Marco Antunes -Dipl.Ing.Herwig GmbH 1proyectos.andi.com.co/cf/Documents/FORO BUENAS...acabado, con...
10
Jornadas LATIZA - LatinoAmerica Mayo- Junio 2014 14-06-2014 Marco Antunes - Dipl.Ing.Herwig GmbH 1 Buenas Prácticas de Galvanizado Pretratamiento y Baño de Zn Marco Antunes – Dipl. Ing. Herwig GmbH Mayo 2014 Nuevos desafios de la indústria Costes Legislación medioambiental Calidad del acabado Mayo 2014 El objectivo Mayo 2014 Optimización del proceso (pretratamiento y baño de Zn) Procesos químicos eficientes y economicos Control de la reactividad de los aceros procesados Maximización del escurrido y fluidez del Zn Pretratamiento químico Mayo 2014 Desengrase Decapado Lavado Lavado(s) Fluxado
Transcript of Marco Antunes -Dipl.Ing.Herwig GmbH 1proyectos.andi.com.co/cf/Documents/FORO BUENAS...acabado, con...

Jornadas LATIZA - LatinoAmerica Mayo-
Junio 2014
14-06-2014
Marco Antunes - Dipl.Ing.Herwig GmbH 1
Buenas Prácticas de Galvanizado
Pretratamiento y Baño de Zn
Marco Antunes – Dipl. Ing. Herwig GmbH
Mayo 2014
Nuevos desafios de la indústria
Costes
Legislación medioambiental
Calidad del acabado
Mayo 2014
El objectivo
Mayo 2014
Optimización del proceso (pretratamiento y baño de Zn)
Procesos químicos eficientes y economicos
Control de la reactividad de los aceros procesados
Maximización del escurrido y fluidez del Zn
Pretratamiento químico
Mayo 2014
Desengrase DecapadoLavado Lavado(s) Fluxado
Jornadas LATIZA - LatinoAmerica Mayo-
Junio 2014
14-06-2014
Marco Antunes - Dipl.Ing.Herwig GmbH 2
Mayo 2014
Desengrase
Remoción de contaminantes en la superfície del acero:
Aceites (de conformado, anticorrosivos...)GrasasPolvoResíduos de soldaduraResíduos de fundiciónProductos de reacción del acero (óxidos, herrumbre)
Pinturas y barnices Removedor químico“Quita pinturas”
Mayo 2014
Las 5 ventajas del desengrase
Mayor rapidez de actuación del ácido de decapado
Menor contaminación por aceites y grasas
Menos costes de mantenimiento de los filtros de aire
Limite de emisión de dioxinas controlado
Vida útil del flux más longa y reducción de los costes de tratamiento/formulación
Mayo 2014
Tipos de desengrase
ALCALINO
ÁCIDO
Mayo 2014
Comparativo de procesos
Desengrase ácido Desengrase alcalinoCondiciones de trabajo
TemperaturaConcentraciónTiempo de procesado
Baja temperatura, hasta 30º C8 – 12 %
15 – 20 minutos (*)
Alta temperatura, mín. 50 ºC5 – 8 %
15 – 20 minutos (*)
Calidad del aire Baja humedad y corrosión Alta humedad y corrosión
Enjuage posterior No Sí
Coste energético Mínimo Alto
EquipoCubaAcalentamiento
Resistente a ácidosDeseable (hasta 30 ºC)
Resistente a alcális y temperaturaNecesário
CosteFormulaciónMantenimientoConsumo água
AltoBajoBajo
BajoAltoAlto
Generación de lodos 0,1 – 0,3 kg/ton procesada > 0,5 kg/ton procesada
Tiempo de vida útil Superior a 5 años 6 – 12 meses
(*) muy dependiente de la condición del material
Jornadas LATIZA - LatinoAmerica Mayo-
Junio 2014
14-06-2014
Marco Antunes - Dipl.Ing.Herwig GmbH 3
Mayo 2014
Decapado
Remoción de óxidos de la superfície del acero:
FeO (Wustita, negro con escamas), buena solubilidadFeO.Fe2O3 (Magnetita, azul/negro), solubleFe2O3 (Hematita, marrón), soluble
Recuperación de piezas defectuosas (stripping/deszincado)
SobredecapadoFragilización del material / oclusión de hidrógeno
Mayo 2014
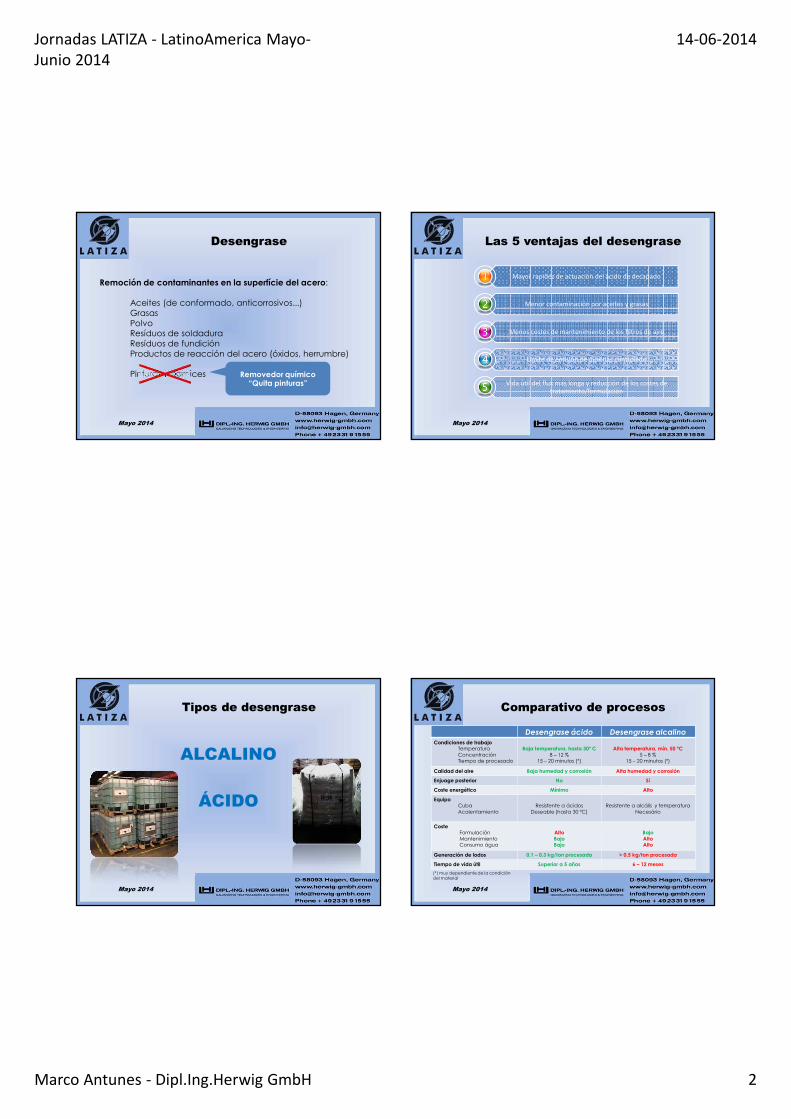
Curva de Kleingarn
(1988)
• No considera el Zn presente
• Buena correlación para la operación en el día-a-día
• Permite direcciones para mantener:
Máxima velocidad decapado;Reducir consumo de ácido;
Mantener bãnos en servicio por más tiempo y menor coste;
Gestión del decapado
Mayo 2014
Inhibidores
“Un inhibidor de corrosión es una sustanciaquímica que, cuando añadida en pequeñasconcentraciones en un medio, minimiza oprevine la corrosión” ISO 8044
Mayo 2014
Que és un bueno inhibidor?
Inhibición efectiva de la disolución del metal (mín. 75 %)
Sin retraso del proceso de decapado
Efectivo a baja (y también alta) concentración
Inhibición eficaz del hidrógeno adsorvido por el metal base
Buena solubilidad y beneficios del punto de vista ecológico
Estable térmica y quimicamente, sin degradación oxidativa o reductiva
Baja el consumo de ácido y el coste del proceso
Menor emisión de niebla ácido por generar menos H en el proceso
Sin efecto en la planta de regeneración
Jornadas LATIZA - LatinoAmerica Mayo-
Junio 2014
14-06-2014
Marco Antunes - Dipl.Ing.Herwig GmbH 4
Mayo 2014
Mejorías medioambientales en el decapado
• Permiten la redución de emanaciones de vapores/humos del decapado
• Control de emisión de gases
Anti-emanaciones
• Conjuga el efecto de inhibidor de ataque con la redución de vapores/humos
• Control de emisión de gases y ahorro económico en proceso
Inhibidor con efecto anti-emanaciones
Mayo 2014
La importáncia del enjuague
Evita contaminaciones cruzadas
Aumenta tiempo útil de los baños
Menor producción de ceniza y matas
Reduce la generación de dioxinas
Cuando optimizado, reduce consumo de químicos en línea
Mayo 2014
2º Lavado
Água fresca
Resíduos ácidos
Nivelar pérdidas por evaporación
Flux1º Lavado
Parámetros de processo óptimos
La importáncia del enjuague después del decapado
Q = (D x V) x R
Mayo 2014
Fluxado
“Si la cuba de zinc es el
de nuestra planta de galvanizado,
el fluxado es su .”
Jornadas LATIZA - LatinoAmerica Mayo-
Junio 2014
14-06-2014
Marco Antunes - Dipl.Ing.Herwig GmbH 5
Mayo 2014
Fluxado
Condicionamiento del substrato metálico, preparandolo para el galvanizado:
Inhibición de re-oxidación en la superfície metálica
Ataque de la superfície del metal en la inmersión (activación)
Disolución de los óxidos en la superfície del crisol
Mayo 2014
Problemas comúnes
pH extremadamente ácido, << 3,5
Alto contenido Fe dissuelto o en suspensión
Concentración de sales insuficiente
Razón molecular ZnCl2 / NH4Cl descompensada
Mayo 2014
Problemas comúnes – como evitarlos?
Considerar 2 lavados, en contracorriente
Dosificar con sales o soluciones de fluxado
Emplear sistema regeneración fluxado:
- con NH3 y H2O2
- Sales de flux auto-reguladores
Mayo 2014
Comparativo
Proceso Capacidad
remoción hierro
Estabilidad de
parámetros
Reducción
consumo Zn
Tiempo
dispendido
Decantación +++ + - -
Filtración +++ + - +
Aireación + + - +
Equipo reg. c/
NH3 y H2O2++++ ++ ++++ ++++
Sales auto-
reguladores+++++ +++++ +++++ ++++
Jornadas LATIZA - LatinoAmerica Mayo-
Junio 2014
14-06-2014
Marco Antunes - Dipl.Ing.Herwig GmbH 6
Mayo 2014
Secado
Reducción/eliminación de humedad en el materialEliminación de las explosiones (utilizar mojante en flux)
Maximizar la velocidad de inmersión Estabilidad térmica en crisolIncremento de capacidad productiva
Estabilizar la capa de flux generadaImpedir reoxidación del substratoDisminuir la generación de cenizasMantener uniformidad del galvanizado
Mayo 2014
Secado
Humedad relativa en el secadero < 40 %
Temperatura variable de acuerdo con el material70 – 120 ºC es comun
20 minutos (igualmente variable)
Composición equilibrada del flux
Mayo 2014
Baño de Zinc
“Formación de un recubrimiento de zinc y/oaleaciones de hierro/zinc sobre productos dehierro y acero por inmersión de acero opreparados de hierro fundido en una masafundida de cinc” DIN EN ISO 1461
El baño de zinc no puede contener más de 2 % (p/p) deotros elementos (ISO 1461, ASTM 123). Excluyindo Sn y Fe, lapureza no puede ser inferior a 98,5 %.
Mayo 2014
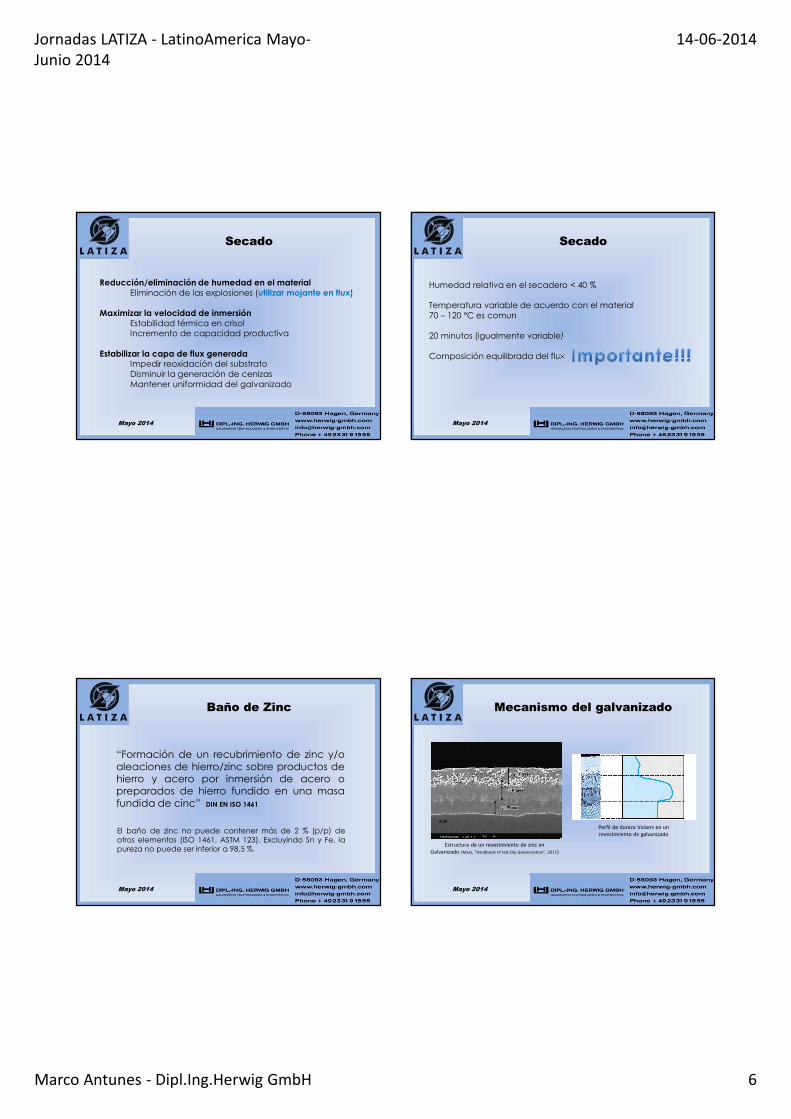
Mecanismo del galvanizado
Estructura de un revestimiento de zinc en
Galvanizado (Mass, “Handbook of Hot-Dip Galvanization”, 2011)
Perfil de dureza Vickers en un
revestimiento de galvanizado

Jornadas LATIZA - LatinoAmerica Mayo-
Junio 2014
14-06-2014
Marco Antunes - Dipl.Ing.Herwig GmbH 7
Mayo 2014
Estructura cristalina
Estructura de diferentes
revestimientos de zinc en
el rango habitual de
temperatura
(Mass, “Handbook of Hot-
Dip Galvanization”, 2011)
a) Acero bajo Si (<0,03 %) (460 ºC, 10 min)
b) Acero tipo Sandelin (0,03 < Si < 0,12 %)(460 ºC, 10 min)
c) Acero tipo Sebisty (0,12 < Si < 0,28 %)(445 ºC, 5 min)
d) Acero tipo Sebisty (460 ºC, 10 min)
e) Acero alto Si (> 0,28 %)(445 ºC, 5 min)
Mayo 2014
Elementos de aleación
Como ultrapasar estos
efectos?!
Mayo 2014
Elementos de aleación
Facilita la operación de remoción de matas
Protege el fondo del crisol
Reduce la tensión superficial
Mayo 2014
Elementos de aleación
Fase intermetalica con hierro que inhibe el crescimiento de la capa de zinc (alta concentración)
Inhibidor de oxidación de la superfície
‘Promove’ el brillo superficial pero reduce la mojabilidad del baño
Jornadas LATIZA - LatinoAmerica Mayo-
Junio 2014
14-06-2014
Marco Antunes - Dipl.Ing.Herwig GmbH 8
Mayo 2014
Elementos de aleación
Controla las fases intermetalicas en el revestimiento (aceros tipo Sandelin y Sebisty), reduciendo el espesor de la capa generada
Incrementa la fluidez del baño y el escurrido del material
Confiere una apariencia más brillante al acabado
Mayo 2014
Elementos de aleación
Reduce el espesor en aceros con Si pero hay que considerar el efecto LME (Liquid Metal Embrittlement)
Confiere una apariencia muy brillante y genera “flor de zinc” (spangles)
Conjuntamente con Bi mejora el escurrido y el acabado, con flores de zinc mayores
Mejora la mojabilidad del zinc y por eso permite % Al más altas
Mayo 2014
Optimización del baño
vs
Mayo 2014
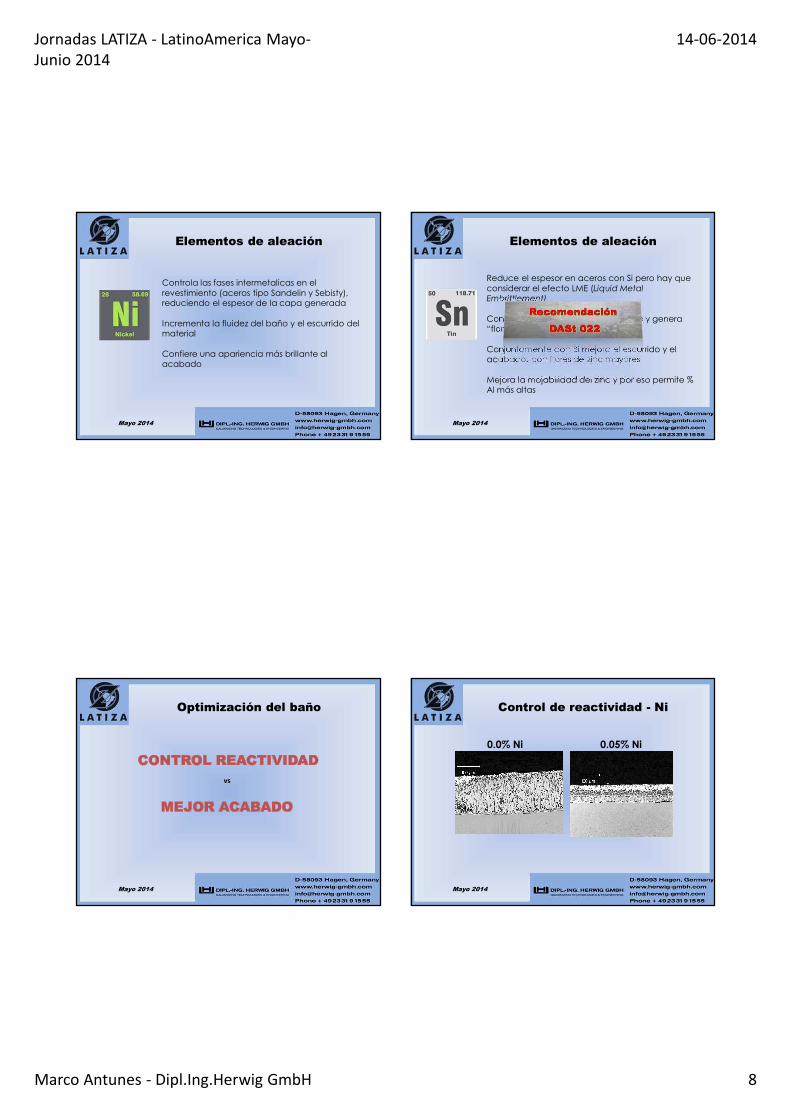
Control de reactividad - Ni
0.0% Ni 0.05% Ni
Jornadas LATIZA - LatinoAmerica Mayo-
Junio 2014
14-06-2014
Marco Antunes - Dipl.Ing.Herwig GmbH 9
Mayo 2014
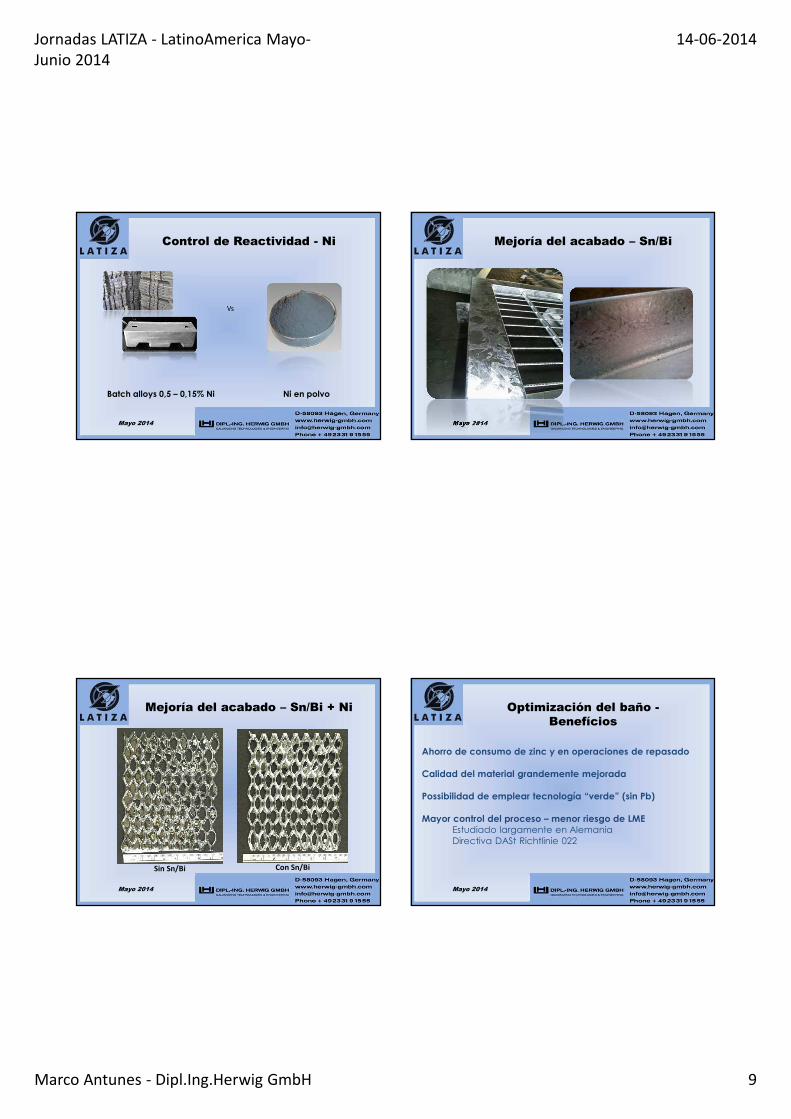
Control de Reactividad - Ni
Vs
Ni en polvoBatch alloys 0,5 – 0,15% Ni
Mayo 2014
Mejoría del acabado – Sn/Bi
Mayo 2014
Mejoría del acabado – Sn/Bi + Ni
Sin Sn/Bi Con Sn/Bi
Mayo 2014
Optimización del baño -Benefícios
Ahorro de consumo de zinc y en operaciones de repasado
Calidad del material grandemente mejorada
Possibilidad de emplear tecnología “verde” (sin Pb)
Mayor control del proceso – menor riesgo de LME Estudiado largamente en AlemaniaDirectiva DASt Richtlinie 022
Jornadas LATIZA - LatinoAmerica Mayo-
Junio 2014
14-06-2014
Marco Antunes - Dipl.Ing.Herwig GmbH 10
Mayo 2014
Passivado
Protección del substrato recién-galvanizado contra la formación prematura de corrosión blanca
El Zn es, por definición, un elemento reactivo al aire (y más aún en la presencia de humedad) – fenómeno electroquímico
ZnO – inestableZn(OH)2 – “mancha blanca”ZnCO3 – barrera protectora, estable
Mayo 2014
Passivado
� En Europa, su aplicación es muy reducida
� En 2015, el Cr(VI) estará condicionado de utilizarse (directiva REACH)
� Alternativas sin cromo, de protección temporal limitada
Complejos de utilizar comparativamente al cromo (filtración, calidad água, temperatura)
Cr (III)FosfatosLacas orgánicas (acrilatos)Aceites emulsionables
Mancha blanca ≠ menor protección ó durabilidad
Mayo 2014
LATIZA – Associación Latinoamericana de Zinc
Marco Antunes
Muchas gracias por su atención!