MÁQUINAS Y EQUIPOS TÉRMICOS UNIDAD 5-RESUMEN
36
Instituto Tecnológico Superior De Misantla ING. ELECTROMECÁNICA 604 “A” Máquinas y Equipos Térmicos Asesor: MC. Joel Maurilio Morales García -RESUMEN U6- “COMPRESORES” Presentan: René García Santiago Mario Alvares Mateos Ruth Celeste Campos Recio David de los Santos Viveros Julio Armando Montoya García José Luis Zétera Rivas 12/Junio/2012 Misantla, Ver
-
Upload
celeste-recio-campos -
Category
Documents
-
view
635 -
download
6
Transcript of MÁQUINAS Y EQUIPOS TÉRMICOS UNIDAD 5-RESUMEN

Instituto Tecnológico Superior
De Misantla
ING. ELECTROMECÁNICA
604 “A”
Máquinas y Equipos Térmicos Asesor: MC. Joel Maurilio Morales García
-RESUMEN U6-
“COMPRESORES”
Presentan:
René García Santiago
Mario Alvares Mateos
Ruth Celeste Campos Recio
David de los Santos Viveros
Julio Armando Montoya García
José Luis Zétera Rivas
12/Junio/2012 Misantla, Ver
Pág. 2
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
Contenido
--14.3 COMPRESORES-- .................................................................................................. 3
Unidades y Condiciones Estándares. ..................................................................... 5
Termodinámica de la Compresión .......................................................................... 5
Análisis Adiabático ................................................................................................... 6
Procesos Politrópicos .............................................................................................. 7
Efectos de los Gases Reales ................................................................................... 8
Etapas múltiples a Interenfriamiento ...................................................................... 8
COMPRESORES DE DESPLAZAMIENTO POSITIVO VERSUS COMPRESORES
DINÁMICOS ........................................................................................................................ 9
Oscilaciones de presión ......................................................................................... 13
COMPRESORES RECIPROCANTES .............................................................................. 13
Válvulas de compresores ....................................................................................... 17
ANILLOS DE PISTÓN ...................................................................................................... 17
Empaquetadura de la biela ..................................................................................... 20
Cilindros no lubricados .......................................................................................... 20
Lubricación .............................................................................................................. 20
Accesorios para compresores ............................................................................... 21
Enfriamiento de los Cilindros ................................................................................ 22
COMPRESORES DE PALETAS ROTATORIAS ............................................................ 23
Compresores rotatorios de tornillo doble inundados en aceite ........................ 25
COMPRESORES ROTATORIOS DE UN SOLO TORNILLO .................................... 28
Compresores rotatorios, secos, de doble tornillo .............................................. 30
Compresores rotatorios de lóbulos secos ........................................................... 30
COMPRESORES DINÁMICOS ....................................................................................... 31
Presiones de empuje .............................................................................................. 35
Pág. 3
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
--14.3 COMPRESORES--
Por James L. Bowman
BIBLIOGRAFÍA Chlumsky. Reciprocating and Rotary Compressors, E&FN Spons,
Ltd. Loomis. Compressed Air and Gas Data.3a, ed.,Ingersoll-Rand. Rollins,
Compressed Air and Gas Handbook. 4a,ed.,Compressed Air and Gas Institute
Sheppard, Principles of Turbómachinery, Macmillan, Stepanoff, Turboblowers,
Wiley. Koppers Research and Engineering Staff, Engineers Handbook of Piston
Rings,Seal Rings, Mechanical Shaft Seals, 8a. ed., Koppers Company. Inc.
Lundberg y Glanvall, A Comparison of SRM and Globoid Type Screw
Compressors at Full Load. Proceed-ings of the 1978 Purdue Compressor
Technology Conference. Purdue University, W. Lafayette, IN. Von Nimitz,
Pulsation und Vibration Control Requirements in the Design of Reciprocating
Compressor and Pump installations, Proceeding of the 1982 Purdue Compressor
Technology Conference, Purdue University, W. Lafayette, IN.
Notación
a = velocidad del sonido A = área del pistón
Av = área de flujo en la válvula
cp = calor específico a presión constante
cv = calor específico a volumen constante
C = volumen de espaciamiento (decimal)
d = profundidad de la sección de anillos (diámetro)
D = diámetro
e = excentricidad
E= módulo de elasticidad lb/pulg2)
f = resistencia de la válvula, en cargas de velocidad
g = espacio libre en el anillo menos holgura en el extremo (pulg) gc =constante gravitacional ghp = caballaje del gas
h= entalpia
Hp= carga politrópica (pie.Ibs/lbm o kJ/kg)
k = relación de calores especificas
K = constante de área (decimal)

Pág. 4
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
L= longitud, coeficiente de fuga, longitud de la biela
Leq= longitud equivalente de tubería m = masa MW = peso molecular n= coeficiente politrópico
Nm = número de lóbulos sobre el rotor principal
nS = número de etapas nv = número de paletas N= velocidad rotacional Ns= velocidad especifica p = presión Q = flujo de calor, flujo volumétrico en las condiciones de admisión r =relación de compresión (P1/P2) rs = relación de presión por etapa r1 = relación de presión en todo el compresor
r = relación de la presión en el cilindro en el punto muerto inferior a la presión de
admisión. R = constante de los gases [para aire 53.34 pie.Ibf/(lbm.R)] radio del cigüeñal. S = entropía, esfuerzo Sg = gravedad especifica respecto al aire T = temperatura absoluta, empuje Tv = espesor de las paletas U= velocidad del pistón, velocidad periférica V = volumen Vi = relación inherente de volúmenes v = velocidad W = trabajo, flujo de masa Z = factor de compresibilidad
Letras grietas = relación del área del pistón sobre el área de flujo de la válvula
= ángulo de la paleta, grados. = longitud de onda Pérdida de presión; presión diferencial lb/pulg2 ) c = eficiencia adiabática
P = eficiencia politrópica v = eficiencia volumétrica = coeficiente de presión gHP/U
2) = coeficiente de flujo (Q/ND3)
= velocidad angular (radianes/segundo)

Pág. 5
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES” Subíndices
1= condiciones de entrada 2 = condiciones de descarga A = axial R = radial
Usos del aire y gases comprimidos
El aire comprimido se utiliza para la operación de maquinas y herramientas,
taladrar, pintar, soplar hollín, en transportadores neumáticos, en la preparación de
alimentos, en la operación de instrumentos y para operaciones en el sitio de uso
(por ejemplo, combustión subterránea). Las presiones van desde 25 psig (172
kPa) hasta 60000 psig (413.8 MPa).El empleo más frecuente es a presiones de 90
a 110 psig, que son los límites de la presión normal en casi todas las fábricas.
Los compresores para gas se emplean para refrigeración, acondicionamiento de
aire, calefacción, transporte por tuberías, acopio de gas natural “craqueo"
catalitico, polimerización y en otros procesos químicos.
Unidades y Condiciones Estándares.
En el SI, la unidad estándar para la presión para los compresores es el
kilopascal (kPa). En algunos países es la única unidad que se puede emplear por
ley en los manómetros de los compresores. En Europa. El Comité de fabricantes
de compresores, bombas de vacío y herramientas neumáticas (PNEUROP) y en
estados unidos, el Compressed Air and Gas Institute(CAGI), prefieren utilizar el
bar como unidad estándar para unidades PNEUROP y CAGI han seleccionado
como condiciones estándar 1 bar (14.5 lb/pulg2) (100kPa), 20 C(68 ) y 0% de
humedad relativa. La unidad de flujo en ISO es m3/s, aunque todavía se emplean
m3/h,m3/min y L/s. En EUA se emplean pie3/min (cfm) y pie3/h (cfh). La potencia se
expresa en kilowatts (PNEUROP) y en caballos de potencia (CAGI).
Termodinámica de la Compresión
Casi todos los compresores se analizan usando la ley de los gases ideales y se
supone que hay un calor específico constante. Para manejar las desviaciones de
los gases reales.se aplica un factor de compresibilidad (llamado también de súper
compresibilidad). La ley de los gases ideales dará resultados aceptables para los
gases que no sean de hidrocarburos, para presiones hasta aproximadamente de
1000 psi man (6 900 kPa) a temperaturas normales. Casi todos los gases y

Pág. 6
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
refrigerantes de hidrocarburos se desvían bastante de la ley de los gases ideales,
incluso a presiones medianas. En estos casos, se deberían usar las tablas de
propiedades termodinámicas, las Gráficas de Mollier y gráficas de compresibilidad.
Desafortunadamente, no se cuenta con ellas para muchos gases de importancia
industrial. En estos casos se puede usar una gráfica generalizada de
compresibilidad. Las gráficas de compresibilidad para gases diversos se pueden
encontrar en Loomis, Compressed Air and Gas Data. 3a. ed., IngersolI-Rand y en
Rollins , Compressed Air and Gas Handbook, 4ª. ed., Compressed Air and Gas
Institute.
Análisis Adiabático
La ecuación del estado de un gas ideal es:
La primera ley de la termodinámica para un proceso de flujo estacionario es (por
masa unitaria)
Si no se tiene en cuenta la energía cinética del gas y se
supone que hay un calor especifico constante, entonces para un proceso
adiabático reversible, la ecuación (14.3.2) se convierte en
Al sustituir a ,la ecuación (14.3.3) se
convierte en
Se pueden obtener los mismos resultados al evaluar dp sobre un
diagrama P-V idealizado (Fig. 14.3.1).
La eficiencia isoentrópica (relación entre trabajo isoentrópico y trabajo real) se
expresa con

Pág. 7
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
Procesos Politrópicos
Como una alternativa para el análisis adiabático, un proceso politrópico se puede
definir como
Se aplican todas las ecuaciones adiabáticas, si se sustituye (k - 1 )/k por ( n- 1)/n.
en donde
Si se conocen las temperaturas y presiones en la entrada y en la descarga, n se
puede calcular a partir de:
El trabajo reversible a lo largo de la trayectoria politrópica se llama trabajo
politrópico.
La eficiencia politrópica. p, (relación entre el trabajo politrópico y el trabajo real) se
expresa con:
La eficiencia politrópica y la eficiencia isoentrópica se pueden relacionar con:
La ecuación (14.3.9) sólo es válida para los gases ideales con calores específicos
constantes. Sin embargo, debido a que los errores de los gases reales ocurren en
el numerador y en el denominador, la ecuación da resultados de razonable
exactitud para los gases reales que se desvían moderadamente de los
gases ideales.

Pág. 8
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
Los compresores de desplazamiento positivo se analizan, en forma casi
universal, usando el modelo adiabático. Los compresores dinámicos se analizan
usando los modelos adiabáticos y los politrópicos aunque estos últimos se
prefieren cada vez más. La ventaja del modelo politrópico es que se cuenta
inmediatamente con la temperatura de descarga y np
es esencialmente constante para gases diferentes. La ventaja del modelo
isoentrópico es que el trabajo isoentrópico se puede leer de inmediato en las
tablas o gráficas termodinámicas. La comparación de las eficiencias adiabáticas a
diferentes relaciones de presiones no es un procedimiento válido.
Efectos de los Gases Reales
Para tener en cuenta las desviaciones de la ley de gases ideales, se introduce un
factor de compresibilidad.
El trabajo isoentrópico de compresión de un gas real vuelve a ser
en donde Z1 y Z2 son las compresibilidades en las condiciones 1 y 2. La
compresibilidad cambien afectará en el flujo de volumen del compresor debido a la
nueva expansión del gas en el volumen del espacio muerto.
Etapas múltiples a Interenfriamiento
El aumento de temperatura y los esfuerzos mecánicos limitan la diferencia máxima
de presión a través de una sola etapa de cualquier tipo de compresor. El aumento
de presión a través de una etapa de un compresor dinámico está limitada,
además, por la carga politrópica disponible que puede producir esa etapa. La
eficiencia volumétrica de un compresor reciprocante se reduce con el aumento de
la relación de presión imponiendo un límite práctico a la relación máxima por
etapa.

Pág. 9
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
Las etapas múltiples se emplean para superar esas limitaciones y para ahorrar
energía. Con un interenfriamiento “perfecto” y sin pérdidas de presión entre las
etapas, la potencia mínima se obtiene teóricamente cuando
rs=
(14.3.12)
en donde ns = número de etapas; rs = relación de presión por etapa y rt = relación
de presión a través de todo el compresor.
Por cada 10 F (5.6 C) de interenfriamiento imperfecto, la potencia en caballos
aumenta aproximadamente l%. El interenfriamiento “perfecto” se logra cuando la
temperatura del gas al salir del interenfriador es igual a la temperatura del gas en
la admisión al compresor. El trabajo teórico máximo se puede ahorrar con un
interenfriamiento "perfecto" es
En el diagrama ideal de indicador (Fig. 14.3.1) se trata de la superficie 3' 4 4' 2'
En la práctica, rara vez se obtiene un interenfriamiento perfecto. La práctica
normal consiste en enfriar el gas entre las etapas hasta que se logre una
temperatura de 15 F a 20 (8.2 °C a 11°C) del gas en la entrada. En los
compresores enfriados por agua, se debería usar el agua mas fría que se pueda
obtener para el interenfriamiento.
COMPRESORES DE DESPLAZAMIENTO POSITIVO
VERSUS COMPRESORES DINÁMICOS
Los compresores de desplazamiento positivo acumulan un volumen fijo de aire
dentro de una cámara y, lo comprimen,al reducir el volumen de la cámara. El
trabajo ideal para este proceso se expresa con la ecuación (14.3.4). El trabajo
también se podra obtener del área encerrada por el diagrama indicador ideal,(Fig
14.3.1). La potencia en caballos real teniendo en cuenta las desviaciones del gas
real es:

Pág. 10
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
con las presiones en lb/pulg2 y los volúmenes en pie3/min.
Cuando el gasto volumétrico V se da en m3/s y la presión en pascales (con caída a
144/33 000), la potencia se da en watts. Para un flujo de volumen, la potencia
ideal se altera por la presión de entrada, el valor k del gas y la relación de
compresión, y no la afecta la temperatura de admisión ni el peso molecular del
gas.

Pág. 11
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
La potencia real se aumenta debido a las perdidas a través de las válvulas u
orificios de admisión o de descarga como se puede ver en el diagrama indicador
de la figura 14.3.2.
Las pérdidas adicionales se producen por la turbulencia dentro de la cámara de
compresión, por el precalentamiento del gas de entrada y por las fugas a partir de
la cámara de compresión. La eficiencia de la compresión isoentrópica (relación del
trabajo isoentrópico al trabajo real de compresión) se puede determinar con el
diagrama indicador o se puede calcular con la ecuación (14.3.5), siempre y
cuando no haya inyección de líquido. Además de las perdidas termodinámicas, se
deben sumar las pérdidas mecánicas a los requisitos de potencia.
Para compresores de etapas múltiples, sólo se utiliza el desplazamiento de la
primera etapa.
Los compresores de desplazamiento positivo son de volumen constante y presión
variable (Fig. 14.3.3). Para presiones fijas de entrada y descarga y velocidad
variable, los compresores de desplazamiento positivo son maquinas que tienen un
par constante.
Los compresores dinámicos trabajan al transferir la cantidad de movimiento
(momentum) al gas por medio de un rotor de alta velocidad. El proceso es un flujo
estacionario con el trabajo expresado en la ecuación (14.3.4), La carga se define
como la energía por unidad de masa del fluido. La carga politrópica requerida para
una relación de compresión dada es

Pág. 12
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
La potencia en caballos de gas sobre la base de pie3/min es
Y sobre la base del flujo de masa
Con Hp en j/kg y W en kg/s. la potencia en kilowatts es
Las perdidas mecánicas se deben sumar a la potencia de gas para obtener la
potencia del árbol. Para los compresores dinámicos no se define la eficiencia
volumétrica.
Para el diseño de impulsor de lapo fijo y a una velocidad fija, es constante la
energía que se transfiere a una masa unitaria de fluido cuando pasa por el
impulsor (es decir, la carga). El aumento en la presión y la potencia varían en
proporción directa con la densidad del gas de entrada, sin que importe la causa
del cambio en la densidad. Un aumento en k hará que se reduzca el
aumento en la presión, pero no alterara la potencia.
Un compresor centrífugo es una máquina de presión constante y capacidad
variable (Fíg. 14.3.3). Un compresor axial es una máquina de capacidad constante
y presión variable en un rango importante de presiones de descarga. Los
compreso res dinámicos, al menos en el aspecto cuantitativo, siguen las leyes de
los ventiladores.
La configuración de un compresor dinámico se determina por el flujo requerido,
la carga politrópica y la velocidad. La velocidad específica es un parámetro
adimensional que se emplea para seleccionar la configuración deseada.

Pág. 13
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
Para velocidades específicas de 400 a 900 se emplean impulsores radiales. Se
prefieren los impulsores de flujo mixto de entre 800 y 3400. Para velocidades
específicas superiores a 1400, se suele utilizar impulsores axiales.
Oscilaciones de presión Todos los compresores dinámicos tienen un punto mínimo de flujo llamado límite
de oscilación de presión, por abajo del cual la operación de la máquina es
inestable. Éste límite es función del tipo de compresor, relación de presión de
diseño, propiedades de los gases, temperaturas en la admisión, ángulo de las
paletas y velocidad. Se debe evitar la operación en el limile o por abajo de él. La
existencia eie un límite de oscilación hace indispensable conocer la curva de
demanda para la instalación particular.
COMPRESORES RECIPROCANTES
Los compresores reciprocantes (Figs. 14.3.4 y 14.3.5) tienen un tamaño que varía
desde fracciones de pie3/min (cfm) hasta 15 000 cfm (25485 m3/h) con presiones
Pág. 14
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
de descarga hasta de 60 000 psi man (413 790 kPa). La mayoría de las
aplicaciones están en el rango de presión de 10 a 300 psi man (690 a 2069 kPa) y
capacidades menores de 2 500 pie3/min (4250m3/h).Los compresores de acción
sencilla (que comprimen el gas en un solo lado del pistón) tienen su mayor
aplicación en tipos de menos de 50 hp (37 kW). Los compresores más grandes
suelen ser de doble acción (es decir, se emplean ambos lados del pistón para
comprimir el gas). La mayor parte de los sistemas de aire operan de 90 a 110 psi
man. Los compresores reciprocantes y los rotatorios de tornillo inundados con
aceite comparten el mercado por igual. Para más de 200 psi (1380 kPa)
dominan los compresores reciprocantes.
Alguna vez fueron de empleo común los compresores de una etapa de 100 hp
(75 KW) que operan a 125 psi man. En la actualidad, se acostumbra emplear
etapas múltiples con interenfriamiento para presiones superiores a 80 psi man
(552 kPa) y tamaños de sólo 10 hp (7.5 kW) El interenfriamiento ahorra energía y
las temperaturas más bajas en la descarga dan mayor seguridad y más duración
del compresor
La capacidad de un compresor reciprocante se determina al multiplicar el
desplazamiento de la primera etapa por la eficiencia volumétrica.
En donde r = Ps/P1; r= P2/P1 y L = coeficiente de fuga =0.05 para compresores
lubricados y 0.10 para los no lubricados. Ps= la presión que hay en el cilindro
cuando el pistón está en el punto muerto inferior. C es el volumen de espacio
muerto como fracción decimal e incluye los volúmenes, en los conductos para las
válvulas hasta llegar a los elementos de sellamiento (punto P2Vc en la Fig. 14.3.2).
El volumen de espaciamiento para servicio normal es de 5 a 15%. Los
compresores de alta presión tienen el mínimo volumen práctico de espacio muerto
donde los compresores de tuberías pueden tener 100% de espacio muerto. La
eficiencia volumétrica del indicador de la figura 14.3.2 es de Vs/Vd En general, será
mayor que la que se obtenga con la ecuación (14.3.20).
La eficiencia de compresión varía entre 0.85 y 0.95. La eficiencia mecánica va
de 0.88 a 0.95 La eficiencia global es el producto de las eficiencias de compresión
y mecánica.
Pág. 15
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
La temperatura de descarga se puede calcular a partir de:
Si varía la presión de entrada y se mantiene constante la presión de descarga,
la potencia en caballos del compresor pasará por un valor máximo, lo cual se
puede ver si se sustituye V1, por el desplazamiento multiplicado por v en la
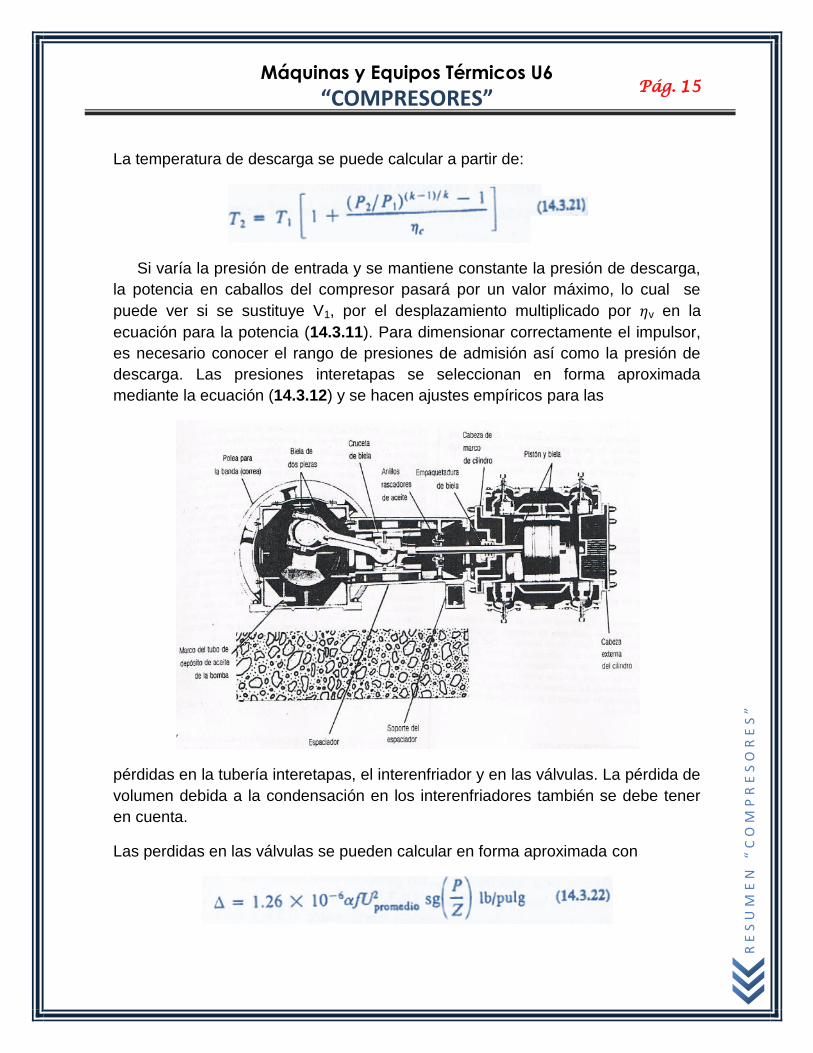
ecuación para la potencia (14.3.11). Para dimensionar correctamente el impulsor,
es necesario conocer el rango de presiones de admisión así como la presión de
descarga. Las presiones interetapas se seleccionan en forma aproximada
mediante la ecuación (14.3.12) y se hacen ajustes empíricos para las
pérdidas en la tubería interetapas, el interenfriador y en las válvulas. La pérdida de
volumen debida a la condensación en los interenfriadores también se debe tener
en cuenta.
Las perdidas en las válvulas se pueden calcular en forma aproximada con

Pág. 16
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
en donde = relación del área del pistón al área de flujo de la válvula; f =
resistencia de la válvula en las cargas de velocidades( 4); sg = gravedad
específica con respecto al aire: (Uprom velocidad promedio del pistón, pie/s).
La velocidad del pistón como función del tiempo es:
en donde R = radio del cigüeñal. L = longitud de la biela y = velocidad del
cigüeñal (rad/s).Si no hubiera sellos en las válvulas, la velocidad a través de ellas
seria:
Los elementos de sello de las válvulas amplifican la velocidad de pulsación, de
manera que el flujo de pulsación es inherente en los compresores reciprocantes.
La longitud de onda total para un cilindro de doble acción es = 60 a/2N, en donde
a es la velocidad del sonido. Para un cilindro de acción sencilla, ese valor es el
doble. Se deberían evitar los tubos con longitudes equivalentes totales iguales a
múltiplos de /4.
Para un cilindro de doble acción, los problemas principales ocurren cuando hay
/4 y 3 /4, aunque la resonancia pueda ocurrir con otros múltiplos de /4 La
longitud equivalente Leq se expresa con:
en donde V =volumen equivalente del cilindro y el conducto y S = área de sección
transversal del flujo del tubo.
Si no es posible evitar las longitudes designadas, se puede instalar una botella
volumétrica o hacer un orificio en el sistema de tubería. Si se hace el orificio, debe
tener la mitad de diámetro del tubo y estar colocado en un nodo (un nodo ocurre
en el extremo abierto del tubo). La botella volumétrica se debe colocar lo más
cerca posible del cilindro. Von Nimitz en Pulsation and Vibration Control
Requirements in the Design of Reciprocating Compressor and Pump Instalations

Pág. 17
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES” (Proceeding of the 1982 Purdue Compressor Technology Conference, Purdue
University), recomienda la siguiente ecuación para determinar el tamaño:
PD es el volumen total de desplazamiento de doble acción de todos los cilindros que se van a conectar mediante el múltiple con la botella de control de oscilaciones (pie3). El subíndice s se refiere a la succión, el d a la descarga. R es la relación de compresión. Las temperaturas están en grados Rankine.
Válvulas de compresores
El área efectiva de las válvulas se define como el producto de la altura de elevación del elemento y la suma de las periferias del asiento o cintas bordes de la válvula, menos las guías y las superficies de contacto de los extremos. En general, para el servicio de aire y baja presión, se emplean las válvulas de placa y de tipo de lengüeta (Figs. 14.3.6 y 14.3.7). La válvula de disco concéntrico (Fig. 14.3.8) se emplea en operaciones a alta presión, con productos químicos y con gas natural. La altura de elevación varía desde 0.035 pulg (0.9 mm) para alta presión y operaciones de alta velocidad hasta 0.180 pulg (4.6 mm) para baja presión y baja velocidad, y suele ser de 0.100 pulg (2.5 mm) para usos generales. Los muelles o resortes se utilizan para reducir las cargas de impacto. El espesor de los elementos va de 0.050 a 0.125 pulg (1.3 a 3.2 mm) para servicio con alta presión. El espesor, altura de elevación y carga de los muelles se seleccionan al tanteo. El elemento de la válvula de,lengüeta (Fig. 14.3.7) funciona como muelle y como sello. Una lengüeta de 8 pulg (203 mm) tiene una altura de elevación promedio de 0.100 pulg (2.5 mm). El espesor de la lengüeta varía de 0.02 a 0.09 pulg (0.5 a 2.0 mm). Se han instalado con buen resultado válvulas de disco de Nylon múltiples [con altura de elevación de 0.25 pulg (6.3 mm)] en. algunas tuberías y otros servicios en donde la temperatura de descarga no excede de 250 °F (121 °C).
ANILLOS DE PISTÓN
En los compresores reciprocantes se emplean anillos de compresión, anillos de aceite y anillos montantes. Los anillos de compresión se utilizan en todos los casos; pero, el empleo de anillos de lubricación y de los montantes dependerá del tipo de compresor y su servicio.

Pág. 18
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
El anillo de compresión estándar es un anillo de una pieza, cuadrado o en ángulo aunque a veces se emplean anillos segmentados y de dos piezas. El anillo de una sola pieza suele tener una sección transversal rectangular, pero ocasionalmente la cara de contacto del cilindro tiene una corona o reborde para evitar cargas sobre el borde y para mejorar la lubricación. Los anillos de hierro fundido todavía se utilizan mucho, pero en muchas
Pág. 19
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
aplicaciones los han sustituido los anillos de TFE rellenos. Los anillos de TFE con relleno de carbón se prefieren para compresores en procesos industriales. Para compresores de aire, se utilizan rellenos de carbón, vidrio y bronce. Los anillos de TFE se pueden usar a temperaturas desde -450 °F hasta 500 °F (-268 °C a 260 °C). El TFE con relleno de bronce es bueno para operaciones a altas temperaturas debido a su conductividad térmica elevada. Para servicios en donde no hay aceite, se prefiere el TFE relleno con carbón. En muchos compresores en que se manejan gases con componentes corrosivos (por ejemplo H,S) se emplean anillos de pistón hechos con laminados de termofijos, reforzados con tela, y con adición de disulfuro de molibdeno para mejor lubricación. Los anillos de poliamida, poliimida y de polia- mida-imida funcionan bien con muy poca lubricación o sin ella. Los anillos de una pieza deben extenderse con una herramienta especial para pasarlos sobre el pistón e instalarlos en su ranura. El esfuerzo máximo ocurre a 180° de la unión y lá define Koppers Research and Engineering Staff (Engine ers Handbook of Pistón Rings, Seal Rings, Mechanical Shaft Seáis, 8a. ed., Koppers Company, Inc.) como
Cuando el anillo está apretado y ajustado al diámetro del cilindro, está esforzado para proporcionar la presión de asentamiento inicial. El esfuerzo máximo (a 180° de la unión) se define en Koppers, Engineers Handbook, como
Los anillos de lubricación de aceite se emplean en los compresores lubricados para “rascar” el aceite de la pared del cilindro y dosificar una pequeña cantidad para los anillos de compresión. Los anillos de lubricación pueden estar encima o debajo del pasador (perno) de articulación. Las condiciones de operación para los anillos de lubricación son menos rigurosas que para los anillos de compresión. En los compresores no lubricados, se emplean anillos montantes para evitar el contacto entre el pistón y el cilindro. Para evitar el desarrollo de presión en el frente de los anillos montantes, éstos tienen ranuras en el interior. Por lo común, se requieren dos o más anillos espaciadores. Con una presión diferencial de menos de 300 lb/pulg2 se acostumbra emplear dos anillos de compresión y uno o dos anillos de lubricación. Para una diferencia de 300 a 600 lb/pulg2 se emplean tres o cuatro anillos de compresión; para una diferencia de 600 a 1500 lb/pulg2 se emplean cuatro o cinco. A más de 1500 lb/pulg2 se emplean seis o más anillos.

Pág. 20
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
Empaquetadura de la biela
Los compresores de doble acción se impulsan por medio de una cruceta (Fig. 14.3.5) y necesitan una empaquetadura en la biela para sellar ésta, la cual conecta al pistón con la cruceta. Las condiciones de operación de la empaquetadura son mucho más rigurosas que las de los anillos de pistón. En un compresor de doble acción, los anillos de pistón sellan en contra de la diferencial de presión a través de la etapa, mientras que la empaquetadura de la biela sella la diferencial entre la presión de descarga y la atmosférica.
En las empaquetaduras de bielas se emplean los mismos materiales que en los anillos de pistón. La empaquetadura metálica puede permitir un desgaste de la biela de 0.15% en el diámetro de la misma y hay menor tolerancia a más de 2000 lb/pulg (13 790 kPa). La biela debe estar endurecida a Rockwell C 40 y esmerilada a un acabado de superficie de 10 mis o menos.
Cilindros no lubricados
En la clase NL-1 no se permite ninguna lubricación directa pero soporta contaminación diminuta introducida a lo largo de la biela. Ésta se puede eliminar
con un espaciador adicional y un rascador de biela, con lo cual el cilindro será de
clase NL-2. En los pistones para estos cilindros se emplean anillos y anillos
montantes de Teflon. La duración de los anillos de carbón se reduce cuando hay poca humedad. El cilindro debe tener un acabado de superficie de 10 a 16 rms y una dureza mínima de Rockwell C 20.
Lubricación
Los lubricantes sirven para: 1) evitar el desgaste porque producen una película de apoyo entre las superficies de fricción; 2) sellar sitios con tolerancias pequeñas; 3) proteger contra la corrosión y 4) retirar el calor de la fricción y las partículas de desgaste de los puntos de contacto. En los cilindros y empaquetaduras industriales se requiere lubrica- dores de alimentación forzada. La viscosidad es el mejor índice de aplicación del aceite: en servicio general con presiones a menos de 500 lb/pulg2 (3448 kPa) se requiere de 400 SSU (86 centistokes), a 100 °F (38 °C), (SAE 40); de 700 SSU (151 centistokes) para 2000 lb/pulg2 (13 793 kPa) y de 1000 SSU (216 centistokes) (SAE 50) para 8000 lb/pulg2 (55 000 kPa). Estos aceites tienen viscosidad muy alta a 40 °F (45 °C), lo cual producirá mala lubricación. Una práctica para lugares muy fríos durante el invierno, es tener camisas de agua con circulación continua de agua caliente y calentadores eléctricos de inmersión en el depósito de aceite. Los aceites para la caja del cigüeñal deben tener inhibidores de espuma, dispersantes de lodos e inhibidores de herrumbre. En los lubricantes para alta presión se agregan agentes de fósforo para extrema presión a fin de evitar el desgaste y daños por raspaduras. El aceite

Pág. 21
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
de ricino y el aceite de colza son aditivos resistentes a la acción disolvente de los hidrocarburos condensados.
Cellulube, Houghto-safe, Pydraul AC, Anderol y fluorolu- bes se usan para resistir los peligros de reacciones exotérmicas en la compresión de aire. El consumo de lubricante del cárter para 10 plantas sobre ün registro de años promedió 20 000 bhp/(h)(gal). La tabla 14.3.1 muestra las necesidades de lubricante para procesos generales y operaciones con gas natural.
Accesorios para compresores
Las leyes en todo Estados Unidos de América y la práctica segura para trabajo requieren una válvula de alivio hacia adelante de la primera válvula de cierre, en todos los compresores de desplazamiento positivo. La válvula está graduada para abrir a 1.25 veces más la presión normal de descarga o a la presión máxima de trabajo del cilindro, la que sea menor. El sistema de tubería para la válvula de alivio, a veces incluye una válvula de respiración manual o bien una válvula de derivación a la succión o ambas para facilitar las operaciones de arranque y de operación de paro. Las ecuaciones para cálculo rápido del tamaño de las tuberías son: 1) conexiones de tubería, ¿/l.75; 2) derivación, di4.5; 3) respiración, d/6.3 y 4) orificio de válvula de seguridad, dJ9. El flujo de volumen se controla con impulsores de velocidad variable; las máquinas
de vapor pueden funcionar al 20% de la velocidad nominal y los motores de
combustión de gas al 60%. La velocidad de los motores eléctricos se puede variar
por medio de acoplamientos de corriente parásita e hidráulicos y en los rotores
con devanados especiales, mediante reós- tatos; ambos son costosos e
ineficientes. La descarga se puede efectuar por medio de la altura de elevación de
las válvulas y de los espacios nocivos (Figs. 14.3.4 y 14.3.9). Las instalaciones de
compresión de aire para las empresas de servicios públicos tienen estrangulación
con descargadores en la succión (Fig. 14.3.10). En operaciones de procesos se
utilizan controles de estrangulación de la succión y de derivación.
Pág. 22
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
Enfriamiento de los Cilindros
Los compresores de acción sencilla, en especial los pequeños, se enfrían con aire mediante aletas fundidas en el interior del cilindro. Un ventilador hace pasar el aire frío a lo largo de las aletas. Los compresores de doble acción suelen tener cilindros con camisas (“chaquetas”) de agua para enfriamiento.
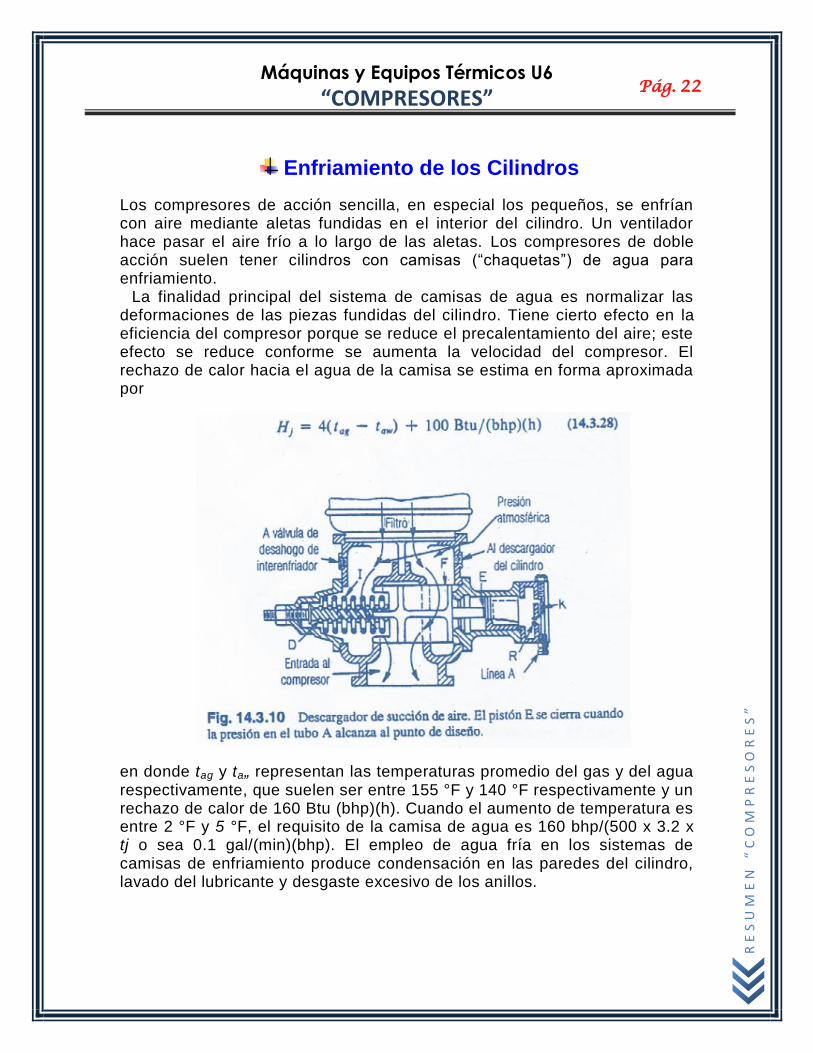
La finalidad principal del sistema de camisas de agua es normalizar las deformaciones de las piezas fundidas del cilindro. Tiene cierto efecto en la eficiencia del compresor porque se reduce el precalentamiento del aire; este efecto se reduce conforme se aumenta la velocidad del compresor. El rechazo de calor hacia el agua de la camisa se estima en forma aproximada por
en donde tag y ta„ representan las temperaturas promedio del gas y del agua respectivamente, que suelen ser entre 155 °F y 140 °F respectivamente y un rechazo de calor de 160 Btu (bhp)(h). Cuando el aumento de temperatura es entre 2 °F y 5 °F, el requisito de la camisa de agua es 160 bhp/(500 x 3.2 x tj o sea 0.1 gal/(min)(bhp). El empleo de agua fría en los sistemas de camisas de enfriamiento produce condensación en las paredes del cilindro, lavado del lubricante y desgaste excesivo de los anillos.

Pág. 23
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
COMPRESORES DE PALETAS ROTATORIAS
En la figura 14.3.11 aparece una sección de un compresor típico de paletas rotatorias. El desplazamiento se puede calcular con la siguiente fórmula
Los compresores de paletas rotatorias tienen una relación inherente de volúmenes V¡. Esto significa que comprimirán el gas dentro de la cámara de compresión a P1 (V¡)
n antes de que se abra la cámara de compresión hacia el orificio de descarga. P1 es la presión de admisión y V¡ es la relación del volumen de la cámara de compresión en el punto de corte de admisión al volumen en el punto justo antes de la apertura del orificio de descarga. Si la relación de operación-presión no concuerda con la relación integrada, ocurrirán exceso o deficiencia de compresión como se indica en la figura 14.3.25. Para este caso, el trabajo ideal se debería calcular como
La relación de este trabajo por encima del trabajo ideal requerido para un compresor con concordancia “perfecta”, se puede ver en la figura 14.3.26. Por ejemplo, el trabajo teórico de un compresor de aire con V¡ = 2, que opere a P2 = 0.8 P¡, requeriría en teoría 2.5% más trabajo del que se necesitaría si estuviera diseñado de modo que la relación integrada coincidiera con la relación de operación.

Pág. 24
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
Sin embargo, la práctica normal sirve para poner la base de las eficiencias sobre una potencia calculada como si la relación integrada del compresor concordara con la relación de operación.
Los compresores de paletas rotatorias pueden ser secos, lubricados o inundados en aceite. Antes de 1960, se utilizaban como compresores portátiles los de dos etapas, de paletas, inundados en aceite, hasta 900 pie3/min (1530 mVh), que comprimían hasta 150 psi man (10.3 bar) (1034 kPa). Ahora, sólo se emplean los de menos de 100 pie3/min (170 m3/h) para compresores de aire y para compresores y reforzadores pequeños para refrigeración.
Los materiales de las paletas pueden ser fenólicos (micarta, poliamido-imidas, poliimidas, Ryton) o metálicos (aleación de aluminio y silicio). Las principales limitaciones de los compresores de paletas las imponen la frición en la punta de las paletas, los esfuerzos de flexión y los límites en la longitud de ellas. Las velocidades máximas en la punta de las paletas son de alrededor de 65 pie/s (20 m/s). Por lo general, se emplean de 6 a 8 paletas, aunque se ha llegado a utilizar 20. La decisión a tomar está entre una diferencial de presión reducida por celda o un aumento en la fricción. La relación normal de excentricidad es de e = 0.07D para baja presión (25 psi man) (172 kPa), y e = 0.05D para presiones más altas (50 psig) (345 kPa). Para servicio a más de 50 psig los compresores suelen ser de etapas múltiples.
Si se supone que la temperatura del aceite inyectado es de 140 °F (60 °C) y que
no hay interenfriamiento, un compresor de paletas de dos etapas que opere a
1000 psi man, tendrá una eficiencia adiabática (incluyendo pérdidas mecánicas)
de 60
a 72%. La temperatura aproximada de descarga será de 200 °F (90 a 95 °C). En los compresores de paletas inundados con aceite se suele utilizar lubricantes

Pág. 25
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
sintéticos. Las altas razones de corte y la temperatura en la punta de las paletas, oxidan con rapidez los lubricantes a base de petróleo.
Compresores rotatorios de tornillo doble inundados en aceite
En la figura 14.3.12 se presenta un corte seccional de un compresor de este tipo. El principio de operación se puede determinar a partir de la figura 14.3.13. El desplazamiento de un compresor de doble tomillo es
en donde K = Nm(Aní¡ + Afg)D2\ D = diámetro del rotor; L = longitud del rotor; Nm =
número de lóbulos en el rotor principal; = área de una ranura en el rotor principal y Af¡ = área de una ranura en el rotor secundario. Clh es una constante de traslape
(entre 0.95 y 1.0 para casi todos los diseños), que corrige el traslape de los
procesos de llenado y compresión (Fig. 14.3.23).
C,A depende de ángulo de alabeo, del perfil y del número de lóbulos. Se utilizan
combinaciones de (4 y 5), (4 y 6), (5 y 6) y (5 y 7) lóbulos. En el diseño más
común se emplea la combinación de (4 y 6). El ciclo completo (llenado y compre-
sión) ocurre aproximadamente por encima de 750° de rotación del rotor principal.
Hay cuatro ciclos por revolución del rotor principal. El proceso de descarga para

Pág. 26
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
ranuras adyacentes se traslapa aproximadamente unos 40° para dar un proceso
de descarga de suavidad inherente.
Los compresores rotatorios de tomillo tienen una relación de volumen V.
integrada (que suele ser de 4.4 para compresores de aire de una sola etapa y de
1.9 a 2.2 para compresores de refrigeración). Para una presión de admisión de P1
el compresor tendrá una presión integrada de P1Vin. El efecto sobre el diagrama
de P-V y sobre la potencia teórica se puede encontrar en las figuras 14.3.25 y
14.3.26. En la práctica, las pérdidas incrementadas en el orificio de descarga,
asociadas con las relaciones de volumen integrado más elevadas (área menor del
orificio) se desvían de los resultados de la figura 14.3.26. En la práctica, es más
eficiente, cuando menos en los compresores de aire, tener una relación integrada
un poco menor que la relación teórica. Los compresores de una etapa y doble
tomillo rara vez tienen relaciones de presión integradas mayores de 9 y casi todos
están diseñados con relaciones de 7 a 8. Un compresor diseñado para 100 psi
man, puede funcionar a 175 psi man (1208 kPa) con una pérdida en la eficiencia
adiabática de aproximadamente 5% y con una pérdida de 4% de eficiencia
volumétrica.
La eficiencia adiabática (que incluye las pérdidas mecánicas en el extremo de
aire) varía de 70% para compresores de baja velocidad pequeños (80 mm) y 88%
para los compresores grandes (300 mm) que trabajan despacio. Un valor
promedio para un compresor de tamaño mediano es de 0.78 a 0.75 con base en
una temperatura de inyección que sea la de admisión de más de 50 °F. La
exactitud en la fabricación de los rotores es esencial para lograr buena eficiencia.
El calor absorbido por el aceite para enfriamiento se puede estimar por:
en donde la potencia = la potencia en el árbol hacia el compresor. T2 suele ser de
70 a 90 °F por encima de Ty
Las velocidades en las puntas va de 15 a 50 m/s. Los tamaños de los rotores
van de 40 a 400 mm de diámetro, con UD entre 1 y 2. Los compresores de tomillo
inundados en aceite dominan el mercado de compresores portátiles y comparten
más o menos por igual el mercado para suministro de aire en las fábricas con los
compresores reciprocantes hasta los de más o menos 3000 pie3/min. En la

Pág. 27
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
industria de refrigeración, el compresor de tomillo tiene su aplicación más amplia
en el rango de 300 a 500 kW.
En las aplicaciones de las bombas de calor, el volumen del espacio muerto de
cero en el compresor de tomillo es una ventaja sobre los reciprocantes. Éstos
pierden eficiencia volumétrica cuando baja la temperatura exterior (aunque la
relación de compresión aumente), lo cual requiere calor adicional para compensar
la pérdida de capacidad. Ya se cuenta con compresores de tomillo para
refrigeración que tienen un orificio secundario de succión llamado conexión
economiza- dora. Esto permite operar con dos niveles de temperatura. En
operación a plena carga, el sistema COP ha mejorado significativamente. En la
medida que el compresor se descarga, la mejoría se pierde. La capacidad se
puede controlar con la operación conectado/desconectado de la línea, con
estrangulación en la admisión, con operaciones de válvulas corredizas o
rotatorias o con regulación de la velocidad. Los compresores estacionarios para
aire se suelen controlar al conectarlos y desconectarlos de la línea o
estrangulación en la admisión con descarga menor del 50% de la capacidad. La
presión atmosférica del depósito de aire y aceite se suele hacer que descienda
durante la descarga.
Los compresores portátiles, por lo general, se controlan con una combinación de
estrangulación de la admisión y regulación de la velocidad; no se purgan los
colectores de aire-aceite.
Los compresores de refrigeración se controlan con estrangulación en la
admisión, o más frecuentemente con válvulas de corredera o rotatoria. En la
figura 14.3.24 se ilustra un compresor con válvula rotatoria. El efecto sobre el
consumo de energía para cada tipo de control de capacidad se puede ver en la
figura 14.3.21.
Los compresores de doble tornillo de lubricación han operado exitosamente con
aceites a base de petróleo, fluidos para transmisión automática, diésteres
sintéticos, polialfaolefinas, hidrocarburos sintetizados y poliglicoles. La tendencia
es usar lubricantes sintéticos.
Cualquiera que sea el lubricante seleccionado, la temperatura de descarga para
un compresor de aire se debe mantener lo bastante alta para evitar la
condensación en el lubricante y durante la operación con carga parcial. Por lo
general, se logra con una válvula térmica graduada para mantener la temperatura
mínima de inyección de 140 a 165 °F (60 °C a 76 °C). Los separadores estándar

Pág. 28
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
de aceite, limitan el arrastre de aceite a 5 ppm o menos. Este arrastre se puede
reducir todavía más con un tratamiento opcional.
La pérdida de capacidad por la altitud de un compresor de doble tomillo, de
lubricación, es muy pequeña en comparación con un compresor reciprocante. La
corrección aproximada de la capacidad según la altitud se indica en la figura
14.3.22
COMPRESORES ROTATORIOS DE UN SOLO
TORNILLO
El principio de operación del compresor de un solo tomillo se puede apreciar en
la figura 14.3.14. Lundberg y Glanvall (véase Bibliografía) mencionan que el
desplazamiento es:

Pág. 29
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
El
compresor rotatorio de un solo tornillo es del tipo de lubricación con una relación de volumen integrada. El proceso de llenado y de compresión como función de rotación del rotor principal se muestra en figura 14.3.23. El ciclo completo de llenado y compresión cubre 360° de rotación del rotor principal. Hay seis compresiones por cada revolución del rotor principal para cada rueda de estrella. Las compresiones para cada rueda de estrella están casi en fase por lo cual el efecto bruto hasta llegar a la tubería de descarga, es de seis descargas por revolución del rotor principal.
El compresor de un solo tomillo se emplea en la industria de la refrigeración, en donde una carga baja en los cojinetes del rotor principal es una ventaja. También se utiliza como compresor de aire en los tamaños más pequeños.
La eficiencia adiabática del compresor de un solo tomillo es 2 a 5% más baja que la de uno de doble tomillo de tamaño comparable. El efecto de la operación fuera de las condiciones del diseño se puede ver en la figura

Pág. 30
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
14.3.26. El control de la capacidad es idéntico que en el compresor de doble tomillo.
Compresores rotatorios, secos, de doble tornillo
Este compresor tiene engranaje de distribución para separar los rotores entre sí, que pueden o no, estar revestidos. El compresor típico tiene camisas de agua para enfriamiento. Los sellos evitan las fugas del gas a lo largo de los árboles y conservan el aceite en los cojinetes y en el engranaje de distribución. Las chumaceras de manguito son de empleo muy común, pero algunos tienen cojinetes antifricción. El desplazamiento es el mismo que en los tornillos de lubricación. Las velocidades en las puntas varían de 80 a 120 m/s. La relación de compresión máxima por etapa es de 4.5 con base en k = 1.4. Los tamaños van desde alrededor de 400 hasta 20 000 pie3/min (680 a 34 000 n;3/h). Las presiones son de 15 a 180 psi man (103 a 1240 kPa). Los compresores de dos etapas casi siempre están interenfriados. Con interenfriamiento hasta 15 °F, se aproximan a la eficiencia adiabática (con base en cero interenfriamiento) e incluye pérdidas mecánicas entre 72% y 80%. Aunque los compresores de lubricación se pueden controlar para tener capacidades muy bajas mediante la estrangu-lación en la admisión, esto no se puede hacer en los de tomillo seco. La relación de presión produce aumento excesivo de la temperatura en todo el compresor.
Compresores rotatorios de lóbulos secos
Los compresores de lóbulos son un tipo más o menos nuevo, que se utiliza para suministrar aire comprimido, libre de aceite. En la figura 14.3.15 se ilustra un tipo de diseño, que puede proporcionar una presión de 125 psi man (860 kPa) con un volumen de 200 a 1500 pieVmin (340 a 2550 m3/h) en dos etapas.
El compresor de lóbulo seco es de desplazamiento positivo y con relación de volumen integrada. El efecto en la potencia teórica (para cada etapa) de operación fuera de las condiciones del diseño, se puede ver en la figura 14.3.26. Los rotores están separados por un engranaje de distribución y soportados por cojinetes antifricción. Las carcasas están enfriadas por camisas de agua y se ha provisto interenfriamiento entre etapas. Hay dos compresiones por revolución. El desplazamiento se expresa con:
La capacidad se controla por una válvula que le da respiración a la cámara de compresión de retomo a la admisión.

Pág. 31
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
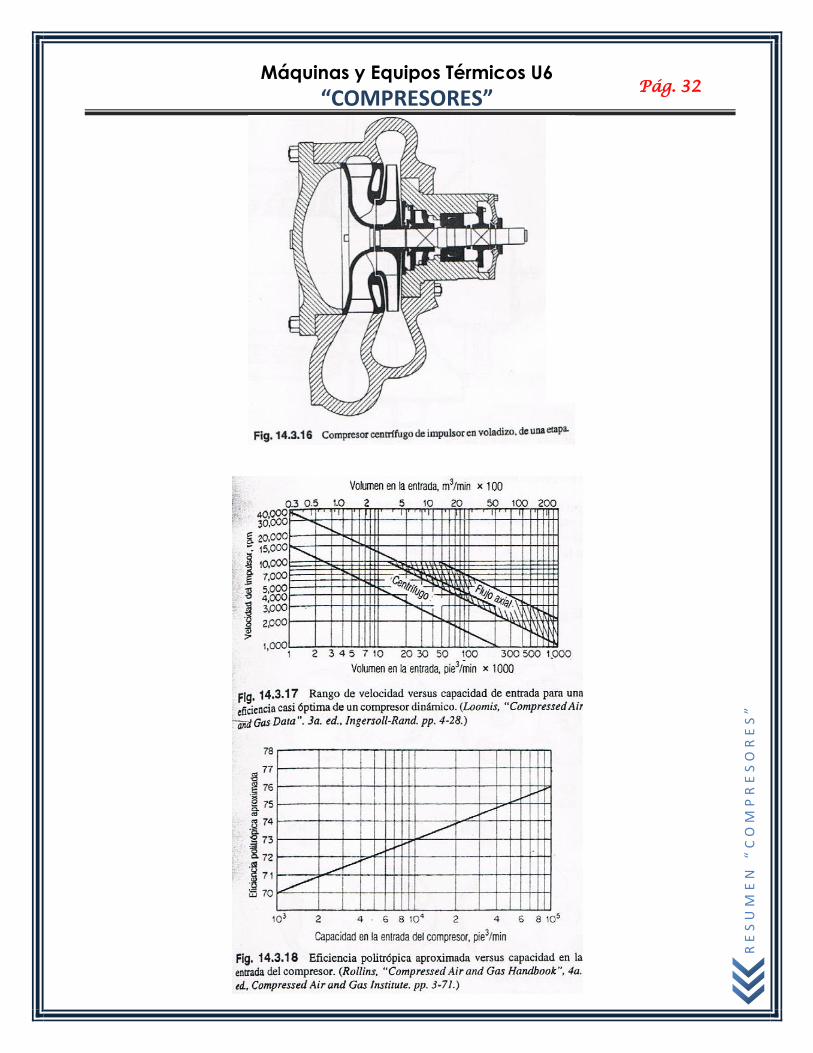
COMPRESORES DINÁMICOS
En la figura 14.3.16 se ilustra un compresor centrífugo típico. El rango máximo de operación se presenta en la figura 14.3.17.Se puede obtener un estimado de la eficiencia politrópica partir de la figura 14.3.18 o un cálculo a partir de
en donde Q se da en pie3/min
Pág. 32
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”

Pág. 33
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
Para compresores industriales normales, Hp = 10 000 pie lb/lb (30 kJ/kg) por etapa, aunque se pueden lograr valores mucho más altos. La velocidad requerida se puede estimar con:

Pág. 34
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”

Pág. 35
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
El coeficiente de presión ( . = gcHp/U2) varía de 0.4 a 0.7 (en el rango de alta eficiencia). Si no se cuenta con datos deíficos, se usa 0.55 para una estimación. El diámetro se determina por el flujo requerido y se puede estimar con el coeficiente de flujo = Q/ND V/U en donde V es la velocidad axial de
admisión. El rango normal de es de 0.15 a 0.4 con el óptimo a 0.3. La pendiente de la curva - (y de la curva Hp-Q) depende mucho de la
inclinación hacia atrás de las paletas del impulsor como se ilustra en la figura
14.3.19. 2= 90° es una paleta radial. Las paletas del impulsor industrial normal cerrado tendrán un ángulo de 65 a 55°. Se debe tener en cuenta que
un aumento en la densidad del gas aplanará la pendiente. En la figura 14.3.20 se ilustra un compresor axial típico. El rango de
aplicación se puede encontrar en la figura 14.3.17. Los compresores axiales son más eficientes que los centrífugos, hasta en un 5%, pero tienen un rango de operación mucho más estrecho. El límite de oscilación de presión variará desde 85% a 95% de flujo de diseño. Para un etapa dada, la carga politrópica será más o menos la mitad de la que produce una etapa
centrífuga, es decir, ( . = 0.3. Los compresores axiales sólo se emplean para aire o para gas limpio. Su principal aplicación es en las refinerías, plantas de butadieno, y plantas | de óxido de etileno. Los compresores de los motores a chorro son compresores de flujo axial.
Presiones de empuje
Una admisión doble y un impulsor abierto no tienen empuje axial, mientras que un impulsor semiencerrado, con un arco de refuerzo frontal, puede producir un empuje considerable, que se evalúa con
en donde A1 = área total del impulsor; A2 = área del impulsor menos el área del
sello del ojo de entrada; A3 = el área del árbol a través del sello, todas se dan en
pulg; , (lb/pulg2), = presión diferencial por etapa. Y es el porcentaje de
(lb/pulg2), que actúa en la parte posterior del disco de una etapa: 1) sin un aro de
refuerzo frontal y con respaldo simple, Y = 0.35; 2) con costillas de respaldo de
0.060 pulg, Y = 0.28; 3) con agujeros igualadores de % pulg en la mitad del radio
y espaciados más o menos 2 pulg, Y = 0.22 y, 4) con festones profundos, Y =
0.18. Estos empujes se equilibran al oponer los extremos de admisión del
impulsor, o con mayor frecuencia, por un tambor de equilibrio donde se crea un
empuje igual y opuesto, igual al producto del compresor (lb/pulg2) y el área del

Pág. 36
RE
SU
ME
N “
CO
MP
RE
SO
RE
S”
Máquinas y Equipos Térmicos U6
“COMPRESORES”
tambor. Stepanoff en Turboblowers, describe que los impulsores radiales producen un empuje radial, producido por distribución dispareja de presión en la voluta, que es en donde d= diámetro del impulsor y b= la anchura que incluye los arcos de
refuerzo, ambos en pulgadas.