
Modulo08 - Metalurgia de La Soldadura
17
Tecnología de Inspección de Soldadura Módulo 8 Mealurgia de la Soldadura para el Inspector de Soldadura 8-1 La Metalurgia es la ciencia que trata sobre la estructura interna de los metales y las relaciones entre las estructuras y las propiedades que exhiben los metales. Cuando se refiere a la metalurgia de la soldadura, concierne a los distintos cambios que ocurren en los metales cuando se unen por soldadura, especialmente aquellos que afectan las propiedades mecánicas. Ciertamente es apropiado que el inspector de soldadura sea entendido en las bases de la metalurgia de la soldadura. Igualmente, es poco probable que el inspector sea responsable de la especificación de las aleaciones del metal base o del metal de soldadura o de su tratamiento. Sin embargo, el entender las bases de la metalurgia de la soldadura no sólo ayuda al inspector de soldadura, sino también frecuentemente para muchas funciones de inspección. Una razón para esto es que las propiedades mecánicas de los metales, tales como resistencia, dureza, ductilidad, tenacidad, resistencia a la fatiga, y resistencia a la abrasión son todas afectadas por las transformaciones metalúrgicas como resultado de la soldadura. Estas propiedades son afectadas por distintos factores metalúrgicos, incluyendo el agregado de aleantes, tratamientos térmicos y tratamientos mecánicos. El inspector de soldadura que tenga una mejor comprensión de estas propiedades tendrá una mejor percepción sobre la razón de la necesidad de ciertas operaciones de fabricación. Algunos requerimientos de fabricación, tales como el precalentamiento, post calentamiento, control de temperatura entre pasadas, control de aporte de calor, granallado (peening), alivio térmico de tensiones, y otros tratamientos térmicos que puedan producir algún tipo de cambio metalúrgico el cual, afectará las propiedades mecánicas del metal. Por esto, esta sección principalmente describirá algunos aspectos de la metalurgia de la soldadura de ferrosos (base de hierro) poniendo énfasis en la necesidad de métodos de fabricación para controlar los cambios que puedan ocurrir. Debido a que el tema de la metalurgia de la soldadura incluye numerosas facetas, sería irracional pensar que esta discusión pueda cubrirlas todas. Entonces, limitaremos la cobertura a los cambios más importantes que puedan ocurrir durante la operación de soldadura. Estos cambios pueden ser resumidos y ser divididos en dos categorías. La primer categoría incluye aquellos cambios que ocurren en un metal cuando se calienta desde la temperatura ambiente hasta una temperatura mayor. La segunda categoría es el efecto en las propiedades del metal versus la velocidad a la ocurren dichos cambios de temperatura. Más específicamente, nos interesa que tan rápido se enfría un metal caliente hasta la temperatura ambiente; esto es la velocidad de enfriamiento del metal. Nuestra discusión comenzará con referencia específica a los cambios que ocurren en metales en la medida en que son calentados y enfriados en forma uniforme. Sin embargo, debe notarse que la soldadura presenta problemas muy diferentes debido a que la operación de soldadura tiende a calentar áreas muy localizadas del metal. En consecuencia, estas velocidades de calentamiento/enfriamiento no uniformes crean la necesidad ce ciertas consideraciones adicionales. Estructuras Básicas de los Metales Para ganar en entendimiento de las propiedades metalúrgicas de los metales, es necesario comenzar la discusión describiendo algunas propiedades de las partículas que comprenden todas las formas de materia. Estas partículas básicas que se combinan para formar un material sólido, líquido o gaseoso, se conocen como átomos. Esos átomos son tan pequeños que no pueden ser vistos, incluso con los microscopios más potentes. Sin embargo, comenzando la discusión a este nivel y explicando las propiedades de dichos átomos y sus estructuras, podrán entender de mejor forma algunos de los fenómenos que podemos observar en forma macroscópica, o a simple vista. Una de las propiedades importantes de estos átomos, es que, en ciertos rangos de temperatura, tienden a formar sustancias con formas específicas. Esto es debido a hay fuerzas definidas que actúan entre estos átomos individuales cuando están ubicados dentro de cierta distancia uno de otro. Estas fuerzas tienden tanto a rechazar, o a atraer, los átomos uno hacia el otro, mientras que al mismo tiempo otro átomo es expulsado o rechazado. Por esto, los átomos individuales se mantienen en su ubicación original en relación con todo el resto de los MÓDULO 8 METALURGIA DE LA SOLDADURA PARA EL INSPECTOR DE SOLDADURA
-
Upload
nicolas-roldan -
Category
Documents
-
view
80 -
download
11
Transcript of Modulo08 - Metalurgia de La Soldadura

Tecnología de Inspección de Soldadura Módulo 8 Mealurgia de la Soldadura para el Inspector de Soldadura
8-1
La Metalurgia es la ciencia que trata sobre la estructura interna de los metales y las relaciones entre las estructuras y las propiedades que exhiben los metales. Cuando se refiere a la metalurgia de la soldadura, concierne a los distintos cambios que ocurren en los metales cuando se unen por soldadura, especialmente aquellos que afectan las propiedades mecánicas.
Ciertamente es apropiado que el inspector de soldadura sea entendido en las bases de la metalurgia de la soldadura. Igualmente, es poco probable que el inspector sea responsable de la especificación de las aleaciones del metal base o del metal de soldadura o de su tratamiento. Sin embargo, el entender las bases de la metalurgia de la soldadura no sólo ayuda al inspector de soldadura, sino también frecuentemente para muchas funciones de inspección. Una razón para esto es que las propiedades mecánicas de los metales, tales como resistencia, dureza, ductilidad, tenacidad, resistencia a la fatiga, y resistencia a la abrasión son todas afectadas por las transformaciones metalúrgicas como resultado de la soldadura.
Estas propiedades son afectadas por distintos factores metalúrgicos, incluyendo el agregado de aleantes, tratamientos térmicos y tratamientos mecánicos. El inspector de soldadura que tenga una mejor comprensión de estas propiedades tendrá una mejor percepción sobre la razón de la necesidad de ciertas operaciones de fabricación. Algunos requerimientos de fabricación, tales como el precalentamiento, post calentamiento, control de temperatura entre pasadas, control de aporte de calor, granallado (peening), alivio térmico de tensiones, y otros tratamientos térmicos que puedan producir algún tipo de cambio metalúrgico el cual, afectará las propiedades mecánicas del metal. Por esto, esta sección principalmente describirá algunos aspectos de la metalurgia de la soldadura de ferrosos (base de hierro) poniendo énfasis en la necesidad de métodos de fabricación para controlar los cambios que puedan ocurrir.
Debido a que el tema de la metalurgia de la soldadura incluye numerosas facetas, sería irracional pensar que esta discusión pueda cubrirlas todas. Entonces, limitaremos la cobertura a los cambios más importantes que puedan ocurrir durante la operación de soldadura.
Estos cambios pueden ser resumidos y ser divididos en dos categorías.
La primer categoría incluye aquellos cambios que ocurren en un metal cuando se calienta desde la temperatura ambiente hasta una temperatura mayor. La segunda categoría es el efecto en las propiedades del metal versus la velocidad a la ocurren dichos cambios de temperatura. Más específicamente, nos interesa que tan rápido se enfría un metal caliente hasta la temperatura ambiente; esto es la velocidad de enfriamiento del metal.
Nuestra discusión comenzará con referencia específica a los cambios que ocurren en metales en la medida en que son calentados y enfriados en forma uniforme. Sin embargo, debe notarse que la soldadura presenta problemas muy diferentes debido a que la operación de soldadura tiende a calentar áreas muy localizadas del metal. En consecuencia, estas velocidades de calentamiento/enfriamiento no uniformes crean la necesidad ce ciertas consideraciones adicionales. Estructuras Básicas de los Metales
Para ganar en entendimiento de las propiedades metalúrgicas de los metales, es necesario comenzar la discusión describiendo algunas propiedades de las partículas que comprenden todas las formas de materia. Estas partículas básicas que se combinan para formar un material sólido, líquido o gaseoso, se conocen como átomos. Esos átomos son tan pequeños que no pueden ser vistos, incluso con los microscopios más potentes. Sin embargo, comenzando la discusión a este nivel y explicando las propiedades de dichos átomos y sus estructuras, podrán entender de mejor forma algunos de los fenómenos que podemos observar en forma macroscópica, o a simple vista.
Una de las propiedades importantes de estos átomos, es que, en ciertos rangos de temperatura, tienden a formar sustancias con formas específicas. Esto es debido a hay fuerzas definidas que actúan entre estos átomos individuales cuando están ubicados dentro de cierta distancia uno de otro. Estas fuerzas tienden tanto a rechazar, o a atraer, los átomos uno hacia el otro, mientras que al mismo tiempo otro átomo es expulsado o rechazado. Por esto, los átomos individuales se mantienen en su ubicación original en relación con todo el resto de los
MMÓÓDDUULLOO 88 MMEETTAALLUURRGGIIAA DDEE LLAA SSOOLLDDAADDUURRAA PPAARRAA EELL IINNSSPPEECCTTOORR DDEE SSOOLLDDAADDUURRAA
Tecnología de Inspección de Soldadura Módulo 8 Mealurgia de la Soldadura para el Inspector de Soldadura
8-2
átomos alrededor por estas fuerzas en oposición. Ver Figura 8.1. Estos átomos en sus posiciones originales están alineados fila sobre fila, y capa sobre capa, en tres dimensiones, simétrica, en una estructura o modelo de red cristalina.
Sin embargo, no están estacionarios en esas posiciones. En realidad, tienden a vibrar alrededor de una posición de equilibrio para mantener un espacio balanceado. A una temperatura dada se mantendrán con una separación equilibrada para dicha temperatura particular. Cuando hay un balance entre las fuerzas de repulsión y de atracción, decimos que la energía interna del metal está en un mínimo.
Cualquier intento de forzar los átomos más cerca uno de otro tendrá la oposición de fuerzas repulsivas que se incrementan en la medida que son llevados más cerca. Este comportamiento se evidencia por el hecho que los metales muestran resistencias a la compresión excesivamente altas. Igualmente, cualquier intento por de separar los átomos, dará como resultado una fuerza opositora de atracción. Estas fuerzas de atracción, sin embargo, tienden a decrecer en la medida que los átomos son llevados muy lejos.
Se puede observar la evidencia de este último comportamiento en el ensayo de tracción. Por debajo del punto de fluencia del metal, la carga alarga la probeta de tracción, y se incrementa la separación entre cada átomo. Cuando se descarga, la probeta se comportará en forma elástica; esto es, que volverá a su tamaño original en un nivel macroscópico, lo que significa que los átomos retornan a su equilibrio de espacio original.
Si la carga de la probeta de tracción se incrementa más allá del punto de fluencia del metal, se comportará en forma plástica. Ahora, ya no volverá a su tamaño original, debido a que los átomos fueron forzados suficientemente lejos unos de otros, de manera que las fuerzas de atracción ya no son suficientemente grandes para mantenerlos en su posición original. Cuando el espacio interatómico se incrementa más aún, al punto que las fuerzas de atracción ya no son suficientemente grandes para mantener juntos a los átomos, el material fallará.
Figura 8.1 – Estructura Atómica – Mostrando la Ubicación de los Atomos y los Electrones
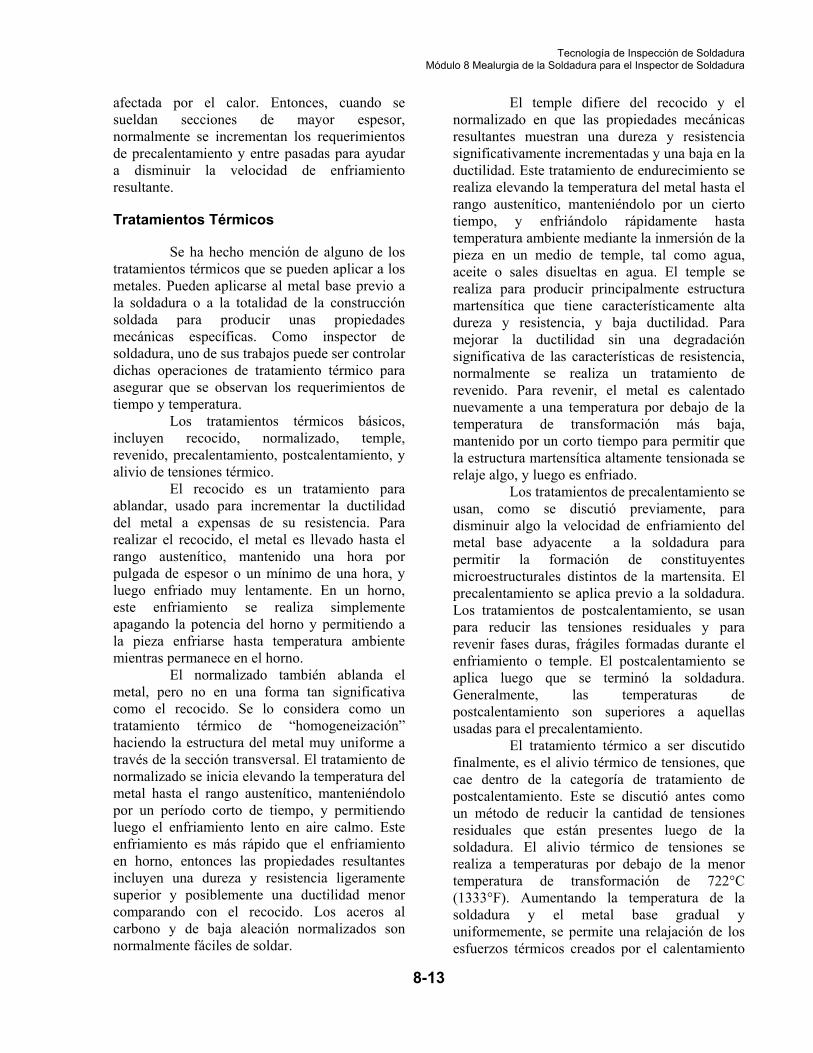
Se marcó anteriormente que los átomos de los metales exhiben una separación muy específica a una temperatura dada, o energía interna. Debido a que el calor es una forma de energía, la energía interna del metal se incrementa cuando aumenta la temperatura. Esta energía adicional tiende a hacer que los átomos vibren más, lo que incrementa la distancia entre los átomos. Podemos observar el resultado de dicha energía adicional, visualmente, debido a que el tamaño total de la pieza de metal se incrementará en la medida que se separan los átomos individualmente. Inversamente, cualquier disminución en la temperatura del metal hará que los átomos se juntan; en cambio, se observa como contracción del metal.
Figura 8.2 – Sólido versus Líquido
A medida que se agrega calor adicional al metal, la vibración de los átomos se continúa incrementando causando que se aumente el espacio y, que en consecuencia se expanda el metal. Esto sucederá hasta un cierto punto en que la distancia entre los átomos es tan grande que ya no se atraen en forma suficiente para exhibir una estructura específica. El metal sólido se transforma en líquido. Ver Figura 8.2. La temperatura asociado con este cambio se conoce como punto de fusión. Un calentamiento mayor eventualmente transformaría el líquido en gas; esta última transformación ocurre a una temperatura conocida como de vaporización.

Tecnología de Inspección de Soldadura Módulo 8 Mealurgia de la Soldadura para el Inspector de Soldadura
8-3
El metal sólido tiene la energía interna más baja, y la menor distancia interatómica. El metal líquido tiene mayor energía interna con mayor distancia interatómica, y se considera amorfo, lo que significa sin estructura. El metal gaseoso tiene la mayor energía interna, y la mayor distancia entre los átomos, y también carece de estructura.
Mientras que todo esto es bastante intrigante, es más significativo darse cuenta porque es importante para usted, como inspector de soldadura. Es obvio que la soldadura y el corte introducen calor dentro del metal; este calentamiento provocará una expansión del metal. Si estuviéramos considerando un calentamiento uniforme del metal, podríamos medir el cambio de longitud, o de tamaño, de una pieza de metal en la medida que esta se calienta. Cada aleación de metal tiene asociada consigo un coeficiente específico de dilatación térmica. Esto es, hay un cierto valor numérico que describe cuanto se dilatará un metal para un incremento de temperatura dado.
Con la soldadura, sin embargo, el calor no se aplica en forma uniforme. Esto es, parte del metal se lleva hasta una temperatura muy alta, mientras que el metal adyacente a la zona de soldadura se mantiene a una temperatura menor. Esto provoca diferentes cantidades de expansión del metal en distintas ubicaciones relativas a la zona de soldadura. La parte del metal que se calienta en forma directa, tenderá a dilatarse, y esta dilatación es resistida por el metal que esta a una temperatura menor.
La Figura 8.3, ilustra los cambios dimensionales que ocurren en una barra recta (Figura 8.3a) que se calienta de un solo lado por una soldadura por arco. En la Figura 8.3b, se establece un arco y se comienza a calentar la chapa bajo la influencia del arco. La parte que se calienta se expande (Figura 8.3c) y, debido a que está parcialmente embridado por la parte de la barra que no se calentó, la barra tiende a flexionarse en un arco en cada extremo fuera de la fuente de calor. Debido a que la parte caliente es más débil (parte de esta en realidad está líquida y es muy débil) no tiene éxito para forzar a la barra a flexionarse demasiado. La parte caliente está menos restringida en las direcciones laterales, entonces tiende a ensancharse en el lado donde se aplicó el calor.
Figura 8.3 – Contracción en una soldadura causado por Dilatación y Contracción
Cuando se extingue el arco (Figura 8.3d), la porción caliente y fundida comienza a enfriarse y contraerse. El calor siempre fluye desde el área caliente hacia el área fría, entonces durante el enfriamiento, el calor fluye dentro del área previamente fría calentándola. Ahora, en la medida que la parte dilatada comienza a enfriarse, se contrae, revirtiendo la dirección de las fuerzas de deformación que finalmente causan que la longitud de la zona superior de la barra se acorte y los extremos de la barra se levanten dándole a la barra un perfil cóncavo cuando se enfría, como se muestra en la Figura 8.3e. Entonces, cuando aplicamos el calor a una pieza en manera no uniforme, como en el caso para la soldadura, el resultado es un cambio dimensional por los esfuerzos térmicos desarrollados causando que la parte se distorsione o encorve cuando se enfría. La Figura 8.3f representa la barra resolidificada con un cierto nivel de tensiones residuales que permanecen en ella, denotada por la representación de un resorte.

Tecnología de Inspección de Soldadura Módulo 8 Mealurgia de la Soldadura para el Inspector de Soldadura
8-4
Siempre que se funde un metal en una zona pequeña, y localizada, como en soldadura, se generan esfuerzos por la contracción. Inclusive, si la barra fue restringida externamente durante este ciclo de calentamiento y enfriamiento, la parte enfriada todavía contiene tensiones causadas por este calentamiento y enfriamiento diferencial. Conocemos estas tensiones como tensiones residuales. Estas tensiones residuales tienden a mantener la barra en su perfil flexionado. Sin embargo, la barra no se flexionará más debido a que se enfrió hasta temperatura ambiente y ahora es más resistente que las fuerzas ejercidas por las tensiones residuales. Las tensiones residuales permanecerán en la barra salvo que se realice algo para relajarla.
Hay diferentes formas de reducir o eliminar las tensiones residuales. Se puede realizar en forma térmica cuando se calienta en forma uniforme la totalidad de la pieza o la banda larga que contiene la zona de soldadura a alguna temperatura y es mantenida por un período de tiempo prescrito. El resultado de este método es que el calentamiento uniforme que permite un alivio en las tensiones residuales debido a que se reduce la resistencia del metal. Un enfriamiento lento y uniforme hasta la temperatura ambiente producirá una pieza con tensiones residuales mucho más bajas. Hay métodos para proveer este alivio de tensiones mediante la aplicación de tratamientos vibratorios, o mecánicos. Ambos métodos mostraron ser efectivos en varias aplicaciones.
Figura 8.4 – Martillado (peening) de Cordones de Soldadura Intermedios para Alivio de Tensiones Residuales
Puede realizarse un tercer método para reducir las tensiones residuales que puede realizarse junto a la operación de soldadura, y que se conoce como martillado (peening). Ver Figura 8.4. Este también es un tratamiento
mecánico. El martillado involucra el uso de pesados martillos neumáticos (no un piquete para quitar la escoria) que se usa para golpear en la superficie de los cordones intermediarios de una soldadura multipasada. Esta acción de martillado tiende a deformar la superficie haciendo disminuir el espesor del cordón. Esta deformación tiende a desparramar la cara de la soldadura para hacerla más ancha y larga. Debido a que es metal se distribuye ligeramente, se reducen las tensiones residuales.
Cuando se usa el martillado para el alivio de tensiones, debe tenerse cuidado de evitar las fisuras de la soldadura por un tratamiento mecánico agresivo. No es recomendable martillar el cordón de raíz que se puede fisurar fácilmente al ser golpeado. Normalmente, el cordón final tampoco se martilla, pero por una razón diferente; superficies muy martilladas pueden ocultar la presencia de discontinuidades, haciendo más difícil la inspección. Cuando se aplica en forma adecuada, el martillado provee una forma efectiva de reducir las tensiones residuales cuando se realizan soldaduras en grandes secciones, o en situaciones donde están restringidas con rigidez. Estructuras Cristalina
En un metal sólido, los átomos tienden ellos mismos a alinearse en líneas ordenadas, filas, y capas para formar estructuras cristalinas tridimensionales. Por definición, los metales son cristalinos, y cualquier discusión de falla debido a “cristalización” de hecho es incorrecta. Cuando un metal solidifica, normalmente lo hace en una estructura cristalina. La apariencia de superficie de fractura conocida erróneamente como “cristalina” es normalmente típica de una superficie de fractura por fragilización o fatiga.
El número más pequeño de átomos que puede describir un arreglo ordenado se conoce como “celda unitaria”. Es importante darse cuenta que las celdas unitarias no existen como unidades independientes, sino que comparten átomos con las celdas unitarias vecinas en una matriz tridimensional.
Las estructuras cristalinas más comunes, o fases, son cúbica de cuerpo centrado (BCC), cúbica de caras centradas (FCC), tetragonal centrada en el cuerpo (BCT), y hexagonal compacta (HCP). Pueden verse en la

Tecnología de Inspección de Soldadura Módulo 8 Mealurgia de la Soldadura para el Inspector de Soldadura
8-5
Figura 8.5. Algunos metales tales como el hierro, existen como una fase sólida a temperatura ambiente y como otra fase sólida a temperaturas elevadas. Este cambio con la temperatura de una fase a otra en un metal sólido se conoce como transformación alotrópica, o transformación en fase sólida. Un cristal de metal que posee diferentes estructuras pero la misma composición química se conoce como alotrópico. Esto se discutirá con mayor detalle más adelante.
Figura 8.5 – Estructuras Cristalinas Comunes de los Metales y Aleaciones
La estructura FCC puede imaginarse como un cubo con átomos en cada una de los ocho vértices y un átomo en el centro de cada una de las seis caras. Entre los metales con FCC comunes se encuentran el aluminio, cobre, níquel, y aceros inoxidables austeníticos.
La celda unitaria BCT puede describirse tomando una celda unitaria BCC básica, y elongándola en un eje para lograr una forma rectangular, con un átomo en el centro. La martensita, una fase del acero que se forma por un enfriamiento rápido, es una estructura BCT.
La celda unitaria HCP es un prisma hexagonal puede imaginarse como dos hexágonos (seis lados) que forman la parte superior e inferior del prisma. Se ubica un átomo en el centro y en cada punta del hexágono. Entre los hexágonos, superior e inferior, se ubican tres átomos, uno en cada vértice de un triángulo.
Entre los metales HCP comunes, se encuentran el zinc, cadmio y magnesio.
La celda unitaria BCC puede describirse como un cubo con un átomo en cada uno de los 8 vértices y un único átomo en el centro de la celda. Entre los metales BCC comunes se encuentran el hierro, aceros al carbono, cromo, molibdeno, y tungsteno.
Solidificación de los Metales
Un metal solidifica en una estructura cristalina por un proceso conocido como nucleación y crecimiento. En el enfriamiento, grupos de átomos se nuclean (solidifican) sobre impurezas o en lugares del límite líquido - sólido, tales como la interface entre el metal de soldadura fundido y una zona más fría, sin fundir, la zona afectada por el calor. Tales grupos se llaman núcleos y aparecen en gran número. En el metal de soldadura, los núcleos tienden a fijarse a si mismos a granos existentes de la zona afectada por el calor en la interface de soldadura. Los átomos continúan solidificándose y se fijan a los núcleos. Cada núcleo crece a lo largo de una dirección preferencial, con los átomos que se alinean en la forma descrita mediante la celda unitaria apropiada para formar un grano de forma irregular, o cristal.
La Figura 8.6 muestra como se forman los granos de metal de soldadura a medida que este metal solidifica. En la Figura 8.6a, se comienzan a formar en la interface de soldadura. La Figura 8.6b muestra los granos sólidos formados cuando crecen dichos núcleos originales. Debido a que dichos núcleos tienen distintas orientaciones, cuando los granos adyacentes crecen juntos se forman los bordes de grano. La Figura 8.6c muestra la solidificación completa del metal de soldadura. Los bordes de grano se consideran como discontinuidades, debido a que representan una interrupción en el arreglo uniforme de los átomos.

Tecnología de Inspección de Soldadura Módulo 8 Mealurgia de la Soldadura para el Inspector de Soldadura
8-6
Figura 8.6 – Nucleación y Solidificación de Metal de Soldadura Fundido
Las propiedades mecánicas pueden depender del tamaño de grano del metal. Un metal que muestra tamaño de grano pequeño tendrá mejor resistencia a la tracción a temperatura ambiente, debido a que los bordes de grano tienden a inhibir la deformación de los átomos individualmente cuando el metal se encuentra bajo tensión. Sin embargo, a temperaturas elevadas, los átomos de los bordes se pueden mover fácilmente y desplazarse, y así reducir la resistencia a altas temperaturas. Por esto los metales de grano fino, se prefieren para servicio a temperatura ambiente o baja, mientras que los materiales con grano grande son preferibles para el servicio a elevadas temperaturas. Los metales de grano fino generalmente dan una mejor ductilidad, tenacidad a la entalla, y propiedades de fatiga.
Como una revisión rápida antes de continuar; los metales son estructuras cristalinas formadas por átomos en matrices ordenadas. Estas matrices ordenadas, o arreglo, se conoce como fase y se describen por una celda unitaria. Los metales solidifican a partir de muchos lugares a la vez y crecen en direcciones preferenciales para formar granos o cristales. La unión entre granos individuales se conoce como borde de grano. El tamaño de grano dictará la cantidad de área de borde de grano presente en un metal que, en cambio, determina en cierto grado las propiedades mecánicas del metal.
Aleantes Las propiedades de los elementos
metálicos pueden ser alteradas por el agregado de otros elementos, que pueden ser o no metálicos. Tal técnica se conoce como aleación. El metal que resulta de esta combinación se conoce como aleación. Por ejemplo, se agrega el elemento metálico zinc al metal cobre para formar la aleación latón. El elemento no metálico carbón es uno de los elementos aleantes agregados al hierro para formar la aleación acero.
Figura 8.7 - Aleación Intersticial
Figura 8.8 - Aleación Sustitutiva
Los elementos aleantes son incluidos en
la red del metal base (la forma general en que se acomoda cada átomo individual) en distintas formas que dependen en los tamaños relativos de los átomos. Los átomos más pequeños, tales como el carbono, nitrógeno e hidrógeno, tienden a ocupar lugares entre los átomos que forman la

Tecnología de Inspección de Soldadura Módulo 8 Mealurgia de la Soldadura para el Inspector de Soldadura
8-7
estructura de la red del metal base. Estas se conocen como aleaciones intersticiales y se muestran en la Figura 8.7. Por ejemplo, pequeñas cantidades de carbón pueden ocupar sitios intersticiales entre los átomos de hierro en el acero.
Los elementos aleantes con átomos de tamaños cercanos al de aquel del metal base tienden a ocupar lugares sustitucionales. Esto es, reemplazan uno de los átomos del metal base en la estructura de la red. Esta se llama aleación sustitucional y se muestra en la Figura 8.8. Los ejemplos de esto son tanto el cobre en el níquel y el níquel en cobre.
Como la presencia de los bordes de grano, el agregado de elementos aleantes producen irregularidades en la estructura cristalina. Como se puede ver en las Figuras 8.7 y 8.8, la presencia de elementos aleantes ejerce distintos grados de atracción y repulsión para dar un arreglo de la estructura cristalina que de alguna manera esta distorsionada. Esto tiende a incrementar la energía interna del metal y puede dar como resultado un incremento de las propiedades mecánicas.
Casi todos los metales de ingeniería son aleaciones que consisten en un elemento principal y cantidades variables de uno o más elementos adicionales. Si existe más de una fase, cada una tendrá su propia estructura cristalina característica. Componentes de la Microestructura de los Aceros al Carbono.
El arreglo general de los granos, bordes de grano, y fases en una aleación metálica, se llama microestructura. La microestructura es la principal responsable de las propiedades de la aleación. La microestructura es afectada por la composición o el contenido de aleantes, y por otros factores tales como conformación y operaciones de tratamiento térmico. La microestructura se ve muy afectada por la operación de soldadura, que en cambio, tiene influencia sobre las propiedades de la aleación.
Mientras que todos los metales exhiben distintas microestructuras, esta discusión tratará exclusivamente con los cambios microestructurales que ocurren simplemente con el acero al carbono, que es una aleación que consiste en combinación de hierro y carbono.
También se pueden agregar otros elementos aleantes, pero sus efectos en la microestructura no serán tan significativos como los del carbono.
Para introducir dicho tema, es importante darse cuenta que el hierro y los aceros sufren cambios en su arreglo cristalográfico como resultado de los cambios en la temperatura. Esto es, según se calientan o enfrían las aleaciones hierro-carbono, ocurren cambios alotrópicos. El hecho que ocurran estos cambios permite el cambio de propiedades mecánicas para una aleación específica a través de la aplicación de distintos tratamientos térmicos. Para entender los cambios que ocurren, los metalurgistas usan un diagrama, que muestra los rangos de distintos componentes microestructurales del sistema hierro - carbono. Se conoce como “Diagrama de Fase Hierro - Carbono”, y se muestra en la Figura 8.9.
Este diagrama describe la naturaleza de las fases presentes en las aleaciones hierro - carbono bajo condiciones cercanas al equilibrio, esto es calentamiento y enfriamiento muy lentas. Debe notarse que muchos de estos constituyentes microestructurales tienen nombres múltiples y se pueden intercambiar. Por ejemplo, el hierro puro a temperatura ambiente se conoce como hierro alfa o ferrita. El carburo de hierro que está presente a temperatura ambiente se llama cementita o CFe3. La estructura cúbica de caras centradas que aparece a temperaturas intermedias se conoce como hierro gama o austenita.
Mirando el diagrama, se nota que el eje vertical describe los cambios de temperatura, mientras que el eje horizontal indica la cantidad de carbono presente. En consecuencia, para un contenido de carbono dado, se puede trazar una línea vertical que atraviesa el eje horizontal. Moviéndose verticalmente hacia arriba, puede determinarse que microestructuras existirán a distintas temperaturas.

Tecnología de Inspección de Soldadura Módulo 8 Mealurgia de la Soldadura para el Inspector de Soldadura
8-8
Figura 8.9 - Diagramas de Fase Hierro - Carbono
Como se muestra en la notación debajo del eje horizontal, se considera que los aceros incluyen dichas aleaciones que tienen desde 0.008% hasta 2% de Carbono. Dentro de este rango, los aceros se dividen en tipo hipoeutectoide, eutectoide e hipereutectoide, con el punto eutectoide (0.8% carbono) siendo la línea divisoria. Los aceros hipoeutectoides son simplemente dichas aleaciones con menos de 0.8% C que existen a temperatura ambiente como combinaciones de perlita y ferrita como opuestos a los hipereutectoides que contienen más de 0.8% C y existen como combinaciones de perlita y cementita. El equilibrio de la microestructura a temperatura ambiente para un acero eutectoide (exactamente 0,8% carbono) es perlita pura. La perlita es simplemente una mezcla en capas de cementita y ferrita. La técnica de usar ataque con ácido revela las microestructuras que se muestran en las Figuras 8.10 - 8.12.
La Figura 8.10 muestra una microestructura típica comercial de hierro puro
con casi nada de contenido de carbón. La Figura 8.11 muestra el aspecto típico de la perlita cuando está pulida, atacada con ácido y observada mediante un microscopio de alta potencia (1500X). Las áreas claras son ferrita y las áreas oscuras son cementita.
Una de las transformaciones importantes que ocurren en el acero es la transformación de los distintos constituyentes a temperatura ambiente (ferrita, perlita, cementita, y combinaciones de estos) a austenita, que es una estructura cúbica de caras centradas de hierro y carbono. Con calentamiento, esta transformación comenzará a ocurrir a 722°C (1333°F); la línea horizontal que representa esta transformación se conoce como AC1. Excepto para un contenido de Carbono de 0.8%, el porcentaje del eutectoide, esta transformación ocurrirá en un rango de temperaturas, y la transformación completa sólo tiene lugar cuando la temperatura se eleva sobre la curva llamada A3. En el hierro puro, la transformación se completa a 910°C (1670°F), mientras que un acero eutectoide sufrirá una transformación completa a 722°C (1333°F).
Con un enfriamiento muy lento, ocurrirá el mismo cambio en sentido reverso. La existencia de esta transformación permite endurecer o ablandar los aceros mediante el uso de distintos tratamientos térmicos. Cuando se calentó un acero hasta el rango austenítico y se permitió un enfriamiento lento en su rango de transformación, la estructura resultante contendrá perlita. Esta estructura puede aparecer sólo cuando se permite un tiempo suficiente para permitir la difusión de los átomos hasta llegar a esa forma. La difusión no es otra cosa que la migración de los átomos dentro de la estructura de metal sólido. Cuanto mayor es la temperatura, mayor es la movilidad de los átomos en la estructura cristalina. Cuando el enfriamiento desde la austenita ocurre en forma suficientemente lenta, se formará perlita. Los aceros que son tratados térmicamente para producir perlita generalmente son muy blandos y dúctiles.

Tecnología de Inspección de Soldadura Módulo 8 Mealurgia de la Soldadura para el Inspector de Soldadura
8-9
Figura 8.10 - Microestructura de Hierro Comercialmente Puro, Los Granos Blancos son Ferrita. Se Observan los bordes de grano, y los glóbulos más oscuros son inclusiones no metálicas.
Figura 8.11 - Aspecto Laminar de la Perlita (Aumento 1500X)
Cuando el enfriamiento desde el rango
austenítico ocurre más rápidamente, en esta transformación hay cambios significativos para una aleación de un acero dado. Primero, la transformación ocurrirá a una temperatura menor. En segundo lugar, la microestructura resultante cambia drásticamente y se incrementan la dureza y la resistencia a la tracción, con la correspondiente caída en la ductilidad. A velocidades de enfriamiento más grandes, la
principal microestrura incluye perlita, bainita y martensita.
Con un ligero aumento en la velocidad de enfriamiento, la temperatura de transformación desciende, produciendo una estructura perlítica más fina, con un espacio menor entre las láminas. Esta estructura es ligeramente más dura que la perlita gruesa y tiene algo menos de ductilidad. A velocidades de enfriamiento aún más rápidas, y temperaturas de transformación menores, ya no se forma perlita. En cambio, se forma bainita y su estructura tiene una forma de pluma de finas agujas de carburo en una matriz ferrítica. La bainita tiene una resistencia y dureza significativamente superior y menor ductilidad, siendo muy difícil de ver bajo el microscopio.
Con un enfriamiento muy rápido, o temple, no hay tiempo suficiente para que ocurra la difusión. En consecuencia, algo de carbón queda atrapado en la red. Si la velocidad de enfriamiento es suficientemente rápida y la cantidad de carbono presente es suficientemente alta, se formará la martensita. La formación de martensita es un proceso de falta de difusión (la velocidad de enfriamiento es tan rápida que los átomos no tienen tiempo de desplazarse). La transformación de austenita a martensita se da a causa de una acción tipo corte {shear type} o mecánica. La estructura cristalina resultante se conoce como una estructura tetragonal de cuerpo centrado, que simplemente es una distorsión de la estructura cúbica de cuerpo centrado en una rectangular. Debido a la presencia de esta forma de red distorsionada, la estructura martensítica exhibe una energía interna más elevada o deformación que da como resultado una resistencia a la tracción y dureza extremadamente altas. Sin embargo, la martensita tiene como características baja ductilidad y tenacidad. La Figura 8.12 muestra la aparición de martensita con gran ampliación (500X).
Para mejorar la ductilidad y la tenacidad sin una disminución significativa de la dureza y la resistencia a la tracción de la martensita, se emplea el proceso conocido como ‘revenido’. Este tratamiento térmico consiste en recalentar la estructura martensítica del temple a alguna temperatura por debajo de la temperatura más baja de transformación (722 °C [1333 °F]). Esto permite al material templado solamente, de

Tecnología de Inspección de Soldadura Módulo 8 Mealurgia de la Soldadura para el Inspector de Soldadura
8-10
estructura martensítica inestable pasar a ser martensita revenida permitiendo al carbono precipitar en forma de partículas reducidas de carburo. Mediante la elección del tiempo de revenido y temperaturas adecuadas, se pueden controlar la resistencia y ductilidad deseada. Mayores temperaturas de revenido logran propiedades más blandas y dúctiles. El tratamiento térmico de temple y revenido se usa frecuentemente para mejorar las propiedades de los aceros con requerimientos mecánicos, debido que desarrollan altas fluencia y a resistencia la tracción, altas relaciones resistencia de fluencia/tracción y tenacidad a la entalla mejorada comparando con las propiedades del laminado, recocido o normalizados. En la Figura 8.13 se puede observar un ejemplo de los efectos de distintas temperaturas de revenido para una aleación de acero particular.
Figura 8.12 – Martensita por temple – Mostrando Estructura Acicular (500X)
Para ayudar en la determinación de que
constituyentes microestructurales darán como resultado velocidades de enfriamiento más rápidas, el metalurgista usa otro diagrama que se conoce como diagrama TTT, o Tiempo - Temperatura - Transformación. También son llamados diagramas de transformación isotérmica (ITT). Como lo implica el nombre, describe los productos microestructurales que ocurren luego de tiempos específicos a una temperatura particular para una composición particular del acero. Un diagrama similar, el CCT, o diagrama de Transformación a Enfriamiento Constante,
muestra los cambios que ocurren durante un enfriamiento continuo desde el rango austenítico. Estos dos tipos de diagramas se superponen como se muestra en la Figura 8.14, que grafica las características del enfriamiento continuo y la transformación isotérmica de un acero tipo 8630.
Este diagrama muestra a los productos microestructurales como una función tanto de la temperatura como el tiempo. Se muestran distintas velocidades de enfriamiento para ilustrar el uso del diagrama. Los productos de la transformación resultante dependen de las regiones a través de las cuales pasan las curvas de enfriamiento y la cantidad de tiempo que les toma a dichas curvas pasar a través de dichas regiones. Como ejemplo, la curva “A” sólo pasa por la región austenita a martensita, entonces la estructura resultante es 100% martensita. Una velocidad de enfriamiento menor caracterizada por la curva “D” muestra que los componentes microestructurales serán principalmente ferrita con sólo cantidades menores de bainita y martensita. Debido a que la martensita sólo puede transformarse desde la austenita, cualquier austenita que se transforma en ferrita o bainita no puede transformarse en martensita.
Figura 8.13 - Efecto de la Temperatura de Revenido en las Propiedades Mecánicas de una Aleación 12,2% Cr

Tecnología de Inspección de Soldadura Módulo 8 Mealurgia de la Soldadura para el Inspector de Soldadura
8-11
Figura 8.14 - Diagrama de Enfriamiento Contínuo y Transformación Isotermica para Acero tipo 8630 Consideraciones Metalúrgicas para la Soldadura
Debido a que la soldadura puede producir cambios significativos tanto en la temperatura del metal como en la velocidad de enfriamiento desde esa temperatura elevada, es importante entender que cambios metalúrgicos pueden resultar de la operación de soldadura. La Figura 8.15 ilustra la relación entre las temperaturas pico exhibidas en las distintas regiones de la zona de soldadura y el diagrama de equilibrio hierro – cementita.
Como se puede ver, dependiendo de la ubicación del punto dentro o cercano a la soldadura, pueden producirse varias estructuras metalúrgicas. Dentro de la soldadura, la región de temperaturas más altas, el metal puede enfriarse desde el estado líquido a través de distintas regiones de fase mostradas anteriormente. Adyacente a la soldadura, en la zona afectada por el calor (ZAC [HAZ]) , no se llega a la fusión pero se alcanzan temperatura extremadamente altas. La ZAC [HAZ] es simplemente la región del metal base adyacente al metal de soldadura que ha sido elevado a temperaturas justo por
debajo de la temperatura de transformación al punto de fusión del acero. Las velocidades de enfriamiento de esta zona afectada por el calor son de las más rápidas debido al fenómeno conocido como temple por contacto. Los cambios en las condiciones de soldadura pueden tener un efecto muy significativo en la formación de las distintas fases, porque las condiciones de soldadura tienen un efecto muy importante en la velocidad de enfriamiento resultante para la soldadura. Algunas de las condiciones de soldadura que pueden producir cambios incluyen la cantidad de aporte de calor, el uso de precalentamiento, el carbono equivalente del metal base, y el espesor de metal base.
A medida que se incrementa el aporte de calor, decrece la velocidad de enfriamiento. El uso de electrodos de soldadura de menor diámetro, menores corrientes de soldadura, y velocidades de avance mayores tenderán a disminuir el aporte de calor, y entonces incrementar la velocidad de enfriamiento. Para cualquier proceso de soldadura, puede calcularse fácilmente el aporte de calor. Sólo depende de la corriente de soldadura aparente, voltaje del arco y velocidad de avance, según se mide a lo largo del eje longitudinal de la junta de soldadura. La fórmula para el aporte de calor se muestra abajo.
Figura 8.15 – Relación entre los Picos de Temperatura de las distintas Regiones de una Soldadura, y la Correlación con el Diagrama de Fases Hierro – Carburo de Hierro {Cementita} Aporte de Calor=
.min/.inenSoldaduraladeAvancedeVelocidad60xSoldaduradeVoltajexSoldaduradeCorriente

Tecnología de Inspección de Soldadura Módulo 8 Mealurgia de la Soldadura para el Inspector de Soldadura
8-12
Para esta fórmula, el aporte de calor se
expresa en términos de joules por pulgada, y la velocidad de avance en pulgadas por minuto. Los Joules también se pueden expresar como watt-segundo. Entonces el 60 que aparece en el numerador de la fórmula simplemente convierte los minutos de la velocidad de avance en segundos. Se le puede pedir al inspector de soldadura que registre el aporte de calor de la soldadura para controlar las propiedades microestructurales resultantes que aparecen en la zona afectada por el calor. Otro ítem que tiene un efecto significativo en la microestructura resultante es el uso de precalentamiento. En general, el uso de precalentamiento tenderá a reducir la velocidad de enfriamiento en la soldadura y en la ZAC [HAZ] dando una mejora en la ductilidad. Cuando no se usa el precalentamiento, la zona afectada por el calor es relativamente angosta y muestra su mayor dureza. En algunos casos, dependiendo del contenido de aleantes, puede formarse martensita. Sin embargo, cuando se incluye el precalentamiento, la zona afectada por el calor es más ancha y la dureza resultante es significativamente menor debido a una velocidad de enfriamiento menor que permite la formación de perlita, ferrita y posiblemente bainita, en lugar de martensita. Por esto, se le puede pedir al inspector de soldadura que monitoree el precalentamiento requerido para una operación particular de soldadura. Este requerimiento está relacionado principalmente con la disminución de la velocidad de enfriamiento en la zona afectada por el calor, para producir microestructuras que tengan propiedades deseables.
Otro factor importante para la soldadura de acero es el carbono equivalente. Debido a que el carbono tiene el efecto más pronunciado en la templabilidad (la facilidad con que el metal se endurece por el enfriamiento desde una temperatura austenítica, o su capacidad de formar martensita) del acero, nos interesa cuánto de este se encuentra presente en una aleación particular. Cuanto mayor contenido de carbono, mayor templabilidad del acero.
Otros elementos de aleación también promoverán la templabilidad, en distinto grado. Un contenido de carbono equivalente es entonces
una expresión empírica que se usa para determinar como los efectos combinados de los distintos aleantes se encuentran presentes en la templabilidad del acero. Debajo se muestra un ejemplo de un contenido de carbono equivalente típico (C.E.).
4Mo%
13Cu%
5Cr%
15Ni%
6Mn%C%.E.C +++++=
Está fórmula está dirigida a aceros al carbono y aleados que no contienen más que 0,5% Carbono, 1.5% de Manganeso, 3.5% Níquel, 1% de Cromo, 1% de Cobre, y 0.5% de Molibdeno.
Una vez que se determinó un contenido de carbono, podemos predecir el rango aproximado de precalentamiento que será necesario para los mejores resultados. La tabla debajo resume algunas de las temperaturas de precalentamiento sugeridas para distintos rangos de carbono equivalente. Carbono Equivalente
Temperatura de Precalentamiento Sugerida
Hasta 0.45 Opcional 0.45 a 0.60 200 a 400°F (93.33 a
204.4°C) Más que 0.60 400 a 700°F (204.4 a
371.11°C) Usando estas orientaciones, el
Ingeniero en soldadura puede tomar una decisión preliminar de que temperatura de precalentamiento será satisfactoria para una aplicación dada. Esta decisión será afectada por otros factores, pero esto sirve al menos como un punto de partida.
El espesor del metal base también tiene un efecto en la velocidad de enfriamiento; generalmente las soldaduras en metal base de mayor espesor se enfrían más rápidamente que las soldaduras en secciones delgadas. La mayor capacidad calorífica, o disipación del calor, asociada con las secciones de mayor espesor producen un enfriamiento más veloz en el cordón de soldadura. Entonces cuando se sueldan secciones de mayor espesor, pueden especificarse distintos requerimientos de soldadura, tales como precalentamiento, para reducir la velocidad de enfriamiento con el objeto de mejorar las propiedades mecánicas resultantes de la zona
Tecnología de Inspección de Soldadura Módulo 8 Mealurgia de la Soldadura para el Inspector de Soldadura
8-13
afectada por el calor. Entonces, cuando se sueldan secciones de mayor espesor, normalmente se incrementan los requerimientos de precalentamiento y entre pasadas para ayudar a disminuir la velocidad de enfriamiento resultante. Tratamientos Térmicos
Se ha hecho mención de alguno de los tratamientos térmicos que se pueden aplicar a los metales. Pueden aplicarse al metal base previo a la soldadura o a la totalidad de la construcción soldada para producir unas propiedades mecánicas específicas. Como inspector de soldadura, uno de sus trabajos puede ser controlar dichas operaciones de tratamiento térmico para asegurar que se observan los requerimientos de tiempo y temperatura.
Los tratamientos térmicos básicos, incluyen recocido, normalizado, temple, revenido, precalentamiento, postcalentamiento, y alivio de tensiones térmico.
El recocido es un tratamiento para ablandar, usado para incrementar la ductilidad del metal a expensas de su resistencia. Para realizar el recocido, el metal es llevado hasta el rango austenítico, mantenido una hora por pulgada de espesor o un mínimo de una hora, y luego enfriado muy lentamente. En un horno, este enfriamiento se realiza simplemente apagando la potencia del horno y permitiendo a la pieza enfriarse hasta temperatura ambiente mientras permanece en el horno.
El normalizado también ablanda el metal, pero no en una forma tan significativa como el recocido. Se lo considera como un tratamiento térmico de “homogeneización” haciendo la estructura del metal muy uniforme a través de la sección transversal. El tratamiento de normalizado se inicia elevando la temperatura del metal hasta el rango austenítico, manteniéndolo por un período corto de tiempo, y permitiendo luego el enfriamiento lento en aire calmo. Este enfriamiento es más rápido que el enfriamiento en horno, entonces las propiedades resultantes incluyen una dureza y resistencia ligeramente superior y posiblemente una ductilidad menor comparando con el recocido. Los aceros al carbono y de baja aleación normalizados son normalmente fáciles de soldar.
El temple difiere del recocido y el normalizado en que las propiedades mecánicas resultantes muestran una dureza y resistencia significativamente incrementadas y una baja en la ductilidad. Este tratamiento de endurecimiento se realiza elevando la temperatura del metal hasta el rango austenítico, manteniéndolo por un cierto tiempo, y enfriándolo rápidamente hasta temperatura ambiente mediante la inmersión de la pieza en un medio de temple, tal como agua, aceite o sales disueltas en agua. El temple se realiza para producir principalmente estructura martensítica que tiene característicamente alta dureza y resistencia, y baja ductilidad. Para mejorar la ductilidad sin una degradación significativa de las características de resistencia, normalmente se realiza un tratamiento de revenido. Para revenir, el metal es calentado nuevamente a una temperatura por debajo de la temperatura de transformación más baja, mantenido por un corto tiempo para permitir que la estructura martensítica altamente tensionada se relaje algo, y luego es enfriado.
Los tratamientos de precalentamiento se usan, como se discutió previamente, para disminuir algo la velocidad de enfriamiento del metal base adyacente a la soldadura para permitir la formación de constituyentes microestructurales distintos de la martensita. El precalentamiento se aplica previo a la soldadura. Los tratamientos de postcalentamiento, se usan para reducir las tensiones residuales y para revenir fases duras, frágiles formadas durante el enfriamiento o temple. El postcalentamiento se aplica luego que se terminó la soldadura. Generalmente, las temperaturas de postcalentamiento son superiores a aquellas usadas para el precalentamiento.
El tratamiento térmico a ser discutido finalmente, es el alivio térmico de tensiones, que cae dentro de la categoría de tratamiento de postcalentamiento. Este se discutió antes como un método de reducir la cantidad de tensiones residuales que están presentes luego de la soldadura. El alivio térmico de tensiones se realiza a temperaturas por debajo de la menor temperatura de transformación de 722°C (1333°F). Aumentando la temperatura de la soldadura y el metal base gradual y uniformemente, se permite una relajación de los esfuerzos térmicos creados por el calentamiento

Tecnología de Inspección de Soldadura Módulo 8 Mealurgia de la Soldadura para el Inspector de Soldadura
8-14
localizado de la soldadura. El alivio de tensiones ocurre debido a que la resistencia del metal se reduce en la medida que se eleva la temperatura, permitiendo a los esfuerzos residuales relajarse y una recuperación del metal. Este tratamiento ayudará a la eliminación de los problemas asociados con la distorsión.
Hay otros dos aspectos de la metalurgia de la soldadura a ser discutidos debido a que también ayudarán al inspector a entender los principios físicos involucrados en los distintos cambios metalúrgicos discutidos antes. Estos son la difusión y la solubilidad en el sólido. Difusión
Previamente hemos notado que los átomos en estado líquido pueden moverse con absoluta facilidad uno respecto a otro; sin embargo, bajo ciertas condiciones, incluso los átomos en estado sólido pueden cambiar de posición. En efecto cualquier átomo puede “vagar” fuera, paso a paso, de su posición inicial. Estos cambios de posición en estado sólido se conocen como difusión.
Se ve un ejemplo de difusión si barras planas y lisas de plomo y oro son fijados firmemente una contra otra. Ver Figura 8.16. Si se las deja fijadas juntas a temperatura ambiente por varios días, las dos hojas permanecerán fijadas cuando se quitan las fijaciones. Esta fijación se debe a que los átomos de plomo y oro han migrado, o se han difundido, dentro del otro metal, formando un enlace metalúrgico muy débil. Este enlace es muy débil, y los dos metales pueden ser separados por un golpe fuerte en la línea de unión. Si se incrementa la temperatura de ambos metales, incrementa la cantidad de difusión, y a temperaturas arriba del punto de fusión de ambos, se da una mezcla completa.
Otro ejemplo de difusión tiene lugar cuando se permite que el hidrógeno, un gas, se encuentre en la vecindad del metal fundido, tal como una soldadura. La fuente más común de hidrógeno es la humedad (H2O), o contaminación con material orgánico en las superficies de las piezas a ser soldadas. Muchos de los contaminantes encontrados normalmente en los metales son componentes orgánicos tales como aceite, grasa, etc., y contienen hidrógeno en su composición química inicial. El calor de la
soldadura romperá las moléculas de agua o contaminantes orgánicos en átomos individuales, que incluyen el átomo de hidrógeno (H+).
El átomo de hidrógeno es de tamaño muy reducido, y se puede difundir fácilmente dentro de la estructura del metal base. Cuando entran al metal base, los átomos de hidrógeno frecuentemente se recombinan en la molécula de hidrógeno (H2), una combinación de dos átomos de hidrógeno, que tiene un tamaño mucho mayor que un átomo de hidrógeno individual. Las moléculas, con un tamaño mayor, frecuentemente quedan atrapadas en el metal en discontinuidades tales como bordes de grano o inclusiones. Esas moléculas de hidrógeno, debido a su mayor tamaño, pueden causar altos esfuerzos en la estructura interna del metal, y para metales de baja ductilidad pueden causar fisuras. La fisura por hidrógeno se conoce frecuentemente como fisura en frío (bajo cordón).
Figura 8.16 – Difusión de los átomos de Oro y Plomo
La primera solución para la fisuración
por hidrógeno es eliminar la fuente de hidrógeno; el primer paso es limpiar cuidadosamente todas las superficies a ser soldadas. Otra aproximación es especificar “electrodos de bajo hidrógeno” par el uso con aceros al carbono o de baja aleación. Estos electrodos de bajo hidrógeno están formulados especialmente para mantener su contenido de hidrógeno muy bajo, pero requieren un manipuleo especial para evitar que absorban humedad luego que se abren los contenedores de embalaje sellados. También es efectivo el precalentamiento del metal base para eliminar la absorción de hidrógeno porque el hidrógeno se difundirá hacia fuera de la mayoría de los metales a temperaturas de 93,3° a 232,2°C (200° a

Tecnología de Inspección de Soldadura Módulo 8 Mealurgia de la Soldadura para el Inspector de Soldadura
8-15
450°F). Los métodos mencionados arriba pueden ayudar a reducir la posibilidad de fisuración por hidrógeno en aquellos metales que son susceptibles.
Solubilidad Sólida
La mayoría de nosotros es familiar a la
solubilidad normal de los sólidos en líquidos. Agregando una cuchara llena de sal en un vaso de agua y agitando, la sal se disolverá. Sin embargo, la mayoría de nosotros no estamos familiarizados con un sólido que se disuelve en otro sólido. Con el ejemplo dado antes del plomo y el oro, los dos metales se estaban difundiendo a través de una solución sólida dentro de otro. Y, volviendo a nuestro ejemplo de la sal y el agua, si se agrega más sal, encontramos que una parte de esta no se disuelve, independientemente de cuanto agitemos.
Lo que ha ocurrido es que para cierta cantidad de líquido, y su temperatura, llegamos al ‘límite de solubilidad crítica’. Ninguna cantidad de agitación disolverá más sal. En orden a disolver más sal, deberá incrementarse el volumen de líquido, o aumentada su temperatura. Entonces vemos que en la disolución de un sólido en un líquido, hay una solubilidad límite que depende del volumen del liquido y su temperatura. Cuando mayor es la temperatura de un metal, habrá una mayor solubilidad del segundo elemento. Por esto podemos ver metales combinándose aún cuando ambos sean sólidos. En efecto, en cuando se eleva la temperatura del metal, aumenta la cantidad de difusión y solubilidad.
Un ejemplo de un sólido que se disuelve en otro sólido es el método que usamos para incrementar la dureza superficial de un acero. Si este acero es envuelto en una cuna con partículas de carbono, y luego se lo calienta a temperaturas de 870° a 925°C (1600-1700°F), que está bien por debajo de el punto de fusión tanto del carbono como del acero, parte del carbono se difundirá (disolverá) dentro de las superficies del acero. Este carbono agregado en la superficie del acero hace la superficie mucho más dura, y esto es útil para resistir el desgaste y la abrasión. Esta técnica es llamada comúnmente ‘cementado’
La superficie del acero también puede endurecerse exponiendo el acero a un ambiente de amoniaco a temperaturas similares a la del cementado. El amoniaco (NH3) se rompe en sus componentes individuales, nitrógeno e hidrógeno, y los átomos de nitrógeno entran a la superficie. Esta técnica se llama ‘nitrurado’ (nitruración). Ambas técnicas de endurecimiento superficial demuestran la difusión y la solubilidad sólida de los metales. El conocimiento de la difusión y la solubilidad sólida ayudará al inspector de soldadura a entender la importancia de la limpieza en soldadura, y la necesidad de una protección adecuada durante las operaciones de soldadura.
A este punto, la principal aleación usada para la discusión fue el acero al carbono y el acero de baja aleación. Esta última sección hará una revisión de la metalurgia en soldadura de tres materiales comúnmente utilizados, acero inoxidable, aluminio, cobre y las distintas aleaciones de cada uno.
Aceros Inoxidables.
La palabra ‘inoxidable’ es un poco incorrecta cuando se aplica a las clases de metales conocidos como aceros inoxidables, debido a que normalmente significa que resisten a la corrosión. Sin embargo, en ambientes severamente corrosivos, muchos aceros inoxidables se corroen a muy altas velocidades. Los aceros inoxidables se definen como los que contienen al menos un 12% de cromo. Hay muchos tipos de aceros inoxidables, y el inspector de soldadura debe reconocer cuando se habla de ellos y usar la denominación adecuada para cada tipo.
Las cinco clases principales de aceros inoxidables son ferríticos, martensíticos, austeníticos, de endurecimiento por precipitación, y los duplex. Las primeras tres categorías se refieren a la fase estable que se encuentra a temperatura ambiente en cada clase. La cuarta, frecuentemente llamados aceros inoxidables ‘PH’, se refiere al método para endurecerlos por un tratamiento de ‘envejecimiento’, un mecanismo de endurecimiento por precipitación como opuesto al temple y revenido conocido como endurecimiento por transformación. Por último, los grados duplex, son aproximadamente mitad ferrita y mitad austenita a temperatura

Tecnología de Inspección de Soldadura Módulo 8 Mealurgia de la Soldadura para el Inspector de Soldadura
8-16
ambiente con resistencia mejorada para fisuración por corrosión bajo tensiones con cloruro.
La fase estable de los aceros inoxidables encontrada a temperatura ambiente, depende de la química del acero, y algunos aceros inoxidables pueden contener una combinación de diferentes fases. Los aceros inoxidables más comunes son los grados austeníticos, los que se identifican como grados de series ‘200’ y ‘300’; los aceros inoxidables 304 y 316 son grados austeníticos. El acero 416 es un grado martensítico, y el 430 es un grado ferrítico. Uno de los aceros inoxidables PH comunes es un grado 17-4 PH. Un grado duplex popular es A1-6XN.
Como es de esperase, la soldabilidad de dichos grados varía en forma significativa. Los grados austenítico son muy soldables con las composiciones de metal de aporte disponibles actualmente. Estos grados pueden estar sujetos a fisuración en caliente, que ocurren cuando el material está muy caliente. Este problema se soluciona controlando la composición de los metales base y de aporte para favorecer la formación de la fase ‘ferrita delta’, que ayuda a eliminar el problema de la fisuración en caliente.
Normalmente las fisuras se evitarán seleccionando metales de aporte con ferrita delta en un porcentaje de 4-10%. Este porcentaje frecuentemente se conoce como ‘Número de Ferrita’ y puede medirse con un medidor de ferrita. La ferrita delta puede medirse mediante un medidor de ferrita debido a que la ferrita delta es BCC (cúbica de cuerpo centrado) y magnética, mientras que la fase principal, austenita, es FCC (cúbica de caras centrada) y no magnética.
Los aceros ferríticos, también se consideran soldables con los metales de aporte adecuados. Los grados martensíticos son inclusive más difíciles de soldar, y frecuentemente requieren tratamientos de precalentamiento y calentamiento posterior a la soldadura especiales. Se han desarrollado procedimientos para soldar dichos materiales, y deben seguirse cuidadosamente para evitar problemas de fisuración y mantener las propiedades mecánicas de los metales base. Los aceros inoxidables PH y duplex también son soldables, pero deben tenerse en cuenta los
cambios en las propiedades mecánicas causadas por la soldadura.
Uno de los problemas comunes encontrados cuando se sueldan grados austeníticos se conoce como ‘precipitación de carburos’, o ‘sensitización’. Cuando se calienta hasta temperaturas de soldadura, una parte del metal base alcanza el rango de temperaturas de 427° - 871°C (800°-1600°F), y dentro de este rango de temperaturas, el cromo y el carbono presentes en el metal se combinan para formar carburos de cromo. La temperatura más severa para esta transformación es alrededor de 677°C (1250°F), y en cada ciclo de operación de soldadura se pasa por esta temperatura dos veces; una en el calentamiento para soldar y nuevamente para enfriar hasta temperatura ambiente.
Estos carburos de cromo se encuentran típicamente a lo largo de los bordes de grano de la estructura. El resultado de su formación es la reducción del contenido de cromo dentro del mismo grano adyacente al borde de grano, llamado ‘decromización’, dando una reducción del contenido de cromo debajo del deseado. El resultado final de la decromización del grano es una reducción de la resistencia a la corrosión del mismo grano debido al contenido reducido de cromo. En algunos ambientes corrosivos, los bordes granos se corroen a alta velocidad, y se lo llama ‘corrosión por ataque intergranular’, o IGA. Ver Figura 8.17.
La sensitización de los aceros inoxidables austeníticos durante la soldadura puede evitarse por medio de distintos métodos. El primer método involucra el tratamiento de recalentamiento de la totalidad de la estructura calentándola a 1066°-1093°C (1950°-2000°F) y templando rápidamente en agua. Este recalentamiento rompe los carburos de cromo permitiendo que el carbono se disuelva dentro de la estructura. Sin embargo, este tratamiento puede causar serias distorsiones a las estructuras soldadas.
Un segundo método es el agregado de estabilizadores al metal base y los metales de aporte. Los dos ejemplos más comunes de estabilización son el agregado de titanio y niobio (columbio) a las aleaciones de la serie 300 en cantidades iguales a 8 o 10 veces el contenido de carbono. Estos estabilizadores de aleación se combinan preferentemente con el carbono y

Tecnología de Inspección de Soldadura Módulo 8 Mealurgia de la Soldadura para el Inspector de Soldadura
8-17
reducen la cantidad de carbono disponible para la formación del carburo de cromo, manteniendo el contenido de cromo de la aleación y la resistencia a la corrosión. Cuando se agrega titanio, tenemos la aleación de inoxidable austenítico 321; cuando se agrega niobio, tenemos el grado 347.
Figura 8.17 – Corrosión por Ataque Intergranular en Aceros Inoxidables Austeníticos Causados por la Sensitización durante la Soldadura.
Figura 8.18 –Temple del Acero Inoxidable Austenítico para Maximizar la Resistencia a la Corrosión
Figura 8.19 – Prevención de la Sensitización en Aceros Inoxidables Austeníticos
Un tercer método es la reducción del
contenido de carbono del metal base y los metales de aporte. Inicialmente, estos aceros inoxidables austeníticos de bajo carbono eran conocidos como ‘Carbono extra Bajo’, o la abreviatura ELC. Hoy en día, son conocidos por la letra “L” que significa que el contenido de carbono es menor que 0.03%. (Los grados estándar contienen hasta un 0.08% de carbono). Reduciendo el contenido de carbono en la
aleación, hay menos carbono disponible para combinarse con el cromo, y se reduce la sensitización durante la soldadura. Estos grados de bajo carbono tienen las propiedades mecánicas ligeramente reducidas debido a su menor contenido de carbono, y esto se debe considerar cuando se seleccionan estas aleaciones, especialmente para el uso a altas temperaturas.
Aluminio y sus Aleaciones
Las aleaciones de aluminio tienen una película muy tenaz de óxido en sus superficies, que se forman rápidamente cuando el aluminio desnudo se expone al aire, y esta película de óxido le da protección en ambientes corrosivos. Estos mismos óxidos en la superficie interfieren en la con los procesos de unión. Para realizar operaciones de brazing o soldering, se usan fundentes para romper la película de óxido para que se puedan unir las partes. Cuando se suelda, se usa corriente alterna que hace romper el óxido por la corriente reversa de la soldadura AC, y se evita que se vuelva a formar la película de óxido protegiendo con gas argón o helio. El método de soldadura con AC a veces es conocido como ‘técnica de limpieza superficial’.
La metalurgia del aluminio y sus aleaciones es muy compleja, especialmente teniendo en cuenta la gran cantidad de tipos de aleaciones y tratamientos térmicos. Los metales de aporte adecuados para la mayor parte de grados soldables y condiciones de tratamientos térmicos pueden encontrarse en ANSI/AWS A5.10, Specification for Bare Aluminium and Aluminium Alloy Welding Electrodes and Rods. Cobre y sus Aleaciones
El cobre puro y muchas de sus aleaciones no pueden ser endurecidas por tratamiento térmico de temple y revenido como el acero. Estas aleaciones usualmente se endurecen y se hacen más resistentes mediante la cantidad de ‘trabajo en frío’ introducido cuando se


















