
MA86_Solucionario_Laboratorio_6_2013_1
20
ESTADÍSTICA – MA86 Solucionario Laboratorio Nº6- 2013 - 1 Prueba de hipótesis de diferencia de medias 1. ELECTRONICS S.A. es una compañía que fabrica piezas electrónicas, y para mejorar la producción piensa comprar una nueva máquina que fabrique las piezas empleando menos tiempo. El departamento de producción debe elegir entre la máquina A o B, y según afirma el vendedor la maquina B es más eficiente (fabrica las piezas en menos tiempo). Durante un periodo de prueba, al jefe de producción se le permitió operar ambas máquinas, de tal manera que registro al azar los tiempos en segundos de 10 piezas fabricadas por cada máquina. Máquina A 55 56 57 56 58 53 54 59 60 57 Máquina B 50 51 42 50 40 60 53 44 48 58 Utilizando un nivel de significación del 5% y suponiendo que los tiempos tienen distribución normal. a) ¿Se podría concluir que las varianzas de los tiempos de fabricación en ambas máquinas son homogéneas? Solución: X A = tiempo de producción de la máquina A (en segundos) X B = tiempo de producción de la máquina B (en segundos) Ingresando los datos en el Minitab:
-
Upload
anuar-anchelia -
Category
Documents
-
view
22 -
download
0
Transcript of MA86_Solucionario_Laboratorio_6_2013_1
ESTADÍSTICA – MA86Solucionario Laboratorio Nº6- 2013 - 1
Prueba de hipótesis de diferencia de medias
1. ELECTRONICS S.A. es una compañía que fabrica piezas electrónicas, y para mejorar la producción piensa comprar una nueva máquina que fabrique las piezas empleando menos tiempo. El departamento de producción debe elegir entre la máquina A o B, y según afirma el vendedor la maquina B es más eficiente (fabrica las piezas en menos tiempo). Durante un periodo de prueba, al jefe de producción se le permitió operar ambas máquinas, de tal manera que registro al azar los tiempos en segundos de 10 piezas fabricadas por cada máquina.
Máquina A 55 56 57 56 58 53 54 59 60 57Máquina B 50 51 42 50 40 60 53 44 48 58
Utilizando un nivel de significación del 5% y suponiendo que los tiempos tienen distribución normal.
a) ¿Se podría concluir que las varianzas de los tiempos de fabricación en ambas máquinas son homogéneas? Solución:
XA = tiempo de producción de la máquina A (en segundos) XB = tiempo de producción de la máquina B (en segundos)
Ingresando los datos en el Minitab:
Paso 1: Prueba de hipótesis de la razón de varianzas
Ho: σ 12=σ2
2
H1: σ 12≠σ2
2
Nivel de significación: = 0.05

Estadísticas/Estadísticas básicas/2 Varianzas
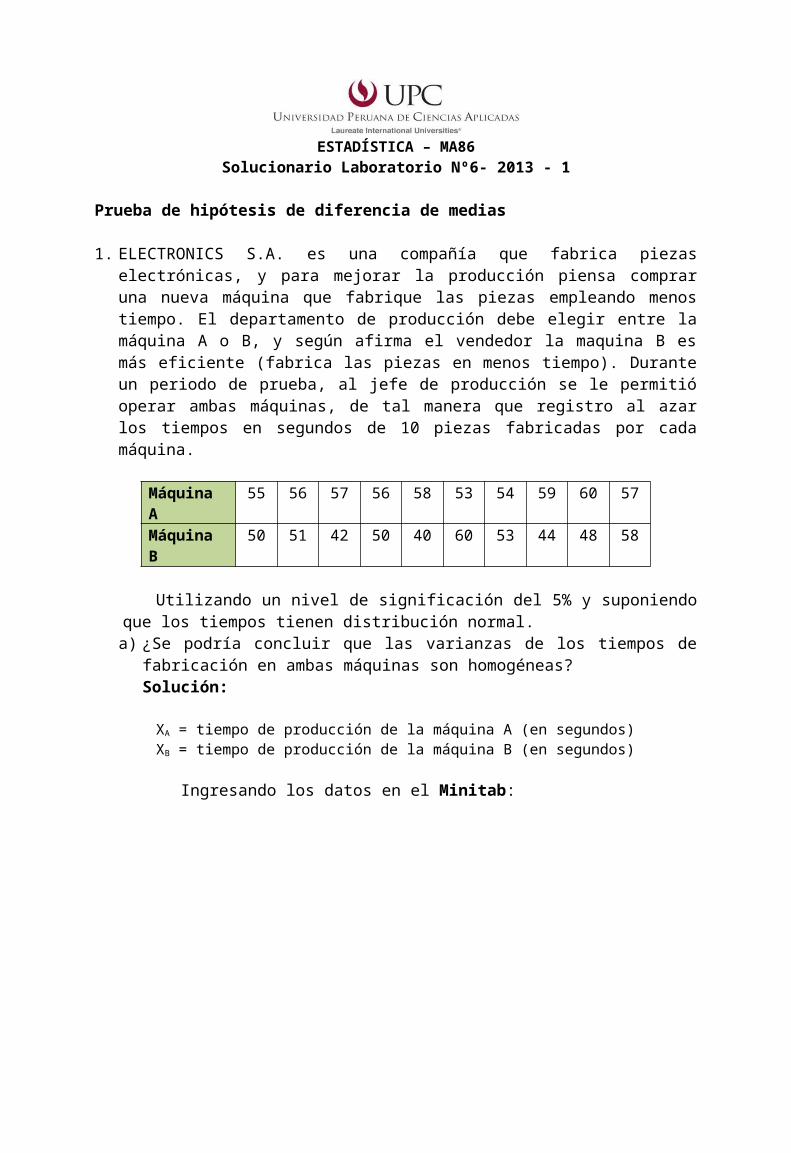
Aceptar/AceptarPrueba e IC para dos varianzas: A; B
Método
Hipótesis nula Varianza(A) / Varianza(B) = 1Hipótesis alterna Varianza(A) / Varianza(B) no = 1Nivel de significancia Alfa = 0,05
Estadísticas
Variable N Desv.Est. VarianzaA 10 2,173 4,722B 10 6,467 41,822
Relación de deviaciones estándar = 0,336Relación de varianzas = 0,113
Intervalos de confianza de 95%
IC para IC paraDistribución relación de relación dede los datos Desv.Est. varianzaNormal (0,167; 0,674) (0,028; 0,455)Continuo (0,161; 0,871) (0,026; 0,759)
Pruebas EstadísticaMétodo GL1 GL2 de prueba Valor PPrueba F (normal) 9 9 0,11 0,003Prueba de Levene (cualquiera continua) 1 18 5,37 0,033
Como Valor p = 0.003 < = 0.05 Se Rechaza Ho
Conclusión: Con un nivel de significación del 5%, se puede afirmar que las varianzas poblacionales son diferentes (Heterogéneas).
b) ¿Qué tipo de máquina debería elegir el departamento de producción?
Paso 2: Prueba de hipótesis de dos medias poblacionales
Ho: μA≤μB
H1: μA>μB
Nivel de significación: = 0.05
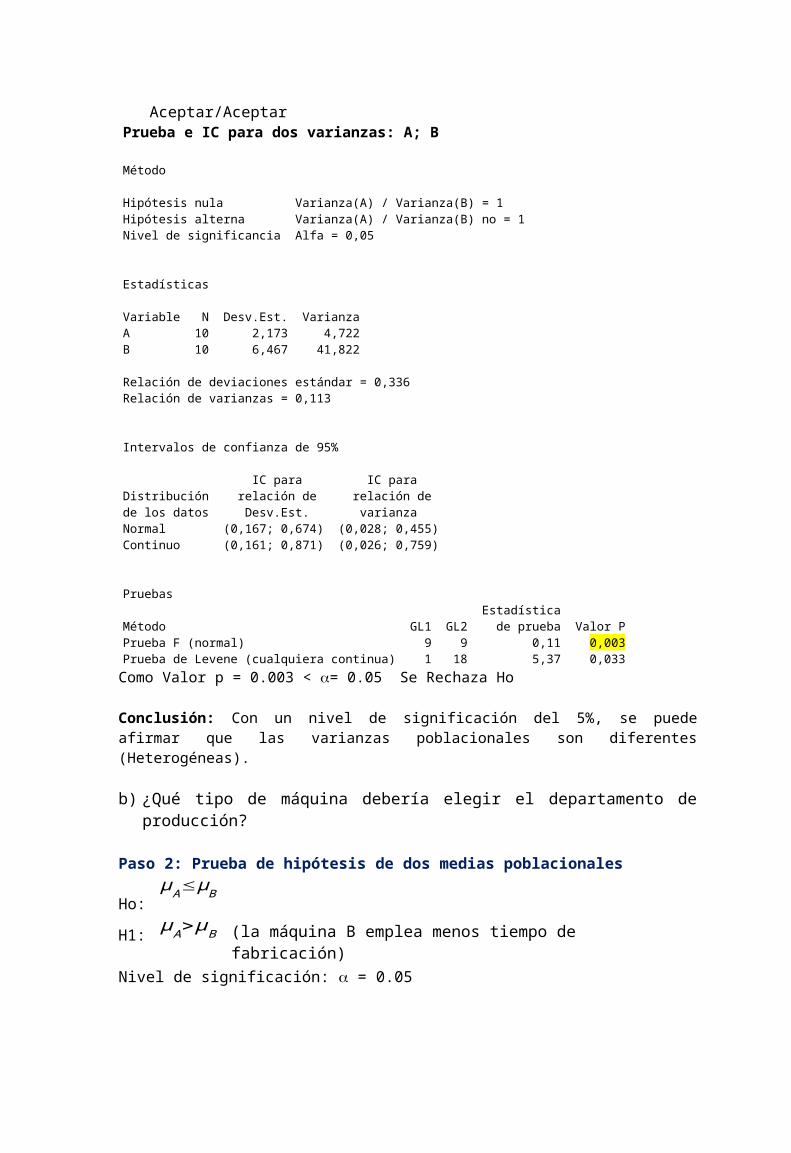
Estadísticas/Estadísticas básicas/T de 2 muestras
En Opciones…
Aceptar/Aceptar
(la máquina B emplea menos tiempo de fabricación)
Como las varianzas son Heterogéneas no se activa esta opción
Prueba T e IC de dos muestras: A; B
T de dos muestras para A vs. B
Error estándar de la N Media Desv.Est. mediaA 10 56,50 2,17 0,69B 10 49,60 6,47 2,0
Diferencia = mu (A) - mu (B)Estimado de la diferencia: 6,90Límite inferior 95% de la diferencia: 3,03Prueba T de diferencia = 0 (vs. >): Valor T = 3,20 Valor P = 0,004 GL = 11
Como Valor p = 0.004 = 0.05 entonces se Rechaza Ho
Conclusión: Con un nivel de significación del 5%, se puede afirmar estadísticamente que el tiempo
promedio de producción de la maquina A es mayor que la máquina B, por lo tanto la máquina B emplea menos tiempo de fabricación.
2. MATRIX S.A. es una empresa que se dedica a la fabricación de tornillos. El departamento de control de calidad le ha informado al jefe de producción que la longitud promedio del tornillo fabricado con la máquina I excede a la longitud promedio del tornillo fabricado con la máquina II en más de 10 milímetros, y por lo tanto no se está cumpliendo con las especificaciones técnicas. Para verificar esta información el jefe de producción ha tomado al azar dos muestras de tornillos fabricados con la maquinas I y II respectivamente,obteniendo los siguientes resultados:
Maquina
n X S
I 10 77.5 mm 3.071 mmII 12 68.1 mm 2.601 mm
Suponiendo que la longitud de los tornillossiguen una distribución normal, y en base a estos resultados, ¿el jefe de producción está de acuerdo con la información proporcionada por el departamento de control de calidad? Use = 0.05.
Solución:
X1: Longitud del tornillo tipo I (en mm)X2: Longitud del tornillo tipo II (en mm)
Paso 1: Prueba de hipótesis de la razón de varianzas
Ho: σ 12=σ2
2
H1: σ 12≠σ2
2
Nivel de significación: = 0.05
En Minitab:
Estadísticas/Estadísticas básicas/2 varianzas

Opciones…. Aceptar/ Aceptar…
Prueba e IC para dos varianzas
Método
Hipótesis nula Sigma(1) / Sigma(2) = 1Hipótesis alterna Sigma(1) / Sigma(2) not = 1Nivel de significancia Alfa = 0.05
Estadísticas
Muestra N Desv.Est. Varianza1 10 3.071 9.4312 12 2.601 6.765
Relación de deviaciones estándar = 1.181Relación de varianzas = 1.394
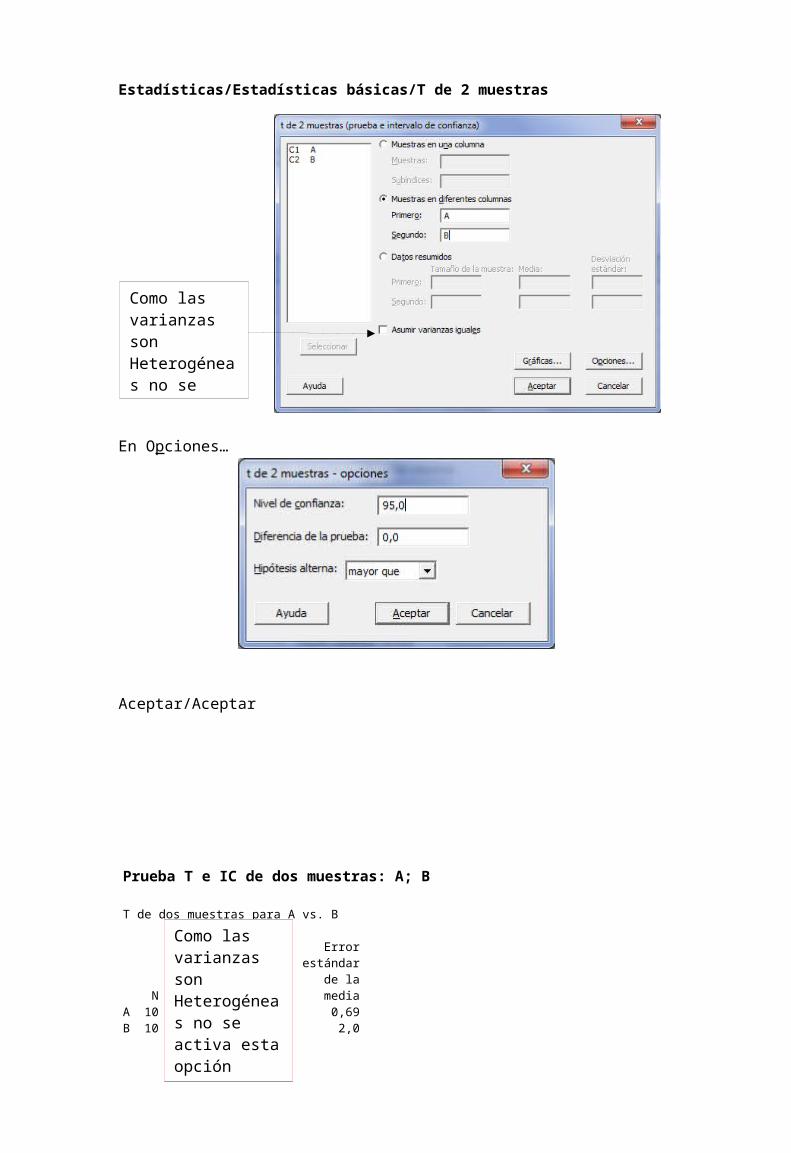
Intervalos de confianza de 95%
IC para IC paraDistribución relación de relación dede los datos Desv.Est. varianzaNormal (0.623, 2.335) (0.389, 5.454)
Pruebas EstadísticaMétodo GL1 GL2 de prueba Valor PPrueba F (normal) 9 11 1.39 0.594
Como Valor p = 0.594> = 0.05 No se Rechaza Ho
Conclusión: Con un nivel de significación del 5%, las varianzas poblacionales son homogéneas.

Paso 2: Prueba de hipótesis de dos medias poblacionales
Ho:
H1: Nivel de significación: = 0.05
En MinitabEstadísticas/Estadísticas básicas/T de 2 muestras
Opciones….
Aceptar/ Aceptar…
Prueba T de dos muestras e IC
Error estándar de laMuestra N Media Desv.Est. media1 10 77.50 3.07 0.972 12 68.10 2.60 0.75
Diferencia = mu (1) - mu (2)Estimado de la diferencia: 9.40Límite inferior 95% de la diferencia: 7.32Prueba T de diferencia = 10 (vs. >): Valor T = -0.50 Valor P = 0.688 GL = 20Ambos utilizan Desv.Est. agrupada = 2.8222
Como Valor p = 0.688 > = 0.05 entonces no se Rechaza Ho
Conclusión: Con un nivel de significación del 5%, no se puede afirmar que la longitud promedio del tornillo tipo I excede a la longitud promedio del tornillo tipo II en más de 10 mm, por lo tanto el jefe de producción no está de acuerdo con la información proporcionada por el departamento de control de calidad.
Prueba de hipótesis de diferencia de proporciones
Una fábrica produce dos tipos de productos A y B en dos turnos diferentes. Se desea observar el número de productos defectuosos en ambos turnos, para este fin se tomaron dos muestras una de cada turno de trabajo, y se registró la cantidad de productos defectuosos.Los resultados se muestran en la siguiente tabla:
TurnoProducto
A BDefectuosos No defectuosos Defectuosos No defectuosos
Mañana 20 200 50 300Tarde 5 150 25 200
a)Suponga que las muestras de cada turno son independientes, ¿Se puede afirmar que en el turno de la mañana se producen menos productos defectuosos que en el turno de la tarde? Use α = 0.05.
Solución:
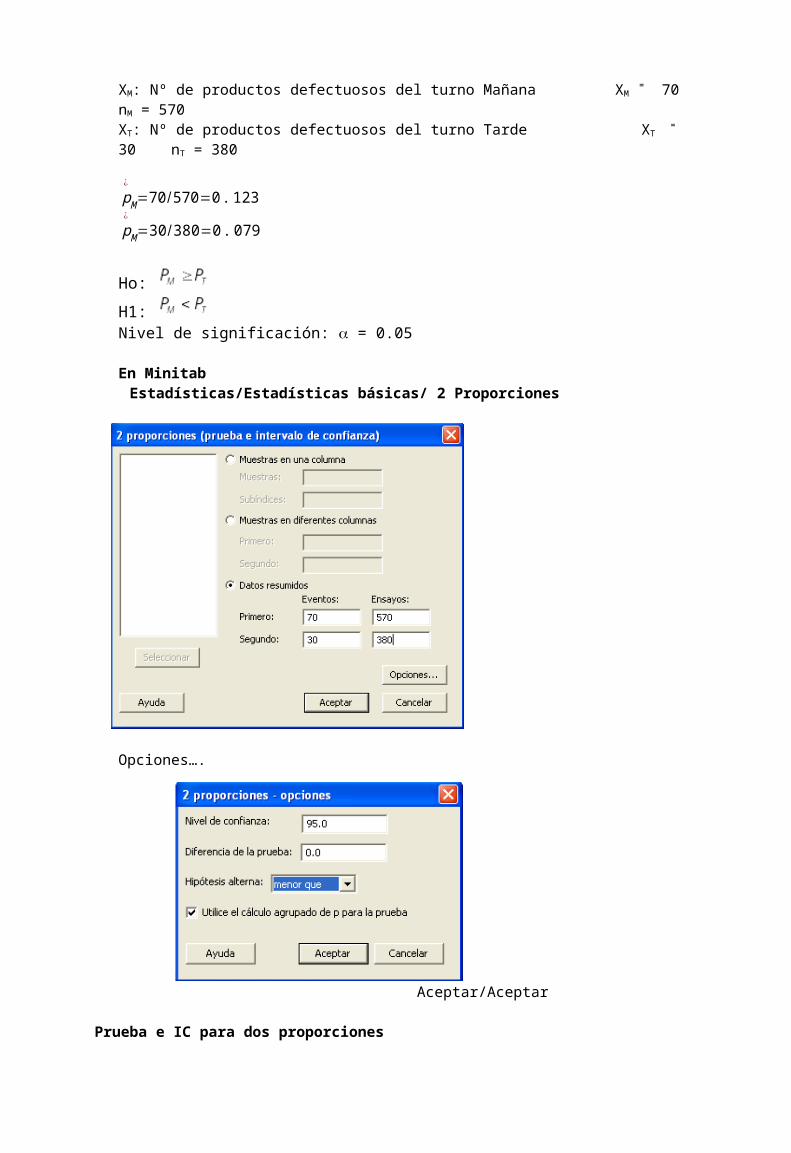
XM: Nº de productos defectuosos del turno Mañana XM = 70 nM = 570
XT: Nº de productos defectuosos del turno Tarde XT = 30 nT = 380
p¿
M=70/570=0 .123
p¿
M=30 /380=0 . 079
Ho:
H1: Nivel de significación: = 0.05
En Minitab Estadísticas/Estadísticas básicas/ 2 Proporciones

Opciones….
Aceptar/Aceptar
Prueba e IC para dos proporciones
Muestra X N Muestra p1 70 570 0.1228072 30 380 0.078947
Diferencia = p (1) - p (2)Estimado de la diferencia: 0.0438596Límite superior 95% de la diferencia: 0.0759384Prueba para la diferencia = 0 vs. < 0: Z = 2.16 Valor P = 0.985
Como Valor p = 0.985 > = 0.05 entonces no se Rechaza Ho
Conclusión: Con un nivel de significación del 5%, no se puede afirmar que en el turno de la mañana se producen menos productos defectuosos que el turno tarde.
b)Suponga que las muestras de cada tipo de producto son independientes, ¿Se puede afirmar que la proporción de productos defectuosos tipo A en el turno mañana es distinta a la proporción de productos defectuosos tipo B turno mañana?Use α = 0.04.
Pruebas de Bondad de Ajuste
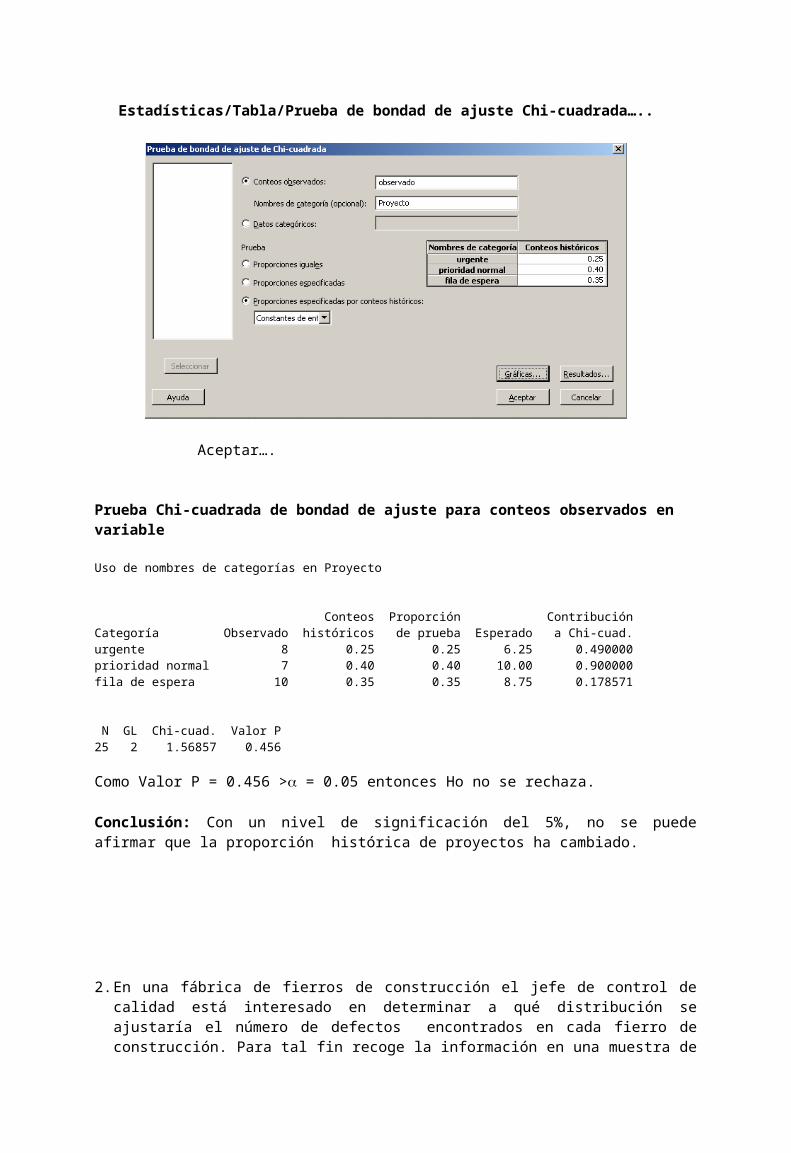
1. Los proyectos de construcción que llegan a la empresa constructora Líder S.A. pueden ser atendidos en una de 3 categorías diferentes: urgente, prioridad normal y fila de espera. El departamento de ingeniería ha estimado hace mucho tiempo que el 25%,40% y 35% de los proyectos son presentados respectivamente como urgentes, prioridad normal y fila de espera. Este mes se han presentado simultáneamente 25 proyectos a la empresa constructora donde 8 proyectos son urgentes, 7 son de prioridad normal y 10 son de fila de espera. Se desea probar si la proporción histórica de proyectos ha cambiado. Use =0.05
Solución:
Ho: La proporción histórica de proyectos no ha cambiado ( PU = 0.25, PN= 0.40, PF = 0.35)H1: La proporción histórica de proyectos ha cambiado
Nivel de significación: = 0.05
Ingreso de datos al Minitab
Estadísticas/Tabla/Prueba de bondad de ajuste Chi-cuadrada…..
Aceptar….
Prueba Chi-cuadrada de bondad de ajuste para conteos observados en variable
Uso de nombres de categorías en Proyecto
Conteos Proporción ContribuciónCategoría Observado históricos de prueba Esperado a Chi-cuad.urgente 8 0.25 0.25 6.25 0.490000prioridad normal 7 0.40 0.40 10.00 0.900000fila de espera 10 0.35 0.35 8.75 0.178571
N GL Chi-cuad. Valor P25 2 1.56857 0.456
Como Valor P = 0.456 > = 0.05 entonces Ho no se rechaza.
Conclusión: Con un nivel de significación del 5%, no se puede afirmar que la proporción histórica de proyectos ha cambiado.

2. En una fábrica de fierros de construcción el jefe de control de calidad está interesado en determinar a qué distribución se ajustaría el número de defectos encontrados en cada fierro de construcción. Para tal fin recoge la información en una muestra de 183 fierros del mismo tipo. Dicha información se muestra en la siguiente tabla:
Nº de defectos 0 1 2 3 4 5Nº de fierros 68 59 22 10 15 9
El jefe de control de calidad utilizara un nivel de significación del 5% para realizar la prueba respectiva. ¿A qué conclusión llega?
Solución:X = número de defectos en los fierros de construcción
Ho: El número de defectos en los fierros de construcción sigue una distribución de Poisson. H1: El número de defectos en los fierros de construcción no sigue una distribución de Poisson.
Nivel de significación: = 0.05
Ingreso de datos al Minitab
Estadísticas/Estadísticas básicas/ Prueba de bondad de ajuste para Poisson
Aceptar….
Prueba de bondad de ajuste para distribución de Poisson
Columna Datos: Nº de defectosColumna Frecuencia: Nº de fierros
Media de Poisson para Nº de defectos = 1.30055
Nº de Probabilidad Contribucióndefectos Observado de Poisson Esperado a Chi-cuad.0 68 0.272383 49.8461 6.61171 59 0.354247 64.8271 0.52382 22 0.230357 42.1553 9.63673 10 0.099863 18.2750 3.7470>=4 24 0.043150 7.8965 32.8406
N N* GL Chi-cuad. Valor P183 0 3 53.3597 0.000
Como Valor P = 0.000 < = 0.05 entonces Ho se rechaza*verificar también con el Chi-cuad = 53.3597
Conclusión: Con un nivel de significación del 5%, se puede afirmar que el número de defectos en los fierros de construcción no sigue una distribución de Poisson.
3. La oficina de inspectoría de locales públicos realiza cuatro inspecciones cada día y desea analizar la distribución del número de locales sancionados por incumplimiento de las normas de seguridad. Para ello recopila información a lo largo de 300 días de trabajo, obteniéndose los resultados que se muestran en la tabla:
Nº de locales sancionados 0 1 2 3 4Nº de días 65 100 90 20 25
Al nivel de significación del 5%, se puede afirmar que el número de locales sancionados por día sigue una distribución binomial?
Solución: En Minitab
Ho: El número de locales sancionados sigue una distribución BinomialH1: El número de locales sancionados no sigue una distribución Binomial
Nivel de significación: = 0.05
= E(X) = (XOi)/(Oi) = 440/300= 1.47
En la distribución binomial E(X) = n*p p = 1.47/4 = 0.3675 (probabilidad de éxito)
calculando las probabilidades para los valores de X:

En Minitab
Copiando las probabilidades obtenidas en el Minitab:

Estadísticas/Tablas/Prueba Chi-cuadrada de bondad de ajuste (una variable)…
Prueba Chi-cuadrada de bondad de ajuste para conteos observados en variable: Oi
Conteos Proporción ContribuciónCategoría Observado históricos de prueba Esperado a Chi-cuad.1 65 0.160045 0.160045 48.014 6.00962 100 0.371962 0.371962 111.589 1.20353 90 0.324181 0.324181 97.254 0.54114 20 0.125572 0.125572 37.672 8.28975 25 0.018240 0.018240 5.472 69.6898
N GL Chi-cuad. Valor P300 4 85.7337 0.000
Como Valor P = 0.000 < = 0.05 entonces Ho se rechaza*verificar también con el Chi-cuad = 85.7337
Conclusión: Con un nivel de significación del 5%, se puede afirmar que el número de locales sancionados no sigue una distribución de Binomial.

Prueba de independencia
Un proceso de producción emplea cinco tipos de máquinas (M1,M2,M3,M4,M5) en sus tres operaciones de desplazamiento (D1,D2,D3). Se obtuvo una muestra de 165 fallas de acuerdo con la máquina y operación de desplazamiento en la que ocurrió la falla registrándose los resultados en las columnas Desplazamiento y Máquinas en la Base de datosLab6_2013_01. Pruebe con un nivel de significación del 1% si existe independencia entre la operación de desplazamiento y la falla de la máquina.
Solución:
Ho: La operación de desplazamiento es independiente de la falla de la máquinaH1: La operación de desplazamiento no es independiente de la falla de la máquina
Nivel de significación: = 0.01
Estadísticas/Tablas/Tabulación cruzada y Chi cuadrada….
Estadísticas tabuladas: Desplazamiento, Máquina
Filas: Desplazamiento Columnas: Máquina
M1 M2 M3 M4 M5 Todo
D1 10 12 8 14 8 52 11.66 9.14 11.03 10.72 9.45 52.00
D2 15 8 13 8 12 56 12.56 9.84 11.88 11.54 10.18 56.00
D3 12 9 14 12 10 57 12.78 10.02 12.09 11.75 10.36 57.00
Todo 37 29 35 34 30 165 37.00 29.00 35.00 34.00 30.00 165.00
Contenido de la celda: Conteo Conteo esperado
Chi-cuadrada de Pearson = 6.002, GL = 8, Valor P = 0.647Chi-cuadrada de la tasa de verosimilitud = 6.042, GL = 8, Valor P = 0.643
Como Valor P = 0.647> = 0.01 entonces Ho no se rechaza*verificar también con el Chi-cuad = 6.002
Conclusión: Con un nivel de significación del 1% la operación de desplazamiento es independiente de la falla de la máquina.

Análisis de regresión lineal simple
Suponga que un ingeniero de una empresa dedicada a la fabricación de soldadura en puntos de aluminio desea predecir la resistencia al esfuerzo cortante (kg) en función al diámetro de la soldadura (cm). Para ello toma una muestra de tamaño 10 cuyos valores se encuentran en la base de datos Lab6_2013_01.
a) Realice el diagrama de dispersión de estas variables.
Solución:
Gráfica/Gráfica de dispersión
Aceptar….

b) Estime la ecuación de regresión.
Estadísticas/Regresión/ Regresión…
Aceptar…..
Análisis de regresión: Resistencia vs. Diametro
La ecuación de regresión esResistencia = 1.48 + 2.53 Diametro
Predictor Coef SE Coef T PConstante 1.482 1.298 1.14 0.287Diametro 2.5309 0.7128 3.55 0.008
S = 1.27927 R-cuad. = 61.2% R-cuad.(ajustado) = 56.3%
Análisis de varianza
Fuente GL SC CM F PRegresión 1 20.632 20.632 12.61 0.008Error residual 8 13.092 1.637Total 9 33.724


















