
Los Círculos de Calidad
142
-
Upload
ramirez-edgar-l -
Category
Documents
-
view
45 -
download
3
description
Administración de la calidad
Transcript of Los Círculos de Calidad

Círculos de calidad Teoría y práctica
Francisco Javier Palom Izquierdo
P R O D U C T I C A
P R O D U C T I C A
P R O D U C T I C A
P R O D U C T I C A
Colección «Prodúctica» Dirección técnica: José Mompín Poblet © MARCOMBO, S.A., 1991
Reservados todos los derechos de publicación, reproducción, préstamo, alquiler o cualquier otra forma de cesión del uso de este ejemplar en cualquier idioma por MARCOMBO, S.A. Gran Via de les Corts Catalanes, 594 08007 Barcelona (España)
Quedan rigurosamente prohibidas, sin la autorización escrita de los titulares del "Copyright", bajo las sanciones establecidas en las leyes, la reproducción total o parcial de esta obra por cualquier medio o procedimiento, comprendidos la reprografía y el tratamiento informá- tico, y la distribución de ejemplares de ella mediante alquiler o présta- mo públicos, así como la exportación e importación de esos ejempla- res para su distribución en venta, fuera del ámbito de la Comunidad Económica Europea.
ISBN: 9788426706751 Depósito Legal: B-28169-91 Impreso en España Printed in Spain Fotocomposición: FOINSA - Gran Via de les Corts Catalanes, 569 -
08011 Barcelona Impresión: Vanguard Gràfic, S.A. -Joan Miró, 17-19 - 08930 Sant Adrià
de Besòs (Barcelona)
Presentación
ODE Gestión y Planificación Integral, S. A., es una entidad de servicios empresariales pionera en España a la hora de difundir y aplicar nuevos principios de Management y Metodologías de Gestión avanzadas, como Presupuesto Base Cero, Productividad Total, Innovación Sistemática, Teo- ría Z y Círculos de Calidad.
Desde 1982, fecha en la que empezamos a implantar las técnicas de Círculos de Calidad en las empresas españolas, hemos tratado de plasmar toda la experiencia acumulada en Congresos Nacionales, Cursos, Semina- rios, y en todo tipo de publicaciones, desde revistas a manuales de gestión y vídeos de formación.
La presente obra es, en esencia, el resultado de un esfuerzo de síntesis pragmática realizado por un equipo de profesionales de primer nivel, con años de experiencia en este campo. Es obligado, por tanto, destacar aquí el trabajo de todo el equipo humano que ha contribuido a que este libro sea una realidad.
La mayor parte de los capítulos concernientes a la organización de los Círculos de Calidad se deben a la pluma de Emilio Martínez Grande, frecuente colaborador de ODE muy implicado en la práctica empresarial y a la vez inquieto estudioso de los más modernos sistemas de Manage- ment.
José María Prat Canet, Director del departamento de formación de ODE, se encargó de la preparación de los capítulos referentes a la implantación paso a paso de los Círculos, y estandarizó la metodología de trabajo que se desarrolla en el caso práctico final. Estuvo asistido siempre por los conocí- cientos y la experiencia práctica de José Pérez Costa, Enrique de Rafael Minué, Doménech Bizca y Ángel Bola Masera.
Finalmente, cabe resaltar las valiosas aportaciones de Agustín Palmo Izquierdo al original, y la labor de coordinación y revisión de todo el material, por parte de Jorge Palmo Rico.
El autor
3
Índice general MANAGEMENT Y PRODUCTIVIDAD ............................................. 7
INTRODUCCIÓN .............................................................................. 7
LA TEORÍA Z...................................................................................... 15 Una filosofía y un nuevo sistema de valores en la empresa .. 15 Características y factores diferenciales de las empresas
japonesas frente a las occidentales ...................................... 16 El Management, tecnología punta y clave del éxito ................ 18 Teorías de Maslo, y de McGregor ............................................... 19 La "Teoría Z". Su filosofía y sus valores .................................... 21 Características comunes de las empresas "Z" ......................... 23 La motivación y las expectativas de los trabajadores................. 25
Expectativas ......................................................................... 27 Rasgos diferenciales de las organizaciones tipo "Z". Ejemplo 27 Etapas para implementar la teoría Z ....................................... 28
LOS CÍRCULOS DE CALIDAD: SU ORIGEN, EVOLUCIÓN Y PROYECCIÓN ......................................................................... 31 Historia de la calidad ................................................................. 31 El milagro japonés ..................................................................... 31 La aparición y desarrollo de los círculos de calidad en Japón .... 33 Los círculos de calidad en compañías americanas y europeas .. 34
CONCEPTO, PRINCIPIOS, Y CONDICIONES BÁSICAS DE LOS CÍRCULOS DE CALIDAD .......................................................... 35
INTRODUCCIÓN ............................................................................ 35 ¿Qué es un círculo de calidad? ............................................... 35 Propósitos de los círculos de calidad y productividad ................ 36 Principios y condiciones de los círculos de calidad .................. 37 Puntos focales de los círculos de calidad ............................... 38 ¿Qué temas pueden tratar los círculos de calidad? ................ 41
ORGANIZACIÓN DE LOS CÍRCULOS DE CALIDAD ................... 43 Modelo de organización japonés ............................................. 43 Modelo de organización norteamericano .................................. 45 El primer nivel: La alta dirección .............................................. 46 El segundo nivel: El comité central de gobierno ...................... 46 El tercer nivel: El coordinador o facilitador .............................. 47 El cuarto nivel: El líder .............................................................. 48 El quinto nivel: El círculo y sus componentes .......................... 48 ¿Dos organigramas en la empresa? ........................................ 49
EL COMITÉ CENTRAL DE GOBIERNO............................................. 51 Los miembros del comité central de gobierno .......................... 51 Las tareas del comité central de gobierno................................... 51 Objetivos filosóficos del comité central ..................................... 52
4
Índice general
EL COORDINADOR O FACILITADOR .......................................... 55 Selección y características ...................................................... 55 Tareas del coordinador ............................................................ 55 El papel del coordinador en la formación de círculos ................ 56 El papel del coordinador en los círculos de calidad en marcha . 57 Las precauciones del coordinador ............................................. 57 Las dificultades del coordinador .............................................. 58 El coordinador y los objetivos de los círculos ........................... 59
EL LÍDER ........................................................................................ 61 Selección y condiciones .......................................................... 61 Funciones del líder .................................................................. 61 El secreto del líder ..................................................................... 62 Reglas generales de conducción de grupos .............................. 63 El líder en la reunión del círculo .............................................. 64 Trucos para el éxito de la reunión ............................................ 65 Asamblea de líderes ................................................................ 65
LA ESTADÍSTICA, BASE DE LAS TÉCNICAS EMPLEADAS EN LOS CÍRCULOS................................................................................. 67
INTRODUCCIÓN ............................................................................. 67 El muestreo al azar ................................................................. 67 Cálculo de probabilidades .......................................................... 69 Presentación de datos y análisis ............................................. 70
Gráfico lineal ....................................................................... 72 Relación entre gráficos lineales de control e histogramas ... 72 Distribución normal de probabilidades ..................................... 74 Los tipos de distribución. La curva de Gauss ............................ 76 Desviación estándar ................................................................ 77 Intervalos de confianza y tamaño de la muestra ...................... 78 La estratificación como técnica de análisis y presentación
de datos.................................................................................. 80 Diagramas de correlación y dispersión .................................... 82 Gráficos lineales de control por variables ................................ 84 Gráficos lineales de control por atributos ................................ 85 El manejo de planos, esquemas, lista de piezas, y cuadros
de chequeo ........................................................................... 87
TÉCNICAS ESPECÍFICAS DE ANÁLISIS Y SOLUCIÓN DE PROBLEMAS .......................................................................... 91 "Brainstorming" o tormenta de ideas ........................................ 91 El área de resultados clave. Principio de Pareto ........................ 91 Diagrama causa y efecto .......................................................... 92
LA IMPLANTACIÓN PASO A PASO.................................................. 95 Requisitos previos ..................................................................... 95
La empresa .......................................................................... 95 Los trabajadores ..................................................................... 95 Los sindicatos ..................................................................... 96
5
Círculos de Calidad
Etapas para la implantación ...................................................... 96 Aceptación por el equipo directivo ......................................... 96 Formación de los mandos intermedios y técnicos................... 98 Elección y formación del coordinador ..................................... 98 Información a todos los empleados ..................................... 98 Elección de los primeros círculos............................................ 99 La formación para los integrantes de los CC ....................... 99 Elección del líder ................................................................... 100 Periodicidad y horario de las reuniones .................................. 100 Aprobación de las propuestas ............................................... 101 ¿Qué elegir primero: Los temas o los componentes? ........... 101 Divulgación de los logros de los círculos................................. 102 La función de la dirección durante la implantación ............... 103
EL CÍRCULO EN MARCHA. FUNCIONAMIENTO Y METODOLOGÍA DE TRABAJO ..................................................................................... 105
Funcionamiento general de los círculos de calidad..................... 105 Metodología de trabajo................................................................ 106
Presentación del problema ................................................... 106 Búsqueda de datos y análisis ................................................ 107 Propuesta de solución .......................................................... 107 Aprobación y puesta en marcha ........................................... 107 Seguimiento y control ........................................................... 108
Impresos utilizados ................................................................... 108 Constitución del grupo .......................................................... 108 Brainstorming de causas ...................................................... 110 Clasificación de las causas .................................................... 112 Clasificación de las causas (II) ............................................... 113 Diagrama causa-efecto ....................................................... 113 Diagrama ABC ..................................................................... 114 Brainstorming de soluciones ................................................ 116 Resumen del trabajo ............................................................ 117 Perfil del grupo .................................................................... 118 Acta de la reunión ................................................................. 120
CASO PRÁCTICO RESUELTO POR UN CÍRCULO DE CALIDAD . . 123 Presentación del caso ............................................................. 123
La empresa ......................................................................... 123 Trabajo actual ..................................................................... 123 Problema presentado al círculo ............................................ 123
Reuniones del círculo .............................................................. 124 Primera reunión .................................................................... 124 Segunda reunión ................................................................. 129 Tercera reunión .................................................................... 131 Cuarta reunión ........................................................................ 132 Quinta sesión ........................... .. ......................................... 135 Acta resumen círculo "calidad uno" ...................................... 136 Propuesta de solución .......................................................... 139 Aprobación y puesta en marcha ........................................... 140 Seguimiento y control .......................................................... 140
Comentarios ............................................................................ 141
6
Management y productividad
INTRODUCCIÓN La productividad se ha convertido hoy en un concepto central,
fundamental, no sólo en el Management de las empresas, sino de la misma Teoría Económica. Sabido es que una preocupación básica de toda teoría y de toda práctica económica, incluso antes de Adam Smith, el pensador escocés a quien se considera el fundador de la Economía Política, (autor en el siglo XVIII de un tratado, Causas de la Riqueza de las Naciones, primera publicación científica sobre Economía que se conoce), preocupación básica de todas las escuelas económicas –repetimos– es la de la medida del valor: no sólo lo que es el valor, sino también su medida.
Así, en la antigüedad, la medida del valor se atribuía a las cabezas de ganado: (del latín "pecus", cabeza de ganado). Aún hoy seguimos utilizando el calificativo "pecuniario" para expresar algo relativo al dinero, en definitiva, al valor.
Al pasar de una economía campesina a otra artesana y comercial, se sustituye el valor, expresado por el "pecus" o cabeza de ganado, por las monedas o dinero, que aún conservan su denominación u origen "pecuniario". De esta manera, el dinero se convirtió no sólo en medio de cambio, sino también en la medida del valor, que aún hoy sigue conservando. Pero la realidad económica fue evolucionando, del mismo modo que la ciencia económica que procuraba interpretarla, primero para orientarla, después en busca de mejores resultados y de horizontes más prometedores.
Ya no preocupaba tanto la medida del valor sino cuál fuese el concepto del valor en sí mismo. Uno de los primeros economistas ingleses –en el tiempo y en la categoría–, David Ricardo, estableció su famosa teoría acerca de la renta de la tierra. Las tierras de mejor calidad eran siempre las primeras en ser ocupadas y explotadas. Las de calidad descendente obtenían unos resultados también descendentes, lo que reflejaba una realidad indiscutible, pero que generaba una diferencia de rentas en las que David Ricardo fundamentó su teoría del valor, al menos un valor diferencial para las explotaciones agrícolas, que eran fundamento de la economía inglesa antes de la primera revolución industrial.
Ya avanzado el siglo XIX, se pretendió ver el fundamento del valor en el trabajo. Carlos Marx fue uno de los defensores de esta teoría. Era el trabajo del hombre el que daba valor a las cosas, convirtiéndolas en productos susceptibles de comercio y especulación.
Consecuencia de esa visión del trabajo como verdadero valor añadido a las materias naturales que eran transformadas por el hombre gracias a este mismo trabajo, hemos vivido un largo período en el que lo único importante
7
Círculos de Calidad
era producir. Los planes quinquenales soviéticos saben mucho de esta férrea orientación. En nuestro país, en los difíciles y lamentables años de la autarquía, en que se pretendía que en lo económico los españoles debíamos bastarnos a nosotros mismos (años 1939-1959), la consigna era producir. Más adelante, cuando las cosas mejoraron un poco, nos dimos cuenta de que, además de producir, también era necesario vender y cuando las cosas empeoraron otra vez, nos dimos cuenta de que, además de vender, era preciso cobrar.
La fase siguiente fue la que correspondía a la consigna de exportar, exportar a toda costa. Habíamos pasado del fomento de la producción al fomento de la exportación. Pero aquí tuvimos que chocar no sólo con conceptos, sino con realidades nuevas. Para exportar había que ser competitivo y para ser competitivo nuestras empresas debían tener una productividad de la que, en general, carecían.
Claro que también se puede exportar vendiendo por debajo del precio de coste, lo que no es otra cosa que exportar pérdidas o entrar en el campo del dumping, un uso hoy absolutamente rechazado en el comercio internacional. Los países que lo practican, con la protección, a veces, de altas instancias del propio país, es que han perdido ya el hábito de sonrojarse.
Por otro lado, hay gobiernos que subvencionan la exportación, lo que en determinadas circunstancias puede constituir un estímulo positivo y sano, pero en otros casos es el origen de vicios y de malas costumbres mercantiles, que van en contra de la propia competitividad del país en cuestión, a la vez que se fomenta un autoengaño nada práctico a la larga.
Productividad y competividad: he aquí dos conceptos y dos realidades que se relacionan y que se exigen mutuamente y que hoy vienen a ser la referencia más segura para un acertado Management de cualquier empresa.
Nos ha parecido obligada esta introducción para ir centrando el marco en que ha de desenvolverse la cuestión. Porque resulta muy difícil dar definiciones de lo que es productividad y competitividad sin recurrir a la clásica petición de principio, es decir, incluir lo definido en la definición. Lo que sí podemos afirmar es que sin productividad no hay competitividad posible.
Pero, ¿qué es la productividad'? Producir más cosas en menos tiempo? ¿Depende sólo la productividad de la empresa de los trabajadores que se enfrentan al trabajo diario? ¿O es cosa también del Management? Es fácil medir el número de zapatos que produce un obrero o una sección, pero ¿cómo puede medirse el trabajo que realiza en la empresa el trabajador intelectual? Son preguntas que intentaremos ir ilustrando y respondiendo a su debido tiempo.
Lo que no puede discutirse a estas alturas es el papel de privilegio que hoy todo el mundo de la economía atribuye a la productividad. Se trata de un concepto central, pues, en definitiva, la competitividad es función, más que nada, de la productividad.
Y aquí vamos a enlazar con lo que decíamos al principio. Pues si hemos estado hablando de la teoría y de la medida del valor, ha sido para enlazar
8
Management y productividad
con el concepto de productividad. Porque ha llegado el momento de nombrar al profesor Peter Ferdinand Drucker, nacido en Viena en la primera década del siglo, pero que ha desarrollado toda su actividad profesional prácticamente en los Estados Unidos. El profesor Drucker es considerado universalmente como el padre de la ciencia del Management, siendo autor de libros tan fundamentales como Management: Task, Responsabilices, Practices, Managing in Turbulent Times, Innovatíons and Entrepreneurship, hasta un total del más de veinte títulos, entre los que tampoco podemos olvidar su Concept of Corporation y su End of Economic Man.
Aunque Drucker es fundamentalmente el creador del Management moderno, especialmente a partir del momento en que se dio cuenta de que no eran los gobiernos, ni los ministros, ni las altas organizaciones económicas internacionales, ni los catedráticos quienes hacían progresar la economía de un país, sino los gerentes de sus empresas, pudiendo afirmarse que su dedicación a la ciencia del Management desde hace muchos años es prácticamente exclusiva, su aportación a la teoría económica desde este mismo campo del Management ha sido también muy notable.
En este sentido, Drucker pudo escribir en su Managing in Turbulent Times, un libro escrito para la larga crisis que se inició en el otoño de 1973 con el desmesurado aumento del precio de los crudos, y que se está convirtiendo en un clásico de la Economía y del Management, una aportación muy original a la teoría y a la medida del valor. En la actualidad, escribía Drucker, el factor decisivo en la medida del valor es la productividad.
Aquí queríamos llegar, para mostrar el valor decisivo de la productividad en la teoría y en la práctica moderna de la economía y de la ciencia del Management. Vale la pena, pues, centrarnos en ese concepto y en esa realidad de la productividad, que afecta muy directamente, no sólo a la competitividad, como es obvio, sino a otros factores aparentemente alejados, pero muy relacionados, como es la inflación, a cuyo fuerte condicionamiento sobre toda la vida económica sacrifican los Gobiernos realidades tan dramáticas humanamente como una verdadera lucha contra el desempleo. Así, citando datos procedentes de la Gran Bretaña, el rebajar un punto la tasa de inflación representa un incremento de más de 200.000 parados en el Reino Unido.
Todos los teóricos de la economía estaban de acuerdo en afirmar que la inflación llevaba consigo un descenso en la tasa de productividad. Drucker pudo demostrar lo contrario: aun admitiendo que la inflación podía disminuir la productividad, lo mismo que deterioraba otras variables económicas, lo cierto era que la disminución en la productividad generaba inflación, siendo este segundo efecto (aumento de la inflación), mucho más fuerte que el primero.
Antes de la entrada de España en la Comunidad Económica Europea como miembro de pleno derecho, solía invocarse, aunque tímidamente, la productividad, cuando se hablaba de exportación. Pero ahora, y en el horizonte del año 1992, en el que habrán caído ya todas las protecciones que aún nos quedan, la productividad es ya cosa de todos los días. Es más,
9
Círculos de Calidad
se trata de una cuestión de supervivencia. Y no sólo en el plano de la economía nacional, sino en el plano que a cada empresa corresponde.
En la historia de la productividad hay un punto de origen, que nos narra Adam Smith en su admirable "Riqueza de las Naciones": es /a división del trabajo. El padre de la Economía Política nos pone el ejemplo de aquel taller que fabrica clavos y en el que cada artesano hace determinado número de clavos al día. Un día se pone en práctica la división del trabajo. Los trabajadores se especializan en sólo una parte del trabajo: unos hacen la cabeza del clavo, otros el cuerpo, otros la punta. El número de clavos fabricados cada día crece de un modo espectacular. La artesanía va a desaparecer. Estamos a punto de entrar en la era industrial. Todo tiene sus ventajas y sus inconvenientes. Se ha introducido un factor de racionalidad en el trabajo. También es cierto que el artesano se ha convertido en obrero y que ha perdido en buena parte su satisfacción personal por la obra bien hecha. Aunque ello sea cierto, sólo lo es en parte. En la actualidad, los trabajadores de grandes, pequeñas y medianas empresas pueden sentir también el orgullo del trabajo bien hecho, aunque sea en equipo. O precisamente, por estar hecho en equipo, un equipo que actúa como factor multiplicador e incluso potenciador en la calidad de la obra bien hecha. Un trabajador de Leitz, de Sony, de Philips, de Toyota, de Ford, de British Motors, de IBM o de Kodak siente un orgullo mayor que el que podía sentir el artesano que fabricaba clavos individualmente en un pequeño taller de Escocia, el que nos describe Adam Smith en su Tratado de las Causas de la Riqueza de las Naciones.
Pasó mucho tiempo hasta que un ingeniero, Frederick W. Taylor, amigo del fundador de la Ford, aportase algo realmente nuevo en el campo de la productividad. La organización de la empresa era otra cosa. Pero es curio- so resaltar que son los tratadistas de la empresa de tradición francesa, quienes hacen ver que, en su origen, lo que hoy llamamos empresa grande y mediana, estuvo muy influida en su organización por el modelo militar. Seguramente lo que ahora llamamos industria de la defensa y que ante- riormente, con más franqueza, se llamaba industria de guerra, copió la organización militar para adaptarla a su propia organización y régimen interior. Los famosos organigramas y staffs actuales no difieren demasiado de los esquemas de mando de un ejército prusiano o francés del siglo XVIII. Incluso tenían un defecto común, bastante generalizado: eran de- masiado frondosos y proclives a los conflictos de competencias. Parecerá un indicio ridículo, pero es muy cierto, que la costumbre todavía en boga de llamar "jefe" al superior de una sección o de una división de la empresa tiene, entre nosotros, lejanas reminiscencias militares.
Es muy fácil ahora criticar a Frederick W. Taylor, cuando disponemos de medios y estudios más modernos que los que él inventó y aplicó por primera vez en la fábrica de Ford, en Detroit, junto al lago Michigan. Sin Frederick W. Taylor el famoso "Ford T" hubiera tardado mucho tiempo en invadir las carreteras de los Estados Unidos, en una marcha pacífica que significó la consagración del automóvil, no ya como un lujo, sino como algo popular, deseado y deseable para todo el mundo.
Sin la cadena de montaje que inspiró Frederick W. Taylor, después de haber estudiado minuciosamente, una y mil veces, cada movimiento y la
10
Management y productividad
mejor manera de realizarlo, el "sueño americano", el automóvil, hubiera continuado siendo el privilegio de los millonarios, los snobs y los sport- men.
El viejo Ford aprendió tan bien el sentido de ahorro en el esfuerzo que enseñaba Taylor, que no se molestó en dar al "Ford T" ninguna versión en color, aparte de la de color negro, que era la reglamentaria. Cuando un cliente preguntaba si podía escoger el color de su Ford, los vendedores, debidamente aleccionados, contestaban de manera amable: "Natural- mente, señor: siempre que su color preferido sea el negro".
El viejo Ford economizó así miles de kilos de pintura, pudo rebajar un poco el precio del automóvil y empezó a aplicar mal las teorías de su amigo, el ingeniero Frederick W. Taylor, el padre del taylorismo, tan vilipendiado ahora, pero que representó el primer resultado brillante y tremendamente eficaz de la inteligencia y de la razón aplicada al trabajo.
Luego, todos nos reiríamos con "Tiempos modernos", de Charlot, la crítica más gráfica y corrosiva, no del taylorismo, sino de un tiempo en que la racionalidad, a fuerza de serlo, se había convertido en irracional.
Pero Taylor no cambió sólo la organización del trabajo, dejando muy atrás, definitivamente, aquella división del trabajo que describía Adam Smith en el pequeño taller de ferretería de las tierras altas de Escocia. Ya no se trataba de la división del trabajo. Se trataba de la racionalización del trabajo. Y esta racionalización introdujo cambios progresivamente en la organización misma de la empresa. No podía seguir todo como antes, ahora que estaban funcionando a pleno rendimiento las cadenas de montaje.
Aunque Taylor esté unido a la historia de la Ford, sus conocimientos influyeron en muchas otras industrias, y no sólo del ramo del automóvil. Pero la industria del automóvil fue la que mejor adaptó los estudios del ingeniero Taylor. Porque no sólo fue la Ford. La otra empresa, que iba a convertirse en rival eterna de la que popularizara el Ford T, la General Motors, aplicó también muy pronto los principios y experiencias de Taylor.
La General Motors fue la consecuencia de la unión de una serie de pequeñas fábricas de automóviles que, separadamente no tenían más porvenir que la desaparición o la quiebra. Para que el paralelismo con la Ford fuese más brillante, la General Motors tuvo también su hombre mítico: Alfred Sloan, el "boss" indiscutible, que consiguió llevar a su empresa al punto más alto de la industria automovilística mundial. Ni las huelgas, ni los Sindicatos pudieron con Sloan. Fue un gran Jefe de empresa, pero fue también un innovador. Se adelantó a su tiempo. Saliendo de muy atrás, consiguió adelantar a una Ford que había parecido imbatible.
La verdad es que desde que se aplicaron los estudios y la racionalización del trabajo que introdujo Frederik W. Taylor, se ha andado un largo camino. Los estudios de psicología aplicada al trabajo, la profundización en las motivaciones de la conducta humana, la importancia creciente que se está dando al factor humano dentro de la empresa, la aparición de la ciencia del Management, que desborda el antiguo y tradicional concepto
11
Círculos de Calidad
de la Gerencia, han determinado una verdadera revolución en el mundo de la empresa, mucho más importante que la introducción de los robots en las cadenas de montaje de automóviles o la proliferación informática de ordenadores, con todo su software y hardware incluidos. Sin el Mana- gement, ni los robots, ni los ordenadores, ni la informática, alcanzarían su verdadero sentido, su auténtica utilidad.
Estamos llegando al límite, de tanto tener que oír a todas horas lo de alta tecnología, lo de tecnología avanzada, lo de tecnología punta, cuando muchas veces el que habla o escribe no podría distinguir entre tecnología y técnica, que es palabra menos pretenciosa y, por tanto, más humilde, más cercana a la verdad. El viejo y siempre innovador Drucker, nos ha hecho comprender en su reciente Innovation and Entrepreneurship que la única tecnología punta que existe en la actualidad es la del Management.
Le divertía en su última estancia en Barcelona, el embeleso como algunos altos cargos del país se deshacían literalmente ante la magia de la electrónica, de la fibra óptica, de las comunicaciones por satélite, de los ordenadores conectados entre sí, vaya, de una especie de informatización general.
Sin duda, algún empresario pionero, que ya estaba informatizado en 1960 o en 1962, recordará como una pesadilla los pliegos de papel listado que se amontonaban en su mesa, conteniendo toda la información y más, pero que era imposible leer y menos "digerir" al mismo ritmo en que salía del ordenador.
La instalación de un equipo completo de Bull o de IBM le había permitido prescindir de algunos administrativos de la era del lápiz y de los albores del bolígrafo, pero los nuevos informáticos se convirtieron pronto en pequeños o grandes tiranos, que se negaban solapadamente a cambiar la programación del ordenador cuando la Gerencia lo creía necesario o incluso imprescindible.
Los primeros informáticos constituían como un cuerpo de élite dentro de la empresa. Sólo ellos estaban en el secreto. Llegaron a creerse aquello de que quien tiene la información tiene el poder. Fueron unos precurso- res, pero como casi todos los grandes precursores, tuvieron un final poco feliz. Su enemigo definitivo no fue ni el staff de la empresa, ni la Gerencia, que empezaba a sentirse impotente ante el prestigio mítico de la infomáti- ca. Su enemigo mortal fue el PC. Pero no el PC que algunos estarán pensando, sino el PC, Personal Computer, que puede manejar incluso un alumno de BUP.
Desde la proliferación de los PC, los informáticos profesionles ya no fueron nunca lo que habían sido. Ahora alguna multinacional como la IBM, ante el convencimiento de que los PC están infrautilizados, pues muchos PC familiares sólo sirven para juegos tan populares como el de "matar marcianitos", todo por culpa del software, que resulta demasiado compli- cado para muchos honestos padres de familia y para sus hijos poco estudiosos de la lógica matemática, están intentando otra vez lanzar el ordenador profesional, posiblemente con éxito. Lo que ocurre es que los avances de la técnica, especialmente en la miniaturización, han sido tan clamorosos, que ya no será posible fabricar, para una empresa media,
12
Management y productividad
aquellos grandes ordenadores que imponían a los profanos un respeto poco menos que reverencial.
Resumiremos cuanto antecede como un conjunto de notas acerca de la productividad y de la trascendencia que el moderno Management tiene en el logro de una productividad óptima, en el bien entendido de que la función del Management no se agota, ni mucho menos, en el campo de la productividad. Es más, el Management que buscase únicamente aumen- tos de la productividad, sin tener en cuenta lo que debe ser la "filosofía" y la peculiaridad de cada empresa, constituiría no sólo un fracaso, sino que sería un fraude y significaría una deslealtad hacia ese factor humano cuya colaboración e implicación máxima en la empresa solicitan las modernas teorías del Management, como la Teoría Z.
Terminaremos esta introducción dedicada a la productividad con una comparación tomada de la física tradicional: La productividad es a la producción, como la aceleración es a la velocidad. El mismo esquema podemos observar en el cálculo diferencial, en el que se define la acelera- ción como derivada de la velocidad. Esperamos que aparte de estas comparaciones, las notas que anteceden puedan servir como marco para explicaciones posteriores.
13

La Teoría Z
UNA FILOSOFÍA Y UN NUEVO SISTEMA DE VALORES EN LA EMPRESA
Cuando empezó a hablarse de Teoría Z en España, existía la idea de que se trataba de una teoría inventada por los japoneses y que se proponía a los Managements de América y de Europa para su adaptación y posterior aplicación. Y sin embargo, la realidad era distinta.
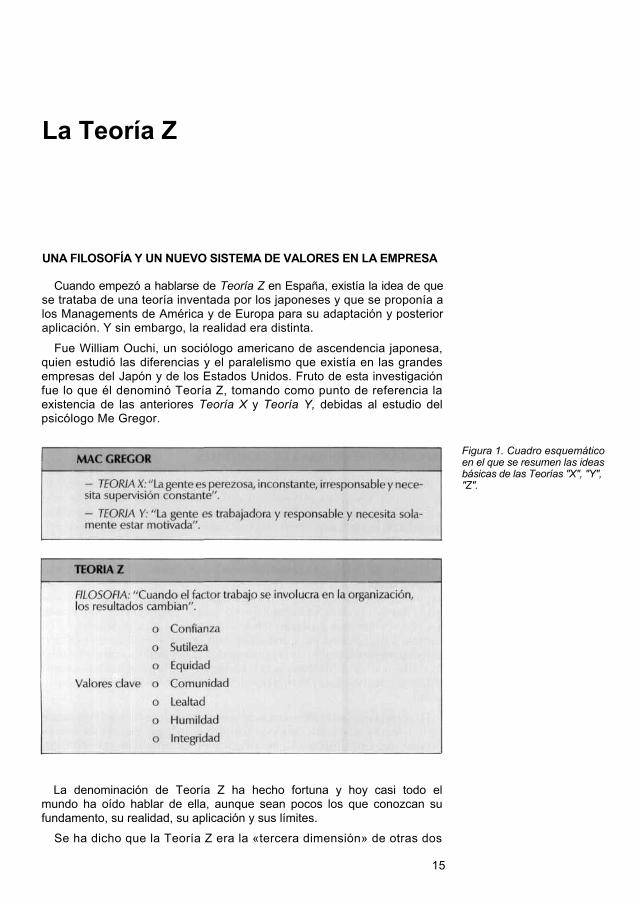
Fue William Ouchi, un sociólogo americano de ascendencia japonesa, quien estudió las diferencias y el paralelismo que existía en las grandes empresas del Japón y de los Estados Unidos. Fruto de esta investigación fue lo que él denominó Teoría Z, tomando como punto de referencia la existencia de las anteriores Teoría X y Teoría Y, debidas al estudio del psicólogo Me Gregor.
Figura 1. Cuadro esquemático en el que se resumen las ideas básicas de las Teorías "X", "Y", "Z".
La denominación de Teoría Z ha hecho fortuna y hoy casi todo el mundo ha oído hablar de ella, aunque sean pocos los que conozcan su fundamento, su realidad, su aplicación y sus límites.
Se ha dicho que la Teoría Z era la «tercera dimensión» de otras dos
15
Círculos de Calidad
dimensiones anteriores, la Teoría X y la Teoría Y. Si entendemos esta tercera dimensión como la tercera de un supuesto cubo geométrico, la comparación no es aceptable. Porque ni la Teoría X aceptaría una repre- sentación lineal, ni la Teoría Y vendría a ser "la segunda dimensión", es decir, la dimensión que se expresa por la superficie.
Lo que sí es cierto es que la Teoría Z, sólo con su enunciado, ejerce una notable sugestión entre los interesados por el Management moderno, aunque sólo fuese por aquello de que la Z, última letra del alfabeto, representa en su forma de Teoría Z, la última respuesta occidental al desafío del Management japonés.
También resulta obligado afirmar que el creador de la Teoría Z llegó a la conclusión de que no eran tantas las diferencias entre las modernas empresas japonesas y americanas, así como, por extensión, con las euro- peas.
La Teoría Z vendría a armonizar estas diferencias, mediante un examen riguroso de valores y sistemas propios de las empresas japonesas y de las occidentales, perfeccionando un estilo de Management basado en una filosofía peculiar que sirve de apoyo y de fundamento a toda la Teoría Z.
CARACTERÍSTICAS Y FACTORES DIFERENCIALES DE LAS EMPRESAS JAPONESAS FRENTE A LAS OCCIDENTALES
No hace mucho publicó la prensa especializada un diálogo entre Agnelli, el "patrono" de la Fiat y el Presidente de la Toyota, que se había trasladado a Turín para conocer la primera empresa italiana de automóviles. Agnelli se quejaba de las deficiencias del obrero italiano en lo que a productividad se refería. "No podrá compararse nunca al obrero japonés. Se trata de un problema de cultura, incluso de religión" "Nosotros –le decía Agnelli al Presidente de la Toyota- pertenecemos a una cultura religiosa que toda- vía está influenciada por el Primer Capítulo del Génesis: Antes de ser expulsado del Paraíso, el hombre es castigado a "ganar el pan con el sudor de su frente". Es decir, el trabajo como castigo. Y hay que reconocer que los obreros italianos procuran rehuir el castigo en cuanto pueden". "En cambio Vds. pertenecen a una cultura en la que el trabajo es exaltado como la mejor expresión de la personalidad del individuo, como el medio más adecuado y satisfactorio para la realización de la persona en su propia vida individual y social. De aquí que no tengan problemas con la producti- vidad".
El cronista no da detalles acerca de la expresión de la cara del Presidente de la Toyota y si se había creído la historia contada por Agnelli. Incluso es posible que éste ampliara su información en el sentido de que en Italia, cuando un hijo de una familia media o adinerada obtiene malas y reitera- das calificaciones universitarias la primera amenaza del padre de familia suele ser: "Hijo mío, si esto sigue así, no habrá más remedio que ponerte a trabajar".
Tampoco dice que muchos de estos hijos de escasa vocación universi- taria, hoy se sienten felices en un trabajo que les gusta y con unos ingresos
16
La Teoría Z
que la carrera universitaria les hubiera proporcionado, con mucha suerte, después de los treinta años.
De todos modos, estamos por afirmar que el Presidente de la Toyota, con su sutileza japonesa no se creyó en absoluto la historia del "patrón" Agnelli. La verdad era que la Fiat había superado brillantemente una época difícil y que estaba viviendo uno de los mejores momentos de su historia. Y que, con toda seguridad, estaba aplicando un Management inspirado en la Teoría Z. Seguramente advertiría la falacia del italiano, su afán, tan latino, de quejarse, ante un intorlocutor poderoso, extranjero y brillante.
La falacia estaba en que la Biblia pone más el acento en el esfuerzo que en el castigo. Se trataba, en realidad, de una segunda oportunidad. Era dejar el jardín (el Paraíso), por el "campo cultivable".
La verdad es que los japoneses, por más que amen el trabajo como la mejor forma de expresar su personalidad, han tenido que trabajar siempre con esfuerzo, con más esfuerzo –si hemos de ser sinceros– que los demás países. Además él conocía las dotes de imaginación, de brillantez, que tienen muchos operarios italianos. La Toyota, aunque ha progresado mucho, aún no ha fabricado ningún Bugatti, ni ningún Ferrari legendario.
Por otra parte, no es difícil comprobar que en los países latinos, azota- dos por la plaga del paro, el disponer hoy de un trabajo fijo se considera más como un privilegio que como un castigo insoslayable.
Toda esta historia entre el Presidente de la Fiatyel de la Toyota, mientras visitaban la fábrica de Turín, nos sirve para mostrar que no son tantas las diferencias entre las empresas japonesas y las occidentales, pues sus mismas culturas no difieren tanto como pudiera parecer en una apresura- da consideración. Si los japoneses tuvieron sus samurais, los italianos tuvieron sus condottieri y los alemanes sus príncipes electores, por no extendernos demasiado.
Concretándonos a la realidad actual de sus empresas respectivas, po- dríamos resaltar que en la empresa europea y americana la decisión se toma individualmente, en la cúpula del poder de Management. En cambio, en el Japón la decisión se toma siempre utilizando un método peculiar, el ringing (de "ring", anillo o círculo), responsabilizándose en la toma de la decisión todos los que participan en este "ringing". Se trata de una decisión colectiva.
En la empresa japonesa, el empleo es "para toda la vida", aunque esta realidad es sólo una aspiración en un porcentaje considerable de empre- sas.
También el salario ofrece sus particularidades: consta de dos partes. Una parte fija y una parte variable. La primera permite vivir estrictamente al trabajador con dignidad, de acuerdo con su categoría. La otra parte se paga mediante bonos, de acuerdo con los resultados obtenidos por la empresa. De esta manera, en caso de crisis o de reconversión industrial (metalurgia, astilleros japoneses) el trabajador dispone siempre de un mínimo suficien-
te. En cuanto a los ejecutivos y a los altos cargos, su movilidad en el empleo
es mucho menor que en las empresas occidentales. Así se evitan reajustes
17
Círculos de Calidad
costosos y a veces difíciles, ya que los japoneses opinan a este respecto que "nosotros no podemos permitirnos estos despilfarras".
Otras características diferenciales podríamos reunir aquí; pero las reser- vamos para cuando tratemos de la Teoría Z propiamente dicha.
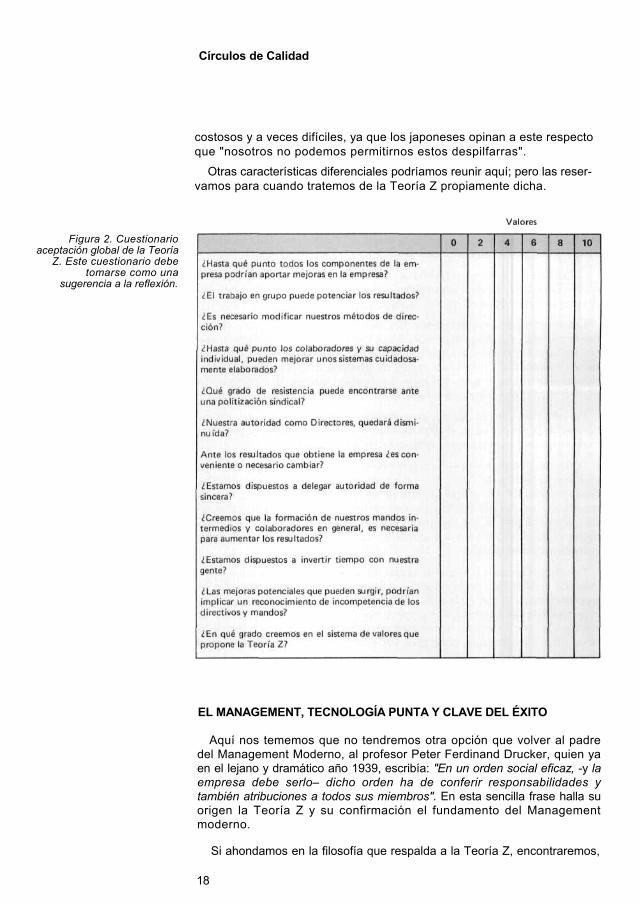
Figura 2. Cuestionario aceptación global de la Teoría
Z. Este cuestionario debe tomarse como una
sugerencia a la reflexión.
EL MANAGEMENT, TECNOLOGÍA PUNTA Y CLAVE DEL ÉXITO
Aquí nos tememos que no tendremos otra opción que volver al padre del Management Moderno, al profesor Peter Ferdinand Drucker, quien ya en el lejano y dramático año 1939, escribía: "En un orden social eficaz, -y la empresa debe serlo– dicho orden ha de conferir responsabilidades y también atribuciones a todos sus miembros". En esta sencilla frase halla su origen la Teoría Z y su confirmación el fundamento del Management moderno.
Si ahondamos en la filosofía que respalda a la Teoría Z, encontraremos,
18
La Teoría Z
en su raíz, la transparencia, la claridad de este pensamiento. Responsabili- dades y también atribuciones. Sin atribuciones no hay responsabilidad. Y sin responsabilidad, no tiene sentido ejercer atribuciones.
No se puede explicar en cuatro frases lo que es el Management. Hasta hace poco se traducía, de un modo impreciso, como Gerencia, tanto en España como en los países hispanoamericanos. En cambio, la cultura francesa aceptó de buenas a primeras el término inglés de Management, porque los matices que expresa son intraducibles. Nosotros, lo enfatiza- mos desde hace tiempo, y por el mismo motivo, ya que estimamos que Management y Gerencia son términos no superponibles con exactitud.
De un modo general, puede decirse que Management es el conjunto de conocimientos y de técnicas que se orientan a la dirección de la empresa, de un modo a la vez científico y pragmático. No es sólo hacer, gestionar, dirigir. Es todo ello, pero puesto al día. No sólo es un conjunto de técnicas, sino también una filosofía. Es una tecnología, si admitimos que una verda- dera tecnología debe englobar todos los conceptos anteriores.... y más. Es como, dice Drucker, frente a tantas tecnologías "inventadas", la única tecnología punta en el inmenso mundo tecnológico, ante la superstición tecnológica de nuestros días.
Y seguimos el razonamiento de Drucker: Hace muy pocos años, todo el mundo se hacía lenguas del Silicon Valley, en California, el no va más de la tecnología avanzada, de la alta tecnología, de la tecnología punta. Hoy más de la mitad de aquellas empresas han quebrado o han desaparecido. ¿Es que no disponían de conocimientos electrónicos suficientes? ¿Es que los chips miniatura se estropeaban con la humedad del valle? No. Es que las empresas que fracasaron carecían de Management, afirma Drucker lacónicamente.
Al principio de este trabajo pretendíamos describir la irónica sonrisa del profesor Drucker en su última visita a nuestra ciudad, cuando observaba la veneración con que altos cargos es referían a todas las tecnologías punta del mundo, excepto a la del Management, que consideraban cosa de "filosofías" y de "japoneses".
Aquí sería bueno recordar, como homenaje a la lógica, que una lanza sólo tiene una única punta. Del mismo modo, si admitimos que el Mana- gement es la tecnología punta de nuestros días, la existencia de otras tecnologías punta debe, cuando menos, cuestionarse.
Para los que hoy estudian y practican el Management existe un libro que leen y consultan como la Biblia: es el famoso Management: Tasks, Respon- sabilities, Practices, que hemos citado anteriormente. A él deberían añadir- se dos libros más de Drucker, que igualmente hemos citado: Managing in Turbulents Times e Innovation and Entrepreneurship (De ambos existe una versión en audio-cassettes en castellano, 1983 y 1986 respectivamente, publicada por ODE-GPI, Barcelona).
TEORÍAS DE MASLOW, Y DE McGRECOR
Aunque la Teoría X y la Teoría Y, enunciadas por el profesor Douglas
19
Círculos de C
McGregor, tienen una relación más directa con la Teoría Z, a cuyo estudio nos estamos encaminando, citaremos lo más destacado de los hallazgos del psicólogo Abraham Maslo, cuyo fundamento es realmente impor- tante para toda la psicología moderna.
Maslo establece una escala de prioridades en la satisfacción de las necesidades humanas, de manera que no se satisface la necesidad de segundo grado, si antes no se ha alcanzado la satisfacción de la primera.
Esta escala es la siguiente:
1.– Necesidades fisiológicas
2.– Necesidad de seguridad.
3.– Necesidades sociales.
4.– Necesidades del ego. (Propia estimación y aprecio por parte de los
otros).
5.– Necesidad de autonomía.
6.– Necesidad de la propia realización (necesidades culturales y artísti- cas, desarrollo de la propia creatividad.)
Aunque esta escala de necesidades resulte fuertemente indicativa, no es totalmente rígida. Así para el individuo dotado de importantes dotes creativas, el satisfacer su realización, le hará cambiar el orden de necesida- des que acabamos de relacionar.
En su Teoría X, Douglas Me Gregor, expone una radical desconfianza en la gente. Reclama un control continuo sobre los trabajadores y sobre su trabajo. Es como si diera por supuesta la actitud negativa de los trabajado- res frente al trabajo.
Pero más tarde, el mismo profesor McGregor elabora su Teoría Y, que venía a modificar a la anterior. El pesimismo en la condición humana se cambia por un razonado optimismo:
— El ser humano toma diferentes actitudes ante el trabajo. — El mando autocrático no es el único medio para obtener resultados. — El obrero no está –por definición– contra los objetivos empresaria-
les. — Generalmente el trabajador desea la responsabilidad. — El trabajador puede solucionar problemas de organización y de pro-
ducción. — El obrero puede motivarse por sí mismo con el trabajo.
En definitiva: La gente es trabajadora y responsable. Lo que ocurre es que necesita estar motivada.
Al introducir el factor motivación, cambia todo el paisaje humano, la actitud del hombre ante el trabajo. No sólo había nacido la Teoría Y, sino que quedaba abierto el camino para la actual Teoría Z.
Al margen de las Teorías X e Y, existe la Teoría A, que no tiene nada que ver con las teorías de McGregor, y que engloba el Management tradicional de las empresas occidentales, que si en su día fue original, en la actualidad ha caído en la rutina y en el conformismo.
20
La Teoría Z
La Teoría J o Modelo J corresponde al nuevo estilo japonés de Manage- ment, un Managenent que no fue original en sus inicios, pues los japone- ses lo aprendieron en las Universidades de Estados Unidos y de Europa. Pero supieron adaptarlo con tal perfección a su idiosincrasia, lo aplicaron con tal inteligencia y seriedad, que los resultados más favorables no se hicieron esperar.
Fue a partir de este modelo japonés de Management, cuando el profe- sor Ouchi, en un intento de acercar el Management americano y europeo al moderno estilo japonés, construyó su famosa Teoría Z.
LA TEORÍA Z. SU FILOSOFÍA Y SUS VALORES
La primera definición que se dio de la Teoría Z se expresaba de la siguiente manera: Cuando el factor trabajo, ya sea trabajo intelectual, direc- tivo, o del tipo que sea, se involucra, libre y decididamente, en la organiza- ción, los resultados de la empresa cambian.
Aquí hay que apostillar, que ni la participación, ni el hecho de involucrar- se el factor trabajo en la organización, podrá nunca sustituir al talento de la Dirección.
La Teoría Z no es una droga maravillosa. Requiere la existencia de un equipo dotado de verdadera inteligencia, originalidad e imaginación. Si estas condiciones no existen previamente, la droga maravillosa no funcio- nará.
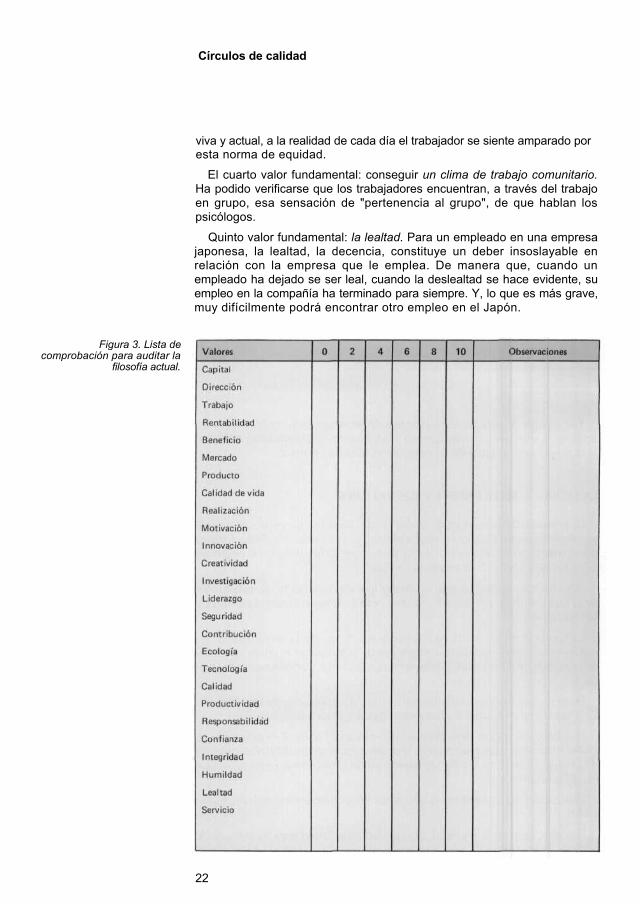
Existen unos valores fundamentales, que sirven de apoyo a una Filosofía Z, la que, a su vez, sirve de base ideológica y ética a la Teoría Z.
El primer valor que sirve de fundamento a la Teoría Z es la confianza. Debe tratarse de algo real, de algo transitivo, que circule de arriba a abajo y de abajo a arriba. Una confianza basada en un clima moral. La justicia debe ser su base principal.
El segundo valor consiste en la sutileza del pensamiento, en la inteligen- cia.
El tercer valor es la equidad. La equidad es la forma más humana de la justicia. En la equidad la justicia aparece suavizada, adecuada a la realidad
21
Círculos de calidad
viva y actual, a la realidad de cada día el trabajador se siente amparado por esta norma de equidad.
El cuarto valor fundamental: conseguir un clima de trabajo comunitario. Ha podido verificarse que los trabajadores encuentran, a través del trabajo en grupo, esa sensación de "pertenencia al grupo", de que hablan los psicólogos.
Quinto valor fundamental: la lealtad. Para un empleado en una empresa japonesa, la lealtad, la decencia, constituye un deber insoslayable en relación con la empresa que le emplea. De manera que, cuando un empleado ha dejado se ser leal, cuando la deslealtad se hace evidente, su empleo en la compañía ha terminado para siempre. Y, lo que es más grave, muy difícilmente podrá encontrar otro empleo en el Japón.
Figura 3. Lista de comprobación para auditar la
filosofía actual.
22
La Teoría Z
Bueno será subrayar, sin embargo, que este valor de lealtad debe circular en ambas direcciones: la empresa debe la misma lealtad a sus empleados, a sus intereses y a sus derechos.
Sexto valor fundamental: la humildad. La humildad no suele aparecerá simple vista. Es algo interior, silencioso, pero tremendamente operativo. La humildad significa el reconocimiento de las propias limitaciones y de las propias capacidades. Significa admitir que incluso lo que hoy se hace bien puede mejorarse. La humildad está muy cerca de la verdad, de la realidad de las cosas, de su objetividad. No se adquiere en poco tiempo. Es algo que se incorpora despacio a nuestra personalidad, pero que suele arraigar con firmeza. La humildad es siempre positiva, siempre constructiva. Qui- zás la humildad que se practica en el Japón resulte difícil de comprender para nosotros, aunque esta dificultad radique más en su manifestación exterior, en sus gestos, que no en su actitud interna. La humildad es también una forma, sutil, de cortesía.
CARACTERÍSTICAS COMUNES DE LAS EMPRESAS "Z"
Después de haber relacionado los valores que fundamentan la Teoría Z, citaremos sus principales características, siguiendo al profesor William Ouchi:
1.– Formación de todos sus empleados, desde arriba abajo y viceversa. 2. – Existe un plan de capacitación constante, integral. 3.– Su política conduce a disminuir la rotación del personal. 4.– Se ha adaptado a un proceso más lento para la evaluación y promo-
ción del personal. 5.– Los objetivos y las políticas que ha definido la empresa, en su
aplicación de la Filosofía "Z", han de ser totalmente congruentes. Si llegamos al convencimiento de que el secreto de los éxitos japoneses
radica en su estilo de Management, no nos queda otra alternativa inteli- gente que estudiar seriamente el Management japonés y especialmente su rigor, no exento de flexibilidad, su sutileza en la adaptación y en la aplicación.
Porque, en realidad, las claves del estilo de Management japonés no difieren fundamentalmente del mejor Management occidental, en cuyas fuentes halló su origen y su primer desenvolvimiento. Pero hay que tener muy en cuenta que el rasgo diferencial a favor del Management japonés se halla en su filosofía, que está más allá de unas técnicas gerenciales, a las que confiere fuerza e inspiración, mediante la aplicación sincera de unos valores, comunes, por otra parte, a las culturas de oriente y de occidente, al menos en una gran medida. Recordemos: lealtad, respeto a la inteligen- cia, sutileza, espíritu de grupo, participación, confianza.
En realidad, sigue siendo cierto aquello de "que no hay nada nuevo bajo el Sol", lo mismo si se trata del Sol Naciente que del Sol occidente. Lo nuevo está en la actitud con que se afrontan los problemas, en la sinceridad e inteligencia de los planteamientos, en la voluntad de resolverlos.
Los japoneses no han hecho otra cosa que aplicar seriamente unos
23
Círculos de Calidad
principios y unas técnicas en las que creyeron desde el principio, que habían estudiado en Europa y en América, que sometieron después a un proceso de adaptación a su propia idiosincrasia y que pusieron en marcha sin vacilaciones, sin divagaciones teorizantes, pero con un flexible rigor, sutilmente, con tanta inteligencia como eficacia.
En definitiva, el secreto del éxito japonés reside en que sus dirigentes fueron conscientes de la importancia básica del Management. Y como consecuencia de ello aprendieron a fondo todo lo mejor del Management occidental en las Universidades europeas y americanas. No se perdieron en divagaciones y aplicaron lo que habían aprendido. No hay otro secreto que justifique los resultados.
Para terminar con estas consideraciones sobre la Teoría Z, que impregna la filosofía de las mejores empresas japonesas, destacaremos los siguien- tes puntos:
1.– Existe una cooperación sincera, una vinculación auténtica entre la dirección de la empresa y el factor trabajo. La empresa es el punto de convergencia de unos intereses comunes. Se llega, de esta manera, no ya a una suma de esfuerzos, sino a una multiplicación, a una auténtica integra- ción.
2 – Como consecuencia de este perfeccionamiento de la empresa, conseguido a través de un proceso integrador que una filosofía propia inspira y pone en marcha, se alcanza una productividad elevada, que raya en lo sorprendente. Todos los recursos han sido potenciados e integrados en un esfuerzo común y los resultados se dan por añadidura.
3.– La fuerza de trabajo se vincula, libre y decididamente, a la consecu- ción de los objetivos de la empresa. No se trata ya de cumplir unos cometidos rutinarios. Existe una aportación global, completa, de conocí- cientos, inteligencia, sutileza, lealtad, confianza y ese impulso espléndido que da el espíritu de grupo.
4.– La investigación tecnológica ha sustituido a las tecnologías com- pradas, alquiladas o copiadas. La tecnología basada en una investigación propia permite una posición de libertad y de liderazgo. Pero incluso cuan- do el Japón carecía de investigación propia, sus hombres de empresa demostraron su inteligencia. Así, el revolucionario invento del transistor era una patente americana, que no fue apreciada en su verdadero valor en los Estados Unidos. Los japoneses la adquirieron por la suma de 25.000 dólares, invadiendo todos los mercados del mundo con pequeños y autó- nomos receptores de radio, que lo mismo pueden encontrarse en un apartamento de lujo que en las selvas del Amazonas o en las islas de Indonesia o de Australia.
5.– En el Japón el ahorro, no sólo existe, sino que es favorecido y fomentado. Produce unos intereses siempre por encima de la tasa de inflación. Desde el año 1945, nunca se ha defraudado al ahorrador japo- nés. Allí la política fiscal protege el ahorro. Nunca lo ha penalizado desde aquella fecha. De esta manera, el ahorro ha vuelto a encontrar su cauce natural, que es la inversión. La formación de nuevos capitales se produce, pues, como una consecuencia lógica. No es preciso aclarar que se trata de capitales reales, no de capitales contables. En el Japón no se pierden ideas
24
La Teoría Z
nuevas, ni oportunidades, a causa de la carencia de capitales. El ahorro, por otra parte, produce un clima de confianza y de estabilidad.
6.– La existencia de capitales reales y disponibles hace posible el aprove- chamiento inmediato de oportunidades que, de otra manera, dejarían de serlo o serían aprovechadas por otras economías competidoras en el mercado internacional.
7.– En el Japón se siente un gran respeto por los derechos del consumi- dor, pero un respeto auténtico, mucho más allá de los acostumbrados códigos del consumidor. Este respeto constituye un estímulo muy fuerte para la industria japonesa, que es consciente de que por debajo de unos determinados estándars de calidad, su producto no será aceptado.
8.– Cuando la productividad de la industria de un país es elevada, con incrementos reales y progresivos, automáticamente su competitividad en los mercados internacionales será también progresivamente creciente. Una adecuada estrategia exportadora, con una penetración gradual y escalona- da en los grados de dificultad y de competencia de los mercados interna- cionales, constituye la clave de los éxitos exportadores del Japón.
9.– La calidad no se controla, se fabrica. Este fue y sigue siendo el lema de la industria japonesa. Si el "Made in Japan" ha plantado su bandera en todos los mercados mundiales, es porque antes había ganado la batalla de la calidad.
LA MOTIVACIÓN Y LAS EXPECTATIVAS DE LOS TRABAJADORES
Cuando empezó a hablarse de Teoría Z, uno recuerda una frase que apuntaba muy al núcleo, al corazón mismo, de la Teoría Z. Venía a decir: "Cuando un obrero o un empleado trabaja en una empresa de las que merecen la calificación de Empresa Z sabe que todas las mañanas, cuando aparque su coche en uno de los parkings de la fábrica, ya no necesitará aparcar también dentro del coche, sus ideas propias, su sutileza, su espíritu de iniciativa, para volverlas a recoger, cumplida la jornada laboral, y em- prender, con la tarde, el regreso a casa". Aquello sonaba muy bien. Pero es que, además, era verdad. Qué duda cabe que el dinero, los aumentos en los propios ingresos, constituyen la motivación más común y generali- zada.
Pero el trabajador, como ser humano, dotado de inteligencia y de razón, con una personalidad que necesita ser apreciada y respetada, con unas cualidades genuinas que esperan el reconocimiento de los demás, dentro de su propio grupo o en esferas más elevadas, se siente particularmente feliz cuando deja de ser un sujeto que recibe "órdenes" al estilo militar de otro tiempo, "sin excusa ni discusión alguna", para convertirse en alguien, cuyas opiniones son solicitadas, estudiadas y tenidas en cuenta.
Recuerdo que el final de la frase venía a decir algo así: El trabajador sabe, por fin, lo que significa trabajar de la manera que le hubiera gustado siempre.
25
Círculos de Calidad
Sí, ya sabemos que la Teoría Z es la "respuesta" de la Gerencia, del Management occidental frente al "desafío japonés", pero quizás en ese trabajar de la manera que a uno le hubiese gustado siempre se halle la motivación última de un sistema de Management tan espléndido como sorprendente en sus resultados, pero que halla en esa interior satisfacción del que participa en la empresa, del que está comprometido, involucrado hasta la raíz de sus cabellos, en una tarea común que le sugestiona, le mueve y le apasiona.
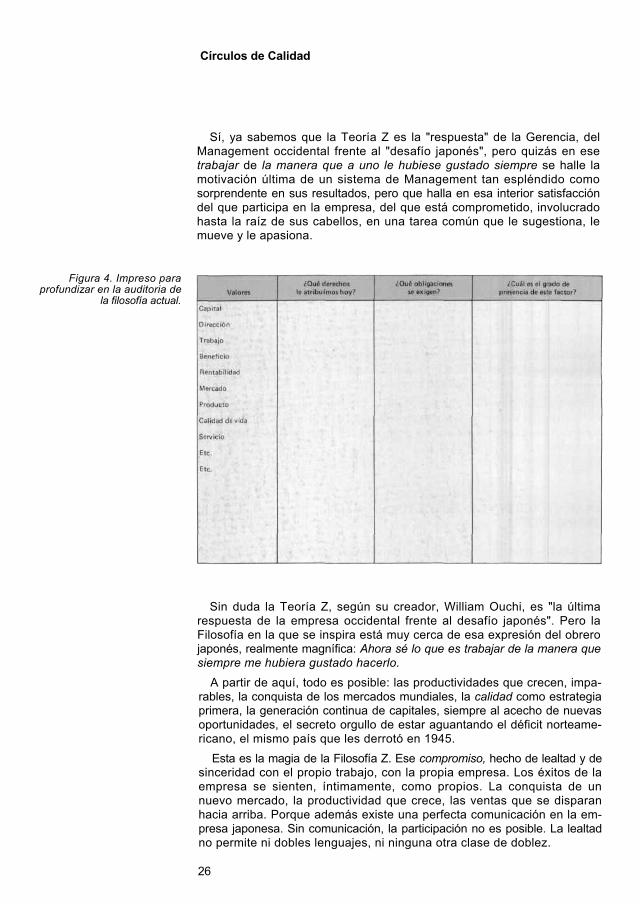
Figura 4. Impreso para profundizar en la auditoria de
la filosofía actual.
Sin duda la Teoría Z, según su creador, William Ouchi, es "la última respuesta de la empresa occidental frente al desafío japonés". Pero la Filosofía en la que se inspira está muy cerca de esa expresión del obrero japonés, realmente magnífica: Ahora sé lo que es trabajar de la manera que siempre me hubiera gustado hacerlo.
A partir de aquí, todo es posible: las productividades que crecen, impa- rables, la conquista de los mercados mundiales, la calidad como estrategia primera, la generación continua de capitales, siempre al acecho de nuevas oportunidades, el secreto orgullo de estar aguantando el déficit norteame- ricano, el mismo país que les derrotó en 1945.
Esta es la magia de la Filosofía Z. Ese compromiso, hecho de lealtad y de sinceridad con el propio trabajo, con la propia empresa. Los éxitos de la empresa se sienten, íntimamente, como propios. La conquista de un nuevo mercado, la productividad que crece, las ventas que se disparan hacia arriba. Porque además existe una perfecta comunicación en la em- presa japonesa. Sin comunicación, la participación no es posible. La lealtad no permite ni dobles lenguajes, ni ninguna otra clase de doblez.
26
La Teoría Z
El dinero continúa con su motivación tradicional, pero no lo es todo, ni mucho menos. Incluso cuando la empresa concede algún premio, no lo hace individualmente, sino al grupo.
Resulta casi inverosímil, pero en el Japón es más apreciado un premio honorífico que un premio en metálico.
Expectativas
Abraham Maslo sigue teniendo razón, pero Maslo estuvo a punto de conocer la Filosofía Z. Puede decirse que la presintió antes que nadie.
Finalmente, centraremos y resumiremos estas expectativas en los si- guientes puntos:
1.– La propia realización del trabajador. El trabajo bien hecho.
2. – Trabajar en un ambiente humano.
3. – Solidaridad. Da una base aún más firme al espíritu de grupo.
4.– Ayuda mutua. La ayuda mutua aparece como algo más individualiza- do, más próximo, dirigido al compañero que trabaja a nuestro lado.
5.– Buenos resultados. El obrero que trabaja con plena dedicación espera y desea fuertemente que la empresa alcance buenos resultados. Está implicado en ello.
6.– Cordialidad de trato. Se refiere a una expectativa con cualidades transitivas. Porque la cordialidad de trato debe predicarse, no sólo en un mismo plano, sino también en relación con planos superiores y con planos inferiores. Cuando ello sucede, se origina una comente de genero- sidad y de compresión que facilita todas las relaciones humanas.
RASGOS DIFERENCIALES DE LAS ORGANIZACIONES TIPO "Z". EJEMPLO
Después de lo expuesto en otros apartados, vamos a sintetizar los rasgos que mejor definen a las empresas "Z".
1.– Empleo a largo plazo: sin llegar al "empleo de por vida" de los japoneses, estas empresas se proponen una estabilidad en el empleo, en favor, tanto de la empresa, como del empleado. Así se da fin a aquel "baile de ejecutivos" de los años 60 y 70, que no benefició a nadie.
2.– Inversión en formación. Si se parte honestamente del convenci- miento de que el principal activo de la empresa lo constituyen sus emplea- dos, todas las inversiones que se realicen en su formación tedrán un efecto multiplicador, potenciando las posibilidades y eficacia reales de la empre- sa.
3.– Baja rotación. Se trata de un concepto relacionado con el que se refiere al empleo a largo plazo, pero cargando el acento en la estabilidad desde el punto de vista del empleado, es decir, su propósito de permane- cer en la empresa mientras sus circunstancias se mantengan, renunciando a cambios caprichosos.
27
Círculos de Calidad
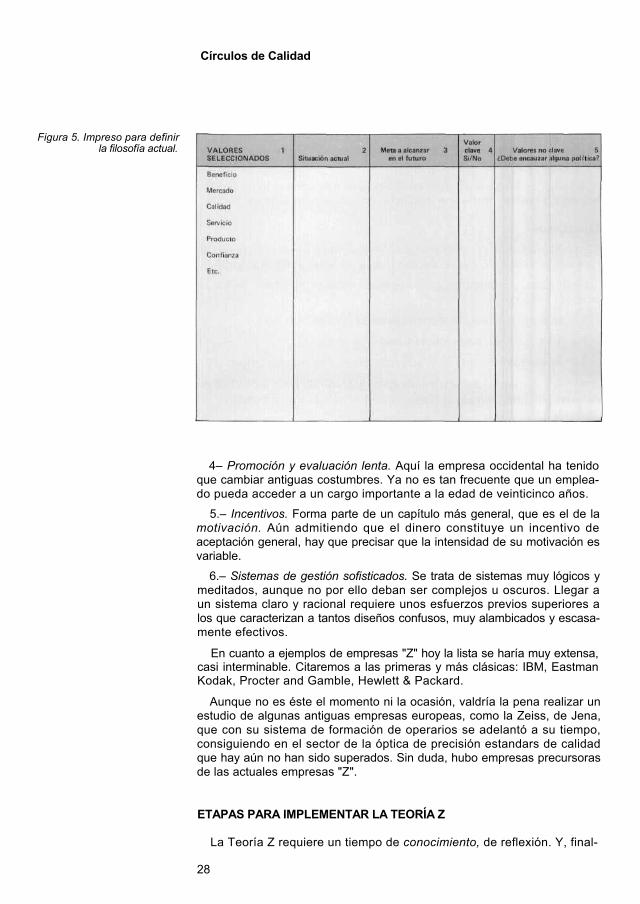
Figura 5. Impreso para definir la filosofía actual.
4– Promoción y evaluación lenta. Aquí la empresa occidental ha tenido que cambiar antiguas costumbres. Ya no es tan frecuente que un emplea- do pueda acceder a un cargo importante a la edad de veinticinco años.
5.– Incentivos. Forma parte de un capítulo más general, que es el de la motivación. Aún admitiendo que el dinero constituye un incentivo de aceptación general, hay que precisar que la intensidad de su motivación es variable.
6.– Sistemas de gestión sofisticados. Se trata de sistemas muy lógicos y meditados, aunque no por ello deban ser complejos u oscuros. Llegar a un sistema claro y racional requiere unos esfuerzos previos superiores a los que caracterizan a tantos diseños confusos, muy alambicados y escasa- mente efectivos.
En cuanto a ejemplos de empresas "Z" hoy la lista se haría muy extensa, casi interminable. Citaremos a las primeras y más clásicas: IBM, Eastman Kodak, Procter and Gamble, Hewlett & Packard.
Aunque no es éste el momento ni la ocasión, valdría la pena realizar un estudio de algunas antiguas empresas europeas, como la Zeiss, de Jena, que con su sistema de formación de operarios se adelantó a su tiempo, consiguiendo en el sector de la óptica de precisión estandars de calidad que hay aún no han sido superados. Sin duda, hubo empresas precursoras de las actuales empresas "Z".
ETAPAS PARA IMPLEMENTAR LA TEORÍA Z
La Teoría Z requiere un tiempo de conocimiento, de reflexión. Y, final-
28
La Teoría Z
mente, de aceptación o de rechazo de sus ideas, de su filosofía. Cuando la respuesta es positiva empieza el proceso de aplicación, de
implantación o de implementación (adaptación directa del inglés), de los principios, de los procedimientos y sistemas de la teoría a la práctica diaria de la empresa.
Esta aplicación afecta no sólo al Management, sino también a la organiza- ción de la empresa. Pero lo más importante es que, a todos los niveles, desde la cumbre de la Dirección, hasta el último peón, el espíritu y la filosofía Z impregnen las actividades de todos los miembros de la empre- sa.
Merece una mención especial el equipo directivo, que debe ser el primero, en el tiempo y en la intensidad, en estar convencido de la necesidad y de las ventajas de la Teoría Z, más allá de una conveniencia pasajera o de un ensayo intrascendente que no compromete a nada.
Porque la Teoría Z y su aplicación comprometen seriamente a la empre- sa que las acepta. No constituye un juego empresarial, un "business game" como tantos otros, sino que es una oportunidad, tal vez la última, para hacer las cosas bien y afrontar el desafío de los tiempos difíciles y también de los tiempos menos excepcionales. Porque cada día tiene su afán.
Los demás niveles de la empresa necesitan también esta fuerte impreg- nación de Filosofía Z y de Teoría Z, hasta que se produzca un fenómeno de osmosis o de absorción. De lo contrario, la "implementación" corre riesgo de malograrse. Y aquí no se puede fallar. Si todo fracaso necesita tiempo y esfuerzo para "ser digerido", un fracaso en la implantación de la Teoría Z suele tener consecuencias muy negativas, entre las que no es la menos importante la pérdida de credibilidad, el hecho de retirar la con- fianza a quienes promovieron y fallaron en una ocasión que ilusionó a muchos y que estimaron como única.
La práctica ha enseñado que el mejor sistema para implementar o implantar la Teoría y la Filosofía Z en una empresa concreta es la puesta en marcha de los Círculos de Calidad.
Aunque esta cuestión se estudia en otra parte de este libro, dándole la relevancia que merece, adelantaremos algunas ideas.
En primer lugar, debemos insistir en la importancia de esa primera fase de "impregnación" de las ideas que constituyen el sistema de la Teoría Z y de la Filosofía Z. Dicha impregnación, recalcamos, debe producirse a todos los niveles, pero es la cúpula de la Dirección de la empresa la que más necesita de este convencimiento, basado, no en una fe ciega, sino en el estudio de los valores, de las teorías y de las realidades que avalan el éxito de la Teoría Z en las mejores empresas del mundo, en las más competitivas en las que ostentan liderazgos notorios, y también en otras empresas de menor proyección, pero que avanzan decididas por un camino inteligente, que no es fácil, pero que constituye, hoy por hoy, la única respuesta, no sólo al desafío japonés, sino al reto que toda empresa con ambiciones tiene consigo misma: el progreso y la creación de riqueza.
Vivimos unos tiempos en que se han mitificado tantas cosas, en que la hipocresía se extiende por todas partes, que será bueno recordar una
29

Círculos de Calidad
afirmación de Drucker: Siempre hay algo muy noble en el hecho de que un hombre o una empresa ganen dinero. Porque existe una opinión falaz que parece sostener que el que una empresa gane dinero es algo casi vergon- zoso, en el límite de lo delictivo, como si fuera un vico nefando sólo achacable al capitalismo.
Y es que una empresa que gana dinero asegura su futuro y el de sus empleados, los recursos que genera permiten nuevas inversiones, nuevos emplesos, cada vez mejores y más remunerados. Hace posible que los nuevos profesionales tengan una preparación de acuerdo con las exigen- cias de nuestros tiempos. ¿O es que se olvida lo que cuesta "hacer" un Ingeniero en 1987 y lo que costaba, en pesetas constantes, en 1930?
Lo que sí está feo es el dinero que "se gana" con el sobre vergonzante, con "el amiguismo", con la "subvención" que muchas veces es difícil de localizar en un presupuesto público o privado.
Ojalá muchas empresas Z ganaran dinero. Aunque a veces nos asalta el pesimismo. Porque el problema clave está aquí: el ritmo de crecimiento continúa siendo demasiado lento y claramente insuficiente para resolver la plaga del desempleo.
Sí, tal vez, la Teoría Z sea la última respuesta. Que no sea nuestra oportunidad última.
30
Los Círculos de Calidad: su origen, evolución y proyección
HISTORIA DE LA CALIDAD
Entre los años 1900 y 1940, el Reino Unido era el país que gozaba de mayor reconocimiento por la calidad de sus productos. La expresión "Made in England" había dado la vuelta al mundo como símbolo y ejemplo de la máxima calidad. La mayor parte de los productos ingleses, desde la plumilla de escribir de acero, hasta los trasatlánticos que cada año competían para conquistar la "cinta azul", estaban considerados en todas partes como la cumbre de la perfección y el refinamiento.
En esa misma época entró en escena Alemania, y aunque el "Made in Germany" nunca tuvo la amplitud del "Made in England", en productos industriales (óptica, maquinaria de precisión) la Alemania de antes de 1.940 llegó a ser imbatible.
A partir de 1.940 los Estados Unidos de América empiezan a ascender peldaños en la batalla de la calidad hasta conseguir el liderazgo total, el cual ostentarán hasta 1.975. Coincidiendo con la crisis del petróleo se inicia el declive en la calidad de los productos norteamericanos, que empiezan a ceder terreno a otros países, especialmente en algunos pro- ductos industriales. Sin embargo, todavía goza del suficiente prestigio para que otros países instalen sus fábricas en Puerto Rico, con el fin de imprimir en sus productos el prestigioso sello de "Made in USA".
Sobre el año 1.975 los japoneses parecen plenamente decididos a tomar el relevo en la carrera por la calidad. Tras muchos años de prepara- ción, durante los cuales estudian detenidamente los riesgos y oportunida- des de la exportación, deciden introducirse de forma programada y paula- tina en mercados cada vez más lejanos y difíciles, hasta conseguir presen- tarse con éxito al examen decisivo de los primeros mercados mundiales. Hoy, el "Made in Japan" ha heredado y ampliado el prestigio de las grandes potencias exportadoras, y sus productos, especialmente en los sectores de la electrónica y la alta tecnología son líderes indiscutibles por su gran calidad y competitividad.
EL MILAGRO JAPONES
Para entender el espectacular avance del Japón durante los últimos años hay que remontarse al final de la primera guerra mundial. En 1945 el pueblo japonés era un pueblo derrotado y ocupado por las fuerzas norteamericanas. Su industria, que nunca se había destacado por su grado de desarrollo o por la calidad de sus productos, había sido destruida casi
31
Círculos de Calidad
por completo, y las pocas fábricas que todavía seguían en pie debían ser reestructuradas para una nueva economía.
El general Mc-Arthur al hacerse cargo de la nación ocupada, llegó a los siguientes acuerdos con el emperador Hiro-Hito:
1) Los Estados Unidos colaborarían con la reconstrucción del país me- diante ayuda tecnológica y de asesoramiento.
2) El Emperador, para mantener su autoridad debería renunciar a su rango divino y aceptar la constitución de un gobierno progresivamente más democrático.
3) El pueblo japonés debería pagar a los Estados Unidos todo cuanto comprase.
Una vez aceptadas estas premisas básicas por ambas partes, el nuevo gobierno de la nación japonesa estableció un programa de reconstrucción nacional con la ayuda de algunos estrategas norteamericanos.
Este programa comprendía cinco etapas que a continuación detalla- mos:
1.– Auditoría de la calidad. En Japón se identificó enseguida que la cuestión de la calidad era la gran estrategia a seguir cara al futuro. De este modo, Japón estableció una auditoría para la calidad. Las empresas que deseasen exportar o vender sus productos en el mercado nacional, ampa- rándolos con un "sello de calidad" deberían someterlos a la auditoría de la "Unión of Japanese Scientists and Engineers" (JUSE).
2. – Campaña nacional de la calidad. Se desarrolló por todo el país una extensa campaña nacional para motivar a todo el pueblo respecto a la necesidad de trabajar con un alto nivel de precisión y calidad. Por todos los medios de comunicación (radio, prensa, televisión) se lanzaron mensajes de concienciación, informando también a los consumidores de sus dere- chos.
3.– Formación continua de los trabajadores. Desde el inicio de la cam- paña se invirtieron decenas de millones de dólares para mejorar la capaci- tación de los trabajadores, a todos los niveles. Este "training" o aprendizaje se inicia en las escuelas, y gracias a él los trabajadores japoneses adquieren los conocimientos matemáticos y estadísticos para analizar la calidad y controlarla por sí mismos.
4.– Control de calidad sofisticado. El lema japonés fue –y sigue sien- do–: "Nosotros no controlamos la calidad, la fabricamos". Sin embargo, las técnicas de control estadístico son una de las claves para poder "fabri- car" calidad. Los japoneses las aplicaron con rigor y sentido común, sin caer nunca en el vicio de controlar por controlar, obteniendo éxitos sorprendentes.
5.– Círculos de calidad. Sobre el año 1.960 empiezan a ponerse en práctica estos sistemas participativos en las empresas japonesas. Más adelante se explicará con detalle en qué consisten, cuáles son sus princi- pios y su forma de organización y funcionamiento. De momento en una primera aproximación a los Círculos de Calidad diremos que son un sistema participativo de Management, mediante el cual los trabajadores se
32
Los Círculos de Calidad: su origen, evolución y proyección
reúnen en grupos reducidos para realizar sugerencias y resolver problemas relacionados con su trabajo.
LA APARICIÓN Y DESARROLLO DE LOS CÍRCULOS DE CALIDAD EN JAPÓN
Durante estos primeros años de realización del programa japonés, empiezan a notarse sus efectos en la economía del país. Los trabajadores, sin embargo, deben soportar grandes sacrificos. Las horas de trabajo en las fábricas y talleres se multiplican, se establecen horarios nocturnos para aprovechar mejor los pocos equipos productivos y únicamente se efectúan paros para el mantenimiento de las máquinas.
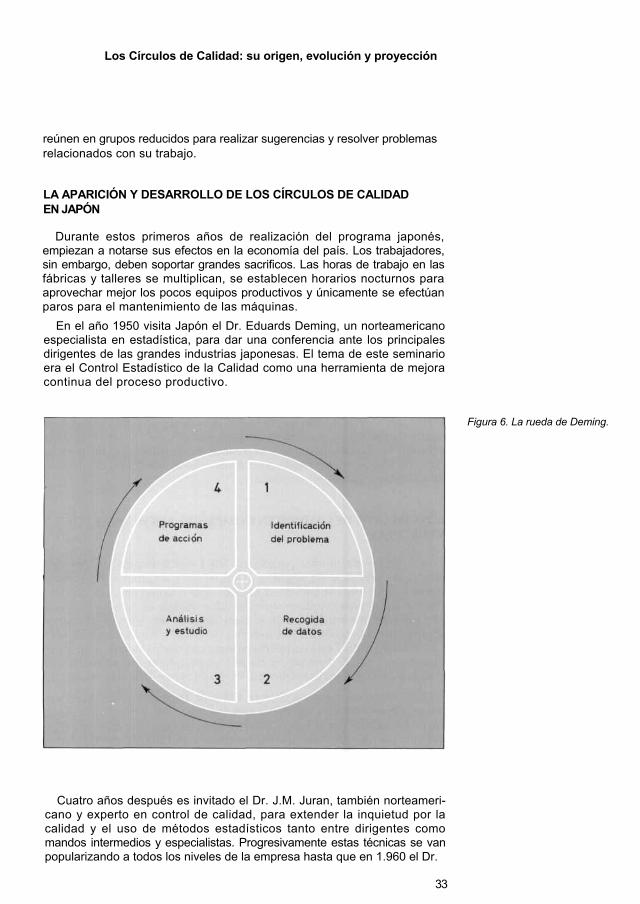
En el año 1950 visita Japón el Dr. Eduards Deming, un norteamericano especialista en estadística, para dar una conferencia ante los principales dirigentes de las grandes industrias japonesas. El tema de este seminario era el Control Estadístico de la Calidad como una herramienta de mejora continua del proceso productivo.
Figura 6. La rueda de Deming.
Cuatro años después es invitado el Dr. J.M. Juran, también norteameri- cano y experto en control de calidad, para extender la inquietud por la calidad y el uso de métodos estadísticos tanto entre dirigentes como mandos intermedios y especialistas. Progresivamente estas técnicas se van popularizando a todos los niveles de la empresa hasta que en 1.960 el Dr.
33
Círculos de Calidad
Kaouru Ishikawa crea los primeros Círculos de Calidad. A partir de enton- ces y hasta la fecha los Círculos reciben un gigantesco impulso. Las empresas, e incluso el gobierno los desarrollan y promueven su floreci- miento.
De forma paralela mejora el prestigio y la imagen de los productos y las empresas japonesas que empiezan a competir con éxito en los mercados internacionales. Esto anima a los trabajadores japoneses, pues saben que la espectacular recuperación del país es obra suya. Gracias al movimiento de los Círculos de Calidad, el trabajador japonés se siente responsable del éxito de su empresa y de su país. Pone en su trabajo diario todo su empeño y dedicación, aportando no sólo unas horas de presencia y su esfuerzo físico, sino también su colaboración intelectual.
Actualmente en Japón son cosa frecuente los carteles y banderas sobre los Círculos de Calidad. Asimismo existen revistas y emisiones radiofóni- cas y de televisión sobre el tema de la Calidad. La implantación de los Círculos de Calidad en las empresas japonesas ha significado, en el año 1.982, un ahorro de 25.000 millones de dólares gracias a las sugerencias propuestas (400 millones) por los más de 10 millones de japoneses inte- grados en los Círculos.
Hoy Japón es un pueblo que despertó de su letargo feudal y que trabaja unido, conquistando posiciones cada vez más difíciles. La clave está en su esfuerzo inteligente, paciente y constante, en su estrategia sutil y en su estilo de Management basado en el aprovechamiento total y organizado de todas las capacidades humanas.
LOS CÍRCULOS DE CALIDAD EN COMPAÑÍAS AMERICANAS Y EUROPEAS
Aunque pueda resultar paradójico, los Estados Unidos de América fueron los primeros en seguir el ejemplo de los Círculos de Calidad japoneses. En 1973 la Lockheed Missiles Space Company organizó una visita al Japón para estudiar este innovador sistema de Management. Al año siguiente los implantó y en el plazo de sólo dos años obtuvo unos ahorros que superaban los tres millones de dólares, con la ayuda de sólo 15 Círculos. En 1977 esta compañía pionera en Estados Unidos tenía ya 30 Círculos en funcionamiento, y ha ido ampliando su número hasta la actualidad, en que están totalmente extendidos por toda la corporación.
Otras empresas pioneras fueron: Chrysler, Hughes Aircraft, Westing- house, General Motors, Sperry Vickers, Babcok, Ford, y Hewlett-Packard. Según los últimos datos, hoy más del 50% de las empresas norteamerica- nas de más de 100 trabajadores funciona con Círculos de Calidad o sistemas participativos similares.
En Europa el auge de los Círculos sigue también una línea ascendente. El número de Círculos en Francia, España, e Italia aumenta año tras año, dejando constancia de que éste es un movimiento con grandes perspecti- vas cara al futuro, y que no se trata de una moda pasajera o efímera.
34
Concepto, principios, y condiciones básicas de los Círculos de Calidad
INTRODUCCIÓN
Dado que los Círculos de Calidad tienen una naturaleza viva, y por lo tanto cambiante, no es posible encuadrar en una sola definición la enorme cantidad de variantes existente. En algunas empresas cambia su denomi- nación; se les suele llamar Grupos de Mejora o Grupo de Progreso. De todos modos, lo importante no es el nombre que se les de, sino sus principios, propósitos, y su filosofía que han de ser congruentes con el enunciado básico de la Teoría Z.
Intentar poner en marcha unos Círculos de Calidad en una empresa que no practique los valores fundamentales expuestos en las primeras páginas de este libro, es una pérdida de tiempo. El resultado no será otro que el fracaso, con el agravante de que los mandos y la dirección de la empresa perderán toda credibilidad, y con ella la posibilidad de aplicar sistemas parecidos en el futuro.
Tal como los definíamos en páginas anteriores, los Círculos de Calidad son, básicamente, un sistema participativo de Management mediante el cual los trabajadores se reúnen en grupos pequeños para realizar sugeren- cias y resolver problemas relacionados con aspectos del propio trabajo.
Más que de una definición, ésta es una aproximación al concepto de la naturaleza de los Círculos de Calidad. En su obra "Círculos de Calidad. Manual para la implantación", Emilio Martínez Grande ofrece varias apro- ximaciones complementarias. Veamos algunas de ellas, para aclarar la esen- cia de los Círculos.
¿QUÉ ES UN CÍRCULO DE CALIDAD?
1) Un Círculo de Calidad es un pequeño grupo de trabajadores que realizan tareas semejantes, y se reúnen para identificar, analizar y solucio- nar problemas del propio trabajo, ya sea en cuanto a calidad o a productivi- dad.
2) Los Círculos de Calidad son grupos de trabajadores con un líder o jefe de equipo que cuenta con el apoyo de la organización de la empresa, cuya misión es transmitir a la dirección propuestas de mejora de los métodos y sistemas de trabajo.
3) Se dice que los Círculos no constituyen ni un movimiento, ni un programa, ni un sistema, ni un método, sino esencialmente una nueva forma de la vida de trabajo, obtenida por una nueva mentalización del trabajador.
35
Círculos de Calidad
4) Los Círculos pueden ser implementados en cualquier tipo de organi- zación, para lo cual no es imprescindible cambiar de estructura. Lo único que cambia es la filosofía del trabajo y el enfoque de las relaciones humanas en la empresa.
5) Los Círculos de Calidad se reúnen para estudiar un problema de trabajo o una posible mejora del producto, pero no basta con identificar los fallos o los aspectos a mejorar. La misión del Círculo es analizar, buscar y encontrar soluciones, y proponer la más adecuada a la Dirección.
6) Los Círculos de Calidad suponen que los trabajadores no sólo apor- tan su esfuerzo muscular, sino también su cerebro, su talento y su inteli- gencia.
7) Los componentes de los Círculos estudian y analizan los problemas con métodos y técnicas científicas, hasta conseguir plantear varias alterna- tivas de solución. Después de llegar al consenso proponen a la Dirección de la empresa las mejores alternativas.
8) Todas las propuestas de los Círculos de Calidad presentadas a la Dirección son estudiadas cuidadosamente. Si son aceptadas serán puestas en práctica, y se reconocerá el mérito del Círculo que las ha presentado.
9) El Círculo de Calidad es el mejor sistema para aprovechar el potencial creativo e innovador que tienen todos los hombres y mujeres que compo- nen la empresa.
PROPÓSITOS DE LOS CÍRCULOS DE CALIDAD Y PRODUCTIVIDAD
Los Círculos de Calidad, como cristalización práctica de una nueva filosofía de empresa, la Teoría Z, tienen unos propósitos acordes con esta nueva forma de entender al trabajo y al trabajador. Estos son:
a) Contribuirá desarrollar y perfeccionar la empresa. No se trata de rendir culto al perfeccionismo, pero sí de provocar un crecimiento sano de la empresa, poniendo a punto todas sus potencialidades de realización. Sin embargo hay que ser muy cuidadosos con el crecimiento. En contra de lo que muchos creen aumentar la cifra de ventas no es siempre la mejor alternativa para el desarrollo. Crecer en calidad, innovación, productivi- dad, y servicio al cliente, crecer cualitativamente, en definitiva, es la única forma de asentar el futuro de la empresa sobre bases sólidas.
b) Lograr que el lugar de trabajo sea cómodo y rico en contenido. Suele decirse que el trabajo dignifica al hombre. Esto es cierto siempre y cuando este trabajo sea digno y propio de la naturaleza humana. Los trabajos repetitivos y rutinarios son propios de las máquinas y los robots, no de las personas. Los Círculos aspiran a lograr que el lugar de trabajo sea más apto para el desarrollo de la inteligencia y la creatividad del trabajador.
c) Aprovechar y potenciar al máximo todas las capacidades del individuo. El factor humano es el activo más importante y decisivo con que cuenta la empresa. Su potenciación constante provoca un efecto multiplicador cuyos resultados suelen sobrepasar los cálculos y estimaciones más opti- mistas. Y es que aún no se sabe nada –o muy poco– de las enormes
36
Concepto, principios y condiciones básicas de los Círculos de Calidad
posibilidades del ser humano, a la horade alcanzar objetivos que él mismo se ha propuesto intensamente, con ilusión y empeño.
PRINCIPIOS Y CONDICIONES DE LOS CÍRCULOS DE CALIDAD
Los pilares sobre los que se sustentan los Círculos de Calidad son:
1) El reconocimiento a todos los niveles de que nadie conoce mejor una tarea, un trabajo o un proceso que aquel que lo realiza cotidianamente.
2) El respeto al individuo, a su inteligencia y a su libertad.
3) La potenciación de las capacidades individuales a través del trabajo en grupo.
4) La referencia a temas relacionados con el trabajo.
De estos principios fundamentales se desprenden las siguientes condi- ciones para el funcionamiento de los Círculos de Calidad:
a) Participación voluntaria. El enunciado de la Teoría Z expresaba clara- mente que el factor trabajo debe involucrarse libre y decididamente. Difícilmente se podrá crear un nuevo estilo de empresa si se empieza por obligar a los trabajadores a participar en los Círculos. Si no existe libertad, una voluntariedad libremente expresada, y un compromiso leal, se incum- ple uno de los principios básicos. Por otra parte, la no participación nunca debe ser motivo de discriminación. En las empresas pequeñas, al resultar más visibles las diferencias, los peligros son mayores, por lo que es preciso cuidar con gran atención este aspecto.
b) Formación. Sin ella no es posible ningún perfeccionamiento. El reciclaje de las personas debe ser constante y nunca rutinario. En muchos casos el propio componente del Círculo advertirá sus déficits al enfrentar- se a problemas progresivamente complejos que superan su nivel de conocimientos. La formación no sólo debe enriquecer al trabajador, sino, en esencia al ser humano en su plenitud y a que el conocimiento es una de las necesidades y motivaciones básicas de todo individuo.
c) Trabajo en grupo. El espíritu de equipo, una vez superada la fase inicial de formación, favorece una sana competencia entre los distintos Círculos, y ésta se traduce en una superación constante tanto en las ideas como en las soluciones aportadas.
d) Grupo democrático. El Círculo debe elegir al líder democráticamen- te. Puede coincidir con un mando de la empresa, pero sólo si los miem- bros le aceptan como tal y reconocen su liderazgo moral.
e) Respeto al compañero. Aunque es algo que está implícito en el trabajo en equipo, la ausencia de esta actitud ha sido una de las causas frecuentes del fracaso en algunos Círculos. No es fácil conseguir que personas que trabajan en la misma empresa, o departamento tengan siempre los mismos objetivos y las mismas opiniones a la hora de encon- trar soluciones a problemas cotidianos. Las divergencias y roces se produ- cen de forma inevitable. Sin embargo, se puede y se debe discutir en un clima de respeto y confianza, si no el Círculo terminará por "estallar".
37
Círculos de Calidad
f) Méritos colectivos y nunca individuales. Todas las ideas y mejoras que surjan como fruto del trabajo de los Círculos son patrimonio del equipo, y no de un individuo aislado, por brillante que sea. Los directivos deben ser los primeros en promover esta idea, premiando los éxitos a nivel colecti- vo. Asimismo, deben evitar que alguien que se crea más inteligente que los demás utilice al Círculo para encontrar soluciones, para luego presen- tarlas como propias.
Una vez implantados los Círculos, es difícil que puedan coexistir con los buzones de sugerencias. Aunque una idea determinada proceda de una persona, debe procurarse que todo el grupo participe del proyecto, a fin de soslayar el personalismo y el lucimiento individual.
g) Grupo reducido. Los Círculos que mejor funcionan son aquellos que están compuestos por pocos individuos (4 ó 5). De esta forma hay trabajo para todos. Si el número es muy superior suele suceder que sólo sean unos pocos los que busquen datos, presenten soluciones e ideas, mien- tras que el resto, además de no colaborar con el Círculo, entorpezcan su trabajo y alarguen las reuniones, discutiendo temas que se alejan de los propósitos y objetivos del grupo.
h) Reuniones cortas y en tiempo de trabajo. Debe establecerse de antemano el horario para las reuniones. Puesto que éstas se realizan para mejorar deben ser entendidas como horas de trabajo, y no como activida- des extraoficiales. La duración de las reuniones no debe sobrepasar la hora. Si son más largas suelen ser productivas sólo en la parte inicial, pero acaban degenerando en discusiones triviales sobre temas intrascenden- tes.
i) Respetar el horario. Una vez se ha fijado la duración y periodicidad de las reuniones, debe respetarse escrupulosamente el horario.
El trabajo de los Círculos debe tener prioridad absoluta. De lo contrario, resultará frecuente buscar excusas para postergar y aplazar las reuniones. Además hay que tener en cuenta la puntualidad; el retraso de uno sólo de los miembros hace perder tiempo a todos los demás.
j) Reconocimiento. Normalmente los componentes de los Círculos en una primera fase, están tan entusiasmados con la participación, que no les importa asumir mayores cantidades de trabajo. No obstante, la experien- cia demuestra que si no existe un auténtico reconocimiento, explícito y formal, por parte de la empresa, el interés decae paulatinamente, hasta desaparecer por completo. Puede recompensarse la labor de los Círculos de muchas maneras, pero las compensaciones económicas son las más motivadoras a largo plazo.
k) Apoyo de la alta dirección. Del mismo modo que la Dirección de la empresa debe ser la primera en adaptar la filosofía de la Teoría Z, también debe ser la primera en alentar y favorecer el desenvolvimiento de los Círculos. Es una cuestión de pura lógica y congruencia; el apoyo y la iniciativa deben partir siempre de la parte más responsable.
PUNTOS FOCALES DE LOS CÍRCULOS DE CALIDAD
Aunque como ya se ha mencionado, el propósito esencial de los
38
Concepto, principios y condiciones básicas de los Círculos de Calidad
Círculos es aumentar el grado de participación y satisfacción de los trabaja- dores en la empresa, existen unos objetivos operativos que no pueden pasarse por alto. Estos focos concretos hacia los que se orientan los Círculos son:
1) Calidad. Se puede considerar como el gran objetivo de los Círculos, el que les ha dado el "apellido". En un mercado cada vez más competitivo en el que los clientes tienen un mayor nivel de educación y exigencia, la calidad es una preocupación central para la mayor parte de las empresas. Los sistemas tradicionales de Control de Calidad no son suficientes. Hoy es necesaria una estrecha integración y colaboración de todos cuantos están involucrados en el proceso productivo. De nada sirve afirmar que de cada 10 piezas 7 pasan el Control de Calidad, si la empresa no es capaz de fabricar sus productos con una calidad tal que sólo se produzcan errores e imperfecciones por una rara casualidad.
El objetivo de la calidad debe ser asumido en un sentido amplio y no limitado a los procesos de fabricación y producción. Hay que entender el concepto de calidad total, y perseguir una mayor calidad tanto en las ventas, como en la administración, las compras, en los almacenes, etc.
2) Productividad. Los Círculos pueden colaborar a incrementar la pro- ductividad en un sentido más amplio y en todas las áreas de la empresa. La productividad quizá sea el objetivo más importante de los Círculos. Viene a ser la resultante final de una correcta aplicación del conjunto de los recursos de la empresa, un índice fiable de que todos los recursos están bien dirigidos y administrados.
Cabe recordar aquí el principio de que nadie sabe mejor lo que sucede en el metro cuadrado que hay alrededor de cada máquina que quien trabaja en ella. Los especialistas de los departamentos de Métodos y Tiempos pueden estudiar los procesos desde una perspectiva general y lograr las mejoras más importantes, pero el detalle, la sutileza, se les escapará la mayor parte de las veces.
Basándose en su experiencia y repetición de los trabajos, los Círculos de Calidad pueden aportar importantes mejoras tanto a la productividad de los talleres y fábricas, como del área administrativa o comercial, actuando como complemento valiosísimo del departamento de Métodos y Cali- dad. Unos disponen de la formación y los conocimientos analíticos espe- cializados, los otros tienen la experiencia del día a día, y la de haber realizado miles de veces una misma operación.
3) Mejora de costes. El conocimiento de los costes reales evita el despil- farro y la mala administración de los recursos. Los Círculos de Calidad pueden colaborar decisivamente a la hora de reducir los costes de todo tipo, administrativos, comerciales, transportes, etc. Sin lugar a dudas, éste es un objetivo complementario al de incrementar la productividad, pero desde otra perspectiva; la de reducir la cantidad de Materia prima, cam- biarla por otra más barata, simplificar el diseño, cambiar alguna pieza, o bien modificar un programa del ordenador, buscar nuevos sitemas admi- nistrativos, ahorrar tareas burocráticas a los vendedores, etc. Los caminos a recorrer son muchos. Deben estudiarse todas las alternativas posibles. La empresa en el fondo no es más que un centro de costes, los beneficios
39
Círculos de Calidad
están en el exterior, en el mercado y en los clientes.
4) Motivación. Existen muchas maneras –por lo menos a nivel teóri- co– de lograr aumentar la motivación del personal; los incentivos econó- micos, cursillos, conferencias, la colaboración de unos buenos mandos intermedios, incluso las "arengas", pero todos estos medios tienen un efecto de duración limitada. Gracias a los Círculos de Calidad puede conseguirse motivar de una forma constante a los trabajadores, ofrecién- doles oportunidades de participar en los objetivos de la empresa, y de sentirse valorados por el trabajo bien hecho.
5) Integración. En las organizaciones relativamente maduras es frecuen- te caer en la trampa de un excesivo departamentalismo. Los trabajadores, en su afán de conservar sus puestos de trabajo se amparan bajo una especie de escudos protectores, de forma que con el tiempo dos perso- nas que ocupan mesas contiguas no tienen la más mínima idea del trabajo que realiza el compañero.
Los Círculos de Calidad facilitan la ruptura de los compartimentos estancos, y hacen que sus integrantes conozcan el trabajo de los demás y comprendan mejor sus necesidades y problemas. Este es un objetivo muy importante, sobre todo en áreas distintas a las de producción, como por ejemplo en los trabajados administrativos, ya que gracias a él es posible suprimir las tareas duplicadas y facilitar el trabajo a los demás.
Figura 7. Formas de reconocimiento a los Círculos
de Calidad
6) Reorganización. La reorganización del trabajo suele hacerse nor- malmente desde las altas esferas directivas, imponiendo los cambios que se estimen oportunos. Sin embargo, muchos de los implicados interpretan esto como una imposición propia de la Teoría X, y no aceptan esta actitud.
40
Concepto, principios y condiciones básicas de los Círculos de Calidad
La gente obedece porque no tiene más remedio, actúan movidos por el miedo a la jerarquía, pero estos empleados descontentos nunca colabora- rán de verdad en el desarrollo y mejora de la compañía.
Cuando la reorganización puede ser lenta en el tiempo, y no son necesarias las decisiones drásticas y urgentes, es una buena alternativa encomendara los Círculos el estudio de esta reorganización, facilitando a sus componentes toda la ayuda que precisen de las personas expertas en organización, simplificación de tareas, etc.
¿QUÉ TEMAS PUEDEN TRATAR LOS CÍRCULOS DE CALIDAD?
Algunas veces los Círculos estudian y analizan los problemas que les presenta la dirección de la empresa, otras es el propio Círculo quien decide la cuestión que va a intentar resolver. En este último caso debe establecer- se una distinción muy clara de los asuntos que están permitidos abordar, y los que están prohibidos. Sería contraproducente el que por intentar resolver un problema específico se interfiera en las responsabilidades de otro departamento o persona y se crearan nuevos problemas más graves.
Por otro lado resulta imposible confeccionar una lista exhaustiva de todos los temas que un Círculo puede estudiar, y otra de los que no puede estudiar. Depende de cada empresa y de su situación, juzgarlo y determi- narlo. Aún así, creemos conveniente dar unas pautas generales, para evitar que se cometan errores de principio.
Pueden ser objeto de estudio por parte de los Círculos de Calidad, cualquier problema relacionado directamente con el trabajo de los com- ponentes del mismo. Por ejemplo, la mejora en los métodos de trabajo empleados, en la calidad, en la productividad, en el coste, en la organiza- ción del trabajo –siempre que no afecte a terceros, y en tal caso con el consentimiento de éstos–.
Asuntos tales como las reivindicaciones laborales, salarios, horarios de trabajo, distribución del trabajo, etc., quedan excluidos de las reuniones de los Círculos, exceptuando los casos concretos en los que la Dirección solicite su ayuda. Tampoco pueden ser objeto de estudio las quejas de los empleados, ni las cuestiones que estén ligadas al orden jerárquico que tiene establecidas la empresa.
41

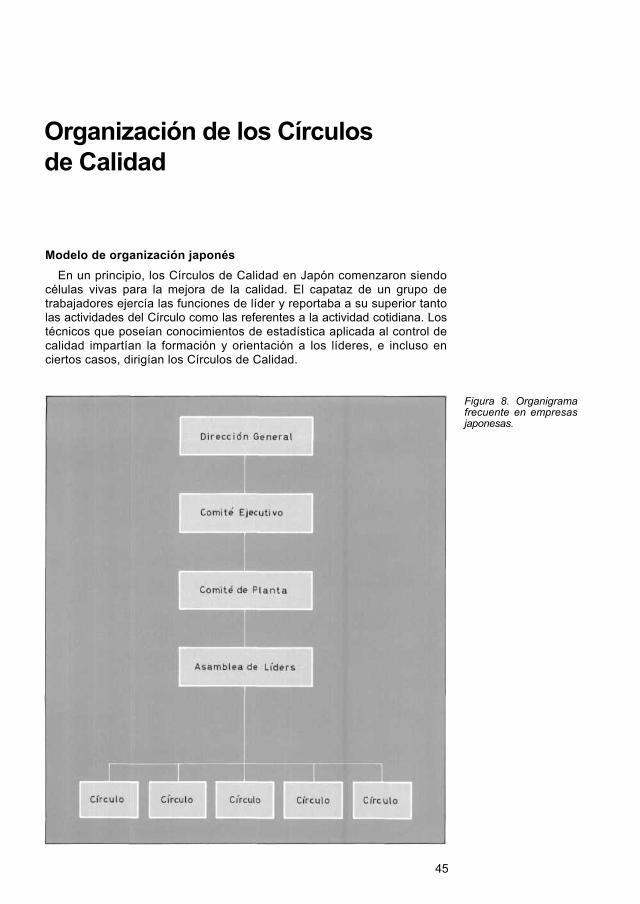
Organización de los Círculos de Calidad
Modelo de organización japonés En un principio, los Círculos de Calidad en Japón comenzaron siendo
células vivas para la mejora de la calidad. El capataz de un grupo de trabajadores ejercía las funciones de líder y reportaba a su superior tanto las actividades del Círculo como las referentes a la actividad cotidiana. Los técnicos que poseían conocimientos de estadística aplicada al control de calidad impartían la formación y orientación a los líderes, e incluso en ciertos casos, dirigían los Círculos de Calidad.
Figura 8. Organigrama frecuente en empresas japonesas.
45
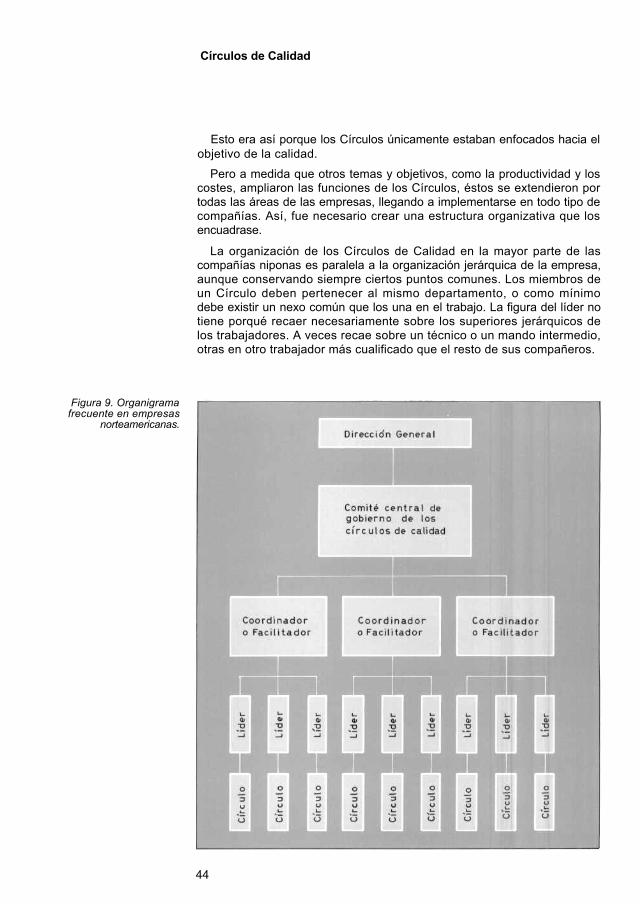
Círculos de Calidad
Esto era así porque los Círculos únicamente estaban enfocados hacia el objetivo de la calidad.
Pero a medida que otros temas y objetivos, como la productividad y los costes, ampliaron las funciones de los Círculos, éstos se extendieron por todas las áreas de las empresas, llegando a implementarse en todo tipo de compañías. Así, fue necesario crear una estructura organizativa que los encuadrase.
La organización de los Círculos de Calidad en la mayor parte de las compañías niponas es paralela a la organización jerárquica de la empresa, aunque conservando siempre ciertos puntos comunes. Los miembros de un Círculo deben pertenecer al mismo departamento, o como mínimo debe existir un nexo común que los una en el trabajo. La figura del líder no tiene porqué recaer necesariamente sobre los superiores jerárquicos de los trabajadores. A veces recae sobre un técnico o un mando intermedio, otras en otro trabajador más cualificado que el resto de sus compañeros.
Figura 9. Organigrama frecuente en empresas
norteamericanas.
44
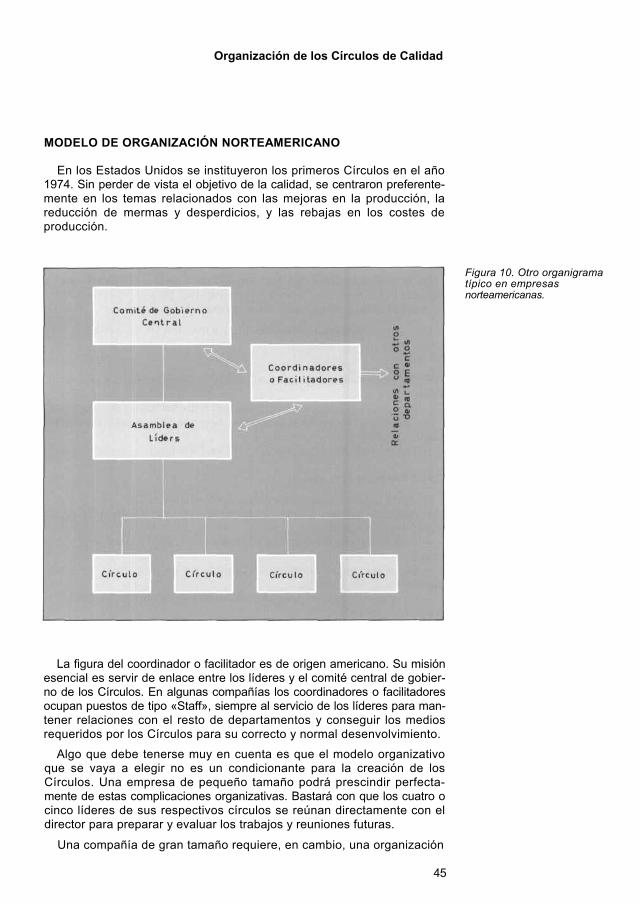
Organización de los Círculos de Calidad
MODELO DE ORGANIZACIÓN NORTEAMERICANO
En los Estados Unidos se instituyeron los primeros Círculos en el año 1974. Sin perder de vista el objetivo de la calidad, se centraron preferente- mente en los temas relacionados con las mejoras en la producción, la reducción de mermas y desperdicios, y las rebajas en los costes de producción.
Figura 10. Otro organigrama típico en empresas norteamericanas.
La figura del coordinador o facilitador es de origen americano. Su misión esencial es servir de enlace entre los líderes y el comité central de gobier- no de los Círculos. En algunas compañías los coordinadores o facilitadores ocupan puestos de tipo «Staff», siempre al servicio de los líderes para man- tener relaciones con el resto de departamentos y conseguir los medios requeridos por los Círculos para su correcto y normal desenvolvimiento.
Algo que debe tenerse muy en cuenta es que el modelo organizativo que se vaya a elegir no es un condicionante para la creación de los Círculos. Una empresa de pequeño tamaño podrá prescindir perfecta- mente de estas complicaciones organizativas. Bastará con que los cuatro o cinco líderes de sus respectivos círculos se reúnan directamente con el director para preparar y evaluar los trabajos y reuniones futuras.
Una compañía de gran tamaño requiere, en cambio, una organización
45
Círculos de Calidad
adecuada para que los Círculos actúen entre sí de forma coordinada y eficaz. De todas maneras lo que marca el éxito de unos Círculos de Calidad no es tanto la organización que los soporta, sino el espíritu que impregna a todos y cada uno de los componentes de la empresa, ya sean trabajadores, líderes, coordinadores, miembros del comité, o de la alta dirección.
EL PRIMER NIVEL: LA ALTA DIRECCIÓN
En la implementación de los Círculos de Calidad, el primer nivel a estudiar es la Dirección General de la compañía. Sin su apoyo decidido y su empuje activo, los Círculos están condenados al fracaso.
Las obligaciones particulares del alto mando son las siguientes:
De apoyo — Autorizar las reuniones de los círculos en días laborables, y facilitar los
locales necesarios. — Fomentar el cambio de informaciones entre los líderes de los grupos. — Financiar y autorizar los programas de formación internos o externos
(cursos, conferencias y seminarios). — Dar relevancia a las actividades de los Círculos.
De participación personal — Asistir a determinadas reuniones del Comité Central. — Asistir de vez en cuando a alguna reunión de líderes, y a alguna
reunión de los Círculos. — Evaluar detalladamente los informes presentados, para su aproba-
ción final. — Seguir de cerca y controlar los avances en los programas de imple-
mentación de los Círculos. — Ocuparse de que se pongan en funcionamiento de forma rápida los
proyectos aprobados. — Autorizar recompensas de todo tipo. — Respetar la libertad y autonomía de los Círculos y los comités de
líderes. — Explicar y razonar los posibles retrasos en la puesta en marcha de las
sugerencias aprobadas.
EL SECUNDO NIVEL: EL COMITÉ CENTRAL DE GOBIERNO
En el Comité Central y de Gobierno es recomendable y conveniente que existan diferentes niveles jerárquicos. De esta forma, la participación de la fuerza de trabajo en el gobierno de la compañía deja de ser un tópico, para convertirse en una realidad.
Este Comité suele estar compuesto por directores de la empresa, bien en "línea", "staff" o en una forma mixta entre ambas, en la que en ciertas ocasiones se agregan algunos mandos intermedios. También es posible la
46
Organización de los Círculos de Calidad
presencia y la participación en las actividades del Comité de algunos líderes o miembros de Círculos que se han distinguido por su talento y capacidades.
Sus funciones y responsabilidades son las siguientes: — Preparación de los planes de implementación de los Círculos-piloto. — Diseño de los principales objetivos y las estrategias generales. — Establecimiento de objetivos para los Círculos-piloto. — En una etapa inicial debe reclutar los líderes para los Círculos-piloto,
para luego nombrar los coordinadores/facilitadores que habrán de conti- nuar la tarea.
— Diseñar el organigrama de los Círculos, apoyándose en el organigra- ma jerárquico existente.
— Establecer la periodicidad y la frecuencia de las reuniones de cada nivel.
— Decidir la clase de recompensa con la que premiar los proyectos aceptados.
— Seguimiento y control del programa. — Relaciones con los Sindicatos o con el Comité de Empresa. — Fidelidad a los principios básicos, y revisión periódica de las estrate-
gias generales. — Informar periódicamente a la Alta Dirección de los avances, logros y
la situación de los Círculos. Hacer extensiva la información a todos los niveles de la empresa, y muy especialmente a los componentes de los Círculos.
EL TERCER NIVEL: EL COORDINADOR O FACILITADOR
En algunos casos, los términos coordinador y facilitador se utilizan indistintamente para denominar la misma actividad de enlace entre los líderes de los Círculos y el Comité Central. En las compañías muy grandes el coordinador actúa como nexo de unión que supervisa el trabajo de los facilitadores, pero en las empresas de pequeño y mediano tamaño en las que el número de Círculos no es demasiado abundante el propio facilita- dor puede ejercer las funciones del coordinador.
Las coordinadores y facilitadores tienen la responsabilidad de: — Ocuparse de las relaciones entre los círculos y la organización jerár-
quica de la empresa. — Llevar a cabo las políticas y estrategias generales determinadas por el
Comité Central. — Relacionarse con los departamentos y servicios de control de calidad
y producción, para establecer sistemas de medidas y evaluación. — Controlar el cumplimiento del programa de los Círculos que están
bajo su responsabilidad. — Orientar a los líderes y miembros de los Círculos a la hora de escoger
los temas objeto de estudio, los sistemas de análisis y las alternativas de solución.
— Formar a los líderes de los Círculos que controla.
47
Círculos de Calidad
— Recoger los informes de sus Círculos, y preparar los informes a entregar al Comité Central.
— Desarrollar e impulsar toda clase de comunicaciones, difundiendo a todos los niveles la filosofía de los Círculos, y conservando la fidelidad hacia los principios esenciales.
EL CUARTO NIVEL: EL LÍDER
La función del líder es imprescindible para la buena marcha de los Círculos, de ahí que su elección sea una etapa decisiva. El éxito o fracaso de un Círculo depende en gran parte de las capacidades tanto humanas como profesionales y técnicas de su líder.
La simpatía, el poder de convicción, la capacidad de mando, y sobre todo el ascendiente moral sobre el grupo son los criterios principales para seleccionar al candidato, que puede ser un mando intermedio, un espe- cialista, o un trabajador cualificado.
Las funciones del líder son: — Dirigir las reuniones del Círculo. — Formar a los componentes en las técnicas de trabajo. — Servir de enlace entre los miembros del Círculo y el facilitador o
coordinador. — Preparar el orden del día de las reuniones de los Círculos, y confec-
cionar los informes de las mismas. — Crear el ambiente adecuado para el buen desarrollo de las reuniones. — Presentar a la Dirección las sugerencias propuestas por el Círculo.
Cuando se trate de una empresa muy pequeña, o de una fase inicial de implementación de los Círculos, los distintos líderes pueden ejercer las funciones del coordinador o facilitador y formar parte del Comité Central.
EL QUINTO NIVEL: EL CÍRCULO Y SUS COMPONENTES
Como ya se ha indicado, le corresponde al Comité Central establecer las estrategias y políticas generales que han de servir de pauta y orienta- ción a los Círculos. Dentro de este marco, los componentes deben fijar sus propios objetivos concretos de mejora.
En el seno del grupo existe igualdad de derechos a la hora de dar opiniones y votar sobre los temas a tratar y los problemas a resolver, de ahí que sea decisiva la habilidad del líder para orientar al colectivo hacia un consenso.
La participación en los Círculos es libre. Ningún componente de la empresa puede sentirse obligado a participar en ellos. En resumen, las reglas del Círculo son:
— Participación voluntaria. — Libertad de opinión y voto. — Limitación a los temas propios del trabajo cotidiano.
48
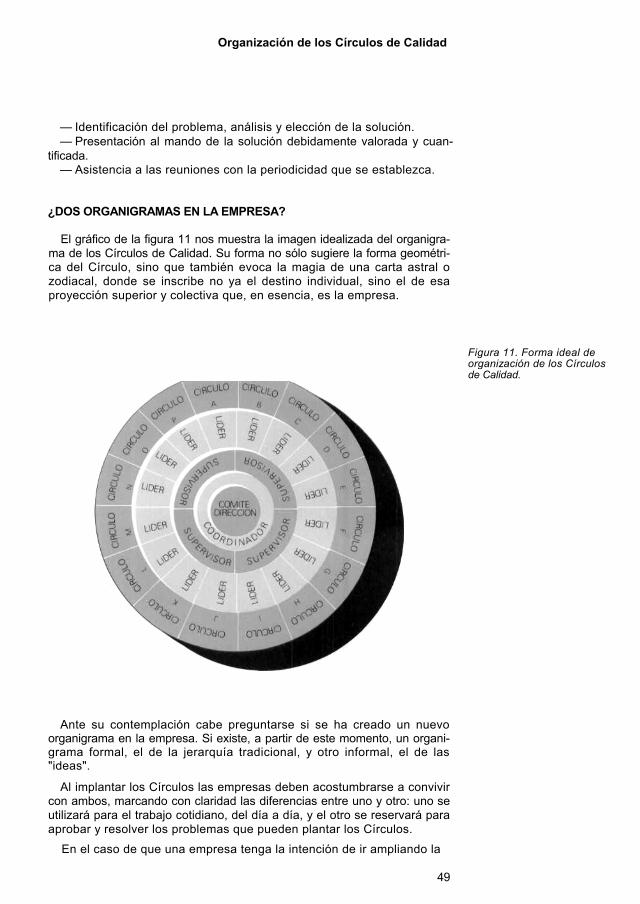
Organización de los Círculos de Calidad
— Identificación del problema, análisis y elección de la solución. — Presentación al mando de la solución debidamente valorada y cuan-
tificada. — Asistencia a las reuniones con la periodicidad que se establezca.
¿DOS ORGANIGRAMAS EN LA EMPRESA?
El gráfico de la figura 11 nos muestra la imagen idealizada del organigra- ma de los Círculos de Calidad. Su forma no sólo sugiere la forma geométri- ca del Círculo, sino que también evoca la magia de una carta astral o zodiacal, donde se inscribe no ya el destino individual, sino el de esa proyección superior y colectiva que, en esencia, es la empresa.
Figura 11. Forma ideal de organización de los Círculos de Calidad.
Ante su contemplación cabe preguntarse si se ha creado un nuevo organigrama en la empresa. Si existe, a partir de este momento, un organi- grama formal, el de la jerarquía tradicional, y otro informal, el de las "ideas".
Al implantar los Círculos las empresas deben acostumbrarse a convivir con ambos, marcando con claridad las diferencias entre uno y otro: uno se utilizará para el trabajo cotidiano, del día a día, y el otro se reservará para aprobar y resolver los problemas que pueden plantar los Círculos.
En el caso de que una empresa tenga la intención de ir ampliando la
49

Círculos de Calidad
plantilla, debe procurar ir adaptando ambos organigramas hasta conseguir superponerlos. Así se evitarán posturas incómodas y, sobre todo, que el organigrama formal impida que las ideas fluyan hacia arriba con la rapidez y permeabilidad deseables.
50
El Comité Central de Gobierno
LOS MIEMBROS DEL COMITÉ CENTRAL DE GOBIERNO
El nombre que se aplique a esta entidad no es fundamental, pudiendo denominarse Comité General, Junta Central, Comité de Círculos de Cali- dad, Comité Asesor, etc.
El Comité Central o de Gobierno está formado por las personas que dirigen las actividades de los Círculos de Calidad. Debe procurarse que en el mismo estén representados todos los estamentos de la empresa.
El número de personas que formen parte del Comité Central variará según la importancia de la empresa y el número de círculos en funciona- miento. Como regla general, estará entre 5 y 12 personas. Estos límites vienen establecidos por la práctica de toda reunión en la que se pretenda un intercambio de comunicaciones en ambos sentidos y una eficacia expeditiva. Si se forman con más de 12 personas, se deberá sacrificar la participación, la brevedad, la unidad de criterios y, en definitiva, el consen- so, sustituyendo éste por decisiones impuestas, lo cual es contrario a los principios estudiados en la Teoría Z y a la filosofía básica de los Círculos de Calidad.
En el comité central estarán representados: 1) La dirección general de la empresa, que puede delegar en cualquier
director de departamento, por ejemplo, en el Director de Producción, o de Fábrica, pero en forma constante, a fin de que exista una estabilidad en los criterios. Esta persona actuará de presidente del Comité Central.
2) Otros dirigentes y técnicos de diferentes departamentos. Así, por ejemplo, pueden estar entre sus miembros el Director de Relaciones Humanas o de Personal, ingenieros de oficina técnica, técnicos de produc- ción, contabilidad, etc.
3) Un representante sindical, miembro del Comité de Empresa, a fin de evitar fricciones dada la separación de objetivos entre Círculos y Sindica- tos.
4) Todos los facilitadores y coordinadores que llevarán la voz de los círculos.
5) Los líderes de los Círculos más destacados por sus sugerencias.
LAS TAREAS DEL COMITÉ CENTRAL DE GOBIERNO
En el capítulo anterior ya se han enumerado las funciones del Comité
51
Círculos de Calidad
Central. No obstante, deben resaltarse algunos puntos adicionales, así como detallar algún aspecto anteriormente enunciado.
Fundamentalmente, las tareas del Comité Central son: el establecimien- to de los objetivos generales del programa, la dirección de la operación de implementación de los Círculos, el control y fomento del crecimiento de los Círculos, el control de puesta en marcha y aplicación de los proyectos aprobados.
El Comité Central deberá ocuparse de la planificación del futuro de los Círculos en la empresa, la organización de los mismos, el establecimiento de los objetivos generales, el suministro de los medios para la obtención de los objetivos y el control de avance del plan.
Se supone que todos los miembros del Comité Central han adquirido ya una formación específica sobre los Círculos de Calidad antes de la constitución del mismo. En caso contrario, deberá facilitárseles esta forma- ción por medio de un cursillo, seminario, etc. ya sea en la propia empresa o en otros centros.
Si la Alta Dirección y el que pueda actuar de presidente del Comité Central tienen ya una formación en Círculos de Calidad, puede organizar- se, como primera fase para la implementación, un seminario interno de empresa al que se invite, entre otros, a los futuros miembros del Comité Central y al final del seminario, aprovechando el entusiasmo, constituir el Comité Central, iniciador del programa de implementación.
Como la filosofía de los Círculos de Calidad tiene como principios básicos el respeto a la autoridad, por una parte, y por otra el espíritu democrático de participación del trabajador, debe vigilarse que si el presi- dente del Comité Central de gobierno es impuesto por la Alta Dirección de la empresa, uno de los primeros acuerdos a tomar por el Comité Central deberá ser el establecimiento de unos principios democráticos como son: toma de acuerdos por mayoría, voto del presidente sólo en caso de empate para decidir, un hombre, un voto, etc. De otra forma, la presidencia no contaría con la adhesión sincera del Comité.
OBJETIVOS FILOSÓFICOS DEL COMITÉ CENTRAL
El Comité Central debe tener unos objetivos claros respecto a la filosofía de los Círculos de Calidad y respecto a una gestión participativa de la empresa, que enumeramos a continuación:
1) La confianza en el personal. La base de la existencia de los Círculos de Calidad y de la Teoría Z de la gestión es la confianza que puede depositar- se en el trabajador, ya que estos principios son capaces de generar entu- siasmo y eficacia.
2) Conducir los Círculos para una empresa mejor. Los Círculos de Cali- dad están por encima de los intereses personales de algunos componen- tes de la empresa, sean por ejemplo accionistas que pretendan lucros no justificados, o trabajadores que presenten exigencias sin la prestación personal suficiente como contrapartida. La finalidad de los Círculos es el fortalecimiento y desarrollo de la empresa.
52
El Comité Central de Gobierno
3) La participación a todos los niveles. El comité deberá oir y facilitar la voz y el voto de cada uno de los componentes de los Círculos a través de sus líderes o de facilitadores o coordinadores. Incluso en algunas compa- ñías se reserva algún puesto en el Comité Central para simples miembros de Círculos.
4) Conseguir el apoyo de la Alta Dirección. Si la Alta Dirección ha autorizado la creación de los Círculos, como se aconseja, antes de implan- tarlos en una empresa, luego será el propio Comité Central quien recuer- de al alto mando la necesidad de su apoyo personal, moral y económico, aunque éste debe considerarse una inversión, ya que todo desembolso inicial ha de tener un pronto retorno.
5) Mejora de las relaciones laborales, de los empleados entre sí y de éstos con los mandos jerárquicos de la empresa.
6) Elevación del grado de motivación del personal. Como consecuencia de la participación del personal, ya citada, el mismo es consciente de sus propios logros, que, junto con el reconocimiento del mando, constituyen fuertes factores motivadores.
53

El Coordinador o Facilitador
SELECCIÓN Y CARACTERÍSTICAS
El facilitador o coordinador debe ser seleccionado por el Comité Cen- tral de Gobierno.
En algunas compañías se ha cubierto la plaza de coordinador o facilita- dor tan pronto como se ha constituido un Comité Central y antes de constituirse los primeros Círculos. En Estados Unidos, donde los Círculos son más frecuentes, se ha llegado a contratar un facilitador procedente de otra empresa donde los Círculos ya funcionan bien o procedente de una empresa de consultoría.
De esta forma, él orienta al propio Comité Central recién nombrado, que no conoce en profundidad las técnicas. Pero lo más frecuente es que, al principio, las funciones de facilitador las desempeñe un técnico de la propia empresa que haya asistido a seminarios o cursillos, sobre Círculos de Calidad. Incluso la dedicación de ese técnico será inicialmente parcial, alternándola con su trabajo específico dentro de la empresa. Con el tiempo, este facilitador se ocupará exclusivamente de los Círculos y cuan- do esté ya saturado de trabajo (por ejemplo, más de 10 Círculos en marcha), deberán nombrarse otros.
Las características que deben tenerse en cuenta para la elección son las siguientes:
— Formación técnica a nivel medio o superior o bien relaciones huma- nas, psicología, ciencias empresariales, pedagogía, estadística, etc.
— Simpatía y facilidad de comunicación. — Constancia, orden y capacidad de organización y mando. — Entusiasmo, ambición, espíritu aventurero y emprendedor. — Cautela, discreción, diplomacia. — Persuasión, capacidad de convencimiento, ascendiente.
El Comité Central deberá encontrar entre las personas de la organiza- ción y si no, fuera de ella, una persona que, en mayor o menor grado, cumpla los requisitos anotados.
TAREAS DEL COORDINADOR
En capítulos anteriores ya se han descrito las funciones del coordinador o facilitador. Sin embargo, debemos aquí insistir en algunos aspectos concretos de su trabajo:
1) Elaboración del plan de implementación de los círculos, conjunta- mente con el Comité Central.
55
Círculos de Calidad
2) Asistir a las reuniones del Comité Central del que forma parte, informándole de la situación y de las actividades de los Círculos.
3) Asistir a las primeras reuniones de los Círculos, hasta que los líderes tengan la experiencia suficiente para dirigirlas por sí mismos y capacidad para reportar adecuadamente.
4) De acuerdo con los líderes correspondientes, asistirá periódicamen- te a un buen número de reuniones de Círculo que, a su juicio, necesitan refuerzo, sin que ello tenga un sentido crítico ni de control, sino de apoyo.
5) Entre una y otra reunión de cada Círculo, deberá comentar con cada líder sus impresiones y en el caso de no haber asistido, recibir el informe de la reunión preparado por el líder.
6) Es importante que el líder sea quien dirija la reunión del Círculo y que el facilitador o coordinador desarrolle el papel de técnico a disposición del equipo para cuantas preguntas deseen hacer y consejos deseen pedir.
Esta es la razón por la que se recomienda que si los Círculos marchan bien y los líderes están capacitados, el coordinador procure dejar de asistir a alguna reunión, siempre de acuerdo con el líder, a fin de reforzar la autoridad de éste y de que el propio Círculo se acostumbre a "andar solo".
Sin embargo, en muchas compañías, los coordinadores o facilitadores asisten a todas las reuniones de los Círculos, siendo los que escriben el resumen o acta de la reunión, trabajo que en la mayor parte de los casos viene hecho por el líder.
EL PAPEL DEL COORDINADOR EN LA FORMACIÓN DE CÍRCULOS
Un coordinador o facilitador requiere una cierta experiencia. En los casos en que se cubra el puesto con una persona provinente de otra empresa, en la que existan Círculos de Calidad, se dispondrá de esta experiencia desde el primer momento. Si no es así, se tendrá que ir adquiriendo poco a poco y se deberá suplir con la buena voluntad y la habilidad de la persona que desempeña el puesto.
La formación del primer Círculo es importante. Debe suponerse que ya se ha constituido un Comité Central y se ha encargado al coordinador la formación paulatina, pero continua de Círculos de Calidad.
El coordinador deberá tener conversaciones con el director o el jefe del departamento donde se pretende iniciar el movimiento. En estas conver- saciones se llegará a unas conclusiones, respecto a los dos o tres posibles líderes del departamento. Se escogerá entre ellos el que parezca reunir mejores características y que pueda aglutinar un grupo de trabajadores situados en un área donde sea posible, en corto espacio de tiempo, obtener resultados tangibles que animen al Círculo y provoquen un movimiento de imitación, simpatía y proselitismo, procediéndose enton- ces a proporcionarle una formación específica en Círculos de Calidad.
Posteriormente, se efectuará una reunión de todos los trabajadores del departamento, en la que el jefe director les expondrá la intención de constituir con fuerzas voluntarias una organización de Círculos de Calidad. El coordinador o facilitador dará una explicación a todo el personal sobre:
56
El Coordinador o Facilitador
el concepto de los Círculos de Calidad, la finalidad, la participación volunta- ria, las ventajas de ser miembros de un Círculo. Seguirá una sesión de ruegos y preguntas y finalmente, se indicará que el líder previamente escogido está dispuesto a recoger las adhesiones voluntarias del personal. Al cabo de unos días, se efectuará la primera reunión del Círculo, bajo la dirección del coordinador o facilitador.
EL PAPEL DEL COORDINADOR EN LOS CÍRCULOS DE CALIDAD EN MARCHA
El coordinador, una vez están los Círculos en marcha, debe apartarse de su papel de dirigente del Círculo, que debe ceder al líder del mismo, sin perder el control del Círculo, que ejercerá, fundamentalmente, por medio de:
1) Control anticipado, junto con el líder, del orden del día de la reunión del Círculo.
2) Asistencia a las reuniones con cierta frecuencia (al principio debe asistir a todas).
3) En las reuniones del Círculo a que asista, hará el papel de animador, sembrador de ideas, orientador de temas y encauzador de energías.
4) Al final de las reuniones, deberá hacer un pequeño comentario sobre los aspectos positivos que ha observado y el avance del Círculo.
5) Entre reunión y reunión, facilitará al líder y a los miembros del Círculo que tengan previsto realizar algún estudio para la próxima reunión, las entrevistas necesarias con los responsables que deban suministrar la infor- mación.
6) Otra tarea propia del coordinador es la de facilitar al Círculo, a su líder y a sus miembros, los medios de formación básica necesarios, ya sea por medio de publicaciones o mediante charlas en las propias reuniones del Círculo, sobre todo en las primeras. Las charlas estarán a cargo del propio coordinador o de otro técnico o jefe de la empresa o incluso ajeno a ella, según la materia o enseñanza a impartir.
7) También es labor del coordinador facilitar a los Círculos elementos como: gráficos, diapositivas, transparencias, proyectos, pizarras, etc.
8) Otra función importante del coordinador es la organización de cursi- llos de capacitación de líderes.
9) El informe mensual al Comité Central será un resumen de las activi- dades de todos los círculos bajo su control, durante el mes.
LAS PRECAUCIONES DEL COORDINADOR
La labor del coordinador puede ser un éxito si se atiene a las normas que se citan. Sin embargo, el crédito obtenido por una temporada de esfuer- zo continuado puede irse al traste si el coordinador cae en defectos,
57
Círculos de Calidad
trampas y errores que no sólo le harán fracasar a él en su rol de coordina- dor, sino que pondrán en peligro la existencia de los propios Círculos de Calidad.
He aquí una enumeración de los fallos que, a toda costa, deben evitarse: 1) Trabajar en solitario, sin contar con la colaboración de jefes, comité
central y líderes.
2) Imponer decisiones, aunque sean objetivamente correctas, pero sin llegar a convencer a los que las deban aceptar.
3) Malgastar el tiempo propio y de los demás, alargando las conversa- ciones y las reuniones más de lo necesario.
4) Afrontar un problema sin previo estudio, ya sea por sí mismo, o en las reuniones de los Círculos.
5) Dejar de prestar ayuda a un líder o a un Círculo que se encuentra desorientado o necesita ser conducido o encauzado.
6) Hablar de problemas antiguos que ya están superados.
7) Recordar viejas rencillas o discusiones entre los miembros de los Círculos.
8) Inquietar a los miembros de los Círculos con rumores pesimistas o malas noticias, de innecesaria divulgación.
9) Hablar mal de las personas ausentes o de otros Círculos.
10) Discutir acaloradamente, perdiendo la calma, aunque se tenga razón.
11) Prometer lo que no se puede dar, evitando compromisos irrealiza- bles.
12) Quejarse o reclamar en presencia del Círculo, aunque hubiera algu- na razón para ello.
13) Criticar al mando.
LAS DIFICULTADES DEL COORDINADOR
Muchas son las dificultades que el coordinador encontrará, desde el principio, en el desarrollo de su labor. Por esta razón, se citan como características o condiciones necesarias para serlo: el entusiasmo, el espíri- tu emprendedor y la constancia. A continuación, se señalan algunas dificultades típicas:
1) Mucha responsabilidad y poca autoridad. El coordinador que es res- ponsable del éxito de unos cuantos círculos, en realidad tiene muy poca autoridad en el organigrama jerárquico de la empresa y necesitará el apoyo de todos los mandos para el desarrollo de sus funciones.
2) Disminución del interés general por los Círculos. Al principio, los Círculos de Calidad acostumbran a provocar un entusiamso general, tanto por parte de los miembros de los mismos, como por parte de los mandos de la empresa. Luego, tras un cierto tiempo, el interés decrece y el
58
El Coordinador o Facilitador
coordinador puede encontrarse un tanto solo, "predicando en el desier- to". También aquí es necesario el apoyo del mando.
3) Sobresaturación de tareas y desbordamiento de trabajo. El coordina- dor que funcionaba perfectamente con tres o cuatro Círculos de Calidad en marcha y llega a formar unos cuantos más, movido de su entusiasmo, puede quedar completamente desbordado en un deteminado momento, según el tipo de industria, organización, nivel de los líderes, etc. Por ello, no pueden darse normas concretas, pero un número de Círculos, entre ocho y doce, acostumbra a ser el máximo que un coordinador, con dedicación plena, puede llevar sin desbordarse.
4) Fallo de los líderes o de los miembros de los Círculos. El fallo de algún líder o de un Círculo completo puede ser causa de desmoralización del coordinador, por lo que debe intentarse salvar, tanto el líder con fallos, como al Círculo enfermo, antes de pensar en darlos de baja. El líder que flaquea y el Círculo débil necesitan la entrega absoluta del coordinador.
EL COORDINADOR Y LOS OBJETIVOS DE LOS CÍRCULOS
El coordinador debe orientar cada uno de los Círculos para el estableci- miento de los objetivos específicos del Círculo, dentro del marco de políticas generales, definido por el Comité Central de Gobierno.
El coordinador de esta labor orientativa para el líder y los miembros de los Círculos deberá explicar las condiciones que un verdadero objetivo debe tener y que son las siguientes:
1.– Estar en el ámbito normal de trabajo. El tema del estudio o problema a resolver debe estar dentro del campo de conocimientos y de trabajo de los miembros del Círculo. Así pues, un Círculo de un departamento de producción no debe escoger objetivos sobre la financiación de las empre- sa, por ejemplo.
2.– Establecido participativa y unánimemente. No puede imponerse un objetivo y tampoco debe "venderse". Es mejor crear el ambiente adecua- do y conducir al Círculo a un consenso general, que sea aceptado unáni- memente.
3.– Claramente definido, fácilmente mesurable y cuantificable. No pue- den permitirse inconcreciones en la definición del objetivo, ni en la medición de la situación actual del avance o progreso propuesto y de la meta a conseguir, disponiendo de parámetros, previamente fijados y establecidos, de tal forma que el avance sea cuantificable.
4.– Fijación de etapas, fechas y controles. Un objetivo, para serlo, debe estar en un cuadro de etapas y fechas y sistemas de control de avance o progreso. Cuanto más cortas sean las etapas más fácil será su control y corrección.
5.– El objetivo debe ser un reto desafiante. Teniendo en cuenta conside- raciones psicológicas, es más probable que un Círculo consiga un objetivo difícil, que suponga un desafío, que un objetivo excesivamente fácil.
59
Círculos de Calidad
6.– Debe ser asequible. Tampoco puede caerse en el fallo de establecer una meta inalcanzable, cuya consecución imposible, desmoralizaría al equipo.
7.– Debe ser un compromiso de todos. Consecuencia de la segunda condición, es decir, de la participación de todos en la definición y estable- cimiento del objetivo, todos deben sentirse comprometidos en su logro.
60
El Líder
SELECCIÓN Y CONDICIONES
Se ha indicado repetidamente que la elección de líder de un Círculo corresponde a los propios miembros del Círculo, quienes, democrática- mente, deben votarlo. Sin embargo, el coordinador deberá orientar a los miembros del nuevo Círculo, a fin de indicarles las características, cualida- des y condiciones que el líder debe tener, de tal forma, que la elección recaiga en una persona idónea y de acuerdo con los planes del coordina- dor.
Antes de constituirse el Círculo, el coordinador debe ya pensar en cuál de sus miembros puede desempeñar el papel de líder y si no existiera nadie capaz, sería mejor no fundar el Círculo. Siempre existe el recurso de atraer al grupo a otra persona con cualidades suficientes que pueda salir seleccionada.
Muy frecuentemente, el líder es el propio capataz o encargado del grupo de obreros que forman el Círculo, si bien no se trata de una regla general, dependiendo del ascendiente personal que tenga sobre sus compañeros. Otras veces, es mejor que el líder sea un obrero cualificado y que el encargado, en vez de formar parte del Círculo, se limite a ayudarles ocasionalmente, prestándose a dar una charla formativa de vez en cuan- do o a participar en la discusión de un problema, más como invitado que como miembro permanente.
Las condiciones que un líder debe reunir son las siguientes: Condiciones humanas: Entusiasmo, poder de convicción, ascendiente
sobre sus compañeros, orden y método, capacidad de mando. Nivel cultural: Suficiente para dirigir reuniones, hablar en público, cono-
cimientos técnicos de la producción o actividad del Círculo, conocimien- tos mínimos de técnicas estadísticas.
Adhesión a la empresa: Fidelidad absoluta a la empresa y a los mandos, interés por los resultados del negocio.
Voluntariedad: A veces, el coordinador deberá convencerle para que acepte la responsabilidad, pero nunca deberá imponerse el puesto, for- zando su libre aceptación.
FUNCIONES DEL LÍDER
Las principales funciones del líder son las siguientes: 1) Dirigir la reunión de su Círculo. Una vez por semana reunirá a los
61
Círculos de Calidad
miembros de su Círculo para iniciar un programa de identificación de problemas o fallos del propio trabajo, analizarlos y sugerir soluciones o mejoras. Aunque a la reunión asista con frecuencia el coordinador, la dirección de la misma correrá a cargo del líder, cumpliendo el coordinador una función de apoyo y ayuda.
2) Orientar a los miembros del Círculo en sus tareas entre reuniones. Si en la reunión se acuerda que alguno o todos los miembros del Círculo deben recoger información o datos para aportar a la reunión siguiente, el líder, de acuerdo con el coordinador, deberá orientarles para la fácil realización de la misión encomendada.
3) Formar a los miembros en las técnicas específicas. El éxito de los Círculos depende en gran parte de la fidelidad a las técnicas de recogida de datos y análisis de los problemas, conocimientos que el líder deberá transmitir a los miembros de su Círculo.
4) Infundir el espíritu de equipo en el Círculo y de igualdad entre sus miembros. Los principios de unidad del Círculo, responsabilidad conjunta, información, corrección y ayuda mutuas, emulación con otros Círculos, compañerismo, etc. son fundamentales para la vida de los Círculos.
5) Reportar al coordinador. Después de cada reunión del Círculo, debe- rá hacer un informe resumen para el coordinador. Con frecuencia, debe- rán mantenerse contactos entre ambos, a fin de decidir la orientación del Círculo.
6) Efectuar la presentación de proyectos a la dirección. Una vez el pro- yecto esté ya aprobado por el Comité Central, el líder, en nombre de los miembros de su Círculo y como portavoz del mismo, deberá hacer la presentación de proyecto a la dirección.
EL SECRETO DEL LÍDER
El secreto del éxito de un Círculo está en el hecho de que el líder consiga infundir entre sus miembros un espíritu de equipo que unifique criterios y tendencias, enderece actitudes, orientando todos los objetivos al fin común del Círculo. A continuación, se detallan algunas técnicas más importantes:
– Espíritu de victoria. Un Círculo debe mantener la misma actitud de un equipo deportivo que está ganando el partido. Atentos y vigilantes para no perder posiciones, activos para avanzar en el proyecto, pero serenos y sin nerviosismos ni inquietudes, porque el partido se está ganando, se lleva ventaja.
– Entusiasmo por sinergismo. Sinergismo es un término utilizado en química que puede también aplicarse a la psicología. En ambos casos el concepto es el mismo: el resultado total de un conjunto es mayor que la suma de cada una de sus partes. En el Círculo se debe vivir con un entusiasmo contagioso, de tal forma que se potencie el valor del colecti- vo.
– Las ideas pertenecen a todos los miembros. Un líder también tiene
62
El Líder
ideas y probablemente, será el componente de un Círculo que disponga de más ideas aprovechables. Sin embargo, un buen líder hará que sus ideas surjan entre los miembros del Círculo y se las atribuirá a ellos. Si las ideas son de ellos, tenemos asegurado el interés en la realización y en la puesta en práctica de un proyecto. Si las ideas son de quien dirige el Círculo, es probable que no sean tan bien aceptadas.
– La participación general. En todo grupo hay siempre quien por su timidez se queda en un rincón callado y su participación se limita a un continuo asentimiento a las decisiones de los demás. El líder debe evitar esta situación, procurando que estos miembros del círculo más introverti- dos, también participen en las discusiones.
– Evitar el rechazo de las ideas. Nunca un líder debe rechazar abierta- mente una idea o sugerencia de un miembro del Círculo, si no quiere convertir el diálogo en monólogo. En efecto, el rechazo de las ideas de un individuo contribuye a un progresivo enmudecimiento. El líder, ante una idea absurda o inoportuna, deberá agradecerla, en un principio, tomar nota, explicar la causa de no tomarla inmediatamente en consideración y seguir adelante.
REGLAS GENERALES DE CONDUCCIÓN DE GRUPOS
El buen líder deberá observar una serie de reglas generales que favore- cen las relaciones humanas, que son muy conocidas de los vendedores experimentados pero que no suelen ser aplicadas por la mayoría de las personas. Se enumeran a continuación las más importantes:
1) Conseguir el asentimiento rápido de los demás. Si se desea vender una idea difícil, debe prepararse al auditorio obteniendo asentimientos sinceros previos, que correspondan a otras ideas de más fácil aceptación. Al llegar a la exposición de la idea más difícil existirá predisposición para una respuesta positiva.
2) Dramatización en la exposición de ideas. Un programa cuya acepta- ción supone un esfuerzo para el Círculo tendrá más probabilidades de éxito si se expone dramáticamente, es decir, con gráficos, gesticulando, haciendo intervenir al interlocutor y participando todo el Círculo si es posible.
3) Nombrar con frecuencia a los interlocutores y mostrar el reconoci- miento a sus ideas. Decía Dale Carnegie que el propio nombre es la palabra más dulce e importante que desea oír toda persona. El buen líder debe pronunciar con frecuencia los nombres de los que han intervenido en la conversación, lo que dará importancia a los interesados y les predispondrá a favor del líder. Igualmente, el líder aprovechará las intervenciones de los miembros para el reconocimiento de sus buenas ideas y procurará hala- garles con sinceridad.
4) Reconocimiento de los propios errores y olvido de los de los demás. El buen líder debe reconocer cuanto antes –y públicamente– sus propios errores y tratar de disimular y olvidar los de los demás. Esta actitud atraerá la simpatía y adhesión de todos. Nunca se debe decir que el interlocutor
63
Círculos de Calidad
se equivoca y menos en público, sino que debe admitirse el punto de vista del otro y aclarar la situación con una argumentación que evite el escollo.
5) Evitar la discusión violenta. El líder no debe provocar ni aceptar una discusión.
Es falso que de la discusión nace la luz. Más bien, nace la chispa. La dis- cusión puede ser causa del empecinamiento de un miembro del grupo, que puede llegar hasta sus últimos días, esclavo de su testarudez.
EL LÍDER EN LA REUNIÓN DEL CÍRCULO
Antes de la reunión, el líder debe haberla preparado, conjuntamente con el coordinador, fijando el programa u orden del día.
El inicio de la junta requerirá unas palabras del líder o del coordinador como introducción que deben servir para que los asistentes se relajen y se ambienten.
A continuación, se lee el resumen de la reunión anterior y el líder establece el punto en que debe proseguirse el estudio, cualquiera que sea la fase de avance en que se encuentre el Círculo:
— Elección del problema a resolver. — Toma de datos. — Análisis del problema. — Propuesta de solución. — Proyecto a presentar.
La tarea del líder durante la reunión será: — Encauzar el tema dentro de los límites establecidos, evitando divaga-
ciones y pérdidas de tiempo, debiendo usar de sus habilidades para conseguirlo sin fricciones ni problemas.
— Animar la participación, evitando que haya elementos silenciosos para lo que se apoyará en preguntas que obliguen a la participación masiva.
— Felicitar por las buenas ideas, rápida y espontáneamente, aunque luego no sean del todo útiles en el tema de que se trate.
— Evitar que un miembro se convierta en orador continuo. A veces, se da el caso de que un miembro está interviniendo constantemente, anulando al resto del Círculo. El líder deberá limitar la intervención y conceder la palabra a los demás.
— Resumir los acuerdos. Es una buena táctica de negociación para salir de situaciones ambiguas, discusiones iniciadas que no conviene seguir, etc.
Consiste en una llamada de atención al grupo y un resumen de todo lo anteriormente acordado y admitido, con lo que se parte de nuevo de un punto concreto. De todas formas, un resumen de la situación es conve- niente, de vez en cuando, para enmarcar el tema dentro de los límites adecuados.
64
El Líder
TRUCOS PARA EL ÉXITO DE LA REUNIÓN
Ya se han indicado muchas técnicas usuales en la conducción de grupos que, al igual de lo que a continuación se indica, no son técnicas específicas de los Círculos de calidad, sino que son muy conocidas aunque demasia- do olvidadas. A continuación ampliamos una serie de observaciones que el líder debe tener en cuenta:
— Para llamar la atención del círculo. Cuando el grupo se ha enzarzado en una discusión que conviene cortar, o se ha generalizado el desorden, o existen varias conversaciones en pequeños grupos, etc. el líder deberá llamar la atención del grupo, por uno de los medios siguientes:
— Levantarse de su asiento. — Tocar la campana o timbre. — Levantar el tono de voz. — Ir a la pizarra y señalar lo que está escrito.
y en cuanto las miradas se concentren en él deberá iniciar un resumen de la situación.
— Para hacer participar a todos. El líder debe hacer que todos hablen en cada una de las reuniones. Como la técnica del "brain-storming" o tor- menta de ideas es una de las más usadas en los círculos de calidad, el líder aprovechará este medio para "abrir" a los introvertidos, pudiendo com- probar que "las ostras ya abiertas no se cierran de nuevo". De todas formas, el temperamento personal perdurará y el "silencioso" necesitará estímulos –preguntas o miradas interrogativas– para hablar.
— Para convertirá un negativo en un positivo. En muchos colectivos se da el caso de un elemento que todo lo encuentra mal, que es pesimista, que está "quemado" y que, en general, frena la marcha de avance del grupo. El todo pesimista resulta peligroso porque el pesimismo y el desaliento se contagian. La solución al problema consiste en fermentar un entusiasmo más contagioso aún que su pesimismo y, al mismo tiempo, hacer que el miembro negativo del Círculo participe más y exponga él mismo las soluciones a los problemas.
— Para conseguir la adhesión. El líder debe solicitar la adhesión de su Círculo siempre con una sonrisa. Una sonrisa es siempre un mensaje de buena voluntad que propicia en el grupo una adhesión sincera.
ASAMBLEA DE LÍDERES
En Japón, donde se iniciaron los Círculos de calidad, es frecuente una organización en la que se prescinde del coordinador o facilitador. El líder asume las funciones del mismo, además de las suyas propias, y el Comité Central del Gobierno está formado en tres niveles diferentes:
— Comité ejecutivo. — Comité de planta. — Asamblea de líderes.
65
Círculos de Calidad
La asamblea de líderes es, en este caso, un órgano de gobierno de la organización de los Círculos de Calidad y Productividad.
Las reuniones de esta asamblea acostumbran a tener una periodicidad mensual o trimestral. Son reuniones largas de no menos de dos horas en las que cada uno de los líderes aporta su informe que lee y comenta en público, dejándolo luego para archivo con el acta de la reunión.
Los datos mínimos, que deberán figurar en este informe son los siguien- tes:
— Nombre del Círculo. — Nombre del líder. — Número de miembros del Círculo. — Fecha de fundación del Círculo. — Número de proyectos elaborados desde la fundación. — Título de los proyectos. — Especificación de los que ya se han puesto en marcha. — Ahorros conseguidos desde entonces. — Proyecto actualmente en marcha y situación. — Comentario sobre la marcha del círculo, sus miembros, su grado de
participación, anécdotas importantes, ejemplos edificantes, etc. — Fecha. — Firma del líder.
El último punto de cada informe es el que se extiende tanto como sea preciso para que la asamblea de líderes se convierta en un concurso de emulación y suministre el "feed-back" necesario a los líderes que salen de la misma llenos de entusiasmo. La presidencia de la asamblea corresponde al Comité de Planta o de Gobierno.
66
La Estadística, base de las técnicas empleadas en los Círculos
INTRODUCCIÓN
A raíz de la visita al Japón del Dr. W. Edward Deming, los industriales japoneses descubren el enorme valor de las técnicas estadísticas para controlar y mejorar la calidad de sus productos. Con la aparición de los primeros Círculos estos métodos y técnicas empiezan a ser utilizados por los propios trabajadores para analizar problemas relacionados tanto con la calidad, como la productividad y cualquier tipo de mejora en el trabajo.
Mucha gente siente un gran respeto, e incluso temor, ante la palabra estadística, creyendo que se trata de algo extremadamente complicado cuyo acceso está vedado al hombre vulgar. Esto no es cierto. La estadística no es un privilegio de los grandes matemáticos y de las personas con una inteligencia superior a la media. Todos nosotros utilizamos técnicas esta- dísticas en la vida cotidiana de forma constante, aunque inconsciente.
En un sentido amplio, la Estadística es la ciencia que permite recoger datos y analizarlos en forma sistemática, llegando en el estudio a conclusio- nes ciertas, aplicables, en ocasiones, a la totalidad de un universo mayor que la muestra considerada.
Los métodos estadísticos se usan en la recogida de datos sobre el problema escogido por el Círculo para intentar solucionarlo. Para ello suelen usarse datos de archivo e información histórica, pero cuando ésta es confusa o inexistente deben recogerse datos sobre el terreno.
Una vez obtenida la información, el Círculo la analizará conveniente- mente para canalizar la creatividad de sus componentes hacia la solución más idónea del problema planteado.
EL MUESTREO AL AZAR
Es una de las técnicas estadísticas más usuales, y está basada en lo siguiente: "Todos los elementos de una población tienen las mismas oportunidades de ser escogidos". Si el muestreo se hace siguiendo cual- quier otro criterio, los resultados obtenidos serán falsos, dado que la muestra recogida no será significativa o representativa del universo o conjunto mayor al que pertenece.
Es decir, si de un grupo numeroso que llamamos universo o población, tomamos unas unidades al azar, esta muestra deberá tener alguna simili- tud de características con las del universo o población que se considera inicialmente.
Las características de la muestra se asemejarán más a las de universo
67
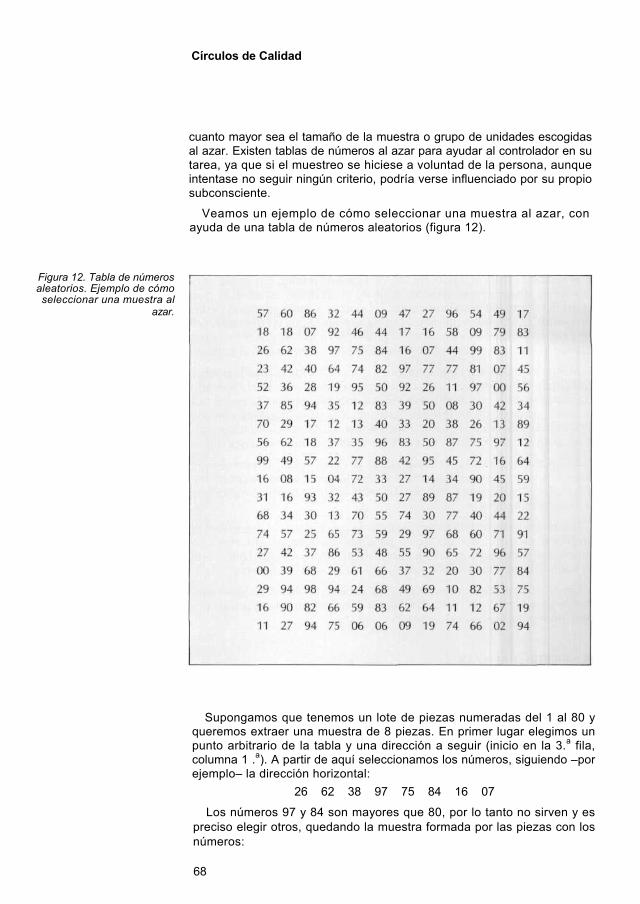
Círculos de Calidad
cuanto mayor sea el tamaño de la muestra o grupo de unidades escogidas al azar. Existen tablas de números al azar para ayudar al controlador en su tarea, ya que si el muestreo se hiciese a voluntad de la persona, aunque intentase no seguir ningún criterio, podría verse influenciado por su propio subconsciente.
Veamos un ejemplo de cómo seleccionar una muestra al azar, con ayuda de una tabla de números aleatorios (figura 12).
Figura 12. Tabla de números aleatorios. Ejemplo de cómo seleccionar una muestra al
azar.
Supongamos que tenemos un lote de piezas numeradas del 1 al 80 y queremos extraer una muestra de 8 piezas. En primer lugar elegimos un punto arbitrario de la tabla y una dirección a seguir (inicio en la 3.a fila, columna 1 .a). A partir de aquí seleccionamos los números, siguiendo –por ejemplo– la dirección horizontal:
26 62 38 97 75 84 16 07
Los números 97 y 84 son mayores que 80, por lo tanto no sirven y es preciso elegir otros, quedando la muestra formada por las piezas con los números:
68
La Estadística, base de la técnica empleada en los Círculos
26 62 38 75 16 07 44 11 Existen algunos tipos de muestreo que también aseguran la aleatorie-
dad de los resultados, como es el caso del muestreo sistemático. Como ejemplo podemos citar la extracción de piezas a la salida de una máquina a medida que las va fabricando, con una frecuencia dada (por ejemplo, 1 pieza cada 15 minutos).
CÁLCULO DE PROBABILIDADES
El principio de que todos los elementos de una población tengan las mismas oportunidades de ser elegidos, se basa en el cálculo de probabili- dades.
Antes de profundizar en el tema, veamos algunos ejemplos: 1) Echar una moneda al aire. Imaginemos una moneda perfectamente
equilibrada que echamos al aire varias veces. Anotamos el número de veces que sale cara y el número de veces que sale cruz.
Si se hace un número corto de tiradas, por ejemplo diez, es posible obtener 4 caras y 6 cruces, con lo que llegaríamos a la falsa conclusión de que hay un 40% de probabilidades de que salga cara, y un 60% de que salga cruz.
Si se hace un número más alto de tiradas, por ejemplo 1000, podemos llegar a obtener 495 caras y 505 cruces, con lo que los porcentajes hallados probables serán 49,5 % y 50,5 %.
Si el número de tiradas aumentase cada vez más, progresivamente nos aproximaríamos al 50% de probabilidades de cada alternativa, que es la probabilidad teórica, y que se obtendría cuando el número de tiradas fuera infinitamente grande.
2) Lanzar un dado con tres caras blancas y tres caras negras. Es un caso parecido al anterior. La probabilidad teórica sigue siendo del 50% para cada color.
Probabilidad = casos favorables / casos posibles; 3 / 6 = 0,50 = 50% Si el número de tiradas es reducido puede darse el caso de que salgan 3
veces cara blanca y 7 veces cara negra, con lo que aparentemente, la cara negra tendrá el 70% de probabilidades y la blanca sólo el 30%, pero sí aumentamos las tiradas a 1.000, podemos obtener 499 negras y 501 blancas, con probabilidades del 49,9% y 50,1 %, mucho más próximas al 50 % teórico.
Ejemplo de probabilidades Sea el caso de lanzamiento al aire de dos dados normales con caras
numeradas del 1 al 6, anotando en cada lanzamiento la suma de puntos de ambos lados.
Previamente a todo lanzamiento, es posible anotar en una matriz todos los resultados posibles (figura 13).
69
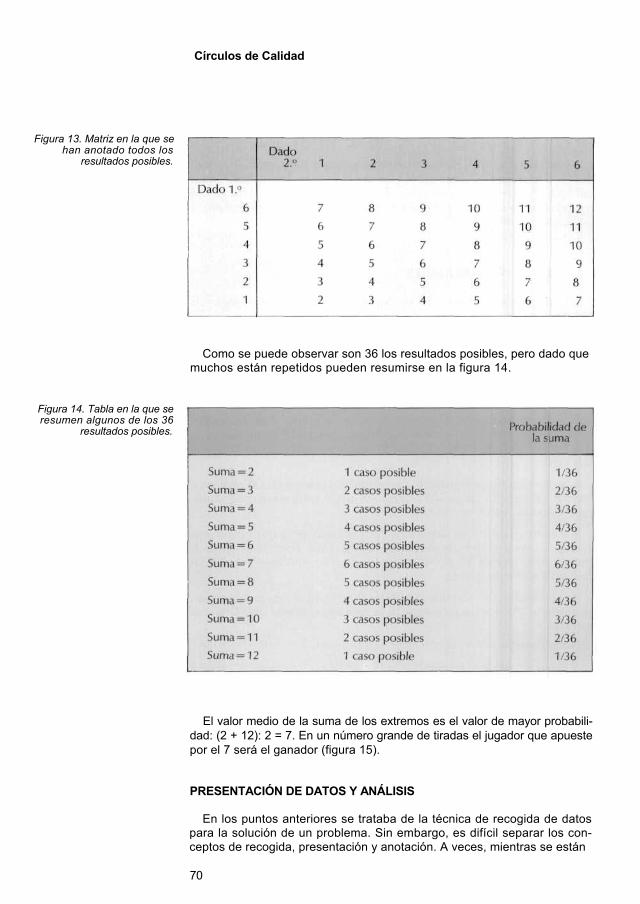
Círculos de Calidad
Figura 13. Matriz en la que se han anotado todos los
resultados posibles.
Como se puede observar son 36 los resultados posibles, pero dado que muchos están repetidos pueden resumirse en la figura 14.
Figura 14. Tabla en la que se resumen algunos de los 36
resultados posibles.
El valor medio de la suma de los extremos es el valor de mayor probabili- dad: (2 + 12): 2 = 7. En un número grande de tiradas el jugador que apueste por el 7 será el ganador (figura 15).
PRESENTACIÓN DE DATOS Y ANÁLISIS
En los puntos anteriores se trataba de la técnica de recogida de datos para la solución de un problema. Sin embargo, es difícil separar los con- ceptos de recogida, presentación y anotación. A veces, mientras se están
70
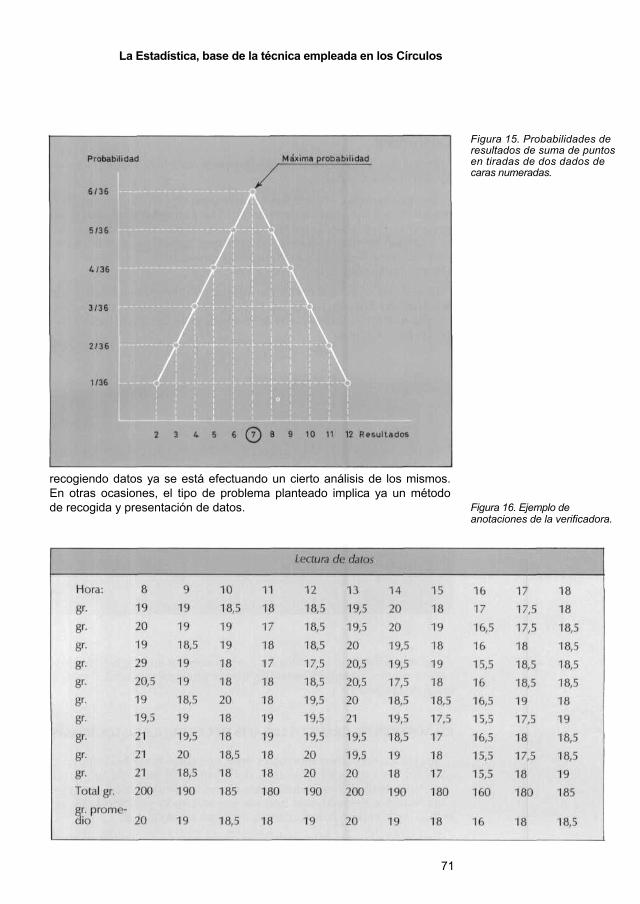
La Estadística, base de la técnica empleada en los Círculos
Figura 15. Probabilidades de resultados de suma de puntos en tiradas de dos dados de caras numeradas.
recogiendo datos ya se está efectuando un cierto análisis de los mismos. En otras ocasiones, el tipo de problema planteado implica ya un método de recogida y presentación de datos.
Figura 16. Ejemplo de anotaciones de la verificadora.
71
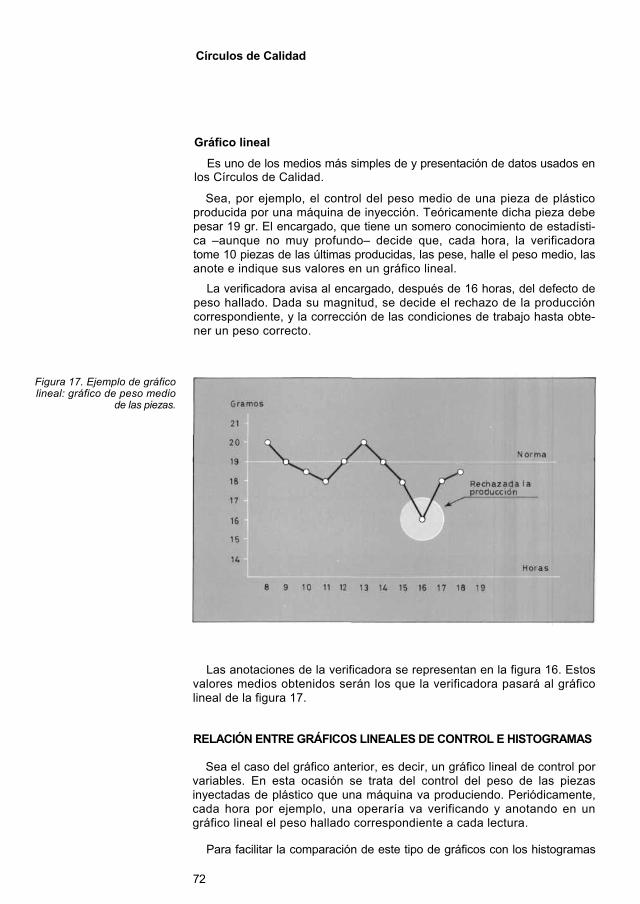
Círculos de Calidad
Gráfico lineal Es uno de los medios más simples de y presentación de datos usados en
los Círculos de Calidad. Sea, por ejemplo, el control del peso medio de una pieza de plástico
producida por una máquina de inyección. Teóricamente dicha pieza debe pesar 19 gr. El encargado, que tiene un somero conocimiento de estadísti- ca –aunque no muy profundo– decide que, cada hora, la verificadora tome 10 piezas de las últimas producidas, las pese, halle el peso medio, las anote e indique sus valores en un gráfico lineal.
La verificadora avisa al encargado, después de 16 horas, del defecto de peso hallado. Dada su magnitud, se decide el rechazo de la producción correspondiente, y la corrección de las condiciones de trabajo hasta obte- ner un peso correcto.
Figura 17. Ejemplo de gráfico lineal: gráfico de peso medio
de las piezas.
Las anotaciones de la verificadora se representan en la figura 16. Estos valores medios obtenidos serán los que la verificadora pasará al gráfico lineal de la figura 17.
RELACIÓN ENTRE GRÁFICOS LINEALES DE CONTROL E HISTOGRAMAS
Sea el caso del gráfico anterior, es decir, un gráfico lineal de control por variables. En esta ocasión se trata del control del peso de las piezas inyectadas de plástico que una máquina va produciendo. Periódicamente, cada hora por ejemplo, una operaría va verificando y anotando en un gráfico lineal el peso hallado correspondiente a cada lectura.
Para facilitar la comparación de este tipo de gráficos con los histogramas
72
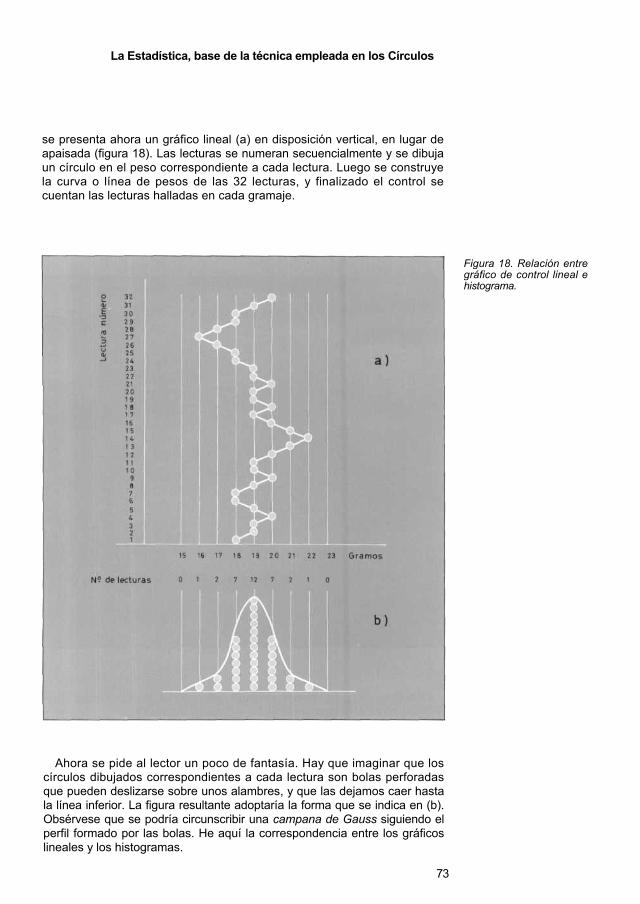
La Estadística, base de la técnica empleada en los Círculos
se presenta ahora un gráfico lineal (a) en disposición vertical, en lugar de apaisada (figura 18). Las lecturas se numeran secuencialmente y se dibuja un círculo en el peso correspondiente a cada lectura. Luego se construye la curva o línea de pesos de las 32 lecturas, y finalizado el control se cuentan las lecturas halladas en cada gramaje.
Figura 18. Relación entre gráfico de control lineal e histograma.
Ahora se pide al lector un poco de fantasía. Hay que imaginar que los círculos dibujados correspondientes a cada lectura son bolas perforadas que pueden deslizarse sobre unos alambres, y que las dejamos caer hasta la línea inferior. La figura resultante adoptaría la forma que se indica en (b). Obsérvese que se podría circunscribir una campana de Gauss siguiendo el perfil formado por las bolas. He aquí la correspondencia entre los gráficos lineales y los histogramas.
73

Círculos de Calidad
Esta presentación de un histograma, a partir de un gráfico lineal es muy didáctica, y muy recomendable para hacer comprender el significado de los histogramas. En los programas de formación de líderes debe procurar- se incluir este ejemplo o uno similar.
Los gráficos lineales son ampliamente utilizados en el control estadísti- co de procesos. Más adelante desarrollaremos este punto para los casos de control por variables y por atributos.
Figura 19. Gráfico circular, de "pastel" o "tarta".
Transformación de porcentajes a ángulos
(multiplicando por 3,6).
Otra forma de presentación de datos, además del diagrama lineal o del histograma es el diagrama circular o del pastel (figura 19).
DISTRIBUCIÓN NORMAL DE PROBABILIDADES
Se acostumbra a poner el ejemplo de la medición de la talla en centíme- tros de un grupo de 1000 soldados, anotando cuántos miden 165 cm., cuántos 166, etc.
Si agrupásemos a los 1000 soldados en columnas formadas por los de igual estatura, empezando por los más bajos y acabando por los más
74
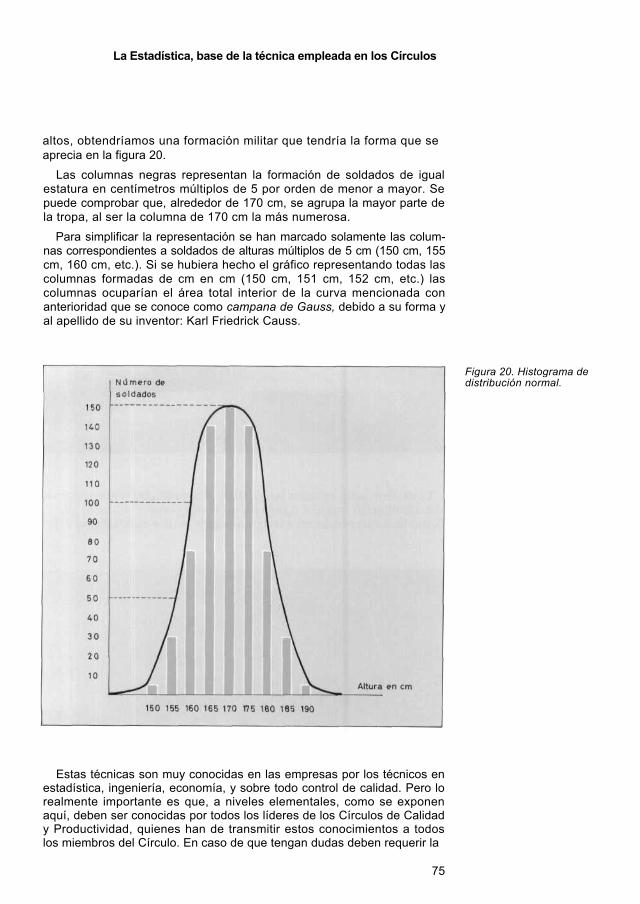
La Estadística, base de la técnica empleada en los Círculos
altos, obtendríamos una formación militar que tendría la forma que se aprecia en la figura 20.
Las columnas negras representan la formación de soldados de igual estatura en centímetros múltiplos de 5 por orden de menor a mayor. Se puede comprobar que, alrededor de 170 cm, se agrupa la mayor parte de la tropa, al ser la columna de 170 cm la más numerosa.
Para simplificar la representación se han marcado solamente las colum- nas correspondientes a soldados de alturas múltiplos de 5 cm (150 cm, 155 cm, 160 cm, etc.). Si se hubiera hecho el gráfico representando todas las columnas formadas de cm en cm (150 cm, 151 cm, 152 cm, etc.) las columnas ocuparían el área total interior de la curva mencionada con anterioridad que se conoce como campana de Gauss, debido a su forma y al apellido de su inventor: Karl Friedrick Causs.
Figura 20. Histograma de distribución normal.
Estas técnicas son muy conocidas en las empresas por los técnicos en estadística, ingeniería, economía, y sobre todo control de calidad. Pero lo realmente importante es que, a niveles elementales, como se exponen aquí, deben ser conocidas por todos los líderes de los Círculos de Calidad y Productividad, quienes han de transmitir estos conocimientos a todos los miembros del Círculo. En caso de que tengan dudas deben requerir la
75
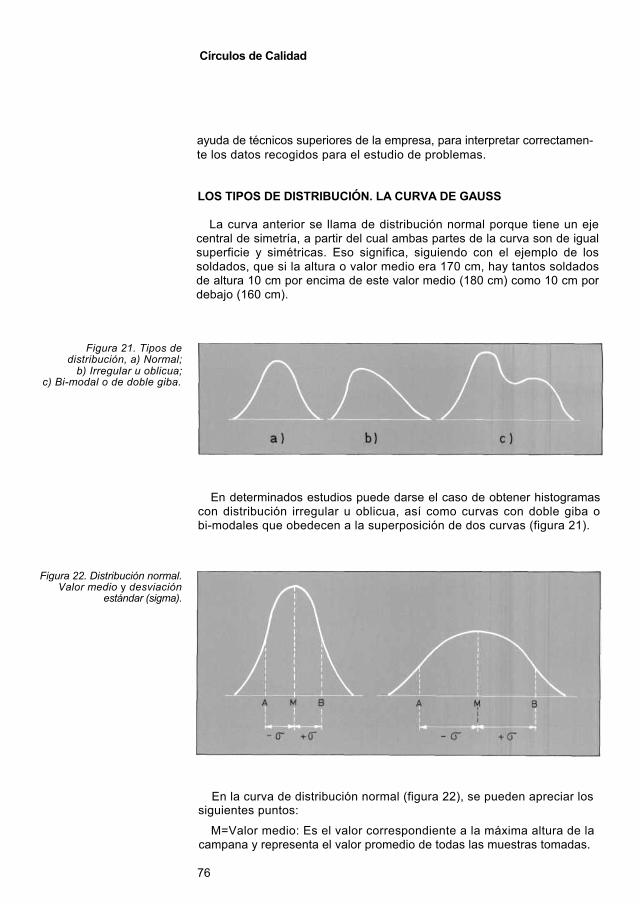
Círculos de Calidad
ayuda de técnicos superiores de la empresa, para interpretar correctamen- te los datos recogidos para el estudio de problemas.
LOS TIPOS DE DISTRIBUCIÓN. LA CURVA DE GAUSS
La curva anterior se llama de distribución normal porque tiene un eje central de simetría, a partir del cual ambas partes de la curva son de igual superficie y simétricas. Eso significa, siguiendo con el ejemplo de los soldados, que si la altura o valor medio era 170 cm, hay tantos soldados de altura 10 cm por encima de este valor medio (180 cm) como 10 cm por debajo (160 cm).
Figura 21. Tipos de distribución, a) Normal;
b) Irregular u oblicua; c) Bi-modal o de doble giba.
En determinados estudios puede darse el caso de obtener histogramas con distribución irregular u oblicua, así como curvas con doble giba o bi-modales que obedecen a la superposición de dos curvas (figura 21).
Figura 22. Distribución normal. Valor medio y desviación
estándar (sigma).
En la curva de distribución normal (figura 22), se pueden apreciar los siguientes puntos:
M=Valor medio: Es el valor correspondiente a la máxima altura de la campana y representa el valor promedio de todas las muestras tomadas.
76
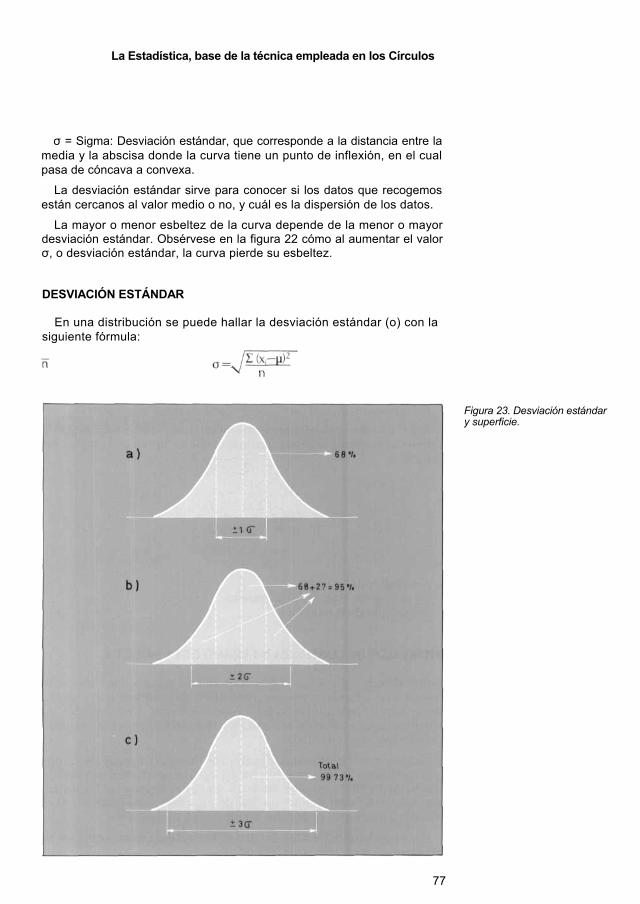
La Estadística, base de la técnica empleada en los Círculos
σ = Sigma: Desviación estándar, que corresponde a la distancia entre la media y la abscisa donde la curva tiene un punto de inflexión, en el cual pasa de cóncava a convexa.
La desviación estándar sirve para conocer si los datos que recogemos están cercanos al valor medio o no, y cuál es la dispersión de los datos.
La mayor o menor esbeltez de la curva depende de la menor o mayor desviación estándar. Obsérvese en la figura 22 cómo al aumentar el valor σ, o desviación estándar, la curva pierde su esbeltez.
DESVIACIÓN ESTÁNDAR
En una distribución se puede hallar la desviación estándar (o) con la siguiente fórmula:
Figura 23. Desviación estándar y superficie.
77
Círculos de Calidad
en la cual: σ = desviación estándar de la población
∑ = suma n = número de valores
μ = media poblacional
xi= valores individuales Una vez hallado el valor de la desviación estándar, en todas las curvas de
distribución normal se cumple que el área cubierta entre una desviación a la derecha y una desviación a la izquierda de la media es del 68,27 % del total (figura 23a). El área cubierta entre +2 y –2 desviaciones estándar re- presenta el 95,45 % del total (figura 23b). Puesto que 68,27 + 27,18 = 95,45
±1=68,27%
±2 = 95,45%
±3 = 99,73%
Estos porcentajes son fijos en toda curva de distribución normal. Normalmente, sólo se conoce una muestra de la población. Se puede
estimar o calculando la desviación estándar de dicha muestra, empleando la fórmula:
siendo:
x = media de la muestra s = desviación estándar de la muestra n = tamaño de la muestra.
INTERVALOS DE CONFIANZA Y TAMAÑO DE LA MUESTRA
Para determinar cuántas mediciones deben tomarse para que sean representativas del universo que consideramos, o cuántas observaciones deben hacerse para que la conclusión sea significativa, se debe establecer, en primer lugar, el nivel de confianza y, y el grado de tolerancia o tamaño del intervalo de confianza L.
Se llama nivel de confianza al porcentaje de resultados que deseamos que concuerden con la realidad. Por ejemplo, si aceptamos un nivel de confianza del 95% para un intervalo de confianza de longitud L, estamos aceptando el riesgo de que un 5% de los valores observados con el muestreo estadístico caiga fuera del intervalo L preasignado.
Para efectos de los Círculos de Calidad un nivel de confianza del 95 % es más que suficiente, por regla general.
78
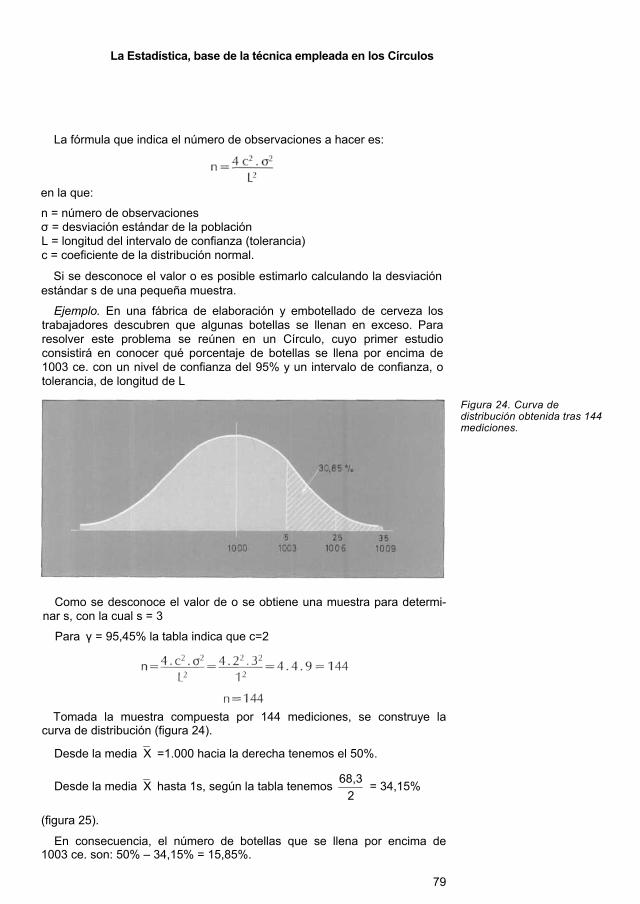
La Estadística, base de la técnica empleada en los Círculos
La fórmula que indica el número de observaciones a hacer es:
en la que:
n = número de observaciones σ = desviación estándar de la población L = longitud del intervalo de confianza (tolerancia) c = coeficiente de la distribución normal.
Si se desconoce el valor o es posible estimarlo calculando la desviación estándar s de una pequeña muestra.
Ejemplo. En una fábrica de elaboración y embotellado de cerveza los trabajadores descubren que algunas botellas se llenan en exceso. Para resolver este problema se reúnen en un Círculo, cuyo primer estudio consistirá en conocer qué porcentaje de botellas se llena por encima de 1003 ce. con un nivel de confianza del 95% y un intervalo de confianza, o tolerancia, de longitud de L
Figura 24. Curva de distribución obtenida tras 144 mediciones.
Como se desconoce el valor de o se obtiene una muestra para determi- nar s, con la cual s = 3
Para γ = 95,45% la tabla indica que c=2
Tomada la muestra compuesta por 144 mediciones, se construye la
curva de distribución (figura 24).
Desde la media X =1.000 hacia la derecha tenemos el 50%.
Desde la media X hasta 1s, según la tabla tenemos 68,32
= 34,15%
(figura 25).
En consecuencia, el número de botellas que se llena por encima de 1003 ce. son: 50% – 34,15% = 15,85%.
79
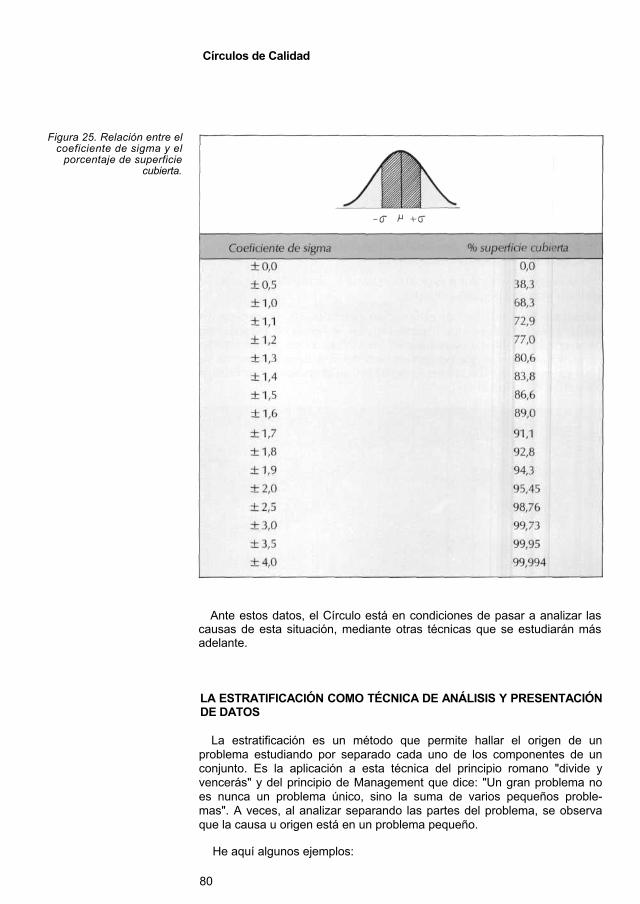
Círculos de Calidad
Figura 25. Relación entre el coeficiente de sigma y el
porcentaje de superficie cubierta.
Ante estos datos, el Círculo está en condiciones de pasar a analizar las causas de esta situación, mediante otras técnicas que se estudiarán más adelante.
LA ESTRATIFICACIÓN COMO TÉCNICA DE ANÁLISIS Y PRESENTACIÓN DE DATOS
La estratificación es un método que permite hallar el origen de un problema estudiando por separado cada uno de los componentes de un conjunto. Es la aplicación a esta técnica del principio romano "divide y vencerás" y del principio de Management que dice: "Un gran problema no es nunca un problema único, sino la suma de varios pequeños proble- mas". A veces, al analizar separando las partes del problema, se observa que la causa u origen está en un problema pequeño.
He aquí algunos ejemplos:
80
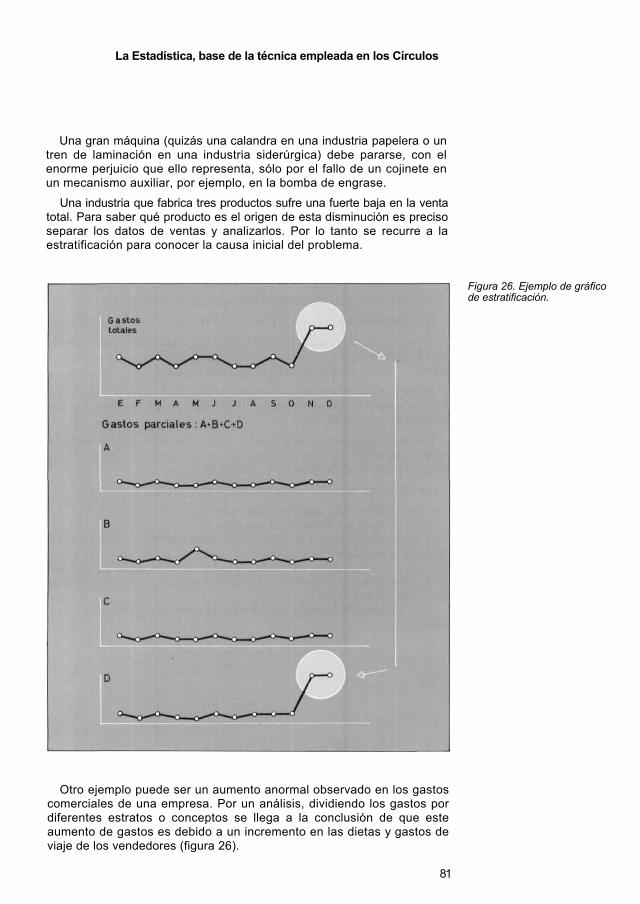
La Estadística, base de la técnica empleada en los Círculos
Una gran máquina (quizás una calandra en una industria papelera o un tren de laminación en una industria siderúrgica) debe pararse, con el enorme perjuicio que ello representa, sólo por el fallo de un cojinete en un mecanismo auxiliar, por ejemplo, en la bomba de engrase.
Una industria que fabrica tres productos sufre una fuerte baja en la venta total. Para saber qué producto es el origen de esta disminución es preciso separar los datos de ventas y analizarlos. Por lo tanto se recurre a la estratificación para conocer la causa inicial del problema.
Figura 26. Ejemplo de gráfico de estratificación.
Otro ejemplo puede ser un aumento anormal observado en los gastos comerciales de una empresa. Por un análisis, dividiendo los gastos por diferentes estratos o conceptos se llega a la conclusión de que este aumento de gastos es debido a un incremento en las dietas y gastos de viaje de los vendedores (figura 26).
81
Círculos de Calidad
DIAGRAMAS DE CORRELACIÓN Y DISPERSIÓN
Sirven para mostrar la relación entre dos características. Un ejemplo típico es la relación entre peso y altura de un colectivo de hombres. En el caso de la industria se podrían poner ejemplos como la relación entre:
— Espesor y resistencia a la rotura de una pieza metálica. — Número de visitas realizadas y pedidos obtenidos por un vendedor — Plazo de pago y porcentaje de impagados — Km recorridos por un vendedor y facturación — Gastos de publicidad y entrada de pedidos — Inversión en ordenadores y gasto de nómina en administración. — Número de personas en una oficina y gastos de teléfono.
Los diagramas de dispersión pueden ser de dos tipos:
a) De correlación positiva, proporcionales o directos en los que al aumen- tar el valor de una característica, aumenta el de la otra generalmente. (Ejemplo: gastos de publicidad y entrada de pedidos).
b) De correlación negativa, inversamente proporcionales o inversos, en los que sucede lo contrario. (Ejemplo: inversión en ordenadores y gastos nómina en administración).
Bueno es recordar que en la confección de estos gráficos debe escoger- se la escala adecuada para que sean ilustrativos. De otra manera es difícil percibir la correlación entre las dos variables (figura 27).
Fundamentalmente se basan en las siguientes etapas: — Se miden ambas características en la muestra escogida. — Se recogen los datos en un una hoja. — Se llevan los datos a un sistema de coordenadas en el que figura en
abscisas una variable, y en ordenadas la otra. — Una vez colocados los puntos, y comprobado que las escalas son
adecuadas para poder apreciar la posible correlación, se traza la línea promedio o de tendencia.
— Se puede determinar analíticamente el valor de correlación r, como sigue:
donde
es la desviación estándar de los valores de x
desviación estándar de los valores de y
82
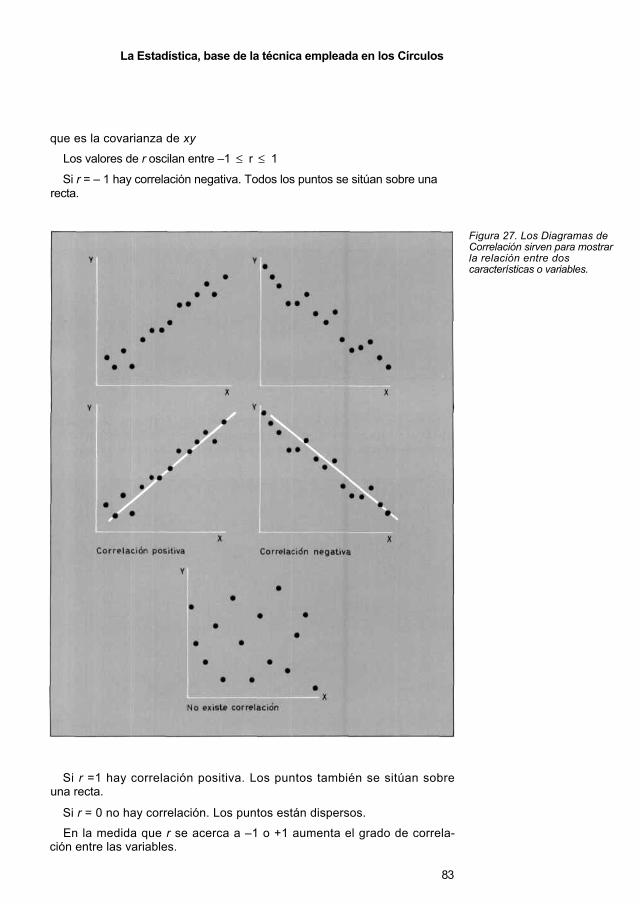
La Estadística, base de la técnica empleada en los Círculos
que es la covarianza de xy Los valores de r oscilan entre –1 ≤ r ≤ 1 Si r = – 1 hay correlación negativa. Todos los puntos se sitúan sobre una
recta.
Figura 27. Los Diagramas de Correlación sirven para mostrar la relación entre dos características o variables.
Si r =1 hay correlación positiva. Los puntos también se sitúan sobre una recta.
Si r = 0 no hay correlación. Los puntos están dispersos. En la medida que r se acerca a –1 o +1 aumenta el grado de correla-
ción entre las variables.
83
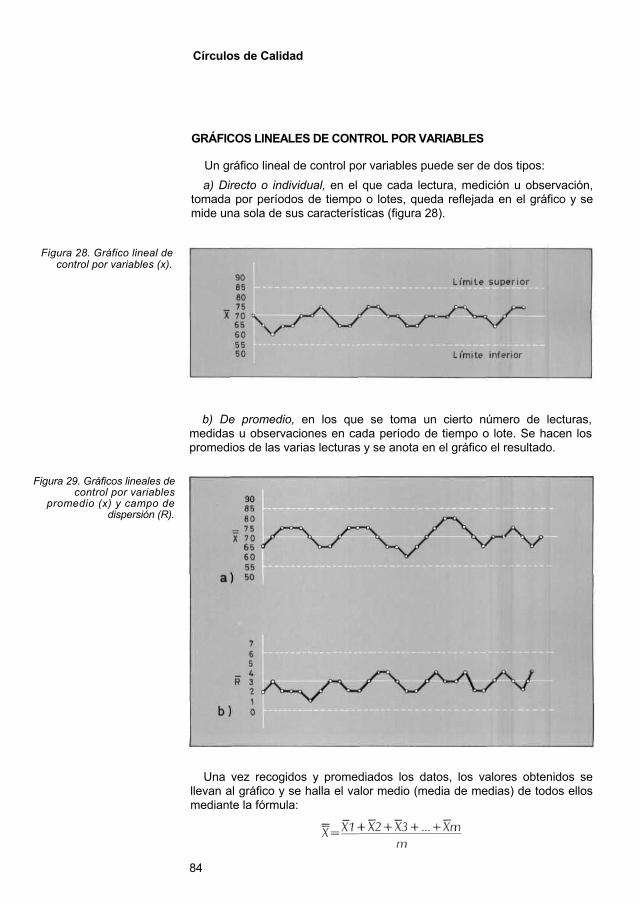
Círculos de Calidad
GRÁFICOS LINEALES DE CONTROL POR VARIABLES
Un gráfico lineal de control por variables puede ser de dos tipos: a) Directo o individual, en el que cada lectura, medición u observación,
tomada por períodos de tiempo o lotes, queda reflejada en el gráfico y se mide una sola de sus características (figura 28).
Figura 28. Gráfico lineal de control por variables (x).
b) De promedio, en los que se toma un cierto número de lecturas, medidas u observaciones en cada período de tiempo o lote. Se hacen los promedios de las varias lecturas y se anota en el gráfico el resultado.
Figura 29. Gráficos lineales de control por variables
promedio (x) y campo de dispersión (R).
Una vez recogidos y promediados los datos, los valores obtenidos se llevan al gráfico y se halla el valor medio (media de medias) de todos ellos mediante la fórmula:
84

La Estadística, base de la técnica empleada en los Círculos
trazando una línea recta horizontal que represente este valor medio o tendencia central (figura 29a), y se establece otro gráfico llamado de rango o de dispersión con los valores máximos y mínimos, por diferencia entre lecturas.
Después de calcular o determinar los valores de R para cada grupo de lecturas calculamos el valor medio de los mismos con la fórmula:
Trazando igual que antes una línea recta horizontal que lo representa
(figura 29b). Tanto para un tipo de gráfico X como para el otro R se fijan unas líneas de
límite superior e inferior, según las fórmulas:
Los coeficientes A y D dependen del tamaño de la muestra y se hallan en tablas como la de la figura 30.
En donde n es el número de lecturas que entran en cada grupo.
Figura 30. Los coeficientes A y D dependen del tamaño de la muestra, y se encuentran en tablas como ésta.
GRÁFICOS LINEALES DE CONTROL POR ATRIBUTOS
Así como en el control por variables se toman muestras y se efectúan lecturas, mediciones, etc., que se llevan directamente o después de cierto proceso (promedio) al gráfico, en el control por atributos no se llevan lecturas al gráfico, sino que en éste sólo debe constar uno de los valores siguientes:
85
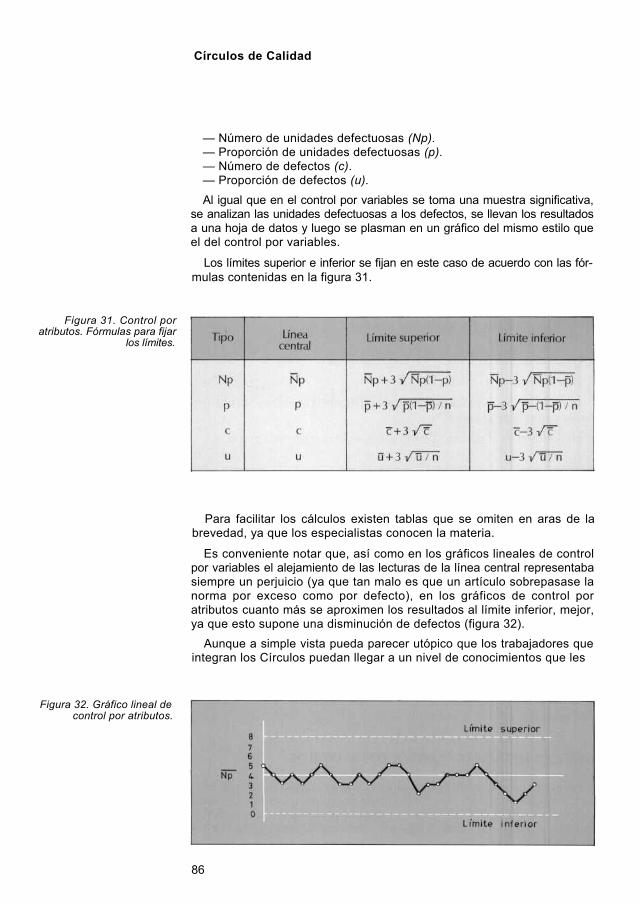
Círculos de Calidad
— Número de unidades defectuosas (Np). — Proporción de unidades defectuosas (p). — Número de defectos (c). — Proporción de defectos (u). Al igual que en el control por variables se toma una muestra significativa,
se analizan las unidades defectuosas a los defectos, se llevan los resultados a una hoja de datos y luego se plasman en un gráfico del mismo estilo que el del control por variables.
Los límites superior e inferior se fijan en este caso de acuerdo con las fór- mulas contenidas en la figura 31.
Figura 31. Control por atributos. Fórmulas para fijar
los límites.
Para facilitar los cálculos existen tablas que se omiten en aras de la brevedad, ya que los especialistas conocen la materia.
Es conveniente notar que, así como en los gráficos lineales de control por variables el alejamiento de las lecturas de la línea central representaba siempre un perjuicio (ya que tan malo es que un artículo sobrepasase la norma por exceso como por defecto), en los gráficos de control por atributos cuanto más se aproximen los resultados al límite inferior, mejor, ya que esto supone una disminución de defectos (figura 32).
Aunque a simple vista pueda parecer utópico que los trabajadores que integran los Círculos puedan llegar a un nivel de conocimientos que les
Figura 32. Gráfico lineal de control por atributos.
86
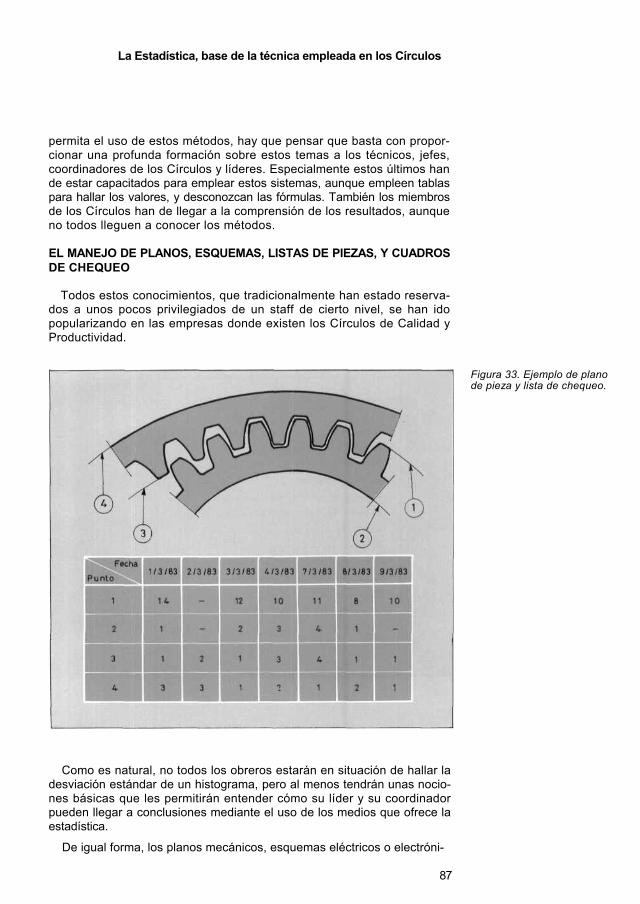
La Estadística, base de la técnica empleada en los Círculos
permita el uso de estos métodos, hay que pensar que basta con propor- cionar una profunda formación sobre estos temas a los técnicos, jefes, coordinadores de los Círculos y líderes. Especialmente estos últimos han de estar capacitados para emplear estos sistemas, aunque empleen tablas para hallar los valores, y desconozcan las fórmulas. También los miembros de los Círculos han de llegar a la comprensión de los resultados, aunque no todos lleguen a conocer los métodos.
EL MANEJO DE PLANOS, ESQUEMAS, LISTAS DE PIEZAS, Y CUADROS DE CHEQUEO
Todos estos conocimientos, que tradicionalmente han estado reserva- dos a unos pocos privilegiados de un staff de cierto nivel, se han ido popularizando en las empresas donde existen los Círculos de Calidad y Productividad.
Figura 33. Ejemplo de plano de pieza y lista de chequeo.
Como es natural, no todos los obreros estarán en situación de hallar la desviación estándar de un histograma, pero al menos tendrán unas nocio- nes básicas que les permitirán entender cómo su líder y su coordinador pueden llegar a conclusiones mediante el uso de los medios que ofrece la estadística.
De igual forma, los planos mecánicos, esquemas eléctricos o electróni-
87

Círculos de Calidad
eos, listas de piezas y cuadros de comprobación o chequeo, documentos que estaban sólo al alcance de jefes y especialistas, debe ir siendo, progre- sivamente, más familiares para todos.
Los líderes deben conocer el lenguaje técnico y transmitir a los miem- bros de su Círculo la máxima información, para que ellos puedan entender y opinar sobre los temas que se discuten y se estudian. Lo mismo cabe decir del uso de listados de ordenador y cualquier documento procesa- do a través del mismo.
Esta formación que debe recibir el obrero no puede venir nunca de forma súbita y repentina. Es el resultado de una labor lenta, pero continua y callada del coordinador y los líderes.
Figura 34. Ejemplo de lista de defectos con código y
símbolo.
Hay quien puede opinar que los obreros nunca estarán interesados en aprender técnicas para mejorar su trabajo. Sin embargo ya se ha compro- bado que si la formación se facilita en la forma debida y dentro del horario de trabajo, o abonándolo como horas extraordinarias, la mayor parte de los trabajadores responden positivamente y asimilan con interés los cono- cimientos que después aplican en sus Círculos, en beneficio de la propia empresa.
Para terminar este capítulo incluimos algunos gráficos que muestran algunos ejemplos de la documentación gráfica usada (figuras 33, 34 y 35).
88
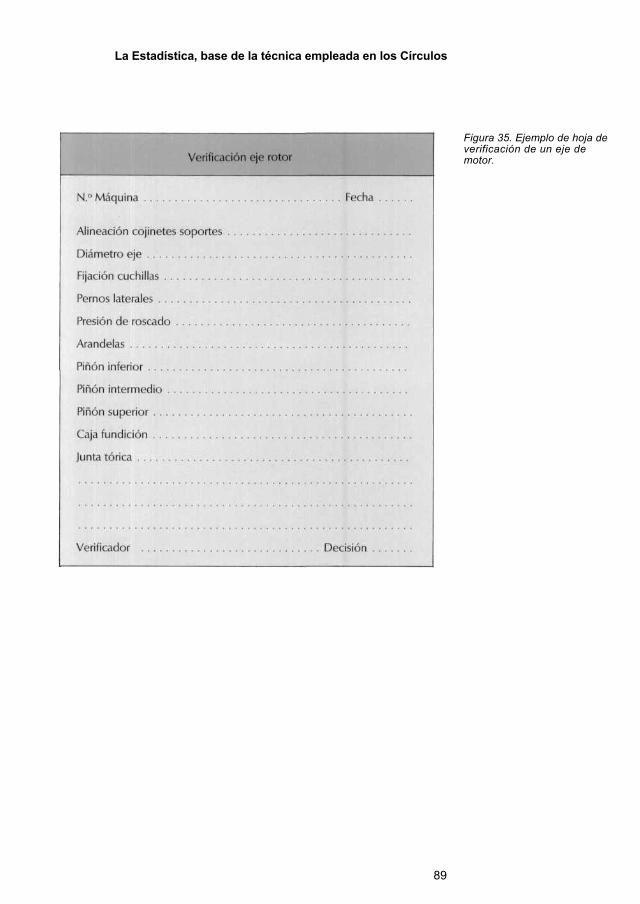
La Estadística, base de la técnica empleada en los Círculos
Figura 35. Ejemplo de hoja de verificación de un eje de motor.
89

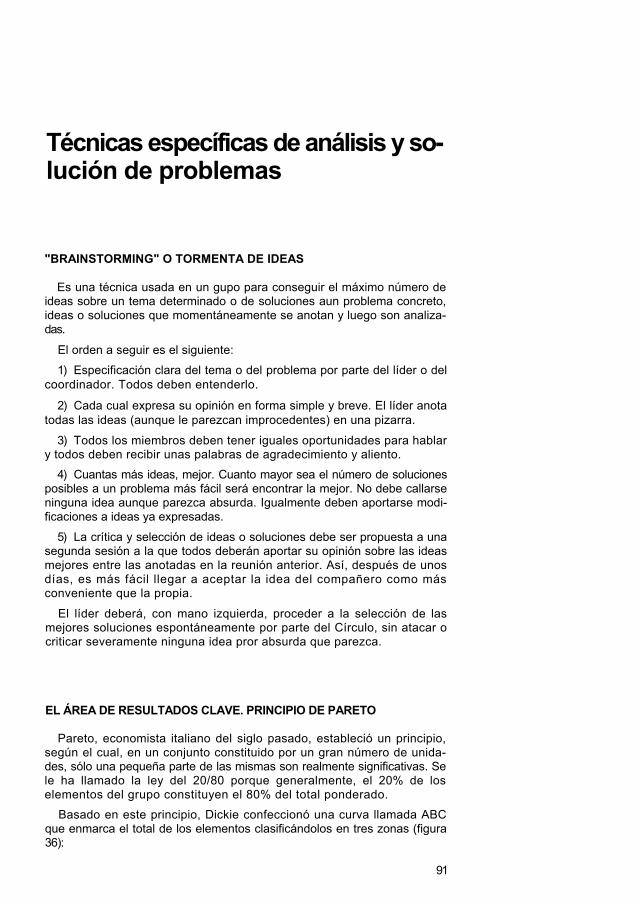
Técnicas específicas de análisis y so- lución de problemas
"BRAINSTORMING" O TORMENTA DE IDEAS
Es una técnica usada en un gupo para conseguir el máximo número de ideas sobre un tema determinado o de soluciones aun problema concreto, ideas o soluciones que momentáneamente se anotan y luego son analiza- das.
El orden a seguir es el siguiente: 1) Especificación clara del tema o del problema por parte del líder o del
coordinador. Todos deben entenderlo.
2) Cada cual expresa su opinión en forma simple y breve. El líder anota todas las ideas (aunque le parezcan improcedentes) en una pizarra.
3) Todos los miembros deben tener iguales oportunidades para hablar y todos deben recibir unas palabras de agradecimiento y aliento.
4) Cuantas más ideas, mejor. Cuanto mayor sea el número de soluciones posibles a un problema más fácil será encontrar la mejor. No debe callarse ninguna idea aunque parezca absurda. Igualmente deben aportarse modi- ficaciones a ideas ya expresadas.
5) La crítica y selección de ideas o soluciones debe ser propuesta a una segunda sesión a la que todos deberán aportar su opinión sobre las ideas mejores entre las anotadas en la reunión anterior. Así, después de unos días, es más fácil llegar a aceptar la idea del compañero como más conveniente que la propia.
El líder deberá, con mano izquierda, proceder a la selección de las mejores soluciones espontáneamente por parte del Círculo, sin atacar o criticar severamente ninguna idea pror absurda que parezca.
EL ÁREA DE RESULTADOS CLAVE. PRINCIPIO DE PARETO
Pareto, economista italiano del siglo pasado, estableció un principio, según el cual, en un conjunto constituido por un gran número de unida- des, sólo una pequeña parte de las mismas son realmente significativas. Se le ha llamado la ley del 20/80 porque generalmente, el 20% de los elementos del grupo constituyen el 80% del total ponderado.
Basado en este principio, Dickie confeccionó una curva llamada ABC que enmarca el total de los elementos clasificándolos en tres zonas (figura 36):
91
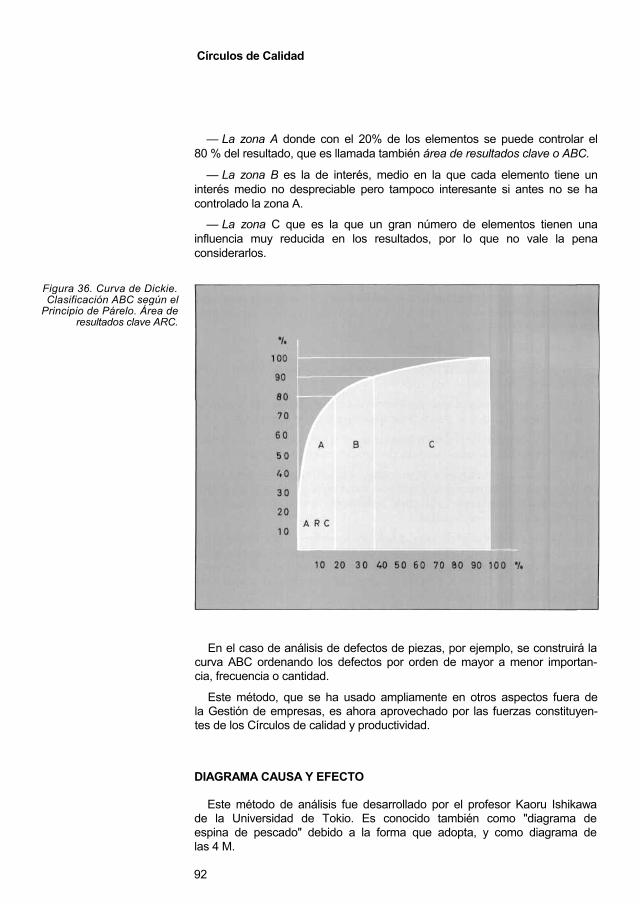
Círculos de Calidad
— La zona A donde con el 20% de los elementos se puede controlar el 80 % del resultado, que es llamada también área de resultados clave o ABC.
— La zona B es la de interés, medio en la que cada elemento tiene un interés medio no despreciable pero tampoco interesante si antes no se ha controlado la zona A.
— La zona C que es la que un gran número de elementos tienen una influencia muy reducida en los resultados, por lo que no vale la pena considerarlos.
Figura 36. Curva de Dickie. Clasificación ABC según el
Principio de Párelo. Área de resultados clave ARC.
En el caso de análisis de defectos de piezas, por ejemplo, se construirá la curva ABC ordenando los defectos por orden de mayor a menor importan- cia, frecuencia o cantidad.
Este método, que se ha usado ampliamente en otros aspectos fuera de la Gestión de empresas, es ahora aprovechado por las fuerzas constituyen- tes de los Círculos de calidad y productividad.
DIAGRAMA CAUSA Y EFECTO
Este método de análisis fue desarrollado por el profesor Kaoru Ishikawa de la Universidad de Tokio. Es conocido también como "diagrama de espina de pescado" debido a la forma que adopta, y como diagrama de las 4 M.
92
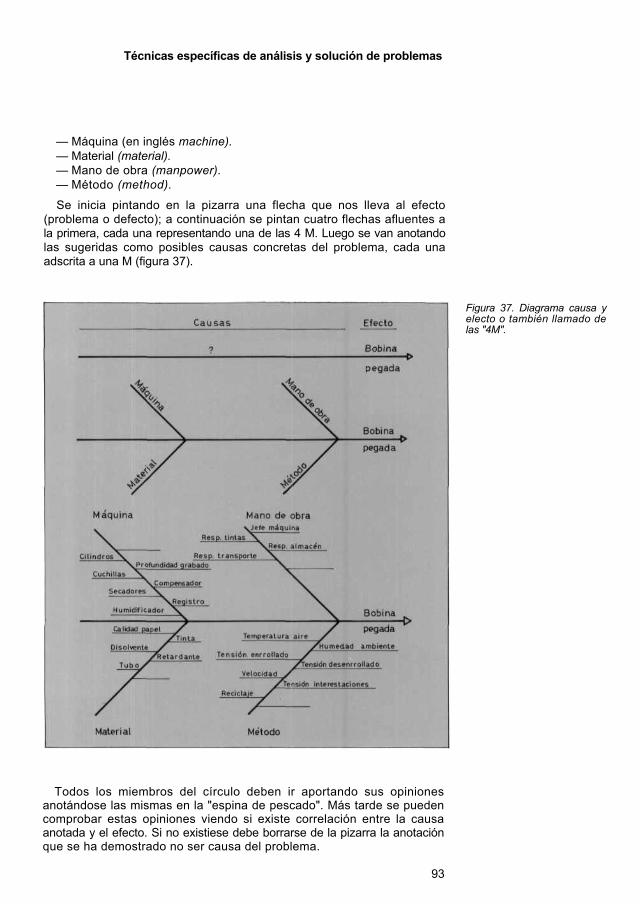
Técnicas específicas de análisis y solución de problemas
— Máquina (en inglés machine). — Material (material). — Mano de obra (manpower). — Método (method).
Se inicia pintando en la pizarra una flecha que nos lleva al efecto (problema o defecto); a continuación se pintan cuatro flechas afluentes a la primera, cada una representando una de las 4 M. Luego se van anotando las sugeridas como posibles causas concretas del problema, cada una adscrita a una M (figura 37).
Figura 37. Diagrama causa y electo o también llamado de las "4M".
Todos los miembros del círculo deben ir aportando sus opiniones anotándose las mismas en la "espina de pescado". Más tarde se pueden comprobar estas opiniones viendo si existe correlación entre la causa anotada y el efecto. Si no existiese debe borrarse de la pizarra la anotación que se ha demostrado no ser causa del problema.
93

Círculos de Calidad
Un diagrama de este estilo convendrá sea estudiado a lo largo de varias reuniones, pues serán necesarias múltiples comprobaciones antes de anotar definitivamente en el diagrama una causa que origina el problema.
Véase como ejemplo el diagrama preparado ante un problema: En una máquina de imprimir por huecograbado, se observa con cierta frecuencia, que gran parte de las bobinas impresas no pueden aprovecharse ya que quedan completamente pegadas a partir de unos pocos metros desenro- llados.
94
La implantación paso a paso
REQUISITOS PREVIOS
Cuando una empresa se decide a poner en marcha los Círculos de Calidad (CC) debe analizar previamente si está preparada para ello. Sería temerario que la dirección tomase una decisión tan importante, sin haber valorado previamente el grado de riesgo que está dispuesta a correr y cuál es su nivel de receptividad para efectuar el cambio que se propone.
Implantar CC supone varios compromisos para la dirección, pero bási- camente dos:
— Un estilo de dirección; el estilo Z. — Aceptar las propuestas que hagan los CC.
No existe ningún método científico que permita valorar, de una forma totalmente objetiva, si una empresa está preparada para los Círculos, aunque algunos de los test que existen sobre factor humano y clima laboral pueden representar una aproximación válida para las empresas que tengan dudas al respecto.
A los directivos que tienen sus reservas sobre la posible implantación de los CC, les recomendaríamos que contemplasen el problema desde tres puntos de vista: la empresa, los trabajadores y los sindicatos.
La empresa Si la empresa es una compañía Z no tendrá ningún problema para poner
en marcha los CC, pero, en caso contrario, debe procurar acercarse a ella lo máximo posible.
La empresa autoritaria, en la que el concepto del mando dominador está muy arraigado, tiene una probabilidad muy alta de fracasar en este empeño.
Analice la situación real del estilo de dirección de su empresa y no corra riesgos inútiles. La ilusión inicial de la puesta en marcha puede suplir muchas carencias y superar algunas barreras, pero a la larga los CC, fracasarán.
Los trabajadores Son los principales protagonistas de los Círculos y la experiencia nos
demuestra que por regla general, son mejores de lo que muchas veces pensamos. Probablemente será necesario darles una formación adecuada, pero, en principio, la gente acepta de buen grado la invitación que se le hace para participar y opinar sobre posibles mejoras en su trabajo.
95
Círculos de Calidad
Las empresas con situaciones laborales conflictivas, reducciones de plantilla, huelgas, etc. no deben pensar en la posibilidad de implantar CC, ya que toda la conflictividad se canalizaría a través de los Círculos y éstos "estallarían" irremediablemente.
Los sindicatos El tercer factor a considerar, antes de decidir la puesta en marcha de los
CC, son los sindicatos. Aunque hasta este momento los sindicatos mayo- ritarios no han manifestado públicamente su postura, la experiencia nos demuestra que son receptivos respecto a los CC y no intervienen en la decisión de la empresa de ponerlos en marcha, ni en la de sus afiliados en participar.
No obstante, la empresa debería comunicar su intención a los represen- tantes sindicales e invitarles a participar en los CC. Estamos convencidos de que una política abierta facilita generalmente las cosas.
No parece lógico que los sindicatos decidan actuar en contra de los CC, cuando éstos favorecen la posibilidad de participar activamente en la empresa y valoran no sólo el trabajo físico de los empleados, sino también su creatividad e inteligencia.
ETAPAS PARA LA IMPLANTACIÓN
Vamos a detallar a continuación, paso a paso, las distintas etapas que debe superar la empresa hasta tener en funcionamiento los CC. Este esquema general puede ser seguido por la mayoría de las empresas que deseen implantarlos, aunque algunas deberán adaptarlos a sus característi- cas propias.
Una vez tomada la decisión, después de comprobar que existen los requisitos previos que hemos enunciado, la puesta en marcha puede dividirse en tres fases distintas:
1) Información: De lo que se va hacer. 2) Formación: En las técnicas propias de los CC y en otras complemen-
tarias que son necesarias para su desarrollo. 3) Puesta en marcha de los primeros Círculos.
En la figura 38 pueden verse estas etapas y los pasos que comprenden cada una de ellas.
Aceptación por el Equipo Directivo Un proyecto que cambiará, probablemente, muchas cosas en la empre-
sa, no puede ponerse en marcha sin el convencimiento pleno y el apoyo total del Equipo Directivo. Los CC necesitan un líder, un campeón en lo más alto del organigrama. Esta persona será la clave del éxito en los primeros meses de existencia y el único capaz de reanimarlos, si a los dos, tres o más años decaen.
El directivo interesado en poner en marcha los CC debe buscar el apoyo del Director General –si no es él este directivo– y de todo el equipo de dirección, para lo que acostumbra a ser útil una sesión informativa-formativa
96
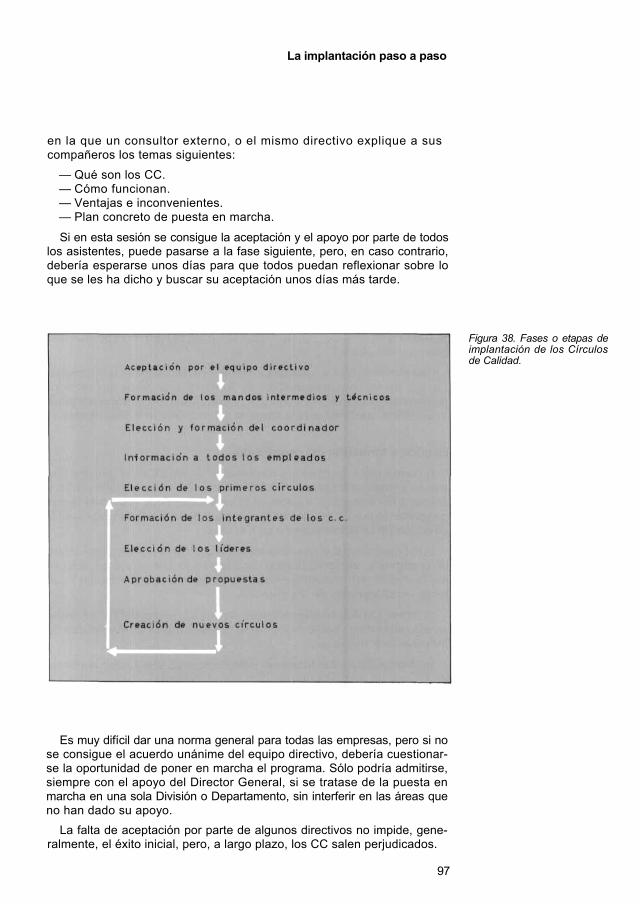
La implantación paso a paso
en la que un consultor externo, o el mismo directivo explique a sus compañeros los temas siguientes:
— Qué son los CC. — Cómo funcionan. — Ventajas e inconvenientes. — Plan concreto de puesta en marcha.
Si en esta sesión se consigue la aceptación y el apoyo por parte de todos los asistentes, puede pasarse a la fase siguiente, pero, en caso contrario, debería esperarse unos días para que todos puedan reflexionar sobre lo que se les ha dicho y buscar su aceptación unos días más tarde.
Figura 38. Fases o etapas de implantación de los Círculos de Calidad.
Es muy difícil dar una norma general para todas las empresas, pero si no se consigue el acuerdo unánime del equipo directivo, debería cuestionar- se la oportunidad de poner en marcha el programa. Sólo podría admitirse, siempre con el apoyo del Director General, si se tratase de la puesta en marcha en una sola División o Departamento, sin interferir en las áreas que no han dado su apoyo.
La falta de aceptación por parte de algunos directivos no impide, gene- ralmente, el éxito inicial, pero, a largo plazo, los CC salen perjudicados.
97
Círculos de Calidad
Formación de los Mandos Intermedios y Técnicos Estos primeros pasos de información y formación deben seguir el orga-
nigrama de forma descendente, por lo que el próximo paso será informara los segundos y/o terceros niveles.
La información debe ser para todos y la formación para aquellos que se verán involucrados de forma más directa. El temario será similar al anterior, aunque es conveniente profundizar más en las técnicas propias de los CC y en la operativa que se realizará.
Normalmente, este escalón del organigrama es el más sensible a la puesta en marcha de los CC ya que algunos, los menos formados, creen ver en ellos una pérdida de "status" y de poder, y otros temen que se descubra su bajo nivel. Las empresas deberían invertir el tiempo que fuese necesario con este grupo para conseguir su apoyo decisivo, ya que no es posible implantar los CC sin su colaboración; en tal caso no es posible ni el éxito a corto plazo.
Una estrategia que acostumbra a dar buenos resultados es la de crear un Círculo de mandos intermedios, de forma que se vean involucrados plenamente. Y después de conseguir buenos resultados comprenderán la importancia que tiene para la empresa extenderlo a todos los niveles.
Elección y formación del coordinador El coordinador, facilitador o responsable de los CC es la persona que
más va a influir en la eficacia de los Círculos en la empresa. Debe ayudar y animar a los integrantes a hacer un buen trabajo, debe velar para que el programa de puesta en marcha se cumpla y debe ser el portavoz ante la dirección de las actividades de los Círculos.
Es aconsejable que el coordinador sea una persona con prestigio dentro de la empresa, que tenga buenas capacidades de comunicación, relacio- nes humanas, motivación, que conozca la empresa y a sus personas y que tenga conocimientos de organización.
La formación del coordinador debe ser amplia, ya que debe convertirse no sólo en el responsable de los Círculos, sino también en el formador de los escalones inferiores.
Su dedicación a estas funciones deberá elevarse, si se quiere implantar los CC con un cierto dinamismo. Si la persona elegida sólo puede dedicar a ello el tiempo sobrante de otras actividades, los CC no prosperarán y, pasados uno o dos años la empresa seguirá con los dos Círculos piloto que implantó al principio. Es preciso pensar en una persona que tome estas responsabilidades como la parte más importante de su trabajo. Según la dimensión de la empresa, deberá dedicarse exclusivamente a este trabajo y, posiblemente, con colaboradores.
Información a todos los empleados Aunque la implantación de los CC se haga de forma restringida, en un
departamento o sección, es aconsejable informar a toda la plantilla del
98
La implantación paso a paso
proyecto de implantación de los CC, después de habérselo comunicado al Comité de Empresa.
Esta comunicación puede hacerse por grupos, a los que se les explicará el programa que tiene la empresa para poner en marcha CC, qué son, cómo funcionan, quiénes participarán, etc. Si la plantilla es muy numerosa puede darse esta información por escrito.
Es muy interesante que todos los empleados conozcan que los CC son algo importante para la empresa, por lo que la presencia del Director General en estas reuniones es muy recomendable.
Elección de los primeros Círculos La puesta en marcha de un programa de la importancia del que nos
ocupa, debe estudiarse con detenimiento, a fin de asegurar un éxito inicial, que sea como una mancha de aceite que se extiende a otros Círculos. Por ello, la elección de los Círculos piloto que deben ponerse en marcha en primer lugar y los problemas que analizarán, constituyen dos tareas básicas para el futuro de los CC y que deberían ocupar bastantes horas a los directivos.
Todos los directivos saben en qué sección tienen buenos empleados, profesionales que, ante una oportunidad como la que brinda los CC, sabrán demostrar su valía y aportarán soluciones válidas a problemas cotidianos. La empresa debería valerse de ellos para formar los Círculos piloto al empezar éstos su trabajo.
Es aconsejable empezar con dos o tres Círculos, de forma que desde el principio se cree un espíritu de competencia entre ellos, que hace mejorar los resultados. Discrepamos de alguna bibliografía que recomienda empe- zar con un solo círculo, ya que la empresa no puede jugarse el éxito o el fracaso a una sola carta. Si la elección de los Círculos es importante, también lo es la elección de los temas a tratar. Es aconsejable buscar temas populares, cuya solución trascenderá más allá del ámbito del propio Círculo. La dirección no debe dudar en ayudar a estos primeros CC para encontrar soluciones brillantes. Un éxito inicial es la mejor propaganda para la implantación rápida de un programa de CC.
La formación para los integrantes de los CC La formación es esencial para que los CC obtengan buenos resultados
de su trabajo. No se puede pretender que una vez formado el Círculo, 4 ó 6 personas se sienten alrededor de una mesa y surjan ideas y soluciones, si a estas personas no se las ha formado previamente en técnicas elementa- les, pero necesarias para el trabajo que van a realizar:
— Reuniones. — Análisis de problemas. — Nociones estadísticas. — Principio de Pareto a curva ABC. — Brainstorming. — Diagrama de Ishikawa o de la espina. Esta formación debería darla el Coordinador, aunque al principio es
99
Círculos de Calidad
posible que deba recurrirse a un consultor externo con mayor experien- cia en este tipo de formación.
No se trata de crear un curso denso en contenido, de muchas horas de duración, sino más bien se intenta que esta formación la reciban en el mismo círculo, a medida que se hace necesaria. Para ello es preciso que el coordinador o el consultor externo asista a las primeras reuniones de cada círculo, para dirigir las reuniones y formar a sus componentes.
Elección del líder Cada Círculo, una vez formado, debe elegir a su Líder, Facilitador o
Portavoz, quién será el encargado de dirigir las reuniones, distribuir los trabajos y representar al Círculo ante el Coordinador o la dirección de la empresa.
La elección debe hacerse por votación entre los componentes de cada Círculo. Aunque algunos Círculos deciden ocupar este cargo de forma rotativa entre todos los integrantes del mismo, no es aconsejable aceptar esta propuesta, que desvirtúa el significado propio del líder.
No debe confundirse la figura del líder con la del mando intermedio. El mando intermedio tiene una posición y unas funciones que quedan definidas en el organigrama, como ya hemos visto, y que sigue siendo vá- lido. El líder de un círculo tiene limitada su actuación al ámbito de los CC, pero nunca como mando, sino simplemente como portavoz.
Las empresas en las que la mayor parte de su plantilla se ha integrado en CC deben plantearse cuál es la situación de sus mandos intermedios respecto a los líderes. Si existe perfecta identidad de personas, la empresa debe estar orgullosa de haber elegido correctamente a sus mandos, pero en aquellas empresas en donde no existe esta identidad, deben cuestio- narse si no se equivocaron al elegir y pensar si en el futuro deberán cambiar los criterios que están utilizando para nombrar a sus mandos intermedios.
La empresa ideal, desde este punto de vista, la empresa Z, es la que, en el último escalón, tiene a los CC con sus líderes como mandos naturales de los mismos.
Periodicidad y horario de las reuniones Como norma general, deberíamos decir que los CC deben reunirse
semanalmente, durante una hora y en horas de trabajo. A partir de este enunciado, cada empresa debe adaptar las reuniones a sus necesidades y posibilidades.
La frecuencia semanal es la más adecuada para establecer una continui- dad en los temas que se están tratando, ya que una mayor distancia entre reuniones puede obligar a dedicar la primera parte de la reunión a recordar y recapitular la reunión anterior, volviendo a discutir temas ya tratados.
No es aconsejable hacer las reuniones excesivamente largas, ya que pierden dinamismo por el cansancio que provocan a los asistentes. Se considera que una hora es la duración adecuada para mantener este dinamismo y no representa excesivo tiempo de abandono del puesto de trabajo. 100
La implantación paso a paso
Si consideramos que el trabajo en los CC es algo importante para la empresa y que forma parte de la aportación que esperamos de los em- pleados, parece lógico que los CC se reúnan en horas de trabajo, aunque sea en detrimento de la tarea que cada empleado tiene encomendada. Otras cuestiones, como trabajar en una cadena, pertenecer a distintos turnos, etc. pueden justificar hacer las reuniones fuera de las horas de trabajo.
Aprobación de las propuestas Como ya se ha escrito, el trabajo de un Círculo termina cuando encuen-
tra la solución al problema que estaba analizando, pero si la solución no se pone en marcha, habrá hecho un trabajo inútil. Por ello debe establecerse un mecanismo para que la propuesta del Círculo, debidamente cuantifica- da y documentada, llegue al nivel de decisión adecuado y se apruebe su puesta en marcha.
El Círculo debe cumplimentar un impreso con la propuesta para que el líder la presente al Coordinador. Este será, normalmente, el encargado de recabar la aprobación para que la mejora propuesta se pueda poner en marcha.
Cuando una propuesta es rechazada por la dirección, ésta debe tener un cuidado exquisito para explicar y justificar ante el Círculo su decisión, con el fin de evitar que esta negativa provoque un sentimiento de rechazo que se traduzca en el fin de las reuniones del Círculo.
¿Qué elegir primero: los temas o los componentes? Cuando una empresa se plantea poner en marcha los CC, puede tener
la duda de qué elegir primero; los temas a tratar, o los componentes de los primeros círculos. Ambas alternativas tienen ventajas e inconvenientes y, una vez más, debemos ser pragmáticos en el momento de tomar la decisión, si queremos asegurar el éxito inicial tan necesario.
Si en la empresa, en el departamento o sección donde quiera iniciarse los CC, existe un grupo de personas en las que confiamos plenamente, no cabe la menor duda que se debe elegir primero a los componentes de los Círculos y dejar que sean aquéllos, con las sugerencias que hagan falta, quienes escojan los temas que van a tratar.
Pero, si no existe este grupo perfectamente identificado, puede consti- tuir una buena estrategia el elegir dos o tres temas atractivos para los posibles integrantes de los CC y pedir voluntarios que quieran dedicar parte de su tiempo a solucionar estos problemas, constituyendo un Círcu- lo.
El conocimiento de la empresa y de sus hombres es imprescindible para decidir si es mejor elegir primero los problemas que se van a solucionar o las personas que integrarán los CC.
Una vez resuelto el primer problema estudiado, habiéndose llegado a una propuesta de solución concreta, la empresa debe plantearse la continuidad del Círculo. La experiencia demuestra que son más eficaces y se consiguen mejores resultados con los Círculos estables. O sea, que para
101
Círculos de Calidad
iniciar la puesta en marcha, puede ser válida la duda de si se deben elegir antes los temas o los componentes, pero una vez en marcha el Círculo es recomendable su continuidad, ya que permite un mejor conocimiento mutuo de sus miembros y un mejor espíritu de equipo.
Sin embargo, puede ser aconsejable en determinadas circunstancias, cuando el tema elegido lo requiera, invitar a participar en el CC a una persona ajena al mismo con mayor conocimiento del problema que se trata de estudiar. Esta persona sería un integrante más del Círculo mientras se estudiará un determinado tema, y dejaría de pertenecer al mismo cuando se hubiera llegado a una solución concreta.
Divulgación de los logros de los círculos Dentro del plan de puesta en marcha de los CC, la empresa debe pensar
cómo va a dar publicidad al trabajo que éstos realicen ya que es bueno crear un espíritu competitivo entre los grupos y de "orgullo" por el trabajo realizado.
En el fondo, todos tenemos algo de vanidad y a todos nos gusta saber que nuestras propuestas son conocidas por el resto de los compañeros. Un tablero de anuncios específicos para los CC, en el que se informe de los trabajos realizados y los ahorros económicos conseguidos, puede ser suficiente.
Figura 39. Divulgación de los logros de los Círculos de
Calidad.
Las empresas japonesas acostumbran a celebrar la fiesta anual de los CC, en la que se dan premios a los Círculos que mejor trabajo han realizado. Las empresas que tienen alguna publicación interna destinan un apartado de la misma para hablar de los Círculos. Incluso algunas empre- sas han llegado a crear una revista o una hoja informativa de los CC.
Esta divulgación no está dirigida solamente a recompensar a los inte- grantes, sino que va destinada, de forma principal, a crear el mismo espíritu entre quienes no participan y a estimular a conseguir buenos resultados a todos los CC.
Otras empresas no sólo dan publicidad a los resultados de los Círculos, sino que las modificaciones en las instalaciones, máquinas, utillajes, herra-
102
La implantación paso a paso
mientas, etc. se distinguen de forma especial para que quede constancia del trabajo realizado. Esta distinción consiste, en algunos casos, en pintar- las de un color determinado para que todos sepan que un CC ha realizado la mejora, y en otros, se adhiere una pegatina diseñada al efecto con el nombre del círculo que la ha desarrollado.
La función de la dirección durante la implantación
No podemos concluir este apéndice destinado a la puesta en marcha de los CC en la empresa, sin mencionar de forma especial el papel importantí- simo que debe desempeñar la más alta dirección de la empresa, durante este período.
Como ya ha quedado reflejado en las páginas anteriores, la decisión de implantar CC no representa solamente decidir que unos empleados se reunirán cada semana para hablar de su trabajo. Esta decisión implica algo más. Implica aceptar un nuevo estilo de dirección. Implica tener que aceptar unos cambios que propondrán los CC. Implica, en resumen, aceptar los principios de la Teoría Z.
Pero un cambio de esta importancia no puede ser creído por el personal de la empresa, si no ve unas actitudes acordes con el mismo y una auténtica participación de la dirección. El proyecto CC no puede ser el proyecto de un departamento, con el responsable del mismo enamorado de los CC. Debe ser un proyecto de empresa, con el Director General al frente, plenamente involucrado en el mismo.
Su asistencia a la presentación del proyecto de los CC a toda la plantilla, y a la exposición de los resultados de los CC es poco menos que impres- cindible.
103

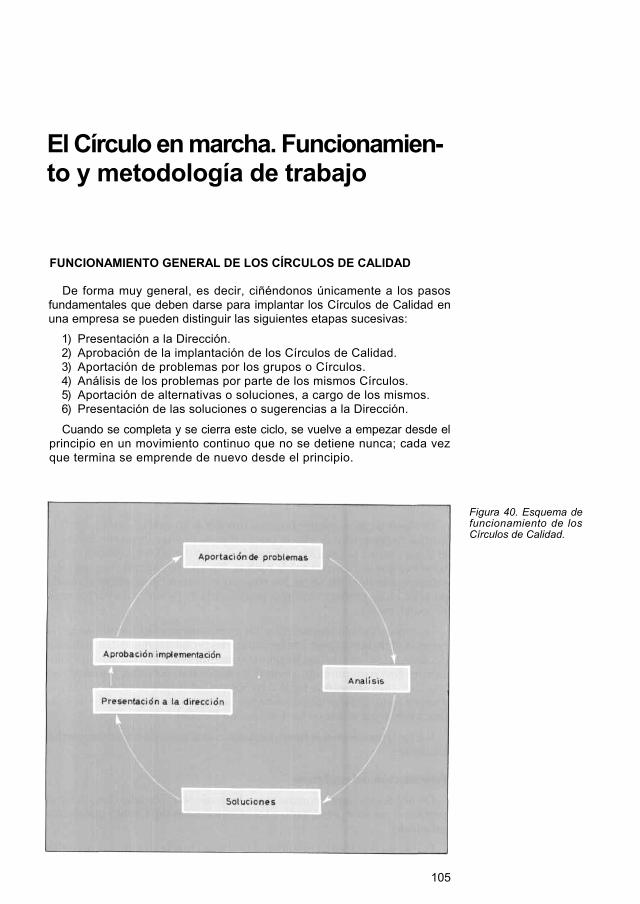
El Círculo en marcha. Funcionamien- to y metodología de trabajo
FUNCIONAMIENTO GENERAL DE LOS CÍRCULOS DE CALIDAD
De forma muy general, es decir, ciñéndonos únicamente a los pasos fundamentales que deben darse para implantar los Círculos de Calidad en una empresa se pueden distinguir las siguientes etapas sucesivas:
1) Presentación a la Dirección. 2) Aprobación de la implantación de los Círculos de Calidad. 3) Aportación de problemas por los grupos o Círculos. 4) Análisis de los problemas por parte de los mismos Círculos. 5) Aportación de alternativas o soluciones, a cargo de los mismos. 6) Presentación de las soluciones o sugerencias a la Dirección.
Cuando se completa y se cierra este ciclo, se vuelve a empezar desde el principio en un movimiento continuo que no se detiene nunca; cada vez que termina se emprende de nuevo desde el principio.
Figura 40. Esquema de funcionamiento de los Círculos de Calidad.
105
Círculos de Calidad
Como se observa en la figura 40, el movimiento de los Círculos es como el de un pez que se muerde la cola. Pero no cae nunca en la rutina, ni en el tedio o la monotonía. La razón está en que los problemas jamás son los mismos. Las soluciones y sugerencias a presentar a la dirección son ilimita- das. Siempre queda lejana la perfección, su búsqueda es interminable y motivadora. Las empresas que realmente están imbuidas de la filosofía de la Teoría Z actúan de acuerdo con el principio de que "sólo merece ser admirado aquello que ya es perfecto". Los directivos, mandos y trabajado- res de estas empresas huyen de la autosatisfacción y la autocomplacencia generada por los éxitos obtenidos en el pasado. Todos, absolutamente todos, cuantos trabajan en la empresa luchan por alcanzar metas cada vez más altas, difíciles y exigentes cara al futuro.
No obstante, es posible que, debido al ejercicio constante en la práctica de solución de problemas, se llegue a un cierto automatismo. Pero esto no debe considerarse como algo negativo, sino al contrario. Es la demostra- ción de que la costumbre de poner a punto toda la inteligencia del factor humano, repercute en los métodos de trabajo que cada día se vuelven más eficaces y prácticos.
METODOLOGÍA DE TRABAJO Aunque es evidente que no es posible fijar un esquema rígido como
norma de trabajo de los Círculos, puesto que cada empresa debe tener el suyo propio, ajustado a sus necesidades y la forma de ser de sus hombres, se presenta a continuación una metodología orientativa cuya validez y efectividad ha sido demostrada por varias organizaciones que la utilizan con más o menos variantes.
En algunos casos, saltarse un paso, simplificar un análisis, prescindir de la búsqueda preliminar de datos, puede representar un ahorro de tiempo y el llegar antes a la solución del problema. Actuar así no garantiza que la solución que se obtenga sea la óptima. Por ello recomendamos ser muy estrictos a la hora de seguir los pasos que deben darse, aunque pueda parecer, en un primer momento, una pérdida de tiempo. La solución será, sin duda, mejor.
Es imprescindible mentalizar a los componentes del Círculo sobre la necesidad de buscar siempre las causas del problema que están analizan- do. Existe el peligro de que las primas o recompensas por llegar a una solu- ción les lleven únicamente a evitar los efectos del problema, poniendo un "parche" provisional que tarde o temprano habrá que sustituir. Investigar, y sobre todo eliminar definitivamente las causas de cada problema es la única estrategia válida en los Círculos de Calidad.
Los cinco pasos en que hemos resumido este método de trabajo son los siguientes:
Presentación del problema De una forma clara y concisa y con lenguaje sencillo debe describirse el
problema para ser presentado a los componentes del Círculo que deben estudiarlo.
Es preciso que todos entiendan el problema que se va a analizar y cuál es
106
El Círculo en marcha. Funcionamiento y metodología de trabajo
el objetivo que se persigue. De esta forma, los esfuerzos de todos los componentes del Círculo estarán dirigidos en el mismo sentido.
No debe iniciarse el estudio de un problema en un Círculo hasta que todos los que lo forman lo hayan comprendido, hasta que estén de acuerdo en que se trata, realmente, de un problema y hasta que exista unanimidad en el objetivo u objetivos que se persiguen al estudiar el problema.
Búsqueda de datos y análisis Una vez definido correctamente el problema, en la mayoría de los casos
es preciso recopilar información complementaria que ayude a su solución, labor que habitualmente se encarga a alguno de los componentes del Círculo para que la prepare para la próxima reunión semanal.
Generalmente son necesarias de 3 a 5 reuniones para resolver un problema; durante este tiempo se buscan las posibles causas del proble- ma, se valora la frecuencia del mismo, se aportan ideas de posibles soluciones, etc., basándonos en técnicas muy sencillas, como curvas ABC, diagramas causa-efecto, brainstorming, etc., sobre las que los integrantes de los Círculos habrán recibido una formación previa.
Propuesta de solución Al avanzar en el análisis del problema, realmente se está avanzando
hacia una solución al mismo. Una vez hallada, ésta debe ser aceptada por todos los integrantes del Círculo, ya que NUNCA una solución es "la solución del Sr. Tal", sino que SIEMPRE es "la solución del Círculo".
Esta propuesta de solución debe plasmarse en el impreso correspon- diente; y valorarse su puesta en marcha, en cuanto a tiempo necesario, costo que representará y ahorros que deben esperarse.
Con la redacción definitiva de la propuesta, el Círculo ha finalizado su trabajo sobre el problema que se le había encomendado y está en disposi- ción de iniciar un nuevo estudio.
Sin embargo, para la empresa no está resuelto aún el problema; faltan los dos pasos más importantes, que se describen a continuación, y que justifican el trabajo realizado con anterioridad.
Aprobación y puesta en marcha El trabajo realizado por un Círculo ha finalizado entregando al Coordi-
nador una propuesta debidamente documentada y valorada, pero con ello no se resuelve del todo el problema. Alguien, en la empresa, debe aprobar la propuesta y dar las instrucciones pertinentes para que se ponga en marcha.
El coordinador es el responsable de conseguir la aprobación al nivel que corresponda, según el tipo de propuesta de que se trate y de la organiza- ción interna de cada empresa. También deberá cuidar el coordinador de que la propuesta sea viable y que los datos en ella reflejados sean correc- tos.
107
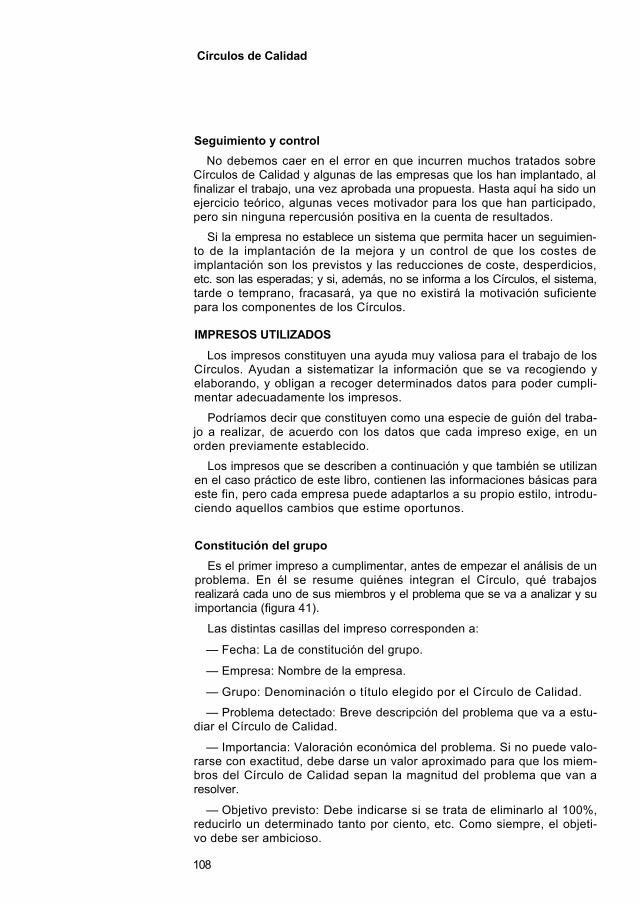
Círculos de Calidad
Seguimiento y control No debemos caer en el error en que incurren muchos tratados sobre
Círculos de Calidad y algunas de las empresas que los han implantado, al finalizar el trabajo, una vez aprobada una propuesta. Hasta aquí ha sido un ejercicio teórico, algunas veces motivador para los que han participado, pero sin ninguna repercusión positiva en la cuenta de resultados.
Si la empresa no establece un sistema que permita hacer un seguimien- to de la implantación de la mejora y un control de que los costes de implantación son los previstos y las reducciones de coste, desperdicios, etc. son las esperadas; y si, además, no se informa a los Círculos, el sistema, tarde o temprano, fracasará, ya que no existirá la motivación suficiente para los componentes de los Círculos.
IMPRESOS UTILIZADOS Los impresos constituyen una ayuda muy valiosa para el trabajo de los
Círculos. Ayudan a sistematizar la información que se va recogiendo y elaborando, y obligan a recoger determinados datos para poder cumpli- mentar adecuadamente los impresos.
Podríamos decir que constituyen como una especie de guión del traba- jo a realizar, de acuerdo con los datos que cada impreso exige, en un orden previamente establecido.
Los impresos que se describen a continuación y que también se utilizan en el caso práctico de este libro, contienen las informaciones básicas para este fin, pero cada empresa puede adaptarlos a su propio estilo, introdu- ciendo aquellos cambios que estime oportunos.
Constitución del grupo Es el primer impreso a cumplimentar, antes de empezar el análisis de un
problema. En él se resume quiénes integran el Círculo, qué trabajos realizará cada uno de sus miembros y el problema que se va a analizar y su importancia (figura 41).
Las distintas casillas del impreso corresponden a: — Fecha: La de constitución del grupo.
— Empresa: Nombre de la empresa.
— Grupo: Denominación o título elegido por el Círculo de Calidad.
— Problema detectado: Breve descripción del problema que va a estu- diar el Círculo de Calidad.
— Importancia: Valoración económica del problema. Si no puede valo- rarse con exactitud, debe darse un valor aproximado para que los miem- bros del Círculo de Calidad sepan la magnitud del problema que van a resolver.
— Objetivo previsto: Debe indicarse si se trata de eliminarlo al 100%, reducirlo un determinado tanto por ciento, etc. Como siempre, el objeti- vo debe ser ambicioso.
108
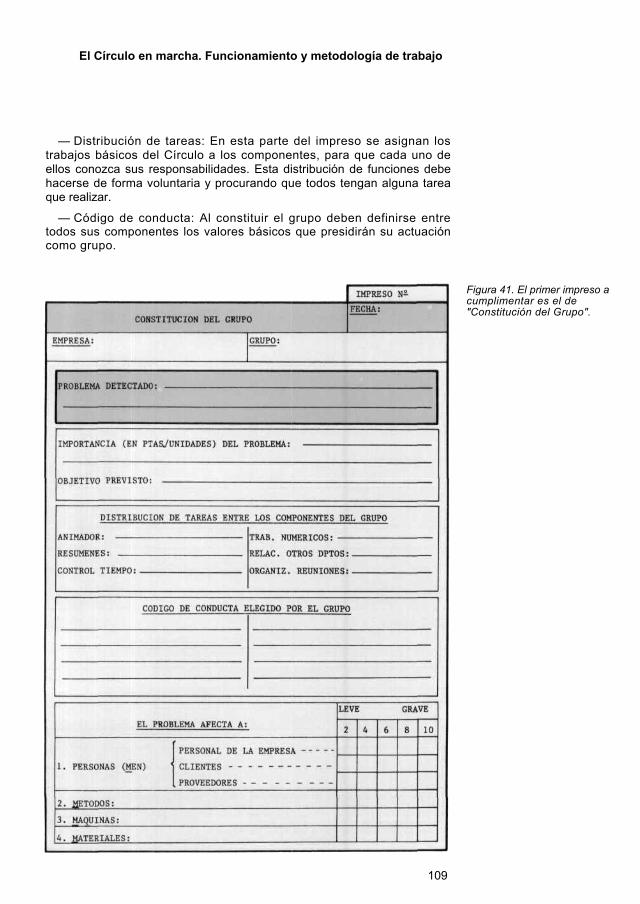
El Círculo en marcha. Funcionamiento y metodología de trabajo
— Distribución de tareas: En esta parte del impreso se asignan los trabajos básicos del Círculo a los componentes, para que cada uno de ellos conozca sus responsabilidades. Esta distribución de funciones debe hacerse de forma voluntaria y procurando que todos tengan alguna tarea que realizar.
— Código de conducta: Al constituir el grupo deben definirse entre todos sus componentes los valores básicos que presidirán su actuación como grupo.
Figura 41. El primer impreso a cumplimentar es el de "Constitución del Grupo".
109
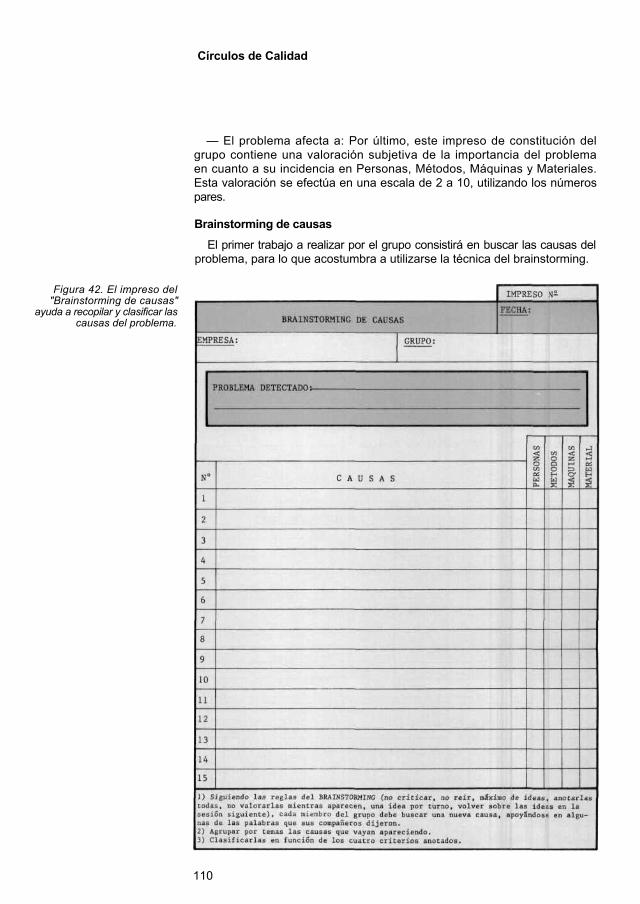
Círculos de Calidad
— El problema afecta a: Por último, este impreso de constitución del grupo contiene una valoración subjetiva de la importancia del problema en cuanto a su incidencia en Personas, Métodos, Máquinas y Materiales. Esta valoración se efectúa en una escala de 2 a 10, utilizando los números pares.
Brainstorming de causas El primer trabajo a realizar por el grupo consistirá en buscar las causas del
problema, para lo que acostumbra a utilizarse la técnica del brainstorming.
Figura 42. El impreso del "Brainstorming de causas"
ayuda a recopilar y clasificar las causas del problema.
110
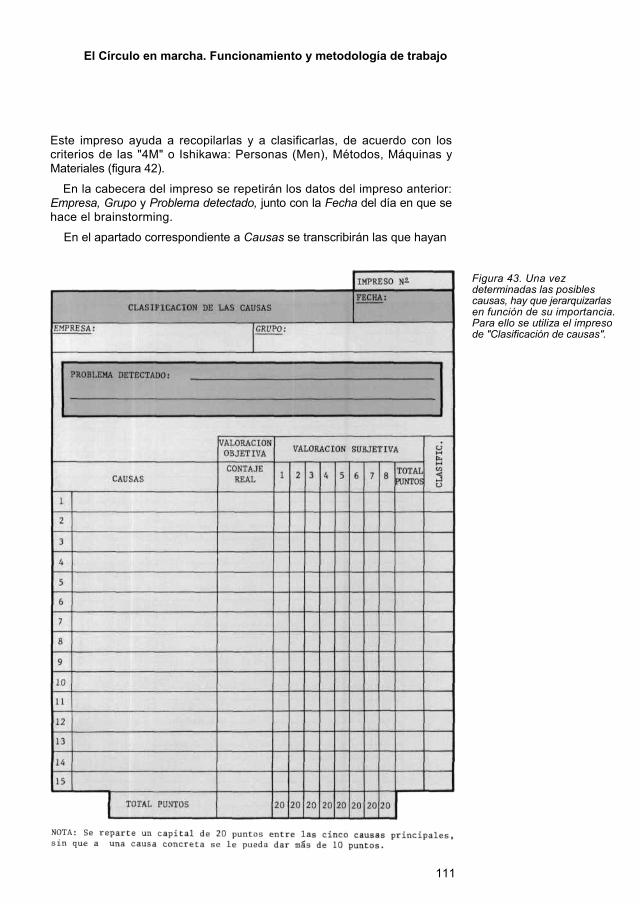
El Círculo en marcha. Funcionamiento y metodología de trabajo
Este impreso ayuda a recopilarlas y a clasificarlas, de acuerdo con los criterios de las "4M" o Ishikawa: Personas (Men), Métodos, Máquinas y Materiales (figura 42).
En la cabecera del impreso se repetirán los datos del impreso anterior: Empresa, Grupo y Problema detectado, junto con la Fecha del día en que se hace el brainstorming.
En el apartado correspondiente a Causas se transcribirán las que hayan
Figura 43. Una vez determinadas las posibles causas, hay que jerarquizarlas en función de su importancia. Para ello se utiliza el impreso de "Clasificación de causas".
111
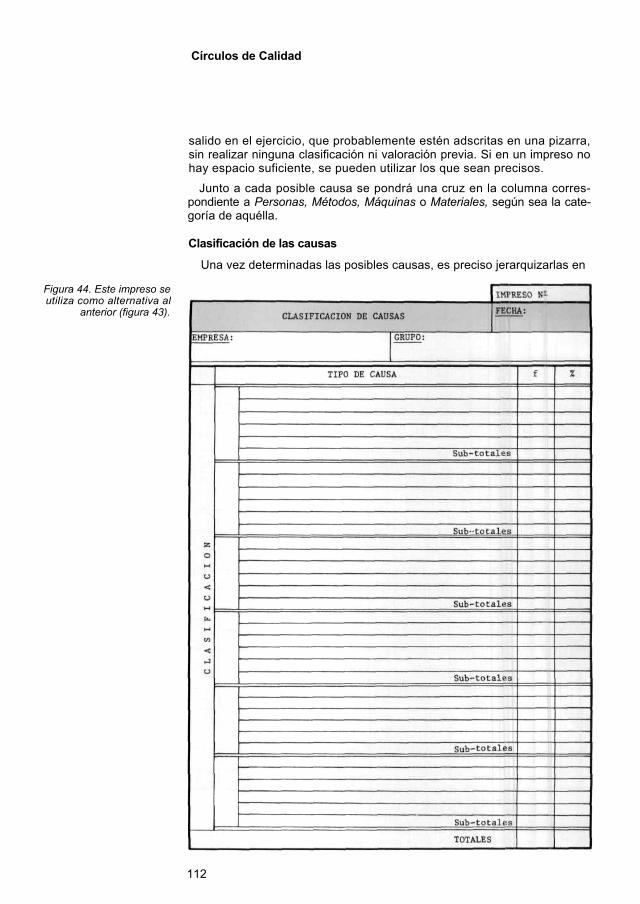
Círculos de Calidad
salido en el ejercicio, que probablemente estén adscritas en una pizarra, sin realizar ninguna clasificación ni valoración previa. Si en un impreso no hay espacio suficiente, se pueden utilizar los que sean precisos.
Junto a cada posible causa se pondrá una cruz en la columna corres- pondiente a Personas, Métodos, Máquinas o Materiales, según sea la cate- goría de aquélla.
Clasificación de las causas Una vez determinadas las posibles causas, es preciso jerarquizarlas en
Figura 44. Este impreso se utiliza como alternativa al
anterior (figura 43).
112
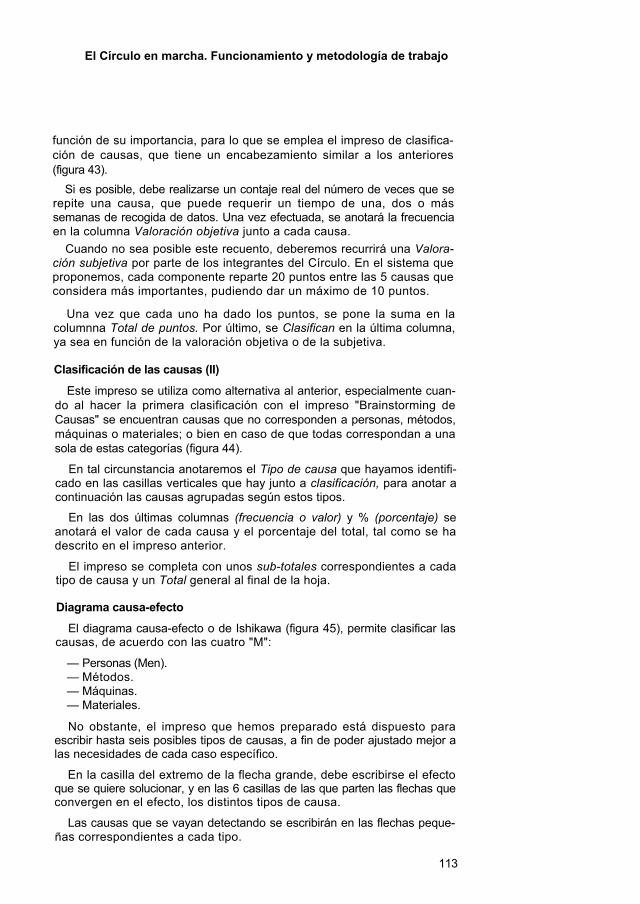
El Círculo en marcha. Funcionamiento y metodología de trabajo
función de su importancia, para lo que se emplea el impreso de clasifica- ción de causas, que tiene un encabezamiento similar a los anteriores (figura 43).
Si es posible, debe realizarse un contaje real del número de veces que se repite una causa, que puede requerir un tiempo de una, dos o más semanas de recogida de datos. Una vez efectuada, se anotará la frecuencia en la columna Valoración objetiva junto a cada causa.
Cuando no sea posible este recuento, deberemos recurrirá una Valora- ción subjetiva por parte de los integrantes del Círculo. En el sistema que proponemos, cada componente reparte 20 puntos entre las 5 causas que considera más importantes, pudiendo dar un máximo de 10 puntos.
Una vez que cada uno ha dado los puntos, se pone la suma en la columnna Total de puntos. Por último, se Clasifican en la última columna, ya sea en función de la valoración objetiva o de la subjetiva.
Clasificación de las causas (II) Este impreso se utiliza como alternativa al anterior, especialmente cuan-
do al hacer la primera clasificación con el impreso "Brainstorming de Causas" se encuentran causas que no corresponden a personas, métodos, máquinas o materiales; o bien en caso de que todas correspondan a una sola de estas categorías (figura 44).
En tal circunstancia anotaremos el Tipo de causa que hayamos identifi- cado en las casillas verticales que hay junto a clasificación, para anotar a continuación las causas agrupadas según estos tipos.
En las dos últimas columnas (frecuencia o valor) y % (porcentaje) se anotará el valor de cada causa y el porcentaje del total, tal como se ha descrito en el impreso anterior.
El impreso se completa con unos sub-totales correspondientes a cada tipo de causa y un Total general al final de la hoja.
Diagrama causa-efecto El diagrama causa-efecto o de Ishikawa (figura 45), permite clasificar las
causas, de acuerdo con las cuatro "M": — Personas (Men). — Métodos. — Máquinas. — Materiales.
No obstante, el impreso que hemos preparado está dispuesto para escribir hasta seis posibles tipos de causas, a fin de poder ajustado mejor a las necesidades de cada caso específico.
En la casilla del extremo de la flecha grande, debe escribirse el efecto que se quiere solucionar, y en las 6 casillas de las que parten las flechas que convergen en el efecto, los distintos tipos de causa.
Las causas que se vayan detectando se escribirán en las flechas peque- ñas correspondientes a cada tipo.
113
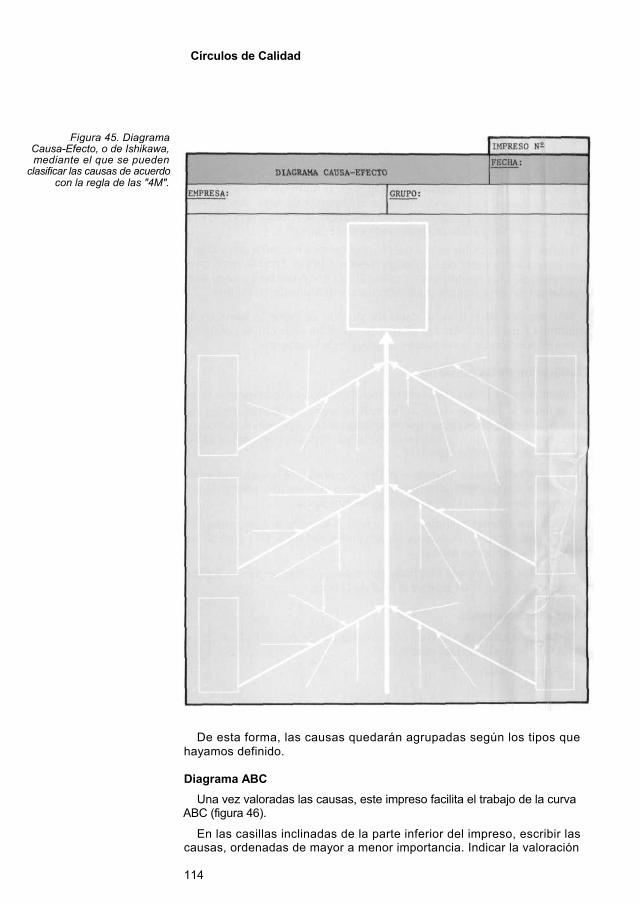
Círculos de Calidad
Figura 45. Diagrama Causa-Efecto, o de Ishikawa, mediante el que se pueden
clasificar las causas de acuerdo con la regla de las "4M".
De esta forma, las causas quedarán agrupadas según los tipos que hayamos definido.
Diagrama ABC Una vez valoradas las causas, este impreso facilita el trabajo de la curva
ABC (figura 46). En las casillas inclinadas de la parte inferior del impreso, escribir las
causas, ordenadas de mayor a menor importancia. Indicar la valoración
114
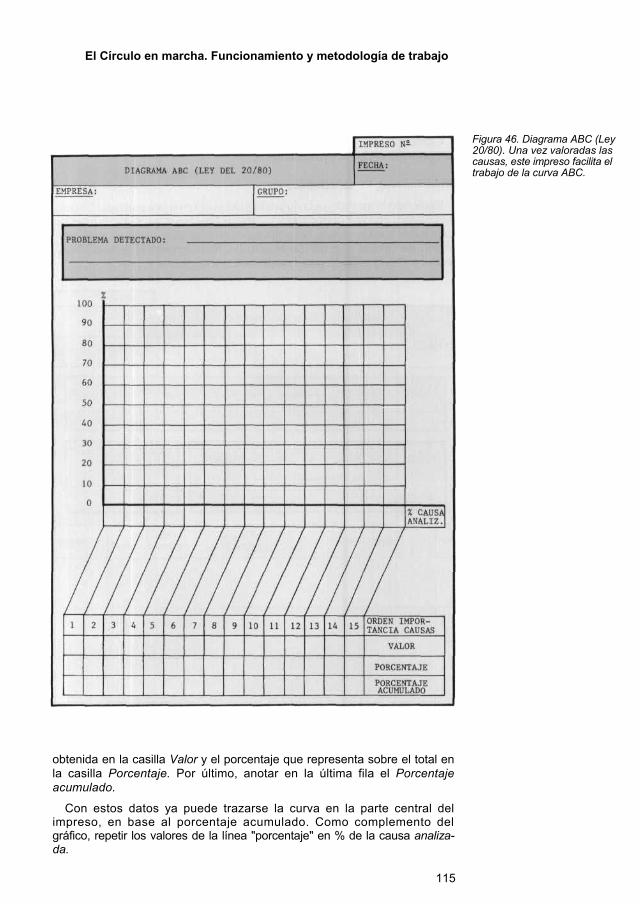
El Círculo en marcha. Funcionamiento y metodología de trabajo
Figura 46. Diagrama ABC (Ley 20/80). Una vez valoradas las causas, este impreso facilita el trabajo de la curva ABC.
obtenida en la casilla Valor y el porcentaje que representa sobre el total en la casilla Porcentaje. Por último, anotar en la última fila el Porcentaje acumulado.
Con estos datos ya puede trazarse la curva en la parte central del impreso, en base al porcentaje acumulado. Como complemento del gráfico, repetir los valores de la línea "porcentaje" en % de la causa analiza- da.
115
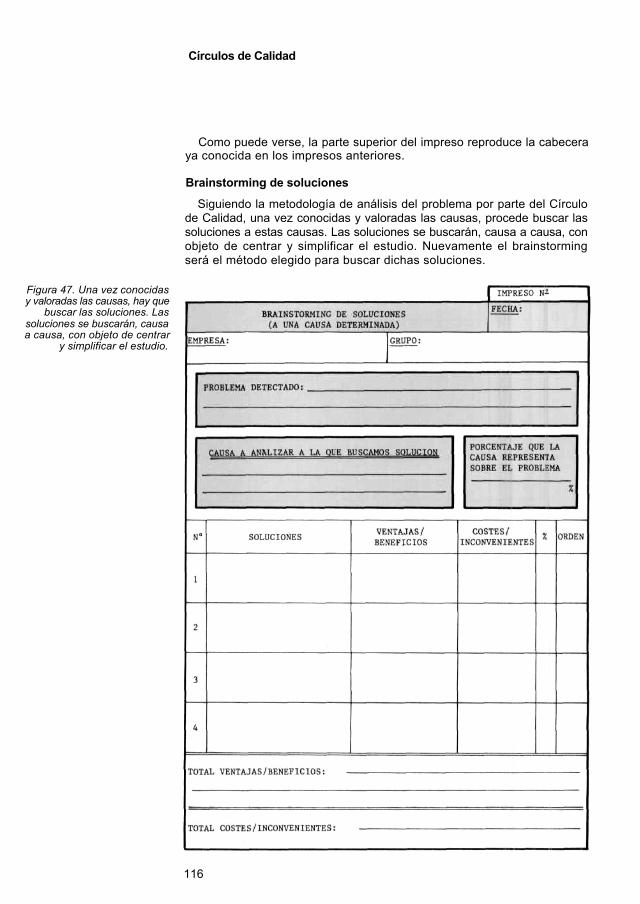
Círculos de Calidad
Como puede verse, la parte superior del impreso reproduce la cabecera ya conocida en los impresos anteriores.
Brainstorming de soluciones Siguiendo la metodología de análisis del problema por parte del Círculo
de Calidad, una vez conocidas y valoradas las causas, procede buscar las soluciones a estas causas. Las soluciones se buscarán, causa a causa, con objeto de centrar y simplificar el estudio. Nuevamente el brainstorming será el método elegido para buscar dichas soluciones.
Figura 47. Una vez conocidas y valoradas las causas, hay que
buscar las soluciones. Las soluciones se buscarán, causa a causa, con objeto de centrar
y simplificar el estudio.
116
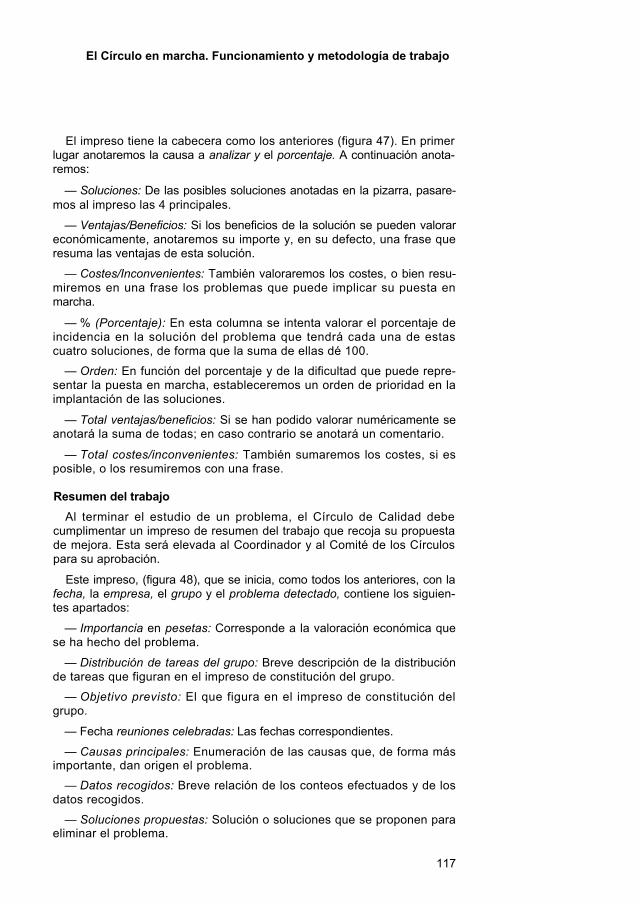
El Círculo en marcha. Funcionamiento y metodología de trabajo
El impreso tiene la cabecera como los anteriores (figura 47). En primer lugar anotaremos la causa a analizar y el porcentaje. A continuación anota- remos:
— Soluciones: De las posibles soluciones anotadas en la pizarra, pasare- mos al impreso las 4 principales.
— Ventajas/Beneficios: Si los beneficios de la solución se pueden valorar económicamente, anotaremos su importe y, en su defecto, una frase que resuma las ventajas de esta solución.
— Costes/Inconvenientes: También valoraremos los costes, o bien resu- miremos en una frase los problemas que puede implicar su puesta en marcha.
— % (Porcentaje): En esta columna se intenta valorar el porcentaje de incidencia en la solución del problema que tendrá cada una de estas cuatro soluciones, de forma que la suma de ellas dé 100.
— Orden: En función del porcentaje y de la dificultad que puede repre- sentar la puesta en marcha, estableceremos un orden de prioridad en la implantación de las soluciones.
— Total ventajas/beneficios: Si se han podido valorar numéricamente se anotará la suma de todas; en caso contrario se anotará un comentario.
— Total costes/inconvenientes: También sumaremos los costes, si es posible, o los resumiremos con una frase.
Resumen del trabajo Al terminar el estudio de un problema, el Círculo de Calidad debe
cumplimentar un impreso de resumen del trabajo que recoja su propuesta de mejora. Esta será elevada al Coordinador y al Comité de los Círculos para su aprobación.
Este impreso, (figura 48), que se inicia, como todos los anteriores, con la fecha, la empresa, el grupo y el problema detectado, contiene los siguien- tes apartados:
— Importancia en pesetas: Corresponde a la valoración económica que se ha hecho del problema.
— Distribución de tareas del grupo: Breve descripción de la distribución de tareas que figuran en el impreso de constitución del grupo.
— Objetivo previsto: El que figura en el impreso de constitución del grupo.
— Fecha reuniones celebradas: Las fechas correspondientes.
— Causas principales: Enumeración de las causas que, de forma más importante, dan origen el problema.
— Datos recogidos: Breve relación de los conteos efectuados y de los datos recogidos.
— Soluciones propuestas: Solución o soluciones que se proponen para eliminar el problema.
117
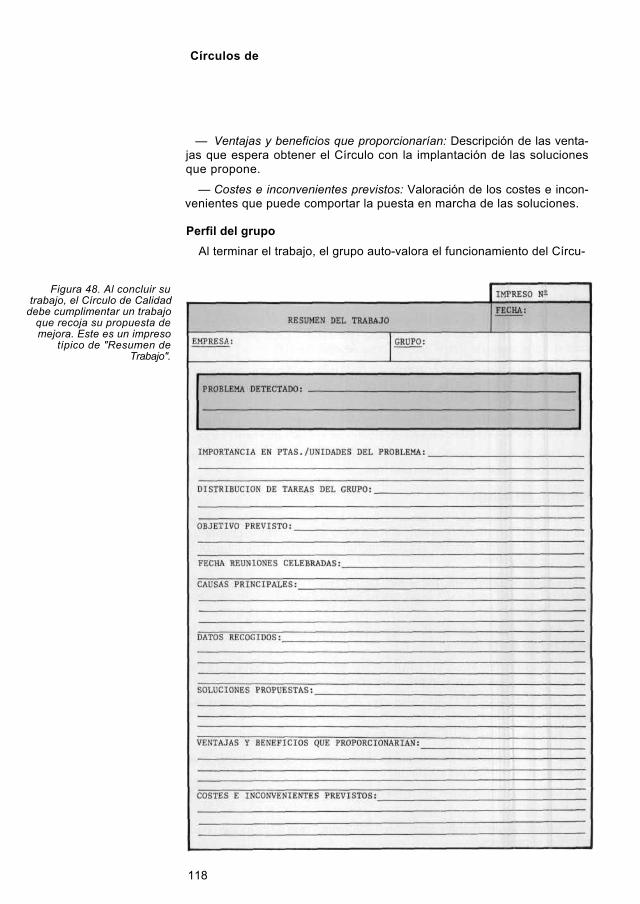
Círculos de
— Ventajas y beneficios que proporcionarían: Descripción de las venta- jas que espera obtener el Círculo con la implantación de las soluciones que propone.
— Costes e inconvenientes previstos: Valoración de los costes e incon- venientes que puede comportar la puesta en marcha de las soluciones.
Perfil del grupo Al terminar el trabajo, el grupo auto-valora el funcionamiento del Círcu-
Figura 48. Al concluir su trabajo, el Círculo de Calidad
debe cumplimentar un trabajo que recoja su propuesta de mejora. Este es un impreso
típico de "Resumen de Trabajo".
118
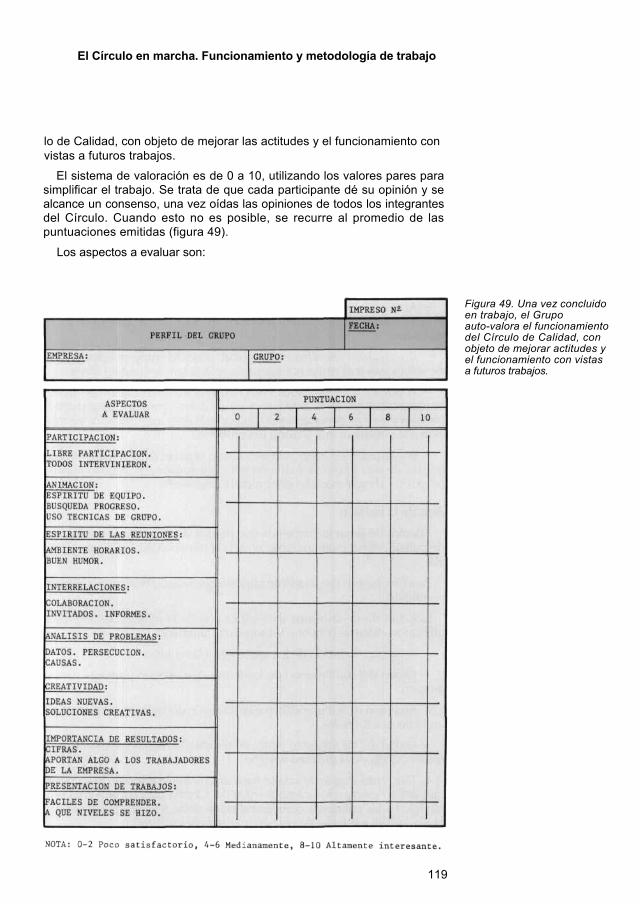
El Círculo en marcha. Funcionamiento y metodología de trabajo
lo de Calidad, con objeto de mejorar las actitudes y el funcionamiento con vistas a futuros trabajos.
El sistema de valoración es de 0 a 10, utilizando los valores pares para simplificar el trabajo. Se trata de que cada participante dé su opinión y se alcance un consenso, una vez oídas las opiniones de todos los integrantes del Círculo. Cuando esto no es posible, se recurre al promedio de las puntuaciones emitidas (figura 49).
Los aspectos a evaluar son:
Figura 49. Una vez concluido en trabajo, el Grupo auto-valora el funcionamiento del Círculo de Calidad, con objeto de mejorar actitudes y el funcionamiento con vistas a futuros trabajos.
119
Círculos de Calidad
— Participación: Los Círculos de Calidad son básicamente participación. Cuando ésta no se produce o alguien se autoexcluye, debe darse una valoración baja.
— Animación: La participación debe ir unida a una animación de todos los integrantes en la búsqueda de un progreso en el trabajo.
— Espíritu de las reuniones: ¿Se han respetado los principios aceptados por todos al crear el grupo? ¿Ha habido un buen ambiente de trabajo?
— Interrelaciones: En este apartado se intenta valorar cómo han partici- pado y cómo nos hemos relacionado con las personas ajenas al Círculo, pero que eran necesarias por sus aportaciones.
— Análisis de problemas: ¿Hemos respetado la sistemática para analizar el problema? ¿Teníamos todos los datos antes de tomar decisiones sobre las causas?
— Creatividad: Pretende valorar la creatividad del grupo en la aportación de soluciones realmente nuevas y que se apartan de la rutina diaria.
— Importancia de resultados: A veces los resultados no son importantes ni espectaculares, pero solucionan un problema molesto para cuantos trabajan en aquel departamento o sección. Valore los resultados en rela- ción a la verdadera importancia del problema.
— Presentación de trabajos: ¿Hemos sido capaces de presentar nuestro trabajo de una forma fácil de entender por todos? ¿Ha llegado nuestra propuesta al nivel más alto dentro de la empresa?
Acta de la reunión Además de llenar los impresos que hemos visto durante las reuniones
de trabajo, es necesario redactar un acta al término de cada sesión (figura 50).
Para ello, hemos preparado un impreso que facilita el trabajo y ordena el contenido.
La cabecera de la misma es idéntica a la de la mayoría de impresos utilizados. Además contiene los siguientes apartados:
— Asistentes: Relación de los asistentes a la reunión.
— Orden del día: Relación de los temas que estaban previstos para la reunión.
— Resumen de la reunión: Breve descripción del trabajo efectuado y de los acuerdos tomados.
— Orden del día siguiente: Antes de terminar la reunión se establece el orden del día de la próxima reunión.
— Tareas previstas: En el acta se hace una pequeña relación de las tareas que deben efectuar los componentes del Círculo para las próximas reu- niones. En las columnas correspondientes debe reflejarse: qué se hará, quién lo hará y la fecha prevista en que se habrá realizado.
120
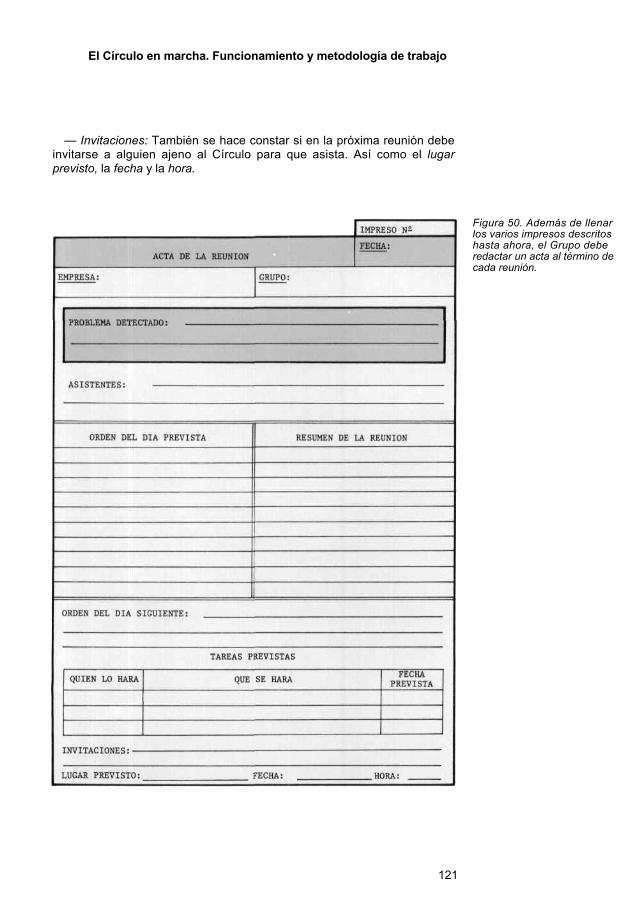
El Círculo en marcha. Funcionamiento y metodología de trabajo
— Invitaciones: También se hace constar si en la próxima reunión debe invitarse a alguien ajeno al Círculo para que asista. Así como el lugar previsto, la fecha y la hora.
Figura 50. Además de llenar los varios impresos descritos hasta ahora, el Grupo debe redactar un acta al término de cada reunión.
121

Caso práctico resuelto por un Círculo de Calidad
PRESENTACIÓN DEL CASO
La empresa Se trata de una empresa que se dedica a la fabricación de focos de
sobremesa, pared, etc. Su clientela se centra en los Grandes Almacenes, en las Grandes Superfi-
cies, tipo hipermercados, y en las tiendas de decoración, muebles y material eléctrico.
La empresa tiene 3 divisiones diferentes: — Inyección de Plásticos. — Taller Metalúrgico. — Montaje.
Algunas piezas se compran a proveedores externos y después se aco- plan a otras de propia fabricación, realizando la empresa el montaje.
Además, la empresa dispone de un pequeño taller mecánico en el que se hacen las matrices más sencillas y los reajustes y reparaciones de moldes y maquinaria.
Un 35% de la producción se destina a la exportación, siendo los mercados principales: Francia, Holanda y Alemania.
Trabajo actual Dentro del proceso actual, la empresa fabrica los portalámparas que
coloca en todos los focos. La producción anual es del orden de las 500.000 piezas. El portalámparas, en su parte inferior, tiene una arandela de plástico que
presenta un 5 % de roturas. La empresa lleva un año dedicada, de forma especial, a la búsqueda de
la calidad y a la eliminación de desperdicios. Dentro de la política establecida de "fabricar calidad" se ha decido
hacer un estudio para rebajar el porcentaje de rotura.
Problema presentado al Círculo El coste industrial de cada portalámparas es de 58 ptas./unidad. El 5 % de
roturas equivale a 2,90 ptas./pieza. Las piezas rotas se consideran una pérdida total, ya que se estima que el aprovechar alguna parte no sería rentable.
123
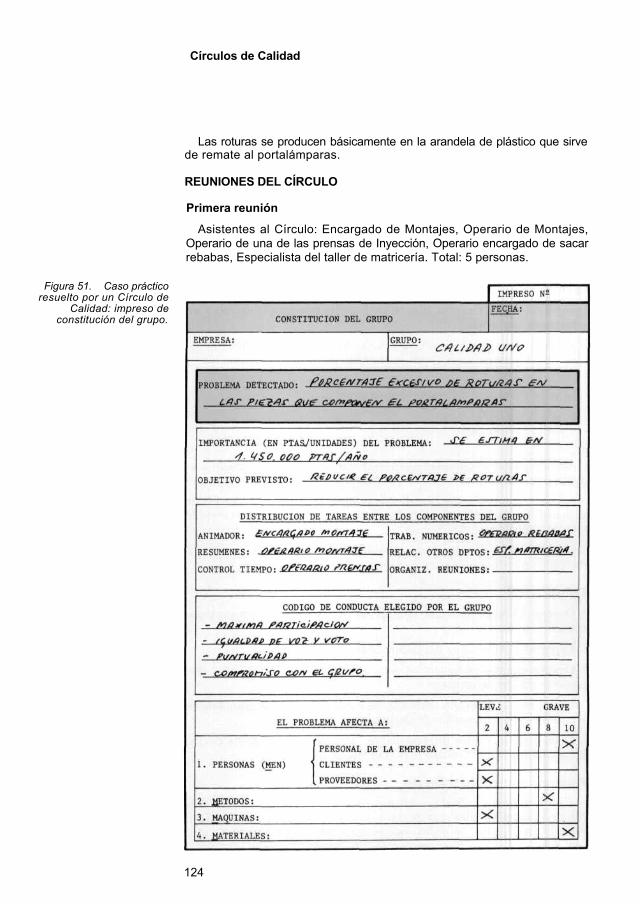
Círculos de Calidad
Las roturas se producen básicamente en la arandela de plástico que sirve de remate al portalámparas.
REUNIONES DEL CÍRCULO
Primera reunión Asistentes al Círculo: Encargado de Montajes, Operario de Montajes,
Operario de una de las prensas de Inyección, Operario encargado de sacar rebabas, Especialista del taller de matricería. Total: 5 personas.
Figura 51. Caso práctico resuelto por un Círculo de
Calidad: impreso de constitución del grupo.
124
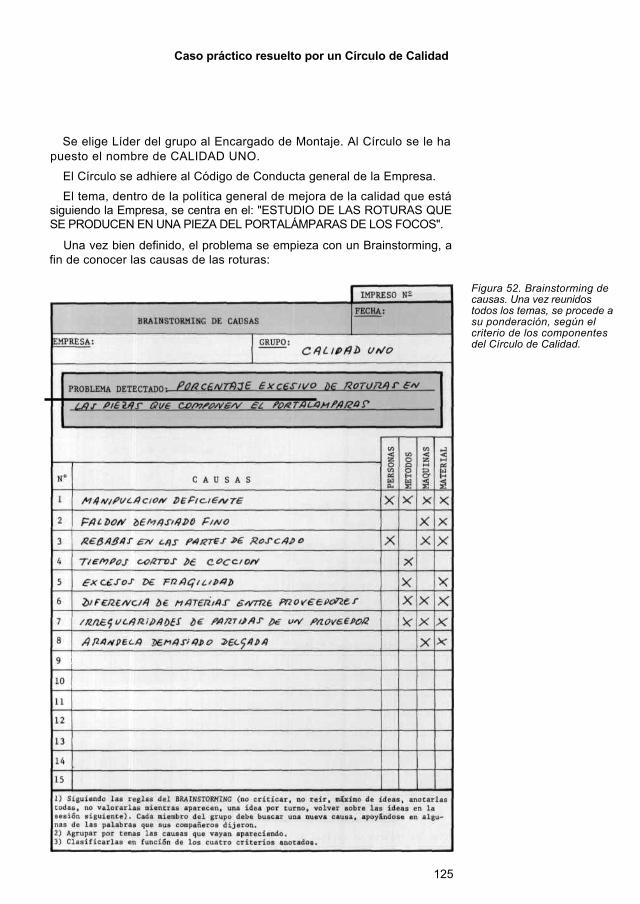
Caso práctico resuelto por un Círculo de Calidad
Se elige Líder del grupo al Encargado de Montaje. Al Círculo se le ha puesto el nombre de CALIDAD UNO.
El Círculo se adhiere al Código de Conducta general de la Empresa. El tema, dentro de la política general de mejora de la calidad que está
siguiendo la Empresa, se centra en el: "ESTUDIO DE LAS ROTURAS QUE SE PRODUCEN EN UNA PIEZA DEL PORTALÁMPARAS DE LOS FOCOS".
Una vez bien definido, el problema se empieza con un Brainstorming, a fin de conocer las causas de las roturas:
Figura 52. Brainstorming de causas. Una vez reunidos todos los temas, se procede a su ponderación, según el criterio de los componentes del Círculo de Calidad.
125
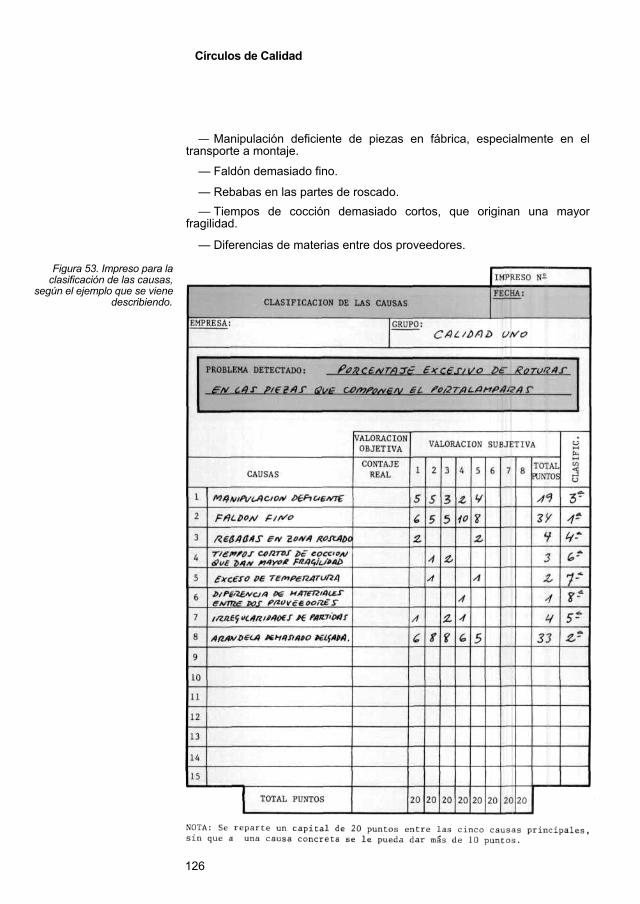
Círculos de Calidad
— Manipulación deficiente de piezas en fábrica, especialmente en el transporte a montaje.
— Faldón demasiado fino.
— Rebabas en las partes de roscado. — Tiempos de cocción demasiado cortos, que originan una mayor
fragilidad.
— Diferencias de materias entre dos proveedores.
Figura 53. Impreso para la clasificación de las causas,
según el ejemplo que se viene describiendo.
126
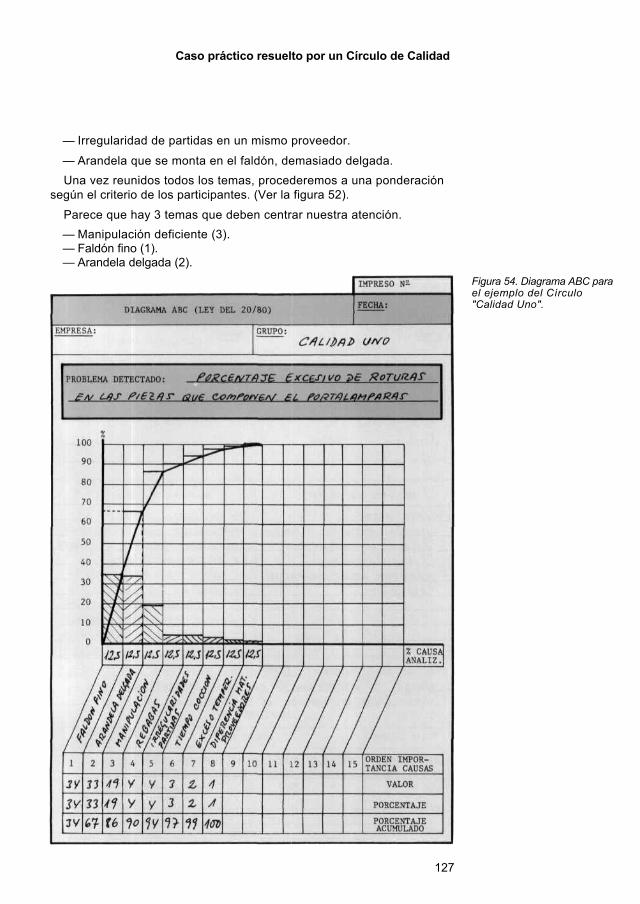
Caso práctico resuelto por un Círculo de Calidad
— Irregularidad de partidas en un mismo proveedor.
— Arandela que se monta en el faldón, demasiado delgada. Una vez reunidos todos los temas, procederemos a una ponderación
según el criterio de los participantes. (Ver la figura 52). Parece que hay 3 temas que deben centrar nuestra atención. — Manipulación deficiente (3). — Faldón fino (1). — Arandela delgada (2).
Figura 54. Diagrama ABC para el ejemplo del Círculo "Calidad Uno".
127
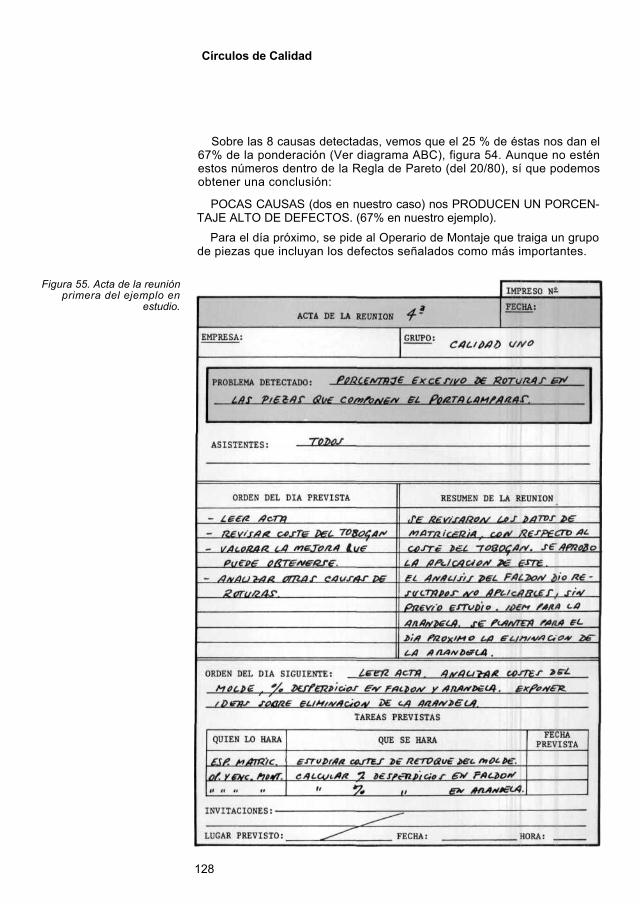
Círculos de Calidad
Sobre las 8 causas detectadas, vemos que el 25 % de éstas nos dan el 67% de la ponderación (Ver diagrama ABC), figura 54. Aunque no estén estos números dentro de la Regla de Pareto (del 20/80), sí que podemos obtener una conclusión:
POCAS CAUSAS (dos en nuestro caso) nos PRODUCEN UN PORCEN- TAJE ALTO DE DEFECTOS. (67% en nuestro ejemplo).
Para el día próximo, se pide al Operario de Montaje que traiga un grupo de piezas que incluyan los defectos señalados como más importantes.
Figura 55. Acta de la reunión primera del ejemplo en
estudio.
128
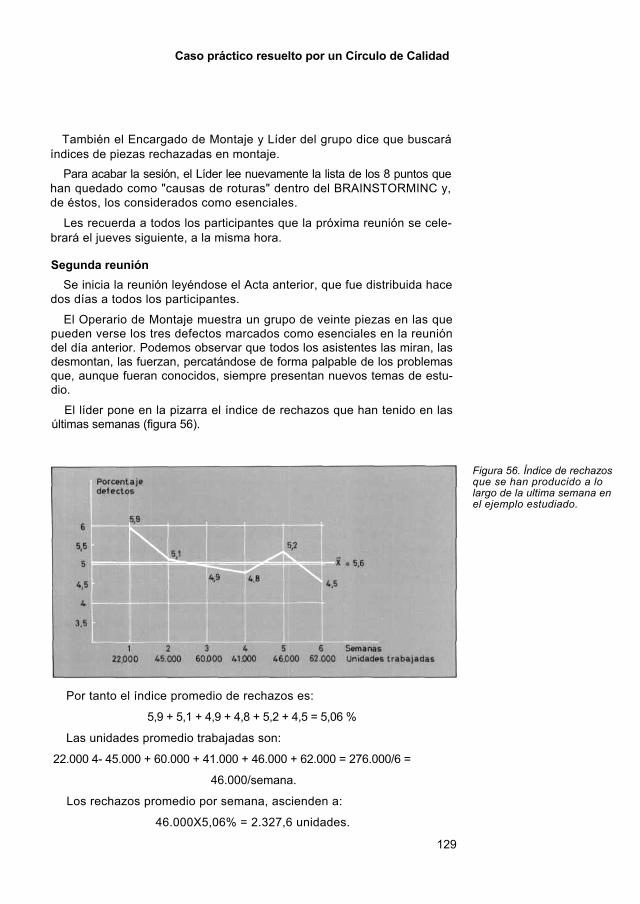
Caso práctico resuelto por un Círculo de Calidad
También el Encargado de Montaje y Líder del grupo dice que buscará índices de piezas rechazadas en montaje.
Para acabar la sesión, el Líder lee nuevamente la lista de los 8 puntos que han quedado como "causas de roturas" dentro del BRAINSTORMINC y, de éstos, los considerados como esenciales.
Les recuerda a todos los participantes que la próxima reunión se cele- brará el jueves siguiente, a la misma hora.
Segunda reunión Se inicia la reunión leyéndose el Acta anterior, que fue distribuida hace
dos días a todos los participantes. El Operario de Montaje muestra un grupo de veinte piezas en las que
pueden verse los tres defectos marcados como esenciales en la reunión del día anterior. Podemos observar que todos los asistentes las miran, las desmontan, las fuerzan, percatándose de forma palpable de los problemas que, aunque fueran conocidos, siempre presentan nuevos temas de estu- dio.
El líder pone en la pizarra el índice de rechazos que han tenido en las últimas semanas (figura 56).
Figura 56. Índice de rechazos que se han producido a lo largo de la ultima semana en el ejemplo estudiado.
Por tanto el índice promedio de rechazos es: 5,9 + 5,1 + 4,9 + 4,8 + 5,2 + 4,5 = 5,06 %
Las unidades promedio trabajadas son: 22.000 4- 45.000 + 60.000 + 41.000 + 46.000 + 62.000 = 276.000/6 =
46.000/semana.
Los rechazos promedio por semana, ascienden a:
46.000X5,06% = 2.327,6 unidades.
129
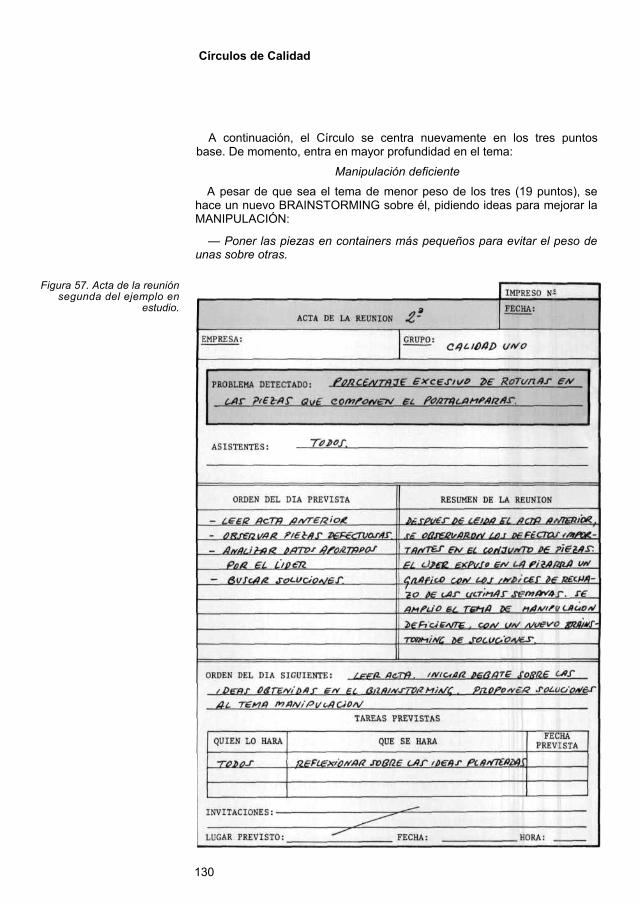
Círculos de Calidad
A continuación, el Círculo se centra nuevamente en los tres puntos base. De momento, entra en mayor profundidad en el tema:
Manipulación deficiente
A pesar de que sea el tema de menor peso de los tres (19 puntos), se hace un nuevo BRAINSTORMING sobre él, pidiendo ideas para mejorar la MANIPULACIÓN:
— Poner las piezas en containers más pequeños para evitar el peso de unas sobre otras.
Figura 57. Acta de la reunión segunda del ejemplo en
estudio.
130
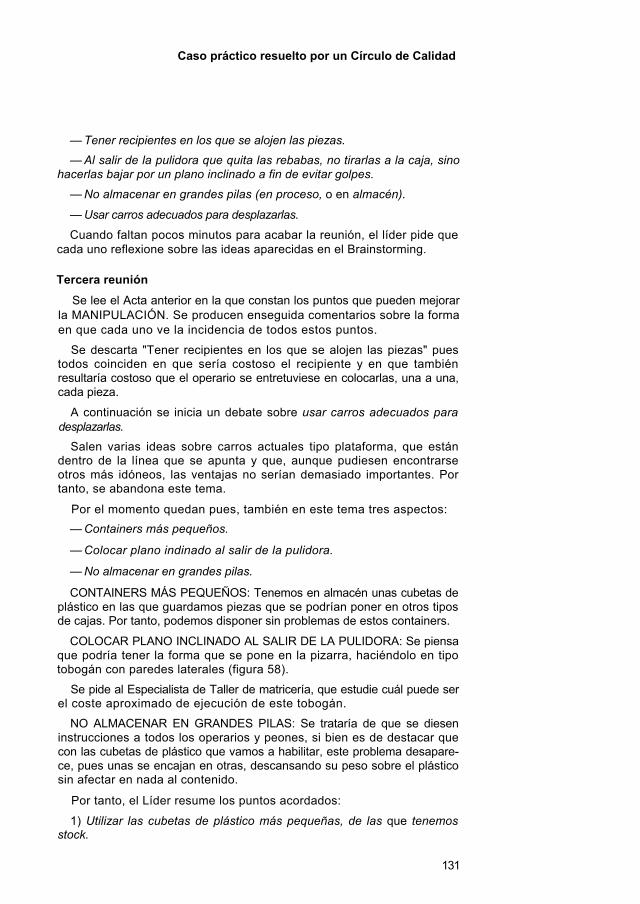
Caso práctico resuelto por un Círculo de Calidad
— Tener recipientes en los que se alojen las piezas. — Al salir de la pulidora que quita las rebabas, no tirarlas a la caja, sino
hacerlas bajar por un plano inclinado a fin de evitar golpes.
— No almacenar en grandes pilas (en proceso, o en almacén).
— Usar carros adecuados para desplazarlas.
Cuando faltan pocos minutos para acabar la reunión, el líder pide que cada uno reflexione sobre las ideas aparecidas en el Brainstorming.
Tercera reunión Se lee el Acta anterior en la que constan los puntos que pueden mejorar
la MANIPULACIÓN. Se producen enseguida comentarios sobre la forma en que cada uno ve la incidencia de todos estos puntos.
Se descarta "Tener recipientes en los que se alojen las piezas" pues todos coinciden en que sería costoso el recipiente y en que también resultaría costoso que el operario se entretuviese en colocarlas, una a una, cada pieza.
A continuación se inicia un debate sobre usar carros adecuados para desplazarlas.
Salen varias ideas sobre carros actuales tipo plataforma, que están dentro de la línea que se apunta y que, aunque pudiesen encontrarse otros más idóneos, las ventajas no serían demasiado importantes. Por tanto, se abandona este tema.
Por el momento quedan pues, también en este tema tres aspectos: — Containers más pequeños.
— Colocar plano indinado al salir de la pulidora.
— No almacenar en grandes pilas.
CONTAINERS MÁS PEQUEÑOS: Tenemos en almacén unas cubetas de plástico en las que guardamos piezas que se podrían poner en otros tipos de cajas. Por tanto, podemos disponer sin problemas de estos containers.
COLOCAR PLANO INCLINADO AL SALIR DE LA PULIDORA: Se piensa que podría tener la forma que se pone en la pizarra, haciéndolo en tipo tobogán con paredes laterales (figura 58).
Se pide al Especialista de Taller de matricería, que estudie cuál puede ser el coste aproximado de ejecución de este tobogán.
NO ALMACENAR EN GRANDES PILAS: Se trataría de que se diesen instrucciones a todos los operarios y peones, si bien es de destacar que con las cubetas de plástico que vamos a habilitar, este problema desapare- ce, pues unas se encajan en otras, descansando su peso sobre el plástico sin afectar en nada al contenido.
Por tanto, el Líder resume los puntos acordados: 1) Utilizar las cubetas de plástico más pequeñas, de las que tenemos
stock.
131
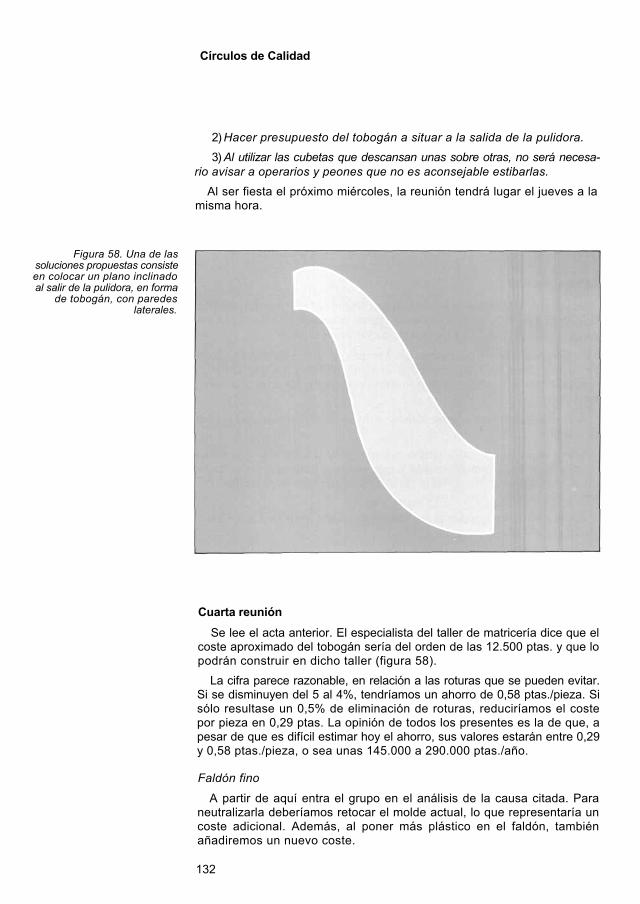
Círculos de Calidad
2) Hacer presupuesto del tobogán a situar a la salida de la pulidora. 3) Al utilizar las cubetas que descansan unas sobre otras, no será necesa-
rio avisar a operarios y peones que no es aconsejable estibarlas. Al ser fiesta el próximo miércoles, la reunión tendrá lugar el jueves a la
misma hora.
Figura 58. Una de las soluciones propuestas consiste en colocar un plano inclinado al salir de la pulidora, en forma
de tobogán, con paredes laterales.
Cuarta reunión Se lee el acta anterior. El especialista del taller de matricería dice que el
coste aproximado del tobogán sería del orden de las 12.500 ptas. y que lo podrán construir en dicho taller (figura 58).
La cifra parece razonable, en relación a las roturas que se pueden evitar. Si se disminuyen del 5 al 4%, tendríamos un ahorro de 0,58 ptas./pieza. Si sólo resultase un 0,5% de eliminación de roturas, reduciríamos el coste por pieza en 0,29 ptas. La opinión de todos los presentes es la de que, a pesar de que es difícil estimar hoy el ahorro, sus valores estarán entre 0,29 y 0,58 ptas./pieza, o sea unas 145.000 a 290.000 ptas./año.
Faldón fino A partir de aquí entra el grupo en el análisis de la causa citada. Para
neutralizarla deberíamos retocar el molde actual, lo que representaría un coste adicional. Además, al poner más plástico en el faldón, también añadiremos un nuevo coste.
132
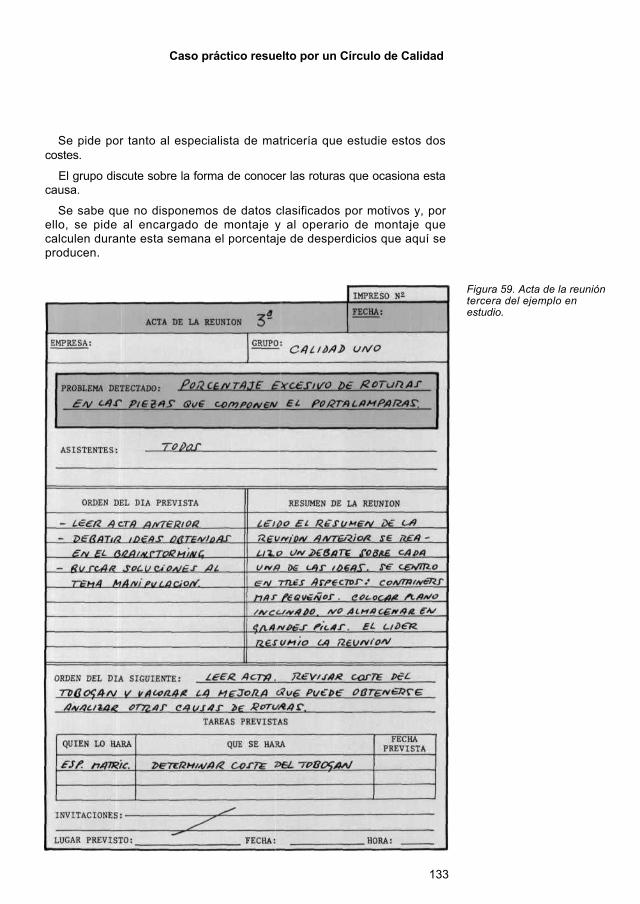
Caso práctico resuelto por un Círculo de Calidad
Se pide por tanto al especialista de matricería que estudie estos dos costes.
El grupo discute sobre la forma de conocer las roturas que ocasiona esta causa.
Se sabe que no disponemos de datos clasificados por motivos y, por ello, se pide al encargado de montaje y al operario de montaje que calculen durante esta semana el porcentaje de desperdicios que aquí se producen.
Figura 59. Acta de la reunión tercera del ejemplo en estudio.
133
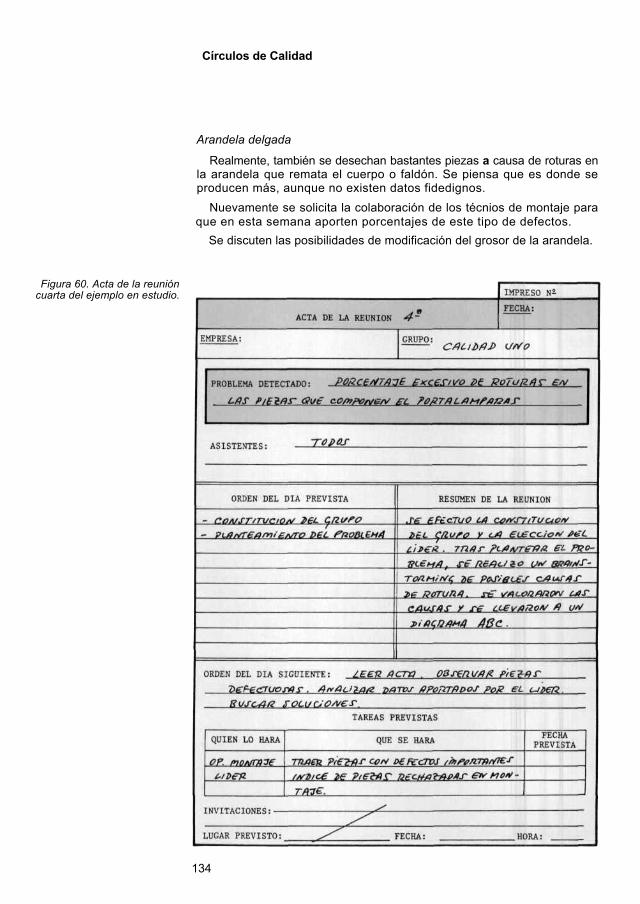
Círculos de Calidad
Arandela delgada Realmente, también se desechan bastantes piezas a causa de roturas en
la arandela que remata el cuerpo o faldón. Se piensa que es donde se producen más, aunque no existen datos fidedignos.
Nuevamente se solicita la colaboración de los técnios de montaje para que en esta semana aporten porcentajes de este tipo de defectos.
Se discuten las posibilidades de modificación del grosor de la arandela.
Figura 60. Acta de la reunión cuarta del ejemplo en estudio.
134
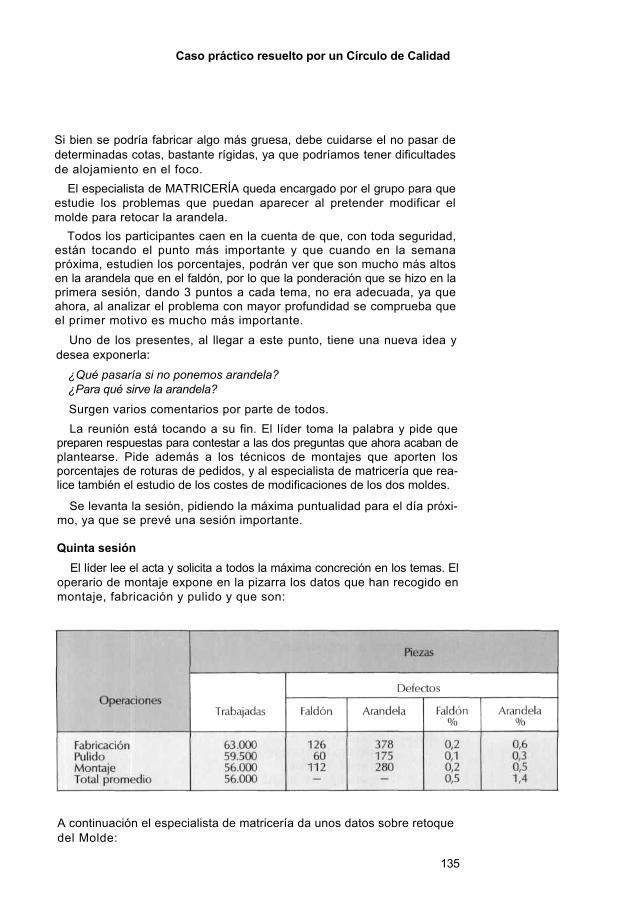
Caso práctico resuelto por un Círculo de Calidad
Si bien se podría fabricar algo más gruesa, debe cuidarse el no pasar de determinadas cotas, bastante rígidas, ya que podríamos tener dificultades de alojamiento en el foco.
El especialista de MATRICERÍA queda encargado por el grupo para que estudie los problemas que puedan aparecer al pretender modificar el molde para retocar la arandela.
Todos los participantes caen en la cuenta de que, con toda seguridad, están tocando el punto más importante y que cuando en la semana próxima, estudien los porcentajes, podrán ver que son mucho más altos en la arandela que en el faldón, por lo que la ponderación que se hizo en la primera sesión, dando 3 puntos a cada tema, no era adecuada, ya que ahora, al analizar el problema con mayor profundidad se comprueba que el primer motivo es mucho más importante.
Uno de los presentes, al llegar a este punto, tiene una nueva idea y desea exponerla:
¿Qué pasaría si no ponemos arandela? ¿Para qué sirve la arandela? Surgen varios comentarios por parte de todos. La reunión está tocando a su fin. El líder toma la palabra y pide que
preparen respuestas para contestar a las dos preguntas que ahora acaban de plantearse. Pide además a los técnicos de montajes que aporten los porcentajes de roturas de pedidos, y al especialista de matricería que rea- lice también el estudio de los costes de modificaciones de los dos moldes.
Se levanta la sesión, pidiendo la máxima puntualidad para el día próxi- mo, ya que se prevé una sesión importante.
Quinta sesión El líder lee el acta y solicita a todos la máxima concreción en los temas. El
operario de montaje expone en la pizarra los datos que han recogido en montaje, fabricación y pulido y que son:
A continuación el especialista de matricería da unos datos sobre retoque del Molde:
135
Círculos de Calidad
Faldón
No se puede poner el faldón mucho más grueso, pues la función de la pieza no lo permite. Podríamos regruesar en 1,5 mm el diámetro exterior, los que representaría 1,2 gramos más de material, encareciendo la pieza en 0,90 ptas.=450.000 ptas./año. El coste de reparación del molde se estima en 68.000 ptas. Con esta modificación pensamos que se podrían reducir los defectos en un 50%, es decir, pasar del 0,5% actual a un 0,25%=0,145 ptas./pieza=72.500 ptas./año.
Así pues, no tiene justificación el hacer el regrueso, ya que nos costaría 450.000 ptas./año y sólo ahorraríamos 72.500 ptas./año.
Arandela Antes de entrar en el análisis del coste de modificaciones del molde, se
plantean nuevamente las preguntas que en la sesión anterior quedaron pendientes:
¿Para qué sirve la arandela? Sirve como remate estético. Sin embargo, con el foco montado, prácti-
camente no se ve en ninguno de los tipos del catálogo que aporta uno de los asistentes.
¿Qué ocurriría si no se pone la arandela? 1) Se ahorraría el coste de la misma y del montaje, lo que según datos
que aporta el Líder, supondría 2,30 ptas./unidad o sea 1.150.000 ptas./año. 2) Si no se coloca la arandela, se refrigeraría mejor la pieza, pues el aire
circularía más fácilmente.
3) Debería hacerse una pequeña modificación en el faldón, sacándole el roscado. El especialista de matricería cree que esto se podría hacer dentro del coste de 68.000 ptas. que había dado anteriormente.
4) Al no poner arandela, desaparecen los defectos de la misma en el montaje un 0,5%=0,29 ptas. por pieza, o sea, 145.000 ptas/año.
Se acepta por unanimidad esta proposición y el Lider redacta el Acta que se presenta a continuación.
Acta resumen círculo "calidad uno" 25 de febrero de 1986
Líder: Encargado de Montajes. Asistentes: Operario de Montajes.
Operario Prensa Inyección. Operario Pulidora. Especialista Matricería.
Objetivo: Estudio de las roturas que se producen en los portalámparas de los focos.
Resumen: El Círculo se ha reunido durante cinco semanas.
136
Caso práctico resuelto por un Círculo de Calidad
Se hizo un Brainstorming, por medio del cual se comprobó que existían 3 causas principales:
1) Manipulación deficiente (importancia 19). 2) Arandela delgada (importancia 33). 3) Faldón fino (importancia 34, más que la anterior).
El índice promedio de rechazos es del 5,06%, según análisis hecho sobre 46.000 piezas/semana.
Manipulación deficiente
También aquí aparecen 3 temas básicos: 1) Containers más pequeños. 2) Poner plano inclinado al salir de la pulidora. 3) No almacenar en grandes pilas.
Soluciones previstas 1) Se recomienda utilizar las CUBETAS DE PLÁSTICO GRISES que tene-
mos en almacén y que son más pequeñas.
2) Colocar un plano inclinado, según se ve en la figura y que haríamos nosotros en el taller al precio de 12.500 ptas.
3) No influye, pues las cubetas grises pueden descansar una sobre otra, sin apoyarse en las piezas.
Resultados estimados — Ahorro de roturas entre el 0,5 y el 1 %, lo que equivale a 145.000 ó
290.000 ptas./año.
Arandela delgada La solución para evitar sus roturas está en ELIMINARLA. Ello lleva a un ahorro de 2,30 ptas/unidad, o sea 1.150.000 ptas./año,
más 145.000 ptas./año, al bajar el 0,5 % de desperdicios en el montaje de la arandela.
Es necesaria una modificación del molde, lo que significa un gasto de 68.000 ptas.
Faldón fino Regruesar la pieza en 1,5 mm de diámetro exterior encarece cada
unidad en 0,90 ptas.=450.000 ptas./año. Coste de modificación del molde 68.000 ptas. Se reducirían defectos
por 72.500 ptas./año. Por tanto, no se justifica esta solución.
Resumen — Ahorros totales: Manipulación: De 145.000 a 290.000 ptas/año. Arandela: 1.150.000 ptas/año+ 145.000 ptas/año.
137
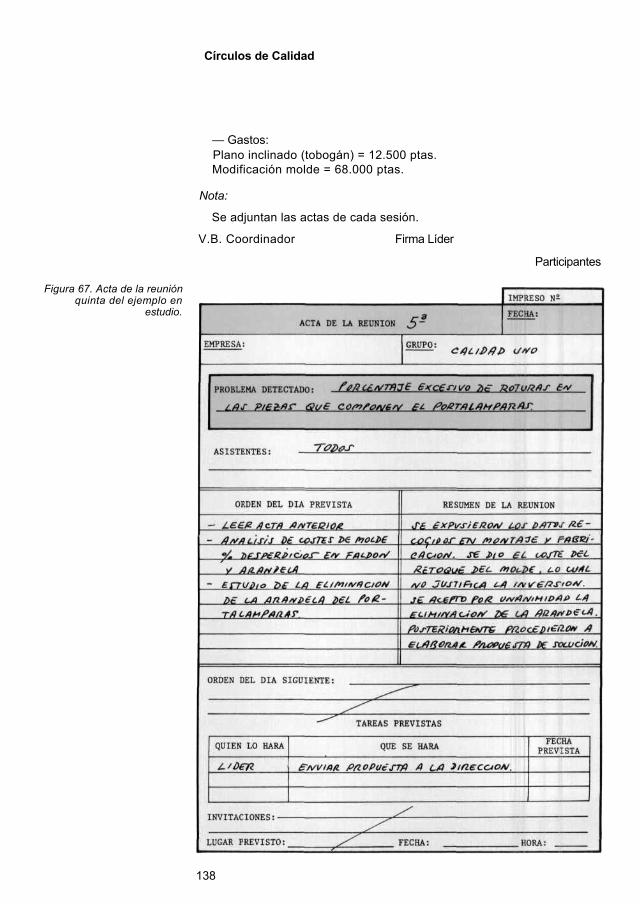
Círculos de Calidad
— Gastos: Plano inclinado (tobogán) = 12.500 ptas. Modificación molde = 68.000 ptas.
Nota: Se adjuntan las actas de cada sesión.
V.B. Coordinador Firma Líder
Participantes
Figura 67. Acta de la reunión quinta del ejemplo en
estudio.
138
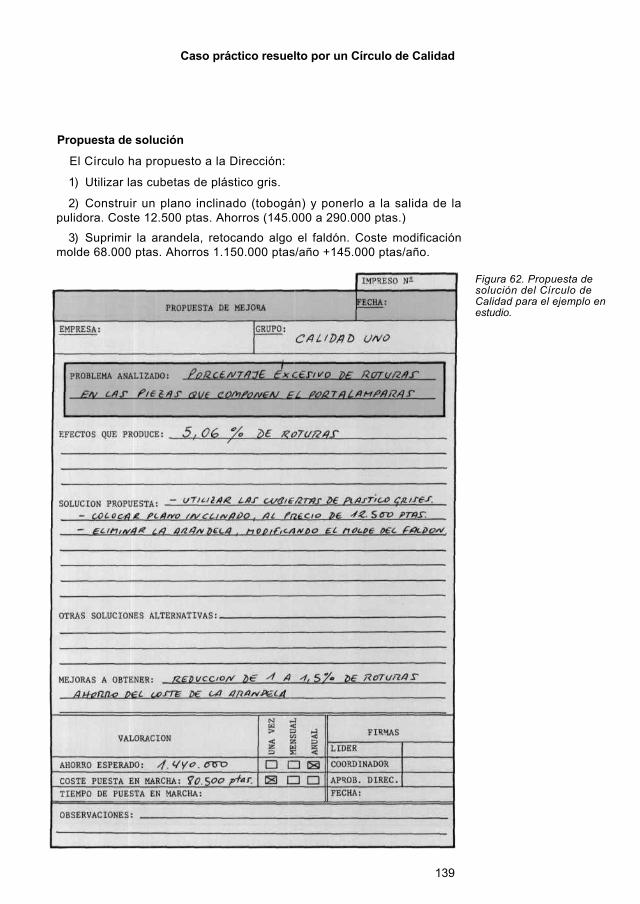
Caso práctico resuelto por un Círculo de Calidad
Propuesta de solución El Círculo ha propuesto a la Dirección: 1) Utilizar las cubetas de plástico gris.
2) Construir un plano inclinado (tobogán) y ponerlo a la salida de la pulidora. Coste 12.500 ptas. Ahorros (145.000 a 290.000 ptas.)
3) Suprimir la arandela, retocando algo el faldón. Coste modificación molde 68.000 ptas. Ahorros 1.150.000 ptas/año +145.000 ptas/año.
Figura 62. Propuesta de solución del Círculo de Calidad para el ejemplo en estudio.
139
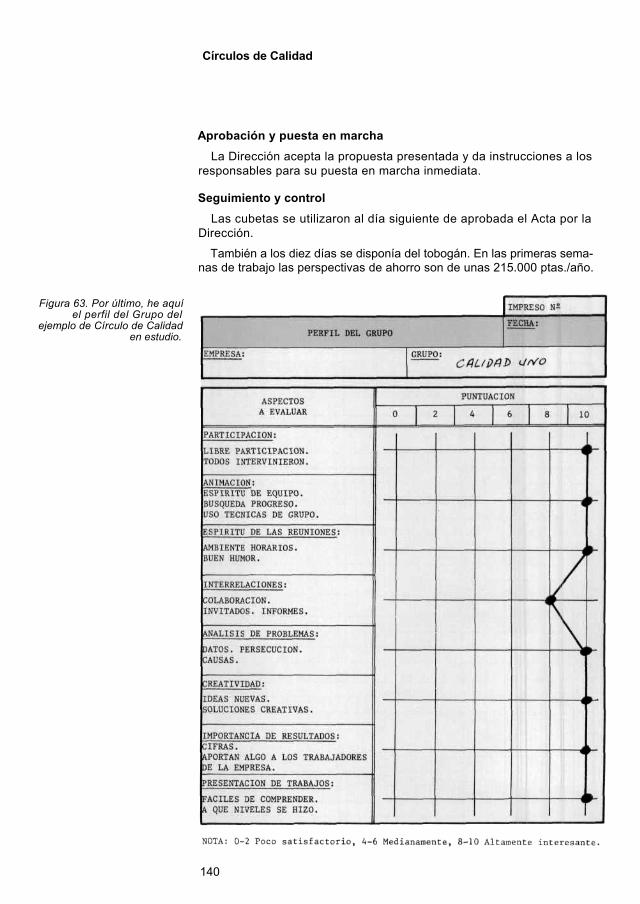
Círculos de Calidad
Aprobación y puesta en marcha La Dirección acepta la propuesta presentada y da instrucciones a los
responsables para su puesta en marcha inmediata.
Seguimiento y control Las cubetas se utilizaron al día siguiente de aprobada el Acta por la
Dirección. También a los diez días se disponía del tobogán. En las primeras sema-
nas de trabajo las perspectivas de ahorro son de unas 215.000 ptas./año.
Figura 63. Por último, he aquí el perfil del Grupo del
ejemplo de Círculo de Calidad en estudio.
140
Caso práctico resuelto por un Círculo de Calidad
Se ha modificado el molde del faldón lo que ha costado 95.000 ptas., algo más de lo presupuestado.
Desde que se dispone del molde modificado, ya no se han colocado arandelas. El aspecto externo del portalámparas es bonito. Aún no se cuenta con datos significativos de ahorros por eliminación de roturas.
COMENTARIOS Es de destacar que en este caso, la solución fue inesperada y no se
presentó hasta el final de la Cuarta Sesión. Es necesario analizar todos los temas y no ir nunca con soluciones
preconcebidas.
141


















