
Laboratorio N°2 Micrometro
26
METROLOGIA 1 UNIVERSIDAD RICARDO PALMA ESCUELA PROFESIONAL DE INGENIERIA INDUSTRIAL METROLOGIA METROLOGIA ING.SILVANO CARDENAS, JESUS UNIVERSIDAD RICARDO PALMA Escuela Profesional de Ingeniería Industrial Profesor: Ing. Silvano Cárdenas, Jesús. Integrantes: Astuhuaman Carbajal, Claudia. Laboratorio Nº 3: Medición con
-
Upload
claudiapiaastuhuaman -
Category
Documents
-
view
39 -
download
5
description
metrologia
Transcript of Laboratorio N°2 Micrometro

1
UNIVERSIDAD RICARDO PALMA
ESCUELA PROFESIONAL DE INGENIERIA INDUSTRIALMETROLOGIA
METROLOGIA ING.SILVANO CARDENAS, JESUS
UNIVERSIDAD RICARDO PALMA
Escuela Profesional de Ingeniería Industrial
Profesor: Ing. Silvano Cárdenas, Jesús.
Integrantes: Astuhuaman Carbajal, Claudia.
Laboratorio Nº 3: Medición con Micrómetro

2
UNIVERSIDAD RICARDO PALMA
ESCUELA PROFESIONAL DE INGENIERIA INDUSTRIALMETROLOGIA
Indice
1- Objetivos
2- Fundamento Teórico
3- Instrumentos y Materiales usados
4- M.P.R
5- Detalles de la experiencia
6- Conclusiones y Recomendaciones
7- Bibliografía
METROLOGIA ING.SILVANO CARDENAS, JESUS

3
UNIVERSIDAD RICARDO PALMA
ESCUELA PROFESIONAL DE INGENIERIA INDUSTRIALMETROLOGIA
INTRODUCCION
En el siguiente trabajo se hablara del micrómetro, inventado en el siglo 18, el micrómetro
inicialmente requería ser usado sobre una mesa. Con el tiempo, nuevos diseños permitieron
hacerlos lo suficientemente compactos para que pudieran ser usados con una mano,
proporcionando la exactitud requerida para muchas aplicaciones. El principio de operación es
bastante simple, un tornillo que al ser girado dentro de una tuerca avanza o retrocede según
el sentido de giro. Si estas dos partes son montadas en un lado de un arco y un tope en el
otro, es posible medir partes introducidas entre el tope y el tornillo. Para tomar lecturas, un
cilindro sobre el que se graba una línea de referencia y graduaciones que corresponden a un
giro de 360° del tornillo (husillo), es fijado también al arco, cubriendo el tornillo y la tuerca,
sobre el cilindro gira un tambor sujetado mediante un pequeño tornillo al husillo. El borde del
tambor, permite leer los giros completos (avance de 0.5 mm) y sobre el perímetro del tambor
se graban 50 graduaciones uniformemente distribuidas que representan 0.01 mm de avance
del husillo cada una. Con el paso del tiempo se agregaron el freno o aislantes térmicos en el
arco, mecanismo (trinquete) para controlar la fuerza de medición, posibilidad de ajustar el
cero y tuerca de ajuste para el juego entre tornillo y tuerca. Posteriormente surgieron los
micrómetros digitales con contador y los digitales electrónicos estos últimos aunque siguen
utilizando el principio básico descrito antes, incorporan codificadores rotatorios o lineales
para poder detectar el desplazamiento del husillo y mostrarlo en una pantalla con resolución
de 0.001 mm. Los micrómetros digitales electrónicos usualmente están provistos de algunas
funciones que facilitan el proceso de medición y análisis de datos, tales como el poner a cero
con solo oprimir una tecla, la posibilidad de obtener lecturas en milímetros o en pulgadas,
mantener en pantalla un valor y la salida de datos a un procesador, un multiplexor o una PC.
METROLOGIA ING.SILVANO CARDENAS, JESUS

4
UNIVERSIDAD RICARDO PALMA
ESCUELA PROFESIONAL DE INGENIERIA INDUSTRIALMETROLOGIA
HISTORIA
Durante el renacimiento y la Revolución Industrial había un gran interés en poder medir las cosas con gran precisión, ninguno de los instrumentos empleados en esa época se parecen a los metros, calibres o micrómetros empleados en la actualidad, el término micrómetro fue acuñado, seguramente, por ese interés.
Los primeros experimentos para crear una herramienta que permitiría la medición de distancias con precisión en un telescopio astronómico desde principios del siglo XVII, como el desarrollado por Galileo Galilei para medir la distancia de los satélites de Júpiter.
La invención en 1640 por Wiliam Gascoigne del tornillo micrométrico suponía una mejora del vernier o nonio empleado en el calibre, y se utilizaría en astronomía para medir con un telescopio distancias angulares entre estrellas.
Henry Maudslay construyó un micrómetro de banco en 1829, basado en el dispositivo de tornillo de banco, compuesto de una base y dos mandíbulas de acero, de las cuales una podía moverse con un tornillo a lo largo de la superficie de la guía. Este dispositivo estaba diseñado basado en el sistema métrico inglés, presentaba una escala dividida en décimas de pulgada y un tambor, solidario al tornillo, dividido en centésimas y milésimas de pulgada.
Una mejora de este instrumento fue inventada por el mecánico francés Jean Laurent Palmer en 1848 y que se constituyó en el primer desarrollo de que se tenga noticia del tornillo micrométrico de mano. En la Exposición de París de ese año, este dispositivo llamó la atención de Joseph Brown y de su ayudante Lucius Sharpe, quienes empezaron a fabricarlo de forma masiva a partir de 1868 en su empresa conjunta Brown & Sharpe. La amplia difusión del tornillo fabricado por esta empresa permitió su uso en los talleres mecánicos de tamaño medio.
En 1888 Edward Williams Morley demostró la precisión de las medidas, con el micrómetro, en una serie compleja de experimentos. En 1890, el empresario e inventor estadounidense Laroy Sunderland Starrett (1836–1922), patentó un micrómetro que transformó la antigua versión de este instrumento en una similar a la usada en la actualidad. Starrett fundó la empresa Starrett en la actualidad uno de los mayores fabricantes de herramientas e instrumentos de medición en el mundo.
METROLOGIA ING.SILVANO CARDENAS, JESUS
5
UNIVERSIDAD RICARDO PALMA
ESCUELA PROFESIONAL DE INGENIERIA INDUSTRIALMETROLOGIA
La cultura de la precisión y la exactitud de las medidas, en los talleres, se hizo fundamental durante la era del desarrollo industrial, para convertirse en una parte importante de las ciencias aplicadas y de la tecnología. A principios del siglo XX, la precisión de las medidas era fundamental en la industria de matriceria y moldes, en la fabricación de herramientas y en la ingeniería, lo que dio origen a las ciencias de la metrología y metrotecnia, y el estudio de los distintos instrumentos de medida.
Micrómetro de Gascoigne, elaborado por Robert Hooke
1. OBJETIVOS
Conocer las partes principales del micrómetro. Conocer su funcionamiento para la correcta toma de mediciones de distintos tipos
de materiales.
METROLOGIA ING.SILVANO CARDENAS, JESUS

6
UNIVERSIDAD RICARDO PALMA
ESCUELA PROFESIONAL DE INGENIERIA INDUSTRIALMETROLOGIA
2. FUNDAMENTO TEORICO
DEFINICION
El micrómetro (del griego micros, pequeño, y metros, medición), también llamado Tornillo de Palmer, es un instrumento de medición cuyo funcionamiento está basado en el tornillo micrométrico y que sirve para medir las dimensiones de un objeto con alta precisión, del orden de centésimas de milímetros (0,01 mm) y de milésimas de milímetros (0,001mm)
Para ello cuenta con 2 puntas que se aproximan entre sí mediante un tornillo de rosca fina, el cual tiene grabado en su contorno una escala. La escala puede incluir un nonio. La máxima longitud de medida del micrómetro de exteriores es de 25 mm, por lo que es necesario disponer de un micrómetro para cada campo de medidas que se quieran tomar (0-25 mm), (25-50 mm), (50-75 mm), etc.
Frecuentemente el micrómetro también incluye una manera de limitar la torsión máxima del tornillo, dado que la rosca muy fina hace difícil notar fuerzas capaces de causar deterioro de la precisión del instrumento.
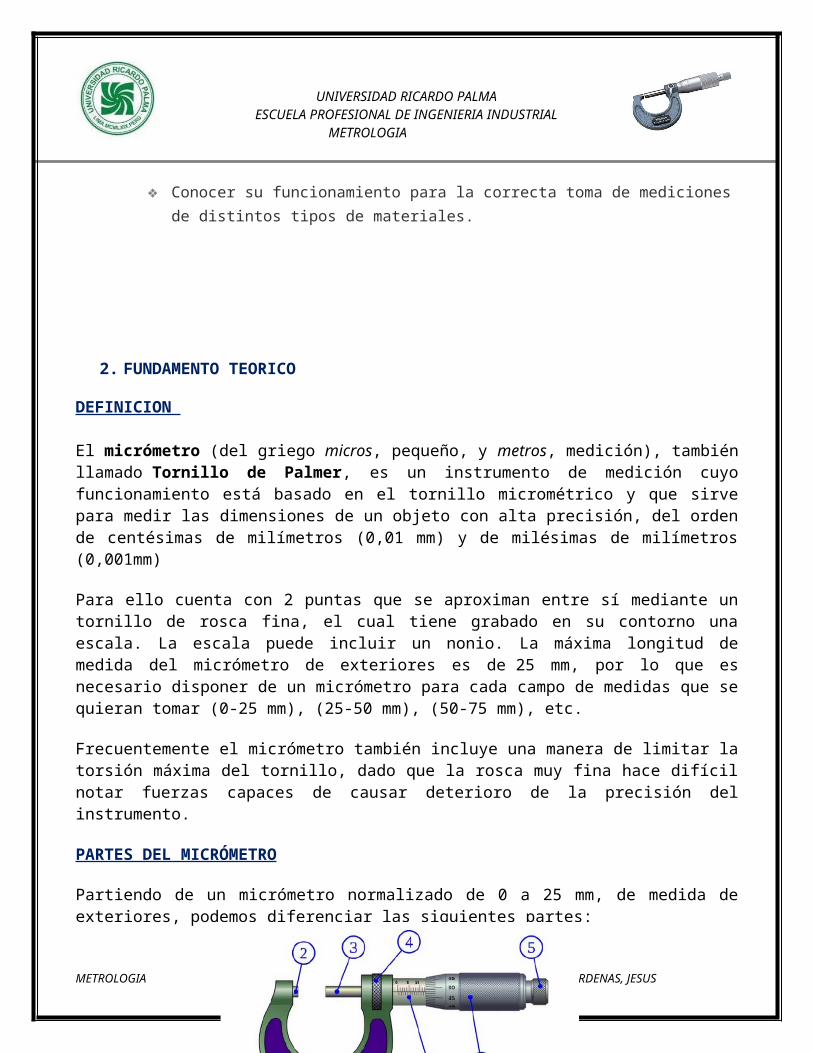
PARTES DEL MICRÓMETRO
Partiendo de un micrómetro normalizado de 0 a 25 mm, de medida de exteriores, podemos diferenciar las siguientes partes:
1. Cuerpo: que constituye el armazón del micrómetro.2. Tope: que determina el punto cero de la medida.3. Espiga: elemento móvil que determina la lectura del micrómetro.4. Tuerca de fijación: que permite bloquear el desplazamiento de la espiga.5. Trinquete: que limita la fuerza ejercida al realizar la medición.6.6. Tambor móvil: solidario a la espiga, en la que está gravada la escala móvil7. de 50 divisiones.8. Tambor fijo: solidaria al cuerpo, donde está grabada la escala fija de 0 a 25 mm.
CLASIFICACIONMETROLOGIA ING.SILVANO CARDENAS, JESUS
7
UNIVERSIDAD RICARDO PALMA
ESCUELA PROFESIONAL DE INGENIERIA INDUSTRIALMETROLOGIA
Pueden ser diferenciados varios tipos de micrómetros, clasificándolos según distintos criterios:
Según la tecnología de fabricación:
Mecánicos: Basados en elementos exclusivamente mecánicos.
Electrónicos: Fabricados con elementos electrónicos, empleando normalmente tecnología digital.
Por la unidad de medida:
Sistema decimal: según el Sistema Métrico Decimal, empleando el milímetro como unidad de longitud.
Sistema inglés: según el Sistema anglosajón de unidades, utilizando un divisor de la pulgada como unidad de medida.
Por la normalización:
Estándar: Para un uso general, en cuanto a la apreciación y amplitud de medidas.
Especiales: de amplitud de medida o apreciación especiales, destinados a mediciones específicas, en procesos de fabricación o verificación concretos.
Por la horquilla de medición:
En los micrómetros estándar métricos todos los tornillos micrómetricos miden 25 mm, pudiendo presentarse horquillas de medida de 0 a 25 mm, de 25 a 50 mm, de 50 a 75 mm, etc., hasta medidas que superan el metro. En el sistema inglés de unidades la longitud del tornillo suele ser de una pulgada, y las distintas horquillas de medición suelen ir de una en una pulgada.
Por las medidas a realizar:
De exteriores: Para medir las dimensiones exteriores de una pieza.
De interiores: Para medir las dimensiones interiores de una pieza.
De profundidad: Para medir las profundidades de ranuras y huecos.
Por la forma de los topes:
METROLOGIA ING.SILVANO CARDENAS, JESUS
8
UNIVERSIDAD RICARDO PALMA
ESCUELA PROFESIONAL DE INGENIERIA INDUSTRIALMETROLOGIA
Paralelos planos: los más normales para medir entre superficies planas paralelas.
De puntas cónicas para roscas: para medir entre los filos de una superficie roscada.
De platillos para engranajes: con platillos para medir entre dientes de engranajes.
De topes radiales: para medir diámetros de agujeros pequeños.
La versatilidad de este instrumento de medida da lugar a una gran amplitud de diseños, según las características ya vistas, o por otras que puedan plantearse, pero en todos los casos es fácil diferenciar las características comunes del tornillo micrométrico en todas ellas, en la forma de medición, horquilla de valores de medida y presentación de la medida.
CALIBRACION DE LOS MICROMETROS:
Procedimiento
1- Condiciones ambientales
Todo el instrumental que ha de intervenir en una calibración tiene que permanecer al menosuna hora en el lugar de la misma con el fin que no existan errores debidos a los efectos detemperatura.
2- Patrones a utilizar
METROLOGIA ING.SILVANO CARDENAS, JESUS

9
UNIVERSIDAD RICARDO PALMA
ESCUELA PROFESIONAL DE INGENIERIA INDUSTRIALMETROLOGIA
Todos los patrones y utensilios que intervengan en la calibración de un equipo deberánestar debidamente calibrados y etiquetados. Para la calibración se utilizará como patrones bloques patrón longitudinales de calidad 1 o superior.
3- Verificación de estado
Antes del comienzo de una calibración se realiza una limpieza del equipo así como unaInspección visual del mismo.En esta inspección se debe verificar el buen estado del equipo, para ello se comprueba elbuen funcionamiento mecánico del equipo, así como que sus escalas sean perfectamentelegibles y sus contactos no presentan anomalías.En caso de existir algún tipo de no conformidad con los requisitos antes citados, eloperario debe comunicarla al responsable de las calibraciones para que tome las medidasoportunas, anotando éstas en el informe de calibración.
4- Calibración
Para la calibración de esta posibilidad de medida se materializan con bloques patrónlongitudinales seis puntos de la escala, que incluyan el valor mínimo, el valor máximo ytres puntos intermedios con espaciamiento aproximadamente uniforme.En cada uno de esos seis puntos se realizan cinco reiteraciones o mediciones (xi),procurando tomar la medida en zonas diferentes de los contactos a fin de comprobar elparalelismo de los mismos. Las medidas deben ser tomadas en los valores que marca el nonio, evitando en lo posible el error de paralaje. Para evitar un error debido a una excesiva presión se tendrá la precaución de no ejercer presión en el momento de la lectura. Una vez concluidas las mediciones, es decir, realizadas las cinco reiteraciones en cada uno de los seis puntos de medida se procede a efectuar los cálculos.
METROLOGIA ING.SILVANO CARDENAS, JESUS

10
UNIVERSIDAD RICARDO PALMA
ESCUELA PROFESIONAL DE INGENIERIA INDUSTRIALMETROLOGIA
Modo de Uso
Verificar la limpieza del micrómetro:
El mantenimiento adecuado del micrómetro es esencial, antes de guardarlo, no deje de limpiar las superficies del husillo, yunque, y otras partes, removiendo el sudor, polvo y manchas de aceite, después aplique aceite anticorrosivo.
Utilice el micrómetro adecuadamente:
Para el manejo adecuado del micrómetro, sostenga la mitad del cuerpo en la mano izquierda, y el manguito o trinquete (también conocido como embrague) en la mano derecha, mantenga la mano fuera del borde del yunque.
METROLOGIA ING.SILVANO CARDENAS, JESUS
11
UNIVERSIDAD RICARDO PALMA
ESCUELA PROFESIONAL DE INGENIERIA INDUSTRIALMETROLOGIA
Lectura del micrómetro
¦Todos los tornillos micrométricos empleados en el sistema métrico decimal tienen una longitud de 25 mm, con un paso de rosca de 0,5 mm, de modo que girando el tambor una vuelta completa el palpador avanza o retrocede 0,5 mm.
El micrómetro tiene una escala longitudinal, línea longitudinal que sirve de fiel, que en su parte superior presenta las divisiones de milímetros enteros y en la inferior las de los medios milímetros, cuando el tambor gira deja ver estas divisiones.
En la superficie del tambor tiene grabado en toda su circunferencia 50 divisiones iguales, indicando la fracción de vuelta que ha realizado. Una división equivale a 0,01 mm.
Para realizar una lectura, nos fijamos en la escala longitudinal, sabiendo así la medida con una apreciación de 0,5 mm, el exceso sobre esta medida se ve en la escala del tambor con una precisión de 0,01 mm.
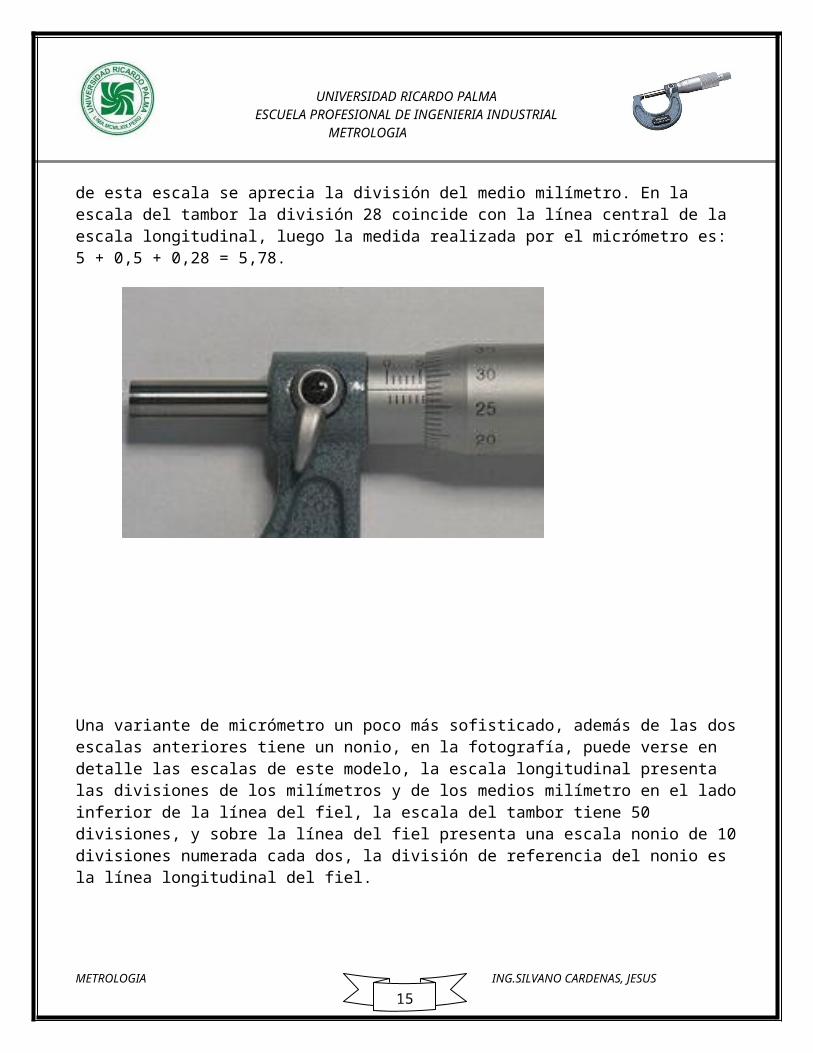
En la fotografía se ve un micrómetro donde en la parte superior de la escala longitudinal se ve la división de 5 mm, en la parte inferior de esta escala se aprecia la división del medio milímetro. En la escala del tambor la división 28 coincide con la línea central de la escala longitudinal, luego la medida realizada por el micrómetro es: 5 + 0,5 + 0,28 = 5,78.
METROLOGIA ING.SILVANO CARDENAS, JESUS

12
UNIVERSIDAD RICARDO PALMA
ESCUELA PROFESIONAL DE INGENIERIA INDUSTRIALMETROLOGIA
Una variante de micrómetro un poco más sofisticado, además de las dos escalas anteriores tiene un nonio, en la fotografía, puede verse en detalle las escalas de este modelo, la escala longitudinal presenta las divisiones de los milímetros y de los medios milímetro en el lado inferior de la línea del fiel, la escala del tambor tiene 50 divisiones, y sobre la línea del fiel presenta una escala nonio de 10 divisiones numerada cada dos, la división de referencia del nonio es la línea longitudinal del fiel.
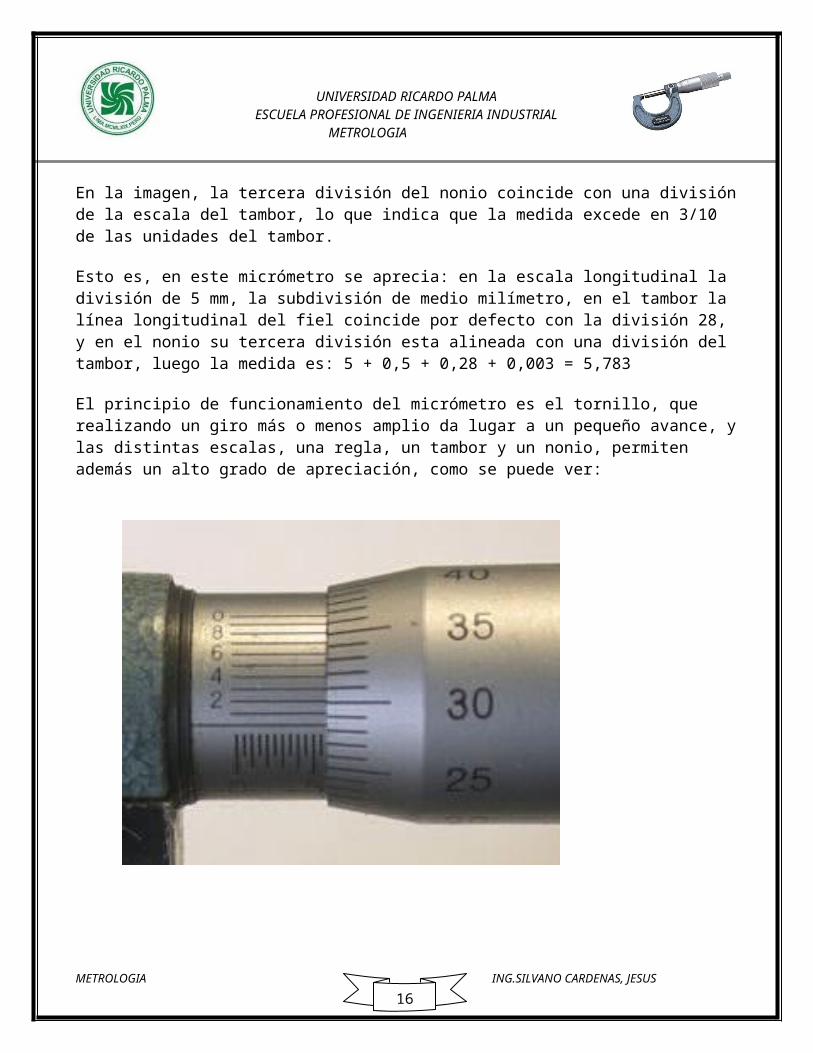
En la imagen, la tercera división del nonio coincide con una división de la escala del tambor, lo que indica que la medida excede en 3/10 de las unidades del tambor.
Esto es, en este micrómetro se aprecia: en la escala longitudinal la división de 5 mm, la subdivisión de medio milímetro, en el tambor la línea longitudinal del fiel coincide por defecto con la división 28, y en el nonio su tercera división esta alineada con una división del tambor, luego la medida es: 5 + 0,5 + 0,28 + 0,003 = 5,783
El principio de funcionamiento del micrómetro es el tornillo, que realizando un giro más o menos amplio da lugar a un pequeño avance, y las distintas escalas, una regla, un tambor y un nonio, permiten además un alto grado de apreciación, como se puede ver:
METROLOGIA ING.SILVANO CARDENAS, JESUS

13
UNIVERSIDAD RICARDO PALMA
ESCUELA PROFESIONAL DE INGENIERIA INDUSTRIALMETROLOGIA
PARTES DEL MICRÓMETRO
Partiendo de un micrómetro normalizado de 0 a 25 mm, de medida de exteriores, podemos diferenciar las siguientes partes:
METROLOGIA ING.SILVANO CARDENAS, JESUS
14
UNIVERSIDAD RICARDO PALMA
ESCUELA PROFESIONAL DE INGENIERIA INDUSTRIALMETROLOGIA
1. Cuerpo: constituye el armazón del micrómetro; suele tener unas plaquitas de aislante térmico para evitar la variación de medida por dilatación.
2. Tope: determina el punto cero de la medida; suele ser de algún material duro (como "metal duro") para evitar el desgaste así como optimizar la medida.
3. Espiga: elemento móvil que determina la lectura del micrómetro; la punta suele también tener la superficie en metal duro para evitar desgaste.
4. Palanca de fijación: que permite bloquear el desplazamiento de la espiga.
5. Trinquete: limita la fuerza ejercida al realizar la medición.
6. Tambor móvil, solidario a la espiga, en la que está grabada la escala móvil de 50 divisiones.
7. Tambor fijo: solidario al cuerpo, donde está grabada la escala fija de 0 a 25 mm.
MECANISMO INTERNO DEL MICROMETRO:
Donde podemos ver la espiga lisa en la parte que
sobresale del cuerpo y roscada en la parte derecha METROLOGIA ING.SILVANO CARDENAS, JESUS
15
UNIVERSIDAD RICARDO PALMA
ESCUELA PROFESIONAL DE INGENIERIA INDUSTRIALMETROLOGIA
interior, el paso de rosca es de 0,5 mm, el tambor móvil solidario a la espiga que gira con él,
el trinquete en la parte derecha de la espiga, con el mecanismo de embrague, que desliza
cuando la fuerza ejercida supera un límite
.
El extremo derecho del cuerpo es la tuerca donde esta
roscada la espiga, esta tuerca esta ranurada
longitudinalmente y tiene una rosca cónica en su parte
exterior, con su correspondiente tuerca cónica de ajuste,
este sistema permite compensar los posibles desgastes
de la rosca, limitando, de este modo, el juego máximo
entre la espiga y la tuerca roscada en el cuerpo del
micrómetro.
Sobre el cuerpo esta encajado el tambor fijo, que se puede desplazar longitudinalmente o
girar si es preciso, para ajustar la correcta lectura del micrómetro, y que permanecerá
solidario al cuerpo en las demás condiciones.
La parte del tambor fijo, que deja ver el tambor
móvil, es el número entero de vueltas que ha
dado la espiga, dado que el paso de rosca de
METROLOGIA ING.SILVANO CARDENAS, JESUS
16
UNIVERSIDAD RICARDO PALMA
ESCUELA PROFESIONAL DE INGENIERIA INDUSTRIALMETROLOGIA
la espiga es de 0,5 mm, la escala fija, grabada en el tambor fijo, tiene una escala de
milímetros enteros en la parte superior y de medios milímetros en la inferior, esto es la escala
es de medio milímetro.
El tambor móvil, que gira solidario con la espiga,
tiene grabada la escala móvil, de 50 divisiones,
numerada cada cinco divisiones, y que permite
determinar la fracción de vuelta que ha girado el
tambor, lo que permite realizar una lectura de
0,01 mm en la medida.
ERRORES ALEATORIOS
Ocurren de variaciones impredecibles
Puede ocurrir por desconocimiento parcial o total del experimento
El investigador no lo puede controlar ni detectar fácilmente METROLOGIA ING.SILVANO CARDENAS, JESUS

17
UNIVERSIDAD RICARDO PALMA
ESCUELA PROFESIONAL DE INGENIERIA INDUSTRIALMETROLOGIA
Debido a la temperatura las piezas pueden cambiar longitudinalmente En la humedad puede afectar mediante la oxidación de los instrumentos No se afectan todas las medidas por igual
Pueden causar que los datos reflejen un comportamiento físico anormal
CLASIFICACION DE LOS ERRORES ALEATORIOS
AMBIENTAL: ocurre cuando hay variaciones en el ambiente (ruido, viento, etc.)
LA TEMPERATURA: en mayor o menor grado, todos los materiales que componen las piezas por medir como los instrumentos de medición, están sujetos a variaciones longitudinales debidos a cambios de temperatura.
LA HUMEDAD: debido a la oxidación producidos por la humedad excesiva en las caras de medición del instrumento o a la expansión por absorción de humedad en algunos materiales, etc.
MEDICION DE PIEZAS (LABORATORIO)
METROLOGIA ING.SILVANO CARDENAS, JESUS

18
UNIVERSIDAD RICARDO PALMA
ESCUELA PROFESIONAL DE INGENIERIA INDUSTRIALMETROLOGIA
DETALLES DE LA EXPERIENCIA
A continuación se mostrarán imágenes de los integrantes del grupo realizando las mediciones de las piezas:
METROLOGIA ING.SILVANO CARDENAS, JESUS

19
UNIVERSIDAD RICARDO PALMA
ESCUELA PROFESIONAL DE INGENIERIA INDUSTRIALMETROLOGIA
CONCLUSIONES Y RECOMENDACIONES
METROLOGIA ING.SILVANO CARDENAS, JESUS

20
UNIVERSIDAD RICARDO PALMA
ESCUELA PROFESIONAL DE INGENIERIA INDUSTRIALMETROLOGIA
El micrómetro usa el principio de un tornillo para transformar pequeñas distancias que son demasiado
pequeñas para ser medidas directamente
La precisión de un micrómetro se deriva de la exactitud del tornillo roscado que está en su interior.
Los principios básicos de funcionamiento de un micrómetro la cantidad de rotación de un tornillo de
precisión pueden ser directa y precisamente relacionada.
Es por ello que la utilización de un micrómetro es beneficiosa por la facilidad de medición y su alta
precisión.
BIBLIOGRAFIA:
http://es.wikipedia.org/wiki/Metrolog%C3%ADa
METROLOGIA ING.SILVANO CARDENAS, JESUS

21
UNIVERSIDAD RICARDO PALMA
ESCUELA PROFESIONAL DE INGENIERIA INDUSTRIALMETROLOGIA
http://es.wikipedia.org/wiki/Error
http://es.wikipedia.org/wiki/Metrolog%C3%ADa
http://es.wikipedia.org/wiki/Sistema_Anglosaj%C3%B3n_de_Unidades
http://es.wikipedia.org/wiki/Sistema_Internacional_de_Unidades http://es.wikipedia.org/wiki/Micr%C3%B3metro_%28instrumento%29
METROLOGIA ING.SILVANO CARDENAS, JESUS


















