Justo a Tiempo
45
Justo a tiempo JIT ESPOCH Facultad de administración de empresas Escuela de ingeniería de empresas Modelos gerenciales 20/06/2013 Andrea Gómez Es un conjunto integrado de actividades, diseñado para lograr un alto volumen de producción, utilizando inventarios mínimos de materia prima, trabajo en proceso y productos terminados.
-
Upload
sole-karyna -
Category
Documents
-
view
157 -
download
0
Transcript of Justo a Tiempo

Justo a tiempo JIT
ESPOCH
Facultad de administración de empresas
Escuela de ingeniería de empresas
Modelos gerenciales
2 0 / 0 6 / 2 0 1 3
Andrea Gómez
Es un conjunto integrado de actividades, diseñado para lograr un alto volumen de producción, utilizando inventarios mínimos de materia prima, trabajo en proceso y productos terminados.

Justo a tiempo JIT
INTRODUCCIÓNEl entorno industrial en que nos encontramos se caracteriza por los cambios en la producción y por la inestabilidad de la demanda. Ello se debe, en buena medida, al aumento de las exigencias que hacen los clientes de los mercados maduros, que requieren productos de calidad que se ajusten a sus necesidades específicas, así como entregas más frecuentes y rápidas.En la fabricación de productos, los sistemas de producción Justo a Tiempo han tenido un auge sin precedentes durante las últimas décadas. Así, como después del éxito de las compañías japonesas durante los años que siguieron a la crisis del 1970, investigadores y empresas de todo el mundo centraron su atención en una forma de producción que, hasta ese momento, se habían considerado vinculadas con las tradiciones, tanto culturales como sociales y, por tanto, muy difíciles de implementar en industrias no japonesas.A partir de investigaciones realizadas, así como de la experiencia que se obtuvo de las fábricas japonesas que se implantaron en occidente, se extrajo como conclusión que el éxito de los sistemas de producción justo a tiempo, depende de la organización de un ambiente favorable en la empresa y que esa situación puede darse en empresas no japonesas.La filosofía Justo a Tiempo está basada en la lógica de que nada se producirá hasta cuando se necesite.
Andrea Gómez Página 1
Justo a tiempo JIT
Antecedentes De La Filosofía JAT
El Justo a Tiempo ganó importancia mundial en los años 70, pero algo de su filosofía data de comienzo de 1900 en los Estados Unidos. Henry Ford utilizó concepto Justo a Tiempo al racionalizar sus ideas de ensambles móviles para fabricar automóviles. Por ejemplo, para eliminar el desperdicio utilizó la parte inferior de los cajones de empaque de los asientos como el tablero del piso del carro.
Aunque los elementos de Justo a Tiempo estaban siendo utilizados por la industria japonesa desde inicios de 1930, Numerosos investigadores coinciden en apuntar que los inicios del Justo a Tiempo surgen en las funciones de aprovisionamientos de los astilleros japoneses. El exceso de capacidad de los fabricantes de acero permitía entregas muy rápidas a los constructores de barcos. Dichos constructores aprovecharon la situación haciendo que sus proveedores suministraran en menores cantidades con mayor frecuencia, con lo que se conseguía reducir sustancialmente los inventarios de materia prima.
Este tipo de suministro (justo cuando se necesita) se extendió a otras empresas, que empezaron a exigir a sus proveedores entregas justo a tiempo, a la vez que aplicaban esta forma de trabajar en sus operaciones internas. Asimismo, en los astilleros japoneses también se introdujeron técnicas de calidad total y sistemas de reducción de tiempos de cambio, en particular en las grandes prensas, lo que constituiría el origen de buena parte de las técnicas Justo a Tiempo actuales.
Aunque ya había otras compañías en Japón que aplicaban conceptos y técnicas que luego se conocieron con el nombre genérico de Justo a Tiempo, el sistema de producción de Toyota se mostró como uno de los sistemas de producción Justo a Tiempo más avanzados, con ideas muy innovadoras sobre la producción en la industria repetitiva.
Andrea Gómez Página 2
Justo a tiempo JIT
¿Qué es Justo A Tiempo?
Es un conjunto integrado de actividades, diseñado para lograr un alto volumen de producción, utilizando inventarios mínimos de materia prima, trabajo en proceso y productos terminados.El Sistema Justo a Tiempo Se basa en la lógica de que nada se producirá hasta cuando se necesite.
Filosofía Industrial de eliminación de todo lo que implique desperdicio en el proceso de producción, desde las compras hasta la distribución, o sea eliminación de actividades que no agreguen valor al cliente.
Filosofía Justo A Tiempo
La filosofía del JAT reduce o elimina buena parte del desperdicio en las actividades de compras, fabricación, distribución y apoyo a la fabricación (actividades de oficina) en un negocio de manufactura. Hace hincapié en poner bajo control el proceso de producción y mantener ese control a fin de poder ejecutar el primer plan sin necesidad de trazar otros nuevos. Esta filosofía se convierte en un medio poderoso para mejorar la producción.
Beneficios del JAT
Aumentos del 20-50% en la productividad de mano de obra directa o indirectaAumentos del 30-40% en la capacidad de los equiposReducción del 80-90 % en el tiempo de fabricaciónReducción del 40-50 % en los costos por fallas
Andrea Gómez Página 3

Justo a tiempo JIT
Reducción del 8 -15 % en los costos de materiales compradosReducción del 50-90 % en los inventariosReducción del 30-40 % en requerimientos de espacio
Motivación para Implementar el JATCrisis competitivaPosibilidad de caída de participación en el mercado
Obstáculos para Iniciar el JAT Resistencia inicial de los empleados Es un reflejo de una actitud de
complacencia el pensar de que si la empresa funciona de manera aceptable porque cambiar.
Temor a lo desconocido El riesgo a recorrer terrenos desconocidos y posiblemente de arriesgar a la
empresa en el proceso, hace vacilar a las compañías. Renuncia de la administración a descartar técnicas operacionales probadas
desde hace tiempo.
Conceptos Básicos de la Filosofía Justo a Tiempo
Los sistemas Justo a Tiempo combinan la componente de control de producción y una filosofía administrativa. Se requieren cuatro preceptos básicos para el éxito de un sistema JAT:
Eliminación de desperdicio Participación de los empleados en la toma de decisiones Participación de los proveedores Control total de la calidad
Desperdicio
Todo lo que sea distinto de los recursos mínimos absolutos de materiales, máquinas y mano de obra necesaria para agregar valor al producto. El desperdicio tiene una relación estrecha con los procesos que agregan costo. De todos los tipos de desperdicios, el inventario es el que más atención ha atraído. Se asegura que el exceso de inventario cubre otros tipos de desperdicios. Al reducir el inventario, un objetivo del JAT, se descubren estos problemas.
Recursos Mínimos Absolutos
Un solo proveedor, si tiene capacidad suficienteNada de personas ni espacios a rehacer piezas defectuosas.Nada de existencia de seguridadNingún tiempo de producción en excesoNadie dedicado a cumplir tareas que no agregan valor
Valor Agregado: Las únicas actividades que agregan valor son las que producen una transformación física al producto.
Andrea Gómez Página 4
Justo a tiempo JIT
Eliminación del Desperdicio
Componentes importantes: Imponer equilibrio, sincronización y flujo en el proceso fabril. Actitud de la empresa hacia la calidad; hacerlo bien la primera vez. Participación de los empleados.
Participación de los EmpleadosLa participación de los empleados como parte de la filosofía JAT va de la mano con la cultura de los sistemas controlados por el mercado. En el sistema JAT esto se logra a través del trabajo en equipo y de delegar autoridad en los empleados. Se da más responsabilidad a cada uno de los empleados en el proceso de producción. Un ejemplo típico es la responsabilidad de la calidad. En su expresión máxima cada empleado puede parar toda la línea de producción, si la calidad no es satisfactoria.
Esto se conoce como jidoka en la terminología japonesa. Parte de la filosofía de que la persona que ejecuta cierta actividad es la más autorizada a la hora de emitir alguna opinión tendente a mejorar o eficientizar su labor.
Participación de los Proveedores
La participación de los proveedores indica una relación de trabajo distinta con los proveedores. En lugar de verlos como adversarios, los proveedores se consideran socios. La tendencia es reducir el número de proveedores y establecer asociaciones a largo plazo con ellos. Este proceso es también parte del enfoque del (TQM) Tecnique Quality Manufacturing o Gestión de la Calidad Total, su impacto es mayor cuando se implanta como parte de la filosofía JIT.
Control Total De La Calidad
El JAT solamente podrá tener éxito en una empresa que fabrique artículos de calidad. El JAT no se puede desligar de la calidad en ningún momento. La calidad es lo que hace posible el JAT.
Andrea Gómez Página 5

Justo a tiempo JIT
Recuérdese la definición y el propósito del JAT: producción de la cantidad mínima posible en el último momento posible utilizando un mínimo de recursos y eliminación del desperdicio en el proceso de producción.
Una empresa que pretenda lograr la fabricación perfecta de un artículo cada vez, no tendrá tiempo para rehacer piezas. Si no se fabrica una pieza buena la primera vez, y todas las veces, entonces la producción se detendrá. Sin producción de calidad, no hay manera de eliminar inventarios.
En un ambiente JAT se necesita calidad en la fuente, haciendo hincapié en la necesidad de hacer las cosas bien la primera vez. Hacerlo bien la primera vez no es la manera tradicional de buscar calidad.
La manera tradicional conocida como evaluación a posteriori, consiste en producir un artículo, luego inspeccionarlo, separar los buenos de los malos con la esperanza de que haya suficientes buenos para satisfacer al cliente, y esperar que los malos se puedan salvar. En esta modalidad tradicional, la fuente de calidad estaría en la mesa de inspección.
En la producción JAT, la calidad que se exige es la calidad en la fuente, o prevención a priori. Esta hace hincapié en la calidad allí donde está el operario, ante la máquina y en el proceso; calidad donde está el operario del proveedor, la máquina del proveedor o el proceso del proveedor. Para pasar de la evaluación a posteriori a la prevención a priori hay que seguir tres pasos. El primero es definir los requisitos, el segundo es controlar el proceso, y el tercero es mantener el control del proceso.
Elementos de la Filosofía Justo a Tiempo La Filosofía Justo a Tiempo como tal Calidad en la Fuente Equilibrio de Procesos (Carga Fabril Uniforme) Operaciones Coincidentes (Tecnología de grupos) Tiempo Mínimo de Preparación Sistema de Control Kanban u Operaciones Eslabonadas Las Compras Justo A Tiempo
Calidad en la Fuente
Significa hacer las cosas bien desde el principio y, cuando algo sale mal detener el proceso o la línea de ensamble de inmediato. Los trabajadores de la fábrica se convierten en sus propios inspectores, responsables personalmente de la calidad de sus productos. Los trabajadores se concentran en una parte del trabajo a la vez para poder detectar problemas de calidad.Este elemento está compuesto de tres pasos importantes a seguir:
o Definir los requisitoso Controlar el procesoo Mantener el control del proceso
Andrea Gómez Página 6
Justo a tiempo JIT
Definir Los RequisitosToda empresa asegura que tiene especificaciones buenas y claras, pero la mayoría no las tienen. Por especificaciones claras no queremos decir que todo deba ceñirse a las mismas especificaciones sino que cumpla con los requisitos que satisfacen a su cliente. Hay dos tipos de clientes, y cada uno tiene su propia serie de requisitos. Los consumidores finales, que pagan por los bienes y servicios, constituyen la clientela externa. Pero igualmente importante es la numerosa clientela interna dentro del proceso.
La calidad total es más que la calidad de un producto despachado al cliente. La calidad total es el resultado final de toda una serie de actividades. Para asegurar que el producto despachado sea bueno siempre, es necesario que existan relaciones de calidad total entre empleados y clientes así como entre empleados y proveedores, y, lo que es igualmente importante, entre empleados y empleados.
La calidad debe ser la meta final de todos los funcionarios: del vendedor, del representante de servicio al cliente, del ingeniero de diseño, del gerente de mercadeo y del gerente de recursos humanos.
Un aspecto principal de la implantación de un programa de calidad es establecer vínculos de trabajo más estrechos entre un departamento y otro. En realidad producción e ingeniería son clientes recíprocos y deben conocer los verdaderos requisitos del otro a fin de poder diseñar o fabricar el artículo correctamente desde la primera vez.
Controlar El Proceso.Este control encierra dos elementos. El primero es la participación del operario, porque este es clave para la calidad. El segundo elemento es la solución de problemas. La solución de problemas comienza con la recopilación de datos, a fin de conocer la verdadera magnitud del problema. La participación del operario comienza cuando se logra que este sea su propio inspector y que intervenga en la recopilación de datos para identificar problemas. Como en todo proceso se presentan problemas, siempre habrá la necesidad de resolverlos.Para resolver los problemas hay una manera correcta y una manera incorrecta. La manera correcta es utilizar todos los medios de diagnóstico que sean necesarios para hallar la causa o causas fundamentales del problema de modo que el paso final en la solución sea preguntar: ¿Qué se puede hacer para que nunca se necesite resolver este problema de nuevo? La prueba de que se ha encontrado la causa fundamental es que sea posible eliminar y generar de nuevo el problema.
La manera incorrecta, y mucho más común, de resolver un problema es a escopetazos, procurando por todos los medios que el problema desaparezca: pero incluso si este desaparece nadie sabe que lo hizo desaparecer. La empresa se contenta con poder reanudar la producción.
Mantener El Proceso Bajo Control
Andrea Gómez Página 7
Justo a tiempo JIT
Una vez logrado el control del proceso hay que mantenerlo. Esta tarea incluye tres aspectos. El primero es la participación de los operarios en grado todavía mayor del que se precisó cuándo se estaba implantando el control. El segundo es el control estadístico del proceso CEP, incluyendo el pre control. El tercero es la autoprotección.
El CEP es ante todo un mecanismo de retroinformación que le permite al operario controlar el proceso. El CEP fija límites de control dentro de los cuales deberá desarrollarse el proceso y vigila generalmente con muestreo el buen desarrollo del proceso, pidiendo medidas correctivas cuando surjan defectos. Otro detalle del CEP es el pre control, que significa tomar las medidas preventivas, o sea, no cuando aparezcan los defectos sino antes.
La autoprotección es encontrar como facilitar la elaboración correcta de algo, y dificultar o imposibilitar la elaboración incorrecta. La autoprotección se puede aplicar en la etapa de inspección, en el proceso mismo o en el diseño del producto. Un proceso auto protegido es el que se verifica a sí mismo antes de comenzar una operación o durante el proceso, a fin de evitar los defectos antes que ocurran. Hay accesorios de auto verificación que no se apagan si el montaje no está correcto.
Equilibrio de Procesos (Carga Fabril Uniforme)El concepto dice que la producción no debe ser equivalente a la capacidad de producir sino que debe adaptarse a lo que se necesita.
Introduce dos ideas:
a) Tiempo de ciclo:Una medida del índice de la demanda, el principio de tiempo de ciclo dice que el ritmo de producción debe ser igual que el índice de la demanda.
b) Carga nivelada:Significa hacer funcionar las maquinas con la rapidez adecuada, tiene que ver con la producción de un artículo a la frecuencia correcta, a la que el cliente pida al nivelar la carga, el artículo se produce en la forma más fácil y predecible.
Beneficios:o Mejora la curva de aprendizajeo Mayor flexibilidad para combinar productoso Reducción de inventarioo Tiempo de producción más cortoo Mejoramiento de calidado Ritmo de produccióno Frecuencia
Andrea Gómez Página 8

Justo a tiempo JIT
Andrea Gómez Página 9
Justo a tiempo JIT
Operaciones Coincidentes (Celdas de trabajo)
Se emplea en relación al ordenamiento físico, la disposición y la localización de las máquinas en una instalación fabril. En la producción JAT, es necesario que la fábrica se organice no por funciones sino por productos. Las máquinas se deben dedicar total o parcialmente a una familia de productos y se deben disponer en el orden en que van a cumplirse las operaciones para esa familia de productos.Si el producto va fluyendo cada vez de una maquina a otra no por lotes, sino por artículos cada vez es lo que da lugar a las operaciones coincidentes, es decir se asegura el flujo en que la operación #2 comienza tan pronto sale la pieza de la operación #1, en realidad el lote se traduce en una pieza.
Ordenamiento FlexibleProporciona la capacidad para operar a distintos ritmos de producción y con cuadrillas de diferentes tamaños.
Ordenamiento en ULa magia del ordenamiento en U no radica en la forma de U, sino en la forma en que se colocan los operarios físicamente juntos; lado a lado; espalda contra espalda.Todo el trabajo que ha de cumplirse en esta línea o celda se encuentra disponible en un área central de limitada, de manera que el número de operarios es flexible.En una línea en U el operario no está limitado a la operación anterior o a la siguiente su movilidad de 360° le permite asumir la totalidad o una parte de cualquier tarea que esté a su alcance dentro del círculo completo.
Ventajas:Se pueden fabricar piezas similares o pueden ser totalmente disociadas.Permite mayor flexibilidad para aumentar o disminuir la producción en incrementos.
Las Compras Justo a Tiempo
Así como los clientes y los empleados son componentes clave del sistema Justo a Tiempo, los proveedores también son importantes para el proceso. Si una firma comparte sus necesidades de uso proyectadas con sus proveedores, obtiene un cuadro a largo plazo de las demandas que se harán a los sistemas de producción y distribución.
Algunos proveedores están enlazados en línea con un cliente para compartir la programación de la producción y los datos sobre las necesidades de insumos. Esto les permite desarrollar sistemas de nivel de producción. La confianza en el compromiso de entrega del proveedor o del vendedor permite reducciones en los inventarios reguladores. Mantener existencias a un nivel Justo a Tiempo requiere de entregas frecuentes durante el día.
Andrea Gómez Página 10
Justo a tiempo JIT
Algunos proveedores incluso entregan en un sitio a lo largo de la línea de producción y no en el puerto de entrada. Cuando los vendedores adoptan prácticas de calidad, pueden pasarse por alto las inspecciones de recibo a la llegada de sus productos.Un resultado mucho mejor es que los proveedores comprendan su propio proceso y que lo controlen de tal manera que hagan las cosas bien la primera vez y reemplacen la inspección con vigilancia.
Eliminación del Desperdicio en el Proceso de ComprasEn el entendido de que el objetivo fundamental en la implementación del JAT es la eliminación del desperdicio, así en el proceso de compras se dan una serie de pasos que no agregan valor al producto y por tanto la filosofía JAT procede a eliminar los siguientes tipos de desperdicios:
Orden de compra Una enmienda a la orden de compra Las remisiones y los informes de recibos y las facturas Sacar algo de un camión y colocarlo en un mueble central de recepción Traslado a una zona de espera La inspección Colocación en un depósito Los recuentos Sacar artículos de un recipiente grande y colocarlo en uno más pequeño Trasladarlo al punto donde se va a utilizar Los costos de transporte
Relaciones con los Proveedores JAT Para poner en marcha las compras JAT, hay que comenzar por forjar una nueva
serie de relaciones, que sería muy diferente a las relaciones tradicionales entre compradores y vendedores, esta relación debe ser bilateral en el entendido de que proveedores y compradores están pensando más o menos lo mismo.
Los elementos de esta relación son:
Largo Plazo o Duradera Porque se necesita mucho tiempo para resolver los problemas. Mutuo Beneficio Porque es la única manera de que sean duraderas. Menos Proveedores Porque ninguna empresa dispone de recursos para hacer tal cosa con muchos
proveedores. Mejores Proveedores Porque todo el proceso se basa en la calidad
Beneficios de las Compras Justo a Tiempo
Proveedor
Andrea Gómez Página 11
Justo a tiempo JIT
Mayor participación de mercado Orientación al cliente Pronóstico acertado de la demanda Inversión en productividad Tecnología de calidad Reducción del ciclo de tiempo Comunicación sin errores Proceso de calidad Productividad Participación utilidades
Andrea Gómez Página 12

Justo a tiempo JIT
Clientes
Coordinación administrativa Orientación al proveedor Fuente de suministro asegurada Reducción sin errores Tecnología de calidad Proceso de calidad Productividad
Relación entre el JAT y Planeación de Requerimientos de Materiales (PRM)Las técnicas de planeación de requerimientos de materiales (PRM) y el JAT, contribuyen a una estrategia de produccióncoherente, son compatibles por que pueden unificarse para lograr objetivos mayores que cuando se aplican aisladamente.
El objetivo del PRM es trabajar con el proceso de programación para hacer lo mejor posible mientras que el JAT busca la alteración radical del proceso fabril. Aquí surge la disyuntiva de cuál de los dos debe aplicarse primero.
El PRM se ajustaría más si la compañía está en condiciones críticas en orden de lograr un control como impedir que la situación se deteriore más, al pedirle a los empleados que efectúen los cambios radicales del JAT. En cambio, si la empresa está básicamente bajo control pero deseosa de mejorar, es recomendable pensar en implantar primero los fundamentos del JAT. En ese orden el PRM que deberá ponerse en marcha será muchísimo más sencillo y de magnitud reducida.
El sistema Just-in-Time tiene cuatro objetivos esenciales que son:
Atacar los problemas fundamentales.
Eliminar despilfarros.
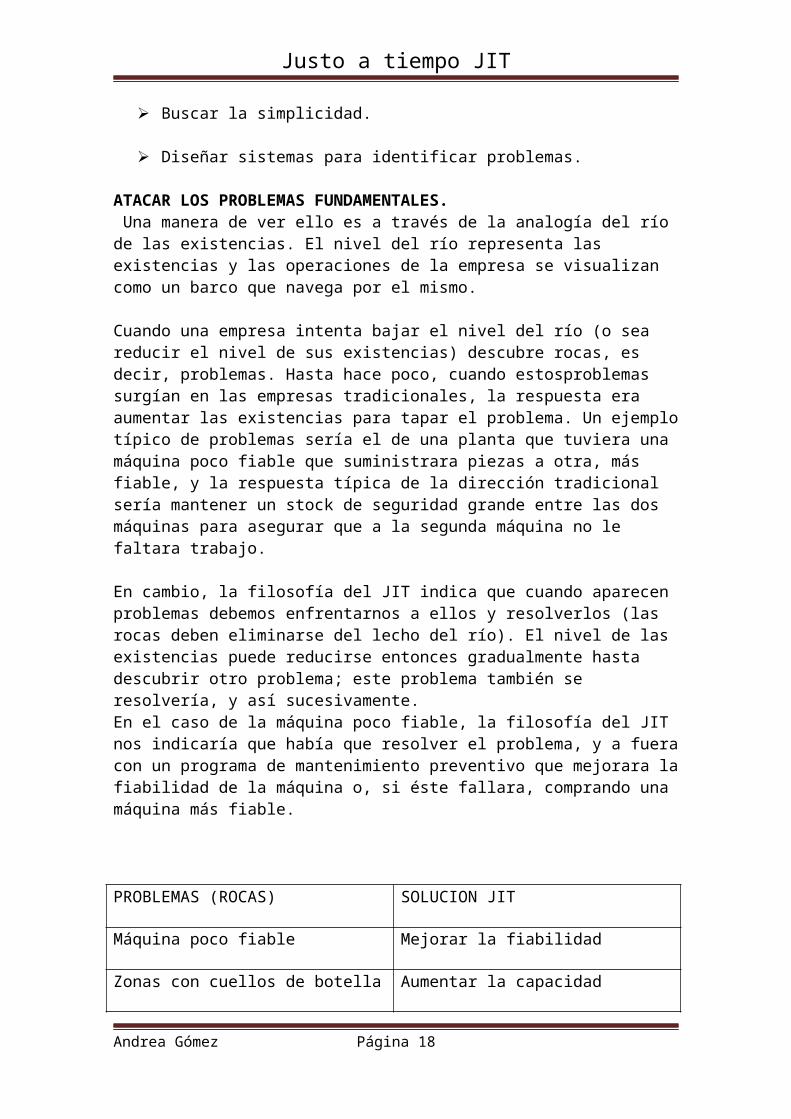
Buscar la simplicidad.
Diseñar sistemas para identificar problemas.
ATACAR LOS PROBLEMAS FUNDAMENTALES. Una manera de ver ello es a través de la analogía del río de las existencias. El nivel del río representa las existencias y las operaciones de la empresa se visualizan como un barco que navega por el mismo.
Cuando una empresa intenta bajar el nivel del río (o sea reducir el nivel de sus existencias) descubre rocas, es decir, problemas. Hasta hace poco, cuando estosproblemas surgían en las empresas tradicionales, la respuesta era aumentar las existencias para tapar el problema. Un ejemplo típico de problemas sería el de una planta que tuviera una máquina poco fiable que suministrara piezas a otra, más fiable,
Andrea Gómez Página 13

Justo a tiempo JIT
y la respuesta típica de la dirección tradicional sería mantener un stock de seguridad grande entre las dos máquinas para asegurar que a la segunda máquina no le faltara trabajo.
En cambio, la filosofía del JIT indica que cuando aparecen problemas debemos enfrentarnos a ellos y resolverlos (las rocas deben eliminarse del lecho del río). El nivel de las existencias puede reducirse entonces gradualmente hasta descubrir otro problema; este problema también se resolvería, y así sucesivamente. En el caso de la máquina poco fiable, la filosofía del JIT nos indicaría que había que resolver el problema, y a fuera con un programa de mantenimiento preventivo que mejorara la fiabilidad de la máquina o, si éste fallara, comprando una máquina más fiable.
PROBLEMAS (ROCAS) SOLUCION JIT
Máquina poco fiable Mejorar la fiabilidad
Zonas con cuellos de botella Aumentar la capacidad
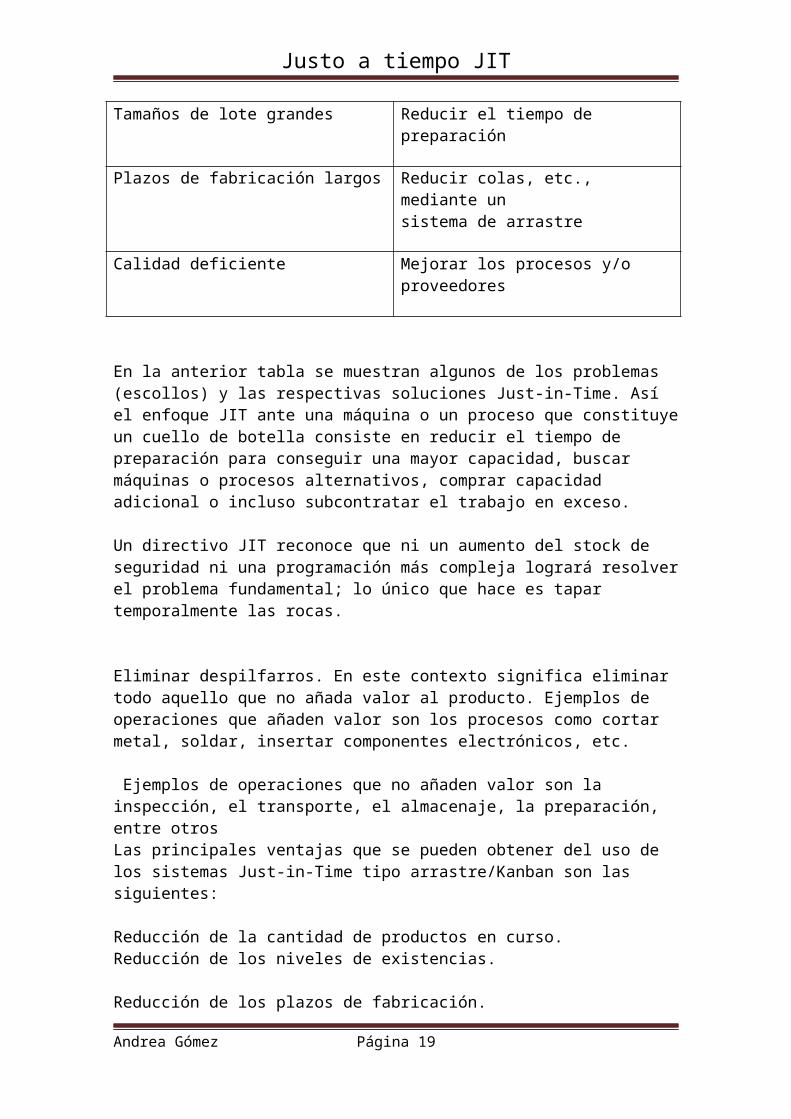
Tamaños de lote grandes Reducir el tiempo de preparación
Plazos de fabricación largos Reducir colas, etc., mediante unsistema de arrastre
Calidad deficiente Mejorar los procesos y/o proveedores
En la anterior tabla se muestran algunos de los problemas (escollos) y las respectivas soluciones Just-in-Time. Así el enfoque JIT ante una máquina o un proceso que constituye un cuello de botella consiste en reducir el tiempo de preparación para conseguir una mayor capacidad, buscar máquinas o procesos alternativos, comprar capacidad adicional o incluso subcontratar el trabajo en exceso.
Un directivo JIT reconoce que ni un aumento del stock de seguridad ni una programación más compleja logrará resolver el problema fundamental; lo único que hace es tapar temporalmente las rocas.
Eliminar despilfarros. En este contexto significa eliminar todo aquello que no añada valor al producto. Ejemplos de operaciones que añaden valor son los procesos como cortar metal, soldar, insertar componentes electrónicos, etc.
Ejemplos de operaciones que no añaden valor son la inspección, el transporte, el almacenaje, la preparación, entre otros
Andrea Gómez Página 14

Justo a tiempo JIT
Las principales ventajas que se pueden obtener del uso de los sistemas Just-in-Time tipo arrastre/Kanban son las siguientes:
Reducción de la cantidad de productos en curso. Reducción de los niveles de existencias.
Reducción de los plazos de fabricación.
Reducción gradual de la cantidad de productos en curso.
Identificación de las zonas que crean cuellos de botella.
Identificación de los problemas de calidad.
Gestión más simple. El hecho de que los sistemas de arrastre Kanban identifiquen los cuellos de botella y otros problemas, en Occidente se consideró al principio como una desventaja. ¿Para qué queremos identificar problemas? ¿Por qué no olvidarlos? Bien, el objetivo del JIT es justamente resolver los problemas fundamentales y esto sólo se puede conseguir si se identifican los problemas. Establecer sistemas para identificar problemas.
El sistema de arrastre Kanban saca los problemas a la luz, en tanto que el control estadístico de procesos (SPC) ayuda a identificar la fuente del problema. Con el JIT, cualquier sistema que identifique los problemas se considera beneficioso y cualquier sistema que los enmascare, perjudicial. Los sistemas de arrastre Kanban identifican los problemas y por tanto son beneficiosos.
Los enfoques tradicionales tendían a ocultar los problemas fundamentales y de esta forma retrasar o impedir la solución. Los sistemas diseñados con la aplicación del JIT deben pensarse de manera que accionen algún tipo de aviso cuando surja un problema.
Si realmente queremos aplicar el JIT en serio tenemos que hacer dos cosas: Establecer mecanismos para identificar los problemas. Estar dispuesto a aceptar una reducción de la eficiencia a corto plazo con el fin de obtener una ventaja a largo plazo.
Es posible que muchos directivos consideren en un principio que el cuarto y último aspecto de la filosofía JIT es una desventaja potencial. Sin embargo, la experienciamuestra que si se crean estos sistemas y si se resuelven los problemas se puede mejorar considerablemente el funcionamiento de la empresa.
Los objetivos del Just-in-Time suelen resumirse en la denominada “Teoría de los Cinco Ceros”, siendo estos:
Andrea Gómez Página 15

Justo a tiempo JIT
Cero tiempos al mercado. Cero defectos en los productos. Cero pérdidas de tiempo. Cero papeles de trabajo.
Cero stock. A los que suele agregarse un sexto “Cero”:
Cero accidentes.
ESTRATEGIA DEL JUST-IN-TIME El JIT es mucho más que un programa destinado a la reducción de inventarios o cero inventarios El JIT es un sistema para hacer que las empresas de manufacturas operen eficientemente y con un mínimo de recursos humanos y mecánicos.
El just-in-time también permite mejorar la calidad, y proporcionar un máximo de motivación para la solución de los problemas tan pronto como éstos surgen. El Just-in-Time es sinónimo de simplicidad, eficiencia y un mínimo de desperdicios.
Como antes dijimos, el JIT introduce una nueva definición de desperdicios en la manufactura. En general se considera que el desperdicio es chatarra de material, reprocesarle o bien producto de línea rechazado. El JIT considera desecho a cualquier cosa que no sea necesaria para la manufactura del producto o que es un exceso del mismo, por ejemplo, el caso de un inventario de seguridad para cubrir las partes defectuosas en las líneas de producción o las tasas de elaboración de carácter no lineal, las horas de mano de obra empleadas en elaborar productos innecesarios o en reprocesar productos debido a su mala calidad o a causa de cuestiones de ingeniería, así como el tiempo invertido en el ajuste de máquinas y herramientas antes de que se empiecen a procesar partes con ellas. Todo este tiempo y material desperdiciado incrementa el costo del producto y disminuye su calidad. El Just-in-Time
Implementación del Programa Justo a TiempoFases para la implementación del JATDefinir por qué?Es la fase de preparación, define de qué manera servirá esto para convertir la producción de la empresa en un arma estratégica que mejore la producción de mercado, es decir la definición y la estrategia.
Creación de la estructura organizacionalConsiste en organizar la empresa en cuatro protagonistas claves. El comité directivo, un facilitador, los grupos encargados de proyectos y los jefes de grupos de proyectos.Es importante establecer un comité directivo encabezado por un alto directivo.
Puesta en marcha del planEsta fase comprende tres partes:Proyectos pilotos e implementación proyectos por proyectos.
Andrea Gómez Página 16
Justo a tiempo JIT
Educación, ampliación de los conocimientos acerca del JAT, y aprovechamiento de los resultados obtenidos mediante los proyectos pilotos y otros.Institucionalización.
Paso 1: El equipo del justo a tiempo y el programa de capacitación.En esta fase, se integra el equipo principal y se inicia el proceso de educación en el justo a tiempo. También es importante encontrar un campeón que siga el proceso de entrenamiento. Este entrenamiento será intensivo y tardará de uno a tres meses. La meta es convertir al equipo en verdaderos devotos. Solo entonces serán capaces de elaborar un plan de implementación del justo a tiempo.
El plan incluye un programa de entrenamiento que abarque a toda la empresa y que se centre en los principios del JAT. También comprenderá la línea de productos del programa y el conjunto de metas que se deben alcanzar. Los empleados que serán involucrados deben considerar también sus responsabilidades dentro del plan.
Finalmente, el plan contendrá un marco de referencia del tiempo necesario para su implantación y una lista de proveedores más importantes que son quienes deberán convertirse en proveedores justo a tiempo.
Una decisión fundamental es la selección del paquete de software para manufactura repetitiva. También es crucial que el equipo determine los cambios que se requieren para establecer un sistema kanban y para modificar el sistema de contabilidad de costos de manera que pueda operar dentro de un sistema justo a tiempo.
Paso 2: Implantación Inicial en la línea de producciónDurante esta fase, se debe definir el proceso repetitivo para elaborar el producto. Esto implica cambiar la estructura de la cédula de materiales para apoyar al sistema JAT. Simultáneamente los ingenieros de manufactura re planificarán la distribución física de la planta, con el objetivo de ahorrar espacio de almacenamiento.
El departamento de sistemas de información a la dirección iniciará la instalación de los módulos de software para manejar el proceso repetitivo. El equipo de JAT definirá los sistemas y procedimientos para operarlo y luego lo revisarán conjuntamente con todos los involucrados. Los rubros principales a definirse en esta etapa incluyen la capacidad de la línea de producción y las tasas diarias de producción deseadas.
El personal de ingeniería de manufactura definirá cuáles serán los contenedores para llevar el material diario, las cantidades y la dirección adecuada hacia los centros de trabajo (en este caso la meta es reducir el tiempo ocioso de los obreros. Los ingenieros de manufactura deberán completar un estudio de los tiempos de espera del proceso y del balance de la línea antes de transformar el proceso en manufactura repetitiva. Esto hará evidentes los cuellos de botella que deberán corregirse antes.
Paso 3: Implantación del programa de control de calidad total.
Andrea Gómez Página 17
Justo a tiempo JIT
La implantación de un programa de CTC (control total de la calidad) es tan importante como los pasos previos. Un programa de CTC debe iniciarse paralelamente al diagrama Justo a tiempo, pues ninguno de los dos programas tendrá éxito sin el otro.
Un programa CTC es, en principio, la responsabilidad del departamento de control de calidad. Pero para una implantación exitosa, necesita del apoyo del personal, tanto de manufactura como de ingeniería. En general un programa de CTC afecta a la planta y a los proveedores.
La implantación de un CTC interno es prioritario. No es que se ignore a los proveedores, pero la meta más importante es incrementar la calidad dentro de la planta, al menos al principio. El primer paso es definir el proceso de calidad en la línea de producción; luego proceder al reclutamiento y entrenamiento de los equipos de calidad encargados de resolver los problemas en la línea.
Durante esta fase, debe desarrollarse un sistema sencillo de recopilación de información para capturar la información sobre los problemas de calidad. La información se usará para priorizar los problemas. El equipo de calidad puede entonces orientarse a los problemas por orden de prioridad.El plan de CTC deberá incluir el entrenamiento de los trabajadores como inspectores. También incluirá arreglos para eliminar a los inspectores de calidad de la línea. Una vez eliminados estos, debe quedar muy claro que la responsabilidad de la calidad de los productos descansa totalmente en los hombros de los trabajadores que los elaboran. Este es el corazón del programa CTC.
Es necesario desarrollar un sistema para recopilar información sobre los proveedores potenciales del JAT, en donde informe acerca de los problemas de partes descubiertos durante las inspecciones de recepción, y durante el proceso de producción, así como datos sobre las partes una vez que llegan a los clientes como componentes de los productos finales.Una vez que el proceso interno de CTC está en marcha y los datos se han recopilado sobre los proveedores, es tiempo de iniciar el trabajo con ellos para que mejores la calidad de sus partes. Un plan CTC debe producir un grupo de proveedores de calidad certificada que constituya el conjunto inicial de proveedores del JAT. Este grupo deberá ahora ser capaz de embarcar partes con mayor frecuencia y en lotes pequeños. Al mismo tiempo, la empresa puede eliminar las inspecciones de recepción y conducir directamente las partes a la línea de producción, para evitar con ello la necesidad de inventarios de seguridad.
Paso 4: Conversión de la línea de producción al JAT.Esta es la fase en la cual la línea de producción se transforma en un proceso repetitivo. Los planificadores de materiales cerrarán las órdenes de trabajo en al computadora y redistribuirán los materiales para cumplir con la tasa diaria que se tiene como objetivo.
También en el almacén se inicia la salida de los materiales de una manera repetitiva y los puntos de flujo inverso se hacen efectivos. De aquí en adelante solo lo que la fábrica produzca jalará los materiales, y el almacén les dará salida solamente cuando
Andrea Gómez Página 18
Justo a tiempo JIT
exista demanda de ellos en la línea de producción. El siguiente paso es registrar diariamente lo terminado en la planta y poner al tanto a todos los obreros de las metas diarias.
Quienes están involucrados en el sistema JAT necesitan tener un cierto nivel antes de comenzar a dar resultados. De hecho, es normal esperar errores iniciales y poca productividad. Los planes de contingencia deben diseñarse para asegurar que los compromisos de los embarques se cumplan.
Para salvaguardar la calidad del producto, ahora que los inspectores de línea se han eliminado, se recomienda que se lleve a cabo una inspección final profunda, antes de embarcar. La meta del JAT es reducir las inspecciones finales a medida que la calidad del producto se mejore. Sin embargo, al principio, son necesarias profundas inspecciones finales para estar tranquilos. Los reportes de los resultados de la inspección final dirán por sí mismos cuando es que esta política debe suavizarse.
Al final de esta fase, mucho se habrá obtenido. La planta contará con una nueva distribución física; los materiales saldrán sobre demanda y de una manera repetitiva; se habrá implantado un sistema de kanban para algunos productos de la línea, un nuevo procedimiento para contabilidad de costos habrá sido puesto en marcha para capturar los materiales y la mano de obra, y los trabajadores de la línea serán sus propios inspectores. En pocas palabras se habrá realizado el lanzamiento total del sistema JAT.Puesta en marcha del plan
Paso 5: El trabajo con los proveedores.La empresa tiene menos control sobre los cambios que ocurre en esta fase que en el caso de las fases previas. La fase 5 es completamente diferente. La empresa debe trabajar con proveedores que requieren de una gran cantidad de motivación. Pues se les pide que alteren de una manera radical la forma en que hacen las cosas. Parecerá que la empresa les solicita incrementar su carga de trabajo para satisfacer sus necesidades.
La fase 5 requiere paciencia, negociación y algunas veces decisiones fuertes, puesto que un proveedor que no de la respuesta esperada deberá ser sustituido. El éxito de esta fase depende de la conversión de los proveedores en creyentes del sistema JAT. Se les pedirá que mejoren la calidad de sus partes, y que entreguen lotes pequeños con mayor frecuencia.
Durante esta fase es posible desarrollar un programa de almacén intramuros con un proveedor, o varios de ellos, creando así una verdadera asociación.
Paso 6: La evaluación del desempeño del justo a tiempo.Para cuando llegue a la fase 6, habrá ya utilizado el sistema durante 9 meses o un año, y tendrá ya ese tiempo de haber estado con los proveedores clave para introducirlos en el sistema. En este punto la empresa deberá analizarse de nuevo y preguntarse las
Andrea Gómez Página 19

Justo a tiempo JIT
cuestiones que se hicieron al comienzo. Deberá entonces comparar los resultados del análisis con los resultados anteriores. Las diferencias indicarán los niveles de éxito alcanzados.
Se tienen dos opciones posibles. Primero los resultados pueden no ser lo suficientemente satisfactorios como para justificar el esfuerzo. En este caso, es necesario entender los problemas y corregirlos. Segundo, las metas descritas al inicio del programa pueden haber sido alcanzadas, en cuyo caso la implantación habrá tenido éxito.
En ambos casos se recomienda que la empresa establezca nuevas metas y comience a trabajar para alcanzarlas. No existe culminación a las mejoras que pueden hacerse.
APLICACIONES DEL "JUSTO A TIEMPO", A NIVEL INTERNO Y EXTERNO DE LA EMPRESA.
Producción o Procesos de Producción. a. Utilizar máquinas de múltiples propósitos, en las que fácilmente se pueda pasar de la producción de un componente a otro. b. Aplicar las técnicas de grupos o celdas, donde las series de componentes se puedan producir juntas, esto permite reducir los períodos de planificación. c. Trazar un esquema en U, en el cual los materiales se colocan en un costado de la U, y los productos terminados en el otro costado, permitiendo la reducción del movimiento del material. d. Utilizar órdenes de compra generales, que autoricen a un proveedor a suministrar una cierta cantidad de material durante un período de tiempo, esto evita las órdenes individuales, ahorrando tiempo y esfuerzo. Reduciendo los costos operativos. Niveles de Inventario Reducidos Se refiere a utilizar un sistema para hacer que los materiales fluyan de acuerdo con los requerimientos de producción / trabajo, conocido también como sistema de afluencia antes de un sistema de almacenado. Mejoramiento del control de calidad a. Insistir en los detalles de calidad de los proveedores o fuentes. b. Adoptar un sistema de control de calidad total, comenzando con la calidad de los artículos suministrados por el proveedor, poniendo énfasis en la calidad en la línea de producción de los artículos manufacturados y en la calidad del servicio que presta el colaborador. Mejoramiento de la calidad y la fiabilidad Insiste en utilizar técnicas de ingeniería del valor, diseño para la fabricación y diseño para el montaje. El objetivo es eliminar el descarte y todos los defectos, para que los clientes reciban una calidad superior con menos reparaciones de garantía.
Andrea Gómez Página 20
Justo a tiempo JIT
Flexibilidad del producto La menor cantidad de trabajo en proceso permite una mayor capacidad para responder rápido a los cambios en las demandas del consumidor para diferentes artículos. Responsabilidad en la distribución Al utilizar el sistema de afluencia y el control de calidad total permite dar una mejor respuesta a los clientes, en cuanto a una distribución puntual de productos y de servicios de calidad. Utilización de los activos. Al reducir los inventarios y contar con un manejo más eficiente, se requieren menos activos para los procesos actuales. Esto permite reducir los gastos operativos de las instalaciones actuales o brinda más espacio para la expansión del negocio. Utilización del personal Promover la capacitación cruzada del personal para trabajar en diferentes áreas de producción. Los empleados familiarizados con el proceso contribuyen al mejoramiento continuo; pues poseen más sentido de propiedad con respecto al producto o servicio.
Minimización de los costes
a. Reducir el inventario.
b. Reducir el desperdicio de material y el desaprovechamiento de la mano de obra debido a los defectos.
c. Establecer cuotas de trabajo simplificadas que significan menores costes por primas.
d. Reducir los costes mediante el mejoramiento del mantenimiento preventivo.
e. Simplificar los procesos administrativos para reducir el trabajo por empleado.
Andrea Gómez Página 21
Justo a tiempo JIT
Coste / beneficio de la aplicación del Just-in-Time
Los enfoques convencionales del control de la fabricación como el MRP o el OPT exigen grandes inversiones de capital, la mayor parte del mismo consistente en hardware y software informático. Normalmente una aplicación de los sistemas MRP u OPT implica una secuencia de implantación de 18 meses para resolver los flujos de datos; luego se prueba el sistema en paralelo con el sistema existente, se solucionan los problemas iniciales y finalmente la empresa pasa a utilizar definitivamente el nuevo sistema. En cambio, el JIT exige muy poca inversión de capital. Lo que se requiere es una reorientación de las personas respecto a sus tareas. Con la aplicación del JIT, todos los gastos implicados son principalmente gastos de formación. El personal de una empresa debe ser consciente de la filosofía que subyace el JIT y cómo influye esta filosofía en su propia función.
Pero aunque el coste de una aplicación JIT sea más bajo que el de las aplicaciones típicas del MRP II, la reducción de las existencias es mucho mayor con el sistema JIT, muchas aplicaciones consiguen una reducción del 60 al 85 por 100 de las existencias. También debemos considerar que el JIT no se debe considerar a corto plazo; es decir, no deberíamos utilizar el JIT durante seis meses y luego parar. El JIT es una campaña progresiva que busca el perfeccionamiento continuo. Además debemos tener en cuenta que el JIT no sólo reduce las existencias, sino que aumenta la calidad, el servicio al cliente y la moral general de la empresa.
Análisis completo de los costes improductivos
Cuando pensemos en la eliminación absoluta de los costes improductivos, deberemos tener en cuenta los siguientes puntos:
1. La mejora del rendimiento tendrá sentido sólo cuando vaya ligado a la reducción de costes. Para conseguirlo, debemos empezar produciendo únicamente lo necesario con la mano de obra mínima.
2. Observemos el rendimiento de cada operario y de cada línea. Después analicemos a los operarios como un grupo, y el rendimiento de la planta en su totalidad (todas las líneas). Este rendimiento deberá ser mejorado en cada paso y, al mismo tiempo, para la totalidad de la planta como una unidad.
De tal forma, si una línea de producción que tiene 10 trabajadores y fabrica 100 productos al día, ello significa que el rendimiento por persona es de 10 piezas al día. Pero si procedemos a analizar sistemáticamente las actividades y procesos, logra percibirse que se genera un exceso de producción, acompañado de trabajadores parados y que se realizan actividades innecesarias dependiendo de la hora de la
Andrea Gómez Página 22

Justo a tiempo JIT
jornada. Ahora bien, supongamos que mejoramos los procesos y reducimos la cantidad de mano de obra en dos trabajadores. El hecho de que 8 trabajadores puedan generar 100 piezas diariamente implica que podemos elevar a 125 la cantidad de unidades producidas diariamente sin reducir la cantidad de trabajadores. En realidad esa capacidad de producir 125 piezas al día ya existía anteriormente, pero se perdía debido al trabajo innecesario y al exceso de producción.
Esto significa que si consideramos sólo el trabajo necesario como trabajo real y definimos el resto como “pérdida”, la siguiente ecuación será cierta, tanto se consideramos a los trabajadores individualmente como a la línea en su totalidad:
capacidad actual = trabajo + pérdida
La mejora real del rendimiento se consigue cuando el nivel de costes improductivos es igual a cero y se alcanza un porcentaje de trabajo del 100%. Por tanto, en el sistema de producción just in time, debemos fabricar sólo la cantidad necesaria, la mano de obra debe reducirse para equilibrar el exceso de capacidad productiva y ajustarlo a la cantidad requerida.
El paso preliminar para la aplicación del sistema de producción just-in-time es el de identificar completamente los costes improductivos tales como:
Costes improductivos por exceso de producción. Costes improductivos en el tiempo de los trabajadores (parados). Costes improductivos por el transporte. Costes improductivos del procesamiento en sí mismo. Costes improductivos de stock disponibles (inventarios). Costes improductivos por otras actividades. Costes improductivos en la fabricación de productos defectuosos.
Eliminando estos costes improductivos completamente podremos mejorar el rendimiento operativo con un amplio margen. Para ello, sólo debemos fabricar la cantidad necesaria, eliminando como consecuencia el excedente de mano de obra. El sistema de producción just-in-time revela claramente un exceso de mano de obra. Es responsabilidad de la dirección el detectar el exceso de mano de obra y el utilizarla de forma rentable. La contratación de más personal cuando el negocio va bien y la producción es alta para después, cuando se producen recesiones, despedirlos o generar jubilaciones anticipadas, no son buenas medidas.
La definición de despilfarro que han asumido las empresas occidentales es sobre “cualquier otra cosa que no sean los recursos mínimos absolutos de material, máquinas y fuerza de trabajo requeridos para añadir valor al producto”.
Andrea Gómez Página 23
Justo a tiempo JIT
Considerándose como recursos mínimos absolutos:
Un único proveedor, si éste tiene suficiente capacidad. Nada de gente, equipos o espacio dedicados a repetir un trabajo ya hacho. Ningún stock de seguridad. Ningún plazo de ejecución excesivo. Que nadie efectúe una tarea que no añada valor.
“Solamente aquellas actividades que cambian los productos físicamente, añaden valor”. Es decir, que contar, mover o incluso inspeccionar son tareas que no añaden valor, pero sí coste; por lo tanto son despilfarros.
Existe otro principio que debe añadirse a la filosofía Just-in-Time. Se trata el mismo de establecer dentro del proceso la denominada mejora continua, con aplicaciones sencillas, reduciendo y eliminando: transportes, esperas, inventarios, cambios y preparaciones; no dando nunca un resultado como definitivo. La productividad, calidad, servicio al cliente, flexibilidad en el diseño del producto y los cambios de programación deben mejorar continuamente; estableciéndose un proceso cíclico en el que siempre podrán efectuarse nuevas mejoras. A tales efectos, la planta de producción es la mayor fuente de información sobre el proceso de fabricación, ofreciendo la información más directa, actual y estimulante sobre su funcionamiento.
El funcionamiento de las fábricas
Las fábricas tradicionales de occidente presentan graves deficiencias en su organización y funcionamiento. Jamás se habla de ello y su importancia y sus consecuencias raramente se evalúan por los dirigentes. En cuanto al personal de fabricación, que tropieza diariamente con los problemas, no ha logrado hacerlos desaparecer. Su función prioritaria es desde siempre conseguir producir las cantidades necesarias en las fechas deseadas. Se trata de un desafío cotidiano.
En una fábrica, la mala organización y el funcionamiento mal dirigido se manifiesta por un nivel de stocks elevado y por plazos de fabricación amplios. Estos últimos se ven además respetados con dificultad, lo que deja descontentos a los clientes.
Puede parecer chocante que un fábrica no respete los plazos. Podría pensarse que la industria tiene suficiente experiencia para conocer de modo realista los plazos de producción, y planificar las operaciones con suficiente antelación. He aquí lo que sucede: los plazos se conocen y se utilizan para la gestión de la producción, siendo incluso muy amplios con relación al tiempo de trabajo estrictamente necesario para la elaboración de un producto. Así, un producto que requiere una hora de tiempo de trabajo total se planifica seguramente con un plazo de varias semanas. Con tal margen
Andrea Gómez Página 24
Justo a tiempo JIT
de seguridad parece inconcebible que los plazos no puedan respetarse. Para descubrir las razones de tal paradoja hay que ir a una fábrica y examinar sus diferentes talleres de fabricación de piezas y montaje. Se advierte entonces que las causas de los plazos demasiados largos son numerosas: falta de piezas, producción defectuosa por lotes, “cuellos de botella”, trayectos de las piezas desmesuradamente largos, averías de la maquinaria, problemas planteados por la calidad. Todas estas dificultades hacen que la planificación de la producción llegue a ser muy compleja.
Con mucha frecuencia la fabricación de un pedido se retrasa por la falta, en el montaje, de una pieza a integrar en el producto final. La pieza puede faltar por retraso de un proveedor o por no haber sido producida a tiempo por un taller de fabricación. En ambos casos hay que interrumpir la fabricación del producto y esperar la pieza.
En algunas fábricas el fenómeno se autoalimenta: un pedido que se encuentra en espera de piezas se hace muy urgente y para satisfacerlo se completa con piezas fabricadas para otros clientes, cuyos pedidos se verán a su vez faltos de piezas.
Un taller de fabricación puede ser responsable del retraso o de la falta de una pieza. Dicho taller tiene necesariamente plazos amplios debido a que la producción de cada máquina se efectúa por lotes importantes de piezas idénticas, lo que responde en particular a la duración elevada de los cambios de herramienta.
La producción por lote impide, en efecto, encadenar las operaciones que deben realizar las diferentes máquinas sobre una pieza dada, lo que amplia notablemente los plazos. Impide igualmente fabricar de modo urgente una pieza que se eche en falta. Es necesario terminar el lote en curso en la máquina, cambiar la herramienta, producir un lote completo de piezas idénticas a la deseada, siendo las restantes piezas del lote almacenadas hasta que el próximo pedido las requiera.
No siempre se encuentran armonizados las respectivas cadencias o el número de máquinas utilizadas en las diferentes etapas de fabricación. De ello resultan “cuellos de botella” que acrecientan por su parte los plazos y los almacenes.
Resulta difícil imaginar el número de kilómetros efectuado por los materiales y las piezas entre su entrada y su salida de fábrica. Sin embargo, en muchos casos, los planos de conjunto muestran a los directivos una disposición lógica, que parece optimizar los recorridos, pero basta con seguir una pieza y dibujar su recorrido sobre un plano detallado de la fábrica para descubrir la realidad. La longitud excesiva de los recorridos es un problema general, que perjudica a los plazos y a la productividad: los efectivos de personal empleados en las tareas de mantenimiento son proporcionales a la longitud de los recorridos. Hacen por otra parte, aumentar los almacenes dado que para cada pieza transportada de un punto A a un punto B de la fábrica existen un almacén en A y otro en B.
Las averías de las máquinas son frecuentes. Aumentan los plazos y pueden, en ciertos casos, plantear graves problemas a la producción. Para limitar los riesgos, una práctica corriente es la de fabricar un número de piezas mayor del necesario durante los
Andrea Gómez Página 25
Justo a tiempo JIT
períodos de buen funcionamiento, con lo que basta luego almacenar talles piezas.
Cuando el control final detecta una anomalía, hay que desmontar parcialmente el producto y luego rehacer o volver a pedir la pieza defectuosa. Esto puede alargar mucho los plazos, así como aumentar los respectivos costes. También en este caso, para atenuar el problema, es frecuente fabricar o adquirir sistemáticamente más piezas de las necesarias.
Los almacenes elevados se traducen en amontonamiento en los talleres, desorden, falta de sitio, desorganización y dificultad de gestionar y de localizar las miles de piezas presentes al mismo tiempo en una fábrica. Los riesgos aleatorios –como falta de piezas, los retrasos, los cuellos de botella, las averías, los defectos- no pueden tenerse en cuenta en la planificación de la producción. De ello proceden los errores, los olvidos, los retrasos y la falta de nuevas piezas.
Los fenómenos antes descritos constituyen un conjunto esclarecedor: falta de piezas, fabricación por lotes, “cuellos de botella”, mala disposición de las actividades y recorridos excesivos, insuficiente fiabilidad de los suministradores respecto a la calidad y los plazos de entrega, averías, desperdicios, amontonamiento, desorden, errores, derroches, falta de productividad y, seguramente, plazos muy amplios y almacenes demasiado cuantiosos, que representan semanas o meses de consumo, contra algunas horas o algunos días en las fábricas japonesas.
Si estas deficiencias se encuentran en la mayoría de las empresas tradicionales de occidente, no provienen en modo alguno de un retraso tecnológico, aunque no por ello dejan de constituir una desventaja esencial de competitividad, de capacidad para reaccionar rápidamente ente las nuevas restricciones, los nuevos clientes y las exigencias nuevas.
Por último debemos subrayar que si todas estas anomalías suponen un importante impacto económico, ninguna de ellas se muestra en la contabilidad analítica, para la cual es principal parámetro a optimizar para reducir el precio de coste de los productos es el tiempo de trabajo directo utilizado en ellos.
Debe recalcarse que la modernización no hace desaparecer las causas profundas de la falta de productividad de las fábricas e incluso puede contribuir a agravarlas.
Las empresas deben saber responder a las expectativas del mercado, para lo cual deben fabricar los productos que los clientes desean, en los plazos y con el nivel de calidad que requieren, por un precio mínimo. Pero la industria tradicional no tiene suficiente capacidad para ello. Sus fábricas están faltas de agilidad y de rapidez de acción; son podo eficaces, derrochan hombres, tiempo, materiales, equipos productivos y locales; no consiguen una producción de calidad. Para recuperar su competitividad en un universo industrial cada vez más agresivo, las empresas deben luchar contra tales desventajas. De hecho, la industria occidental no tiene la sana costumbre de luchar contra las causas de los problemas, sino que ante cada dificultad encuentra siempre un medio que hace soportable el efecto. Dicho medio contribuye
Andrea Gómez Página 26
Justo a tiempo JIT
sistemáticamente a aumentar los costos. Veamos algunos ejemplos:
La duración de los cambios de herramienta. Sabemos que, al cambiar el tipo de pieza tratado por una máquina, es necesario el cambio de herramientas. Esta operación improductiva es larga y no puede efectuarse con demasiada frecuencia, porque se resentiría la producción. A comienzos de siglo se formuló una teoría resumida ésta en una fórmula llamada “fórmula de Wilson”, con la cual se permite determinar la cantidad mínima de piezas a tratar por un máquina entre dos cambios de herramientas consecutivos. Esta cantidad económica se expresa en función del tiempo de cambio de útiles. Durante decenios, la fórmula de Wilson ha constituido el principio esencial de la planificación de la producción de las empresas occidentales. Todavía hoy tiene una amplia utilización. Se trata de una forma de acomodarse al efecto de un problema, al precio de constituir stocks elevados y de alargar los plazos. No se ha tenido la idea de atacar su causa, es decir, de intentar reducir los tiempos de cambio de herramientas.
Las averías de las máquinas. Una avería de una máquina puede tener graves consecuencias: puede parar la producción de todos los puestos de trabajo situados más allá de ella en el proceso de producción. En lugar de intentar hacer más fiable las máquinas, es corriente constituir stocks de seguridad para prevenir contra el efecto de las averías eventuales.
Los problemas de calidad. Basta a menudo que una sola pieza de un lote fabricado para un pedido sea deficiente, para que resulte imposible servir al cliente en los plazos previstos. Más que intentar evitar la aparición de defectos, durante muy largo tiempo, y todavía sucede así en numerosos lugares, se han fabricado cantidades de piezas superiores a las necesarias, De ahí, una vez más, el aumento de stocks y de costes.
Hemos mencionado ya otras situaciones en que se tratan los efectos y no las causas: la automatización de los almacenes en vez de la reducción de stocks; la informatización de una producción no modificada, en vez de una reorganización que permite disminuir los errores y la falta de piezas; la adquisición de sistemas de mantenimiento automatizados en vez de una reducción de los recorridos de las piezas, y así muchos otros casos. Para conseguir el nivel de eficacia y de competitividad hoy requerido, conviene dejar de tratar los efectos de los problemas y atacar sus causas. Es por ello necesario identificar tales causas. Surge pues ¿cómo identificar las mismas?
Las causas claves son aquellas que no son consecuencia de otros y que, por lo mismo, deberían figurar lógicamente entre las causas reales de la ineficacia; siendo tales:
la distribución inadecuada de las máquinas y los recorridos demasiados largos. la duración de los cambios de herramientas, las averías, los problemas de calidad, las dificultades con los suministradores.
Andrea Gómez Página 27

Justo a tiempo JIT
Otros elementos, en cambio, parecen ser más bien consecuencias. Así, el desorden, los errores, la falta de piezas, los derroches, los retrasos, deberían poderse atenuar considerablemente mediante la disminución de stocks y de plazos, así como por la revisión de la situación de las máquinas y la reducción de la longitud de los trayectos. Debemos prestar especial consideración a los stocks elevados y los plazos excesivos.
Stocks y plazos excesivos se ven a menudo presentados como el mal absoluto del que importa librarse. Es cierto que son el origen de aumentos de coste, de derroches, de improductividad, de falta de flexibilidad. Se tiene por ello la tendencia a ver en ellos las causas principales de las desventajas de competitividad. Tanto los excesos de stocks, como de plazos no son males en sí mismo, sino consecuencia de otros males. Constituyen por tal motivo excelentes síntomas de la ineficacia industrial.
Para que los stocks puedan disminuir es necesario que su papel sea menos indispensable. Tienen esencialmente una función de seguridad: existen porque los plazos necesarios para fabricar una nueva pieza o un nuevo producto son demasiados largos para hacer frente a un pedido urgente o a un defecto de fabricación o a una avería de las máquinas. Los almacenes no pueden por tanto reducirse sin una fuerte disminución de los plazos. Recíprocamente, para que los plazos puedan disminuirse será necesario encadenar con mayor rapidez las operaciones de producción y, por tanto, dejar de constituir stocks intermedios.
Andrea Gómez Página 28

Justo a tiempo JIT
OPINIÓN PERSONAL
Bueno, es un método de "dejarlo todo para el último momento" pedir lo justo y necesario en el último instante, dando una imagen de "quiero y no puedo" (para mi) y adquiriendo unos riesgos de falta de abastecimiento por el simple hecho de hacer los pedidos a última hora. Imaginaos que los proveedores trabajen también con el sistema JIT .A la más mínima, se colapsa la línea y como bien apuntas, no puedes negociar precios sobre compras por hacer pedidos pequeños.
Este anhelo por mejorar debe recibir la mayor prioridad dentro de la operación, de lo contrario no tiene ninguna esperanza de éxito. Justo a Tiempo es principalmente sentido común aplicado.La mayoría de las iniciativas, que realmente han tenido éxito, han incluido ideas sencillas llevadas a una conclusión lógica (reducir tiempos de abastecimiento, pero sin acelerar en demasía de producción).
Andrea Gómez Página 29

Justo a tiempo JIT
CONCLUSIONES:
Los colaboradores consideran que obtienen muchos beneficios, en comparación con otras empresas.
Además de brindar prestigio, por ser una empresa que va a la cabeza de la tecnología de punta, facilita incrementos salariales anuales, dependiendo del desempeño individual, posee horarios comprimidos, los cuales permiten a los empleados contar con mayor tiempo para obtener su propia motivación y así desarrollar su vida.
Cabe señalar que el JIT no se trata de un programa de stocks, un esfuerzo que solo afecta a los proveedores un proyecto de gestión de materiales, un programa para sustituir a planificación de necesidades de material.
El justo a tiempo trata de identificar y eliminar aquellas actuaciones que no añadan valor.
La práctica del Just-in-Time no constituye ya una ventaja competitiva, sino una necesidad imperiosa para poder participar en el juego del mercado. En un mundo donde cada día hay menos espacio para el error, el just-in-time tiene la capacidad de mostrarnos los mismos, como así también capacitarnos y dotándonos de las herramientas e instrumentos necesarios para prevenirlos y superarlos.
Andrea Gómez Página 30
Justo a tiempo JIT
RECOMENDACIONES
Reconocer el justo a tiempo como filosofía, no como un concepto. Como la filosofía fue creado en Japón, su implantación en empresas
Venezolanas es limitada por las diferencias en estructura de cada empresa. El concepto de eliminación del desperdicio puede ser tomado tanto para las
organizaciones, como para nuestra propia vida. El proceso de producción descrito por el JAT no se puede adoptar a todas las
empresas. Tomar en cuenta la demanda, estudiando menos la capacidad. Todos los miembros de la organización deben participar en la eliminación del
desperdicio.
Andrea Gómez Página 31
Justo a tiempo JIT
BIBLIOGRAFÍA
http://www.ub.edu/gidea/recursos/casseat/JIT_concepte_carac.pdf http://www.slideshare.net/Ierosado/justo-a-tiempo-jat http://ingindstg.com/website/index.php?
option=com_content&task=view&id=67&Itemid=55 http://www.degerencia.com/articulo/sistema_de_produccion_justo_a_tiempo_jit
Andrea Gómez Página 32