METALMECANICA II - Taller Esc. Téc. Ntra Sra de La GuardiaEl alumno que recibe una pieza para...
10
1 METALMECANICA II “SOLDADURA” DOCENTE : Luzzi, Guillermo 2° AÑO
Transcript of METALMECANICA II - Taller Esc. Téc. Ntra Sra de La GuardiaEl alumno que recibe una pieza para...
1
METALMECANICA II
“SOLDADURA”
DOCENTE: Luzzi, Guillermo
2° AÑO

2
Normas de orientación
El alumno que entra en el taller tecnológico de metalmecánica con las herramientas y los útiles
propios de la especialidad, debe conocer algunas normas fundamentales que lo orienten en el
nuevo ambiente de trabajo. Recuerda entonces que:
1. En el taller se aprende:
a) Trabajar con interés e inteligencia.
b) Observando las normas del reglamento.
c) Usando mucho espíritu de observación.
2.Una correcta disciplina exige:
a) Respeto y obediencia a los profesores.
b) No hablar sin verdadera necesidad.
c) No retirarse del taller tecnológico sin la debida autorización.
d) Respetar los útiles y elementos de los compañeros, máquinas, herramientas, dispositivos y
materiales didácticos.
3.El lugar de trabajo:
a)Se ha de conservar limpio y ordenado al retirarse.
b)Se han de mantener todas las herramientas en perfecto estado para su óptima eficiencia.
4. Normas de seguridad e higiene:
a) La correcta posición para el trabajo.
b) El cuidadoso empleo de las herramientas.
c) La iluminación necesaria y conveniente.
d) Los cambios repentinos de temperatura y las corrientes de aire.
e) La cuidadosa desinfección de eventuales heridas.
f) La prevención de los accidente de trabajo.
CUIDADO DEL TRABAJO Y LAS HERRAMIENTAS
El alumno que recibe una pieza para ejercitarse se convierte en el único responsable de ella,
como también de las herramientas de trabajo y medición en general que se les ha confiado, por
lo tanto deberá:
a) Cuidar que las piezas no reciban golpes ni machucones.
b) Colocarlas en lugares seguros y alejados de las herramientas, cuando no se trabaja con ella.
c) No golpearlas con martillos, corta fierro, peor todavía con limas.
d) Si el trabajo no se terminara, deberán ubicarlas cuidadosamente en su lugar
correspondiente en el tablero o en el estante.
e) Destinar a cada herramienta un lugar en el tablero o cajón y conservarla siempre en su sitio.
f) Los instrumentos que pueden oxidarse, deben ser cuidadosamente limpiados y aceitados al
acabar de usarlos.
g) Emplear cada herramienta tan solo para el uso a que está destinada.

3
SISTEMA METRICO DECIMAL.
El sistema métrico decimal (SMD), se rige internacionalmente en nuestro país, la unidad es el
metro (m), que se subdivide en decímetro (dm), centímetro (cm, y el milímetro (mm). Pero en el
taller mecánico la unidad es el milímetro; por lo tanto, en los dibujos de taller la unidad se
especificara tan solo cuando éstas se dan en unidades distintas al milímetro.
El milímetro: en el taller es muy empleada la fracción de milímetros, a saber, décimas (0,1 mm),
centésimas (0,01 mm), milicias (0,001 mm).
Esta última también se llama micrón, y se indica con la letra griega mu (0,001 mm).
UNIDADES INGLESAS.
La pulgada y las fracciones: En el taller mecánico, para este sistema se usa como unidad la
pulgada, que equivale a 25,4 mm; se abrevia con el signo (“), y se subdivide en ½, 1/4/, 1/8,
1/16, 1/32, 1/64, 1/128 de pulgadas.
Ejemplo: la cifra 2 3/8 se lee: dos pulgada y tres octavos de pulgada.
Si se quiero calcular las fracciones o enteros con fracciones lo debo multiplicar por 25,4.
Ej.:
3/4” = 3 X 25,4 =19,05 mm
4
EJERCICIOS
Fracciones de pulgadas Valor en mm.
1/4”
1/2”
5/8”
1/8”
1” 1/2
2”
4
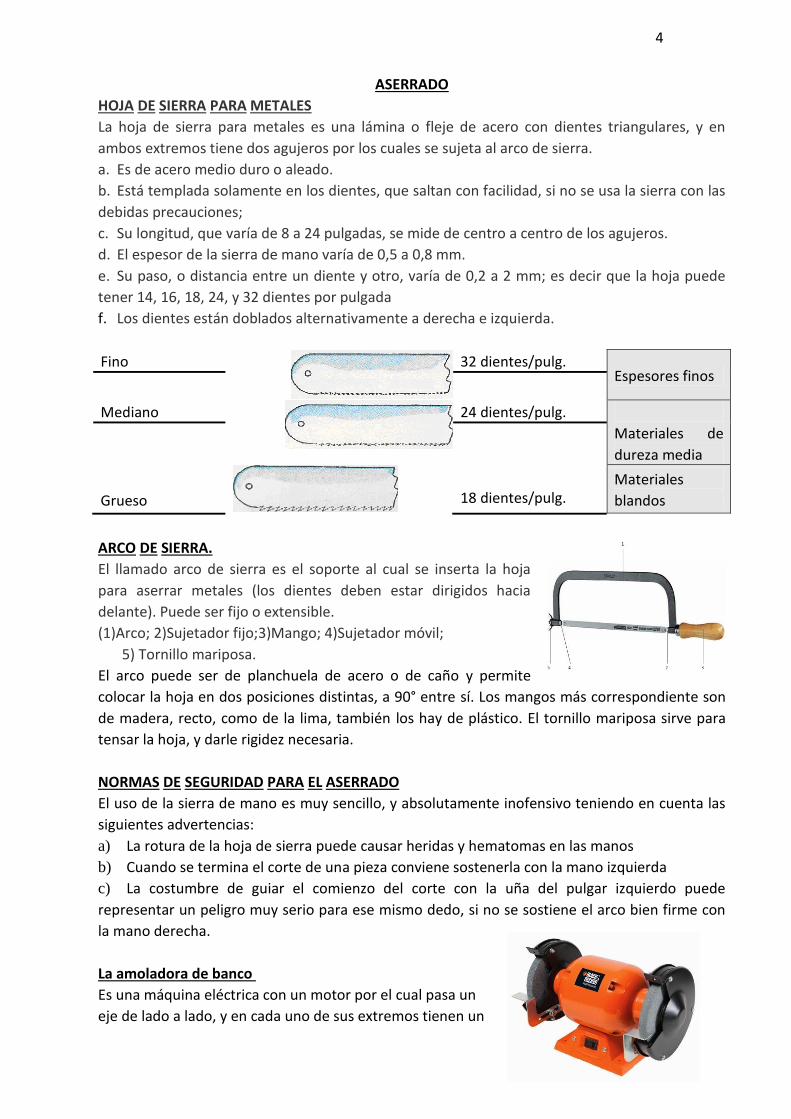
ASERRADO
HOJA DE SIERRA PARA METALES
La hoja de sierra para metales es una lámina o fleje de acero con dientes triangulares, y en
ambos extremos tiene dos agujeros por los cuales se sujeta al arco de sierra.
a. Es de acero medio duro o aleado.
b. Está templada solamente en los dientes, que saltan con facilidad, si no se usa la sierra con las
debidas precauciones;
c. Su longitud, que varía de 8 a 24 pulgadas, se mide de centro a centro de los agujeros.
d. El espesor de la sierra de mano varía de 0,5 a 0,8 mm.
e. Su paso, o distancia entre un diente y otro, varía de 0,2 a 2 mm; es decir que la hoja puede
tener 14, 16, 18, 24, y 32 dientes por pulgada
f. Los dientes están doblados alternativamente a derecha e izquierda.
Fino 32 dientes/pulg. Espesores finos
Mediano 24 dientes/pulg.
Materiales de
dureza media
Grueso
18 dientes/pulg. Materiales
blandos
ARCO DE SIERRA.
El llamado arco de sierra es el soporte al cual se inserta la hoja
para aserrar metales (los dientes deben estar dirigidos hacia
delante). Puede ser fijo o extensible.
(1)Arco; 2)Sujetador fijo;3)Mango; 4)Sujetador móvil;
5) Tornillo mariposa.
El arco puede ser de planchuela de acero o de caño y permite
colocar la hoja en dos posiciones distintas, a 90° entre sí. Los mangos más correspondiente son
de madera, recto, como de la lima, también los hay de plástico. El tornillo mariposa sirve para
tensar la hoja, y darle rigidez necesaria.
NORMAS DE SEGURIDAD PARA EL ASERRADO
El uso de la sierra de mano es muy sencillo, y absolutamente inofensivo teniendo en cuenta las
siguientes advertencias:
a) La rotura de la hoja de sierra puede causar heridas y hematomas en las manos
b) Cuando se termina el corte de una pieza conviene sostenerla con la mano izquierda
c) La costumbre de guiar el comienzo del corte con la uña del pulgar izquierdo puede
representar un peligro muy serio para ese mismo dedo, si no se sostiene el arco bien firme con
la mano derecha.
La amoladora de banco
Es una máquina eléctrica con un motor por el cual pasa un
eje de lado a lado, y en cada uno de sus extremos tienen un

5
disco. A diferencia de la amoladora angular, la amoladora de banco se fija a un banco de trabajo
y deja de ser portátil. Las amoladoras de banco vienen provistas con bases, con dos a cuatro
agujeros para que sea fijada, utilizando tornillos y tuercas, al banco de trabajo. Su correcto
ajuste es fundamental, ya que al no tener mango de agarre, debe quedar firme. Además, a
diferencia de la amoladora angular, en el caso de la amoladora de banco, la fuerza contra el
disco de corte o desgaste, lo hacemos con el objeto a cortar o desgastar y no así con la propia
amoladora. Por lo tanto, es importante de que estén sujeta adecuadamente, para evitar su
desplazamiento y unos posibles accidentes.
Las amoladoras de banco se utilizan para amolar, cortar, devastar, pulir piezas de diversos
tamaños. También, existen modelos de amoladoras de banco en los cuales se puede adaptar
una polea y así armar una máquina similar a una lijadora de banda.
Amoladora de mano.
Es una herramienta eléctrica y manual y está conformada por
un motor eléctrico de alta potencia, que se encuentra
conectado mediante engranajes reductores. Es en la punta
del eje donde se acopla el disco. Los discos para
amoladora que se utilizan determinan la actividad a desarrollar o podría pensarse al revés en
realidad, dependiendo la tarea a realizar, se elegirá un disco específico para llevarla a cabo.
TALADROS DE COLUMNA
Son máquinas – herramientas destinadas a hacer agujeros o perforaciones por medio de las
brocas. Suelen poseer varias velocidades comprendidas entre
ciertos límites. Los taladros de columna deben tener un soporte
general o bancada, una superficie o dispositivo para fijar las piezas
a taladrar, los mecanismos para obtener los distintos números de
vueltas de la broca según el tipo de material y el diámetro del
agujero o perforación, un volante o manivela para obtener el
avance de la broca contra la pieza y los dispositivos para la
sujeción de la broca.
HERRAMIENTAS EMPLEADAS EN EL TALADRO.
La herramienta más importante, entre todas las empleadas en el
taladro, es la mecha, llamado también, indistintamente, broca
espiral, aunque hay otros tipos de herramientas para taladros
especiales.
Suelen fabricarse de acero al carbono, acero rápido y extrarapido.

6
UNION ENTRE PIEZAS
En la mayoría de los casos, las máquinas, herramientas, útiles y mecanismos están compuestos
por varias piezas unidas entre sí para cumplir su función.
TIPOS DE UNIONES
Las uniones pueden ser de dos tipos:
Desmontables: permiten separar las piezas con facilidad, sin romper el medio de unión ni las
propias piezas.
Fijas o no desmontables: se realizan con piezas cuyo desmontaje no se prevé durante la vida útil
de la máquina o estructura o, en otros casos, por seguridad o exigencia del diseño. Para la
separación de las piezas necesitamos romper el elemento de unión o, en muchos casos,
deteriorar alguna de las piezas.
UNIONES DESMONTABLES:
Elementos roscados: los elementos roscados por excelencia son los tornillos y las tuercas, cuya
utilización es muy común en todo tipo de máquinas y mecanismos, con una gran variedad de
formas y tamaños. Los más comunes son:
Tornillo pasante y tuerca: un tornillo es un cuerpo cilíndrico con una cabeza en un extremo
para su enroscado; el otro extremo sirve para encajar mediante esfuerzos de presión y giro, en
una tuerca o en un hueco roscado. Las tuercas tienen el roscado por el interior. La cabeza del
tornillo y la tuerca suelen ser hexagonales, aunque pueden tener otras formas.
Tornillos de unión: son tornillos semejantes a los anteriores, pero se diferencian en que una
de las piezas tiene el agujero roscado, por lo que no se necesita tuerca. Este tipo de unión se
utiliza, generalmente, sobre piezas metálicas de un considerable grosor donde practicar el
agujero roscado. Un caso particular son los tirafondos, que se utilizan frecuentemente para unir
entre sí piezas de madera, proporcionándoles una unión más segura que los clavos.
Pernos: son elementos roscados que unen varias piezas sirviendo de elemento de
articulación o giro, apoyo o anclaje entre las mismas. Dependiendo de la función que realicen
reciben distintos nombres:- Pernos de apoyo- Pernos de articulación- Pernos de anclaje
Pasadores: son piezas de forma cilíndrica o cónica que sirven para sujetar elementos de
máquinas que van a estar juntos. Los pasadores no están preparados para transmitir grandes
esfuerzos. Es más, a veces interesa que se rompan para evitar averías mayores. Ejemplo:
pasadores de la cadena de una bicicleta (mantienen unidos los eslabones de la cadena).
UNIONES FIJAS O NO DESMONTABLES:
Remaches: es una pequeña varilla cilíndrica con una cabeza en un extremo, que sirve para
unir varias chapas o piezas de forma permanente, al deformar el extremo opuesto al de la
cabeza, por medio de presión o golpe, obteniendo en él otra cabeza. A este proceso se le llama
remachado o roblonado. El remachado puede realizarse a mano o mediante una remachadora,
que puede ser manual.
7
SOLDADURA
Definición:
La soldadura es un proceso de fabricación en donde se realiza la unión de dos materiales,
(generalmente metales o termoplásticos), en la cual las piezas son soldadas fundiendo ambas y
pudiendo agregar un material de relleno fundido, para conseguir un baño de material fundido
(el baño de soldadura) que, al enfriarse, se convierte en una unión fija. A veces la presión es
usada conjuntamente con el calor, o por sí misma, para producir la soldadura.
Reglas de Seguridad para soldar:
1. Compruebe que el área de soldar tenga un piso de cemento o de mampostería.
2. Guarde todo material combustible a una distancia prudente.
3. No use guantes ni otra ropa que contenga aceite o grasa.
4. Esté seguro que todo alambrado eléctrico esté instalado y mantenido correctamente. No
sobrecargue los cables de soldar.
5. Siempre compruebe que su máquina está correctamente conectada a la tierra. Nunca
trabaje en un área húmeda.
6. Apague la máquina soldadora antes de hacer reparaciones o ajustes, para evitar choques.
7. Siga las reglas del fabricante sobre operación de interruptores y para hacer otros ajustes.
8. Un arco no se debe hacer si alguien alrededor no tiene el protector de ojos apropiado.
9. Siempre procure tener equipo extinguidor de fuego al fácil alcance en todo momento.
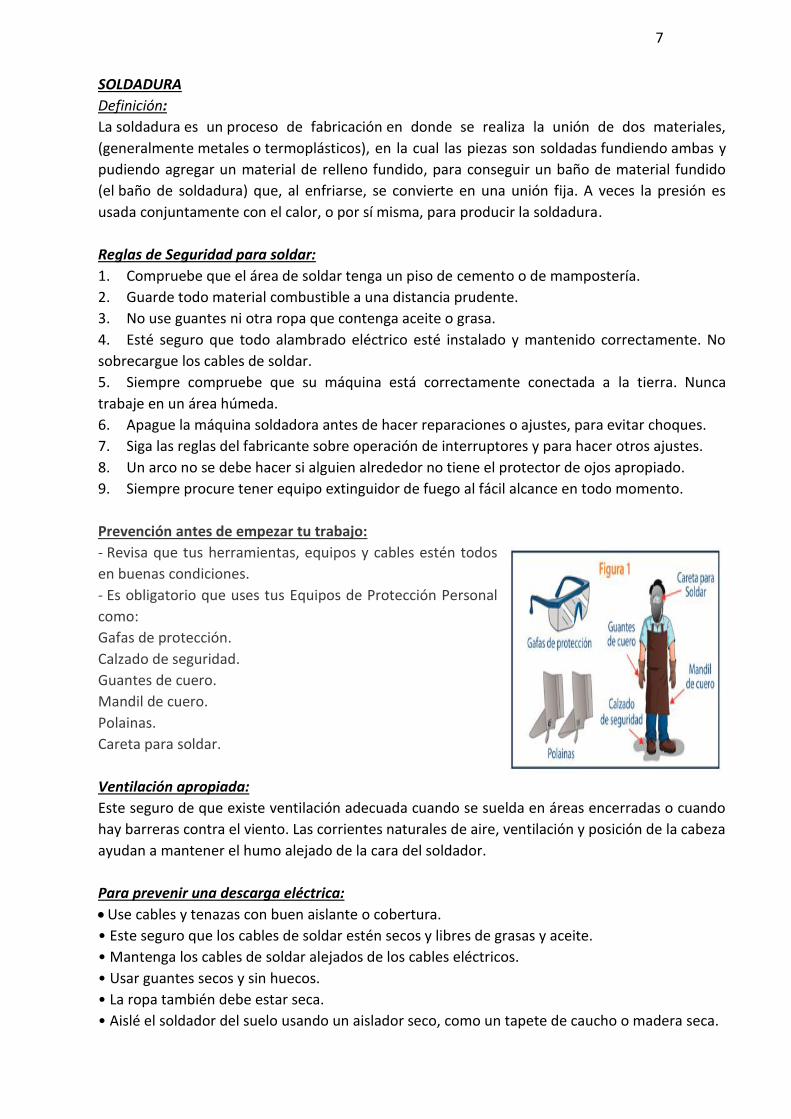
Prevención antes de empezar tu trabajo:
- Revisa que tus herramientas, equipos y cables estén todos
en buenas condiciones.
- Es obligatorio que uses tus Equipos de Protección Personal
como:
Gafas de protección.
Calzado de seguridad.
Guantes de cuero.
Mandil de cuero.
Polainas.
Careta para soldar.
Ventilación apropiada:
Este seguro de que existe ventilación adecuada cuando se suelda en áreas encerradas o cuando
hay barreras contra el viento. Las corrientes naturales de aire, ventilación y posición de la cabeza
ayudan a mantener el humo alejado de la cara del soldador.
Para prevenir una descarga eléctrica:
Use cables y tenazas con buen aislante o cobertura.
• Este seguro que los cables de soldar estén secos y libres de grasas y aceite.
• Mantenga los cables de soldar alejados de los cables eléctricos.
• Usar guantes secos y sin huecos.
• La ropa también debe estar seca.
• Aislé el soldador del suelo usando un aislador seco, como un tapete de caucho o madera seca.

8
• Conecte al suelo las bases de los soldadores.
• Nunca cambie los electrodos con las manos descubiertas o con guantes mojados.
Soldadura eléctrica por arco y electrodo revestido:
Es una soldadura homogénea que se emplea para soldar metales y aleaciones. El metal de
aportación se deposita fundiendo el electrodo, que será de la misma naturaleza que los metales
a soldar. El calor necesario para fundir los metales se genera con energía eléctrica forzando el
paso de corriente entre el electrodo y la pieza hasta formar el arco eléctrico.
Ventajas e inconvenientes soldadura por electrodo revestido
Ventajas: se realiza con rapidez y facilidad, los equipos son fáciles de manejar y de bajo costo,
buena fusión de bordes y penetración del material de aportación.
Inconvenientes: no es apropiada para pequeños espesores, aporta mucho calor y puede
modificar la estructura interna de los metales, los gases que se desprenden pueden ser
absorbidos por el metal fundido y alterar este sus propiedades mecánicas.
Equipo de soldadura:
Fuente de alimentación: consta de un transformador de corriente continua o alterna. La
corriente de entrada es la tensión de red: 220 V
monofásica, o 380 V trifásica.
Red eléctrica: el equipo se conectará a una red
eléctrica (220 ó 380 V), con una potencia
contratada suficiente.
Pinza de masa: es la encargada de cerrar el circuito
eléctrico a masa.
Pinza porta-electrodo: similar a la anterior, con
diferencia de que este en su extremo lleva una
pinza porta - electrodos debidamente aislados que
permite sujetar el electrodo.
Faces de cebado del arco: el aire está frío, por lo tanto, no es conductor y no salta el arco
eléctrico. Cortocircuito: al producirse el contacto del electrodo en la pieza, circula una gran
intensidad de corriente. En este momento, se calienta el electrodo y se desprenden del
revestimiento sustancias que quedan en suspensión con el aire y lo hacen conductor eléctrico.
Formación del cordón de soldadura:
El arco eléctrico obtenido funde el metal y forma en
la pieza una pequeña depresión, a la vez que funde
el electrodo, que se desprende en forma de gotas
que se incorporan y fusionan con las piezas,
creándose el cordón de soldadura.

9
Establecimiento Del Arco:
Para establecer el arco, ligeramente golpee o rasque el electrodo en el metal por soldar.
Tan pronto como se establezca el arco, inmediatamente levante el electrodo a una distancia
igual al diámetro del electrodo. El no levantar el electrodo lo hará pegarse al metal. Si se lo deja
quedar en esta posición con la corriente fluyendo, el electrodo se calentará al rojo.
Cuando un electrodo se pegue, se lo puede soltar rápidamente torciendo o doblándolo. Si este
movimiento no lo desaloja, suelte el electrodo del porta electrodo.
La cantidad de corriente por usar depende de:
1. El grosor del metal por soldar.
2. La posición actual de la soldadura y el diámetro del electrodo.
Ángulo de desplazamiento y de trabajo:
El ángulo de desplazamiento es el ángulo menor de 90 grados entre el eje del electrodo y una
línea perpendicular al eje de soldadura, en un plano determinado por el eje del electrodo y el eje
de soldadura.
Materiales de aportación:
Son varillas de metal cubiertas con sustancias adecuadas al tipo de
soldadura llamadas electrodos. La medida de electrodos más utilizada
es de 2 x 350; 2,50 x 350 y 3,25 x 350 mm. El primer número indica el
diámetro del electrodo y el segundo número la longitud total del
electrodo revestido.
Existen dos tipos: el electrodo revestido y el electrodo desnudo.
ELECTRODO REVESTIDO:
Tiene un núcleo metálico, un revestimiento a base de sustancias químicas y un extremo no
revestido para fijarlo en el porta-electrodo.
El núcleo es la parte metálica del electrodo que sirve como material de aporte. Su composición
química varía y su selección se hace de acuerdo al material de la pieza a soldar.
El revestimiento es un material que está compuesto por distintas sustancias químicas. Tiene las
siguientes funciones:
Dirige el arco, conduciendo a una fusión equilibrada y uniforme.
Crea gases que actúan como protección evitando el acceso de oxígeno y de nitrógeno.
Produce una escoria que cubre el metal de aporte, evitando el enfriamiento brusco y también
el contacto del oxígeno y del nitrógeno
Contiene determinados elementos para obtener una buena fusión con los distintos tipos de
metales.
Estabiliza el arco.
ELECTRODO DESNUDO (SIN REVESTIMIENTO):
Es un alambre estirado o laminado. Su uso es limitado por la alta absorción de oxígeno y
nitrógeno del aire y a la inestabilidad de su arco.

10
Posiciones para soldar:
POSICIÓN PLANA O DE NIVEL:
Es aquella en la que el trabajo está debajo de la mano y
el metal se deposita sobre un plano horizontal. La
ejecución de cordones en ésta posición es fácil y
económica, por lo tanto en cuanto sea posible se debe
utilizar.
POSICIÓN VERTICAL:
La figura muestra esquemáticamente ésta posición, los
cordones se ejecutan siguiendo la dirección de un eje vertical.
El electrodo se puede desplazar de dos maneras; subiendo o
bajando, llamándose al proceso en estos casos “vertical
ascendente” o “vertical descendente”.
POSICIÓN HORIZONTAL:
En la figura se ven dos platinas colocadas verticalmente, el cordón se
ejecuta horizontalmente.
POSICIÓN SOBRECABEZA:
A diferencia de la posición plana se coloca debajo del trabajo y la
soldadura se ejecuta de la manera como se ilustra a continuación.