MC 112 lab
17
UNIVERSIDAD NACIONAL DE INGENIERIA FACULTAD DE INGENIERIA MECANICA OBJETIVOS Detectar posibles fisuras, defectos o cualquier otra clase de imperfecciones en los materiales analizados; con el desarrollo de dos métodos: Líquidos penetrantes y Por partículas magnéticas. Comprender las técnicas de líquidos penetrantes, observando y ejecutando el ensayo para detectar posteriormente defectos o discontinuidades en las piezas analizadas. Conocer los principios básicos del método de inspección por partículas magnéticas, su utilización, limitaciones, equipos y diferentes procedimientos utilizados. Por último, el objetivo de esta práctica es familiarizarse con las técnicas de líquidos penetrantes y partículas magnéticas, observando y ejecutando el ensayo para detectar posteriormente las discontinuidades que presenta la pieza estudiada. ELEMENTOS Y HERRAMIENTAS
-
Upload
yerson-melchor-cahuaya -
Category
Documents
-
view
238 -
download
0
Transcript of MC 112 lab

UNIVERSIDAD NACIONAL DE INGENIERIAFACULTAD DE INGENIERIA MECANICA
OBJETIVOS
Detectar posibles fisuras, defectos o cualquier otra clase de imperfecciones en
los materiales analizados; con el desarrollo de dos métodos: Líquidos
penetrantes y Por partículas magnéticas.
Comprender las técnicas de líquidos penetrantes, observando y ejecutando el
ensayo para detectar posteriormente defectos o discontinuidades en las piezas
analizadas.
Conocer los principios básicos del método de inspección por partículas
magnéticas, su utilización, limitaciones, equipos y diferentes procedimientos
utilizados.
Por último, el objetivo de esta práctica es familiarizarse con las técnicas de
líquidos penetrantes y partículas magnéticas, observando y ejecutando el
ensayo para detectar posteriormente las discontinuidades que presenta la pieza
estudiada.
ELEMENTOS Y HERRAMIENTAS
UNIVERSIDAD NACIONAL DE INGENIERIAFACULTAD DE INGENIERIA MECANICA
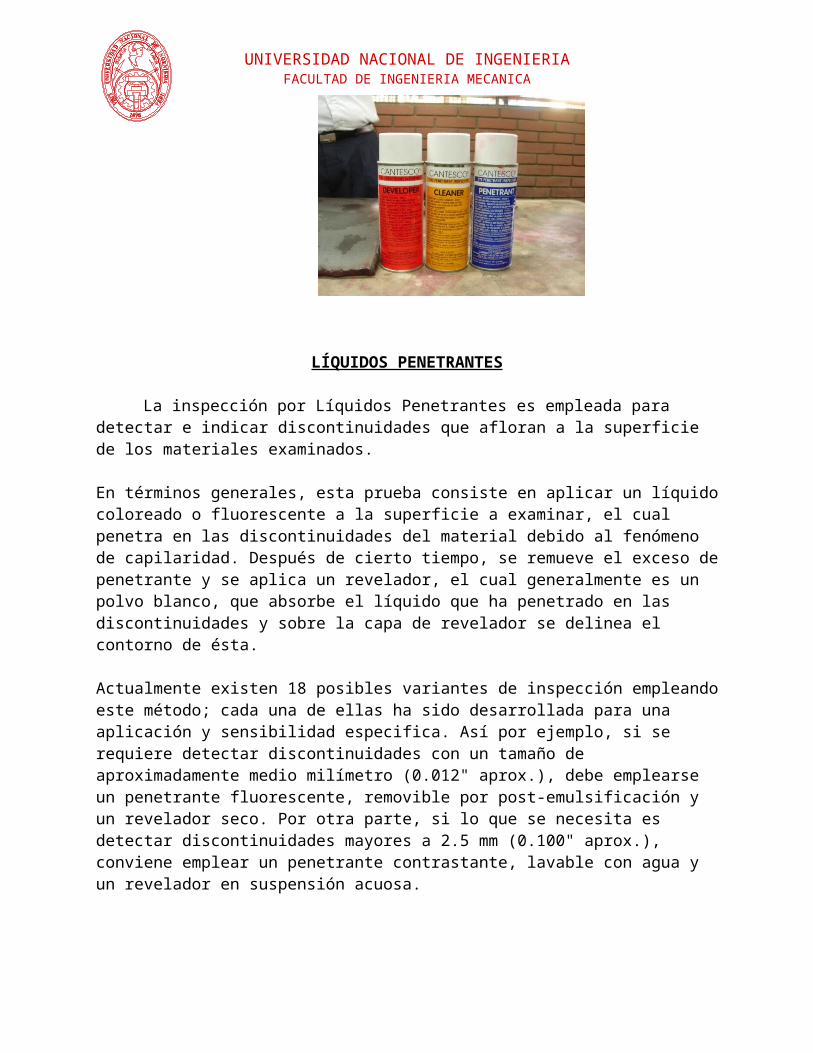
LÍQUIDOS PENETRANTES
La inspección por Líquidos Penetrantes es empleada para detectar e indicar discontinuidades que afloran a la superficie de los materiales examinados.
En términos generales, esta prueba consiste en aplicar un líquido coloreado o fluorescente a la superficie a examinar, el cual penetra en las discontinuidades del material debido al fenómeno de capilaridad. Después de cierto tiempo, se remueve el exceso de penetrante y se aplica un revelador, el cual generalmente es un polvo blanco, que absorbe el líquido que ha penetrado en las discontinuidades y sobre la capa de revelador se delinea el contorno de ésta.
Actualmente existen 18 posibles variantes de inspección empleando este método; cada una de ellas ha sido desarrollada para una aplicación y sensibilidad especifica. Así por ejemplo, si se requiere detectar discontinuidades con un tamaño de aproximadamente medio milímetro (0.012" aprox.), debe emplearse un penetrante fluorescente, removible por post-emulsificación y un revelador seco. Por otra parte, si lo que se necesita es detectar discontinuidades mayores a 2.5 mm (0.100" aprox.), conviene emplear un penetrante contrastante, lavable con agua y un revelador en suspensión acuosa.
APLICACIONES
Las aplicaciones de los Líquidos Penetrantes son amplias y por su gran versatilidad se utilizan desde la inspección de piezas críticas, como son los componentes aeronáuticos, hasta los cerámicos como las vajillas de uso doméstico.Muchas de las aplicaciones descritas son sobre metales, pero esto no es una limitante, ya que se pueden inspeccionar otros materiales, por ejemplo cerámicos vidriados, plásticos, porcelanas, recubrimientos electroquímicos, etc.
PROCEDIMIENTO GENERAL DEL ENSAYO DE LÍQUIDOS PENETRANTES
Básicamente el procedimiento de ensayo que se ha seguido en el ensayo es el
siguiente:
Se toma la muestra a analizar y se limpia su superficie de forma que quede libre
de agua, aceite o cualquier otro agente contaminante.
Se aplica un removedor a la muestra para dejar perfectamente limpia la zona de
interés a ser ensayada, de tal forma de dejar, las posibles discontinuidades, libres
de suciedad y materiales extraños y después su posterior secado.

UNIVERSIDAD NACIONAL DE INGENIERIAFACULTAD DE INGENIERIA MECANICA
Se aplica mediante aerosol, un líquido rojo sobre la superficie de interés y dejar
transcurrir un tiempo necesario de entre 10 y 15 minutos para permitir que el
líquido penetrante se introduzca por capilaridad en las discontinuidades del
material.
Después de transcurrido el tiempo, se removerá el exceso de LP en la
superficie, evitando extraer aquel que se encuentra dentro de las fallas. Para ello
se usa un papel y se frota con dicho papel la superficie de la pieza en evaluación.
Finalmente se aplica un tercer líquido blanco llamado revelador, con gran
capacidad de absorción. Este líquido absorbe el LP que ha quedado en las
discontinuidades, llevándolo a la superficie para hacerlo visible quedándose
manchado de color rojo justo en el lugar donde existe un defecto.
De este modo, ya estamos listos para la inspección de la pieza simplemente con
la ayuda de una buena iluminación y una buena vista.
Tras la inspección se procederá a limpiar de nuevo la pieza ensayada.

UNIVERSIDAD NACIONAL DE INGENIERIAFACULTAD DE INGENIERIA MECANICA
1. Corte de un material que presenta una grieta.
2. La superficie del material se cubre con penetrante.
3. Se remueve el exceso de penetrante.
4. Se aplica el revelador, volviéndose visible el defecto.
VENTAJAS DE LOS LÍQUIDOS PENETRANTES
La inspección por Líquidos Penetrantes es extremadamente sensible a las
discontinuidades abiertas a la superficie.
La técnica de líquidos penetrantes es relativamente simple de aplicar.
Son razonablemente rápidos en cuanto a la aplicación, además de que el
equipo puede ser portátil.
Aplicable a materiales metálicos y en algunos casos se puede aplicar a
materiales no metálicos.
Se requiere de pocas horas de capacitación de los Inspectores.
No requiere costosos equipos.
LIMITACIONES DE LOS LÍQUIDOS PENETRANTES
Solo detecta discontinuidades abiertas a la superficie.
No es aplicable para materiales porosos.
Difícil de aplicar en superficies muy porosas o rugosas.
Los Inspectores deben tener amplia experiencia en el trabajo.
Una selección incorrecta de la combinación de revelador y penetrante puede
ocasionar falta de sensibilidad en el método.
Es difícil quitarlo de roscas, ranuras, huecos escondidos y superficies
ásperas.
Una limitación que presenta este método es que sólo es aplicable a defectos
superficiales y a materiales no porosos.

UNIVERSIDAD NACIONAL DE INGENIERIAFACULTAD DE INGENIERIA MECANICA
PARTICULAS MAGNETICAS
PROCEDIMIENTO GENERAL DEL ENSAYO DE LÍQUIDOS PENETRANTES
Básicamente el procedimiento de ensayo que se ha seguido en el ensayo es el
siguiente:
Se colocara la pieza a ensayar sobre dos taquitos de madera.
Se accionara el paso de la corriente hacia la maquina por medio de un
interruptor.
Se colocara los bornes de cobre sobre los extremos de la pieza a ensayar, al
cual deberá estar bien presionado
Se accionara el interruptor de paso de corriente eléctrica continua con un valor
de 300 amperes provenientes de la maquina “sonoflux”. Mostrada a
continuación.

UNIVERSIDAD NACIONAL DE INGENIERIAFACULTAD DE INGENIERIA MECANICA
Con este paso se magnetizara la pieza.
Luego, de unos instantes se espolvoreara la pieza de oxido de hierro por
toda su superficie.
Se desconectara el interruptor de circulación de corriente.
Luego, se observara la pieza cuidadosamente para determinar si esta posee
o no posee defectos longitudinales.
Al final se desmagnetizara la pieza ensayada con corriente alterna de 550
amperes.
APLICACIONES DE PARTÍCULAS MAGNÉTICAS
Se utiliza cuando se requiere una inspección más rápida que la que se logra
empleando líquidos penetrantes.
Este método se utiliza en materiales ferromagnéticos como el hierro, el cobalto y el
níquel. Debido a su baja permeabilidad magnética, no se aplica ni en los materiales
paramagnéticos (como el aluminio, el titanio o el platino) ni en los diamagnéticos (como
el cobre, la plata, el estaño o el zinc).

UNIVERSIDAD NACIONAL DE INGENIERIAFACULTAD DE INGENIERIA MECANICA
Los defectos que se pueden detectar son únicamente aquellos que están en la
superficie o a poca profundidad. Cuanto menor sea el tamaño del defecto, menor será
la profundidad a la que podrá ser detectado.
VENTAJAS DE LAS PARTÍCULAS MAGNÉTICAS
Se puede inspeccionar las piezas en serie obteniéndose durante el
proceso, resultados seguros e inmediatos.
La inspección es más rápida que los líquidos penetrantes y más
económicos.
Equipo relativamente simple, provisto de controles para ajustar la corriente,
y un amperímetro visible.
Portabilidad y adaptabilidad a muestras pequeñas o grandes.
Requiere menor limpieza que Líquidos Penetrantes.
Detecta tanto discontinuidades superficiales y discontinuidades que no
afloran a la superficie como las sub-superficiales.
Las indicaciones son producidas directamente en la superficie de la pieza,
indicando la longitud, localización, tamaño y forma de las discontinuidades.
El equipo no requiere de un mantenimiento extensivo.
Mejor exanimación de las discontinuidades que se encuentran llenas de
carbón, escorias u otros contaminantes y que no pueden ser detectadas
con una inspección por Líquidos Penetrantes.
LIMITACIONES DE LAS PARTÍCULAS MAGNÉTICAS
Es aplicable solamente a materiales ferromagnéticos; en soldadura, el metal
depositado debe ser también ferromagnético.
Generalmente requieren del empleo de energía eléctrica.
Utiliza partículas de fierro con criba de 100 mallas (0.00008 inches)

UNIVERSIDAD NACIONAL DE INGENIERIAFACULTAD DE INGENIERIA MECANICA
No detectará discontinuidades que se encuentren en profundidades mayores
de 1/4”.
Sólo detectan discontinuidades perpendiculares al campo.
La detección de una discontinuidad dependerá de muchas variables, tales
como la permeabilidad del material, tipo, localización y orientación de la
discontinuidad, cantidad y tipo de corriente magnetizante empleada, tipo de
partículas, etc.
La aplicación del método en el campo es de mayor costo y más lento.
Generalmente después de la inspección se requiere de una
desmagnetización.
Debe tenerse cuidado en evitar quemadas por arco eléctrico en la superficie
de la pieza con la técnica de puntas de contacto.47
INSPECCIÓN
Es importante destacar que con este método sólo pueden detectarse las discontinuidades perpendiculares a las líneas de fuerza del campo magnético. De acuerdo al tipo de magnetización, los campos inducidos son longitudinales o circulares. Además, la magnetización se genera o se induce, dependiendo de si la corriente

UNIVERSIDAD NACIONAL DE INGENIERIAFACULTAD DE INGENIERIA MECANICA
atraviesa la pieza inspeccionada, o si ésta es colocada dentro del campo generado por un conductor adyacente.
Corriente de Magnetización
Se seleccionará en función de la localización probable de las discontinuidades; si se desea detectar sólo discontinuidades superficiales, debe emplearse la corriente alterna, ya que ésta proporciona una mayor densidad de flujo en la superficie y por lo tanto mayor sensibilidad para la detección de discontinuidades superficiales; pero es ineficiente para la detección de discontinuidades subsuperficiales.
Si lo que se espera es encontrar defectos superficiales y subsuperficiales, es necesario emplear la corriente rectificada de media onda; ya que ésta presenta una mayor penetración de flujo en la pieza, permitiendo la detección de discontinuidades por debajo de la superficie. Sin embargo, es probable que se susciten dificultades para desmagnetizar las piezas.
Magnetización lineal o longitudinal
La forma de magnetizar es también importante, ya que conforme a las normas comúnmente adoptadas, la magnetización con yugo sólo se permite para la detección de discontinuidades superficiales. Los yugos de AC o DC producen campos lineales entre sus polos y por este motivo tienen poca penetración.
Otra técnica de magnetización lineal es emplear una bobina (solenoide). Si se selecciona esta técnica, es importante procurar que la pieza llene lo más posible el diámetro interior de la bobina; problema que se elimina al enredar el cable de magnetización alrededor de la pieza. Entre mayor número de vueltas (espiras) tenga una bobina, presentará un mayor poder de magnetización.
Figura 2.Defecto Transversal
Magnetización circular
Cuando la pieza es de forma regular (cilíndrica), se puede emplear la técnica de cabezales, que produce magnetización circular y permite la detección de defectos

UNIVERSIDAD NACIONAL DE INGENIERIAFACULTAD DE INGENIERIA MECANICA
paralelos al eje mayor de la pieza. Una variante de esta técnica es emplear contactos en los extremos de la pieza, que permiten obtener resultados
similares. Otra forma de provocar un magnetismo circular es emplear puntas dé contacto, pero sólo se
recomienda su empleo para piezas burdas o en proceso de semi acabado. Se deben utilizar puntas de contacto de aluminio, acero o plomo para evitar los depósitos de cobre, que pudieran iniciar puntos de corrosión. Esta técnica permite cierta movilidad con los puntos de inspección, pudiéndose reducir la distancia hasta 7 cm entre los polos o aumentarse hasta 20 cm, con lo cual es factible inspeccionar configuraciones relativamente complicadas.
Figura 3. Defecto Longitudinal.
Para la inspección de piezas con alta permeabilidad y baja retentividad, como es el caso de los aceros al carbono o sin tratamiento térmico de endurecimiento, es recomendada la técnica de magnetización continua; esto es, mantener el paso de la energía eléctrica mientras se efectúa la inspección. Cuando las piezas son de alta retentividad, se acostumbra emplear el campo residual (magnetismo residual). En este caso se hace pasar la corriente de magnetización y posteriormente se aplican las partículas.
Cualquiera que sea la técnica seleccionada, siempre se debe procurar que la inspección se realice con dos magnetizaciones aproximadamente perpendiculares entre sí; por ello, en la práctica es común combinar dos o más métodos.
CUESTIONARIO
1. ¿Cuál es el objetivo de los ensayos no destructivos? Detectar posibles fisuras, defectos o cualquier otra clase de imperfecciones
en los materiales analizados.

UNIVERSIDAD NACIONAL DE INGENIERIAFACULTAD DE INGENIERIA MECANICA
Conocer los principios básicos del método de inspección por partículas
magnéticas, su utilización, limitaciones, equipos y diferentes procedimientos
utilizados.
2. ¿Qué tipos de ensayo no destructivos hay? Nómbralos TERMOGRAFÍA
RAYOS X
ULTRASONIDOS
RESONANCIA
CORRIENTES INDUCIDAS
PARTÍCULAS MAGNÉTICAS
LÍQUIDOS PENETRANTES
INSPECCIÓN VISUAL
3. Respecto a los ensayos que se hizo en el laboratorio, diga a qué tipo de materiales se aplica.
Los metales ferrosos.
No ferrosos.
Aluminio.
Aleaciones de metales.
Cerámica
Vidrio
Algunos tipos de materiales plásticos.
Compuestos órgano- sintéticos.
4. Las pruebas no destructivas alteran o no de forma permanente las propiedades físicas, químicas, mecánicas o dimensionales de un material.
UNIVERSIDAD NACIONAL DE INGENIERIAFACULTAD DE INGENIERIA MECANICA
La ejecución de las pruebas no destructivas implica un daño casi
imperceptible o nulo. Los diferentes métodos de ensayos no
destructivos se basan en la aplicación de fenómenos físicos tales como ondas
electromagnéticas, acústicas,
elásticas, emisión de partículas subatómicas, capilaridad, absorción y cualquier
tipo de prueba que no implique un daño considerable a la muestra examinada,
por lo que podemos concluir que los ensayos destructivos son la aplicación de
fenómenos físicos directos que no alteran de forma permanente las propiedades
físicas, químicas, mecánicas o dimensionales de un material, parte o
componente sujeto a inspección.
5. ¿Cuáles son las ventajas y desventajas de usar estos ensayos?TIPO DE METODO: PARTÍCULAS MAGNÉTICAS APLICACIONES:•Detección de discontinuidades en materiales ferromagnéticos de cualquier tipo,
en la superficie o cerca de ésta.
VENTAJAS:•Método simple, fácil, portable y rápido
DESVENTAJAS:•Las piezas deben ser limpiadas antes y desmagnetizadas después
•El flujo magnético debe ser normal al plano del defecto
TIPO DE MÉTODO: LÍQUIDOS PENETRANTES APLICACIONES:•Detección de grietas superficiales en todos los metales
VENTAJAS:•Simple de usar, preciso y fácil de interpretar

UNIVERSIDAD NACIONAL DE INGENIERIAFACULTAD DE INGENIERIA MECANICA