
INTRODUCCIÓN. Antecedentes y justificación del...
44
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA 1 1.- INTRODUCCIÓN. 1.1.- Antecedentes y justificación del proyecto. Los residuos constituyen un gran problema medioambiental con que se enfrenta la sociedad, problema de especial relevancia tanto en los países desarrollados como en los subdesarrollados. Es necesario, realizar una gestión adecuada de éstos tratando de minimizar su impacto. En los últimos años se han redactado varias Directivas Europeas como por ejemplo la Directiva 75/442/CE sobre residuos, modificada por la Directiva 91/156/CE, que trata sobre proyectos de prevención, reciclaje, transformación y obtención de materias primas y energía. Además cada uno de los estados miembros ha desarrollado sus propias leyes. En España, las leyes fundamentales son la Ley 10/1998, de Residuos y la Ley 11/97, de Envases y Residuos de Envases, en las cuales, entre otras cosas, se aboga por reducir lo máximo posible la producción de envases, así como por incrementar la tasa de reciclado de los mismos. Cabe destacar que el Plan Director Territorial de Gestión de Residuos Urbanos de Andalucía 1.999-2008, publicado en el BOJA el 18/11/99 como Decreto 218/99, tiene como objetivo, dotar a nuestra Comunidad de las herramientas necesarias para conseguir que la gestión de los residuos urbanos sea lo más adecuada posible. A continuación estudiamos la situación del mercado de reciclado de PET en España (actualizado 2004):
Transcript of INTRODUCCIÓN. Antecedentes y justificación del...

PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
1
1.- INTRODUCCIÓN.
1.1.- Antecedentes y justificación del proyecto.
Los residuos constituyen un gran problema medioambiental con que se enfrenta la
sociedad, problema de especial relevancia tanto en los países desarrollados como en los
subdesarrollados. Es necesario, realizar una gestión adecuada de éstos tratando de
minimizar su impacto. En los últimos años se han redactado varias Directivas Europeas
como por ejemplo la Directiva 75/442/CE sobre residuos, modificada por la Directiva
91/156/CE, que trata sobre proyectos de prevención, reciclaje, transformación y obtención
de materias primas y energía. Además cada uno de los estados miembros ha desarrollado
sus propias leyes.
En España, las leyes fundamentales son la Ley 10/1998, de Residuos y la Ley 11/97, de
Envases y Residuos de Envases, en las cuales, entre otras cosas, se aboga por reducir lo máximo
posible la producción de envases, así como por incrementar la tasa de reciclado de los
mismos.
Cabe destacar que el Plan Director Territorial de Gestión de Residuos Urbanos de Andalucía
1.999-2008, publicado en el BOJA el 18/11/99 como Decreto 218/99, tiene como objetivo,
dotar a nuestra Comunidad de las herramientas necesarias para conseguir que la gestión de
los residuos urbanos sea lo más adecuada posible.
A continuación estudiamos la situación del mercado de reciclado de PET en
España (actualizado 2004):
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
2
Población 43,20 millones de personas Entidad gestora del SIG Ecoembalajes España S.A. (ECOEMBES
) Duración de los contratos de adjudicación de material post-consumo
2 años
Otros organismos implicados Asociación Nacional de Envases de PET (ANEP) Asociación Nacional de Recicladores de Plásticos (ANARPLA) CICLOPLAST
Objetivos específicos para reciclaje de residuos de envase
Ley 11/1997
Consumo PET 5,53 kg/hab. Año Recuperación PET 0,79 kg/hab. Año Tasa de reciclaje 14,39 %
Tabla 1. Mercado del reciclado de PET en España.
Reciclaje de envases de PET post-consumo: Caracterización del sector
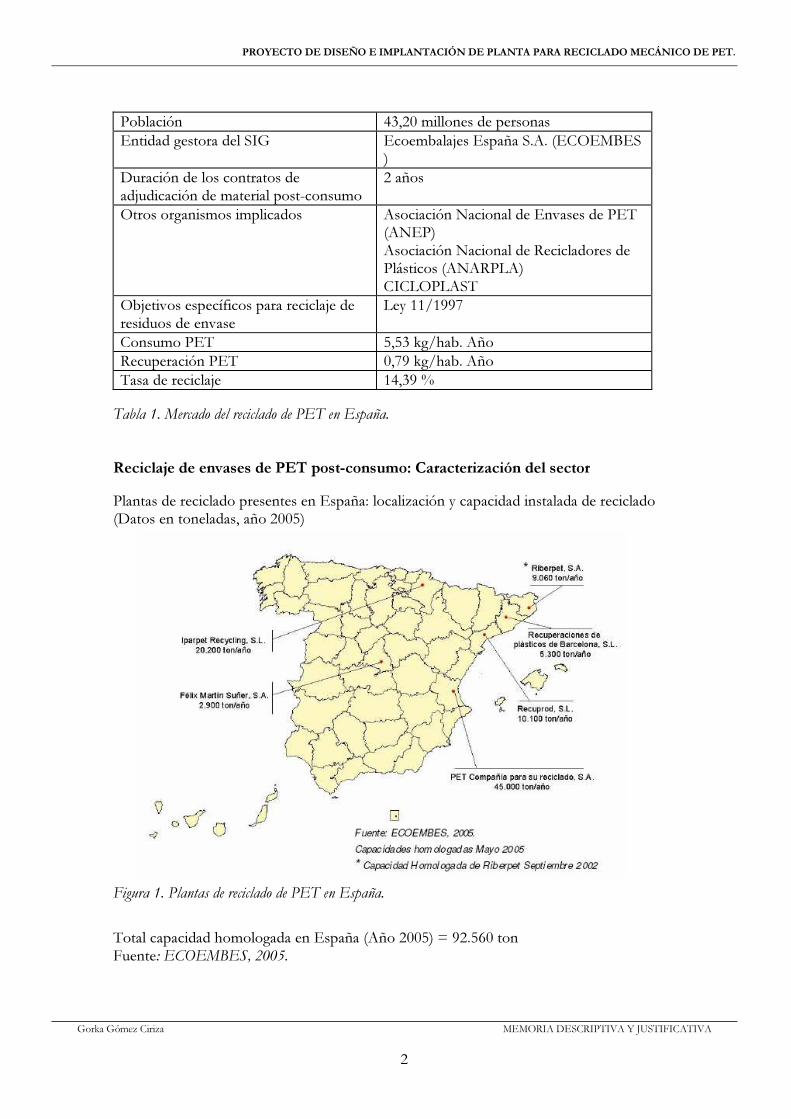
Plantas de reciclado presentes en España: localización y capacidad instalada de reciclado (Datos en toneladas, año 2005)
Figura 1. Plantas de reciclado de PET en España.
Total capacidad homologada en España (Año 2005) = 92.560 ton Fuente: ECOEMBES, 2005.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
3
Actividad Principal:
- Todas las plantas se dedican al reciclaje del PET exclusivamente, exceptuando una (Félix Martín Súñer), que trata también otros materiales (chatarra, papel, cartón, etc.)
Origen de la materia prima post-consumo:
- Nacional: 80-90% suministrada por ECOEMBES mediante métodos de adjudicación por concurso.
- SIG Europeos: 10-20% procedente de otros países europeos.
Puntos Clave:
- Ámbito geográfico de las plantas de reciclado se caracteriza por la localización de la mayoría de las plantas (66,7% de ellas), en la franja nordeste del litoral mediterráneo, especialmente en Cataluña. Únicamente las plantas de Navarra y Madrid se encuentran fuera de esta área de influencia.
- La concentración de la ubicación de las instalaciones de reciclado de PET, obliga a
transportar las balas desde las plantas de selección, repartidas por todo el territorio español, hasta las plantas de reciclado, lo que supone un aumento de los costes.
- Tipología de la empresa: joven, más bien pequeña y no excesivamente cualificada.
Reciclaje de envases de PET post-consumo: Caracterización del sector Calidad de la materia prima adquirida:
- La calidad actual de la materia prima es considerada por los recicladores en general como aceptable.
- La presencia de PET color o PET multicapa en las balas todavía es reducida (10% y
1% respectivamente) y no se espera un incremento significativo en los próximos años.
- El control de la materia prima de entrada se realiza de manera constante.
Tecnología utilizada:
- Todas las instalaciones de reciclado poseen equipamientos tecnológicos para conseguir una calidad media, adecuada para aplicaciones del tipo lámina y fibra.
- Las tecnologías suelen ser desarrollos propios de maquinaria y adaptaciones para
separación de nuevos materiales.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
4
- Procesos de reciclaje se realizan 100 % por métodos mecánicos
Productos obtenidos:
- Los clientes finales de los productos son los transformadores. - Cinco de las seis empresas recicladoras obtienen como producto final escama de
RPET y solamente una realiza también granza.
- Los recicladores normalmente generan una única calidad, en relación a las demandas de los transformadores.
Destino final del producto obtenido:
- La escama/ granza de RPET obtenida se vende principalmente a transformadores nacionales de PET.
- Algunos recicladores están intentando introducirse en el sector de la inyección
mediante proyectos I+D y acuerdos puntuales.
- No se conocen datos sobre las posibles exportaciones.
Una vez estudiada la situación del sector del reciclado de PET en España y en vista
de que a corto plazo no está prevista la aprobación de una Ley que derogue el Real Decreto
2814/1983 sobre prohibición del uso de materiales poliméricos recuperados o regenerados. El proceso
más adecuado para la implantación de una fábrica de reciclado de PET es el mismo que ya
tienen funcionando las empresas del sector.
Además, en el sur de España (año 2.004) no hay ninguna fábrica que se dedique a la
recuperación de residuos de PET, con lo que una nueva planta de estas características en
Andalucía podría recibir los residuos del sur de la Península reduciendo los costes de
transporte y siendo una fuente de riqueza para la Comunidad.
Es por ello que la actividad que se va a llevar a cabo es el reciclado mecánico de
residuos de PET obteniendo como producto final escama de PET (Flake) cuyo destino
principal será la elaboración de fibra para la fabricación de láminas geotextiles.
Cabe destacar que este tipo de industria apenas se ha desarrollado en nuestra
Comunidad Autónoma, con lo que el presente proyecto representa una nueva vía de
desarrollo industrial en Andalucía.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
5
El suministro de materia prima a la planta, previsiblemente, se realizará por 3 vías:
1) Residuos procedentes de la recogida selectiva de residuos urbanos en contenedores
amarillos, que controla en su totalidad la empresa de titularidad pública ECOEMBES.
2) Residuos procedentes de la selección en las plantas de R.S.U.
3) También se contempla una tercera vía de suministro y aprovisionamiento por parte de
recuperadores locales. Éste suministro será de escasa entidad.
Las proporciones previstas del origen de la materia prima a recuperar son: 50%
ECOEMBES, 40% plantas de selección y 10% el resto de recuperadores.
ECOEMBES es un sistema integral de gestión de envases que se realiza en base a
acuerdos con las distintas autonomías, se encarga del buen destino y reparto de los
materiales recuperados. El reparto se realiza mediante concursos públicos a través de los
que se establecen contratos de concesión a las distintas plantas recicladoras concurrentes.
Por otra parte, de la línea de recogida selectiva de basura en masa, existe la
posibilidad de separar una cantidad muy importante de envases de PET. Las plantas de
selección que los separan en la actualidad, gestionan directamente estos envases
recuperados. Las plantas recuperadoras que no hacen la separación tienen la posibilidad, en
colaboración con la nueva industria que se proyecta, de implantar un sistema de selección
de envases para su posterior reciclado. Esta vía de aprovisionamiento al ir implantándose
en distintos municipios y mancomunidades permitirá tener una cierta independencia
respecto al suministro procedente de ECOEMBES. También se acudirá a fabricantes que
utilicen PET virgen en la fabricación de diversos productos para recoger los deshechos de
fabricación. Este material tiene la ventaja de ser de alta pureza puesto que es un deshecho
de la línea de fabricación carente de contaminación.
La materia prima que se va a obtener en esta planta tiene un mercado amplio y en
crecimiento continuo, de hecho según datos de ECOEMBES, el consumo de PET en
España tiene un crecimiento aproximado del 15% anual. En nuestro caso, el destino de las
escamas que se obtengan de su reciclado será fundamentalmente a la elaboración de fibra
textil, lámina y fleje.
Hay que decir que este proyecto contribuirá al cumplimiento de los objetivos del
vigente Plan Director Territorial de los Residuos Urbanos de Andalucía.

PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
6
1.2.- Objeto del proyecto.
El objeto del presente Proyecto es el definir, diseñar y calcular una planta de
Reciclado Mecánico de PET (Polietileno Tereftalato). En el presente documento se
desarrollan los procesos, la maquinaria y los equipos necesarios para la implantación de una
línea de reciclado mecánico de PET.

PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
7
2.- ESTADO DEL ARTE.
2.1.- Normativa legal aplicable.
En España al igual que en Italia existe una ley que prohíbe expresamente el uso de
plásticos reciclados en envases destinados a estar en contacto con alimentos.
Real Decreto 2.814/1.983 sobre prohibición del uso de materiales poliméricos recuperados o
regenerados.
Esta situación ha provocado que la industria del reciclado del PET haya tenido un
crecimiento más lento que en el resto de países europeos, especialmente en la investigación
de tecnologías destinadas a obtener granza de plástico virgen.
A nivel europeo la situación es diferente, puesto que sí que está permitido el uso de
material reciclado para envasar alimentos. De hecho, desde el año 2.002 se han aprobado
una serie de recomendaciones y Directivas que abogan por el reciclado de los materiales
plásticos como el PET como envases para alimentos.
Directiva 2.002/72/CE relativa a los materiales y objetos plásticos destinados a entrar en
contacto con productos alimenticios y Directiva 2.004/19/CE de la Comisión, de 1 de marzo de 2.004
por la que se modifica la anterior.
Establecen una lista de monómeros permitidos para la fabricación de materiales y
objetos plásticos y las restricciones de migración de los mismos y una lista de aditivos que
pueden utilizarse en la fabricación de materiales y objetos plásticos. En la lista de
monómeros permitidos se encuentran los precursores del PET.
La Directiva 2.004/12/CE del Parlamento Europeo y del Consejo de 11 de Febrero
de 2.004 por la que se modifica la Directiva 94/62/CE relativa a los envases y residuos de
envases dice que cada Estado miembro debe fomentar el uso de materiales obtenidos a
partir de residuos de envases reciclados en la fabricación de envases y otros productos
mejorando las condiciones de mercado para estos materiales y revisando la normativa
vigente que impida su uso.
En marzo de 2.008 se aprobó una Directiva Europea que apoya la utilización de
PET reciclado en envases destinados a entrar en contacto con alimentos.
Commission Regulation (EC) 282/2.008, Marzo 2.008, materiales de plástico reciclados y
artículos destinados a estar en contacto con alimentos.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
8
De este modo se impulsa el reciclado de plásticos como el PET ampliando el
mercado del producto reciclado y permitiendo su uso para envases alimentarios, lo que
permite a las industrias fabricar un material de mayor calidad y por tanto con más valor
añadido.
Se está trabajando en un Documento Borrador previo a partir del cual se elaborará
la propuesta de Directiva de “Materiales y objetos fabricados con plástico reciclado destinados a estar
en contacto con alimentos”.
La futura Directiva tiene como objetivo asegurar el funcionamiento del mercado
interno europeo en igualdad de condiciones para los materiales fabricados con plástico
reciclado y destinados a entrar en contacto con alimentos, asegurando una alta protección
de la salud humana.
Los procesos de reciclado utilizados para la fabricación del PET reciclado deberán
estar autorizados por la EFSA (European Food Safety Authority).
Las instalaciones de reciclaje deberán implantar un sistema de calidad con unos
requerimientos mínimos expresados en la Directiva
La trazabilidad de los materiales realizados con plástico reciclado debe establecerse
en toda la cadena desde la recuperación, reciclaje, transformación y distribución.
La transposición al ordenamiento jurídico español de esta Directiva permitirá la
utilización futura del PET reciclado para envases en contacto con alimentos.
La situación actual en la que se encuentra (todavía no está catalogado como
Propuesta de Directiva) supondrá que la futura aprobación y posterior transposición podría
retrasarse (4-6 años).
Los plazos para autorización de procesos de reciclado de PET, según el
procedimiento previsto, podrían alargarse hasta un año.
La aplicación de estos requerimientos mínimos del sistema de calidad deberá
tenerse en cuenta en posibles revisiones del sistema de estandarización de calidades y
auditoria.
Los sistemas de trazabilidad deberán cubrir todos los estadios del proceso. De
forma previa a su funcionamiento las instalaciones deberán ser auditadas por auditores
homologados en cada país.
Será necesario establecer los mecanismos de homologación de auditores.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
9
Las conclusiones finales del análisis de esta futura Directiva son:
- Su aplicación en España todavía se prevé a medio/largo plazo (5 años mínimo)
debido a los plazos de aprobación, transposición y homologación de procesos y
auditores.
- Su aprobación puede cambiar sensiblemente el panorama actual del reciclado de
PET en España, tanto en productos obtenidos (repercutirá en precios pagados por
el RPET) como en sistemas de calidad y trazabilidad, a los cuales los recicladores
deberían ir adaptándose de forma paulatina.
En resumen, en España, actualmente, están vigentes las siguientes leyes:
- Ley 10/1.998, de 21 de Abril, de Residuos.
- Ley 11/1.997, de 24 de Abril, de Envases, y Residuos de Envases.
- Ley 2.814/1.983, que prohíbe el uso del PET reciclado en envases alimentarios.
A día de hoy, en España no se puede utilizar PET reciclado en contacto con
alimentos, aunque en vista de la evolución de las leyes europeas, las empresas deben prever
que se permita su uso a medio plazo.
2.2.- Tecnologías de reciclado de PET.
El proceso desarrollado en este proyecto es conocido como reciclado mecánico de
PET. Además de éste existen otros procedimientos para el reciclado de este plástico. A
continuación son descritos los más importantes:
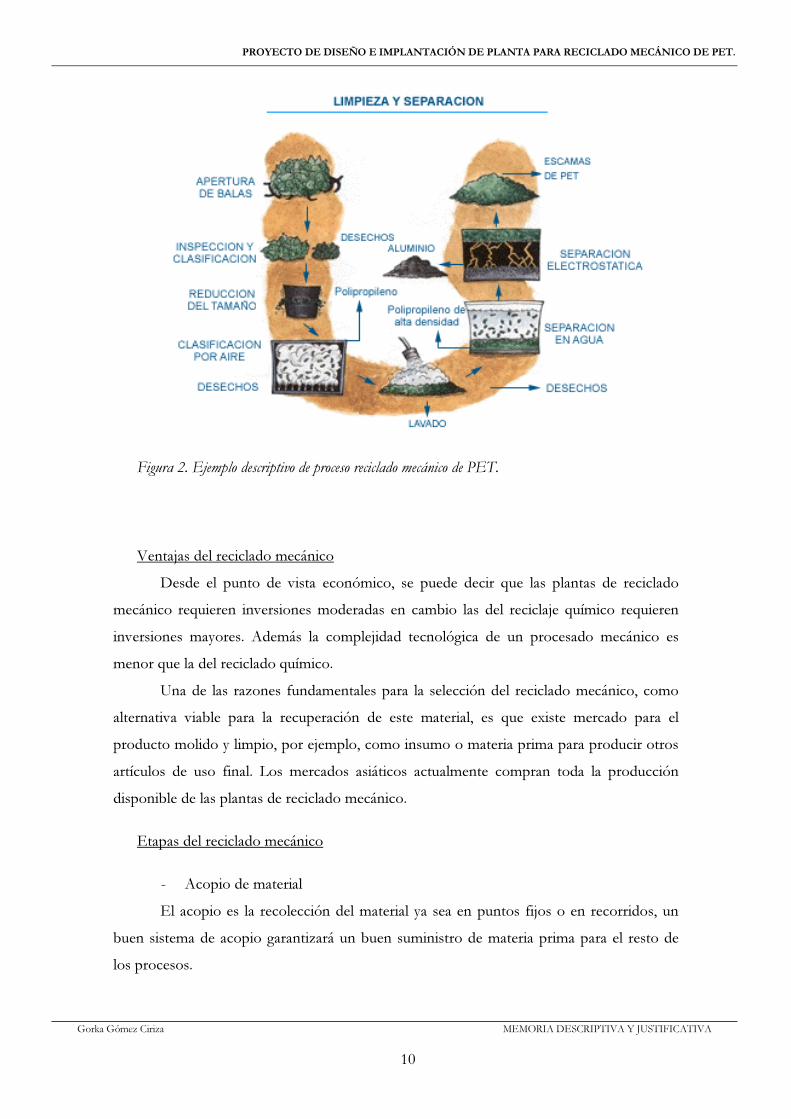
2.2.1.- Reciclado mecánico
Es la técnica más utilizada en España en la actualidad. Consiste en la molienda,
separación y lavado de los envases residuales. Las escamas resultantes de este proceso se
pueden destinar en forma directa, sin necesidad de volver a hacer pellets, a la fabricación de
productos por inyección o extrusión.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
10
Figura 2. Ejemplo descriptivo de proceso reciclado mecánico de PET.
Ventajas del reciclado mecánico
Desde el punto de vista económico, se puede decir que las plantas de reciclado
mecánico requieren inversiones moderadas en cambio las del reciclaje químico requieren
inversiones mayores. Además la complejidad tecnológica de un procesado mecánico es
menor que la del reciclado químico.
Una de las razones fundamentales para la selección del reciclado mecánico, como
alternativa viable para la recuperación de este material, es que existe mercado para el
producto molido y limpio, por ejemplo, como insumo o materia prima para producir otros
artículos de uso final. Los mercados asiáticos actualmente compran toda la producción
disponible de las plantas de reciclado mecánico.
Etapas del reciclado mecánico
- Acopio de material
El acopio es la recolección del material ya sea en puntos fijos o en recorridos, un
buen sistema de acopio garantizará un buen suministro de materia prima para el resto de
los procesos.

PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
11
- Empacado
El material se compacta para reducir su volumen facilitando así su transporte y
almacenamiento. Las “pacas” deben ser posteriormente abiertas y picadas tal como llegan a
la planta, es decir con tapones y etiquetas. Sin embargo, cuando a la planta llegan botellas
sueltas, si bien el volumen ocupado es mucho mayor, la posibilidad de realizar el
desetiquetado y destapado permiten obtener un producto más fácil de tratar
constituyéndose en la segunda alternativa del proceso.
- Reducción de tamaño
Consiste en el molido del material recolectado, cuyo principal objetivo es facilitar la
siguiente operación dentro el proceso de reciclado, la cual suele ser la separación de los
diferentes tipos de polímetros del residuo y la limpieza del material picado.
Para la reducción de tamaño existen diversos tipos de tecnología según el tamaño al
cual se quiera llegar, para el PET puede llegarse a obtener hojuelas de media, un cuarto de
pulgada o polvo, según el diseño y el tipo de molino del que se disponga.
Hoy en día existe tecnología para procesar y reducir el PET hasta polvo usando
cámaras criogénicas a partir de nitrógeno líquido, donde el frío fragiliza considerablemente
el material lográndose obtener un producto muy fino.
- Separación
La separación tiene por finalidad separar el plástico de interés de materiales
indeseados como otros polímeros, metales, vidrio, papel, etc.
La importancia de la separación radica en que si existen otros materiales presentes,
éstos pueden perjudicar el proceso de reciclaje o directamente empeorar la calidad del
producto final.
Existen métodos de separación automatizada basados en las diferencias de gravedad
específica, difracción de rayos X y disolución en solventes. Otra alternativa es la de tener
sistemas de flotación cuando se reducen de tamaño todas las especies a la vez, pueden ser
de diferentes tipos, como los equipos Sink and Float a burbujeo o simplemente tinas de
flotación vibradoras con bandas transportadoras.
- Limpieza
Las hojuelas de PET están generalmente contaminadas con comida, papel, piedras,
polvo, aceite, solventes y en algunos casos pegamento. De ahí que tienen que ser primero
limpiadas en un baño que garantice la eliminación de contaminantes.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
12
Las diferentes alternativas son el uso de hidrociclones, el lavado con detergentes o
con sosa cáustica. Este sistema es bastante adecuado puesto que se necesita muy baja
concentración y porque la sosa remanente en disolución se puede reutilizar para otros
lavados, simplemente reponiendo la que se pierde en el proceso.
- Secado
Después del ciclo de lavado sigue un proceso de secado que debe eliminar el
remanente de humedad del material. Pueden usarse secadores centrífugos o también
secadores de aire caliente o frío, que hacen circular el aire por los intersticios del material
picado, eliminando la humedad hasta el nivel deseado.
Se han diseñado otros equipos para este proceso, por ejemplo, hay algunos capaces
de realizar dos procesos simultáneos como los anteriormente mencionados. Es decir,
sistemas que pueden al mismo tiempo operar como centrífugas y con aire en
contracorriente.
Los procesos que combinan el molido y el lavado o el lavado y el secado, también
son posibles y constituyen alternativas que hay que estudiar en cada caso.
Cuando se requiera extrema sequedad pueden usarse secaderos térmicos de doble
lecho fluido con aire caliente desde 120 hasta 180 ºC, durante periodos de 2 a 6 horas
dependiendo de la capacidad y el diseño de los equipos.
- Peletizado
El granulado limpio y seco puede ser ya vendido o convertirse en "pellets". Para
esto, debe fundirse y pasarse a través de un cabezal para darle forma de “espagueti” al
enfriarse en un baño de agua. El material que se obtiene es de composición homogénea.
En este estado de plasticidad el material es forzado a salir bajo presión a través de
una matriz metálica que le confiere forma definida y sección transversal constante, después
se enfría favoreciendo su solidificación y confiriéndole estabilidad. Una vez frío es cortado
en trozos pequeños llamados pellets.
Anteriormente el proceso de extrusión cerraba el proceso de reciclado, quedando
los pellets como producto final, pero la tecnología actual permite incorporar directamente
las hojuelas o flakes de PET en los procesos de fabricación posteriores, por esta razón, en
muchas ocasiones ya no es necesario llegar al peletizado, sino directamente a los flakes,
limpios y sin degradar.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
13
2.2.2.- Reciclado químico
Como una alternativa al proceso de reciclado físico se puede realizar el reciclaje
químico, el cual, a diferencia del primero, implica cambios en la estructura química del
material.
Se trata de diferentes procesos mediante los cuales las moléculas de los polímeros
de PET son craqueadas (rotas) dando origen a nueva a materia prima.
El reciclado químico comenzó a ser desarrollado por la industria petroquímica con
el objetivo de lograr las metas propuestas para la optimización de recursos y recuperación
de residuos. Algunos métodos de reciclado químico ofrecen la ventaja de no tener que
separar tipos de resina plástica, es decir, que pueden tomar residuos plásticos mixtos
reduciendo de esta manera los costos de recolección y clasificación.
Existen varios procesos de reciclado químico, entre los cuales los más importantes
son: pirólisis, hidrogenación, gasificación, metanólisis, glicólisis e hidrólisis.
Estos procesos tienen diferentes costos y características. Algunos, como la
hidrólisis y la metanólisis, requieren residuos plásticos separados por tipo de resina. En
cambio la pirólisis permite utilizar residuos plásticos mixtos.
Algunos procesos de reciclado químico están dirigidos a romper las moléculas del
plástico para obtener hidrocarburos ligeros o sustancias similares al crudo que vuelven a ser
utilizados por industrias petroquímicas aprovechando los rechazos en sus procesos de
producción.
Los procesos de glicólisis, metanólisis e hidrólisis son similares, por lo tanto
desarrollaremos con más detalle solamente uno de ellos. Otra alternativa a éstas es fabricar
un material, denominado concreto polimérico, con aplicación en el campo de la
construcción.
Principales procesos existentes:
- Pirólisis:
Consiste en el craqueo de las moléculas por calentamiento en vacío. Este proceso
descompone el plástico en hidrocarburos líquidos o sólidos. No se obtienen moléculas para
producir PET, sino hidrocarburos básicos, útiles únicamente para las petroquímicas.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
14
- Hidrogenación:
En este caso los plásticos son tratados con hidrógeno y calor. Las cadenas
poliméricas son rotas y convertidas en un petróleo sintético que puede ser utilizado en
refinerías y plantas químicas. Al igual que en el caso anterior se trata de un proceso que
convierte el residuo en una sustancia parecida a la materia prima original, no se consigue
PET reciclado.
- Gasificación:
Los plásticos son calentados en presencia de aire u oxígeno. Así se obtienen los
gases de síntesis monóxido de carbono e hidrógeno, que pueden ser utilizados para la
producción de metanol o amoníaco o incluso como agentes para la producción de acero en
hornos de venteo. De nuevo como en los procesos anteriores, no se consigue reciclar el
PET a su estado original sino que se descompone para darle otro uso.
- Metanólisis:
Es un avanzado proceso de reciclado en el que se añade metanol como reactivo. El
PET, es descompuesto en sus moléculas básicas, dimetiltereftalato y el etilenglicol, las
cuales pueden ser luego repolimerizadas para producir resina virgen. Varios productores de
polietilentereftalato están intentando de desarrollar este proceso para utilizarlo en las
botellas de bebidas carbonadas. Las experiencias llevadas a cabo por empresas como
Hoechst-Celanese, DuPont e Eastman han demostrado que los monómeros resultantes
del reciclado químico son lo suficientemente puros para ser reutilizados en la fabricación de
nuevas botellas de PET.
A continuación se describe con más detalle el proceso de metanólisis desarrollado
por los ingenieros de Dupont:
El proceso de metanólisis- proceso Petretec
La empresa Dupont ha desarrollado una tecnología de reciclado conocida como
Tecnología de Regeneración del Poliéster (Petretec). Mediante este proceso se pueden
tratar films de poliéster, fibras y plásticos con niveles de contaminantes muchos mayores
que los aceptados en el reciclado mecánico como material reciclable. El proceso Petretec
utiliza reacciones químicas basadas esencialmente en "descondensar" las moléculas de PET.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
15
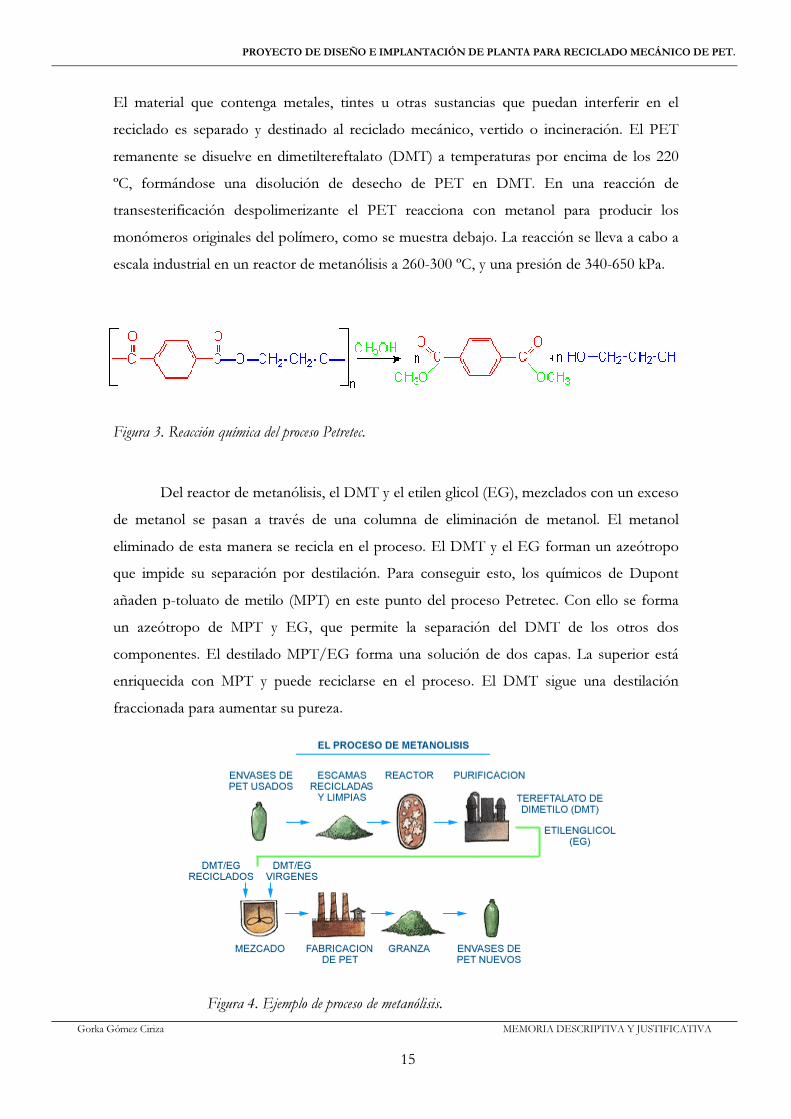
El material que contenga metales, tintes u otras sustancias que puedan interferir en el
reciclado es separado y destinado al reciclado mecánico, vertido o incineración. El PET
remanente se disuelve en dimetiltereftalato (DMT) a temperaturas por encima de los 220
ºC, formándose una disolución de desecho de PET en DMT. En una reacción de
transesterificación despolimerizante el PET reacciona con metanol para producir los
monómeros originales del polímero, como se muestra debajo. La reacción se lleva a cabo a
escala industrial en un reactor de metanólisis a 260-300 ºC, y una presión de 340-650 kPa.
Figura 3. Reacción química del proceso Petretec.
Del reactor de metanólisis, el DMT y el etilen glicol (EG), mezclados con un exceso
de metanol se pasan a través de una columna de eliminación de metanol. El metanol
eliminado de esta manera se recicla en el proceso. El DMT y el EG forman un azeótropo
que impide su separación por destilación. Para conseguir esto, los químicos de Dupont
añaden p-toluato de metilo (MPT) en este punto del proceso Petretec. Con ello se forma
un azeótropo de MPT y EG, que permite la separación del DMT de los otros dos
componentes. El destilado MPT/EG forma una solución de dos capas. La superior está
enriquecida con MPT y puede reciclarse en el proceso. El DMT sigue una destilación
fraccionada para aumentar su pureza.
Figura 4. Ejemplo de proceso de metanólisis.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
16
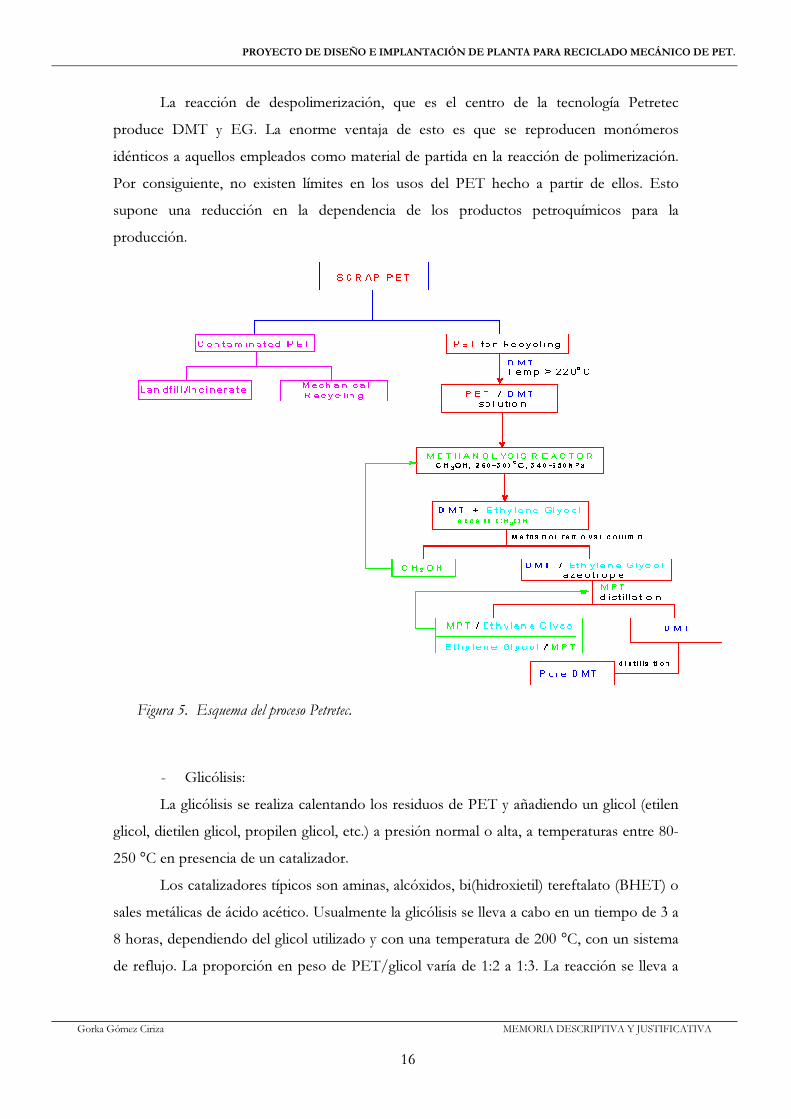
La reacción de despolimerización, que es el centro de la tecnología Petretec
produce DMT y EG. La enorme ventaja de esto es que se reproducen monómeros
idénticos a aquellos empleados como material de partida en la reacción de polimerización.
Por consiguiente, no existen límites en los usos del PET hecho a partir de ellos. Esto
supone una reducción en la dependencia de los productos petroquímicos para la
producción.
Figura 5. Esquema del proceso Petretec.
- Glicólisis:
La glicólisis se realiza calentando los residuos de PET y añadiendo un glicol (etilen
glicol, dietilen glicol, propilen glicol, etc.) a presión normal o alta, a temperaturas entre 80-
250 °C en presencia de un catalizador.
Los catalizadores típicos son aminas, alcóxidos, bi(hidroxietil) tereftalato (BHET) o
sales metálicas de ácido acético. Usualmente la glicólisis se lleva a cabo en un tiempo de 3 a
8 horas, dependiendo del glicol utilizado y con una temperatura de 200 °C, con un sistema
de reflujo. La proporción en peso de PET/glicol varía de 1:2 a 1:3. La reacción se lleva a

PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
17
cabo con una purga continua de nitrógeno para inhibir la degradación de los polioles
resultantes.
La degradación del PET es llevada a cabo comúnmente con EG. El resultado de
esta glicólisis es principalmente BHET, el cual es un sustrato para la síntesis del PET
similar al DMT producido en la Metanólisis.
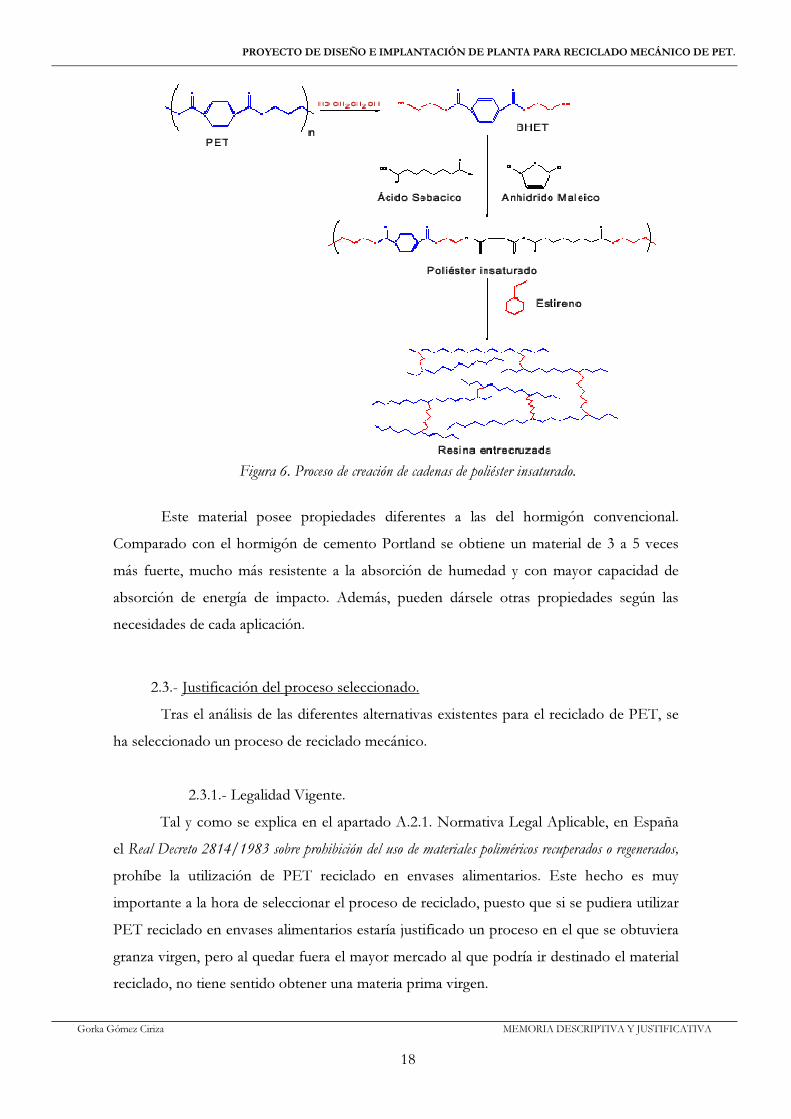
- Fabricación de Composite para construcción.
Otra forma de reciclaje es la utilización de los residuos de PET para producir un
material similar al hormigón pero con cualidades mejoradas.
La idea es descomponer químicamente el PET, es decir, romper la cadena para
obtener sus eslabones separados. Estos eslabones son utilizados para formar una nueva
cadena, diferente de la anterior. Éstas cadenas tienen la particularidad de poseer algunos
eslabones que pueden unirse a otros tres (en vez de sólo a dos), la molécula que se forma es
un poliéster insaturado. La característica de las cadenas de estos poliésteres, es que
permiten que todas ellas puedan estar unidas formando una especie de red tridimensional
(este proceso de unión de cadenas se conoce como entrecruzamiento o curado). El
resultado es una estructura o matriz muy grande, interconectada y muy fuerte. Si por
ejemplo, esta matriz es rellenada con arena o grava, el producto final es una especie de
hormigón cuyo aglomerante es un polímero (en vez de cemento en el caso de hormigón
tradicional). A este material se le conoce como hormigón o concreto polimérico.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
18
Figura 6. Proceso de creación de cadenas de poliéster insaturado.
Este material posee propiedades diferentes a las del hormigón convencional.
Comparado con el hormigón de cemento Portland se obtiene un material de 3 a 5 veces
más fuerte, mucho más resistente a la absorción de humedad y con mayor capacidad de
absorción de energía de impacto. Además, pueden dársele otras propiedades según las
necesidades de cada aplicación.
2.3.- Justificación del proceso seleccionado.
Tras el análisis de las diferentes alternativas existentes para el reciclado de PET, se
ha seleccionado un proceso de reciclado mecánico.
2.3.1.- Legalidad Vigente.
Tal y como se explica en el apartado A.2.1. Normativa Legal Aplicable, en España
el Real Decreto 2814/1983 sobre prohibición del uso de materiales poliméricos recuperados o regenerados,
prohíbe la utilización de PET reciclado en envases alimentarios. Este hecho es muy
importante a la hora de seleccionar el proceso de reciclado, puesto que si se pudiera utilizar
PET reciclado en envases alimentarios estaría justificado un proceso en el que se obtuviera
granza virgen, pero al quedar fuera el mayor mercado al que podría ir destinado el material
reciclado, no tiene sentido obtener una materia prima virgen.

PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
19
3.- DESCRIPCIÓN DEL PROYECTO.
3.1.- Descripción general de la Planta.
3.1.1.- Descripción del solar
Para la ejecución de la Planta de Reciclado de PET se necesitará una parcela de
unos 11.000 m2, de los cuales 2.000 m2 aproximadamente estarán edificados. El resto de la
superficie comprende patios exteriores, zonas de paso, implantación de equipos de
proceso, zona de acopio de materia prima, zona ajardinada, aparcamientos, etc.
3.1.2.- Implantación General.
Las edificaciones y servicios a necesarios de acuerdo con la actividad de la futura
industria los podemos resumir en los siguientes apartados:
- Nave de producción de 1.600 m2
- Nave anexa de 300 m2 para servicios eléctricos y el resto de instalaciones
industriales: aire comprimido, agua, contraincendios, etc.
- Edificio de oficinas y aseos-vestuarios de 175 m2
- Patios exteriores (unos 9.500 m2) para circulación de los camiones que
accederán a la industria para el suministro de la materia prima y la expedición
del producto acabado, báscula para camiones, almacenamiento exterior de
materia prima en pilas de hasta 5 m de altura, área de aparcamiento de coches,
patio exterior para estancia de vehículos previos a su entrada a la industria.
El patio exterior se ubica en un lateral de la nave de producción, dicho patio en su
zona delantera albergará el área más limpia de la actividad con aparcamientos, oficinas-
aseos-vestuarios, báscula para camiones y la carga en camiones del producto terminado
para su expedición. En el fondo del patio, en la zona trasera de la implantación, se ubicarán
las actividades más sucias y ruidosas:
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
20
- Descarga de los camiones con balas de materia prima y su
almacenamiento en el patio exterior.
- Zona de depuración de aguas residuales y de recogida de los residuos
sólidos que genera la industria.
- Molinos de primera y segunda trituración. Estas máquinas son las que
mayor ruido producirán por lo que se instalarán dentro de un habitáculo a
modo de barrera o casette acústico.
El centro de transformación eléctrico, en caseta de hormigón prefabricado, se
colocará en el centro de gravedad de las cargas eléctricas, junto al cuadro general de baja
tensión ubicado en la nave anexa de servicios industriales.
3.1.3.- Descripción de la obra civil y del edificio.
La obra civil a ejecutar va a consistir en la construcción de una edificación industrial
que albergará una nave de producción y un edificio técnico y de servicios, así como otro
edificio aislado en el que se situará un módulo de oficinas, aseos, vestuarios, etc.
La obra civil tendrá las siguientes características generales:
En un principio se procederá al vallado del conjunto de la parcela, definiéndose en
la fachada principal un cerramiento consistente en un zuncho de cimentación, tres hiladas
de bloque decorativo y una malla semirrígida galvanizada y plastificada. Se instalará en
dicha fachada una amplia cancela corredera motorizada que dará acceso a la planta. El resto
del cerramiento de la parcela se ejecutará en malla de simple torsión sobre postes
galvanizados.
Los edificios de la fábrica serán los siguientes:
- Nave de 1.900 m2 donde se implantará el área de producción y el almacén de productos
acabados. Las características constructivas de la edificación serán las siguientes:
- Cimentación: a base de zapatas aisladas y riostras de atado, en hormigón
armado.
- Redes separativas: Red de pluviales, red de fecales y red de agua de
proceso.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
21
- Estructura prefabricada de hormigón en pórticos armados.
- Cerramiento de placas prefabricadas de hormigón armado de 15 cm de
espesor fijadas a los pilares en su cara exterior.
- Cubierta de panel sándwich de doble chapa de acero galvanizado
prelacado al fuego por ambas caras y relleno de aislamiento de
poliuretano de 3 cm de espesor, con ventiladores estáticos en cubierta,
canalones y piezas de remate decorativas y de estanqueidad.
- Bajantes en tubería de PVC.
- Solera de hormigón de 20 cm de espesor con lámina de polietileno en
su superficie inferior y mallazo electrosoldado.
- Carpintería metálica en puertas abatibles y correderas.
- Pinturas varias.
- Construcción de un módulo aislado de oficinas, laboratorio, vestuarios y aseos, etc. con
una superficie de 175 m2. Esta edificación de realizará con los siguientes materiales:
- Cimentación: por zapatas aisladas y riostras de atado en hormigón
armado.
- Red de alcantarillado para aguas fecales.
- Estructura de hormigón armado con forjado unidireccional de viguetas
armadas.
- Cubierta tipo invertida aislada y visitable.
- Cerramiento exterior con paneles prefabricados de hormigón armado,
similares a los utilizados en la nave.
- Cerramientos interiores y divisiones ejecutadas con tabiques y tabicones
cerámicos, enlucidos, enfoscados, alicatados en aseos y vestuarios.
Soleras, solerías, falsos techos en escayola.
- Carpintería metálica en ventanas, puertas, fachadas exteriores y de
madera en puertas interiores.
- Pinturas varias.
- Instalación eléctrica y de telefonía.
- Instalación de fontanería y aparatos sanitarios.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
22
- Pérgola cubierta para paso entre la nave y el módulo de oficinas y aseos de 68 m2
- Urbanización de patios exteriores de unos 9.500 m2
- Redes de alcantarillado separativas: pluviales, fecales y de proceso.
- Pavimentación de patios exteriores para circulación de vehículos que
accedan a la planta, aparcamientos y área de almacenamiento exterior de
materia prima.
- Cimentación para la báscula de camiones
- Depósito de aguas residuales.
- Depósito de agua potable.
- Depósito de agua contra incendios.
- Sistema de tratamiento anaerobio compacto para aguas fecales.
- Sistema de tratamiento físico-químico para aguas de prelavado.
3.2.- Descripción de la geometría del edificio, volumen, superficies útiles y
construidas, accesos y evacuación.
3.2.1.- NAVE DE PRODUCCIÓN Y EDIFICIO TÉCNICO DE
SERVICIOS
La nave industrial proyectada tiene una superficie en planta de 1.900 m2, con una
altura de coronación de 7,5 m.
El conjunto del edificio está constituido por una nave diáfana con cubierta a dos
aguas de 100 m de longitud y 15 m de luz, donde se desarrollará la actividad productiva y se
ubicará el almacén de productos acabados. Además se proyecta una nave adosada a la
anterior de 20 m de longitud y 15 m de luz donde se ubicarán diversos locales para albergar
las instalaciones industriales y los servicios técnicos.
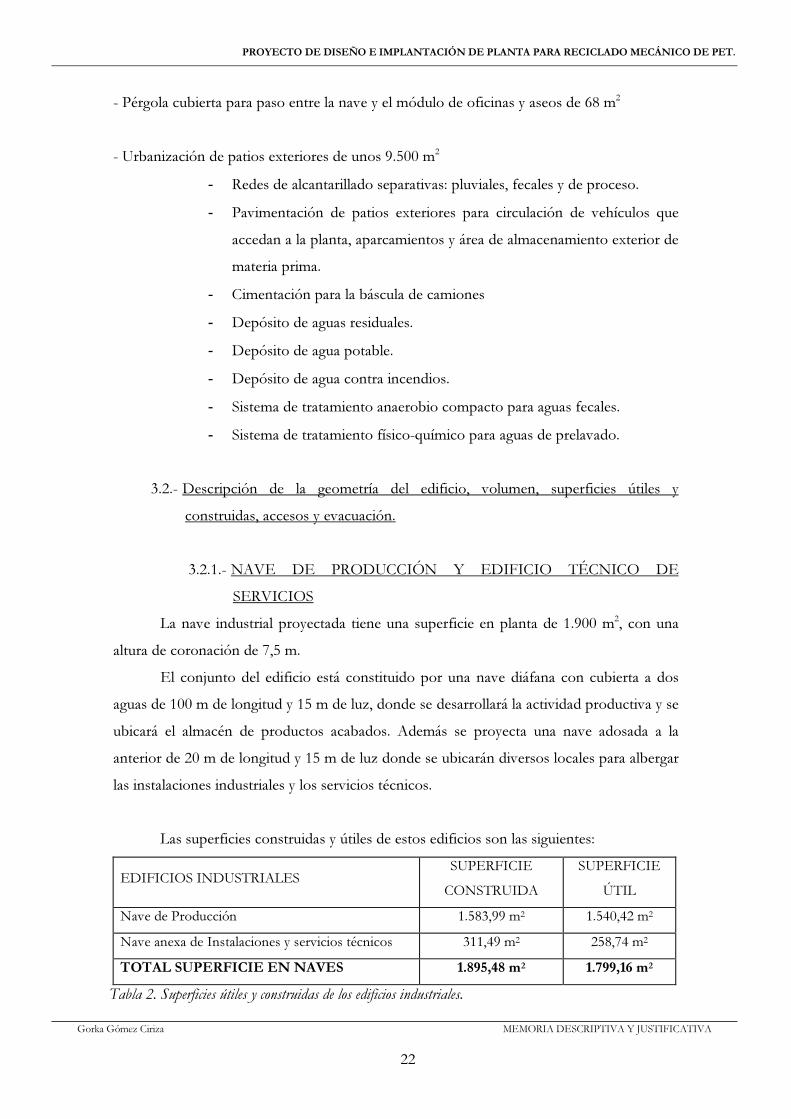
Las superficies construidas y útiles de estos edificios son las siguientes:
EDIFICIOS INDUSTRIALES SUPERFICIE
CONSTRUIDA
SUPERFICIE
ÚTIL
Nave de Producción 1.583,99 m2 1.540,42 m2
Nave anexa de Instalaciones y servicios técnicos 311,49 m2 258,74 m2
TOTAL SUPERFICIE EN NAVES 1.895,48 m2 1.799,16 m2
Tabla 2. Superficies útiles y construidas de los edificios industriales.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
23
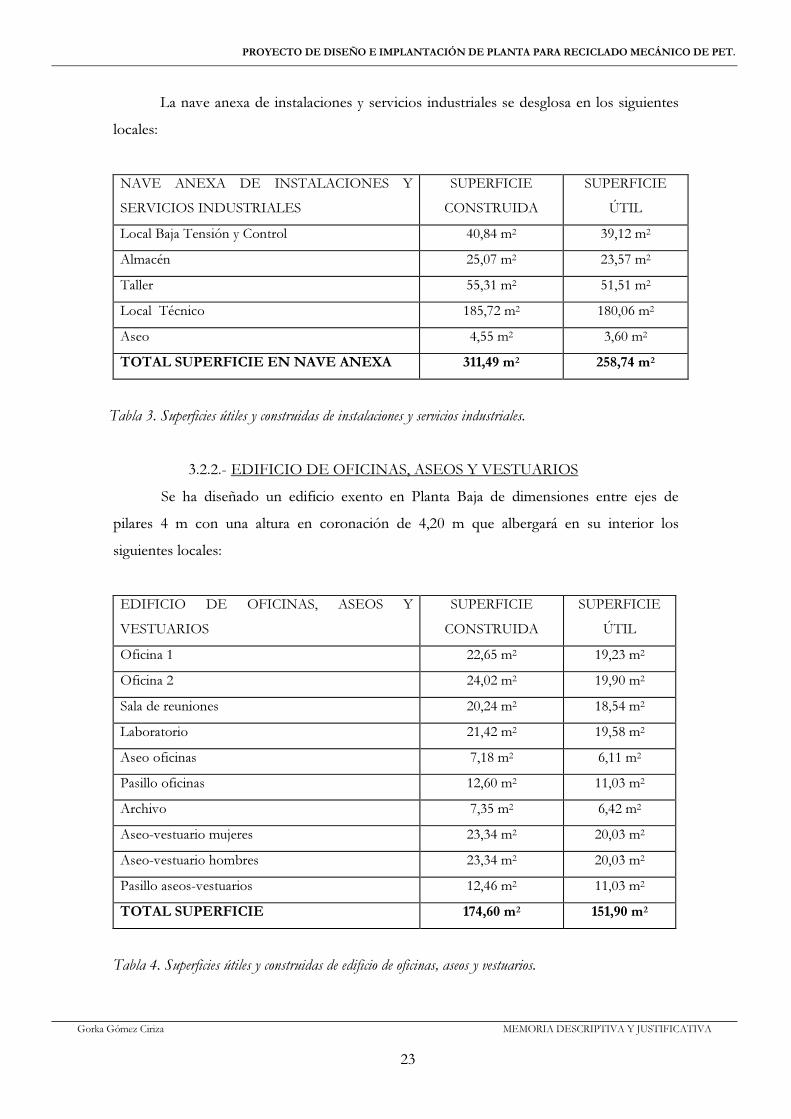
La nave anexa de instalaciones y servicios industriales se desglosa en los siguientes
locales:
NAVE ANEXA DE INSTALACIONES Y
SERVICIOS INDUSTRIALES
SUPERFICIE
CONSTRUIDA
SUPERFICIE
ÚTIL
Local Baja Tensión y Control 40,84 m2 39,12 m2
Almacén 25,07 m2 23,57 m2
Taller 55,31 m2 51,51 m2
Local Técnico 185,72 m2 180,06 m2
Aseo 4,55 m2 3,60 m2
TOTAL SUPERFICIE EN NAVE ANEXA 311,49 m2 258,74 m2
Tabla 3. Superficies útiles y construidas de instalaciones y servicios industriales.
3.2.2.- EDIFICIO DE OFICINAS, ASEOS Y VESTUARIOS
Se ha diseñado un edificio exento en Planta Baja de dimensiones entre ejes de
pilares 4 m con una altura en coronación de 4,20 m que albergará en su interior los
siguientes locales:
EDIFICIO DE OFICINAS, ASEOS Y
VESTUARIOS
SUPERFICIE
CONSTRUIDA
SUPERFICIE
ÚTIL
Oficina 1 22,65 m2 19,23 m2
Oficina 2 24,02 m2 19,90 m2
Sala de reuniones 20,24 m2 18,54 m2
Laboratorio 21,42 m2 19,58 m2
Aseo oficinas 7,18 m2 6,11 m2
Pasillo oficinas 12,60 m2 11,03 m2
Archivo 7,35 m2 6,42 m2
Aseo-vestuario mujeres 23,34 m2 20,03 m2
Aseo-vestuario hombres 23,34 m2 20,03 m2
Pasillo aseos-vestuarios 12,46 m2 11,03 m2
TOTAL SUPERFICIE 174,60 m2 151,90 m2
Tabla 4. Superficies útiles y construidas de edificio de oficinas, aseos y vestuarios.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
24
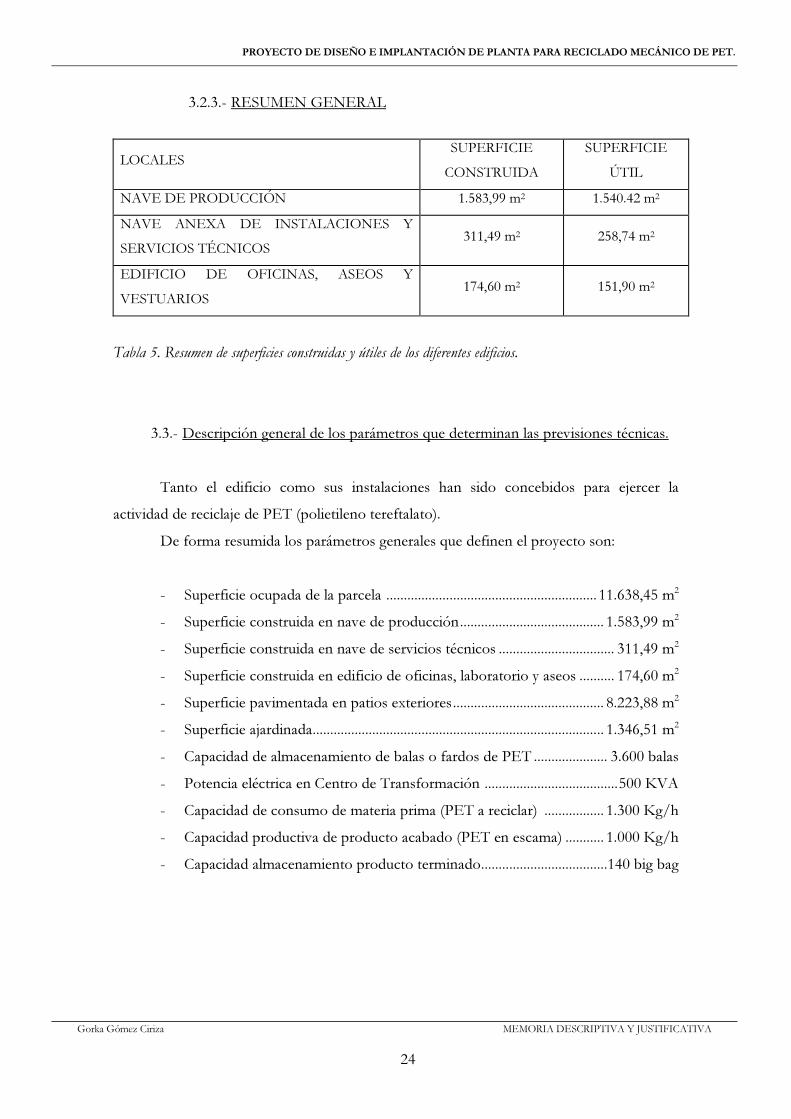
3.2.3.- RESUMEN GENERAL
LOCALES SUPERFICIE
CONSTRUIDA
SUPERFICIE
ÚTIL
NAVE DE PRODUCCIÓN 1.583,99 m2 1.540.42 m2
NAVE ANEXA DE INSTALACIONES Y
SERVICIOS TÉCNICOS 311,49 m2 258,74 m2
EDIFICIO DE OFICINAS, ASEOS Y
VESTUARIOS 174,60 m2 151,90 m2
Tabla 5. Resumen de superficies construidas y útiles de los diferentes edificios.
3.3.- Descripción general de los parámetros que determinan las previsiones técnicas.
Tanto el edificio como sus instalaciones han sido concebidos para ejercer la
actividad de reciclaje de PET (polietileno tereftalato).
De forma resumida los parámetros generales que definen el proyecto son:
- Superficie ocupada de la parcela ............................................................ 11.638,45 m2
- Superficie construida en nave de producción......................................... 1.583,99 m2
- Superficie construida en nave de servicios técnicos ................................. 311,49 m2
- Superficie construida en edificio de oficinas, laboratorio y aseos .......... 174,60 m2
- Superficie pavimentada en patios exteriores........................................... 8.223,88 m2
- Superficie ajardinada................................................................................... 1.346,51 m2
- Capacidad de almacenamiento de balas o fardos de PET ..................... 3.600 balas
- Potencia eléctrica en Centro de Transformación ......................................500 KVA
- Capacidad de consumo de materia prima (PET a reciclar) ................. 1.300 Kg/h
- Capacidad productiva de producto acabado (PET en escama) ........... 1.000 Kg/h
- Capacidad almacenamiento producto terminado....................................140 big bag

PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
25
4.- CUMPLIMIENTO DEL CÓDIGO TÉCNICO DE LA EDIFICACIÓN.
4.1.- SEGURIDAD ESTRUCTURAL.
Hay que decir que el debido cumplimiento del conjunto del Documento Básico
(DB) supone que se satisface el requisito básico de “Seguridad Estructural”.
Según el artículo 10. Exigencias básicas de seguridad estructural (SE):
1. El objetivo del requisito básico “seguridad estructural” consiste en asegurar que el edificio tiene
un comportamiento estructural adecuado frente a las acciones e influencias previsibles a las que
pueda estar sometido durante su construcción y uso previsto.
2. Para satisfacer este objetivo, los edificios se proyectarán, fabricarán, construirán y mantendrán
de forma que cumplan con una fiabilidad adecuada las exigencias básicas que se establecen en
los apartados siguientes.
3. Los documentos básicos “DB-SE Seguridad estructural”, “DB-SE-AE Acciones en la
edificación”, “DB-SE-C Cimientos”, “DB-SE-A Acero”, “DB-SE-Fábrica”, “DB-SE-
M Madera”, especifican parámetros objetivos y procedimientos cuyo cumplimiento asegura la
satisfacción de las exigencias básicas y la superación de los niveles mínimos de calidad propios
del Requisito Básico de Seguridad Estructural.
4. Las estructuras de hormigón están reguladas por la instrucción del hormigón estructural
vigente.
10.1. Exigencia Básica SE 1: Resistencia y Estabilidad.
La resistencia y la estabilidad serán las adecuadas para que no se generen riesgos
indebidos, de forma que se mantenga la resistencia y la estabilidad frente a las acciones e
influencias previsibles durante las fases de construcción y usos previstos de los edificios, y que un
evento extraordinario no produzca consecuencias desproporcionadas respecto a la causa original y se
facilite el mantenimiento previsto.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
26
10.2. Exigencia básica SE 2: Aptitud al servicio
La aptitud al servicio será conforme con el uso previsto del edificio, de forma que no se
produzcan deformaciones inadmisibles, se limite a un nivel aceptable la probabilidad de un
comportamiento dinámico inadmisible y no se produzcan degradaciones o anomalías inadmisibles
Por lo tanto, el edificio proyectado deberá cumplir con las exigencias básicas de
seguridad estructural para lo que se deben seguir las exigencias contenidas en los siguientes
documentos básicos de seguridad estructural:
- Acciones en la Edificación
- Cimientos
- Acero
- Fábrica
- Madera
4.2.- SEGURIDAD EN CASO DE INCENDIO.
En este caso el ámbito de aplicación del CTE no incluye a los establecimientos y
zonas de uso industrial, en el apartado correspondiente se analiza la instalación de
protección contraincendios que da cumplimiento del Real Decreto 2267/2004 de 3 de
Diciembre por el que se aprueba el Reglamento de Seguridad contra Incendios de los Establecimientos
Industriales.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
27
4.3.- SEGURIDAD DE UTILIZACIÓN.
Los objetivos del requisito básico “Seguridad de Utilización”, tenido en cuenta en
este proyecto, se describen en el Artículo 12. del CTE (Código Técnico de la Edificación).
Exigencias básicas de seguridad de utilización (SU)
1. El objetivo del requisito básico “seguridad de utilización” consiste en reducir a límites
aceptables el riesgo de que los usuarios sufran daños inmediatos durante el uso previsto de los
edificios, como consecuencia de las características de su proyecto, construcción, uso y
mantenimiento.
2. Para satisfacer este objetivo, los edificios se proyectarán, construirán, mantendrán y utilizarán
de forma que se cumplan las exigencias básicas que se establecen en los apartados siguientes.
3. El documento Básico DB-SU Seguridad de Utilización especifica parámetros objetivos y
procedimientos cuyo cumplimiento asegura la satisfacción de las exigencias básicas y la
superación de los niveles mínimos de calidad propios del requisito básico de seguridad de
utilización.
12.1.- Exigencia básica SU 1: Seguridad frente al riesgo de caídas.
Se limitará el riesgo de que los usuarios sufran caídas, para lo cual los suelos serán
adecuados para favorecer que las personas no resbalen, tropiecen o se dificulte su movilidad.
Asimismo se limitará el riesgo de caídas en huecos, en cambios de nivel y en escaleras y rampas,
facilitándose la limpieza de los acristalamientos exteriores en condiciones de seguridad.
La resbaladicidad será a ser la adecuada en cada suelo de la industria.
La pendiente de los suelos en ningún caso superará el 1 % de pendiente. Al
suelo de la industria se le aplicará un tratamiento superficial con cuarzo corindón,
fratasado y helicóptero de pulido.
En el edificio donde se ubican las oficinas, aseos-vestuarios y laboratorio el
suelo será de gres compacto de porcelana.
Además el suelo no presentará imperfecciones o irregularidades que
supongan diferencia de nivel, ni perforaciones o huecos.

PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
28
12.2.- Exigencia básica SU 2: Seguridad frente al riesgo de impacto o de
atrapamiento.
Se limitará el riesgo de que los usuarios puedan sufrir impacto o atropamiento con
elementos fijos o practicables del edificio.
Respecto al impacto con elementos fijos, la altura libre de paso en el edificio
destinado al reciclaje de PET será de unos 6,5 m. En el edificio destinado a oficinas,
laboratorio, aseos, vestuarios, la altura libre será de 3,00 m.
Con el fin de limitar el riesgo de atrapamiento producido por las puertas
correderas de accionamiento manual, incluidos sus mecanismos de apertura y
cierre, la distancia hasta el objeto fijo más próximo será en todos los casos de más
de 0,20 cm. Además los elementos de apertura y cierre automáticos dispondrán de
dispositivos adecuados al tipo de accionamiento y cumplirán con las
especificaciones técnicas propias.
12.3.- Exigencia básica SU 3: Seguridad frente al riesgo de aprisionamiento:
Se limitará el riesgo de que los usuarios puedan quedar aprisionados en recintos.
En todos los casos en los que las puertas de la industria tengan un
dispositivo para su bloqueo desde el interior y las personas puedan quedar
accidentalmente atrapadas dentro de un recinto, existirá algún dispositivo de
desbloqueo de las puertas desde el exterior del recinto. En el caso de los aseos los
recintos tendrán iluminación controlada desde su interior.
La fuerza de apertura de las puertas de salida exteriores en ningún caso
superará los 150 N mientras que en las interiores no superará los 25 N.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
29
12.4.- Exigencia básica SU 4: Seguridad frente al riesgo causado por
iluminación inadecuada.
Se limitará el riesgo de daños a las personas como consecuencia de una iluminación
inadecuada en zonas de circulación de los edificios, tanto interiores como exteriores, incluso en caso
de emergencia o fallo del alumbrado normal.
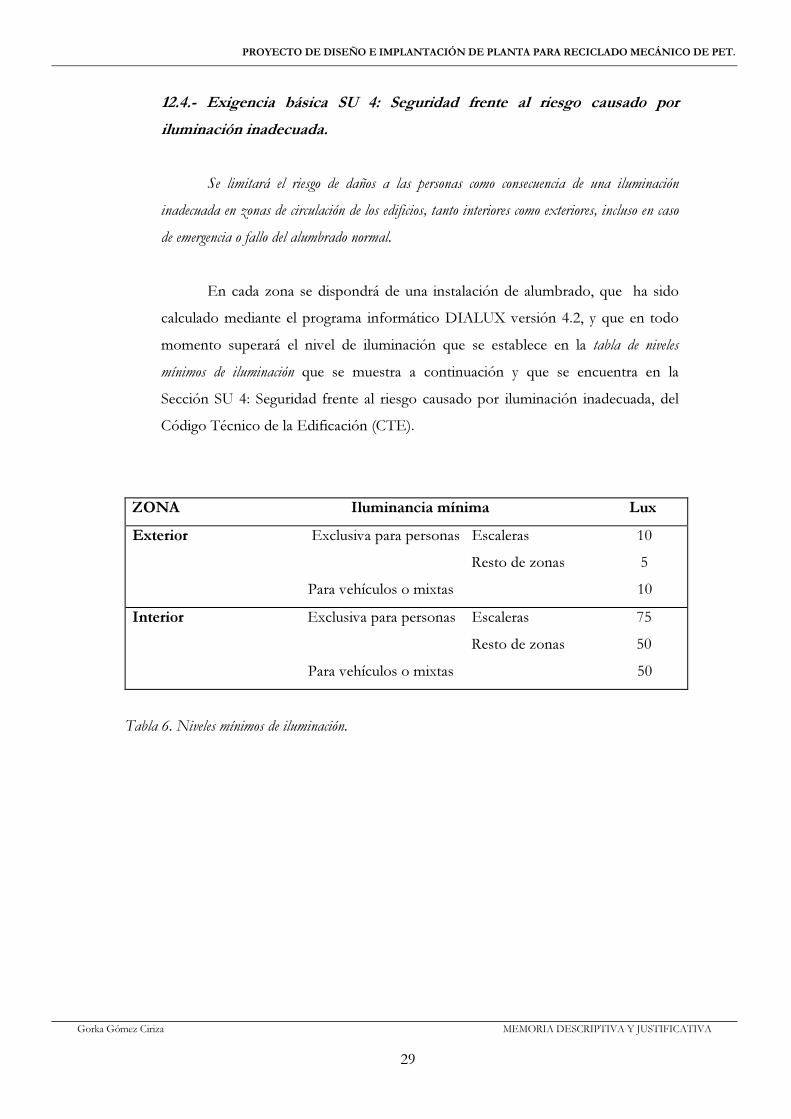
En cada zona se dispondrá de una instalación de alumbrado, que ha sido
calculado mediante el programa informático DIALUX versión 4.2, y que en todo
momento superará el nivel de iluminación que se establece en la tabla de niveles
mínimos de iluminación que se muestra a continuación y que se encuentra en la
Sección SU 4: Seguridad frente al riesgo causado por iluminación inadecuada, del
Código Técnico de la Edificación (CTE).
ZONA Iluminancia mínima Lux
Exterior Exclusiva para personas Escaleras 10
Resto de zonas 5
Para vehículos o mixtas 10
Interior Exclusiva para personas Escaleras 75
Resto de zonas 50
Para vehículos o mixtas 50
Tabla 6. Niveles mínimos de iluminación.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
30
12.5.- Exigencia básica SU 5: Seguridad frente al riesgo causado por
situaciones con alta ocupación
Se limitará el riesgo causado por situaciones con alta ocupación facilitando la circulación
de las personas y la sectorización con elementos de protección y contención en previsión del riesgo de
aplastamiento.
En nuestro caso se trata de una industria dedicada al reciclaje de PET en la
cual no se va a existir riesgo causado por situaciones de alta ocupación puesto que
las condiciones que se dan en esta exigencia básica son de aplicación a los graderíos,
pabellones polideportivos, centros de reunión, otros edificios de uso cultural, etc.
previstos para mas de 3.000 espectadores de pie (considerando la densidad de
ocupación de 4 persona/m2 que se establece en el capítulo 2 de la sección 3 del
DB-SI).
12.6.- Exigencia básica SU 6: Seguridad frente al riesgo de ahogamiento
Se limitará el riesgo de caídas que puedan derivar en ahogamiento en piscinas, depósitos,
pozos y similares mediante elementos que restrinjan el acceso.
Esta sección tampoco es aplicable al presente proyecto puesto que el pozo
que se ha proyectado no entraña riesgo de caída para las personas y no hay prevista
ninguna balsa ni depósito de agua abierto.
12.7.- Exigencia básica SU 7: Seguridad frente al riesgo causado por
vehículos en movimiento.
Se limitará el riesgo causado por vehículos atendiendo a los tipos de pavimento, la
señalización y protección de las zonas de circulación rodada y las personas.
La industria contará con 28 plazas de aparcamiento para turismos que
dispondrán de un espacio de acceso y espera en su incorporación a la vía. El acceso
de los aparcamientos permitirá la entrada y salida frontal de los vehículos sin que
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
31
haya que realizar maniobras de marcha atrás. Además, se utilizarán para la
señalización horizontal pinturas que cumplan los parámetros de resbaladicidad.
La zona de aparcamiento se señalizará conforme a lo establecido en el
código de circulación:
a) Sentido de la circulación y la salida
b) Velocidad máxima de circulación 20 Km/h
c) Zonas de tránsito
d) Zonas de carga y descarga
12.8.- Exigencia Básica SU 8: Seguridad frente al riesgo causado por la
acción del rayo.
Se limitará el riesgo de electrocución y de incendio causado por la acción del rayo, mediante
instalaciones adecuadas de protección contra el rayo.
No será necesaria la instalación de un sistema de protección contra el rayo
cuando la frecuencia esperada de impactos Ne sea menor que el riesgo admisible Na.
Para ello se calculará Ne y Na teniendo en cuenta las tablas y datos del
punto, 1.- Procedimiento de verificación, de la sección SU 8: Seguridad frente al
riesgo causado por la acción del rayo del Código Técnico de la Edificación (CTE).
NAVE DE PRODUCCIÓN Y EDIFICIO TÉCNICO Y DE SERVICIOS
6
110×××= CA��
ege
Donde: Ng = 0,50 A e = 1.900,21 m2
C1 = 1 Ne = 9,50 * 10 - 4
5432
3105,5
CCCC�a ⋅⋅⋅
⋅=
−
Donde: C2 = 1 C3 = 1
C4 = 1 C5 = 1
3105,5
−⋅=a�
Como se puede comprobar, 41050,9
−⋅=e� < 3
105,5−⋅=
a�

PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
32
Como la frecuencia esperada de impactos es menor que el riesgo admisible,
no será necesaria la instalación de un sistema de protección contra el rayo en
este edificio.
EDIFICIO DE OFICINAS, ASEOS-VESTUARIOS Y LABORATORIO
Ne = Ng * Ae * C1 * 10 -6
Donde: Ng = 0,50
A e = 174,60 m2
C1 = 1
Ne = 8,73 * 10 - 3
Na= 5,5_______ * 10 -3
C2* C3 * C4 * C5
Donde: C2 = 1
C3 = 1
C4 = 1
C5 = 1
Na= 5,5 * 10 -3
Ne < N
a 8,73*10 – 3 < 5,5 * 10 -3
Al igual que en el caso anterior, la frecuencia esperada de impactos es
menor que el riesgo admisible por lo que tampoco será necesaria la instalación
de un sistema de protección contra el rayo en este edificio.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
33
4.4.- HIGIENE, SALUD Y PROTECCIÓN DEL MEDIO AMBIENTE.
Según el Artículo 13. Exigencias básicas de salubridad (HS).
1. El objetivo del requisito básico “Higiene, salud y protección del medio ambiente” tratado en
adelante bajo el término Salubridad consiste en reducir a límites aceptables el riesgo de que los
usuarios, dentro de los edificios y en condiciones normales de utilización, padezcan molestias o
enfermedades, así como el riesgo de que los edificios se deterioren y de que deterioren el medio
ambiente en su entorno inmediato, como consecuencia de las características de su proyecto,
construcción, uso y mantenimiento.
2. Para satisfacer este objetivo, los edificios se proyectarán, construirán, mantendrán y utilizarán
de tal forma que se cumplan las exigencias básicas que se establecen en los apartados
siguientes.
3. El Documento Básico “DB HS Salubridad” especifica parámetros objetivos y procedimientos
cuyo cumplimiento asegura la satisfacción de las exigencias básicas y la superación de los
niveles mínimos de calidad propios del requisito básico de salubridad.
13.1.- Exigencia básica HS 1: Protección frente a la humedad.
Se limitará el riesgo previsible de presencia inadecuada de agua o humedad en el interior
de los edificios y en sus cerramientos como consecuencia del agua procedente de precipitaciones
atmosféricas, de escorrentías, del terreno o de condensaciones, disponiendo medios que impidan su
penetración o, en su caso permitan su evacuación sin producción de daños.
Esta sección ha sido aplicada a los muros y suelos que están en contacto
con el terreno, y a los cerramientos que están en contacto con el aire exterior
(fachadas y cubiertas).
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
34
13.2.- Exigencia básica HS 2: Recogida y evacuación de residuos.
Los edificios dispondrán de espacios y medios para extraer los residuos ordinarios
generados en ellos de forma acorde con el sistema público de recogida de tal forma que se facilite la
adecuada separación en origen de dichos residuos, la recogida selectiva de los mismos y su posterior
gestión.
Habrá que mantener un buen aspecto y limpieza general de las instalaciones
y zonas de acceso.
Los residuos nunca podrán eliminarse por vertido ni incineración en las
propias instalaciones. Para los residuos sólidos urbanos y asimilables que se
generen, se deberá proceder de acuerdo con lo establecido en la Ley 10/98, de 21 de
abril, de residuos y retirarlos a vertederos autorizados.
Se preparará una zona donde se colocarán los contenedores pertinentes para
el depósito de residuos generados en las distintas instalaciones y por sus operarios.
La zona para el depósito de los residuos estará compuesta por:
- Contenedor amarillo: para plásticos, latas y bricks.
- Contenedor azul: para envases de papel y cartón.
- Contenedor verde: para el vidrio.
- Contenedor gris: para los residuos orgánicos.
- Depósito de Residuos peligrosos.
- Depósito residuos metálicos
Los residuos generados en los trabajos de acondicionamiento del solar y
durante la construcción de las nuevas instalaciones, deberán ser llevados a
vertedero autorizado.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
35
La industria producirá los siguientes tipos de residuos:
- Residuos asimilados a urbanos: restos de embalajes, plásticos, envases,
residuos generados por el personal que trabajará en las instalaciones, etc.
Serán gestionados de la siguiente manera: se depositarán en los
contenedores azules, amarillos y verdes y serán retirados por la empresa
municipal de recogida de basuras.
- Residuos de naturaleza orgánica: Como consecuencia del consumo humano
pueden producirse residuos orgánicos que se depositarán en contenedores
grises. Estos residuos serán retirados por gestor autorizado.
- Residuos considerados peligrosos: Se generarán como consecuencia de la
realización de las operaciones de mantenimiento de la maquinaria e
instalaciones, serán fundamentalmente aceites y lubricantes, también se
producirán tubos fluorescentes agotados, producidos por las sustituciones
de luminarias de las oficinas y zonas de producción. Se podrán generar
residuos procedentes de derrames accidentales. En el caso de producirse, se
gestionarán recogiendo el vertido con materiales absorbentes adecuados que
serán posteriormente depositados en lugares adecuados para ser tratados
como residuos tóxicos. Estos residuos deberán de ser retirados por un
gestor autorizado por la Consejería de Medio Ambiente.
- Otros residuos sólidos: Se generarán como consecuencia del prensado de la
fracción decantada en el depósito instalado posterior al prelavado. Estos
residuos son asimilables a R.S.U. y también los recogerá la empresa
municipal de recogida de basuras.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
36
13.3.- Exigencia básica HS 3: Calidad del aire interior.
1. Los edificios dispondrán de medios para los que sus recintos se puedan ventilar
adecuadamente, eliminando los contaminantes que se produzcan de forma habitual durante el uso
normal de los edificios, de tal forma que se aporte un caudal suficiente de aire exterior y se
garantice la extracción y expulsión de aire viciado por los contaminantes.
2. Para limitar el riesgo de contaminación del aire interior de los edificios y del entorno
exterior en fachadas y patios, la evacuación de productos de combustión de las instalaciones
térmicas se producirá, con carácter general, por la cubierta del edificio, con independencia del tipo de
combustible y del apartado que se utilice, de acuerdo con la reglamentación específica sobre
instalaciones térmicas.
Para asegurar la calidad del aire interior, se instalaran aireadores estáticos y
extractores distribuidos para dar servicio a toda la nave y, en la sala de máquinas, se
dispondrá de una rejilla de ventilación.
En la industria se producirán emisiones de polvo como consecuencia
principalmente del proceso de trituración por lo que se instalará un sistema de
recuperación compuesto por aspiración, ciclón y manga filtrante. Se llevará a cabo
un mantenimiento correctivo y preventivo de los filtros así como un exhaustivo
cumplimiento del programa de vigilancia ambiental de forma que se garanticen que
las emisiones de polvo sean lo más reducidas posible. Al no producirse ningún
proceso de combustión, se trata de una industria que no está catalogada como
potencialmente contaminadora del aire.
Dado que cabe la posibilidad de averías, roturas y fin de la vida útil de las
mangas de los filtros, se deberá disponer de una sección de repuestos además de
personal capacitado en la empresa (las 24 horas del día) para llevar a cabo las
reparaciones y cambios en el menor tiempo posible.
Para el control de las emisiones de partículas se instalarán toma de muestras
en cada foco emisor. Dichas tomas deberán estar acondicionadas para posibilitar el
acceso en condiciones de seguridad del personal de inspección y se ubicarán en
número y posición según lo especificado en la Orden de 18 de Octubre de 1.976, para
así garantizar un muestreo representativo.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
37
Aunque ya se ha mencionado antes, se debe resaltar que la industria no
producirá humos ni emisiones a la atmósfera puesto que carece de caldera y no se
producen combustiones en el proceso de reciclado.
13.4.- Exigencia Básica HS 4: Suministro de agua.
Los edificios dispondrán de medios adecuados para suministrar al equipamiento higiénico
previsto agua apta para el consumo de forma sostenible, aportando caudales suficientes para su
funcionamiento, sin alteración de las propiedades de aptitud para el consumo e impidiendo los
posibles retornos que puedan contaminar la red, incorporando medios que permitan el ahorro y el
control del agua.
Los equipos de producción de agua caliente dotados de sistemas de acumulación y los
puntos terminales de utilización tendrán unas características tales que eviten el desarrollo de
gérmenes patógenos.
La acometida de la instalación se realiza desde la red. Además, los materiales
utilizados para las tuberías y accesorios no producirán concentraciones de
sustancias nocivas que excedan los valores permitidos por el Real Decreto 140/2003
de 7 de febrero; no modificarán las características organolépticas ni la salubridad del
agua suministrada; serán resistentes a la corrosión interior; serán capaces de
funcionar eficazmente en las condiciones de servicios previstas en la industria;
serán resistente a temperaturas extremas, etc. Por ello se opta por una tubería de
polietileno de alta densidad (PEAD) enterrada.
En la instalación se dispondrán sistemas antirretorno para evitar la inversión
del sentido del flujo y se dispondrá de red de agua fría y de agua caliente (colectores
solares)
En el siguiente esquema se puede observar como el agua abastecerá a las
distintas líneas que se dan en la industria:
- Contraincendios.
- Agua bruta para el proceso industrial (prelavado y lavado) y riego.
- Agua potable destinada a aseos, limpieza de las instalaciones, etc.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
38
El consumo diario de agua previsto será de unos 4,35 m3/día, de ellos:
- Aseos, vestuarios, limpieza instalaciones, riego, etc. 3 m3/día
- Reposición línea prelavado de agua fría 1 m3/día
- Reposición proceso de lavado en caliente 0,35 m3/día
En los planos del proyecto se detalla el esquema general de la instalación.
13.5.- Exigencia Básica HS 5: Evacuación de agua.
Los edificios dispondrán de medios adecuados para extraer las aguas residuales generadas
en ellos de forma independiente o conjunta con las precipitaciones atmosféricas y con las
escorrentías.
Esta sección se aplica a la instalación de depuración y evacuación de aguas
residuales y pluviales de los edificios e instalaciones incluidos en el ámbito de
aplicación general de la CTE dentro de los cuales se encuentra el edificio
proyectado en este documento.
Se ha diseñado un sistema separativo de cuatro redes:
Primera red
Recoge las aguas residuales procedentes de los aseos a las que se les da un
tratamiento biológico y que finalmente irán a parar a un tanque enterrado
de 30 m3.
Segunda Red
Transporta el agua de salida del lavado alcalino y la lleva hasta el depósito de
30 m3.

PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
39
Tercera Red
Recoge las aguas procedentes del prelavado, la limpieza y baldeo de las
instalaciones y las aguas procedentes de la zona de almacenamiento de
materia prima. Todas ellas son procesadas con un tratamiento físico-
químico para volver a ser utilizadas en el prelavado.
Cuarta Red
Esta última red es la que recoge el agua pluvial procedente de cubiertas y
patios exteriores, a excepción de la zona de almacenamiento, que irá a parar
a una gavia situada en los límites de la parcela.
Las instalaciones dispondrán de cierres hidráulicos que impidan el paso de
aire a locales ocupados. La red de tuberías está dimensionada con las longitudes y
pendientes adecuadas para facilitar la evacuación de residuos y para ser
autolimpiable evitando la retención de aguas en su interior.
Finalmente decir que la instalación no se utilizará para la evacuación de otro
tipo de residuos que no sean las aguas residuales procedentes del proceso industrial
o de lluvia.
En los planos adjuntos del proyecto se presenta el esquema general de la
instalación.

PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
40
4.5.- PROTECCIÓN CONTRA EL RUIDO.
El funcionamiento normal de la industria generará ciertos niveles de ruido, la
llegada de los camiones con la materia prima a la zona de descarga generará ruido
puntualmente que no será superior al de cualquier carretera por la que puedan circular estos
vehículos. Además, para reducir el riesgo de circulación y el ruido, la velocidad está limitada
en el interior de la parcela a 20 km/h.
Otra fuente de ruido serán algunas de las máquinas instaladas para el reciclado de
PET, cuyos valores de emisión acústica serán estudiados de modo que no sean perjudiciales
para los trabajadores.
Toda la maquinaria y los motores dispondrán de sistemas de reducción de ruidos y
vibraciones. Los motores asentados sobre bancadas, irán siempre montados sobre soportes
metálicos y silentblocks encargados de reducir las vibraciones y el ruido.
A ser posible todos los motores serán accionados con motorreductores mecánicos a
baja velocidad para que las emisiones de ruidos sean mínimas.
La maquinaria cuyo nivel de emisión supere los 70 dB deberá ser cubierta por
carcasas de las existentes en el mercado para este fin.
En los molinos para el triturado de envases, que son los mayores productores de
ruido, se instalará un cerramiento gracias al cual se reducirán las emisiones sonoras, estará
realizado con un panel modular perforado de alto aislamiento acústico.
Los cerramientos y cubierta de las naves serán adecuados para garantizar el
aislamiento acústico a ruido aéreo para que las emisiones al exterior se encuentren dentro
de los límites establecidos.
En la medida de lo posible, se programará la producción para realizar las
actividades más ruidosas por el día para que en la noche la actividad industrial quede
reducida al mínimo posible.
NIVELES LIMITE (dBA) SITUACIÓN ACTIVIDAD
DIA (7-23 h) NOCHE (23-7 h)
Zona con actividad industrial o servicio
urbano excepto servicios de administración
75
70
Tabla 7. Emisión de ruido permitida en una actividad industrial.

PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
41
4.6.- AHORRO DE ENERGÍA.
Según el artículo 15, parte I del CTE, Exigencias básicas de ahorro de energía (HE):
1. El objetivo del requisito básico “ahorro de energía” consiste en conseguir un uso racional de la
energía necesaria para la utilización de los edificios, reduciendo a límites sostenibles su
consumo y conseguir asimismo que una parte de este consumo proceda de fuentes de energía
renovable, como consecuencia de las características de su proyecto, construcción, uso y
mantenimiento.
2. Para satisfacer este objetivo, los edificios se proyectarán, construirán, utilizarán y mantendrán
de forma que se cumplan las exigencias básicas que se establecen en los aparatos siguientes.
3. El documento básico “DB HE Ahorro de energía” especifica parámetros objetivos y
procedimientos cuyo cumplimiento asegura la satisfacción de las exigencias básicas y la
superación de los niveles mínimos de calidad propios del requisito básico de ahorro de energía.
Para satisfacer la demanda de ACS, se procederá a la instalación de
colectores solares que cubrirán las necesidades calculadas para edificios de uso
industrial.
Según recomendaciones del Código Técnico, se prevé un consumo de agua caliente
de 200 l/día, para lo cual, instalaremos dos colectores con una superficie de
captación de 2,5 m2 cada uno, con un depósito acumulador ubicado en cubierta.
15.1.- Exigencia básica HE 1: limitación de demanda energética.
Los edificios dispondrán de una envolvente de características tales que limite
adecuadamente la demanda energética necesaria para alcanzar el bienestar térmico en función del
clima de la localidad, del uso del edificio y del régimen de verano e invierno, así como por sus
características de aislamiento e inercia, permeabilidad al aire y exposición a la radiación solar,
reduciendo el riesgo de aparición de humedades de condensación superficiales e intersticiales que
puedan perjudicar sus características tratando adecuadamente los puentes térmicos para limitar las
pérdidas o ganancias de calor y evitar problemas higrotérmicos en los mismos.

PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
42
En nuestro caso no se tiene en cuenta esta exigencia básica de limitación de
demanda energética ya que se excluyen del campo de actuación:
e) Instalaciones industriales, talleres y edificios agrícolas no residenciales, dentro de
los cuales podemos incluir el presente proyecto de una Planta de Reciclado
Mecánico de PET.
15.2.- Exigencia básica HE 2: Rendimiento de las instalaciones térmicas.
Los edificios dispondrán de instalaciones térmicas apropiadas destinadas a proporcionar el
bienestar térmico de sus ocupantes, regulando el rendimiento de las mismas y de sus equipos. Esta
exigencia se desarrolla actualmente en el vigente Reglamento de Instalaciones Térmicas en los
edificios, RITE, y su aplicación quedará definida en el proyecto del edificio.
15.3.- Exigencia básica HE 3: Eficiencia energética de las instalaciones de
iluminación.
Los edificios dispondrán de instalaciones de iluminación adecuadas a las necesidades de
sus usuarios y a la vez eficaces energéticamente disponiendo de un sistema de control que permita
ajustar el encendido a la ocupación real de la zona, así como de un sistema de regulación que
optimice el aprovechamiento de la luz natural, en las zonas que reúnan unas determinadas
condiciones.
Al igual que ocurriera en el artículo 15.1., no se tiene en cuenta esta
exigencia básica de eficiencia energética de las instalaciones de iluminación ya que el
presente proyecto queda excluido por su punto
e) Instalaciones industriales, talleres y edificios agrícolas no residenciales.
A pesar de ello hay que decir que en cada zona se dispondrá de una
instalación de alumbrado, que ha sido calculado mediante el programa informático
DIALUX versión 4.2 para la correcta eficiencia de la instalación de iluminación.
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
43
15.4.- Exigencia básica HE 4: Contribución solar mínima de agua caliente
sanitaria.
En los edificios, con previsión de demanda de agua caliente sanitaria o de climatización de
piscina cubierta, en los que así se establezca en este CTE, una parte de las necesidades energéticas
térmicas derivadas de esa demanda se cubrirá mediante la incorporación en los mismos de sistemas
de captación, almacenamiento, y utilización de energía solar de baja temperatura, adecuada a la
radiación solar global de su emplazamiento y a la demanda de agua caliente del edificio. Los
valores derivados de esta exigencia básica tendrán la consideración de mínimos, sin perjuicio de
valores que puedan ser establecidos por las administraciones competentes y que contribuyan a la
sostenibilidad, atendiendo a las características propias de su localización y ámbito territorial.
El agua caliente utilizada en la industria, básicamente para el suministro a
los aseos y vestuarios, procederá de la instalación de colectores solares que se
ubicará en la cubierta del módulo de oficinas. Se ha calculado la instalación para un
consumo de unos 200 l/día.
Estará compuesta por:
- Captador solar plano de 2.5 m2 de superficie útil, con superficie de absorción de
cobre y vidrio templado.
- Estructura soporte para captadores en acero con tratamiento antioxidante.
- Acumulador para exterior de 200 l en acero al carbono, protegido interiormente
contra la corrosión por recubrimiento de esmaltado orgánico, aislamiento
térmico con espuma de poliuretano de e = 30 mm. Presión de trabajo 8
Kg/cm2. Intercambiador de doble envolvente.
- Kit de componentes para la instalación del equipo compacto, formado por los
siguientes elementos: válvula de seguridad, válvulas de corte, válvula de
retención, manguitos electrolíticos, piezas de unión, válvula termosifónica,
pequeño material, etc.
La orientación e inclinación del sistema generador y las posibles sombras
sobre el mismo serán tales que las pérdidas sean inferiores a los límites de la
siguiente tabla.
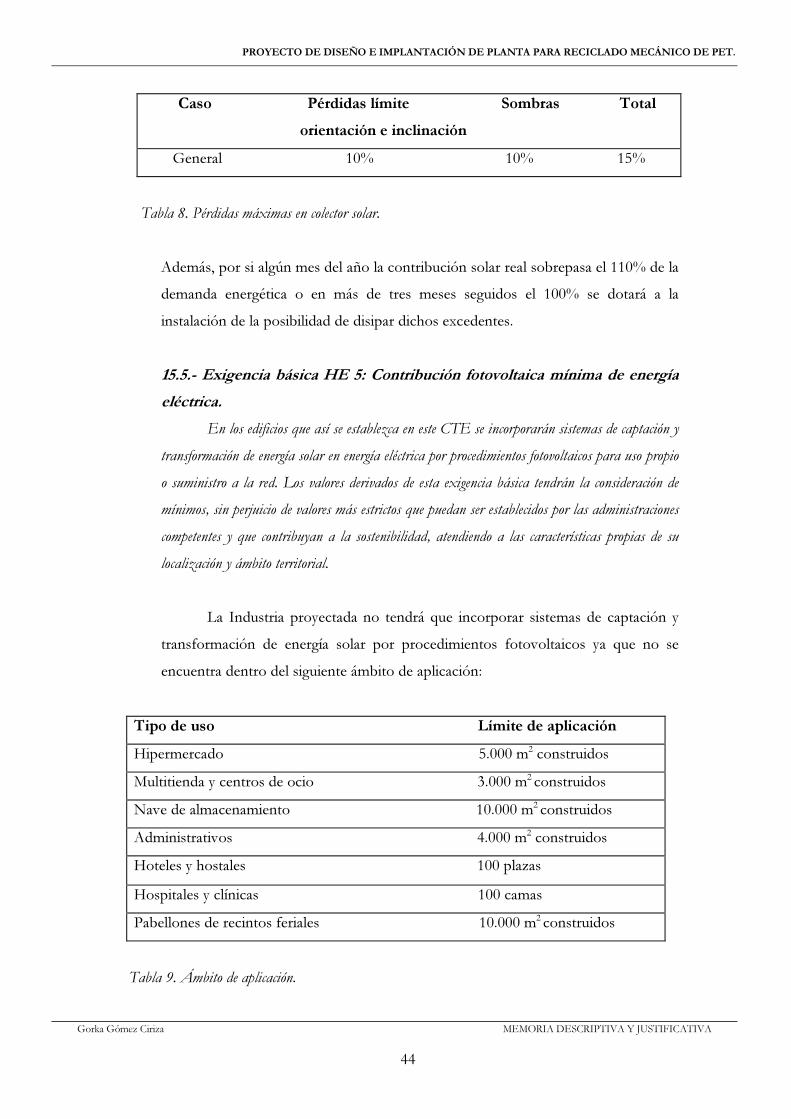
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET.
Gorka Gómez Ciriza MEMORIA DESCRIPTIVA Y JUSTIFICATIVA
44
Caso Pérdidas límite Sombras Total
orientación e inclinación
General 10% 10% 15%
Tabla 8. Pérdidas máximas en colector solar.
Además, por si algún mes del año la contribución solar real sobrepasa el 110% de la
demanda energética o en más de tres meses seguidos el 100% se dotará a la
instalación de la posibilidad de disipar dichos excedentes.
15.5.- Exigencia básica HE 5: Contribución fotovoltaica mínima de energía
eléctrica.
En los edificios que así se establezca en este CTE se incorporarán sistemas de captación y
transformación de energía solar en energía eléctrica por procedimientos fotovoltaicos para uso propio
o suministro a la red. Los valores derivados de esta exigencia básica tendrán la consideración de
mínimos, sin perjuicio de valores más estrictos que puedan ser establecidos por las administraciones
competentes y que contribuyan a la sostenibilidad, atendiendo a las características propias de su
localización y ámbito territorial.
La Industria proyectada no tendrá que incorporar sistemas de captación y
transformación de energía solar por procedimientos fotovoltaicos ya que no se
encuentra dentro del siguiente ámbito de aplicación:
Tipo de uso Límite de aplicación
Hipermercado 5.000 m2 construidos
Multitienda y centros de ocio 3.000 m2 construidos
Nave de almacenamiento 10.000 m2 construidos
Administrativos 4.000 m2 construidos
Hoteles y hostales 100 plazas
Hospitales y clínicas 100 camas
Pabellones de recintos feriales 10.000 m2 construidos
Tabla 9. Ámbito de aplicación.


















