MANUAL DE TORNEADO DE PIEZAS - mific.gob.ni Industria/MANUAL DE... · El torno es una máquina que...
46
PRAMECLIN Programa de Apoyo a la Mejora del Clima de Negocios e Inversiones en Nicaragua Proyecto: “Desarrollo Curricular y Certificación Ocupacional por Competencias Laborales en Programas de Capacitación Apropiados para las MYPE” MANUAL PARA EL PARTICIPANTE TORNEADO DE PIEZAS PARA MUEBLES
-
Upload
nguyenhanh -
Category
Documents
-
view
236 -
download
2
Transcript of MANUAL DE TORNEADO DE PIEZAS - mific.gob.ni Industria/MANUAL DE... · El torno es una máquina que...

PRAMECLINPrograma de Apoyo a la Mejora del Clima de
Negocios e Inversiones en Nicaragua
Proyecto: “Desarrollo Curricular y Certificación Ocupacional
por Competencias Laborales en Programas de Capacitación
Apropiados para las MYPE”
MANUAL PARA EL
PARTICIPANTE TORNEADO DE
PIEZAS
PARA MUEBLES

INSTITUTO NACIONAL TECNOLÓGICO
Sra. Loida García Obando
Directora Ejecutiva
Sr. Jairo Javier Espinoza Ruiz Sub Director Ejecutivo
Sra. Daysi Rivas Mercado
Directora General de Formación Profesional
COORDINACIÓN TÉCNICA
Sra. Nelly Pedroza Carballo Responsable Departamento de Currículum
Sr. Mario Valle Montenegro
Especialista de Formación Profesional
ORGANISMO FINANCIANTE
PROGRAMA DE APOYO A LA MEJORA DEL CLIMA DE NEGOCIOS E INVERSIONES EN
NICARAGUA (PRAMECLIN-MIFIC).
INDICE
Página(s)
Unidad de competencia……………………………………………………….. 1 Elemento de competencia…………………………………………………….. 1 Objetivo General ……………………………………………………………….. 1 Recomendaciones Generales………………………………………………… 1 Presentación…………………………………………………………………… 2 Unidad I: Torneado cilíndrico de madera……………………………………. 3 Objetivo de la unidad…………………………………………………………… 3 1. Torno………………………………………………………………………….. 3 1.1 Introducción…………………………………………………………………. 3 1.2 Definición…………………………………………………………………… 3 1.3 Partes del torno…………………………………………………………….. 3 Partes principales del torno…………………………………………………… 4 1.4 Accesorios del torno……………………………………………………….. 4 Instrumentos de medidas……………………………………………………… 6 1.5 Herramientas de tornear………………………………………………….. 6 1.6 Elaboración de plantillas o patrón……………………………………….. 7 Uso de un modelo……………………………………………………………… 8 1.7 Preparación de la madera………………………………………………… 8 2. Técnicas del proceso del torneado cilíndrico…………………………….. 9 2.1 Torneado de piezas de madera………………………………………….. 9 Centrado de la pieza…………………………………………………………… 9 Montaje de la pieza……………………………………………………………. 11 Posición de apoyo para la herramienta……………………………………… 11 Manera de desbastar un cilindro……………………………………………… 12 Posición de las manos…………………………………………………………. 13 Manera de alisar un cilindro…………………………………………………… 14 Uso del escoplo tronzador…………………………………………………….. 15 Escuadrando un extremo……………………………………………………. 15 Manera de cortar un escalón………………………………………………….. 16 Torneado de boceles pequeños………………………………………………. 18 Ranuras triangulares…………………………………………………………… 20 Cortes largos……………………………………………………………………. 21 Ranuras curvas…………………………………………………………………. 21 Tramos cuadrados……………………………………………………………… 23 Forma de tornear una pieza…………………………………………………… 24 3. Normas de seguridad e higiene al usar el torno…………………………. 25 Ejercicio de autoevaluación………………………………………………….. 26 Unidad II: Torneado de piezas de madera…………………………………… 27 Objetivo de la unidad…………………………………………………………… 27 1. Elaboración de piezas con anillo………………………………………….. 27 2. Elaboración en forma de bola……………………………………………… 30 3. Elaboración de piezas en forma de pichel……………………………….. 31 4. Elaboración de aros, macizos, topes, espigas………………………….. 32 5. Elaboración de bancos…………………………………………………….. 33
6.Elaboración de patas de mesas…………………………………………… 34 7. Elaboración de patas de cama…………………………………………….. 34 8.Elaboración de frentes y costados de sillas………………………………. 35 9. Elaboración de soporte de sillas…………………………………………… 36 10. Elaboración de bolillos para cerchas…………………………………….. 37 11. Aplicación de medidas de higiene y seguridad…………………………. 37 Ejercicios de autoevaluación…………………………………………………. 39 Glosario………………………………………………………………………….. 40 Bibliografía………………………………………………………………………. 41

1
Unidad de Competencia Tornero en Madera
Elemento de Competencias Torneado de piezas para muebles
Objetivo General Tornear piezas de madera, de acuerdo al diseño del producto.
Recomendaciones Generales
Para iniciar el estudio del Manual para el participante, usted debe estar claro que siempre su dedicación y esfuerzo le permitirán adquirir los conocimientos, habilidades y destrezas del elemento de competencias a la cual corresponde el Módulo Formativo donde se hace uso de este manual.
Al comenzar un tema debe leer detenidamente los objetivos y actividades de aprendizaje propuestas y las orientaciones generales.
Lea el contenido del manual y analícelos detenidamente para responder objetivamente los ejercicios de autoevaluación.
Consulte siempre a su docente, cuando necesite alguna aclaración.
Amplíe sus conocimientos con la bibliografía indicada u otros textos que estén a su alcance.
A medida que avance en el estudio de los temas, vaya recopilando sus inquietudes o dudas sobre los temas desarrollados, para solicitar aclaraciones durante las sesiones de clase.
Resuelva responsablemente los ejercicios de autoevaluación y verifique sus respuestas con sus demás compañeros e instructor.

2
PRESENTACIÓN
El Instituto Nacional Tecnológico (INATEC), como organismo rector de la Formación Profesional en Nicaragua ha establecido un conjunto de políticas y estrategias en el marco de la implementación del Plan Nacional de Desarrollo Humano, para contribuir con el desarrollo económico que nos permita avanzar en la eliminación de la pobreza en Nicaragua.
El Gobierno de Reconciliación y Unidad Nacional a través de INATEC a lo largo de 4 años ha formado y entregado miles de nuevos técnicos a la economía nacional, brindándoles mayores oportunidades de empleo y mejores condiciones de vida a las familias nicaragüenses, mediante una oferta de Formación Profesional más amplia que dignifique los oficios, formando con calidad a jóvenes, mujeres y adultos, contribuyendo así, a la generación de riqueza para el bienestar social con justicia y equidad.
Nos proponemos profundizar la ruta de restitución de derechos para continuar cambiando hacia un modelo que brinde más acceso, calidad y pertinencia al proceso de Formación Profesional de las/los nicaragüenses sustentada en valores cristianos, ideales socialistas y prácticas cada vez más solidarias.
Este esfuerzo debe convocarnos a todos, empresarios, productores del campo y la ciudad, a los subsistemas educativos, a la cooperación nacional e internacional disponiendo recursos y energías de manera integral y solidaria, para el presente y el futuro; a trabajar en unidad para la formación de profesionales técnicos con competencias en las especialidades; agropecuaria, agroindustrial, industrial, construcción, turismo e idiomas; dotar de recursos humanos competentes a la micro, pequeña y mediana empresa y acompañar a las mujeres en iniciativas productivas en todos los campos.
INATEC, con el auspicio y apoyo de la cooperación de la Comunidad Europea, mediante El
“Programa de Apoyo a la Mejora del Clima de Negocios e Inversiones en Nicaragua
PRAMECLIN-MIFIC,” hace posible la edición de estos manuales de la Rama Madera
Muebles, los cuales serán utilizados para dar respuesta a los requerimientos de capacitación
complementaria de los trabajadores de los Departamentos de Masaya, Chinandega y León,
participantes en la acción denominada "Desarrollo curricular y certificación ocupacional por
competencias laborales en programas de capacitación apropiados para las MIPYME".
3
UNIDAD I: Torneado Cilíndrico de Piezas de Madera
Objetivo de la unidad: Tornear piezas de madera cilíndricas, tomando en cuenta plantillas y el diseño de los productos. I. Torno 1.1 Introducción Tornear la madera es un arte. El torno más que ninguna otra herramienta del taller, constituye una unidad completa, capaz de producir trabajos terminados. La operación de la máquina no es difícil en realidad cualquier principiante puede hacer verdaderos trabajos de torno usando métodos de raspadura. La verdadera operación de tornear madera se ejecuta cortando para adquirir la habilidad necesaria para moldear piezas torneadas rápidamente y bien, es necesario tener algún conocimiento de los métodos y mucha práctica en su aplicación. 1.2 Definición El torno es una máquina que permite elaborar piezas cilíndricas, cónicas, esféricas, patas para sillas y mesas y un sin fin de trabajos variados de gran aplicación sobre todo en la ebanistería. 1.3 Partes del torno Los tornos para madera se designan de acuerdo con el diámetro máximo de la pieza que puede hacer girar sobre la bancada un torno que pueda girar 12” de diámetro se llama torno de 12 pulgadas.

4
Partes principales del torno
Fig. 1 1. Tapa de la polea 8. Palanca de fijación de la base 14 Palanca de avance del cabezal 2. Cabezal fijo 9. Palanca de sujeción de apoyo móvil 3. Eje del cabezal 10. Base del cabezal móvil 15. Palanca de sujeción del cabezal 4. Índice 11. Cabezal móvil móvil 5. Bancada 12. Eje del cabezal móvil 16. Tornillo para movimiento trans- 6. Base del apoyo de las 13.Palanca de sujeción del eje versal. Herramientas del cabezal móvil 17. Llave para el cabezal 7. Apoyo para herramienta 18. Apoyo de 4” para herramienta 19. Punta de diente 20. Punta de copa 21. Llave allen 22. Plato de refrentar de 3”
1.4 Accesorios del torno
Existen varios accesorios que se usan por frecuencia para tornear madera. El soporte de 24” para herramientas es inapreciable cuando se tornean piezas cuya longitud no se puede abarcar por completo con un apoyo más corto. El soporte en ángulo recto sirve para trabajos que se hacen en el plato, y permite tornear tanto el borde como la cara de la pieza. La punta de tornillo proporciona un método rápido y satisfactorio para montar piezas pequeñas que van a tornearse en el plato. El árbol porta disco es una valiosa montadura para la muela de los esmeriles, cepillos circulares de alambre o ruedas para pulir; se construye con rosca izquierda o derecha, para adaptarse a cualquiera de los extremos del eje. Los accesorios para fijar son útiles, y de los dos tipos más comunes son el cilindro y el disco para lijar. La luneta se usa como soporte cuando las piezas que van a tornearse son largas y delgadas o como soporte extremo, cuando las piezas son más cortas.

5
Los accesorios para uso específico en el torno de un modelo determinado pueden varias ligeramente de forma para adaptarse al funcionamiento mecánico del torno.
Fig. 2

6
Instrumentos de medidas Para el trabajo de torneado son necesarios algunos instrumentos de medidas, por ejemplo, la regla y los calibradores. La regla se usa para medir a lo largo de la pieza que se tornea y para medir diámetros se usan diversos calibradores. De estos los mejores son los tipos de resorte, porque con frecuencia se aplican directamente a la pieza que está girando, y debe poderse confiar en que conservarán las medidas, permaneciendo en esa posición. Los compases de puntas se usan principalmente cuando los trabajos se hacen en el plato del torno, donde son útiles para marcar los diversos diámetros. Fig. 3 1.5 Herramientas para tornear
El juego estándar de herramientas que se usa para tornear madera comprende cinco formas diferentes.
La más importante es la:
a) gubia que es un escoplo de filo redondeado, acanalado, que se usa para hacer cortes para desbastar, hacer cortes curvos y otras operaciones.
b) Escoplo oblicuo de doble filo o inclinado, con el extremo afilado formando un ángulo en vez de estar a escuadra. Esta herramienta se usa para alisar cilindro cortar esquinas, moldura en V.
c) El escoplo punta de lanza o de diamante y el de punta redondeada, son herramientas para raspar, que se usan cuando su forma se adapta al contorno de la pieza.
d) El escoplo punta redonda
7
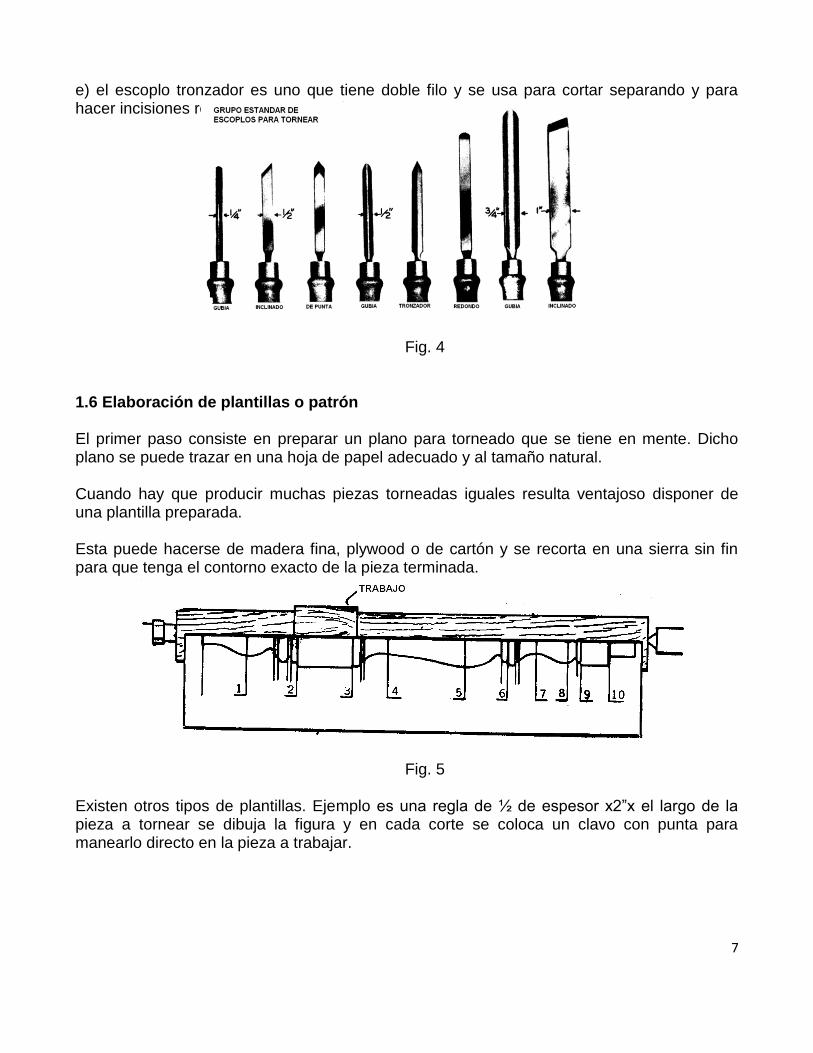
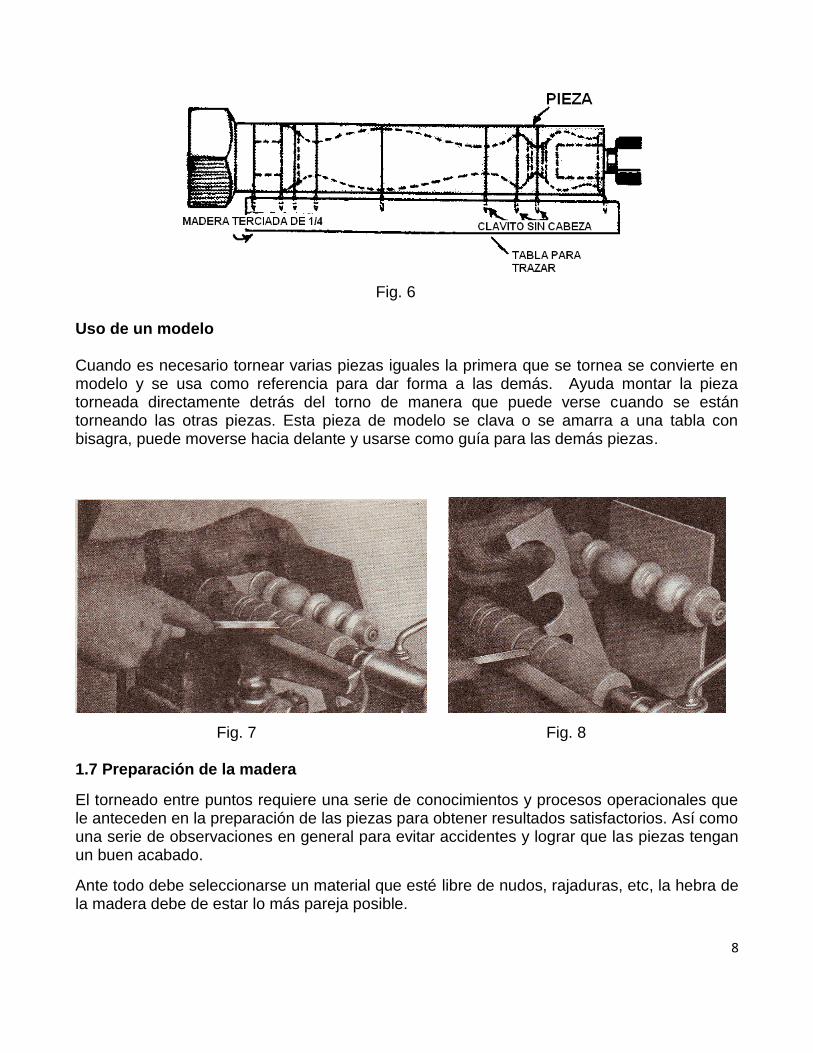
e) el escoplo tronzador es uno que tiene doble filo y se usa para cortar separando y para hacer incisiones rectas o cortes de diámetro. Fig. 4 1.6 Elaboración de plantillas o patrón El primer paso consiste en preparar un plano para torneado que se tiene en mente. Dicho plano se puede trazar en una hoja de papel adecuado y al tamaño natural. Cuando hay que producir muchas piezas torneadas iguales resulta ventajoso disponer de una plantilla preparada. Esta puede hacerse de madera fina, plywood o de cartón y se recorta en una sierra sin fin para que tenga el contorno exacto de la pieza terminada. Fig. 5 Existen otros tipos de plantillas. Ejemplo es una regla de ½ de espesor x2”x el largo de la pieza a tornear se dibuja la figura y en cada corte se coloca un clavo con punta para manearlo directo en la pieza a trabajar.
8
Fig. 6 Uso de un modelo Cuando es necesario tornear varias piezas iguales la primera que se tornea se convierte en modelo y se usa como referencia para dar forma a las demás. Ayuda montar la pieza torneada directamente detrás del torno de manera que puede verse cuando se están torneando las otras piezas. Esta pieza de modelo se clava o se amarra a una tabla con bisagra, puede moverse hacia delante y usarse como guía para las demás piezas. Fig. 7 Fig. 8 1.7 Preparación de la madera
El torneado entre puntos requiere una serie de conocimientos y procesos operacionales que le anteceden en la preparación de las piezas para obtener resultados satisfactorios. Así como una serie de observaciones en general para evitar accidentes y lograr que las piezas tengan un buen acabado.
Ante todo debe seleccionarse un material que esté libre de nudos, rajaduras, etc, la hebra de la madera debe de estar lo más pareja posible.

9
Las caras de las piezas deben de estar a escuadra aproximadamente entre sí y las cabezas a extremos a escuadra con las caras. Según el trabajo que se debe de realizarse a las piezas siempre debe dejarse un sobrante de largo nunca menor de 25mm en los 2 extremos.
Preparación de una pieza ochavada.
Se tornean piezas de dimensiones considerables, como son las patas de mesa, cama o columnas, es conveniente rebajar las aristas de la pieza, antes de montarla en el torno.
Con esto se reduce la vibración de la máquina producida por las piezas en movimiento, así como también se aligera el desbaste.
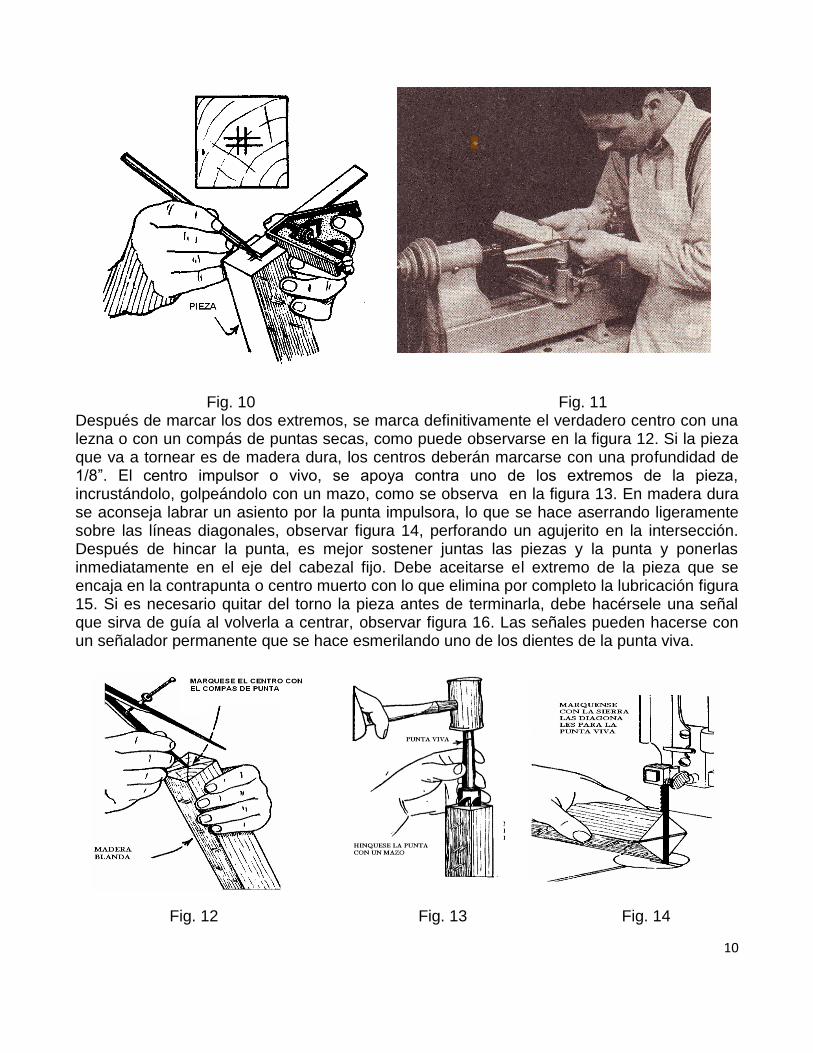
Patas de mesa con aristas rebajadas Fig. 9 2. Técnicas del proceso del torneado cilíndrico 2.1 Torneado de piezas de madera Al torneado que se hace entre puntas del torno se le llama torneado cilíndrico. Este es el tipo principal de torneado, representado por las patas de las sillas y de las mesas, pies de lámparas, etc. El torneado puede hacerse empleando las técnicas de raspado o de corte; la de corte, por quitar madera con mayor rapidez y producir una superficie más lisa, es casi indispensable para un buen trabajo. Centrado de la pieza. La pieza de madera que va a tornearse para formar un cilindro debe ser de sección aproximadamente cuadrada, y sus extremos deberán estar a escuadra con los lados. En las figuras 10 y 11 se indican los métodos comunes que se emplean para determinar el centro. En el primero de ellos se hace una raya a una distancia más o menos igual a la mitad de la anchura de la pieza, a partir de cada uno de los cuatro lados de ella. El pequeño cuadro que de esta manera se forme en el centro, puede usarse para marcar el centro verdadero. El método de las diagonales consiste en trazar líneas de esquina a esquina, cuya intersección marca el centro de la pieza.
10
Fig. 10 Fig. 11
Después de marcar los dos extremos, se marca definitivamente el verdadero centro con una lezna o con un compás de puntas secas, como puede observarse en la figura 12. Si la pieza que va a tornear es de madera dura, los centros deberán marcarse con una profundidad de 1/8”. El centro impulsor o vivo, se apoya contra uno de los extremos de la pieza, incrustándolo, golpeándolo con un mazo, como se observa en la figura 13. En madera dura se aconseja labrar un asiento por la punta impulsora, lo que se hace aserrando ligeramente sobre las líneas diagonales, observar figura 14, perforando un agujerito en la intersección. Después de hincar la punta, es mejor sostener juntas las piezas y la punta y ponerlas inmediatamente en el eje del cabezal fijo. Debe aceitarse el extremo de la pieza que se encaja en la contrapunta o centro muerto con lo que elimina por completo la lubricación figura 15. Si es necesario quitar del torno la pieza antes de terminarla, debe hacérsele una señal que sirva de guía al volverla a centrar, observar figura 16. Las señales pueden hacerse con un señalador permanente que se hace esmerilando uno de los dientes de la punta viva. Fig. 12 Fig. 13 Fig. 14

11
Fig. 15 Fig. 16 Montaje de la pieza. El montaje se hace moviendo el cabezal móvil hasta que quede a una distancia de 1” o 1 ½” del extremo de la pieza, sujetándola en esta posición. Hágase avanzar el centro de la contrapunta dándole vuelta al manubrio de alimentación hasta que haga contacto con la pieza. Continúese avanzando el centro al mismo tiempo que se hace girar la pieza lentamente con la mano. Cuando se dificulta seguirle dando vuelta, aflójese la alimentación un cuarto de vuelta y sujétese el eje del cabezal móvil. Posición del apoyo para la herramienta. Ahora se coloca en su sitio el apoyo para la herramienta, a una distancia horizontal aproximadamente de 1/8” de la pieza y a 1/8” arriba de la línea central de ella, como se ve en la figura 17. Esta posición puede modificarse según la pieza y la preferencia del operario. Puede ponerse una señal en el vástago del apoyo para las herramientas, como se observa en la figura 18, para volverlo a colocar rápidamente y con precisión. Cuando ya se ha adquirido algo de experiencia, la colocación del apoyo de las herramientas pasa a segundo término.
Fig. 17 Fig. 18
12
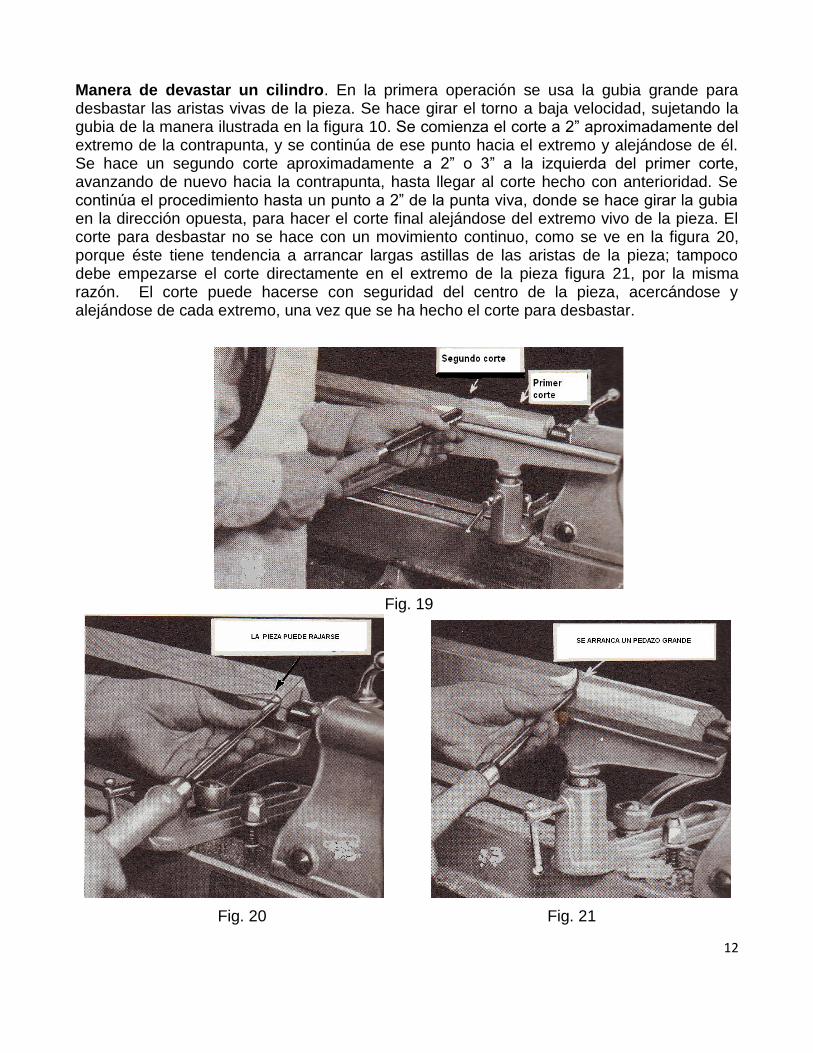
Manera de devastar un cilindro. En la primera operación se usa la gubia grande para desbastar las aristas vivas de la pieza. Se hace girar el torno a baja velocidad, sujetando la gubia de la manera ilustrada en la figura 10. Se comienza el corte a 2” aproximadamente del extremo de la contrapunta, y se continúa de ese punto hacia el extremo y alejándose de él. Se hace un segundo corte aproximadamente a 2” o 3” a la izquierda del primer corte, avanzando de nuevo hacia la contrapunta, hasta llegar al corte hecho con anterioridad. Se continúa el procedimiento hasta un punto a 2” de la punta viva, donde se hace girar la gubia en la dirección opuesta, para hacer el corte final alejándose del extremo vivo de la pieza. El corte para desbastar no se hace con un movimiento continuo, como se ve en la figura 20, porque éste tiene tendencia a arrancar largas astillas de las aristas de la pieza; tampoco debe empezarse el corte directamente en el extremo de la pieza figura 21, por la misma razón. El corte puede hacerse con seguridad del centro de la pieza, acercándose y alejándose de cada extremo, una vez que se ha hecho el corte para desbastar. Fig. 19
Fig. 20 Fig. 21

13
En la posición de la gubia con relación a la pieza, existen dos o tres aspectos importantes. Primero, puede hacerse avanzar sobre la pieza, ya sea de derecha o izquierda o de izquierda a derecha. Es preferible la última dirección, o sea, del cabezal fijo al cabezal móvil, porque en esta forma la viruta no cae sobre el operario. Se hace girar la gubia ligeramente en la misma dirección del avance como aparece en la figura 22. La herramienta se sostiene bastante arriba de la obra, con el bisel o filo tangente a la superficie de revolución, como se muestra en al figura 23. En esta posición se hará un rebaje limpio, cortando. Cuando se empuja normal a la pieza, como en la figura 24 la gubia rebaja raspando, lo que normalmente constituye un mal método para tornear piezas cilíndricas. Se continúa el corte para desbastar hasta que el tamaño de la pieza sea 1/8” mayor que el diámetro requerido, aumentando a la segunda o tercera velocidad (1,400 a 2,400 r.p.m.) cuando ya se ha obtenido una forma escasamente cilíndrica. Fig.23
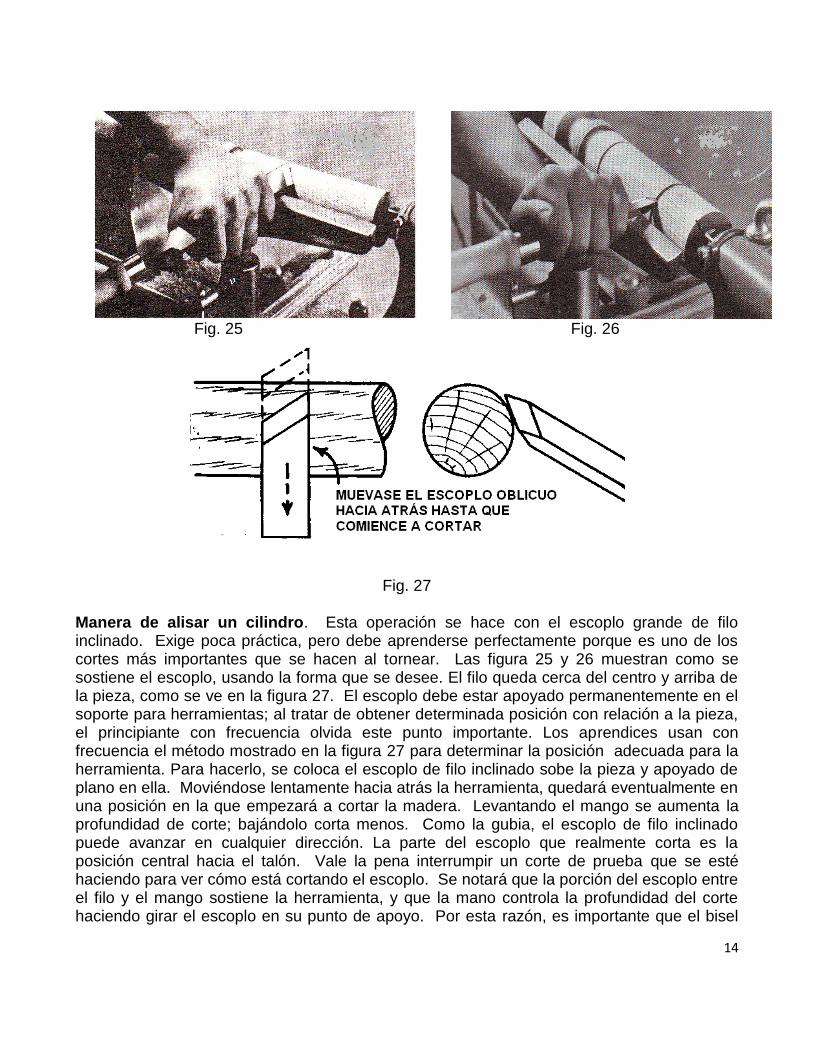
Fig.22 Fig. 24 Posición de las manos. En todo el manejo de la herramienta, la mano que la sostiene toma una posición natural, quedando cerca o lejos del filo del escoplo, lo que depende del brazo de palanca necesario. La posición de apoyo para la herramienta es más una preferencia individual que una posición establecida o “propia”. Sin embargo, la posición con la palma dela mano hacia arriba, como la que se ilustra con la gubia, se considera generalmente la mejor. En esta posición el dedo índice sirve de guía, como se ve en la figura 22, deslizándolo a lo largo del apoyo para herramientas al hacer el corte. La alternativa consiste en coger la herramienta con la palma de la mano hacia abajo, lo que se muestra en la figura 25 y 26. En esta posición el talón de la mano o el dedo meñique sirven de guía. La posición con la palma de la mano hacia abajo es firme y positiva, excelente para desbastar o para hacer cortes gruesos. La mayor parte de los principiantes comienzan cogiendo la herramienta con la palma de la mano hacia abajo, cambiando después a la posición con la palma hacia arriba para así poder manejar mejor el escoplo.
14
Fig. 25 Fig. 26
Fig. 27
Manera de alisar un cilindro. Esta operación se hace con el escoplo grande de filo inclinado. Exige poca práctica, pero debe aprenderse perfectamente porque es uno de los cortes más importantes que se hacen al tornear. Las figura 25 y 26 muestran como se sostiene el escoplo, usando la forma que se desee. El filo queda cerca del centro y arriba de la pieza, como se ve en la figura 27. El escoplo debe estar apoyado permanentemente en el soporte para herramientas; al tratar de obtener determinada posición con relación a la pieza, el principiante con frecuencia olvida este punto importante. Los aprendices usan con frecuencia el método mostrado en la figura 27 para determinar la posición adecuada para la herramienta. Para hacerlo, se coloca el escoplo de filo inclinado sobe la pieza y apoyado de plano en ella. Moviéndose lentamente hacia atrás la herramienta, quedará eventualmente en una posición en la que empezará a cortar la madera. Levantando el mango se aumenta la profundidad de corte; bajándolo corta menos. Como la gubia, el escoplo de filo inclinado puede avanzar en cualquier dirección. La parte del escoplo que realmente corta es la posición central hacia el talón. Vale la pena interrumpir un corte de prueba que se esté haciendo para ver cómo está cortando el escoplo. Se notará que la porción del escoplo entre el filo y el mango sostiene la herramienta, y que la mano controla la profundidad del corte haciendo girar el escoplo en su punto de apoyo. Por esta razón, es importante que el bisel
15
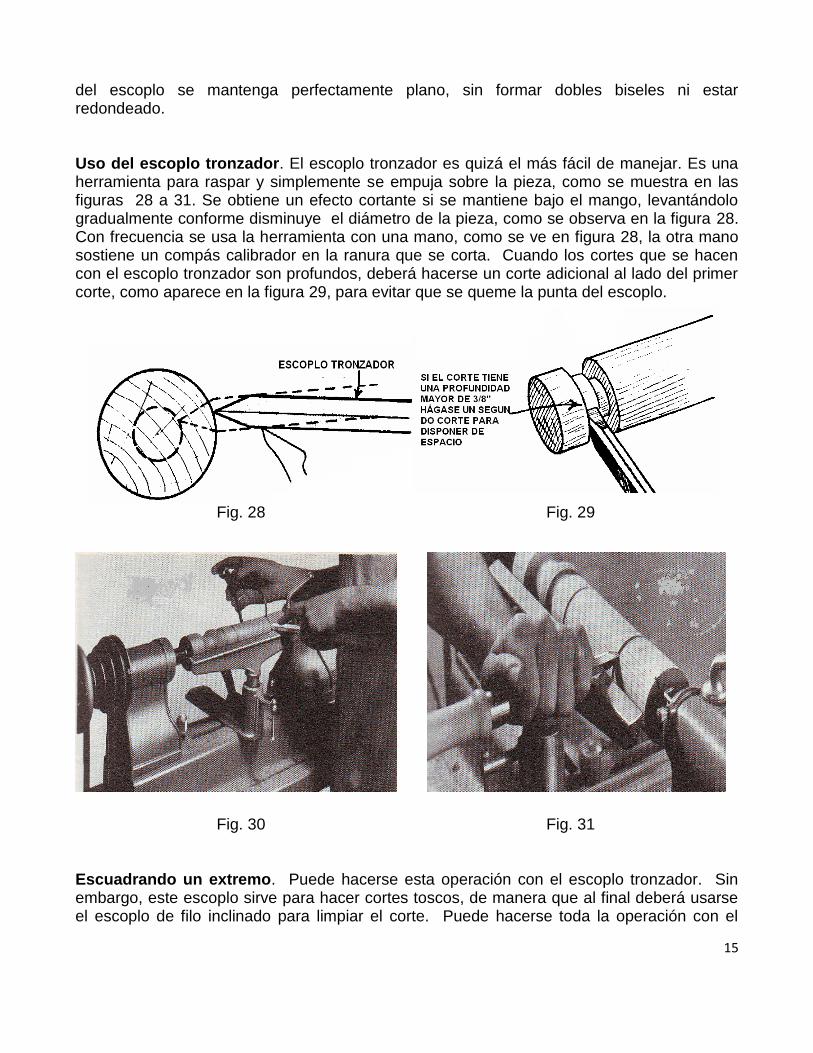
del escoplo se mantenga perfectamente plano, sin formar dobles biseles ni estar redondeado. Uso del escoplo tronzador. El escoplo tronzador es quizá el más fácil de manejar. Es una herramienta para raspar y simplemente se empuja sobre la pieza, como se muestra en las figuras 28 a 31. Se obtiene un efecto cortante si se mantiene bajo el mango, levantándolo gradualmente conforme disminuye el diámetro de la pieza, como se observa en la figura 28. Con frecuencia se usa la herramienta con una mano, como se ve en figura 28, la otra mano sostiene un compás calibrador en la ranura que se corta. Cuando los cortes que se hacen con el escoplo tronzador son profundos, deberá hacerse un corte adicional al lado del primer corte, como aparece en la figura 29, para evitar que se queme la punta del escoplo. Fig. 28 Fig. 29 Fig. 30 Fig. 31 Escuadrando un extremo. Puede hacerse esta operación con el escoplo tronzador. Sin embargo, este escoplo sirve para hacer cortes toscos, de manera que al final deberá usarse el escoplo de filo inclinado para limpiar el corte. Puede hacerse toda la operación con el
16
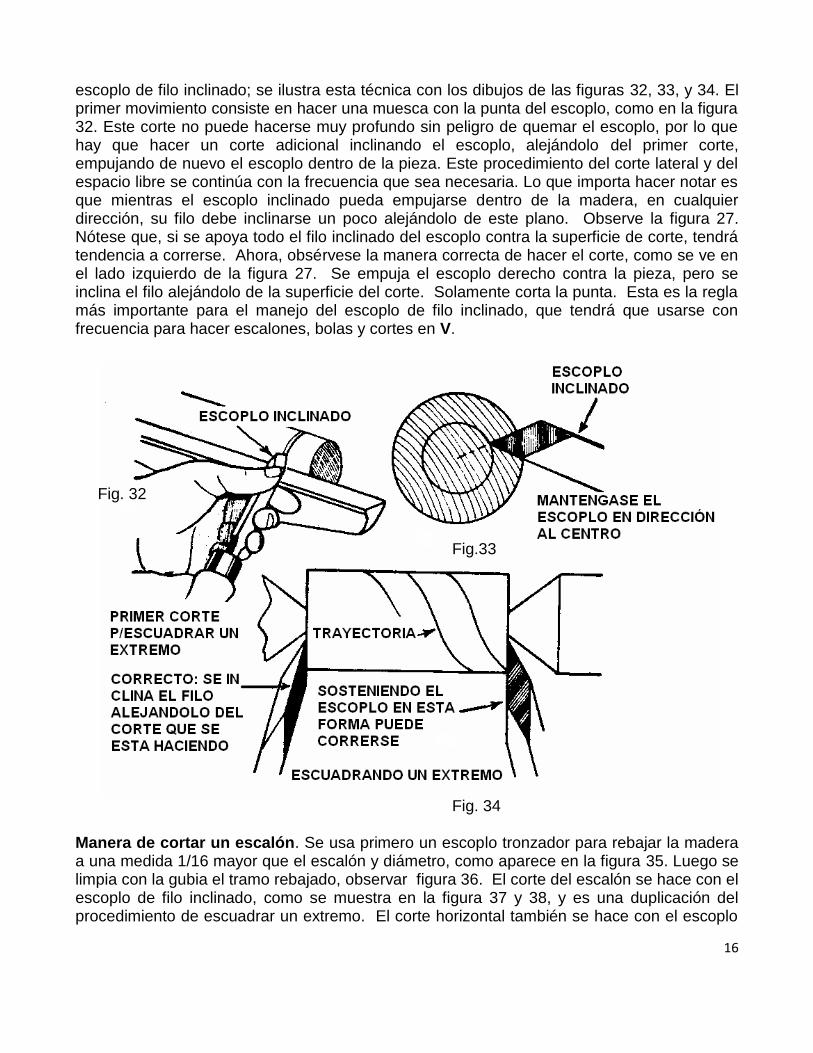
escoplo de filo inclinado; se ilustra esta técnica con los dibujos de las figuras 32, 33, y 34. El primer movimiento consiste en hacer una muesca con la punta del escoplo, como en la figura 32. Este corte no puede hacerse muy profundo sin peligro de quemar el escoplo, por lo que hay que hacer un corte adicional inclinando el escoplo, alejándolo del primer corte, empujando de nuevo el escoplo dentro de la pieza. Este procedimiento del corte lateral y del espacio libre se continúa con la frecuencia que sea necesaria. Lo que importa hacer notar es que mientras el escoplo inclinado pueda empujarse dentro de la madera, en cualquier dirección, su filo debe inclinarse un poco alejándolo de este plano. Observe la figura 27. Nótese que, si se apoya todo el filo inclinado del escoplo contra la superficie de corte, tendrá tendencia a correrse. Ahora, obsérvese la manera correcta de hacer el corte, como se ve en el lado izquierdo de la figura 27. Se empuja el escoplo derecho contra la pieza, pero se inclina el filo alejándolo de la superficie del corte. Solamente corta la punta. Esta es la regla más importante para el manejo del escoplo de filo inclinado, que tendrá que usarse con frecuencia para hacer escalones, bolas y cortes en V. Fig. 32 Fig.33 Fig. 34 Manera de cortar un escalón. Se usa primero un escoplo tronzador para rebajar la madera a una medida 1/16 mayor que el escalón y diámetro, como aparece en la figura 35. Luego se limpia con la gubia el tramo rebajado, observar figura 36. El corte del escalón se hace con el escoplo de filo inclinado, como se muestra en la figura 37 y 38, y es una duplicación del procedimiento de escuadrar un extremo. El corte horizontal también se hace con el escoplo

17
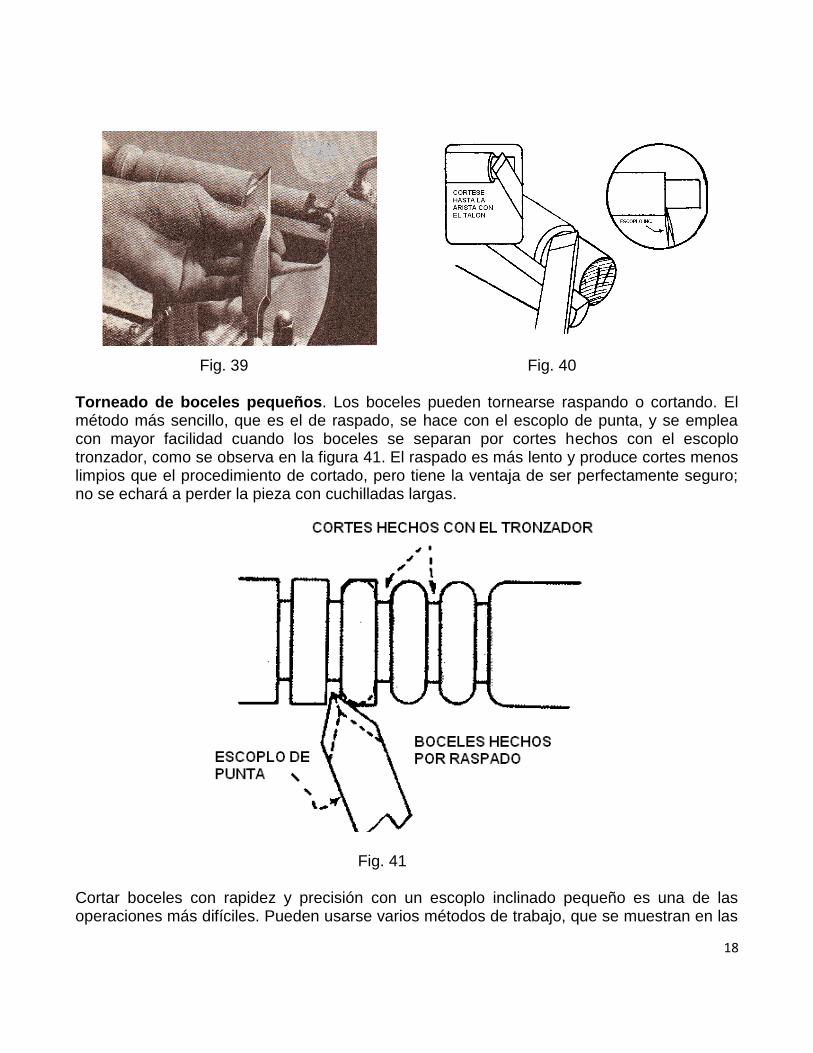
de filo inclinado, pero en forma un poco diferente de la usada al hacer un simple torneado cilíndrico. Si el escalón es largo, puede usarse el escoplo inclinado en su posición ordinaria para la porción exterior del corte, pero con un ángulo comprendido entre los cortes horizontal y vertical, el talón del escoplo se cambia a una posición tangente entre el escoplo inclinado y el cilindro, como aparece en las figuras 39 y 40. En esta posición se levanta ligeramente el maneral del escoplo para dejarlo que corte conforme se mueve la herramienta alrededor del apoyo. Debe hacerse un corte de muy poca profundidad para que el trabajo quede nítido. Puede usarse el talón del escoplo inclinado para hacer todo el corte, si se desea, pero, cualquiera que sea la posición con la que se haga el corte no deberá hacerse en el extremo de la pieza. Resuelta tendrá la tendencia a clavarse en ella, arruinándola. Siempre córtese alejándose del extremo y no acercándose a él. Cuando la espiga del escalón es tan corta que impide hacerlo en esta forma, es mejor colocar el escoplo plano en posición para raspar. Si se usa la técnica de corte, empléese solamente el talón del escoplo inclinado haciendo un corte de muy poca profundidad. Fig. 35 Fig. 36 Fig. 37 Fig. 38
18
Fig. 39 Fig. 40 Torneado de boceles pequeños. Los boceles pueden tornearse raspando o cortando. El método más sencillo, que es el de raspado, se hace con el escoplo de punta, y se emplea con mayor facilidad cuando los boceles se separan por cortes hechos con el escoplo tronzador, como se observa en la figura 41. El raspado es más lento y produce cortes menos limpios que el procedimiento de cortado, pero tiene la ventaja de ser perfectamente seguro; no se echará a perder la pieza con cuchilladas largas.
Fig. 41 Cortar boceles con rapidez y precisión con un escoplo inclinado pequeño es una de las operaciones más difíciles. Pueden usarse varios métodos de trabajo, que se muestran en las
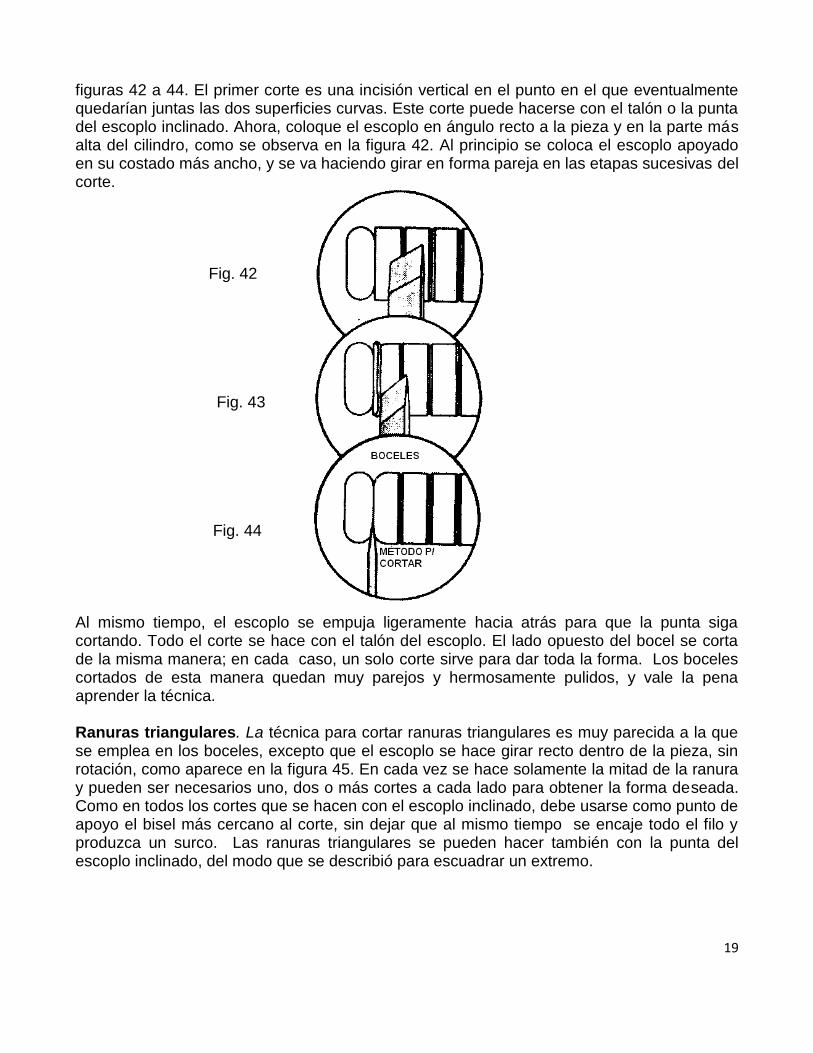
19
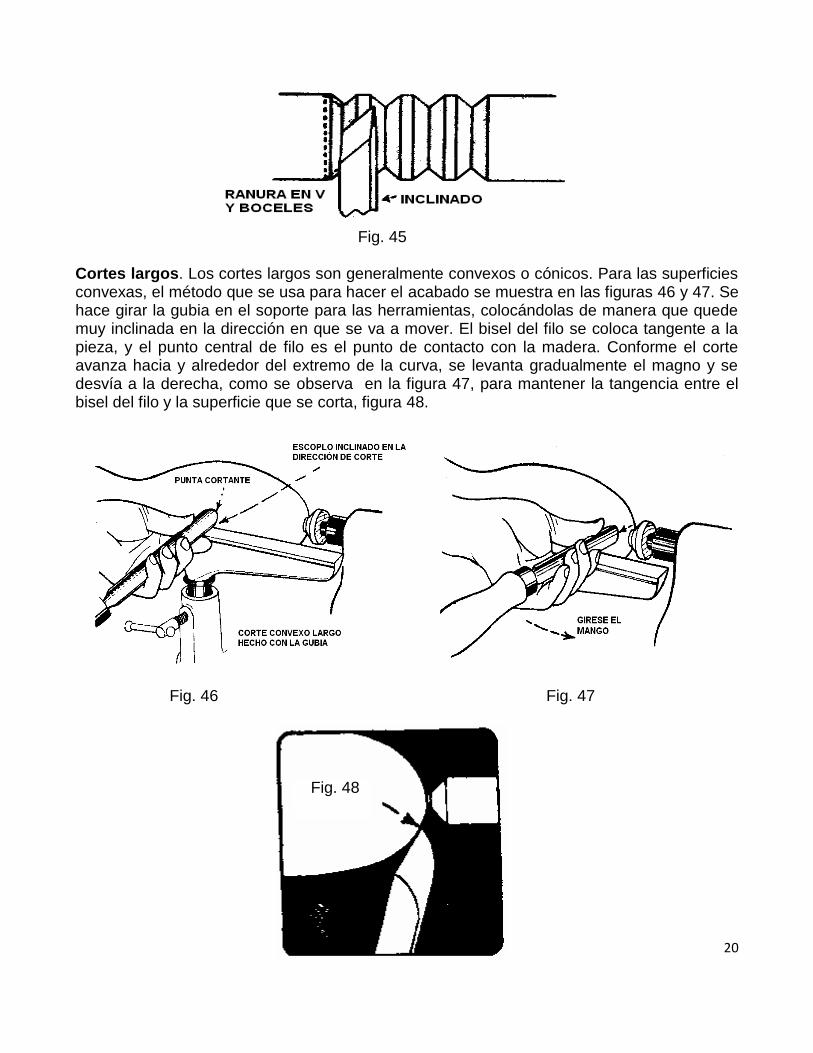
figuras 42 a 44. El primer corte es una incisión vertical en el punto en el que eventualmente quedarían juntas las dos superficies curvas. Este corte puede hacerse con el talón o la punta del escoplo inclinado. Ahora, coloque el escoplo en ángulo recto a la pieza y en la parte más alta del cilindro, como se observa en la figura 42. Al principio se coloca el escoplo apoyado en su costado más ancho, y se va haciendo girar en forma pareja en las etapas sucesivas del corte. Fig. 42 Fig. 43 Fig. 44 Al mismo tiempo, el escoplo se empuja ligeramente hacia atrás para que la punta siga cortando. Todo el corte se hace con el talón del escoplo. El lado opuesto del bocel se corta de la misma manera; en cada caso, un solo corte sirve para dar toda la forma. Los boceles cortados de esta manera quedan muy parejos y hermosamente pulidos, y vale la pena aprender la técnica. Ranuras triangulares. La técnica para cortar ranuras triangulares es muy parecida a la que se emplea en los boceles, excepto que el escoplo se hace girar recto dentro de la pieza, sin rotación, como aparece en la figura 45. En cada vez se hace solamente la mitad de la ranura y pueden ser necesarios uno, dos o más cortes a cada lado para obtener la forma deseada. Como en todos los cortes que se hacen con el escoplo inclinado, debe usarse como punto de apoyo el bisel más cercano al corte, sin dejar que al mismo tiempo se encaje todo el filo y produzca un surco. Las ranuras triangulares se pueden hacer también con la punta del escoplo inclinado, del modo que se describió para escuadrar un extremo.
20
Fig. 45 Cortes largos. Los cortes largos son generalmente convexos o cónicos. Para las superficies convexas, el método que se usa para hacer el acabado se muestra en las figuras 46 y 47. Se hace girar la gubia en el soporte para las herramientas, colocándolas de manera que quede muy inclinada en la dirección en que se va a mover. El bisel del filo se coloca tangente a la pieza, y el punto central de filo es el punto de contacto con la madera. Conforme el corte avanza hacia y alrededor del extremo de la curva, se levanta gradualmente el magno y se desvía a la derecha, como se observa en la figura 47, para mantener la tangencia entre el bisel del filo y la superficie que se corta, figura 48. Fig. 46 Fig. 47 Fig. 48
21
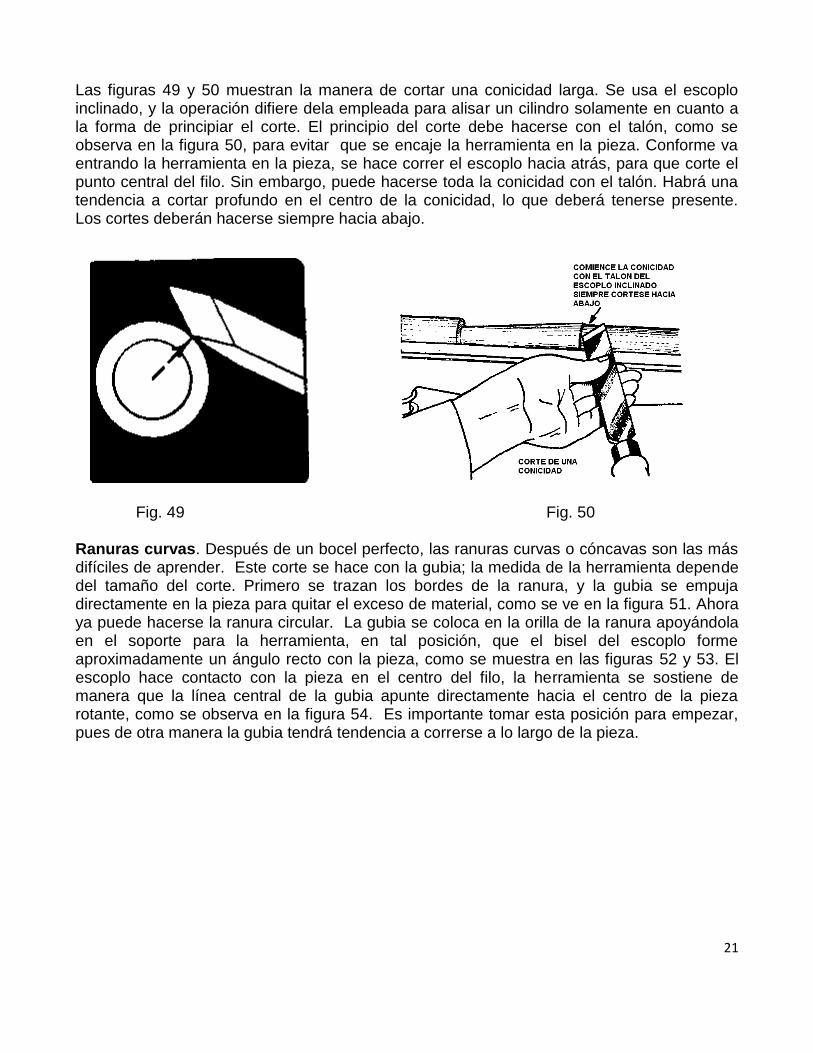
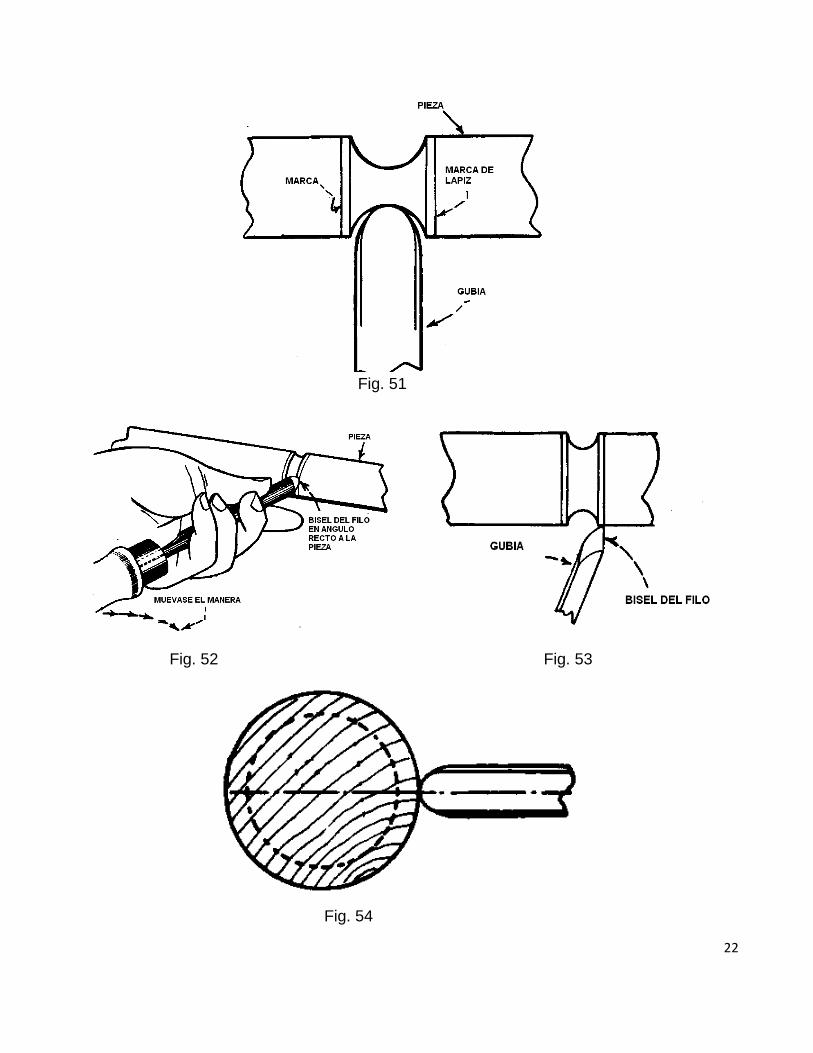
Las figuras 49 y 50 muestran la manera de cortar una conicidad larga. Se usa el escoplo inclinado, y la operación difiere dela empleada para alisar un cilindro solamente en cuanto a la forma de principiar el corte. El principio del corte debe hacerse con el talón, como se observa en la figura 50, para evitar que se encaje la herramienta en la pieza. Conforme va entrando la herramienta en la pieza, se hace correr el escoplo hacia atrás, para que corte el punto central del filo. Sin embargo, puede hacerse toda la conicidad con el talón. Habrá una tendencia a cortar profundo en el centro de la conicidad, lo que deberá tenerse presente. Los cortes deberán hacerse siempre hacia abajo. Fig. 49 Fig. 50 Ranuras curvas. Después de un bocel perfecto, las ranuras curvas o cóncavas son las más difíciles de aprender. Este corte se hace con la gubia; la medida de la herramienta depende del tamaño del corte. Primero se trazan los bordes de la ranura, y la gubia se empuja directamente en la pieza para quitar el exceso de material, como se ve en la figura 51. Ahora ya puede hacerse la ranura circular. La gubia se coloca en la orilla de la ranura apoyándola en el soporte para la herramienta, en tal posición, que el bisel del escoplo forme aproximadamente un ángulo recto con la pieza, como se muestra en las figuras 52 y 53. El escoplo hace contacto con la pieza en el centro del filo, la herramienta se sostiene de manera que la línea central de la gubia apunte directamente hacia el centro de la pieza rotante, como se observa en la figura 54. Es importante tomar esta posición para empezar, pues de otra manera la gubia tendrá tendencia a correrse a lo largo de la pieza.
22
Fig. 51 Fig. 52 Fig. 53 Fig. 54
23
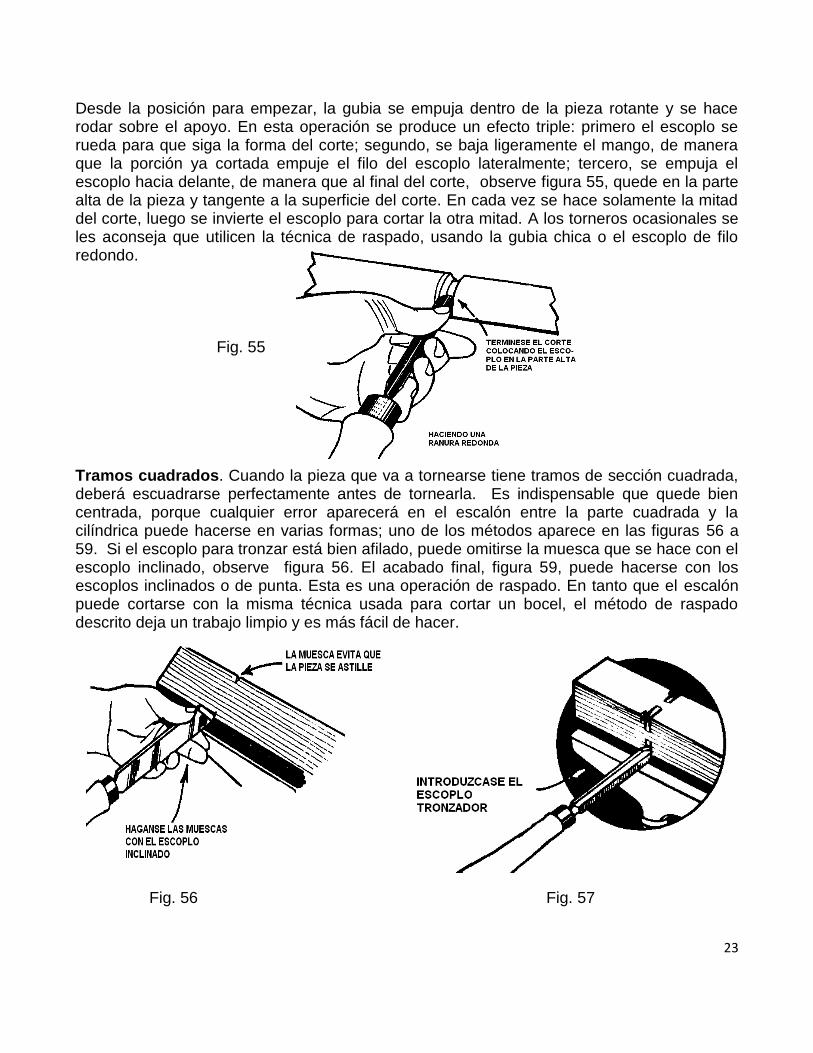
Desde la posición para empezar, la gubia se empuja dentro de la pieza rotante y se hace rodar sobre el apoyo. En esta operación se produce un efecto triple: primero el escoplo se rueda para que siga la forma del corte; segundo, se baja ligeramente el mango, de manera que la porción ya cortada empuje el filo del escoplo lateralmente; tercero, se empuja el escoplo hacia delante, de manera que al final del corte, observe figura 55, quede en la parte alta de la pieza y tangente a la superficie del corte. En cada vez se hace solamente la mitad del corte, luego se invierte el escoplo para cortar la otra mitad. A los torneros ocasionales se les aconseja que utilicen la técnica de raspado, usando la gubia chica o el escoplo de filo redondo. Fig. 55 Tramos cuadrados. Cuando la pieza que va a tornearse tiene tramos de sección cuadrada, deberá escuadrarse perfectamente antes de tornearla. Es indispensable que quede bien centrada, porque cualquier error aparecerá en el escalón entre la parte cuadrada y la cilíndrica puede hacerse en varias formas; uno de los métodos aparece en las figuras 56 a 59. Si el escoplo para tronzar está bien afilado, puede omitirse la muesca que se hace con el escoplo inclinado, observe figura 56. El acabado final, figura 59, puede hacerse con los escoplos inclinados o de punta. Esta es una operación de raspado. En tanto que el escalón puede cortarse con la misma técnica usada para cortar un bocel, el método de raspado descrito deja un trabajo limpio y es más fácil de hacer. Fig. 56 Fig. 57
24
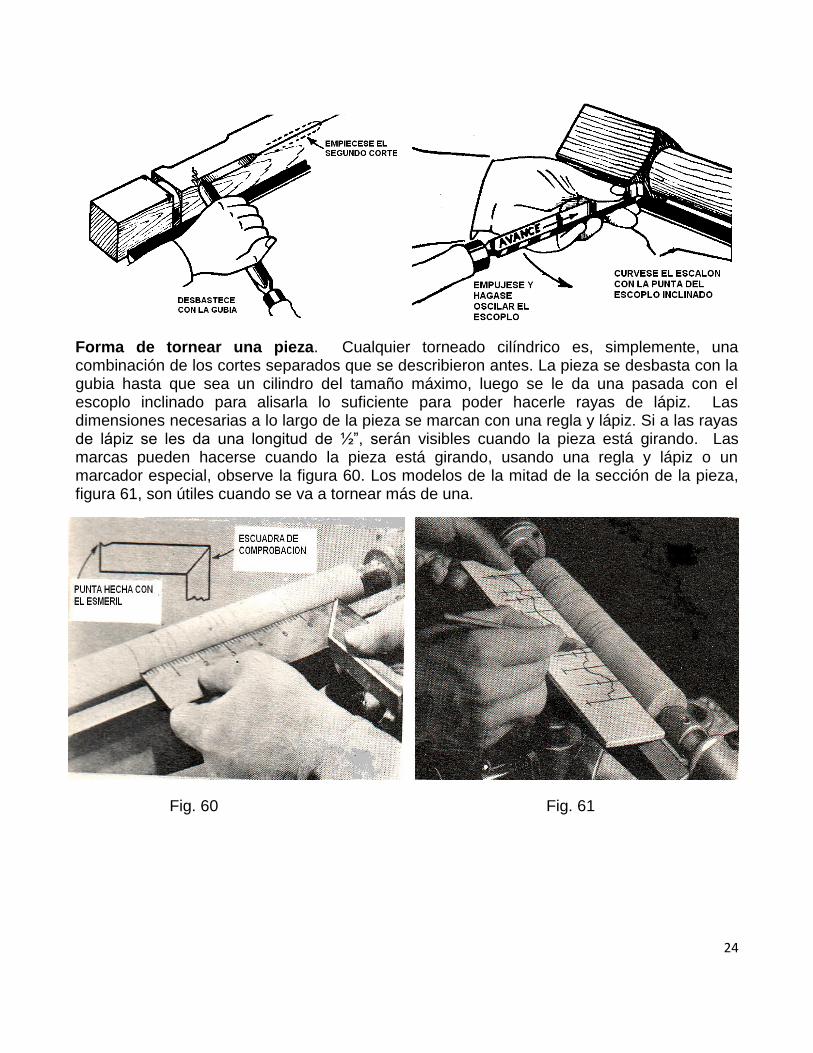
Fig. 58 Fig. 59 Forma de tornear una pieza. Cualquier torneado cilíndrico es, simplemente, una combinación de los cortes separados que se describieron antes. La pieza se desbasta con la gubia hasta que sea un cilindro del tamaño máximo, luego se le da una pasada con el escoplo inclinado para alisarla lo suficiente para poder hacerle rayas de lápiz. Las dimensiones necesarias a lo largo de la pieza se marcan con una regla y lápiz. Si a las rayas de lápiz se les da una longitud de ½”, serán visibles cuando la pieza está girando. Las marcas pueden hacerse cuando la pieza está girando, usando una regla y lápiz o un marcador especial, observe la figura 60. Los modelos de la mitad de la sección de la pieza, figura 61, son útiles cuando se va a tornear más de una. Fig. 60 Fig. 61
25
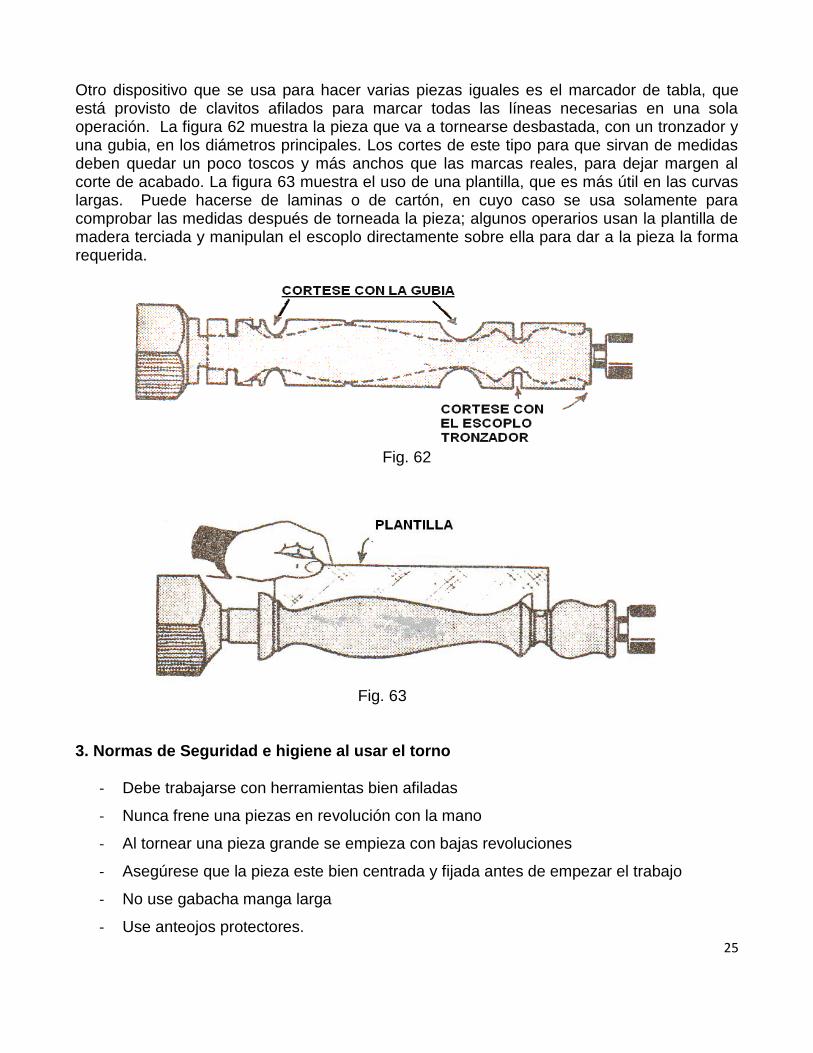
Otro dispositivo que se usa para hacer varias piezas iguales es el marcador de tabla, que está provisto de clavitos afilados para marcar todas las líneas necesarias en una sola operación. La figura 62 muestra la pieza que va a tornearse desbastada, con un tronzador y una gubia, en los diámetros principales. Los cortes de este tipo para que sirvan de medidas deben quedar un poco toscos y más anchos que las marcas reales, para dejar margen al corte de acabado. La figura 63 muestra el uso de una plantilla, que es más útil en las curvas largas. Puede hacerse de laminas o de cartón, en cuyo caso se usa solamente para comprobar las medidas después de torneada la pieza; algunos operarios usan la plantilla de madera terciada y manipulan el escoplo directamente sobre ella para dar a la pieza la forma requerida.
Fig. 62 Fig. 63 3. Normas de Seguridad e higiene al usar el torno
- Debe trabajarse con herramientas bien afiladas
- Nunca frene una piezas en revolución con la mano
- Al tornear una pieza grande se empieza con bajas revoluciones
- Asegúrese que la pieza este bien centrada y fijada antes de empezar el trabajo
- No use gabacha manga larga
- Use anteojos protectores.
26
Ejercicio de Autoevaluación I.Lea reflexivamente los planteamientos que a continuación se le presentan y conteste lo que se le orienta: Explique con sus propias palabras como se prepara la madera para tornear una pata
de mesa de 3”x3”x30”. Elabore una plantilla o patrón de una pata de mesa de 3”x3”x30”. Describa con sus propias palabras la técnica de tornear una pata de mesa de
3”x3”x30”. Mencione cuatro normas de seguridad.

27
UNIDAD II: Torneado de Piezas de Madera
Objetivo de la unidad
Elaborar piezas torneadas de madera en el torno de acuerdo a los procedimientos técnicos establecidos.
1. Elaboración de piezas con anillo
Los anillos se tornean independientes o inmersos de una pieza torneada, o de una pata de cama o silla.
Los anillos independientes son boceles que se pueden tornear raspando o cortando, el método más sencillo es el raspado, se hace con el escoplo de punta y con el escoplo tronzador.
1er paso: Se tornea un cilindro al decímetro diseñado, se separan los boceles hasta quedar de un 1/3 de espesor del diámetro mayor.
Fig. 1
2do paso: Se realiza el corte del bocel con el escoplo de punta con el método de raspado hasta formar el bocel y lo pulimos con lija Nº 100 y 120.

28
Fig. 2 Fig. 3 3er paso: Con el escoplo tronzador realizamos cortes inclinados en el eje del bocel hasta profundizarlo al centro del grueso del bocel en la parte izquierda, después pasamos al lado derecho y profundizamos el escoplo hasta unir con el corte derecho y cortamos del anillo y lo sacamos del cilindro para pulir la parte interior. Fig. 4 Fig. 5
29
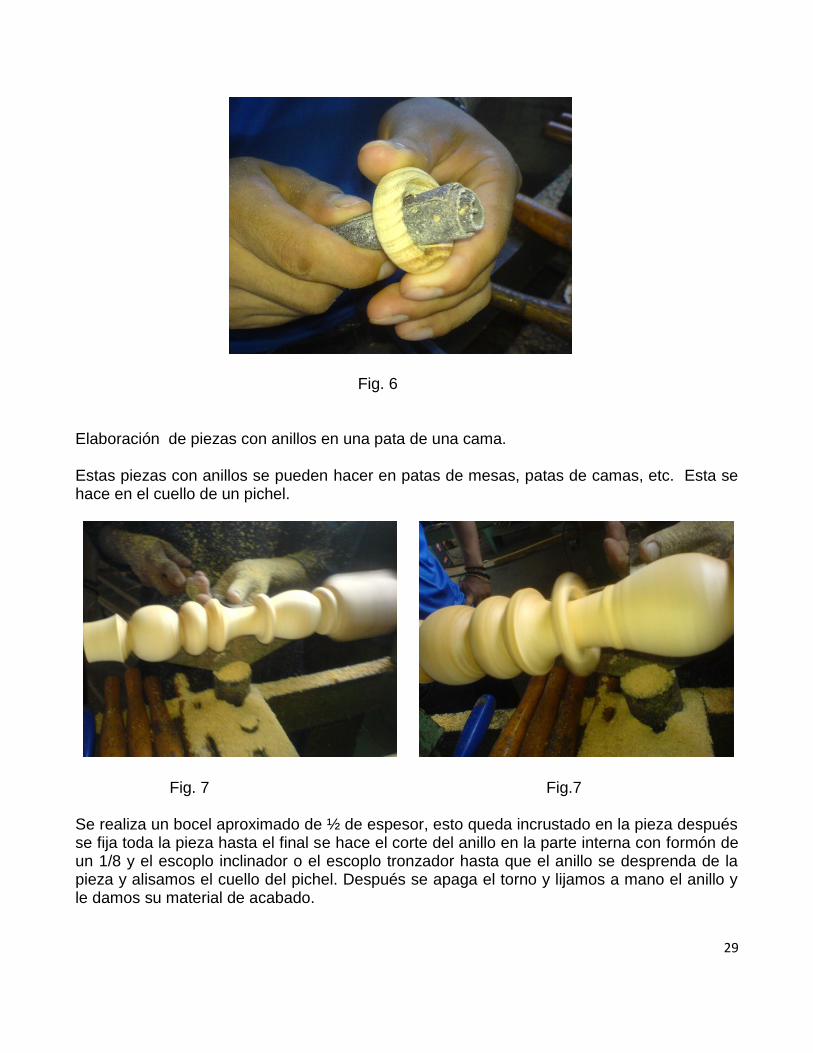
Fig. 6 Elaboración de piezas con anillos en una pata de una cama. Estas piezas con anillos se pueden hacer en patas de mesas, patas de camas, etc. Esta se hace en el cuello de un pichel. Fig. 7 Fig.7 Se realiza un bocel aproximado de ½ de espesor, esto queda incrustado en la pieza después se fija toda la pieza hasta el final se hace el corte del anillo en la parte interna con formón de un 1/8 y el escoplo inclinador o el escoplo tronzador hasta que el anillo se desprenda de la pieza y alisamos el cuello del pichel. Después se apaga el torno y lijamos a mano el anillo y le damos su material de acabado.
30
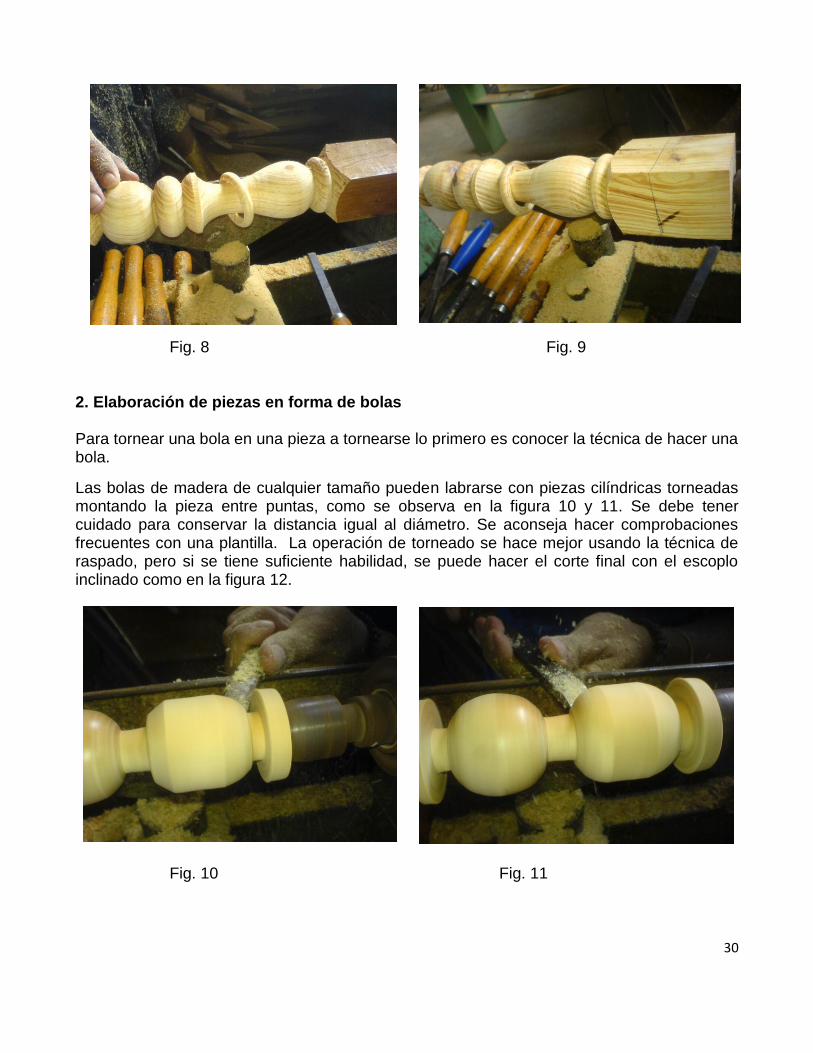
Fig. 8 Fig. 9 2. Elaboración de piezas en forma de bolas Para tornear una bola en una pieza a tornearse lo primero es conocer la técnica de hacer una bola.
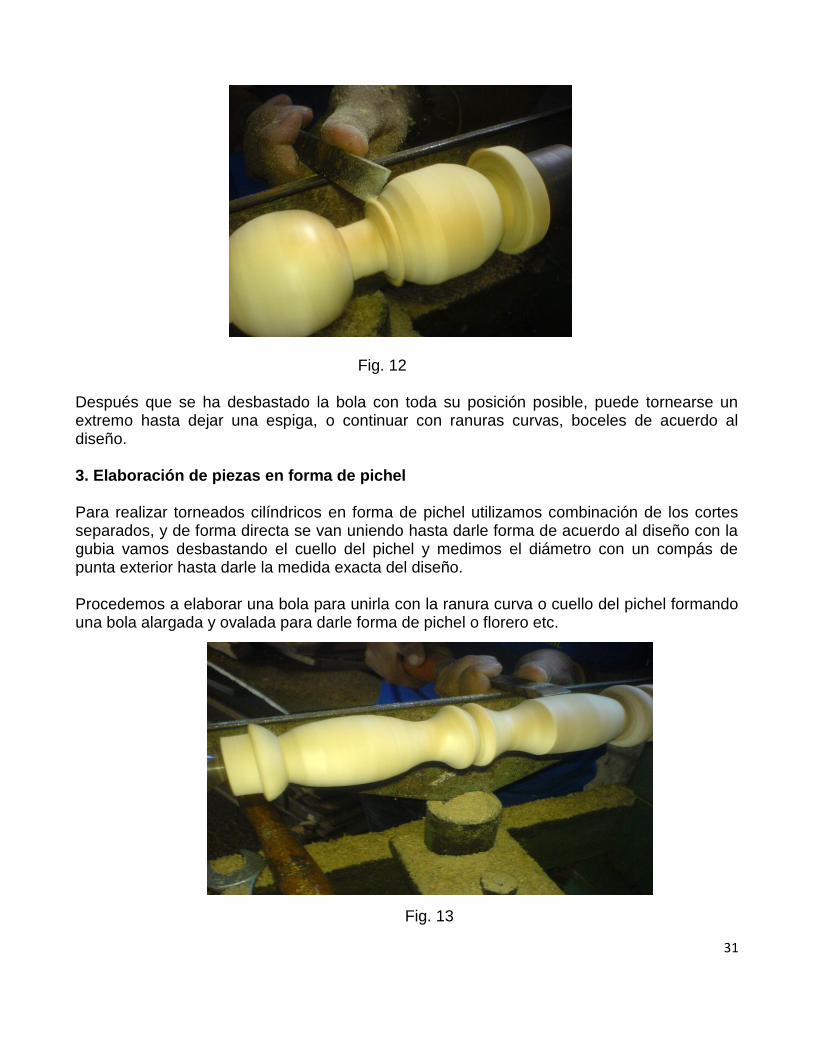
Las bolas de madera de cualquier tamaño pueden labrarse con piezas cilíndricas torneadas montando la pieza entre puntas, como se observa en la figura 10 y 11. Se debe tener cuidado para conservar la distancia igual al diámetro. Se aconseja hacer comprobaciones frecuentes con una plantilla. La operación de torneado se hace mejor usando la técnica de raspado, pero si se tiene suficiente habilidad, se puede hacer el corte final con el escoplo inclinado como en la figura 12. Fig. 10 Fig. 11
31
Fig. 12 Después que se ha desbastado la bola con toda su posición posible, puede tornearse un extremo hasta dejar una espiga, o continuar con ranuras curvas, boceles de acuerdo al diseño. 3. Elaboración de piezas en forma de pichel Para realizar torneados cilíndricos en forma de pichel utilizamos combinación de los cortes separados, y de forma directa se van uniendo hasta darle forma de acuerdo al diseño con la gubia vamos desbastando el cuello del pichel y medimos el diámetro con un compás de punta exterior hasta darle la medida exacta del diseño. Procedemos a elaborar una bola para unirla con la ranura curva o cuello del pichel formando una bola alargada y ovalada para darle forma de pichel o florero etc. Fig. 13
32
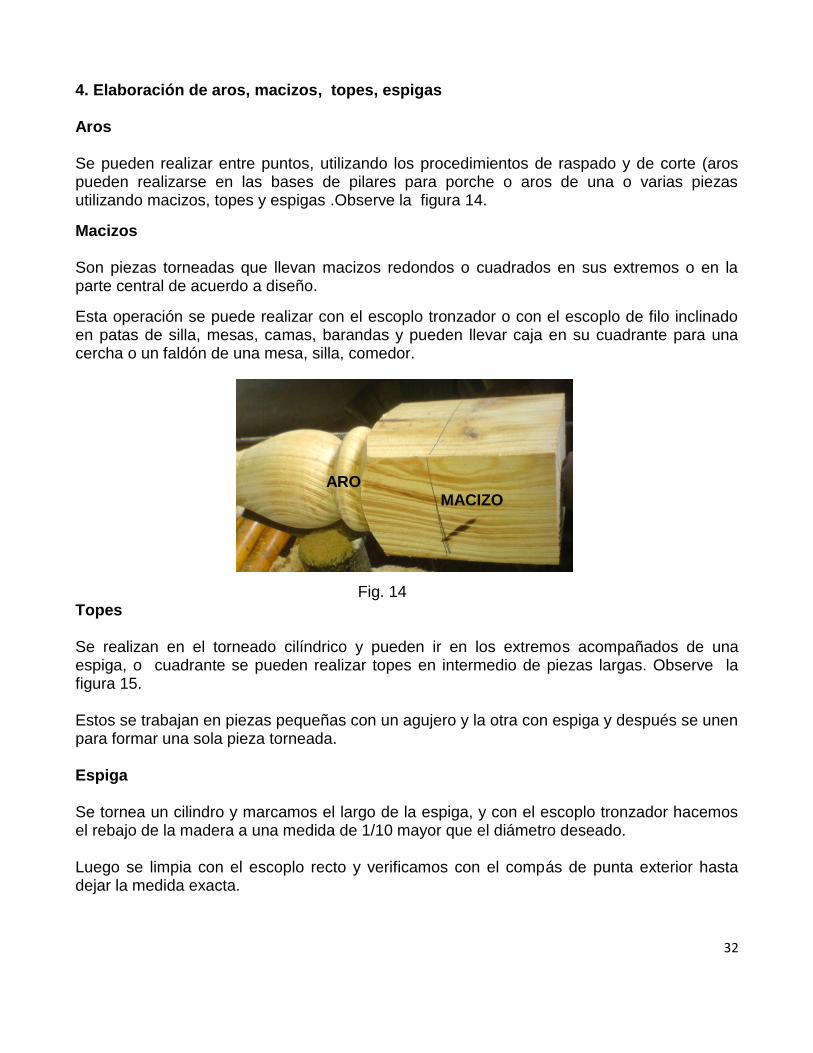
4. Elaboración de aros, macizos, topes, espigas Aros Se pueden realizar entre puntos, utilizando los procedimientos de raspado y de corte (aros pueden realizarse en las bases de pilares para porche o aros de una o varias piezas utilizando macizos, topes y espigas .Observe la figura 14.
Macizos Son piezas torneadas que llevan macizos redondos o cuadrados en sus extremos o en la parte central de acuerdo a diseño.
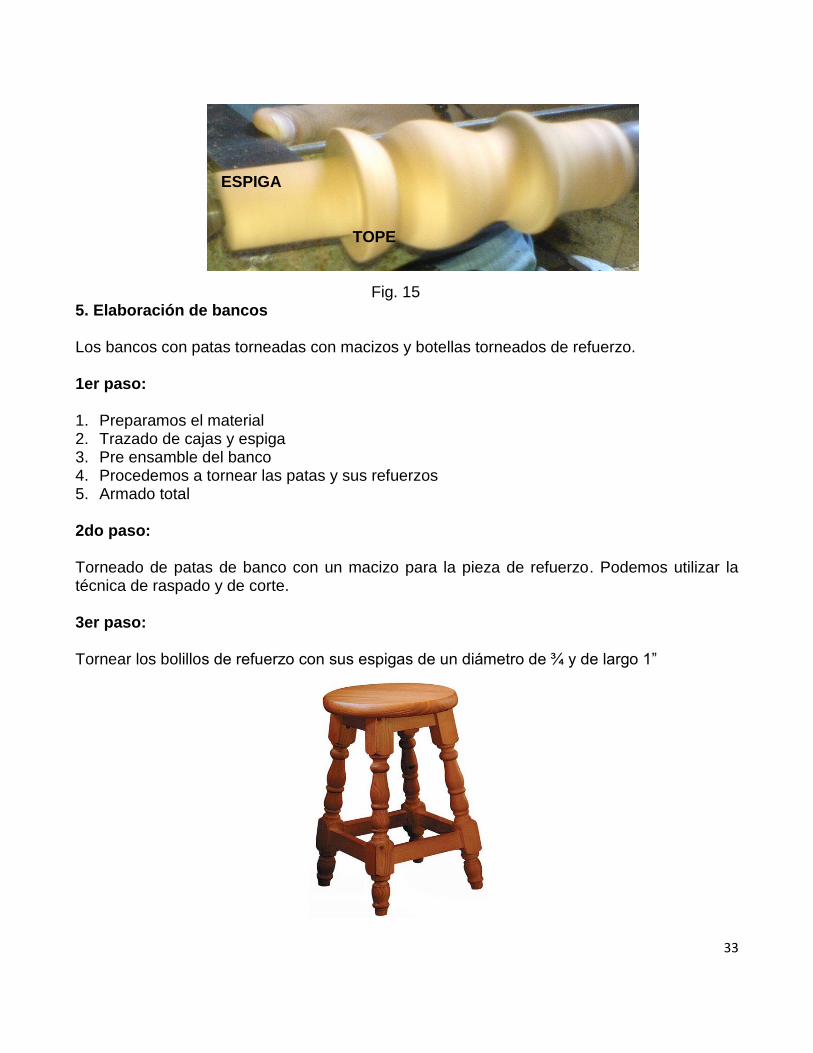
Esta operación se puede realizar con el escoplo tronzador o con el escoplo de filo inclinado en patas de silla, mesas, camas, barandas y pueden llevar caja en su cuadrante para una cercha o un faldón de una mesa, silla, comedor. ARO MACIZO Fig. 14 Topes Se realizan en el torneado cilíndrico y pueden ir en los extremos acompañados de una espiga, o cuadrante se pueden realizar topes en intermedio de piezas largas. Observe la figura 15. Estos se trabajan en piezas pequeñas con un agujero y la otra con espiga y después se unen para formar una sola pieza torneada. Espiga Se tornea un cilindro y marcamos el largo de la espiga, y con el escoplo tronzador hacemos el rebajo de la madera a una medida de 1/10 mayor que el diámetro deseado. Luego se limpia con el escoplo recto y verificamos con el compás de punta exterior hasta dejar la medida exacta.
33
ESPIGA TOPE Fig. 15 5. Elaboración de bancos Los bancos con patas torneadas con macizos y botellas torneados de refuerzo. 1er paso: 1. Preparamos el material 2. Trazado de cajas y espiga 3. Pre ensamble del banco 4. Procedemos a tornear las patas y sus refuerzos 5. Armado total 2do paso: Torneado de patas de banco con un macizo para la pieza de refuerzo. Podemos utilizar la técnica de raspado y de corte. 3er paso: Tornear los bolillos de refuerzo con sus espigas de un diámetro de ¾ y de largo 1”

34
Fig. 16 6. Elaboración de patas de mesa
1er paso: Preparación de la pata de una mesa de comedor con las siguientes dimensiones de 3”x3”x30” a escuadra en sus caras y cantos.
2do paso: Preparación de plantilla en una lámina cartón o plywood con las dimensiones a escala 1:1.
3er paso: Realizamos el proceso de colocación de pieza en el torno.
4to. Paso: Torneado de la pata de mesa
a) Procedemos a cilindrar la pieza dejando el macizo que está trazado. b) Trazamos con el cilindro con la plantilla marcando las divisiones de cada figura a
tornearse. c) Marcamos las divisiones con el escoplo de punta y después realizamos los cortes
curvos hasta formar la figura diseñada utilizando los métodos de corte y raspado. d) Se retira el soporte porta herramienta para pulir toda la pieza torneada utilizando lija
Nº 80, Nº 100, Nº 120. e) Procedemos a darle el material de acabado con sellador utilizando un chupón de 4 a 6
pasadas hasta que afine Fig. 17 7. Elaboración de pata de cama 1er paso: Preparación del material para pata de cama de 2 ½ “x2 ½”x45” que estén cepillados a escuadra la cara, canto, grueso y ancho. 2do paso: Preparación de plantilla. La trazamos en un papel cartulina o un plywood. 3er paso: Aplicamos la técnica de colocación de una pata de cama en el torno, entre puntas. 4to. Paso: Torneado de la pata de cama. Cualquier torneado cilíndrico y con macizo es simplemente una combinación de cortes separados de acuerdo a la plantilla.
35
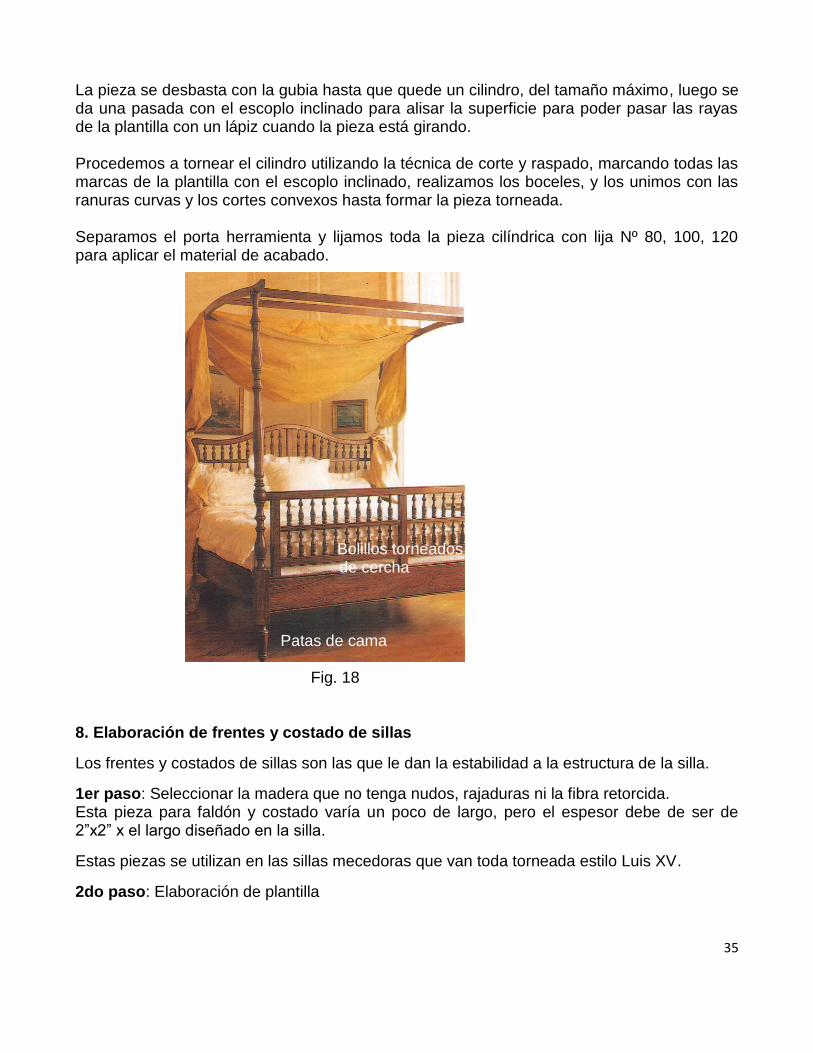
La pieza se desbasta con la gubia hasta que quede un cilindro, del tamaño máximo, luego se da una pasada con el escoplo inclinado para alisar la superficie para poder pasar las rayas de la plantilla con un lápiz cuando la pieza está girando. Procedemos a tornear el cilindro utilizando la técnica de corte y raspado, marcando todas las marcas de la plantilla con el escoplo inclinado, realizamos los boceles, y los unimos con las ranuras curvas y los cortes convexos hasta formar la pieza torneada. Separamos el porta herramienta y lijamos toda la pieza cilíndrica con lija Nº 80, 100, 120 para aplicar el material de acabado. Bolillos torneados
de cercha Patas de cama Fig. 18 8. Elaboración de frentes y costado de sillas
Los frentes y costados de sillas son las que le dan la estabilidad a la estructura de la silla.
1er paso: Seleccionar la madera que no tenga nudos, rajaduras ni la fibra retorcida. Esta pieza para faldón y costado varía un poco de largo, pero el espesor debe de ser de 2”x2” x el largo diseñado en la silla.
Estas piezas se utilizan en las sillas mecedoras que van toda torneada estilo Luis XV.
2do paso: Elaboración de plantilla

36
Elaboramos la plantilla para los frentes y traseros, estas llevan macizos cilíndricos a cada lado con espiga en sus extremos
3er paso: Se prepara la madera de 2”x2”x el largo establecido. Se buscan los centros de los dos extremos, y realizamos el montaje de la pieza en el torno, y cilindramos hasta darle el diámetro de 1 ¾ “de diámetro aplicando la técnica de raspado y de corte.
4to paso: Trazamos en el cilindro conforme a la plantilla y realizamos la espiga y la curva combinada con un bocel en sus extremos y en el centro realizamos un bocel y dejamos dos espacios cilíndricos donde se van las perforaciones para atornillar el sentadero de la silla
Elaboración de costados de silla torneada. Los costados son los que se unen de las patas traseras y delanteras y se preparan del mismo proceso como en el primer paso de la frente.
2do paso: Elaboración de plantilla.
Las plantillas de los costados pueden variar en su figura torneada porque son más vistosos y pueden ir un poco retirado del asiento.
3er paso: Preparado de la madera, montamos en el torno la pieza y la cilindramos con la gubia y alisamos con el escoplo inclinado. Trazamos la plantilla, y marcamos con el escoplo inclinada y torneamos las espigas y las diferentes figuras aplicando los métodos, del paso no. 4 de torneado de frentes. Frente Costado Fig. 19 Fig. 20 9. Elaboración de soporte de sillas Los soportes de sillas son los que le dan estabilidad entre las patas delanteras y patas traseras, para su mejor estructuración, y fortaleza del mueble. 1er paso: Seleccionamos la madera que no tenga nudos, rajaduras ni la fibra retorcida. Trazamos los centros de cada extremo.
37
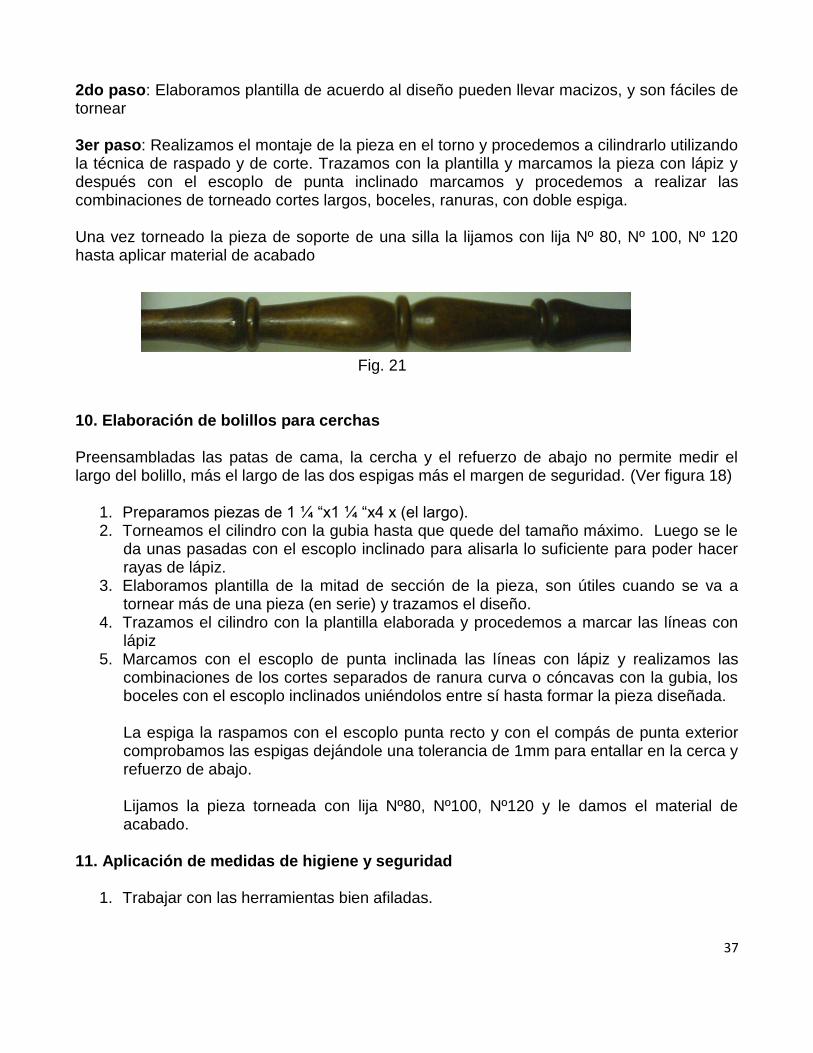
2do paso: Elaboramos plantilla de acuerdo al diseño pueden llevar macizos, y son fáciles de tornear 3er paso: Realizamos el montaje de la pieza en el torno y procedemos a cilindrarlo utilizando la técnica de raspado y de corte. Trazamos con la plantilla y marcamos la pieza con lápiz y después con el escoplo de punta inclinado marcamos y procedemos a realizar las combinaciones de torneado cortes largos, boceles, ranuras, con doble espiga. Una vez torneado la pieza de soporte de una silla la lijamos con lija Nº 80, Nº 100, Nº 120 hasta aplicar material de acabado Fig. 21 10. Elaboración de bolillos para cerchas Preensambladas las patas de cama, la cercha y el refuerzo de abajo no permite medir el largo del bolillo, más el largo de las dos espigas más el margen de seguridad. (Ver figura 18)
1. Preparamos piezas de 1 ¼ “x1 ¼ “x4 x (el largo). 2. Torneamos el cilindro con la gubia hasta que quede del tamaño máximo. Luego se le
da unas pasadas con el escoplo inclinado para alisarla lo suficiente para poder hacer rayas de lápiz.
3. Elaboramos plantilla de la mitad de sección de la pieza, son útiles cuando se va a tornear más de una pieza (en serie) y trazamos el diseño.
4. Trazamos el cilindro con la plantilla elaborada y procedemos a marcar las líneas con lápiz
5. Marcamos con el escoplo de punta inclinada las líneas con lápiz y realizamos las combinaciones de los cortes separados de ranura curva o cóncavas con la gubia, los boceles con el escoplo inclinados uniéndolos entre sí hasta formar la pieza diseñada. La espiga la raspamos con el escoplo punta recto y con el compás de punta exterior comprobamos las espigas dejándole una tolerancia de 1mm para entallar en la cerca y refuerzo de abajo. Lijamos la pieza torneada con lija Nº80, Nº100, Nº120 y le damos el material de acabado.
11. Aplicación de medidas de higiene y seguridad
1. Trabajar con las herramientas bien afiladas.

38
2. Nunca frene una pieza en revolución con la mano.
3. Al tornear piezas largas y delgadas use un apoyo fijo (la luneta).
4. Mantenga el porta herramientas próximo a la pieza y regúlelo a menudo.

39
Ejercicio de Autoevaluación
I.Lea reflexivamente los planteamientos que se le presentan y conteste lo que a continuación se le orienta:
Tornee en una pieza de 3”x3”x16” 4 bolas de 2 ¾ x2 ¾ utilizando la técnica de
raspado.
Tornee un florero de 4”x4”x8” de acuerdo a su diseño. Trace una plantilla de una pata para cama de 2 ½ “x2 ½ “x42” de acuerdo al diseño
establecido. Elabore 8 bolillos para cerchas de cama de 1 ¼ “x1 ¼ “x16” de acuerdo al diseño.
40
GLOSARIO Bocel : Moldura lisa de sección semi circular. Diagonales : Trazar líneas de esquina a esquina opuesta. Convexos : La superficie más pronunciada en el medio que en los extremos. Ochavada : Pieza de madera de 8 lados. Plantilla : Plano reducido o porción que se saca de una silla. R.P.M : Revoluciones por minuto. Técnica raspado : Quitar ligeramente la superficie de un cilindro.
.

41
BIBLIOGRAFÍA
1. Obtenga la Máxima Utilidad de su Torno Centro Regional de Ayuda Técnica Agencia para el Desarrollo Internacional (AID) México /Buenos Aires Editorial Diana México Primera Edición Junio de 1971
2. Mueble Rústico
Dormitorios Bedrooms Ediciones Daly, S.A Fuengirola (Málaga, España)
3. Tecnología y Práctica de Ebanistería
René Figueros Erasmo Escobar Orlando Basalto Editorial Pueblo y Educación Edición: Lic. Blanca Rosa Duarte Rey Ministerio de Educación: La Habana, Cuba

42
Centro Cívico, Frente al Hospital Bertha Calderón, Módulo “U”.
Teléfonos:(505) 2265-1014 Fax: (505) 2265-1054
INATECInstituto Nacional Tecnológico
La educación es un medio para hacer retroceder la pobreza, la marginación, la ignorancia, la opresión y la guerra