1.4.6 Definición de los asfáltenos……………………………………………………...11
1.4.7 Estructura de los asfáltenos……………………………………………………...12
1.5 Problemas en la Industria petrolera……………………………………………….14
1.6 Corrosión……………………………………………………………………………..14
1.7 Corrosión en la industria petrolera………………………………………………..15
1.8 Corrosión y erosión debido a los crudos…………………………………………16
1.9 Corrosividad de los crudos debido al contenido de azufre……………………..16
1.10 Corrosión por emulsiones..…………………………………………….…………16

1.11 Tipos de emulsiones …………………………………………………………...…17
1.12 Emulsiones crudo-agua……..…………………………………………………….18
1.12.1 Formación de una emulsión crudo-agua…..…………………………………18
1.13 Los agentes de superficie activa…………...…………………………………….19
1.13.1 Surfactantes como inhibidores de corrosión...………………………………..19
1.14 Propiedades eléctricas y dieléctricas de los asfáltenos……………………….20
1.15 Conductividad eléctrica de los asfáltenos……………………………………….20
1.16 Electrodeposición de asfáltenos……..…………………………………………..21
1.17 Electrodeposición de asfáltenos en un medio por solvente……….…………..22
1.18 Electrodeposición por un medio acuoso……….....……………………………..23
1.19 Efecto del campo eléctrico en emulsiones agua en aceite.…………………...24
1.20 Electrodeposición de vanadio y níquel de los asfáltenos…………………….25
CAPITULO 2. DESARROLLO EXPERIMENTAL
2.1 Diagrama general de la experimentación......….…….…………..……...………..27
2.2 Crudo Ku-Maloob-Zapp…..……………….…………………………….…………28
2.2 Emulsión crudo-agua de mar…………….……….………………..………………28
2.3.1 Procedimiento de preparación de la emulsión crudo-agua de mar (50/50%
V/V)………………………………………………………………………………………..28
2.4 Medición de conductividad de la emulsión.……..………………………………29
2.4.1 Procedimiento de medición……………………..………………………………..29
2.4.2 Medición del pH…………………………………………………………………...30
2.5 Electrodos…………………………………………………………………………….30
2.6 Montaje de la celda de electrodeposición..……………………………………….30

2.6.2 Metodología de la experimentación…………………………………………….31
2.6.3 Pruebas de repetibilidad…………………………………………………………32
2.6.4 Pesaje del depósito en los electrodos………………... ……………………….32
2.6.5 Caracterización de los productor por IR (Espectroscopia infrarroja)………..33
2.7 Pruebas de corrosión……………………………………………………………….34
2.7.1 Método ASTM D 130 para productos del petróleo en placa de Cu………… 34
2.7.2 Pruebas complementarias del método ASTM D 130………………………… 35
2.7.3 Pérdida de peso por corrosión…………………………………………………..35
2.7.4 Preparación de las probetas……………………………………………………..35
CAPITULO 3. RESULTADOS Y DISCUSION
3.1 Resultados de las pruebas de electrodeposición de asfáltenos…………….... 37
3.1.2 Deposito en el ánodo con diferencial de potencial positivo +ΔV…………….38
3.1.3 Depósito en el cátodo con diferencia de potencial negativo -ΔV……………39
3.1.4 Peso de materia electrodepositada……………………………………………..40
3.2 Espectros de infrarrojo……………………………………………………………...41
3.3 Resultados de las pruebas de corrosión………………………………………….45
3.3.1 Resultados sobre lamina de Cu…………………………………………………45
3.3.2 Pérdida de peso en lámina de Cobre…………………………………………...47
3.3.3 Resultados de corrosión en probetas de acero 1018…………………………47
3.3.4 Pérdida de peso por corrosión del acero 1018………………………………...48
Conclusiones……………………………………………………………………………..49
Referencias bibliográficas……………………………………….……………………...50
No. NOMBRE PÁG.
1.1 Intervalos de viscosidad y gravedad API para diferentes
crudos.
9
1.2 Polaridad de los componentes de un petróleo crudo 12
1.3 a Estructura molecular promedio de los asfáltenos 13
1.3 b Asfáltenos en forma de una hoja plana no homogénea 13
1.3 c Aglomerado 13
1.4 Fotomicrografía de una emulsión agua en aceite. 17
1.5 Fotomicrografía de una emulsión aceite en agua. 17
1.6 Experimento estático para la caracterización de cargas y
propiedades de los asfáltenos.
22
1.7 Esquema de la contribución de los portadores de carga en la
conductividad de muestra de crudo.
23
1.8 Interacción de las gotas de emulsión O/W con moléculas de
asfáltenos en la interface O/W.
24
1.9 Coalescedores de uso industrial conectados
a un polo positivo y grounded.
25
2.1 Diagrama general experimental 27
2.2 Preparación de emulsión crudo-agua de mar.
29
2.3 Celda de Electrodeposición 30
2.4 Modelo de la celda de electrodeposición conectada en
ánodo y grounded.
32
2.6 Modelo de la celda de electrodeposición conectada en
cátodo y grounded.
32
2.7 Autoclave utilizada en la prueba. 35
3.1 Electrodo con masa electrodepositada en a)ánodo y b)
grounded.
38
3.2 Electrodo con masa electrodepositada en c)ánodo y d)
grounded.
38
Índice de figuras

3.3 Electrodo con masa electrodepositada e)ánodo y f)
grounded.
38
3.4 Electrodo con masa electrodepositada en a)cátodo y
b)grounded
39
3.5 Electrodo con masa electrodepositada en c)cátodo y
d)grounded
39
3.6 Electrodo con masa electrodepositada en e)cátodo y
f)grounded
39
3.7 Espectro infrarrojo de Crudo Ku-Maloob-Zaap 41
3.8 Espectro Infrarrojo de emulsión O/W (50-50% V/V) 41
3.9 Espectro Infrarrojo de emulsión O/W (50-50% V/V) con
emulsificante EME1
42
3.10 Espectro IR de masa depositada en ánodo (+)
42
3.11 Espectro IR de Y3 asfáltenos (arriba) y resinas (abajo) 42
3.12 Espectro IR de masa depositada en electrodo cátodo (-) 43
3.13 Electrolito resultante de una prueba corrida con una +ΔV 43
3.14 Espectro IR de agua de mar separada del electrolito
resultante.
43
3.15 Espectro de un precipitado 44
3.16 Espectro de emulsificante no Iónico EME1. 44
3.17 Emulsión antes de la prueba de electrodeposición a 85°C. 46
3.18 Electrolito Resultante (+ΔV) a 85°C. 46
3.19 Electrolito Resultante (-ΔV) a 85°C 46
3.20 Código de colores de corrosión en una placa de Cu, ASTM D
130
46
3.21 Emulsión 50/50 sobre probeta de acero, sometida a 85°C.
48
3.22 Electrolito resultante (+) sobre probeta de acero, sometido a
85°C.
48
3.23 Electrolito resultante (-) sobre probeta de acero, sometida a
85°C.
48

No. NOMBRE PÁG.
1.1 Composición elemental del crudo pesado. 5
1.2 Intervalo de concentración del residuo del petróleo 5
1.3 Clasificación de los tipos del crudo de acuerdo a la gravedad
API
8
1.4 Composición generalizada de diferentes tipos de
alimentación.
13
1.5 Fallas en la industria petrolera 15
1.6 Tipo de corrosión y falla. 15
3.1 Pesos de depósitos en el ánodo con potencial +∆V
40
3.2 Pesos de depósitos en el cátodo con potencial -∆V
40
3.3 Número de onda y grupo 41
3.4 Pérdida de peso en lamina de cobre.
47
3.5 Pérdida de peso en placa de acero 1018. 48
Índice de tablas.

Resumen
I
RESUMEN
El objetivo de este trabajo es la remoción de elementos corrosivos en
crudos pesados tales como asfáltenos conteniendo metales y sales de
agua de mar, por medio de la experimentación de electrodeposición en
una media celda electroforética.
En el primer capítulo se describen los diferentes tipos de crudos de acuerdo
a su composición, problemáticas de corrosión en la industria petrolera y
trabajos relacionados con la electrodeposición de asfáltenos. La estructura
de los asfáltenos se ejemplifica con moléculas modelos en diferentes
planos donde se observa la distribución molecular de los componentes
como carbono e hidrogeno enlazados con el azufre, oxigeno, nitrógeno y
metales que son potencialmente corrosivos.
En el segundo capítulo se describe la metodología de electrodeposición
de asfáltenos en un crudo mexicano Ku-Maloob-Zaap extra pesado,
comenzando con la adaptación de la media celda electroforética.
Se describe la preparación de la emulsión crudo-agua de mar
adicionando un surfactante no iónico con características de inhibidor de
corrosión y por último se describen las pruebas de repetibilidad con un
diferencial de potencial de voltaje negativo -ΔV y en otra celda con
diferencial de potencial de voltaje positivo +ΔV.
En el tercer capítulo se presentan los resultados y discusión, donde se
observó que la electrodeposición de asfáltenos es mayor en el ánodo con
una diferencia de potencial de voltaje negativo (+ΔV). Por otro lado, se
aplica una diferencia de potencial de voltaje negativa (-ΔV) y el ánodo
presenta mayor deposición.
A una lámina de cobre y una placa de acero 1018 se le realiza una prueba
cualitativa de corrosión con la norma ASTM D130 usando el medio
emulsificado antes y después de la prueba de la electrodeposición.
Introducción
II
INTRODUCCIÓN
La corrosión es unos de los principales aspectos que causan pérdidas
económicas en el ámbito industrial. La Industria petrolera no está exenta
de este fenómeno; la perdida de una pequeña porción del material
representa una pérdida millonaria anualmente por el efecto que tiene
sobre los materiales usados en la producción, transporte, almacenamiento,
y refinería del petróleo.
El petróleo pesado extraído del pozo comúnmente contiene agua y está
contaminado de componentes corrosivos principalmente azufre, metales
como níquel y vanadio, sales orgánicas e inorgánicas obtenidas de
acuerdo al tipo de subsuelo. La materia orgánica con sulfato disuelto en un
medio apropiado de degradación por bacterias origina el ácido sulfhídrico
(H2S) y bicarbonato (HCO3) provocando la corrosión amarga por el azufre,
El dióxido de carbón (CO2) derivado de los HCO3 es encontrado disuelto
en agua en emulsiones con el crudo pesados provocando la corrosión
dulce.
La corrosión dulce y amarga por CO2 y H2S respectivamente, son
principales causantes del mayor problema en la industria petrolera,
subsecuentemente son las sales, metales Ni y V. Los crudos pesados
contienen asfáltenos con un alto porcentaje de ácidos orgánicos, azufre,
metales como Ni y V. El sulfato proveniente de la oxidación de azufre es
clave en la generación de H2S y HCO3 y por consecuencia el CO2.
El asfálteno con oxígeno inicia la sulfatación para generar la corrosión
dulce y amarga incluso por oxidación de metales Ni y V. Influyen también
las altas temperaturas y velocidades de flujo que provocan el efecto
corrosivo en tubos, hornos, torres y líneas de transferencia de unidades de
destilación.
El petróleo crudo mexicano como el Maya y Ku-Maloob-Zap contienen
grandes cantidades de asfáltenos y 1% de agua que precipitan en el
interior de las tuberías provocando corrosión por los elementos arrastrados
en el flujo emulsificado. Así, los surfactantes toman importancia, pueden
tener una doble función de inhibidores de corrosión y estabilizador para
emulsiones crudo- agua.

III
La electrodeposición de asfáltenos de los crudos fue estudiada en
emulsiones utilizando una celda electroforética, donde la deposición de los
asfáltenos cargados negativamente o positivamente son estudiados. Una
emulsión crudo-agua se presenta desde la extracción y transporte en un
medio salino donde la electrodeposición se presenta de forma natural por
un fenómeno de campo eléctrico.
En el proceso de coalescencia de emulsiones crudo-agua, los asfáltenos
con bajos contenidos metales presentan una carga negativa y se mueven
hacia el ánodo por un campo eléctrico.
Por lo tanto en este trabajo se realizó una electrodeposición de asfáltenos
a partir de una emulsión de un crudo pesado en agua de mar utilizando un
surfactante no iónico como emulsificante e inhibidor de corrosión. Se
observó la deposición de los asfáltenos hacia el ánodo y cátodo,
adaptando una media celda electroforética con una diferencia de voltaje
positivo y otra celda con una diferencia de potencial de voltaje negativo.
También se analizó el efecto de corrosión en el electrolito residual con el
efecto del inhibidor no iónico.
CAPITULO I. GENERALIDADES DEL PETROLEO
Página 1
CAPITULO I. GENERALIDADES DEL PETROLEO.
1.1 El Petróleo
La palabra petróleo significa literalmente “Aceite de Roca” este término es
usado para describir un gran número de fluidos hidrocarburos que se han
almacenado en reservas. El petróleo también llamado “Crudo” varía
dramáticamente en color, olor, y propiedades de flujo que reflejan la
diversidad de su origen. [1]
El petróleo es tal vez la sustancia más importante consumida en la
sociedad moderna. Que proporciona no solo materias primas para
plásticos y otros productos, sino también para energía, industria de
calefacción y transporte. La palabra petróleo, deriva del latín petra y
óleum, que significa “Aceite de roca”, y se refiere a los hidrocarburos que
se encuentran extensamente en las rocas sedimentarias en forma de
gases, líquidos, semisólidos o sólidos.
Desde un punto de vista químico, el petróleo es una mezcla
extremadamente compleja de hidrocarburos compuestos, usualmente con
cantidades menores de nitrógeno, oxígeno y azufre, así como rastros de
compuestos metálicos.
El petróleo y su término equivalente aceite crudo cubre una amplia
variedad de materiales que consisten en una mezcla de hidrocarburos y
otros compuestos, los cuales pueden variar extensamente en volatilidad,
gravedad específica y viscosidad, también contiene metales pesados
como vanadio y níquel en cientos de partes por millón, que pueden
provocar dificultades en el procesamiento de esas materias primas. [3]

CAPITULO I. GENERALIDADES DEL PETROLEO
Página 2
1.2 Propiedades del petróleo
Los crudos tienen características físicas y químicas muy variables de un
campo de producción a otro, incluso dentro de un mismo yacimiento. La
clasificación más burda pero no menos importante en cuanto los
resultados económicos, es la clasificación en crudos “Pesados y ligeros”. Al
estar formado principalmente por moléculas hidrocarbonadas, la densidad
de un crudo será tanto menor cuanto mayor sea la relación atómica H/C.
La densidad de los crudos puede oscilar entre 0.7 y 1, expresados con
mucha frecuencia en grados API (American Petroleum Institute) cuyo valor
varía entre 70 y 5. [2]
1.2.1 Crudos de alta acidez
Los crudos de alta acidez causan corrosión en la refinería, la corrosión es
predominante a temperaturas por arriba de 180ºC y ocurre
particularmente en la unidad atmosférica de destilación y también en la
unidad de destilación a vacío. Además, la corrosión es causada por sales
minerales, magnesio, calcio y cloruro de sodio que se hidrolizan para
producir ácido clorhídrico volátil, causando una alta condición corrosiva.
Por lo tanto, esas sales presentan una significante contaminación en los
crudos. [3]
1.2.2 Crudos pesados
Los crudos pesados son un tipo de petróleo que es diferente al petróleo
convencional en medida que es mucho más difícil recuperarlo de los
depósitos del subsuelo. La definición de crudos pesados esta usualmente
basada en la gravedad API o viscosidad, y la definición es bastante
arbitraria aunque se ha intentado racionalizar la definición en base a la
viscosidad, gravedad API y densidad.
Los crudos pesados tienen mucha más alta viscosidad (baja gravedad API)
que el petróleo convencional, y la recuperación primaria de este tipo de
petróleo usualmente requiere estimulación térmica de las reservas. El
termino genérico Crudo Pesado es a menudo aplicado a crudos que
tienen menor de 20º API y usualmente, pero no siempre, un contenido de
azufre alto de 2% en peso. [3]

CAPITULO I. GENERALIDADES DEL PETROLEO
Página 3
1.2.3 Crudo extra pesado
El termino crudo extra pesado recientemente evoluciono (relacionado a
la viscosidad). Crudo extra pesado es el que tiene gravedades API entre 10
y 22.3 º API.
1.2.4 Crudo Ku Maloob Zaap
El crudo Mexicano extra pesado es Ku-Maloob-Zap (KMZ), este tipo de
petróleo se extrae en un yacimiento localizado en la sonda de Campeche
en la parte del Golfo de México a 105Km al norte de Cd. del Carmen,
Campeche. Fue descubierto por Pemex en el Año 2002, y ha sido extensa
la explotación de los yacimientos en donde se encuentra este crudo, que
se ha convertido en uno de los principales crudos producidos en México. El
Ku-Maloob- Zap forma parte del grupo llamado “Crudos Pesados”
contando con 14º API, este petróleo es una mezcla de crudos, Ku, Maloob
y Zaap. De acuerdo a datos del 2010 de Pemex y un análisis de la U.S.
Energy Information Administration, los siguientes son los 10 campos
petroleros individuales actualmente más productivos en México:
Cantarell, con 384 mil barriles diarios y 15% de la producción nacional.
Aunque continúa siendo el campo más importante, su situación actual es
muy distante de su pico de producción, con la producción del 2010 siendo
74% menor a su máximo histórico.
Ku, con 337 mil barriles diarios y 13.1% de la producción mexicana.
Zaap, con 274 mil barriles diarios y 10.6%de la producción nacional.
Maloob, 218 mil barriles diarios y 8.5% de la producción. Estos últimos tres
campos se encuentran adjuntos a Cantarell y son comúnmente vistos
como un proyecto conjunto (Ku-Maloob-Zap), siendo la mayor fuente de
nuevo crecimiento de producción en los últimos años. La mayoría de estos
crudos, son extraídos por vías marítimas, por lo cual su contenido en sales y
elementos corrosivos es alta, al momento de ser extraídos y transportados
el arrastre y combinación con este tipo de elementos aumenta, por lo
tanto, el riesgo corrosivo también presenta un incremento. [34]

CAPITULO I. GENERALIDADES DEL PETROLEO
Página 4
1.3 Composición del petróleo o crudo
La composición de los crudos es muy variable dependiendo del lugar en el
que se han formado. No solo se distinguen unos crudos de otros por sus
diferentes proporciones en las distintas fracciones de hidrocarburos, sino
también porque tienen distintas proporciones de azufre, nitrógeno y de las
pequeñas cantidades de diversos metales, que tienen mucha importancia
desde el punto de vista de la contaminación. [4]
El petróleo está compuesto por los siguientes grupos:
Hidrocarburos (Compuestos de carbono e hidrógeno)
Compuestos no-hidrocarburos
Compuestos inorgánicos y sales inorgánicas (compuestos metálicos)
Hidrocarburos: Son el principal constituyente del petróleo. Todas las clases
de hidrocarburos están presentes en el crudo, excepto los alquenos y
alquinos, este es el principal indicativo de que el petróleo se ha originado
bajo atmosferas reducidas.
Compuestos No-Hidrocarburos: Varios tipos de compuestos no-
hidrocarburos se encuentran en el petróleo. Los más importantes son los
compuestos orgánicos de azufre, nitrógeno y oxígeno. La presencia de
esas impurezas es perjudicial y puede causar problemas en los procesos
catalíticos.
Compuestos metálicos: Muchos metales están presentes en el petróleo.
Algunos de los más abundantes son sodio, calcio, magnesio, aluminio,
hierro, vanadio y níquel. Esos están presentes como sales inorgánicas como
cloruro de sodio o de magnesio o también como compuestos órgano
metálicos. El calcio o magnesio pueden formar sales o jabones con ácidos
carboxílicos, esos compuestos actúan como emulsificantes, lo cual, es
indeseable. El desalado del crudo es un paso necesario para reducir esas
sales. [5]
En la literatura se reporta que la composición y concentración de los
diferentes contaminantes en los crudos a nivel mundial varían en el
intervalo que se muestra en la Tabla 1.1 [3]

CAPITULO I. GENERALIDADES DEL PETROLEO
Página 5
Composición Intervalo de concentración %Peso
Carbono 83.0-87.0
Hidrógeno 10.0-14.0
Nitrógeno 0.1-2.0
Oxígeno 0.05-1.5
Azufre 0.04-6.0
Metales (Ni + V) <1000 ppm
Asfáltenos 0.1-12
Residuo de carbón 0.2-10
Los heteroátomos de azufre, nitrógeno y oxígeno, así como los metales no
se encuentran en forma elemental en el petróleo, sino formando
compuestos cuya complejidad varía con la estructura química del
hidrocarburo y numero de carbones.
De esta manera los crudos pueden tener diferentes propiedades que los
caracterizan y determinan su comportamiento para la elaboración de
combustibles, ceras o solventes.
Los heteroátomos mencionados en la Tabla 1.1 se concentran en mayores
cantidades en los residuos del petróleo cuando estos se someten a
destilación atmosférica y de vacío. La composición química encontrada
en los residuos se muestra en la tabla 1.2, como se observa, los metales, los
asfáltenos, los residuos de carbón, así como el azufre, se acumulan en
mayor proporción en el residuo. [6]
Composición Intervalo de concentración %Peso
Nitrógeno 0.2-2.5
Oxígeno 0.1-1.7
Azufre 2.0-7.0
Metales (Ni+ V) 120-1200 ppm
Ni 20-200 ppm
V 100-1000 ppm
Asfáltenos 11-29
Residuos de Carbón 18-32
Tabla 1.1 Composición elemental del crudo pesado [3]
Tabla 1.2 Intervalo de concentración del residuo del petróleo. [6]
CAPITULO I. GENERALIDADES DEL PETROLEO
Página 6
Los compuestos de azufre son los constituyentes heteroátomicos del
petróleo más importantes y su concentración varía de acuerdo al tipo de
petróleo crudo. El contenido de azufre se incrementa a medida que el
crudo es más pesado. La concentración de azufre en un crudo puede
variar de 0.04% peso para crudos ligeros a 5.0% peso para crudos pesados.
[3]
Hidrocarburos componentes del petróleo.- Los hidrocarburos son
compuestos orgánicos que contienen únicamente carbono e hidrógeno
en sus moléculas. Dentro de estos encontramos los siguientes grupos:
Parafinas. Son moléculas de hidrocarburos de cadena saturada parafínica
o alifáticos, y tienen como fórmula 𝐶𝑛𝐻2𝑛+2. Pueden ser cadenas rectas o
ramificadas de átomos de carbono. Estas moléculas en cadena normal
son más ligeras y se encuentran en los gases y en las ceras parafínicas.
Las parafinas de cadena ramificada suelen encontrarse en fracciones
pesadas del crudo.
Aromáticos. Compuestos de hidrocarburos de anillo insaturado. El
naftaleno y sus derivados son compuestos aromáticos de doble anillo
fusionado. Los aromáticos más complejos, los polinucleares (tres o más
anillos aromáticos fusionados), se encuentran en fracciones pesadas del
crudo.
Naftenos. Son hidrocarburos de anillo saturado, de fórmula 𝐶𝑛𝐻2𝑛, que se
encuentran en todas las fracciones del crudo excepto en las más ligeras.
Predominan los naftenos de un solo anillo con 5 y 6 átomos de carbono,
encontrándose naftenos de dos anillos en los componentes más pesados
de la nafta.
Azufre y sus compuestos. En el petróleo el azufre forma compuestos como
mercaptanos, sulfuros, polisulfuroso tal como el Tiofeno (𝐶4𝐻4𝑆), Sulfuro de
Hidrogeno (𝐻2𝑆), Dibenzotiofeno (DBT), el Dimetildibenzotiofeno (DMDBT)
entre otros. Cada crudo tiene distintos tipos y cantidades de compuestos
de azufre, por lo general se encuentra mayor concentración en las
fracciones pesadas del crudo.

CAPITULO I. GENERALIDADES DEL PETROLEO
Página 7
Un alto contenido de azufre es perjudicial en la mayoría de los productos
petrolíferos, su reducción en la refinación del crudo es costosa. El azufre
provoca corrosión y un fuerte impacto en la ecología.
Compuestos de oxígeno. Los productos resinosos y asfálticos que se
separan de los residuos y de las fracciones demás alto punto de ebullición,
tienen contenidos de oxígeno hasta del 8% en masa o más en ocasiones.
Estos compuestos de alta masa molar contienen la mayor parte del
oxígeno del crudo, y contienen ácidos carboxílicos y fenoles.
Los ácidos carboxílicos del crudo con menos de ocho átomos de carbono
por molécula son de naturaleza casi enteramente alifática. Los ácidos
monocíclicos comienzan en C6 y predominan en el campo de C9 a C13, y
los ácidos dicíclicos comienzan en C12 y predominan por encima de C14.
El Fenol existe en pequeñas proporciones; de los crisoles, el más abundante
es el isómero orto.
Compuestos de nitrógeno. El nitrógeno se encuentra en las fracciones
ligeras del crudo formando parte de compuestos básicos. En general,
cuanto más asfáltico es el crudo, mayor es su contenido en nitrógeno. Se
ha establecido una correlación entre porcentaje de nitrógeno y residuo de
carbón; a mayor valor de este último, más alto porcentaje de nitrógeno. El
nitrógeno en el crudo representa un efecto perjudicial tal como el
envenenamiento de los catalizadores de craqueo e impide obtener un
mayor número de fracciones del crudo.
Trazas metálicas. En el petróleo crudo se encuentran con frecuencia
cantidades muy pequeñas de metales como cobre, níquel, hierro y
vanadio. La destilación en la refinería concentra los constituyentes
metálicos en los residuos, aunque algunos aparecen en los destilados de
más alta temperatura de ebullición.
La presencia de trazas metálicas afecta la actividad del reactor, producen
un aumento de gas o coque, bajo rendimiento de la gasolina, produce
depósitos de cenizas en los rotores de las turbinas alimentadas con
petróleo.
CAPITULO I. GENERALIDADES DEL PETROLEO
Página 8
Sales inorgánicas. El petróleo contiene sales inorgánicas, como el cloruro
de sodio, el cloruro de magnesio y el cloruro de calcio, suspendidas en el
crudo o disueltas en el agua retenida (salmuera).
Dióxido de carbono. Puede proceder de la descomposición de
carbonatos o bicarbonatos presentes en las sales inorgánicas del crudo. [24]
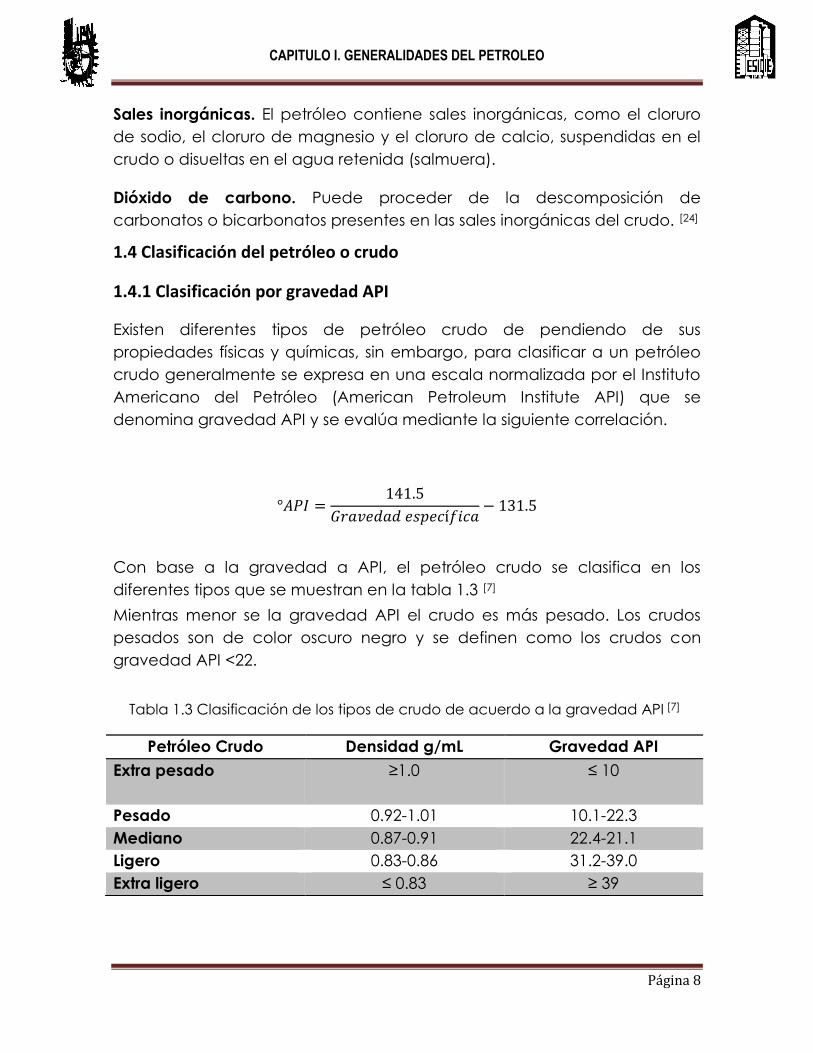
1.4 Clasificación del petróleo o crudo
1.4.1 Clasificación por gravedad API
Existen diferentes tipos de petróleo crudo de pendiendo de sus
propiedades físicas y químicas, sin embargo, para clasificar a un petróleo
crudo generalmente se expresa en una escala normalizada por el Instituto
Americano del Petróleo (American Petroleum Institute API) que se
denomina gravedad API y se evalúa mediante la siguiente correlación.
°𝐴𝑃𝐼 =141.5
𝐺𝑟𝑎𝑣𝑒𝑑𝑎𝑑 𝑒𝑠𝑝𝑒𝑐í𝑓𝑖𝑐𝑎− 131.5
Con base a la gravedad a API, el petróleo crudo se clasifica en los
diferentes tipos que se muestran en la tabla 1.3 [7]
Mientras menor se la gravedad API el crudo es más pesado. Los crudos
pesados son de color oscuro negro y se definen como los crudos con
gravedad API <22.
Petróleo Crudo Densidad g/mL Gravedad API
Extra pesado ≥1.0
≤ 10
Pesado 0.92-1.01 10.1-22.3
Mediano 0.87-0.91 22.4-21.1
Ligero 0.83-0.86 31.2-39.0
Extra ligero ≤ 0.83 ≥ 39
Tabla 1.3 Clasificación de los tipos de crudo de acuerdo a la gravedad API [7]

CAPITULO I. GENERALIDADES DEL PETROLEO
Página 9
Una comparación de la viscosidad y de la gravedad API entre los
diferentes crudos se indica en la figura 1.1 [3] en donde se observa que los
crudos pesados contienen una viscosidad entre 100 a 1000 cP y gravedad
API <20.
Figura 1.1. Intervalos de viscosidad y gravedad API para diferentes
crudos. [3]
1.4.2 Clasificación por composición química
Composición se refiere a la mezcla específica de compuestos químicos
que constituye el petróleo. La composición de ese material está
relacionada a la naturaleza y mezcla de material orgánico que generaron
los hidrocarburos. La composición es también sujeto de la influencia de los
procesos naturales tales como la migración.
El petróleo es un hidrocarburo de origen natural que contiene compuestos
que se componen solo de carbón e hidrógeno, los cuales no contienen
ningún heteroátomo (Nitrógeno, oxígeno y azufre) los hidrocarburos
encontrados en el petróleo son clasificados en los siguientes tipos.
Parafinas: Son hidrocarburos saturados con cadenas lineales o ramificadas,
pero sin ninguna estructura de anillo.
Cicloparafinas (Naftenos): Son hidrocarburos saturados que contienen uno
o más anillos, cada uno de los cuales puede tener uno o más parafinas en
cadenas laterales (Correctamente conocidos como hidrocarburos
alicíclicos).
CAPITULO I. GENERALIDADES DEL PETROLEO
Página 10
Aromáticos: Son hidrocarburos que contienen uno o más aromáticos
núcleos tales como el benceno, naftalina y sistema de anillos de
fenantreno que pueden estar vinculados con anillos de naftaleno y/o
cadenas laterales de parafina. [3]
1.4.3 Contenido de metales
El petróleo, recuperado desde los depósitos, contiene metales, pero
también contiene metales que son captados desde la recuperación,
transporte y almacenamiento. Incluso cantidades pequeñas de esos
metales pueden ser perjudiciales en los procesos de refinación,
especialmente en procesos donde se usa catálisis. Componentes tales
como constituyentes metálicos, pueden también producir efectos
negativos en la refinación, por ejemplo:
1) Causan Corrosión
2) Afectan la calidad de los productos refinados
Níquel y Vanadio junto con Hierro y Sodio son los mayores constituyentes
metálicos del petróleo crudo. Esos metales pueden ser determinados por la
técnica de espectrofotometría de absorción atómica. [1]
1.4.4 Contenido de sales
El contenido de sales en el petróleo es altamente variable y resulta
principalmente de la práctica de producción en el campo. La mayor parte
de la sal presente será disuelta en agua y puede ser removida en
desaladoras, pero pequeñas cantidades de sal pueden ser disueltas en el
crudo mismo. La sal puede derivarse de los depósitos o usos de agua en los
procesos de recuperación. La sal en los crudos puede ser perjudicial de
varias maneras incluso en pequeñas concentraciones. Durante la
vaporización instantánea del crudo ciertas sales metálicas pueden ser
hidrolizadas a ácido clorhídrico de acuerdo a las siguientes reacciones:
1) 2𝑁𝑎𝐶𝑙 + 𝐻2𝑂 → 2𝐻𝐶𝑙 + 𝑁𝑎2𝑂
2) 𝑀𝑔𝐶𝑙2 + 𝐻2𝑂 → 2𝐻𝐶𝑙 + 𝑀𝑔𝑂 [1]

CAPITULO I. GENERALIDADES DEL PETROLEO
Página 11
1.4.5 Contenido de azufre
El azufre está presente en el petróleo como sulfuros, tiofenos, benzotiofenos
y dibenzotiofenos. En muchos de los casos el azufre es perjudicial en los
procesos porque el azufre puede actuar como catalizador toxico durante
el procesamiento.
El contenido de azufre en el petróleo es una propiedad importante y varia
ampliamente entre los límites de 0.1% a 3.0%. Los compuestos que
contienen este elemento esta entre los más indeseables constituyentes del
petróleo porque pueden dar lugar a la corrosión y contaminación
atmosférica.
Los compuestos de azufre contribuyen a la corrosión de equipos de
refinación, transporte, almacenamiento así como también causa
corrosividad en los productos refinados. [1]
1.4.6 Definición de los asfáltenos
Los asfáltenos y resinas son las fracciones más pesadas y polares del
petróleo crudo. Tienen estructura poliaromática con cadenas alquilo,
heteroátomos y trazas de algunos metales. Los asfáltenos son la fracción
de mayor polaridad y peso molecular, y contienen el mayor porcentaje de
heteroátomos (O, S, N) y metales (Fe, Ni, V). Actualmente, la distinción
entre asfáltenos y resinas se basa en sus características de solubilidad en n-
alcanos. Los asfáltenos son operacionalmente definidos como la fracción
del petróleo crudo soluble en solventes aromáticos como tolueno o
benceno, pero insoluble en n-alcanos como n-heptano o n-pentano,
mientras que las resinas si son solubles en estos alcanos. [8]
La composición del petróleo crudo y de los residuos pesados depende de
su origen. Un residuo consta de una fase dispersa integrada por los
asfáltenos y una fase continua, integrada principalmente de resinas de
peso molecular menor. En el petróleo crudo los asfáltenos siguen siendo la
fase dispersa, sin embargo, la fase continua se puede denominar máltenos
que se compone de la suma de los saturados, aromáticos y resinas. En un
residuo del petróleo a las resinas también se les llama máltenos.

CAPITULO I. GENERALIDADES DEL PETROLEO
Página 12
AROMÁTICOS RESINAS ASFÁLTENO
S
MÁLTENO
S
S A R A
NO POLAR AUMENTA EL PESO MOLECULAR, POLARIDAD Y AROMATICIDAD
SATURADOS
En la Fig 1.2 se muestran los distintos componentes de un petróleo crudo o
residuo que distingue las fases mencionadas. Los saturados son no polares,
mientras que los aromáticos, resinas y asfáltenos son polares, más
aromáticos y de peso molecular mayor. [3]
Fig. 1.2 Polaridad de los componentes de un petróleo crudo.[3]
1.4.7 Estructura de los asfáltenos
Estructuralmente se ha comprobado que los asfáltenos son una fracción
de compuestos que existen naturalmente en el crudo como agregados de
núcleos aromáticos condensados, sustituidos por grupos alifáticos y
nafténicos, los cuales poseen heteroátomos (nitrógeno, azufre, oxígeno)
localizados en las estructuras en una variedad de formas, especialmente
las heterocíclicas. También se ha detectado la presencia de metales como
vanadio, níquel y hierro, los cuales se concentran en estructuras de anillos
grandes que se originan en los organismos vivientes denominadas
porfirinas. El 20% del contenido de los metales en los crudos se puede
encontrar en estas estructuras. El resto de estos metales se encuentran en
estructuras no porfirínicas asociadas con el nitrógeno, azufre y oxígeno en
la fracción asfáltica, pero sus arreglos no son definidos.

CAPITULO I. GENERALIDADES DEL PETROLEO
Página 13
La estructura molecular no está definida ni tampoco su forma, sin
embargo, puede compararse a una hoja o lámina plana como se muestra
en la figura 1.3 [9,10]
Carbón Hidrogeno Oxígeno Azufre Nitrógeno
Fig. 1.3 a) Estructura molecular promedio de los asfáltenos 1.3 b) Asfáltenos en
forma de una hoja plana no homogénea [9] 1.3c) Aglomerado. [10]
La estructura molecular no está definida ni tampoco su forma como se
muestra en la fig. 1.3a, los aromáticos condensados de los asfáltenos
también pueden existir en forma de una hoja plana no homogénea como
se ilustra en la fig. 1.3b. En el petróleo crudo, las láminas de moléculas de
asfáltenos permanecen dispersas, sin embargo, tienen tendencia a
atraerse unas con otras que da resultado la formación de un aglomerado.
La estructura de un aglomerado es similar a las hojas de un libro (un
montón compacto de hojas delgadas) como se muestra en la fig. 1.3c. [9,10]
Los aceites crudos pueden tener diferentes cantidades de asfáltenos, que
influyen en los procedimientos para su refinación. En la tabla 1.4 se resume
la composición de diferentes tipos de cargas del petróleo. [11]
Intervalos de composición, % Peso Residuos de carbón
%Peso Asfáltenos Resinas Aceites
Crudo ligero <0.1-12 3-22 67-97 0.2-10
Crudo pesado 11-45 14-39 24-64 10.0-22.0
Residuo del
petróleo
11-29 29-39 49 18.0-32.0
Tabla 1.4 Composición generalizada de diferentes tipos de alimentación. [11]
a) b) c)

CAPITULO I. GENERALIDADES DEL PETROLEO
Página 14
1.5 Problemas en la industria petrolera
En el campo petrolero, los asfáltenos son conocidos por obstruir los pozos,
las líneas de flujo, las instalaciones de superficie y las formaciones de
subsuelo. Los análisis de laboratorio y las operaciones de intervención en
campos petroleros ayudan a los productores a evitar la depositación de
asfáltenos.
Las variaciones de las propiedades de los fluidos que tienen lugar
comúnmente durante la producción de petróleo, tales como los cambios
producidos en la presión, la temperatura y la composición, pueden
precipitar los asfáltenos. Pequeñas cantidades de asfáltenos pueden
adherirse a los granos de las formaciones, las bombas, los tubos, las
válvulas de seguridad y las líneas de flujo sin perturbar el flujo, sin embargo,
los depósitos de gran espesor pueden ocasionar problemas e interrumpir el
proceso de producción. [12]
1.6 Corrosión
La corrosión es un proceso a través del cual un material es degradado por
contacto con el medio ambiente, produciendo un deterioro en sus
propiedades físicas y químicas. [13, 14]
Puede ser de naturaleza química o electroquímica, según el medio y las
condiciones donde se lleva a cabo. [15]
Son múltiples los materiales que pueden sufrir problemas de degradación
por corrosión (metales, concreto, etc). Existen algunos conceptos
encontrados en cuanto a lo que se define como corrosión de materiales
no metálicos y corrosión de metales. Algunos autores se refieren a que la
corrosión en materiales no metálicos pudiera estar definida como el
deterioro del material por causas químicas y en el caso de los metales, la
corrosión se define como la interacción de estos con el medio ambiente.
[16]

CAPITULO I. GENERALIDADES DEL PETROLEO
Página 15
1.7 Corrosión en la industria petrolera
Los costos de corrosión en la industria del petróleo son billones de dólares
en un año. La corrosión afecta todos los aspectos de exploración y
producción.
La industria del petróleo contiene una amplia variedad de ambientes
corrosivos. Algunos de éstos son exclusivos de esta industria. Por lo tanto, es
conveniente agrupar todos estos medios juntos. Los problemas de corrosión
se producen en la industria petrolera en al menos tres áreas generales:
producción, transporte y almacenamiento, y refinería. [17]
En la industria petrolera, la corrosión es una de las principales causas de
fallas en las instalaciones de transporte como producción, en la Tabla 1.5
se muestra los principales tipos de fallas en la industria petrolera y
aproximadamente la mitad de ellas son consecuencia de corrosión por
gases ácidos como 𝐶𝑂2 𝑦 𝐻2𝑆 tabla 1.6. [18]
Distribución del tipo de corrosión
Tipos de Falla y Corrosión %
CO2 28
H2S 18
Soldadura 18
Picaduras 12
Corrosión-Erosión 9
Galvánica 6
Grietas (HIC) 3
Impacto 3
Corrosión por esfuerzos 3
Fallas en la Industria Petrolera
Tipo de Falla % Corrosión 33
Fatiga 18
Daño Mecánico 14
Fractura Frágil 9
Defecto de Fabricación 9
Defectos de Soldadura 7
Otros 10
Tabla1.5 Fallas en la Industria petrolera [18] Tabla 1.6 Tipo de corrosión y falla. [19]

CAPITULO I. GENERALIDADES DEL PETROLEO
Página 16
1.8 Corrosión y erosión debido a los crudos
El petróleo crudo convencional, contiene impurezas, que son toxicas para
el medio ambiente y corrosivas para las tuberías, tanques de
almacenamiento y bodegas de carga. La diferencia química (Debido a las
impurezas) entre el bitumen diluido y los crudos convencionales en
términos de azufre, metales pesados (Predominantemente Níquel y
Vanadio) y número total de acidez (TAN) sólo sirven para la altura de la
corrosividad de metales.
La naturaleza corrosiva conocida de los crudos está dirigida por la
American Society of Testing Materials (ASTM) dedicada específicamente
en la norma G 205-10 Norma para determinar la Corrosividad de un Crudo. [19]
1.9 Corrosividad de los crudos debido al contenido de azufre
La concentración de azufre promedio en el bitumen diluido es ocho veces
mayor que en crudos convencionales. Como un compuesto de carbono
de origen natural, el bitumen también contiene bacterias que metabolizan
la materia orgánica y sulfato disuelto en un ambiente anódico para crear
H2S y bicarbonato (HCO3) componentes altamente corrosivos. Estos
organismos pueden vivir y reproducirse en una variedad de pH,
temperatura y presión ambiental, incluyendo productos del petróleo.
Los microorganismos pueden participar en el proceso de corrosión por el
consumo de hidrogeno catódico del acero o mediante la producción de
productos finales corrosivos tales como sulfuros. [20]
1.10 Corrosión por emulsiones
Las emulsiones de tipo agua en aceite (W/O) son altamente corrosivas por
la mayor área de contacto del agua con la pared en el tubo. Las
emulsiones aceite en agua (O), presentan significante corrosión cuando
contiene más del 10 % de agua y velocidades de flujos altos.
Una emulsión es una dispersión de un líquido en otro líquido inmiscible. La
fase que está presente en forma de gotitas es la fase dispersa o interna, y
la fase en la que las gotitas están en suspensión se denomina la fase

CAPITULO I. GENERALIDADES DEL PETROLEO
Página 17
continua o externa. Para emulsiones de yacimientos petrolíferos
producidos, uno de los líquidos es acuoso y la otra es petróleo. [32]
La cantidad de agua que se emulsiona con el petróleo crudo varía mucho
de un centro a otro, puede ser menos de 1% y a veces mayor que 80%. Las
emulsiones se producen en casi todas las fases de producción y
procesamiento de petróleo: en el interior embalses, pozos, y las cabezas de
pozo; en las instalaciones de manipulación y plantas de separación de gas
y petróleo crudo húmedo; durante el transporte a través de tuberías,
almacenamiento de crudo y el procesamiento de petróleo. [26]
1.11 Tipos de emulsiones
Las emulsiones de yacimientos petrolíferos producidos se pueden clasificar
en tres grandes grupos:
Agua en aceite
Aceite en agua
Emulsiones múltiples o complejas
Agua-en-aceite las emulsiones consisten en gotas de agua en una fase
continua de aceite, y las emulsiones de aceite-en-agua consisten en gotas
de aceite en una fase continua en agua. Figs. 1.4 y 1.5 muestran los dos
tipos básicos (agua en aceite y de aceite en agua) de las emulsiones. En la
industria del petróleo, las emulsiones agua en aceite son más comunes
(emulsiones de campos petroleros más producidas son de este tipo); Por lo
tanto, las emulsiones de aceite en agua se refieren a veces como
emulsiones "inverso". [25]
Fig.1.4 Fotomicrografía de una
Emulsión Agua en aceite [25]
Fig.1.5 Fotomicrografía de una
Emulsión aceite en agua [25]

CAPITULO I. GENERALIDADES DEL PETROLEO
Página 18
1.12 Emulsiones crudo-agua
Alrededor del 80% de los crudos explotados existen en estado emulsionado
en todo el mundo. Las emulsiones se producen cuando el petróleo y agua
de producción se ponen en contacto debido al alto cizallamiento, o
cuando se inyectan mezclas de vapor de agua en el pozo, o en las
instalaciones de superficie.
Una emulsión es una mezcla de dos líquidos inmiscibles, es decir, dos
líquidos que no se mezclan bajo condiciones normales, uno de los cuales
está disperso como gotas en el otro, y su estabilizador es un agente
emulsionante.
Las emulsiones más comunes encontradas en el petróleo son agua en
crudo (W/O). Las cuales están fuertemente estabilizadas por surfactantes
naturales presentes en el mismo que impiden la coalescencia de las gotas
mediante la formación de una película viscoelástica alrededor de la gota
de agua.
1.12.1 Formación de una emulsión crudo-agua
En los procesos secundarios de recuperación de petróleo, el crudo está en
contacto con agua de formación o agua inyectada para producir el
drenaje del crudo por agua. El agua se usa como un pistón para empujar
el crudo del pozo durante el proceso de producción y luego trasladarlo a
la refinería.
En el yacimiento la velocidad de los fluidos es muy lenta (1 pie/día) para
producir la emulsión, y como consecuencia no se forma la emulsión
durante el flujo bifásico en el medio poroso sino después, en los equipos
donde se procesa el petróleo.
Allí se produce el cizallamiento que genera la emulsión, al bombear a
través de válvulas, tuberías, codos, etc. [23]

CAPITULO I. GENERALIDADES DEL PETROLEO
Página 19
1.13 Los agentes de superficie activa
Los agentes de superficie activa (surfactantes) son compuestos que son
parcialmente solubles en agua y aceite. Tienen una parte hidrófoba que
tiene una afinidad para el aceite y una parte hidrófila que tiene una
afinidad para el agua. Debido a esta estructura molecular, tensoactivos
tienden a concentrarse en la interfase aceite / agua, donde forman
películas interfaciales. Esto conduce generalmente a una disminución de la
tensión interfacial (IFT) y promueve la dispersión y emulsificación de las
gotitas de origen natural emulsionantes en el aceite crudo incluyen
mayores fracciones de punto de ebullición, tales como:
Los asfáltenos y resinas
Ácidos orgánicos
Bases
Estos compuestos han demostrado ser los principales constituyentes de las
películas interfaciales que se forman alrededor de las gotitas de agua en
muchas emulsiones de campos petroleros. Los efectos estabilizadores de
los asfáltenos se discuten en la estabilidad de emulsiones de aceite . Otros
tensioactivos que pueden estar presentes son de los productos químicos
inyectados en la formación o pozos, por ejemplo:
Los fluidos de perforación
productos químicos de estimulación
Inhibidores de corrosión
Inhibidores de incrustaciones
Cera
Agentes de control de asfáltenos [27]
1.13.1 Surfactantes como inhibidores de corrosión
La adsorción de moléculas en la superficie de los metales es responsable
de la inhibición de la corrosión del metal debido a la formación de
concentración de micelas. Los surfactantes se clasifican como aniónicos
(el anión es la especie de activa-superficie), no iónicos (no tiene superficie
cargada), catiónico (el catión es la especie activa). [31]

CAPITULO I. GENERALIDADES DEL PETROLEO
Página 20
1.14 Propiedades eléctricas y dieléctricas de los asfáltenos
Los Asfáltenos siguen siendo los materiales más estudiados y menos
entendidos en la industria petrolera. Desde el punto de vista práctico, el
conocimiento de las características eléctricas y dieléctricas de los
asfáltenos sólidos precipitados es importante para resolver problemas de
deposición. Sin embargo desde el estudio pionero de Licha y Herrera, el
término “Conductividad eléctrica de los asfáltenos” fue empleado para
caracterizar el movimiento de los coloides de asfáltenos cargados dentro
del petróleo y solventes. Todos los datos disponibles de la constante
dieléctrica 𝜀 (permitividad estática) han sido obtenidos en soluciones
asfaltenicas de concentraciones variadas. [19]
Estudios previos de asfáltenos han sido realizados tanto en corriente directa
(DC) y en varias frecuencias de corriente alterna (AC). Depende del rango
de frecuencias, el comportamiento eléctrico de los asfaltenos puede
resultar dipolar (Dieléctrica), una respuesta conductiva o ambos. [19]
1.15 Conductividad eléctrica de los asfáltenos
Los asfáltenos han sido estudiados ampliamente en los últimos 50-60 años.
Las técnicas más simples y más utilizadas es la medición de la solubilidad
de los asfáltenos en varios líquidos orgánicos, solventes aromáticos y
floculantes como pentano. Hay una serie de técnicas diferentes utilizadas
para determinar el inicio de la floculación de asfáltenos. Entre ellas se
encuentran; gravimetría, diferentes técnicas ópticas, tensión interfacial y
conductividad eléctrica.
La fracción polar del petróleo se sabe que contiene heteroatomos,
nitrógeno, azufre y oxígeno además de metales como vanadio, níquel y
hierro. Un número de diferentes estructuras han sido determinadas para las
moléculas de asfáltenos, sin embargo, la fracción polar del petróleo no es
suficiente para que la constante dieléctrico este arriba de 2-4, el petróleo
consecuentemente, debe considerarse como un solvente de baja
permitividad. [21]

CAPITULO I. GENERALIDADES DEL PETROLEO
Página 21
Los asfáltenos se distinguen generalmente por tener anillos aromáticos
fusionados que llevan cadenas alifáticas y anillos que contienen algún
grupo funcional polar tal como sulfuro, aldehído, carbonilo, carboxílico,
amina, amida y algunos metales como el níquel, vanadio y hierro, que
confieren características de polaridad y anfifilicos a estas macromoléculas.
Penzes and J. Speight et al 1974 realizaron estudios de conductividad en
fracciones de bitumen de Athabasca en benceno, piridina y nitrobenceno.
Los asfáltenos fueron disueltos al revolver por cuatro horas, la temperatura
fue variando en el rango de 20-50 °C a una velocidad de calentamiento
de 0.3 °C/min. Los resultados muestran que la conductividad incrementa
como una función de ambas, temperatura y concentración.
También muestra que la conductividad incrementa cuando la constante
dieléctrica del solvente aumenta. Es un hecho que este incremento puede
ser relacionado con la disminución del peso molecular. [21]
Un estudio sobre la naturaleza eléctrica de la deposición de asfaltenos fue
hecho por Lichaa y L. Herrere en 1975. La fracción de asfaltenos empleada
se tomó tanto de petróleo crudo y de los depósitos sólidos de la tubería.
Dos tipos de experimentos eléctricos fueron desarrollados, el primer
experimento midió el grado de electrodeposición, sometiendo una
solución de asfáltenos a un campo eléctrico de alta DC. [21]
1.16 Electrodeposición de asfáltenos
Se han realizado diferentes trabajos de electrodeposición de asfáltenos
donde se ha estudiado el depósito de partículas de asfáltenos cargadas
eléctricamente en dirección de la superficie del electrodo anódico o
catódico un medio de solventes o acuoso en una celda electroquímica o
electroforética. Otros estudios encontraron que la electrodeposición de
asfáltenos se presenta de forma natural por un fenómeno eléctrico en
tuberías de transportes y de extracción en pozos petroleros.
CAPITULO I. GENERALIDADES DEL PETROLEO
Página 22
1.17 Electrodeposición de asfáltenos en un medio por solvente
Khvostichenko e.t al 2009[22] estudio la electrodeposición de asfáltenos en
mezclas de crudo-heptano, observando el comportamiento de moléculas
asfaltenicas en mezclas de crudo con algunos solventes orgánicos
(heptano) aplicando una diferencia de potencial a las mezclas de crudo y
solvente.
Encontrando que es posible remover asfáltenos por medio de esta técnica
de electrodeposición. Donde los asfáltenos al ser diluidos en solvente
orgánicos presentan carga y comportamiento coloidal que permite que
sean removidos a través de la aplicación de una diferencia de potencial
alta.
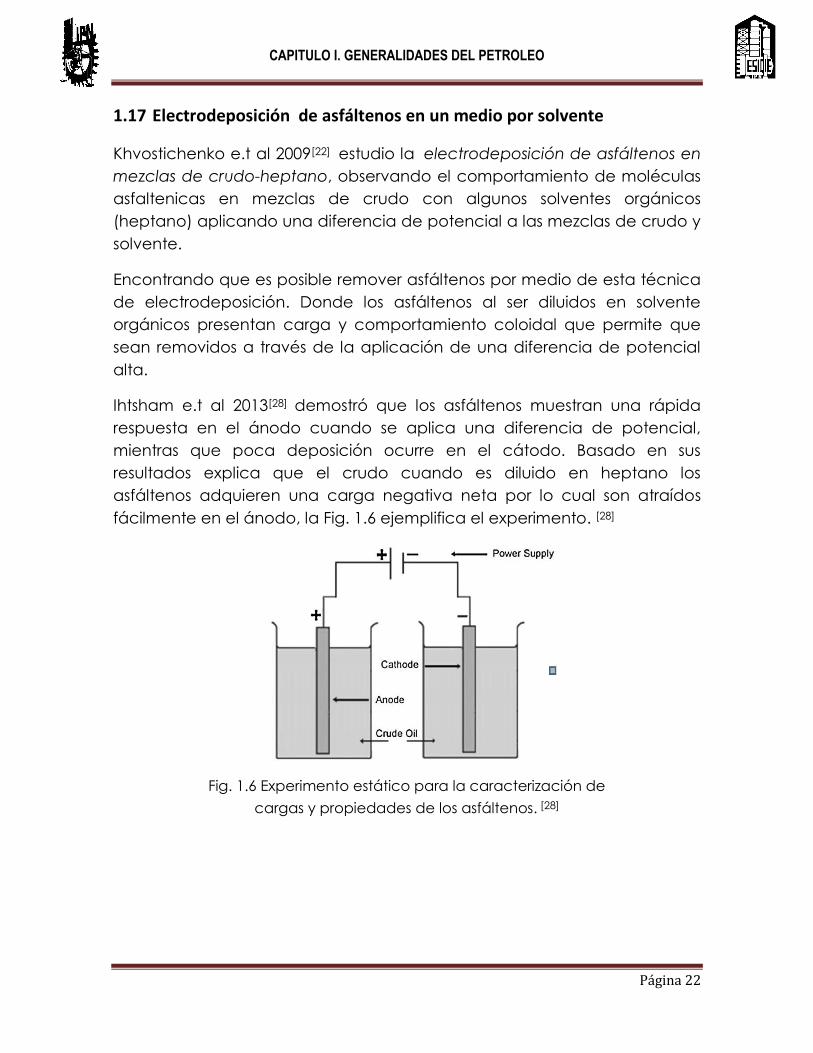
Ihtsham e.t al 2013[28] demostró que los asfáltenos muestran una rápida
respuesta en el ánodo cuando se aplica una diferencia de potencial,
mientras que poca deposición ocurre en el cátodo. Basado en sus
resultados explica que el crudo cuando es diluido en heptano los
asfáltenos adquieren una carga negativa neta por lo cual son atraídos
fácilmente en el ánodo, la Fig. 1.6 ejemplifica el experimento. [28]
Fig. 1.6 Experimento estático para la caracterización de
cargas y propiedades de los asfáltenos. [28]

CAPITULO I. GENERALIDADES DEL PETROLEO
Página 23
Lamia Goual et. al, Los estudios de electrodeposición de betún solido libre
en solventes orgánicos revela que los portadores de carga son
componentes orgánicos (Asfáltenos) y son cargados positivamente en
disolventes como tolueno. La figura 1.6 ilustra la contribución de esos
portadores de carga a la DC y conductividad.
1.18 Electrodeposición por medio acuoso
La aplicación de un potencial eléctrico puede inducir la polarización
interfacial crudo-agua, controlando la electrodeposición, de portadores
de cargas en la interface aceite-agua llevando a modificar
estructuralmente la capa interfacial agua y crudo.
La interface contiene componentes del crudo principalmente polares
como asfáltenos, resinas, materia orgánica y residuos de solidos minerales.
Por lo que, la electrodeposición de asfáltenos puede ser controlada por un
potencial eléctrico de CD. Goual et al 2006
Goual et al 2006 demostró que la carga de asfáltenos en medio acuoso es
positiva donde la emulsión fue preparada con 1 % en peso de agua pura y
10 % en peso de crudo botuminoso en tolueno.
Kokal et al. 1995 estudio la movilidad electroforética del asfálteno disperso
en solución salina 0.406 M NaCl y 0.135 M CaCl2, donde el asfálteno
presento una carga negativa con un pH en el electrolito.
+
+
+
+
-
-
-
-
-
-
-
-
-
-
+
+
+
+
+
Ánodo Cátodo
Reacción en
electrodo
Reacción en
electrodo
+ -
+
-
+
-
+
-
+
-
Neutro
Fig. 1.7 Esquema de la contribución de los portadores de carga en la conductividad
de muestra de crudo. [29]

CAPITULO I. GENERALIDADES DEL PETROLEO
Página 24
Shi et al 2016 observo que las moléculas de asfáltenos se adiciona en la
interface de la emulsión aceite en agua O/W de tolueno en solución salina
de NaCl y CaCl2 debido a la interacción electrostática entre los grupos
catiónicos y aniónicos en las moléculas de asfálteno, el asfálteno presento
una carga negativa donde atrae los iones positivos del 𝑁𝑎+y 𝐶𝑎2+ hacia la
interface O/W Fig. 1.8. [36]
1.19 Efecto del campo eléctrico en emulsiones agua en aceite
La electrocoalescencia de gotas de agua en aceite, se presenta bajo la
influencia de la aplicación de un campo eléctrico en el cual puede
presentarse mecanismos como formación de cadenas de gotas,
coalescencia dipolo-dipolo, electroforesis, dielectroforesis. La
electrocoalescencia se aplicado en la industria petrolera en la
deshidratación, desalación y desmulsificación de crudos en emulsión.
El campo eléctrico de corriente directa (CD) ha sido usado en tratamiento
de emulsiones de refinería con bajo contenido de agua con el fin de
reducir la corrosión electrolítica.
En los coalescedores de uso industrial o laboratorio, La generación del
campo eléctrico de CD utiliza una celda dos electrodos donde uno está
conectado a una carga positiva y el otro está conectado a grounded
(aterrizado). La Fig. 1.9 muestra el esquema de los coalescedores. [35]
Fig. 1.8 Interacción de las gotas de emulsión O/W con moléculas de asfáltenos en la
interface O/W. [36]
[29]

CAPITULO I. GENERALIDADES DEL PETROLEO
Página 25
1.20 Electrodeposición de vanadio y níquel de los asfáltenos
Los metales pesados contenidos en porfirinas y crudos del petróleo
(Asfáltenos), con altos contenidos de V y Ni pueden ser atractivos para
producir óxidos metálicos, esos metales son indeseables debido a la
corrosión y contaminación en los procesos catalíticos.
Costa et al 1998 menciona que la electrodeposición de asfáltenos se
presenta en la producción y procesamiento de crudos del petróleo en
pared metálica o rocas de yacimiento donde se encuentra depósitos de
metales níquel (Ni) y vanadio (V) debido a altos contenidos en el crudo
pesado. El efecto de campo eléctrico juega un rol importante en los
problemas de depósitos de asfáltenos, así controlando la
electrodeposición de partículas de asfáltenos pueden llevar al desarrollo
de técnicas preventivas. [37]
Nguyen et al 2008 encontró como remover o transferir Ni y V de una fase
de hidrocarburo a una fase de agua en una emulsión O/W con una
composición de extractantes en un coalescedor electrostático
(deshidratador y desalador de crudos).
La composición extractante es una combinación de solvente de
hidrocarburos, anticorrosivos (surfactantes), demulsificador, agente
humidificante, metales quelatos y combinación de estos componentes. A
la emulsión se le aplica un campo eléctrico formando un dipolo inducido
en cada gota de agua sin la emulsión que causa la atracción y
coalescencia de las gotas de agua.
Fig. 1.9 Coalescedores de uso industrial conectados
a un polo positivo y grounded. [35]

CAPITULO I. GENERALIDADES DEL PETROLEO
Página 26
La interface O/W es el medio donde se combina la composición
extractantes para transferir las sales y metales en el crudo hacia el agua. [38]
Afanasjeva et al 2014 demostró que la electrodeposición de nickel y
vanadio contenidos en los asfáltenos es baja en una celda electroquímica,
utilizando un electrodo de trabajo de grafito, contraelectrodo de plata
(Ag) y un electrodo de referencia Ag/AgNO evaluadas en soluciones
polielectroliticas.
La electrodeposición de metales en crudos pesados está afectada por los
factores electroquímicos tal como el tiempo de reacción y el rendimiento
del proceso. La baja cantidad de deposición de metales vanadio y níquel
en petróleo por técnicas electroquímicas es probablemente debido a la
presencia de otros metales que interfieren en el proceso, ya que existen
diferentes formas de estructuras orgánicas y compuestos no orgánicos
como Cl y sales de S y estos son compuestos conocidos del petróleo. [30]
CAPITULO II. METODOLOGIA EXPERIMENTAL
Página 27
CAPITULO II DESARROLLO EXPERIMENTAL.
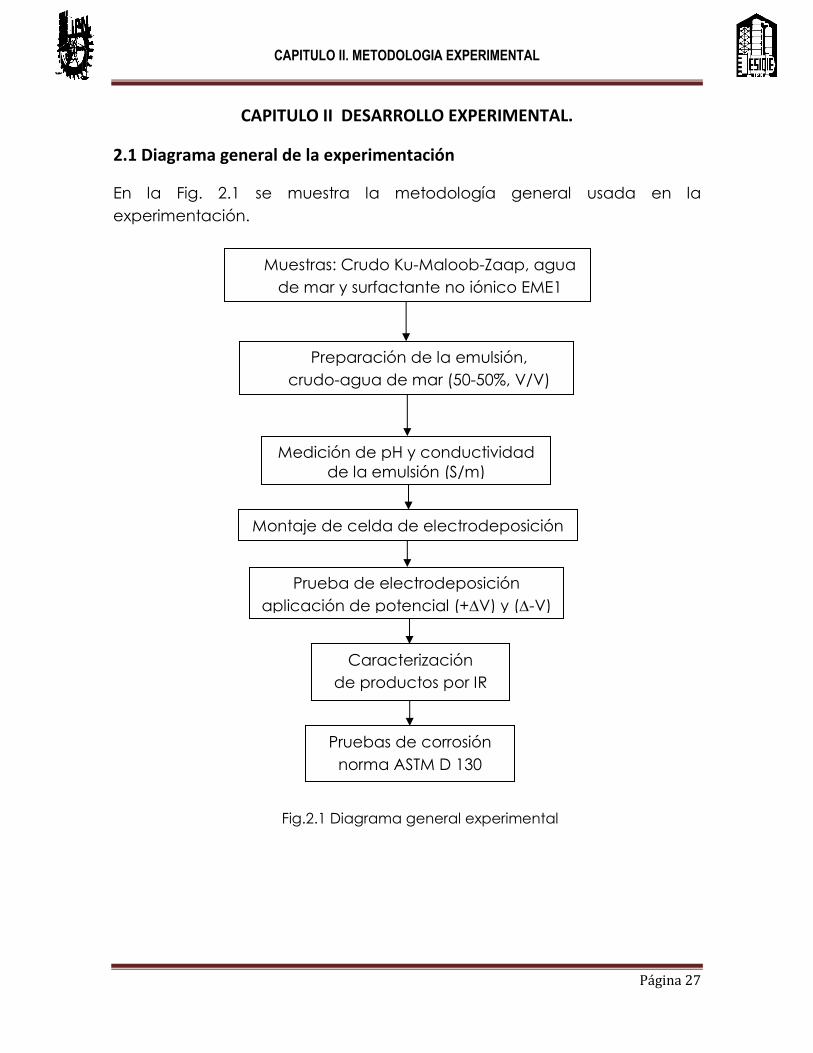
2.1 Diagrama general de la experimentación
En la Fig. 2.1 se muestra la metodología general usada en la
experimentación.
Muestras: Crudo Ku-Maloob-Zaap, agua
de mar y surfactante no iónico EME1
r
Preparación de la emulsión,
crudo-agua de mar (50-50%, V/V)
Medición de pH y conductividad
de la emulsión (S/m)
Montaje de celda de electrodeposición
Prueba de electrodeposición
aplicación de potencial (+∆V) y (∆-V)
Caracterización
de productos por IR
Pruebas de corrosión
norma ASTM D 130
Fig.2.1 Diagrama general experimental
CAPITULO II. METODOLOGIA EXPERIMENTAL
Página 28
2.2 Crudo Ku-Maloob-Zaap
Los yacimientos Ku y Zaap producen aceite de 16 a 17 °API con
viscosidades que varían de 800 a 1000 cp; por las características del
aceite, estos yacimientos se clasifican como de aceite negro.
La presión inicial de los yacimientos Ku, Maloob y Zaap es de 281 𝐾𝑔
𝑐𝑚2 a 2520
mvbnm (Metros verticales bajo nivel del mar), mientras que la presión de
saturación para Ku es 105 𝐾𝑔
𝑐𝑚2, para Maloob y Zaap de 216 𝐾𝑔
𝑐𝑚2. Los
yacimientos Ku, Maloob se encuentran actualmente en etapa de bajo
saturación, mientras que Zaap ya se encuentra por debajo de su presión
de saturación. [34]
2.3 Emulsión crudo-agua de mar
Se prepararon emulsiones con una relación de volumen crudo-agua de
mar (50-50%, V/V) estas fueron preparadas bajo las mismas condiciones, a
una temperatura de 30ºC, agitadas 20 min. a 500 rpm y se adicionó una
gota de emulsificante no iónico anfifílico EME1 para estabilizar la emulsión.
El volumen total de la emulsión fue de 20 mL.
2.3.1 Procedimiento de preparación de la emulsión crudo-agua
de mar (50/50% V/V)
Materiales.
2 Vasos de precipitados 50 mL
1 Agitador marca Yanke & Kunkel RW 20 DZM
1 Parrilla eléctrica
1) La emulsión crudo-agua de mar (50-50% V/V) se preparó a un
volumen de 20 mL. Se agregó en un vaso de precipitados 10 mL de
agua de mar.
2) En otro vaso se agregaron 10 mL de crudo.
3) Se vertió el agua de mar en el vaso que contenía el crudo.
4) Se agregó una gota (0.1M) de emulsificante no iónico anfifílico
EME1.
5) Se colocó el vaso de precipitados con el agua de mar, crudo y
emulsificante en una parrilla eléctrica a 30ºC.
CAPITULO II. METODOLOGIA EXPERIMENTAL
Página 29
6) Con un agitador a 500 RPM se mezcló durante 20 min. para
estabilizar la emulsión y obtener una sola fase.
Este mismo procedimiento se repitió para la preparación de las
posteriores emulsiones, la Fig. 2.1 muestra el esquema de preparación.
2.4 Medición de conductividad de la emulsión
Material
1 Multímetro marca Steren
Se ha demostrado que los crudos presentan conductividad eléctrica en
presencia de algunos solventes orgánicos y en forma de emulsiones, en
este experimento se procedió a medir la conductividad de las diferentes
muestras preparadas.
2.4.1 Procedimiento de medición
1) El multímetro colocado en forma de Óhmetro, sumergiendo las
puntas dentro de la emulsión se procedió a tomar la lectura de
resistencia.
Este mismo procedimiento se siguió, para las posteriores emulsiones, con el
fin de recabar los datos arrojados por el multímetro, en las diferentes
muestras. La conductividad es medida con el inverso de la resistencia C = 1/Ω en 100mV del multímetro.
Fig. 2.2 Preparación de emulsión
crudo-agua de mar.

CAPITULO II. METODOLOGIA EXPERIMENTAL
Página 30
2.4.2 Medición del pH
Se utilizó un conductimetro para medir el pH de las emulsiones crudo-agua
de mar (50-50% V/V) utilizadas en la experimentación, la medición se
realizó sumergiendo directamente el electrodo del conductimetro en la
emulsión crudo-agua de mar y tomando el valor arrojado por el equipo.
2.5 Electrodos
Los electrodos fueron de acero inoxidable, las medidas de los electrodos
fueron 5cm de altura x 3cm de ancho, la longitud del electrodo sumergida
en la emulsión estuvo en el intervalo de 2.5 cm dependiendo del volumen
obtenido en la emulsión, aproximadamente 20 mL de acuerdo a cada
experimento. Cada par de electrodos fueron pesados antes y después de
la prueba, para cuantificar por diferencia de pesos la masa depositada.
2.6 Montaje de la celda de electrodeposición
Materiales y equipo
1 Par de electrodos de acero inoxidable 5x3 cm
1 Par de cables tipo caimán (rojo y negro)
1 Fuente de 25 volts Agilent E3631A Triple Output DC
1 Multímetro marca Steren para medir temperatura
1 Vaso de precipitados 50 mL
La fig. 2.3 muestra la celda de electrodeposición usada en la
experimentación.
Fig. 2.3 Celda de electrodeposición
CAPITULO II. METODOLOGIA EXPERIMENTAL
Página 31
El modelo usado para la celda de electrodeposición correspondió a un
modelo básico, tradicional para este tipo de experimentos, el cual
presento un recipiente que contiene el electrolito emulsión crudo-agua de
mar (50-50% V/V) y una fuente que suministra la diferencia de potencial.
En este experimento se utilizó un vaso de precipitados de 50 mL, así como
un par de electrodos de acero inoxidable, donde uno fue el cátodo (-) el
otro grounded (conectado a tierra) aplicando el potencial de voltaje (-∆V)
y en otro experimento un electrodo fue el ánodo (+) y el contra electrodo
fue grounded (conectado a tierra) aplicando una diferencia de potencial
de voltaje (+∆V). Los electrodos fueron separados a 1 cm de distancia
utilizando un corcho, la separación se mantuvo constante en todas las
experimentaciones, los electrodos fueron colocados dentro del vaso de
precipitado junto con la emulsión crudo-agua de mar (50-50% V/V).
Los cables tipo caimán uno rojo y uno negro para identificar el polo
positivo, negativo o grounded (conectado a tierra), fueron conectados a
la fuente directamente, las otras puntas se conectaron a los electrodos
que fueron sumergidos en la emulsión. El sistema fue conectado a una
fuente de corriente directa de 25V.
2.6.2 Metodología de la experimentación
Para mantener el efecto electroforético en régimen permanente, las
pruebas de electrodeposición fueron controladas con una diferencia de
potencial de voltaje inicialmente ∆V= +5V y estabilizadas en ΔV=+2.5V,
donde un electrodo positivo (+2.5V) y el contra electrodo fue aterrizado
V=0, (grounded).
Con la ayuda de un termopar se monitoreo y se controló el incremento de
la temperatura reduciendo el potencial de voltaje ∆V, debido a que
podría alterar el medio de la electrodeposición y promover una reacción
electrolítica en el medio. Se midió la temperatura en intervalos de 5
minutos y de acuerdo al aumento de la temperatura se disminuyó el
voltaje hasta 2.5V.
El aumento de temperatura altera el electrolito emulsión crudo-agua de
mar (50-50% V/V) por lo tanto altera el régimen permanente generando
reacciones no favorables para la deposición.

CAPITULO II. METODOLOGIA EXPERIMENTAL
Página 32
Cátodo Ánodo
2.6.3 Pruebas de repetibilidad
Se realizaron tres pruebas de repetibilidad para cada aplicación de
diferencia de potencial de voltaje tres para ΔV=+2.5 y en otra celda tres
para ΔV= -2.5, manteniendo las condiciones de temperatura, área de
contacto de electrodos, relación de emulsión crudo-agua de mar y
concentración de emulsificante. El tiempo total de una prueba fue de 60
minutos. Las figs. 2.4 y 2.5 muestran el esquema de la celda.
2.6.4 Pesaje de depósito en los electrodos
Los electrodos después de la prueba de electrodeposición fueron retirados
del vaso de precipitados y se dejaron secar a temperatura ambiente, se
cuantifico la masa electrodepositada en el ánodo, cátodo y grounded
(conectado a tierra) se colocó cada electrodo por separado en una
balanza analítica y se tomó el dato que arrojo la balanza, por diferencia
de pesos se calculó la masa depositada en ánodo y cátodo.
𝑊𝐷𝑒𝑝𝑜𝑠𝑖𝑡𝑜 = 𝑤𝑒𝑙𝑒𝑐𝑡𝑟𝑜𝑑𝑜 𝑐𝑜𝑛 𝑑𝑒𝑝𝑜𝑠𝑖𝑡𝑜 − 𝑤𝑒𝑙𝑒𝑐𝑡𝑟𝑜𝑑𝑜 𝑖𝑛𝑖𝑐𝑖𝑎𝑙
La masa depositada de cada electrodo fue removida con una espátula y
colocada en recipientes tapados, los electrodos fueron lavados con
gasolina y tolueno.
Grounded
V
Asfáltenos
Asfáltenos
Emulsión
V
Fig. 2.4 Modelo de la celda
de electrodeposición conectada en
ánodo y grounded.
Asfáltenos
Asfáltenos
Emulsión
Fig. 2.5 Modelo de la celda
de electrodeposición conectada
en cátodo y grounded.

CAPITULO II. METODOLOGIA EXPERIMENTAL
Página 33
2.6.5 Caracterización de los productos por IR (Espectroscopia Infrarroja)
Se utilizó un espectrofotómetro FT-IR marca Perkin Elmer, Mod. Frontier.
Diferentes muestras de la experimentación fueron analizadas a
continuación se enlistan las muestras:
Muestra de crudo Ku-Maloob-Zaap
Emulsión V/V:50/50 crudo-agua de mar
Emulsión V/V:50/50 crudo-agua de mar con emulsificante anfifílico
EME1
Masa depositada en cátodo
Masa depositada en ánodo
Emulsificante no Iónico
Electrolito resultante de electrodeposición donde se aplicó una
diferencia de potencial (+)
De las diferentes pruebas se tomó una muestra, esta fue colocada en el
espectrofotómetro Infrarrojo y se realizó un background, posteriormente el
equipo mostro el espectro característico de cada muestra para cada
experimento. Los datos mostrados por el espectrofotómetro fueron
guardados y posteriormente graficados con el uso de un software
graficador.

CAPITULO II. METODOLOGIA EXPERIMENTAL
Página 34
2.7 Pruebas de corrosión
2.7.1 Método ASTM D 130 para productos del petróleo en placa
de cobre
De acuerdo al método ASTM D-130 para determinar la corrosión de
productos del petróleo en una placa de cobre. Se ha utilizado para
destilados y aceites del petróleo en este estudio es utilizado para una
emulsión crudo-agua de mar.
El resumen del método ASTM 130 es, sumergir una placa de cobre pulido
en un volumen especifico de la muestra analizar bajo condiciones de
temperatura y tiempo para la clase de material analizar.
Al final del periodo de calentamiento, la placa de cobre es removida con
degradación de colores del cobre provocada por el efecto corrosivo del
medio. Luego los colores obtenidos en la placa de cobre son comparados
con los colores estándar del método ASTM D-130 de degradación por
corrosión.
Procedimiento, cada muestra fue colocada dentro de una autoclave y
sobre la superficie de la probeta se colocó una gota de emulsión o
electrolito resultante respectivamente y se cerró la autoclave. Con el uso
de una parrilla eléctrica se elevó la temperatura de la autoclave hasta
85°C con un tiempo total para cada prueba de 24h.
Al final del tiempo de prueba la autoclave fue abierta para extraer la
probeta, los resultados fueron analizados y comparados con el código de
bandas de colores estandarizado por la norma ASTM D-130.En la fig. 2.5 se
muestra el modelo de la autoclave usado en la prueba de corrosión.

CAPITULO II. METODOLOGIA EXPERIMENTAL
Página 35
2.7.2 Pruebas complementarias del método ASTM D 130
Para complementar el método cualitativo ASTM D 130, se realizó la
cuantificación de la diferencia por pérdida de peso antes y después de la
prueba de colores de degradación del cobre. También se utilizó una placa
de acero 1018 con el mismo procedimiento del método ASTM 130 pero
usando la comparación en diferencia de pesos.
2.7.3 Pérdida de peso por corrosión
Para confirmar el método cualitativo ASTM D 130, se realizó la
cuantificación de pesos de las placas de cobre y acero 1018 antes y
después de la prueba de corrosión ASTM 130. Donde la corrosión de las
emulsiones resultantes de la prueba de electrodeposición fue evaluada en
las placas de cobre y acero 1018 por diferencia de pérdida de peso.
2.7.4 Preparación de las probetas
Muestras de acero 1018 fueron cortadas a 1cmx1cm, cada muestra de
acero 1018 fue desbastada con lijas del número 400, 600, 800, 1000 y 1200
en ese orden, esto fue para remover óxidos y residuos que el material
pudiese tener, así como para asegurar una superficie homogénea en toda
la muestra, evitando los cambios de área y superficie que pudiesen alterar
los resultados.
Fig.2.7 Autoclave utilizada en la prueba.
CAPITULO II. METODOLOGIA EXPERIMENTAL
Página 36
Las muestras fueron pulidas con alúmina 0.5 micras para quitar posibles
rayaduras, manchas de agua o algún otro residuo que estas pudiesen
presentar.
Las probetas de Cu solo fueron lijadas con lijas número 1000 y 1200 y
pulidas, el tamaño de las probetas fue de 1.5cm x 1cm, también fueron
pesadas antes de la experimentación, las condiciones de prueba fueron
las mismas que con las muestras de acero, la diferencia solo fue el material
utilizado.
Las probetas lijadas y pulidas se sometieron a limpieza ultrasónica en agua
destilada y fueron llevadas hasta peso constante, esto con el fin de
cuantificar si existe pérdida de masa al momento de hacer la prueba de
corrosión.
Para las pruebas se utilizaron 3 diferentes tipos de muestras, antes y
después de la electrodeposición, las cuales se mencionan en el siguiente
orden:
Antes de la electrodeposición:
Emulsión crudo-agua de mar (50-50% V/V) crudo-agua de mar
Después de la electrodeposición:
Residuo electrolito (emulsión) tratada con diferencia de potencial
+∆V.
Residuo electrolito (emulsión) tratada con diferencia de potencial
-∆V.
CAPITULO III. RESULTADOS EXPERIMENTALES
Página 37
CAPITULO III. RESULTADOS Y DISCUSION
Los resultados experimentales arrojados por las diferentes pruebas serán
analizados en este capítulo. Estos resultados se presentaran en el siguiente
orden.
Pruebas de electrodeposición
Análisis de espectros de IR
Pruebas de corrosión sobre placa de cobre y acero 1018.
3.1 Resultados de las pruebas de electrodeposición de asfáltenos
El pH de las emulsiones crudo-agua de mar (50-50% V/V) fue 7.33 y la
conductividad mostrada 6.75E-05 S/m (siemens/metro). La polaridad de los
asfáltenos hace posible la movilidad electroforética de esta molécula en un
campo eléctrico en un medio acuoso. El asfálteno puede contener carga
positiva o negativa dependiendo de los componentes más pesados
contenidos en su estructura molecular como Fe, Ni, V y S, estos componentes
hacen posible la atracción del asfálteno al electrodo cuando es aplicada
una diferencia de potencial de voltaje (ΔV) sobre la emulsión.
Los resultados de las experimentaciones de electrodeposición con diferencia
de potencial de voltaje positiva +ΔV y negativa - ΔV respectivamente son
analizados en una media celda electroforética.
La estabilización de las pruebas es controlada manualmente, controlando el
diferencial de potencial de voltaje +ΔV aplicado a una prueba entre +5 a
+2.5V y en otra prueba de potencial de voltaje -ΔV es -5 a -2.5 V con el fin de
evitar la reacción espontánea.
En todas las pruebas en los electrodos polarizados se formó una capa de
crudo y aglomerados, la capa sobre la superficie de los electrodos tenía una
apariencia oscura y en algunas otras una apariencia café. La distribución de
esta capa es homogénea en algunos electrodos, en otros se muestra una
saturación de depósito aglomerado sobre los electrodos.
El depósito se presenta como una capa de crudo sobre la superficie
metálica, la formación de pequeños aglomerados aparece en la parte
expuesta del electrodo a la emulsión, ambas caras del electrodo mostraron
un depósito de crudo.

CAPITULO III. RESULTADOS EXPERIMENTALES
Página 38
3.1.2 Deposito en el ánodo con diferencial de potencial positivo +ΔV
Las figuras 3.1, 3.2 y 3.3 muestran la repetibilidad de tres pruebas de
electrodeposición de asfáltenos con un potencial +ΔV estabilizado en +2.5 V.
La masa se depositó en forma de aglomerados por la electrodeposición, los
asfáltenos con polarización negativa son atraídas hacia el ánodo como es
mostrado. Los componentes del asfálteno como S y N interactúan con el O2
y hacen posible una polarización negativa de los asfáltenos como en la
formación de (SO4)-2 y (NO3)-1. La aglomeración se presenta en forma de
pequeños fragmentos de masa depositada separados sobre la superficie del
electrodo.
La deposición en el ánodo se debe a la polarización negativa en la interface
crudo-agua de mar de los componentes contenidos en el crudo. El petróleo
siendo un material orgánico que contiene diferentes elementos negativos en
su estructura molecular y en la interacción crudo-agua, presenta la
polarización negativa de los asfáltenos y deposición de estos componentes,
esto se comprueba al existir un depósito representativo en el ánodo. Los
asfáltenos tienen atracción hacia el ánodo y son separados de la emulsión al
aplicarles una diferencia de potencial positiva.
La carga negativa de los asfáltenos fue encontrada por Shi et al 2016 donde
muestra la polarización negativa cuando es mezclado crudo con agua. [36]
Fig. 3.3 Electrodo
con masa electrodepositada
en e)ánodo y f) grounded.
Fig. 3.1 Electrodo con masa
electrodepositada
en a)ánodo y b) grounded.
Fig. 3.2 Electrodo con masa
electrodepositada
en c) ánodo y d) grounded.
a) b) c) d) e) f)
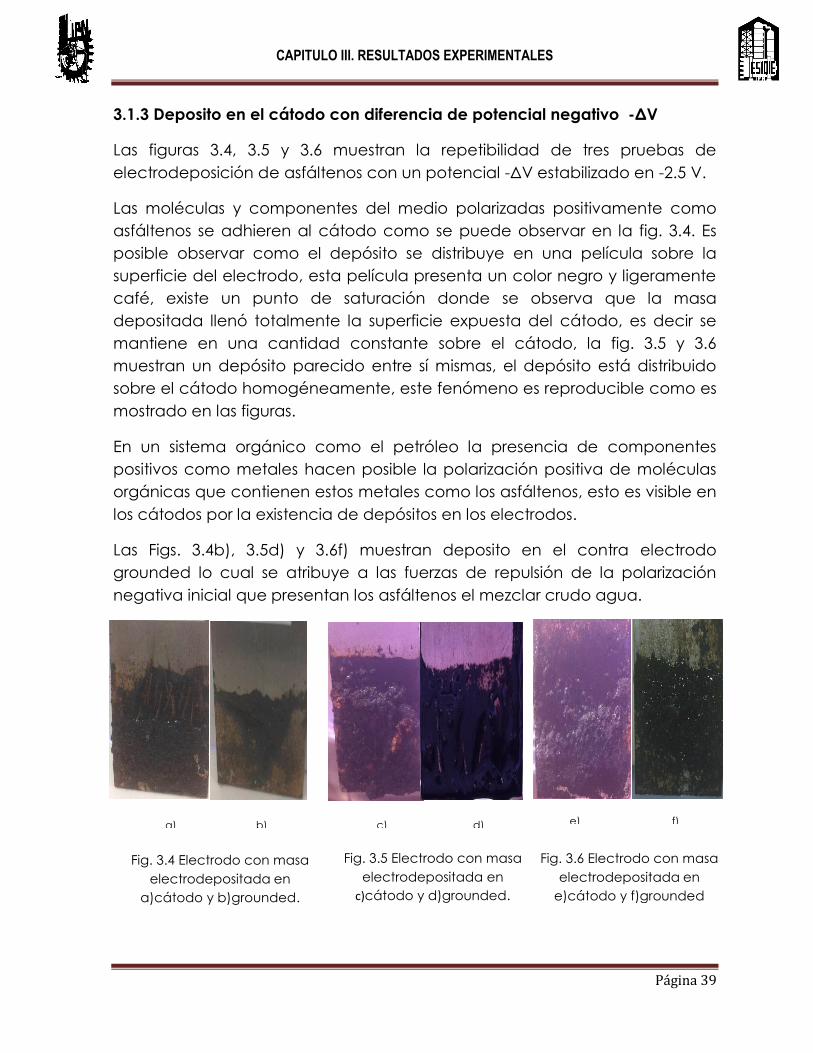
CAPITULO III. RESULTADOS EXPERIMENTALES
Página 39
3.1.3 Deposito en el cátodo con diferencia de potencial negativo -ΔV
Las figuras 3.4, 3.5 y 3.6 muestran la repetibilidad de tres pruebas de
electrodeposición de asfáltenos con un potencial -ΔV estabilizado en -2.5 V.
Las moléculas y componentes del medio polarizadas positivamente como
asfáltenos se adhieren al cátodo como se puede observar en la fig. 3.4. Es
posible observar como el depósito se distribuye en una película sobre la
superficie del electrodo, esta película presenta un color negro y ligeramente
café, existe un punto de saturación donde se observa que la masa
depositada llenó totalmente la superficie expuesta del cátodo, es decir se
mantiene en una cantidad constante sobre el cátodo, la fig. 3.5 y 3.6
muestran un depósito parecido entre sí mismas, el depósito está distribuido
sobre el cátodo homogéneamente, este fenómeno es reproducible como es
mostrado en las figuras.
En un sistema orgánico como el petróleo la presencia de componentes
positivos como metales hacen posible la polarización positiva de moléculas
orgánicas que contienen estos metales como los asfáltenos, esto es visible en
los cátodos por la existencia de depósitos en los electrodos.
Las Figs. 3.4b), 3.5d) y 3.6f) muestran deposito en el contra electrodo
grounded lo cual se atribuye a las fuerzas de repulsión de la polarización
negativa inicial que presentan los asfáltenos el mezclar crudo agua.
Fig. 3.4 Electrodo con masa
electrodepositada en
a)cátodo y b)grounded.
Fig. 3.5 Electrodo con masa
electrodepositada en
c)cátodo y d)grounded.
Fig. 3.6 Electrodo con masa
electrodepositada en
e)cátodo y f)grounded
a) b) c) d) e) f)

CAPITULO III. RESULTADOS EXPERIMENTALES
Página 40
Elementos metálicos dentro de la estructura molecular del asfálteno, como
pueden ser Fe, V, Ni provocan una polarización positiva que al aplicarse una
diferencia de potencial negativa a la emulsión repercute en la atracción y
separación de los asfáltenos cargados positivamente.
La atracción y separación de componentes polarizados positivamente del
petróleo es posible al aplicarles una diferencia de potencial negativa, ya
que existe depósito de material en el cátodo y esto comprueba una
deposición de componentes positivos hacia al cátodo. El movimiento de los
asfáltenos a través del medio hacia el cátodo depende de la cantidad de
elementos positivos en su estructura molecular.
En estas experimentaciones el ánodo tiene la mayor deposición y las
moléculas negativas con fuerzas de repulsión son de menor deposición en el
contra electrodo grounded.
3.1.4 Peso de materia electrodepositada
Las tablas 3.1y 3.2 muestran los pesos de la materia electrodepositada entre
el área del ánodo y cátodo obtenidos en la experimentación con las
diferencia de potencial positiva +ΔV y negativa -ΔV.
La masa depositada fue cuantificada por diferencia de pesos para cada
electrodo, la diferencia de pesos puede atribuirse al cambio del voltaje
aplicado en cada prueba. Ell peso de la masa depositada obtenido fue
para una emulsión crudo-agua de mar (50-50% V/V) de 20ml.
Los pesos obtenidos muestran que predomina el depósito que ocurrió en el
ánodo con diferencia de potencial +∆V, esto es debido a que los asfáltenos
presenta una carga negativa. La carga negativa de los asfáltenos en una
emulsión crudo-agua de mar fue encontrada por Shi et al 2016 [36]
Prueba
-ΔV
w deposito (g)
W/A
(𝒈
𝒄𝒎𝟐)
a) Cátodo 0.112 0.01866
c) Cátodo 0.21 0.0350
e) Cátodo 0.24 0.040
Prueba
+ΔV
w deposito (g)
W/A (𝒈
𝒄𝒎𝟐)
a) Ánodo 0.843 0.1405
c) Ánodo 0.781 0.1301
e) Ánodo 0.362 0.0603
Tabla 3.1 Pesos de depósitos
en el ánodo con potencial +∆V
Tabla 3.2 Pesos de depósitos
en el cátodo con potencial -ΔV

CAPITULO III. RESULTADOS EXPERIMENTALES
Página 41
2954
2924 1456
1376 745
3400
2954
2924
745
3.2 Espectros de Infrarrojo
Las siguientes figuras muestran los espectros de infrarrojo obtenidos de la
masa depositada en ánodo, cátodo respectivamente, también se muestra
el espectro de la emulsión y del petróleo utilizado durante la prueba. La
figura 3.7 muestra el espectro infrarrojo del petróleo Ku-Maloob-Zaap, el
cual muestra los compuestos pesados del petróleo en los primeros picos
característicos 2954, desde los asfáltenos hasta las resinas 745 y
compuestos ligeros. La fig. 3.8 representa la formación del espectro de la
emulsión de crudo-agua de mar, se nota el cambio del espectro por la
presencia de agua 3400 y crudo en el sistema. La tabla 3.3 muestra los
componentes respecto al número de onda.
El espectro infrarrojo cambia considerablemente al añadir diferentes
elementos al sistema, tal como lo presenta la fig. 3.9 donde el surfactante
adicionado estabiliza la emulsión y el espectro formado presenta pocos
picos característicos.
Numero de
Onda
Grupos de
componentes
3400 OH
2954 CH3,CH2
2924 CH3,CH2
1456 C=C, CH3,CH2
1376 CH3
745 CH aromáticos
Fig. 3.7 Espectro infrarrojo de crudo Ku-Maloob-Zaap
Fig. 3.8 Espectro Infrarrojo de emulsión crudo-agua de mar (50-50% V/V)
Tabla 3.3 Numero de onda
y grupo

CAPITULO III. RESULTADOS EXPERIMENTALES
Página 42
2954
2924
1456
1376
3400
Las figs. 3.10 y 3.12 muestran los espectros de la masa depositada en el
ánodo y en el cátodo respectivamente, es posible observar que la
concentración de los asfáltenos 2954 en la fig. 3.10 se mantiene
ligeramente con respecto a los compuestos orgánicos más pesados, la Fig.
3.11 Es el espectro encontrado por Daria S. Khvostichenko and Simon I.
Andersen en 2009, donde los asfáltenos aparecen en el pico principal a
2954 y resinas en los últimos picos junto con los aromáticos, el cambio del
pico a 1500 cm−1 se debe a la diferencia en la naturaleza del crudo.
La fig. 3.12 corresponde al espectro de la masa depositada en el cátodo,
en este aún existe presencia de moléculas de agua ya que el proceso es
llevado en un medio acuoso, también existe una pronunciación el pico
característico de los asfáltenos a 2954 depositados en el ánodo, resinas y la
concentración de aromáticos aumenta, la presencia de asfáltenos ocurre
Fig. 3.10 Espectro IR de masa
depositada en ánodo (+)
Fig. 3.9 Espectro Infrarrojo de emulsión
crudo-agua de mar (50-50% V/V)
con emulsificante EME1
Fig. 3.11 Espectro IR de Y3 asfáltenos (arriba)
y resinas (abajo) [22]
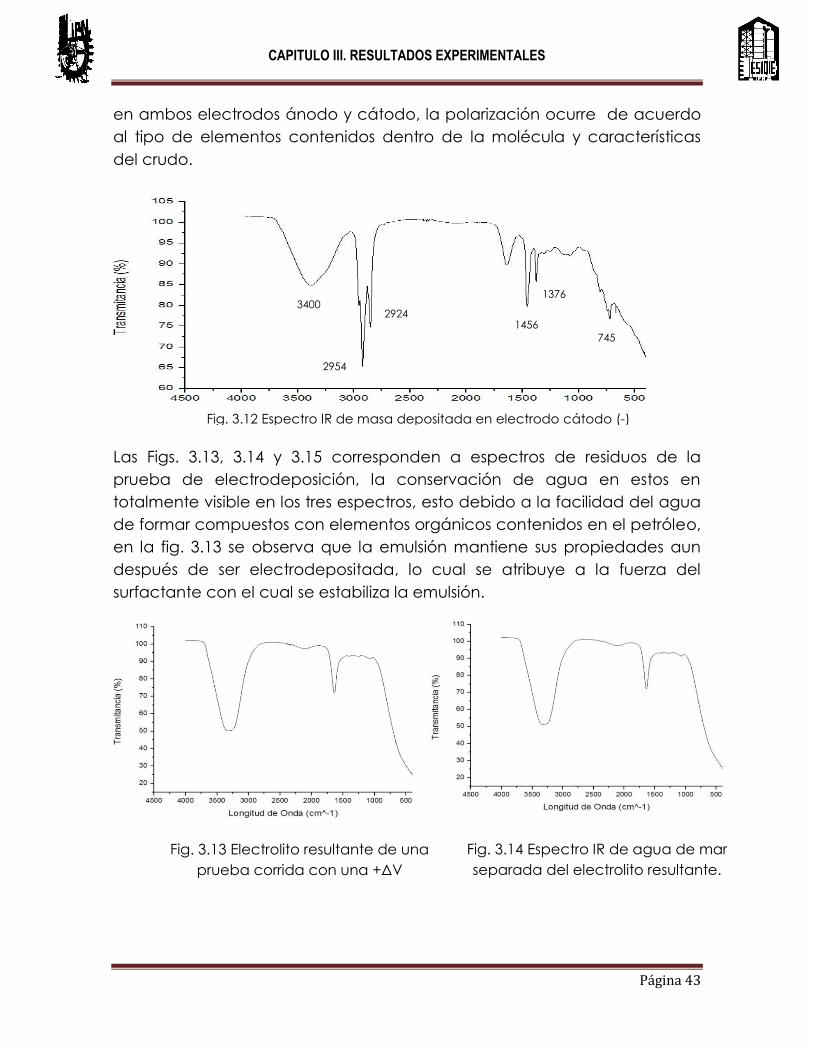
CAPITULO III. RESULTADOS EXPERIMENTALES
Página 43
3400
2954
2924 1456
1376
745
en ambos electrodos ánodo y cátodo, la polarización ocurre de acuerdo
al tipo de elementos contenidos dentro de la molécula y características
del crudo.
Las Figs. 3.13, 3.14 y 3.15 corresponden a espectros de residuos de la
prueba de electrodeposición, la conservación de agua en estos en
totalmente visible en los tres espectros, esto debido a la facilidad del agua
de formar compuestos con elementos orgánicos contenidos en el petróleo,
en la fig. 3.13 se observa que la emulsión mantiene sus propiedades aun
después de ser electrodepositada, lo cual se atribuye a la fuerza del
surfactante con el cual se estabiliza la emulsión.
Fig. 3.12 Espectro IR de masa depositada en electrodo cátodo (-)
Fig. 3.13 Electrolito resultante de una
prueba corrida con una +ΔV
Fig. 3.14 Espectro IR de agua de mar
separada del electrolito resultante.

CAPITULO III. RESULTADOS EXPERIMENTALES
Página 44
En la fig. 3.16 se muestra el espectro del emulsificante utilizado en la
prueba para estabilizar la emulsión, este presenta distintos picos, debido a
que la estructura molecular del mismo contiene distintos elemento que
hacen compleja la estructura, al ser usado en la emulsión provoca un
cambio del espectro característico a comparación con el de la emulsión
sin surfactante fig. 3.11 un papel muy importante juega el surfactante, ya
que es el encargado de estabilizar el nivel de unión del agua y crudo en la
emulsión.
Fig. 3.15 Espectro de un precipitado
Fig. 3.16 Espectro de emulsificante no Iónico EME1.

CAPITULO III. RESULTADOS EXPERIMENTALES
Página 45
3.3. Resultados de las pruebas de corrosión
3.3.1 Resultados sobre lamina de cobre
Se utilizó la norma ASTM D 130 de pruebas de corrosión de hidrocarburos en
una placa de cobre (Cu), donde en este trabajo se aplicó a crudos
pesados con agua de mar en emulsión.
Las figuras 3.17, 3.18 y 3.19 corresponden a la prueba de corrosión
realizada sobre una lámina de Cu, el cambio de coloración a verde oscuro
sobre la placa en la fig. 3.17 muestra un comportamiento corrosivo sobre el
metal esto debido a que la muestra depositada sobre esta placa
corresponde a una emulsión crudo-agua de mar sin tratar mediante
electrodeposición, es importante señalar que al ser una muestra
emulsionada sin tratar con electrodeposición, los elementos corrosivos y
pesados se encuentran dentro de la estructura del crudo, esto es lo que
provoca la coloración verdosa de la placa de acuerdo al código de
colores de la norma ASTM D 130 esto pertenece a una coloración oscura y
verde donde existe potencialmente la corrosión sobre el metal.
La fig. 3.18 muestra el comportamiento del electrolito resultante en el que
se aplicó una carga positiva, se puede observar que no hay cambio de
coloración sobre la superficie de la placa, esta conserva su tono rojizo
característico del cobre. El comportamiento corrosivo del crudo disminuye
visiblemente, este electrolito resultante no ataca la superficie metálica del
cobre tan agresivamente como la emulsión depositada.
La fig. 3.19 muestra que no existe cambio de coloración notable sobre la
superficie metálica, una gota del electrolito resultante tratado mediante
electrodeposición con una carga negativa fue colocada sobre el metal,
existe un ligero cambio de la superficie a un tono más rojizo, de acuerdo a
la norma ASTM D 130 en esta coloración aún no existe corrosión sobre el
metal. Debido a la conservación del color metálico es posible decir que los
elementos corrosivos y pesados dentro del crudo al ser tratados por
electrodeposición disminuyen en la estructura y esto provoca una
disminución del potencial corrosivo del crudo y agua de mar.
La fig. 3.20 es el código de colores de la norma ASTM D 130 para corrosión
sobre una placa de cobre.

CAPITULO III. RESULTADOS EXPERIMENTALES
Página 46
Fig. 3.17 Emulsión antes de la
prueba de electrodeposición a
85°C.
Fig. 3.18 Electrolito
resultante (+ΔV) a 85°C.
Fig. 3.20 Código de colores de corrosión en una placa de Cu, ASTM D 130.
Fig. 3.19 Electrolito
resultante (-ΔV) a 85°C.

CAPITULO III. RESULTADOS EXPERIMENTALES
Página 47
3.3.2 Pérdida de peso en lámina de Cobre.
El cobre es un metal muy activo a los agentes corrosivos, es un buen
indicador de corrosión por el cambio de coloración que presenta en su
superficie, la pérdida de masa en la lámina de cobre fue cuantificada y es
mostrada en la tabla 3.4.
Placa de cobre
No. Probeta Peso Inicial Peso Final Emulsión
1 0.57 0.5482 Emulsión antes de electrodeposición
2 0.49 0.4988
Después de electrodeposición con
+ΔV
3 0.39 0.3651 Después de electrodeposición con -ΔV
3.3.3 Resultados de corrosión en probetas de acero 1018
Los resultados obtenidos en las pruebas de corrosión son mostrados a
través de las Figs. 3.21, 3.22 y 3.23, los cuales son probetas de acero 1018
que presentan una capa de crudo en la superficie metálica donde se
presenta el distinto comportamiento corrosivo de los electrolitos resultantes
en las pruebas de electrodeposición.
La fig. 3.21 muestra que la emulsión crudo-agua de mar sin electro
depositar se adhiere a la superficie cuando la temperatura se eleva, esto
promueve que el crudo se pegue a la pared metálica y se distribuya sobre
la misma de manera homogénea.
En la Fig. 3.22 es posible observar que el electrolito emusificado después
de la electrodeposición (+ΔV) muestra un comportamiento totalmente
diferente al de la fig. 3.21, presenta agrietamientos y discontinuidades que
impiden que este se adhiera totalmente a la pared metálica.
La fig. 3.23 muestra el comportamiento del electrolito emulsificado después
de la electrodeposición con potencial negativo -ΔV, el crudo presenta
formación de aglomerados sobre la superficie metálica, la emulsión se
distribuyen en forma de grumos, agrietamientos y aglomerados sobre la
superficie metálica.
Tabla 3.4 Pérdida de peso en lamina de cobre.

CAPITULO III. RESULTADOS EXPERIMENTALES
Página 48
3.3.4 Pérdida de peso por corrosión del acero 1018
Las probetas después de ser caracterizadas fueron lavadas con gasolina y
tolueno quitando los residuos de crudo en la superficie, fueron pesadas
para cuantificar la pérdida de masa por corrosión. La tabla 3.5 muestra la
diferencia de pesos por pérdida de masa en las probetas de Acero 1018.
Placa de acero
No. Probeta Peso Inicial (g) Peso Final (g) Emulsión
1 3.68 3.6801
Emulsión antes de la
electrodeposición
2 2.84 2.8411
Después de
electrodeposición con
+ΔV
3 3.51 3.5009
Después de
electrodeposición con
-ΔV
Fig. 3.21 Emulsión 50/50
sobre probeta de acero,
sometida a 85°C.
Fig. 3.22 Electrolito resultante
(+) sobre probeta de acero,
sometido a 85°C.
Fig. 3.23 Electrolito resultante (-)
sobre probeta de acero,
sometida a 85°C.
Tabla 3.5 Pérdida de peso en placa de acero 1018.

CAPITULO III. RESULTADOS EXPERIMENTALES
Página 49
CONCLUSIONES
En este estudio experimental se realizó la electrodeposición de
componentes corrosivos en crudos pesados en emulsión crudo-agua
de mar con surfactante no Iónico.
La electrodeposición de asfáltenos ocurrió en ambos electrodos, en
la prueba con potencial +ΔV en el ánodo y en la prueba con
potencial -ΔV ocurrió en el cátodo, comparando ambas pruebas
fue predominante en el ánodo donde influye la carga negativa de
los asfáltenos.
Se comprobó el efecto corrosivo con la prueba ASTM D-130 de la
solución emulsificada crudo-agua de mar resultante después de la
electrodeposición, donde se observó que reduce su efecto corrosivo
en ambas pruebas con aplicación de potencial de +ΔV y –ΔV.
El efecto del surfactante no iónico después de la prueba de
electrodeposición no perdió su actividad como inhibidor y
estabilizador principalmente en la prueba con potencial +ΔV.
Este trabajo podría fundamentar el desarrollo de nuevas líneas de
investigación como electrodeposición de componentes corrosivos
por electroforesis, hidrodesulfuración, inhibidores de corrosión y
estabilizadores de la emulsión crudo-agua.

Página 50
Bibliografias.
[1] James G. Speight, Handbook of Petroleum Product and Analysis,
Wiley-Interscience 2002
[2] J.P Wauquier, El Refino del Petróleo, 1ª Edición.
[3] James G. Speight, The Chemistry and Technology of Petroleum, 5
Edition, CRC Press.
[4] J. Andrés Martínez. Repsol Petróleo S.A. Revista de Ingeniería
Química. Ahorro de Energía en Refinerías.
[5] Sami Matar, Lewis F. Hatch, Chemistry of Petrochemical Processes, 2
Edition.
[6] M.R. Gray, Upgrading Petroleum Residues and Heavy Oils, Marcel
Dekker, Inc, 1994.
[7] http://www.imp.mx/petroleo/?imp=tipos
[8] Marczewski, A.W., Szymula, M. Colloids and Surfaces A:
Physicochemical and Engineering Aspects, 208 (2002) 259.
[9]Los asfáltenos y su efecto en la producción del petróleo
http://www.portaldelpetroleo.com/2013/04/los-asfaltenos-y-sus-efectos-
en-la.html
[10] Fundamentos de los Asfáltenos
http://www.lloydminsterheavyoil.com/asphaltenes.htm
[11] T. F Yen, G. V. Chilingarian, Asphaltenes and Asphalt, 1,
Developments in Petroleum science, 40A, Elsevier Sciencie B. V. 1994
[12] Kamran Akbarzadeh, Ahmed Hamanani, Abdel Kharrat, Los
Asfáltenos: Problemáticos pero ricos en potencial.

Página 51
[13] Uhlig H. Herbert. “Uhlig's Corrosion Handbook”. Segunda Edición.
John Wiley and son. 2000.
[14] Sidney H. Avner. “Introducción a la Metalúrgica Física”. Primera
Edición. McGraw Hill, 1966.
[15] Galvele José R. “Corrosión”. Primera Edición. Secretaría General
de la OEA, Programa Regional de Desarrollo Científico y Tecnológico,
1979.
[16] Shreir L. L.; Jarman R. A. and Burstein G. T. “Corrosion” Tercera
Edición.Butterworth Heinemann, 1994.
[17] S. Santana Prabha, R Joseph Rathish, R. Dorothy, G Brindha, M.
Pandariajan, Abdulameed Al-Hashem, S. Ranjendram, Corrosion
problems in Petroleum industry a their solution.
[18] Kermany M. B. and Harrop D. “BP International, SPE29784”, 1995.
[19] Gillian Bakker, M.A.Sc, The Corrosive Nature of Diluted Bitumen and
Crude Oil, Mr. Gordon Associates Ltd., December 2011
[20] Igor N. Evdonikov, Aleksandr P. Losev, Electrical Conductivity and
Dielectric Properties of Solid Asphaltenes, Departament of Physics,
Gubkin Russian State University of Oil and Gas, Leninsky Prospekt.
[21] Olliver C. Mullins, Eric Y. Sheu, Structures and Dynamics of
Asphaltenes.
[22] Daria S. Khvostichenko and Simon I. Andersen, Electrodeposition of
Asphaltenes. 1. Preliminary Studies on Electrodeposition from Oil-Heptane
Mixtures, Energy & Fuels 2009.
[23]Ingrid Velásquez, Juan C.Pereira, Emulsiones de Agua en Crudo
Aspectos Generales, Revista de Ingeniería U.C Vol. 21, No.3, Diciembre
2014.
[24] Instituto Mexicano del Petróleo, “El Petróleo Crudo”, www.imp.mx

Página 52
[25] L.L. Schramm ed. 1992. Emulsions: Fundamentals and Applications in
the Petroleum Industry, Advances in Chemistry Series No. 231.
Washington, DC: American Chemical Society.
[26] Becher, P. ed. 1983. Encyclopedia of Emulsion Technology, Vol. 1
Basic Theory. New York: Dekker.
[27] Schubert, H. and Armbroster, H. 1992. Principles of Formation and
Stability of Emulsions. Intl. Chem. Eng. 32 (1): 14.
[28] Muhammad Ihtsham Hashmi, B. Ghosh,2013, Dynamic asphaltene
deposition control in pipe flow through the application of DC potential.
[29] Lamia Goual (2012). Petroleum Asphaltenes, Crude Oil Emulsions-
Composition Stability and Characterization, University of Wyoming USA.
[30] Natalia Afanasjeva, William H. Lizcano-Valbuena, Nayeli Aristizabal,
Ivone Mañozca, 2014, V and Ni electrochemical deposition from
asphaltenes in heavy oils, Ingeniería y competitividad Vol. 17. No. 2
[31] E.Kissa Fluorinated Surfactants, Surfactant Science series, 50 (1994)
Marcel Dekker, New York.
[32] Jiyong Cai. Srdjan Nesic,2004, Modeling of water wetting in Oil-
Water pipe flow, Institute for Corrosion and Multiphase Technology Ohio
University, paper no. 04663
[33] ASTM D-130 Standard Test Method for Corrosiveness to Copper from
Petroleum Products by Copper Strip Test.
[34] MI. Ernesto Pérez Martínez, Ing. G. Enrique Prado Morales, 2012,
Desarrollo de Campos Marginales – Caso de Estudio: Campo Ku Maloob
Zaap Formación Eoceno Medio, México, Ingeniería petrolera, Vol. 53
No.5
[35] John S. Eow, Mojtaba Ghadiri, Adel O. Sharif, Trevor J. Williams, 2000,
Electrostic enhancement of coalecensce of wáter droplets in oil: a
review of the current understanding.
[36] Shi C., Zhang L., Xie L. Lu X., Liu Q., Mantilla C., Van den Berg F.G.A.,
Zeng H. Interaction mechanism of oil-in-water emulsions with asphaltne
determined using droplet probe AFM.

Página 53
[37] Kosta J. Leontaritis, G. Ali Mansoori, 1987, Asphaltene deposition:
survey of field experiences and research approaches, Journal of
Petroleum science and engineering.
[38]Tran M. Nguyen, 2008, Process for removing nickel and vanadium
from hydrocarbons.