INSTITUTO POLITECNICO NACIONAL · 25 años, y el principal proceso de transformación de plástico...
103
INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICA UNIDAD CULHUACAN REPORTE TECNICO PROCESO PARA LA ELABORACION DE MOLDES COSTOS Y ADMINISTRACION DEL MANTENIMIENTO TRABAJO DE SEMINARIO PARA OBTENER EL TITULO DE: INGENIERO MECANICO P R E S E N T A: DURAN TORRES IVONNE MEXICO D. F. A 24 DE MARZO DEL 2007.
Transcript of INSTITUTO POLITECNICO NACIONAL · 25 años, y el principal proceso de transformación de plástico...

INSTITUTO POLITECNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICA UNIDAD CULHUACAN
REPORTE TECNICO
PROCESO PARA LA ELABORACION DE MOLDES
COSTOS Y ADMINISTRACION DEL MANTENIMIENTO
TRABAJO DE SEMINARIO PARA OBTENER EL TITULO DE:
INGENIERO MECANICO
P R E S E N T A:
DURAN TORRES IVONNE
MEXICO D. F. A 24 DE MARZO DEL 2007.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECÁNICA Y ELECTRICA.
UNIDAD CULHUACAN
TRABAJO TERMINAL
QUE PARA OBTENER EL TITULO DE: INGENIERO MECANICO
POR LA OPCION DE TITULACION: SEMINARIO
DENOMINADO: NUMERO DE VIGENCIA:
COSTOS Y ADMINISTRACION DEL MANTENIMIENTO
FNS 29997/28/2006
DEBERA DESARROLLAR LA C.: DURAN TORRES IVONNE
PROCESO PARA LA ELABORACION DE MOLDES
CAPITULO I.- GENERALIDADES CAPITULO II.- METODO DE LA RUTA CRITICA CAPITULO III.- PROJECT CAPITULO IV.- COSTOS
MEXICO D. F. A 24 DE MARZO DEL 2007.
ASESORES:
M. EN C. MARCO A. FLORES ROMERO ING. JORGE DIAZ VELAZQUEZ

AGRADECIMIENTO
A MIS PADRES:
TODO MI AGRADECIMIENTO A LOS SERES QUE ME HAN DADO LA VIDA, MIS PADRES QUE GRACIAS A ELLOS HEMOS LOGRADO LLEGAR HASTA ESTE NIVEL, QUE CON ESFUERZOS, SACRIFICIOS Y ENTUCIASMO ME HAN APOYADO. QUE SI NO FUERA POR ELLOS, NO HUBIERA PODIDO SOLA, Y QUE CADA DIA QUE PASA LOS AMO Y ADMIRO MAS. EL HECHO DE SABER QUE USTEDES SON MIS PADRES ME LLENA DE ORGULLO Y EMOSION Y DICHA ANTE LO LOGRADO. ANTE TODO MI MAS GRANDE RESPETO Y ADMIRACION, PARA MI MAMA IRENE TORRES SANTILLAN Y MI PAPA JUSTINO DURAN HERNANDEZ.
GRACIAS POR TODO LO QUE ME HAN DADO.

A MIS HERMANAS AGRADEZCO A MIS HERMANAS VIVIANA, ELENA E IRENE QUE MUCHAS DE LAS VECES ME AYUDABAN EN LOS MOMENTOS MAS DIFICILES, ALIENTANDOME PARA NO DARME POR DERROTADA. Y DECIRLES QUE LAS QUIERO Y SIEMPRE ESTARE CON ELLAS CUANDO ME NECESITEN. LAS QUIERO Y GRACIAS POR SER CADA UNA COMO ES, NO CAMBIEN NUNCA.
A MIS SOBRINOS
A MIS SOBRINOS JORGE, GERARDO E ISAAC LES AGRADEZCO QUE A PESAR DE TODOS LOS OBSTACULOS QUE LA VIDA, LES PONE SALGAN ADELANTE Y QUE ME DEMUESTREN QUE NO EXISTE BARRERA ALGUNA PARA LOGRAR TODAS LAS METAS QUE SE PROPONGAN. LOS QUIERO MUCHO Y LOS ADMIRO PORQUE A PESAR DE SER UNOS NIÑOS, ENTIENDEN QUE LOS PROBLEMAS NO ES LO ESENCIA. ¡LOS QUIERO MUCHO, MUCHO!

A MI TIA A LA PERSONA QUE HA ESTADO CON NOSOTROS SIEMPRE, MI MAS GRANDE RESPETO Y ADMIRACION YA QUE SIEMPRE HEMOS CONTADO CON ELLA. GRACIAS TIA POR ESTAR CON NOSOTROS.
A JORGE (MI AMIGO)
A PESAR DE LAS DIFERENCIAS QUE MUCHAS VECES TENEMOS CREO QUE ERES EL MEJOR AMIGO QUE TENGO YA QUE SIEMPRE HE CONTADO CONTIGO TANTO EN LO BUENO COMO EN LO MALO. TE AGRADEZCO QUE A PESAR DE MI CARÁCTER Y NEUROSIS SIEMPRE ESTAS AHÍ PARA ACONSEGARME, AYUDARME Y PORQUE NO DECIR TAMBIEN PARA PLATICAR TODAS AQUELLAS INQUIETUDES QUE COMO JUVENES SURGEN. POR ESO TE QUIERO MUCHO Y GRACIAS POR TODO.

INDICE
Pág.
CAPITULO I. GENERALIDADES
1.-INTRODUCCCION……………………………………………………….............2
1.1.- PROCEDIMIENTOP DE ELABORACION.................................................2
1.2.- ELABORACION DEL MOLDE…………………………………………...2
1.3.- OBJETIVO……………………………………………………………….....3
1.4.- MOLDES POR INYECCION………………………………………………4
1.4.1.- EL PRINCIPIO DEL MOLDE ……………………………………...5
1.4.2.- UNIDAD DE INYECCION………………………………………....5
1.4.3.- CICLO DE MOLDEO……………………………………………….6
1.4.4.- COMPUERTAS……………………………………………………..8
1.5.5.- PLASTICOS EN EL USO DE INYECCION………………….….. 10
1.5.- ¿QUE ES CNC?............................................................................................11
1.6.- ORIGENES DEL CNC…………………………………………………....12
1.6.1.- VENTAJAS PRINCIPALES DE UN EQUIPO DE CNC………...15
1.6.1.1 VENTAJAS EN DISEÑO………………………………15
1.6.1.2 VENTAJAS EN MANUFACTURA……………………15
CAPITULO II. RUTA CRÍTICA
2.- METODO DE RUTA CRITICA ………………………………………………13
2.1.- INTRODUCCION………………………………………………………...13
2.2.- DEFINICION DE RUTA CRITICA ……………………………………..14
2.3.- METODOLOGIA………………………………………………………....15
2.4.- LISTA DE ACTIVIDADES……................................................................17
2.4.1.- DEFINICION DE ACTIVIDADES……………………………......19
2.5.- MATRIZ DE ANTECEDENTES……………………………………….....23
2.6.- MATRIZ DE SECUENCIAS ……………………………………………..24

2.7.- MATRIZ DE TIEMPO…………………………………………………....25
2.7.1.- FORMA PARA CALULAR LA MATRIZ DE TIEMPO………....26
2.8.- MATRIZ DE INFORMACION………………………………………..….28
2.9.- PROCEDIMIENTO PARA CAMINO CRITICO………………………...29
2.9.1.- RED DE ACTIVIDADES A TIEMPO ESTANDAR……………...31
2.10.- COMPRESION DE LA RED…………………………………………....32
2.10.1.- FORMA PARA EL CÁLCULO DE LA PENDIENTE…………..33
2.10.2.- CAMINOS………………………………………………………...35
2.11.- RED DE ACTIVIDADES A TIEMPO ÓPTIMO……………………….36
2.12.- COMPARATIVO DE TIEMPO ESTANDAR Y TIEMPO OPTIMO….38
CAPITULO III. PROYECT
3.- INTRODUCCION………………………………………………………………40
3.1.- LISTA DE ACTIVIDADES………………………………………………41
3.2.- CALENDARIO...…………………………………………………………42
3.3.- GRAFICA DE GANTT…………………………………………………...43
3.4.- DIAGRAMA DE RED……………………………………………………44
3.5.- GANTT DE SEGUIMIENTO…………………………………………….45
3.5.1.- DIAGRAMA DE GANTT AL 40%………………………………..45
3.5.2.- DIAGRAMA DE GANTT AL 70%………………………………..46
3.5.3.- DIAGRAMA DE GANTT AL 100%………………………………47
3.6.- DIAGRAMA DE GANTT……………………………………………….48
3.6.1.- TABLA DE COSTOS AL 40%…………………………………….48
3.6.2.- TABLA DE COSTOS AL 70%…………………………………….49
3.6.3.- TABLA DE COSTOS AL 100%…………………………………...50
3.7.- HOJA DE RECURSOS…………………………………………………...51
3.8.- GRAFICA DE RECURSOS AL 100%…………………………………...52
3.9.- INFORMES GENERALES DEL DIAGRAMA DE GANTT…………....53
3.9.1.- RESUMEN DEL PROYECTO……………………………………..53
3.9.2.- TAREAS CRITICAS……………………………………………….54
3.9.3- DIAS LABORALES………………………………………………...55
3.10.- ACTIVIDADES ACTUALES…………………………………………..56
3.10.1.- TAREAS SIN COMENZAR……………………………………...56

3.11.- COSTOS………………………………………………………………...57
3.11.1- FLUJO DE CAJA………………………………………………….57
3.11.2- PRESUPUESTO…………………………………………………...58
3.12.- ASIGNACIONES DE DIAGRAMA DE GANTT………………...……59
3.12.1.- TAREAS, RECURSOS HUMANOS Y FECHAS………………..59
3.13.- CARGA DE TRABAJO DE DIAGRAMA DE GANTT……………….60
3.13.1.- USO DE TAREAS………………………………………………...60
3.13.2.- USO DE RECURSOS…………………………………………..…61
CAPITULO IV. COSTOS
4.- INTRODUCCION………………………………………………………………63
4.1.- DEFINICION DE TERMINOS…………………………………………..63
4.2.- NORMA DE OBRA PUBLICA……………………………………….…63
4.3.- CONCEPTO DE TRABAJO…………………………………………..…63
4.4.- PRESIO UNITARIO……………………………………………………...63
4.5.- ESTIMACION……………………………………………………………63
4.6.- LIQUIDADACION……………………………………………………….64
4.7.- CARGOS QUE INTEGRAN UN PRESIO UNITARIO………………....64
4.7.1.- INTEGRACION DE PRESIO UNITARIO……………………….64
4.8.- REGLAS PARA TIPOS DE CARGOS…………………………………..64
4.8.1.- CARGOS DIRECTOS…………………………………………….64
4.8.2.- CARGOS INDIRECTOS……………………………………….…64
4.8.3.- CARGOS POR UTILIDAD……………………………………….64
4.8.4.- CARGOS ADICIONALES………………………………………..64
4.9.- CARGOS DIRECTOS………………………………………………..…..64
4.9.1.- CARGOS DIRECTOS POR MANO DE OBRA………………….64
4.9.2.- CARGO DIRECTO POR MATERIALES………………………..65
4.9.3.- CARGO DIRECTO POR MAQUINARIA…………………….....66
4.9.3.1.- CARGOS FIJOS…………………………………………..66
4.9.3.2.- CARGOS POR INVERSION……………………………..67
4.10.- CARGOS POR SALARIOS PARA LA OPERACIÓN……………..….68

4.10.1.- FACTOR DE SALARIO REAL………………………………....68
4.10.2.- CARGOS QUE INTEGRAN UN PRESIO UNITARIO………...71
4.10.2.1.- CARGOS DIRECTOS…………………………………...72
4.10.2.2.- CARGO POR HERRAMIENTA DE MANO…………...72
4.10.2.3.- CARGO POR MAQUINAS HERRAMIENTAS……......72
4.11.- COSTOS DE MAQUINARIA (TORNO)………………………………73
4.11.1.- CARGOS FIJOS…………………………………………………73
4.11.2.- CONSUMO……………………………………………………....75
4.11.3.- OPERACIÓN………………………………………………….....76
4.12.- COSTO DE MAQUINARIA (FRESADORA)………………………….77
4.12.1.- CARGOS FIJOS………………………………………………....77
4.12.2.- CONSUMO……………………………………………………....80
4.12.3.- OPERACIÓN…………………………………………………….81
4.13.- CARGO DIRECTO POR EQUIPO DE SEGURIDAD…………...…….81
4.14.- CARGOS ADICIONALES…………………………………………...…82
4.15.- COSTO EN LA ELABORACION DE MOLDES………………………83
4.16.- COSTO DEL SALARIO DE INGENIEROS…………………………...84
4.17.- COSTO TOTAL EN INVERSION………………………………...……85
CONCLUSIONES………………………………………………………………………86
ANEXOS………………………………………………………………………………..87
BIBLIOGRAFIA………………………………………………………………………..88

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
2
1. INTRODUCCION
El saber que las cosas que existen tienen un comienzo y una razón de existencia, descubres
que es un tema muy importante e interesante en la vida por tal razón el tema nos adentra a
lo mencionado.
El tema de diseño y elaboración de moldes nos ayuda a entender todo lo anterior.
En la vida actual se esta rodeado de tecnología renovada y producción constante, para
lograr esto, se realiza una forma de trabajo que cubra todas aquellas necesidades de
producción.
Existen muchos objetos iguales, del mismo tamaño, forma, diseño, color, etc.
1.1 PROCEDIMIENTO DE ELABORACION.
Pues bien se menciona que para lograr tantas piezas iguales se necesitan una cantidad de
moldes o un molde para realizar una cantidad indeterminada de piezas.
1.2 ELABORACIÓN DE UN MOLDE
Para elaborar un molde se necesita el diseño de la pieza, las dimensiones o medidas de esta,
se realiza un dibujo de la pieza y con se calcula la forma de montaje de moldes a trabajar;
tomando en cuenta todos los parámetros como son:
• La forma del molde
• Tamaño
• Peso
• Tipo de inyección
• Venas de inyección
• Forma de los botadores de la pieza
Un molde no es mas que la forma de una pieza a trabajar. Como la elaboración de sillas,
muñecos, juegos, automóviles, computadoras, zapatos, y más; y que este ahorra tiempo,
dinero y esfuerzo físico.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
3
1.3 OBJETIVO
Programar los pasos a realizar para la fabricación de un molde desde su plantación hasta la
elaboración de este de acuerdo al apoyo que nos brinda el estudio de la ruta critica y el
refuerzo del programa proyect.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
4
1.4 MOLDES POR INYECCION
El moldeo por inyección es una técnica muy popular para la fabricación de artículos muy
diferentes. La industria del plástico ha crecido a una tasa de 12% anual durante los últimos
25 años, y el principal proceso de transformación de plástico es el moldeo por inyección,
seguido del de extrusión. Un ejemplo de productos fabricados por esta técnica son los
famosos bloques interconectables LEGO y juguetes Playmobil, así como una gran cantidad
de componentes de automóviles, componentes para aviones y naves espaciales.
Los polímeros han logrado sustituir otros materiales como son madera, metales, fibras
naturales, cerámicas y hasta piedras preciosas; el moldeo por inyección es un proceso
ambientalmente más favorable comparado con la fabricación de papel, la tala de árboles o
cromados. Ya que no contamina el ambiente de forma directa, no emite gases ni desechos
acuosos, con bajos niveles de ruido. Sin embargo, no todos los plásticos pueden ser
reciclados y algunos susceptibles de ser reciclados son depositados en el ambiente,
causando daños a la ecología.
La popularidad de este método se explica con la versatilidad de piezas que pueden
fabricarse, la rapidez de fabricación, el diseño escalable desde procesos de prototipos
rápidos, altos niveles de producción y bajos costos, alta o baja automatización según el
costo de la pieza, geometrías muy complicadas que serían imposibles por otras técnicas, las
piezas moldeadas requieren muy poco o nulo acabado pues son terminadas con la rugosidad
de superficie deseada, color y transparencia u opacidad, buena tolerancia dimensional de
piezas moldeadas con o sin insertos y con diferentes colores.
El diseño actual de la máquina de moldeo por inyección ha sido influido por la demanda de
productos con diferentes características geométricas, con diferentes polímeros involucrados
y colores. Además, su diseño se ha modificado de manera que las piezas moldeadas tengan
un menor costo de producción, lo cual exige rapidez de inyección, bajas temperaturas, y un
ciclo de moldeo corto y preciso.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
5
1.4.1 EL PRINCIPIO DEL MOLDEO
El moldeo por inyección es una de las tecnologías de procesamiento de plástico más
famosas, ya que representa un modo relativamente simple de fabricar componentes con
formas geométricas de alta complejidad. Para ello se necesita una máquina de inyección
que incluya un molde. En este último, se fabrica una cavidad cuya forma y tamaño son
idénticos a las de la pieza que se desea obtener. La cavidad se llena con plástico fundido, el
cual se solidifica, manteniendo la forma moldeada.
1.4.2 UNIDAD DE INYECCIÓN
La función principal de la unidad de inyección es la de fundir, mezclar e inyectar el
polímero. Para lograr esto se utilizan husillos de diferentes características según el polímero
que se desea fundir. El estudio del proceso de fusión de un polímero en la unidad de
inyección debe considerar tres condiciones termodinámicas:
1. La temperatura de procesamiento del polímero.
2. La capacidad calorífica del polímero.
3. El calor latente de fusión, si el polímero es semicristalino.
El molde (también llamado herramienta) es la parte más importante de la máquina de
inyección, ya que es el espacio donde se genera la pieza; para producir un producto
diferente, simplemente se cambia el molde, al ser una pieza intercambiable que se atornilla
en la unidad de cierre.
Las partes del molde son:
• Cavidad: es el volumen en el cual la pieza será moldeada.
• Canales o ductos: son conductos a través de los cuales el polímero fundido fluye
debido a la presión de inyección. El canal de alimentación se llena a través de la
boquilla, los siguientes canales son los denominados bebederos y finalmente se
encuentra la compuerta.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
6
• Canales de enfriamiento: Son canales por los cuales circula agua para regular la
temperatura del molde. Su diseño es complejo y específico para cada pieza y molde,
ya que a veces contar con la ayuda de un robot para realizar esta operación.
1.4.3 CICLO DE MOLDEO
En el ciclo de moldeo se distinguen 6 pasos principales:
1. Molde cerrado y vacío. La unidad de inyección carga material y se llena de polímero
fundido.
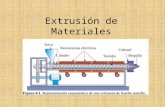
2. Se inyecta el polímero abriéndose la válvula y, con el husillo que actúa como un pistón,
se hace pasar el material a través de la boquilla hacia las cavidades del molde como se
muestra en la figura 1.1.
(FIGURA 1.1). MAQUINA DE INYECCIÓN DE PLASTICO
MAQUINA DE INYECCION DE PLASTICO
TOLVA
REGULADOR DE CALOR
RESISTENCIAS
ENVOLVENTE
MOVIL DEL MOLDE
PUNTO DE INYECCIÓN
PARTE FIJA DEL
BOTADORES PARA LA INYECCION

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
7
3. La presión se mantiene constante para lograr que la pieza tenga las dimensiones
adecuadas, pues al enfriarse tiende a contraerse.
4. La presión se elimina. La válvula se cierra y el husillo gira para cargar material; al girar
también retrocede.
5. La pieza en el molde termina de enfriarse (este tiempo es el más caro pues es largo e
interrumpe el proceso continuo), la prensa libera la presión y el molde se abre como se
muestra en la figura 1.2; las barras expulsan la parte moldeada fuera de la cavidad.
6. La unidad de cierre vuelve a cerrar el molde y el ciclo puede reiniciarse.
(FIGURA 1.2) INYECCION Y EXPULSION DE LA PIEZA
INYECCION Y EXPULSION DE LA PIEZA
INYECCION DE PLASTICO EN EL MOLDE
PLASTICO EN ESTADO SÓLIDO
PIEZA TERMINADA
PUNTOS DE INYECCION
TOLVA
BARRA EXPULSADORA DE PLASTICO Y CALOR
INYECCION

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
8
1.4.4 COMPUERTAS
Las funciones concretas de una compuerta son simples: sirven para ayudar a que el
polímero solidifique pronto cuando la inyección concluye, y para separar fácilmente los
remanentes de inyección de la pieza final. Muchas veces elimina la necesidad de cortar o
desbastar este sobrante y acelerar el flujo de material fundido, que se refleja en una menor
viscosidad y mayor rapidez de inyección.
Para garantizar el buen funcionamiento de un polímero inyectado, es imprescindible tener
en cuenta los fenómenos de transporte y particularmente el flujo del polímero. Recuérdese
que no se habla de moléculas o iones como los metales fundidos, sino de largas cadenas de
macromoléculas en estado gomoso. Las compuertas como se muestran en la (tabla 1.1) son
así diseñadas para mejorar el flujo y para permitir un orden distributivo del mismo. Las
compuertas más comunes son:

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
9
(TABLA 1.1) TIPOS DE COMPUERTAS
TIPO DE COMPUERTA ESQUEMA CARACTERISTICA
Compuertas de canal
(sin esquema) Alimentan de manera directa desde la cavidad.
Compuertas de espiga
Alimentan el polímero permitiendo una ligera relajación de esfuerzos.
Compuertas de aguja
Se llenan desde los bebederos; comúnmente usadas en moldes de tres placas, permiten altas velocidades y se llenan con facilidad; pueden eliminarse sin dificultad de la pieza moldeada.
Compuertas lateral
Alimentan desde un lado del molde; comúnmente utilizadas para impresión múltiple.
Compuertas anular
Se usan para moldear partes huecas ya que su flujo es previamente modificado a la forma final.
Compuertas en diafragma
Similares a las compuertas anular, pero distribuyen el material fundido desde el canal de alimentación.
Compuertas de abanico
Sirven para cubrir áreas grandes o largas de manera homogénea y distributivamente correcta.
Compuertas de lengüeta
Estas compuertas minimizan el efecto de jet y ayudan a lograr un flujo de régimen laminar cuyo número de Reynolds es adecuado para la inyección.
Compuertas tipo película
Sirven para moldear homogéneamente áreas planas y delgadas, sobre todo en productos translúcidos.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
10
1.4.5 PLASTICOS EN EL USO DE INYECCION En la tabla 1.2 esta la lista de plásticos mas usados dentro de la industria de inyección.
(TABLA 1.2) PLASTICOS PARA CONTRACCION DE MOLDES
NOMBRE Y SIMBOLO
PLASTICO % DE RANGO
% DE PROMEDIO
21/ PEBD POLIETILENO BAJA DENSIDAD
1.5 5.0
3.25
20/PEAD POLIETILENO ALTA DENSIDAD
1.5 3.0
2.25
22/UHMWPE POLIETILENO ULTRA ALTO PESO
MOLECULAR
2.5 4.0
2.25
1/POM ACETAL 1.9 2.3
2.10
14/PBT POLIBUTILEN-TEREFTALATO
1.5 2.5
2.0
23/PP POLIPROPILENO 1.0 2.5
1.75
11/MF MELAMINA 1.1 1.2
1.60
13/PA 6/6 NYLON 6/6 0.5 2.5
1.50
12/PA 6 NYLON 6 0.5 2.2
1.35
10/TPE HULE TERMOPLASTICO
OLEFINICO
0.5 2.0
1.25
28/PF RESINA FENÓLICA 1.2 1.20 2/EVA ETILENO CON
ACETATO DE VINILO
.7 1.1
.90
26/TPU PULIURETANO TERMOPLASTICO
.9 .90
15/PC POLICARBONATO .8 .80

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
11
ALUMINIO
.6
29/UP RESINA POLIESTER CRISTAL
0.5 0.8
0.65
8/SAN ESTIRENO-ACRILONITRILO
0.5 0.7
0.60
5/ABS-T ACRILONITRILO-BUTADIENO-
ESTIRENO TRANSPARENTE
0.3 0.8
0.55
4/ABS ACRILONITRILO-BUTANIEDO-
ESTIRENO
0.4 0.7
0.55
17/PSMII POLIESTIRENO MEDIO IMPACTO
0.5 0.6
0.55
18/PSAII POLIESTIRENO ALTO IMPACTO
0.5 0.6
0.50
6/PVC-F CLORURO DE POLIVINILO FLEXIBLE
0.5 0.50
7/PVC-R CLORURO DE POLIVINILO RIGIDO
0.5 0.50
16/PS POLIESTIRENO CRISTAL
0.3 0.6
0.45
3/PMMA ACRILICO 0.1 0.8
0.45
31/SI SILICON 0.1 0.6
0.35
9/SB ESTIRENO BUTADIENO
0.1 0.5
0.30
27/EP RESINA EPOXI 0.1 0.3
0.20
1.5 ¿QUÉ ES EL CNC?
CNC significa "control numérico computarizado".
En una máquina CNC, a diferencia de una máquina convencional o manual, una
computadora controla la posición y velocidad de los motores que accionan los ejes de la

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
12
máquina. Gracias a esto, puede hacer movimientos que no se pueden lograr manualmente
como círculos, líneas diagonales y figuras complejas tridimensionales.
Las máquinas CNC son capaces de mover la herramienta al mismo tiempo en los tres ejes
para ejecutar trayectorias tridimensionales como las que se requieren para el maquinado de
complejos moldes y troqueles como se muestra en la figura 1.3.
(FIGURA 1.3) TRABAJO DE CORTE EN FRESA
En una máquina CNC una computadora controla el movimiento de la mesa, el carro y el
husillo. Una vez programada la máquina, ésta ejecuta todas las operaciones por sí sola, sin
necesidad de que el operador esté manejándola. Esto permite aprovechar mejor el tiempo
del personal para que sea más productivo.
1.6 ORÍGENES DEL CNC
El CNC tuvo su origen a principios de los años cincuenta en el Instituto de Tecnología de
Massachusetts (MIT), en donde se automatizó por primera vez una gran fresadora como se
muestra en la figura 1.4.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
13
(FIGURA 1.4) PRIMERA FRESADORA
En esta época las computadoras estaban en sus inicios y eran tan grandes que el espacio
ocupado por la computadora era mayor que el de la máquina.
Hoy día las computadoras son cada vez más pequeñas y económicas, con lo que el uso del
CNC se ha extendido a todo tipo de maquinaria: tornos, rectificadoras, eletroerosionadoras,
máquinas de coser, etc.
El término “control numérico” se debe a que las órdenes dadas a la máquina son indicadas
mediante códigos numéricos. Por ejemplo, para indicarle a la máquina que mueva la
herramienta describiendo un cuadrado de 10 mm por lado se le darían los siguientes
códigos:
G90 G71
G00 X0.0 Y0.0
G01 X10.0
G01 Y10.0
G01 X0.0
G01 Y0.0
Un conjunto de órdenes que siguen una secuencia lógica constituyen un programa de
maquinado. Dándole las órdenes o instrucciones adecuadas a la máquina, ésta es capaz de
maquinar una simple ranura, una cavidad irregular, la cara de una persona en altorrelieve o

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
14
bajorrelieve, un grabado artístico un molde de inyección de una cuchara o una botella... lo
que se quiera.
Al principio hacer un programa de maquinado era muy difícil y tedioso, pues había que
planear e indicarle manualmente a la máquina cada uno de los movimientos que tenía que
hacer. Era un proceso que podía durar horas, días, semanas. Aún así era un ahorro de
tiempo comparado con los métodos convencionales.
Actualmente muchas de las máquinas modernas trabajan con lo que se conoce como
“lenguaje conversacional” en el que el programador escoge la operación que desea y la
máquina le pregunta los datos que se requieren. Cada instrucción de este lenguaje
conversacional puede representar decenas de códigos numéricos. Por ejemplo, el
Maquinado de una cavidad completa se puede hacer con una sola instrucción que especifica
el largo, alto, profundidad, posición, radios de las esquinas, etc. Algunos controles incluso
cuentan con graficación en pantalla y funciones de ayuda geométrica. Todo esto hace la
programación mucho más rápida y sencilla como se aprecia en la figura 1.5.
(FIGURA 1.5) FORMA DE PROGRAMACION

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
15
También se emplean sistemas CAD/CAM que generan el programa de maquinado de forma
automática. En el sistema CAD (diseño asistido por computadora) la pieza que se desea
maquinar se diseña en la computadora con herramientas de dibujo y modelado sólido.
Posteriormente el sistema CAM (manufactura asistida por computadora) toma la
información del diseño y genera la ruta de corte que tiene que seguir la herramienta para
fabricar la pieza deseada; a partir de esta ruta de corte se crea automáticamente el programa
de maquinado, el cual puede ser introducido a la máquina mediante un disco o enviado
electrónicamente.
Hoy día los equipos CNC con la ayuda de los lenguajes conversacionales y los sistemas
CAD/CAM, permiten a las empresas producir con mucha mayor rapidez y calidad sin
necesidad de tener personal altamente especializado.
1.6.1 VENTAJAS PRINCIPALES DE UN EQUIPO DE CN
1.6.1.1 VENTAJAS EN DISEÑO
• Prototipos precisos
• Cumplimiento de especificaciones
• Reducción en la dificultad para manufacturar partes
1.6.1.2 VENTAJAS EN MANUFACTURA:
• Permite una mejor planeación de las operaciones
• Se incrementa la flexibilidad de maquinado
• Reducción en tiempo de programación
• Mejor control del proceso y tiempos de maquinado
• Disminución en los costos por herramientas
• Se incrementa la Seguridad para el usuario
• Reducción del tiempo de flujo de material
• Reducción del manejo de la pieza de trabajo

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
16
• Aumento de productividad
• Aumento en precisión
1.6.1.3 APLICACIONES
• Fresado
• Torneado
• Taladrado
• Esmerilado
• Doblado
• Punzonado
• Maquinado por descarga eléctrica (EDM)
• Inspección (Máquina de coordenadas)
Dentro del flujo del procedimiento se enlista el orden de ejecución de un programa desde se
inicio hasta el final de este, como se muestra en la tabla 1.3.
(TABLA 1.3) FLUJO DEL PROCEDIMIENTO DE C.N.C

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
17
1.7 PROGRAMACIÓN
Cada movimiento o acción se realiza secuencialmente
Cada BLOQUE debe ser numerado y usualmente contiene un solo comando.
1 Tamaño de la pieza: Z-15 diámetro 15
2 Inicio de la herramienta: X0, Y0, Z1
3 % (Bandera de inicio de programa)
4 : 1002 (Programa #1002)
5 N5 G90 G20 (Bloque #5, Absolutas en pulgadas)
6 N10 T0303 (Cambiar a la herramienta #3)
7 N15 M03 S1250 (Prender husillo a 1250rpm CW)
8 N20 M05 (Apagar husillo)
9 N25 M30 (Fin de programa)
1.7.1 CÓDIGOS G´S
Funciones de movimiento de la máquina (Movimientos rápidos, avances, avances radiales,
pausas, ciclos).
1.7.2 CÓDIGOS M’S
Funciones misceláneas que se requieren para el maquinado de piezas, pero no son de
movimiento de la máquina (Arranque y paro del husillo, cambio de herramienta,
Refrigerante, paro de programa, etc.).
1.8 VARIABLES DE LA PROGRAMACIÓN CNC
La mayoría de los códigos G’s contienen variables
(Direcciones), definidas por el programador para cada función específica.
• N Número de Bloque (Inicio de bloque)
• G Función preparatoria
• X Coordenada X

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
18
• Y Coordenada Y
• Z Coordenada Z
• I Localización en X del centro de un arco
• J Localización en Y del centro de un arco
• K Localización en Z del centro de un arco
• S Velocidad del husillo
• F Asigna Velocidad de corte
• M Función Miscelánea
1.9 FASES DE UN PROGRAMA
1.9.1 INICIO
1 % Bandera de inicio
2 : 1001 Número de programa 0-9999
3 N5 G90 G20 Unidades absolutas, programación en pulgadas.
4 N10 T0202 Paro para cambio de herramienta, Usar #2
5 N15 M03 S1200 Prender husillo a 1200 rpm CW
Contiene todas las instrucciones que preparan a la máquina para su operación:
Contiene las velocidades y movimientos de corte, circulares, lineales, movimientos rápidos,
ciclos de corte, etc.
1 N20 G00 X1 Y1 Movimiento. Rápido a (X1, Y1)
2 N25 Z0.125 Movimiento. Rápido a Z0.125
3 N30 G01 Z-0.125 F 5 Avance a Z-0.125
4 N35 G00 Z1 Movimiento. Rápido a Z1
5 N40 X0 Y0 Movimiento. Rápido a X0, Y0
1.9.2 APAGAR EL SISTEMA
Contiene todos los códigos G’s y M’s que desactivan todas las opciones que fueron
activadas en la fase de inicio.
Funciones como el refrigerante y la velocidad del husillo deberán ser desactivadas antes de
remover la pieza de la máquina.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
19
N45 M05 Apagar el husillo
N50 M30 Fin del programa
• Restricciones en los Bloques
• Deben contener únicamente un solo movimiento de herramienta
• Debe contener únicamente una velocidad de corte
• Debe contener únicamente una herramienta o velocidad del husillo
• El número del bloque debe ser secuencial
1.10 MOVIMIENTO DE LA HERRAMIENTA
Existen tres movimientos básicos de herramienta
G00 = Movimiento rápido
G01= Movimiento de avance lineal
G02/G03 = Interpolación Circular o avances de arcos
Los demás ciclos son combinaciones de este tipo de movimientos
Estos movimientos son modales:
• Uso de ciclos enlatados
• Simplifican la programación
• Combinan una gran cantidad de operaciones de programación estándar y
disminuyen los pasos de programación simplificando las operaciones matemáticas y
optimizando las condiciones de corte
1.11 COORDENADAS ABSOLUTAS
Cualquier punto se ubica por la distancia del origen (0,0) como se muestra en la figura
Usualmente la localización de un punto se representa en la siguiente tabla 1.4:

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
20
(TABLA 1.4) COORDENADAS ABSOLUTAS
( X(+)(-)__ ,Y(+)(-)__ ,Z(+)(-)__ )
Opcional necesario
Coordenadas Absolutas
1.12 COORDENADAS INCREMENTALES
Utiliza a la posición actual como punto de referencia para el siguiente movimiento en la
tabla 1.5, en la tabla 1.6 se muestra un ejemplo en relación.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
21
(TABLA 1.5) COORDENADAS INCREMENTALES
(TABLA 1.6) EJEMPLOS DE COORDENADAS

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
22
1.13 APLICACIONES DE CÓDIGOS DE MAQUINADO
• G00 Posicionamiento Rápido
• G01 Interpolación lineal

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
23
• G02 Interpolación Circular
• G03 Interpolación Interpolación Circular

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
24
• G17,G18, Selección del plano de trabajo
• G04 Pausa (suspender avance)

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
25
• G20 Sistema de unidades en pulgadas
• G21 Sistema de unidades en milímetros (mm)

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
26
• G28 Retorno automático Retorno automático a la a la posición cero
• G29 Retorno automático de la de la posición cero

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
27
• G40 Cancelación Compensación de Diámetro del Cortador
• G41 Compensación hacia la izquierda del cortador

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
28
• G42 Compensación hacia la derecha del cortador
• G80 Cancelación de ciclos

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
29
• G81 Ciclo de de taladrado
• G82 Ciclo de Taladrado con Pausa

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
30
• G83 Ciclo de taladrado profundo
• G90 Sistema coordenado Absoluto

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
31
• G91 Sistema coordenado Incremental
• M02 / M30 Fin del Programa

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
32
• M03 Giro del husillo a favor de las manecillas del reloj
• M04 Giro del husillo en contra de las manecillas del reloj

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
33
• M05 Paro del husillo
• M06 TXX Cambio de herramienta

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
34
• M08 Encendido del sistema refrigerante
• M09 Apagado del sistema refrigerante

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
35
1.13 EJEMPLO INTEGRADOR
100
80
10
10
Programa:
Nombre del programa: O0020
N0000 G53 G56 T0000 G40
N0010 G71 G94 PREPARACION DE LA MAQUINA
N0020 G54
N0030 T0101
N0040 G00 X50.0 Y10.0 Z5.0 G42
N0050 G01 Z-2.0 F30
N0060 G25 L1001
N0070 G00 Z5.0 CUERPO DEL PROGRAMA
N0080 G00 X-10.0 Y-10.0 Z5.0 G40
N0090 G00 X50.0 Y10.0 Z5.0 G42
N0100 G01 Z-4.0 F30
N0110 G25 L1001

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
36
N0120 G00 Z5.0
N0130 G00 X-10.0 Y-10.0 Z5.0 G40
N0140 G00 X50.0 Y10.0 Z5.0 G42
N0150 G01 Z-4.0 F30 CUERPO DEL PROGRAMA
N0160 G25 L1001
N0170 G00 Z5.0
N0180 G00 X-10.0 Y-10.0 Z5.0 G40
N0190 M03 M06 TERMINACION DEL PROGRAMA
N0200 G53 G56 T0000 M30
SUB-PROGRAMA:
Son aquellos programas que cumplen con la función de apoyar un programa principal en
funciones repetitivas.
N0000 G01 X50.0 Y10.0 F30
N0010 X85.0 Y10.0
N0020 G03 X90.0 Y15.0 I0.0 J5.0 F30
N0030 G01 X90.0 Y65.0 F30
N0040 G03 X85.0 Y70.0 I-5.0 J0 F30
N0050 G01 X15.0 Y70.0 F30
N0060 G03 X10.0 Y65 I0.0 J-5.0 F30
N0070 G01 X10.0 Y15.0 F30
N0080 G03 X15.0 Y10.0 I5.0 J0.0 F30
N0090 G01 X50.0 Y10.0 F30
N0100 M17

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
37
Este el direccionamiento que tiene cada una de las maquinas ya sea torno o fresa para la
programación de acuerdo al sentido de corte.
DIRECCIONES DE:
FRESA TORNO
J I
-I I -K K
-J -I

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
39
2. MÉTODO DE LA RUTA CRÍTICA.
2.1 INTRODUCCIÓN.
Se vive en una época de cambios imputables en gran parte al desarrollo de la ciencia y de
la tecnología. Dentro de la administración se han efectuado grandes adelantos para su
perfeccionamiento contando con armas para el planteamiento y resolución de los múltiples
y complejos problemas de nuestra época.
Específicamente, la actividad administrativa de la planeación y su correlativa, la del
control, han adquirido una importancia insospechada, teniendo que enfrentarse a
situaciones y fenómenos cada vez más complejos. De ahí que cualquier técnica o cualquier
instrumento útil en estos campos, sea visto con aceptación dentro de cualquier área de la
ingeniería.
Un ejemplo típico de estas técnicas lo constituye el método de la “Ruta Crítica”, que
representa una gran ayuda de aplicación sencilla en los problemas de planeación y control.
Hasta antes de 1957 la programación y el control de un proceso productivo, sólo era posible
llevarse a cabo, en base de “diagramas de barras” o “diagramas de Gantt”, que consistían en
predeterminar cuales eran las actividades principales y cual era su duración, para
representarlas a cierta escala.
A principios de 1957 el ingeniero Moran R. Walker y el ingeniero James T. Killey Jr.,
pusieron a prueba el método de la “Ruta Crítica” (Critical Path Method), en la construcción
de una planta química para la compañía Dupont, desde entonces y debido a la efectividad
del método, su difusión y aplicación a problemas de muy diversa naturaleza ha sido
mundial.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
40
2.2 DEFINICIÓN:
Ruta Crítica es un proceso administrativo de planeación, programación, ejecución y
control de todas y cada una de las actividades componentes de un proyecto que debe
desarrollarse dentro de un tiempo crítico y al costo óptimo.
Siendo la administración tan importante dentro del método del Camino Crítico, es
conveniente que analicemos lo que es la administración y sus elementos básicos:
Administrar según Henry Fayol, es conducir a la empresa hacia su objetivo tratando de
sacar el mejor provecho de todos los recursos de que se dispone.
• Es el conjunto de reglas y técnicas cuyo objeto es alcanzar la máxima eficiencia en
la coordinación de los recursos y colaboración del elemento humano para lograr los
objetivos del organismo social.
De acuerdo con lo anterior los elementos básicos de la administración sse muestran en la
tabla 2.1:
a) Logro de objetivos.
b) Eficiencia.
c) Aspecto Social.
d) Colaboración del elemento humano.
e) Coordinación de recursos.
(TABLA 2.1) PROCESO ADMINISTRATIVO
Mecánica ¿Que se quiere hacer?
Estructural ¿Qué se va hacer?
Proceso ¿Cómo se va hacer?
Administrativo Dinámica ver que se haga
Operacional
¿Cómo se ha realizado?

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
41
2.3 METODOLOGÍA
El método del Camino Crítico consta de dos ciclos
1.- Planeación y Programación.
2.- Ejecución y Control.
2.3.1 El primer ciclo se compone de las siguientes etapas:
a) Definición del proyecto.
b) Lista de actividades.
c) Matriz de secuencias.
d) Matriz de tiempos.
e) Red de actividades.
f) Gastos y pendientes.
g) Compresión de la red.
h) Limitaciones de tiempo, de recursos y económicos.
i) Matriz de elasticidad.
j) Probabilidad de retraso.
2.3.2 El segundo ciclo contiene las etapas siguientes:
a) Aprobación del proyecto.
b) Ordenes de trabajo.
c) Gráficas de control.
d) Reportes de análisis de los avances.
e) Toma de decisiones y ajustes.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
42
2.4 LISTA DE ACTIVIDADES
Es la relación de actividades físicas o mentales que forman procesos interrelacionados en
un proyecto.
Esto consiste en elaborar una lista, tan grande como sea posible, de todas y cada una de las
actividades que deban realizarse para lograr los objetivos. Es importante en ésta fase inicial,
contar con la colaboración de la mayoría de las personas involucradas en el proyecto, con el
fin de tener una mejor perspectiva, ya sea individual o de conjunto.
El grado de detalle de las actividades dependerá de la necesidad de control del proyecto.
Esta lista de actividades por lógica servirá de base a la o a las personas responsables de
cada proceso para la elaboración de sus presupuestos de ejecución, anexando la cantidad de
material, especificaciones, mano de obra, equipo, herramientas especiales, etc.
Se iniciare a elaborar el tema, con los pasos para la obtención de un molde y procesos para
la fabricación.
En la (tabla 2.2) se indican cada una de las actividades a realizar.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
43
(Tabla 2.2) LISTA DE ACTIVIDADES DE UNA ELABORACIÓN DE MOLDES
No ACTIVIDAD
ACTIVIDADES A REALIZAR
0 LLEGADA DEL PROYECTO
1 ANALISIS DEL DIBUJO
2 REALIZACION DEL DIBUJO EN 3D
3 DISEÑO DEL PORTA MOLDE
4 BUSQUEDA DE DENSIDAD DEACUERDO A NORMA
5 CALCULO DE MASA Y VOLUMEN
6 COTIZACION DE COSTO
7 APROBACION DEL DISEÑO
8 SELECCIÓN DEL TIPO DE INYECCION
9 SOLICITUD DE MATERIAL
10 PROGRAMACION PARA SIMULACION DEL MOLDE
11 DIMENCIONES DE CORTE
12 REALIZACION DE MOLDE EN METAL COMO PRUEBA
13 ELABORACION DEL PORTA MOLDE
14 COLOCACION EN INYECTORA
15 SE REALIZA LA INYECCION
16 DETALLAMIENTO DE LA PIEZA
17 EMPAQUETAR
18 ENTREGAR

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
44
2.4.1 DEFINICION DE PASOS A REALIZAR:
1. LLEGADA DEL PROYECTO:
Se invita a la empresa a participar a un proyecto nuevo, en donde se especifica una fecha de
inicio y una aproximación de entrega del producto.
Esta invitación la realizan empresas reconocidas a nivel mundial como son: empresa
automotriz, aparatos eléctricos o línea blanca, etc.
2. ANALISIS DEL DIBUJO:
Al tener el dibujo los diseñadores de porta moldes revisan su forma, dimensiones, tamaño y
peso con la finalidad de revisar que no halla errores.
3. REALIZACION DEL DIBUJO EN 3D
Se realiza el diseño en Auto CAD del isométrico a trabajar.
4. DISEÑO DEL PORTA MOLDE:
Realizado el isométrico se realiza la parte del porta molde de forma sencilla en segunda
dimensión (2D) y en forma isométrica en tercera dimensión (3D).
5. BUSQUEDA DE DENSIDAD DEACUERDO A NORMA:
Esta es buscada en normas de densidad de inyección de plástico que el proveedor de dicho
material proporciona al fabricante.
6. CALCULO DE MASA Y VOLUMEN:
Teniendo la densidad por medio de formulas, obtenemos masa y volumen por sustitución
de formulas.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
45
7. COTIZACION DE COSTO:
Al realizar el dibujo, conociendo el material a usar y las dimensiones de la pieza se realiza
un análisis de la cantidad de material a usar y se cotizan precios.
8. APROBACION DEL DISEÑO:
Una ves de haberle dado un buen análisis al diseño los especialistas de la empresa que
adquieren el producto aprueban el desarrollo y los dueños autorizan un permiso de
elaboración.
9. SELECCIÓN DEL TIPO DE INYECCION:
La inyección es de dos formas, en frió y en caliente; cada una tienes sus ventajas y
desventajas:
EN FRIO: la inyección es rápida, no se necesita mucho equipo para su funcionamiento, hay
desperdicio de material por las venas de sujeción, así como la pieza llega a tener un poco
de rebaba al salir.
EN CALIENTE: el material a usar es mayor ya que el porta molde debe de contar con una
conexión de resistencias para que el plástico no se enfrié y allá desperdicio, la pieza sale
con mejor textura, pero si es mas cara.
10. SOLICITUD DE MATERIAL:
El acero que se trabaja para ala elaboración de moldes es:
• ACERO H13: este es utilizado para ser los insertos de la pieza, que al
terminar la pieza se le realiza un temple para una mejor durabilidad y
resistencia a las altas temperaturas.
• ACERO P20. Es utilizado para las placas que están montadas una tras otras
que forman el porta moldes, a este no se le realiza ninguna prueba de dureza
ya que el material es apropiado para el trabajo a realizar.
El acero H13 se solicita una barra de 2.54 cm de diámetro y un largo de 34 m.
El acera P20 se solicitan 5 piezas de dimensiones de 30x30 cm.
4 botadores de 50 cm de largo.
20 tornillos.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
46
11. PROGRAMACION PARA SIMULACION DEL MOLDE:
Se realiza un programa de simulación (Es un programa en la computadora donde se
programa el diseño de la pieza se obtiene las coordinas y secuencias de pasos).
NOTA: ESTE SOLO SE UTILIZA PARA EL USO DE UNA MAQUINA FRESADORA.
12. DIMENCIONES AL CORTE:
Con el dibujo en tercera dimensión (3D) se basan para realizar los cortes a la pieza.
13. REALIZACION DE MOLDE EN METAL COMO PRUEBA:
Se realiza el diseño de la pieza a copiar, en acero; esta es elaborada dependiendo a su
forma, si es plana la superficie se hace en una maquina fresadora; pero si es circular la
pieza se realiza el corte en maquina de torno.
14. ELABORACION DEL PORTA MOLDE:
Se empiezan a cortar o perforar la placa, con forma a que una embone con respecto a la otra
y en el centro se deja el diseño de la pieza a copiar; esto es con la ayuda del molde en
metal.
15. COLOCACION EN INYECTORA:
Teniendo elaborado el porta molde se monta en la maquina inyectadora.
NOTA: EL MOLDE PUEDE MEDIR DESDE CENTÍMETROS (cm*cm) O HASTA
METROS (m*m) Y DE ACUERDO A ESTA ES EL TIPO DE INYECTADOTA.
16. SE REALIZA LA INYECCION:
Al tener montado el porta molde, se realiza la inyección en serie, esta tiene una duración
aproximada a las dimensiones del molde pero su trabajo no llega a tardar horas.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
47
17. SE EMPAQUETA:
Una vez obtenido el producto este es empaquetado y pesado (ya que al pesarlo se tiene una
relación de piezas para una cantidad de peso específico).
18. SE ENTREGA:
Teniendo el producto se sube al camión de la empresa para ser entregado a la empresa
solicitante.
2.5 MATRIZ DE ANTECEDENTES
En la (Tabla 2.3) se muestran todas las actividades que realizar. Estas estarán ordenas
conforme a su realización, una de tras de otra, sin omitir pasos en la elaboración. NOTA: TODAS LAS ACTIVIDADES DEBEN TENER AL MENOS UN
ANTECEDENTE EXCEPTO EN EL CASO DE LA ACTIVIDAD INICIAL Y SE
DENOMINARA “ACTIVIDAD CON ANTECEDENTE CERO”.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
48
(Tabla 2.3) ANTECEDENTES DE ACTIVIDADES
ACTIVIDADES ANTECEDENTES
0 - 1 0 2 0 3 0 4 1 5 1 6 16 7 2 8 12 9 7 10 3 11 1 12 9 13 10 14 13 15 14 16 11 17 15 18 13
2.6 MATRIZ DE SECUENCIAS
En la (Tabla 2.4) se muestra la Matriz de Secuencias. Esta se obtiene de la columna de
antecedentes del orden numérico y de las actividades; y se coloca en la derecha como
SECUENCIAS; así de esta forma la primera tabla se convierte en la segunda tabla.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
49
(Tabla 2.4) SECUENCIA DE ACTIVIDADES
ACTIVIDADES SECUENCIA
0 1,2,3
1 4,5,11
2 7
3 10
4 -
5 -
6 8
7 9,13
8 -
9 12
10 13
11 16
12 8
13 14,18
14 15
15 17
16 6
17 -
18 -
2.7 MATRIZ DE TIEMPO
Para determinar el tiempo que requiere cada actividad de el proyecto, pueden seguirse
varios caminos; algunos un tanto subjetivos, otros, en cambio, pretenden ser objetivos; asi
como se muestra en la (tabla 2.5).

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
50
En este estudio de tiempos se requieren tres parámetros: el tiempo óptimo (o), el tiempo
medio (M) y el tiempo pésimo (p).
(Tabla 2.5) TIEMPOS EN ACTIVIDADES
ACTIVIDADES SECUENCIA TIEMPO (días)
o M p 0 1,2,3 - - - 1 4,5,11 1 3 5
2 7 2 3 5 3 10 10 12 15 4 - 1 1 2 5 - 1 1 2
6 8 5 6 7 7 9,13 4 5 6 8 - 1 1 2
9 12 3 4 5 10 13 1 1 2 11 16 8 10 12
12 8 1 2 2 13 14,18 10 12 15 14 15 1 1 1 15 17 2 3 4
16 6 1 1 2 17 - 3 2 2 18 - 0 2 2
2.7.1 FORMULA PARA CALCULAR LA MATRIZ DE TIEMPO “t”
Con las formulas que a continuación mencionare podremos llenar la matriz de tiempo:

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
51
La unidad de tiempo se dan en (minutos, horas, días, etc.) dependiendo del tipo de
proyecto.
NOTA: LA UNIDAD QUE OCUPARE ESTA DADA EN “DÍAS”.
• CALCULO DE “t”
De acuerdo a la fórmula PERT que relaciona los tiempos mencionados anteriormente,
obtenemos el tiempo estándar (t):
t = TIEMPO ESTÁNDAR
t = (o + 4M + p) / 6
o = TIEMPO OPTIMO
M = TIEMPO MEDIO
p = TIEMPO PESIMO
El tiempo óptimo (o); es la posibilidad de realizar la actividad en el menor tiempo.
El tiempo medio (M); es el tiempo normal que se necesita para ejecutar las actividades,
basándose en la experiencia del proyectista.
El tiempo pésimo (p); es un tiempo grande que puede presentarse ocasionalmente como
consecuencia de accidentes, falta de suministros, causas no previstas, etc. No debe contarse
el tiempo ocioso, sino únicamente el tiempo en que se ponga remedio al problema o
actividad presentada.
En la (tabla 2.6) se muestran los resultados obtenidos de acuerdo a la sustitución en la
formula anterior quedando de la siguiente manera:

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
52
(Tabla 2.6) RESULTADOS EN TIEMPOS
ACTIVIDADES SECUENCIA TIEMPO (días)
o M p t
0 1,2,3 - - - -
1 4,5,11 1 3 5 3 días
2 7 2 3 5 4 días
3 10 10 12 15 13 días
4 - 1 1 2 2 días
5 - 1 1 2 2 días
6 8 5 6 7 6 días
7 9,13 4 5 6 5 días
8 - 1 1 2 2 días
9 12 3 4 5 4 días
10 13 1 1 2 2 días
11 16 8 10 12 10 días
12 8 1 2 2 2 días
13 14,18 10 12 15 13 días
14 15 1 1 1 1 día
15 17 2 3 4 3 días
16 6 1 1 2 2 días
17 - 3 2 2 3 días
18 - 0 2 2 0 días

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
53
2.8 MATRIZ DE INFORMACION
En esta última parte se unen: la MATRIZ DE SECUENCIA y la MATRIZ DE TIEMPO.
Para la elaboración de la RED MEDIDA que es conocida como MATRIZ DE
INFORMACIÓN.
En la (tabla 2.7) se muestra los resultados para el desarrollo de las actividades con un
tiempo a seguir.
(Tabla 2.7) RELACION EN TIEMPOS A CADA ACTIVIDAD
ACTIVIDADES SECUENCIA TIEMPO t
0 1,2,3 -
1 4,5,11 3 días
2 7 4 días
3 10 13 días
4 - 2 días
5 - 2 días
6 8 6 días
7 9,13 5 días
8 - 2 días
9 12 4 días
10 13 2 días
11 16 10 días
12 8 2 días
13 14,18 13 días
14 15 1 día
15 17 3 días
16 6 2 días
17 - 3 días
18 - 0 días

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
54
2.9 PROCEDIMIENTO PARA CAMINO CRÍTICO
1.- Consiste en ver en la red (tabla 2.8) todos los caminos de TIEMPO ESTANDAR
posibles que existan, desde el evento inicial hasta el evento final. Al tener todos los
caminos, se hace la suma por camino.
Camino crítico es la serie de actividades que indica la duración total del proyecto. Cada
una de las actividades se representa por una flecha que empieza en un evento y termina en
otro.
(Tabla 2.8) CAMINOS
ORDEN
CAMINO
1 0,1,4
2 0,1,5
3 0,1,11,16,6,8
4 0,2,7,9,12,8
5 0,2,7,13,14,15,17
6 0,2,7,13,18
7 0,3,10,13,14,15,17
8 0,3,10,13,18

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
55
• CAMINO CRÍTICO ( PARA TIEMPO ESTANDAR)
0,1,4 = 3+2 =5
0,1,5 = 3+2 =5
0,1,11,16,6,8 = 3+10+2+6+2 = 23
0,2,7,9,12,8 = 4+5+4+2+2 = 17
0,2,7,13,14,15,17 = 4+5+13+1+3 = 26
0,2,7,13,18 = 4+5+13+2 = 24
0,3,10,13,14,15,17 = 13+2+13+1+3+2 = 34
0,3,10,13,18 = 13+2+13+2= 30
2.- Se dibuja una red que servirá de base para la compresión y en cada actividad se anota: la
pendiente, el tiempo estándar y el tiempo optimo como se muestra en la (figura 2.1):
(Figura 2.1)
• NOMENCLATURA DE LA RED DE ACTIVIDADES A TIEMPO ESTÀNDAR
(t)
a-m
t-o
6-200
2-1

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
56
2.10 COMPRESIÓN DE LA RED
Consiste en tener los costos de cada actividad realizada con su tiempo estándar y óptimo, y
se anotan en la Matriz de Información.
También es necesario determinar los gastos fijos diarios, los presupuestos del costo normal
($N) y el costo límite ($L) para las actividades ejecutadas a tiempo óptimo como se
muestra en la (Tabla 2.9) que servirá para hacer la compresión de la red. En esta tabla se
determinan las pendientes de cada actividad.
(Tabla 2.9) COMPRESION DE RED
ACTIVIDADES SECUENCIA TIEMPO (días) COSTO
O m P t $ N $ L 0 1,2,3 - - - - - 1 4,5,11 1 5 3 500 7002 7 2 5 4 1000 15003 10 10 15 13 3000 40004 - 1 2 2 100 1005 - 1 2 2 200 2006 8 5 7 6 2000 40007 9,13 4 6 5 - -8 - 1 2 2 15000 200009 12 3 5 4 10000 1200010 13 1 2 2 500 80011 16 8 12 10 100 10012 8 1 2 2 3000 350013 14,18 10 15 13 28000 3500014 15 1 1 1 1000 100015 17 2 4 3 20000 2500016 6 1 2 2 400 100017 - 2 2 2 6000 600018 - 1 2 2 - -

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
57
2.10.1 FORMULA PARA EL CALCULO DE “m”
• CALCULO DE “m”
Se llama pendiente a la relación que existe entre el incremento del costo y la compresión
del tiempo
m = PENDIENTE
m = ($L – $N / t – O)
$L = PRECIO LIMITE
$N = PRECIO NORMAL
t = TIEMPO ESTANDAR
O = TIEMPO OPTIMO
Con ello realizamos la sustitución de datos en la formula y los resultados se obtienen en la
(tabla 2.10).

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
58
(TABLA 2.10)
ACTIVIDADES SECUENCIA TIEMPO (días) COSTO
O m P t $ N $ L m
0 1,2,3 - - - - - - -
1 4,5,11 1 3 5 3 500 700 100
2 7 2 3 5 4 1000 1500 250
3 10 10 12 15 13 3000 4000 400
4 - 1 1 2 2 100 100 0
5 - 1 1 2 2 200 200 0
6 8 5 6 7 6 2000 4000 2000
7 9,13 4 5 6 5 - - 0
8 - 1 1 2 2 15000 20000 5000
9 12 3 4 5 4 10000 12000 2000
10 13 1 1 2 2 500 800 300
11 16 8 10 12 10 100 100 0
12 8 1 2 2 2 3000 3500 500
13 14,18 10 12 15 13 28000 35000 300
14 15 1 1 1 1 1000 1000 0
15 17 2 3 4 3 20000 25000 5000
16 6 1 1 2 2 400 1000 600
17 - 2 2 2 2 6000 6000 0
18 - 1 2 2 2 - - 0
COSTO TOTAL 90,800
COSTO FIJO * DIA = $ 1600.00

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
59
2.11 RED DE ACTIVIDADES A TIEMPO ESTANDAR (t)
Se llama red a la representación gráfica de las actividades que muestran sus eventos,
secuencias, interrelaciones y el Camino Crítico. Como se muestra en la (grafica 2.1)
(GRAFICA 2.1) RED DE ACTIVIDADES A TIEMPO ESTANDAR
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34
1-100
3-1
1-100
2-1
11-100 8-5000
6-5
6-2000
2-110-8
16-6000
2-1
2-250
4-2
7-0
5-4
17-013-400
13-10
18-100
1-1 2-3
2-2
3-400
13-10
10-300
2-1
14-1000
15-25002-1

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
60
2.10.2 CAMINOS
En la tabla 2.11 se muestra la relación de caminos para realizar la red con tiempo óptimo y
compararla con el tiempo estándar.
CAMINOS CON RESPECTO A “O”:
(TABLA 2.11) CAMINOS CON RESPECTO A “O”
ORDEN
CAMINO
1 0,1,4
2 0,1,5
3 0,1,11,16,6,8
4 0,2,7,9,12,8
5 0,2,7,13,14,15,17
6 0,2,7,13,18
7 0,3,10,13,14,15,17
8 0,3,10,13,18

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
61
• CAMINO CRÍTICO:
0,1,4 = 1+1 = 2
0,1,5 = 1+1 = 2
0,1,11,16,6,8 = 1+8+1+5+1 = 16
0,2,7,9,12,8 = 2+4+3+1+1 = 11
0,2,7,13,14,15,17 = 2+4+10+1+2+2 = 21
0,2,7,13,18 = 2+4+10+1 = 17
0,3,10,13,14,15,17 = 10+1+10+1+2+2 = 26
0,3,10,13,18 = 10+1+10+1 = 22
2.11 RED DE ACTIVIDADES A TIEMPO OPTIMO (O) Se procede a la construcción de la red con el Camino Crítico a tiempo óptimo. Debe
entenderse que este Camino Crítico puede variar del tiempo estándar al tiempo óptimo.
En la red se harán anotaciones como se muestra en la (figura 2.2):
(Figura 2.2)
• NOMENCLATURA DE LA RED DE ACTIVIDADES A TIEMPO ÒPTIMO (o)
a-Le
En donde:
a = número de actividad.
L = incremento total sufrido en el costo (pendiente) por la compresión.
e = tiempo programado de ejecución.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
62
Red de actividades de tiempo optimo. Como se muestra en la red (grafica 2.2)
GRAFICA 2.2 RED DE ACTIVIDADES A TIEMPO OPTIMO
RED “O” 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
8-5000
2-14-3
9-2000
7-0
4-4 2-2
2-250
1-1
18-0
3-2
17-0
3-2
15-5000
13-10
13-30010-300
1-2
2-1
8-5000
6-5
6-2000
2-1
16-60011-0
10-8
1-100
3-1
3-400
3-1

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
63
2.12 COMPARATIVO DE TIEMPO ESTANDAR Y TIEMPO OPTIMO Se hace la comparación de costos entre la red de tiempo estándar y la red de tiempo óptimo
como se muestra en la tabla 2.12.
(Tabla 2.12) COMPARATIVO DE TIEMPO ESTANDAR Y TIEMPO OPTIMO
Tiempo Estándar Tiempo Óptimo
(34 días) (26 días)
Costo del proyecto ($N) 90,800.00 90,800.00
Costo fijo $ 16000 por día 54,400.00 54,400.00
Incremento 1 200.00
Incremento 6 150.00
Incremento 7 2,500.00
Incremento 8 300.00
Incremento 9 2,000.00
Incremento 10 2,500.00
$ 145,400.00 $ 152,850.00
De lo anterior se observa que:
Ejecutando el proyecto a tiempo estándar, es menor costo pero más tiempo y en tiempo
optimo menor tiempo a mayor costo.
NOTA: POR LO ANTERIOR TRABAJAREMOS A TIEMPO ESTANDAR

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
65
4. INTRODUCCION
En esta parte realizare el uso de PROYECT.
PROYECT es un programa el cual nos ayuda a ordenar en secuencia la relación de
actividades a elaborar.
Dentro de esta se menciona el orden de las actividades a realizar con las sub-actividades
que a alguna de ellas contiene. El calendario de inicio y final de las actividades, graficas de
porcentajes de trabajo, tiempos, costos; etc.
PROYECT realiza el trabajo con mayor velocidad que si se hiciera manualmente y en
orden consecutivo, este programa realiza el trabajo que requerimos en menor tiempo solo
introduciendo las actividades, costos, horarios principalmente.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
96
4. INTRODUCCION
En la parte de costos realizaremos una lista de todos los productos que son utilizados dentro
de la producción. Estos son gastos que se anexan a los costos obtenidos en el capitulo 2
para ser considerados dentro del total de un precio de algún producto.
4.1 GENERALIDADES.
4.1.1 Los precios unitarios que forman parte de un contrato, convenio o acuerdo para la
ejecución de obras públicas, deberán integrarse tomando en cuenta criterios que señalan en
esta sección y lo establecido en la Ley de Obras Públicas y su Reglamento.
4.1.2 La integración de los precios unitarios para un trabajo determinado; deberá guardar
concordancia con los procedimientos constructivos, con los programas de trabajo, de
utilización de maquinaría y equipo, con los costos de los materiales, en la época y la zona y
demás recursos necesarios, todo ello de acuerdo con las normas y especificaciones de
construcción de “La Dependencia” y “Entidad”.
4.1.3 La enumeración de los cargos mencionados en estas reglas y lineamientos generales
para la integración de precios unitarios, tiene por objeto cubrir en la forma más amplia
posible, la lista de los cargos correspondientes a los recursos necesarios para realizar cada
concepto de trabajo. Sin embargo, sólo se deberá considerar los que sean procedentes y en
la medida en que sean aplicables.
4.1.4 Los precios deberán expresarse siempre en moneda nacional y las unidades de medida
de los conceptos de trabajo corresponderán al sistema métrico decimal; cuando por las
características de los trabajos y a juicio de “La Dependencia” o “Entidad” se requiera

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
97
utilizar otras unidades de medida tales como: pieza, lote, salida, mueble u otras similares,
estas unidades podrán ser empleadas.
4.1.5 El análisis, cálculo, e integración de los precios unitarios de concepto de trabajo no
previstos en el catálogo original que sirvió de base para la adjudicación y contratación de la
obra pública, para los cuales no existen elementos contenidos en los conceptos analizados y
no es factible determinar los precios unitarios con los datos básicos de costo de los precios
unitarios establecidos; o cuando “El Contratista” y “La Dependencia” o “Entidad” no
tengan antecedentes de conceptos similares ni cuenten con datos de costo, suficientes para
su integración, el costo directo deberá analizarse con base en los costos observados que
intervienen por concepto de materiales, mano de obra y equipo.
Los indirectos y la utilidad deberán determinarse de común acuerdo entre “El Contratista” y
“La Dependencia” o “Entidad” sin que exceda el porcentaje considerado en los análisis de
la propuesta original.
4.2 CARGOS POR SALARIOS PARA LA OPERACIÓN.
NOTA:
Todos los costos fueron cotizados al inicio del mes de Enero del año 2007 con descuentos
de un 5% sobre el costo real ya que la empresa es cliente honorable del fabricante, por lo
que pueden variar el costo con el establecido en tiendas.
Es el que resulta por concepto de pago del o los salarios del personal encargado de la
operación de la máquina, por hora efectiva de trabajo de la misma.
4.3 DESARROLLO DE COSTOS EN LAS ACTIVIDADES

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
98
4.3.1 FACTOR DE SALARIO REAL
DIAS LABORADOS = 365 días
DIAS PAGADOS =
Días por año (cuota diaria) = 365.0 días
Prima vacacional = 1.5 días de acuerdo al articulo 80.
Aguinaldo = 15.0 días de acuerdo al articulo 87.
Días no laborados séptimo día = 52 días
Días festivos = 7.17 días (articulo 74)
Vacaciones = 6 días (articulo 76)
Nota: estos varían de acuerdo a la anterioridad de tiempo
laborando
Fiestas costumbre = 2 días
Enfermedad = 1 día
Otras causas = 3 días
Suma = 71.170 días
Los costos que a continuación se mencionan son obtenidos de la COMISION FEDERAL
DE SALARIOS MINIMOS (costo por día).

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
99
Días laborados por año – días no laborados = 365 – 710.170 = 293.83 días laborados
• Costo de operador de maquina tornera = 66.51
Días laborados = 6
(66.51)(6)= 399.06
Factor LFT = 399.06 / 293.83 = 1.358 = 1.4
• Costo de operador de maquina de inyección de plástico = 65.27
Días laborados = 6
(65.27)(6)= 391.62
Factor LFT = 391.62 / 293.83 = 1.332 = 1.4
• Costo de operador de maquina fresadora = 74.24
Días laborados = 6
(74.24)(6)= 445.44
Factor LFT = 445.44 / 293.83 = 1.519 = 1.6
• Costo de chofer de camión de carga en general = 75.42
Días laborados = 6
(75.42)(6)= 452.52
Factor LFT = 452.52 / 293.83 = 1.540 = 1.6
En la tabla 6 se muestran los datos obtenidos en las ecuaciones anteriores en un orden mas
concreto y con un costo total semanal.
(Tabla 6) COSTO SEMANAL

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
100
OPERADOR COSTO POR
DIA ($)
PAGO
SEMANAL
($)
TOTAL
(SEMANAL)
MAQUINA
TORNERA 66.51 399.06
$ 1688.64
MAQUINA
DE
INYECCION
65.27 391.62
MAQUINA
FRESADORA 74.24 445.44
CHOFER DE
CAMION DE
CARGA
75.42 452.52
Este costo lo multiplicamos por el tiempo total en que se realiza la actividad como se
muestra en la tabla 6.1.
SOLUCION: 1688.64 * 11 SEMANAS = 18,575.04
NOTA:
LA DOCEAVA SEMANA SE TOMA COMO INICIO DE PROYECTO NUEVO.
(Tabla 6.1) COSTO TOTAL DEL TRABAJADO

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
101
COSTO SEMANAL
($)
TIEMPO DE
ELABORACION
COSTO TOTAL
($)
$ 1688.64 11 SEMANAS $ 18,575.04
4.4 INTEGRACION DEL FACTOR DEL SALARIO REAL
Esta información va en relación al seguro de vida que otorga la institución en donde
laboramos. En este caso el IMSS es la institución que ofrece los servicios de bienestar en
salud. De acuerdo a la institución es el porcentaje de reducción en el salario del trabajador
como se muestra en la tabla 7.
(Tabla 7) FACTOR DEL SALARIO REAL
INCREMENTO POR: SALARIO MINIMO SALARIO MAYOR AL
MINIMO
IMSS $ 0.2716 $ 0.2221
FACTOR DE SALARIO
REAL $ 1.6816 $ 1.6321
4.5 CARGOS INDIRECTOS.
4.5.1 Corresponden a los gastos generales necesarios para la ejecución de los trabajos no
incluidos en los cargos directos que realiza “El Contratista”, tanto en sus oficinas centrales

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
102
como en la obra, y que comprenden, entre otros, los gastos de administración, organización,
dirección técnica, vigilancia, supervisión, financiamiento, imprevistos, transporte de
maquinaria y, en su caso, prestaciones sociales correspondientes al personal directivo y
administrativo.
4.5.2 Los cargos indirectos se expresarán como un porcentaje del costo directo de cada
concepto de trabajo. Dicho porcentaje se calculará sumando los importes de los gastos
generales que resulten aplicables, y dividiendo esta suma entre el costo directo total de la
obra de que se trate.
Exclusivamente para los casos de gastos que se realicen en base a porcentajes impositivos
sobre el precio unitario, el cargo debe hacerse aplicando el porcentaje que resulta de la
siguiente expresión:
(% - 100) * X X = porcentaje impositivo
100 – X
4.5.3. Los gastos generales más frecuentes podrán tomarse en consideración para integrar el
cargo indirecto y que pueden aplicarse indistintamente a la Administración Central o a la
Administración de Obra o a ambas, según el caso, son los siguientes:
4.5.3.1 honorarios, sueldos y prestaciones:
1. Personal directivo.
2. Personal técnico.
3. Personal administrativo.
4. Personal en tránsito.
5. Cuota patronal de Seguro Social e impuesto adicional sobre remuneraciones
pagadas para los conceptos 1 a 4.
6. Prestaciones que obliga la Ley Federal del Trabajo para los conceptos 1 a 4.
7. Pasajes y viáticos.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
103
4.5.3.2 Depreciación, mantenimiento y rentas:
1. Edificios y locales.
2. Locales de mantenimiento y guarda.
3. Bodegas.
4. Instalaciones generales.
5. Muebles y enseres.
6. Depreciación o renta, y operación de vehículos.
4.5.3.3 Servicios:
1. Consultores, asesores, servicios y laboratorios.
2. Estudios e investigación.
4.5.3.4. Fletes y acarreos:
1. De campamentos.
2. De equipo de construcción.
3. De plantas y elementos para las instalaciones.
4. De mobiliario.
4.5.3.5. Gastos de oficina:
1. Papelería y útiles de escritorio.
2. Correos, teléfonos, telégrafos, radio.
3. Situación de fondos.
4. Copias y duplicados.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
104
5. Luz, Gas y otros consumos.
6. Gastos de concursos.
4.5.3.6. Seguros, Fianzas y financiamiento:
1. Primas por Seguros.
2. Primas por fianzas.
3. Financiamiento.
4.5.3.7. Depreciación, mantenimiento y rentas de campamentos.
4.5.3.8 Trabajos previos y Auxiliares.
1. Construcción y conservación de caminos de acceso.
2. Montajes y desmantelamiento de equipos.
4.6 COSTOS DE MAQUINARIA
NOTA: El calculo de costos no es por trabajo realizado, sino por el mantenimiento que se
da durante todo el año a las maquinas.
Maquinaria: TORNO

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
105
4.6.1 CARGOS FIJOS
a) Depreciación D = Va – Vr / Ve
D = 1,300,000.00 – 1,300,000.00 / 2088 = 0
Va = valor de adquisición de la máquina
Vr = valor de rescate de la máquina
Ve= vida económica de la máquina en horas
b) Inversión I = (Va + Vr / 2Ha) * i
I = (1,300,000.00 + 1,300,000.00 / 2 (2088)) * 10% = 6.22605
Va = valor de adquisición de la máquina
Vr = valor de rescate de la máquina
Ha = numero de horas efectivas de trabajo de la máquina en un año
i = tasa anual de intereses expresada como fracción
c) Seguros S = (Va + Vr / 2Ha) * g
S == (1,300,000.00 + 1,300,000.00 / 2 (2088)) * 5% = 3.113025
Va = valor de adquisición de la máquina
Vr = valor de rescate de la máquina
Ha = numero de horas efectivas de trabajo de la máquina en un año
g = prima anual, expresada como fracción

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
106
d) Mantenimiento T = Q * D
T = 0.8 * 15.00 = 12.00
T = cargo por mantenimiento mayor y menor por hora efectiva de trabajo
Q = coeficiente experimental
D = depreciación por hora efectiva de trabajo
e) Almacenaje A = Ka * D
A = 0.8 * 15.00 =12.00
A = cargo por almacenamiento por hora efectiva de trabajo
Ka = coeficiente calculado o experimental
D = depreciación por hora efectiva de trabajo
En la tabla 8 se muestra los costos que se realiza en la maquinaria durante todo un año
siendo un mantenimiento preventivo ya que en ocasiones la maquinaría esta en función
pero realizan la sustitución por innovación:
Resultados obtenidos de los cargos fijos del torno como se muestra en la tabla 8
(Tabla 8) TORNO
CARGOS FIJOS
FUNCION COSTOS
($)
Depreciación 0.0
Inversión 6.2260
Seguros 3.1130

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
107
Mantenimiento 12.00
Almacenaje 12.00
TOTAL $ 33.3390
4.6.2 CONSUMO
f) Combustible E = C * Pc
E = 5.000 * 6.45 = 35.25
E = cargo por combustibles por hora efectiva de trabajo
C = cantidad necesaria de combustible por hora efectiva de trabajo
Pc = precio unitario de combustible puesto en la máquina
g) Lubricante L = a * Pl
L = 1.0 * 35 = 35.0
L = cargo por lubricantes por hora efectiva de trabajo
a = cantidad de aceite necesario por hora efectiva de trabajo
Pl = precio unitario del aceite puesto en la máquina
A continuación en la tabla 9 y 10 se muestra el consumo de lubricante y la operación.
(Tabla 9) CONSUMO

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
108
CONSUMO
FUNCION COSTOS
($)
Combustible 35.25
Lubricante 35.00
TOTAL $ 70.25
4.6.3 OPERACION
h) Operación O = Sa / H
O = (532.08 / 8) = 66.51
O = cargo por operación por hora efectiva de trabajo
Sa = salario por turno del personal necesario para operar la maquina
H = horas trabajadas por la maquina en el turno
(Tabla 10) OPERACION
OPERACIÓN
FUNCION COSTOS
($)
Operación 66.51
TOTAL 66.51

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
109
Maquinaria: FRESADORA
4.7 CARGOS FIJOS
4.7.1 CARGOS FIJOS
Es el que resulta por la disminución del valor original de la maquinaria, como consecuencia
de su uso, durante el tiempo de su vida económica. Se considerará una depreciación lineal,
es decir, que la maquinaria se deprecia una misma cantidad por unidad de tiempo.
i) Depreciación D = Va – Vr / Ve
D = 1,000,000.00 – 1,000,000.00 / 2088 = 0
Va = valor de adquisición de la máquina
Vr = valor de rescate de la máquina
Ve= vida económica de la máquina en horas
j) Inversión I = (Va + Vr / 2Ha) * i
I = (1,000,000.00 + 1,000,000.00 / 2 (2088)) * 10% = 4.789
Va = valor de adquisición de la máquina
Vr = valor de rescate de la máquina
Ha = numero de horas efectivas de trabajo de la máquina en un año
i = tasa anual de intereses expresada como fracción
k) Seguros S = (Va + Vr / 2Ha) * g
S == (1,000,000.00 + 1,000,000.00 / 2 (2088)) * 5% = 2.394

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
110
Va = valor de adquisición de la máquina
Vr = valor de rescate de la máquina
Ha = numero de horas efectivas de trabajo de la máquina en un año
g = prima anual, expresada como fracción
l) Mantenimiento T = Q * D
T = 0.8 * 15.00 = 12.00
T = cargo por mantenimiento mayor y menor por hora efectiva de trabajo
Q = coeficiente experimental
D = depreciación por hora efectiva de trabajo
m) Almacenaje A = Ka * D
A = 0.8 * 15.00 =12.00
A = cargo por almacenamiento por hora efectiva de trabajo
Ka = coeficiente calculado o experimental
D = depreciación por hora efectiva de trabajo
Resultados obtenidos de los cargos fijos de maquina fresadora como se muestra en la tabla
11 que a continuación se muestra.
(Tabla 11) CARGOS FIJOS

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
111
CARGOS FIJOS
FUNCION COSTOS
($)
Depreciación 0.0
Inversión 4.789
Seguros 2.394
Mantenimiento 12.00
Almacenaje 12.00
TOTAL $ 31.183
4.7.2 CONSUMO
n) Combustible E = C * Pc
E = 6.000 * 6.45 = 38.7
E = cargo por combustibles por hora efectiva de trabajo
C = cantidad necesaria de combustible por hora efectiva de trabajo
Pc = precio unitario de combustible puesto en la máquina
o) Lubricante L = a * Pl

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
112
L = 1.0 * 35 = 35.0
L = cargo por lubricantes por hora efectiva de trabajo
a = cantidad de aceite necesario por hora efectiva de trabajo
Pl = precio unitario del aceite puesto en la máquina
En la tabla 12 se muestra el consumo de combustible y lubricante.
(Tabla 12) CONSUMO
CONSUMO
FUNCION COSTOS
($)
Combustible 38.70
Lubricante 35.00
TOTAL 73.70
4.7.3 OPERACION
p) Operación O = Sa / H
O = (593.92 / 8) = 74.24
En la tabla 13 se muestra el coto de un operario que anteriormente fue considerado.
(Tabla 13) OPERACION
OPERACIÓN
FUNCION COSTOS ($)
Operación $ 74.24
TOTAL $ 74.24
4.8 CARGO DIRECTO POR EQUIPO DE SEGURIDAD.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
113
Este cargo corresponde al equipo necesario para protección personal del trabajador para
ejecutar el concepto de trabajo.
En la tabla 14 se muestra los gastos adicionales de protección del personal.
(Tabla 14) CARGO DIRECTO POR EQUIPO DE SEGURIDAD
EQUIPO COSTO
($)
DURACION
(años)
Botas industriales $ 550.00 1 AÑO
batas $70.00 * 2 =140.00 6 MESES
Guantes $90.00 1 AÑO
Lentes protectores de ojos $30.00 * 2 = 60.00 6 MESES
TOTAL $ 840.00 SUMA POR AÑO
4.9 CARGOS ADICIONALES.
Son las erogaciones que realiza “El Contratista” por estipularse expresamente en el contrato
de obra como obligaciones adicionales, así como los impuestos y derechos locales y
Federales que causen con motivo de la ejecución de los trabajos y que no están
comprendidos dentro de los cargos directos, ni en los indirectos, ni utilidad. Los impuestos
y cargos adicionales se expresarán porcentualmente sobre la suma de los cargos directos,
indirectos y utilidad, salvo cuando en el contrato, convenio o acuerdo se estipule otra forma
de pago.
En la tabla 15 se muestran los costos de equipo adicional utilizado en la elaboración de los
moldes.
(Tabla 15) CARGOS ADICIONALES.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
114
EQUIPO COSTO
($) DURACION
Manómetro 800.00 Indefinida
Programas de computadora 550.00 Indefinida
Cables de interfas 200.00 Indefinida
Calibrador 1200.00 Indefinida
TOTAL $ 2750.00 SUMA POR AÑO
Dentro de la serie de costos que se mencionaron anteriormente se realiza una tabla con el
costo total por año para que se contemple dentro del proyecto.
4.10 CARGOS DIRECTOS.
4.10.1 CARGO DIRECTO POR MANO DE OBRA.
Es el que se deriva de las erogaciones que hace “El Contratista”, por el pago de salarios al
personal que interviene exclusiva y directamente en la ejecución del concepto de trabajo de
que se trate, incluyendo al cabo o primer mando. No se considerarán dentro de este cargo
las percepciones del personal técnico, administrativo, de control, supervisión y vigilancia,
que corresponden a los cargos indirectos.
El cargo por mano de obra “Mo” se obtendrá de la ecuación:
Mo = S
R

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
115
“S” Representa los salarios del personal que interviene en la ejecución del concepto de
trabajo por unidad de tiempo. Incluirá todos los cargos y prestaciones derivados de la Ley
Federal del Trabajo, de los Contratos de Trabajo en vigor y en su caso de La Ley del
Seguro Social.
“R” Representa el rendimiento, es decir, el trabajo que desarrolla el personal por unidad de
tiempo, en la misma unidad utilizada al valuar “S”.
4.10.2 CARGO DIRECTO POR MATERIALES.
Es el correspondiente a las erogaciones que hace “El Contratista” para adquirir o producir
todos los materiales necesarios para la correcta ejecución del concepto de trabajo, que
cumpla con las normas de construcción y especificaciones de “La Dependencia” o
“Entidad”, con excepción de los considerados en los cargos por maquinaria. Los materiales
que se usen podrán ser permanentes o temporales, los primeros son los que se incorporan y
forman parte de la obra; los segundos son los que se consumen en uno o varios usos y no
pasan a formar parte integrantes de la obra.
El cargo unitario por concepto de materiales “M” se obtendrá de la ecuación:
M = Pm * C
En la cual:
“Pm” Representa el precio de mercado más económico por unidad del material de que se
trate, puesto en el sitio de su utilización. El precio unitario del material se integrará
sumando a los precios de adquisición en el mercado, los de acarreos, maniobras y mermas
aceptables durante su manejo. Cuando se usen materiales producidos en la obra, la
determinación del cargo unitario será motivo del análisis respectivo.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
116
“C” Representa el consumo de materiales por unidad de concepto de trabajo. Cuando se
trate de materiales permanentes, “C” se determinará de acuerdo con las cantidades que
deban utilizarse según el proyecto, las normas y especificaciones de construcción de “La
Dependencia” o “Entidad”, considerando adicionalmente los desperdicios que la
experiencia determine. Cuando se trate de materiales temporales, “C” se determinará de
acuerdo con las cantidades que deban utilizarse según el proceso de construcción y el
número de uso con base en el programa de obra, en la vida útil del material de que se trate y
en la experiencia.
En la tabla 16 se muestra lo que se menciono anteriormente.
(Tabla 16) COSTOS ADICIONALES POR AÑO
COSTOS ADICIONALES POR AÑO
CONSUMO DE
ACTIVIDADES
COSTOS
($)
TIEMPO
(años)
TOTAL
DE COSTOS
ADICIONALES
MAQUINA (TORNO) 33.3390 1 año
$ 11,139.922
• COMBUSTIBLE Y
LUBRICANTE 3653.0000 1 año
MAQUINA
(FRESADORA) 31.1830 1 año

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
117
• COMBUSTIBLE Y
LUBRICANTE 3832.4000 1 año
EQUIPO DE SEGURIDAD 840.0000 1 año
CARGOS ADICIONALES
(HERRAMIENTAS) 2750.0000 1 año
Al costo total de equipo contemplado por año se anexa al costo total de cada proyecto.
Si tomamos en cuenta que el total de proyectos por año son aproximadamente de 20 a 25.
Según el grado de dificultad de la pieza.
Con lo anterior en costos de 11,139.922 lo repartimos entre 20 actividades ya que vamos a
dar un margen de proyectos porque no todos los años se cubre la misma cantidad de
proyectos.
4.11 PORCENTAJES DE COSTOS POR PROYECTO:
• $11,139.922 / 20 = 556.9961
• $556.9961 + $5.000 = 5556.9961
Los 5.000 pesos son como prevención para que si surge algún problema no altere la
inversión y no se perjudique la empresa.
En la tabla 17 se muestra el costo adicional por proyecto:
(Tabla 17) COSTO ADICIONAL DEL PROYECTO

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
118
CANTIDAD DE
PROYECTOS
COSTO ADICIONAL
POR AÑO
COSTO ADICIONAL
POR PROYECTO
20 $ 11139.922 $ 556.9961
4.12 COSTOS EN LA ELABORACION DE MOLDES
COSTOS DE MATERIAL PARA LA ELABORACION DE MOLDES Y LA
ELABORACION DE LA PIEZA DE PLASTICO
En la tabla 18 se muestra los costos de elaboración de moldes y porta moldes.
(Tabla 18) MATERIAL UTILIZADO EN LA ELABORACION DE MOLDES
MATERIAL UTILIZADO EN LA ELABORACION DE MOLDES
MATERIAL CANTIDAD COSTO TOTAL
COPIAS 5 piezas $1.00
$ 35,001.00
PROGRAMAS DE
AUTO CAD 1 pieza
$ 600.00
PROGRAMA DE
BOD CAM 1 pieza
$ 500.00
SIMULADOR 1 pieza $ 500.00
CABLE DE
INTERFAZ ENTRE
LA MAQUINA Y
1 pieza
$250.00

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
119
LA
COMPUTADORA
PLACAS
METALICAS DE
30 cm * 30 cm
6 piezas
$ 12000.00
TEMPLE
MOLDES 4 a 8 PIEZAS
$ 2000.00
PLASTICO PARA
LA INYECCION 1 TONELADA
$ 18000.00
TORNILLOS 10 piezas $ 500.00
LUZ 1 línea $ 300.00
BOLSAS DE
PLASTICO 10 Kg
$ 350.00
4.13 COSTO TOTAL DEL INGENIERO
En la tabla 19 se muestra el costo del supervisor e ingeniero a cargo:
(Tabla 19) SALARIO DE INGENIERO
SALARIO DE INGENIERO
PUESTO SUELDO TIEMPO
(SEMANAS)
SUELDO POR
PROYECTO
INGENIERO Y
SUPERVISOR (la
misma persona)
$ 3273.00 11 $ 36000.00

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
120
4.14 COSTO POR INVERSION
En la tabla 20 se muestra el costo desarrollada de los productos para la elaboración de
moldes.
(Tabla 20) COSTOS POR INVERSION
EQUIPO DE TRABAJO COSTOS REAL COSTO TOTAL
TRABAJADORES $ 18,575.0400
$ 89,574.040
INGENIERO $ 36,000.0000
MATERIAL DEL
PROYECTO $ 35,001.0000
$ 89,574.040
CONCLUSIONES
1. En la realización de los 4 capítulos se encuentra dentro de los costos una diferencia de
precios tanto en ruta crítica, proyect y costos.
2. En ruta crítica se maneja un precio de $90,800.00 el cual al compararlo con el precio
desglosado en costos se difiere por una cantidad de $1,252.00.
3. Los $1,252.00 es un costo sobrante al dado en ruta crítica, esto se entiende como un
buen proyecto ya que los recursos son no limitados.
4. En proyect se maneja una cantidad al 98.3 % de la real, pensando que los datos estaban
mal se realizo una corrección, pero al detallar los precios se nota que la cantidad es con
respecto al 1% adicional aproximadamente y que al considerar el costo restante da se
obtiene el costo del capitulo 4.

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
121
5. Es mas favorable realizar el desglose de precios que el realizar una suma total, porque
no sabes realmente de donde están saliendo todas las cantidades.
6. La realización de un molde desde su invento hasta su elaboración te llena de
conclusiones en muchas cosas que desconocías. El hecho de saber que todas las cosas
de plástico constan de un molde para su fabricación, es algo que jamás se piensa que
exista, si no sabes que esto se puede hacer.
7. El realizar una serie de pasos para fabricar un molde, suena aburrido pero cuando ves
como se realiza te puede llamar la atención y descubrir que:
• Cuando vemos una pieza de plástico, podemos descubrir cual es su punto de
inyección.
• Como seria el molde de su elaboración
• Como se las ingenian para realizar el porta molde.
Este tema es muy interesante y más cuando te enseñan a saber como interpretarlos.
BIBLIOGRAFIA
• MOLD
Autor: Making Handbook
Ediciòn: 2nd Edition
Editorial: Edited by
Gunter Mennig
• WITH CONTRIBUTIONS FROW

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
122
Autor: Bogensperger, P. Diemat, O. Jegeldka, N. Jenninges, A. Klatzbucher, U Knipp,
G.Kuhne, E Lindner, G.Menning, H Merten.
Edición: 2ª EDICION
Año de elaboración: 1998
• PLASTICOS PARA MOLDES Y EXTRUSION
Plasticlor, S.A.
Imperial Chemical Industries Ltd.
Año: 2000
• EL INGENIERO
Autor: Rene Dubos
Edición: COLECCIÓN CIENTIFICA DE TIME-LIFE
Año de elaboración: 1977
• LAS MAQUINAS HERRAMIENTAS CON CONTROL NUMERICO
Autor: Leobardo Arriaga Segundo
Edición: Primera (1999)
Editorial: Instituto Politécnico Nacional

INSTITUTO POLITECNICO NACIONAL ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICAS
123
• MANUAL DE PROGRAMACION DEL TALADRO FRESADOR DE CNC Easy
Mill Denfor
• MANUAL DE PROGRAMACION DEL TORNO DE CNC Harrison 400
• MANUAL DE PROGRAMACIÓN DE UN CENTRO DE TORNEADO EMCO
CON CONTROL SINUMERIC SYSTEM 800